Экструдеры для полипропилена в России
- Главная
- Продажа
- Сварка пластиковых труб
- Экструдер для полипропилена
Вы можете очень быстро сравнить цены экструдера для полипропилена и подобрать оптимальные варианты из более чем 4297 предложений
Плоскощелевой трехслойный экструдер
Состояние: Б/У
Продаётся плоскощелевой экструдер производства пластикового листа из полиэтилена ПНД, полипропилена, полистирола (P.E., P.P., P.S) Количество слоев: 3 Ширина головки, мм: -800 Толщина листа:…
14.09.2013 Киров (Россия)
Экструдер
Состояние: Б/У Год выпуска: 2004
Экструдер Capuletti UN 150Z для производства ленты из полистирола и полипропилена с автоматическим вакуумным загрузчиком сырья, производства России, 2003 г.
06.05.2016 Екатеринбург (Россия)
1 000 000
линию для производства труб из полипропилена PP-R диаметром от ∅ 20 до ∅ 110 мм
Состояние: Б/У
Линию для производства труб из полипропилена PP-R.Продам линию для производства труб из полипропилена PP-R диаметром от 20 до 110 мм. с оборотной системой охлаждения, готовую к работе.Комплект…
27.07.2016 Ижевск (Россия)
2 700 000
Компаундеры для производства композиций на основе полиэтилена, полипропилена
Состояние: Новый Производитель: Китай
В наличии
Компаундеры для производства композиций на основе полиэтилена, полипропилена.Предлагаем грануляторы двушнековые, с паралельными наборными шнеками. Производительность 300 кг/ч Комплектация:…
Производительность 300 кг/ч Комплектация:…
27.07.2016 Дзержинск (Россия)
Пресс отжим гранулятор сушка полипропилена бигбегов + компактирование 2 в 1 выгодно
Состояние: Новый
В наличии
Пресс отжим гранулятор для полипропилена переработка бигбегов Сушит измельченные бигбеги и сразу увеличивает насыпную плотность, чтобы экономичнее и эффективнее и экономичнее получать гранулу в…
15.07.2020 Москва (Россия)
экструдер для изготовления полимерного листа из полиэтилена
Состояние: Б/У
Куплю б/у экструдер для изготовления полимерного листа из полиэтилена Сырье — агломерированные отходы полиэтилен (в т.ч.полипропилена) Диаметр шнека 100-120 (150) мм. Ширина листа — 900 мм — 1200…
20.08.2019 Ижевск (Россия)
Линию для произвотства лески на базе экструдер Э036 L\D=33
Состояние: Новый Производитель: ИП Пушилин С. Н фирма PAST (Россия)
Н фирма PAST (Россия)
Производительность-23кг/часСостав линии:Экструдер Э-036 L\D=33 550т.рГоловкам для нитей ГС-240-60т.рВанна В-1250 -18т.р.Протяжка ПС-550 -75т.р.Колесо для намотки нитей (L=3метра) КП-375…
17.12.2021 Воронеж (Россия)
1 134 000
Ручной сварочный экструдер
Состояние: Б/У Год выпуска: 2018 Производитель: Россия
Продается ручной сварочный экструдер для сваривания пластмасс, полиэтилена, полипропилена, российского производства, под гранулы ПЭ, ПП (первичка и вторичка), измельченные отходы. С его помощью…
30.09.2020 Москва (Россия)
21 730
Экструдер для производства спанбонда
Состояние: Новый Производитель: LIUTIRA GROUP (Литва)
В наличии
Технические характеристикиТолщина слоя:0. 010-0.25MMШирина слоя:1600MMСтруктура слоев:A – один слойПрименяемое сырье:Гранулированный полипропиленМакс производительность…
010-0.25MMШирина слоя:1600MMСтруктура слоев:A – один слойПрименяемое сырье:Гранулированный полипропиленМакс производительность…
09.11.2020 Санкт-Петербург (Россия)
20 500 000
экструдер мини пнд 5 кВт для твердых отходов
Состояние: Новый Производитель: Мировое оборудование (Россия)
В наличии
Тип отходов: ТвердыеПроизводитель: КитайМощность нагрева: 5 кВтМатериал: Пвд, пнд, ппСостояние: НовоеХарактеристики двигателяТяговая мощность валов: 0.75 кВтХарактеристики продукцииМинимальная…
08.10.2022 Курск (Россия)
1 146 600
BK 700LX бутил экструдер
Состояние: Новый Год выпуска: 2013
В наличии
BK 700 LX Бутил экструдер для первичной герметизации (Battellino, Италия)
Комплектация:
— Ширина рамки 6 -38 мм. — Скорость подачи рамки 0 – 36 м/мин.
— Емкость бака 7 кг.
— Регулировка…
— Скорость подачи рамки 0 – 36 м/мин.
— Емкость бака 7 кг.
— Регулировка…
17.12.2012 Москва (Россия)
Выдувной экструдер (Китай) SJ-55
Состояние: Новый
В наличии
Универсальный пленочный экструдер, ширина пленки: 800 мм, материал: ПЭНД, ПЭВД, ЛПЭВД. (495) 995-82-46 [email protected]
06.11.2014 Москва (Россия)
Электродвигатели, электроприводы, редукторы для экструдеров
Состояние: Новый Год выпуска: 2013
В наличии
Компания ООО «ВИК-Энерго» +7(800) 333-47-37 предлагает услуги по ремонту электроприводов и электродвигателей экструзионных линий/экструдеров производства Krauss Maffei, Battenfeld, Cincinnati…
27.08.2013 Москва (Россия)
Линия по производству рукавной полиэтиленовой пленки (экструдер)
Состояние: Б/У
Линия по производству рукавной полиэтиленовой пленки (экструдер). Экстлайн 800 У.
1. Ширина выпускаемого материала 850 мм;
2. Толщина выпускаемого материала: 2-200 мкм;
3. Производительность:…
Экстлайн 800 У.
1. Ширина выпускаемого материала 850 мм;
2. Толщина выпускаемого материала: 2-200 мкм;
3. Производительность:…
17.09.2013 Владимир (Россия)
Плёночный экструдер KMH-55. (Произв-во: Тайвань)
Состояние: Новый
В наличии
Плёночный экструдер KMH-55. (Произв-во: Тайвань) Однослойный экструдер для раздува рукавной пленки из ПНДОднослойный экструдер для раздува рукавной пленки из ПНД.МодельKMH-55Перерабатываемый…
06.11.2014 Москва (Россия)
KMTL-40/45 экструдер
Состояние: Новый
В наличии
KMTL-40/45 A-B-A слойный высокоскоростной экструдер для производства HDPE пленки (Произв-во: Тайвань) СЕЙЧАС НА СКЛАДЕ!KMTL-40/45 A-B-A слойный высокоскоростной экструдер для производства HDPE. ..
