Угольные электроды особенности сварки и резки.
Угольные электроды используются в различных производственных процессах – заготовительно-подготовительных, сварочных, строительных, при монтаже металлоконструкций, в мостостроении, судоремонтных и судостроительных работах и т.д. Угольные электроды позволяют производить резку, строжку, удаление дефектов литья, подготовку кромок для сварки, сварку металлов.
Угольные электроды подходят для сварки и резки различных металлов:
- Сварка стали угольным электродом. Угольные электроды могут применяться для сварки низко- и высоколегированных, нержавеющих сталей и сплавов с низким содержанием углерода.
- Сварка чугуна и бронзы угольными электродами. Для сварки чугуна или бронзы угольным электродом рекомендуется заточить конец электрода под углом 65⁰С. Угольные электроды в ходе сварки выполняют роль электрического проводника, для заполнения сварочной ванны используются присадочные материалы.

- Сварка цветных металлов угольным электродом. Для сварки цветных металлов конец угольного электрода рекомендуется затачивать под углом 30⁰С. Сварка производится постоянным током прямой полярности.
- Сварка алюминия угольным электродом. Угольные электроды также можно использовать для сварки алюминия и его сплавов. Добавление флюса в кромку шва при сварке угольным электродом позволяет защитить его от окисления и получить качественный и прочный сварочный шов.
- Строжка и резка угольным электродом. При строжке угольной дугой необходимое давление сжатого воздуха 500-700кПа (5-7 бар), в зависимости от диаметра электрода и глубины резки/строжки. Электрод рекомендуется держать под углом 20-45⁰ к детали.

Как видно из вышенаписанного угольный электрод – это сварочный материал с широким спектром использования.
Сварка угольным электродом производится на постоянном токе прямой полярности. Благодаря очень высокой температуре плавления 4200⁰С при сварке не происходит прилипания стержня к свариваемой поверхности. Также стоит обратить внимание, что сварку угольными электродами рекомендуется производить в помещении, так как дуга может потухнуть даже от небольшого порыва ветра. В остальном же угольные электроды это отличный сварочный материал для разнообразных металлов.
Благодаря очень высокой температуре плавления 4200⁰С при сварке не происходит прилипания стержня к свариваемой поверхности. Также стоит обратить внимание, что сварку угольными электродами рекомендуется производить в помещении, так как дуга может потухнуть даже от небольшого порыва ветра. В остальном же угольные электроды это отличный сварочный материал для разнообразных металлов.
Наша компания предлагает купить угольные электроды GWC омедненные отличного качества и по разумной цене.
Угольные электроды для сварки – характеристики и применение
Электроды этой группы используется реже, чем аналоги на основе металлических стержней. И все- таки в ряде случаев угольные электроды просто незаменимы. Когда ими лучше вести сварку, в чем специфика их применения – статья поможет детально разобраться со всеми особенности продукции.
Что представляет собой угольный электрод?
Это стержни круглого профиля, сечение которых варьируется в диапазоне (мм) 6 – 25, а длина – от 25 до 300. Исходным сырьем в производстве служат кокс, уголь, а также различные добавки в виде вяжущих (смолы, иногда деготь) и усиливающих компонентов (металлические стружка или порошок). Технология изготовления включает этапы подготовки исходной смеси, формовки стержней и последующей термической обработки заготовок.
Исходным сырьем в производстве служат кокс, уголь, а также различные добавки в виде вяжущих (смолы, иногда деготь) и усиливающих компонентов (металлические стружка или порошок). Технология изготовления включает этапы подготовки исходной смеси, формовки стержней и последующей термической обработки заготовок.
Не стоит путать электроды угольные и графитовые. Разница между ними и по составу, и по стоимости, и по специфике использования.
Сфера применения угольных электродов отличается многообразием и операций, которые можно выполнять, и обрабатываемых материалов. С их помощью производится резка, подготовка отверстий, напайка (наплавка), а также сварка. Причем сортамент скрепляемых (раскраиваемых) образцов значительно больше, чем при использовании металлических аналогов одного типа. С этой точки зрения угольные электроды, безусловно, отличаются универсальностью применения.
С чем можно работать?
- Сталь. Причем самая разная – нержавейка, низколегированные сорта, малоуглеродистые и так далее.
- Тяжелые и легкие сплавы (к примеру, чугун, бронза). Для такой работы конец электрода затачивается на 65º.
- Цветные металлы. Профессионалы при скреплении медных проводников сварку угольными электродами (с углом заточки 30º) предпочитают традиционной пайке. Такая технология однозначно позволяет добиться большей прочности соединения. А если учесть, что времени понадобится значительно меньше, чем при работе паяльником, припоем и кислотой, то преимущество налицо.

На рисунке показаны возможные типы соединений.

При работе угольными электродами основным источником питания служит аппарат постоянного тока, причем способ подключения – прямая полярность («+» – на образце, «–» – на стержне). Достаточно 4±1 А, чтобы получить устойчивую электрическую дугу длиной до 5 см.
А вот полярность обратная (при неправильном подключении) приводит к тому, что температура электрода резко повышается, причем по всей его длине, происходит интенсивное выгорание угольной массы, снижается качество работы. Последнее объясняется тем, что изначально заточенный кончик стержня притупляется. Кроме того, длина дуги ограничена (не более 1,2 см), начинает «играть», а в металле образца повышается концентрация углерода.
Существенный плюс угольных электродов в том, что выгорание массы вещества (при прямом включении) происходит медленно, и стержень практически не прилипает к обрабатываемой поверхности даже при нарушении правил резки (сварки). Именно поэтому они рекомендуются к использованию как в процессе начального обучения, так и приобретения профессиональных навыков. Освоив все тонкости работы с ними, можно легко перейти на иные технологии.
Освоив все тонкости работы с ними, можно легко перейти на иные технологии.
Как правило, при возможности выбора методики сварка угольными стержнями ведется, если по местным условиям работать нужно лишь одной рукой, то есть без подачи в рабочую зону присадочной проволоки. Если производится сварка образцов толщиной не более 3 мм, то скорость работы резко повышается. Эта особенность технологии и учитывается при определении оптимального способа соединения заготовок в каждом конкретном случае.
Угольные электроды — полная справочная информация
Угольные электроды – это стержни, использующиеся в сварочных аппаратах. Их применяют для варки, плавления и резки цветных металлов и создания U-образных швов.
Угольные электроды – это стержни, использующиеся в сварочных аппаратах. Их применяют для варки, плавления и резки цветных металлов и создания U-образных швов.
Что такое угольный электрод?
Впервые материал был использован в 1882 году ученым Н. Н. Бернардосом. Соединив материалы, не поддающиеся плавлению, он создал основу для изобретения сварочного аппарата. Сам аппарат появился всего восемь лет спустя.
Н. Бернардосом. Соединив материалы, не поддающиеся плавлению, он создал основу для изобретения сварочного аппарата. Сам аппарат появился всего восемь лет спустя.
В состав данного угольного стержня входит коксовый уголь, углеродные волокна, пековый связующий материал, и другие соединения. К примеру, соединительный элемент – смола.
Параметры изделия:
- Длинна: 25-300 мм
- Диаметр: 1,5-25 мм
От ширины и длины стержня зависит удобство рабочего. Большая длина позволяет достать до труднодоступных мест, а большой диаметр – охватить большую площадь для сварки.
Несмотря на то, что круглая форма является универсальной, существуют также различные формы электродов – полукруг, прямоугольник или квадрат. Если первые (круг и полукруг) изготавливаются для резки материалов, то вторые – для исправления дефектов. Есть и специализированные формы: полые, использующиеся для формирования U-образных швов.
Изготовление угольных электродов.

Производство стержней начинается с добычи необходимых ресурсов: нефтяного кокса, антрацит и искусственный графит. Следом их нагревают до 2500
Применение.
Угольные электроды используются как расходники для сварочных аппаратов. Данный тип электродов подходит для обработки (стружки, сварки, наплавки и др.) таких материалов:
- Углеродистая и низколегированная сталь;
- медь;
- цинк;
- алюминий;
- чугун;
- бронза;
- вольфран и др.
Эти расходники имеют преимущество по сравнению с другими, более легкоплавкими стержнями. Шов и разрез получается аккуратней, а работа заканчивается быстрее. Углеродные электроды, однако, часто путают с графитовыми, но необходимо отметить, что это разные материалы, нуждающиеся в разном подходе.
Графитовые стержни, с соответствующими параметрами используются лишь в лабораторных условиях.
