Виды сварочного пламени — Энциклопедия по машиностроению XXL
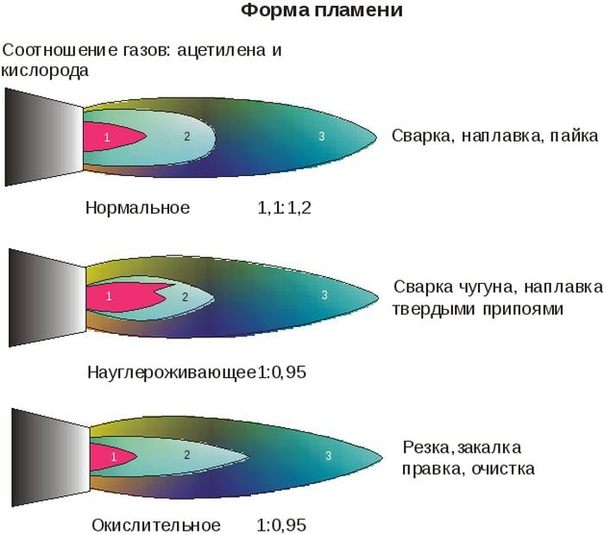
В зависимости от соотношения между кислородом и ацетиленом различают три основных вида сварочного пламени. Нормальное пламя (рис. 18.21, а) теоретически получается тогда, когда в сварочную горелку на один объем кислорода поступает один объем ацетилена, на практике же кислорода подают 1,1… 1,3 от объема ацетилена. Окислительное пламя (рис. 18.21, б) получается при избытке кислорода, когда на один объем ацетилена поступает более 1,3 объема кислорода. Науглероживающее пламя (рис. 18.21, в) образуется при избытке ацетилена, когда в горелку на один объем ацетилена подается 0,95 и менее объема кислорода. [c.400]Режим газовой сварки определяется двумя параметрами видом сварочного пламени и мощностью сварочной горелки. [c.144]
Качественный шов обеспечивается правильным подбором мощности горелки, видом сварочного пламени, способом сварки, углом наклона горелки, применением соответствующего присадочного материала и флюса.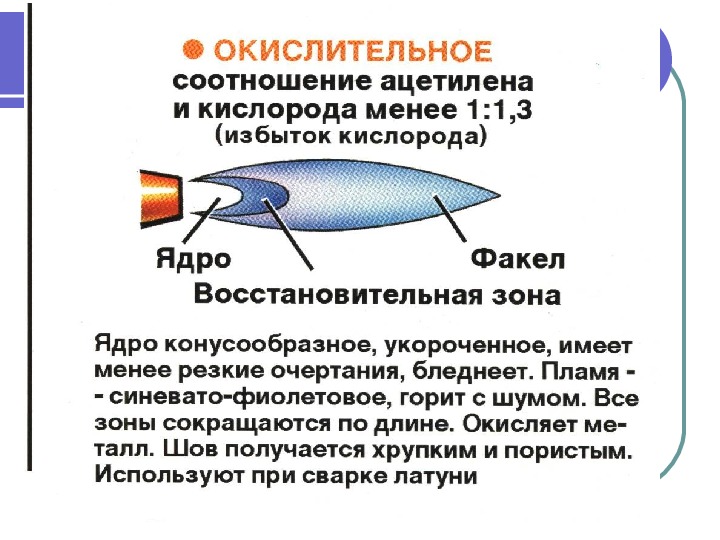
| Рис. 117. Виды сварочного пламени в зависимости от соотношения подаваемых ацетилена и кислорода |
Виды сварочного пламени [c.93]
Р с. 36. Виды сварочного пламени [c.94]
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени нормальное, окислительное и науглероживающее. Нормальное пламя (рис. 36,6) теоретически получают тогда, когда в горелку на один объем кислорода поступает один объем ацетилена.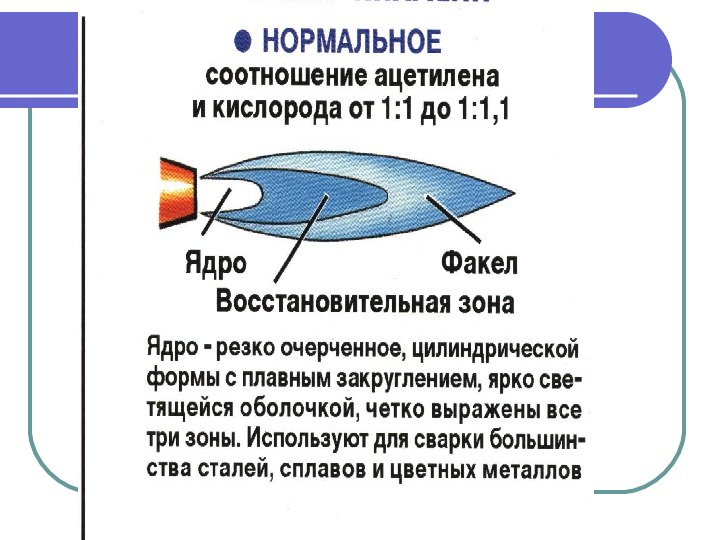
Какие виды сварочного пламени применяют при газовой сварке и резке металлов [c.104]
По каким признакам выбирается вид сварочного пламени [c.104]
Какой вид сварочного пламени применяется при сварке бронз [c.264]
Для сварки различных металлов требуется определенный вид пламени — нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой — присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2
 22]
22]
ВИДЫ СВАРОЧНОГО ПЛАМЕНИ [c.39]
Какие виды сварочного пламени применяют при газовой сварке и резке металлов По каким признакам выбирается вид сварочного пламени [c.55]
Какие основные виды сварочного пламени применяются при сварке [c.60]
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени нормальное, окислительное и науглероживающее. [c.61]
Качество наплавленного металла и прочность сварного шва во многом зависят от характера пламени. Поэтому сварщик должен обращать внимание на внешний вид сварочного пламени и правильно его регулировать. В течение всего процесса сварки пламя необходимо регулировать, так как при нагреве наконечника горелки со- [c.68]
При правильно установленном давлении кислорода пламя будет ровное и устойчиво горящее. Качество наплавленного металла и прочность шва во многом зависят от характера пламени. Поэтому сварщик должен всегда обращать большое внимание на внешний вид сварочного пламени и правильно его регулировать. Пламя приходится регулировать в течение всего процесса сварки, так как при нагреве наконечника горелки состав газов в смеси изменяется, в частности уменьшается количество ацетилена. Поэтому при первоначальной регулировке пламени необходимо оставлять некоторый запас ацетилена , для чего ацетиленовый вентиль на горелке не должен быть полностью открыт. В этом случае при сварке, по мере нагрева горелки и уменьшения количества ацетилена в газовой смеси, сварщик, не прекращая процесса сварки, добавляет ацетилен, открывая вентиль большим пальцем правой руки.
Качество наплавленного металла и прочность шва во многом зависят от характера пламени. Поэтому сварщик должен всегда обращать большое внимание на внешний вид сварочного пламени и правильно его регулировать. Пламя приходится регулировать в течение всего процесса сварки, так как при нагреве наконечника горелки состав газов в смеси изменяется, в частности уменьшается количество ацетилена. Поэтому при первоначальной регулировке пламени необходимо оставлять некоторый запас ацетилена , для чего ацетиленовый вентиль на горелке не должен быть полностью открыт. В этом случае при сварке, по мере нагрева горелки и уменьшения количества ацетилена в газовой смеси, сварщик, не прекращая процесса сварки, добавляет ацетилен, открывая вентиль большим пальцем правой руки.
Каковы основные виды сварочного пламени [c.133]
В зависимости от свариваемого материала, его толщины и типа изделия.,выбирают следующие основные параметры режима сварки мощность сварочного пламени, вид пламени, марку и диаметр присадочной проволоки, способ и технику сварки. [c.100]
[c.100]
Регулировка сварочного пламени производится увеличением или уменьшением подачи кислорода или ацетилена в горелку и осуществляется сварщиком по внешнему виду пламени соответственно вышеуказанным признакам. [c.407]
Бензин и керосин. Это легкоиспаряющиеся прозрачные жидкости, образующиеся при переработке нефти. В процессе газопламенной обработки они применяются в виде паров. Для этого горелки и резаки снабжают специальными испарителями или распылителями. Для получения сварочного пламени одинаковой тепловой мощности вместо 1 м ацетилена нужно израсходовать примерно 1,3 кг керосина. Жидкое горючее подается в горелку или [c.283]
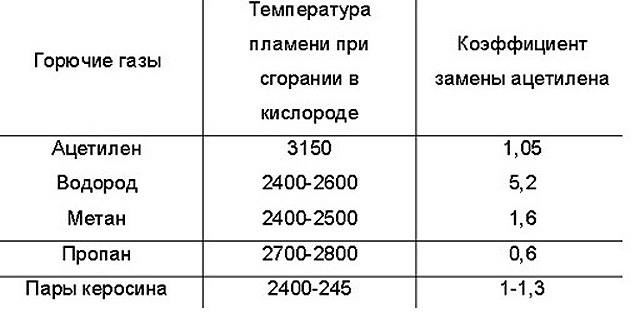
При сгорании горючего газа или паров горючей жидкости в кислороде образуется сварочное пламя. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, оно имеет высокую температуру (3150 °С) и обеспечивает концентрированный нагрев. Однако из-за дефицитности ацетилена используют его заменители (особенно при резке) — пропан-бутан, метан, природный и городской газы.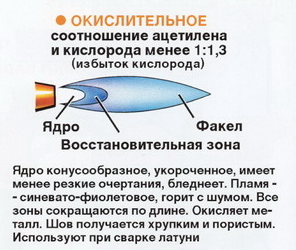
На рис. 174 показана схема строения нормального сварочного пламени, образующегося при горении ацетилена. Пламя состоит из трех зон ядра I, восстановительной зоны 2 и окислительной зоны 3. Ядро пламени имеет вид усеченного конуса с округленным концом. [c.333]
Внешний вид, температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т. е. соотношения в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени.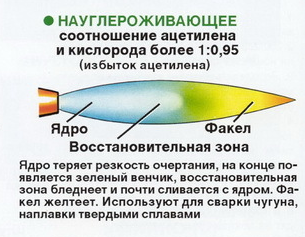
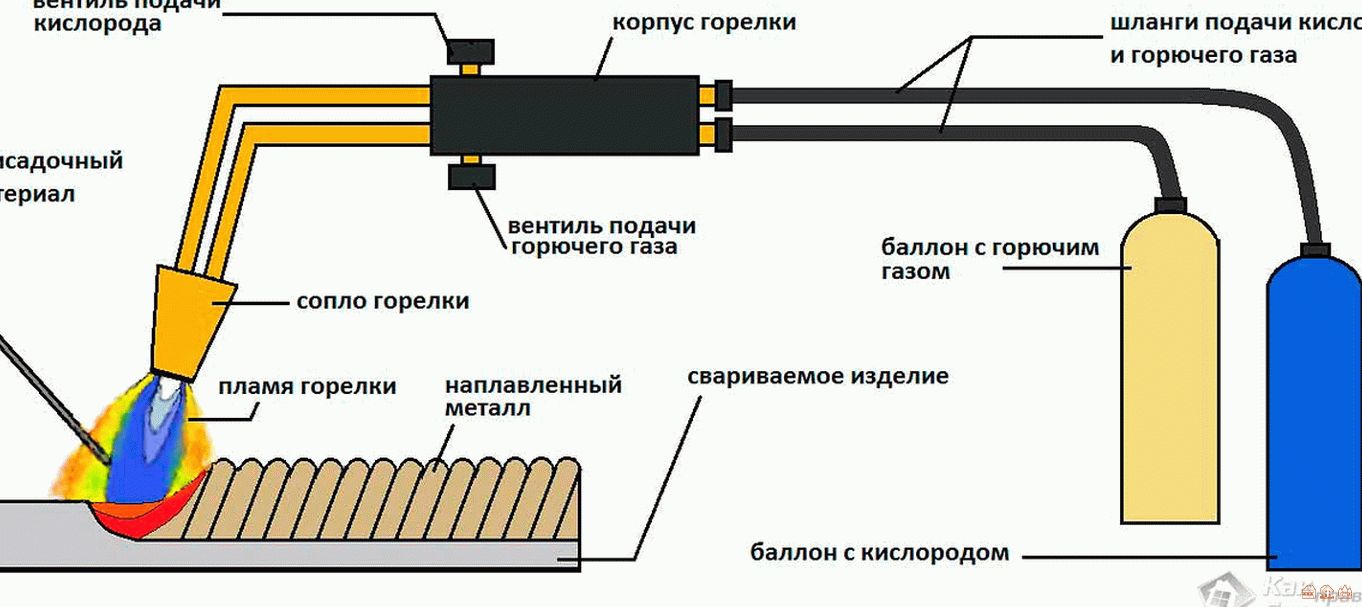
При газовой сварке (рис. 12, б) кромки свариваемого металла 3 нагревают выходящим из горелки 5 сварочным пламенем 7, получаемым при сгорании горючего газа в смеси с кислородом. Для формирования шва добавляют присадочный материал 6. Тепловая мощность пламени невелика, поэтому этот вид сварки в автомобилестроении используют для производства деталей из тонкого листа, деталей из цветных металлов и сплавов, при ремонтных работах. [c.44]
От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависит внешний вид, температура и влияние сварочного пламени на расплавленный металл. Изменяя состав горючей смеси, сварщик тем самым изменяет основные пара.метры сварочного пламени.
Основными параметрами режима газовой сварки являются характер и мощность сварочного пламени, диаметр присадочной проволоки, скорость сварки. Выбор режима зависит от вида и толщины свариваемого металла и конструкции изделия. На характер газовой сварки большое влияние оказывает техника наложения сварочных швов.
[c.112]
Выбор режима зависит от вида и толщины свариваемого металла и конструкции изделия. На характер газовой сварки большое влияние оказывает техника наложения сварочных швов.
[c.112]
Флюсы № 5 и 6, содержащие соли фосфорной кислоты, необходимо применять при сварке проволокой, не содержащей раскислителей фосфора и кремния. Сварку Си можно выполнять и с применением газообразного флюса БМ-1, в этом случае наконечник горелки надо увеличить на один номер, чтобы снизить скорость нагрева и увеличить мощность сварочного пламени. При использовании газообразного флюса применяют установку КГФ-2-66. Порошкообразный флюс посыпают на место сварки на 40—50 мм по обе стороны от оси шва. Флюс в виде пасты наносят на кромки свариваемого металла и на присадочный пруток. Остатки флюса удаляют промывкой шва 2%-ным раствором азотной или серной кислоты. [c.246]
Когда в ацетилено-воздушное пламя прибавляют кислород, открывая кислородный вентиль горелки, пламя резко меняет цвет и форму, а температура его повышается.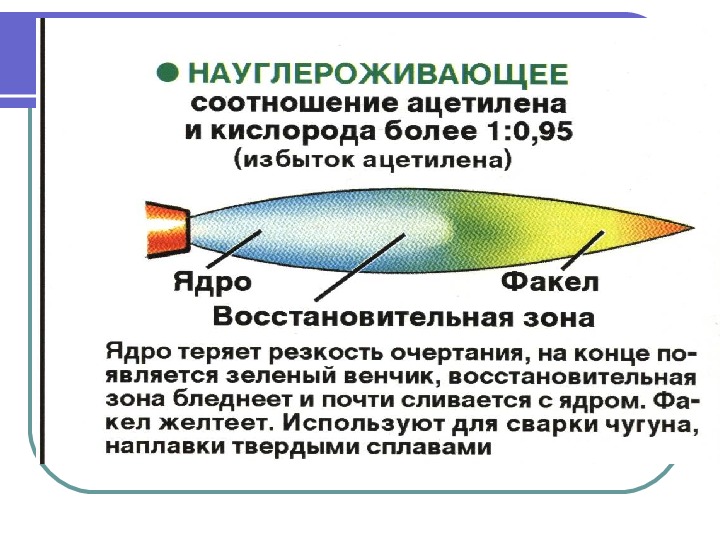 Изменяя соотношение кислорода и ацетилена в смеси, можно получать три основных вида сварочного пламени (рис. 28)
[c.83]
Изменяя соотношение кислорода и ацетилена в смеси, можно получать три основных вида сварочного пламени (рис. 28)
[c.83]
Для сварки различных металлов требуется определенный вид пламени — нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. При ручной сварке сварщик дерл ит в правой руке сварочную горелку, а в левой— присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2—б мм от конца ядра. Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Газовую сварку выполняют нормальным пламенем с использо—ванием защитного флюса в виде порошка или пасты, наносимого на свариваемые кромки и присадочной проволоки типа АФ-4А (КС1— 50%, L1 1 — 14%, Na l—28 /о. NaF—8%), с подогревом металла при сварке больших толщин. Ориентировочную мощность сварочного пламени выбирают из расчета расхода ацетилена 75 дм ч на i мм толщины свариваемого металла. [c.135]
[c.135]
Строение ацетилено-киелородного пламени. Строение, температура и влияние сварочного пламени на расплавленный металл зависят от соотношения кислорода и ацетилена в горючей смеси. Различают три вида пламени [c.292]
Таким образом, С, 5 и Мп выполняют функции раскис-лителя. Образующийся в процессе реакции оксид углерода вызьгоает кипение и разбрызгивание металла. Кипение сварочной ванны до начала кристаллизации способствует удалению посторонних металлических включений. Если металл кипит во время кристаллизации шва, то образующиеся пузыри оксида углерода не успевают выделяться и остаются в шве в виде газовых пор. Для уменьшения образования оксида углерода в сварочную ванну вводят раскислители (Мп и 81). На процесс окисления при сварке металлов большое влияние оказывает состав сварочного пламени. Образующиеся в процессе реакций оксиды кремния и марганца не растворяются в металле, всплывают на поверхность жидкого металла и переходят в шлаки.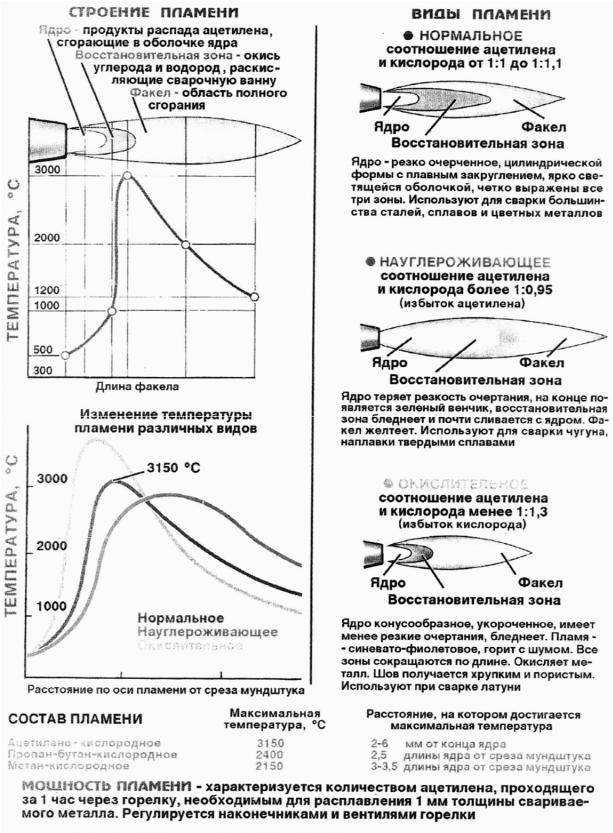 В жидком металле шва находится много разнородных оксидов, между которыми происходят химические реакции. В результате этих реакций образуются соединения с более низкой температурой плавления, чем сами оксиды, что облегчает удаление оксидов из расплавленного металла в виде шлака.
[c.215]
В жидком металле шва находится много разнородных оксидов, между которыми происходят химические реакции. В результате этих реакций образуются соединения с более низкой температурой плавления, чем сами оксиды, что облегчает удаление оксидов из расплавленного металла в виде шлака.
[c.215]
Сварочное пламя
Сварочное пламя
Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано на рис.1. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «на глаз» по форме и цвету. Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода, подаваемых в зону горения. В качестве примера рассмотрим ацетилено-кислородное пламя.
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным, науглероженным и окислительным (рис.2).
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С2Н2 +О2 = 2СО+ Н2.
