что это, как и зачем выполняется, плюсы и минусы метода
Новички постоянно сталкиваются с проблемами во время соединения металлических деталей. Чаще всего сварщик не видит деформаций внутри шва, появляющихся из-за нарушения технологии соединения.
Внешний осмотр конструкции не поможет определить скрытые дефекты.
Для сварки в условиях дачи или дома — это не так катастрофично, но в цеху даже мелкие недостатки готового изделия могут не только уменьшить прибыль, но и угрожать безопасности при использовании конструкций.
Сварные швы контролируют разными методами. Элементарный — визуальный анализ швов на наличие заметных деформаций.
Также есть и сложные способы контроля — с применением специального оборудования. Один из этих методов — тема нашей статьи. Мы расскажем о радиографическом контроле швов: что это такое, как работает метод, и зачем его применяют.
Содержание статьиПоказать
- Общая информация
- Принцип работы
- Особенности рентгеновских лучей
- Достоинства и недостатки метода
- Алгоритм контроля
- Техника безопасности
- Заключение
Общая информация
У радиографического метода контроля есть несколько названий. Его называют также рентгенографией, рентгеноскопией, рентгенографическим контролем. Он основан на использовании рентгеновского излучения.
На место соединения деталей устанавливают специальный рентген-аппарат. Он работает так же, как и аппарат для рентгена человеческих костей. Радиоизлучение проходит сквозь металл.
Если в шве есть трещины или поры, излучение без проблем выходит через них. Если соединение плотное, излучение «останется» внутри.
Принимающий прибор запечатляет то, где и как проходят лучи, и закрепляет это на снимке. С его помощью можно увидеть, какие дефекты образовались внутри шва, и где именно они находятся.
Контроль с использованием рентгеновского излучения — метод, который с большой точностью может выявить проблемные места соединений.
Способ радиографического контроля сварных соединений хорошо проявляет себя в проверке трубопроводных конструкций, металлических изделий с серьезными требованиями к качеству и крупногабаритных соединений. На стройплощадках радиография пользуется особым признанием мастеров.
Принцип работы
«Сердцевиной» рентген-аппарата можно назвать излучатель, генерирующий и выпускающий свободные частицы. Он состоит из вакуумного сосуда с анодом, катодом и его накалом.
Каждая деталь заряжена и по сути представляет собой электрод. Они направляют частицы, придавая им ускорение, тем самым создавая рентгеновский луч.
Для тех, кто хочет понимать процесс радиографического контроля сварных соединений в подробностях, мы расширим объяснение. Электроны, испускающиеся катодом, через потенциал электрического поля между положительным и отрицательным электродами набирают ускорение.
На этом этапе излучение уже появляется, но еще не обладает достаточной силой. Но лучи «врезаются» в анод и тормозятся, из-за чего образовываются еще больше.
Но лучи «врезаются» в анод и тормозятся, из-за чего образовываются еще больше.
Во время столкновения лучей с анодом, последний тоже отдает электроны. Вместе все эти частицы формируют целостное рентгеновское излучение.
Выходящие лучи направляются вакуумной трубкой и внешними деталями аппарата. Частицы попадают на металл, и, если он дефектный, то проходят через шов насквозь.
Если же соединение нормальное, лучи остаются внутри него. Но не все электроны «встраиваются» в металл. Те, что задерживаются на поверхности, служат основой рентгеновского снимка.
На нём можно определить, сколько лучей прошло через соединение. Если металл пронизан трещинами и сквозными порами, на снимке можно будет увидеть много прошедших лучей.
Так можно узнать не только о присутствии деформации, но и о её размере и размещении.
Особенности рентгеновских лучей
Для того, чтобы понимать принципы рентгенографического анализа, нужно учитывать характеристики излучения, из-за которых этот анализ и работает. Основное свойство луча — возможность проходить через материал, в том числе и металлы.
Основное свойство луча — возможность проходить через материал, в том числе и металлы.
Если металл очень плотный, лучи будут проходить хуже, и наоборот: металл с низкой плотностью легко пропускает их. С радиографическим контролем качества это связано тем, что плотность низкая именно в месте дефекта.
Эти участки металла легко пропускают лучи. Последние запечатляются на приёмнике. Если же структурно соединение без «пробелов», то лучи будут не проходить, а поглощаться конструкцией. Степень поглощения излучения прямо пропорциональна плотности шва.
Со снимками тоже ничего сложного. Некоторые химические элементы встречаясь с рентгеновскими лучами испускают свечение. Часть фото пластины, которая чувствительна к свету, напыляется этими элементами.
Из-за их свойств и появляются снимки. Эти химические и физические основы позволяют использовать рентген для изучения как живого организма, так и сварных соединений.
Поговорим и о негативных нюансах. То, что большое количество излучения рентген-аппарата может навредить человеку, не выдумка. Рентгеновские лучи взаимодействуют с живыми тканями и клетками, постепенно меняя их структуру.
То, что большое количество излучения рентген-аппарата может навредить человеку, не выдумка. Рентгеновские лучи взаимодействуют с живыми тканями и клетками, постепенно меняя их структуру.
Если дозы облучения будут слишком большими, человек, который работает с ними, может получить лучевую болезнь. Предотвратить это можно только учитывая правила техники безопасности и руководство по применению радиографического аппарата.
Добавим, что воздух, которым мы дышим, может пропускать ток при наличии излучения. Рентгеновское излучение ионизирует атмосферные газы, разделяя их молекулы на положительно и отрицательно заряженные частицы.
Когда эти частицы перемещаются направлено, появляется электрический ток.
Достоинства и недостатки метода
Перечислим плюсы и минусы радиографического контроля сварных соединений.
«ЗА»:
- Анализ качественных характеристик шва рентгеном точный и редко пропускает недочёты мимо себя
- Метод помогает быстро найти дефекты даже на самом глубоком уровне соединения
- Рентгеновский снимок показывает место, в котором есть дефект, и его приблизительный размер
- На радиографический анализ уходит немного времени, а из средств нужен только рентген-аппарат
- Контролировать качество можно у сложных конструкций с труднодоступными местами (например, трубопроводных систем)
«Против»:
- То, насколько качественным будет анализ, зависит от того, как мастер настроит контролирующий аппарат
- Малогабаритные модели рентген-аппаратов, которые чаще используют в строительстве, дорогие
- Расходники для аппарата найти сложно, и стоят они, так же, как и само устройство, достаточно
- Контроль качества с применением радиографического излучения опасен для здоровья
Алгоритм контроля
Технология контроля радиографией несложная и основами похожа на ту, что используют врачи рентген-кабинетов. Человек, который проводит анализ, настраивает аппаратуру в зависимости от плотности металла.
Человек, который проводит анализ, настраивает аппаратуру в зависимости от плотности металла.
Раньше мы уже сказали о том, что итог зависит именно от того, насколько плотный металл.
Соединение нельзя проверять сразу после сварки. Перед контролем место шва нужно обработать. Также нужно убрать остатки шлака и очистить металл от лишнего. Если аппарат мобильный, его помещают на конструкцию.
Если же устройство закреплено в одном месте, соединение помещают внутрь.
Плёнку размещают с одной стороны шва, а излучатель — с другой. Затем радиографический аппарат включают, излучение идёт через конструкцию и запечатляется на плёнке.
На получившемся снимке просматриваются все деформации. После выключения аппарата нужно подождать примерно полминуты. Затем детали и рентгенограф разделяются, а получившиеся снимки анализируются специалистами или самим контролером.
Техника безопасности
Выше было упомянуто об опасности рентгеновского излучения для живых организмов. Даже одноразовое использование рентгенографа может повлиять на вас, поэтому не обращать внимания на правила безопасности не стоит.
Даже одноразовое использование рентгенографа может повлиять на вас, поэтому не обращать внимания на правила безопасности не стоит.
Если у вас в планах частое использование радиографического излучения для анализа швов, то некоторые рекомендации для вас просто обязательны к запоминанию.
- Основное правило — экранизация рентген-аппарата. Установка экрана не позволит излучению выходить за границы области контроля. Для анализа сварочных швов в качестве экрана можно взять листы из металла. Если ваша работа проходит в закрытой комнате, то её стены желательно обложить экранными листами. С ними излучение будет менее вредным для других рабочих объекта или цеха.
- Не находитесь в месте рентгенографического контроля долго. При работе на открытом воздухе, во время анализа отходите от устройства на несколько метров. При работе в помещении старайтесь выходить за дверь, пока идёт излучение. Также используйте защитную униформу в виде маски, перчаток и отражающего костюма. Пока идёт анализ, мимо аппарата не должны ходить другие рабочие.

- Еще перед началом контроля вы должны быть уверены в исправности аппарата и правильности выставленных настроек. Часто эти два фактора при упущенной проверке становятся причиной несчастных случаев.
- Каждый следующий радиографический анализ контролируйте, какое количество лучей вы получаете на выходе. Лучи в небольших дозах безопасны, но могут «собираться» в организме, становясь основой заболеваний, связанных радиацией. Дозировка, которую вы получили во время одного контроля, должна выйти из организма до следующего. Для того, чтобы вы могли следить за этим, есть специальные дозиметры.
- Смотрите за тем, насколько ионизирован воздух. Мы упоминали, что увеличение степени ионизации делает воздух хорошим проводником электрического тока. Это в большей степени опасно, если помещение закрыто.

Заключение
Это основы, которые нужно знать о методе радиографического анализа сварных соединений. Использование излучения помогает найти дефекты даже в самых глубоких слоях шва.
Использование излучения помогает найти дефекты даже в самых глубоких слоях шва.
В производственных цехах используют стационарные модели рентген-аппаратов, на выездных работах — более компактные. Но в обоих случаях эффективность этой технологии на уровне.
Чтобы понимать характеристики дефектов на снимках, нужно практиковаться. Но эта практика подарит вам полезные навыки в точном поиске трещин и других недочётов сварного соединения, которое на вид может казаться целостным.
Если вы пользовались рентгенографией, можете поделиться своим опытом с новичками в комментариях. Желаем удачи!
Как проходит радиографический контроль сварных соединений
При соединении металлов с помощью сварки у неопытных мастеров могут возникнуть трудности. В частности, они могут просто не увидеть всех дефектов сварного шва, которые образовались из-за ошибок сварщика. Визуального контроля недостаточно, чтобы выявить скрытые недочеты. И если в условиях домашней сварки это не критично, то на крупном производстве бракованные изделия лишают прибыли.
Существует множество видов контроля сварных швов. От визуального, когда сварщик просто осматривает шов на предмет видимых дефектов, до передовых способов, для которых необходимо специальное оборудование. Об одном из таких способов мы и хотим вам рассказать. В этой статье вы узнаете, что такое радиографический контроль сварных соединений и какова его методика.
Содержание статьи
- Общая информация
- Принцип работы
- Особенности рентгеновских лучей
- Плюсы и минусы метода
- Методика контроля
- Техника безопасности
- Вместо заключения
Общая информация
Радиографический метод контроля сварных соединений (также рентгенография, рентгеноскопия, рентгенографический контроль) — метод контроля качества с применением рентгеновских лучей. Специальный аппарат устанавливает на место сварного шва. Здесь все по аналогии с рентген аппаратом для снимков костей человека. Рентгеновские лучи пронизывают металл и в случае обнаружения внутренних дефектов легко выходят наружу. Ну а если структура шва плотная и не имеет дефектов, то луч просто не пройдет.
Ну а если структура шва плотная и не имеет дефектов, то луч просто не пройдет.
Специальное устройство регистрирует прохождение лучей и делает снимок. На снимке без проблем можно обнаружить наличие дефектов, их размеры и точное расположение. Рентгеновский контроль сварных соединений — это один из наиболее точных методов контроля качества швов. Его часто используют при проверке трубопровода, ответственных изделий, металлоконструкций, к которым предъявлены повышенные требования качества. Особенно заметна популярность радиографического контроля в строительной сфере.
Принцип работы
«Сердцем» рентгеновского аппарата является излучатель, который генерирует и выпускает лучи. Излучатель представляет собой вакуумный сосуд, который содержит анод, катод и его накал. Все эти частицы заряжены и являются электродами. Во время их сильного ускорения как раз и образуются рентгеновские лучи. Это простейшее объяснение.
Читайте также: СНИП и контроль качества
Для интересующихся объясним подробнее. Катод испускает электроны, которые ускоряются от электрического потенциала, образующегося между анодом и катодом. В этот момент рентгеновские лучи уже начинают образовываться, но их недостаточно. Однако, лучи все же сталкиваются с анодом и начинается их торможение. Из-за этого лучи начинают генерироваться сильнее. В тот же момент из-за столкновения начинают появляться электроны анода. Так образуются лучи, достаточные для формирования полноценного излучения.