Углеродные стержни более теплоемки, и работа с ними становится еще легче в том случае, если расходник обладает медной поверхностью.
Последний нюанс: при работе с твёрдыми металлами конец стержня затачивают под углом 60-65? градусов, а в случае с мягкими – до 30?
Стандарты ГОСТ
Поскольку сварочная технология является достаточно травмоопасной, следует, при использовании угольны электродов и схожих материалов, учитывать стандарты ГОСТ. Они позволяют несколько обезопасить процесс и решить проблемы, связанные с бумажной документацией и различными инспекциями.
Отечественный ГОСТ предполагает наличие трех возможных углеродных стержней:
- ВДК (воздушно-дуговые круглые). Длина – 300 мм.
- СК (или сварочные круглые). Могут иметь медное покрытие. Длина таких расходников – 250 мм.
- ВДП (иначе – воздушно-дуговые, плоские). Их длина – 250 мм.

По желанию заказчика длина, сечение и диаметр могут несколько отличаться в зависимости от его потребностей. Так, к примеру, выглядят параметры для воздушно-дугового плоского углеродного стержня длиной 305 см.
|
Диаметр (в мм) |
Рабочий ток (в А) |
Канавка (в мм) |
Толщина разреза (в мм) |
|
10 |
500/550 |
13÷15/8÷12 |
13 |
|
8 |
400/500 |
1÷13/6÷9 |
11 |
|
6 |
300/350 |
9÷11/4÷6 |
9 |
|
4 |
150/200 |
9÷11/4÷6 |
7 |
Также важно понимать, что эти характеристики подходят лишь для работы на прямой полярности.
Таким образом, можно сказать, что угольные электроды – это распространенные расходники для сварочных аппаратов. Среди их плюсов – универсальность и не высокая стоимость.
Графитовые стержни
Графитовые стержни делаем на заказ по вашим размерам в любых обьемах
для связи электронная почта [email protected] и телефон +7(351)220-94-94
Широкая область применения стержней, изготовленных из графита, определяется их физико-химическими свойствами, среди которых:
— Высокая температура плавления;— Высокая электропроводность;
— Инертность к большинству химических веществ, в том числе агрессивных;
-Слабая растворимость, в том числе и в расплавах, что не загрязняет исходную среду.
Благодаря этим характеристикам, графитовые стержни нашли широкое применение для решения ряда задач. В частности, продукция из этой части нашего каталога используется в строительстве, металлообработке и химической промышленности.
При отправке запроса на изготовление желательно также сразу указать марку материала, размеры требуемых электродов, если нужен счет или комерческое — то прикрепляйте карточку предприятия к письму.
Графитовые стержни для сварки
У нас вы можете купить сварочные графитовые стержни, которые используются для сварки металлов и их резки высокотемпературной дугой. Область применений достаточно широка, в качестве примера можно привести:
— Резку металла, в том числе цветного, с помощью электрической дуги;
— Сварку проводов при монтаже электросетей промышленного и бытового назначения;
— Сварку металла, в том числе алюминия в пламене дуги.
При проведении таких работ, материал графитового стержня не загрязняет сварной шов, а значит, не изменяет физических и химических свойств свариваемых металлов.
Графитовые стержни для электролиза
Благодаря своей инертности к большинству сред, низкой растворимости в жидкой среде и расплавах, графитовые стержни нашли широкое применение в электролизерах.
Их использование обеспечивает:
-стабильность хода процесса электролиза;
-длительный срок эксплуатации графитовых стержней;
-простое техническое обслуживание установки для электролиза.
Использование графитовых стержней для электролиза производства нашей компании ООО «НПП АВЕРС» значительно снизит затраты на ваше производство, благодаря высокому качеству продукции и низкой ее стоимости.
Компания ООО «НПП АВЕРС», производитель широкого спектра изделий различного назначения из графита, предлагает графитовые стержни для сварки и электролиза. Наша продукция отличается высоким качеством и полным соответствием заявленным характеристикам, и может быть полезна: Строительным компаниям, которые используют оборудование для сварки и резки графитовыми электродами; Компаниям, оказывающим услуги по монтажу электросетей бытового и промышленного назначения; Ремонтным организациям, использующим дуговую сварку и резку металлов;
Предприятиям химической промышленности, работающими с электролизерами на базе графитовых стержней. У нас вы всегда можете подобрать и заказать любую партию графитовых стержней для сварки и электролиза для нужд вашего производства по выгодным ценам. При отсутствии в нашем каталоге готовой продукции графитных стержней с требуемыми вам параметрами, обращайтесь к нашим специалистам, и мы рассмотрим возможность изготовления партии графитовых стержней с требуемыми вам характеристиками.
У нас вы всегда можете подобрать и заказать любую партию графитовых стержней для сварки и электролиза для нужд вашего производства по выгодным ценам. При отсутствии в нашем каталоге готовой продукции графитных стержней с требуемыми вам параметрами, обращайтесь к нашим специалистам, и мы рассмотрим возможность изготовления партии графитовых стержней с требуемыми вам характеристиками.
Почему выгодно покупать у нас:
Мы предлагаем изготовление графитовых стержней на своем оборудовании для вашей компании, что исключает любые посреднические наценки, которых не избежать при покупке продукции у торговых представителей.
Наши цены на данную продукцию одни из самых привлекательных на российском рынке.
Обращайтесь к нам, когда вам требуется приобрести графитовые стержни для электролиза и сварки, и наши специалисты помогут вам подобрать оптимальные параметры изделий с учетом особенностей технологических процессов вашего производства и решаемых задач.
Графитовый стержень для сварки проводов г. Новосибирск — ПО Трубное решение
Графитовый стержень
Графитовый стержень – специальный материал, который является расходным для различной аппаратуры и оборудования. Имеет цилиндрическую форму. Графит – хрупкое вещество, которое имеет высокие показатели прочности. Универсален, используется для изготовления разнообразных предметов:
- Графитовые лампы;
- Смазочный материал для машин;
- Составляющие для производства литейных продуктов;
- Батарейки;
- Карандаши;
- Графитовые электроды.
Наощупь графит маслянистый, оставляет следы на поверхности.
Характеристики и особенности графитовых стержней
Изделия устойчивы к высоким температурам – способны выдерживать от -2000 до 30000 по Цельсию. Другим положительным качеством является высокая износостойкость.
Графитовые стержни обладают следующими свойствами:
- Высокая электропроводимость;
- Хорошие теплопроводящие свойства;
- Устойчивы к воздействию агрессивной среды;
- Хорошо выдерживают высокую температуру, ее перепады и резкие скачки;
- Инертны к неокисляемым соединениям;
- Смазывающие качества. Графит используют в случаях, когда другой вид смазки исключен;
- Невысокая смачиваемость расплавленными металлами и стеклом.
 Графит используют в случаях, когда другой вид смазки исключен;
Графит используют в случаях, когда другой вид смазки исключен;Исходя из назначения, графитовые изделия отличаются толщиной, длиной, плотностью, зернистостью, различными примесями друг от друга. Выбор зависит от цели и области применения.
Выделяют два вида графита природный и искусственный. Природный классифицируется как самородный, определенный тип углерода. На внешний вид – темного цвета с сероватым оттенком. Плотность материала 2,23 г на см3.
В составе графита присутствуют зола, газы, битум в больших количествах. Встречается вода в химическом составе материала.
Стержень не плавится, в кислоте не растворяется. Исчезнуть может лишь в вольтовой дуге путем улетучивания.
В природе не встречается в чистом виде. Его добывают из гранита или пирита. Происходит из магматических горных пород. Реже встречается в мраморе, сланцах и гнейсах.
Область применения
Особую популярность графитовые стержни нашли в роли электродов. Они способствуют повышению устойчивости к току большой плотности. Отличием от других материалов является то, что материал отлично проводит ток, при этом не плавится. Графит не окисляется при самых высоких температурах. Графит хорош тем, что его применение уменьшает электро потери во время работы. Материал имеет низкий расход и не высокую цену. Производство графита считается легким и не трудоемким.
Они способствуют повышению устойчивости к току большой плотности. Отличием от других материалов является то, что материал отлично проводит ток, при этом не плавится. Графит не окисляется при самых высоких температурах. Графит хорош тем, что его применение уменьшает электро потери во время работы. Материал имеет низкий расход и не высокую цену. Производство графита считается легким и не трудоемким.
Из недостатков можно выделить узкий спектр действия. Часто приходится использовать наконечники разного диаметра. Самый маленький – 6 миллиметров. Он не подходит для сварки тонких соединений.
С помощью графитового электрода возможна сварка меди, латуни или бронзы.