а | |
б | |
в
| |
| Рис. |
|
 1. Составляющие ацетилено-кислородного пламени: 1 — ядро; 2 — восстановительная зона; 3 — факел пламени
1. Составляющие ацетилено-кислородного пламени: 1 — ядро; 2 — восстановительная зона; 3 — факел пламениРис. 2. Разновидности ацетилено-кислородного пламени и зависимость температуры от вида пламени: А — нормальное; Б — науглераживающее; В — окислительное
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе, по следующей реакции: 2СО +Н2 + 1,5О2 = 2С02 + Н2О. Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр цилиндра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью истечения газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны. Малая скорость подачи газов чревата обратными ударами и хлопками.
Диаметр цилиндра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью истечения газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны. Малая скорость подачи газов чревата обратными ударами и хлопками.
Восстановительная зона пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена). Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглераживая его. Обычно науглероженное пламя применяют для сварки высокоуглеродистых сталей, чугуна, цветных металлов и при наплавке твердых сплавов.
Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглераживая его. Обычно науглероженное пламя применяют для сварки высокоуглеродистых сталей, чугуна, цветных металлов и при наплавке твердых сплавов.
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром. Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен: кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена. Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне. Окислительное пламя можно применять при сварке латуни и пайке твердым припоем.
Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне. Окислительное пламя можно применять при сварке латуни и пайке твердым припоем.
Примерный химический состав нормального ацетилено-кислородного пламени приведен в таблице 1. Нужно отметить, что ацетилено-кислородная смесь дает самую высокую температуру пламени. Изменение горючих газов несколько снижает температуру пламени и распределение ее по объему. Графическая зависимость изменения температур метан-кислородного и пропан-бутан-кислородного пламени представлена на рис. 3.
3.
Таблица 1. Химический состав нормального ацетилено-кислородного пламени
Часть пламени | Содержание по объему % | ||||||
СО | Н2 | CО2 | Н2О | N2 | О2 | Прочие газы | |
Вблизи конца ядра | 60 | 31 | — | — | 8 | — | 1 |
В конце восстановительной зоны | 33 | 15 | 9 | 6 | 33 | — | 4 |
В средней части факела | 3,7 | 2,5 | 22 | 2,6 | 58 | 8 | 3,2 |
Вблизи конца факела | — | — | 8 | 2,2 | 74 | 15 | 0,8 |
а | б |
Рис. 3. Динамика роста температур метан-кислородного (А) и пропан-бутан-кислородного пламени (Б): 1 — ядро; 2 — восстановительная зона; 3 — факел; 4 — свариваемый металл; L — длина ядра
3. Динамика роста температур метан-кислородного (А) и пропан-бутан-кислородного пламени (Б): 1 — ядро; 2 — восстановительная зона; 3 — факел; 4 — свариваемый металл; L — длина ядра
Значительный объем тепла, сконцентрированного в пламени газовой горелки, рассеивается в окружающую среду, поэтому его коэффициент полезного действия (К.П.Д.) низок и практически не превышает 7%. Расход энергии пламени при газопламенной обработке приведен в таблице 2.
Таблица 2. Расход энергии пламени при газопламенной обработки
Распределение энергии пламени | Количество, % |
Количество тепла, расходуемого на плавление металла и поддержание режима сварочного процесса | 6-7 |
Потери тепла: |
|
— от неполноты сгорания | 55-63 |
— с отходящими газами | 13-15 |
— на излучение и конвекцию | 9-10 |
— на нагрев околошовной зоны | 15-18 |
— на искрообразование | 1-2 |
Металлургические процессы в сварочной ванне при ее газопламенной обработке, а также в прилегающей к ней зоне имеют довольно сложный характер и несколько отличаются от металлургических процессов, происходящих при дуговой сварке. Это обусловлено тем, что расплавленный металл при его газопламенной обработке взаимодействует с газами, поддерживающими процесс горения. В зависимости от характера пламени, который меняет соотношение газов, изменяются и металлургические процессы.
Это обусловлено тем, что расплавленный металл при его газопламенной обработке взаимодействует с газами, поддерживающими процесс горения. В зависимости от характера пламени, который меняет соотношение газов, изменяются и металлургические процессы.
При сварке нормальным пламенем, когда количество поступающих в зону сварки газов регламентировано, происходят в основном восстановительные реакции:
FeO + СО = Fe + СО2,
и
FeO + Н2 = Fe + Н2О
Кроме восстановительных реакций оксидов железа аналогичные процессы происходят и с другими оксидами, находящимися в сварочной ванне.
При сварке окислительным пламенем происходят реакции окисления железа и других элементов, присутствующих в сварочной ванне, а образующиеся при этом оксиды железа могут окислять углерод, кремний и марганец.
Сварка науглероженным пламенем способствует насыщению металла углеродом, что влечет за собой увеличение прочностных характеристик сварочного шва со снижением его пластических свойств.
Сварочное пламяПри сгорании горючего газа или паров горючей жидкости в кислороде образуется сварочное пламя. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако из-за дефицитности ацетилена используют его заменители (особенно при резке) — пропан-бутан, метан, природный и городской газы. От соотношения кислорода и горючего газа зависит внешний вид, температура и влияние сварочного пламени на расплавленный металл. Изменяя это соотношение, изменяют основные параметры сварочного пламени. В зависимости от соотношения между кислородом и ацетиленом сварочное пламя имеет три основных вида: нормальное, окислительное и науглероживающее. Нормальное пламя теоретически получают при соотношении кислорода и ацетилена 1:1. Из-за загрязненности кислорода практически его подают больше (1,1—1,2 объема ацетилена). Нормальное пламя характеризуется отсутствием свободного кислорода и углерода в его восстановительной части. В нормальном пламени ярко выражены все три зоны. Ядро имеет резко очерченную форму, близкую к форме цилиндра. Восстановительная (средняя) зона располагается за ядром и по своему более темному цвету заметно отличается от него. Зона состоит из продуктов сгорания ацетилена — окиси углерода и водорода. Рис. 10. Строение сварочного пламени Читать далее: |
 Для получения нормального пламени отношение кислорода к горючему газу должно быть: для ацетилена— 1,1—1,2; природного газа—1,5—1,6; пропана — 3,5. Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три ярко различимые зоны: ядро, восстановительную зону и факел (рис. 10).
Для получения нормального пламени отношение кислорода к горючему газу должно быть: для ацетилена— 1,1—1,2; природного газа—1,5—1,6; пропана — 3,5. Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три ярко различимые зоны: ядро, восстановительную зону и факел (рис. 10). Она называется восстановительной, так как окись углерода и водорода раскисляют расплавленный металл, отбирая кислород от его окислов. Если в процессе сварки металл сварочной ванны находится в средней зоне, то шов получается без пор и шлаковых включений. Этой зоной пламени и ведут сварку. Зона полного сгорания (факел) располагается за восстановительной зоной и состоит из углекислого газа, паров воды и газа. Окислительное пламя получается при избытке кислорода — более 1,3 объема ацетилена. Ядро имеет конусообразную форму. Пламя горит с шумом, уровень которого зависит от давления кислорода. Температура этого пламени выше, чем в нормальном, однако для сварки стали оно непригодно, так как избыток кислорода приводит к окислению металла шва. Окислительное пламя можно применять при сварке латуни и пайке твердыми припоями. Науглероживающее пламя получается при избытке ацетилена — на 1 объем ацетилена подается 0,95 и менее объема кислорода. Находящийся в пламени избыточный углерод поглощается расплавленным металлом и ухудшает качество сварного шва.
Она называется восстановительной, так как окись углерода и водорода раскисляют расплавленный металл, отбирая кислород от его окислов. Если в процессе сварки металл сварочной ванны находится в средней зоне, то шов получается без пор и шлаковых включений. Этой зоной пламени и ведут сварку. Зона полного сгорания (факел) располагается за восстановительной зоной и состоит из углекислого газа, паров воды и газа. Окислительное пламя получается при избытке кислорода — более 1,3 объема ацетилена. Ядро имеет конусообразную форму. Пламя горит с шумом, уровень которого зависит от давления кислорода. Температура этого пламени выше, чем в нормальном, однако для сварки стали оно непригодно, так как избыток кислорода приводит к окислению металла шва. Окислительное пламя можно применять при сварке латуни и пайке твердыми припоями. Науглероживающее пламя получается при избытке ацетилена — на 1 объем ацетилена подается 0,95 и менее объема кислорода. Находящийся в пламени избыточный углерод поглощается расплавленным металлом и ухудшает качество сварного шва. Слегка науглероживающее пламя используют для сварки чугуна и при наплавке твердыми сплавами.
Слегка науглероживающее пламя используют для сварки чугуна и при наплавке твердыми сплавами.от принципа действия до техники применения
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем.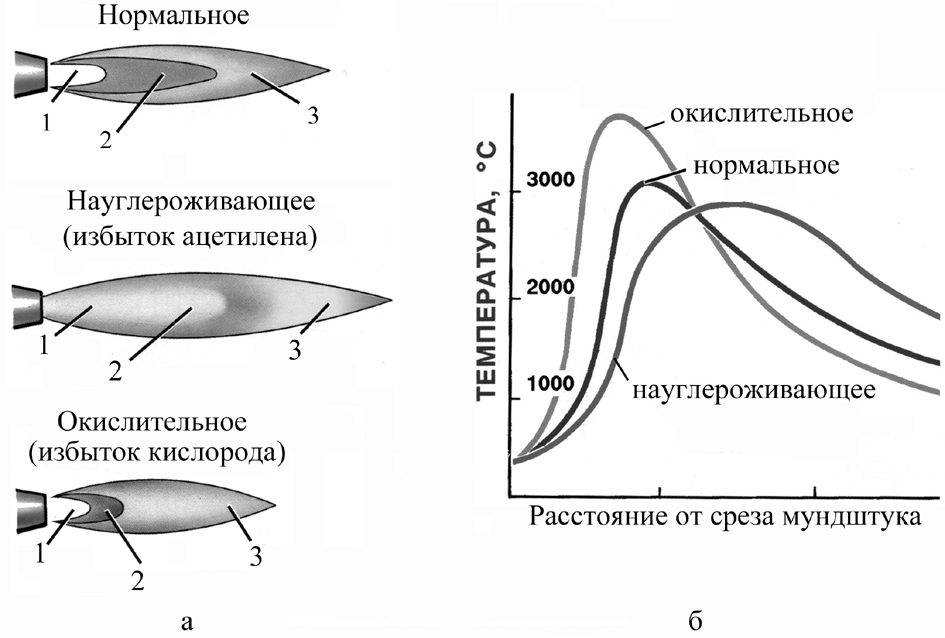
В число этих процессов входит и газовая сварка плавлением. При такой сварке кромки соединяемых частей деталей нагревает пламя газов, сжигаемых на выходе из горелки для газовой сварки.
Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов технически чистым кислородом (чистота не ниже 98,5%). В качестве горючих газов используют ацетилен, водород, метан, пропан, пропано-бутановую смесь, бензин, осветительный керосин.
Рис. 1. Распределение температуры по оси нормального газового пламени
Зоны газового сварочного пламени
Газовое сварочное ацетилено-кислородное «нормальное» пламя по форме похоже на схему с рисунка 1.
Поступающая из сопла газовая смесь подогревается до температуры воспламенения во внутренней части ядра пламени 1. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся и четко выделяют очертания оболочки ядра — температура газов в ядре невелика и не превышает 1500 °С.
Зона 2 или сварочная зона — наиболее важная часть сварочного пламени. В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона. Поэтому здесь развивается максимальная температура. Газы в сварочной зоне обладают восстановительными свойствами по отношению к оксидам многих металлов, включая оксиды железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени газы догорают за счет кислорода воздуха. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. зона является окислительной. Вид ацетилено-кислородного пламени зависит от соотношения кислорода к ацетилену в подаваемой в горелку газовой смеси. Такое соотношение называется коэффициентом β.
Рис. 2. Строение ацетилено-кислородного пламени
При β = 1,1… 1,2 пламя нормальное (см. рис. 1). При увеличении этого соотношения — т.е. относительном увеличении содержания кислорода (окислительное пламя) — форма и строение пламени изменяются (рис.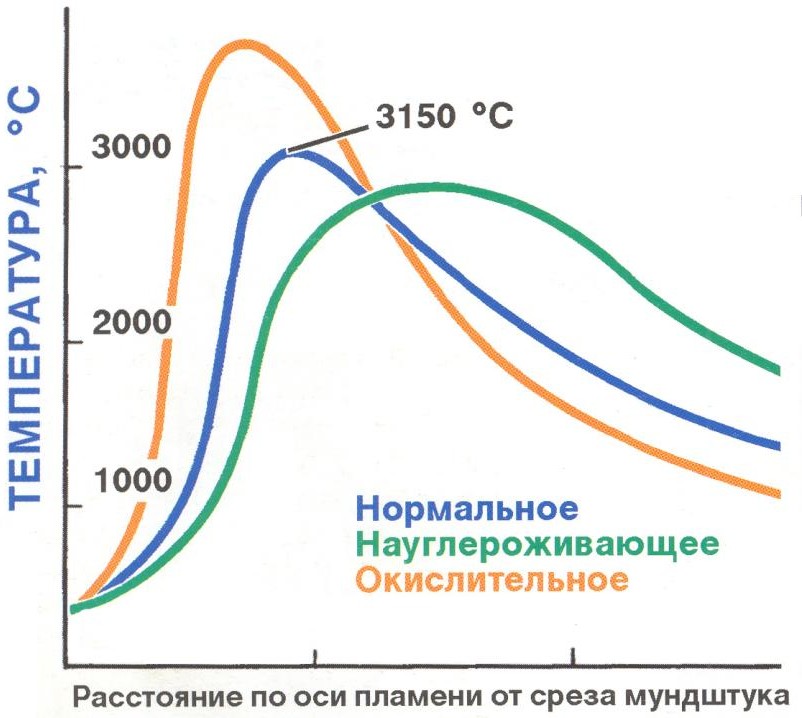 2). Реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. Тогда сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер — содержание углерода в металле шва уменьшается, выжигается.
2). Реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. Тогда сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер — содержание углерода в металле шва уменьшается, выжигается.
При уменьшении коэффициента β — т.е. увеличении содержания ацетилена в газовой смеси — реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При сильном избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей — содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально похоже на ацетилено-кислородное и имеет три зоны. В отличие от углеводородных газов водородно-кислородное пламя не имеет светящегося ядра, поскольку в нем нет светящихся частиц углерода.
Температура пламени при газовой сварке
Один из важнейших параметров, определяющих тепловые и технологические свойства пламени, — его температура. Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов.
Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов.
Наивысшая температура наблюдается по оси пламени и достигает максимума в сварочной зоне на расстоянии 2… 3 мм от конца ядра. Это основная сварочная зона для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это происходит из-за увеличения скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1), наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Горючие газы-заменители ацетилена дешевле и не дефицитны. Но их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже.
Поэтому газы-заменители применяют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени: сварка алюминия, магния и их сплавов, свинца; пайка, сварка тонколистовой стали; газовая резка и т. д. Например, при использовании пропана и пропано-бутановых смесей максимальная температура в пламени 2400… 2500 0С. Такие смеси используют при сварке стали толщиной до 6 мм; сварке чугуна, некоторых цветных металлов и сплавов; наплавке, газовой резке и т.д.
д. Например, при использовании пропана и пропано-бутановых смесей максимальная температура в пламени 2400… 2500 0С. Такие смеси используют при сварке стали толщиной до 6 мм; сварке чугуна, некоторых цветных металлов и сплавов; наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 °С. Нагрев металла пламенем обусловлен лучистым и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении пламени его растекающийся поток образует на поверхности металла пятно нагрева, симметричное относительно центра. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева перед ядром выше, чем за ним.
При газовой сварке ввод тепла в изделие происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. Из-за обширной площади разогрева основного металла околошовная зона — зона термического влияния — имеет большие размеры. Это приводит к образованию повышенных деформаций сварных соединений (короблению).
Это приводит к образованию повышенных деформаций сварных соединений (короблению).
Воздействие газовой фазы на металл сварочной ванны
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны. Газовая фаза содержит в основном СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Ее состав определяет соотношение кислорода к горючему газу в газовой смеси, а также температура пламени. В разных зонах фазы состав тоже различен.
От состава зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление. Направление реакции зависит от концентрации кислорода в газовой фазе — окислительное и науглероживающее пламя, — температуры взаимодействия и свойств оксида.
При сварке сталей газовая фаза в основном взаимодействует с железом, т.е. происходит образование его оксидов или восстановление. Элементы с большим сродством к кислороду по сравнению с железом (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и в виде легирующих добавок, причем чем выше их содержание, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si, полностью исключить не удается. Для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Элементы с большим сродством к кислороду по сравнению с железом (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и в виде легирующих добавок, причем чем выше их содержание, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si, полностью исключить не удается. Для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Раскисление и структура металла при газовой сварке
Защитное и восстановительное действие пламени относительно невысоко. Поэтому раскисление металла в сварочной ванне при сварке сталей достигают путем ввода в нее марганца, кремния и других раскислителей через присадочную проволоку.
Раскислители образуют жидкотекучие шлаки, способствующие самофлюсованию сварочной ванны. То есть на поверхности сварочной ванны образуются шлаки, которые защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Иначе не избежать негативных последствий. Например, содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха, образует в нем нитриды.
Структурные превращения в металле шва и околошовной зоне при газовой сварке носят такой же характер, как при других способах сварки плавлением. Но из-за медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. При сварке сталей с содержанием 0,15… 0,3 углерода и быстром охлаждении в нем может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить как можно быстрее.
Зона термического влияния состоит из тех же характерных участков, что и при дуговой сварке. Но ее ширина значительно больше — до 30 мм при сварке стали больших толщин — и зависит от режима газовой сварки.
Типы соединений газовой сваркой
В процессе сварки происходит расплавление основного и присадочного металлов. Степень их расплавления определяют мощность горелки, толщина металла и его теплофизические свойства. Газовой сваркой выполняют сварные соединения различного типа.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или — в идеале — с отбортовкой кромок без присадочного металла.
Металл толщиной 2… 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками.
При сварке металла свыше 5 мм используют V- или Х-образную разделку кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин.
Свариваемые кромки зачищают от загрязнений на 30… 50 мм механическими способами или газовым пламенем. Детали сварного соединения закрепляют перед сваркой в сборочно-сварочном приспособлении или собирают с помощью коротких швов прихваток.
Левый и правый способы сварки
Направление движения горелки и ее наклон к поверхности металла оказывают большое влияние на эффективность нагрева металла, производительность сварки и качество шва. Различают два способа сварки: правый и левый (рис. 3).
Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм левый способ сварки также более производителен из-за предварительного подогрева кромок.
Но угол скоса кромок правым способом сварки на 10… 150 меньше, чем левым — при большой толщине металла и сварке с разделкой кромок. Угол наклона мундштука также может быть на 10… 150 меньше. В результате производительность сварки повышается. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Рис. 3. Способы перемещения горелки (способы газовой сварки)
Рис. 4. Углы наклона горелки в зависимости от толщины металла
Техника газовой сварки
Во время сварки горелке сообщаются колебательные движения.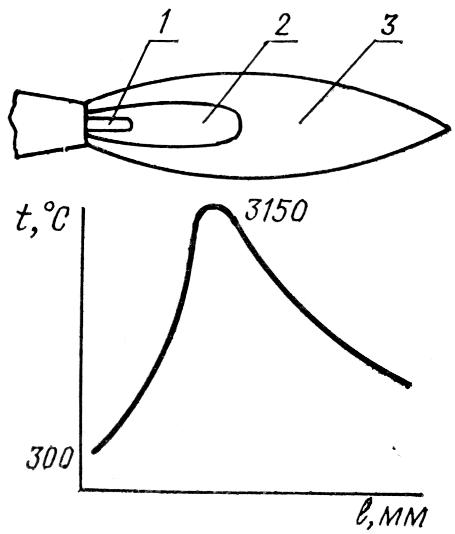 Конец мундштука описывает зигзагообразный путь. Сварщик держит горелку в правой руке, а в левой при использовании присадочного металла сжимает присадочный пруток. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 5).
Конец мундштука описывает зигзагообразный путь. Сварщик держит горелку в правой руке, а в левой при использовании присадочного металла сжимает присадочный пруток. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 5).
Газовая сварка может проходить в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» удобнее вести процесс левым способом, а при сварке горизонтальных и потолочных — правым способом.
