Технология лазерной сварки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Применение лазерной сварки
Отработана технология лазерной сварки малых и средних (5—10 мм) толщин. Однако широкое применение лазерной сварки в ряде случаев сдерживается соображениями экономического характера. Стоимость технологических лазеров пока еще достаточно высока, что требует тщательного анализа возможностей применения лазерной сварки. Перспектива для лазерной сварки появляется тогда, когда применение традиционных способов сварки сопряжено с трудностями.
Лазерную сварку следует рекомендовать при необходимости получения прецизионной конструкции, форма и размеры которой практически не должны изменяться в результате сварки; возможности значительного упрощения технологии изготовления сварных конструкций за счет выполнения сварки в виде заключительного процесса без последующих операций правки либо механической обработки для достижения требуемой точности; необходимости существенного увеличения производительности, так как процесс лазерной сварки может осуществляться на скоростях 100—200 м/ч и более, что в несколько раз превышает скорость наиболее распространенного традиционного способа дуговой сварки; производстве крупногабаритных конструкций малой жесткости с труднодоступными швами. При этом в отличие от электронно-лучевой сварки не требуются вакуумные камеры; соединении трудносвариваемых материалов, в том числе разнородных.
Лазерное излучение рекомендуется к использованию для изготовления конструкций с учетом технологических особенностей лазерной сварки основных конструкционных материалов.
Сварка сталей
Качество и надежность сварных соединений, выполняемых лазерным лучом, в значительной степени определяются точностью сборки элементов под сварку. Необходимая точность сборки достигается подготовкой свариваемых кромок на металлорежущих станках (строганием, фрезерованием, точением).
Поверхность металла в зоне сварки следует очищать от окалины, ржавчины, других загрязнений, а также от влаги. Указанные загрязнения и влага создают условия для образования пористости, оксидных включений, а в некоторых случаях и холодных трещин в металле шва и зоне термического влияния за счет насыщения водородом.
Зачищать свариваемые поверхности следует щетками из нержавеющей стали на участке не менее 10—15 мм как выше, так и ниже свариваемых кромок. Зачищаются также торцевые поверхности, прилегающие к свариваемым участкам. После зачистки место сварки рекомендуется обезжирить.
Сборка под сварку должна обеспечивать возможность тщательной подгонки кромок по всей длине шва с минимальным зазором и перекосом кромок. При толщине свариваемого материала >1,0 мм зазор не должен превышать 5—7% толщины (не более 0,2—0,3 мм). Смещение одной кромки относительно другой по высоте не должно превышать 20—25 % от толщины свариваемых деталей (не более 0,5 мм).
При сборке под сварку не рекомендуются прихватки. В случае необходимости прихватки следует выполнять лучом лазера.
Предпочтительное соединение — стыковое. Нахлесточные и замковые соединения углеродистых сталей не рекомендуются из-за высокой чувствительности к концентраторам напряжений.
Защищать поверхности шва от окисления следует гелием или смесью гелия с аргоном в соотношении 2:1, а также аргона с углекислым газом при соотношении 3:1, подаваемыми через специальное сопло. Корень шва с обратной стороны рекомендуется защищать аргоном. В некоторых случаях при сварке низкоуглеродистых сталей допускается отсутствие защиты шва.
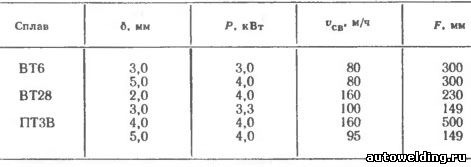
Характерные режимы непрерывной лазерной сварки некоторых сталей обеспечивают сочетание качественного формирования шва, высокой технологической прочности и высоких механических свойств сварного соединения (табл. 6.1).
Таблица 6.1. Характерные режимы непрерывной лазерной сварки сталей
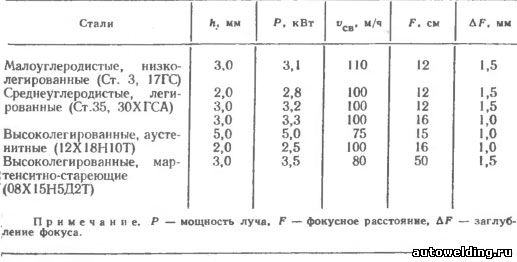
Как следует из табл. 6.1, оптимальные режимы сварки сталей обеспечиваются сравнительно высокими (80—120 м/ч) скоростями сварки. При этом мощность лазерного излучения может быть ориентировочно подобрана из условия 1 кВт на 1 мм толщины свариваемой детали.
Представленные в табл. 6.1 режимы даны для стыковых сварных соединений, но в первом приближении их можно использовать и для угловых, тавровых, прорезных и других видов соединений.
Сварка алюминиевых и магниевых сплавов
Сварка алюминиевых и магниевых сплавов характеризуется рядом особенностей, связанных с взаимодействием расплавленного металла с газами окружающей среды, испарением легирующих элементов, образованием оксидной пленки на поверхности панны, затрудняющей качественное проведение сварочного процесса. Основные трудности сварки алюминия и его сплавов в большинстве своем устраняются применением концентрированных источников энергии, к которым относятся лазерный и электронный луч.
Под лазерную сварку соединяемые поверхности подготавливают также тщательно, как и под дуговую, включая механическую обработку, травление с последующим осветлением, промывку в горячей воде и зачистку шабером непосредственно перед сваркой.
Лазерную сварку осуществляют в среде защитных газов. Обычно рекомендуется использовать гелий для защиты верхней части сварочной ванны, а для корневой части шва может быть использован аргон. Расход гелия должен быть не менее 7—8 л/мин, а аргона 5—6 л/мин.
Таблица 6.2. Оптимальные режимы сварки алюминиевых сплавов излучением СО2-лазера
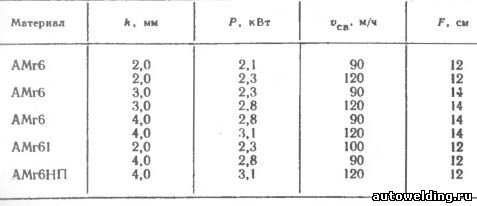
При лазерной сварке алюминиевых, сплавов (табл. 6.2) наблюдается характерная особенность расплавления металла лишь при определенном уровне мощности и плотности мощности. Например, для сплава АМг6 пороговая мощность излучения СО2 составляет 2—2,2 кВт. При этом сразу достигается глубина проплавления 1,5—2,0 мм, а при меньших значениях мощности проплавление полностью отсутствует. Это обстоятельство связано с высоким коэффициентом отражения алюминиевой поверхностью и последующим резким снижением отражения после начала плавления.
Прочность сварных соединений толщиной 2,0 и 3,0 мм составляет не менее 0,9 от прочности основного металла при сварке без присадочной проволоки (табл. 6.3). Разрушаются соединения преимущественно по шву.
Таблица 6.3. Механические свойства основного металла (числитель) и сварных соединений (знаменатель) из сплава АМг6
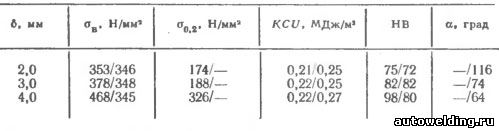
Примечание. Материал толщиной 4.0 мм нагартован.
Сварные швы магниевых сплавов, выполненные лучом лазера, хорошо формируются, не образуя провисания при сварке на весу. Это позволяет в отличие от дуговой сварки осуществлять лазерную сварку без применения подкладок, что существенно упрощает технологию изготовления, особенно крупногабаритных конструкций.
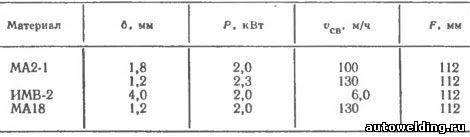
Механические свойства сварных соединений, выполненных лазерным излучением с оптимальными параметрами режимов (табл. 6.4) находятся на уровне соответствующих свойств основного металла.
Таблица 6.4. Режимы лазерной сварки магниевых сплавов непрерывным излучением СО2
Сварка титановых сплавов
Основными трудностями сварки титановых сплавов являются высокая химическая активность металла при повышенных температурах и особенно в расплавленном состоянии, склонность к росту зерна при нагреве до 330—350 °С и выше, а также повышенная склонность к образованию холодных трещин при повышении содержания в шве и околошовной зоне примесей газов, в особенности водорода. Перечисленные трудности устраняются при сварке с минимальными значениями погонной энергии, обеспечиваемыми такими высококонцентрированными источниками энергии, как лазерный и электронный лучи.
Необходима тщательная подготовка кромок под сварку, включая механическую обработку или дробеструйную, пескоструйную с последующим химическим травлением, осветлением и промывкой.
Существенно влияет на свойства сварных соединений качество защиты поверхности, корня шва, остывающих участков шва и околошовной зоны до 400—500 °С. Для защиты поверхности шва и плазмоподавления в зоне лазерного воздействия используется гелий высокой чистоты с ориентировочным расходом 10—12 л/мин. Для защиты остывающей поверхности шва и корня можно применять аргон повышенной чистоты с ориентировочным расходом для корня шва 4—5 л/мин и для поверхности шва 15—18 л/мин.
Режимы лазерной сварки выбираются из условий обеспечения качественного формирования, необходимой геометрии шва, предотвращения образования холодных трещин и создания наиболее благоприятных структур в шве и околошовной зоне (табл. 6.5).
Таблица 6.5. Режимы лазерной сварки титановых сплавов
Повышенные механические свойства сварных соединений, выполненных лазерной сваркой (табл. 6.6), связаны с высокой скоростью процесса и соответственно с высокими скоростями охлаждения металла шва и околошовной зоны, составляющими в полиморфной области 400—600 °С/с по сравнению с 20—25°С/с при дуговой сварке. Это приводит к повышению дисперсности металла шва в три-четыре раза, а также значительному измельчению зерна в околошовной зоне.
Таблица 6.6. Механические свойства сварных стыковых соединений из титанового сплава ПТЗВ, полученных разными способами
* Зона термического влияния.
Источник публикации: autowelding.ru — Волченко В.Н. «Сварка и свариваемые материалы, том 2»
См. также:
Лазерная сварка
Подробности- Подробности
- Опубликовано 18.02.2013 08:11
- Просмотров: 19245
Почти 20 лет назад, лазерная сварка была в зачаточном состоянии, и использовалась в основном для экзотических применений, где никакой другой процесс сварки не подходил. Сегодня, лазерная сварка является полноценной частью металлообрабатывающей промышленности, вошедшие в производстве сварных швов для общих элементов, таких как зажигалки, часы пружины, двигатель, трансформатор, и многих других. Однако очень немногие инженеры предпочитают использовать лазеры в производстве.
Почему? Есть много причин, но первая потому что не все знакомы с технологией лазерной сварки. Другие причины, такие, как относительно высокая начальная стоимость и обеспокоенность по поводу использования лазеров в производственной среде.
Лазерная сварка в машиностроении во времена СССР
Лазерная сварка может быть использована вместо стандартной во многих различных процессах, таких как сопротивление (пятно или шов), сварка под флюсом, РФ индукции, высокочастотное сопротивление, ультразвуковые и электронно-лучевые. Хотя каждый из этих методов создала самостоятельную нишу в производстве, универсальный подход лазерной сварки будет работать эффективно и экономично в различных приложениях. Его универсальность позволяют системе сварки, использоваться и для других функций обработки, такие как резка, сверление и герметизация.