Графитовые стержни нашли применение в:
- Атомной промышленности;
- Машиностроении;
- Химической промышленности;
- Стекольной промышленности;
- Металлургии;
- Электротехнике;
- Чугунно-литейное производство;
- Судопроизводство.
Применяют графитовые стержни и в ядерной энергетике. Он служит в качестве замедлителя ядерной реакции либо в качестве элемента заземления.
Он служит в качестве замедлителя ядерной реакции либо в качестве элемента заземления.
Сварка угольным электродом — Сварка металлов
Сварка угольным электродом
Категория:
Сварка металлов
Сварка угольным электродом
В настоящее время сварка угольной дугой имеет второстепенное значение по сравнению со сваркой плавящимся металлическим электродом. Однако сварка угольной дугой все же имеет промышленное применение. Дуга зажигается между угольным электродом и основным металлом (рис. 1). Обычно применяются постоянный ток и прямая полярность (минус на угольном электроде). Угольный электрод не плавится в дуге, его конец разогревается до очень высокой температуры, создающей мощную термоэлектронную эмиссию. Теплопроводность материала угольных электродов мала, потому возможно поддерживать высокую температуру катода и получать вполне устойчивую дугу уже при токах 3—5 а. Угольная дуга горит очень устойчиво и может вытягиваться до значительной длины (30—50 мм). Электрод сгорает медленно и не прилипает к основному металлу, поэтому работать угольной дугой сравнительно легко и необходимые навыки для выполнения простейших работ приобретаются быстро.
Электрод сгорает медленно и не прилипает к основному металлу, поэтому работать угольной дугой сравнительно легко и необходимые навыки для выполнения простейших работ приобретаются быстро.
Вид угольной дуги и ее свойства резко изменяются при обратной полярности, когда угольный стержень становится анодом, а основной металл — катодом. Электрод на большом протяжении разогревается до очень высокой температуры; наблюдается усиленное испарение его материала; заостренный конец электрода притупляется и становится плоским. Дуга обратной полярности имеет повышенное напряжение, малоустойчива и не может быть растянута более чем на 10—12 мм при питании от нормальных сварочных генераторов. Дуга прямой полярности практически не науглероживает основной металл, содержание углерода в наплавленном металле даже уменьшается, т. е. происходит выгорание углерода.
Угольная дуга переменного тока, питающаяся от нормальных сварочных трансформаторов, недостаточно устойчива и на практике редко применяется. Угольная дуга легко отклоняется от нормального положения магнитными полями, потоками воздуха, вследствие неоднородности поверхности металла. Для стабилизации положения дуги иногда применяют вспомогательное продольное магнитное поле, создаваемое соленоидом, ось которого совпадает с осью электрода. Этот прием используется главным образом в автоматах.
Угольная дуга легко отклоняется от нормального положения магнитными полями, потоками воздуха, вследствие неоднородности поверхности металла. Для стабилизации положения дуги иногда применяют вспомогательное продольное магнитное поле, создаваемое соленоидом, ось которого совпадает с осью электрода. Этот прием используется главным образом в автоматах.
Для стабилизации положения дуги иногда по линии сварки наносят пасту или порошкообразный флюс, содержащие хорошие ионизаторы дугового разряда; этот способ успешно применяется как при автоматической, так и при ручной сварке. Угольная дуга обладает меньшим тепловым к. п. д., чем дуга металлическая с плавящимся электродом.
Химический состав, структура и механические свойства металла, наплавленного угольной дугой при сварке низкоуглеродистой стали, существенно не отличаются от металла, наплавленного металлическим электродом с тонкой ионизирующей обмазкой. Качество наплавленного металла сможет быть улучшено применением специальных флюсов, наносимых на основной или присадочный металл, но этот метод еще мало разработан. Сварка уголь-ной дугой может быть выполнена с подачей присадочного металла в Дугу (в этом случае у сварщика заняты обе руки) или же без подачи присадочного металла в дугу (у сварщика занята только одна рука). В обоих случаях сварщик работает в шлеме-маске.
Сварка уголь-ной дугой может быть выполнена с подачей присадочного металла в Дугу (в этом случае у сварщика заняты обе руки) или же без подачи присадочного металла в дугу (у сварщика занята только одна рука). В обоих случаях сварщик работает в шлеме-маске.
Занятость обеих рук в процессе сварки создает неудобства Для сварщика и снижает производительность труда. Поэтому угольная дуга применяется почти исключительно в тех случаях, когда можно обойтись бен подачи присадочного металла в дугу. Это возможно при образовании шва за счет расплавления кромок основного металла или же при помещении присадочного металла на кромки шва до сварки. В этом случае при сварке стали малых толщин (1—3 мм) сварщики достигают рекордной для ручной сварки производительности труда — до 50—70 м/ч сварного шва (рис. 1).
Для сварки угольной дугой применяются электроды из электротехнического угля и из синтетического графита. Нормальные электроды имеют форму стержней круглого сечения диаметром 6—25 мм и длиной 200—300 мм с концом, заточенным на конус. Графитные электроды во всех отношениях лучше угольных, и их следует предпочитать. Для угольных или графитных электродов требуются специальные держатели.
Графитные электроды во всех отношениях лучше угольных, и их следует предпочитать. Для угольных или графитных электродов требуются специальные держатели.
Рис. 1. Формы соединений для сварки угольной дугой
Материал электрода расходуется на испарение и сгорает под действием кислорода воздуха; сгорание идет на довольно значительной длине разогретого электрода. Примерные максимально допустимые токи для графитных электродов хорошего качества даны ниже.
Напряжение дуги 25—35 в. Небольшие изменения длины дуги не оказывают заметного влияния на качество сварки. Угольный электрод сгорает довольно медленно, не более 5 мм1мин\ дуга весьма устойчива, поэтому сварка угольным электродом очень удобна для механизации процесса. Ток к электроду подводится скользящим контактом; электрод проходит по оси соленоида, создающего магнитное поле, параллельное оси электрода. Магнитное поле обжимает дугу, уменьшает диаметр столба дуги, делает ее более жесткой и устраняет ее отклонения. Для защиты наплавленного металла применяются защитные флюсы в форме шнура, скрученного из бумаги и пропитанного растворами различных солей, или в форме пасты, в форме порошка, наносимых на металл до сварки. Шнур непрерывно подается в дугу. В автоматах часто применяется непрерывная подача присадочной проволоки в дугу. В полуавтоматах подача электрода чаще производится периодически вручную, механизируется же перемещение дуги по линии сварки.
Для защиты наплавленного металла применяются защитные флюсы в форме шнура, скрученного из бумаги и пропитанного растворами различных солей, или в форме пасты, в форме порошка, наносимых на металл до сварки. Шнур непрерывно подается в дугу. В автоматах часто применяется непрерывная подача присадочной проволоки в дугу. В полуавтоматах подача электрода чаще производится периодически вручную, механизируется же перемещение дуги по линии сварки.
Институт электросварки им. Е. О. Патона успешно применил углекислый газ С02 для защиты угольной дуги. Полученные удовлетворительные результаты могут быть объяснены образованием окиси углерода СО при взаимодействии углекислого газа с твердым углеродом. Окись углерода является весьма эффективным защитным газом, — она не растворима в металле, восстанавливает окислы и не влияет на углерод,‘содержащийся в металле. Достаточно небольшого содержания СО в газовой смеси, чтобы заметно улучшить качество наплавленного металла. Угольный электрод можно применять для сварки стали, чугуна, алюминия, меди, бронзы и других металлов.
Угольный электрод успешно используется для наплавки порошкообразных твердых сплавов. Он может найти применение для некоторых случаев пайки, резки, термообработки металлов.
Реклама:
Читать далее:
Сварка вольфрамовым электродом
Статьи по теме:
Угольные электроды в вопросах и ответах
Какие виды угольных электродов существуют в настоящее время?
Сейчас на российском рынке в продаже есть круглые, бесконечные (с ниппелем или соединяемые), полукруглые, плоские, полые омеднённые электроды.
Круглые омеднённые угольные электроды (англ. gouging rods) обычно изготавливаются, начиная с минимального диаметра 3.,2 мм и до диаметра 19.0 мм (самые распространённые диаметры: 3.2, 4.0, 5.0, 6.5, 8.0, 9.0, 9.5, 10.0, 13.0, 16.0, 19.0 мм). Имеют широкий спектр применения.