Рис. 5. Движения горелки и проволоки: а) при сварке стали толщиной более 3 мм в нижнем положении; б) при сварке угловых валиковых швов; 1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
Если нужно использовать флюс, его следует наносить на свариваемые кромки или вносить в сварочную ванну оплавляемым концом присадочного прутка. Флюсы можно использовать и в газообразном виде при подаче их в зону сварки с горючим газом.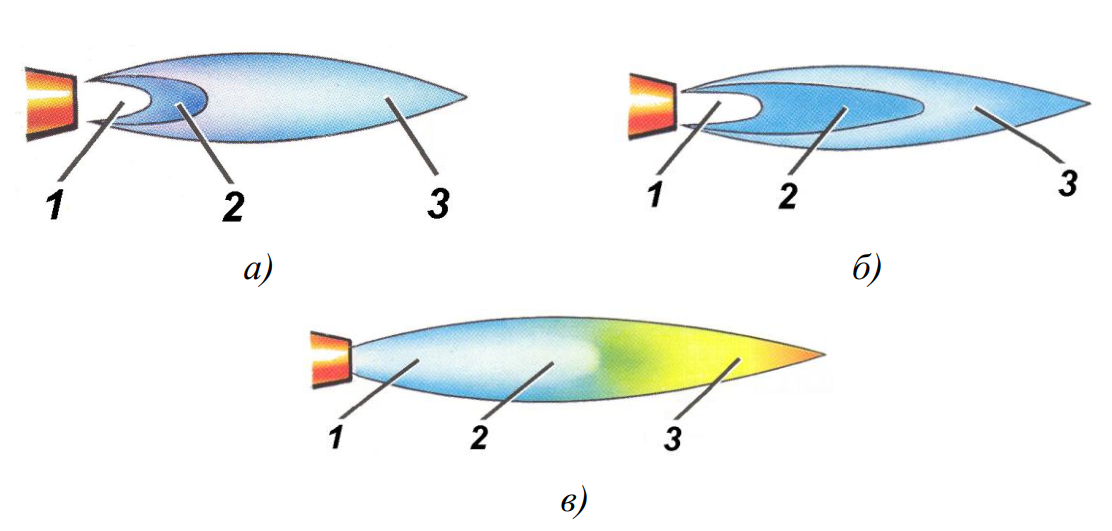
Преимущества и недостатки технологии газовой сварки ацетиленом
Газовая сварка практически всегда ассоциируется с ацетиленом, так как именно этот газ дает самую высокую температуру пламени при горении с добавлением очищенного кислорода. Это позволяет экономически выгодно использовать одинаковые объемы ацетиленового газа по сравнению с другими газовыми смесями.
Широкое использование и производство ацетилена несколько упало за последние десятилетия. Это вызвано внедрением высококачественных электродов для автоматической и дуговой сварки под флюсом. Некоторые отрасли промышленности навсегда отказались от использования газовой сварки, но выполнение некоторых ремонтных и полевых работ без нее остаются невозможными.
Ацетилен для сварки (C2h3)
Общая информация
Ацетилен имеет углеводородный состав с тройной углеродной связью. Дешевый способ получения из карбида кальция и воды сделал его самым распространенным горючим газом для сварки. Высокая температура горения ацетилена приводит к выделению твердых частиц углерода, которые начинают ярко светиться от желтого пламени к белому. Это позволило применять ацетилен и для фонарей.
Это позволило применять ацетилен и для фонарей.
Ацетилен транспортируется и хранится в газовых баллонах белого или красного (для сжиженного состояния) цвета по 40 л под давлением 1,6 МПа. Он является взрывоопасным при добавлении кислорода или воздуха, а так же при высоком давлении.
Свойства ацетилена
- При температуре минус 83,3 0С ацетилен переходит в жидкое состояние.
- При достижении минуса более 90 0С газ затвердевает.
- Этот газ растворим в воде, и полностью растворяется в органических растворителях, таких как ацетон.
- При высоких температурах (500 0С) ацетилен взрывается, а так же при давлении более чем 2 атм.
Преимущества и недостатки ацетиленовой горючей смеси для сварки
Преимущества:
- Самая высокая температура горения.
- Возможность получения ацетилена из генераторов и приобретения более качественного в заводских баллонах.
- По сравнению с другими горючими газами является самым выгодным.

Недостатки:
- Повышенная взрывоопасность и строгие условия техники безопасности.
- Высокая загазованность помещений при работе.
- Возможные возникновения дефектов: пережог и перегрев тонких металлов.
Оборудование и материалы для ацетиленовой сварки
При газовой сварке в качестве горючего газа чаще всего применяется ацетилен, но из-за ряда причин его так же и заменяют другими газами. Кроме того ацетилен является не единственным газом и расходным материалом, который необходим для получения качественного соединения металлов.
Расходные материалы при газовой сварке
- Ацетилен или заменяющий его газ
Он может быть в готовом виде (в баллоне), а так же в получаемом при разложении жидкости под действием электродугового разряда или при разложении карбида кальция водой. Остальные газы-заменители с низкой теплопроводностью применяются для отдельных металлов в качестве раскислителей. На их сгорание требуется разное количество кислорода, но они не являются экономичными.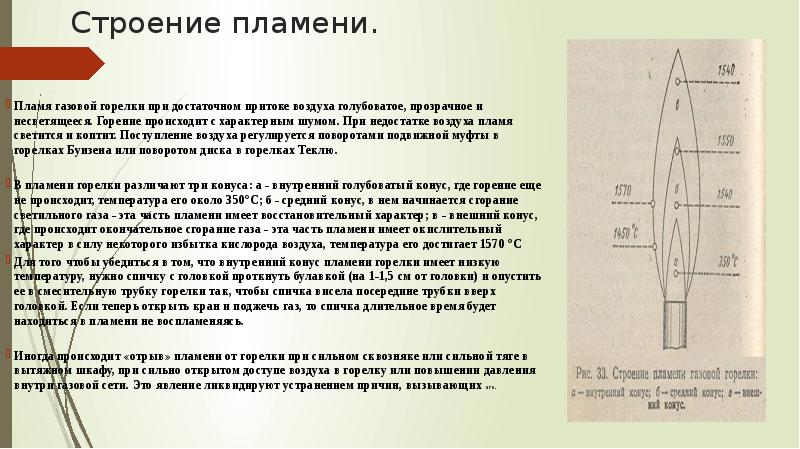
Для обеспечения достаточных температур и быстрого расплавления металлов пары горючих газов или сам газ сжигается с добавлением чистого кислорода. Для сварки используют технический кислород трех сортов, который оценивается по объему при атмосферном давлении:
- высший сорт — частота 99.5% + 0.5% азот;
- первый сорт — частота 99.2% + азот, аргон;
- второй сорт — частота 98.5% + азот и аргон.
Жидкий кислород при сварке не используется, но он более удобен и безопасен для транспортировки в теплоизолированных емкостях.
- Присадочная проволока
Сварочная проволока используется в соответствии с химическим составом свариваемых металлов. Главным критерием ее подбора является температура плавления, которая должна быть чуть ниже температуры плавления металлов. В виде исключения для стали, меди, латуни и свинца проволока может быть заменена нарезанными тонкими полосками металла той же марки.
Сварочные пасты или порошки, называемые флюсами, применяются при сварке ацетиленом и его заменителями для защиты расплавленного металла от окисления и быстрого удаления уже образовавшихся пленок-окислов.
Проволока и края металлов обрабатываются флюсами, которые при нагреве образуют шлаки и всплывают на поверхность жидкого металла. Шлаковая пленка защищает сварочную ванну жидкого металла от окисления. выбор состава флюсов, как и присадочная проволока, зависит от вида свариваемых металлов.
Аппаратура для сварки
Применение газовой сварки требует одинакового набора аппаратуры вне зависимости от вида используемого горючего газа. Основным набором сварщика на сварочном посту является:
- Водяной затвор. Он необходим для предотвращения воспламенения ацетилено-кислородной смеси в газовых каналах при так называемом обратном ударе. Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.
- Ацетиленовый генератор. Используется для получения ацетилена из карбида кальция путем добавления воды.
- Баллоны. Стальные бесшовные сосуды с запорным вентилем. Они необходимы для сжатого кислорода, а так же ацетилена, который находится под давлением и растворен в ацетоне. Все баллоны различаются по цветам.
 Все баллоны различаются по цветам.
Все баллоны различаются по цветам.- Вентили для баллонов. Используются только латунные для кислородных баллонов и только стальные для ацетиленовых. Запрещается использовать медь, так как ацетилен и медь образуют взрывчатое соединение.
- Редукторы. Используются для понижения давления отбираемого из баллона ацетилена и поддержания его на необходимом уровне. По конструкции они бывают однокамерные и двухкамерные.
- Рукава (шланги). Для подачи газа применяются шланги из вулканизированной резины и прокладками из ткани. Рукава для ацетилена и кислорода отличаются, но можно использовать и трубопровод с защитным клапаном.
- Газовые горелки. При ручной газовой сварки используются разнообразные горелки, которые необходимы для смешивания кислорода и ацетилена, то есть для регулировки мощности пламени.
- Средства защиты сварщика и инструмент. Сварочная маска, очки, рукавицы, ключи баллонные, молоток и щетка по металлу для зачистки сварных швов.

Весь этот набор оборудования и расходных материалов является обязательным, но не минимальным. Для кислородной резки используют еще и горелку-резак. Из-за опасности проведения сварочных работ взрывоопасной смесью все оборудование должно проходить регулярные проверки и быть в полной исправности.
Технологический процесс сварки с помощью ацетилена
Ацетилен является наиболее выгодным газом при сварке толстых металлов, а так же наиболее удобным при использовании его в полевых условиях. При этом технология получения сварного шва довольно проста и давно освоена, но требует особой внимательности сварщика.
Технология сварки ацетиленом
- Исходя из толщины свариваемых металлов, подбирается необходимая горелка (от 0 до 5). Ее толщина будет влиять на ширину шва и расход горючего газа.
- Горелка обязательно продувается ацетиленом до появления запаха и проверяется на готовность к работе.
- Поджигается горючий газ и медленно добавляется кислород до образования устойчивого пламени. При этом выходное давление на редукторах: ацетилен — 3-4 атм., кислород — 2 атм.
- Регулировкой горелки подбирается необходимое сварочное пламя, его мощность.
- Тщательно очищенные поверхности металлов передвигаются друг к другу и медленно разогреваются горелкой.
- Сам процесс сварки проводится либо левым, либо правым способом сваривания металлов.
- Следом за горелкой перемещается присадочная проволока.
 При этом выходное давление на редукторах: ацетилен — 3-4 атм., кислород — 2 атм.
При этом выходное давление на редукторах: ацетилен — 3-4 атм., кислород — 2 атм.Ацетиленовая сварка позволяет получить надежное соединение, а качество шва зависит от мастерства сварщика. Но стоит учитывать, что температура горения ацетилена очень высокая, поэтому многое зависит от правильно выбранного соответствия сварочного пламени металлу.
Выбор сварочного пламени
Состав горючей смеси определяет температуру, внешний вид и соответственно мощность сварочного пламени. Регулируя соотношение кислорода и ацетилена в смеси, сварщик может получить три основных вида пламени:
- Науглероживающее (избыток ацетилена). Применяется при соединении твердых металлов, а так же алюминия и магниевых сплавов.
- Нормальное (нейтральное). Наиболее часто применяемый вид пламени для сварки “черных” металлов. Пламя имеет четко выраженную корону и состоит из трех цветовых зон: ядро — ярко-голубая, восстановительная зона — бледно-голубая, факел — желтая. Восстановительная зона и факел являются рабочими областями пламени горелки.
- Окислительное (избыток кислорода). Используется при резке металла, сварки латуни и пайке припоев вместе с присадочной проволокой.
 Применяется при соединении твердых металлов, а так же алюминия и магниевых сплавов.
Применяется при соединении твердых металлов, а так же алюминия и магниевых сплавов.Сварочное пламя непосредственно влияет на качество и прочность сварочного шва. Его мощность должна соответствовать теплофизическим свойствам металла и его толщине. Так же проволока, флюс и выбор угла наклона газовой горелки являются определяющими параметрами процесса сваривания металлов.
Металлургические процессы ацетиленовой сварки
Использование ацетилена приводит к характерным особенностям процесса образования шва:
- образовывается небольшая ванна расплавленного металла;
- в точке сваривания достигается высокая температура и основная концентрация тепла;
- металл быстро расплавляется и быстро остывает, но не так как при электродуговой сварке;
- жидкий металл ванны успевает интенсивно перемешиваться газовым потоком пламени и проволоки, что обеспечивает гладкость сварному шву;
- осуществляется химическое взаимодействие между расплавленным металлом и газами сварочного пламени.

Основные реакции газовой сварки:
- Окисление: металлы, которые обладают родством с кислородом (магний, алюминий).
- Восстановление: железо, никель и так далее.
От вида металла и происходящей реакции во время сваривания зависит применение тех или иных флюсов, проволоки.
Структурные изменения свариваемых металлов
Зоной влияния пламени является участок шириной в 3 раза превышающий толщину свариваемых металлов. Соответственно процесс расплавления ацетиленом металлов толщиной более 5 мм представляет сложность и в этом случае обязательно делается скос кромок. Но общая зона влияния газового пламени больше, чем при дуговой сварке, что позволяет соединять более толстые металлы.
При равномерном прогревании слои основного металла, примыкающие к сварочной ванне, приобретают крупнозернистую структуру. Наиболее крупная и отчетливо прослеживающаяся структура наблюдается в зоне приближенной к самому шву.
Это зона неполного расплавления металла, которая является самой непрочной и подверженной образованию дефектов.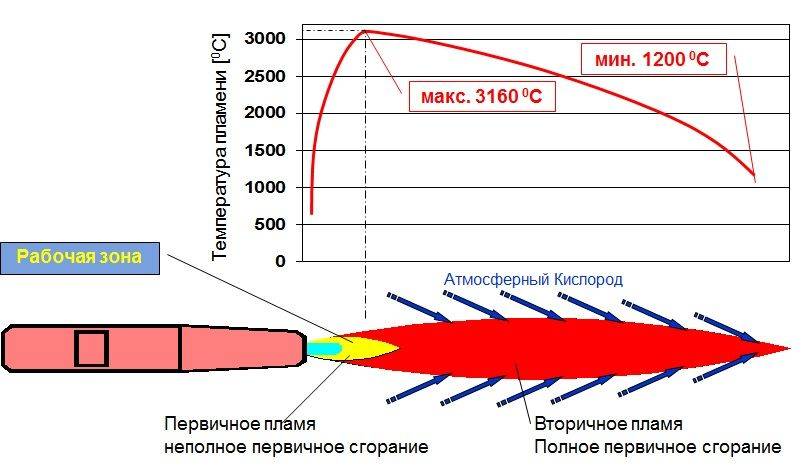 За зоной возможных разрушений следует так же зона крупнозернистой структуры металла — зона не рекристаллизации, которая характеризуется меньшими температурами плавления. Все последующие зоны на расстоянии нескольких миллиметров от шва свою мелкозернистую (нормальную) структуру не меняют.
За зоной возможных разрушений следует так же зона крупнозернистой структуры металла — зона не рекристаллизации, которая характеризуется меньшими температурами плавления. Все последующие зоны на расстоянии нескольких миллиметров от шва свою мелкозернистую (нормальную) структуру не меняют.
Для уменьшения зоны возможных дефектов используют либо предварительный нагрев непосредственно в зоне сваривания, либо общую термообработку детали, либо горячую проволоку для шва. Все это позволяет наплавленному металлу шва иметь меньшее удлинение и меньший коэффициент вязкости по сравнению с основным металлом, что обеспечивает повышенную пластичность соединения.
Режимы сварки ацетиленом некоторых металлов
Углеродистая сталь
Высокоуглеродистые стали не рекомендуется сваривать ацетиленом. А для низкоуглеродистых сталей газовая сварка применима в любых вариантах, с выбором любого метода сваривания. При нормальном пламени горелки и средней мощности 120 дм3/ч используется правый метод сваривания. Для повышения качества шва чаще всего используется проволока из малоуглеродистой стали. При нагреве часть марганца, кремния и углерода выгорает, что обеспечивает получение крупнозернистой структуры основного металла. проволока с содержанием 0,17 % углерода, 1,1% марганца и 0,9% кремния используется для получения слоя наплавленного металла ровной структуры.
Для повышения качества шва чаще всего используется проволока из малоуглеродистой стали. При нагреве часть марганца, кремния и углерода выгорает, что обеспечивает получение крупнозернистой структуры основного металла. проволока с содержанием 0,17 % углерода, 1,1% марганца и 0,9% кремния используется для получения слоя наплавленного металла ровной структуры.
Легированная сталь
Теплопроводность легированных сталей приводит к высокой степени деформации при значительных температурах, что затрудняет процесс сварки ацетиленом.
- Низколегированные стали: хорошо свариваются нормальным пламенем с применением соответствующих флюсов.
- Хромоникелевые стали: свариваются нормальным пламенем низкой мощности (до 75 дм3/ч).
- Жаропрочные стали: используется проволока с содержанием 25% хрома и 21% никеля.
- Коррозиестойкие стали: применяется проволока с 3% молибдена, 11% никеля и 17% хрома.
Чугун
Окислительное пламя пагубно влияет на структуру чугуна.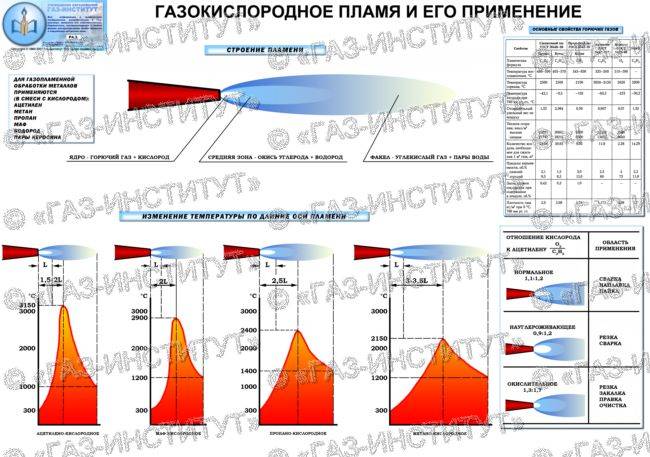 При его применении выгорает кремний в зоне разогрева и в металле шва образуются зерна белого чугуна. Такое соединение не является прочным и легко колется. Для соединения частей деталей из чугуна возможно использование нормального или науглероживающего пламени газовой горелки.
При его применении выгорает кремний в зоне разогрева и в металле шва образуются зерна белого чугуна. Такое соединение не является прочным и легко колется. Для соединения частей деталей из чугуна возможно использование нормального или науглероживающего пламени газовой горелки.
Медь
Высокий коэффициент теплопроводности меди требует подвода от газовой горелки значительно большего количества тепла, чем для сталей. При этом медь очень быстро плавится и является сверхтекучим материалом в жидком состоянии. Поэтому ее соединение необходимо производить без зазора между кромками деталей или с использованием проволоки из чистой меди. Для удаления медных шлаков используют специальные флюсы, которые к тому же обеспечивают и раскисления шва.
Латунь
Электродуговой сварке соединение латуни не поддается, поэтому применяют газовую сварку. При образовании шва необходимо использовать температуры около 900 0С, которых достаточно для возникновения соединения, но не хватает для полного испарения цинка из металла. При газовой сварке допустимый процент испарения цинка из шва и около шовной зоны — 25%, что позволяет сформировать не пористый шов.
При газовой сварке допустимый процент испарения цинка из шва и около шовной зоны — 25%, что позволяет сформировать не пористый шов.
Если количество ацетилена в горящей смеси увеличить до 35%, то количество испаряемого цинка значительно уменьшится. В этом случае не обойтись без присадочной латунной проволоки и флюса.
Бронза
Бронза сильно подвергается окислительным реакциям, вследствие чего из нее быстро испаряются олово, кремний и алюминий. Поэтому все соединения с использованием газовой сварки необходимо проводить восстанавливающим пламенем горелки. В качестве присадочной проволоки используют непосредственно соединяемый металл, а для раскисления шва в металл вводят еще и 0,5% кремния. Для бронзы подходят флюсы того же состава, что и для меди и латуни.
Плюсы и минусы ацетиленовой сварки
Прежде всего, любая ручная газовая сварка отличается большими возможностями по сравнению с электродуговой сваркой. Но это же преимущество требует и большего контроля со стороны сварщика, а значит, повышает возможность возникновения ошибки и нарушения целостности соединения.
Преимущества:
- Удобство использования в строительных и монтажных условиях, где нет силового кабеля и источника энергии. Оборудование для сварки достаточно мобильное и легко транспортируется.