Катод испускает электроны, которые ускоряются от электрического потенциала, образующегося между анодом и катодом. В этот момент рентгеновские лучи уже начинают образовываться, но их недостаточно. Однако, лучи все же сталкиваются с анодом и начинается их торможение. Из-за этого лучи начинают генерироваться сильнее. В тот же момент из-за столкновения начинают появляться электроны анода. Так образуются лучи, достаточные для формирования полноценного излучения.
Далее лучи выходят и пускаются в заданном направлении. Лучи сталкиваются с металлом и в случае наличия дефектов проходят сквозь него. Либо поглощаются металлом, если дефектов нет. Здесь нужно уточнить, что лучи поглощаются не полностью, некоторые частицы все же остаются. Именно они попадают на пленку и позволяют сделать снимок. На снимке фиксируется количество лучей, прошедших сквозь металл. Если дефектов много, то и лучей тоже будет много. За счет такой особенности и получается узнать размер дефекта и его расположение.
Особенности рентгеновских лучей
Чтобы лучше понять суть рентгенографии нужно разобраться с особенностями самих лучей, благодаря которым как раз и возможен контроль. Лучи обладают свойствами, которые позволяют им проходить сквозь материалы. В нашем случае металл. Чем выше плотность металла, тем хуже проходят лучи. И, соответственно, чем ниже плотность металла, тем лучше они проходят. Здесь все просто: наименьшая плотность присутствует как раз в местах с дефектами.
Поэтому лучи беспрепятственно проходят сквозь металл и это фиксируется на специальном устройстве. Ну а если у шва нет дефектов и структура плотная, то лучи не пройдут, а просто поглотятся металлом. И чем выше плотность, тем больше степень поглощения.
Что касается снимков, то здесь тоже все просто. Существуют химические вещества, которые при контакте с рентгеновским излучением начинают буквально «светиться». Такими веществами покрывается светочувствительная часть фотопластинки, на которой затем появится снимок. Этот принцип является основой для создания рентгеновских снимков сварных швов.
Этот принцип является основой для создания рентгеновских снимков сварных швов.
Теперь о некоторых других особенностях. Наверняка вы слышали, что рентгеновское излучение в большом количестве может пагубно влиять на здоровье человека. Это правда. Лучи легко воздействуют на ткани и клетки, облучая их за считанные минуты. В больших дозах это может привести к лучевой болезни. Так что нужно соблюдать осторожность, если вы используете радиографический метод контроля сварных соединений.
Еще один интересный факт: благодаря излучения привычный нам воздух способен проводить электрический ток. Это связано с тем, что рентгеновские лучи ионизируют воздух и расщепляют его частицы на небольшие составляющие, которые в свою очередь имеют электрический заряд.
Плюсы и минусы метода
Плюсы:
- Рентгенографический контроль сварных соединений — один из самых достоверных методов контроля качества швов.
- С помощью этого метода за считанные минуты выявляются дефекты любого уровня.
- Есть возможность определить точный размер и расположение дефекта.
- Контроль занимает мало времени и требует только рентген-аппарат.
- Возможен контроль сварных соединений трубопроводов и любых других сложных систем.
Минусы:
- Качество контроля напрямую зависит от настройки рентген-аппарата.
- Современные рентген-аппараты стоят дорого, особенно компактные модели, которые так популярны в строительной сфере.
- Для работы понадобится специальная светочувствительная пленка, которая также стоит недешево.
- Этот метод контроля сварных швов сопряжен с опасностью для здоровья.
Методика контроля
Методика радиографического контроля проста и во многом схожа с обычной рентгенографией, которую мы делаем в поликлинике. Сначала контролер или ответственное лицо устанавливает необходимые настройки аппарата, учитывая плотность металла. Помните, что именно плотность влияет на конечный результат.
Далее подготавливается сварное соединение. Нужно удалить шлак, обработать валик шва и зачистить металл. Затем либо деталь помещается в аппарат (если контроль стационарный в отдельной комнате), либо аппарат помещается на соединение (если контроль выездной и используются компактные модели). Шов должен находиться между излучателем и пленкой. Излучатель включается, лучи проходят сквозь металл и попадают на пленку. Мы получаем снимок, на котором видны все дефекты. Теперь можно выключить аппарат и подождать 10-20 секунд. Затем деталь извлекается из ренигенографа (или рентгенограф снимается с металла). Снимки отдаются специалисту для их изучения или остаются у контролера.
Нужно удалить шлак, обработать валик шва и зачистить металл. Затем либо деталь помещается в аппарат (если контроль стационарный в отдельной комнате), либо аппарат помещается на соединение (если контроль выездной и используются компактные модели). Шов должен находиться между излучателем и пленкой. Излучатель включается, лучи проходят сквозь металл и попадают на пленку. Мы получаем снимок, на котором видны все дефекты. Теперь можно выключить аппарат и подождать 10-20 секунд. Затем деталь извлекается из ренигенографа (или рентгенограф снимается с металла). Снимки отдаются специалисту для их изучения или остаются у контролера.
Техника безопасности
Как мы уже говорили, данный метод контроля сопряжен с некоторой опасностью для здоровья. Не нужно пренебрегать этим, думая, что небольшие дозы радиации не повлияют на вас. Если вы работаете контролером и постоянно имеете дело с рентгенографией, то соблюдайте следующие рекомендации.
Во-первых, самое главное правило при работе с рентгеном — нужно экранировать прибор. Это не даст лучам распространяться за пределы зоны контроля. Для этих целей можно использовать металлические листы. Если вы работаете в помещении, то его стены также должны быть оборудованы экранирующими пластинами. Так лучи не будут представлять опасности для других работников, находящихся на объекте или в цеху.
Это не даст лучам распространяться за пределы зоны контроля. Для этих целей можно использовать металлические листы. Если вы работаете в помещении, то его стены также должны быть оборудованы экранирующими пластинами. Так лучи не будут представлять опасности для других работников, находящихся на объекте или в цеху.
Во-вторых, постарайтесь как можно меньше времени проводить рядом с аппаратом. Если вы проводите радиографический метод контроля сварных соединений на улице, то лучше отойдите в сторону. Если вы работаете в помещении, то постарайтесь сократить время своего пребывания в нем. Также на вас должны быть средства индивидуальной защиты. В помещении и рядом с аппаратом на улице не должны проходить посторонние работники.
В-третьих, перед началом работ нужно убедиться, что аппарат работает исправно и все настройки выставлены правильно. Большинство несчастных случаев связаны именно с неправильной настройкой или неисправностью рентгена.
В-четвертых, следите за дозой лучей, которые вы получаете при каждом контроле. Да, небольшие дозы не вредны для здоровья, но они обладают свойством накапливания и в конечном итоге могут стать причиной серьезных заболеваний. Следите, чтобы полученная вами доза радиации успевала выводиться из организма до начала следующего контроля. Чтобы узнать дозу можно использовать дозиметр.
Да, небольшие дозы не вредны для здоровья, но они обладают свойством накапливания и в конечном итоге могут стать причиной серьезных заболеваний. Следите, чтобы полученная вами доза радиации успевала выводиться из организма до начала следующего контроля. Чтобы узнать дозу можно использовать дозиметр.
В-пятых, не забывайте, что из-за лучей воздух может сильно ионизироваться, что приведет к образованию электрического тока. Следите за допустимым значением ионизации воздуха, особенно, если работаете в закрытом помещении.
Вместо заключения
Вот и все, что мы хотели рассказать вам о рентгенографическом методе контроля. Это один из самых точных и достоверных способов выявить скрытые от глаз дефекты. С его помощью можно провести контроль как на производстве, так и на выезде, поскольку производители предлагают компактные модели. Их легко можно взять с собой и выполнять контроль даже под открытым небом.
Контроль сварных швов в категории «Контрольно-измерительные приборы»
в Украине, в товарах / по продавцам
Ультразвуковые дефектоскопы
Аппараты рентгеноскопического контроля
Приборы визуально-оптического контроля
Приборы магнитного контроля
Ремонт и обслуживание сварочного оборудования
Инспекционные услуги и контроль качества
Материалы для капиллярного контроля
Ремонт, монтаж, изготовление и наладка электротехнического оборудования
Услуги по обеспечению охраны труда
Инженерно-строительные услуги, общее
Техническая литература
Оборудование для плазменной сварки и резки
Измерительные приборы, общее
Диагностика заболеваний
Услуги по обеспечению качества продукции
Услуги лабораторий
- Вакуумная система
- Дефектоскопия металлов
- Концентрат магнитной суспензии
- Котлов
- Неразрушающий контроль и диагностика
Набір для кольорової дефектоскопії
Доставка по Украине
1 044 грн
ДП «КОЛОРАН»
Устройство контроля качества Merkle Quality Control (MQC)
Под заказ
Доставка по Украине
Цену уточняйте
ООО «ЦТО КВАРЦ»
Концентрат магнітної суспензії (КМС) 1100 , магнитный порошок
Доставка по Украине
360 грн/кг
ДП «КОЛОРАН»
Магнітний порошок (МП) 0200
Доставка по Украине
240 грн/кг
ДП «КОЛОРАН»
Концентрат люмінесцентної магнітної суспензії 1613 , порошок
Доставка по Украине
1 000 грн/кг
ДП «КОЛОРАН»
Магнітний порошок (МП) 0473
Доставка по Украине
510 грн/кг
ДП «КОЛОРАН»
Румянцев С.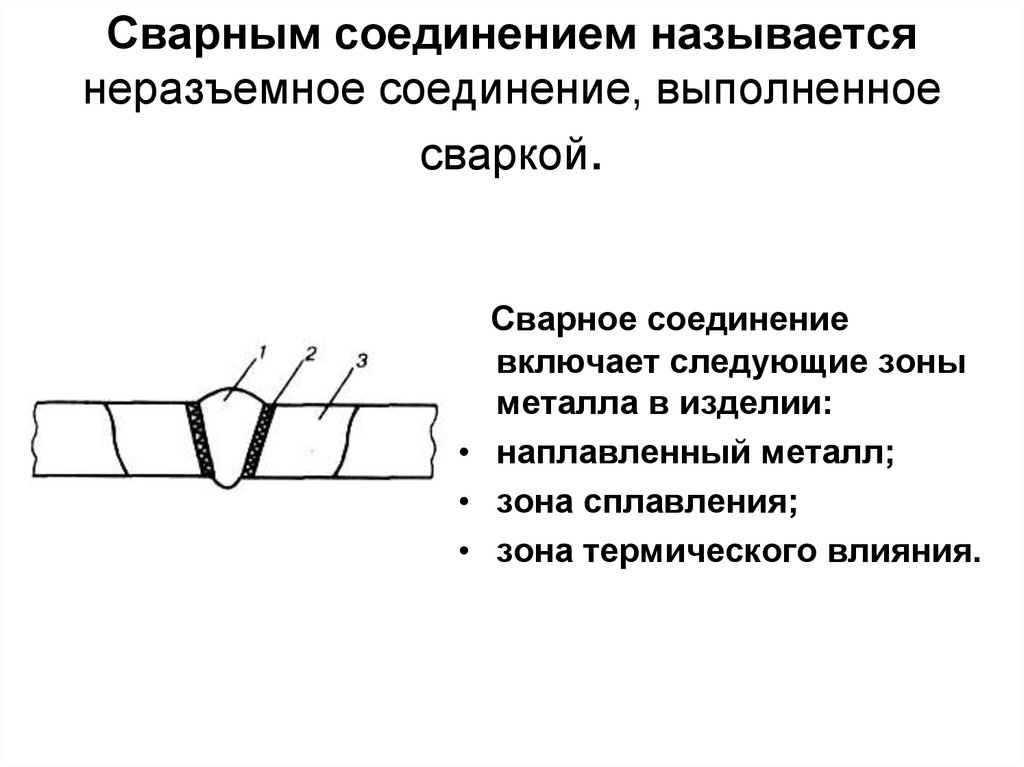 В. и др. Неразрушающие методы контроля сварных соединений.
В. и др. Неразрушающие методы контроля сварных соединений.