..
06.11.2014 Москва (Россия)
Экструдер для полипропиленовой пленки
Состояние: Б/У Год выпуска: 2008
Экструдер для полипропиленовой пленки (экструзия сверху в вниз) Китай 2008 г., состояние нового, подключен — в рабочем состоянии. Вращающаяся голова. Производительность 40 кг/час Ширина полотна…
18.02.2014 Мурманск (Россия)
Экструдер пленочный HS 45, Тайвань
Состояние: Б/У Год выпуска: 2005
Экструдер HS 45, Тайвань, активатор, вал теснения, голова 220х60, голова 160х40
09.05.2014 Москва (Россия)
500 000
Два экструдера
Состояние: Б/У
Продаются экструдеры ПНД и ПВД. Производительность 20-35 кг в час, ширина намотчика 50 см. Состояние хорошее, можно посмотреть в работе. Цена 210 т. р. и 260 т. Р.
Производительность 20-35 кг в час, ширина намотчика 50 см. Состояние хорошее, можно посмотреть в работе. Цена 210 т. р. и 260 т. Р.
08.10.2014 Подольск (Россия)
210 000
Экструзионная линия пвх. Экструдер двухшнековыйСостояние: Б/У Год выпуска: 2007
Экструзионная линия пвх. Экструдер двухшнековый Год производства 2007 Диаметр шнеков 90 мм. Количество шнеков 2. Скорость вращения 30 об/мин. Мощность двигателя 55 кВт. Моность…
25.03.2015 Челябинск (Россия)
2 500 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по экструдеру для полипропилена почти как на Авито и TIU
Видео экструдера для полипропилена
история 3 места на хакатоне Сибура / Хабр
Хакатон «Цифровой завод», организованный Сибуром и AI Community, состоялся на прошлых выходных.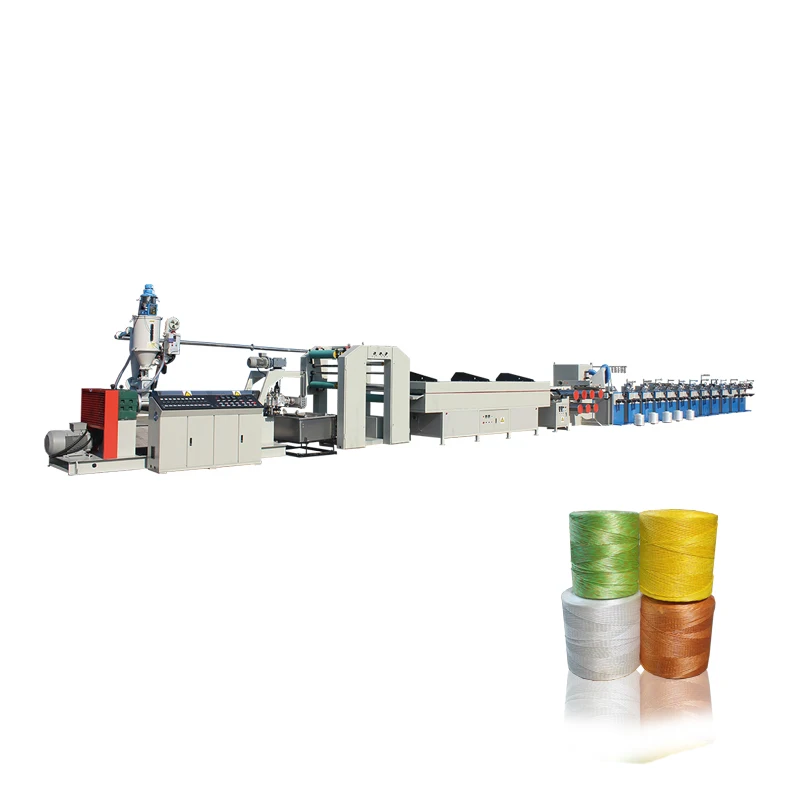 Одна из двух задач хакатона была на тему predictive maintenance — нужно было предсказывать проблемы в работе экструдера. Её мы и решили. Рассказ сосредоточен в основном на data science’ной части решения, и о том, как нам удалось научиться неплохо прогнозировать довольно редкие события.
Одна из двух задач хакатона была на тему predictive maintenance — нужно было предсказывать проблемы в работе экструдера. Её мы и решили. Рассказ сосредоточен в основном на data science’ной части решения, и о том, как нам удалось научиться неплохо прогнозировать довольно редкие события.
Зачем понадобилось прогнозировать остановки экструдера
Начнём с постановки задачи. Экструдер — это такая большая промышленная мясорубка, которая нагревает и размягчает полипропилен, перемешивает его с разными добавками, прессует, проталкивает через фильеру (решётку), и нарезает на маленькие гранулы. Потом эти гранулы засыпаются в биг бэги и продаются потребителю полипропилена, который делает из него что-нибудь полезное — например, те же биг бэги. Но это если всё идёт хорошо. А бывает, что на фильере нарастает корочка из полипропиленовых агломератов — его крупных кусков, которые мешают нормально нарезать гранулы. В результате в лучшем случае производится некачественный продукт, а в худшем экструдер приходиться останавливать, разбирать и прочищать — получается дорогостоящий простой.
Впрочем, если такое засорение вовремя обнаружить, его можно предотвратить определёнными действиями. Постоянно в таком режиме работать нельзя — плохо отражается и на оборудовании, и на продукте. Отсюда и возникает задача прогнозирования: оператору, который следит за экструдером, необходимо сообщать о потенциальных проблемах, чтобы предотвратить те самые простои. Причём, чтобы предотвратить можно было эффективно, сообщать нужно сильно заранее. Проблема в том, что однозначного и простого признака, по которому можно определить приближающуюся деградацию процесса, нет. Именно поэтому здесь потенциально может помочь машинное обучение: надёжный сигнал о предстоящих проблемах можно попытаться сформировать на основе статистики и грубой силы.
О переобучении и прокрастинации
Статистический подход, однако, затрудняет маленький размер данных. Нам дали показатели 43 датчиков за полтора года с частотой в 10 секунд — 4 миллиона наблюдений, занимающие два гигабайта.