- Возможность соединить несколько видов металлов с разными температурами плавления при использовании одного вида оборудования. Только за счет регулирования пламени и концентрации ацетилена в горючей смеси.
- Незаменимость при сваривании чугуна, латуни, меди.
- Повышение качества шва за счет использования правильно подобранной проволоки.
- Возможность регулировки скорости нагрева металла при сваривании ацетиленом.
Недостатки:
- Человеческий фактор: требуется высокая квалификация сварщика для достаточного уровня производительности.
- Большая зона термического влияния, что в машиностроении является неприемлемым.
- При сваривании металлов толщиной более 5 мм дуговая сварка является более выгодной м по затратам, и по скорости получения соединения.
- процесс газовой сварки не поддается механизации и автоматизации.
- Газовая сварка не обеспечивает качественного соединения высокоуглеродистых сталей.
- Возникновение напряжений в металле, что приводит к деформации при сваривании внахлест.
- Экономически не выгодный по сравнению с использованием дуговой сварки вариант получения качественного и надежного сварного соединения.
- Взрывоопасность применяемых материалов, которые невозможно использовать в определенных условиях.
Особенности сварки ацетиленом:
- Идеально подходит для стыковых, а не торцевых соединений.
- Производительность сварки прямо пропорционально зависит от чистоты кислорода и ацетилена.
При всех недостатках и опасностях при использовании и хранении ацетилен, он был и остается главным горючим газом для сварки. В свою очередь, газовая сварка никогда полностью не сдаст позиции и не утратит свою популярность, так как в некоторых условиях она является просто незаменимой и многие отрасли промышленности уже не смогут обойтись без нее.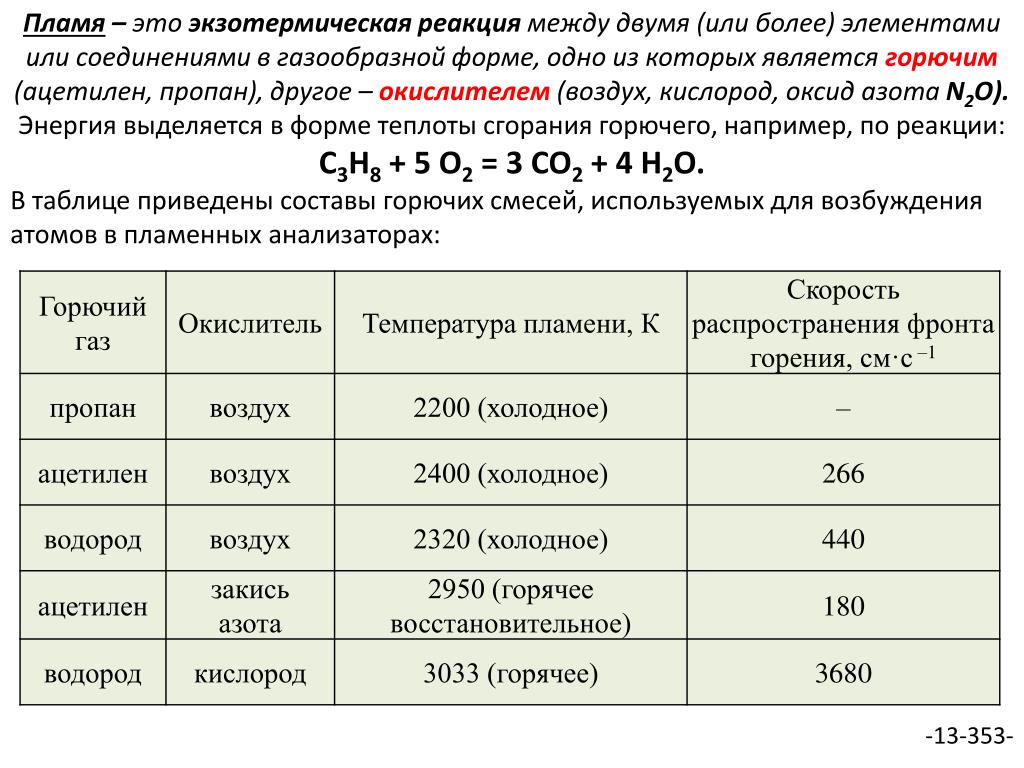
Высокая квалификация сварщика и многочисленный опыт работы позволяет процессу ацетиленовой сварки стать не только выгодный по расходу материалов, но и по производительности получения сварных соединений различных деталей металлоконструкций. Строгое соблюдение техники безопасности и всех мер предосторожности сводит к минимуму возникновение опасных ситуаций при использовании сварки ацетиленом.
Похожие статьиспособы ручной газовой сварки
Сварочное пламя. Перед началом газовой сварки необходимо отрегулировать сварочное пламя, выходящее из горелки, так как температура и влияние сварочного пламени на расплавленный металл и качество шва зависит от состава горючей смеси — соотношения в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени. Так же изменяя соотношение кислорода и ацетилена в смеси, можно получать три основных вида сварочного пламени (см. рисунок 46) — это а)науглероживающее, б) нормальное и в) окислительное.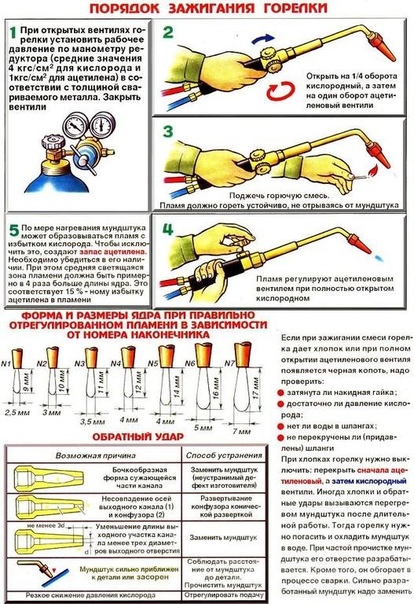 На рисунке я написал на науглероживающем пламени «много газа» — это значит нужно немного закрутить вентиль подачи газа. А на окислительном пламени я написал «много кислорода» и чтобы уменьшить его, нужно соответственно закрутить немного вентиль подачи кислорода на горелке. Я думаю принцип настройки нормального сварочного пламени вы поняли, и поочерёдно немного прикрывая вентили газа и кислорода, можно добиться нормального пламени и затем приступать к сварке. Для сварки большинства металлов применяют нормальное(ещё называют восстановительное пламя), и теоретически для его получения требуется на один объём ацетилена — один объём кислорода. Для нормальной сварки настраиваем длину и ширину ядра как на рисунке 47, так как эти параметры напрямую зависят от номера наконечника горелки. И естественно чем больше номер наконечника и больше диаметр сопла мундштука, тем больше длина и ширина ядра нормального пламени.
На рисунке я написал на науглероживающем пламени «много газа» — это значит нужно немного закрутить вентиль подачи газа. А на окислительном пламени я написал «много кислорода» и чтобы уменьшить его, нужно соответственно закрутить немного вентиль подачи кислорода на горелке. Я думаю принцип настройки нормального сварочного пламени вы поняли, и поочерёдно немного прикрывая вентили газа и кислорода, можно добиться нормального пламени и затем приступать к сварке. Для сварки большинства металлов применяют нормальное(ещё называют восстановительное пламя), и теоретически для его получения требуется на один объём ацетилена — один объём кислорода. Для нормальной сварки настраиваем длину и ширину ядра как на рисунке 47, так как эти параметры напрямую зависят от номера наконечника горелки. И естественно чем больше номер наконечника и больше диаметр сопла мундштука, тем больше длина и ширина ядра нормального пламени.
Способы ручной газовой сварки.
Настроив сварочное пламя берём горелку в правую руку, а в левой держим присадочную проволоку. Пламя горелки нужно направить на свариваемый металл так, что бы кромки металла находились в восстановительной зоне пламени(см. рис.46) на расстоянии 2 — 6 мм от конца ядра. И нельзя касаться поверхности расплавленного металла концом ядра, так как это вызывает науглероживание металла сварочной ванны и ведёт к потере прочности шва. Конец присадочной проволоки должен находиться в восстановительной зоне пламени или быть погруженным в ванну(а лучше и то и другое, добиваемся этого поступательными движениями проволоки).
Пламя горелки нужно направить на свариваемый металл так, что бы кромки металла находились в восстановительной зоне пламени(см. рис.46) на расстоянии 2 — 6 мм от конца ядра. И нельзя касаться поверхности расплавленного металла концом ядра, так как это вызывает науглероживание металла сварочной ванны и ведёт к потере прочности шва. Конец присадочной проволоки должен находиться в восстановительной зоне пламени или быть погруженным в ванну(а лучше и то и другое, добиваемся этого поступательными движениями проволоки).
Скорость нагрева можно регулировать изменяя угол наклона мундштука к поверхности свариваемого металла. Чем больше этот угол, тем больше тепла будет передаваться от пламени к металлу и тем быстрее он будет нагреваться, и тем глубже провар(проплавление) металла(см. рисунок 51). При сварке толстого или очень теплопроводного металла (медь, алюминий), угол мундштука α должен быть больше, чем при сварке тонкого металла или с низкой теплопроводностью. При левом способе сварки на рисунке 52 показаны углы наклона, которых стоит придерживаться при сварке листового металла, толщина которого указана на рисунке для каждого угла соответственно.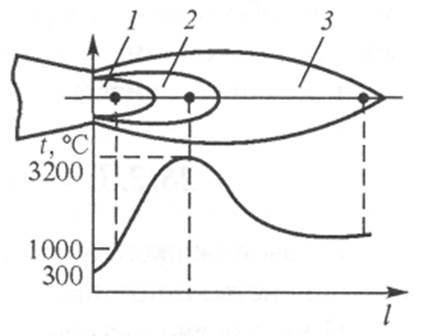
Распределение жидкого металла по шву и регулирование скорости плавления кромок и присадочной проволоки достигают соответствующим перемещением сварочного пламени по шву. Способы перемещения конца мундштука показаны на рисунке 53. Основное перемещение, это перемещение мундштука вдоль шва. А поперечные и круговые движения концом мундштука являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а так же способствуют образованию нужной формы шва. Способ 1 на рисунке 53 применяют при сварке тонких листов, а способы 2 и 3 при сварке листов средней толщины(3 — 10 мм). Нужно стараться, чтобы металл сварочной ванны всегда был защищён от воздействия окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 4, при котором пламя периодически отводится в сторону, применять не рекомендую, так как это вызывает окисление металла кислородом воздуха и естественно уменьшает прочность шва. Существует несколько основных способов газовой сварки.
Левая сварка. (рисунок 54). Это наиболее распространённый способ, который применяют при сварке тонких листов, а так же деталей из легкоплавких металлов. Горелку перемещаем справа налево, а присадочную проволоку передвигаем впереди пламени, а пламя направляем на ещё не сваренный участок будущего шва. На рисунке показаны все основные движения мундштука и проволоки и углы их наклона.
(рисунок 54). Это наиболее распространённый способ, который применяют при сварке тонких листов, а так же деталей из легкоплавких металлов. Горелку перемещаем справа налево, а присадочную проволоку передвигаем впереди пламени, а пламя направляем на ещё не сваренный участок будущего шва. На рисунке показаны все основные движения мундштука и проволоки и углы их наклона.
Правая сварка(рисунок 55). При этом способе сварки горелку ведём слева направо, а присадочную проволоку перемещаем вслед за горелкой. Пламя направляем на конец проволоки и уже сваренный участок шва. Мундштуком делаем лишь незначительные поперечные колебания, а при сварке стали толщиной менее 8 мм, мундштук передвигаем вдоль оси шва без поперечных движений. Конец проволоки держим погруженным в сварочную ванну и спиралеобразными движениями перемешиваем им жидкий металл — это облегчает удаление окислов и шлаков. В этом способе тепло пламени меньше рассеивается и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва( фаску кромок) можно делать не 90°, а всего 60 — 70°, что уменьшает количество наплавляемого металла и естественно расход проволоки и коробление свариваемой детали от усадки металла шва.
Поэтому при правой сварке угол раскрытия шва( фаску кромок) можно делать не 90°, а всего 60 — 70°, что уменьшает количество наплавляемого металла и естественно расход проволоки и коробление свариваемой детали от усадки металла шва.
Правую сварку стоит применять при толщине металла свыше 3 мм и при сварке металлов с высокой теплопроводностью. Качество шва при правом способе сварки выше, чем при левом, так как расплавленный металл защищён факелом пламени, которое одновременно отжигает уже наплавленный металл шва и замедляет его охлаждение. Из за лучшего использования тепла, правая сварка металлов больших толщин экономичнее и производительнее левой, и скорость правой сварки на 10 — 20% выше, а так же экономия газов составляет 10 — 15%. Правой сваркой сваривают сталь толщиной до 6 мм без скоса кромок(снятия фаски), обеспечивая полный провар на всю толщину металла, без подварки с обратной стороны. Угол наклона мундштука к поверхности свариваемого металла должен быть не менее 40°. Диаметр d присадочной проволоки при газовой сварке берут равным: при левой сварке d = S+1 мм, а при правой сварке d = S, где S — толщина свариваемого металла в мм. Но проволоку диаметром 8 мм не применяют, и более толстые детали сваривают в несколько проходов.
Но проволоку диаметром 8 мм не применяют, и более толстые детали сваривают в несколько проходов.
Сварка сквозным валиком (рисунок 57). Листы устанавливаем вертикально и с зазором, равным половине толщины листа. Пламенем горелки расплавляем кромки, образуя круглое отверстие, нижнюю часть которого заплавляем присадочным металлом на всю толщину свариваемого металла. Затем перемещаем пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия. Так делаем пока не закончим весь шов. При этом способе шов получается в виде сквозного валика, соединяющего свариваемые листы. Металл шва получается плотный, без пор, раковин и шлаков. При толщине металла от 6 до 12 мм, сварку ведут два сварщика одновременно с обеих сторон.
Сварка ванночками. Этот способ сварки применяют для получения соединений встык и угловых с присадочной проволокой и при толщине металла до 3 мм. Когда на шве образуется ванночка диаметром 4 — 5 мм, вводим в неё конец проволоки и, расплавив небольшое количество её, перемещаем конец проволоки в тёмную восстановительную часть пламени. В это же время делаем мундштуком круговое движение, и одновременно переводим мундштук в соседнее положение в шве и продолжаем дальше с новой ванночкой. Новая ванночка должна перекрывать предыдущую на одну треть диаметра. Конец проволоки во избежание окисления нужно всегда держать в восстановительной зоне пламени, а ядро не должно погружаться в ванночку, чтобы не было науглероживания металла шва. Этот способ даёт сварное соединение высокого качества при сварке тонколистового металла баков мотоциклов, и других ёмкостей, а так же труб из низкоуглеродистой и низколегированной стали облегчёнными швами и поэтому советую потренироваться для его овладения.
В это же время делаем мундштуком круговое движение, и одновременно переводим мундштук в соседнее положение в шве и продолжаем дальше с новой ванночкой. Новая ванночка должна перекрывать предыдущую на одну треть диаметра. Конец проволоки во избежание окисления нужно всегда держать в восстановительной зоне пламени, а ядро не должно погружаться в ванночку, чтобы не было науглероживания металла шва. Этот способ даёт сварное соединение высокого качества при сварке тонколистового металла баков мотоциклов, и других ёмкостей, а так же труб из низкоуглеродистой и низколегированной стали облегчёнными швами и поэтому советую потренироваться для его овладения.
Многослойная газовая сварка. Этот вид сварки имеет следующие преимущества перед однослойной: даёт меньшую зону нагрева металла; обеспечивает отжиг нижележащих слоёв при наплавке последующих; даёт возможность проковки каждого слоя шва перед наложением следующего. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная. Поэтому её применяют в основном при сварке ответственных изделий. Сварку ведут короткими участками и при наложении слоёв нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением следующего слоя, советую проволочной щёткой зачистить поверхность предыдущего слоя от окалины и шлаков.
Поэтому её применяют в основном при сварке ответственных изделий. Сварку ведут короткими участками и при наложении слоёв нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением следующего слоя, советую проволочной щёткой зачистить поверхность предыдущего слоя от окалины и шлаков.
Деформации и напряжения при газовой сварке. Они возникают из за неравномерного нагревания металла. Если нагреть лист металла пламенем горелки, то он начнёт расширяться в месте нагревания. Расширению будут препятствовать более холодные части листа, окружающие место нагрева. В результате лист, если размеры его достаточно большие, теряет устойчивость и начинает деформироваться, образуя неровности. Второй причиной деформаций и напряжений при сварке является усадка металла шва при переходе из жидкого состояния в твёрдое.
Для уменьшения деформаций следует стремиться к равномерному распределению объёма наплавляемого металла и более равномерному нагреванию детали при сварке. Для этого применяют следующие способы.
Для этого применяют следующие способы.
Порядок наложения швов. На рис.65 а) показаны обратноступенчатый, ступенчатый и комбинированный порядки наложения швов. Шов делят на участки по 100-200 мм. Сварку ведут отдельными участками в порядке, отмеченном цифрами , и в направлении , указанном стрелками. При этом металл по длине шва нагреется более равномерно, чем при сварке за один проход, а значит, деформация листов будет меньше.
Уравновешивание деформаций. При этом способе очерёдность наложения швов выбирают так, чтобы следующий шов вызывал деформации, обратные полученным при наложении предыдущего шва ( рис.65 б) ). При наложении шва 1 листы деформируются в одну сторону, а при наложении шва 2 — в противоположную. В итоге, балка после сварки будет иметь наименьшую деформацию. Цифры указывают последовательность швов.
Обратные деформации. Этот способ заключается в том , чтобы придать деталям перед сваркой такого положения или формы, которые обеспечивают их относительно правильное расположение после сварки. Например, предварительно раздвигают кромки листов при сварке продольным швом ( рис.65 в) ). По мере сварки кромки вследствие усадки металла шва сближаются. Сварку начинают в точке 1, на некотором расстоянии от поперечной кромки. Оставшийся участок заваривают последним с целью предупреждения образования трещин в начале шва, которые могут возникнуть из-за продольного коробления листов от усадки.
Например, предварительно раздвигают кромки листов при сварке продольным швом ( рис.65 в) ). По мере сварки кромки вследствие усадки металла шва сближаются. Сварку начинают в точке 1, на некотором расстоянии от поперечной кромки. Оставшийся участок заваривают последним с целью предупреждения образования трещин в начале шва, которые могут возникнуть из-за продольного коробления листов от усадки.
Охлаждение. Сопутствующее охлаждение детали в процессе сварки уменьшает зону нагрева, а следовательно, и деформацию изделия. Для охлаждения изделие погружают в воду, оставляя на поверхности только место сварки, или кладут под шов прокладку из красной меди, имеющую высокую теплопроводность и улучшающую отвод тепла. Иногда в подкладке делают каналы, по которым пропускают воду для лучшего отвода тепла. Можно также обложить деталь около шва мокрым асбестом. Данный способ применяют при сварке сталей, обладающих пониженной теплопроводностью, например нержавеющих.
Предварительный подогрев детали, полный или частичный снижает разность температур между сварочной ванной и более холодными частями основного металла. Это уменьшает напряжения и деформации металла от местного неравномерного нагрева при сварке и уменьшает скорость охлаждения. Данный способ применяют при ремонтной сварке отливок из чугуна, бронзы и алюминия, а так же при сварке высокоуглеродистых и легированных сталей, склонных к закалке и образованию трещин.
Проковка наплавленного металла после сварки деформирует зёрна и уплотняет шов. Это снимает оставшиеся напряжения и повышает прочность сварного соединения. Почти такой же принцип используют при изготовлении кованных поршней, которые намного прочнее обычных. Поршни сначала отливают, а затем обжимают под специальным прессом, чтобы убрать каверны и пустоты, образованные при отливке поршня, и тем самым достигают большей прочности алюминиевого сплава поршня. Проковку сварочного шва производят в зависимости от вида свариваемого металла либо в горячем, либо в холодном состоянии. Указания о проковке разных металлов, я постараюсь описать в статье о сварке различных металлов.
Указания о проковке разных металлов, я постараюсь описать в статье о сварке различных металлов.
