Центратор звенный наружный ЦЗН
Звенный наружный центратор для труб применяются в основном в нефтепроводной строительной отрасли, а именно для центровки торцов труб (обечаек) при сварочных работах диаметром 20 мм по 2020 мм.
Наружный центратор для труб стоит взять на вооружение каждому сварщику, так как это удобное, простое и неприхотливое в работе приспособление для стяжки труб перед сваркой.
Мы производим центраторы по собственным разработанным техническим условиям ТУ 3663-001-42930233-2016.
Центраторы цзн
Маталлический наружный центратор для труб состоит из легированных стальных многозвенников марки 09Г2С, соединённых друг с другом опорными роликами рис.1. Опорные ролики на центраторе цзн мы также производим из той же легированной стали 09Г2С.
Наша компания производит центраторы звенные наружные ЦЗН по собственно разработанным техническим условиям ТУ 3663-001-42930233-2016

Почему мы применяем именно эту сталь 09Г2С в производстве центраторов ЦЗН, ЦНЭ, ЦНГ:
- Обладает хорошей твердостью и прочностью.
- Хорошая стойкость к трещинам при стягивании трубы центратором.
- Повышенный предел выносливости.
- Низкая к деформации при зажиме трубопровода друг с другом.
Центратор для сварки
Применяется центратор для сварки труб, как в полевых условиях, при рабочей температуре от -600С до +600С, так и в условиях промышленных предприятий. В отличии от гидравлического центратора ЦНГ, центратор ЦЗН более транспортабельный и удобный в работе!
ВНИМАНИЕ ЗАКАЗЧИКА! Мы производим центраторы на любой диаметр трубы начиная от 20 мм до 2020 мм. По желанию заказчика наши специалисты готовы разработать и испытать любые размеры центраторов!
Рис 11,2,3-звено; 4-винт; 5-траверса; 6-пята; 7-рукоятка; 8-ролик; 9-ось.

- Пример заказа
- Центратор ЦЗН-530, где ЦЗН-центратор звенный наружный; 530-диаметр трубопровода.
| Центратор | Центраторы для труб | Центратор наружный |
| Центратор для сварки | Центратор звенный наружный | Центратор цзн |
| Центраторы для труб | Центраторы для труб | Центраторы для труб |
Технические характеристики центраторов ЦЗН.
| Марка центратора | Диаметр центрируемых труб (мм) | Масса (кг) | Цена изделия руб с НДС |
| ЦЗН 25 | 25 | 1 | По запросу |
| ЦЗН 32 | 32 | 1,5 | По запросу |
| ЦЗН 45 | 45 | 2,5 | По запросу |
| ЦЗН 57 | 57 | 4 | По запросу |
| ЦЗН 76 | 76 | 4,7 | По запросу |
| ЦЗН 89 | 89 | 5 | По запросу |
| ЦЗН 108 | 108 | 6,5 | По запросу |
| ЦЗН 114 | 114 | 6,5 | По запросу |
| ЦЗН 159 | 159 | 10,4 | По запросу |
| ЦЗН 168 | 168 | 10,4 | По запросу |
| ЦЗН 219 | 219 | 8,1 | По запросу |
| ЦЗН 273 | 273 | 10 | По запросу |
| ЦЗН 325 | 325 | 10,5 | По запросу |
| ЦЗН 377 | 377 | 11,5 | По запросу |
| ЦЗН 426 | 426 | 15 | По запросу |
| ЦЗН 530 | 530 | 20 | По запросу |
| ЦЗН 630 | 630 | 32 | По запросу |
| ЦЗН 720 | 720 | 36 | По запросу |
| ЦЗН 820 | 820 | 39 | По запросу |
| ЦЗН 1020 | 1020 | 46 | По запросу |
| ЦЗН 1060 | 1060 | 50 | По запросу |
| ЦЗН 1220 | 1220 | 54 | |
| ЦЗН 1420 | 1420 | 61 | По запросу |
| ЦЗН 1620 | 1620 | 75 | По запросу |
| ЦЗН 1720 | 1720 | 80 | По запросу |
| ЦЗН 1820 | 1820 | 85 | По запросу |
| ЦЗН 2020 | 2020 | 95 | По запросу |
Центратор цена
Цена на центраторы звенные наружные ЦЗН вы можете узнать у наших специалистов. Зайдите в раздел контакты.
Зайдите в раздел контакты.
Комплектация поставки центратора.
- Центратор ЦЗН.
- Паспорт. «Инструкция по эксплуатации».
- Сертификат соответствия.
На каждом центраторе указывается диаметр изделия, номер партии, завод изготовитель ООО «РОСНЕФТЕГАЗКОМПЛЕКТ».
Наша компания также производит и другие типы центраторов.
- Центратор наружный эксцентриковый ЦНЭ.
- Центратор звенный наружный титановый ЦЗНТ.
- Центратор наружный гидравлический ЦНГ.
- Центратор звенный наружный гидрофицированный ЦЗН-Г.
- Центратор звенный наружный уневерсальный ЦЗН-У.
- Подогреватель стыков труб ПСТ.
- Термозащитные пояса ТП и ТЗП.
ЦЕНТРАТОР наружный разъемный С ГИДРОДОМКРАТОМ ЦНГ
Центратор наружный разъемный с гидродомкратом типа ЦНГ предназначен для центровки и выравнивания граней двух обечаек перед электросварочными работами диаметрами 426; 530; 630; 720; 820; 1020; 1067; 1220; 1420; 1720 мм при сооружении и ремонтах магистральных трубопроводов при температуре окружающего воздуха от 233 до 313 К (от минус 40С до плюс 40С).
Гидравлические центраторы
При эксплуатации центраторов ЦНГ, необходимо дополнительно руководствоваться «Типовой инструкцией для стропальщиков (такелажников, зацепщиков) обслуживающих грузоподъемные краны» Госгортехнадзора России, «Правилами устройства и безопасной эксплуатации грузоподъемных кранов», утвержденных Госгортехнадзором России 30.12.92 г.
Центратор ЦНГ
Центратор наружный разъемный с гидродомкратом ЦНГ применяется на обечайки диаметром от 426 до 1720 мм.
В комплект поставки гедравлического центратора ЦНГ входи:
1. Центратор наружный разъемный с гидродомкратом ЦНГ с присвоением заводского номера и годом изготовления.
2. Паспорт и инструкция по эксплуатации.
3. Сертификат качества.
Основные сведения об изделии и технические данные
| Марка центратора ЦНГ | Диаметр центрируемого трубопровода,мм | Габаритные размеры, мм. (Длина, ширина,высота) (Длина, ширина,высота) | Масса, кг | Цена руб с НДС |
| Центратор ЦНГ 41 | 426 | 920х290х775 | 150 | По запросу |
| Центратор ЦНГ 51 | 530 | 920х290х775 | 150 | По запросу |
| Центратор ЦНГ 61 | 630 | 1100х350х850 | 185 | По запросу |
| Центратор ЦНГ 71 | 720 | 1085х382х970 | 225 | По запросу |
| Центратор ЦНГ 81 | 820 | 1185х382х1070 | 235 | По запросу |
| Центратор ЦНГ 101 | 1020 | 1460х290х1300 | 273 | По запросу |
| Центратор ЦНГ 102 | 1067 | 1490х290х1350 | 305 | По запросу |
| Центратор ЦНГ 121 | 1220 | 1650х405х1516 | 320 | По запросу |
| Центратор ЦНГ 141 | 1420 | 1825х405х1715 | 430 | По запросу |
| Центратор ЦНГ 171 | 1720 | 2125х405х2015 | 530 | По запросу |
Цена на гидравлические центраторы утверждена производителем на 2016 год.
Описание к рисунку: 1-дуга; 2-шарнирная ось; 3-дуга; 4-скоба; 5-звено; 6-гидродомкрат; 7-ролик; 8-ролик; 9-опора; 10-нажимной болт.
Центратор гидравлический ЦНГ
6, роликов 8, нажимных болтов 10.
Каждая дуга представляет собой сварную конструкцию из двух щек, с
варенных несколькими пластинами-опорами 9, которые в закрытом положении центратора опираются внутренней поверхностью одновременно на концы собираемых труб и центрирую
т их. Опора 9 в местах соприкосновения со стыком имеют пазы с размерами достаточными для прохождения электрода и обеспечения непрерывного цикла сварки стыков.
К наружным центраторам дуг приварены скобы для удобства подъема центратора. На боковой площадке верхней дуги установлен гидродомкрат 6, на головку которого насажено с помощью втулки и шарнирно закреплено звено 2. Свободным концом оно накинуто на крюки нижней дуги 1, находящейся под площадкой крепления домкрата.
Свободным концом оно накинуто на крюки нижней дуги 1, находящейся под площадкой крепления домкрата.
Для регулировки превышения кромок стыкуемых труб на боковых поверхностях дуг центраторов в резьбовых опорах установлены нажимные болты 10 с пятами.
Для перемещения по трубе и облегчения установки на стык центратор снабжен роликами 7 . Замыкания центратора на стыке и центровка труб осуществляется гидродомкратом при движении поршня домкрата вверх.
Центратор с гидродомкратом
ВНИМАНИЕ! ЦЕНТРАТОРЫ НЕ ПРЕДНАЗНАЧЕНЫ ДЛЯ ИЗМЕНЕНИЯ ГЕОМЕТРИИ ТОРЦОВ СТЫКУЕМЫХ ТРУБ И ПРАВКИ ВМЯТИН!
Указание мер безопасности центратора гидравлического ЦНГ
1. К работе с центратором допускаются лица, прошедшие инструктаж по его безопасному обслуживанию, изучившие устройство и порядок работы с центратором, а также «Инструкцию по технике безопасности для электросварщика ручной электродуговой сварки».