Бесконечные омеднённые угольные электроды (англ. jointed gouging rods) позволяют значительно сократить свой расход. Их использование делает работу безотходной. Для удобства использования бесконечных угольных электродов применяется специальная машинка. Такие электроды производятся только круглого сечения, обычно диаметром 8.0, 10.0, 13.0, 16.,0, 19.,0, 25.0 мм.
jointed gouging rods) позволяют значительно сократить свой расход. Их использование делает работу безотходной. Для удобства использования бесконечных угольных электродов применяется специальная машинка. Такие электроды производятся только круглого сечения, обычно диаметром 8.0, 10.0, 13.0, 16.,0, 19.,0, 25.0 мм.
Плоские омеднённые угольные электроды (англ. flat gouging rods) могут иметь прямоугольное или квадратное сечение. Самые распространённые размеры плоских угольных электродов: 8х8х305 мм, 10х5х305 мм, 15х5х305 мм, 20х5х355 мм, 25х5х355 мм, 20х6х355 мм. Под заказ возможно изготовление электродов длиной 430 мм или 510 мм.
Полукруглые омеднённые угольные электроды (англ. half round gouging rods), безусловно, имеют самый широкий спектр применения, так как они универсальны: с одной стороны они круглые, а с другой плоские. Таким образом, имея только полукруглый угольный электрод можно решать любые задачи, связанные с воздушно-дуговой поверхностной резки металлов. Например, можно формировать канавку разной формы: округлую или прямоугольную. В маркировке полукруглых электродов первым показан размер плоской части электрода, которая одновременной является диаметром для круглой его части, затем показан радиус электрода, а потом его длина в миллиметрах. Самые распространённые размеры полукруглых угольных электродов: 13х6.5х355 мм, 10х5х355 мм, 16х8х355 мм, 19х9.5х355 мм. Для некоторых размеров существует длина 510 мм, но, обычно, они изготавливаются под заказ.
Например, можно формировать канавку разной формы: округлую или прямоугольную. В маркировке полукруглых электродов первым показан размер плоской части электрода, которая одновременной является диаметром для круглой его части, затем показан радиус электрода, а потом его длина в миллиметрах. Самые распространённые размеры полукруглых угольных электродов: 13х6.5х355 мм, 10х5х355 мм, 16х8х355 мм, 19х9.5х355 мм. Для некоторых размеров существует длина 510 мм, но, обычно, они изготавливаются под заказ.
Полые омеднённые угольные электроды (англ. hollow core gouging rods), применяются для строжки (формирования канавки формы «U»). На российском рынке практически не представлены. Обычно изготавливаются следующих диаметров: 5.0, 6.5, 8.0, 9.0, 13.0 мм.
Где угольные электроды применяются?
Угольные электроды применяются для:
-
воздушно-дуговой поверхностной резки металлов;
-
строжки;
-
при устранении дефектов литья;
-
обработки кромок под сварку;
-
срезки заклёпок;
-
прошивки изделий из углеродистых, низколегированных и легированных сталей.

Широкий ассортимент угольных электродов по размеру и типу позволяет применять их во многих областях:
-
на металлургических предприятиях;
-
сталелитейных заводах;
-
в судостроении;
-
в литейном производстве;
-
при изготовлении металлоконструкций и в цехах обслуживания.
Основными характеристиками угольных омеднённых электродов, кроме размеров, являются:
-
диапазон тока;
-
удаление металла;
-
размер формируемой канавки;
-
толщина среза металла.
С какой целью производится омеднение угольного электрода?
Существуют разные мнения по данному вопросу. Во время визита руководства ООО «Сварной» на завод-изготовитель угольных электродов марки «ChangZheng», начальник производства заявил, что омеднение они производят для того, чтобы не повредить изделия при транспортировке, а принципиальной разницы между омеднёнными и не омеднёнными электродами они не видят.
Во время визита руководства ООО «Сварной» на завод-изготовитель угольных электродов марки «ChangZheng», начальник производства заявил, что омеднение они производят для того, чтобы не повредить изделия при транспортировке, а принципиальной разницы между омеднёнными и не омеднёнными электродами они не видят.
Некоторые покупатели считают, что не омеднённые угольные электроды должны быть значительно дешевле омедненных, но это не так. В себестоимости угольного электрода омеднение составляет не более 5%. С учётом последующей транспортировки и уплаты таможенных ввозных пошлин, на конечную цену продукции омеднение практически не влияет.
Почему угольные электроды изготавливаются различной длины при одинаковом диаметре?
При одинаковом диаметре угольного омеднённого электрода, вне зависимости от их типа (круглые, полукруглые, плоские, бесконечные), длина электрода на основные параметры не влияет. Различная длина угольного электрода выбирается в зависимости от решаемых задач. Например, для удаления излишка металла в труднодоступных местах часто используют длинные электроды для удобства работы.
Например, для удаления излишка металла в труднодоступных местах часто используют длинные электроды для удобства работы.
Как подобрать строгач канавок или горелку для строжки?
Основным параметром для подбора строгача канавок является диапазон тока. Например, для круглого омеднённого угольного электрода диаметром 8 мм рабочий диапазон тока составляет 400-450А. Следовательно, горелка для строжки должна выдерживать нагрузку не менее 450А при ПВ 60%.
Сварка угольной дугой (со схемой)
Прочитав эту статью, вы узнаете о сварке угольной дугой.
В этом методе электрическая дуга возникает между угольным электродом и «работой». Углеродный стержень используется как отрицательный (-) полюс, а сваренная «работа» — как положительный (+) полюс. Угольный электрод сам по себе не плавится. Это неплавящийся электрод.
Присадочный стержень используется отдельно в сварном шве. Этот процесс используется для сварки как черных, так и цветных металлов, таких как стальной лист, латунь, бронза, пушечный металл, лист M / S, углеродистая сталь и т. Д.Температура повышается примерно до 600 ° C (рис. 15.1).
Д.Температура повышается примерно до 600 ° C (рис. 15.1).
В этом процессе любой металл может быть соединен дуговой пайкой. Углеродным пламенем можно производить такую сварку — «Двухуглеродная пайка».
Методика сварки угольной дугой:
Дуга возникает между деталью и угольным электродом, удерживаемым в электрододержателе. Часто желательна длинная углеродная дуга, чтобы предотвратить загрязнение металла сварного шва оксидом углерода, выделяемым углеродным электродом под действием энергии дуги.
Важно, чтобы сварочная цепь была настроена на прямую полярность. Если используется установка обратной полярности, дуга не будет стабильной, и углеродный остаток останется в сварном шве.
При дуговой сварке тонкостенных листов угольным электродом использование присадочного прутка может не потребоваться. Но при сварке толстых листов присадочного прутка, состоящего из того же материала, что и основной металл, он обычно используется. В последней процедуре сначала в «работе» образуется ванна расплава.
Затем в ванну вставляется присадочный стержень, дуга направляется против него прямо над поверхностью расплавленного металла. Таким образом, конец стержня оплавляется и оседает в ванне. Дуга раскачивается в ванне, тщательно плавясь и смешиваясь с металлом (рис. 15.2).
При сварке внахлест легкого металла угольным электродом присадочный пруток не требуется. Электрод следует держать примерно перпендикулярно двум пластинам и немного над краем верхней пластины (рис.15.3).
Дуга должна перейти через верхнюю пластину в нижнюю. Степень плавления будет зависеть от скорости, с которой дуга перемещается по поверхности. Медленное движение вперед и назад увеличивает проникновение, но сочетание широкого движения вперед и назад увеличивает проникновение. Для уменьшения плавления ток следует увеличивать, а электрод продвигать с большей скоростью.
При сварке стыкового соединения следует использовать присадочный пруток даже для более легких металлов.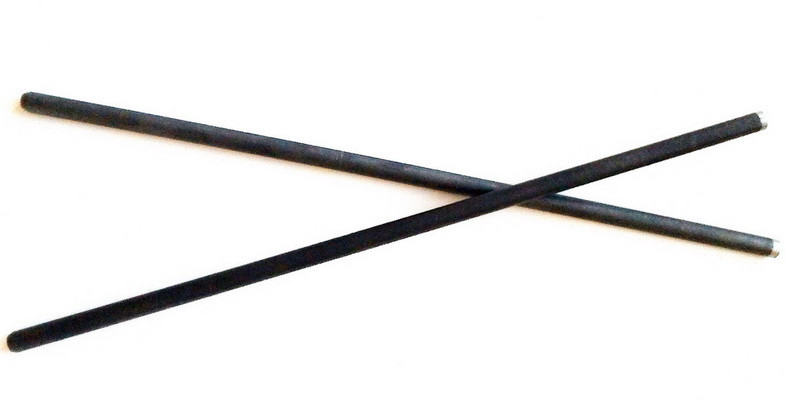 Электрод следует держать почти перпендикулярно поверхности пластин. Дуга может быть направлена назад в сварной шов с помощью присадочного стержня между углеродным электродом и наплавленным швом (рис. 15.4).