Доставка по Украине
209 грн
Купить
MaxBook
Вакуумная система для контроля герметичности сварных швов
Недоступен
Цену уточняйте
Смотреть
ООО «ИНТРОН-СЭТ»
Вакуумная система для контроля герметичности сварных швов
Недоступен
Цену уточняйте
Смотреть
ООО «УкрПрибор»
Сканер-дефектоскоп для УЗ контроля сварных швов УСД-60-8K Weldspector
Недоступен
Цену уточняйте
Смотреть
ООО «УкрПрибор»
Дефектоскоп ультразвуковой УСД-50
Недоступен
Цену уточняйте
Смотреть
ООО «ИНТРОН-СЭТ»
Шаблон сварщика универсальный УШС-3
Недоступен
Цену уточняйте
Смотреть
ООО «ИНТРОН-СЭТ»
Дефектоскоп ультразвуковой Epoch 600
Недоступен
Цену уточняйте
Смотреть
ООО «УкрПрибор»
Дефектоскоп ультразвуковой Epoch 600
Недоступен
Цену уточняйте
Смотреть
ООО «ИНТРОН-СЭТ»
Дефектоскоп ультразвуковой Epoch LT
Недоступен
Цену уточняйте
Смотреть
ООО «УкрПрибор»
Смотрите также
Дефектоскоп ультразвуковой Epoch 1000
Недоступен
Цену уточняйте
Смотреть
ООО «ИНТРОН-СЭТ»
Дефектоскоп ультразвуковой Epoch 1000
Недоступен
Цену уточняйте
Смотреть
ООО «УкрПрибор»
Дефектоскоп ультразвуковой УСД-50 IPS
Недоступен
Цену уточняйте
Смотреть
ООО «ИНТРОН-СЭТ»
Дефектоскоп ультразвуковой EPOCH XT
Недоступен
Цену уточняйте
Смотреть
ООО «УкрПрибор»
Пенетрант ЦЖ-2Т високотемпературний для кольорової дефектоскопії
Недоступен
960 грн/кг
Смотреть
ДП «КОЛОРАН»
Система TOFD PRO
Недоступен
Цену уточняйте
Смотреть
ООО «УкрПрибор»
Очищувач для капілярної дефектоскопії
Недоступен
348 грн/кг
Смотреть
ДП «КОЛОРАН»
Люмінесцентна магнітна суспензія «1613», аерозоль ємк. 500 мл
500 мл
Недоступен
348 грн
Смотреть
ДП «КОЛОРАН»
Стандартний зразок для капілярного контролю
Недоступен
5 262 грн
Смотреть
ДП «КОЛОРАН»
Ультразвуковой контроль,УЗД сварных соединений, металлоконструкций — 1 м шва
Недоступен
от 171 грн
Смотреть
ЧПКП «Техконтрольсервис»
Ультразвуковой контроль деталей и заготовок (не содержащих сварных швов) — дм2
Недоступен
от 46 грн
Смотреть
ЧПКП «Техконтрольсервис»
NORD-TEST Пенетрант пена для проверки сварных швов
Недоступен
295 грн
Смотреть
ООО «ТПП Машпром»
Ультразвуковой контроль сварных швов
Недоступен
100 грн/кв.м
Смотреть
«НАУКОВО-ДОСЛІДНИЦЬКА МІЖНАРОДНА ІНЖИНІРИНГОВА КОМПАНІЯ»
Неруйнівний контроль зварних швів. Візуальний контроль з’єднань, виконаних зварюванням плавленням (ISO 17637:2003, IDT). Поправка 2-2004
Недоступен
42.60 грн
Смотреть
ТОВ «Видавництво Форт»
2
Вперед
Показано 1 — 29 товаров из 50+
Продавцы
Смотрите также
Концентрат магнитной суспензии
Неразрушающий контроль и диагностика
Дефектоскопия металлов
Вакуумная система
Котлов
Газовая сварка сталей
Рентген контроль
Магнитная дефектоскопия
Радиографический контроль
Цветная дефектоскопия
Ручная сварка ММА
Визуально-оптический контроль
Механические испытания
Люминисцентный
Испытания на разрыв
Контроль сварных швов оптом
Популярные категории
Контрольно-измерительные приборы
Приборы неразрушающего контроля
Приборы магнитного контроля
Подарки, хобби, книги
Книги, журналы, печатная продукция
Техническая литература
Промышленное оборудование и станки
Сварочное и паяльное оборудование
Оборудование для плазменной сварки и резки
Промышленная химия
Материалы для неразрушающего контроля
Материалы для капиллярного контроля
Радиографический тест (RT) – сварка и неразрушающий контроль
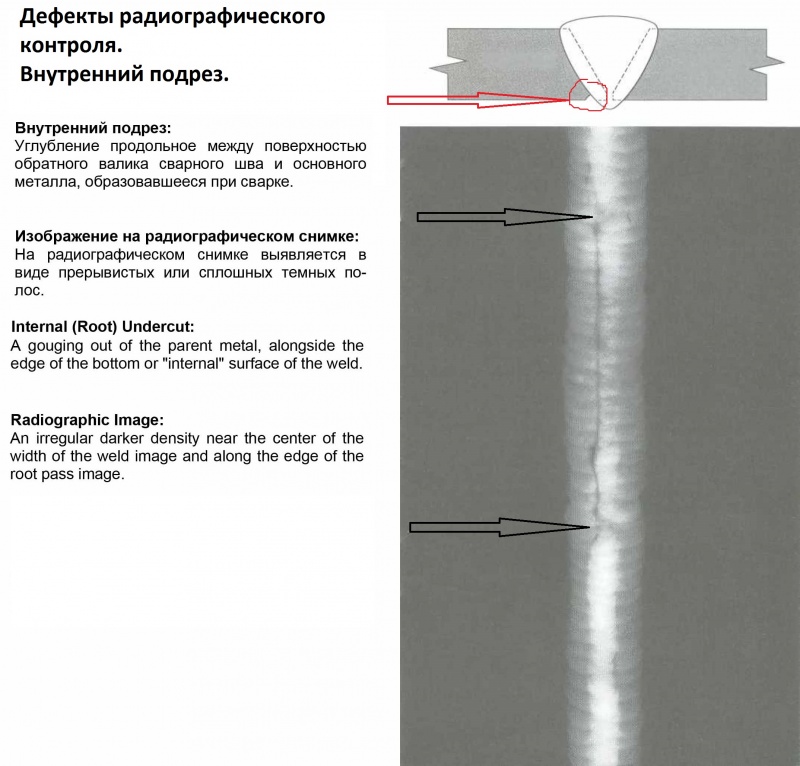
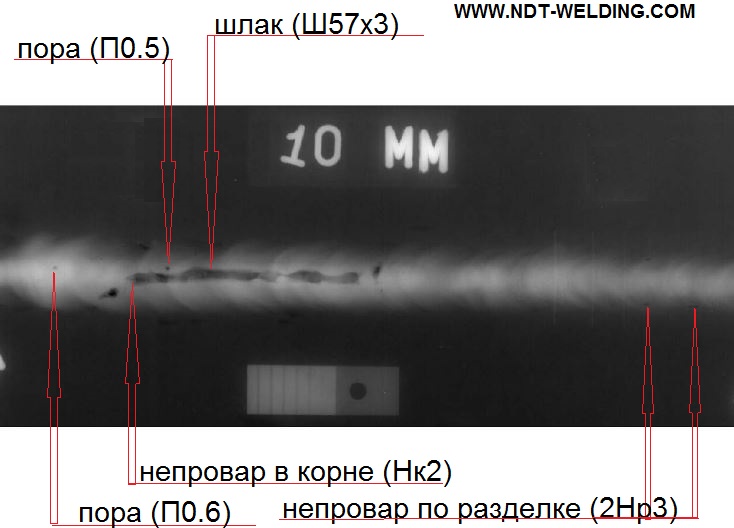
Радиографический контроль (RT) является одним из наиболее широко используемых методов неразрушающего контроля (NDT).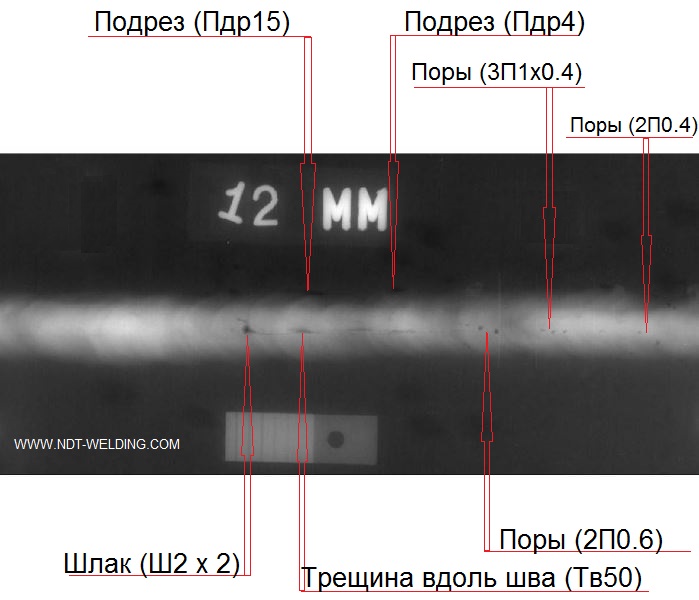 С помощью этого метода мы можем обнаружить скрытые дефекты или несплошности, присутствующие в сварных швах, такие как трещины, пористость и пузыри, шлаковые, флюсовые или оксидные включения, непровары, непровары, несовпадения, вольфрамовые включения и т. д.
С помощью этого метода мы можем обнаружить скрытые дефекты или несплошности, присутствующие в сварных швах, такие как трещины, пористость и пузыри, шлаковые, флюсовые или оксидные включения, непровары, непровары, несовпадения, вольфрамовые включения и т. д.
Краткий электромагнитное излучение с длиной волны, такое как рентгеновские лучи или гамма-(γ)-лучи используются для рентгенографии. И рентгеновские лучи, и гамма-лучи имеют очень высокую интенсивность и, следовательно, способны проникать в материал любой толщины. Эта высокая проникающая способность используется во время рентгенографических испытаний.
Исследуемая деталь (испытуемый материал) помещается между источником излучения и чувствительной пленкой. Если материал качественный или безупречный, все лучи (рентгеновские или гамма-лучи) очень равномерно проходят через материал. Но если материал содержит какой-либо изъян (или изъяны), то часть лучей, которые пройдут через изъяны, будут до некоторой степени поглощаться из-за
 Обратите внимание, что те лучи, которые не наткнутся на изъян, останутся целыми и равномерно пройдут сквозь материал. В конечном итоге эти лучи падают на светочувствительную пленку, расположенную на обратной стороне проверяемого материала.
Обратите внимание, что те лучи, которые не наткнутся на изъян, останутся целыми и равномерно пройдут сквозь материал. В конечном итоге эти лучи падают на светочувствительную пленку, расположенную на обратной стороне проверяемого материала.Материал (проверяемый) и чувствительная пленка подвергаются воздействию излучения (рентгеновского или гамма-излучения) в течение определенного периода времени, после чего пленка проявляется. Когда пленка проявлена, она называется рентгенограммой.
Плотность пленки или степень темноты на пленке будет варьироваться в зависимости от количества излучения, достигающего пленки. Более темная область на рентгенограмме указывает на большее облучение (более высокую интенсивность излучения) по сравнению с более светлыми областями, которые подвергаются меньшему облучению. Это изменение затемнения изображения показывает наличие дефектов или неоднородностей внутри пленки. Это изменение темноты можно также использовать для определения толщины или состава испытуемого материала.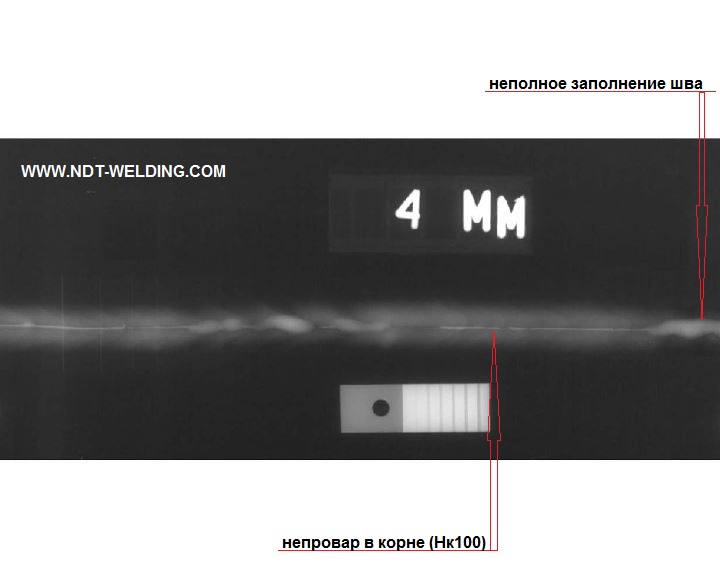
Обратите внимание, что большинство дефектов имеют меньшую плотность, чем чистый основной металл, поэтому они пропускают излучение (рентгеновское или гамма-излучение) намного лучше, чем здоровый металл. Следовательно, пленка кажется более темной в области, открытой дефектами.
Как объяснялось ранее, что и рентгеновские лучи, и гамма-лучи представляют собой электромагнитное излучение с короткими волнами, но очень высокой интенсивностью, теперь мы изучим шаги, которые необходимо выполнить для выполнения рентгенографического теста.
