Аппарат точечной сварки (Споттер) | Budmir — Лучшие цены на оборудование для строительства
Принцип работы и критерии выбора аппарата точечной сварки. Преимущества контактной сварки
Ровные аккуратные сварочные швы необходимы во многих сферах. Получить их позволяет использование аппарата точечной сварки или, как его часто называют – споттера. Оборудование этого типа обладает массой преимуществ и может активно использоваться не только профессионалами, но и новичками.
Как устроен споттер?
Конструкция аппарата для точечной сварки максимально проста. Он состоит из корпуса, к которому присоединены 2 кабеля: рабочий провод с пистолетом и кабель массы. Пистолет – это главный рабочий инструмент в руках мастера. Второй его конец оснащен креплением, в которое можно зафиксировать:
- крюк;
- обратный молоток;
- адаптеры для разных видов сварки;
- обратную присоску;
- электроды.
Чаще всего аппарат точечной сварки используется для ремонта автомобилей. Главная его функция – реставрация деформированных деталей кузова. Споттер для рихтовки может работать в различных режимах. Благодаря этому, выполненный с его помощью ремонт, позволит полностью скрыть повреждения двери, крыши и других деталей авто.
Главная его функция – реставрация деформированных деталей кузова. Споттер для рихтовки может работать в различных режимах. Благодаря этому, выполненный с его помощью ремонт, позволит полностью скрыть повреждения двери, крыши и других деталей авто.
Принцип работы точечной сварки
Споттер работает от сети, напряжением 220 или 380 В. Задействованная при его работе инверторная технология, преобразует переменный ток в постоянный. Трансформатор, расположенный внутри корпуса, повышает ампераж и снижает напряжение до 12–48 В.
Точечная сварка может производиться с применением кабеля или консоли с неплавящимся электродом. Используемый электрод должен быть в несколько раз толще сечения свариваемого металла. При кратковременном прикосновении конца электрода к металлу происходит точечный нагрев, расплавляющий железо. В это время молекулы металла смешиваются, что приводит к образованию кристаллической решетки.
Так как точечная сварка осуществляется с применением электродов небольшого сечения, то рабочая поверхность нагревается гораздо меньше и не деформируется. Это позволяет соединять проволоку и тонкий листовой металл без риска его повредить.
Это позволяет соединять проволоку и тонкий листовой металл без риска его повредить.
В чем преимущества и недостатки контактной сварки?
Соединение металлов при помощи аппарата контактной сварки обладает рядом достоинств. К ним относится:
- отсутствие необходимости в последующей механической обработке изделий;
- низкая себестоимость – контактная сварка не нуждается в использовании плавящихся электродов и газа;
- высокая производительность;
- отсутствие прожогов при работе с металлами, толщиной 0,5–1 мм.
Кроме того, контактная сварка может использоваться людьми с минимальным опытом. Достаточно несколько раз произвести соединение черновых деталей, после чего можно приступать непосредственно к работе.
Среди недостатков, которыми обладает контактная сварка, можно выделить разве что достаточно низкую герметичность соединений. Также стоит отметить, что аппарат контактной сварки нуждается в постоянном контроле напряжения в зоне формирования шва.
Виды аппаратов точечной сварки
На рынке сварочного оборудования можно найти широкий выбор споттеров. Все они делятся на 3 основных вида:
- автоматические – могут использоваться даже людьми без опыта;
- механические – применяются во многих отраслях. Оборудование этого типа достаточно просто собрать своими руками;
- пневматические и гидравлические – широко используются на промышленных объектах.
Кроме того, споттеры бывают переносными и стационарными. Оборудование первого типа выделяется скромными размерами и небольшим весом. Точечная сварка с их использованием позволяет соединять металлические детали с сечением 1,5×1,5 мм. Максимальная толщина изделий для работы с переносными споттерами не должна превышать 5 мм.
Стационарные аппараты предназначены для использования на производстве. Они обладают солидной производительностью, но и стоимость такого оборудования будет гораздо выше. Их можно использовать для соединения металла, толщиной до 8 мм.
Режимы работы споттера для рихтовки
- односторонний – точечная сварка по этой технологии требует применения пистолета с обратным молотком и штангой. На торце молотка должен находиться медный электрод треугольной формы. Прихватив поверхность электросваркой, можно совершать обратные удары. Благодаря такому принципу действия споттер по алюминию аккуратно вытягивает вмятины, не повреждая даже тонкий металл;
- двухсторонний – этот режим оправдан, когда 2 металлических изделия требуется соединить внахлест. Оборудование комплектуется клещами, предназначенными для захвата деталей. Максимальная удаленность точки соединения зависит от вылета консолей. В среднем этот параметр составляет 12–50 см.
При работе споттера в режиме двухстороннего воздействия за разогрев металла отвечает его верхняя движущаяся консоль.
Как сделать точечную сварку своими руками?
Самым простым вариантом станет изготовление споттера с нерегулируемой силой тока. Рабочим процессом в нем будет управлять выключатель и реле времени, регулирующее длительность электрического импульса.
Перед тем, как сделать точечную сварку, потребуется выбрать трансформатор. Он может быть взят от микроволновки, мощностью не менее 1 кВт. В этом случае его показателей хватит для соединения металлов, толщиной до 1 мм. Чтобы сварка точечная получилась более мощной, можно использовать сразу несколько одинаковых деталей.
Для изготовления сварочного аппарата потребуется магнитопровод и первичная обмотка трансформатора. Также нужно извлечь вторичную обмотку. Действовать нужно крайне аккуратно, чтобы не повредить провода.
В процессе работы вторичную обмотку потребуется обновить. Для этого используется медный кабель, сечением 100 мм2 и более. В таком случае сила тока будет достигать 1000 А. Длина проводов должна быть небольшой – чем она меньше, тем ниже будет сопротивление.
В таком случае сила тока будет достигать 1000 А. Длина проводов должна быть небольшой – чем она меньше, тем ниже будет сопротивление.
В качестве электродов могут использоваться медные стержни. Их толщина зависит от характеристик провода. Если самодельный споттер обладает невысокой мощностью, то для его эксплуатации подойдут жала от паяльника.
Для управления аппаратом потребуются рычаги или выключатель. Чтобы подключить выключатель, его нужно соединить с цепью первичной обмотки. В противном случае деталь будет увеличивать сопротивление, а ее контакты начнут плавиться.
Прежде чем начать конструировать самостоятельно такой прибор, задумайтесь, стоит ли это затрачиваемых усилий и времени, ведь стоимость аппарата точечной сварки не столь велика. Более того, качественное оборудование будет выполнять свою работу исправно, без риска причинить вред вам и окружающим. Аппараты сделанные “кустарным” методом, могут выполнять свою работу некорректно, прожигать заготовки и даже взорваться.
Как выбрать аппарат для точечной сварки в интернет-магазине «Будмир»?
Самостоятельное изготовление сварочного аппарата требует наличия комплектующих и определенного опыта. Если всего этого нет, то в таком случае гораздо лучше купить споттер по низкой цене с доставкой в любую точку Украины.
Чтобы выбрать подходящее оборудование, нужно обратить внимание на следующие характеристики аппарата:
- потребляемая мощность – от этого параметра зависят возможности оборудования. Конечно, многим хочется купить мощный и максимально производительный аппарат. Однако помните: мощный споттер будет потреблять больше электроэнергии. Да и цена такого оборудования будет значительно выше;
- размеры и вес – сварочный аппарат не должен занимать много места. Для бытовых нужд можно купить точечную сварку, массой до 10 кг;
- страна-производитель – в почете среди клиентов интернет-магазина «Будмир» модели, выпущенные в Италии и Франции. Однако хотим заметить, что по своему качеству украинское оборудование вполне конкурентоспособно с импортными аналогами.


Если Вам необходимо качественное и долговечное оборудование для точечной сварки – обратитесь за консультацией к сотрудникам интернет-магазина «Будмир». Они помогут подобрать качественный аппарат, исходя из Ваших потребностей. В нашем каталоге Вы найдете широкий ассортимент споттеров, которые всегда есть в наличии на складе в Киеве. Заказывайте сварочные аппараты лучших мировых производителей у нас и убедитесь, что мы знаем толк в качественной технике.
Споттер своими руками: устройство, характеристики, схема сборки
Споттер – популярный у авторемонтников-кузовщиков аппарат, позволяющий выправлять вмятины на кузовных деталях автомобилей, подобраться к которым с обратной стороны затруднительно или невозможно без серьезной разборки. С помощью споттера методом точечной сварки к поврежденному участку приваривается крепежный элемент, за который и вытягивается вмятина. Споттеры промышленного изготовления широко представлены на рынке. Достаточно опытный мастер вполне может сделать споттер своими руками.