Газовая сварка и резка — Машиноведение
Газовая сварка и резка
Категория:
Машиноведение
Газовая сварка и резка
При газовой сварке нагревание кромок деталей и присадочного материала, заполняющего шов, производится в пламени какого-либо газа, чаще всего ацетилена, сгорающего в кислороде. На рисунке 1 изображена схема устройства ацетиленового генератора. Генератор состоит из корпуса, заполненного водой, колокола, плавающего в воде, и реторты с карбидом кальция. Трубка для выхода ацетилена под колокол накрыта колпаком. Количество воды, попадающей в реторту, регулируется краном или автоматическим приспособлением. Ацетилен поступает к горелке по трубке. Если горелка потребляет ацетилена меньше, чем его образуется в реторте, колокол всплывает и высота его подъема указывает количество имеющегося газа.
Сварочная горелка служит для сжигания горючей смеси, которая образуется кислородом, поступающим под давлением 2—3,5 атмосфер, и ацетиленом под давлением 0,1—0,5 атмосфер. В инжекторе струя кислорода увлекает за собой ацетилен и образует смесь, горящую в виде языка пламени у мундштука. Схема строения пламени приведена на рисунке 3. Наивысшую температуру (3200°) имеет восстановительная или сварочная зона, окружающая в виде синеватого ореола ослепительно-белое ядро. Зона называется окислительной.
В инжекторе струя кислорода увлекает за собой ацетилен и образует смесь, горящую в виде языка пламени у мундштука. Схема строения пламени приведена на рисунке 3. Наивысшую температуру (3200°) имеет восстановительная или сварочная зона, окружающая в виде синеватого ореола ослепительно-белое ядро. Зона называется окислительной.
В зависимости от направления движения горелки различают левую и правую сварку. Левая сварка удобна для соединения листов и деталей малой толщины (до 5 мм), правая — для более толстых (свыше 5 мм). Угол наклона оси мундштука изменяется в зависимости от толщины свариваемого металла. При сварке листов толщиной 1—2 мм он равен 20°, а при сварке листов толщиной 15 мм и выше — 80°.
Рис. 1. Схема ацетиленового генератора:
1 — корпус; 2 — вода; 3 — колокол; 4 — реторта; 5 — кран; 6 — колпак; 7 — трубка.
Присадочный материал в виде стального прутка опускается в ванночку, обоазуюгцуюся при прогреве шва, и, расплавляясь.
Рис. 2. Сварочная горелка.
2. Сварочная горелка.
Рис. 3. Схема строения нейтрального пламени:
1 — ядро; 2 — сварочная зона; 3 — окислительная зона.
Рис. 4. Схема газовой резки металлов:
1 — кольцевой канал; 2 — центральный канал; 3 — кислород; 4 — пламя.
Хорошо поддаются сварке малоуглеродистые конструкционные стали (до 0,3% С). Труднее свариваются легированные и высокоуглеродистые стали. В настоящее время разработаны методы сварки чугунов и цветных металлов.
Газовая резка основана на сгорании металла в струе кислорода. Резку металлов производят специальной горелкой — резаком, отличающейся от сварочной горелки наличием центрального канала, по которому подается струя кислорода под большим давлением. Ацетилено-кислородная смесь поступает по кольцевому каналу и образует пламя, нагревающее металл до температуры воспламенения. В струе кислорода металл быстро сгорает, и продукты окисления в виде шлака выдуваются наружу.
Резанию легко поддается сталь, содержащая не более 0,7% углерода. Чугун, алюминий, медь и ее сплавы не режутся, так как температура воспламенения их выше температуры плавления.
Чугун, алюминий, медь и ее сплавы не режутся, так как температура воспламенения их выше температуры плавления.
Глубина прорезания стали кислородной струей может достигать метра и более, поэтому она незаменима для разрезания броневых плит, стальных болванок и т. п. Газовая резка возможна также под водой и потому широко применяется для разрезания корпусов затонувших судов при подъеме их с морского дна.
—
Газовая сварка относится к способам сварки плавлением. При этом способе сварки кромки свариваемых деталей соединяются швом так же, как и при дуговой сварке, но источником тепла служит уже не дуга, а сварочное пламя. Сварочное пламя получается при сжигании смеси, состоящей из кислорода (02) и ацетилена (С2Нг). Эти газы смешиваются в сварочной горелке. Сварочное пламя, обладая высокой температурой (около 3000°), расплавляет кромки свариваемых изделий и пруток присадочного металла. В результате плавления и отвердевания их в сварочной ванне образуется шов. При газовой сварке применяют такие же типы сварных соединений, как при дуговой.
Рис. 5. Схема газовой сварки
Для выполнения газовой сварки необходимо, чтобы горелка все время горела. Для этого ее следует непрерывно питать теми газами, из которых образуется горючая смесь, — кислородом и ацетиленом.
При сварке давление кислорода в баллоне непрерывно падает, так как кислород расходуется, вытекая через горелку.
Баллон вырабатывают до давления 5—8 ат. Для нормальной работы сварочной горелки давление кислорода в горелке должно быть не переменным, как в баллоне, а постоянным, причем оно должно быть значительно меньше, чем в баллоне, — 3—4 ат. Поэтому кислород поступает в горелку непрямо из баллона, а через кислородный редуктор. Кислородный редуктор представляет собой специальный прибор, который понижает давление кислорода от давления в баллоне до давления, необходимого для горелки, и поддерживает его постоянным при работе сварщика. В верхней части редуктора находятся два манометра: левый показывает давление кислорода в баллоье, а правый — ц горелке. Давление кислорода в горелке устанавливается при помощи регулировочного винта, расположенного в нижней части редуктора.
Давление кислорода в горелке устанавливается при помощи регулировочного винта, расположенного в нижней части редуктора.
Рис. 6. Схема питания сварочной горелки
В генераторе образование ацетилена происходит в ретортах генератора, расположенных в нижней части корпуса Вода в реторту поступает из резервуара для активной воды 4 через кран 6. Образовавшийся ацетилен, выходя из реторты, по трубе направляется в нижнюю часть корпуса генератора, где выходит в воду. По пути он охлаждается, проходя по трубе через слой воды, находящийся в верхней части корпуса — резервуаре для охлаждающей воды. Выйдя из трубы, ацетилен в виде мелких пузырьков проходит слой воды, находящийся в нижней части га;згольдера, и скапливается в верхней части газгольдера.
Если в процессе сварки весь карбид в одной из .реторт прореагировал и ацетилена больше не дает, то воду с помощью краника направляют в другую реторту, а первую в это время перезаряжают, закладывая свежий карбид. Так обеспечивают непрерывное питание горелки ацетиленом. Из газгольдера генератора 5 ацетилен по трубе 3 поступает в очиститель. В очистителе происходит очистка ацетилена от вредных примесей, к которым прежде всего относятся сероводород (h3S) и фосфористый водород (РН3). Эти газы, растворяясь в расплавленном металле сварочной ванны, насыщают металл сварного шва серой и фосфором, значительно ухудшая качество сварного соединения. Для очистки ацетилена применяется специальный порошок — гера-толь.
Из газгольдера генератора 5 ацетилен по трубе 3 поступает в очиститель. В очистителе происходит очистка ацетилена от вредных примесей, к которым прежде всего относятся сероводород (h3S) и фосфористый водород (РН3). Эти газы, растворяясь в расплавленном металле сварочной ванны, насыщают металл сварного шва серой и фосфором, значительно ухудшая качество сварного соединения. Для очистки ацетилена применяется специальный порошок — гера-толь.
Из очистителя ацетилен направляется в водяной затвор. Водяной затвор представляет собой прибор, предохраняющий ацетиленовый генератор от взрыва при обратном ударе в горелке. Обратным ударом называется взрыв кислородно-ацетиленовой смеси в наконечнике (передней части) горелки.
В практике сварки обратный удар возникает по различным причинам, чаще всего из-за перегрева наконечника горелки. При обратном ударе горячие газы взрывной волны могут попасть в генератор и вызвать взрыв его. Во избежание этого между горелкой и генератором устанавливают водяной затвор. При обратном ударе в водяном затворе образуется большая водяная пробка, которая не пропускает горячие газы взрывной волны в генератор.
При обратном ударе в водяном затворе образуется большая водяная пробка, которая не пропускает горячие газы взрывной волны в генератор.
В горелке кислород и ацетилен смешиваются в определенной пропорции, образуя горючую смесь. Для образования смеси кислород направляют в инжектор, расположенный в корпусе горелки. Пройдя инжектор, кислород с большой скоростью проходит смесительную камеру, создавая в ней разрежение. Разряжение обеспечивает приток ацетилена в смесительную камеру горелки и образование горючей смеси. Из смесительной камеры горючая смесь по трубке наконечника направляется в мундштук, через который вытекает в атмосферу. Поджигая эту смесь на выходе из горелки, получают сварочное пламя. Различают три вида сварочного пламени— нормальное, окислительное и науглероживающее. Вид пламени зависит от соотношения кислорода и ацетилена в смеси, которое регулируется вентилями на корпусе горелки.
Рис. 9. Схема ацетиленового генератора типа МГ
Рис.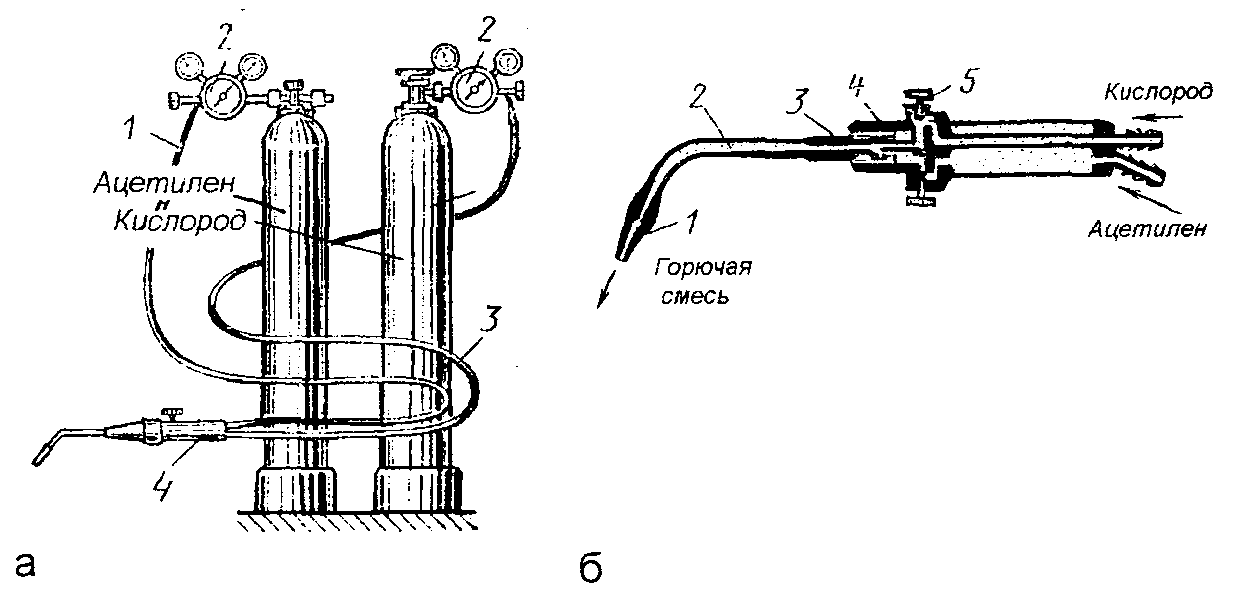 10. Схема сварочной горелки
10. Схема сварочной горелки
Сварку обычно производят нормальным сварочным пламенем, которое состоит из трех зон: ядра пламени I, средней, или рабочей, зоны II и факела III. Сварку производят рабочей зоной пламени, так как там не происходит окисления металла приплавлении, что обеспечивает хорошее качество сварного соединения. В этой же зоне пламени самая высокая температура, поэтому процесс сварки идет наиболее производительно.
Рис. 11. Нормальное сварочное пламя
Перед сваркой соединения кромки деталей тщательно зачищают; при толщине их более 5 мм производят специальную разделку. Зачистка и подготовка кромок при газовой сварке в основном производятся так же, как при дуговой.
Газовая резка. Процесс газовой резки представляет собой сжигание, металла в твердом состоянии в струе чистого кислорода. Чтобы металл резался, он должен обладать определенными свойствами, а именно: температурой горения в кислороде меньшей, чем температура плавления; достаточной жидкотекучестью шлаков, образующихся из окислов металла; более низкой температурой плавления окислов, чем температура плавления металла; экзотермической реакцией образования окислов.
Этими свойствами в достаточной степени обладают лишь чистое железо и малоуглеродистая сталь с содержанием углерода до 0,35%. Стали с содержанием углерода от 0,35 до 0,7% режутся плохо, а чугун и цветные металлы обычным способом газовой резки не режутся.
Рис. 12. Схема ацетиленового резака
Для резки применяют специальные горелки, называемые резаками. В качестве горючего в резаках обычно употребляют ацетилен, бензин и керосин. Мы познакомимся только с ацетиленовым резаком.
Ацетиленовый резак отличается от обычной сварочной горелки только тем, что имеет дополнительную трубку с краном для подвода чистого кислорода в зону резки и дополнительный мундштук.
Процесс резки начинают с кромки листа. Направив пламя на кромку листа и подогрев ее до температуры воспламенения стали в кислороде (белое каление), резчик включает краном «режущий» кислород, который через сопло внутреннего мундштука поступает к раскаленному металлу. Мощность подогревательного пламени изменяется путем смены мундштуков резака, давление режущего кислорода — кислородным редуктором, а скорость резки — на глаз по отклонению шлаков, вылетающих из реза.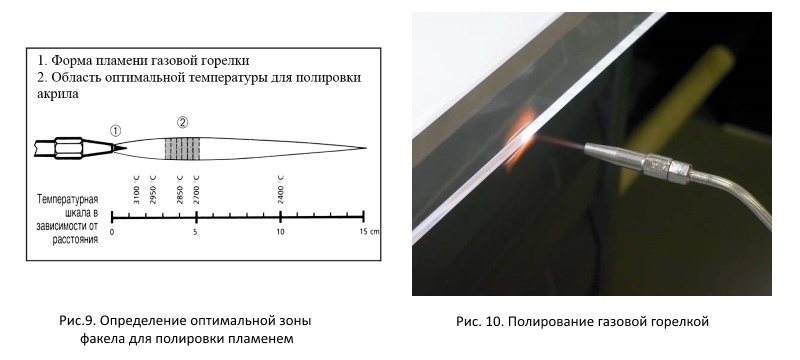
Рис. 13. Отклонение струи шлаков при различной скорости резки:
а — нормально; б — при чрезмерно большой скорости
Устойчивость процесса резки, качество поверхности кромки реза и точность его зависят от скорости резки, жесткости крепления резака, расстояния от мундштуков до поверхности разрезаемого металла и точности направления резака по линии реза. При ручной резке точность реза и качество его поверхности получаются недостаточно хорошими.
Чтобы избежать недостатков, присущих ручной резке, были разработаны и внедрены в промышленность специальные газорежущие автоматы. Автоматы обеспечивают высокое качество и точность реза, хорошую устойчивость процесса и высокую производительность. Это достигается за счет жесткого крепления резака и направления его специальным механизмом по металлическому копиру, соответствующему форме вырезаемой детали. Существуют резаки, обеспечивающие за один проход резку металла толщиной до 1 м.
Рис. 14. Схема термитной сварки рельсов
Сущность термитной сварки заключается в использовании тепла, образующегося при сгорании термита (смеси порошкообразного алюминия с железной окалиной). Этот вид сварки применяется главным образом для 2КИ стыков рельсов трамвая, железных дорог и метро.
Этот вид сварки применяется главным образом для 2КИ стыков рельсов трамвая, железных дорог и метро.
Реклама:
Читать далее:
Детали машин и их соединения
Статьи по теме:
Сварочное пламя: нейтральное, науглероживающее и окисляющее
Существует три основных типа пламени: нейтральное (сбалансированное), избыток ацетилена (науглероживание) и избыток кислорода (окисление), как показано ниже.
- Нейтральное пламя называется нейтральным, поскольку в большинстве случаев не оказывает химического воздействия на свариваемый металл.
- Пламя науглероживания производит карбид железа, вызывая химические изменения в стали и чугуне. По этой причине пламя науглероживания не используется для металлов, поглощающих углерод.
- Окислительное пламя горячее нейтрального пламени и часто используется для обработки меди и цинка.
 Показано: науглероживающее пламя (слева), нейтральное пламя (в центре), окислительное пламя (справа) Температурный градиент нейтрального сварочного пламени
Показано: науглероживающее пламя (слева), нейтральное пламя (в центре), окислительное пламя (справа) Температурный градиент нейтрального сварочного пламениНейтральное пламя
Нейтральное пламя содержит ацетилен и кислород в соотношении один к одному. Он получает дополнительный кислород из воздуха и обеспечивает полное сгорание. Обычно он предпочтительнее для сварки.
Нейтральное пламя имеет четкий, четко очерченный или светящийся конус, указывающий на полное сгорание.
Обычно для сварки используется нейтральное сварочное пламя:
Сварочное пламя должно быть отрегулировано до нейтрального перед настройкой смеси пламени науглероживания или окисления.
В нейтральном пламени есть две четко определенные зоны.
- Внутренняя зона состоит из светящегося конуса голубовато-белого цвета.
- Вокруг — голубая оболочка или оболочка пламени.
Это нейтральное пламя получается, начиная с пламени избыточного ацетилена, в котором имеется «перышко» расширение внутреннего конуса. Когда поток ацетилена уменьшается или поток кислорода увеличивается, перо будет исчезать. Нейтральное пламя начинается, когда перышко исчезает.
Когда поток ацетилена уменьшается или поток кислорода увеличивается, перо будет исчезать. Нейтральное пламя начинается, когда перышко исчезает.
Нейтральное или сбалансированное пламя получается, когда газовая смесь в горелке состоит приблизительно из одного объема кислорода и одного объема ацетилена. Это достигается путем постепенного открытия кислородного клапана для уменьшения пламени ацетилена до тех пор, пока не станет виден четко очерченный внутренний конус.
Для строго нейтрального пламени не должно быть белесых полос на конце конуса. В некоторых случаях желательно оставить небольшую ацетиленовую ленту или «перо» длиной от 1/16 до 1/8 дюйма (от 1,6 до 3,2 мм) на конце конуса, чтобы предотвратить окисление пламени.
Эта регулировка пламени используется для большинства сварочных операций и для предварительного нагрева во время резки. При сварке стали этим пламенем лужа расплавленного металла остается тихой и чистой. Металл легко течет без кипения, пенообразования и искрения.
В нейтральном пламени температура на конце внутреннего конуса составляет приблизительно 5850ºF (3232ºC), в то время как на конце внешней оболочки или оболочки температура падает примерно до 2300ºF (1260ºC). Это изменение пламени позволяет контролировать температуру при сварке. Положение пламени относительно расплавленной лужи может быть изменено, и таким образом регулируется тепло.
Компоненты пламени для науглероживанияПламя для науглероживания
В пламени науглероживания имеется избыток ацетилена, внутренний конус имеет перистый край, выходящий за его пределы.
Это белое перо называется ацетиленовым пером.
Если ацетиленовое перо вдвое длиннее внутреннего конуса, оно известно как двукратное пламя, что является способом выражения количества избыточного ацетилена. Пламя науглероживания может добавить углерод к металлу сварного шва.
Уменьшение или науглероживание сварочного пламени получается, когда чуть меньше одного объема кислорода смешивается с одним объемом ацетилена.
Это пламя получают, сначала установив нейтраль, а затем медленно открывая клапан ацетилена, пока ацетиленовая лента или «перо» не окажется на конце внутреннего конуса.
Длина этой избыточной косы указывает на степень науглероживания пламенем. Для большинства сварочных операций длина этой косы не должна превышать половину внутреннего конуса.
Восстановительное пламя или пламя науглероживания всегда можно распознать по наличию трех различных зон пламени. Имеется четко очерченный голубовато-белый внутренний конус, белый промежуточный конус, указывающий на количество избыточного ацетилена, и голубая внешняя огибающая вспышки. Этот вид факела горит грубым метательным звуком.Он имеет температуру около 5700ºF (3149ºC) на концах внутреннего конуса.
Когда для сварки используется сильно науглероживающее пламя, металл закипает и становится непрозрачным. Сталь, поглощающая углерод из пламени, выделяет тепло. Это вызывает закипание металла. В холодном состоянии сварной шов имеет свойства высокоуглеродистой стали, он хрупкий и подвержен растрескиванию.
Для сварки с обратной стороны иногда используется легкое пуховое пламя ацетилена. Пламя науглероживания полезно для сварки высокоуглеродистой стали и наплавки таких цветных сплавов, как никель и монель.При использовании серебряного припоя и мягкого припоя используются только промежуточные и внешние конусы пламени. Они передают низкотемпературное пропитывающее тепло паяемым деталям.