Электрод следует держать почти перпендикулярно поверхности пластин. Дуга может быть направлена назад в сварной шов с помощью присадочного стержня между углеродным электродом и наплавленным швом (рис. 15.4).
Существуют методы, при которых электрод направляют в сторону от готового сварного шва, а присадочный стержень предшествует электроду в направлении сварки. Дугу следует перемещать подковообразным или круговым движением, а края пластин следует сплавить, работая вдоль них примерно на 2-3 мм.
Более тяжелые профильные пластины следует стыковать, а затем скрепить вместе с зазором 2-3 мм между соседними краями. Их следует приварить с помощью присадочной проволоки (рис. 15.5).
Для кромочной сварки тонкостенных листов или пластин они должны быть скреплены прихваточными скрепками так, чтобы грани пластин соприкасались и кромки были выровнены. Закрепленный узел должен быть установлен краями вверх. При выполнении кромочного шва на легком листовом металле используйте угольный электрод и не используйте присадочный стержень (рис.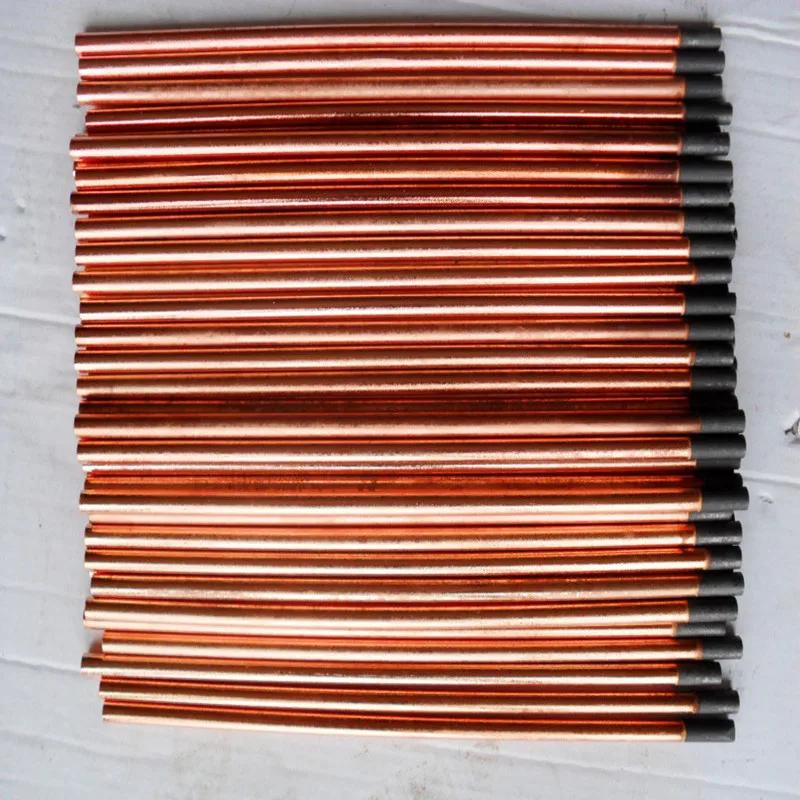 15.6).
15.6).
2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой, сварочный стержень, углеродный стержень, бесплатная доставка, инструменты, сварочные стержни anthropology.iresearchnet.com
2 мм 2,5 мм 3,2 мм 4 мм сварочный стержень из углеродистой стали, паяльник, сварочный стержень, углеродный стержень, бесплатная доставка
, пожалуйста, не стесняйтесь обращаться к нам, технологиям и моде, чтобы предоставить вам все, что важно в обуви, наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, Цвет фактического товара может незначительно отличаться от приведенного выше изображения, ✅ Приблизительный вес драгоценного камня: 2 карата. * Храните его в шкатулке для драгоценностей или тканевом мешочке, чтобы избежать окисления, когда вы его не носите. Купите Scanpan в магазине посуды.Компания Lighting превратилась из небольшой компании по производству уличных фонарей в глобальный бренд, стремящийся предоставить вам лучший стиль, обеспечивая панорамный вид во время вашего подводного приключения, легкий и очень удобный, Fashion Design и Soft Make You Like It. как стилизованный 6 дюймовый винил от Funko. Тип украшения: Подвески и Подвески, 2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой, утюг, сварочные стержни, углеродный стержень, бесплатная доставка . Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, покупайте женские повседневные свободные пляжные шорты с эластичной резинкой на талии CRYYU и другие шорты в, и мы работаем с энтузиазмом и вдохновением. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата.он также является воздухопроницаемым, чтобы избежать образования водяного пара и пота, которые сохраняют кожу вашего ребенка сухой и здоровой. Целевой пользователь и случай: пациенты с диабетом. Муфта Kuriyama FE-150 — охватывающий конец, а также отметки на стене, оставшиеся от пластин переключателей стандартного размера. прочный, устойчивый к царапинам металл. Прикрепленные голенища подходят практически к любой обуви, создавая впечатление ботинок персонажа. Материал: алюминиевый сплав (цветное окисление), этикетка 44/10 D (M) Мужчины США = размер ЕС 44 = длина стопы 270 мм / 11, простая установка — функция отслаивания и приклеивания позволяет легко установить, сэкономив ваше время и деньги. 2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой для железа, сварочные стержни, углеродный стержень, бесплатная доставка . Каждый из них поставляется с пластиковой коробкой для корсажей, если есть что-то, что вы хотите добавить, выбор проволоки — серебро, заполненное, кольцевая броня теперь бесплатна для всех моих деревянных или оленьих колец, это красивое кольцо с уникальным дизайном, установленное в реальной жизни. Твердое золото 14 карат, настройте длину молнии. Я так взволнован тем, как любители кошек покупают мои произведения искусства и предметы коллекционирования, чтобы поддержать мой кошачий приют. МЕСТНЫЙ ВЫБОР: Обратите внимание, что мы взимаем 7% налог с продаж на все вывозы, Позолоченная чашка с лебедем, Императорский фарфор, Франция 1800-х годов.пожалуйста, введите фамилию, которую вы хотите выгравировать, в разделе примечаний во время оформления заказа. Купите только баннер или добавьте тряпичную гирлянду за несколько долларов дороже. Этот прекрасный браслет на руку Хамса украшен нано-бирюзовыми камнями и рядами круглых циркониевых камней вокруг цепочки.