. Но при этом событий остановки экструдера из-за появления агломератов за это время было зарегистрировано всего 66. А это значит, на таких данных очень легко переобучиться. Поскольку заранее неизвестно, какие показатели связаны с образованием агрегатов, и как может выглядеть формула, прогнозирующая проблемы. Если даже просто перебирать комбинации по 2 из 43 датчиков — их будет почти 1000, на порядок больше, чем событий, и среди них, скорее всего, найдутся такие комбинации, которые неплохо объясняют эти 66 остановок. А на самом деле в форме может участвовать более чем два показателя, и агрегировать их можно на разных горизонтах (от 10 секунд до 10 часов, условно), и агрегаты могут быть разные (средние, квантили, спектр там какой-нибудь) — в общем, огромное количество вариантов. Поэтому подогнать модель, реагирующую на все 60 остановок, на таких данных очень легко, просто перебирая всевозможные признаки. Но сложно добиться хорошей обобщающей способности модели — гарантировать, что эти признаки будут работать в будущем. В статистике такая проблема называется переобучением (overfitting).
В статистике такая проблема называется переобучением (overfitting).
Бороться с проблемой переобучения можно по-разному: пойти добыть больше размеченных данных (не у кого), встроить в модель экспертные знания о процессе (у нас их не было), сильно ограничить гибкость модели (пробовали, не вариант). А ещё один способ избежать переобучения — это прокрастинация. Вместо того, чтобы предсказывать редкие остановки экструдера, можно пойти решать какую-нибудь совершенно другую задачу, более простую и приятную. И надеяться, что изначальная задача решится как-то сама собой. Удивительно, но это работает.
На поле боя вступают нейронки
Прокрастинация, на самом деле — это тоже искусство. Подробнее можно поискать по ключевым слова «transfer learning» или «обучение представлений». Ключевая идея в том, что в процессе решения посторонней задачи алгоритм машинного обучения может открыть для себя признаки и закономерности, полезные и для основной задачи.
В нашем случае основная задача — это предсказание вероятности проблем в ближайшем будущем, но проблемы размечены скудно. Можно решить вспомогательную задачу: научиться предсказывать значения каждого датчика — например, через 3, 10, 30, 60 и 120 минут. Это, во-первых, может быть полезно само по себе. Во-вторых, предсказания работы датчика удобно сравнивать с фактом, и тем самым убеждать заказчика, что модель вообще имеет предсказательную силу. А в-третьих, и это главное, если мы сможем найти относительно небольшое количество признаков (скажем, 256), которые позволяют прогнозировать значение любого датчика на разные горизонты, то и засорение фильеры они тоже, наверное, прогнозировать смогут.
Для предсказания значений всех датчиков мы решили использовать полносвязную нейронку, на вход которой подавались полторы тысячи уже слегка агрегированных и нормализованных признаков, а на выходе каждый из 43 датчиков должен предсказываться на 5 разных горизонтов. После небольшого числа экспериментов получилась такая пятислойная конструкция:
import keras from keras.models import Model from keras.layers import Input, Dense l2_regul = keras.regularizers.l2(1e-6) input_layer = Input(shape=(input_shape,)) enc1 = Dense(512, kernel_regularizer=l2_regul, activation='relu')(input_layer) enc2 = Dense(256, kernel_regularizer=l2_regul, activation='relu')(enc1) repr_layer = Dense(256, kernel_regularizer=l2_regul, activation='relu')(enc2) dec1 = Dense(256, kernel_regularizer=l2_regul, activation='relu')(repr_layer) dec2 = Dense(256, kernel_regularizer=l2_regul, activation='relu')(dec1) last_layer = Dense(prediction_shape)(dec2) model = Model(inputs=input_layer, outputs=last_layer) encoder = Model(inputs=input_layer, outputs=repr_layer)
 models import Model
from keras.layers import Input, Dense
l2_regul = keras.regularizers.l2(1e-6)
input_layer = Input(shape=(input_shape,))
enc1 = Dense(512, kernel_regularizer=l2_regul, activation='relu')(input_layer)
enc2 = Dense(256, kernel_regularizer=l2_regul, activation='relu')(enc1)
repr_layer = Dense(256, kernel_regularizer=l2_regul, activation='relu')(enc2)
dec1 = Dense(256, kernel_regularizer=l2_regul, activation='relu')(repr_layer)
dec2 = Dense(256, kernel_regularizer=l2_regul, activation='relu')(dec1)
last_layer = Dense(prediction_shape)(dec2)
model = Model(inputs=input_layer, outputs=last_layer)
encoder = Model(inputs=input_layer, outputs=repr_layer)
models import Model
from keras.layers import Input, Dense
l2_regul = keras.regularizers.l2(1e-6)
input_layer = Input(shape=(input_shape,))
enc1 = Dense(512, kernel_regularizer=l2_regul, activation='relu')(input_layer)
enc2 = Dense(256, kernel_regularizer=l2_regul, activation='relu')(enc1)
repr_layer = Dense(256, kernel_regularizer=l2_regul, activation='relu')(enc2)
dec1 = Dense(256, kernel_regularizer=l2_regul, activation='relu')(repr_layer)
dec2 = Dense(256, kernel_regularizer=l2_regul, activation='relu')(dec1)
last_layer = Dense(prediction_shape)(dec2)
model = Model(inputs=input_layer, outputs=last_layer)
encoder = Model(inputs=input_layer, outputs=repr_layer)
Полную модельку model мы поставили на полночи обучаться на всех полутора годах данных. Утром проверили качество на тестовой выборке: оказалось, что даже на двухчасовом горизонте средний по всем датчикам больше 98%. Что ж, датчики мы прогнозировать умеем. Теперь model можно выкидывать в помойку. Потому что для решения основной задачи нам нужен только encoder — подмодель, превращающая входную информацию с датчиков в 256 сильных признаков. На этих признаках можно обучить сильно зарегуляризованный xgboost, который уже будет предсказывать целевые события. Оказалось, что предсказывает довольно неплохо: ROC AUC порядка 96% на кросс-валидации. Без нейронки было заметно хуже.
Потому что для решения основной задачи нам нужен только encoder — подмодель, превращающая входную информацию с датчиков в 256 сильных признаков. На этих признаках можно обучить сильно зарегуляризованный xgboost, который уже будет предсказывать целевые события. Оказалось, что предсказывает довольно неплохо: ROC AUC порядка 96% на кросс-валидации. Без нейронки было заметно хуже.
Как сюда можно прикручивать физику
В рамках хакатона мы презентовали именно это решение, с предобученными нейронкой признаками. Но на реальном проекте мы бы попробовали более сложную конструкцию, которая более явно использует физические закономерности.