2. Каждый день перед началом работ необходимо удостовериться в исправности центратора.
3. При обнаружении во время осмотра неисправностей, влияющих на безопасную работу центратора, ввод центратора в эксплуатацию должен быть задержан для устранения обнаруженых неисправностей.
4. В процессе сборки труб запрещается:
- Работать без рукавиц.
- Держать руки в световом пространстве между сдвигаемыми трубами.
- Держать руки в просвете между опорами и трубой.
5. Не допускаются в зону производства сварочных работ посторонние и не занятые непосредственно на сварке лица.
6. Не допускается проводить сварочные работы с центратором при недостаточном освещении рабочего места.
7. Не допускается сварка с центратором при загазованности воздуха или утечек горючих газов или жидкости из действующих трубопроводов, проложенных рядом.
8. Запрещается оставлять центратор на трубе после окончания работ.
Наша компания также производит:
1) Наружные центраторы.
2) Эксцентриковые центраторы.
Мы производители гидравлических центраторов не зацикливаемся только на стандартных размерах. Наши производственные возможности позволяют изготавливать самые нестандартные размеры. Убедитесь сами!
Узнать более точную информацию на центраторы для труб ! Вы можете узнать на нашем новом САЙТЕ.
Возникли вопросы? Вы можете связаться с нашим ведущим специалистом отдела продаж по телефону: или по Е-mail: [email protected]
Наш сотрудник свяжется с Вами в ближайшее время.
Закажи прямо сейчас!
Центратор наружный ЦЗН371 (O377мм) в Кропоткине (Сварочное и паяльное оборудование, общее)
Цена: Цену уточняйте
за 1 ед.
Описание товара
Более подробные технические характеристики на сайте www. kremz.ru
kremz.ru
Центраторы наружные предназначены для центровки торцов секций и отдельных труб при сварке неповоротных стыков при сооружении и ремонте трубопроводов.
Центраторы типа ЦЗА по конструкции абсолютно аналогичны центраторам типа ЦЗН.
Кроме центраторов наружных типов ЦЗН, ЦЗУ и ЦНК, на нашем заводе выпускаются наружние центраторы типа ЦНЭ, центраторы наружные с гидродомкратом типа ЦНГ (центраторы наружные гидравлические), а также центраторы внутренние гидравлические типа ЦВ.
Центратор наружный звенный ЦЗН1421 (O530,630,720,820,1020,1220,1420мм)
Товары, похожие на Центратор наружный ЦЗН371 (O377мм)
В организации «ОАО Кропоткинский машиностроительный завод» вы можете оформить заявку на «Центратор наружный ЦЗН371 (O377мм)», просмотрев предложение на сайте БизОрг На сегодня статус товара – «В наличии».
Преимущества «ОАО Кропоткинский машиностроительный завод»:
- гарантия качества и строгое исполнение взятых обязанностей;
- удобные способы осуществления платежей;
- для пользователей сайта BizOrg.Su организация «ОАО Кропоткинский машиностроительный завод» предоставляет специальные условия;
- фирма «ОАО Кропоткинский машиностроительный завод» работает на партнерских условиях с популярными производителями. К таким можно отнести КрЭМЗ и другие.
Оставьте заявку прямо сейчас!
FAQ
- Описание указано с неверной ценой, контактный номер телефона не доступен и т.д.
Если у вас возникли проблемы с «ОАО Кропоткинский машиностроительный завод», то напишите идентификационные данные фирмы (118994) и услуги или товара (6851440). Наш отдел по работе с клиентами займется разрешением данной трудности.
- Как оформить заказ
Хотите «Центратор наружный ЦЗН371 (O377мм)»? Свяжитесь с организацией «ОАО Кропоткинский машиностроительный завод» по контактам, которые указаны в правом верхнем углу страницы.

Обязательно укажите, что увидели фирму у нас – на сайте БизОрг. - Как получить еще больше сведений об организации «ОАО Кропоткинский машиностроительный завод»
Чтобы найти более подробную информацию о фирме, кликните в правом верхнем углу на ссылку с названием фирмы, а потом нажмите на интересную Вам страницу с описанием.

Технические сведения:
- предложение было размещено на сайте 14.09.2013, дата последнего изменения – 13.04.2020. Следите за изменениями на ресурсе, чтобы не потерять из виду нужную информацию;
- «Центратор наружный ЦЗН371 (O377мм)» находятся в категориях: «Промышленное оборудование, станки, механизмы», «Сварочное и паяльное оборудование», «Сварочное и паяльное оборудование, общее». В этих же разделах вы можете найти другие изделия или услуги, которые могут вас заинтересовать;
- общее количество просмотров сведений на отображенной странице сайта – 138 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg. su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией ОАО “Кропоткинский машиностроительный завод““ цена товара «Центратор наружный ЦЗН371 (O377мм)» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ОАО “Кропоткинский машиностроительный завод““ по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+7 (86138) 7-23-67
+7 (86138) 7-71-02
+7 (86138) 6-17-58
Купить центратор наружный ЦЗН371 (O377мм) в Кропоткине:
3-й Промышленный проезд №3, Кропоткин, 352387, Россия
Условия доставки из другого региона:
Доставка в страны:
– Узбекистан
– Туркменистан
– Украина
– Молдова
– Таджикистан
– Беларусь
– Россия
– Казахстан
для испытаний центраторов обсадных труб | Всемирный нефтяной конгресс (WPC)
Skip Nav Destination
- Цитировать
- Посмотреть эту цитату
- Добавить в менеджер цитирования
- Делиться
- MailTo
- Твиттер
- Поиск по сайту
Citation
Althouse, WS, and H. Clark. «Стандарты испытаний центраторов обсадных труб». Доклад представлен на 3-м Всемирном нефтяном конгрессе, Гаага, Нидерланды, 19 мая.51.
Clark. «Стандарты испытаний центраторов обсадных труб». Доклад представлен на 3-м Всемирном нефтяном конгрессе, Гаага, Нидерланды, 19 мая.51.
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
Расширенный поиск
Краткий обзор
В этом документе указывается на то, что существует определенная необходимость в разработке стандартных испытаний центраторов обсадных труб, чтобы получить правильную информацию о надлежащем расстоянии для обеспечения удовлетворительного первичного цементирования.
Стандартные испытания центраторов обсадных труб также дадут оператору единую основу для сравнения центраторов различных производителей. В документе описаны I) цель и виды испытаний, 2) оборудование, используемое для проведения этих испытаний, 3) центраторы, подлежащие испытанию, 4) процедура испытаний и 5) оценка результатов испытаний.
Оборудование и типы испытаний, описанные в этой статье, а также их оценка и корреляция с полевыми результатами, были определены авторами в результате большой экспериментальной работы, выполненной за последние два года. В документе указывается, что существует множество факторов, которые необходимо определить при выборе надлежащего центратора для любой конкретной работы, и что единственный способ точно определить эти факторы — это провести испытания на поверхности, которые максимально точно воспроизводят тяжелые условия, в которых центратор обсадной колонны должны выполняться как при спуске в скважину, так и при цементировании обсадной колонны.
По мнению авторов, объективное сравнение различных типов центраторов обсадных труб невозможно и что интеллектуальные средства установления расстояния между центраторами для любого данного отверстия не могут быть определены, если не существует стандартизированной процедуры испытаний, аналогичной той, что описана в в этой статье должным образом учтены все факторы, влияющие на производительность центратора.
Резюме
Cette Communication Montre La Réelle nécessité d’Etablir des épreuves Standard pour les centerurs de * Baker Oil Tools Inc., Лос-Анджелес, Калифорния. Tubage afin d’obtenir des renseignements précis sur l’espacement qu’il faut pour assurer une cimentation primaire satisfaisante. Des épreuves standard pour les centerurs de Tubage Fourniraient aussi à l’operateur une base uniforme pour Comparer les centerurs de divers factoryants. L’article décrit I) l’objet et le type des épreuves, 2) l’outillage utilisé pour faire les épreuves, 3) les centerurs à mettre à l’épreuve, 4) la procédure des épreuves et 5) l’evaluation des результаты épreuves.
L’outillage et les types Cepreuves décrits dans cette Communication ainsi que leur évaluation et leur corrélation avec les résultats obtenus sur les champs ont été determinés par les auteurs à la suite d’une abondante anésénénés dealisées. On signale qu’il y a beaucoup de facteurs à déterminer pour choisir le center qu’il faut pour un travail particulier et que la seule method pour les déterminer avec chécision, состоит из Faire des épreuves de surface reproduisant dans la mesure du возможные ле условия sévères auxquelles Les centerurs де тюбаж Девронт
Ключевые слова:
конструкция корпуса, оформление, разведка и добыча нефти и газа, диаметр, Информация, характеристика, центратор, оценка, застраховать, производитель
Предметы:
Обсадные и цементные работы, Исполнение корпуса
Этот контент доступен только в формате PDF.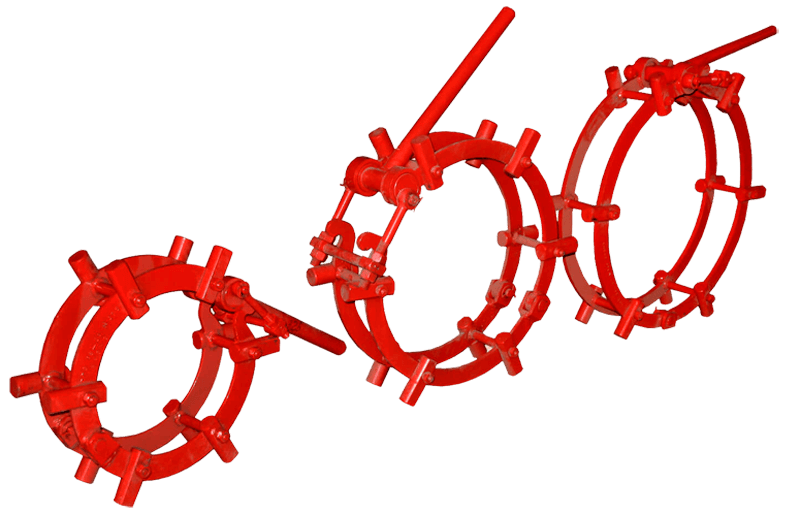
Вы можете получить доступ к этой статье, если купите или потратите загрузку.