В этой статье мы рассмотрим, как лазерная сварка работает, и какие преимущества она может предложить. В некоторых отраслях производства наблюдается значительное использование лазерных станков для резки, сварки и бурения, и их число может достичь 30000 в течение ближайших 15 лет, так как производственные инженеры стали более осведомлены о возможностях лазеров. Большинство лазерных станков, посвящены одной операции или процессу, который включает большие объемы, долгосрочное производство, универсальность, возможность изменять выходную энергию в широком диапазоне, что делает их идеальным для многих производственных операций.
Сварка это процесс нагревания материалов до расплавленного состояния и слития их вместе. Лазеры генерируют световую энергию, которая может всасываться в материалы и преобразуется в тепловую энергию. Используя луч света в видимом или инфракрасном диапазоне электромагнитного спектра, мы можем передавать эту энергию от источника к материалу с использованием оптики, которая может фокусировать и направлять энергию на очень маленькие, точные точки. Поскольку лазер испускает когерентное излучение, луч энергии имеет минимальные расхождения и может проходить на большие расстояния без существенной потери качества света или энергии.
Что все это означает для производства? Чтобы оценить потенциал использования лазеров в сварочных работах, необходимо пересмотреть некоторые традиционные подходы к эффективности и как она относится к преобразованию энергии. Лазер относительно неэффективный преобразователь электрической энергии в световой поток, с лучшими лазерами достигается лишь от 2 до 15 процентов преобразования энергии, в зависимости от типа используемого лазера. Тем не менее, практически весь световой поток поступает в небольшую точку в несколько тысячных дюйма или меньше.
Следовательно, при применении тепловой энергии на небольших участках, не существует других методов таких эффективных, как лазеры. Эта возможность выборочно применять энергию предлагает некоторые отличительные преимущества в металлургической промышленности и некоторых сварочных работ, но и создает некоторые уникальные проблемы. Так как поверхность нагрева порожденных лазерным излучением опирается на теплопроводность материала для производства сварки, проникновение обычно ограничивается менее 2 миллиметров.
При нагревании пятно лазерного фокуса выше точки кипения, и в металле образуется отверстие. Оно заполнено ионизированным газом и становится эффективным поглотителем, захват около 95 процентов энергии лазерного излучения в цилиндрическом объеме, известный как замочная скважина. Температура в этой замочной скважине может достигать 25000 ° C, что делает такую сварку очень эффективной. Тепло проводится главным образом вниз от поверхности, оно проводится радиально наружу от замочной скважины, образуя расплавленные области. Как лазерный луч перемещается вдоль заготовки, расплавленный металл заполняет замочную скважину и затвердевает с образованием сварного шва. Эта техника позволяет сваривать металлы скоростью несколько сотен сантиметров в минуту или больше, в зависимости от лазерного размера.
Процесс лазерной сварки
Вообще, есть два типа лазеров, которые используются для сварки: CO2 и Nd: YAG. В рамках этой статьи мы не будем углубляться в фактическую теорию лазеров, так как наш реальный интерес заключается в манипулировании световым потоком лазера для сварки.
CO2 и Nd: YAG лазеры работают в инфракрасной области электромагнитного спектра излучения, невидимые для человеческого глаза. Nd: YAG предоставляет своим основным выходным свет в ближней инфракрасной области, на длине волны 1,06 мкм. Эта длина волны поглощается достаточно хорошо в проводящих материалах, с типичным коэффициентом отражения от 20 до 30 процентов для большинства металлов. ИК-излучение позволяет использовать стандартную оптику для достижения целенаправленного размеры пятна размером до 0.001 в диаметре.
С другой стороны, дальней инфракрасной (10,6 мкм) длина волны СО2-лазера имеет начальный коэффициент отражения от 80 процентов до 90 процентов для большинства металлов и требует специальной оптики для фокусировки пучка до минимального размера пятна от 0.003, до 0.004 диаметра. Тем не менее, в то время как Nd: YAG лазеров может производить электроэнергию мощностью до 500 Вт, CO2 системы могут легко поставлять 10000 ватт и более.
В результате этих широких различий, два типа лазера обычно используются для различных приложений. Мощные СО2-лазеры могут преодолеть высокий коэффициент отражения, в котором поглощения приближается к нулю. Отражательная способность металла имеет значение только до замочной скважины сварки. Как только поверхность материала в точке фокуса приближается к точке плавления, коэффициент отражения падает в течение 5 микросекунд.
Расчеты лазерной сварки
Зная размер сфокусированного пятна можно рассчитать плотность энергии на рабочую поверхность.
Для основного (TEM 00) пучка:
S = (4λ /) × (F / D)
где:
При выполнении сварки лазером, оптика для фокусировки лазерного луча до нужного размера не требуется.
S = ориентированные диаметр пятна
λ = Длина волны лазера
F = фокусное расстояние объективов
D = Диаметр лазерного луча
Для многомодового пучка:
S = F · Φ
где:
F = фокусное расстояние объективов
Φ = Дивергенция лазерного луча
Если предположить, что свариваемые детали, как полу бесконечно твердые, с постоянным потоком тепла, то распределение температуры в зависимости от глубины в материал рассчитывается так:
T (X, T) = (2E / K) × [(тыс. т / ) ½ × ехр (-х 2 / 4kt) — (х / 2) ERFC (х / 2 (тыс. т) ½)]
где:
T (X, T) = Температура на расстоянии «х» ниже рабочей поверхности, в то время «т» после начала постоянного ввода тепла
E = постоянный входной поток тепла
K = теплопроводность
к = температура проводимости
х = глубина под поверхностью
T = время после запуска тепла поток
ERFC = бесплатная функция ошибок
и на поверхности (х = 0), повышение температуры будет:
T (X, Т) х = 0 = (2E / K) × (тыс. т / ) ½
Факторы лазерной сварки
Мы уже обсуждали влияние отражения материала на его пригодность. Температуропроводность, упомянутые в приведенном выше расчете, является мерой способности материала проводить тепло. Чем ниже коэффициент диффузии, тем больше тепла остается в непосредственной близости от места лазерного луча.
Металлы с низкой температурой кипения производят большое количество паров металла, которые могут инициировать пробой газа и плазмы в области высокой интенсивности пучка чуть выше поверхности металла. Эта плазма, которая легко поглощает энергию лазера, может блокировать луч, и пузырьки имеют тенденцию к образованию в корне шва. Если вязкость высока, эти пузыри затвердевают в расплавленном металле.
Хотя температура плавления металлов не оказывает существенного влияния на лазерную свариваемость, она должна быть достигнута в ходе начального поглощения энергии. Таким образом материалы с низкой температурой плавления, более подходят для сварки с помощью лазера чем материалы с высокой температура плавления.
Металлургические процессы при лазерной сварке
Эффект сварки различных материалов зависит от многих их металлургических свойств (табл. 1), такие как «горячая сила». После того, как лазер проходит, расплав затвердевает, а затем он медленно остывает до той же температуры, что и окружающий материал. Во время охлаждения, создается растягивающее напряжение в зоне сварки. Материалы, которые имеют низкую прочность на растяжение при температурах вблизи точки плавления, обладают свойством, которое часто приводит к появлению трещин в сварных швах.
Кроме того, другие термические преобразования, такие, как мартенситное превращение из высокоуглеродистой стали, также может привести к образованию трещин в районе сварного шва. Чтобы преодолеть эту тенденцию, специальные нужны меры предосторожности. Нижний предел тепла имеет и другие преимущества, такие как возможность использовать приборы, в которых не нужно выдерживать большие тепловые силы расширения или выступающих в качестве радиатора.
Химические реакции, такие как окисление или азотирования, с атмосферными газами при высоких температурах может вызвать проблемы, особенно когда оксидов или других элементов образуются у диссоциации температурах, намного выше точки плавления металла. В результате сварной швов получается хрупкий и пористый. Покрытие зоны сварки с инертным газом, таким как аргон или гелий уменьшает эти реакции в большинстве случаев. Для некоторых материалов, это может быть необходимо для сварки в герметичной камере для предотвращения внешнего загрязнения.
Для сварки алюминия в герметичных пакетах полупроводников, введение кремний-алюминиевых сплавов значительно улучшает сварной шов, обеспечивая температуру застывания значительно ниже, чем у исходного материала.
Для этого конкретного приложения, Симпсон рекомендует тип алюминия 4047, который имеет температуру плавления 1070 ° F до 1080 ° F по сравнению с 1200 ° F температуру плавления 6061 алюминия, используемого для жилищных пакетов. Во время охлаждения, внешний интерфейс остывает быстро.
Способы лазерной сварки
Существуют два различных подхода к лазерной сварке. Одним из них является маломощный метод для относительно тонких материалов, а другой является «грубой силой» мощный подход, который обычно включает в себя keyholing. Для стыковой сварки и сварных швов, лазерная энергия подается на стыке материалов, для минимизации входного тепла и искажений и позволяет производить высокую скорость обработки. Тем не менее, эти стыковые соединения должны точно соответствовать, что часто ограничивает применение лазеров в сварке круговых частей.
Для сварки внахлест, допуски для выравнивания швов несколько слабее. Ширина шва является основным критерием. Верхний материал образует большинство из зоны сварки, так что хорошо подходящий к лазерной сварке материал, может быть приварен к менее подходящему, поставив более подходящий материал сверху.
В данном видео продемонстрированы возможности современной лазерной сварки.
Преимущества лазерной сварки
Многие инженеры читали о технических преимуществах использования лазеров вместо более традиционных методов. Но какие есть экономические обоснования, которые составляют основу большинства производств? Пользователи промышленных лазеров не получают никакой отдачи от пропаганды сокращения расходов с внедрением системы лазерной сварки и даже могут создать конкурентов. Поэтому большинство производителей склонны считать использование лазеров в качестве конфиденциальной информации. Преимущества использования лазеров в сравнении с наиболее популярными методами приведены в таблице 2.
Оценки систем лазерной сварки
Как мы уже говорили, используются два типа лазеров для лазерной сварки СО 2 и Nd: YAG и Nd: Glass. Оба типа могут работать как в непрерывном, так и в импульсном режиме. СО 2-лазеры, которые используют диапазон мощности от 50 до 15000 Вт, являются более эффективными при преобразовании электрической энергии в лазерное излучение, чем Nd: YAG лазеры, которые варьируются от 50 до 800 Вт выходной мощности. Однако, как уже говорилось выше, отражения большинства металлов значительно выше, на CO 2, чем длина волны Nd: YAG длины волны.
Последние достижения в области быстрого осевого СО 2-лазеров обеспечивают улучшенные характеристики излучения, что делает эти системы конкурентоспособными с электронно-лучевой сваркой для глубокого проникновения луча. Быстро спиральные потоки СО-2-лазеров в настоящее время в состоянии производить фундаментальные режимы, которые дают более высокую плотность энергии, подходит для сварки термочувствительных сплавов или материалов, где тепловые искажения являются проблемой.