Компоненты окислительного сварочного пламениОкислительное пламя
Окислительное сварочное пламя образуется при смешивании немногим более одного объема кислорода с одним объемом ацетилена.
Чтобы получить этот тип пламени, сначала необходимо настроить горелку на нейтральное пламя. Затем поток кислорода увеличивается до тех пор, пока внутренний конус не укорачивается примерно до одной десятой своей первоначальной длины.Когда пламя правильно отрегулировано, внутренний конус заостренный и слегка пурпурный.
Окислительное пламя также можно распознать по отчетливому шипению. Температура этого пламени составляет приблизительно 6300ºF (3482ºC) на кончике внутреннего конуса.
Температура этого пламени составляет приблизительно 6300ºF (3482ºC) на кончике внутреннего конуса.
Окислительное сварочное пламя обычно используется для сварки этих металлов:
- цинк
- медь
- марганцовистая сталь
- чугун
При нанесении на сталь окислительное пламя вызывает вспенивание расплавленного металла и образование искр.Это указывает на то, что избыток кислорода соединяется со сталью и сжигает ее.
Не следует использовать окислительное пламя для сварки стали, поскольку наплавленный металл будет пористым, окисленным и хрупким. Это пламя испортит большинство металлов, и его следует избегать.
Слабоокисляющее пламя используется при пайке стали и чугуна горелкой. При сварке латуни или бронзы используется более сильное окислительное пламя.
В большинстве случаев количество избыточного кислорода, используемого в этом пламени, необходимо определять, наблюдая за воздействием пламени на расплавленный металл.
Пламя для газовой сварки Mapp
Свойства теплопередачи первичного и вторичного пламени различаются для разных топливных газов. Газ MAPP имеет высокое тепловыделение в первичном пламени и высокое тепловыделение во вторичном. Пропилен занимает промежуточное положение между пропаном и газом MAPP. Теплотворная способность топливных газов приведена в таблице 11-3.
Расстояние связи между рабочим предметом и пламенем не так критично для газа MAPP, как для других видов топлива.
Регулировка газового пламени МАПП.Регулировка пламени — самый важный фактор для успешной сварки или пайки газом MAPP. Как и в случае с любым другим топливным газом, существует три основных пламени газа MAPP: науглероживание, нейтраль и окисление (рис. 11-3).
Пламя науглероживания выглядит примерно так же, как с газом MAPP или ацетиленом. У него есть желтое перо на конце основного конуса. Пламя науглероживания получается с газом MAPP, когда соотношение кислородного топлива составляет около 2,2: 1 или ниже. Слегка науглероживающее или «восстанавливающее» пламя используется для сварки или пайки легко окисляющихся сплавов, таких как алюминий.
Слегка науглероживающее или «восстанавливающее» пламя используется для сварки или пайки легко окисляющихся сплавов, таких как алюминий.
При увеличении количества кислорода или снижении расхода топлива науглероживающее перо отрывается и исчезает. Когда перо исчезает, соотношение кислорода составляет около 2,3: 1. Внутреннее пламя очень темно-синего цвета. Это нейтральное газовое пламя MAPP для сварки, показанное на рисунке 11-3. Пламя остается нейтральным до примерно 2,5: 1 соотношения кислорода к топливу.
Увеличение кислородного пламени приводит к более светлому синему пламени, более длинному внутреннему конусу и более громкому звуку горения. Это факел окислительного газа МАПП.Опыт оператора с ацетиленом немедленно отрегулирует газовое пламя MAPP, чтобы оно выглядело как короткое, интенсивное синее пламя, типичное для настройки нейтрального пламени ацетилена. Однако будет получено типичное пламя окисляющего газа MAPP. За некоторыми исключениями, такими как сварка или пайка меди и медных сплавов, окислительное пламя является наихудшей установкой пламени, независимо от используемого горючего газа. Нейтральное пламя — это основная настройка при сварке или пайке стали. Пламя нейтрального газа MAPP имеет первичный конус пламени, примыкающий к конусу в 1-1 / 2–2 раза длиннее конуса первичного ацетиленового пламени.
Нейтральное пламя — это основная настройка при сварке или пайке стали. Пламя нейтрального газа MAPP имеет первичный конус пламени, примыкающий к конусу в 1-1 / 2–2 раза длиннее конуса первичного ацетиленового пламени.
Газовая сварка — Ацетилен против пропана
Факты
- Температура пламени при сжигании пропана в кислороде составляет 2800 градусов Цельсия
- Температура пламени при сжигании ацетилена в кислороде 3100 градусов Цельсия
Пропан (также называемый LPG — сжиженный нефтяной газ — LP gas) — широко используемое топливо. Он транспортируется и хранится в виде очень холодной жидкости и может вызвать «обморожение» или обморожение при контакте с кожей. Жидкий пропан превращается в газ внутри емкости или баллона.В естественном виде пропан не имеет цвета и запаха. Чтобы пропан было легче обнаружить в случае утечки или разлива, производители добавляют химическое соединение, чтобы придать ему характерный запах.
Сварка
Во-первых: пропан нельзя использовать для газовой сварки. Когда ацетилен горит кислородом, он создает восстановительную зону, очищающую стальную поверхность. У пропана нет зоны восстановления, как у ацетилена, и поэтому он не может использоваться для газовой сварки.
Когда ацетилен горит кислородом, он создает восстановительную зону, очищающую стальную поверхность. У пропана нет зоны восстановления, как у ацетилена, и поэтому он не может использоваться для газовой сварки.
Пайка
Пропан, как и ацетилен, может использоваться для пайки.Для капиллярной пайки (серебряной пайки) результат равный. Для «сварки» пайки (толстых текучих припоев) преимуществом будет ацетилен
Раскрой
Пропан, как и ацетилен, можно использовать для резки. Если вы режете ацетиленом, вы обычно кладете кончик внутреннего конуса пламени на металл (1 мм от поверхности пластины). Если сделать то же самое с пропаном, ждать придется долго. Если поднять горелку так, чтобы использовался внешний конус пламени, процесс предварительного нагрева начнется быстрее.Пропан выделяет лишь небольшую часть тепла во внутреннем конусе пламени (менее 10%), поэтому большая часть тепла в пламени находится во внешнем конусе. Ацетилен выделяет почти 40% тепла во внутреннем конусе пламени.
Следовательно, ацетилен для резки лучше, чем пропан. Хотя с точки зрения температуры ацетилен более горячий, чем пропан, дело в том, что люди неправильно используют пропан для резки. Ошибка, которую они совершают, заключается в том, что они режут пропаном, как если бы резали ацетиленом.Там, где тепло в пламени предварительного нагрева пропана, не там, где в случае с ацетиленом. Короче говоря, использование пропана для резки требует другой техники, и в целом ацетилен предварительно нагревается быстрее. На верфях и свалках для разборки / сноса судов часто используется пропан для резки, поскольку качество резки не имеет значения.
Отопление
… другое дело. Сказать, что пропан выделяет меньше тепла, неверно (на самом деле, совершенно неверно). Ацетилен горячее, но выделяет меньше тепла.Большая часть предварительного нагрева выполняется кислородом / пропаном. Это факт. Доступное тепло от пропана выше.
Оборудование
Для резки требуются различные режущие приспособления и режущие сопла
Экономика
Пропан имеет более высокие стехиометрические потребности в кислороде, чем ацетилен. Для максимальной температуры пламени в кислороде отношение объема кислорода к топливному газу составляет 1,2: 1 для ацетилена и 4.3 к 1 для пропана. Таким образом, при использовании пропана потребляется гораздо больше кислорода. Несмотря на то, что пропан дешевле, чем ацетилен, этому противодействует более высокое потребление кислорода.
Для максимальной температуры пламени в кислороде отношение объема кислорода к топливному газу составляет 1,2: 1 для ацетилена и 4.3 к 1 для пропана. Таким образом, при использовании пропана потребляется гораздо больше кислорода. Несмотря на то, что пропан дешевле, чем ацетилен, этому противодействует более высокое потребление кислорода.
Безопасность
Самый главный недостаток использования пропана на борту — это, тем не менее, аспект безопасности.
Плотность ацетилена 0,9, поэтому он легче воздуха (1). Если газ вытечет, он поднимется.Удельный вес пропана 1,6 и тяжелее воздуха (то же самое для других углеводородных газов, таких как бутан и MAPP * (модифицированный газ пропан)). Любая утечка пропана в замкнутом пространстве будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда избегать обнаружения.
Для эффективного горения пропана смесь кислорода и газа должна находиться в определенном диапазоне. Для идеальных условий должно быть четыре части пропана на 96 частей кислорода. Когда газ сгорает за пределами этих параметров, результатом является неполное сгорание; это производит чрезмерное количество окиси углерода.Это может быть очень опасно, если в помещении нет надлежащей вентиляции. На борту корабля иногда работают в закрытых помещениях, таких как балластные цистерны и двойное дно. Отравление угарным газом может привести к смерти, поскольку токсичный газ заменяет кислород в кровотоке.
Для идеальных условий должно быть четыре части пропана на 96 частей кислорода. Когда газ сгорает за пределами этих параметров, результатом является неполное сгорание; это производит чрезмерное количество окиси углерода.Это может быть очень опасно, если в помещении нет надлежащей вентиляции. На борту корабля иногда работают в закрытых помещениях, таких как балластные цистерны и двойное дно. Отравление угарным газом может привести к смерти, поскольку токсичный газ заменяет кислород в кровотоке.
* «MAPP gas» — торговая марка, принадлежащая Linde Group. Название происходит от оригинального химического состава метилацетилен-пропадиен-пропана. «МАПП газ»
Загрузить техническое обновление — Газовая сварка — Ацетилен против пропана
Посетить каталог продукции для газовой сварки
Справочник-Oxy-Acet Flame
1 ОКСИ-АЦЕТИЛЕНОВОЕ ПЛАМЯ При кислородно-ацетиленовой сварке «инструмент» используется не совсем факел; это пламя.Факел никогда не должен касаться материальное существо сварной. Единственная цель горелки — подавать газовую смесь, которая будет производить
пламя лучше всего подходит
к предстоящей работе. Там
представляют собой три различных типа оксиацетиленового пламени, обычно называемые:
Нейтральное превышение
Ацетилен (или «науглероживание») Окисление
(или «избыток кислорода»)
тип создаваемого пламени зависит от соотношения кислорода и ацетилена в газе.
смесь, которая покидает факел
Подсказка.Нейтральный
пламя (рис. 4-1) возникает, когда отношение кислорода к ацетилену в смеси
оставив факел, почти
ровно один к одному. Он называется «нейтральный», потому что обычно
не оказывают химического воздействия на свариваемый металл.
Не окисляет металл шва; это не вызовет увеличения углерода
содержание металла шва. В
избыток пламени ацетилена (рис. 4-2), как следует из названия,
создается, когда доля ацетилена в смеси
выше, чем требуется для получения нейтрального пламени.Используется на стали, он будет
вызвать увеличение углерода
содержание металла шва.
Единственная цель горелки — подавать газовую смесь, которая будет производить
пламя лучше всего подходит
к предстоящей работе. Там
представляют собой три различных типа оксиацетиленового пламени, обычно называемые:
Нейтральное превышение
Ацетилен (или «науглероживание») Окисление
(или «избыток кислорода»)
тип создаваемого пламени зависит от соотношения кислорода и ацетилена в газе.
смесь, которая покидает факел
Подсказка.Нейтральный
пламя (рис. 4-1) возникает, когда отношение кислорода к ацетилену в смеси
оставив факел, почти
ровно один к одному. Он называется «нейтральный», потому что обычно
не оказывают химического воздействия на свариваемый металл.
Не окисляет металл шва; это не вызовет увеличения углерода
содержание металла шва. В
избыток пламени ацетилена (рис. 4-2), как следует из названия,
создается, когда доля ацетилена в смеси
выше, чем требуется для получения нейтрального пламени.Используется на стали, он будет
вызвать увеличение углерода
содержание металла шва. В
окислительное пламя (рис. 4-3) возникает в результате горения смеси
который содержит больше кислорода, чем требуется для нейтрального
пламя. Он окислит или «сожжет» часть свариваемого металла. ]]> Жесткий-
Наплавка,
Строительство
Слияние
Сварка
Углерод
Сварка
Цветной
Металлы
Обогрев
& Нагревать
Лечение
Пайка
Сварка
Сварка
Чугун
Сварка
Железо
Металлы
Пайка
&
Пайка
Оборудование
Настраивать
Операция
Оборудование
За
OXY-Acet
Структура
из
Стали
Механический
Характеристики
металлов
Кислород
&
Ацетилен
OXY-Acet
Пламя
Физический
Характеристики
металлов
Как стали
Являются
Секретный
Расширение
&
Сокращение
Подготовить
За
Сварка
OXY-Acet
Сварка
& Резка
Безопасность
Практики
Руководство
Резка
Кислород
Резка по
Машина
Приложения
Тестирование
&
Проверка
В
окислительное пламя (рис. 4-3) возникает в результате горения смеси
который содержит больше кислорода, чем требуется для нейтрального
пламя. Он окислит или «сожжет» часть свариваемого металла. ]]> Жесткий-
Наплавка,
Строительство
Слияние
Сварка
Углерод
Сварка
Цветной
Металлы
Обогрев
& Нагревать
Лечение
Пайка
Сварка
Сварка
Чугун
Сварка
Железо
Металлы
Пайка
&
Пайка
Оборудование
Настраивать
Операция
Оборудование
За
OXY-Acet
Структура
из
Стали
Механический
Характеристики
металлов
Кислород
&
Ацетилен
OXY-Acet
Пламя
Физический
Характеристики
металлов
Как стали
Являются
Секретный
Расширение
&
Сокращение
Подготовить
За
Сварка
OXY-Acet
Сварка
& Резка
Безопасность
Практики
Руководство
Резка
Кислород
Резка по
Машина
Приложения
Тестирование
&
ПроверкаУвеличьте температуру пайки
Боб Хенсон и Майк Скраггс
Обсуждение кислород / ацетилен vs.Пневматические / ацетиленовые горелки, включая области применения, сравнения и предложения по основному присадочному металлу
W При пайке и пайке большинство технических специалистов HVACR обычно используют ручные горелки в качестве источника тепла. Для пайки обычно есть два варианта оборудования на выбор: кислород / ацетилен или воздух / ацетилен. Хотя доступны альтернативные топливные газы, большинство подрядчиков по-прежнему используют ацетилен. В этой статье основное внимание будет уделено характеристикам оборудования и преимуществам каждого типа.
Для пайки обычно есть два варианта оборудования на выбор: кислород / ацетилен или воздух / ацетилен. Хотя доступны альтернативные топливные газы, большинство подрядчиков по-прежнему используют ацетилен. В этой статье основное внимание будет уделено характеристикам оборудования и преимуществам каждого типа.
Как они работают
Основное различие между двумя установками заключается в том, как сжигается ацетилен.Система кислород / ацетилен требует баллона со сжатым газообразным ацетиленом, а также баллона со сжатым кислородом высокой чистоты. Он объединяет эти газы, чтобы получить высокую температуру пламени. Система воздух / ацетилен требует использования только одного баллона с ацетиленом и получает кислород из атмосферы. Так как воздух содержит только около 21% кислорода, для более старых горелок с воздухом / ацетиленом было трудно достичь более высоких температур пламени, необходимых для пайки. Это ограничение сделало эти горелки более подходящими для низкотемпературной пайки.
Чтобы получить более высокую температуру пламени с воздухом, необходимо увеличить отношение воздуха к ацетилену. С современной разработкой конструкции вихревого горения системы воздух / ацетилен стали использоваться для высокотемпературной пайки. В этих горелках газообразный ацетилен, проходящий через камеру расширения наконечника, создает эффект Вентури, перекачивая больше воздуха в наконечник. Большой объем воздуха смешивается с ацетиленом с повышенной скоростью, и ротор или лопасть гомогенизируют газы. Это создает более богатую смесь, которая горит более эффективно.Этот уникальный дизайн наконечника придает пламени характерный вихревой узор.
Температура
Температура пламени может изменяться, так как на нее влияют несколько факторов. Однако большинство кислородно-ацетиленовых пламен имеют температуру около 5400 ° F на конце внутреннего конуса. Пламя воздуха / ацетилена, измеренное в аналогичном месте, обычно достигает 3000 ° F. Тот факт, что более низкая температура пламени не обязательно означает снижение эффективности нагрева, будет обсуждаться позже.
Портативность / простота использования
Каждая система требует использования регуляторов, шлангов, рукояток резака и наконечников, но компоненты уникальны для каждого типа системы.
Капиллярное действие приводит к вытягиванию расплавленного припоя в пространство
между соединяемыми частями. Здесь используется воздушно-ацетиленовая горелка.
Кислород / ацетилен: Большинство установок, используемых в индустрии HVACR, относятся к типу компактных переносных фонарей. Оператор должен иметь при себе и заправлять два баллона, поэтому необходимо учитывать дополнительную стоимость кислородного баллона. Баллоны обычно представляют собой стандартный ацетилен «MC» (10 куб. Футов) и кислород «R» (20 куб. Футов).В нейтральном пламени соотношение кислорода и ацетилена близко к 1,1: 1. Поскольку объемы цилиндров различаются, отбор неодинаков. Это означает, что подрядчики могут часто совершать дополнительные поездки к газораспределителю или носить с собой запасные баллоны.
Воздух / ацетилен: Эти системы требуют использования только одного ацетиленового баллона размером «MC» или «B» (40 куб. Футов). Одноцилиндровый и более простые компоненты горелки / регулятора упрощают транспортировку системы. Еще одним преимуществом установки воздух / ацетилен является возможность работы с наконечниками разных размеров при одной настройке давления.Это избавляет от необходимости запоминать и регулировать давление для обоих газов для разных размеров наконечника — требование для кислорода / ацетилена.
Безопасность
Поскольку в системе кислород / ацетилен смешиваются два газа, существует вероятность обратного воспламенения, то есть воспламенения смешанных газов. Эта проблема безопасности снижается при использовании горелки с воздухом / ацетиленом, поскольку используется только один газ.
Универсальность
Кислородно-ацетиленовые системы — популярный выбор из-за их способности работать в широком диапазоне приложений. Например, сталь можно сваривать стандартными наконечниками или резать режущей насадкой. Трубки большого диаметра также можно нагревать с помощью многопламенного наконечника. Для пайки предпочтительны системы воздух / ацетилен. Характеристики пламени позволяют снизить тепловложение и снизить риск перегрева припоя и флюса.
Например, сталь можно сваривать стандартными наконечниками или резать режущей насадкой. Трубки большого диаметра также можно нагревать с помощью многопламенного наконечника. Для пайки предпочтительны системы воздух / ацетилен. Характеристики пламени позволяют снизить тепловложение и снизить риск перегрева припоя и флюса.
Характеристики пламени и пайка
Тот факт, что кислород / ацетиленовое пламя имеет более высокую температуру, уже упоминался. Важное значение имеет не сама температура, а то, как тепло распределяется.
При сварке или резке пламя, сфокусированное на кислороде / ацетилене, необходимо, потому что тепло должно быть сконцентрировано в небольшой точке. Для пайки требуется другой механизм, называемый «капиллярным действием», чтобы втягивать расплавленный припой в пространство между деталями. Чтобы добиться равномерного капиллярного действия, перед добавлением стержня необходимо равномерно нагреть обе части. Такой широкий предварительный нагрев способствует прохождению тепла через соединение и доводит обе детали до правильной температуры пайки.
Поскольку самая высокая температура сосредоточена на конце внутреннего конуса, если для пайки используется кислород / ацетилен, горелку необходимо держать в движении для равномерного распределения тепла.Горелку также необходимо расположить подальше, иначе интенсивность пламени приведет к перегреву детали, что особенно неприятно для латуни или алюминия.
Пламя воздух / ацетилен более снисходительно. Внутренний конус можно разместить ближе к детали и оставить там дольше с меньшими шансами прожечь. Более широкое пламя имеет тенденцию обволакивать трубку / фитинг и обеспечивает более широкое распределение тепла. Многие в отрасли считают, что эти функции облегчают пайку, особенно для новых технических специалистов.
Алюминий
При пайке меди прутки фосфор-медь-серебро плавятся при температуре значительно ниже точки плавления основного металла 1981 ° F.Наблюдается переход отрасли на алюминиевые катушки и другие компоненты. Ремонт алюминия бывает разным. Основной металл плавится примерно при 1200 ° F, но большинство присадочных металлов, используемых для алюминия, плавятся чуть ниже этой температуры, часто обеспечивая разницу только в 130 ° F.