У вас еще нет аккаунта? регистр
Просмотр ваших загрузок
Китайский производитель поплавковых муфт и поплавковых башмаков, цементировочная корзина, поставщик ступенчатых муфт
Горячие продукты
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | Поплавковый воротник и поплавковый башмак , Цементировочная корзина , Сценический воротник , Цементировочная головка | |
| Зарегистрированный капитал: | ||
| Сертификация системы менеджмента: | ИСО9001:2015, ИСО14001:2015, ИСО45001:2016 | |
| Основные рынки: | Северная Америка, Южная Америка, Европа, Юго-Восточная Азия/Ближний Восток, Африка, Восточная Азия (Япония/. .. .. | |
| Условия платежа: | LC, T/T, D/P, PayPal, Western Union, небольшая сумма платежа |
 21 Million USD»>
19,21 млн долларов США
21 Million USD»>
19,21 млн долларов США Компания Puyang Zhongshi Group Co., Ltd, преобразованная из SINOPEC в 1997 году, имеет 18-летний опыт производства продукции для нефтяного машиностроения. У нас есть конкурентоспособные цены на наши основные продукты аксессуаров для обсадных труб, таких как центратор с дуговой пружиной, цельный жесткий центратор, поплавковое оборудование, цементировочная пробка. и т. д.
У нас есть конкурентоспособные цены на наши основные продукты аксессуаров для обсадных труб, таких как центратор с дуговой пружиной, цельный жесткий центратор, поплавковое оборудование, цементировочная пробка. и т. д.
Puyang Zhongshi Group Co., Ltd, была основана в 1997, производит полную линейку оборудования для цементирования обсадных труб с сертификатами API 5CT, 6A, 11AX, 11E и ISO 14001, 9001 в Китае.
У нас есть 9 …
Просмотреть все
Сертификаты
5 шт.Сертификат API 6A
Сертификат API 11AX
Сертификат API 11E
Сертификат API 5CT
API 10D
Отправьте сообщение этому поставщику
* От:
* Кому:
г-жа Лора
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Процедуры испытаний центратора корпуса дуговой рессоры
Процедуры испытаний восстанавливающей силы центратора корпуса дуговой рессорыДом / Сервис / Технологии / центратор носовой пружины восстанавливая испытание силы
Пружинный центраторпредназначен для первичного цементирования и применяется в вертикальных, наклонных и горизонтальных скважинах, где требуется малое пусковое усилие и высокое восстанавливающее усилие.
Восстанавливающая сила является ключевым параметром, определяющим качество центраторов с дуговыми пружинами. Здесь мы хотели бы кратко представить, что такое возвращающая сила, устройства и образцы, необходимые для испытания возвращающей силы , процедуры испытаний и результаты.
Восстанавливающая сила относится к силе, действующей со стороны центратора на обсадную колонну, чтобы удерживать ее на расстоянии от стенки ствола скважины. Значение возвращающей силы зависит от способа установки.
Значение возвращающей силы зависит от способа установки.
Подготовка образцов и испытательного стенда
Процедуры испытаний на восстанавливающую силу
- При проведении испытаний горизонтальное отклонение внутренней и внешней труб должно быть в пределах 5°.
- Перед сбором данных о силе для теста согните все дуговые пружины 12 раз.
- Приложить внешнее усилие к внешней трубе так, чтобы оно передавалось на внутреннюю трубу вертикально через точку контакта центратора внутри внешней трубы.
- Приложите нагрузку и запишите показания нагрузки-прогиба с шагом не менее 1,6 мм (1/16″), пока не будет получено трехкратное (± 5%) минимальное восстанавливающее усилие, см. рис. 2. Расстояние перемещения для получения 67% зазор должен быть определен для каждой испытательной позиции.
- Повторяйте процесс, проверяйте центратор до тех пор, пока каждая пружина и каждый комплект пружин не будут проверены в положениях 1 и 2, как показано на рис. 3.
- Рассчитайте общую нагрузку при каждом прогибе путем компенсации массы подвижной трубы и навесного оборудования.
- Подготовьте окончательную кривую нагрузки-прогиба, используя среднее арифметическое значений силы при соответствующих прогибах. Восстанавливающая сила определяется по этой кривой при коэффициенте зазора 67%.
 3.
3.Кривая нагрузка-прогиб
Испытательные позиции центратора обсадной колонны
Минимальная восстанавливающая сила для коэффициента зазора 67% должна быть не менее значений, указанных в Таблице 1. См. определение требований к восстанавливающей силе, приведенных ниже, для выведения требований .
| Диаметр корпуса | Корпус средней линейной массы | Минимальная восстанавливающая сила при коэффициенте зазора 67 % | |||
|---|---|---|---|---|---|
| мм | дюймов | кг/м | фунтов/фут | Н | фунтов силы |
| 89 | 3-1/2″ | 14,7 | 9,91 | 1761 | 396 |
| 102 | 4 дюйма | 16,9 | 11,34 | 2019 | 454 |
| 114 | 4-1/2 дюйма | 17,3 | 11,6 | 2064 | 464 |
| 127 | 5 дюймов | 19,3 | 13,0 | 2313 | 520 |
| 140 | 5-1/2″ | 23,1 | 15,5 | 2758 | 620 |
| 168 | 6-5/8″ | 35,7 | 24,0 | 4270 | 960 |
| 178 | 7 дюймов | 38,7 | 26,0 | 4626 | 1040 |
| 194 | 7-5/8″ | 39,3 | 26,4 | 4697 | 1056 |
| 219 | 8-5/8″ | 53,6 | 36,0 | 6405 | 1440 |
| 244 | 9-5/8″ | 59,5 | 40,0 | 7117 | 1600 |
| 273 | 10-3/4″ | 75,9 | 51,0 | 4537 | 1020 |
| 298 | 11-3/4″ | 80,4 | 54,0 | 4804 | 1080 |
| 340 | 1-3/8 дюйма | 90,8 | 61,0 | 5427 | 1220 |
| 406 | 16 дюймов | 96,7 | 65,0 | 5783 | 1300 |
| 473 | 18-5/8″ | 130,2 | 87,5 | 7784 | 1750 |
| 508 | 20 дюймов | 139,9 | 94,0 | 8363 | 1880 |
ПРИМЕЧАНИЕ:
| |||||
Определение требований к восстанавливающей силе
- Полевые наблюдения показывают, что отклонение скважины от вертикали в среднем колеблется от нуля до приблизительно 60°. Поэтому для расчета требуемой восстанавливающей силы используется среднее отклонение 30°.
Для обсадных труб диаметром от 273 мм (10-3/4 дюйма) до 508 мм (20 дюймов), когда обсадные колонны обычно располагаются в относительно вертикальных секциях ствола скважины, минимальное восстанавливающее усилие должно быть не менее:
FR = W sin 30 = 0,5 Вт
Где
FR — минимальная восстанавливающая сила, выраженная в ньютонах;
W — вес 12,19 м (40 футов) обсадной трубы средней линейной массы, выраженный в ньютонах. - Для обсадных труб диаметром от 114 мм (4-1/2″) до 244 мм (9-5/8″), где обсадные колонны обычно размещаются в наклонных секциях ствола, минимальное восстанавливающее усилие должно быть не менее:
FR = 2 Вт sin 30 = Вт
Испытание на восстанавливающую силу центратора корпуса носовой рессоры должно проводиться в строгом соответствии с вышеизложенными требованиями.