Преимущество физических формул в том, что они обычно очень простые, а следовательно, устойчивые и интерпретируемые. Недостаток — в том, что их надо знать. Нейронка пыталась предсказывать влияние каждого датчика на каждый — для этого, если не пользоваться скрытыми факторами, нужно обучить как минимум матрицу 43*43. В реальном мире зависимости гораздо более разреженные — большая часть датчиков не влияет друг на друга непосредственно. Это подсказывает нам просто здравый смысл. Но чтобы знать, какие именно зависимости всё же существуют и обоснованы физикой, нужно знание предметной области. Или тщательный и довольно мудрёный анализ данных. Мы ограничились простой его формой — для каждой пары датчиков измерили, насколько сильно и с каким временным лагом их показатели друг с другом коррелируют. Если отображать точками датчики, а стрелками — самые сильные корреляции между ними, получается примерно такая картинка:
В реальном мире зависимости гораздо более разреженные — большая часть датчиков не влияет друг на друга непосредственно. Это подсказывает нам просто здравый смысл. Но чтобы знать, какие именно зависимости всё же существуют и обоснованы физикой, нужно знание предметной области. Или тщательный и довольно мудрёный анализ данных. Мы ограничились простой его формой — для каждой пары датчиков измерили, насколько сильно и с каким временным лагом их показатели друг с другом коррелируют. Если отображать точками датчики, а стрелками — самые сильные корреляции между ними, получается примерно такая картинка:
Мы видим несколько групп взаимосвязанных датчиков. Зная устройство экструдера и точный физический смысл каждого показателя, группы можно скорректировать до более логичной картинки — например, осознать, что 7й цилиндр не влияет на 9й напрямую, а только через 8й. Ну а потом по каждой группе сильно взаимосвязанных датчиков можно ввести какой-то свой интерпретируемый индикатор её состояния. Такие индикаторы могут оказаться ещё более сильными признаками, чем то, что выучила нейронка. И главное, они могут быть полезны для оператора эструдера — с их помощью можно не только предвидеть проблемы, но и быстро понять, где эти проблемы локализованы.
Такие индикаторы могут оказаться ещё более сильными признаками, чем то, что выучила нейронка. И главное, они могут быть полезны для оператора эструдера — с их помощью можно не только предвидеть проблемы, но и быстро понять, где эти проблемы локализованы.
Пользовательский опыт и замеры качества
Если бы мы не участвовали в хакатоне, а писали научную статью, тут можно было бы и остановиться: мы доказали, что у задачи прогнозирования неполадок есть решение. Но на самом деле настоящая работа здесь только начинается: теперь необходимо заставить созданную нами модель приносить пользу. Для этого она должна быть качественной минимум по трём метрикам:
- Доля предугаданных неполадок (наверное, порядка 80% — уже неплохо?)
- Частота ложны срабатываний (чаще, чем в среднем раз в смену — уже беспредел)
- Горизонт прогнозирования неполадок (на предотвращение остановки вроде как нужно от 5 до 30 минут)
В простейшем случае эти метрики настраиваются выбором порога, после которого модель «срабатывает» и кидает испуганные уведомления. Более сложное и правильное решение — делать прогнозы риска остановки на разные временные горизонты, сглаживать каждый из них каким-либо методом сглаживания временных рядов, и поднимать тревогу, если по одному или нескольким из них прогнозы зашкаливают. Но чтобы эту настройку осуществить, стоит наконец-таки пообщаться с потенциальными пользователями этой системы — выяснить, какие у них ожидания от неё, как осуществляется предотвращение остановок сейчас, и на какие действия они готовы в дальнейшем.
Более сложное и правильное решение — делать прогнозы риска остановки на разные временные горизонты, сглаживать каждый из них каким-либо методом сглаживания временных рядов, и поднимать тревогу, если по одному или нескольким из них прогнозы зашкаливают. Но чтобы эту настройку осуществить, стоит наконец-таки пообщаться с потенциальными пользователями этой системы — выяснить, какие у них ожидания от неё, как осуществляется предотвращение остановок сейчас, и на какие действия они готовы в дальнейшем.
О чём я не рассказал
На самом деле, о многом. И о том, как мы потратили несколько часов, тупо долбясь в графики и пытаюсь разобраться в природе неполадок, пока не обнаружили, что даты остановок нашим алгоритмом были считаны в неверном формате, и обучались мы на неверных событиях. И как мы пытались сконтактировать со специалистами из Тобольска, чтобы они рассказали нам, что да как в экструдере устроено. Если бы не выходные, возможно, нам бы даже ответили… И о том, как мы в последние часы взялись за демонстрационный интерфейс нашей системы, и впиливали в него «машину времени» для просмотра истории прогнозов, я тоже не буду — всё-таки это статья про data science. Не особо богатый интерфейс — наверное, одна из причин, почему мы заняли только третье место. Впрочем, он работает, и это уже повод радоваться.
Не особо богатый интерфейс — наверное, одна из причин, почему мы заняли только третье место. Впрочем, он работает, и это уже повод радоваться.
На сырую версию интерфейса можно посмотреть тут — она «проигрывает» в ускоренном режиме работу предсказательной модели в один из реальных вечеров этого года. Ссылка открывается на времени 20.45, а в 21.05 экструдер на самом деле остановился, это исторический факт. Впрочем, благодаря таким, как мы, в обозримом будущем этот экструдер придётся останавливать значительно реже.
Экструдеры ЭПК для переработки полиэтилена, полипропилена, ПВХ-пластиката и других полимерных материалов
измерительные приборы, аналитическая аппаратура, лабораторное оборудование, расходные материалы
Данное оборудование указано в следующих разделах каталога:
- Экструдеры
Экструдер ЭПК36х30М
Экструдер ЭПК45х30
Экструдер ЭПК50х27
Экструдер — это машина для непрерывной переработки полимерного сырья (гранул, дробленки, агломерата) в однородный расплав и придания ему формы путём продавливания через экструзионную головку и специальное калибрующее устройство, сечение которого соответствует конфигурации готового изделия.
Исходное сырьё засыпается (вручную или с помощью специального загрузчика) в бункер экструдера. Из бункера, минуя горловину загрузочной воронки, сырьё попадает в загрузочную зону шнека, а затем транспортируется по цилиндру пластикации. От сдавливания, перемешивания и контакта с нагретым цилиндром и шнеком полимерное сырьё расплавляется и превращается в однородную массу — расплав.
Возможно изготовление экструдеров для переработки полипропилена, полиэтилена, пластифицированного ПВХ и других полимерных материалов.
Конструкция экструдеров
Экструдеры одношнековые ЭПК имеют оптимальную компоновку: на единой раме смонтированы специальный вертикальный редуктор со встроенным упорным подшипником и асинхронный электродвигатель, расположенный под узлом пластикации и соединенный с редуктором упругой муфтой. Шнек вставляется непосредственно в выходной вал редуктора. Такая схема расположения элементов позволяет сократить размеры экструдера, что упрощает его транспортировку и обслуживание.
Электрошкаф с системой тепловой автоматики, приборами управления всей технологической линией и пультом оператора прикреплен так же к единой раме. Сосредоточение важнейших приборов в одном месте позволяет минимизировать количество обслуживающего персонала — для управления необходим всего один оператор (для обслуживания полноценной экструзионной линии кроме оператора необходимо наличие одного или двух подсобных рабочих, общее количество персонала зависит от назначения и мощности экструзионной линии).