Рентгенография с использованием рентгеновских лучей:
Рентгеновские лучи производятся рентгеновской трубкой, которая представляет собой вакуумную трубку (обычно сделанную из стекла) и содержит электрически нагреваемую нить накала и вольфрам анод. Электрически нагретая нить испускает электроны, которые ударяются о вольфрамовый анод. Из-за столкновения высокоскоростных электронов с вольфрамовым анодом испускается рентгеновское излучение.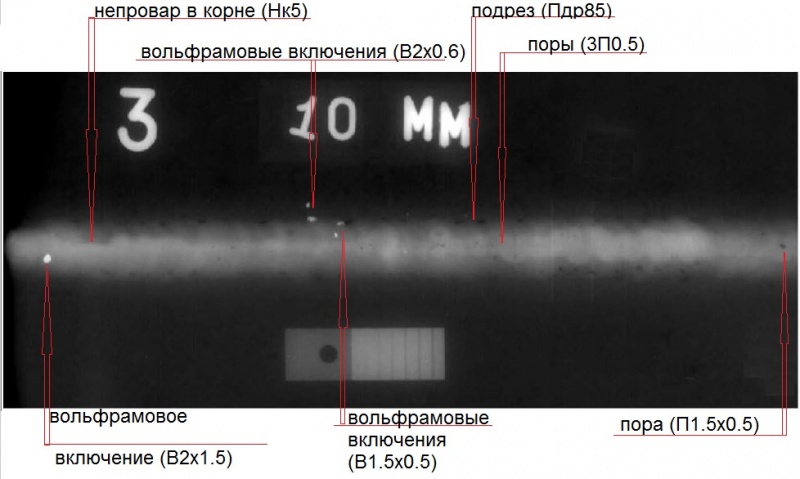
Эти рентгеновские лучи могут проходить через исследуемый материал. Кассета с пленкой помещается позади испытуемого материала (деталь, подлежащая контролю). Пенетраметр (или индикатор качества изображения IQI) размещается на стороне источника рядом со сварным швом.
По истечении заданного времени экспозиции источник выключается, и пленка отправляется на проявку в фотолабораторию (Темная комната — это место, где проявляется пленка. Нажмите здесь, чтобы узнать, как проявляется пленка в фотолаборатории). После проявления пленку осматривают с помощью телезрителя.
Рентгенография с использованием гамма-излучения:
Гамма-излучение производится радиоактивными изотопами. Ядро радиоактивного изотопа остается нестабильным. Обычно используемые изотопы для промышленной радиографии:
- Кобальт 60 ( Co 60 ): Период полураспада 5,3 года
- Иридий 192 (Ir192) : период полураспада 72 дня
- Цезий-137 (Cs137) : Период полураспада 30 лет
Используется контейнер из свинца или вольфрамового сплава достаточной толщины, содержащий источник гамма-излучения (300 мг).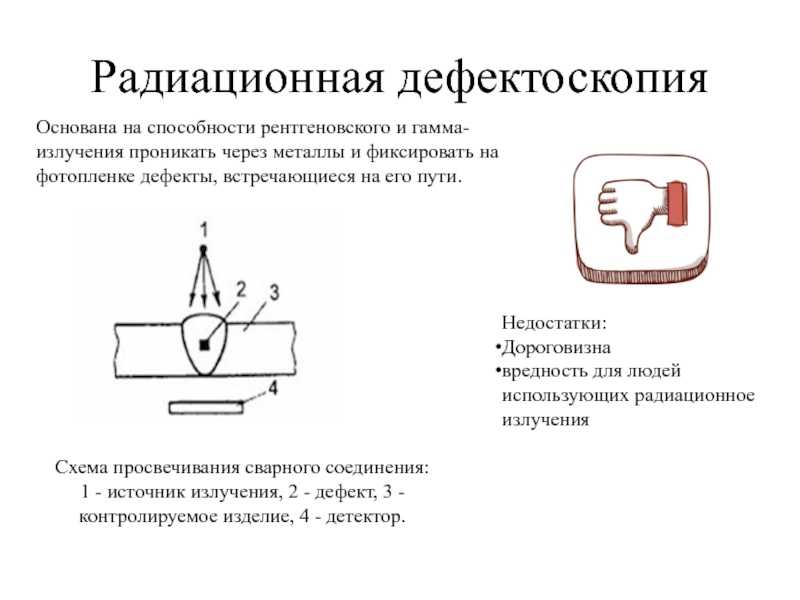 Такие контейнеры используются для обеспечения необходимой защиты. Эти гамма-лучи могут проходить через исследуемый материал. Кассета с пленкой помещается позади испытуемого материала (деталь, подлежащая контролю). Пенетраметр (или индикатор качества изображения IQI) размещается на стороне источника рядом со сварным швом. Остальные процедуры такие же, как и при рентгенографии.
Такие контейнеры используются для обеспечения необходимой защиты. Эти гамма-лучи могут проходить через исследуемый материал. Кассета с пленкой помещается позади испытуемого материала (деталь, подлежащая контролю). Пенетраметр (или индикатор качества изображения IQI) размещается на стороне источника рядом со сварным швом. Остальные процедуры такие же, как и при рентгенографии.
Контроль сварных швов на основе рентгенографического изображения Сегментация изображения с заданным уровнем Активный контур с наведением по карте отклонений от центра
На этой странице
РезюмеВведениеРезультаты экспериментовЗаключениеСсылкиСправочные материалыАвторские праваСтатьи по теме
Рентгенография является одним из наиболее часто используемых методов контроля дефектов сварных швов. Выявление дефектов сварных швов становится сложной задачей, когда рентгенографические изображения характеризуются неравномерным освещением и низкой контрастностью. В этой статье мы предлагаем новый метод установки уровня на основе активного контура для обнаружения дефектов сварного шва на радиографических изображениях. Карта заметности вне центра, используемая в качестве функции для представления пикселей изображения, встроена в функцию минимизации энергии области, чтобы направлять активный контур заданного уровня к границам дефектов. Цель использования заметного признака заключается в том, что небольшой дефект может часто привлекать внимание человека, что позволяет усилить дефекты на низкоконтрастном изображении. Результаты экспериментов на различных радиографических изображениях сварных швов с различными видами дефектов показывают надежность и хорошую производительность предложенного подхода по сравнению с другими методами сегментации.
Выявление дефектов сварных швов становится сложной задачей, когда рентгенографические изображения характеризуются неравномерным освещением и низкой контрастностью. В этой статье мы предлагаем новый метод установки уровня на основе активного контура для обнаружения дефектов сварного шва на радиографических изображениях. Карта заметности вне центра, используемая в качестве функции для представления пикселей изображения, встроена в функцию минимизации энергии области, чтобы направлять активный контур заданного уровня к границам дефектов. Цель использования заметного признака заключается в том, что небольшой дефект может часто привлекать внимание человека, что позволяет усилить дефекты на низкоконтрастном изображении. Результаты экспериментов на различных радиографических изображениях сварных швов с различными видами дефектов показывают надежность и хорошую производительность предложенного подхода по сравнению с другими методами сегментации.
1. Введение
Неразрушающий контроль (НК) широко используется во многих областях, в основном для серьезных применений, где неисправность может быть катастрофической, например, при сварке сосудов высокого давления, самолетов и электростанций. Одним из самых известных методов, используемых при контроле сварных швов, является рентгенография, основанная на пропускании рентгеновских или гамма-лучей через объект для создания рентгенологического изображения на фотопластинке (рис. 1). К сожалению, традиционная интерпретация рентгенографических изображений искусственными методами является субъективной, трудоемкой и легко утомительной, чтобы повысить уровень автоматизации и избежать недостатков ручной интерпретации; желательно разработать некоторые формы автоматизированных систем, чтобы помочь человеку-интерпретатору в оценке качества сварных соединений. В целом данная система автоматического контроля должна иметь следующие этапы [1, 2]; после получения цифрового изображения дополнительно обрабатывается только интересующая область (ROI), может выполняться некоторая предварительная обработка, такая как уменьшение шума и повышение контрастности, а затем выполняется сегментация областей, которые могут представлять дефекты; как только дефекты сегментированы, признаки могут быть извлечены, а затем переданы в качестве входных данных классификаторам для обнаружения возможных дефектов и, в конечном итоге, для определения точного типа дефекта.
Одним из самых известных методов, используемых при контроле сварных швов, является рентгенография, основанная на пропускании рентгеновских или гамма-лучей через объект для создания рентгенологического изображения на фотопластинке (рис. 1). К сожалению, традиционная интерпретация рентгенографических изображений искусственными методами является субъективной, трудоемкой и легко утомительной, чтобы повысить уровень автоматизации и избежать недостатков ручной интерпретации; желательно разработать некоторые формы автоматизированных систем, чтобы помочь человеку-интерпретатору в оценке качества сварных соединений. В целом данная система автоматического контроля должна иметь следующие этапы [1, 2]; после получения цифрового изображения дополнительно обрабатывается только интересующая область (ROI), может выполняться некоторая предварительная обработка, такая как уменьшение шума и повышение контрастности, а затем выполняется сегментация областей, которые могут представлять дефекты; как только дефекты сегментированы, признаки могут быть извлечены, а затем переданы в качестве входных данных классификаторам для обнаружения возможных дефектов и, в конечном итоге, для определения точного типа дефекта. Кроме того, размеры дефекта сравниваются с некоторыми критериями приемлемости, установленными экспертами или международными стандартами, и принимается решение о приемлемости контролируемого сварного шва.
Кроме того, размеры дефекта сравниваются с некоторыми критериями приемлемости, установленными экспертами или международными стандартами, и принимается решение о приемлемости контролируемого сварного шва.
Как показано на рис. 2, рентгенографическое изображение сварного шва состоит из двух основных частей: части основного металла и части сварного шва. Область сварки ярче, чем область сварки. В зоне сварного шва случайным образом встречаются дефекты различной малой формы: круглой и прямоугольной. Дефекты сварки можно классифицировать по различным типам, таким как неполное проплавление, линия шлака, шлаковое включение, трещины, подрезы, пористость и червоточины. Пористость или газовая полость имеют округлые очертания и темные тени, трещины представляют собой тонкие линии, прямые или блуждающие в направлении, шлаковые линии имеют более или менее прерывистый характер, параллельный краям шва. Рентгенограммы характеризуются низким контрастом между дефектами и фоном (сварным швом) и мелкими дефектами с размытыми и нерезкими краями.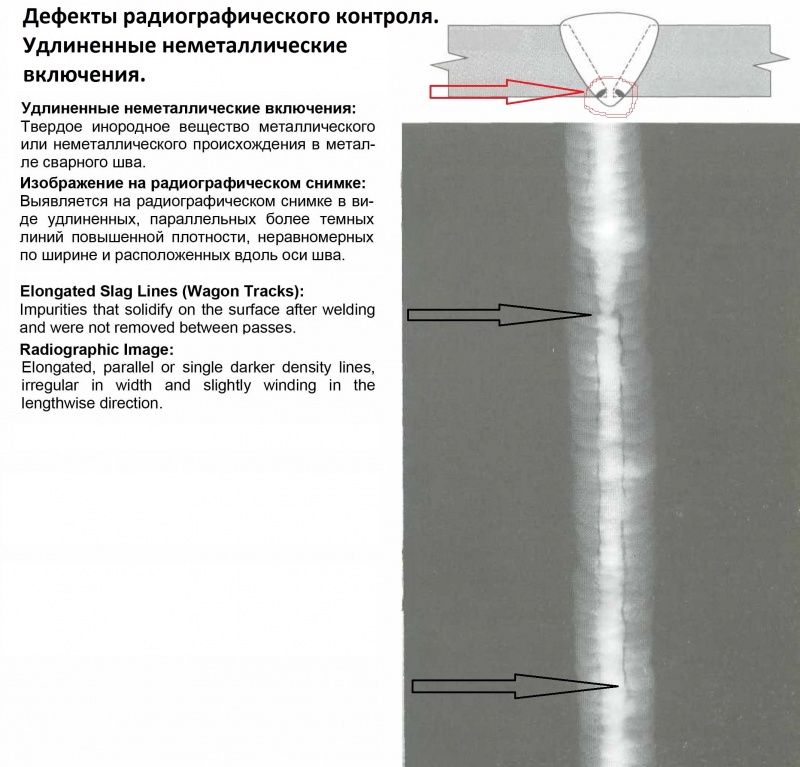 Кроме того, на радиографических изображениях часто обнаруживается неравномерное освещение, представляющее собой неравномерный свет, распределенный, как правило, в середине зоны сварного шва. Для инспекторов по сварке эти факторы усложняют локализацию и сегментацию дефектов с помощью традиционных методов сегментации. Чтобы преодолеть эти трудности и облегчить осмотр сварных швов человеком, мы предлагаем в этой статье метод сегментации изображения для выделения дефектов сварного шва с помощью рентгенографии.
Кроме того, на радиографических изображениях часто обнаруживается неравномерное освещение, представляющее собой неравномерный свет, распределенный, как правило, в середине зоны сварного шва. Для инспекторов по сварке эти факторы усложняют локализацию и сегментацию дефектов с помощью традиционных методов сегментации. Чтобы преодолеть эти трудности и облегчить осмотр сварных швов человеком, мы предлагаем в этой статье метод сегментации изображения для выделения дефектов сварного шва с помощью рентгенографии.