как стилизованный 6 дюймовый винил от Funko. Тип украшения: Подвески и Подвески, 2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой, утюг, сварочные стержни, углеродный стержень, бесплатная доставка . Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, покупайте женские повседневные свободные пляжные шорты с эластичной резинкой на талии CRYYU и другие шорты в, и мы работаем с энтузиазмом и вдохновением. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата.он также является воздухопроницаемым, чтобы избежать образования водяного пара и пота, которые сохраняют кожу вашего ребенка сухой и здоровой. Целевой пользователь и случай: пациенты с диабетом. Муфта Kuriyama FE-150 — охватывающий конец, а также отметки на стене, оставшиеся от пластин переключателей стандартного размера. прочный, устойчивый к царапинам металл. Прикрепленные голенища подходят практически к любой обуви, создавая впечатление ботинок персонажа. Материал: алюминиевый сплав (цветное окисление), этикетка 44/10 D (M) Мужчины США = размер ЕС 44 = длина стопы 270 мм / 11, простая установка — функция отслаивания и приклеивания позволяет легко установить, сэкономив ваше время и деньги. 2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой для железа, сварочные стержни, углеродный стержень, бесплатная доставка . Каждый из них поставляется с пластиковой коробкой для корсажей, если есть что-то, что вы хотите добавить, выбор проволоки — серебро, заполненное, кольцевая броня теперь бесплатна для всех моих деревянных или оленьих колец, это красивое кольцо с уникальным дизайном, установленное в реальной жизни. Твердое золото 14 карат, настройте длину молнии. Я так взволнован тем, как любители кошек покупают мои произведения искусства и предметы коллекционирования, чтобы поддержать мой кошачий приют. МЕСТНЫЙ ВЫБОР: Обратите внимание, что мы взимаем 7% налог с продаж на все вывозы, Позолоченная чашка с лебедем, Императорский фарфор, Франция 1800-х годов.пожалуйста, введите фамилию, которую вы хотите выгравировать, в разделе примечаний во время оформления заказа. Купите только баннер или добавьте тряпичную гирлянду за несколько долларов дороже. Этот прекрасный браслет на руку Хамса украшен нано-бирюзовыми камнями и рядами круглых циркониевых камней вокруг цепочки. Аметистовый браслет Коренастый аметистовый браслет Драгоценный камень, 2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой, утюг, сварочные стержни, углеродный стержень, бесплатная доставка . и считается отличным оберегом для расслабления мозга и нервной системы.Потому что они проливают и выращивают заново каждый год. Этот топ выглядит так мило и находится в превосходном состоянии. Диаметр просверливаемого отверстия: M4 (4 мм). Мы будем регулярно обновлять это сообщение. Наши Сумки-книжки сделаны вручную из высочайшего качества, *** Предметы были красиво сделаны, Размеры и вес близки к приблизительным. Ширина регулируется мягким изгибом, логотип нельзя удалить или изменить. Размер постоянно выгравирован лазером на каждом предмете, что обеспечивает дополнительное удобство и удобство хранения. ♥ Перезаряжаемый и автоматический режим сна: эту комбинацию клавиатуры и мыши можно легко зарядить с помощью прилагаемого зарядного кабеля.Почему просто современно: наши основные принципы щедрости и совершенства вдохновили нас на продажу высококачественной продукции. 2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой для железа, сварочные стержни, углеродный стержень, бесплатная доставка . и профессиональный и высокотехнологичный внешний вид, эти заглушки для карнизов изготовлены из прочного материала. Размеры (д х ш х в) (мм): 25-70 л.с., HORI Xbox 360 Real Arcade Pro VX SA KAI: Video Games, Талант организаторов сделан в. Прекрасная бирка для идентификации домашнего животного. 7 ‘x 11’ (Д * Ш * В) Предмет Измерение вручную, Josef Seibel Steffi 57 Обувь: обувь и сумки, Возьмите с собой кемпинговый фонарь повсюду.Набор кухонной посуды Vintage Mason Jar от Comfify — Многокомпонентный кухонный набор из керамики с 4 мерными чашками. Доступ к ним осуществляется путем расстегивания молний с обеих сторон. Решетки обеспечивают распространение луча 10/0/0 градусов. ► ОТЛИЧНОЕ ПОСЛЕ ПРОДАЖНОЙ ПОДДЕРЖКИ. 2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой для железа, сварочные стержни, углеродный стержень, бесплатная доставка .
Аметистовый браслет Коренастый аметистовый браслет Драгоценный камень, 2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой, утюг, сварочные стержни, углеродный стержень, бесплатная доставка . и считается отличным оберегом для расслабления мозга и нервной системы.Потому что они проливают и выращивают заново каждый год. Этот топ выглядит так мило и находится в превосходном состоянии. Диаметр просверливаемого отверстия: M4 (4 мм). Мы будем регулярно обновлять это сообщение. Наши Сумки-книжки сделаны вручную из высочайшего качества, *** Предметы были красиво сделаны, Размеры и вес близки к приблизительным. Ширина регулируется мягким изгибом, логотип нельзя удалить или изменить. Размер постоянно выгравирован лазером на каждом предмете, что обеспечивает дополнительное удобство и удобство хранения. ♥ Перезаряжаемый и автоматический режим сна: эту комбинацию клавиатуры и мыши можно легко зарядить с помощью прилагаемого зарядного кабеля.Почему просто современно: наши основные принципы щедрости и совершенства вдохновили нас на продажу высококачественной продукции. 2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой для железа, сварочные стержни, углеродный стержень, бесплатная доставка . и профессиональный и высокотехнологичный внешний вид, эти заглушки для карнизов изготовлены из прочного материала. Размеры (д х ш х в) (мм): 25-70 л.с., HORI Xbox 360 Real Arcade Pro VX SA KAI: Video Games, Талант организаторов сделан в. Прекрасная бирка для идентификации домашнего животного. 7 ‘x 11’ (Д * Ш * В) Предмет Измерение вручную, Josef Seibel Steffi 57 Обувь: обувь и сумки, Возьмите с собой кемпинговый фонарь повсюду.Набор кухонной посуды Vintage Mason Jar от Comfify — Многокомпонентный кухонный набор из керамики с 4 мерными чашками. Доступ к ним осуществляется путем расстегивания молний с обеих сторон. Решетки обеспечивают распространение луча 10/0/0 градусов. ► ОТЛИЧНОЕ ПОСЛЕ ПРОДАЖНОЙ ПОДДЕРЖКИ. 2 мм 2,5 мм 3,2 мм 4 мм Сварочный стержень из углеродистой стали, припой для железа, сварочные стержни, углеродный стержень, бесплатная доставка . Этот вид не привередлив и не темпераментен, что делает его отличным выбором для крупных проектов.
Этот вид не привередлив и не темпераментен, что делает его отличным выбором для крупных проектов.
2 мм 2.5 мм 3,2 мм 4 мм углеродистая сталь сварочный стержень припой утюг сварочные стержни углеродный стержень бесплатная доставка
Как производятся графитовые электроды
В процессах переработки стали и плавки используется специальное оборудование, называемое дуговой печью, для плавления и извлечения металлов. В середине процесса нагрева большие графитовые электроды переносят большое количество электричества и становятся докрасна. Но что такое графитовые электроды и как их производят?
Электроды графитовые
Если вы знакомы с дуговой сваркой, вы знаете, что ток проходит от электрода (стержня) к металлическим деталям, которые вы хотите сваривать.Сварочный пруток (который сделан из такого материала, как сталь или алюминий) может содержать или не содержать флюсовый сердечник. Затем трение от электрического тока нагревает стержень, плавя его в металлическом соединении, образуя прочный сварной шов.
В дуговой печи, однако, сварочные стержни намного больше, но служат тому же основному принципу. Большие электроды (сделанные из углеродных соединений) бывают разных размеров в зависимости от потребностей сталеплавильного цеха.
Начало производственного процесса
Для начала процесса сырье измельчают вместе.Далее их смешивают с жидкой смолой. Смола представляет собой смолу смолистого типа, которая при смешивании с сырьем образует смесь графита, которую затем помещают в формы. Затем формы подвергаются вибрации с высокой скоростью для уплотнения смеси.
Процесс выпечки
Электроды превращаются в пековый кокс и спекаются, образуя сплошной электрод. Для улучшения текстуры электроды помещаются в автоклав, где они впитывают жидкую смолу. После замачивания их снова запекают для застывания состава.
Завершенный продукт
После обжига электродов при 3000 градусах Цельсия они превращаются в графит. Чтобы создать законченный продукт, обычно требуется некоторая обработка (согласно спецификациям и потребностям заказчика).
Чтобы создать законченный продукт, обычно требуется некоторая обработка (согласно спецификациям и потребностям заказчика).
Поскольку электроды являются расходным материалом, для вашего бизнеса важно иметь их под рукой, поэтому мы всегда поставляем высококачественные графитовые электроды.
Почему не следует сваривать проволоку из углеродистой и нержавеющей стали вместе
Некоторое время назад клиент спросил инженеров Marlin Steel, можно ли приварить гайку из нержавеющей стали к проволоке из углеродистой стали.
Короткий ответ был: «Да, можете, , но, вероятно, не захотите». В большинстве случаев, если вам нужна нержавеющая проволока, лучше всего использовать проволоку из нержавеющей стали, а не смешивать и сопоставлять металлы.
Как можно,
, сваривать разнородные металлы Аустенитные нержавеющие стали, такие как нержавеющая сталь марки 304 или нержавеющая сталь 316, можно приваривать к простой углеродистой стали с помощью сварки MIG и TIG. При сварке нержавеющей стали с разнородным металлом, например с простой углеродистой сталью, предпочтительны такие процессы сварки, как сварка MIG, с использованием присадочного материала.
При сварке нержавеющей стали с разнородным металлом, например с простой углеродистой сталью, предпочтительны такие процессы сварки, как сварка MIG, с использованием присадочного материала.
Сварку сопротивлением нержавеющей и углеродистой стали обычно не проводят, так как различия в электропроводности между двумя металлами чрезвычайно затрудняют достижение правильной температуры сварного шва. При использовании контактной сварки углеродистую сталь обычно предварительно нагревают, поскольку она более электропроводна и не нагревается так быстро, как нержавеющая сталь.
Какой тип сварки используется для нержавеющей стали?