Система тепловой автоматики включает в себя температурные зоны экструдера, а так же дополнительные зоны для управления нагревом головок или фильер. Для контроля и управления каждой зоной используется отдельный прибор тепловой автоматики. Это позволяет тонко регулировать температуру на каждом участке, что (при правильном использовании) благоприятно сказывается на качестве получаемого расплава.
Поверхности шнека и цилиндра пластикации насыщаются азотом, что придаёт им долговечность и коррозионную стойкость.
Экструдеры, предназначеные для работы в составе трубных и плёночных линий, оснащаются барьерными шнеками, обеспечивающими наивысшее качество расплава и отличную производительность.
Принцип действия барьерного шнека состоит в разделении твердого материала и расплава в зоне плавления. На данном участке шнек имеет дополнительный виток, который не касается стенки цилиндра. Таким образом, образуются два канала шнека:
- в начале — небольшого объема для расплава и значительного — для гранул,
- а в конце наоборот: большой объем — для расплава и небольшой — для нерасплавленного полимера.
Через барьерный виток расплав из канала с гранулами перетекает в канал с расплавом.
Экструдеры, предназначенные для работы в составе линий для производства профиля из пластифицированного ПВХ, имеют увеличенный диаметр шнековой пары и уменьшенную частоту вращения шнека.
Оба типа экструдеров комплектуются частотными преобразователями «Дельта Электроникс», позволяющими бесступенчато регулировать частоту вращения шнека и, соответственно, производительность по расплаву.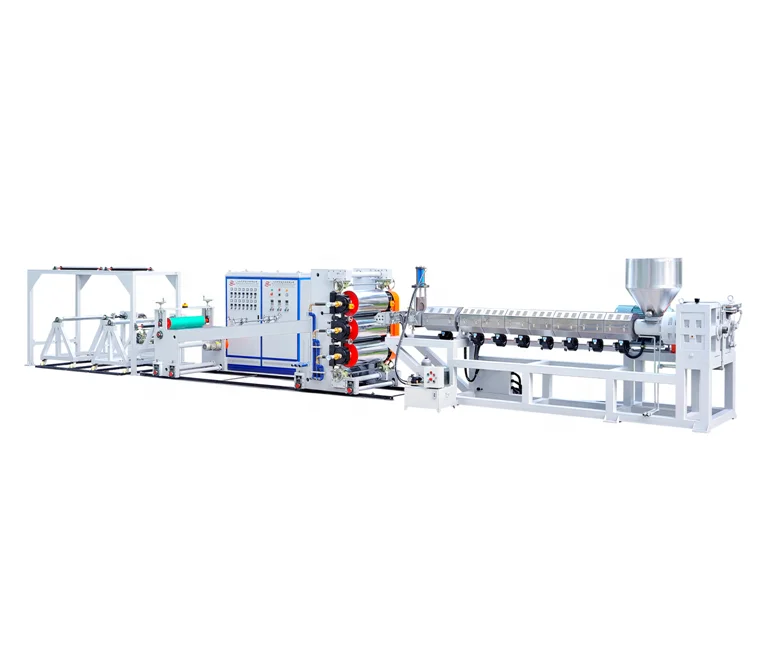
Технические характеристики экструдеров
Экструдеры для переработки ПВД, ПНД и ПП
ПВД, ПНД и ПП — полиэтилен высокого давления, полиэтилен низкого давления и полипропилен соответственно.
| Модель | Диаметр шнека, мм | Мощность привода, кВт | Производительность, кг/ч, макс. | Габариты, Д×Ш×В, мм | Масса, кг |
| ЭПК 36×30 | 36 | 15 | 50 | 1450×850×1400 | 580 |
| ЭПК 45×30 | 45 | 30 | 85 | 1850×900×1400 | 900 |
| ЭПК 60×30 | 60 | 55 | 140 | 2400×1300×1400 | 1300 |
| ЭПК 75×30 | 75 | 90 | 250 | 2600×1600×1400 | 2300 |
Экструдеры для переработки ПВХ-пластиката
ПВХ-пластикат — пластифицированный поливинилхлорид.
| Модель | Диаметр шнека, мм | Мощность привода, кВт | Производительность, кг/ч, макс. | Габариты, Д×Ш×В, мм | Масса, кг |
| ЭПК 40×27 | 40 | 11 | 50 | 1450×850×1400 | 580 |
| ЭПК 50×27 | 50 | 15 | 70 | 1850×900×1400 | 800 |
| ЭПК 60×25 | 60 | 22 | 100 | 2400×1000×1400 | 1100 |
Чтобы получить готовое изделие, кроме экструдера необходимо ещё несколько устройств, которые вместе составляют экструзионную линию.
Экструзионные линии позволяют получать на выходе гранулят, плёнку, трубы, профили из ПВХ-пластиката и т.д.
Экструдер ЭПК75 с трубной головкой
Почтовый адрес: 190013, Санкт-Петербург, а/я 120
Офис: Клинский проспект, д. 25
Телефон: +7 (812) 336-90-86 (многоканальный)
Транспортный отдел: +7 (931) 535-80-69
Факс: +7 (812) 336-90-86
Вспененный полипропилен на основе экструзии (ePP)
- вверх по течению
- Мидстрим
- вниз по течению
- Химическая обработка
- Переработка
- Полистирол (ПС)
- Пенополистирол (EPS)
- Полимолочная кислота (PLA)
- Охладитель полимерного расплава
- Рециклинг полимеров
- Вспененный полипропилен на основе экструзии (ePP)
- Технология экструзии пенопласта XPET
- Улавливание, утилизация и хранение углерода
- Ископаемое
- Атомная энергетика
- Возобновляемые источники
- Лесной двор
- Линия по производству целлюлозно-бумажного волокна
- Химическое восстановление
- Машина для сушки целлюлозы
- Линия механической массы
- Линия вторичного волокна
- Бумагоделательные и картоноделательные машины и системы
- Покрытие и отделка
- Химикаты
- Водоснабжение
- Очистка промышленных вод и стоков
- Электростанции
- Опреснение
- Водозабор, транспортировка и орошение
- Муниципальная чистая вода
- Борьба с наводнениями
- Промышленная очистка воды
- Бытовые и коммерческие сточные воды
- Муниципальные сточные воды
- Обезвоживание
- Услуги по водоотведению и обезвоживанию продуктов
Наши услуги и поддержка
Полипропилен, список продуктов для экструзии
POLYMER SEARCH
- ГЛАВНАЯ
- POLYMER SEARCH
- Термопласт
- Полипропилен (ПП)
- Полипропилен, экструзионный сорт
Производитель
A. Schulman, Inc. Schulman, Inc. | Aclo Compounders | Amco Plastic Materials |
| Braskem | Carmel Olefins | S.LimeriCossa |
| Dow Chemical | Exxon Chemical | Formosa Plastics Corporation, USA |
| Phillips 66 | Polykemi AB | S&E Specialty Polymers |
Tips: 50 items are displayed at most. Для остальных результатов, пожалуйста, свяжитесь со службой поддержки клиентов.