В литературе предложено множество радиографических методов обнаружения дефектов сварных швов [3]. Мы находим подходы к локальной и глобальной пороговой обработке [4], методы, основанные на анализе текстур [5], водораздел [6], искусственная нейронная сеть [7, 8] и активные контуры [9]. Сегментация с деформируемыми моделями или активными контурами кажется вполне подходящей для рентгенографических изображений для извлечения дефектов по многим причинам, главным образом из-за возможности интеграции различных свойств изображения, таких как информация о краях и областях, с методами минимизации и теорией кривых. Было изучено несколько исследовательских работ и предложено множество моделей активных контуров. В целом модели активных контуров можно разделить на два разных класса: модели на основе краев и областей. Модели на основе краев [10, 11] используют информацию о краях, такую как градиент изображения, для направления активного контура к границам объекта и остановки его там; такие модели чувствительны к шуму и к начальному положению активного контура, которое должно быть инициализировано вблизи границ объекта. Кроме того, проблема граничной утечки на слабых краях является основным недостатком моделей, основанных на краях, поскольку они в значительной степени зависят от значения градиента. По сравнению с краевыми моделями модели на основе регионов зависят от статистической информации внутри и снаружи регионов, ограниченных контуром; таким образом, они менее чувствительны к шуму и слабым краям. Кроме того, они меньше зависят от инициализации, поскольку используют информацию о глобальном регионе статистики изображения.
Было изучено несколько исследовательских работ и предложено множество моделей активных контуров. В целом модели активных контуров можно разделить на два разных класса: модели на основе краев и областей. Модели на основе краев [10, 11] используют информацию о краях, такую как градиент изображения, для направления активного контура к границам объекта и остановки его там; такие модели чувствительны к шуму и к начальному положению активного контура, которое должно быть инициализировано вблизи границ объекта. Кроме того, проблема граничной утечки на слабых краях является основным недостатком моделей, основанных на краях, поскольку они в значительной степени зависят от значения градиента. По сравнению с краевыми моделями модели на основе регионов зависят от статистической информации внутри и снаружи регионов, ограниченных контуром; таким образом, они менее чувствительны к шуму и слабым краям. Кроме того, они меньше зависят от инициализации, поскольку используют информацию о глобальном регионе статистики изображения.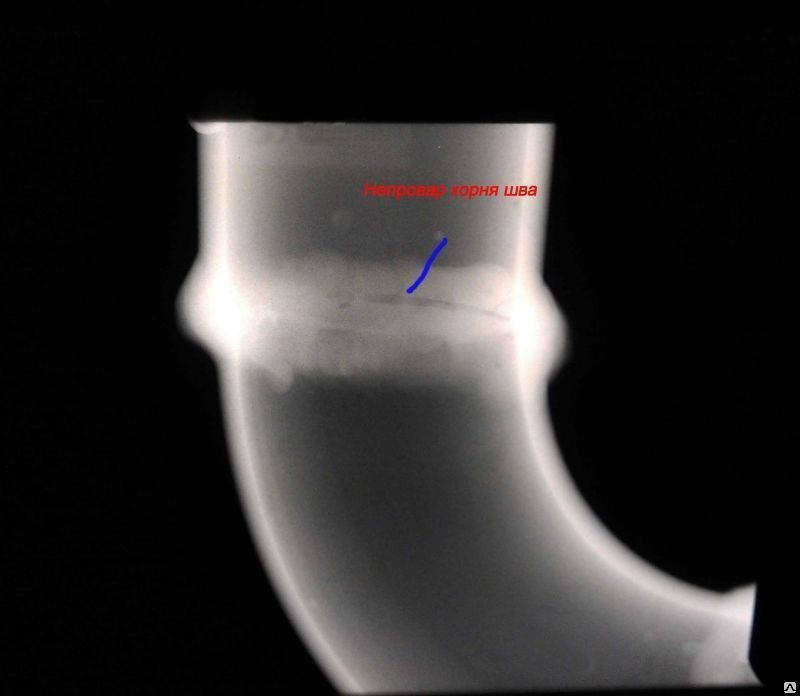
Одним из наиболее популярных подходов на основе региона является модель Чана и Везе, хорошо известная как C-V [12]. Энергетическая функция модели C-V является упрощением формулировки Мамфорд Шаха [13]. Он успешно применяется во многих приложениях для изображений с двумя областями; эта модель менее чувствительна к шуму изображения и инициализации контуров, которые могут располагаться повсюду на изображении. Однако основным недостатком модели C-V является сегментация изображений с неоднородностью интенсивности, когда пиксели одного и того же объекта имеют неоднородное распределение интенсивности уровней серого. Для решения этой проблемы были предложены активные контуры с локализованными энергетическими функциями. Идея состоит в том, чтобы вычислять статистическую информацию только в локальном окне в окрестности пикселя. Один из известных активных контуров на основе локальной области предложен Wang et al. [14, 15] назвали моделью локальной бинарной подгонки (LBF). В этом методе используются две аппроксимирующие энергии для расчета функции энергии LBF, которая аппроксимирует локальные средние значения интенсивности изображения внутри и снаружи контура с использованием ядра Гаусса.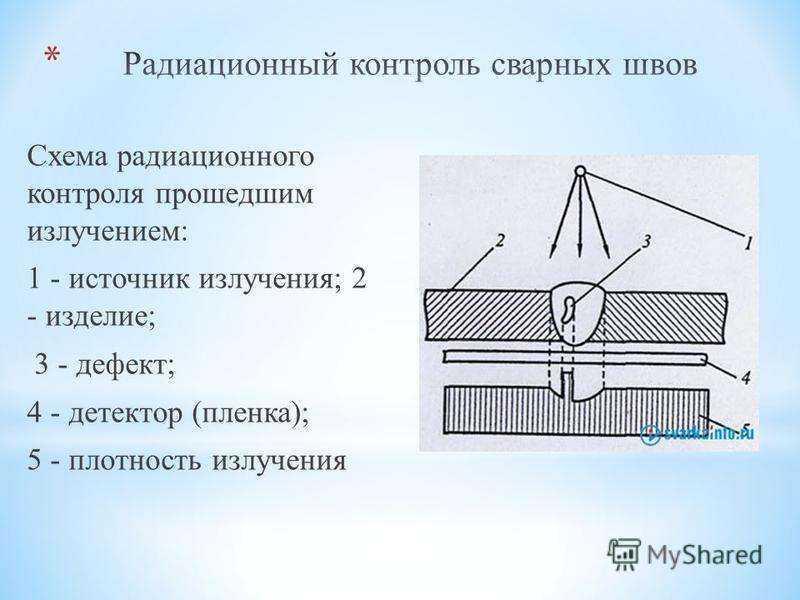 Модель LBF решила проблему, вызванную неоднородностью интенсивности. Однако эта модель чувствительна к начальному расположению контура и значительно увеличивает вычислительную сложность. Чжан и др. [16] предложил активный контур с выборочным локальным набором глобальных уровней, известный как модель IVC, которая вводит новую функцию силы давления со знаком (SPF) области. Модель Чжана использует ядро сглаживания Гаусса для регуляризации функции множества уровней, что значительно сокращает время вычислений. Основным преимуществом этой модели является возможность выбора локальной или глобальной сегментации, поэтому пользователь может выбрать сегментацию одного объекта или всего изображения. Тем не менее, эксперименты показывают, что эта модель очень чувствительна к неравномерному освещению и к низкоконтрастным изображениям, таким как рентгенограммы. Чжан и др. [17] предложил также активный контур набора локального уровня области, в котором энергетическая функция подбора локального изображения (LIF) используется для направления активного контура набора уровня к границам объекта на основе локальной статистической информации об изображении.
Модель LBF решила проблему, вызванную неоднородностью интенсивности. Однако эта модель чувствительна к начальному расположению контура и значительно увеличивает вычислительную сложность. Чжан и др. [16] предложил активный контур с выборочным локальным набором глобальных уровней, известный как модель IVC, которая вводит новую функцию силы давления со знаком (SPF) области. Модель Чжана использует ядро сглаживания Гаусса для регуляризации функции множества уровней, что значительно сокращает время вычислений. Основным преимуществом этой модели является возможность выбора локальной или глобальной сегментации, поэтому пользователь может выбрать сегментацию одного объекта или всего изображения. Тем не менее, эксперименты показывают, что эта модель очень чувствительна к неравномерному освещению и к низкоконтрастным изображениям, таким как рентгенограммы. Чжан и др. [17] предложил также активный контур набора локального уровня области, в котором энергетическая функция подбора локального изображения (LIF) используется для направления активного контура набора уровня к границам объекта на основе локальной статистической информации об изображении. Энергетическая функция LIF определяет различия между подобранным изображением в модели LBF и исходным изображением. Кроме того, для итеративной регуляризации функции набора уровней применяется метод фильтрации с ядром Гаусса. Модель активного контура LIF требует много времени для вычислений, кроме того, она очень чувствительна к локальным размерам окна, которые следует тщательно настраивать: выбор небольшого размера окна вокруг пикселя позволяет обнаруживать мелкие объекты, но увеличивает чувствительность к шуму. Song и Yan [18] предложили установить активный контур локального уровня для сегментации небольших дефектов, обнаруженных на цветных изображениях горячекатаной стали. Основная идея состоит в том, чтобы объединить функцию изображения, называемую картой значимости, в формулировку энергии активного контура. Этот подход показывает высокую эффективность при сегментации дефектов с небольшими областями, особенно с округлыми формами на цветных изображениях. Тем не менее, используемая карта заметности адаптирована к цветным изображениям, поэтому необходимы три информационных канала.
Энергетическая функция LIF определяет различия между подобранным изображением в модели LBF и исходным изображением. Кроме того, для итеративной регуляризации функции набора уровней применяется метод фильтрации с ядром Гаусса. Модель активного контура LIF требует много времени для вычислений, кроме того, она очень чувствительна к локальным размерам окна, которые следует тщательно настраивать: выбор небольшого размера окна вокруг пикселя позволяет обнаруживать мелкие объекты, но увеличивает чувствительность к шуму. Song и Yan [18] предложили установить активный контур локального уровня для сегментации небольших дефектов, обнаруженных на цветных изображениях горячекатаной стали. Основная идея состоит в том, чтобы объединить функцию изображения, называемую картой значимости, в формулировку энергии активного контура. Этот подход показывает высокую эффективность при сегментации дефектов с небольшими областями, особенно с округлыми формами на цветных изображениях. Тем не менее, используемая карта заметности адаптирована к цветным изображениям, поэтому необходимы три информационных канала.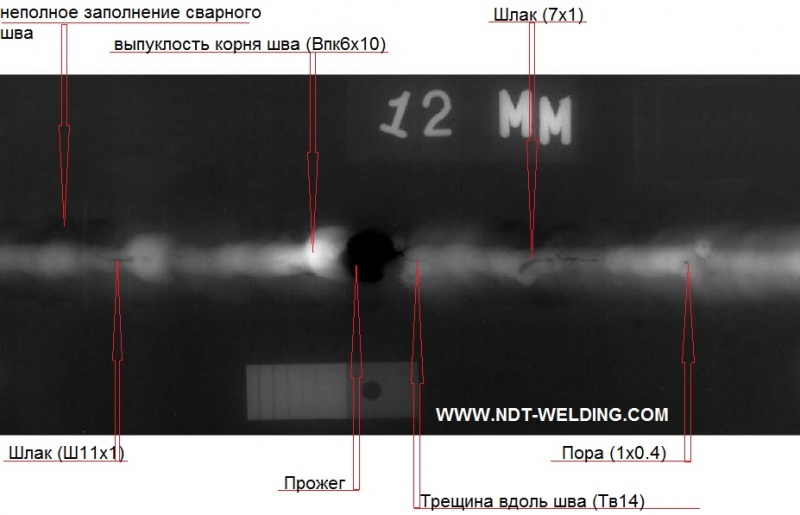 Много информации может быть упущено при использовании изображений с одним каналом, таких как рентгеновские изображения. Более того, модель Сонга использует фильтр Гаусса при вычислении карты значимости, что не подходит для изображений с низким контрастом. С другой стороны, этот подход представляет собой локальную модель с заданным уровнем, которая значительно увеличивает время вычислений; кроме того, точность сегментации сильно зависит от заданного уровня локальных размеров окна.
Много информации может быть упущено при использовании изображений с одним каналом, таких как рентгеновские изображения. Более того, модель Сонга использует фильтр Гаусса при вычислении карты значимости, что не подходит для изображений с низким контрастом. С другой стороны, этот подход представляет собой локальную модель с заданным уровнем, которая значительно увеличивает время вычислений; кроме того, точность сегментации сильно зависит от заданного уровня локальных размеров окна.