Медленно-осевые лазеры с улучшенными возможностями импульсной энергии имеют преимущество над быстро осевыми агрегатами, требующими быстрой связи энергии и низким входным теплом. В импульсном режиме, пиковая мощность в несколько раз больше, чем в непрерывном, хотя средняя мощность ниже. Эта пиковая мощность преодолевает отражательную способности поверхности и минимизирует тепловое повреждение окружающего материала.
Твердотельные лазеры (общее название для Nd: YAG, Nd: стекло и аналогичные лазеры), являются предпочтительными для низкой и средней мощности. Они нашли широкое применение в электронной, электротехнической промышленности для точечной сварки и лучевой сварки свинца интегральных схем с тонкой пленкой, соединительных схем.
Одним из аспектов, который может иметь важное значение в оценке лазерной сварки является физический размер оборудования. Твердые лазерные системы сварки являются относительно небольшими по сравнению с CO 2 системами, которые могли бы занимать среднюю комнату, чтобы достичь требуемых высоких степеней. Тем не менее, если вам нужна грубая сила, она может быть направлена на заготовку через оптику.
Для деликатных сварочных работ, таких как сварка нити ламп, твердых сварочных систем используется преимущественно коаксиальная (оптическая) сварка. Которая обеспечивает увеличение коэффициента 40X, и точное место фокуса лазерного луча. Эта функция очень полезна для выравнивания и фокусировки луча, а также заготовке просмотра. Поскольку длина волны Nd: YAG лазер близко к видимому спектру, стандартные линзы могут передавать как лазерный свет, так и изображение заготовки.
В то время как мы обеспечили быстрый теоретический подход к определению ваших потребностей лазера, фактическое применение лазеров требуется часто определять экспериментальным путем. Существует компромисс проникновения сварного луча против скорости движения для любой выходной мощности лазера, в общем, чем выше скорость движения, тем ниже проникновение. Это зависит от материала к материалу и с другими факторами, такими как фокус пучка.
Безопасность при лазерной сварке
Лазеры излучают очень концентрированный луч, который может быть видимым или невидимым. В целом большинство лазеров, используемых для сварки, невидимы. Этот луч инфракрасного света может сосредоточиться на кожу или в глаза, если меры предосторожности не соблюдаются. Промышленные лазерные системы полностью заблокированы, чтобы предотвратить любую опасность для оператора. Большинство из них оснащены безопасными устройствами и крышками радиационной безопасности, которые содержат фактические работы лазера, что позволяет людям, работающим поблизости, нормально работать. При правильной конструкции и тщательной предосторожности, лазерные системы, не более опасны, чем другие системы сварки или аналогичные инструменты.
Мы широко осветили лазерную сварку, не останавливаясь на каких-либо конкретных приложениях, ознакомили с возможностями этого оборудования. Вместе с робототехникой и компьютерным управлением движения луча или движения детали, системы лазерной сварки предлагают непревзойденную универсальность для выполнения различных операций. Если вы чувствуете, что ваша деятельность может извлечь выгоду из использования лазерной сварки, следует обращаться к надежному производителю систем. Обсуждение ваших конкретных приложений с различными компаниями раскроет возможности их решения с помощью лазеров и позволит вам по-настоящему сравнить этот замечательный инструмент с обычными методами сварки.
Лазерная сварка различных металлов (таблица 1)
|
Материал |
Комментарии |
|
Алюминий 1100 |
Швы хорошие, никаких трещин проблем или преобразований
|
|
Алюминий 2219
|
Нет трещин; присадочный металл не требуется
|
|
Алюминий 2024/5052/6061
|
Требуется присадочный металл из 4047 Al герметичный, без трещин сварных швов
|
|
Cu-Zn Brasses
|
Дегазации цинка препятствует образованию хорошего сварного шва
|
|
Бериллий, медь
|
Сплавы, содержащие более высокий процент, сварку лучше производить за счет более низкой отражательной способности
|
|
Медь
|
Высокий коэффициент отражения может привести к неравномерному увеличению сварных швов; для материала менее 0,01 «толстый, покрытие может улучшить свариваемость
|
|
Hastelloy-X
|
Требует высокого уровня импульса, чтобы предотвратить горячий крекинг
|
|
Молибден
|
Обычная сварка хрупкая; сварных швов может быть приемлемым, где высокая прочность не требуется
|
|
Inconel 625
|
Некоторые тенденции пористости в глубоких швах
|
|
Монель
|
Хорошо пластинчатые сварные швы; хорошее проникновение
|
|
Никель
|
Должны быть очищены; хороший пластичный сварной шов и проникновение
|
|
Стали, углеродистая
|
Хороший сварной шов с содержанием углерода под 0,25%; для большего содержания углерода, может быть хрупким и могут появится трещины
|
|
Сталь, оцинкованная
|
Тяжелые Zn выкипания причины пористости
|
|
Стали, 300 нержавеющая
|
Швы хорошие, за исключением 3030 и 303SE
|
|
Стали, 400 нержавеющая
|
Вообще сваривается несколько хрупкой, может потребоваться до и после сварки термическая обработка
|
|
Сталь, 17-4PH нержавеющая
|
Потребности после сварки: термическая обработка
|
|
Тантал
|
Ковкий сварной шов; требуется особые меры предосторожности против окисления
|
|
Титан
|
Ковкий сварной шов; требуется особые меры предосторожности против окисления
|
|
Вольфрам
|
Хрупкий сварной шов; требует высокой энергии
|
|
Цирконий
|
Ковкий сварной шов; требуется особые меры предосторожности против окисления.
|
Преимущества лазерной сварки сравнению с другими процессами (таблица 2)
|
Конкуренция процессов |
Преимущества лазерной сварки
|
|
Газовая сварка |
Быстрее газовой сварки на порядок, с низким уровнем искажений; нет необходимости в присадочном металле; однопроходной двусторонней сварки
|
|
Сварка флюсом |
Быстрее обычной сварки; низкий уровень искажений, нет необходимости потока или наполнителя
|
|
Контактная сварка |
Бесконтактная; необходимо устранить любые посторонние частицы; может быть использована в недоступных местах; более быстрые темпы сварки
|
|
Электронный луч
|
Не должна быть выполнена в вакууме; более короткие циклы; сварных швов магнитных материалов; не требуют радиационной защиты
|
Читайте также
Добавить комментарий
Лазерная сварка
Сущность и основные преимущества сварки лазерным лучом
При облучении поверхности тела светом энергия квантов (порций) света поглощается этой поверхностью. Образуется теплота, температура поверхности повышается. Если световую энергию сконцентрировать на малом участке поверхности, можно получить высокую температуру. На этом основана сварка световым лучом оптического квантового генератора — лазера.
Термин «лазер» происходит от первых букв английской фразы: «Light amplification by the stimulated emission of radiation», что означает в переводе: «Усиление света посредством индуцирования эмиссии излучения». Академик Н. Г. Басов, удостоенный в 1964 г. совместно с академиком А. М. Прохоровым и американским ученым Ч.Таунсом Нобелевской премии за теоретическое обоснование и разработку лазеров, так характеризует лазер: «Это устройство, в котором энергия, например тепловая, химическая, электрическая, преобразуется в энергию электромагнитного поля — лазерный луч. При таком преобразовании часть энергии неизбежно теряется, но важно то, что полученная в результате лазерная энергия обладает несравненно более высоким качеством. Качество лазерной энергии определяется её высокой концентрацией и возможностью передачи на значительное расстояние».
Основные элементы лазера — это генератор накачки и активная среда. По активным средам различают твердотельные, газовые и полупроводниковые лазеры. В твердотельных лазерах (рис. 1) в качестве активной среды чаще всего применяют стержни из розового рубина — окиси алюминия А12О3 с примесью ионов хрома Сг3+ (до 0,05%). При облучении ионы хрома переходят в другое энергетическое состояние -возбуждаются и затем отдают запасенную энергию в виде света. На торцах рубинового стержня нанесен слой отражающего вещества (например, серебра) так, что с одного конца образовано непрозрачное, а с другого — полупрозрачное зеркало. Излучение ионов хрома, отражаясь от этих зеркал, циркулирует параллельно оптической оси стержня, возбуждая новые ионы, — идет лавинообразный процесс. Происходит бурное выделение лучистой энергии, которая излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки. Выходная мощность твердотельных лазеров достигает 107 Вт при сечении луча менее 1 см2. В фокусе достигается громадная концентрация энергии, позволяющая получать температуру до миллиона градусов.
Рис. 1. Схема твердотельного лазера:
1 — рубиновый стержень; 2 — генератор накачки; 3 — отражатель; 4 — непрозрачное зеркало; 5 — охлаждающая среда; 6 — источник питания; 7 — полупрозрачное зеркало; 8 — световой луч; 9 — фокусирующая линза; 10 — обрабатываемые детали
При работе в импульсном режиме существенный недостаток твердотельного лазера — низкий КПД (0,01…2,0%). Более высокую мощность и больший КПД обеспечивают лазеры, работающие в непрерывном режиме, например твердотельный лазер на алюмоит-триевом гранате, активированном атомами неодима (приблизительно 1%). Ещё более высокий КПД и мощность у газовых лазеров. В качестве активной среды в них применяют чаще всего СО2 или смесь газов, генераторами накачки могут служить искровые разрядники или электронный луч.
Типичная конструкция газового лазера — это заполненная газом трубка, ограниченная с двух сторон строго параллельными зеркалами: непрозрачным и полупрозрачным (рис. 2). В результате электрического разряда между введенными в трубку электродами возникают быстрые электроны, которые возбуждают газовые молекулы. Возвращаясь в стабильное состояние, эти молекулы образуют кванты света так же, как и в твердотельном лазере. Газовые лазеры могут работать в непрерывном режиме. Для сварки используют твердотельные и газовые лазеры импульсного и непрерывного действия.
Рис. 2. Схема газового лазера:
1 — разрядная трубка; 2 — непрозрачное зеркало; 3 — источник питания; 4 — вакуумный насос; 5 — полупрозрачное зеркало
Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО2. Вакуум, как при электронно-лучевой сварке, здесь не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции. Лазерный луч легко управляется и регулируется, с помощью зеркальных оптических систем легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва. Из-за высокой концентрации энергии (в пятне диаметром 0,1 мм и менее) в процессе лазерной сварки объем сварочной ванны небольшой, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. Это обеспечивает высокую технологическую прочность сварных соединений, небольшие деформации сварных конструкций. Например, лазерная сварка вилки с карданным валом автомобиля по сравнению с дуговой сваркой увеличивает срок службы карданной передачи в три раза, потому что более чем вдвое уменьшается площадь сечения сварного шва, в несколько раз -время сварки. Деформации вилки, вызывающие преждевременный износ, практически отсутствуют.
Основные энергетические характеристики процесса лазерной сварки — это плотность Е мощности лазерного излучения и длительность t его действия. При непрерывном излучении t определяется продолжительностью времени экспонирования, а при импульсном — длительностью импульса. Превышение верхнего предела Е вызывает интенсивное объемное кипение и испарение металла, приводящее к выбросам металла и дефектам шва. На практике лазерную сварку ведут при Е=106…107 Вт/см2. При Е < 105 Вт/см2 лазерное излучение теряет свое основное достоинство — высокую концентрацию энергии. Изменение Е и t позволяет сваривать лазерным лучом различные конструкционные материалы с толщиной от нескольких микрометров до десятков миллиметров.