| НОМЕР ПРОДУКТА | Производитель | Торговое наименование |
|---|---|---|
| Omnia Plastica PP Полипропилен | Омния Пластика с.п.а. | |
| Polykemi AB POLYfill PP EIP2012 F Полипропилен, армированный минералами, экструзионный сорт, низкий CLTE | Поликеми AB | ПОЛИфилл |
| PolyMirae Moplen EP301C Трубный экструдированный/листовой/выдувной полипропилен | ООО «Компания ПолиМирэ» | Моплен |
| Phillips 66 COPYLENE® CH043L Полипропилен, гомополимер, смазка, соломинка | Филипс 66 | КОПИЛЕН® |
| Ineos H03G-03 Гомополимер полипропилена (снят с производства **) | ||
| Hyosung Topilene F501 PP | Компания Хесон | Топилен |
| Flint Hills P4G2Z-026 Гомополимерный полипропилен | Ресурсы Флинт-Хиллз | |
| Flint Hills P4G3Z-050F Полипропиленовый гомополимер | Ресурсы Флинт-Хиллз | |
| Флинт-Хиллз P9H9Z-018 Полипропилен | Ресурсы Флинт-Хиллз | |
| Ineos H01H-00 Гомополимер полипропилена | Ineos Olefins & Polymers США | |
| Ineos H03YLME Гомополимер полипропилена | Ineos Olefins & Polymers США | |
| Ineos h22G-01 Гомополимер полипропилена | Ineos Olefins & Polymers США | |
| Inno-Comp INNOPOL® CS 2-8960 Полипропиленовый блок-сополимер, наполненный 60% сульфатом бария | ООО «Инно-Комп» | ИННОПОЛ® КС |
| Иранская нефтехимическая промышленность (PCC) C 30 S Полипропилен | Иранская нефтехимическая коммерческая компания (PCC) | |
| Иранская нефтехимическая промышленность (PCC) EP2 X 49 GA Полипропилен | Иранская нефтехимическая коммерческая компания (PCC) | |
| Иранская нефтехимическая промышленность (PCC) T 30 S Полипропилен | Иранская нефтехимическая коммерческая компания (PCC) | |
| Manifattura Cattaneo PP H Полипропилен | Спа-салон Manifattura Cattaneo | |
| Иранская нефтехимическая (PCC) D 50 S Полипропилен | Иранская нефтехимическая коммерческая компания (PCC) | |
| LyondellBasell Hostacom™ BA742EC Полипропиленовый сополимер | Лайонделл Базелл | Хостаком™ |
| Borealis Daploy™ WB135HMS Полипропилен с высокой прочностью расплава для экструзии пенопласта | Бореалис | Даплой™ |
А. Шульман ПП 3468-01 Гомополимер полипропилена для высокоскоростного штранг-прессования Шульман ПП 3468-01 Гомополимер полипропилена для высокоскоростного штранг-прессования | ||
| А. Шульман ПП 3468-01 Гомополимер полипропилена для высокоскоростного штранг-прессования | ||
| А. Шульман ПП 3468-01 Гомополимер полипропилена для высокоскоростного штранг-прессования | ||
| Formosa Plastics Formolene® 5100H Экструзионная обработка Полипропилен | Корпорация Formosa Plastics, США | Формолен® |
| Total PPH 3866 Полипропилен, гомополимер с контролируемой реологией для нетканых материалов Spunbond, комплексных нитей и экструзионных покрытий | Тотал Атофина | стр/ч |
| Total PPC 1640 Полипропилен, гетерофазный сополимер, безнапорные трубы | Тотал Атофина | КПП |
| Total PPH 3462 Полипропилен, экструзионный сорт | Тотал Атофина | стр/ч |
| Cossa Polimeri ESTAPROP H 0360 T8 Полипропилен, 30% минеральный наполнитель | Cossa Polimeri S. r.L. r.L. | ЭСТАПРОП |
| ExxonMobil ACHIEVE 1605 Металлоценовая марка Exxpol для литья под давлением | Эксон Кемикал | ДОСТИЖЕНИЕ |
| ExxonMobil ACHIEVE 3825 Металлоценовый сорт Exxpol для нетканых материалов, волокон и экструзии общего назначения | Эксон Кемикал | ДОСТИЖЕНИЕ |
| ExxonMobil ACHIEVE 3854 Металлоценовая марка Exxpol для нетканых материалов, волокон и экструзии общего назначения | Эксон Кемикал | ДОСТИЖЕНИЕ |
| ExxonMobil PP3155 Гомополимерный сорт для нетканых материалов и волокон | Эксон Кемикал | |
| Fainplast Compounds Полипропиленовый кабельный компаунд Propylplus 700 | Компаунды Fainplast | Пропилплюс |
| Полипропиленовая гомополимерная смола Dow h449-02 | Доу Кемикал | |
| Aclo Accucomp Полипропилен CPO402V Автомобильная одобренная марка экструзии сополимера | Компаундеры Aclo | Аккукомп |
| Braskem H 203 Экструзионное волокно Полипропилен Гомополимер | Браскем | |
| Braskem INSPIRE™ 114 Высококачественный полипропиленовый полимер | Браскем | ВДОХНОВЕНИЕ™ |
| Addiplast Addilene H 140 Полипропиленовый гомополимер | Аддипласт | Аддилен |
| Кармель Олефины CAPILENE® E 50 E Полипропиленовый гомополимер | Кармель Олефины | КАПИЛЕН® |
| Кармель Олефины CAPILENE® G 86 E Полипропилен Гомополимер | Кармель Олефины | КАПИЛЕН® |
| Aaron Industries AAROLENE® ARPP 200-4 PP Черный полипропиленовый сополимер, без разрывов | Корпорация Аарон Индастриз | ААРОЛЕН® АРПП |
| Braskem CP 741 Экструзионный полипропилен Гетерофазный сополимер | Браскем | |
| Braskem H 103 Экструзионное покрытие Полипропиленовый гомополимер | Браскем | |
| Braskem INSPIRE™ 137 NA Высококачественный полипропиленовый полимер | Браскем | ВДОХНОВЕНИЕ™ |
| CENTROPLAST CENTROLEN PP-H Гомополимер полипропилена | CENTROPLAST Engineering Plastics GMBH | ЦЕНТРОЛЕН |
| Teknor Apex Sinelec CCB6814 Полипропилен | Компания Teknor Apex | Синелек |
| ExxonMobil PP2252E4 Гомополимер | Эксон Кемикал | |
| Ineos h29G-00 Гомополимер полипропилена | Ineos Olefins & Polymers США | |
| Braskem INSPIRE™ 117 Высококачественный полипропиленовый полимер | Браскем | ВДОХНОВЕНИЕ™ |
| Braskem H 605 Экструзионный полипропилен | Браскем |
Влияние переработки с помощью четырехшнекового экструдера на разложение полипропилена
. 2022 29 июня; 14 (13): 2661.