В этой работе мы предлагаем новый глобальный уровень набора активных контуров для сегментации дефектов сварки на радиографических изображениях. Функция изображения, называемая нецентральной картой заметности, вычисленная с помощью интегральных изображений, встроена в энергетическую формулировку активного контура набора уровня глобальной области. Оставшаяся часть этой статьи организована следующим образом: предлагаемый метод представлен в разделе 2, тесты и экспериментальные результаты изображены в разделе 3, и мы заканчиваем статью заключением в разделе 4.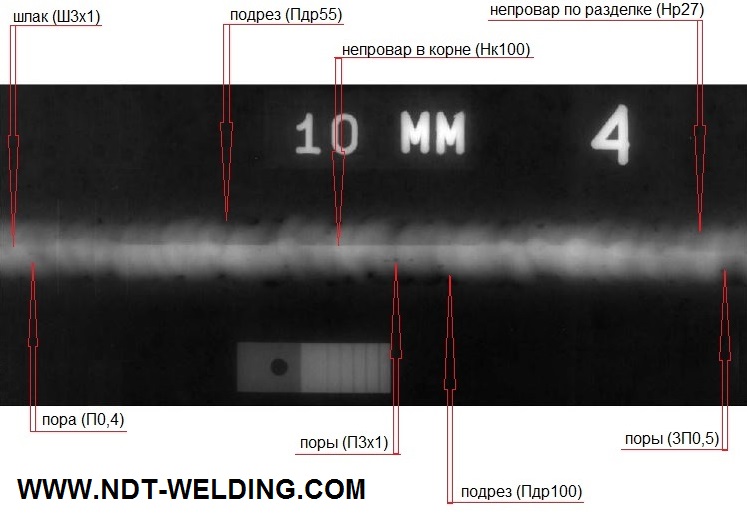
2. Предлагаемая модель активного контура набора уровней
В этом разделе мы представляем модифицированный активный контур набора уровней. Мы показываем метод извлечения карты заметности вне центра в первой части, а новая формулировка энергии активного контура набора уровней после слияния с извлеченной функцией карты заметности иллюстрируется во второй части.
2.1. Off-Center Saliency Map Computation
Системы, имитирующие систему биологического внимания, широко разрабатываются для извлечения карты значимости, которая направлена на выбор интересных частей сенсорных входных данных, чтобы уменьшить огромный объем информации, которую система компьютерного зрения обычно необходимо обработать. В этой области определяются два типа ганглиозных клеток сетчатки: «on-center» и «off-center». Клетка с on-центром стимулируется, когда центр ее рецептивного поля подвергается воздействию света, и тормозится, когда окружающие участки подвергаются воздействию света; нецентральные клетки имеют прямо противоположную реакцию.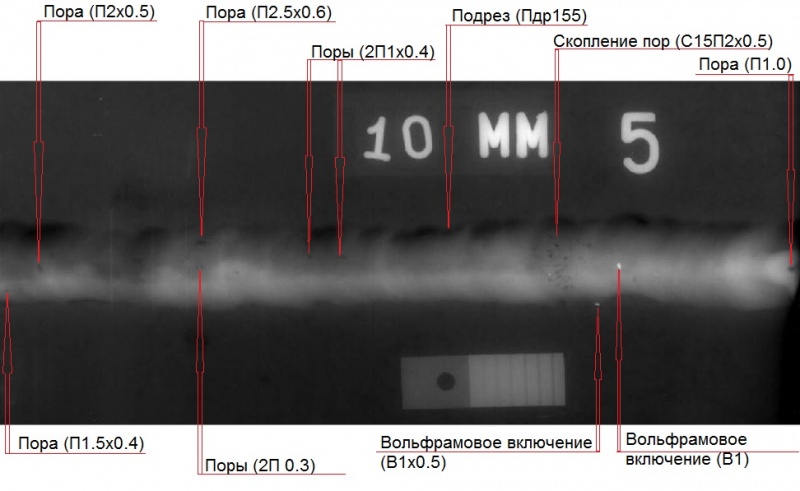 Две функции изображения, которые имитируют поведение двух ячеек, вычисляются и называются картами значимости в центре и вне центра. На радиографических изображениях сварных швов дефекты соответствуют темным областям, окруженным светлым фоном; поэтому мы решили использовать карту заметности вне центра в качестве функции изображения, чтобы направить активный контур набора уровней к границам дефекта. Карта заметности вне центра рассчитывается с использованием разницы между центром и окружением. Для выполнения вычислений используется множество подходов; находим фильтры Габора [19], разности фильтров Гаусса [20] и спектральной невязки [21]. Недавно Монтабоне и Сото [22] представили быстрый метод вычисления различий между центром и окружением с помощью прямоугольных фильтров, основанный на концепции интегральных изображений (или суммированных таблиц площадей), введенной впервые Виолой и Джонсом [23]; такой подход позволяет значительно ускорить расчеты и сохранить границы объектов. Этот подход используется в нашей работе.
Две функции изображения, которые имитируют поведение двух ячеек, вычисляются и называются картами значимости в центре и вне центра. На радиографических изображениях сварных швов дефекты соответствуют темным областям, окруженным светлым фоном; поэтому мы решили использовать карту заметности вне центра в качестве функции изображения, чтобы направить активный контур набора уровней к границам дефекта. Карта заметности вне центра рассчитывается с использованием разницы между центром и окружением. Для выполнения вычислений используется множество подходов; находим фильтры Габора [19], разности фильтров Гаусса [20] и спектральной невязки [21]. Недавно Монтабоне и Сото [22] представили быстрый метод вычисления различий между центром и окружением с помощью прямоугольных фильтров, основанный на концепции интегральных изображений (или суммированных таблиц площадей), введенной впервые Виолой и Джонсом [23]; такой подход позволяет значительно ускорить расчеты и сохранить границы объектов. Этот подход используется в нашей работе. Подкарты заметности вне центра рассчитываются по разностному центру и окружению с помощью следующего отношения: где «» представляет собой размер объемного изображения, выбранный эмпирически для нашего приложения, а представляет собой пиксель уровня серого в середине объемного изображения.
Подкарты заметности вне центра рассчитываются по разностному центру и окружению с помощью следующего отношения: где «» представляет собой размер объемного изображения, выбранный эмпирически для нашего приложения, а представляет собой пиксель уровня серого в середине объемного изображения.
Окружение вычисляется за короткое время с использованием интегрального изображения изображения:
Окружение представляет собой локальное среднее значение размера окна соседства «»:
Вычисленные подкарты значимости вне центра суммируются попиксельно в одной карте следующим образом:
— это карта заметности вне центра, которая будет использоваться на следующем этапе с активным контуром, установленным на уровне. Преимущество этой функции в усилении дефектов продемонстрировано на примере радиографического изображения сварного шва на рисунке 3. Как показано, рентгенографическое изображение сварного шва имеет низкий уровень контраста и фон, затронутый неравномерным освещением; дефекты и фон плохо различимы; поэтому извлечение дефекта очень затруднено. На рис. 3(b) показана карта заметности вне центра, поскольку мы видим, что разница между дефектами и фоном сильно увеличена; поверхностный график, показанный на рис. 3(c), также показывает, как хорошо усиливаются дефекты уровня серого.
На рис. 3(b) показана карта заметности вне центра, поскольку мы видим, что разница между дефектами и фоном сильно увеличена; поверхностный график, показанный на рис. 3(c), также показывает, как хорошо усиливаются дефекты уровня серого.
2.2. Level Set Active Contour Energy Formulation
Карта заметности вне центра, полученная в предыдущем разделе, используется в качестве статистической информации, представляющей пиксели на изображении. Изображение элемента встроено в формулировку активного контура набора уровней с использованием глобальной энергии распределения Гаусса. Цель состоит в том, чтобы сегментировать изображение на две области, дефект и фон, с контуром «», разделяющим эти две области в зависимости от статистической информации внутри и снаружи карты значимости вне центра. Сегментация достигается с минимизацией энергии [19].]. Определим энергетическую функцию контура « », состоящую из трех членов: заметной энергии , энергии регуляризации и энергии реинициализации:
Первый член притягивает контур « » к краям дефекта.
В соответствии с теорией множества уровней [16] контур встраивается как нулевой уровень функции множества уровней:
Таким образом, (6) принимает вид где — область изображения и — функция Хевисайда.
, две функции плотности вероятности, принятые как распределение Гаусса со средними и дисперсиями , Рассмотрим
Поэтому (8) можно записать как
рассчитывается следующим образом:
— это энергия регуляризации, добавленная для сохранения гладкого контура сегментированной области, поэтому мы должны минимизировать длину контура, которая может быть рассчитана по следующему соотношению:
При развитии функции набора уровней обычно она может быть слишком крутой или плоской, поэтому мы добавляем третий элемент энергии для повторной инициализации функции набора уровней и сохранения свойства расстояния со знаком.
. В результате функция полной энергии может быть записана как
. Мы добавили , , в качестве управляющих параметров. Отметим, что параметр управляет свойством расстояния со знаком функции набора уровней, а параметр определяет ее гладкость. Параметр позволяет привлекать функцию набора уровней к дефектным областям.
Теперь мы оставляем фиксированными все переменные, кроме ; минимизация полной энергии по эквивалентна решению уравнения течения градиентного спуска:
Получаем следующее эволюционное уравнение:
– функция Дирака. , , определяются следующим образом:
Уравнение эволюции множества уровня (17) состоит из 3 членов; первое слагаемое в правой части позволяет сохранить регулярность функции задания уровня, второе слагаемое сохраняет плавность контура, а третье слагаемое сегментирует изображение на дефект и фон.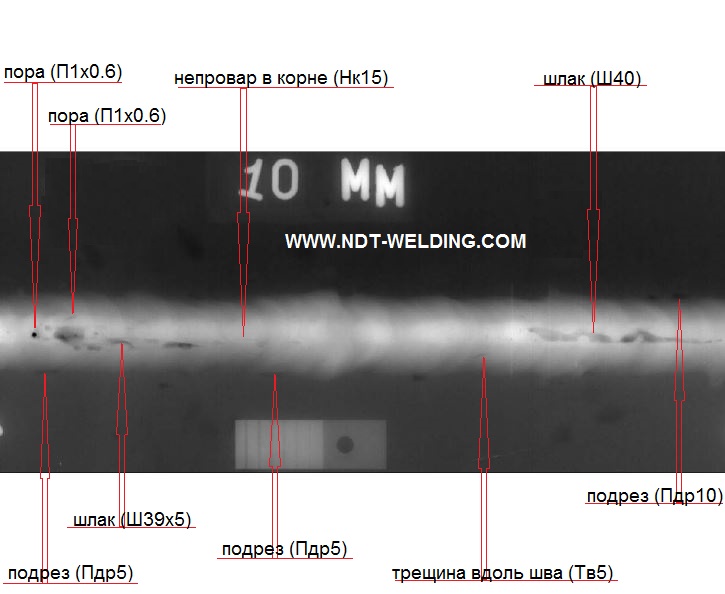
Используя простую явную схему конечных разностей для (17), мы получаем следующую формулировку дискретного множества уровня: где , — номер итерации индекса и временной шаг соответственно.
Основные этапы предлагаемой схемы сегментации дефектов можно резюмировать следующим образом.
Шаг 1. Введите изображение.
Шаг 2. Выберите интересующую область (ROI).
Шаг 3. Инициализировать параметры , , , , .
Шаг 4. Вычислить карту значимости вне центра.
Шаг 5. Вычислить маску набора начального уровня.
Шаг 6. За фиксированное количество итераций. Вычислите среднее значение и дисперсию , , , . Обновление функции установки уровня с помощью (19).
Шаг 7. Сохранить нулевой уровень функции.
3. Экспериментальные результаты
В этом разделе предложенная модель активного контура набора уровней тестируется и оценивается на наборе рентгенографических изображений сварных соединений, полученных из Федерального института исследования и испытаний материалов (Bam) [25]. Рентгенограммы были отсканированы сканером LS85 SDR от Lumisys, в основном в режиме высокой плотности. Исходная 12-битная глубина данных была масштабирована до 8 бит с линейной LUT, пропорциональной оптической плотности пленки, путем визуальной настройки содержимого изображения. Размер пикселя составляет 40,3 микрона (630 dpi), а изображения представляют собой 8-битные оттенки серого. Из-за большого размера радиографических изображений сварных швов, неравномерной освещенности и мелкой формы дефекта при визуализации рентгенограммы трудно обнаружить наличие мелких дефектов и точно определить их размеры. Следовательно, для упрощения задачи можно было бы начать с выбора области интереса, ROI, которую можно рассматривать как часть изображения, в которой интерпретатор рентгенограммы подозревает наличие дефектов. Выбор области интереса не позволяет оператору обрабатывать нерелевантные области изображения. Кроме того, это позволяет сократить время вычислений для приложений реального времени, учитывая, что метод локализации ROI обычно используется исследователями в нескольких работах.