вверх
Жесткие центраторы, пружинный центратор, алюминиевый центратор, стопорные кольца
| |||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Политика конфиденциальности I Отказ от ответственности и условия | Copyright © 2009 Revata Engineering | ||||||||||||||||||||||||||||||||||||||||||||||||||
 jpg» width-=»»>
jpg» width-=»»> 
 Центратор (RE21)
Центратор (RE21) ТРУБЧАТЫЕ УПАКОВКИ И ПОДЪЕМНЫЕ РАМА ТРУБЧАТЫЕ ЗАГЛУШКИ / ЗАГЛУШКИ ДЛЯ ТРУБ ЗАЩИТНЫЕ ФЛАНЦЕВЫЕ / ЗАЩИТНЫЕ КРЫШКИ КОЛПАЧКИ И ЗАГЛУШКИ ДЛЯ ГИДРАВЛИЧЕСКИХ ФИТИНГОВ (NPT, BSP, JIC и т. д.) PVC / VINYL END CAPS & PROTECTORS REDRESS KITS FOR DOWNHOLE TOOLS ‘V’ PACKINGS COMPOSITE SEALS O-RINGS O-RING CORDS HAMMER UNION SEALS RING JOINT ПРОКЛАДКИ — ВВЕДЕНИЕ КОЛЬЦЕВЫЕ ПРОКЛАДКИ ТИПА R (ОВАЛЬНЫЕ) КОЛЬЦЕВЫЕ ПРОКЛАДКИ ТИПА R (ВОСЬМИУГОЛЬНЫЕ) КОЛЬЦЕВЫЕ ПРОКЛАДКИ ТИПА RX ПРОКЛАДКИ ТИПА JO JO0297 SPIRAL WOUND GASKETS DESANDERS & SPARES DESILTERS & SPARES PLUNGER PUMP SPARES MUD PUMP SPARES CEMENTING / WIPER PLUGS WIPER PLUGS / ELEMENTS STANDARD STRAIGHT BOW CENTRALIZERS RIGID BOW CENTRALIZERS SOLID ЖЕСТКИЕ ЦЕНТРАЛИЗАТОРЫ СОЕДИНЕНИЯ ЦЕНТРАЛИЗАТОРА / СТАБИЛИЗАТОРА СТОПОРНЫЕ КОЛЬЦА СЕДЛА КЛАПАНА ИЗ КАРБИДА ВОЛЬФРАМА ШАРИКИ ИЗ КАРБИДА ВОЛЬФРАМА ВСТАВКИ СЕДЛА ИЗ КАРБИДА ВОЛЬФРАМА ИЗГОТОВЛЕННЫЕ НА ЗАКАЗ / СПЕЦИАЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ ДЕТАЛИ
ТРУБЧАТЫЕ УПАКОВКИ И ПОДЪЕМНЫЕ РАМА ТРУБЧАТЫЕ ЗАГЛУШКИ / ЗАГЛУШКИ ДЛЯ ТРУБ ЗАЩИТНЫЕ ФЛАНЦЕВЫЕ / ЗАЩИТНЫЕ КРЫШКИ КОЛПАЧКИ И ЗАГЛУШКИ ДЛЯ ГИДРАВЛИЧЕСКИХ ФИТИНГОВ (NPT, BSP, JIC и т. д.) PVC / VINYL END CAPS & PROTECTORS REDRESS KITS FOR DOWNHOLE TOOLS ‘V’ PACKINGS COMPOSITE SEALS O-RINGS O-RING CORDS HAMMER UNION SEALS RING JOINT ПРОКЛАДКИ — ВВЕДЕНИЕ КОЛЬЦЕВЫЕ ПРОКЛАДКИ ТИПА R (ОВАЛЬНЫЕ) КОЛЬЦЕВЫЕ ПРОКЛАДКИ ТИПА R (ВОСЬМИУГОЛЬНЫЕ) КОЛЬЦЕВЫЕ ПРОКЛАДКИ ТИПА RX ПРОКЛАДКИ ТИПА JO JO0297 SPIRAL WOUND GASKETS DESANDERS & SPARES DESILTERS & SPARES PLUNGER PUMP SPARES MUD PUMP SPARES CEMENTING / WIPER PLUGS WIPER PLUGS / ELEMENTS STANDARD STRAIGHT BOW CENTRALIZERS RIGID BOW CENTRALIZERS SOLID ЖЕСТКИЕ ЦЕНТРАЛИЗАТОРЫ СОЕДИНЕНИЯ ЦЕНТРАЛИЗАТОРА / СТАБИЛИЗАТОРА СТОПОРНЫЕ КОЛЬЦА СЕДЛА КЛАПАНА ИЗ КАРБИДА ВОЛЬФРАМА ШАРИКИ ИЗ КАРБИДА ВОЛЬФРАМА ВСТАВКИ СЕДЛА ИЗ КАРБИДА ВОЛЬФРАМА ИЗГОТОВЛЕННЫЕ НА ЗАКАЗ / СПЕЦИАЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ ДЕТАЛИ  gif»>
gif»>Центратор обсадной колонны — HENNESSEY ALBERT
Настоящее изобретение в целом относится к центратору обсадной колонны того типа, который устанавливается на обсадных трубах нефтяных, газовых или водяных скважин, насосно-компрессорных трубах и аналогичных трубных колоннах для поддержания практически одинакового зазора между такими колоннами и стволом скважины.
Как хорошо известно в данной области техники, такие центраторы обычно содержат пару разнесенных в осевом направлении колец, соединенных с несколькими дуговыми пружинами. Луковые пружины изогнуты наружу между своими концами, чтобы войти в зацепление со стволом скважины. Такие дугообразные пружины расположены на одинаковом расстоянии вокруг муфт, чтобы центратор мог удерживать канал в центре ствола скважины.
Крепление дуговых пружин к хомуту обычно осуществляется либо с помощью сварки, либо с помощью метода, при котором хомуты формируются таким образом, чтобы в них входили концы дуговых пружин и прочно прикреплялись к хомуту. Центраторы, изготовленные с использованием процесса сварки, имеют низкое отношение веса к объему, что делает их транспортировку более дорогостоящей, чем центраторы, которые можно собрать на месте их использования, избегая процесса сварки, который может быть недоступен. Центраторы, которые могут быть отправлены в разобранном виде, обеспечивают сборку в месте назначения и последующее снижение транспортных расходов. Нахождение в разобранном состоянии также позволяет собирать различные дуговые пружины внутри хомутов для изготовления различных центраторов.
Материалы, используемые для дуговых пружин, закалены для создания эффекта пружины, необходимого для центрирования канала в стволе скважины, при этом прочность такого материала выше, чем у материала, используемого внутри муфты. Для изготовления воротника используется материал номинальной прочности для экономии себестоимости товара.
Для изготовления воротника используется материал номинальной прочности для экономии себестоимости товара.
В центраторах несварной конструкции используются отверстия в манжетах для установки дуговых пружин, которые имеют формованную высадку, выступающую в отверстие манжеты. патент США. №№ 4,909 322; 3,356,174 и 4,042,022 показаны центраторы этого типа, в которых хомуты выполнены с отверстием в хомуте, где часть материала отверстия была оставлена для приема формованных частей на концах дуговых пружин, и выступы на одной или обеих сторонах отверстия, которые проходят внутрь от внутреннего отверстия хомутов, так что, когда формованная часть дуговых пружин принимается таким образом, выступы могут быть согнуты над внешними поверхностями формованной части, чтобы удерживать концы пружин против внутренней поверхности хомутов и, таким образом, удерживать изогнутые части в отверстиях хомутов, чтобы прикрепить концы дуговых пружин к хомутам. Концы дуговых пружин выполнены так, чтобы входить в отверстие воротника. В отверстии хомута есть части материала, которые были сохранены для использования в закреплении сформированной секции концов дуговой пружины в отверстии хомута, такие части материала обычно открываются с концов, а затем сгибаются в положение, чтобы добиться фиксации сформированного участка дуговой пружины в отверстии хомута. Последующее изгибание материала может потребовать многократных изгибов, чтобы обеспечить фиксацию сформированной секции дугообразной пружины в сформированном отверстии манжеты. Таким образом, целью настоящего изобретения является создание способа крепления дуговых пружин внутри манжеты, в котором способ изготовления экономит количество удаляемого металла и изгиб материала, используемого для закрепления дугообразных пружин в отверстии манжеты. За счет уменьшения материала воротника и его изгиба можно добиться прочности при последующем креплении дуговой пружины к воротнику. Сокращение удаления материала и формирования материала воротника сэкономит стоимость товаров.
В отверстии хомута есть части материала, которые были сохранены для использования в закреплении сформированной секции концов дуговой пружины в отверстии хомута, такие части материала обычно открываются с концов, а затем сгибаются в положение, чтобы добиться фиксации сформированного участка дуговой пружины в отверстии хомута. Последующее изгибание материала может потребовать многократных изгибов, чтобы обеспечить фиксацию сформированной секции дугообразной пружины в сформированном отверстии манжеты. Таким образом, целью настоящего изобретения является создание способа крепления дуговых пружин внутри манжеты, в котором способ изготовления экономит количество удаляемого металла и изгиб материала, используемого для закрепления дугообразных пружин в отверстии манжеты. За счет уменьшения материала воротника и его изгиба можно добиться прочности при последующем креплении дуговой пружины к воротнику. Сокращение удаления материала и формирования материала воротника сэкономит стоимость товаров.
Эта и другие задачи решаются в соответствии с проиллюстрированными вариантами осуществления изобретения с помощью центратора этого типа, в котором каждая муфта имеет образованные в ней внешние высадки, и между внешними высадками муфта удерживает материал в состоянии внутренней высадки перед сборка. Каждая дуговая пружина имеет отверстие на каждом ее конце, приспособленное для размещения в области между внешними выступами буртика. В частности, как и в вышеописанных центраторах, материал, расположенный между внешней высадкой, может сгибаться в отверстие на конце каждого конца дуговой пружины, чтобы плотно прижимать внешнюю поверхность конца дуговой пружины к внутренней поверхности. внешнего ошейника расстраивает.
Предпочтительно, каждое такое кольцо имеет пару отверстий, расположенных в поперечном направлении, а каждая дуговая пружина имеет отверстие, которое расположено по центру высадки кольца, так что в процессе сборки внутренняя высадка, промежуточная с внешними высадками кольца, вдавливается в дуговую пружину. отверстие для надежного крепления дуговой пружины к воротнику.
В проиллюстрированном варианте осуществления изобретения каждое кольцо имеет пару выемок наружу, в которых сформированы отверстия такого размера, чтобы в них мог входить конец дуговой пружины, причем его внутренняя поверхность находится практически на одном уровне с внутренними поверхностями кольца. на противоположных сторонах углублений.
На чертежах одинаковые ссылочные позиции используются повсюду для обозначения одинаковых частей:
РИС. 1 представляет собой вид сбоку центратора, выполненного в соответствии с настоящим изобретением;
РИС. 2 — вид сверху на центратор по пунктирным линиям 2 — 2 на фиг. 1 ;
РИС. 3 представляет собой перспективный вид в разобранном виде одного конца дуговой пружины и части манжеты в увеличенном масштабе, если смотреть с наружных поверхностей обоих, причем конец дуговой пружины расположен с возможностью перемещения в осевом направлении во внешнее сформированные высадки хомута, чтобы направить его конец во внешние высадки в хомуте и позволить образовать внутреннюю высадку в отверстии в дуговой пружине.