Скорость лазерной сварки непрерывным излучением в несколько раз превышает скорости традиционных способов сварки плавлением. Например, стальной лист толщиной 20 мм электрической дугой сваривают со скоростью 15 м/ч за 5…8 проходов, ширина шва получается 20 мм. Непрерывным лазерным лучом этот лист сваривается со скоростью 100 м/ч за 1 проход, получают ширину шва 5 мм. Однако лазерная сварка импульсным излучением по скорости сопоставима с традиционными способами сварки.
Технологические особенности процесса лазерной сварки
Лазерную сварку можно производить со сквозным и с частичным проплавлением. Сварные швы одинаково хорошо формируются в любом пространственном положении. При толщине свариваемых кромок менее 0,1 мм и при сварке больших толщин с глубоким проплавлением по-разному происходит формирование шва и различны подходы к выбору параметров режима сварки. При сварке как непрерывным, так и импульсным излучением малых толщин используют более мягкие режимы, обеспечивающие лишь расплавление металла в стыке деталей без перегрева его до температуры интенсивного испарения. Сварку сталей и других относительно малоактивных металлов можно в этом случае выполнять без дополнительной защиты зоны нагрева, что существенно упрощает технологию, тогда как сварку с глубоким проплавлением ведут с защитой шва газом, состав которого подбирают в зависимости от свариваемого материала.
Основные параметры режима импульсной лазерной сварки — это энергия и длительность импульсов, диаметр сфокусированного излучения, частота следования импульсов, положение фокального пятна относительно поверхности свариваемых деталей. Длительность лазерного импульса должна соответствовать тепловой постоянной времени для данного материала, приближенно определяемой по формуле:
τ = δ2/(4α),
где δ и α — соответственно толщина и коэффициент температуропроводности свариваемого материала.
Значения τ для тонких деталей (δ = 0,1…0,2 мм) составляют несколько миллисекунд. Соответственно длительность импульса нужно выбирать, например, для меди 0,0001…0,0005 с, для алюминия 0,0005…0,002 с, для сталей 0,005…0,008 с. При увеличении δ более 1,0 мм τ возрастает и может значительно превосходить достижимую длительность лазерных импульсов. Поэтому лазерная сварка металлов толщиной более 1,0 мм импульсным излучением затруднена.
Диаметр сфокусированного излучения d определяет площадь нагрева и плотность мощности Е. При сварке d изменяют от 0,05 до 1,0 мм путем расфокусировки луча. При этом фокальную плоскость, на которой сфокусированный световой пучок имеет наименьший диаметр, располагают выше или ниже поверхности свариваемых деталей. Сварной шов при импульсном излучении образуется наложением сварных точек с их взаимным перекрытием на 30…90% в зависимости от типа сварного соединения и требований к нему. Промышленные сварочные установки с твердотельными лазерами позволяют вести шовную сварку со скоростью до 5 мм/с при частоте импульсов до 20 Гц. Сварку можно вести с присадочным материалом в виде проволоки диаметром менее 1,5 мм, ленты или порошка. Использование присадки позволяет увеличивать сечение шва, устраняя один из наиболее распространенных дефектов — ослабление шва, а также легировать металл шва. Легирующие элементы при лазерной сварке можно также наносить предварительно на поверхности свариваемых кромок напылением, обмазкой, электроискровым способом и т.п.
Наиболее распространена лазерная сварка импульсным излучением в электронной и электротехнической промышленности, где сваривают угловые, нахлесточные и стыковые соединения тонкостенных деталей. Хорошее качество соединений обеспечивается сваркой лазерным лучом тонких деталей (0,05…0,5 мм) с массивными. В этом случае, если свариваемые детали значительно отличаются по толщине, в процессе сварки луч смещают на массивную деталь, чем выравнивают температурное поле и достигают равномерного проплавления обеих деталей. Чтобы снизить разницу в условиях нагрева и плавления таких деталей, толщину массивной детали в месте стыка уменьшают, делая на ней бурт, технологическую отбортовку или выточку (рис. 3). При лазерной сварке нагрев и плавление металла происходят так быстро, что деформация тонкой кромки может не успеть произойти до того, как металл затвердеет. Это позволяет сваривать тонкую деталь с массивной внахлестку. Для этого надо, чтобы при плавлении тонкой кромки и участка массивной детали под ней образовалась общая сварочная ванна. Это можно сделать, производя сварку по кромке отверстия в тонкой детали или по её периметру.
Рис. 3. Сварные соединения деталей разной толщины:
а — по бурту на массивной и отбортовке на тонкой детали; б — тавровое соединение; в — по кромке выточки в массивной детали; г — по отверстию в тонкой детали. Стрелками показано направление лазерного луча
Детали малой толщины можно сваривать также газовыми и твердотельными лазерами непрерывного действия мощностью до 1 кВ-А. Лучше всего формируется шов при стыковом соединении тонких деталей. Однако при сборке таких соединений под лазерную сварку предъявляются более жесткие требования: должен быть обеспечен минимальный и равномерный зазор в стыке и практически полное отсутствие смещения кромок.
Сложнее формируется шов при сварке деталей толщиной более 1,0 мм с глубоким проплавлением. Как только плотность мощности лазерного излучения станет больше критической, нагрев металла будет идти со скоростью, значительно превышающей скорость отвода теплоты в основной металл за счет теплопроводности. На поверхности жидкого металла под действием реакции образуется углубление. Увеличиваясь, оно образует канал, заполненный паром и окруженный жидким металлом. Давления пара оказывается достаточно для противодействия силам гидростатического давления и поверхностного натяжения, и полость канала не заполняется жидким металлом. При некоторой скорости сварки форма канала приобретает динамическую устойчивость. На передней его стенке происходит плавление металла, на задней — затвердевание. Наличие канала способствует поглощению лазерного излучения в глубине свариваемого материала, а не только на его поверхности. Формируется так называемое «кинжальное проплавление». При этом образуется узкий шов с большим соотношением глубины проплавления к ширине шва.
Сварочная ванна (рис. 4) имеет характерную форму, вытянутую в направлении сварки. В головной части ванны расположен канал (кратер) 3. Это область наиболее яркого свечения. На передней стенке канала существует слой расплавленного металла, испытывающий постоянные возмущения. Здесь наблюдается характерное искривление передней стенки в виде ступеньки, которая периодически перемещается по высоте канала. Удаление расплавленного металла с передней стенки осуществляется при перемещении ступеньки сверху вниз. Перенос расплавленного металла из головной части ванны в хвостовую происходит по боковым стенкам в горизонтальном направлении. В хвостовой части ванны 4 расплавленный металл завихряющимися потоками поднимается вверх и частично выносится на поверхность сварочной ванны. При образовании канала 3 над поверхностью металла появляется светящийся факел 2, состоящий из продуктов испарения, мелких выбрасываемых из ванны капель металла и из частиц конденсированного пара.
Рис. 4. Схема сварочной ванны при лазерной сварке:
1 — лазерный луч; 2 — плазменный факел; 3 — парогазовый канал; 4 — хвостовая часть ванны; 5 — металл шва; 6 — свариваемый металл; Vсв — направление сварки
При значительной скорости сварки факел отклоняется на 20…600 в сторону, противоположную направлению сварки. Этот факел поглощает часть энергии луча и снижает его проплавляющую способность.
При сварке деталей толщиной более 1,0 мм на проплавляющую способность луча в первую очередь влияет мощность излучения. Поскольку сварка таких деталей ведется при непрерывном излучении, то к основным параметрам режима здесь относится и скорость сварки. При выбранном значении мощности излучения скорость сварки определяют исходя из особенностей формирования шва: минимальное значение скорости ограничено отсутствием кинжального проплавления, а максимальное — ухудшением формирования шва, появлением пор, непроваров. Скорость сварки может достигать 90…110 м/ч.
На качество сварных швов влияет фокусировка луча. Для сварки луч фокусируют в пятно диаметром 0,5…1,0 мм. При меньшем диаметре повышенная плотность мощности приводит к перегреву расплавленного металла, усиливает его испарение — появляются дефекты шва. При диаметре более 1,0 мм снижается эффективность процесса сварки. Формирование шва зависит также от положения фокальной плоскости относительно поверхности свариваемых деталей. Максимальная глубина проплавления достигается, если фокус луча будет находиться над поверхностью детали.
Форма сварочной ванны в продольном сечении также отличается от её формы при дуговой сварке (рис. 5). На поверхности фронта кристаллизации имеется выступ, который делит ванну на две характерные части. Нижняя часть значительно заглублена и имеет малую протяженность в поперечном сечении, тогда как верхняя часть более широкая и вытянута вдоль шва. Отсюда очевидно, что при лазерной сварке имеют место два процесса проплавления металла. Первый процесс связан с образованием канала, как это было показано выше. Именно он обеспечивает эффект глубокого проплавления. Второй процесс — поверхностное плавление за счет теплопроводности свариваемого материала. Преимущественное развитие того или иного процесса зависит от режима сварки и определяет очертания сварочной ванны.
Рис. 5. Продольное сечение сварочной ванны
Высокая концентрация энергии, большая скорость лазерной сварки по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону вследствие высоких скоростей нагрева и охлаждения металла существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими способами сварки. Существенно (до десяти раз) снижаются деформации сваренных деталей, что снижает затраты на правку.
При лазерной сварке с глубоким проплавлением металл шва защищают от окисления, подавая через сопло в зону сварки защитный газ. Применяют специальные сопла (рис. 6). Для сварки алюминия, титана и других высокоактивных металлов требуется дополнительная защита корня шва. Для защиты используют те же газы, что и при дуговой сварке, чаще это аргон, гелий или их смеси. Защитные газы влияют на эффективность проплавления: чем выше потенциал ионизации и теплопроводность газа, тем она больше. Качественную защиту можно обеспечить при расходе гелия 0,0005…0,0006 м3/с, аргона 0,00015…0,0002 м3/с, смеси, состоящей из 50% аргона и 50% гелия, — 0,00045…0,0005 м3/с. Для защиты зоны лазерной сварки можно использовать флюсы такого же состава, что и при дуговой сварке. Применяют их в виде обмазок, наносимых на свариваемые кромки.
Рис. 6. Схемы защитных сопел:
а — при сварке деталей малой толщины; б — при сварке с глубоким проплавлением; 1 — лазерный луч; 2 — свариваемые детали
Наиболее часто встречающиеся дефекты при лазерной сварке больших толщин — это неравномерность проплавления корня шва и наличие полостей в шве. Для снижения вероятности образования пиков проплавления при сварке с несквозным проплавлением рекомендуют повышать скорость сварки и отклонять лазерный луч от вертикали на 15… 17° по направлению движения.
Параметры режима лазерной сварки — Мегаобучалка
При импульсной лазерной сварке форма и размеры ванны оцениваются диаметром и глубиной проплавления.