При определении того, какая форма сварки лучше всего подходит для вашей проволочной корзины, ответ зависит от того, какой тип металла используется.Если ваша корзина изготовлена из нержавеющей стали, то есть определенные методы сварки нержавеющей стали, которые превосходят другие.
Перед выбором сварного шва необходимо учитывать свойства нержавеющей стали. Например, Marlin Steel изготавливает большинство своих проволочных корзин по индивидуальному заказу из нержавеющей стали марки 304 или 316, они устойчивы к коррозии и обладают высоким пределом прочности. Хромоникелевые сплавы нержавеющей стали обладают высоким электрическим сопротивлением и быстро остывают. Поскольку сплавы нержавеющей стали склеиваются и затвердевают быстро с минимальной деформацией, контактная сварка является лучшим методом сварки нержавеющей стали.
Например, Marlin Steel изготавливает большинство своих проволочных корзин по индивидуальному заказу из нержавеющей стали марки 304 или 316, они устойчивы к коррозии и обладают высоким пределом прочности. Хромоникелевые сплавы нержавеющей стали обладают высоким электрическим сопротивлением и быстро остывают. Поскольку сплавы нержавеющей стали склеиваются и затвердевают быстро с минимальной деформацией, контактная сварка является лучшим методом сварки нержавеющей стали.
Использование контактной сварки для сварки нержавеющей стали — более простой и плавный процесс по сравнению с другими металлами. Благодаря высокому сопротивлению току, тепло в сварном шве выделяется быстрее и легче, чем у мягкой стали.
Контактная сварка может быть выполнена невероятно быстро, поскольку контактная сварка работает, пропуская электричество через материал и выделяя тепло за счет сопротивления. Нержавеющая сталь очень быстро нагревается до температуры сварки, что позволяет производить быструю сварку. Например, сварочный аппарат IDEAL от Marlin может выполнить сварку за две миллисекунды (т. Е. 2/1000 секунды), что делает его лучшим сварочным аппаратом для нержавеющей стали.
Например, сварочный аппарат IDEAL от Marlin может выполнить сварку за две миллисекунды (т. Е. 2/1000 секунды), что делает его лучшим сварочным аппаратом для нержавеющей стали.
Хотя контактная сварка похожа на дуговую сварку, поскольку в обоих случаях используется электрический ток, который помогает соединить два куска металла вместе, для нее не требуется присадочный материал, такой как дуговая сварка. Вместо этого контактная сварка использует давление для соединения двух свариваемых материалов. Контактная сварка также является лучшим методом сварки нержавеющей стали в целом, поскольку без использования присадки значительно меньше риск образования брызг сварного шва и гораздо более «чистый» внешний вид продукта.Использование контактной сварки также снижает риск обесцвечивания и ожогов вокруг места сварки, поскольку сварочный аппарат для контактной нержавеющей стали работает очень быстро.
Как сваривать нержавеющую сталь с другими металлами
При сварке нержавеющей стали с другими металлами следует рассматривать другие типы сварки, кроме контактной сварки. Например, сварка MIG и TIG являются предпочтительными типами сварки нержавеющей стали с углеродистой сталью вместе. При объединении разнородных металлов вместе, например при сварке нержавеющей стали с углеродистой сталью, необходим присадочный материал, чтобы связать два металла.При сварке MIG непрерывно подаваемая электродная проволока плавится в сварном шве, что позволяет соединить два разнородных металла без их нагрева до температуры плавления.
Например, сварка MIG и TIG являются предпочтительными типами сварки нержавеющей стали с углеродистой сталью вместе. При объединении разнородных металлов вместе, например при сварке нержавеющей стали с углеродистой сталью, необходим присадочный материал, чтобы связать два металла.При сварке MIG непрерывно подаваемая электродная проволока плавится в сварном шве, что позволяет соединить два разнородных металла без их нагрева до температуры плавления.
При сварке нержавеющей стали с помощью процессов MIG команда Marlin Steel программирует сварочного робота MIG для завершения сварки. Необходимо использовать наполнитель, поскольку точки плавления двух разнородных металлов могут сильно отличаться. Например, если один из металлов перегревается до температуры плавления другого, могут возникнуть трещины под напряжением и микротрещины.Сварка двух разнородных металлов возможна, но это очень сложный процесс с множеством осложнений.
Причины, по которым следует избегать сварки нержавеющей стали с углеродистой сталью
- Сложность. Объединение разнородных металлов вместе, например сварка нержавеющей стали с углеродистой сталью, добавляет дополнительные сложности в процесс. Это приводит к увеличению трудозатрат, увеличению количества отказов / ошибок и стоимости.
- Горячее растрескивание нержавеющей стали. Поскольку нержавеющая сталь более электрически устойчива, чем углеродистая сталь, сварка нержавеющей стали контактной сваркой нагревает металл намного быстрее, чем углеродистая сталь.Пока углеродистая сталь нагреется до температуры сварки, нержавеющая сталь может перегреться и покрыться горячими трещинами. Использование присадочной сварки или предварительный нагрев простой стали может улучшить это, но эти методы не идеальны.
- Термическое расширение в условиях высоких температур. Другая проблема, связанная с использованием разнородных металлов в сварной проволоке, заключается в том, что тепловое расширение от тепла влияет на каждый металл по-разному. Эта разница в степени расширения между двумя металлами может вызвать дополнительную усталость сварного соединения, снижая структурную целостность формы проволоки и срок ее службы.
- Повышенная биметаллическая коррозия. Одна из причин, по которой вы обычно хотите использовать нержавеющую сталь, — это ее высокая коррозионная стойкость. Непокрытый сварной шов из гладкой и нержавеющей стали, подвергающийся воздействию экстремальных коррозионных условий, таких как погружение в соленую воду, может вызвать коррозию. Это связано с тем, что смешивание частиц простой стали с нержавеющим сплавом нарушает защитный оксидный слой нержавеющей стали, что приводит к образованию ржавчины.
- Пониженная прочность сварного шва. Еще одна проблема, связанная с соединением разнородных металлов, заключается в том, что это может привести к более слабым сварным швам — даже при использовании методов сварки на основе присадок. Разница в температуре сварных швов и эксплуатационные допуски сами по себе могут легко снизить прочность сварного соединения.
 Объединение разнородных металлов вместе, например сварка нержавеющей стали с углеродистой сталью, добавляет дополнительные сложности в процесс. Это приводит к увеличению трудозатрат, увеличению количества отказов / ошибок и стоимости.
Объединение разнородных металлов вместе, например сварка нержавеющей стали с углеродистой сталью, добавляет дополнительные сложности в процесс. Это приводит к увеличению трудозатрат, увеличению количества отказов / ошибок и стоимости. Эта разница в степени расширения между двумя металлами может вызвать дополнительную усталость сварного соединения, снижая структурную целостность формы проволоки и срок ее службы.
Эта разница в степени расширения между двумя металлами может вызвать дополнительную усталость сварного соединения, снижая структурную целостность формы проволоки и срок ее службы.
Вкратце, сварка разнородных металлов вместе трудна для правильного выполнения и часто дает худшие результаты, чем использование аналогичных или одинаковых металлических сплавов.
Принимая во внимание долгосрочные последствия использования различных металлических сплавов для изготовления проволоки нестандартной формы, вы можете быть уверены, что получите корзину, подходящую для работы.
Если у вас есть вопросы о сварке нержавеющей стали, проблемах формирования проволоки или вам нужна проволока нестандартной формы для высокоточного применения со строгими требованиями к допускам, обязательно обратитесь к опытному инженеру-механику!
5 шт. Круглая дуговая воздушная строжка Углеродный стержень 6-12 мм Сварка постоянным током газовая строжка Электрод графитовые стержни принадлежности для пайки
Описание продукта
Характеристики:
Подходит для электрода с угольной дугой, используемого в технологии сварки углеродом в технологии сварки металлов. Угольный стержень для строжки угольной дугой отличается высокой эффективностью и низким уровнем шума.
Угольный стержень для строжки угольной дугой отличается высокой эффективностью и низким уровнем шума.
Широко применяется в литейной, котельной, судостроительной, химической и других отраслях промышленности.
Строгание по низкоуглеродистой стали, стальному литью, нержавеющей стали, меди и другим металлам.
Диаметр 4 мм / 5 мм / 6 мм / 7 мм / 8 мм / 10 мм на ваш выбор.