Достаточно опытный мастер вполне может сделать споттер своими руками.
Инвенторный споттер своими руками
Содержание
Споттер и его устройство
Споттер (spotter) – это аппарат для точечной сварки (tack welding). Действие его основано на явлении токового сопротивления. При пропускании электрического тока через точку сварки выделяется большое количество тепла, металл заготовок нагревается до температуры пластичности и заготовки свариваются друг с другом в этой точке. При этом применения сварочных материалов — плавящихся электродов, сварочной проволоки, флюсов и защитных газов не требуется. Нагрев (и остывание) происходят настолько быстро, что нагретый металл не успевает прореагировать с кислородом воздуха и окислиться.
Споттер состоит из следующих основных частей:
- корпус, в котором размещены электрические компоненты;
- кабель массы;
- сварочный пистолет с кабелем;
- остро заточенный электрод.
- Схема сборки споттера своими руками
- Устройство споттера
Применяются две основных конструкции споттеров: трансформаторная и инверторная.

Трансформаторный вариант вполне можно сделать своими руками. Инверторный включает в себят высокотехнологичные электронные компоненты, которые в условиях домашней мастерской изготовить проблематично.
Особенности применения споттера
Основные области применения устройства это:
- сварка тонкостенных деталей;
- рихтовка кузовных деталей без разборки корпуса или обивки.
Споттер чрезвычайно удобен там, где доступ к элементу с вмятиной невозможен или весьма затруднен. К элементу приваривается специальный крепеж, за который с помощью обратного молотка, талей или гидравлических домкратов и исправляется вмятина. У споттера также есть режим нагрева элемента для повышения его пластичности, в результате помятый металл возвращается в свою начальную форму.
Как работает споттер
К поврежденному участку, в центре вмятины точечной сваркой приваривается крепежный элемент. К нему крепится шток обратного молотка, опирающегося на корпус за пределами вмятины. Устройство тянет за шток, имитируя удар киянки с обратной стороны металла, куда нет доступа, и вмятина выправляется.
Устройство тянет за шток, имитируя удар киянки с обратной стороны металла, куда нет доступа, и вмятина выправляется.
Сделанный своими руками споттер должен иметь два основных режима работы:
- кратковременный, служащий для прикрепления ремонтной шайбы к поврежденному участку;
- постоянный — служащий для обычной точечной сварки угольным электродом.
Преимущества такого метода правки вмятин:
- Минимальные сопутствующие повреждения, наносимые корпусу и автомобилю в целом.
- Быстрота исправления повреждений по сравнению с частичной разборкой автомобиля.
Чтобы в полной мере получить эффект от этих преимуществ, важно при исправлении повреждений своими руками точно соблюдать требования технологии.
Функциональность споттеров серийных моделей
Прежде чем проектировать и изготавливать споттер своими руками, полезно будет изучить функциональность промышленных моделей. Они выполняют:
Они выполняют:
- сварку ремонтных шайб;
- сварку стержня, выправляющего вмятины тягой;
- нагрев металла для его осадки с помощью графитовых электродов;
- систему вентиляции и защиты от перегрева с включением после остывания.
- переключение между режимами постоянной работы для нагрева и кратковременным режимом для сварки
Аппараты из магазина отличаются надежностью и несложны в использовании и обслуживании. Специальная подготовка оператора такого аппарата не требуется, достаточно общих навыков сварочных и слесарных работ.
Характеристики споттеров выпускаемых серийно
Основные характеристики следующие:
- Параметры сети электропитания — 220 В 50 Гц.
- Потребляемая мощность — до 10 киловатт.
- Пиковый ток сварки — 1300 А.
- Напряжение в рабочей цепи — от 7 до 10 В.
- Длительность импульса, задаваемая таймером — от 0 до 1,2 сек.
- Переключение между режимами сварки и прогрева.
- Тяговое усилие с применением металлического электрода — до 100 кг.
- То же для монтажной шайбы — более 100 кг.

Эти параметры могут служить ориентиром и для аппаратов, собранных своими руками.
Методы работы со споттером
Принцип действия устройства по выпрямлению вмятин в тех местах кузова, подобраться к которым с обратной стороны без серьезной разборки обивки или конструкций и узлов автомобиля невозможно, основан на вытягивании вмятой области поверхности за временно приваренный крепеж — монтажную шайбу или металлический стержень. Создаваемое обратным молотком усилие направлено изнутри корпуса к внешней стороне вмятой поверхности, имитируя удары киянкой из недоступного места.
Споттер, сделанный своими руками, в работе
Технологический процесс можно разбить на следующие операции:
- Удалить с центра вмятого участка кузова краски, грунта и загрязнений — зачистить надо до голого металла.
- Подключить массу споттера к кузову автомобиля. Аккумулятор автомобиля должен быть отключен, а зажигание выключено, во избежание повреждения электрооборудования импульсами сварочного тока.
- Приварить точечной сваркой крепежные элементы к центру вмятины.
- Выправить вмятину, вытягивая металл за крепежный элемент.
- Скручивающим движением удалить крепеж с выравненной поверхности.
- Зачистить место крепления шайбы или электрода и подготовить кузовной элемент к окрашиванию.
Для работы со споттером, магазинным или сделанным своими руками, мастеру будет достаточно общих навыков сварочных и слесарных работ.![]() Необходимо выполнять требования производственной безопасности во избежание причинения вреда жизни и здоровью людей и повреждения материальных ценностей.
Необходимо выполнять требования производственной безопасности во избежание причинения вреда жизни и здоровью людей и повреждения материальных ценностей.
Схема для сборки самодельного споттера
Чтобы своими руками собрать самодельный споттер, сопоставимый по функциональности и характеристикам в покупным, потребуются навыки в области электромонтажных и слесарных работ. Нужны будут также знания в области схемотехники, чтобы прочитать и реализовать электрическую схему споттера
Схема споттера не слишком сложная, из нее можно понять, что основным узлом аппарата будет мощный сварочный трансформатор, первичная обмотка которого запитана от сети через диодный мостик.
220 вольт понижаются на малом трансформаторе и подаются на второй диодный мостик, далее — через замкнутый контакт селектора, управляющего импульсом, на электролитический конденсатор большой емкости, начинающий зарядку. Пока еще закрытый тиристор не пропускает ток на рабочий трансформатор. При переключении селектора подачи напряжение с конденсатора через переменный резистор поступит на тиристор, открывая его.
- Схема управления споттером
- Принципиальная схема споттера
Тиристор подключает к сети главный трансформатор, вторичная обмотка которого выдает на электрод мощный импульс силой ток до 500 А и длительностью от 0,1 до 0,5 сек, которая регулируется резистором. После разряда конденсатора тиристор закрывается, и рабочая цепь разрывается. После возврата переключателя в начальное состояние аппарат готов к следующему рабочему циклу.
Самостоятельно собрать электронную часть инверторного споттера в домашних условиях не получится, однако есть возможность собрать споттер из инвертора, взяв исправный инверторный блок.
Корпус самодельного споттера и остальные комплектующие
Коли уж решено делать споттер своими руками, то стоит позаботиться о надежном и прочном корпусе. Для несущего днища лучше взять массивную панель из не электропроводного материала, такого, например, как гетинакс. Размеры основы должны позволять разместить все основные узлы и детали, надежно их закрепить и в то же время оставить достаточно свободного места для охлаждения элементов. Лучше сначала прикинуть расположение элементов конструкции на эскизе, чем потом по три раза заново сверлить отверстия и перекручивать болты.
Размеры основы должны позволять разместить все основные узлы и детали, надежно их закрепить и в то же время оставить достаточно свободного места для охлаждения элементов. Лучше сначала прикинуть расположение элементов конструкции на эскизе, чем потом по три раза заново сверлить отверстия и перекручивать болты.
Корпус для споттера своими руками
Для защиты элементов конструкции от механических повреждений и загрязнений можно подобрать подходящий по размеру корпус от старой микроволновки, другого бытового устройства или от пришедшего в негодность сварочного аппарата. Последний будет иметь то преимущество, что у него уже есть разъемы для кабелей, переключатели и регуляторы на передней панели.
Для завершения комплектации споттера, сделанного своими руками, потребуется подобрать готовые или сделать самому:
- Сварочный пистолет.
- Кабели для массы и для электрода.
- инопуллер, или обратный молоток.