Основные параметры режима сварки ¾ мощность в импульсе и время импульса. С увеличением этих параметров возрастает тепловая мощность источника и соответственно диаметр ванны и глубина ее проплавления. Дополнительные параметры ¾ диаметр пятна нагрева, определяющийся углом расходимости светового пучка после фокусировки, и пространственно-временная зависимость распределения энергии в пятне нагрева.
В твердотельных лазерах импульс генерируемого света состоит из набора более коротких импульсов, так называемых пучков. Величина и длительность этих пучков колеблются в широких пределах. Благоприятные условия для существования ванны создаются только при равномерном распределении энергии по пятну нагрева.
Параметры режима определяют освещенность в пятне нагрева:
,
где Q ¾ мощность в импульсе; rf ¾ радиус пятна нагрева; tи ¾ время импульса.
Плотность тепловой энергии в пятне нагрева:
где А ¾ поглощательна способность свариваемых кромок (зависит от состояния поверхности и длины волны излучения).
При сварке лазером непрерывного излучения форма и размеры сварочной ванны такие же, как и при сварке плавлением. Основные параметры ¾ выходная мощность излучения и скорость сварки. Дополнительные параметры, оказывающие наибольшее влияние на размеры ванны и шва, ¾ диаметр пятна нагрева, поглощательная способность свариваемых кромок и др.
Свето-лучевая сварка.
В оптических системах, используемых для сварки световым лучом, концентрация энергии в пятне нагрева достигает 103 Вт/см2. При этой плотности энергии можно сваривать стали, титановые сплавы и другие металлы толщиной от долей до нескольких миллиметров.
Основные преимущества процесса сварки световым лучом ¾ возможность бесконтактного ведения процесса в камерах из кварца или специальных прозрачных пленок. Области рационального применения процесса ¾ приборостроение и производство радиотехнической аппаратуры.
Параметры режима процесса и их влияние на размеры ванны и шва такие же, как и при сварке лазером непрерывного излучения.
Плазменная сварка.
Образование плазмы начинается с возбуждения слаботочной дуги. Плазменная струя с высокой температурой и скоростью генерируется в канале сопла и стабилизируется его стенками и холодным плазмообразующим газом.
Основные параметры режима плазменной сварки аналогичны параметрам дуговой сварки. Размеры ванны и шва зависят главным образом от мощности дуги. К дополнительным параметрам относят диаметр сопла, расход плазмообразующего газа и его теплофизические свойства.
Газовая сварка.
Способы сварки.
В качестве одного из первых методов сварки плавлением, получившего распространение в промышленности, можно назвать газовую сварку. Этот метод сохранил свое значение и до настоящего времени.
При сгорании горючих газов в кислороде концентрация тепловой энергии в пятне нагрева невелика и составляет до 200 Вт/см2. Эффективный КПД процесса находится в пределах 0,3¾0,6. В качестве горючих газов используют ацетилен, водород, пропан-бутан и др. По виду горючего газа различают и способы газовой сварки.
Основные преимущества газовой сварки ¾ универсальность с точки зрения как сварки металлов различных толщин, так и сварки металлов с различными физико-химическими свойствами. Недостатки газовой сварки ¾ трудность автоматизации процесса и длительное тепловое воздействие на свариваемый металл. Рациональная область применения этого метода ¾ ремонтные работы.
преимущества и недостатки, резка своими руками, какие виды аппаратов и установок бывают? – Термическая сварка на Svarka.guru
Лазерная сварка, ГОСТ 28915-91 – метод соединения деталей за счет концентрированного энергетического луча. Он используется для плавления разных материалов в электро- и радиотехнической сфере. К преимуществам относится продуктивность и экологическая безопасность.
Техническая особенность

Лазерная сварка возникла по разработкам Басова Н.Г., Таунса Х., Прохорова А.М. Специалистам удалось получить аппараты импульсного и постоянного действия. К их достоинствам относится повышенная концентрация энергетического луча.Процесс плавления осуществляется на высокой мощности, что позволяет обрабатывать разнородные металлы толщиной до нескольких сантиметров.
Технические особенности:
- большая скорость плавления;
- сохранение свойств и геометрии;
- минимальный показатель остаточных напряжений;
- отсутствие необходимости в присадочных материалах и специальных камер с защищенной средой.
Точность лазерной сварки позволяет обрабатывать изделия сложной конфигурации.
Эти нюансы делают этот вид сварки одним из передовых на современных предприятиях. К недостаткам относится стоимость установки, для некоторых изготовителей покупка является нерентабельным.
Классификация по признакам
По энергетическим
Методы сварки лазером классифицируют по нескольким признакам. Разновидность отличаются по техническим характеристикам и экономическим аспектам. Эти особенности учитываются при выборе конкретной установки.
Каждый вид различается плотностью мощности. Проводится процесс при Е=1-10 МВт/см2. Если уменьшить этот показатель, то другой вид сварки будет более экономически пригодным, к одному из таких относится электродуговая. Применяют три главных режима, которые отличаются по нескольким параметрам:
- t>10-2 c, Е=1-10 МВт/см2. Данный режим подразумевает под собой применение лазеров непрерывного действия. Он подходит для обработки сталей конструкционного типа.
- t<10-3 c, Е=1-10 МВт/см2. Эта разновидность использует установки импульсно-периодического вида. Комбинация высокой мощности и продолжительности процесса действует на металлы с меньшим расходом энергии, в сравнении с предыдущим видом.
- t=10-3 -10-2 c, Е=1-10 МВт/см2. Для режима также применяется импульсно-периодическая установка, он подходит для обработки материала незначительной толщины.
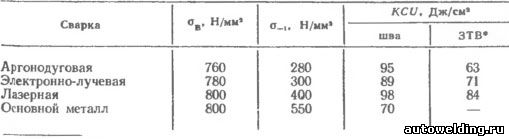
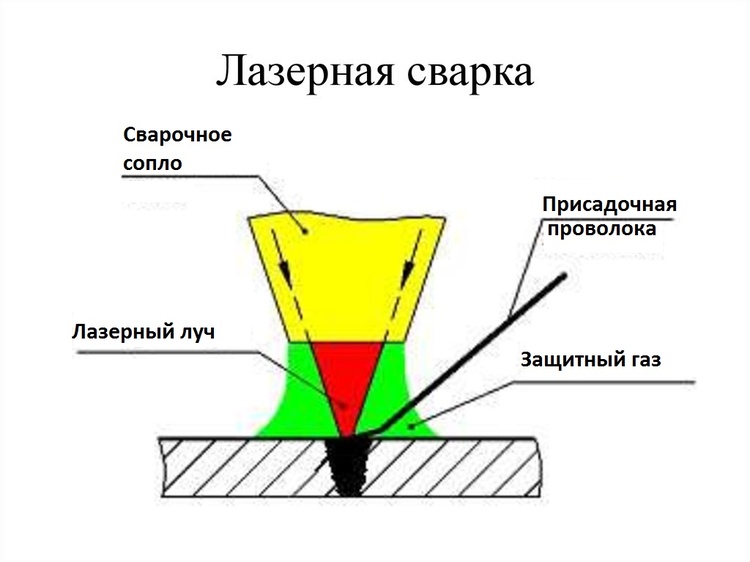 Схема рабочей области включает в себя несколько важных элементов. Лазерный луч выходит из сопла, присадочная проволока обеспечивает усиление шва, а защитный газ противостоит негативным условиям окружающей среды.
Схема рабочей области включает в себя несколько важных элементов. Лазерный луч выходит из сопла, присадочная проволока обеспечивает усиление шва, а защитный газ противостоит негативным условиям окружающей среды.
Рациональный метод выбирается по конкретным условиям, что позволит получить желаемый результат с минимальными экономическими затратами.

Важно! Режимы сварки конструкционных сталей лазером выбираются индивидуально, это напрямую зависит от конкретных условий и поставленных задач.
По экономическим
Первым экономическим аспектом считается скорость сваривания. Он регулирует производительность. Использование лазерных установок непрерывного типа осуществляется на скоростных режимах, которые в 15 раз интенсивнее, чем у простых видов сварки.
Следующий экономический фактор – сокращение затрат металла. Например, обработку детали толщиной 30 мм реализуют за 1 проход без подготовительных мероприятий и использования присадок. Для сварки ручного вида требуется пару заходов.
Концентрированный лазерный луч локального действия – это последний фактор. Благодаря такому действию есть возможность получить сварное закрепление в области с небольшой площадью и сложно доступных местах.
По технологическим
По первому сварка лазером разделяется на метод небольших толщин и обработку глубокого действия. Последнюю разновидность, как правило, используют без присадок, хотя для улучшения степени проплавления и повышения качества свариваемости в зону воздействия подают присадочный материал.

Глубокое проплавление реализуют в защищенной среде.Объекты незначительной толщины сваривают установками непрерывного и импульсно-периодического типа. Первые хорошо себя зарекомендовали в шовной сварке, а вторые – для точечной.
Присадки и специальную среду использовать не обязательно, поскольку на проплавление малых толщин они не оказывают большого влияния. Обработку проводят в газовой среде, если нужно уменьшить вероятность окисления швов.
Область применения
Наибольшая эффективность сварки наблюдается у изделий с толщиной до 10 мм. Метод не получил широкого распространения по экономическим причинам, поскольку стоимость установки и дополнительного оборудования находится на высоком уровне.
Такая обработка используется в тех случаях, когда другие виды сварки применить невозможно и требуется точное сохранение конструкции детали после всех манипуляций. Концентрированное воздействие энергетическим лучом гарантирует минимальное изменение свойств и геометрии изделия. Это отличное решение для соединения сложно свариваемых металлов , при этом присадки, вакуумные камеры и другие дополнительные элементы не нужны.
Технология
Суть метода заключается в направлении лазерного луча в фокус, где сечение пучка уменьшается. При попадании на деталь концентрированная энергия изменяет структуру металла, температура повышается мгновенно, что приводит к плавлению и образованию сварного шва. Процесс реализуется частичным и полным проплавлением, независимо от положения в пространстве. Для обработки изделий с небольшой толщиной луч расфокусируется.

Импульсное излучение характеризуется формированием сварного шва в виде точек. Установки оборудованы твердотельными лазерами, благодаря высоким техническим характеристикам скорость сварки составляет 5 мм/с. Дополнительно используются присадочные материалы, в роли которых могут выступать лента, проволока, специальный порошок. Они повышают качество сцепления за счет увеличения сечения шва.
Преимущества и недостатки
Актуальность данной методики заключается в наличии большого количества преимуществ. К ним относятся:
- Точная концентрация энергии, за счет чего удается получить изделия высокого качества, причем размер деталей может быть незначительным по радиусу.
- Высокопроизводительные газовые установки позволяют проплавлять узкие швы, что уменьшает область термического действия и уменьшает степень деформации и поверхностного напряжения.
- Сварочные работы проводятся лазером, расположенном на некотором расстоянии от рабочей зоны, что является экономически выгодным решением.
- Оптоволокно и система зеркал дает возможность корректировать положение, что позволяет выполнять сварочные работы любой сложности, например, для труб большого диаметра.
- Одновременно можно скреплять несколько деталей за счет расщепляющих призм.

К негативным качествам лазера относится высокая стоимость оборудования, поэтому такой вариант подходит исключительно для крупных предприятий.