Рентгенограммы были отсканированы сканером LS85 SDR от Lumisys, в основном в режиме высокой плотности. Исходная 12-битная глубина данных была масштабирована до 8 бит с линейной LUT, пропорциональной оптической плотности пленки, путем визуальной настройки содержимого изображения. Размер пикселя составляет 40,3 микрона (630 dpi), а изображения представляют собой 8-битные оттенки серого. Из-за большого размера радиографических изображений сварных швов, неравномерной освещенности и мелкой формы дефекта при визуализации рентгенограммы трудно обнаружить наличие мелких дефектов и точно определить их размеры. Следовательно, для упрощения задачи можно было бы начать с выбора области интереса, ROI, которую можно рассматривать как часть изображения, в которой интерпретатор рентгенограммы подозревает наличие дефектов. Выбор области интереса не позволяет оператору обрабатывать нерелевантные области изображения. Кроме того, это позволяет сократить время вычислений для приложений реального времени, учитывая, что метод локализации ROI обычно используется исследователями в нескольких работах. После выбора области ROI размер полученных изображений изменяется до .
После выбора области ROI размер полученных изображений изменяется до .
На рисунках 4 и 5 представлены основные этапы предлагаемого алгоритма сегментации на двух примерах радиографии сварных швов. Первая строка соответствует всей рентгенограмме сварного шва, затем выбирается интересующая область (ROI). Следующие изображения на рисунках 4(b) и 5(b) показывают выбранную область для обработки, включая различные дефекты, такие как пористость и шлак, распределенные по середине сварного шва. Карта заметности вне центра показана на следующих рисунках 4(c) и 5(c), поскольку мы видим, что дефекты усилены, а фон подавлен. На рисунках 4(d) и 5(d) показано обнаружение контура дефекта синим и красным цветом, полученное с предложенным активным контуром, установленным на уровне значимости вне центра. Несмотря на низкую контрастность и неравномерное освещение, мы видим, что большая часть дефектов сегментирована с низким уровнем ложных срабатываний. Отметим, что параметры предлагаемого метода задаются как , , , и .
3.1. Сравнительный тест 1
Мы показываем сравнение между предложенной моделью и активным контуром с заданным уровнем, зависящим только от интенсивности изображения уровня серого, предложенного Zhang et al. [17] и назвали локальным аппроксимирующим изображение активным контуром LIF. Реализация модели LIF в Matlab приведена на сайте автора (http://kaihuazhang.net/J_papers/PR_10.rar). На рис. 6(b) представлены результаты локальной подгоночной модели LIF, а результаты предлагаемой модели активного контура показаны на рис. 6(c). Параметры предлагаемого алгоритма фиксированы как , , , и .
С помощью визуальной оценки можно проверить превосходство предлагаемого активного контура установки уровня. Локальная подгонка активного контура ЛИФ [17] не дает удовлетворительных результатов из-за влияния помех на фоне и низкой контрастности дефектов. Много ложных срабатываний и много дефектов не обнаружено. Наилучшие результаты получаются с предложенным уровнем установки активного контура. Большая часть дефектов идентифицируется с низким уровнем ложных срабатываний. Количественное сравнение между предложенным активным контуром и методом LIF показано в таблице 1. Мы вычисляем меру оценки сегментации, используемую многими исследователями, называемую -мерой [26]. Для вычисления этого критерия оценки нам нужна идеальная сегментация изображения и предложенные результаты сегментации; два результата должны быть представлены в бинарных масках. Обратите внимание, что используемая истинная или идеальная сегментация получена в результате экспертной визуальной интерпретации. Отметим также, что более высокое значение (макс. 1) означает точную сегментацию. Показатели обнаружения показаны в таблице 1, которая демонстрирует высокую эффективность нашего метода по сравнению с подходом LIF. При этом время вычислений (cpu-time) вычисляется для двух методов. Алгоритм времени шага фиксируется на 0,1 для двух методов. Алгоритмы реализованы на Matlab R2010a (на ПК Core i5 2.9ГГц). Полученные значения показывают, что предложенная нами модель очень быстра по сравнению с ЛИФ локального активного контура.
Большая часть дефектов идентифицируется с низким уровнем ложных срабатываний. Количественное сравнение между предложенным активным контуром и методом LIF показано в таблице 1. Мы вычисляем меру оценки сегментации, используемую многими исследователями, называемую -мерой [26]. Для вычисления этого критерия оценки нам нужна идеальная сегментация изображения и предложенные результаты сегментации; два результата должны быть представлены в бинарных масках. Обратите внимание, что используемая истинная или идеальная сегментация получена в результате экспертной визуальной интерпретации. Отметим также, что более высокое значение (макс. 1) означает точную сегментацию. Показатели обнаружения показаны в таблице 1, которая демонстрирует высокую эффективность нашего метода по сравнению с подходом LIF. При этом время вычислений (cpu-time) вычисляется для двух методов. Алгоритм времени шага фиксируется на 0,1 для двух методов. Алгоритмы реализованы на Matlab R2010a (на ПК Core i5 2.9ГГц). Полученные значения показывают, что предложенная нами модель очень быстра по сравнению с ЛИФ локального активного контура.
3.2. Сравнительный тест 2
В этом параграфе мы показываем сравнительный тест между предложенным методом и моделью рельефного выпуклого активного контура, предложенной Сонгом и Яном [18], известной как SCACM. Изображения на рисунке 7(a) соответствуют интересующим областям (ROI), выбранным из различных пленок радиограмм сварки, содержащих различные виды дефектов, таких как пористость, а также горизонтальные и вертикальные тонкие трещины. На рисунке 7(b) представлены результаты обнаружения методом SCACM, а на рисунке 7(c) показаны результаты сегментации с помощью предложенного метода.
Полученные результаты на рис. 7 показывают, что метод Сонга выявляет только дефекты небольшой и круглой формы из-за влияния размера локального окна, используемого в этом методе. С другой стороны, наш метод не требует использования локального окна, как объяснялось ранее; мы используем аппроксимацию глобального гауссовского распределения интенсивностей нецентральной значимости. Предлагаемый метод позволяет обнаруживать дефекты различной формы и размеров с низким уровнем ложных срабатываний. Большая часть дефектов выделяется, несмотря на их низкую контрастность. При использовании метода Сонга многие малоконтрастные дефекты пропускаются и не идентифицируются. Как и в предыдущем эксперименте, время сходимости двух методов, оцененное в таблице 2, показывает, что предложенная модель обеспечивает сегментацию дефекта за более короткое время по сравнению с методом Сонга. В качестве параметров предлагаемого алгоритма выбираем , , и . Отметим также, что мы использовали реализацию Matlab, предоставленную авторами SCACM на их веб-сайте (http://faculty.neu.edu.cn/yunhyan/Webpage%20for%20article/SCACM/DemoSCACM.rar).
Большая часть дефектов выделяется, несмотря на их низкую контрастность. При использовании метода Сонга многие малоконтрастные дефекты пропускаются и не идентифицируются. Как и в предыдущем эксперименте, время сходимости двух методов, оцененное в таблице 2, показывает, что предложенная модель обеспечивает сегментацию дефекта за более короткое время по сравнению с методом Сонга. В качестве параметров предлагаемого алгоритма выбираем , , и . Отметим также, что мы использовали реализацию Matlab, предоставленную авторами SCACM на их веб-сайте (http://faculty.neu.edu.cn/yunhyan/Webpage%20for%20article/SCACM/DemoSCACM.rar).
4. Заключение
Обнаружение мелких дефектов на низкоконтрастных рентгенограммах, искаженных неравномерным освещением, очень сложно. Обычно предлагаемые методы в этой области имеют ограниченные результаты. В этой работе наша цель состоит в том, чтобы улучшить надежность сегментации дефектов сварного шва на радиографических изображениях, чтобы получить удовлетворительные результаты. Мы разработали новый метод, основанный на активном контуре с установленным уровнем, управляемом с помощью карты заметности вне центра. Сегментация достигается, когда энергетическая функция минимизируется. Различные тесты на радиографических изображениях сварных швов с различными видами дефектов подтверждают эффективность и надежность предлагаемого метода. Показан сравнительный тест с двумя типами моделей активных контуров с заданным уровнем. Первый зависит только от интенсивности уровня серого, а второй использует карту значимости для получения активного контура сегментации. Сравнительные испытания показали, что предложенный метод позволяет преодолеть проблему неравномерности освещения и низкого уровня контрастности радиографических изображений сварных швов. Кроме того, наш метод показывает быстрое время сходимости по сравнению с другими методами. Однако некоторые недостатки предлагаемого метода необходимо изучить в будущей работе. Чтобы уменьшить взаимодействие с человеком, рекомендуется разработать метод автоматического выбора интересующей области.
Мы разработали новый метод, основанный на активном контуре с установленным уровнем, управляемом с помощью карты заметности вне центра. Сегментация достигается, когда энергетическая функция минимизируется. Различные тесты на радиографических изображениях сварных швов с различными видами дефектов подтверждают эффективность и надежность предлагаемого метода. Показан сравнительный тест с двумя типами моделей активных контуров с заданным уровнем. Первый зависит только от интенсивности уровня серого, а второй использует карту значимости для получения активного контура сегментации. Сравнительные испытания показали, что предложенный метод позволяет преодолеть проблему неравномерности освещения и низкого уровня контрастности радиографических изображений сварных швов. Кроме того, наш метод показывает быстрое время сходимости по сравнению с другими методами. Однако некоторые недостатки предлагаемого метода необходимо изучить в будущей работе. Чтобы уменьшить взаимодействие с человеком, рекомендуется разработать метод автоматического выбора интересующей области.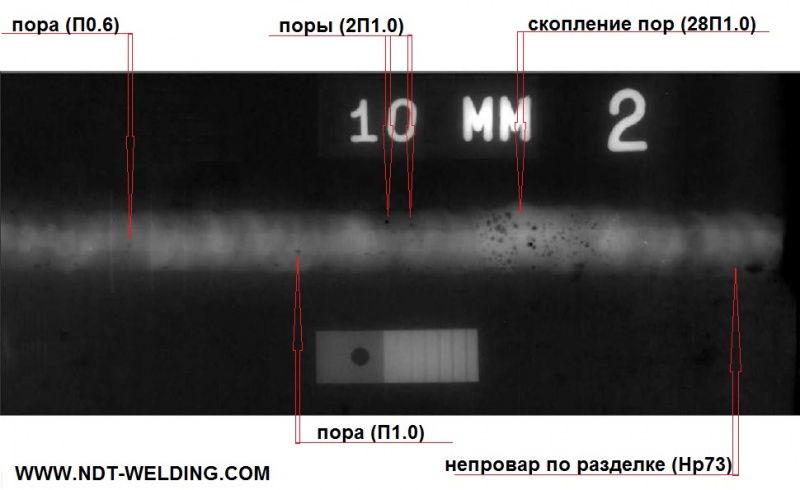 Также интересно проверить этот метод сегментации на другом приложении рентгенографических изображений, таком как медицинская область.
Также интересно проверить этот метод сегментации на другом приложении рентгенографических изображений, таком как медицинская область.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в отношении публикации данной статьи.
Ссылки
И. Валаванис и Д. Космопулос, «Многоклассовое обнаружение дефектов и классификация на радиографических изображениях сварных швов с использованием геометрических и текстурных признаков», Expert Systems with Applications , vol. 37, нет. 12, стр. 7606–7614, 2010.
Посмотреть по адресу:
Сайт издателя | Академия Google
Дж. Запата, Р. Вилар и Р. Руис, «Оценка эффективности автоматической системы контроля дефектов сварных швов на рентгенографических изображениях на основе нейроклассификаторов», Expert Systems with Applications , vol. 38, нет. 7, стр. 8812–8824, 2011.
Посмотреть по адресу:
Сайт издателя | Google Scholar
К.
Столоеску-Кришан и Ш. Холбан, «Сравнение методов сегментации рентгеновских изображений», Достижения в области электротехники и вычислительной техники , том. 13, нет. 3, стр. 85–92, 2013 г.Посмотреть по адресу:
Сайт издателя | Google Scholar
А. Махмуди и Ф. Реграги, «Обнаружение дефектов сварки путем сегментации рентгенографических изображений», в Proceedings of the World Congress on Computer Science and Information Engineering (WRI ’09) , vol. 7, стр. 111–115, Лос-Анджелес, Калифорния, США, март 2009 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Д. Мери и М. А. Берти, «Автоматическое обнаружение дефектов сварки с использованием особенностей текстуры», Insight: неразрушающий контроль и мониторинг состояния , vol. 45, нет. 10, стр. 676–681, 2003.
Посмотреть по адресу:
Сайт издателя | Google Scholar
М.