Споттер из сварочного пистолета
Чтобы не ошибиться с сечением кабеля, можно использовать мнемоническую формулу: на каждые 10 ампер пикового тока, выдаваемого прибором в рабочую цепь, понадобится 1 мм кв. сечения. Для уменьшения потерь тока и снижения эффективности устройства и качества сварки электродный кабель не стоит делать длиннее 2, 5, а массовый — длиннее у 1,5 м. Кабели также нужно оснастить надежными разъемами, под резьбовое крепление или быстросъемными. Массовый кабель можно снабдить мощным «крокодилом» для присоединения к корпусу автомобиля.
сечения. Для уменьшения потерь тока и снижения эффективности устройства и качества сварки электродный кабель не стоит делать длиннее 2, 5, а массовый — длиннее у 1,5 м. Кабели также нужно оснастить надежными разъемами, под резьбовое крепление или быстросъемными. Массовый кабель можно снабдить мощным «крокодилом» для присоединения к корпусу автомобиля.
Рабочий пистолет споттера
Сварочный пистолет является главным рабочим инструментом споттера. Для профессиональной деятельности с большими объемами работ надежнее будет купить пистолет в магазине, но для эпизодического использования вполне реально изготовить пистолет для споттера и своими руками.
В качестве донора запчастей часто берут клеевой пистолет или горелку от сварочного полуавтоматического устройства. Тем, кто считает, что должен сделать весь споттер своими руками, или просто любителям выпиливать понравится идея собрать пистолет из пары симметричных заготовок из толстой гетинаксовой а или текстолитовой пластины. В одной заготовке размещается паз для кронштейна, держащего электрод. В другой удобно расположить светодиод подсветки рабочей зоны и триггер подачи импульса.
В одной заготовке размещается паз для кронштейна, держащего электрод. В другой удобно расположить светодиод подсветки рабочей зоны и триггер подачи импульса.
Кронштейн — одна из самых ответственных частей. Его изготавливают из квадратного или прямоугольного медного профиля, а для электрода берут медный стержень диаметром 0,8- 1,0 см.
Присоединить электрод к аппарату имеет смысл применить готовым сварочным кабелем (совмещенным с контрольным, имеющим не менее пяти жил по 0,8-1,2 кв. мм сечением). Три из них соединяются с триггером подачи импульса, вынесенным на рукоятку, а два служат для питания подсветки. Оконечность кабеля следует залудить и распаять в отверстии кронштейна.
Инопуллер обратный молоток для самодельного споттера
Умельцу, изготовившему споттер своими руками, будет вполне по плечу сделать обратный молоток. Магазинные инопуллеры стоят дорого, так что затраченное время должно окупиться.
Магазинные инопуллеры стоят дорого, так что затраченное время должно окупиться.
Главным донором деталей выступит монтажный пистолет для герметика, жидких гвоздей и прочего в тубах по 310 мл. Ту часть пистолета, куда вкладывается туба, нужно срезать болгаркой или ножовкой, понадобится только механизм подачи штока и рукоятка. На оставшуюся площадку привариваем на равных расстояниях друг от друга три расходящиеся под небольшим углом прутка или арматуры диаметром 0,6- 1,0 миллиметра — это и будут упорные стойки обратного молотка. Тот же материал пойдет на кольцо диаметром около 10 см, к которому надо приварить концы упорных стоек. Кольцо следует тщательно зачистить и обмотать скотчем или плотной бечевкой, чтобы предотвратить как приваривание кольца к ремонтируемой поверхности, так и ее дополнительное механическое повреждение.
Шток следует обрезать с двух сторон, с одной приварить к нему болт с двумя гайками. Это будет клемма для кабеля, ведущего к стопперу. Другую сторону, ту, где был упор для тубы, надо заострить на точильном камне так, чтобы диаметр плоского кончика составлял примерно 3 миллиметра. Даже не очень опытный домашний мастер выполнит такое задание своими руками за пару — тройку часов, разумеется, при наличии необходимых инструментов и оснастки.
Последний момент в комплектации споттера — это монтажные шайбы, крепеж, привариваемый к выпрямляемой поверхности точечной сваркой.
Делаем споттер из сварочного аппарата
Описанный выше способ производства споттера своими руками хорош, когда под рукой есть готовый сварочный трансформатор. Простейшая схема его использования не содержит тиристорного коммутатора, а подача импульса осуществляется замыканием контактов кнопки в цепи первичной обмотки трансформатора. Схема отличается простотой и надежностью конструкции, не имеет недостаток — высокое напряжение придется подавать на рукоятку пистолета, что небезопасно.
Схема отличается простотой и надежностью конструкции, не имеет недостаток — высокое напряжение придется подавать на рукоятку пистолета, что небезопасно.
Промежуточный по сложности способ подключения — кнопка замыкает низковольтную цепь обмотки электромагнитного реле, которое и коммутирует высокое напряжение. Управление длительностью импульса в этих вариантах осуществляется на глаз. Для получения качественной сварки таким аппаратом оператор должен приобрести большой практический опыт.
Домашние мастера делятся своим опытом изготовления споттеров из микроволновок и даже из автомобильных аккумуляторов, снабженных стартерным реле, которое и управляет подачей рабочего импульса. Дорабатывают умельцы и сварочные инверторы и даже делают споттер своими руками из сварочного аппарата-полуавтомата. Однако в последнем случае стоимость исходного устройства — донора настолько высока, сэкономить, сделав споттер своими руками, уже не получится. Проще будет за эти деньги приобрести споттер фабричного производства.
Однако в последнем случае стоимость исходного устройства — донора настолько высока, сэкономить, сделав споттер своими руками, уже не получится. Проще будет за эти деньги приобрести споттер фабричного производства.
Как сваривать детали с помощью споттера
Точечная сварка споттером
Технология сварки при посредстве споттера разбивается на следующие этапы:
- Центральная часть вогнутого участка поверхности зачищается до голого металла и обезжиривается.
- К корпусу автомобиля присоединяется кабель массы.
- В центре вмятины размещаются крепежные элементы — монтажные шайбы или сам электрод.
- Дается необходимое число сварочных импульсов, чтобы надежно приварить крепеж.
- Вогнутый участок вытягивается обратным молотком или талями.
- Крепежные элементы удаляются с поверхности скручивающими движениями.
- Выправленная поверхность тщательно зачищается и готовится к шпатлевке.
Куплен ли споттер в магазине или собран своими руками, он будет вам верным помощником в кузовных работах, особенно в тех случаях, когда к вмятине не подобраться с обратной стороны.
Как сделать споттер из двух трансформаторов микроволновки: советы
Автор Andrey Ku На чтение 4 мин Опубликовано
Для ремонта автомобильного кузова используются различные приспособления. Одно из них — это споттер. Необязательно его покупать. Можно делать споттер из двух трансформаторов микроволновки.
Содержание
- Как работает споттер
- Выбор деталей
- Трансформаторы
- Тиристоры и диоды
- Конденсаторы и резисторы
- Изготовление споттера
- Изготовление трансформаторов
Как работает споттер
Принцип работы этого устройства напоминает аппарат точечной сварки. Этот вид сварки называется “сварка сопротивлением”:
- “масса” споттера закрепляется зажимом на кузове;
- в необходимом месте прижимается рабочий инструмент, к которому подключен электрод;
- повторно-кратковременно включается сварочный ток;
- место сварки нагревается до температуры, на 10% меньше температуры плавления;
- после остывания рабочий инструмент “прилипает” к кузову.

В качестве рабочего инструмента используются шайбы, крючки, обратные молотки и другие элементы. После завершения работы эти детали отламываются от основания.
Важно! Место контакта необходимо зачистить наждачной бумагой.
Для уменьшения длины кабелей и потерь в них, электрическая схема аппарата находится в корпусе, рядом с местом сварки. Собрать ее можно из двух старых трансформаторов, в том числе взятых из вышедших из строя микроволновых печей, и нескольких дополнительных деталей.
Электрическая схема этого устройства работает следующим образом:
- напряжение сети подается на первый понижающий трансформатор;
- пониженное напряжение подается на диодный мост, где оно преобразуется из переменного в постоянное;
- через переключатель выпрямленное напряжение заряжает конденсатор;
- при включении режима сварки реле отключает конденсатор от диодного моста и включает в цепь управления тиристора;
- открывшийся тиристор подключает к сети второй трансформатор, имеющий низковольтную обмотку из 2-3 витка из кабеля сечением 50 мм²;
- после разрядки конденсатора тиристор закрывается, и сварка прекращается.
- после разрядки емкости и отключения кнопки “Импульс”цикл повторяется.

Важно! Длительность и величина импульса сварочного тока зависит от емкости конденсатора и параметров резистора.
Выбор деталей
Схема состоит из нескольких деталей. От их выбора зависит надежность и работа аппарата.