РИС. 4 представляет собой другой вид в перспективе одного конца дуговой пружины и части манжеты в увеличенном масштабе, если смотреть с наружных поверхностей обоих, при этом конец дуговой пружины расположен внутри сформированных снаружи выступов манжеты.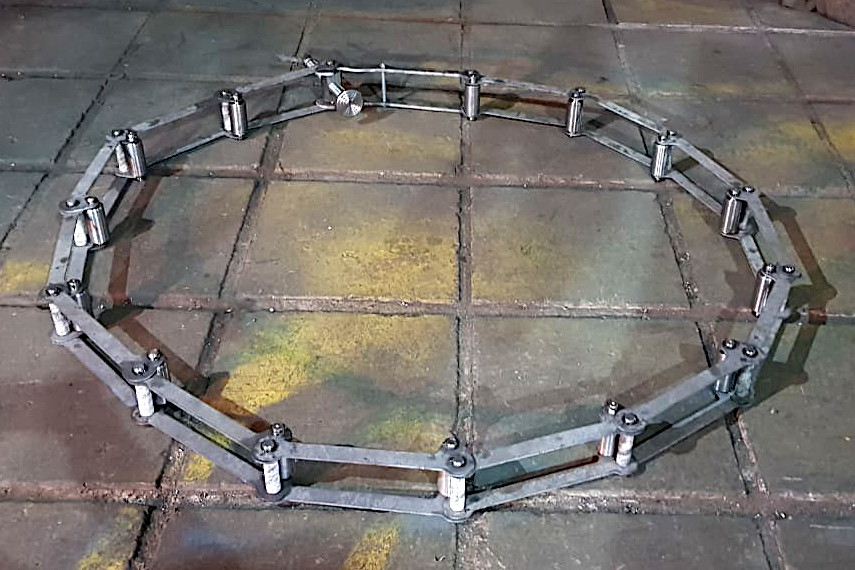 , до того, как внутренне сформированная высадка будет сформирована в отверстии на конце дуговой пружины;
, до того, как внутренне сформированная высадка будет сформирована в отверстии на конце дуговой пружины;
РИС. 5 представляет собой другой вид в перспективе одного конца дуговой пружины и части манжеты в увеличенном масштабе, если смотреть с наружных поверхностей обоих, при этом конец дуговой пружины расположен внутри сформированных снаружи выступов манжеты. и сформированная внутри высадка между внешними высадками выполнена в виде отверстия на конце дуговой пружины;
РИС. 6 представляет собой другой вид в перспективе одного конца дуговой пружины и части хомута в увеличенном масштабе, если смотреть со стороны внутренних поверхностей обоих, причем конец коромысловой пружины расположен внутри образованных снаружи выступов хомута. и внутренне сформированная высадка между внешними высадками выполнена в виде отверстия на конце дуговой пружины.
Теперь со ссылкой на детали вышеописанных чертежей общий центратор, обозначенный полностью ссылочной позицией 10 содержит пару разнесенных в продольном направлении обойм 11 для сборки вокруг корпуса и дуговых пружин 12 , проходящих в продольном направлении между обоймами. Каждая муфта состоит из шарнирно соединенных точных секций, в данном случае двух, приспособленных для того, чтобы обернуться вокруг кожуха, а затем должным образом защелкнуть друг с другом с помощью шарнирных штифтов, которые хорошо известны в данной области техники. Каждая дугообразная пружина 12 включает изогнутую наружу часть 13 между ее концами 14 , которые крепятся к ошейникам, как описано ниже.
Каждая муфта состоит из шарнирно соединенных точных секций, в данном случае двух, приспособленных для того, чтобы обернуться вокруг кожуха, а затем должным образом защелкнуть друг с другом с помощью шарнирных штифтов, которые хорошо известны в данной области техники. Каждая дугообразная пружина 12 включает изогнутую наружу часть 13 между ее концами 14 , которые крепятся к ошейникам, как описано ниже.
Воротники предпочтительно идентичны, хотя один из них может иметь другую форму. Новая манжета в этом случае представляет собой разъемный тип, причем половинки защелкиваются друг к другу с помощью шарнирных штифтов 18 , хотя манжета может быть изготовлена из нескольких секций, причем такие секции защелкиваются друг с другом, образуя законченную манжету.
Кольцеобразно расположенные вокруг манжеты в соответствии с количеством используемых дуговых пружин внешние высадки, обычно обозначаемые 15 и 16 , удобно формируемые путем разрезания материала во время операции формования. Каждая внешняя высадка имеет верхние и нижние заплечики 19 и 20 , которые разнесены в осевом направлении на расстояние, по существу равное длине отверстия 21 в конце дугообразной пружины. Кольцеобразно расположенные вокруг воротника в соответствии с количеством используемых дуговых пружин, выступающие из воротника с каждой стороны лицевой части, имеют внутренние высадки, обычно обозначаемые цифрой 9.0291 17 , которые сформированы так, чтобы выступать внутрь на величину, по меньшей мере равную толщине части 14 элемента дуговой пружины. Внутренняя высадка 17 между верхним и нижним заплечиками формируется с внутренней высадкой, выступающей внутрь во время процесса формовки. Высадки так, чтобы эти последние части в сборе находились в пределах общих границ внутренней поверхности манжеты.
Каждая внешняя высадка имеет верхние и нижние заплечики 19 и 20 , которые разнесены в осевом направлении на расстояние, по существу равное длине отверстия 21 в конце дугообразной пружины. Кольцеобразно расположенные вокруг воротника в соответствии с количеством используемых дуговых пружин, выступающие из воротника с каждой стороны лицевой части, имеют внутренние высадки, обычно обозначаемые цифрой 9.0291 17 , которые сформированы так, чтобы выступать внутрь на величину, по меньшей мере равную толщине части 14 элемента дуговой пружины. Внутренняя высадка 17 между верхним и нижним заплечиками формируется с внутренней высадкой, выступающей внутрь во время процесса формовки. Высадки так, чтобы эти последние части в сборе находились в пределах общих границ внутренней поверхности манжеты.
При эксплуатации центратор сначала собирается из хомутов и дуговых пружин нужного размера и конфигурации. Концевая часть каждой такой дуговой пружины будет вставлена через отверстие между внешней высадкой и внутренней высадкой в положение, в котором отверстие в дуговой пружине было совмещено с внутренней высадкой. Концевой элемент дугообразной пружины будет вставлен во внешние высаженные части манжеты.
Концевой элемент дугообразной пружины будет вставлен во внешние высаженные части манжеты.
Для завершения сборки внутренняя высаженная часть манжеты будет сформирована, как показано на РИС. 3, 4 и 5 , состоит в том, чтобы разместить промежуточную часть внутренней высадки внутри отверстия в концевом элементе дугообразной пружины, при этом внешняя поверхность внутренней высадки должна контактировать с внутренней поверхностью элемента дуговой пружины. При сборке вокруг канала внутренняя поверхность материала внутренней высадки, сформированного в отверстиях дуговой пружины, будет иметь тесный контакт с каналом и, таким образом, сохранит положение сформированного материала внутренней высадки в отверстии дуговой пружины и, таким образом, предотвратит искривление. пружины от отрыва от торцевого кольца.
Как и другие центраторы этого типа, центратор 10 может поставляться в разобранном виде, а затем собираться в месте использования и располагаться вокруг трубопровода. Поскольку компоненты центратора не нужно собирать до момента использования, они могут храниться в различных размерах хомутов и дуговых пружин для сборки в требуемой конфигурации во время использования.
Поскольку компоненты центратора не нужно собирать до момента использования, они могут храниться в различных размерах хомутов и дуговых пружин для сборки в требуемой конфигурации во время использования.
Настоящее изобретение хорошо адаптировано для достижения целей и преимуществ, упомянутых, а также других присущих ему. Несмотря на то, что предпочтительный в настоящее время вариант осуществления изобретения приводится с целью раскрытия, специалистам в данной области техники могут быть легко предложены многочисленные изменения в деталях конструкции, расположении деталей и этапах производства, которые охватываются духом изобретения. изобретения и объема прилагаемой формулы изобретения.
Центраторы труб хомутов. Центраторы для фиксации и сварки труб
Обязательным условием проведения трубоукладочных работ является качественный сварной шов. Для достижения этого результата необходимо использовать центраторы.
Эффективность устройств особенно ценят профессиональные мастера, выполняющие магистральные и локальные трубопроводные работы, так как на глаз достаточно сложно определить, совпадет ли край одной трубы с другой.
Центратор для сварки труб — это специальное устройство, основная функция которого — обеспечить желаемое совпадение, но не параллельность двух кромок требуемых деталей перед началом их сварки.
Использование центратора для сварки труб.
Благодаря этой процедуре размер на месте получается стабильным, что позволяет механизировать процесс. Кроме того, при использовании центратора нет разницы внутренних диаметров в шве.
Предотвращает турбулентность потока жидкости при прокачке по трубопроводу. Коэффициент аэродинамического сопротивления также снижается. В результате получается достаточно мощная работа насоса в магистральном трубопроводе.
Любая конструкция центратора для сварки трубопровода должна иметь:
- Надежная фиксация всех свариваемых деталей между собой.
- Точное соединение на стыке.
- Удобная сборка и разборка.
- Долговременно, без влияния внешних факторов или частоты эксплуатации.
Типы центраторов для сварки
Существует несколько способов классификации центраторов для сварки трубопровода. Их классификация на виды делится по фиксации и способу крепления.