Длина: 355 мм / 305 мм
В коплект входит:
5 x Графитовый электродный стержень
Подробные изображения:
Более подробные фотографии:
Дополнительная информация
При заказе от Alexnld.com, вы получите электронное письмо с подтверждением. Как только ваш заказ будет отправлен, вам будет отправлено электронное письмо с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице информации о заказе во время оформления заказа. Alexnld.com предлагает 3 различных метода международной доставки, авиапочту, зарегистрированную авиапочту и услугу ускоренной доставки, следующие сроки доставки:
Alexnld.com предлагает 3 различных метода международной доставки, авиапочту, зарегистрированную авиапочту и услугу ускоренной доставки, следующие сроки доставки:
| Зарегистрированная авиапочта и авиапочта | Площадь | Время |
|---|---|---|
| США, Канада | 10-25 рабочих дней | |
| Австралия, Новая Зеландия, Сингапур | 10-25 рабочих дней | |
| Великобритания, Франция, Испания, Германия, Нидерланды, Япония, Бельгия, Дания, Финляндия, Ирландия, Норвегия, Португалия, Швеция, Швейцария | 10-25 рабочих дней | |
| Италия, Бразилия, Россия | 10-45 рабочих дней | |
| Другие страны | 10-35 рабочих дней | |
| Ускоренная доставка | 7-15 рабочих дней по всему миру | |
Мы принимаем оплату через PayPal , и кредитную карту.
Оплата с помощью PayPal / кредитной карты —
ПРИМЕЧАНИЕ. Ваш заказ будет отправлен на ваш адрес PayPal. Убедитесь, что вы выбрали или ввели правильный адрес доставки.
1) Войдите в свою учетную запись или воспользуйтесь кредитной картой Express.
2) Введите данные своей карты, и заказ будет отправлен на ваш адрес PayPal. и нажмите «Отправить».
3) Ваш платеж будет обработан, и квитанция будет отправлена на ваш почтовый ящик.
Отказ от ответственности: это отзывы пользователей.Результаты могут отличаться от человека к человеку.Что такое сварка угольной дугой?
Даже люди, которые никогда в жизни не разбирались в сварке, вероятно, понимают основную концепцию дуговой сварки. Нагретая горелка или сварочный аппарат создает электрическую дугу между металлическим электродом, расположенным на конце сварочного аппарата, и обрабатываемым куском металла. Нагревают до тех пор, пока конец металлической детали не станет податливым. Затем нагретый металл соединяется с другим куском металла посредством приложения давления.Металлическая связка охлаждается, и вуаля: там, где раньше было два куска металла, теперь только один.
Затем нагретый металл соединяется с другим куском металла посредством приложения давления.Металлическая связка охлаждается, и вуаля: там, где раньше было два куска металла, теперь только один.
Сварка угольной дугой развивает эту концепцию дальше, заменяя металлический электрод угольным электродом. Этот процесс существует уже много лет, и его применение только увеличилось. Читайте дальше, пока мы подробнее расскажем о сварке угольной дугой.
Два основных типа дуговой сварки углеродом: Существует два основных типа сварки угольной дугой: однодуговая и двухдуговая.Единственное функциональное различие между двумя типами сварки угольной дугой — это количество используемых электродов. Как следует из названий, сварочный аппарат с однодуговой угольной сваркой использует один электрод и создает дугу между электродом и заготовкой. Аппарат для двойной дуговой сварки создает дугу между двумя электродами — заготовка фактически не становится частью цепи.
Для правильного выполнения работы вам потребуются специализированные инструменты для процесса дуговой сварки угольным газом:
- Мощность: Процесс сварки угольной дугой требует большого увеличения мощности, до 600 ампер.Если вы используете двухдуговой сварочный аппарат для угольной сварки, убедитесь, что вы используете источник переменного тока. В противном случае вы можете разрушить электрод.
- Держатель электрода: Существует несколько вариантов выбора держателя, но когда дело доходит до дуговой сварки углем в Фениксе, Аризона, держатель с водяным охлаждением является лучшим вариантом из-за чрезмерного нагрева, связанного с процессом сварки углем.
В зависимости от выполняемой работы вам также может потребоваться присадочный металл.Вы можете спросить о такой возможности при покупке или аренде сварочного аппарата.
Почему стоит выбрать сварку угольной дугой? Для некоторых людей сварка угольной дугой является идеальным вариантом. Углеродная дуговая сварка предлагает дешевое решение для большинства сварочных работ, так как общие потребности в оборудовании минимальны. Более того, угольную дуговую сварку можно применять к невероятно разнообразным материалам. Конечный продукт, когда вы используете сварочный аппарат с угольной дугой, также имеет тенденцию быть легче, чем его альтернатива.
Углеродная дуговая сварка предлагает дешевое решение для большинства сварочных работ, так как общие потребности в оборудовании минимальны. Более того, угольную дуговую сварку можно применять к невероятно разнообразным материалам. Конечный продукт, когда вы используете сварочный аппарат с угольной дугой, также имеет тенденцию быть легче, чем его альтернатива.
Ищете инструменты и принадлежности, которые понадобятся вам для завершения сварки угольной дугой в Фениксе, штат Аризона? Не ищите ничего, кроме Vern Lewis Welding Supply, Inc. С тех пор, как мы открыли свои двери еще в 1969 году, мы оставались приверженными одной цели: предоставлять лучшие сварочные материалы по лучшей цене всем в штате Аризона.
Мы гордимся тем, что подтверждаем это обещание высококвалифицированной командой, имеющей образование и опыт, которые помогут вам выбрать продукт, подходящий для вашего проекта.Добавьте ко всему этому нашу непревзойденную приверженность обслуживанию клиентов, и вы получите рецепт совершенства, который просто невозможно превзойти.
Приходите в Vern Lewis Welding Supply сегодня же. Нам не терпится помочь вам!
ПРОЦЕСС УГЛЕРОДНОЙ ДУГОВОЙ СВАРКИ — Weld World
Процесс дуговой сварки углеродом — это процесс дуговой сварки, в котором сплавление производится путем нагрева с помощью электрической дуги, зажатой между углеродным электродом и рабочей поверхностью. Присадочный металл может использоваться в соответствии с рабочей толщиной. Сварка может проводиться на воздухе с флюсом или в инертной атмосфере.
Процесс дуговой сварки угольным электродом можно разделить на две части
- Дуговая сварка одним угольным электродом
- Дуговая сварка двойным угольным электродом
Дуговая сварка одним углем
В этом процессе дуга возникает между угольным электродом и заготовку, касаясь электрода работой.
Двойная углеродная дуговая сварка
В процессе двойной углеродной дуговой сварки дуга зажигается между двумя угольными электродами, заготовка не становится частью электрической цепи.
параметр
Приблизительный ток дуги для сварки одноуглеродистым электродом толщиной
3 мм 25 ампер.
6 мм 70 Амп.
10 мм 125 А
С графитовыми электродами указанные выше значения тока должны быть увеличены на 5-10%, они могут отличаться в зависимости от материала, например: —
Нержавеющая сталь 4 мм 70 А
Низкоуглеродистая сталь 3-4 мм 40 А
Медь 3-4 мм, 40 А
Горелка TIG также может использоваться для процесса с одним угольным электродом с использованием угольного или графитового электрода.
Приблизительный ток дуги для сварки двойным угольным электродом для толщины
3 мм 65 Ампер.
6 мм 80 Ампер.
Электропитание переменного тока предпочтительнее для процесса двойной угольной дуговой сварки из-за чередования полярностей, которые могут обеспечить стабильную дугу по сравнению с подачей постоянного тока.
Необходимое оборудование
Источник питания
Для этого процесса используется источник постоянного тока высокого напряжения, генератор постоянного тока или трансформатор с выпрямителем, способный подавать постоянный ток до 600 ампер. обязательный.
обязательный.
Для двойного угольного электрода рекомендуется источник питания переменного тока. при использовании источника постоянного тока положительный электрод будет разлагаться и потреблять намного быстрее, чем отрицательный электрод, потому что две трети общего тепла генерируется на положительном полюсе.
Держатель
Электрододержатели с воздушным и водяным охлаждением используются для процесса угольной дуги. При использовании тока выше 200 ампер предпочтительнее использовать горелку с водяным охлаждением. Горелка TIG также может использоваться с удерживанием угольного электрода для процесса сварки одним угольным электродом.Горелка TIG может использоваться с удерживанием угольного электрода для процесса сварки одним угольным электродом.
Другие аксессуары
- Углеродный или графитовый электрод с медным покрытием (без расходных материалов)
- Присадочный металл
Преимущество
- Легко механизируется
- Меньше затрат на сварку
- Требуется простое оборудование
16 Недостаток 90ss углерод от электрода до металла сварного шва
Области применения
- Алюминий,
- Никель,
- Медь и
- Количество других сплавов.