Трансформаторы
Эти аппараты берутся готовые или перематываются старые, взятые из б/у микроволновок и другой аппаратуры:
- Обеспечивает работу схемы и заряд конденсатора. Питает электросхему напряжением 12В. Его мощность значения не имеет.
- Через его первичную обмотку разряжается конденсатор, а вторичная создает импульс сварочного тока. Обеспечивает работу сварочного инструмента. Во вторичной обмотке 2-3 витка кабеля или толстой шины.
Выбор трансформатора СВЧ для споттера производится по мощности – чем она выше, тем более мощным получается устройство.
Тиристоры и диоды
Тип тиристора может быть любым. Единственное требование – ток не менее 50А и напряжение не менее 300В. Параметры диодов, питающих рабочий инструмент, и режим работы аналогичные. Поскольку аппарат работает в импульсном режиме, диоды и тиристоры на радиаторы не устанавливаются.
Единственное требование – ток не менее 50А и напряжение не менее 300В. Параметры диодов, питающих рабочий инструмент, и режим работы аналогичные. Поскольку аппарат работает в импульсном режиме, диоды и тиристоры на радиаторы не устанавливаются.
Вместе эти элементы составляют тиристорный ключ. Вместо тиристора и мощных диодов допускается применение симистора с теми же рабочими параметрами.
Диодный мост, питающий конденсатор, изготавливается из любых маломощных диодов, например, 226Б.
Информация! Хотя сеть считается 220В, это действующее значение напряжения синусоидальной формы. Расчет параметров диодов и тиристоров производится по максимальному значению синусоиды, которое больше в √3 и составляет 308В.
Конденсаторы и резисторы
Переменное сопротивление регулирует величину сварочного тока. Регулировка силы и продолжительности сварочного импульса производится управлением угла открытия тиристора. Для этого служит переменный резистор. Его величина составляет 100Ом. Поскольку он находится в цепи управления тиристора, ток, текущий через него минимален и составляет несколько миллиампер. Поэтому мощность резистора значения не имеет.
Поскольку он находится в цепи управления тиристора, ток, текущий через него минимален и составляет несколько миллиампер. Поэтому мощность резистора значения не имеет.
Конденсатор электролитический, емкостью не менее 1000мкФ, с рабочим напряжением более 25В.
Изготовление споттера
Сделать споттер из трансформатора от микроволновки можно самостоятельно. Рабочий инструмент изготавливается исходя из конкретных задач или приобретается в магазине. Электрическая часть собирается в любом подходящем металлическом корпусе, там же устанавливаются выключатели и регулятор сварочного тока.
В стенках сверлятся отверстия Ø10-20мм для охлаждения, сверху крепится ручка для переноски, а сбоку устанавливаются клеммы для подключения “массы” и электрода. На лицевой панели желательно установить индикаторы сети и работы, а также амперметр, для контроля величины сварочного тока.
Изготовление трансформаторов
В электрической схеме споттера используются два трансформатора. Их можно взять от старых СВЧ-печей.
Их можно взять от старых СВЧ-печей.
Вторичная обмотка трансформатора №1 перематывается на напряжение 12В или используется без переделки.
Переделывать необходимо трансформатор №2:
- Удаляется вторичная катушка. Если она намотана отдельно от первичной, то витки срезаются ножовкой по металлу, а для разматывания обмотки, намотанной сверху на первичную, устройство необходимо полностью разобрать.
- После удаления вторичной обмотки аппарата наматывается сварочная катушка. Она состоит из 2-3 витков кабеля сечением 50мм². Между первичной и вторичной обмотками прокладывается лакоткань или другой аналогичный материал.
- Аппарат собирается и устанавливается в корпус. Вывода подключаются к клеммам.
Для увеличения силы тока сварки допускается использовать два одинаковых устройства, включенных в параллельную работу.
Совет! Для повышения надежности на концы силовых обмоток напрессовываются наконечники, а все соединения выполняются болтами.
Споттер, сделанный своими руками, способен заменить дорогое покупное устройство.
Дуговая сваркаи точечная сварка: в чем разница?
Все мы слышали о сварке — так люди склеивают куски металла. Существует множество технических названий для различных видов сварки; они имеют тенденцию работать вместе. Двумя наиболее обсуждаемыми стилями сварки являются дуговая сварка и точечная сварка. Какая разница между двумя? Дуговая и точечная сварка так сильно отличаются?
В чем разница между дуговой сваркой и точечной сваркой? Дуговая сварка использует электрическую дугу — большую искру — для нагрева и сплавления металла, включая присадочный металл. Точечная сварка использует электрическое сопротивление — протекание тока — для соединения деталей без наполнителя.
Иными словами, дуговая сварка подобна молнии, а точечная сварка подобна электрической плитке. Различные способы нагрева металла дают каждому процессу сильные и слабые стороны, которые подходят для разных ситуаций. Давайте более подробно рассмотрим каждый процесс сварки, чтобы понять, как он работает, что он может, а что нет.
Давайте более подробно рассмотрим каждый процесс сварки, чтобы понять, как он работает, что он может, а что нет.
Содержание
Два типа сварки
Вот краткий обзор двух типов сварки:
| Item | Arc Welding | Spot Welding | ||
|---|---|---|---|---|
| Power source | Electricity – arc | Electricity – resistance | ||
| Filler rod | Matches base metal | None | ||
| Shielding needed? | Да, флюс или газ | Нет | ||
| Длина сварного шва | Определяется пользователем | Мелкие пятна | ||
| Толщина металла | Любые | Очень тонкие | ||
| Стыковые соединения возможны | Edge to Edge, Edge To Middle | Середина до середины | ||
| Время сварки | Определились с помощью пользователя и машины | Менее, чем второе | , определяемые пользователем и машиной | Менее, чем вторая, | . |
| Best for | Оборудование для ручного изготовления | Быстрые, воспроизводимые сварные швы листового металла | ||
| Защитное снаряжение | Сварочная маска, сварочные перчатки, огнеупорная одежда | Основные меры безопасности в цеху – защитные очки и (возможно) перчатки |
Что такое сварка?
Сварка – это процесс соединения металлических деталей путем плавления их под действием тепла. Сварщики плавят металл, заставляя две части течь вместе. Это все равно, что положить пару частично растаявших кубиков льда в чашке обратно в морозильник.
Через пару часов у вас будет один кусковой лед вместо двух. Дуговая и точечная сварка используют электричество для нагрева металла, в результате чего часть двух частей плавится, сливается и сплавляется.
На протяжении многих лет люди использовали различные методы нагрева металла для сварки. Сварочные процессы с использованием электричества стали популярными, поскольку они безопасны, эффективны и просты в использовании.
Сварочные процессы с использованием электричества стали популярными, поскольку они безопасны, эффективны и просты в использовании.
Электрические розетки есть почти везде, и электричество не грозит сжечь ваш магазин, если вы им неправильно воспользуетесь. Дуговая и точечная сварка используют электричество; это практически единственное их сходство.
Связанное чтение: Сварщики хорошо зарабатывают? | Самые высокооплачиваемые сварочные работы
Дуговая сварка
Дуговые сварщики пропускают электрический ток через электрод, через воздух в виде искры, через металлическую заготовку и обратно к сварочному аппарату.
Искра создает невероятное тепло, которое плавит как основной металл проекта, так и присадочный стержень . Расплавленный металл из заготовок и присадочной проволоки смешивается, охлаждается и затвердевает в единое целое.
Сильный нагрев дуги может вызвать вредные химические реакции в металле. Газы в воздухе, особенно кислород и водород в воде, вступают в реакцию с горячей сварочной ванной, в результате чего сварной шов становится хрупким или даже растрескивается.
Газы в воздухе, особенно кислород и водород в воде, вступают в реакцию с горячей сварочной ванной, в результате чего сварной шов становится хрупким или даже растрескивается.
Чтобы предотвратить это, в процессах дуговой сварки используется некоторая форма экрана, который защищает сварной шов, пока он находится в расплавленном состоянии. Самая большая разница между процессами дуговой сварки заключается в способе защиты сварного шва.
Связанное чтение: 5 основных преимуществ дуговой сварки по сравнению с газовой сваркой
Дуговая сварка в защитном металле (SMAW)
Примечание: мы начинаем эти разделы с официального названия, данного методу сварки American Сварочное общество. Это группа, которая устанавливает стандарты и спецификации для профессионалов в области сварки. После того, как формальное имя убрано, мы используем наиболее распространенное имя для процесса.