Их классификация на виды делится по фиксации и способу крепления.
Центратор сварочный.
В первом способе оборудование делится на внутреннее и наружное:
- Внутри свариваемых элементов крепится внутренний центратор для фиксации трубы или другого материала в необходимом положении.
Внутренние центраторы труб также используются для труб большого диаметра. Они сложны по конструкции и требуют дополнительного гидронасоса, двигателя и специальных систем крепления. - Центратор наружный огибает шов с внешней стороны трубы.
Выглядит как большая клипса для универсального аксессуара. Отличается простотой и удобством использования. Используется для сварки труб с наименьшим диаметром.
Наружное оборудование, в свою очередь, можно разделить на подвиды в зависимости от способа крепления стыков и размеров труб в диаметре:
- цепная конструкция — имеется цепь, благодаря которой секция для сварки прикреплены и закреплены; звено
- — набор звеньев, благодаря которым труба регулируется и перемещается для более удобного положения;
- эксцентрик — состоит из пары металлических дуг, связанных между собой перемычкой.

К дополнительным типам центраторов трубопроводов относятся передвижное бытовое устройство малого диаметра, а также выносное оборудование с пружинным кожухом.
Как выбрать агрегат?
Подбор центратора для сварки трубопровода – одна из самых сложных задач для того, чтобы правильно обустроить водопровод, канализацию или другие инженерные коммуникации. Такая конструкция дает возможность ровно соединить одну трубу с другой под правильным углом наклона, благодаря чему шов будет надежным и прочным.
Чертеж сварки с централизатором.
В этом выборе есть две основные особенности:
- Необходимо определить сечение труб.
Важно выбрать правильный размер для труб большого диаметра, так как он должен быть того же размера, что и другая свариваемая труба. Для работы с маленьким диаметром понадобится открытое оборудование, для большого лучше выбрать закрытый агрегат. Последний способ сложнее в управлении, но надежно фиксирует элементы. - При выборе между цепным, звеньевым или эксцентриковым оборудованием необходимо ориентироваться на свои финансы и планируемый объем работы.
Первый вариант довольно дешевый, многофункциональный, но не надежный. Второй – золотая середина рассматриваемых единиц. Самыми дорогими и качественными являются эксцентриковые устройства. Их особенность заключается в том, что они легкие снаружи, что позволяет быстрее и качественнее справляться с поставленной задачей.

Итог
Исходя из вышеизложенного, можно резюмировать, что использование внутренних центраторов для сварки труб делает процесс организованным и качественным, что немаловажно для такой сферы деятельности, как строительство.
Благодаря правильному выбору данного товара и применению всех рекомендаций результат будет долговечным и надежным, что повысит эффективную эксплуатацию трубопровода во времени.
Роль качественных материалов при прокладке трубопроводов трудно переоценить. От качества сварного шва напрямую зависит работоспособность всей системы. Для обеспечения качественной сварки шва трубы применяют специальные приспособления – центраторы. В этой статье мы поговорим о том, какие бывают центраторы для сварки труб, и особенностях их применения.
От качества сварного шва напрямую зависит работоспособность всей системы. Для обеспечения качественной сварки шва трубы применяют специальные приспособления – центраторы. В этой статье мы поговорим о том, какие бывают центраторы для сварки труб, и особенностях их применения.
Только профессиональные сварщики, которым по долгу службы приходится прокладывать различные трубопроводы, могут в полной мере оценить преимущества центраторов. Дело в том, что точная сварка труб требует твердой руки и невероятной концентрации – а этого не всегда удается добиться.
Чтобы избавиться от этой проблемы, используются центраторы, которые не только обеспечивают точное соединение труб, но и значительно упрощают эту задачу, позволяя избежать огромного количества ненужных и не очень эффективных действий.
Назначение и устройство центраторов
Монтаж трубопровода сложный процесс, включающий несколько этапов. Сварка — это только один из этих шагов, не более того. Перед началом сварки требуется качественная центровка соединяемых частей трубы, от которой зависит качество будущей конструкции.
Перед началом сварки требуется качественная центровка соединяемых частей трубы, от которой зависит качество будущей конструкции.
Высокая точность стыковки требуется для любых систем, но особенно важным этот параметр становится при обустройстве трубопроводов, по которым будут транспортироваться опасные вещества — природный газ, нефтепродукты, химикаты и другое сырье.
При таких исходных данных наличие приспособлений для качественной сварки не опция, а необходимость. Для выравнивания отдельных элементов конструкции относительно оси используется центратор – специальное контрольно-фиксирующее устройство.
Центраторыподходят для труб самых разных размеров. Выбрав правильные модели устройств в зависимости от габаритов трубопровода, можно сваривать элементы диаметром от 25 до 6000 мм. На самом деле при необходимости не составит труда найти приспособление для обработки любой трубы, какого бы размера она не была.
Помимо объединения двух частей трубы, центратор выполняет еще одну функцию, роль которой не уступает предыдущей. Для качественной сварки материалов требуется жесткая фиксация соединяемых элементов. Центратор для сварки труб своими руками имеет специальный захват, полностью исключающий различные вибрации и дрожание заготовки. Это крайне важный момент – малейшее движение при обработке трубы может привести к образованию некачественного сварного шва, который разрушается даже при пробном пуске системы, не говоря уже о рабочих нагрузках.
Для качественной сварки материалов требуется жесткая фиксация соединяемых элементов. Центратор для сварки труб своими руками имеет специальный захват, полностью исключающий различные вибрации и дрожание заготовки. Это крайне важный момент – малейшее движение при обработке трубы может привести к образованию некачественного сварного шва, который разрушается даже при пробном пуске системы, не говоря уже о рабочих нагрузках.
Все центраторы делятся на два типа:
- Наружные . Как следует из названия, такие устройства устанавливаются снаружи конструкций, которые подлежат сварке и надежному закреплению.
- Внутренний … Этот тип центратора, соответственно, удерживает соединяемые части трубопровода в неподвижном состоянии изнутри.
Особенности центраторов наружных
Центратор наружный визуально напоминает большой хомут, который особым образом захватывает обрабатываемые трубы и удерживает их в заданном положении. Такое устройство отличается простотой монтажа и простотой эксплуатации от аналогов, которые запускаются во внутреннюю полость трубы.
Такое устройство отличается простотой монтажа и простотой эксплуатации от аналогов, которые запускаются во внутреннюю полость трубы.
Кроме того, внешние центраторы могут делать больше, чем просто фиксировать два конца трубы. В круг задач этих приспособлений также входит выпрямление края трубы, если один из идеально круглых по каким-то причинам приобрел форму эллипса. Это очень важная задача – если вы ее не решите, вам не придется даже думать о хорошем качестве сварного шва.
Центраторы наружные для сварки труб имеют несколько видов в зависимости от толщины стенки свариваемых элементов и их диаметров:
- Ссылка … Это один из самых простых типов центраторов. Внешне эти устройства выглядят как многогранник с кольцевыми звеньями внутри. Длина звеньев варьируется в зависимости от размера заготовки, а количество определяется диаметром трубы. Эти приспособления используются для соединения труб диаметром от 50 до 1500 мм – отличный центратор для труб малого диаметра.
- Гидравлическое звено . Такие устройства являются улучшенной версией предыдущих. Основное отличие заключается в способе фиксации, которая осуществляется не вручную, а с помощью домкрата. В результате прочность стяжки выше, что напрямую улучшает качество работы. Эти центраторы подходят для обработки труб диаметром от 720 мм до 1620 мм.
- Звено модифицированное гидрофицированное … Еще более модифицированный вариант центратора. Основное применение этих устройств — выравнивание краев труб неправильной эллиптической формы. Центратор внешней трубы может приводиться в действие пневматическим или электрическим домкратом. Допустимый диаметр труб, свариваемых таким приспособлением, может варьироваться от 90 до 1000 мм.
- Эксцентрик … Эта категория устройств предназначена для соединения труб большого сечения. Основным рабочим элементом эксцентриковых центраторов являются две металлические дуги. Если в рычажных устройствах для фиксации используются крюки, то в эксцентриковых устройствах дуги стягиваются с помощью специальной регулировочной перемычки, что делает их более универсальными (хотя и более дорогими).


Особенности центраторов для внутренней сварки труб
Эти устройства конструктивно сложны по сравнению с центраторами наружными. Внутренние центраторы труб устанавливаются во внутреннюю полость свариваемых частей трубопровода.
Принцип работы такого оборудования не так прост, как в случае с внешними устройствами. Основным рабочим элементом являются прессы – детали, которые устанавливаются в два ряда с внешней стороны устройства. С помощью встроенной гидравлики на прессы подается усилие, за счет которого осуществляется распорка и фиксация кромок свариваемых труб.
Этот эффект позволяет удерживать обрабатываемые части трубопровода на одной оси до момента завершения сварки. Кроме того, давление на трубы изнутри позволяет решить уже упомянутую выше проблему – выпрямление криволинейных краев монтируемых деталей.
Для установки центратора трубы во внутреннюю поверхность трубопровода одна его часть закрепляется на краю трубы, а следующая секция надевается на другую. Фиксацию обеих частей свариваемых труб производят так, чтобы между ними оставался зазор, необходимый для соединения.
Фиксацию обеих частей свариваемых труб производят так, чтобы между ними оставался зазор, необходимый для соединения.
Центратор перемещается внутри поверхности трубопровода с помощью специальной штанги. Учитывая немалый вес всей конструкции, для ее перемещения приходится использовать специальную технику (например, тягачи).
В конечном итоге внутренний центратор проходит через все участки подключаемого трубопровода. Специфика этого устройства делает его использование оправданным только при длительной прокладке большого трубопровода — в этом случае сварку можно вести практически непрерывно.