Основной металл плавится примерно при 1200 ° F, но большинство присадочных металлов, используемых для алюминия, плавятся чуть ниже этой температуры, часто обеспечивая разницу только в 130 ° F.
Более низкие температуры плавления алюминия означают, что необходимо уменьшить подвод тепла и избегать сосредоточения пламени в одной точке. Осторожно используйте кислород / ацетилен — более высокая температура пламени, особенно вблизи внутреннего конуса, может быстро расплавить алюминиевую трубку.Более низкое тепловложение воздуха / ацетилена и более широкая картина пламени часто облегчают эту работу.
Воздух / ацетилен (слева) и кислород / ацетилен (справа)
картина распространения тепла
Резюме
В большинстве частей Соединенных Штатов кислородно-ацетиленовое оборудование сохраняет доминирующее положение в отрасли. Однако для многих применений пайки в системах кондиционирования воздуха логической альтернативой являются горелки с воздушно-ацетиленовой горелкой. Подрядчики, которые пробуют использовать воздушно-ацетиленовые горелки, часто обнаруживают, что их портативность и более низкие эксплуатационные расходы легко компенсируют возможность немного большего времени нагрева.
Подрядчики, которые пробуют использовать воздушно-ацетиленовые горелки, часто обнаруживают, что их портативность и более низкие эксплуатационные расходы легко компенсируют возможность немного большего времени нагрева.
Боб Хенсон является техническим директором Harris Products Group и имеет 35-летний опыт работы в области соединения металлов. Он является членом Американского общества сварщиков и возглавляет комитет A5H, который составляет спецификации для припоев и флюсов. | Хенсон является членом Комитета производителей пайки AWS; Группа технической деятельности США, которая рассматривает международные документы ISO по пайке; а также Технический комитет National SkillsUSA HVACR. Он также является членом RSES и MSAC.
Майк Скраггс (Mike Scruggs) — специалист технической поддержки Harris Products Group и ведущий инструктор по пайке в полевых условиях. Он является сертифицированным инспектором по сварке Американского общества сварки и членом комитета AWS A5H, который составляет спецификации для припоев и флюсов. Он судит конкурс пайки HVACR на мероприятии National Skills-USA и является членом консультативного совета HVACR школы Butler Tech (Гамильтон, Огайо).
Он судит конкурс пайки HVACR на мероприятии National Skills-USA и является членом консультативного совета HVACR школы Butler Tech (Гамильтон, Огайо).
Скачать
курсов PDH онлайн.PDH для профессиональных инженеров. ПДХ Инжиниринг.
«Мне нравится широта ваших курсов по HVAC; не только экология или экономия энергии
курсов. «
Russell Bailey, P.E.
Нью-Йорк
«Он укрепил мои текущие знания и научил меня еще нескольким новым вещам
, чтобы познакомить меня с новыми источниками
информации.»
Стивен Дедак, П.Е.
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они были
.очень быстро отвечает на вопросы.
Это было на высшем уровне. Будет использовать
снова. Спасибо. «
Спасибо. «
Blair Hayward, P.E.
Альберта, Канада
«Простой в использовании сайт.Хорошо организовано. Я действительно буду снова пользоваться вашими услугами.
проеду по вашей роте
имя другим на работе. «
Roy Pfleiderer, P.E.
Нью-Йорк
«Справочные материалы были превосходными, и курс был очень информативным, особенно потому, что я думал, что я уже знаком
с деталями Канзас
Городская авария Хаятт.»
Майкл Морган, P.E.
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится просматривать текст перед покупкой. Я нашел класс
.информативно и полезно
на моей работе »
Вильям Сенкевич, П.Е.
Флорида
«У вас большой выбор курсов, а статьи очень информативны. Вы
Вы
— лучшее, что я нашел ».
Russell Smith, P.E.
Пенсильвания
«Я считаю, что такой подход позволяет работающему инженеру легко зарабатывать PDH, давая время на изучение
материал «
Jesus Sierra, P.E.
Калифорния
«Спасибо, что разрешили мне просмотреть неправильные ответы.Реально
человек узнает больше
от отказов »
John Scondras, P.E.
Пенсильвания
«Курс составлен хорошо, и использование тематических исследований является эффективным.
способ обучения »
Джек Лундберг, P.E.
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; i.э., позволяя
студент, оставивший отзыв на курс
материалов до оплаты и
получает викторину «
Арвин Свангер, П.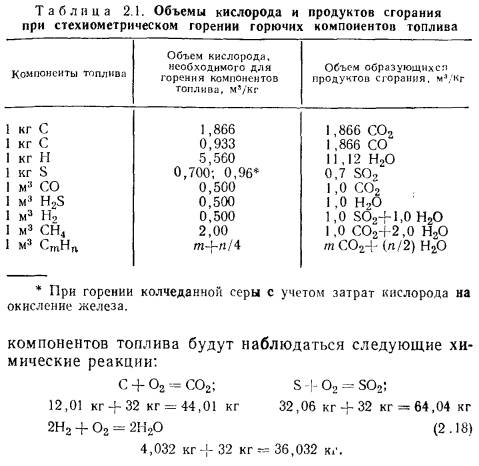 Е.
Е.
Вирджиния
«Спасибо за то, что вы предложили все эти замечательные курсы. Я определенно выучил и
получил много удовольствия «
Mehdi Rahimi, P.E.
Нью-Йорк
«Я очень доволен предлагаемыми курсами, качеством материалов и простотой поиска.
на связи
курсов.»
Уильям Валериоти, P.E.
Техас
«Этот материал во многом оправдал мои ожидания. По курсу было легко следовать. Фотографии в основном обеспечивали хорошее наглядное представление о
обсуждаемых тем »
Майкл Райан, П.Е.
Пенсильвания
«Именно то, что я искал. Потребовался 1 балл по этике, и я нашел его здесь.»
Джеральд Нотт, П.Е.
Нью-Джерси
«Это был мой первый онлайн-опыт получения необходимых мне кредитов PDH.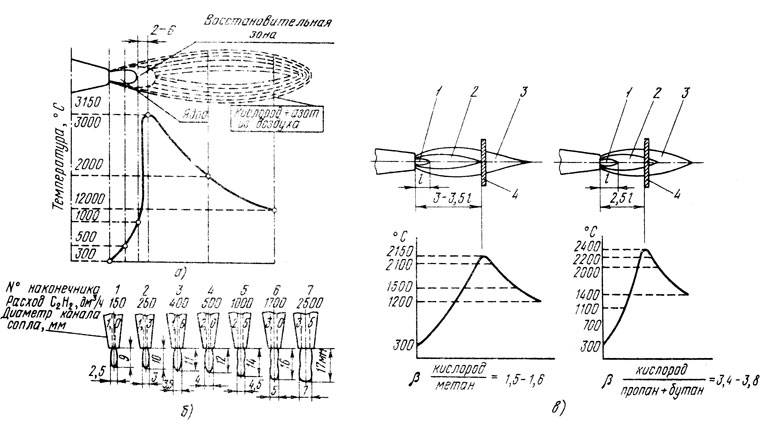 Это было
Это было
информативно, выгодно и экономично.
Я очень рекомендую
всем инженерам »
Джеймс Шурелл, П.Е.
Огайо
«Я понимаю, что вопросы относятся к« реальному миру »и имеют отношение к моей практике, и
не на основании какой-то неясной секции
законов, которые не применяются
до «нормальная» практика.»
Марк Каноник, П.Е.
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы перенести его на свой медицинский прибор
организация «
Иван Харлан, П.Е.
Теннесси
«Материалы курса содержали хорошее, не слишком математическое, с хорошим акцентом на практическое применение технологий».
Юджин Бойл, П. E.
E.
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо изложенной,
а онлайн формат был очень
доступный и легкий для
использовать. Большое спасибо. «
Патрисия Адамс, P.E.
Канзас
«Отличный способ добиться соответствия требованиям PE Continuing Education в рамках ограничений по времени лицензиата.»
Joseph Frissora, P.E.
Нью-Джерси
«Должен признаться, я действительно многому научился. Помогает иметь печатный тест во время
обзор текстового материала. Я
также оценил просмотр
фактических случаев «
Жаклин Брукс, П.Е.
Флорида
«Документ» Общие ошибки ADA при проектировании объектов «очень полезен. Модель
Модель
испытание потребовало исследований в
документ но ответы были
в наличии «
Гарольд Катлер, П.Е.
Массачусетс
«Я эффективно использовал свое время. Спасибо за широкий выбор вариантов
в транспортной инженерии, которая мне нужна
для выполнения требований
Сертификат ВОМ.»
Джозеф Гилрой, П.Е.
Иллинойс
«Очень удобный и доступный способ заработать CEU для моих требований PG в Делавэре».
Ричард Роудс, P.E.
Мэриленд
«Я многому научился с защитным заземлением. Пока все курсы, которые я прошел, были отличными.
Надеюсь увидеть больше 40%
курсов со скидкой.»
Кристина Николас, П. Е.
Е.
Нью-Йорк
«Только что сдал экзамен по радиологическим стандартам и с нетерпением жду возможности сдать еще
курсов. Процесс прост, и
намного эффективнее, чем
вынуждены путешествовать. «
Деннис Мейер, P.E.
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для профессионалов
Инженеры получат блоки PDH
в любое время.Очень удобно »
Пол Абелла, P.E.
Аризона
«Пока все отлично! Поскольку я постоянно работаю матерью двоих детей, у меня мало
время искать, где на
получить мои кредиты от. «
Кристен Фаррелл, П.Е.
Висконсин
«Это было очень познавательно и познавательно.Легко для понимания с иллюстрациями
и графики; определенно делает это
проще поглотить все
теорий.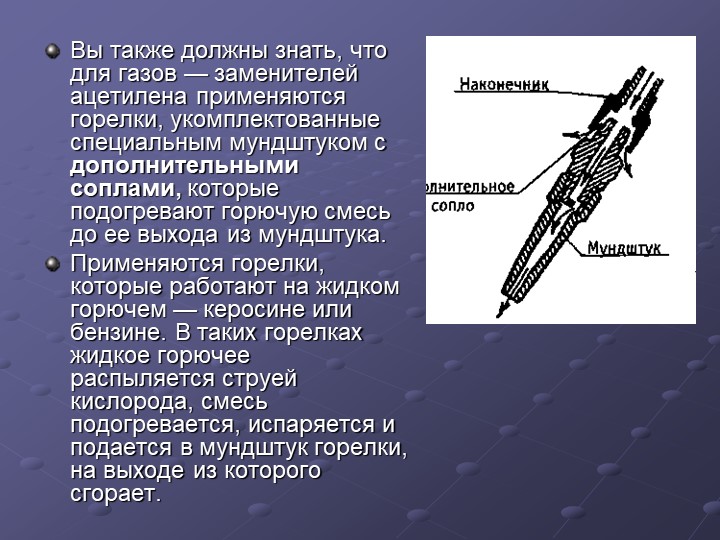 «
«
Виктор Окампо, P.Eng.
Альберта, Канада
«Хороший обзор принципов работы с полупроводниками. Мне понравилось пройти курс по
.мой собственный темп во время моего утро
до метро
на работу.»
Клиффорд Гринблатт, П.Е.
Мэриленд
«Просто найти интересные курсы, скачать документы и взять
викторина. Я бы очень рекомендовал
вам на любой PE, требующий
CE единиц. «
Марк Хардкасл, П.Е.
Миссури
«Очень хороший выбор тем из многих областей техники.»
Randall Dreiling, P.E.
Миссури
«Я заново узнал то, что забыл. Я также рад помочь финансово
по ваш промо-адрес электронной почты который
сниженная цена
на 40%.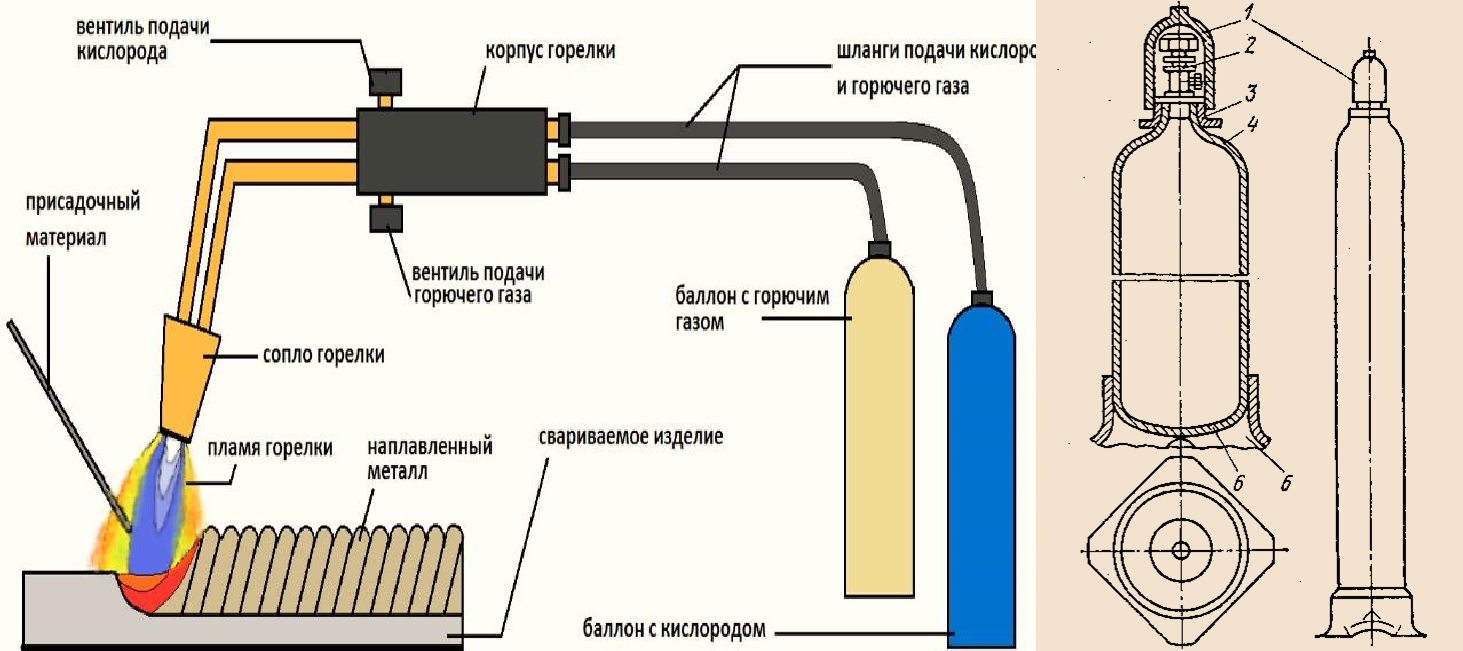 «
«
Конрадо Казем, П.E.
Теннесси
«Отличный курс по разумной цене. Воспользуюсь вашими услугами в будущем».
Charles Fleischer, P.E.
Нью-Йорк
«Это был хороший тест и фактически подтвердил, что я прочитал профессиональную этику
коды и Нью-Мексико
регламентов. «
Брун Гильберт, П.E.
Калифорния
«Мне очень понравились занятия. Они стоили потраченного времени и усилий».
Дэвид Рейнольдс, P.E.
Канзас
«Очень доволен качеством тестовых документов. Буду использовать CEDengineerng
при необходимости дополнительных
Сертификация . «
Томас Каппеллин, П.E.
Иллинойс
«У меня истек срок действия курса, но вы все же выполнили свое обязательство и дали
мне то, за что я заплатил — много
оценено! «
Джефф Ханслик, P. E.
E.
Оклахома
«CEDengineering предоставляет удобные, экономичные и актуальные курсы»
для инженера »
Майк Зайдл, П.E.
Небраска
«Курс был по разумной цене, а материалы были краткими и
хорошо организовано. «
Glen Schwartz, P.E.
Нью-Джерси
«Вопросы подходили для уроков, а материал урока —
.хороший справочный материал
для деревянного дизайна. «
Брайан Адамс, П.E.
Миннесота
«Отлично, я смог получить полезные рекомендации по простому телефонному звонку.»
Роберт Велнер, P.E.
Нью-Йорк
«У меня был большой опыт работы в прибрежном строительстве — проектирование
Строительство курс и
очень рекомендую . «
«
Денис Солано, P.E.
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса этики Нью-Джерси были очень хорошими
хорошо подготовлены. «
Юджин Брэкбилл, П.Е.
Коннектикут
«Очень хороший опыт. Мне нравится возможность загружать учебные материалы на номер
.обзор везде и
всякий раз, когда.»
Тим Чиддикс, P.E.
Колорадо
«Отлично! Сохраняю широкий выбор тем на выбор».
Уильям Бараттино, P.E.
Вирджиния
«Процесс прямой, без всякой ерунды. Хороший опыт».
Тайрон Бааш, П.E.
Иллинойс
«Вопросы на экзамене были зондирующими и продемонстрировали понимание
из материала. Полная
Полная
и комплексное ».
Майкл Тобин, P.E.
Аризона
«Это мой второй курс, и мне понравилось то, что мне предложили этот курс
поможет по телефону
работ.»
Рики Хефлин, П.Е.
Оклахома
«Очень быстро и легко ориентироваться. Я определенно буду использовать этот сайт снова».
Анджела Уотсон, П.Е.
Монтана
«Легко выполнить. Никакой путаницы при подходе к сдаче теста или записи сертификата».
Кеннет Пейдж, П.E.
Мэриленд
«Это был отличный источник информации о солнечном нагреве воды. Информативный
и отличный освежитель ».
Luan Mane, P. E.
E.
Conneticut
«Мне нравится подход к регистрации и возможность читать материалы в автономном режиме, а затем
вернись, чтобы пройти викторину «
Алекс Млсна, П.E.
Индиана
«Я оценил объем информации, предоставленной для класса. Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях »
Натали Дерингер, P.E.
Южная Дакота
«Обзорные материалы и образец теста были достаточно подробными, чтобы позволить мне
успешно завершено
курс.»
Ира Бродская, П.Е.
Нью-Джерси
«Веб-сайтом легко пользоваться, вы можете скачать материал для изучения, а потом вернуться
и пройдите викторину.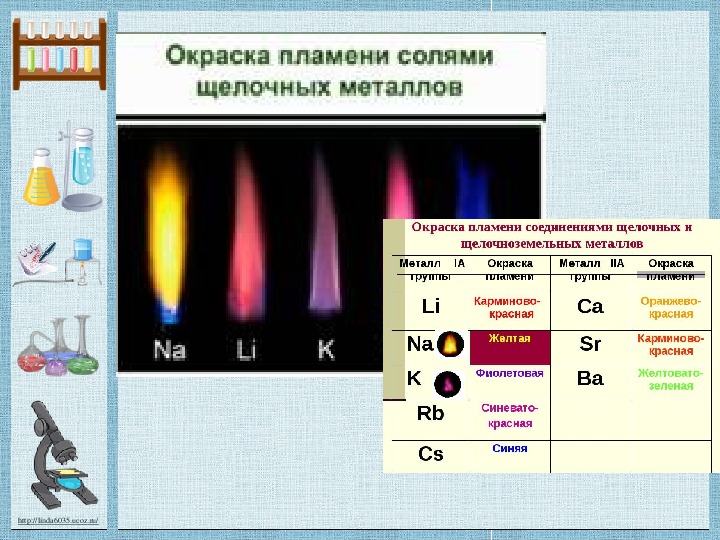 Очень
Очень
удобно а на моем
собственный график. «
Майкл Глэдд, P.E.
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.»
Деннис Фундзак, П.Е.
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
Сертификат. Спасибо за изготовление
процесс простой. »
Fred Schaejbe, P.E.
Висконсин
«Опыт положительный.Быстро нашел курс, который соответствовал моим потребностям, и прошел
одночасовое PDH в
один час. «
Стив Торкильдсон, P.E.
Южная Каролина
«Мне понравилось загружать документы для проверки содержания
и пригодность, до
имея для оплаты
материал . «
«
Ричард Вимеленберг, P.E.
Мэриленд
«Это хорошее напоминание об ЭЭ для инженеров, не занимающихся электричеством».
Дуглас Стаффорд, П.Е.
Техас
«Всегда есть возможности для улучшения, но я ничего не могу придумать в вашем
.процесс, требующий
улучшение.»
Thomas Stalcup, P.E.