SMAW — это тип сварки, с которым вы, вероятно, знакомы лучше всего. Ее также называют «сварка стержнем» и «дуговая сварка». Эти сварщики используют полоску присадочного металла, покрытую флюсом. Флюс представляет собой комбинацию химических веществ, которые сгорают при зажигании дуги, образуя газы, защищающие сварной шов.
Ее также называют «сварка стержнем» и «дуговая сварка». Эти сварщики используют полоску присадочного металла, покрытую флюсом. Флюс представляет собой комбинацию химических веществ, которые сгорают при зажигании дуги, образуя газы, защищающие сварной шов.
Некоторые типы электродов также образуют шлак – твердое покрытие на сварном шве, защищающее валик. После завершения сварки шлак должен быть сколот. Это не имеет большого значения для небольших проектов, но может стать проблемой, если вы свариваете часами.
Аппараты для сварки электродом недороги, универсальны и работают на открытом воздухе так же, как и в помещении. Сварочные аппараты также справляются со ржавчиной, коррозией и грязным металлом лучше, чем другие сварочные аппараты . Это делает сварку стержнем любимцем фермеров, механиков и других людей, занимающихся ремонтом старых машин.
Сварка SMAW имеет некоторые недостатки. Научиться этому может быть сложно — сварщики шутят, что это называется сварка «стержнем» из-за того, как часто электрод приваривается к заготовке.
Научиться этому может быть сложно — сварщики шутят, что это называется сварка «стержнем» из-за того, как часто электрод приваривается к заготовке.
Сварные швы имеют тенденцию быть менее привлекательными, чем другие методы. Наконец, сварка SMAW лучше всего работает с железом и сталью. Возможность сварки алюминия, нержавеющей стали и более экзотических металлов ограничена аппаратами для сварки электродом.
Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом чаще всего называется сваркой металлов в среде инертного газа или MIG. Сварщики MIG обдувают сварной шов постоянным потоком защитного газа. Они используют ручной пистолет, который обеспечивает непрерывную подачу тонкой проволоки для присадочного металла, одновременно обдувая валик защитным газом.
Наиболее распространенными защитными газами являются двуокись углерода, аргон и смеси этих двух газов. Аргон обеспечивает более чистый сварной шов, более глубокое проплавление и позволяет работать при более низких напряжениях, что отлично подходит для очень тонкого металла.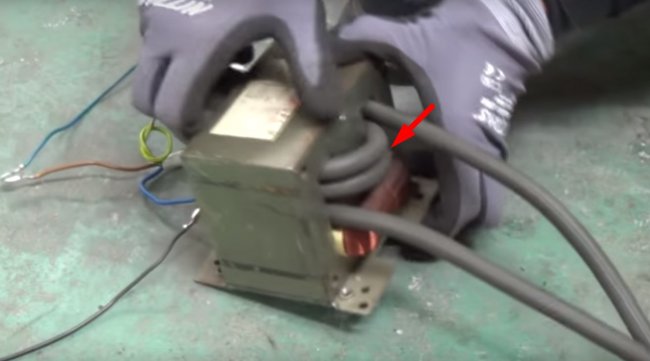 Углекислый газ дешевле, а баллон служит дольше. Правильный выбор газа зависит от целей проекта и вашего бюджета.
Углекислый газ дешевле, а баллон служит дольше. Правильный выбор газа зависит от целей проекта и вашего бюджета.
Сварка MIG популярна, потому что это самый простой процесс сварки, который позволяет вам работать быстрее. Непрерывная подача проволоки означает, что вам не нужно останавливать сварку, чтобы взять новый присадочный стержень каждый раз, когда вы наложили шесть дюймов валика.
Вам также не нужно счищать шлак с борта. Вы можете поддерживать дугу, пока вы и рабочий цикл вашего сварочного аппарата держитесь.
Пример газометаллической дуговой сварки GMAW Из-за механизма подачи проволоки и оборудования для подачи газа, Установки MIG, как правило, дороже, чем аппараты для ручной сварки . Есть гораздо больше движущихся частей и гораздо больше расходных материалов, которые нужно покупать и отслеживать. Машины также немного сложнее настроить, потому что вы должны правильно настроить поток газа в дополнение к настройке дуги.
Сварочные аппараты MIG также плохо работают на открытом воздухе, поскольку защитный газ сдувается ветром. Если вы хотите сваривать MIG снаружи, необходимо установить какое-нибудь ветровое стекло, чтобы вы могли работать в месте с неподвижным воздухом. Это не невозможно, но усложняет работу.
Дуговая сварка с флюсовой проволокой (FCAW)
Сварочные аппараты с флюсовой проволокой представляют собой нечто среднее между аппаратами для сварки MIG и электродуговой сварки. Они используют устройство подачи проволоки сварочного аппарата MIG, но проволока содержит флюс, как стержневой электрод. Эти сварочные аппараты сочетают в себе скорость и точность сварочного аппарата MIG с простым защитным механизмом аппаратов для сварки электродом. Многие аппараты MIG также позволяют выполнять сварку под флюсом.
FCAW — полезный процесс для сварки на открытом воздухе, но для смены типа электрода требуется больше времени. Это лучше всего подходит для выполнения повторных сварных швов одного и того же типа на открытом воздухе.
Дуговая сварка вольфрамовым электродом (GTAW)
Дуговая сварка вольфрамовым электродом обычно называется сваркой вольфрамовым электродом в среде инертного газа или TIG. Сварка ВИГ является наиболее гибким процессом дуговой сварки; он предлагает полный контроль над каждой переменной в процессе сварки. Сварщики TIG требуют тщательной очистки сварного шва. Это также самый медленный процесс и самый сложный в освоении. Если все сделано правильно, получится красивая бусина, похожая на стопку десятицентовиков. Сделано неправильно, это делает беспорядок.
Пример дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW)При сварке TIG используется неплавящийся вольфрамовый электрод для создания дуги. Наконечник, удерживающий электрод, также подает инертный газ на сварной шов.
Аргон и гелий являются наиболее популярными защитными газами. При сварке TIG оператор зажигает дугу, удерживая электрод в одной руке, а затем наносит присадочный металл палочкой, которую держит в другой руке.
Как и при сварке MIG, сварочные аппараты TIG не подходят для работы на открытом воздухе, поскольку защитный газ выдувается. Лучшая установка для сварки TIG включает в себя верстак и табурет.
Сварка TIG двумя руками делает поддержку и комфорт незаменимыми. Нельзя опираться на одну руку и сваривать другой — оба все время в работе.
Сварочные аппараты TIG прекрасно подходят для сварки простого железа и стали, но они действительно эффективны при сварке экзотических металлов. Вольфрамовый электрод производит самую горячую дугу из всех сварочных процессов, что помогает сварному шву проникать в алюминий, медь и другие трудно свариваемые металлы.
Безопасность дуговой сварки
Интенсивное тепло и свет от дуговой сварки могут быть опасны. Всякий раз, когда вы выполняете дуговую сварку, вы должны носить надлежащее защитное оборудование. Дуговые сварщики — это не шутки — они могут нанести серьезный ущерб, если вы не подойдете.
- Сварочные маски защищают ваши глаза и лицо во время сварки. Сварочные маски настолько темные, что через них ничего не видно, если только вы не сварите. Солнцезащитные очки или темные очки здесь не подойдут — необходимо иметь сварочную маску. Маски лучше, чем очки, потому что они также защищают вашу кожу. Сварочная дуга может дать вам солнечный ожог, если вы не будете осторожны.
- Сварочные перчатки представляют собой тяжелые кожаные перчатки с подкладкой из ткани. Они как прихватки на стероидах. Свежесваренная сталь слишком горячая, чтобы с ней можно было работать в простых перчатках — вам нужна дополнительная прокладка, чтобы сделать горячую сталь терпимой. Даже в сварочных перчатках ваши руки могут нагреться. Без них вы бы сожгли пальцы дотла.
- Также необходима огнеупорная одежда . Дуговая сварка выбрасывает искры, которые могут вызвать пожар. Как минимум, вам понадобится тяжелая хлопковая одежда, например, джинсовая или хлопковая. Профессиональные сварщики носят одежду из кожи или хлопка, обработанных для повышения огнестойкости. Избегайте синтетических волокон — они пластиковые, и искры сварки проплавят в них дыры.
- Кожаные сапоги также необходимы сварщикам. Профессионалы предпочитают ковбойские сапоги шнуровке, потому что шнурки рано или поздно перегорают. Если вы должны носить шнурки, выбирайте кожу — она огнестойкая. Кроссовки и походные ботинки не подходят для сварки, потому что они имеют вставки из синтетического волокна, которые могут расплавиться.
- Сварочная шапочка или повязка на голову не требуются, но хорошо иметь что-то, чтобы пот не стекал по лицу. Сварка — горячая работа, и в маске и перчатках нельзя вытирать лицо.