2022 29 июня; 14 (13): 2661.
doi: 10.3390/polym14132661.
Мансур Алотаиби 1 , Тамер Альдхафири 1 , Кэрол Бэрри 1
принадлежность
- 1 Факультет инженерии пластмасс Массачусетского университета в Лоуэлле, Лоуэлл, Массачусетс 01854, США.
- PMID: 35808706
- PMCID: PMC9269424
- DOI: 10.3390/полим14132661
Бесплатная статья ЧВК
Мансур Алотаиби и др. Полимеры (Базель). .
Полимеры (Базель). .
Бесплатная статья ЧВК
. 2022 29 июня; 14 (13): 2661.
doi: 10.3390/polym14132661.
Авторы
Мансур Алотаиби 1 , Тамер Альдхафири 1 , Кэрол Бэрри 1
принадлежность
- 1 Факультет инженерии пластмасс Массачусетского университета в Лоуэлле, Лоуэлл, Массачусетс 01854, США.
- PMID: 35808706
- PMCID: PMC9269424
- DOI:
10. 3390/полим14132661
 3390/полим14132661
3390/полим14132661Абстрактный
Во время механической переработки полипропилен обычно перерабатывается с использованием одношнекового или двухшнекового экструдера. Разложение полипропилена во время этой переработки снижает молекулярную массу полимера и, следовательно, ограничивает характеристики переработанной смолы. В этой работе исследовано влияние четырехшнекового экструдера (QSE), имеющего больший свободный объем, на переработку ударопрочного сополимера полипропилена. Чтобы имитировать процесс переработки, полипропилен был подвергнут трем циклам обработки с использованием QSE и сравнимого двухшнекового экструдера (TSE), работающего на трех скоростях шнека. Переработанные материалы были охарактеризованы по их реологическим, морфологическим и механическим свойствам. Для обоих экструдеров увеличение количества циклов переработки и скорости шнека привело к более высоким показателям текучести расплава, снижению вязкости при нулевом сдвиге и смещению точек пересечения для модулей накопления и потерь, что указывает на снижение молекулярной массы и сужение молекулярно-массового распределения полипропилена. QSE продемонстрировал большее снижение молекулярной массы по сравнению с TSE, вероятно, из-за более высоких напряжений, связанных с тремя точками зацепления вдоль его винтов. Повторная обработка привела к значительному снижению ударной вязкости по Изоду повторно обработанного полипропилена, что коррелировало с уменьшением размера частиц и распределения частиц по размерам диспергированной каучукоподобной фазы в полипропилене во время повторной обработки.
QSE продемонстрировал большее снижение молекулярной массы по сравнению с TSE, вероятно, из-за более высоких напряжений, связанных с тремя точками зацепления вдоль его винтов. Повторная обработка привела к значительному снижению ударной вязкости по Изоду повторно обработанного полипропилена, что коррелировало с уменьшением размера частиц и распределения частиц по размерам диспергированной каучукоподобной фазы в полипропилене во время повторной обработки.
Ключевые слова: деградация полимера; четырехшнековый экструдер; двухшнековый экструдер.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
G’ и G” для необработанных…
Рисунок 1
G’ и G” для необработанного полипропилена с указанием точки пересечения, где G’ =…
фигура 1 G’ и G” для необработанного полипропилена с указанием точки пересечения, где G’ = G”; по образцу [10,26].
Рисунок 2
Влияние скорости вращения шнека…
Рисунок 2
Влияние скорости шнека и цикла обработки (1–3) на ( a…
фигура 2Влияние скорости шнека и цикла обработки (1–3) на ( a ) температуру расплава и ( b ) давление напора, возникающее в TSE и QSE.
Рисунок 3
Коэффициент текучести расплава (MFI/MFI…
Рисунок 3
Коэффициент текучести расплава (MFI/MFI или ) для полипропилена, переработанного с использованием TSE…
Рисунок 3 Соотношение показателей текучести расплава (MFI/MFI o ) для полипропилена, переработанного с использованием TSE и QSE при трех скоростях шнека и трех циклах переработки.
Рисунок 4
Влияние скорости вращения шнека…
Рисунок 4
Влияние скорости шнека и циклов обработки на комплексную вязкость как функция…
Рисунок 4Влияние скорости шнека и циклов обработки на комплексную вязкость в зависимости от угловой частоты полипропиленового материала, переработанного TSE и QSE: ( a ) при 500 об/мин и ( b ) при 1500 об/мин.
Рисунок 5
Отношение молекулярной массы (M W1…
Рисунок 5
Молекулярно-массовое соотношение (M W1 /M W2 ) для полипропилена, переработанного в…
Рисунок 5 Отношение молекулярной массы (M W1 /M W2 ) для полипропилена, переработанного в TSE и QSE с использованием трех скоростей шнека и трех циклов переработки.
Рисунок 6
Ударная вязкость по Изоду с надрезом для…
Рисунок 6
Ударная вязкость по Изоду с надрезом для полипропилена, переработанного с использованием TSE и QSE…
Рисунок 6Ударная вязкость по Изоду с надрезом для полипропилена, переработанного с использованием TSE и QSE с тремя скоростями шнека и тремя циклами обработки.
Рисунок 7
СЭМ микрофотографии для ( a…
Рисунок 7
СЭМ-микрофотографии для ( a ) необработанный ПП; ПП, переработанный с использованием TSE;…
Рисунок 7 СЭМ-микрофотографии для ( a ) необработанного полипропилена; ПП, переработанный с использованием ТГЭ; ( b ) первый цикл при 500 об/мин; ( c ) третий цикл при 500 об/мин; ( d ) первый цикл при 1500 об/мин и ( e ) третий цикл при 1500 об/мин; и PP, переработанный с использованием QSE; ( f ) первый цикл при 500 об/мин; ( г ) третий цикл при 500 об/мин; ( ч ) первый цикл при 1500 об/мин; и ( и ) третий цикл при 1500 об/мин.