А. Карраско и Д. Мери, «Сегментация дефектов сварки с использованием надежного алгоритма», Materials Evaluation , vol. 62, нет. 11, pp. 1142–1147, 2004.Посмотреть по адресу:
Google Scholar
Амин Э.С. Применение искусственных нейронных сетей для оценки дефектов сварки ядерных компонентов. Journal of Nuclear and Radiation Physics , vol. 3, нет. 2, стр. 83–92, 2008.
Посмотреть по адресу:
Google Scholar
С.-Б. Чжоу, А.-К. Шен и Г.-Ф. Ли, «Сегментация конкретного изображения на основе многомасштабных математических морфологических операторов и метода Оцу», Достижения в области материаловедения и инженерии , том. 2015 г., идентификатор статьи 208473, 11 страниц, 2015 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
С.
Ошер и Н. Парагиос, Методы набора геометрических уровней в изображении, зрении и графике , Springer, 2003.X.-F. Ван, Д.-С. Хуанг и Х. Сюй, «Эффективная локальная модель Чана-Везе для сегментации изображений», Pattern Recognition , vol. 43, нет. 3, стр. 603–618, 2010.
Посмотреть по адресу:
Сайт издателя | ученый Google | Zentralblatt MATH
К. Сюй и Дж. Л. Принс, «Змеи, формы и градиентный векторный поток», IEEE Transactions on Image Processing , том. 7, нет. 3, стр. 359–369, 1998.
Посмотреть по адресу:
Сайт издателя | ученый Google | Zentralblatt МАТЕМАТИКА | MathSciNet
Т. Ф. Чан и Л. А. Весе, «Активные контуры без ребер», IEEE Transactions on Image Processing , vol. 10, нет. 2, стр. 266–277, 2001.
Посмотреть по адресу:
Сайт издателя | ученый Google | Zentralblatt MATH
Д.
Мамфорд и Дж. Шах, «Оптимальные приближения кусочно-гладкими функциями и связанные с ними вариационные задачи», Сообщения по чистой и прикладной математике , том. 42, нет. 5, стр. 577–685, 1989.Посмотреть по адресу:
Сайт издателя | Google Scholar
Л. Ван, К. Ли, К. Сун, Д. Ся и С.-Ю. Као, «Активные контуры, управляемые энергией подгонки локальной и глобальной интенсивности с применением к сегментации МРТ-изображений головного мозга», Computerized Medical Imaging and Graphics , vol. 33, нет. 7, стр. 520–531, 2009 г.
Посмотреть по адресу:
Сайт издателя | Академия Google
X. Лю, С.-Дж. Пэн, Ю.-М. Cheung, YY Tang и J.-X. Du, «Активные контуры с совместной и масштабируемой по регионам метрикой распределения для интерактивной сегментации естественных изображений», IET Image Processing , vol.
8, нет. 12, стр. 824–832, 2014.Посмотреть по адресу:
Сайт издателя | Google Scholar
К. Чжан, Л. Чжан, Х. Сун и В. Чжоу, «Активные контуры с выборочной локальной или глобальной сегментацией: новая формулировка и метод установки уровня», Image and Vision Computing , vol. 28, нет. 4, стр. 668–676, 2010.
Посмотреть по адресу:
Сайт издателя | Google Scholar
К. Чжан, Х. Сонг и Л. Чжан, «Активные контуры, управляемые энергией локальной подгонки изображения», Распознавание образов , том. 43, нет. 4, стр. 1199–1206, 2010.
Посмотреть по адресу:
Сайт издателя | Google Scholar
К. Сонг и Ю. Ян, «Метод обнаружения микродефектов поверхности полос из кремнистой стали, основанный на модели рельефного выпуклого активного контура», Математические задачи в технике , вып.
2013 г., идентификатор статьи 429094, 13 страниц, 2013 г.Посмотреть по адресу:
Сайт издателя | Google Scholar
Л. Итти и К. Кох, «Вычислительное моделирование зрительного внимания», Nature Reviews Neuroscience , vol. 2, нет. 3, стр. 194–203, 2001.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Р. Ачантай, С. Хемамиз, Ф. Эстрадей и С. Зюсструнки, «Обнаружение значимых областей с настройкой частоты», в Материалы конференции IEEE Computer Society по компьютерному зрению и распознаванию образов (CVPR ’09) , стр. 1597–1604, IEEE, июнь 2009 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
X. Хоу и Л. Чжан, «Обнаружение заметности: спектральный остаточный подход», в Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR ’07) , стр.
1–8, Миннеаполис, штат Миннесота, США, июнь 2007 г.Посмотреть по адресу:
сайт издателя | Google Scholar
С. Монтабоне и А. Сото, «Обнаружение человека с использованием мобильной платформы и новые функции, полученные с помощью механизма визуальной значимости», Image and Vision Computing , vol. 28, нет. 3, стр. 391–402, 2010.
Посмотреть по адресу:
Сайт издателя | Google Scholar
П. Виола и М. Дж. Джонс, «Надежное обнаружение лиц в реальном времени», International Journal of Computer Vision , vol. 57, нет. 2, стр. 137–154, 2004.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Л. Ван, Л. Хе, А. Мишра и К. Ли, «Активные контуры, управляемые энергией подгонки локального гауссовского распределения», Signal Processing , vol.
89, нет. 12, стр. 2435–2447, 2009.Посмотреть по адресу:
Сайт издателя | Академия Google
http://www.bam.de/en/index.htm.
https://en.wikipedia.org/wiki/Precision_and_recall.
 Столоеску-Кришан и Ш. Холбан, «Сравнение методов сегментации рентгеновских изображений», Достижения в области электротехники и вычислительной техники , том. 13, нет. 3, стр. 85–92, 2013 г.
Столоеску-Кришан и Ш. Холбан, «Сравнение методов сегментации рентгеновских изображений», Достижения в области электротехники и вычислительной техники , том. 13, нет. 3, стр. 85–92, 2013 г. А. Карраско и Д. Мери, «Сегментация дефектов сварки с использованием надежного алгоритма», Materials Evaluation , vol. 62, нет. 11, pp. 1142–1147, 2004.
А. Карраско и Д. Мери, «Сегментация дефектов сварки с использованием надежного алгоритма», Materials Evaluation , vol. 62, нет. 11, pp. 1142–1147, 2004. Ошер и Н. Парагиос, Методы набора геометрических уровней в изображении, зрении и графике , Springer, 2003.
Ошер и Н. Парагиос, Методы набора геометрических уровней в изображении, зрении и графике , Springer, 2003. Мамфорд и Дж. Шах, «Оптимальные приближения кусочно-гладкими функциями и связанные с ними вариационные задачи», Сообщения по чистой и прикладной математике , том. 42, нет. 5, стр. 577–685, 1989.
Мамфорд и Дж. Шах, «Оптимальные приближения кусочно-гладкими функциями и связанные с ними вариационные задачи», Сообщения по чистой и прикладной математике , том. 42, нет. 5, стр. 577–685, 1989. 8, нет. 12, стр. 824–832, 2014.
8, нет. 12, стр. 824–832, 2014. 2013 г., идентификатор статьи 429094, 13 страниц, 2013 г.
2013 г., идентификатор статьи 429094, 13 страниц, 2013 г.Copyright
Copyright © 2015 Мохамед Бен Гарсалла и Эззеддин Бен Брайек. Это статья с открытым доступом, распространяемая в соответствии с лицензией Creative Commons Attribution License, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Радиографический контроль сварных швов трубопроводной системы » The Piping Engineering World
Реклама
Когда заказчик передает контракт на сварку подрядчику по сварке, этот подрядчик по сварке должен назначить агентство для проведения радиографических работ на объекте из списка агентств, включенного в заявку. документ или предоставляется клиентом отдельно.
документ или предоставляется клиентом отдельно.
Процедуры радиографического исследования, которые должны быть приняты, должны быть представлены подрядчиком в формате, указанном клиентом, и должны быть одобрены инспектором владельца перед приемом на работу. Лицо, имеющее квалификацию ASNT Level-II или ASNT Level-III в радиографическом тестировании, должно подготовить процедуру. Процедура рентгенографии должна быть установлена, чтобы продемонстрировать, что требуемая чувствительность может последовательно достигаться при самых неблагоприятных параметрах (например, расстояние от источника до пленки, геометрическая нерезкость, толщина и т. д.).
Принятые радиографический метод и процедура должны соответствовать требованиям, указанным в статье 2, а также статье 22 ASME Sec.V. Полученная чувствительность IQI должна быть равна или лучше, чем требования, указанные в статье 2 ASME Sec.V. Пенетраметр со стороны источника должен использоваться при установлении радиографической процедуры/техники. Критерии приемки должны соответствовать
соответствующим кодам производства и требованиям к верховой езде, если они указаны в другом месте в технических спецификациях контракта.
Подрядчик несет ответственность за проведение рентгенографии; устранение дефектов и повторная рентгенография отремонтированных/исправленных сварных швов за свой счет.
Объем рентгенографии должен соответствовать спецификациям, которые должны быть предоставлены Подрядчику. Для сварных швов между разнородными материалами объем рентгенографического контроля должен быть более строгим из двух, рекомендуемых для свариваемых материалов. Везде, где требуется случайная радиография, в конкретном классе трубопроводов должны быть обязательно включены сварные соединения из разнородных материалов.
Тип источника излучения и пленки, которые будут использоваться, должны соответствовать показанным ниже для проведения рентгенографического исследования. Однако, если спецификации (как указано в другом месте контракта) для некоторых критических материалов требуют использования рентгеновского излучения, тогда рентгенография должна выполняться только с использованием рентгеновских лучей.
Подрядчик должен выполнять все законодательные требования и требования безопасности владельца при обращении с рентгеновским и гамма-оборудованием.
В случае случайной радиографии, соединения для рентгенографии должны быть выбраны Инспектором Владельца, и рентгенография должна быть выполнена в его присутствии, если он поручает подрядчику сделать это.
Подрядчик должен предоставить все рентгенограммы Инспектору Владельца сразу же после обработки вместе с оценкой лицом, имеющим квалификацию ASNT Level-II в области рентгенографических испытаний, в соответствии со статьей 2 ASME Sec.V. Сертификат квалификации персонала НК ASNT/ISNT уровня II должен быть представлен инспектору владельца для его утверждения до начала работы.
Подрядчик должен предоставить Инспектору Владельца все необходимые средства на объекте, такие как темная комната с контролируемой температурой, осветитель (просмотр), подходящий для различной плотности, должным образом откалиброванный электронный денситометр с батареями, 9-кратное увеличение0474, кальки, линейку, маркировочные карандаши и т. д., чтобы он мог просматривать рентгенограммы.
Если указана выборочная рентгенография, первый сварной шов каждого сварщика должен быть полностью рентгенографирован. В случае трубы размером 6 дюймов и меньше первые два сварных шва должны быть полностью рентгенографированы.
Для каждого сварного шва, выполненного сварщиком, признанным неприемлемым, должны проводиться две дополнительные проверки сварных швов, выполненных одним и тем же сварщиком. Эта операция является итеративной, и два дополнительных шва для каждого сварного шва, признанного неудовлетворительным, должны продолжаться до
таким образом, чтобы на каждый дефектный сварной шов приходилось два последовательных сварных шва удовлетворительного качества.
Подрядчик должен провести эти дополнительные рентгенографические испытания за свой счет. Во избежание возможности того, что слишком много дефектных сварных швов, выполненных одним сварщиком, останутся незамеченными в течение длительного периода времени, Подрядчик должен незамедлительно организовать Радиографическое обследование, чтобы не было накопления дефектных соединений.
Подрядчик должен указывать расценки на рентгенографию, а также на гамма-лучи для соединений, указанных в таблице выше для рентгенографии.
Контрольные снимки
Владелец I Главный инженер или его представитель должны отобрать 5% от общего количества рентгенографированных в день соединений для контрольных снимков. Подрядчик должен выполнить контрольные выстрелы в соответствии с указаниями.
Профили сварных швов контрольных снимков должны сравниваться с профилями сварных швов, наблюдаемыми на более ранних рентгенограммах. В случае какого-либо отклонения в контрольных снимках и более ранних рентгенограммах подрядчик должен провести повторную съемку всей партии соединений, рентгенографированных конкретным радиографическим агентством в конкретную дату. Все переснятые фильмы должны сравниваться с первоначально представленными фильмами.
Нравится:
Нравится Загрузка…
Нравится Piping на FacebookМои твиты
Детали для Pipe 1
NPD: 1/2 дюйма4/4 дюйма2 дюйма2,5 дюйма3 дюйма 4 дюйма5 дюйма6 дюйма20 дюйма22 дюйма24 дюйма26 дюйма28 дюйма30 дюйма34 дюйма36 дюйма40 дюйма 42 дюйма 44 дюйма 48 дюйма50 дюйма52 дюйма54 дюйма56 дюйма58 дюйма52 дюйма54 дюйма56 дюйма60 дюйма
Рейтинг.