Арканзас
«Мне очень нравится удобство участия в викторине онлайн и получение сразу
сертификат. «
Марлен Делани, П.Е.
Иллинойс
«Учебные модули CEDengineering — очень удобный способ доступа к информации по номеру
.многие различные технические зоны за пределами
по своей специализации без
надо путешествовать. «
«
Гектор Герреро, П.Е.
Грузия
Глава 11: Горение (Обновлено 31.05.10)
Глава 11: Горение (Обновлено 31.05.10) Глава 11: Сжигание
(Спасибо
to David
Bayless за письменную помощь.
этот раздел)
Введение — До этого точка тепла Q во всех задачах и примерах была либо заданной значение или было получено из отношения Первого закона.Однако в различных тепловые двигатели, газовые турбины и паровые электростанции тепло полученные в процессе сгорания с использованием твердого топлива (например, уголь или дрова). жидкое топливо (например, бензин, керосин или дизельное топливо), или газообразное топливо (например, природный газ или пропан).
В этой главе мы познакомимся с химией и
термодинамика горения типовых углеводородных топлив — (C x H y ),
в котором окислителем является кислород, содержащийся в атмосферном воздухе.
Обратите внимание, что мы не будем рассматривать сжигание твердого топлива или
сложные смеси и смеси углеводородов, входящих в состав
бензин, керосин или дизельное топливо.
Атмосферный воздух содержит примерно 21% кислорода (O 2 ) по объему. Остальные 79% «прочих газов» в основном азот (N 2 ), т. предположим, что воздух на 21% состоит из кислорода и на 79% азота. объем. Таким образом, каждый моль кислорода, необходимый для окисления углеводорода, равен сопровождается 79/21 = 3,76 моля азота. Используя эту комбинацию молекулярная масса воздуха становится 29 [кг / кмоль]. Обратите внимание, что это предполагается, что азот обычно не подвергается каким-либо химическим воздействиям. реакция.
Процесс горения — Основной процесс сгорания можно описать с помощью топлива ( углеводород) плюс окислитель (воздух или кислород) под названием Реагенты , которые подвергаются химическому процессу, выделяя тепло, чтобы сформировать Продукты горения таким образом, чтобы масса сохранялась. в простейший процесс сгорания, известный как стехиометрический Сгорание , весь углерод в топливе образует диоксид углерода (CO 2 ) и весь водород образует воду (H 2 O) в продуктах, поэтому мы можем записать химическую реакцию следующим образом:
где z известен как стехиометрический коэффициент для окислителя (воздуха)
Обратите внимание, что эта реакция дает пять неизвестных: z, a,
b, c, d, поэтому нам нужно решить пять уравнений.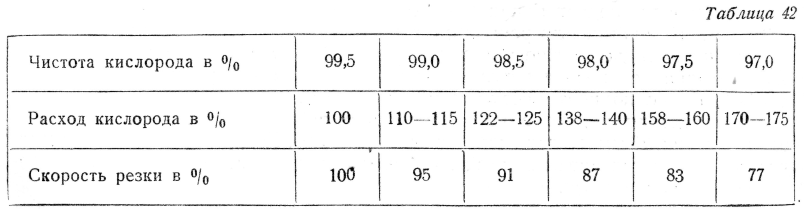 Стехиометрический
горение предполагает отсутствие в продуктах избыточного кислорода, поэтому
d = 0. Остальные четыре уравнения мы получаем в результате уравновешивания числа
атомов каждого элемента в реагентах (углерод, водород, кислород
и азота) с числом атомов этих элементов в
продукты. Это означает, что никакие атомы не разрушаются и не теряются в
реакция горения.
Стехиометрический
горение предполагает отсутствие в продуктах избыточного кислорода, поэтому
d = 0. Остальные четыре уравнения мы получаем в результате уравновешивания числа
атомов каждого элемента в реагентах (углерод, водород, кислород
и азота) с числом атомов этих элементов в
продукты. Это означает, что никакие атомы не разрушаются и не теряются в
реакция горения.
Элемент | Количество в реактивах | = | Количество товаров | Сокращенное уравнение |
Углерод (C) | х | а | а = х | |
Водород (H) | л | 2б | b = y / 2 | |
Кислород (O) | 2z | 2a + b | г = а + б / 2 | |
Азот (N) | 2 (3. | 2c | c = 3.76z |
 76) z
76) zОбратите внимание, что образующаяся вода может находиться в паре или жидкая фаза, в зависимости от температуры и давления продукты сгорания.
В качестве примера рассмотрим стехиометрическое горение метана (CH 4 ) в атмосферном воздухе. Приравнивание моляра коэффициенты реагентов и продуктов получаем:
Теоретическое соотношение воздух и топливо-воздух —
минимальное количество воздуха, которое позволит полностью сгорать
топливо называется Теоретический
Air (также именуемый Стехиометрический воздух ).В этом случае продукты не содержат кислорода. Если мы поставляем
меньше теоретического воздуха, тогда продукты могут содержать углерод
монооксида (CO), поэтому нормальная практика заключается в том, чтобы подавать более
теоретический воздух, чтобы предотвратить это явление. Это превышение Воздух приведет к появлению кислорода в
продукты.
Это превышение Воздух приведет к появлению кислорода в
продукты.
Стандартная мера количества воздуха, используемого в процесс сгорания топлива воздух-топливо Коэффициент (AF), определяемый следующим образом:
Таким образом, учитывая только реагенты метана при сжигании теоретическим воздухом, представленным выше, получаем:
Решенная задача 11.1 — дюйма В этой задаче мы хотим разработать уравнение горения и определить соотношение воздух-топливо для полного сгорания н-бутана (C 4 H 10 ) с а) теоретическим воздухом и б) 50% избытком воздуха.
Анализ продуктов сгорания — Горение всегда происходит при повышенных температурах и мы предполагаем, что все продукты горения (включая воду пар) ведут себя как идеальные газы. Поскольку у них другой газ постоянных, удобно использовать уравнение состояния идеального газа в условия универсальной газовой постоянной:
В анализе продуктов сгорания нет представляют интерес:
1) Что такое процентный объем конкретных продуктов, в частности углекислого газа (CO 2 ) и углерода монооксид (CO)?
2) Что такое роса точка водяного пара в продуктах сгорания? Это требует оценка парциального давления паровой составляющей воды продукты.
3) Существуют экспериментальные методы объемного анализ продуктов сгорания, обычно проводится на Dry Основа , дающая процент объема всех компонентов, кроме водяного пара. Это позволяет просто метод определения фактического отношения воздух-топливо и использованного избыточного воздуха в процессе горения.
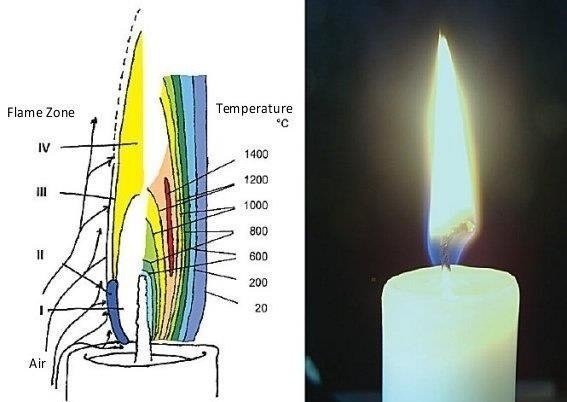
Для идеальных газов находим, что мольная доля y i i-го компонента в смеси газов при определенном давлении P
а температура T равна объемной доле этого компонента.
Т.к. из молярного отношения идеального газа: P.V = N.R u .T,
у нас:
Кроме того, поскольку сумма объемов компонентов V i должен равняться общему объему V, имеем:
Используя аналогичный подход, определяем частичную давление компонента с использованием закона парциальных давлений Дальтона:
Решенная проблема 11.2 — В
эта проблема Пропан (C 3 H 8 )
сжигается с 61% избытком воздуха, который поступает в камеру сгорания при
25 ° С. Предполагая полное сгорание и полное давление 1 атм.
(101,32 кПа), определите а) соотношение воздух-топливо [кг-воздух / кг-топливо], б)
процентное содержание двуокиси углерода в продуктах по объему, и c)
температура точки росы продуктов.
Предполагая полное сгорание и полное давление 1 атм.
(101,32 кПа), определите а) соотношение воздух-топливо [кг-воздух / кг-топливо], б)
процентное содержание двуокиси углерода в продуктах по объему, и c)
температура точки росы продуктов.
Решенная проблема 11,3 — дюйма эта проблема Этан (C 2 H 6 ) сжигается атмосферным воздухом, и объемный анализ сухие продукты сгорания дает: 10% CO 2 , 1% CO, 3% O 2 и 86% № 2 .Развивать уравнение горения, и определить а) процент превышения воздух, б) соотношение воздух-топливо и в) точка росы при сгорании. продукты.
Анализ горения по первому закону — Основная цель горения — выработка тепла за счет изменения энтальпия от реагентов к продуктам. Из Первого Закона уравнение в контрольном объеме без учета кинетической и потенциальной энергии изменений и, если не делать никаких работ, имеем:
, где суммирование ведется по всем продукты (p) и реагенты (r).
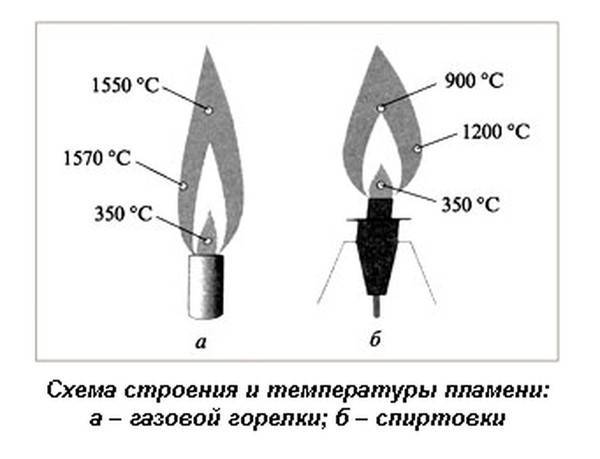 N означает количество молей
каждого компонента, а h [кДж / кмоль] относится к молярной энтальпии
каждый компонент.
N означает количество молей
каждого компонента, а h [кДж / кмоль] относится к молярной энтальпии
каждый компонент.Поскольку существует ряд различных веществ нам нужно установить общее эталонное состояние для оценки энтальпия, обычно выбирают 25 ° C и 1 атм, что составляет обычно обозначается надстрочным индексом o. Проф. С. Бхаттачарджи из Государственный университет Сан-Диего разработал экспертную систему на базе Интернета в < www.thermofluids.net > звонил ТЕСТ ( т он E xpert S система для T гермодинамика) в который он включил набор таблиц свойств идеального газа, все основанные на по энтальпии h o = 0 по этой общей ссылке.Мы адаптировали некоторые из этих таблиц специально для этого раздела, и их можно найти в следующая ссылка:
Горение Таблицы молярной энтальпии
В качестве примера снова рассмотрим полное сгорание метана (CH 4 ) с теоретическим воздухом:
Обратите внимание, что в реагентах и продуктах
В приведенном выше примере у нас есть базовые элементы O 2 и N 2 как
а также соединения CH 4 ,
CO 2 и H 2 O. Когда соединение образуется, изменение энтальпии называется изменением энтальпии. Энтальпия
формации , обозначенной h f o ,
и для нашего примера:
Когда соединение образуется, изменение энтальпии называется изменением энтальпии. Энтальпия
формации , обозначенной h f o ,
и для нашего примера:
Вещество
Формула
hfo [кДж / кмоль]
Двуокись углерода
CO 2 (г)
-393 520
Водяной пар
H 2 O (г)
-241 820
Вода
H 2 O (л)
-285 820
Метан
CH 4 (г)
-74,850
где (г) относится к газу, а (л) относится к жидкость.

Знак минус означает, что процесс экзотермический , т.е. тепло выделяется при образовании соединения. Обратите внимание, что энтальпия образования основных элементов O 2 и N 2 составляет нуль.
Сначала рассмотрим случай, когда достаточно теплопередачу таким образом, чтобы и реагенты, и продукты находились на 25 ° C и давление 1 атм, и что водный продукт является жидким. С нет заметного изменения энтальпии, уравнение энергии принимает вид:
Это тепло (Qcv) называется энтальпией . горения или нагрева Стоимость топлива.Если продукты содержат жидкую воду, тогда это выше Теплотворная способность (как в нашем примере), однако, если продукт содержит водяной пар, то это нижний предел . Теплотворная способность топлива. В энтальпия сгорания — это наибольшее количество тепла, которое может быть высвобождается заданным топливом.
Температура адиабатического пламени —
Противоположная крайность приведенного выше примера, в котором мы оценили
энтальпия горения — это случай адиабатического процесса, в котором
тепло не выделяется.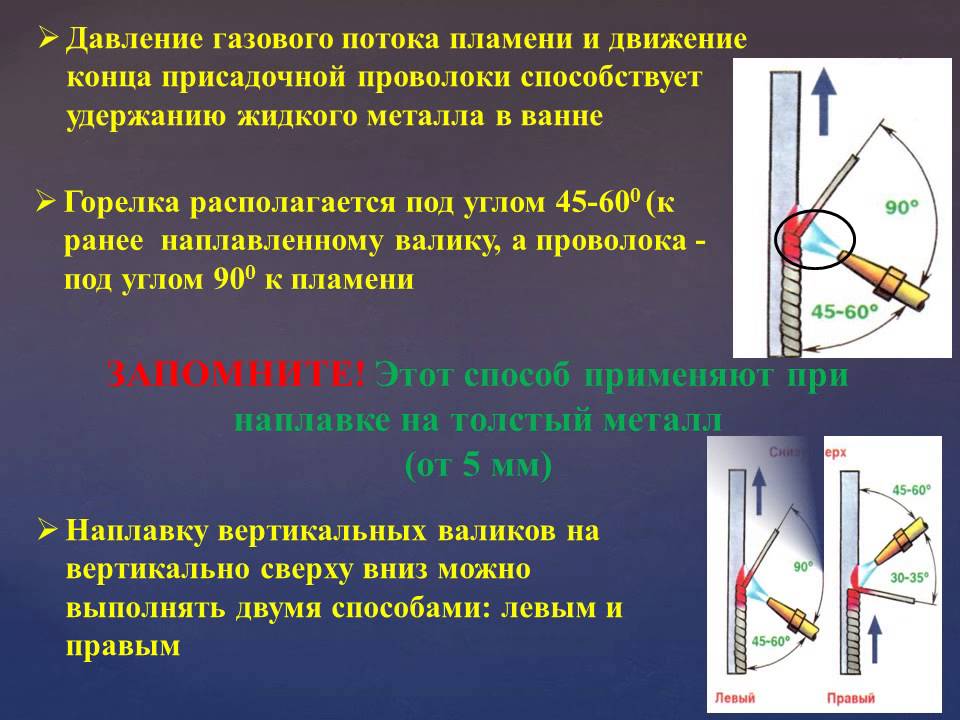 Это приводит к значительному повышению температуры.
увеличение количества продуктов сгорания (обозначается адиабатическим
Температура пламени ), которая может быть
уменьшается за счет увеличения воздушно-топливной смеси.
Это приводит к значительному повышению температуры.
увеличение количества продуктов сгорания (обозначается адиабатическим
Температура пламени ), которая может быть
уменьшается за счет увеличения воздушно-топливной смеси.
Решенная задача 11.4 — Определить температура адиабатического пламени для полного сгорания Метан (CH 4 ) с 250% теоретического воздуха в адиабатическом контрольном объеме.
Это уравнение может быть решено только итеративным методом.
метод проб и ошибок с использованием таблиц Sensible
Энтальпия в зависимости от температуры для всех четырех
компоненты продукции — CO 2 ,
H 2 O, O 2 ,
и N 2 .Быстрый
приближение к температуре адиабатического пламени может быть получено следующим образом:
при условии, что продукты полностью состоят из воздуха. Такой подход был
представил нам Potter и Somerton в их Schaum’s
Очерк термодинамики для инженеров ,
в котором они предположили, что все продукты имеют номер N 2 . Мы считаем, что более удобно использовать воздух, предполагая репрезентативное значение
из Специального
Теплоемкость воздуха : C p, 1000K = 1,142 [кДж / кг.K].
Мы считаем, что более удобно использовать воздух, предполагая репрезентативное значение
из Специального
Теплоемкость воздуха : C p, 1000K = 1,142 [кДж / кг.K].
Таким образом, суммируя все моли произведений, получаем:
Использование таблиц Sensible Энтальпия в зависимости от температуры мы оценили энтальпия всех четырех продуктов при температуре 1280К.Этот в результате общая энтальпия составила 802 410 [кДж / кмоль топлива], что составляет чрезвычайно близкое к требуемому значению, что оправдывает такой подход.
Задача 11.5 — — Определите адиабатическую температуру пламени для полное сгорание пропана (C 3 H 8 ) с 250% теоретического воздуха в адиабатическом контрольном объеме [T = 1300 КБ].
______________________________________________________________________________________
Инженерная термодинамика, Израиль
Уриэли под лицензией Creative
Общедоступное авторское право — Некоммерческое использование — Совместное использование 3. 0 Соединенные Штаты
Лицензия
0 Соединенные Штаты
Лицензия
Блог The Welders Warehouse
Кислородно-ацетиленовое пламя может быть одного из трех типов:
Нейтраль, окисление и науглероживание
Пламя нейтрального кислорода и ацетилена
Нейтральное пламя достигается при равном количестве кислорода и ацетилена.
Нейтральное пламя названо так потому, что не оказывает химического воздействия на расплавленный металл.
Ключевые характеристики нейтрального пламени — это определенное конусное пламя у основания длинного перьевого пламени.Если используется сопло правильного размера, нейтральное пламя не должно издавать больше, чем легкое шипение.
Нейтральный кислородно-ацетиленовый пламя используется для сварки, пайки и серебряной пайки большинства металлов и поэтому является наиболее распространенным типом пламени. Нейтральное пламя также используется для кислородно-ацетиленовой резки.
Пламя окислительно-кислородного ацетилена
Окислительное пламя — это место, где кислорода больше, чем используется ацетилен.
Ключевые характеристики Окислительного Пламени — маленькое, острое, более острое на вид Коническое Пламя в основании более короткого перьевого пламени.Окислительное пламя будет издавать отчетливый рев.
Использование слегка окисляющего пламени является более специализированным, обычно используется для сварки металлов на основе меди и цинка или марганцевой стали. В этих случаях окислительное пламя создает оксид основного металла, который защищает основной металл.
Пламя науглероживания кислородно-ацетиленом
Пламя науглероживания — это когда используется больше ацетилена, чем кислорода.
Ключевыми характеристиками пламени науглероживания является вторичное перышкообразное пламя, вызванное сгоранием избытка ацетилена дальше по длине пламени.Если используется сопло правильного размера, пламя науглероживания не должно производить больше, чем легкое шипение.
Использование пламени науглероживания является более специализированным, обычно используется для сварки свинца, процессов поверхностной закалки или сварки высокоуглеродистых сталей.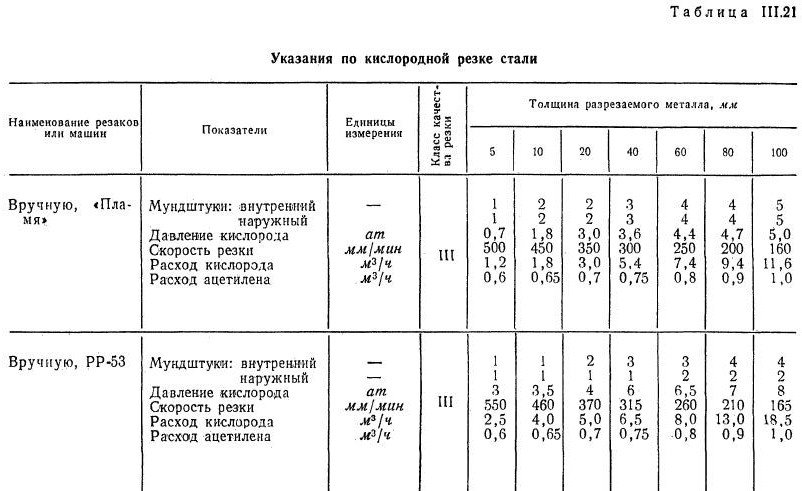
Надеюсь, вы нашли эту статью в блоге полезной. Если у вас все складывается хорошо, не стесняйтесь размещать фотографии своих достижений на нашей странице в Facebook.
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Склад сварщиков
.