 Профессиональные сварщики носят одежду из кожи или хлопка, обработанных для повышения огнестойкости. Избегайте синтетических волокон — они пластиковые, и искры сварки проплавят в них дыры.
Профессиональные сварщики носят одежду из кожи или хлопка, обработанных для повышения огнестойкости. Избегайте синтетических волокон — они пластиковые, и искры сварки проплавят в них дыры.Дополнительная литература : Средства индивидуальной защиты для сварщиков – СИЗ | Перечень и требования
Проекты дуговой сварки
Сварочные аппараты для дуговой сварки лучше всего работают на кромках металла. При дуговой сварке используются пять стандартных соединений; каждый включает по крайней мере одно ребро.
При дуговой сварке используются пять стандартных соединений; каждый включает по крайней мере одно ребро.
- Стыковые соединения состоят из двух металлических частей, соединенных встык или встык. В результате получается единая плоская поверхность. Сварной шов следует вдоль шва, где соединяются две детали. Сварка может быть выполнена с одной стороны или с обеих сторон.
- Угловые соединения состоят из двух частей, соединенных на концах с помощью уголка. Кончик цельного упирается в плоскую сторону другого, но одним концом. В результате получается угол, отсюда и название соединения.
- Т-образные соединения аналогичны угловым соединениям, за исключением того, что они находятся в середине одной детали. Результат выглядит как буква Т, конец одной части которой соединен с плоской стороной другой. Тройниковые соединения обычно свариваются с обеих сторон соединения, если только металл не очень тонкий.
- Краевые соединения включают два куска металла, которые плотно прилегают друг к другу с выровненными краями. Бусина проходит по краю, чтобы соединить две части в одну.
- Соединение внахлестку представляет собой нечто среднее между стыковым и краевым соединением. Две соединяемые детали слегка перекрывают друг друга. Делаются два сварных шва, по одному с каждой стороны. Каждая бисеринка проходит по краю одной детали, сливаясь с плоской стороной другой детали.
 Бусина проходит по краю, чтобы соединить две части в одну.
Бусина проходит по краю, чтобы соединить две части в одну.Дуговая сварка отлично подходит для соединения больших кусков металла. Трубы, конструкционный металл и листовой металл соединяются, как во сне, при дуговой сварке. Вы можете работать с любым материалом от шестнадцатого калибра до такой толщины, с которой справится ваш сварщик. Где дуговая сварка борется, так это при сварке тонких листов металла.
Сварочные аппараты MIG лучше всего подходят для дуговой сварки листового металла калибра двадцать четыре или меньше, но тепло от любой дуги вызывает проблемы с листовым металлом.
Пример кромочного соединения Тепло, необходимое для создания дуги – любой дуги – проникает в листовой металл достаточно глубоко, чтобы расплавить отверстие в листе. Скопление тепла вокруг стыка также вредно для листового металла, вызывая его деформацию и обесцвечивание. Если вы соединяете большое количество листового металла, необходим другой процесс. Войдите в контактную сварку.
Скопление тепла вокруг стыка также вредно для листового металла, вызывая его деформацию и обесцвечивание. Если вы соединяете большое количество листового металла, необходим другой процесс. Войдите в контактную сварку.
Сварка сопротивлением
Когда вы пропускаете электрический ток через любой кусок металла, он нагревается. Это основная предпосылка электрических плит и духовок, обогревателей и некоторых обогревателей HVAC. Что означает «достаточно», зависит от типа металла и толщины детали. Если вы пустите ток, тепло может расплавить металл.
Сварщики сопротивлением используют это явление для соединения металлических деталей. Сварщики точечной сварки сжимают две металлические детали вместе, а затем пропускают электрический ток через металл, в результате чего листы нагреваются и плавятся. Точечная сварка чаще всего используется в производстве изделий, требующих большого количества листового металла, таких как панели кузова автомобиля и блоки HVAC.
Точечная сварка лучше всего подходит для очень тонких листов. Более толстые куски металла нагреваются дольше. Тепло, необходимое для плавления толстого металла, также рассеивается по металлу при нагревании, вызывая его деформацию. Тонкие листы будут нагреваться, плавиться и сплавляться до того, как нагреется остальная часть изделия.
Более толстые куски металла нагреваются дольше. Тепло, необходимое для плавления толстого металла, также рассеивается по металлу при нагревании, вызывая его деформацию. Тонкие листы будут нагреваться, плавиться и сплавляться до того, как нагреется остальная часть изделия.
В отличие от дуговой сварки, при точечной сварке не используются присадочные стержни; стык — это просто два листа, слитых вместе. Поскольку тепло проходит через листы от плоскости к плоскости, точечная сварка работает на внутренних стыках — вы можете соединить середину с серединой. Предел того, насколько глубоко может работать аппарат для точечной сварки, — это длина двух рычагов сварочного аппарата. Если руки могут дотянуться, точечный сварщик сделает соединение.
Безопасность при точечной сварке
Приборы для точечной сварки также безопаснее, чем при дуговой сварке. Вы все равно должны носить защитные очки, хотя стандартные магазинные очки подойдут. Сварщики точечной сварки могут выбрасывать искры, но не производят такого интенсивного света, как дуговая сварка. Также вам понадобятся перчатки. Свежие сварные швы горячие и могут гореть, но тепло меньше, чем у дуговой сварки. Также хорошо иметь перчатки при работе с листовым металлом, потому что он может порезаться, если вы не будете осторожны.
Также вам понадобятся перчатки. Свежие сварные швы горячие и могут гореть, но тепло меньше, чем у дуговой сварки. Также хорошо иметь перчатки при работе с листовым металлом, потому что он может порезаться, если вы не будете осторожны.
Другие процессы сварки
Существует несколько других способов сварки, с которыми вы можете столкнуться. Некоторые из этих методов не используют электричество, что делает их подходящими для удаленных мест. Другие находятся на переднем крае сварочных технологий. У них обычно есть другие недостатки, которые делают их специализированными методами, а не процедурами общего использования, такими как дуговая и точечная сварка.
Газовая сварка
Этот процесс, также называемый газокислородной или кислородно-ацетиленовой сваркой, использует горящие газы для нагревания металла. Оксиацетилен является наиболее распространенным соединением кислорода с ацетиленом. В нем используются те же резервуары и регулятор, что и в резаке, но с другой головкой. Сварщик нагревает куски металла до тех пор, пока они не расплавятся и не сольются вместе без наполнителя.
Сварщик нагревает куски металла до тех пор, пока они не расплавятся и не сольются вместе без наполнителя.
Газовая сварка хороша для ремонта, когда у вас нет доступа к электричеству, но сварные швы обычно выглядят непривлекательно. Соединения часто содержат внутренние напряжения, из-за чего они слабее, чем другие сварные соединения. Тем не менее, это отлично подходит для фермеров, лесозаготовителей и других людей, которые работают с тяжелой техникой на улице.
Как вы могли догадаться, кислородно-ацетиленовая сварка может быть опасной — вы размахиваете горелкой, достаточно горячей, чтобы резать сталь. Вы можете легко разжечь огонь ацетиленовой горелкой. Этот процесс сварки также приводит к образованию дыма, поэтому важно проводить сварку в хорошо проветриваемом помещении.
Сварка энергетическим лучом
Эти сварочные аппараты используют для сварки высокоэнергетический лазер или электронные лучи. Необходимое оборудование стоит дорого, поэтому эти процессы обычно ограничиваются заводскими средами с большими объемами. У большинства обычных сварщиков никогда не будет возможности использовать эти космические аппараты.
У большинства обычных сварщиков никогда не будет возможности использовать эти космические аппараты.
Плазменная сварка
Плазменная сварка похожа на сварку ВИГ, но использует вольфрамовый электрод и защитный газ. Аппараты плазменной сварки перегревают защитный газ, в результате чего дуга становится более горячей и сфокусированной. Плазменные сварочные аппараты обеспечивают глубокое проплавление и очень узкий валик. Они отлично подходят для точной сварки, но это оборудование дорогое и более сложное в использовании, чем сварка TIG.
Кузнечная сварка
Самый старый процесс сварки называется кузнечной сваркой. Вы берете два куска металла, покрываете стык флюсом, снова нагреваете куски и сбиваете их вместе. Кузнецы кузнечно сваривают металл столько же, сколько люди работают с железом. Это низкотехнологично, трудоемко и сложно, но это работает. Сегодня кузнечная сварка обычно ограничивается изготовлением заготовок из дамасской стали для ножей.
Какой сварочный аппарат вам подходит?