Другие типы центраторов
Помимо уже упомянутых центраторов, которые получили наибольшее распространение, существует еще несколько устройств, имеющих более узкую специализацию:
- Центраторы арочные;
- Центраторы зажимные;
- Центраторы пружинные;
- Центраторы для полимерных труб.
Устройства этих типов не так популярны, но в строительстве они тоже используются – ведь для качественного соединения частей трубопровода следует приложить все усилия, чтобы в дальнейшем не испытывать проблем из-за плохой сварной шов.

Заключение
Принадлежности, такие как трубосварочные аппараты, чрезвычайно полезны при крупномасштабных сварочных работах. В борьбе за лучший результат все средства хороши, и центраторы являются одним из подходящих средств, обеспечивающих надежное соединение частей трубопровода и компенсирующих некоторые недостатки сырья.
В этой статье мы расскажем вам о том, как и для чего используются центраторы труб. Кроме того, мы рассмотрим дизайнерские изюминки самых популярных моделей из того, что сейчас есть на рынке. Так что же такое централизатор и для чего он нужен?
Эффективный способ сделать шов ровным и герметичным
Не секрет, что существуют специальные приспособления, приспособленные для выполнения идеально ровного разреза поперечного сечения труб. Но, кроме того, если срез сделать максимально ровным, совместить обе трубы срезами для качественной сварки будет практически невозможно.
В результате сварной шов будет неровным и, как следствие, соединение будет недостаточно герметичным. Решением этой проблемы может быть внутренний или внешний центратор трубы.
Решением этой проблемы может быть внутренний или внешний центратор трубы.
Особенности функционирования
Как железные трубы, так и их аналоги из ППУ перед сваркой должны быть максимально ровно прислонены друг к другу, чтобы не было зазора в месте соединения.
Сделать такое сочетание срезов своими руками практически нереально. Причем совмещение разрезов становится на порядок сложнее с увеличением диаметра труб. Исходя из этого, при монтаже канализационных систем и других трубопроводов без применения канализационной арматуры применяют специальные центраторы.
Устройство захватывает две подходящие трубы и позволяет максимально точно соединить их между собой, зафиксировав в этом положении. По завершению выполняется сварка с гарантированно высоким качеством шва. После этого устройство демонтируется, и трубопровод можно использовать по назначению.
Основные разновидности
В завершение того, как мы определились с тем, для чего используется центрирующее оборудование, рассмотрим, какие конкретно виды устройств есть в продаже.
Все центраторы, которые сейчас можно купить в соответствующих магазинах, делятся на две основные категории — внутренние и наружные.
- Устройства наружные обозначаются аббревиатурой ЦН и предназначены для установки и использования снаружи труб. Устройства этого типа, независимо от размера, просты в использовании, просты в установке и обеспечивают быстрое и эффективное выравнивание. Наружные устройства представлены широким спектром оборудования (эксцентрикового, рычажного, гидравлического и других исполнений).
- Внутренние центраторы обозначаются аббревиатурой ЦВ и представляют собой гидроустановки . Устройства этого типа расширяют края труб изнутри, сдвигая их участки навстречу друг другу. Преимуществом оборудования является возможность использования труб разного диаметра.
Характеристики отдельных модификаций
В завершение того, как мы рассмотрели изюминку неспециализированной классификации, рассмотрим характеристики отдельных модификаций центрирующих устройств.
- ЦЗН — центратор наружный звеньевой рекомендуется для центрирования концов труб с диаметром стыка от 50 мм до 2 метров.
Принципиально важно: Эксплуатация аппаратов допускается в широком диапазоне температур окружающей среды от — 40°С до +40°С. Конструктивно аппарат представляет собой многогранник с пластинчатыми звеньями на шарнирных соединениях.
Затяжка комбинированных элементов осуществляется с помощью винтового механизма.
- ЦЗН-Г — центратор внешней гидравлической тяги является модифицированным вариантом предыдущего устройства. Существенным отличием этой модификации от предыдущей является простота эксплуатации и отсутствие необходимости значительных физических усилий. В результате процесс совмещения свариваемых элементов значительно ускоряется без ущерба для качества готового результата. Устройство состоит из шарнирных пластинчатых звеньев, но для приведения звеньев в движение используется гидравлика. Допустимый диаметр трубы составляет от 720 до 2020 мм
- ЦАН-Г — центратор наружный арочный гидравлический рекомендуется для работы с диаметром сечения 325-820 мм.

Устройство представляет собой разъемную конструкцию, состоящую из секций, соединенных шарнирами. Использование устройства с такой конструкцией гарантирует дополнительное удобство при установке на стык.
В устройстве используются дугообразные секции, которые сжимаются, регулируя суставные секции. Количество дугообразных секций определяется диаметром трубы.
Любая из используемых секций снабжена специальными упорами, которые надежно фиксируют комбинированные элементы, обеспечивая при этом оптимальный уровень качества и герметичности соединения. В частности, секции оснащены гидроприводами, рассчитанными на максимальное развиваемое усилие до 5 тс.
- ЦНЦ — центратор нажимной наружный цепной — устройство ручного действия, предназначенное для работы с диаметром поперечного сечения от 426 до 1420 мм.
В отличие от звеньев, цепные установки способны прикладывать большее усилие при выполнении центровки. Устройства этого типа могут применяться как при строительстве, так и при ремонте трубопроводов.
Принципиально важно: Цепная конструкция построена с применением быстроразъемных механизмов, что положительно сказывается на эксплуатационных характеристиках.
- ЦНЭ — центратор наружный эксцентриковый применяется для работы со стыками диаметром от 89 до 426 мм.
Устройство имеет несколько дуг захвата, приводимых в действие эксцентриковым зажимом. Устройство можно использовать для работы с трубами разного диаметра путем изменения положения эксцентриковой оси или с помощью специальных распорок.
- ЦВ — центратор внутренний гидравлический рекомендуется для совмещения концов поворотных и неповоротных труб.
Приспособление при необходимости не только совмещает стыки, но и придает их срезу максимально правильную округлую форму. Применение таких устройств позволяет строить трубопроводы с применением непрерывной автоматической сварки.
- ЦС — центратор-зажим применяется для работы с трубами малого диаметра.

Это свойство и доступная цена делают устройство наиболее популярным среди неопытных и начинающих монтажников трубопроводов. (См. также статью Стыковая сварка: Особенности.)
Заключение
Итак, мы рассмотрели, что из себя представляют центраторы, какие их самые популярные разновидности и какова их инструкция по применению. На основании этой информации можно подобрать устройство, которое будет соответствовать изюминке выполняемой работы.
Дополнительную информацию вы можете найти, посмотрев видео в этой статье.
Если вы когда-нибудь представляли себе процесс сварки двух труб, то наверняка были удивлены вопросом, как человеку удается зафиксировать два конца свариваемых отрезков в правильном положении.
Ведь без надежной фиксации качественного сварного соединения не получится. А сделать это своими руками очень сложно, да и результат не всегда будет удовлетворительным. Именно для упрощения используются сварочные центраторы.
Особенности, назначение и свойства
Надежная фиксация в правильном положении – залог успеха и качественного сварного соединения. Если сегменты трясутся, двигаются или вибрируют, то шов получится слабым и слишком громоздким. При большой нагрузке он может лопнуть или дать микротрещину.
Если сегменты трясутся, двигаются или вибрируют, то шов получится слабым и слишком громоздким. При большой нагрузке он может лопнуть или дать микротрещину.
Разумеется, такие вещи совершенно недопустимы, даже при прокладке систем бытового водоснабжения. В промышленности такие просчеты могут очень дорого обойтись.
И как раз в промышленности сварочные аппараты нужны чаще всего. Ведь там с ними постоянно приходится иметь дело, которые имеют весьма внушительный диаметр сечения.
Достаточно один раз взглянуть на процесс соединения двух магистралей сечением 1500 мм, чтобы понять, что дело это очень непростое.
Сварка центровки производится специальным приспособлением, которое называется централизатором или направляющим механизмом. Он работает по достаточно простому, но в то же время эффективному принципу.
Корпус устройства (центратор наружный или центратор внутренний) может состоять из звеньев, обсадных колец и т.п. Их диаметр можно изменить, а лишние элементы убрать при необходимости. Это позволяет использовать устройство с трубами различного (в том числе малого) диаметра.
Это позволяет использовать устройство с трубами различного (в том числе малого) диаметра.
Устанавливается на две длины и фиксируется специальной клипсой. Фиксация осуществляется либо с одной стороны, либо сразу с двух сторон. Все зависит от конкретной модели и типа изделия.
Обычно такое оборудование собирается из корпуса устройства, хомутов и аксессуаров. Это может быть подставка, крюк крана или что-то подобное.
Если рассматривать внутренние механизмы (центраторы для сварки труб ППУ), то они уже отличаются гораздо более сложной конструкцией. Такое оборудование состоит из гидронасосов, двигателя и крепежных элементов.
Если рассматривается устройство для большого диаметра (центраторы труб), то оно может весить несколько сотен килограммов, и поэтому смонтировать его действительно возможно только с помощью тяжелой строительной техники.
Теперь рассмотрим основные плюсы и минусы использования такого оборудования.
Основные преимущества:
- Функциональность;
- Возможность взаимодействия с трубами ППУ (и другими материалами) различного диаметра, от малого до большого;
- Качественная фиксация сегментов;
- Надежность соединения.

Основной минус — цена на крепежное оборудование находится на достаточно высоком уровне.
Типы и их отличия
Существует несколько видов такого оборудования.
В первую очередь устройства делятся на:
- Внутренние;
- Открытый.