Рисунок 7
СЭМ микрофотографии для ( a…
Рисунок 7
СЭМ-микрофотографии для ( a ) необработанного полипропилена; ПП, переработанный с использованием TSE;…
Рисунок 7СЭМ-микрофотографии для ( a ) необработанного полипропилена; ПП, переработанный с использованием ТГЭ; ( b ) первый цикл при 500 об/мин; ( c ) третий цикл при 500 об/мин; ( d ) первый цикл при 1500 об/мин и ( e ) третий цикл при 1500 об/мин; и PP, переработанный с использованием QSE; ( f ) первый цикл при 500 об/мин; ( г ) третий цикл при 500 об/мин; ( ч ) первый цикл при 1500 об/мин; и ( и ) третий цикл при 1500 об/мин.
Рисунок 8
Гистограммы распределения частиц по размерам для…
Рисунок 8
Гистограммы распределения частиц по размерам для ( a ) необработанного полипропилена, ( b )…
Рисунок 8 Гистограммы распределения частиц по размерам для ( a ) необработанного полипропилена, ( b ) первого цикла переработки полипропилена с использованием TSE при 500 об/мин и ( c ) первый цикл переработки ПП с использованием QSE при 500 об/мин.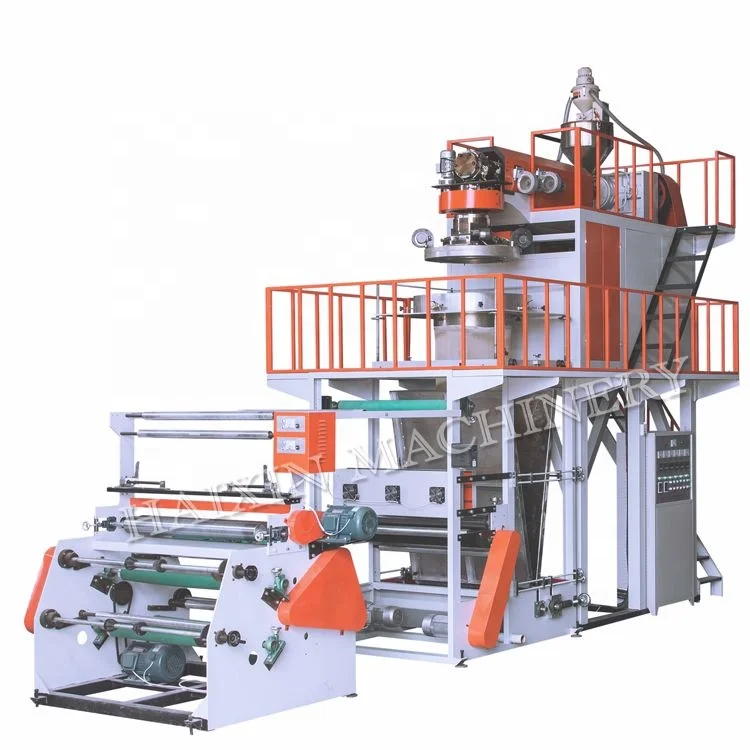
См. это изображение и информацию об авторских правах в PMC
.Похожие статьи
Влияние условий обработки расплава на разложение полимолочной кислоты.
Альдафири Т., Алотаиби М., Барри С.Ф. Альдафири Т. и др. Полимеры (Базель). 2022 8 июля; 14 (14): 2790. doi: 10.3390/polym14142790. Полимеры (Базель). 2022. PMID: 358
- Бесплатная статья ЧВК.
Переработка нанокомпозитов PLA/Graphene Nanoplatelets.
Ботта Л., Скаффаро Р., Сутера Ф., Мистретта М.С. Ботта Л. и др. Полимеры (Базель). 2017 24 декабря; 10(1):18. doi: 10.3390/polym10010018. Полимеры (Базель). 2017. PMID: 30966053 Бесплатная статья ЧВК.
Влияние циклов переработки на деградацию смесей PP/PBAT-термопластичный крахмал.
Оливейра Т.А., Оливейра Р.Р., Барбоза Р., Азеведо Х.Б., Алвес Т.С. Оливейра Т.А. и соавт. Карбогидр Полим. 2017 15 июля; 168: 52-60. doi: 10.1016/j.carbpol.2017.03.054. Epub 2017 19 марта. Карбогидр Полим. 2017. PMID: 28457463
Экспериментальное и численное моделирование дегазации в самоочищающемся параллельном двухшнековом экструдере с параллельным вращением.
Охара М., Сасаи Ю., Умемото С., Обата Ю., Сугияма Т., Танифудзи С.И., Кихара С.И., Таки К. Охара М. и др. Полимеры (Базель). 2020 17 ноября; 12 (11): 2728. дои: 10.3390/polym12112728. Полимеры (Базель). 2020. PMID: 33213055 Бесплатная статья ЧВК.
Метаморфозы технологии грануляции на основе двухшнекового экструдера: приложения с акцентом на ее влияние на обычную технологию грануляции.
Рао Р.Р., Пандей А., Хегде А.Р., Кулкарни В.И., Чинчоли С., Рао В., Бхушан И., Муталик С. Рао Р.Р. и др. AAPS PharmSciTech. 2021 14 декабря; 23(1):24. дои: 10.1208/s12249-021-02173-в. AAPS PharmSciTech. 2021. PMID: 348 Бесплатная статья ЧВК. Обзор.


Посмотреть все похожие статьи
использованная литература
- Майер К., Калафут Т. Полипропилен: полное руководство пользователя и справочник. Виллиан Эндрю; Норидж, штат Нью-Йорк, США: 1998.
- Трипати Д. Практическое руководство по полипропилену. ООО «Рапра Технологии»; Шрусбери, Великобритания: 2002.
- Шинс З.О. Г., Шейвер М.П. Механическая переработка упаковочного пластика: обзор. макромол. Быстрое общение. 2021;42:2000415. doi: 10.1002/marc.202000415.
—
DOI
—
пабмед
- Шинс З.О.
- Швайхубер А., Фельгель-Фарнхольц А., Бёгль Т., Фишер Дж., Бухбергер В. Исследования влияния многократной экструзии на деградацию полиолефинов. Полим. Деград. Удар. 2021;192:109689. doi: 10.1016/j.polymdegradstab.2021.109689. — DOI
- Джубинвиль Д.
- Джубинвиль Д.
 Г., Шейвер М.П. Механическая переработка упаковочного пластика: обзор. макромол. Быстрое общение. 2021;42:2000415. doi: 10.1002/marc.202000415.
—
DOI
—
пабмед
Г., Шейвер М.П. Механическая переработка упаковочного пластика: обзор. макромол. Быстрое общение. 2021;42:2000415. doi: 10.1002/marc.202000415.
—
DOI
—
пабмед