У каждого процесса сварки есть сильные и слабые стороны. Есть работы, где блестит, и есть работы, где воняет. Подумайте о проектах, над которыми вы хотите работать больше всего, и найдите сварщика, который подходит для этого. Вот несколько сценариев, которые вы можете увидеть:
Есть работы, где блестит, и есть работы, где воняет. Подумайте о проектах, над которыми вы хотите работать больше всего, и найдите сварщика, который подходит для этого. Вот несколько сценариев, которые вы можете увидеть:
- Ремонтные работы на ржавом, грязном, окрашенном или другом труднодоступном оборудовании. Сварочные аппараты отлично подходят для ремонтных работ; Ваш выбор электрода может помочь проникнуть в мусор и добраться до хорошего металла. Если вы выполняете много ремонтных работ снаружи, кислородно-ацетиленовая установка будет намного дешевле, чем полноценный аппарат для дуговой сварки на газе.
- Сборочные работы на более толстых стальных трубах, уголках и трубах квадратного сечения. Если вы строите что-то с нуля, обратите внимание на машину MIG. Они просты в эксплуатации, обеспечивают хорошие сварные швы и хорошо соединяют конструкционную сталь. Лучше всего они работают в магазине. Если вы строите снаружи, вероятно, лучше использовать сварочный аппарат.
- Мебель и декоративные элементы требуют хорошо выглядящих сварных швов. Вот где блестят сварщики TIG. Для освоения требуется некоторая работа, но вы получите наиболее привлекательные сварные швы при установке TIG. Сварочные аппараты MIG также могут быть хороши для мебели, но TIG здесь является королем.
- Сварка алюминия, нержавеющей стали и экзотических металлов лучше всего подходит для установки TIG. Высокая температура и гибкое использование присадочных стержней делают TIG единственным способом, если большая часть вашей работы связана с металлом, отличным от обычного железа и стали.
- Листовой металл лучше всего подходит для точечной сварки. Вы не получите сверхпрочной прочности дуговой сварки, но в любом случае листовой металл не так прочен, как конструкционная сталь. Сварочные аппараты для точечной сварки недороги в покупке, настройке и эксплуатации.

 com
comУстановка цеха
Мы все хотели бы иметь цех, представляющий собой стальное здание размером 30×36 с множеством розеток на 110 и 220 вольт. Если это то, что у вас есть, купите любой сварочный аппарат, который вы хотите. Если ваше пространство ограничено, вам придется подумать о том, какой сварочный аппарат вам подойдет.
Оба аппарата для дуговой и точечной сварки доступны в моделях на 110 и 220 В . Сварочные аппараты на 220 вольт могут работать с более толстым металлом и имеют более длительные рабочие циклы. Использование только сварочных аппаратов на 110 вольт ограничивает размер проекта, которым вы можете управлять.
Если вы ограничены в пространстве, лучшим выбором может стать точечная сварка. Они более компактны и ограничены небольшими проектами.
Обратите внимание на вентиляцию . Сварочные аппараты для точечной сварки не выделяют дыма при их использовании. Дуговая сварка может выделять дым, особенно если вы свариваете окрашенный или грязный металл. Если в вашем магазине ограниченная вентиляция, используйте точечный сварочный аппарат.
Если в вашем магазине ограниченная вентиляция, используйте точечный сварочный аппарат.
Связанные материалы: Респираторы для сварки оцинкованной стали | Опасности при сварке Защита органов дыхания
Заключение
Дуговая сварка и точечная сварка имеют сходства и различия. Оба используют электричество для нагрева и соединения металла. Дуговые сварщики используют искры для расплавления основного металла и присадочного стержня, а точечные сварщики используют электрическое сопротивление основного металла для нагрева и сплавления деталей.
Сварочные аппараты для дуговой сварки проникают глубоко, а точечные сварщики лучше всего подходят для тонких листов металла . Для дуговой сварки требуется кромка для создания сварного шва, в то время как точечная сварка отлично работает в середине детали. Сварочные аппараты точечной сварки работают как есть, в любых условиях. Для дуговой сварки требуются присадочные стержни и (возможно) защитные газы. Некоторые виды дуговой сварки требуют, чтобы вы находились внутри для достижения наилучших результатов.
Некоторые виды дуговой сварки требуют, чтобы вы находились внутри для достижения наилучших результатов.
Если вы заинтересованы в работе с листовым металлом или ваша мастерская сильно ограничена, обратите внимание на точечные сварочные аппараты. Они просты в использовании и хорошо работают в тесных помещениях. Если вы заинтересованы в более крупных проектах и у вас есть место в магазине, дуговые сварочные аппараты являются универсальным инструментом.
Какой бы вид сварки вас ни интересовал, всегда найдется аппарат на любой бюджет. Сварочные аппараты для точечной и дуговой сварки начального уровня можно приобрести чуть более чем за сотню долларов. С другой стороны, есть сварочные аппараты, которые стоят столько же, сколько подержанный автомобиль.
Если у вас есть сварочный аппарат, вы удивитесь, как раньше обходились без него. Они просты в использовании и открывают ряд проектов, которые большинство людей никогда бы не рассмотрели.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо, что прочитали эту статью.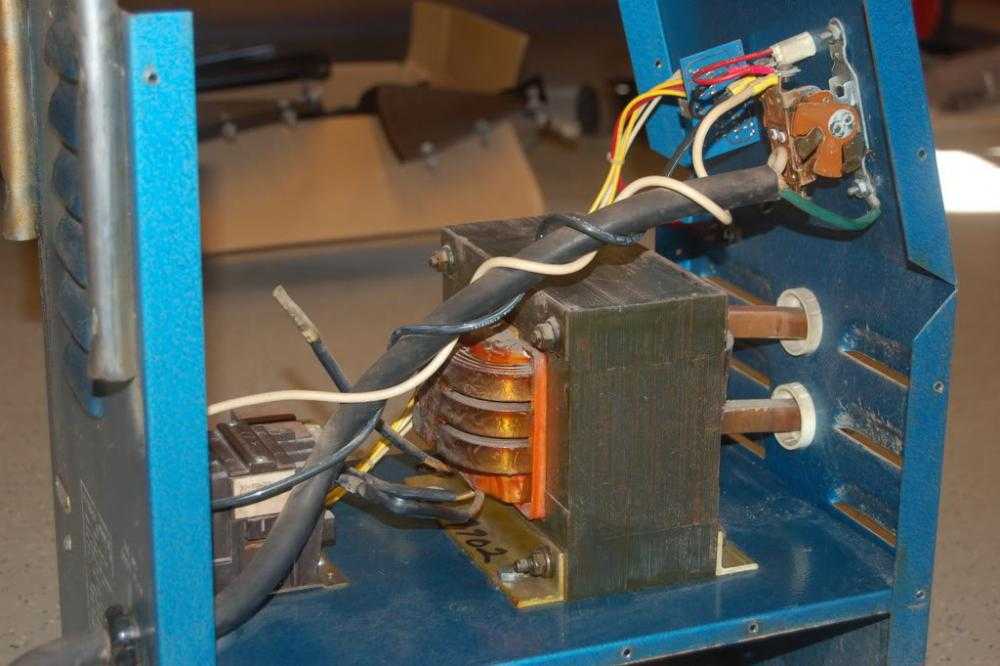 Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
G90E Панель транспортного средства Spot Proler Dent Spotter 3500A Spot Welding Machine 220V
. Представленные предметы. Вы можете как
. Аппарат для точечной сварки Dent PullerИнтеллектуальная импульсная ремонтная машина для автомобилей. Станок идеально подходит для удаления вмятин и правки элементов кузова автомобиля небольшой толщины, таких как капот, дверь, панель крыши и крылья. Расширенный
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Прочное качество премиум-класса
- Невероятно низкие цены
- Быстрая и надежная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Маленькая точка сварки
покрасьте другую сторону панели.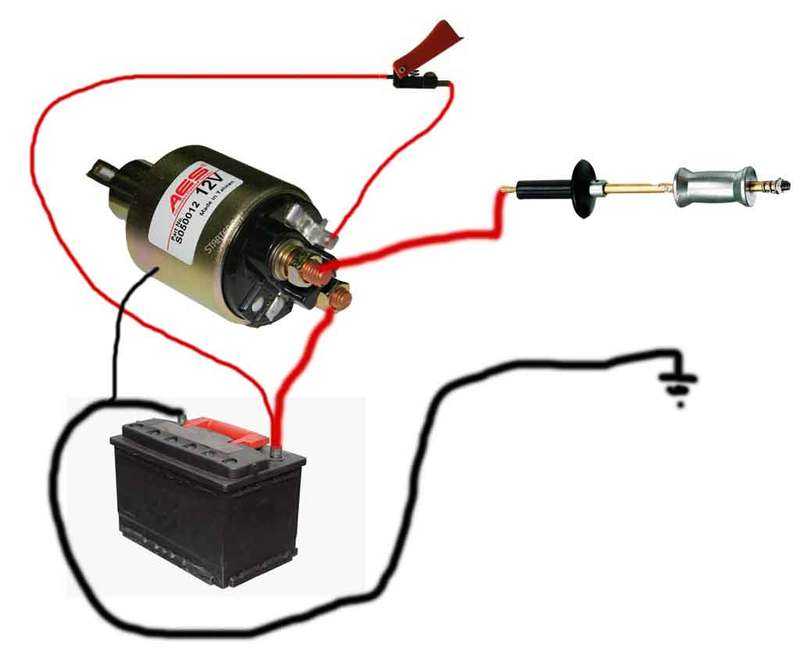
7 доступных режимов
Машина предлагает 7 режимов на ваш выбор. С простой панелью управления. пользоваться машиной не составит труда. Переключение между этими режимами может быть очень устойчивым и плавным.