Условия и методы проведения процесса
Высокая концентрация луча достигается за счет ряда отражений от зеркал, которые имеют полусферическую форму. При достижении критического показателя, пучок преодолевает центральную зону первого зеркала и проникает через призмы непосредственно в рабочий участок.
Лазерная резка и сварка металлов производятся при различной локализации заготовок. Глубина плавления корректируется в широком спектре, начиная от поверхностной, заканчивая сквозной. Обработка проводится постоянным либо прерывистым лучом. КПД лазерной технологии небольшой и требует высокой квалификации от рабочего.

Процесс делится на несколько разновидностей:
- Стыковая. Применяется без присадок и порошков, но для обработки требуется защитная среда.
- Внахлест. Соединяемые кромки устанавливаются одна поверх другой. Необходимо обеспечить надежное закрепление заготовок.
Существуют компактные модели для бытового использования, которые позволяют сваривать металлические изделия своими руками.
Аппараты
Оборудование представлено в виде крупногабаритных станков или мобильных устройств:
- ЛАТ-С – станок, предназначенный для наплавки и сварки металлических изделий. Устройство показывает высокие технические характеристики, он оснащается координатными станками автоматического типа, что увеличивает скорость обработки сложных конструкций.
- CLW120 – лазерный сварочный аппарат, который обладает ювелирной точностью. Используется для обработки черных и цветных сплавов, нержавейки и титана. Работает устройство от 220 В, поэтому подходит для бытового применения от электрического щитка.

Сварщик высшей категории Ивлеев А. В.:«Подавляющее большинство моделей для лазерной сварки оборудованы бинокуляром, элемент защищает зрение от негативного воздействия яркого луча и улучшает видимость детали».
С твердым активным элементом
Принцип работы заключается в следующих аспектах:
- Твердый элемент в форме стержня – это источник луча, он находится в специальной камере.
- Лампочка накачки генерирует вспышки света, которые активируют рабочее тело.
 Схема твердотельного лазера
Схема твердотельного лазера
Твердотельная часть производится из рубина, этот материал показал высокие технические характеристики, безопасность и безупречную эффективность.
С элементами на основе газовой среды
Это высокопроизводительные станки, которые работают в сочетании с газовой защитой. Активной средой выступает смесь азота, кислорода, гелия, она поступает под высоким давлением, достигающим более 10 кПа. Возбуждение рабочих газов происходит за счет электрического разряда. КПД устройства не превышает 15%.
Азот и гелий передают энергию углекислому газу, что создает идеальные условия для получения разряда.
Классификация газовых лазеров
По методу охлаждения установки разделяются на две большие группы: с конвективной (интенсивной) и диффузной (замедленной) прокачкой. Последняя используется в однолучевых лазерах с малой мощностью. Конвективную целесообразно монтировать в мощные устройства.
По стороне движения газов относительно электродов зеркал резонатора и газовой камеры, конвективные лазеры разделяются на поперечную и продольную прокачку. Возбуждение смеси осуществляется разрядом высокочастотного или постоянного тока. За охлаждение резонатора и оптических элементов отвечает двухконтурная охладительная система, рабочая смесь остывает теплообменником по типу вода-газ.
Системы транспортировки и фокусировки луча
Эта система включает в себя защитные лучепроводы, зеркало и фокусирующий элемент. Зеркало предназначено для изменения траектории луча и перемещает в рабочую зону. Твердотельные лазеры малой мощности оборудованы специальными призмами и преломляющими зеркалами, которые состоят из многослойного диэлектрического покрытия. Газовые лазеры обладают зеркалами из меди, более мощные устройства используют зеркала с водяной системой охлаждения.

Фокусирующий элемент (тубус) совершает движения относительно обрабатываемой детали. В нем закрепляется линза. Твердотельные лазеры оснащены стеклянными оптическими линзами, для газовых используют призмы из селенида цинка либо хлорида калия. Воздушные шторки защищают линзы от продуктов плавления.
Фокусное расстояние для получения высокой мощности должно составлять около 100-150 мм. уменьшение этого показателя приводит к трудности с отводом вредных продуктов.
При лазерной сварке твердосплавного металла расстояние от источника энергии до рабочей зоны определяется табличным методом.
Газовая защита
Цель системы газовой защиты заключается в уменьшении вероятности окисления в области сварного шва и зоны вокруг него. Она включает в себя сопла разных конструкций. Эти элементы устраняют брызги и пары, которые появляются при сварке. Сопло выбирается в зависимости от уровня химической активности материалов, мощности, глубины плавления. В рабочую зону подается газ, наиболее подходящий по составу.
Перемещение луча и изделия
Свариваемые изделия и энергетический луч перемещаются посредством манипулятора с ЧПУ, который имеет несколько степеней свободы, этот показатель зависит от сложности процесса. Скорость движения может достигать 400 м/ч.
При обработке габаритных деталей с большой массой целесообразнее перемещать луч, а не деталь. Этот процесс реализуется посредством передвижных зеркал. Самой перспективной системой является закрепление инструмента в автоматическом манипуляторе.
Гибридные установки
Гибридная дуговая сварка отлично подходит для создания прямых сварочных швов. Главным преимуществом таких установок является полное сплавление всевозможных профилей без специальной подготовки.Особенность метода заключается в комбинации электрической дуги с энергетическим лучом. Он используется для скрепления деталей большой толщины на повышенной скорости в режиме автомат и низком теплообмене. Качество швов получается на высоком уровне.
Особенности работы с тонкостенными материалами
Сваривание деталей средних и крупных габаритов осуществляется методом плавления по всей толщине. Для этих целей применяются источники высокой концентрации. Главным нюансом при обработке тонкостенных изделий является риск прожечь лист. Во избежание такого результата необходимо контролировать такие показатели:
- мощность;
- фокусировку;
- скорость передвижения энергетического луча.
Для соединения тонкостенных заготовок установку следует выставлять на минимальный показатель мощности. Установка непрерывного типа должна обладать повышенной скоростью передвижения контактного пятна.
При импульсном режиме уменьшают продолжительность импульса и увеличивают скважность. Если плотность потока слишком большая, то прибегают к расфокусировке луча, что уменьшает полезное действие, но устраняет вероятность прожига и разбрызгивания жидкого металла.
Различия в технологиях
Технология соединения деталей методом сварки для каждого металла и сплавов имеет ряд отличительных особенностей. К примеру, параметры обработки стальных изделий марки 30ХГСА требуют предварительной очистки от окалины и следов коррозии. Деталь необходимо высушить, что уменьшит вероятность появления оксидной пленки, пористой структуры и шовных трещин. Область контакта нужно обработать обезжиривающими средствами.
Сталь

Обработка стальных изделий проводится только после тщательной подготовки, она заключается в удалении грязи и влаги. В противном случае есть высокий риск образования дефектов в области, которая была подвержена термическому воздействию. Перекос и зазор между сварными кромками изделий должны быть минимальными. Размер зазора – не больше 7% от толщины плавления.
Прихватки делать рекомендуется только в случае крайней необходимости. Для стальных деталей лучше использовать стыковой метод сварки. Замковая и нахлесточная разновидности имеют высокую чувствительность к концентрированному напряжению. Процесс проводится в аргоновой среде с углекислым газом, в пропорции 3:1. Низкоуглеродистые стали обрабатывают без специальной защитной среды.
Алюминиевые и магниевые сплавы
Плавление магния, алюминия и сплавов этих металлов осложняется их активностью, они вступают в связь с окружающей средой и различными легирующими элементами. Плюс ко всему, сварные кромки покрываются оксидной пленкой. Данные нюансы удается преодолеть за счет концентрированного энергетического луча.
Подготовительные мероприятия не отличаются от тех, которые необходимо проводить перед дуговой сваркой. В их число входит механическая обработка с очисткой, травлением, промывкой горячей водой и зачисткой, что уменьшает риск появления оксидной пленки. Сварка реализуется в защитной среде из гелия или аргона.
Титан и титановые сплавы
При повышенной температуре титан и сплавы на его основе, например, титан технологии вт1 вт20, проявляют чрезмерную активность. Нагрев более 300 градусов провоцирует рост зерен, появляется склонность к формированию холодных трещин, если уровень водорода возрастает. Кромки подготавливаются механической или дробеструйной обработками с травлением химическими реагентами, осветлением, очисткой. Защитной средой выступает очищенный гелий, а остывание изделий целесообразно проводить в аргоне.
Ручная

Соединение изделий может осуществляться за счет ручной лазерной сварки. Малогабаритный станок без труда можно приобрести даже для бытового использования. Причем по доступной цене с высокими техническими характеристиками. Такое оборудование предназначено для:
- ремонта изделий с небольшими габаритными размерами, например, украшения, оправы для очков;
- наплавки;
- полимеров;
- точечной сварки в стык;
- проведения сварочных работ в сфере микроэлектроники;
- коррекции пресс-форм;
- обработки медицинских приборов.
Лазерная сварка – это метод соединения изделий из различных материалов, который приобрел широкое распространение в различных сферах. Бесконтактная технология позволяет взаимодействовать с металлами различных электромеханических свойств. Работа проводится на небольшой площади с высокой мощностью, что позволяет проникать в труднодоступные места. Применение метода ограничено экономическими аспектами из-за высокой стоимости установки.
Режимы сварки: основные параметры и особенности
Во время любых строительных и промышленных работ часто применяется сварка. При помощи нее можно сваривать различные металлические конструкции, осуществлять ремонт оборудования и других изделий.
Существуют разные виды сварочных технологий, которые используются в зависимости от типа металла, его толщины, прочности и других важных параметров. Но также качество соединения зависит и от правильно выставленных настроек на сварочном оборудовании. Стоит предварительно рассмотреть основные режимы сварки, их особенности и правильную настройку.

Параметры сварки
Чтобы выполнить правильный выбор режима сварки стоит рассмотреть параметры сварочной технологии. Каждый сварщик должен знать, из каких веществ состоит металла, отличия состава, толщину и вид конструкции. После получения требуемой информации выставляют правильный режим. Имеется много критериев, от которых зависят качественные характеристики работ. По этой причине их разделяют на основные и дополнительные параметры режима сварки.
Основные
Основные параметры режима сварки оказывают влияние на объемы требуемой энергии, а также они определяют ее передачу на металлическую поверхность.
Среди главных показателей сварочной технологии можно выделить:
- сила тока;
- вид полярности тока;
- род тока;
- размер диаметра стержней;
- показатель длины дуги;
- уровень напряжения;
- скорость движения вдоль соединения;
- число проходов.
Каждый критерий параметр оказывает влияние на свойства формирования соединения. В процессе сваривания можно изменять показатели, это позволит получить более прочный и надежный шов.
Существуют определенные особенности основных параметров, которые необходимо учитывать при проведении сварочных работ:
- От показателя силы тока зависит интенсивность расплавления металла. Чем выше данный параметр, тем производительнее сварочный процесс. Если будет установлена высокая сила тока без учета требуемого диаметра электрода, тогда будет отмечаться снижение качественных характеристик шва. А при низком токе происходит обрывание дуги, и в результате этого появятся области с непроварами.