Внутренние устанавливаются внутрь фланца. Обычно они предназначены для работы с большими трубопроводными системами (из пенополиуретана или любых других материалов), где требуется длительная сварка. Это довольно внушительные по своим габаритам механизмы.
Внешний обвивается снаружи и представляет собой довольно большой зажим универсальной конструкции.
Легче и удобнее чинить. Плюс уличные модели подразделяются еще на несколько разновидностей. В отличие от внутренних, которые приводятся в действие исключительно гидронасосами.
Внешние образцы делятся на:
- Цепь. Для них основную работу выполняет специальная цепь, которая натягивается на трубу ППУ;
- Ссылка. Они выглядят как многогранник с несколькими кольцами внутри. Звенья можно перемещать, что влияет на размер закрытого диаметра устройства;
- Эксцентрик. Они состоят из двух регулируемых стальных стержней, которые стягиваются дополнительной перемычкой. Их можно использовать для работы с пенополиуретановыми трубами большого сечения.
 Они выглядят как многогранник с несколькими кольцами внутри. Звенья можно перемещать, что влияет на размер закрытого диаметра устройства;
Они выглядят как многогранник с несколькими кольцами внутри. Звенья можно перемещать, что влияет на размер закрытого диаметра устройства;Есть еще несколько менее популярных и более узкоспециализированных устройств, о которых также следует помнить.
Одним из таких примеров является центратор кожуха пружины. Такие модели называются подпружиненными и представляют собой еще один вид аппаратов внешней фиксации.
Пружины обсадные применяются при бурении скважин на воду, нефть и т.п. С их помощью можно установить под землей и в правильном положении элементы обсадных труб, а затем соединить их тем или иным способом.
Оборудование выглядит как металл, разрезанный по периметру. При этом в местах среза имеет выпуклость, что придает эффект пружины.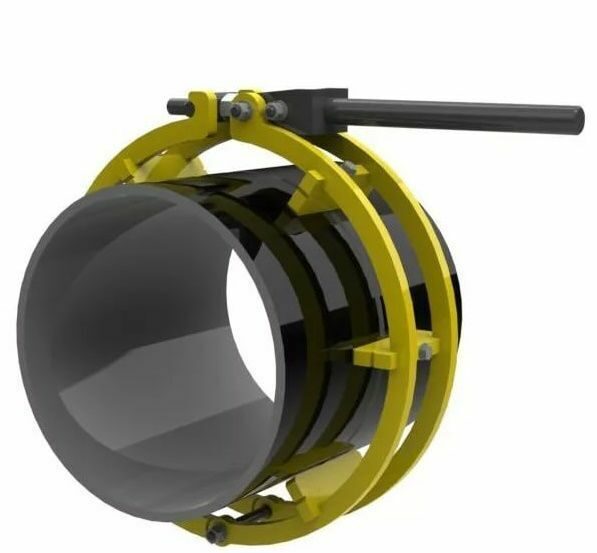
Есть и бытовые разновидности аналогичной продукции. Чаще всего под ними подразумевают мобильные устройства для работы с полимерными трубами, пенополиуретаном, металлом.
Ярким примером является пружинный центратор для полипропиленовых труб. Так как эти соединяются при помощи диффузионной сварки, то и центраторы для работы с ними немного отличаются от обычных.
При сварке полимерных изделий является лишь частью единого инструмента, который не только фиксирует, но и выполняет его соединение сваркой.
Подбор конкретной модели центратора осуществляется сразу по нескольким направлениям.
Для начала не лишним будет определиться с каким материалом вам предстоит иметь дело и в каких условиях. Например, для работы с трубами среднего сечения подойдет наружный блок с возможностью регулировки его положения и диаметра в обхвате.
Если вам предстоит иметь дело с промышленными магистральными трубопроводами высокого назначения, то здесь уже лучше покупать закрытые блоки. Они более сложны по конструкции, но позволяют создать действительно качественное соединение.
Они более сложны по конструкции, но позволяют создать действительно качественное соединение.
Причем именно внутренние образцы изначально планировались и создавались для долговременной работы. Когда в приоритете не скорость сборки трубопровода, а качество и надежность сварного шва.
Что касается выбора конкретной модели, то все зависит от ваших решений. Образцы цепей очень функциональны и могут работать с огромным диапазоном рабочих диаметров. Их можно приобрести за $40-80.
Образцы ссылок более надежны, но не так функциональны. Их цена 70-150$. Эксцентриковые модели можно приобрести за 120-200 долларов.
Стоимость установки для сварки внутреннего образца может доходить до нескольких тысяч долларов и даже больше. Ведь они используют гораздо более серьезную и дорогую технику. Внутренние сварочные центраторы имеют большие размеры и в первую очередь предназначены для промышленного применения.
Стоит понимать, что цены здесь указаны на оборудование низкой и средней категории при относительно небольших размерах. Большие модели того же дизайна обойдутся намного дороже.
Большие модели того же дизайна обойдутся намного дороже.
Как работает промышленный внутренний центратор (видео)
Технология применения
Так как существует два основных типа хомутов для сварных соединений, то и технология их применения имеет определенные отличия.
Внутренние блоки устанавливаются внутри. А делается это так:
- Подготавливаем отрезки, при необходимости зачищаем край трубы.
- Монтируем блок внутрь.
- Перемещаем его на один из ребер.
- Приводим агрегат в рабочее положение. Пружинный центратор должен защелкнуться рядом с краем одного из сегментов.
- Приближаем второй отрезок к первому.
- Запускаем агрегат. Механизм за счет собственного ресурса немного сдвинется и зафиксирует второй сегмент.
- Проверяем правильность положения и качество фиксации.
- Приступаем к сварному соединению.
Модели для установки вне помещений могут быть установлены с использованием более быстрой и простой технологии.
- Устанавливаем их в рабочее положение и подготавливаем к сварке.
- Устанавливаем агрегат в рабочее положение.
- Проверяем правильность установки.
- Затяните крепежные болты или хомуты.
- Наконец, регулируем положение сегментов и добиваемся их идеальной установки.
- Затягиваем хомуты блока до упора.
- Приступим к дальнейшей работе.
Компания «Рутектор» является официальным дистрибьютором представленного в каталоге оборудования.
Исчерпывающую информацию о моделях, наличии на складе, условиях доставки вы можете получить, позвонив по номерам, указанным выше, или отправив запрос.
Отправить запрос
ВОПРОСЫ ПО ВЫБОРУ ЦЕНТРА
1. Диаметры труб?
2. Толщина стенки трубы?
3. Марка стали с коэфф. прочность (МПа)?
4. Технология сварки (ручная электродуговая, орбитальная сварка и др.)?
5. Вам нужно использовать один центратор для всего диапазона диаметров труб или отдельный центратор для каждого диаметра?
6. Требуемый тип центратора: внешний центратор (цепной, винтовой, зажимной, эксцентриковый…), внутренний центратор (ручной, пневматический, гидравлический)
Требуемый тип центратора: внешний центратор (цепной, винтовой, зажимной, эксцентриковый…), внутренний центратор (ручной, пневматический, гидравлический)
7. Необходимость исправления эллипсоидальности стыков труб перед сваркой, виды деформации кромки труб (эллипс, вмятины)?
8. Необходимо сварить трубы с отводами (Т-образные, Г-образные)?
9. Прочие условия эксплуатации (температура, осадки.)?
ВИДЫ ЦЕНТРОВ
Выравнивание труб при сварочных работах на магистральных трубопроводах является сложной задачей, особенно для труб больших диаметров, где операция осложняется значительным весом примыкающих элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно закреплены, при этом стык должен быть доступен для сварки – эту роль выполняют центраторы труб.
Производители центраторов предлагают различные способы решения проблем соосности стыков в зависимости от принятой технологии сварки, диаметра и материала трубы, возможного наличия эллиптичности и необходимости сварки отводов и патрубков.
По способу установки и доступа к зоне сварки центраторы делятся на две основные группы: внутренние и наружные
Масса свариваемых труб и, как следствие, усилие, необходимое для надежной фиксации шарниры являются критерием выбора привода: ручной, гидравлический, пневматический
Центраторы наружных звеньев (ЦПК)
Максимальный диаметр трубы — до 2000 мм
Центраторы выполнены из шарнирных звеньев и упора, стягивающего звенья при прижатии к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и требовательных соединений.
Центраторы арочные наружные ТСАН, ТСАН-Г
Максимальный диаметр трубы — 900 мм
Конструкция арочного центратора более жесткая, надежная и долговечная по сравнению с звеньевым центратором.
Этот тип центратора состоит из 2-х или 3-х дугообразных секций, соединенных шарнирами, которые сжимаются винтом (тип ЦАН) или домкратом (ЦАН-Г). Количество секций зависит от диаметра труб.
Количество секций зависит от диаметра труб.
Центраторы наружные цепные
Фиксация труб цепными центраторами осуществляется натяжением цепи ручным червячным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диаметром до 300мм и двухрядном исполнении для труб и резервуаров от 300мм до 6000мм (6м!).
Преимуществом данного типа центраторов является их быстрая установка и универсальность — один центратор подходит для труб разного диаметра.
В комплект центратора могут входить приспособления для сварки Г-образных отводов. Этот тип центратора можно использовать для коррекции эллиптичности.
Центраторы наружные эксцентриковые ЦНЭМаксимальный диаметр трубы — 500 мм
Конструкция центратора эксцентрикового аналогична арочному, но в нем защемлены полудуги. ручной эксцентриковый зажим. Такой способ зажима ускоряет установку центратора, но менее надежен, так как при недостаточном опыте оператора возникает риск самопроизвольного разъединения
Центраторы наружные — хомуты для труб малого диаметра Этот тип центратора используется для труб малого диаметра.