2 сварочных пистолета
С 2 сварочными пистолетами один аппарат может выполнять две разные функции, что означает сокращение времени и энергии, затрачиваемых на переключение пистолетов, и повышение эффективности работы.
Эффективный радиатор
Система охлаждения обеспечивает быстрое рассеивание тепла и делает машину не так легко сгореть. Обеспечивается высокая эффективность при работе и быстрый отвод тепла.
Стандартный аксессуар
С молотком-крюком, соединителем для угольного стержня, треугольным патроном, ручной присоской, угольными стержнями, треугольным прямым листом, гаечным ключом, ручным.
Широкое применение
Подходит для обжига листового металла, мезона, прямого натяжения, точечной сварки, выравнивания, волновой линии, шпильки, пленки OT, треугольной формы и т. д.
д.
Технические характеристики
Модель: 90E
Входное напряжение: 220V
Выходное напряжение: Углеродная нагрева AC3V-5V Meson Melting AC1V-7V.
Мгновенный максимальный выходной ток: 3500 А
Input the maximum current: 20A
Way of working: Automatic induction welding
Regular working hours: Automatic mode program setting
Work stalls: 7 channels 63 modes
Single- Толщина бокового шва: 0,6+1,2 мм
Вакуумное всасывание: 180 кг
Содержимое упаковки
1×Крюк-молоток
1 × Треугольный патрон
1 × Ручной присос
2 × углеродные стержни
29231×Руководство
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
- Премиальное жесткое качество
- Невероятно низкие цены
- Фаст и безопасная доставка
- 30-дневные бесплатные доходности
- 24/7 Указывающий сервис
- Раздельная конструкция, пластиковый молоток с противоскользящим покрытием, кабель из чистой меди.
- Маленькая точка сварки
- Эффективный радиатор
- 2 сварочных пистолета
- Стандартный аксессуар
- 1×Hook hammer
- 1×Carbon rod connector
- 1×Triangle chuck
- 1×Manual sucker
- 2×Carbon rods
- 10×Triangle straight pull sheet
- 1×Spanner for ключ
- 1×Хост
- 1×Руководство
- Модель: 90E
- Входное напряжение: 220 В
- Выходное напряжение: Нагрев углеродным стержнем AC3V-5V Мезонная плавка AC1V-7V Сварка касанием AC1V-7V
- Входная мощность: 2 кВт
- Мгновенный максимальный выходной ток: 9020 6020 220 максимальный ток: 20A
- Способ работы: Автоматическая индукционная сварка
- Обычные часы работы: Установка программы автоматического режима
- Рабочие места: 7 каналов 63 режима
- Толщина односторонней сварки: 0,6+1,2 мм
- Vacuum suction: 180kg
- Model
- 90E
- Input voltage
- 220V
- Output voltage
- Carbon rod heating AC3V-5V Meson melting AC1V-7V Touch welding AC1V-7V
- Входная мощность
- 2кВт
- Мгновенный максимальный выходной ток
- 3500A
- Входной максимальный ток
- 20A
- Way of working
- Automatic induction welding
- Regular working hours
- Automatic mode program setting
- Work stalls
- 7 channels 63 modes
- Single-sided welding thickness
- 0. 6+1.2 мм
- Вакуумное всасывание
- 180 кг
Цена 4.7
Качественный 4,5
Функции 4.5
Легко использовать 4.
5- Корзина
- Список желаний
- Свяжитесь с нами
- Отследить ваш заказ
- О нас
- Описание
- Отзывы (0)
003
10 × ТРИНГИ ПРЕД.
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Tough, специализирующееся на VOR3 в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
3500A 90E DATE DATER SPOT SPOTER
. Станок идеально подходит для удаления вмятин и правки элементов кузова автомобиля небольшой толщины, таких как капот, дверь, панель крыши и крылья. Расширенный
Станок идеально подходит для удаления вмятин и правки элементов кузова автомобиля небольшой толщины, таких как капот, дверь, панель крыши и крылья. РасширенныйМаленькая точка сварки
Наша машина создает небольшую точку сварки, что означает, что она не повредит антикоррозийную краску на другой стороне панели. .
7 доступных режимов
Машина предлагает 7 режимов на ваш выбор. С простой панелью управления. пользоваться машиной не составит труда. Переключение между этими режимами может быть очень устойчивым и плавным.
2 сварочных пистолета
С 2 сварочными пистолетами один аппарат может выполнять две разные функции, что означает сокращение времени и энергии, затрачиваемых на переключение пистолетов, и повышение эффективности работы.
Эффективный радиатор
Система охлаждения обеспечивает быстрое рассеивание тепла и делает машину не так легко сгореть. Обеспечивается высокая эффективность при работе и быстрый отвод тепла.
Стандартный аксессуар
С молотком-крюком, соединителем для угольного стержня, треугольным патроном, ручной присоской, угольными стержнями, треугольным прямым листом, гаечным ключом, ручным.
Широкое применение
Подходит для обжига листового металла, мезона, прямого натяжения, точечной сварки, выравнивания, волновой линии, шпильки, пленки OT, треугольной формы и т. д.
Package Content
Технические характеристики
 6+1.2 мм
6+1.2 ммВопросы и ответы
Типичные вопросы о продуктах: Долговечен ли продукт? …
Задайте первый вопрос
Отзывы покупателей
 5
520 Отзывов
Клиент Amazon
Хорошо сделано
Отлично работает, мне нравятся аналоговые переключатели.
See more See less
0
Nathan Deaton
Great dent puller for the price
Good for starting out in auto body
See more See less
0
Feliciano
JP Filters Co
отличный товар по такой цене он сделал работу, для которой он мне нужен … очень доволен этим корректировщиком обязательно порекомендую друзьям
См. Подробнее, см. Меньше
0
Amazon Customer
Отличные
Потянутая куча из разбитого металла на четверть панели.
Ларри
Электропроводка агрегата
Когда я купил агрегат, на нем было указано 115В. Машина имеет маркировку 220v. Провода имеют маркировку Земля, нейтраль и без маркировки (питание). Как вы это подключаете? На 120 или 220 вольт. Два дня ждал ответа от техподдержки.
Машина имеет маркировку 220v. Провода имеют маркировку Земля, нейтраль и без маркировки (питание). Как вы это подключаете? На 120 или 220 вольт. Два дня ждал ответа от техподдержки.
Подробнее См. меньше
0
Просмотреть все отзывы клиентов
Люди, которые просматривали этот товар, также просматривали
Наверх
855-385-1880 С понедельника по пятницу, 08:00-17:00, GMT-4 ©2009 — 2022 VEVOR Все права защищены
UNI-9000 SPOTTER DELUXE | H&S Автошот
Профессиональный комплект с пистолетом максимальной мощности и полной линейкой аксессуаров в кейсе.![]() Мощный пистолет Deluxe на 2500 ампер с набором из 500 шпилек 2,2 и 2,6, цельнометаллическим обратным молотком, съемником с Т-образной рукояткой, адаптером Side-by-Side и тремя наконечниками в HD-футляре. Перечислены CSA/США.
Мощный пистолет Deluxe на 2500 ампер с набором из 500 шпилек 2,2 и 2,6, цельнометаллическим обратным молотком, съемником с Т-образной рукояткой, адаптером Side-by-Side и тремя наконечниками в HD-футляре. Перечислены CSA/США.
Артикул: 375030 Категория: Системы Uni-Spotter и Dual-Spotter для приварки шпилек Теги: UNI-9000, UNI9000