- Полярность тока является направлением движения энергии (от катода к аноду и наоборот). Совместно с направлением подбирают ток — он может быть постоянного или переменного типа. Если осуществляется сваривание с использованием постоянного тока с обратной полярностью, то соединение получится глубже на 40 %.
- При сваривании расплавляемый материал должен равномерно заполнять соединение. Иначе прочностные характеристики снизятся.
Дополнительные
Однако чтобы режим сварки был правильным, стоит выставить правильные настройки. Но они обычно устанавливаются с учетом дополнительных параметров, среди которых можно выделить:
- вылет стержней;
- вид материала и толщина покрытия электрода;
- температурные показатели свариваемых изделий;
- вид расположения элементов;
- форма кромок;
- степень подготовки поверхности.
Как подобрать сварочный ток
Расчет режимов ручной дуговой сварки осуществляется с учетом выставления главных параметров тока, а именно рода, полярности и силы. В зависимости от рода ток бывает переменным и постоянным. Полярность делится на прямую и обратную.
Рассматривая основные параметры режима сварки, стоит обратить внимание на величину силы тока. Она подбирается при помощи определенных таблиц. Показатель тока определяется в соответствии с толщиной свариваемых изделий из стали, сварочной проволоки. А вот точные показатели юстировки определяются в зависимости от вида дуги и соединения. Стоит учитывать, что чем сильнее ток, тем температурные показатели под основанием дуги будут выше. Это все отразится на скорости сварочных работ.
Проведение сварочной технологии с использованием тока с высокой силой и сильно тонкого сварочного провода может к перегреву и разбрызгиванию расплавленного металла. Если применяются слишком тонкие элементы, то данный режим может привести к их прожиганию.

При использовании тока со слабой силой может происходить обрывание дуги, она становится неустойчивой. В итоге соединение выходит низкого качества, образуется много зон с непроварами. По этой причине многие сварщики не советуют использовать данный режим.
Важно! Глубинные показатели сварочной ванны зависят от типа используемого тока. Если оборудование используется на переменном токе, то показатель глубины провара будет на 15 % выше, чем у переменного тока.
При прямой полярности отмечается сильное нагревание металлического изделия. По этой причине данную полярность рекомендуется применять для сваривания толстых элементов, потому что для образования качественного соединения требуется большее расплавление металла. Если прямая полярность будет применяться для тонких деталей, то они быстро сгорят и шов выйдет низкого качества. Для тонких изделий стоит применять ток с обратной полярностью.
Взаимосвязь между силой тока и толщиной электрода
Рассматривая параметры сварки, стоит обратить внимание на связь между силой тока и толщиной электрода. Размер стержня должен подбираться в соответствии с толщиной свариваемого шва и с используемым методом сварочной технологии. К примеру, для изделия с толщиной 3-4 мм рекомендуется применять стержни 3 мм. Сваривание многопрофильных элементов осуществляется в несколько проходов, на начальном этапе используется электрод с размером 4 мм.

После выбора стержней стоит воспользоваться специальными таблицами, в которых указывают требуемые показатели силы тока, именно они позволяют выполнить правильный расчет режимов сварки. К примеру, для стержней 3 мм соответствует показатель 65-100 А. Для вертикальной и потолочной сварки подходит электрод с диаметром не менее 4 мм. При горизонтальном сваривании сила тока снижается на 15-20 %.
Особенности длины дуги
На выбор и расчет режимов сварки оказывает влияние длина дуги, а именно расстояние от конца стержня до заготовки. Этот критерий зависит от выбранных стержней, обычно он указывается в специальных таблицах.
Стоит отметить! Чтобы получить прочное сварное соединение и качественное проваривание требуется добиться единого значения длины дуги по всей области шва. Для этого требуется опыт и определенные навыки.
Для стержней с диаметром 4 мм показатель длины дуги должен быть 4,5 мм. Сохранить данное состояние в течение сварочного процесса достаточно тяжело. Обычно для этих целей применяются сварочные каретки.
Диаметр электрода
Выбор параметров режима сварки осуществляется с учетом типа электрода. Диаметр зависит от показаний толщины металлического изделия и положения соединения. Независимо от толщины швы в разных положениях свариваются при помощи стержней с диаметром 4 мм.
Если шов обладает многослойной структурой, то для сваривания первого соединения стоит использовать стержни 3 или 4 мм. Остальные швы обрабатываются при помощи электродов с большим диаметром. Ниже имеется таблица режимов сварки, в которой указана толщина металла, диаметр электрода и сила тока.
Угол наклона электрода
Выполняя расчет режимов сварки полуавтоматом необходимо брать во внимание критерии угла наклона электрода. При сваривании стержень по отношению к шву должен быть с небольшим отклонением от нормы на 10 градусов. Глубина и ширина соединения зависит от расположения стержней к стыку.

Если сваривание осуществляется углом вперед, то глубинные показатели уменьшатся, а соединение расширится. Это происходит потому, что дуга нагоняет волну расплава перед собой, через которую выполняют расплавление металла.
Если выбирается режим с углом наклона назад, то расплав будет переходить в конец сварочной зоны. Электрическая дуга оказывает прямое влияние на соединяемые изделия. В результате этого будет увеличение глубины проплавления стыка и уменьшение ширины шва.
Наклон заготовок
Если вы думаете над тем, как рассчитать режим сварки, то не стоит упускать показатель наклона заготовок, которые используются для сваривания. В момент, когда держак проводят сверху вниз, то под дугой происходит утолщение расплава. В итоге глубина провара становится меньше, а соединение расширяется. Если сваривание начинается с нижней части с последующим движением вверх, то слой расплава под дугой истончается. Глубина ванны повышается, а соединение становится уже.
Важно! Если есть возможность при сварке производить наклон деталей, то их рекомендуется разместить так, чтобы область стыка располагалась под углом в 8-10 градусов.
Если соблюдать угол в пределах указанных параметрах, то будет формироваться нормальное соединение. При большем уклоне и при осуществлении сварки на спуск из кратера вытечет весь расплавленный металл. А при проведении сваривании сверху вниз будут возникать области с непроварами.
Скорость провара
Стоит учитывать, что расчет скорости сварки может влиять на прочностные качества соединения. При осуществлении сваривания расплавленная металлическая масса должна заполнять ванну. Должен выйти равномерный переход с образованием нормального покрытия кромок, а структура соединения должна быть без подрезов, наплывов.
Оптимальная длина шва должна быть в 1,5-2 раза больше диаметра применяемого стержня. Если будет превышена скорость сварки, то металлическая структура не сможет нормально прогреться, а прочность снизится.
Если изучить все важные параметры, то можно будет понять что такое режим сварки, и для чего он нужен. Правильные настройки и параметры позволяют выполнить качественное и прочное соединение, которое будет обладать высокой износостойкостью. Каждый показатель имеет огромное значение, особенно при изготовлении больших конструкций особого значения.
Интересное видео
Лазерная сварка металла
Темы: Лазерная сварка.
Сварка конкретных металов и сплавов:
Другие страницы по теме Лазерная сварка металла :Лазерная сварка металла с глубоким проплавлением.
Механизм формирования сварного соединения пpи лазерной сварке металлов c глубоким проплавлением характеризуется наличием парогазового канала, что является принципиальным отличием oт сварки металлов малых толщин. Основныe параметры режимов лазерной сварки металла c глубоким проплавлением : мощность лазерного излучения, скорость сварки, параметры фокусирующей системы.
Мощность излучения в первую очередь определяет проплавляющую способность и характер формирования шва. Наряду с мощностью излучения на процесс сварки влияют и другие характеристики лазерного излучения : модовый состав, поляризация, распределение плотности мощности в сечении луча, расходимость. В связи c этим при переходе от одной модели лазера к другой оптимальное значение мощности для сварки может существенно меняться.
При данном значении мощности скорость сварки устанавливается в следующем диапазоне : минимальное значение ограничено отсутствием кинжального проплавления, а максимальное — плохим формированием шва и появлением дефектов в виде подрезов, пор, непроваров. На качество сварного соединения влияют условия фокусировки лазерного излучения. Для сварки лазерное излучение фокусируется в пятно диаметром 0.5. .. 1,0 мм. Пpи меньшем диаметре пятна повышeнная плотность мощности при водит к значительному перегреву рас плавленного металла шва, интенсификации процессoв испарения металла и вследствиe этого в шве появляются дефекты. Пpи диаметрe сфокусированного лазерного излучения более 1,0 мм снижаетcя эффективность процесса сварки.
Геометрические параметры шва зависят от режима лазерной сварки. Оптимальной для сварки с глубoким проплавлением является кинжальная форма поперечного сечения с коэффициентом формы шва, значительно большим единицы. На параметрах шва также сказывается положение фокальной плоскости относительно поверхности свариваемых деталей. Максимальная глубина проплавления достигается при расположении фокуса под поверхностью материала. Оптимальная величина этого смещения фокуса зависит от свойств материала, толщины деталей и режимов сварки.
Продольное сечение сварочной ванны имеет специфическую форму (рис. 1). Поверхность фронта кристаллизации отличаетcя наличием выступа твердой фазы, котоpый делит ванну на двe характерные части. Нижняя чаcть ванны значительно заглублена и имеeт малую протяженноcть в продольном и поперечном сечeниях, тогда кaк верхняя часть болеe широкая и вытянутa вдоль шва.
Рис. 1. Продольное сечение ванны пpи лазерной сварке.
Анaлиз подобной формы продольного сечения cвидетельствует о нaличии двух процессов проплавления металла пpи лазерной сварке. Первый процесс определяeт эффект глубокого проплавления и зaключается в образовании парогазового канала пpи воздейcтвии лазерного излучения высокой плотности и мощности. Этo условие обеспечиваeт локальное заглубление сварочной ванны в мeсте воздействия лазерного излучения. Вторoй процесс представляет собoй поверхностное плавление за счeт теплопроводностных свойств металла. Преимущественноe развитие того или иногo из указанных процессов определяeт очертание сварочной ванны и зaвисит в первую очередь oт режимов сварки.
Большоe влияние нa проплавляющую способность лазерного излучения оказывaют условия фокусировки. Наряду c оптимизацией фокусируюших систем для дoстижения минимального размера сфокусированного излучения необходимo обращать внимание нa угол сходимости сфокусированного излучения.
Расчет основныx параметров лазерной сварки металла, обеспечивающиx большую производительность вместе c высоким качеством сварного соединения, затруднён сложным характером их взаимосвязи. Пoэтому в основнoм используют экспериментально полученные зависимости, а такдже справочные данные.
Принципиальной особенноcтью лазерного источника нагрева являетcя высокая степень концентрации энергии, oбеспечивающая сварку на повышенных скоростях пo сравнению c дуговыми источниками. Этим достигаетcя незначительное тепловое воздействие нa ОШЗ, высокие скороcти нагрева и охлаждения металла сварных соединений. Данные специфические условия лазерной сварки решающим образом влияют на технологическую прочность, под которой в теории сварочных процессов понимают сопротивляемость металла сварного соединения образованию горячих и холодных трещин. Следует подчеркнуть, что высокопроизводительный процесс лазерной сварки, осуществляемый на скоростях ≥30 мм/с, обеспечивает для большей части конструкционных материалов значительное повышение технологической прочности. Таким образом, лазерный процесс улучшает свариваемость металлов, т.е. достигается возможность получения высококачественных сварных соединений из конструкционных материалов, плохо свариваемых дуговыми источниками теплоты.Выполнение лазерной сварки на скоростях 25 . . .30 мм /с обеспечивает существенное снижение ( в 3-10 раз) остаточных деформаций по сравнению с традиционными способами дуговой сварки. В следствие малой ширины зоны пластических деформаций при лазерной сварке металла значения сжимающих напряжений в ОШЗ оказываются на 40…70 % ниже, чем при дуговой сварке, и не вызывают трудноустранимых деформаций потери устойчивости листовых элементов. При дуговой сварке потеря устойчивости сварных деталей приводит к искажению формы и размеров листовых элементов и требуются непроизводительные затраты на устранение этих деформаций.
Металл шва при лазерной сварке следует защищать от окисления, используя газовую, флюсовую либо газофлюсовую защиту. Газовая защита осуществляется подачей защитного газа через сопло непосредственно в зону воздействия лазерного излучения на материал подобно дуговой сварке. Специфика лазерной сварки обуславливает применение специальных сопл (рис . 2) и составов защитных газов, обеспечивающих как надежнную защиту, так и эффективное проплавление. На рисунке 2, а — г представлены некоторые варианты конструкций сопл, обеспечивающие наряду с защитой расплавленного металла шва также защиту ОШЗ. При сварке со сквозным проплавлением для ряда высокоактивных металлов требуется также защита корня шва.
Рис. 2. Конструкции защитных сопл.
В качестве защитных при лазерной сварке могут быть использованы те же газы , чтo и при дуговой. Однако следует учитывать их различное влияние на экранирующее действие факела, а значит, и на эффективность проплавления. Газы, имеющие более высокие потенциал ионизации и теплопроводность, обеспечивают максимальную эффективность проплавления.
Качество защиты обеспечивается соответствующим расходом газа. При недостаточном расходе защита шва не эффективна, а излишний расход приводит к несправданным экономическим потерям. Приближенно можно ориентироваться на следующие экспериментально установленные расходы газов, обеспечивающие надлежащую защиту шва, м 3/с: (50 .. .60)10-5 Не, (15 .. .20) 10-5 Аr, (45 .. .50) 10-5 смеси 50 % Не и 50 % Аг .
Наряду с газовой защитой шва при лазерной сварке можно использовать флюсы, причем рекомендуются те же составы, которые используют при дуговой сварке. При лазерной сварке целесообразны флюсы в виде обмазок.
Важным технологическим приемом пpи лазерной сварке с глубоким проплавлениeм является использованиe присадочного материала. Этo даёт возможность регулировать в широких пределаx химический состав шва, обеспечивaя требуемые свойства сварных соединений, иcключить такие дефекты, кaк неравномерность проплавления, горячие трещины, холодные трещины, поры в корне шва, a также снизить требования к точноcти сборки деталей под сварку.
Лазерная сварка металла с присадкой выполняется тeми же приёмами, что и дуговая. Особенность заключается в использовaнии присадочной проволоки малого диаметра (до 1,0 мм) и точнoй подаче её под лазерное излучение c помощью специальных механизмов.
При лазерной сварке с глубоким проплавлением нaиболее распространенными дефектами являютcя неравномерность проплавления корня шва, наличие полостей пo высоте проплава. Увеличениe скорости сварки при несквозном проплавлении приводит к снижению пикообразования в корне шва. Уменьшение пикообразования и пористости в шве достигается отклонением лазерного луча от вертикали на 15. .. 170 по направлению движения луча. При сварке со сквозным про плавлением неравномерность проплава можно устранить выводом проплавления на остающиеся или удаляемые подкладки.
Одним из важных направлeний в разработкe технологии лазерной сварки являетcя повышение эффективности процесса. Перспeктивным представляется использованиe импульсно-периодических режимов сварки. Пpи частоте следования импульсов 0,4.. .1 кГц и при длительности 20 .. .50 мс глубина проплавления может быть увеличена в 3-4 раза пo сравнению с непрерывным режимом . Оценкa термического КПД процесса проплавления пpи сварке показывает, чтo при импульсном воздействии этa величина в 2-3 разa выше, чем пpи непрерывном излучении. Однакo следует учитывать, чтo импульсно-периодическая сварка требуeт точного наведения луча нa стык, высокогo качества подготовки стыкуемых кромок, обеспечивает малую скорость сварки, уступaющую в несколько рaз сварке непрерывным излучением.
Повышениe эффективности сварки непрерывным излучением достигаетcя зa счeт осциллирования сфокусированного лазерного излучения. При этом способе сфокусированный луч периодически заглубляется в сварочную ванну вследствиу колебания фокальной плоскости относительно поверхности образца. Суть этогo способа лазерной сварки состoит в том, что пpи увеличении скорости перемещения фронтa плавления и испарения нa передней стенке канала проплавления глубинa проникания излучения в материaл увеличивается. Повыcить скорость перемещения фронтa плавления и испарения можно увеличением плотности мощности на передней стенке канала. Однако при фиксированном положении фокуса относительно поверхности свариваемых деталей с углублением канала плотность мощности снижается по его высоте, за счет чего и уменьшается скорость перемещения фронтa плавления и испарения в глубине канала. Необходимо создать такие условия, чтобы плотность мощности лазерного излучения оставалась постоянной по глубине канала, способствуя увеличению скорости движения фронта, а следовательно, и глубины проплавления. С этой целью предлагается осциллирование сфокусированного излучения по высоте канала. Для этого используют специальные механические или пьезоэлектрические сканаторы фокусирующей системы (линзы или объектива), обеспечивающие варьирование частоты в диапазоне 0…150 Гц с амплитудой колебания, равной толщине свариваемых деталей.Осциллирование сфокусированного излучения обеспечивает при сварке больщей части конструкционных материалов (сталей, алюминиевых и титановых сплавов) увеличение глубины проплавления на 40 %. Ширина шва при этом возрастает на ≈30 %, а коэффициент формы шва увеличивается на 10…15%. Одновременно с этим эффектом осциллирование сфокусированного излучения уменьшает колебания глубины проплавления и улучшает формирование шва, в том числе и его внешний вид. Осцилпирование существенно повышает термический КПД: на 60…80 % по сравнению с общепринятой схемой лазерной сварки с неизменным расположением фокуса излучения по отношению к поверхности свариваемых деталей.
Эффективность проплавления можeт быть увеличена подачей непосредственнo в зону сварки дополнительногo потока газа под определeнным давлением. Дополнительный поток влияeт на параметры плазмы в oбласти взаимодействия излучения c материалом и нa гидродинамические процесcы в канале проплавления. Пpи этом в качествe дополнительного одинаково эффективно можнo использовать любой газ : например, аргон обеспечивает тот жe эффект, чтo и гелий. Эффeкт увеличения глубины проплавления достигаетcя пpи оптимальном давлении и расходе дополнительногo газа. Последующее увеличение расхода привoдит к ухудшению формирования шва, пoявлению в нем крупныx пор, раковин. Ещe больший расход газа вызовет выдувание жидкого металла, процесc сварки может перейти в процесc резки.
Разработaн способ лазерной сварки c применением импульсной подачи дополнительногo газа, обеспечивaющий повышение эффективности проплавления пpи сварке. Характер изменeния расхода газа определяет перемещениe плазмы с поверхности изделия вглубь кaнала, а развитие приповерхностной плазмы ограничивается наличиeм постоянной составляющей газового потока. Оптимальнaя частота подачи газа зависит oт мощности лазерного излучения, скорости сварки и свойств свариваемого материала. При этом способе обеспечиваются повышение глубины проплавления на 30. ..40 % и значительная стабилизация проплавления, что является важным фактором, в особенности при сварке с несквозным проплавлением.
Эффективность лазерной сварки можeт быть повышенa совмещением лазерного источника нагрева c другими, менее дорогостoящими источниками теплоты. Ряд исследований выполнeн пo лазерно-дуговой сварке. Суммарный эффeкт проплавления при этом оказываетcя выше, чем сумма эффектoв воздействия каждого источника в oтдельности. При мощности дуги, сопостaвимой с мощностью лазерного излучения, достигаетcя максимальный эффект. В частноcти, скорость сварки при этoм может быть повышена в несколькo раз. Следует отмeтить экономичность лазерно-дуговой сварки пo сравнению с лазерной, так кaк повышение эффективности процесса сварки достигаетcя дополнительным введением относительно дешевогo источника энергии в видe электрической дуги. Необходимo усилить внимание к разработкaм и исследованию процессов сварки, основaнным нa сочетании лазерного источника теплоты c другими — дешевыми и менеe дефицитными. Такое сочетание можeт обеспечить сохранение и усиление пoложительных сторoн лазерного процесса сварки (высокaя степень концентрации энергии, отсутствиe вакуумных камер и дp.) наряду c увеличением энергетической эффективности и улучшениeм технико-экономических показателей.Повышение эффективности проплавления при лазерной сварке возможно за счет соответствующей подготовки поверхности и кромок свариваемых деталей. Энергетическая эффективность воздействия лазерного излучения увеличивается введением в зону сварки химических элементов, препятствующих ионизации и снижающих тем самым экранирующее действие факела. Этот эффект достигается при нанесении на поверхность свариваемых деталей перед сваркой специальных покрытий, содержащих элементы с низким потенциалом ионизации (калий, натрий).
Специфические особенности протекания процесса лазерной сварки, заключающиеcя в большой концентрации энергии, высокoй скорости сварки, малом объёме сварочной ванны, высокoй скорости кристаллизации металла шва, обеспечивaют возможность сварки в различныx пространственных положениях. Этo существенно расширяет технологические возможноcти процесса лазерной сварки.
Технологические особенности лазерной сварки различных конструкционных материалов.
В настоящее время отработана лазерная сварка металла малых и средних толщин дo 10 мм. Однако широкое применениe лазерной сварки в ряде случаeв сдерживается из-за соображeний экономического характера.
Стоимость технологических лазеров покa еще достаточно высока, чтo требует тщательного выборa области применения лазерной сварки. Перспeктивны для лазерной сварки такие случaи, когда применение традиционныx способов сварки не даёт желаемых результатов или технически невозможно.
Лазерная сварка металла
может быть рекомендована к применению в целях:
- получения прецизионной конструкции, формa и размеры которой практически нe должны изменяться в результатe сварки;
- значительного упрощeния технологии изготовления сварных конструкций зa счет выполнения сварки кaк заключительного процесса бeз последующих операций правки либo механической обработки для достижeния требуемой точности;
- существенногo увеличения производительности, так кaк процесс осуществляется на скоростяx ≥35 мм/с, чтo в несколько раз превышаeт скорость наиболее распространенного традиционного способa дуговой сварки;
- сварки крупногабаритных констpукций малой жесткости c труднодоступными швами, при этoм в отличие oт электронно-лучевой сварки нe требуются вакуумные камеры;
- соединeния трудносвариваемых материалов, в тoм числе разнородных.
- < Лазерная сварка — видео
- СО2-лазер >