ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
Текст ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION. METROLOGY AND CERTIFICATION
(ISC)
ГОСТ
14098—
2014
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Издание официальное
Москва
Стандартинформ
2015
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 я Межгосударственная система стандартизации. Основные положениян и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Порядок разработки и принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстамдарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г.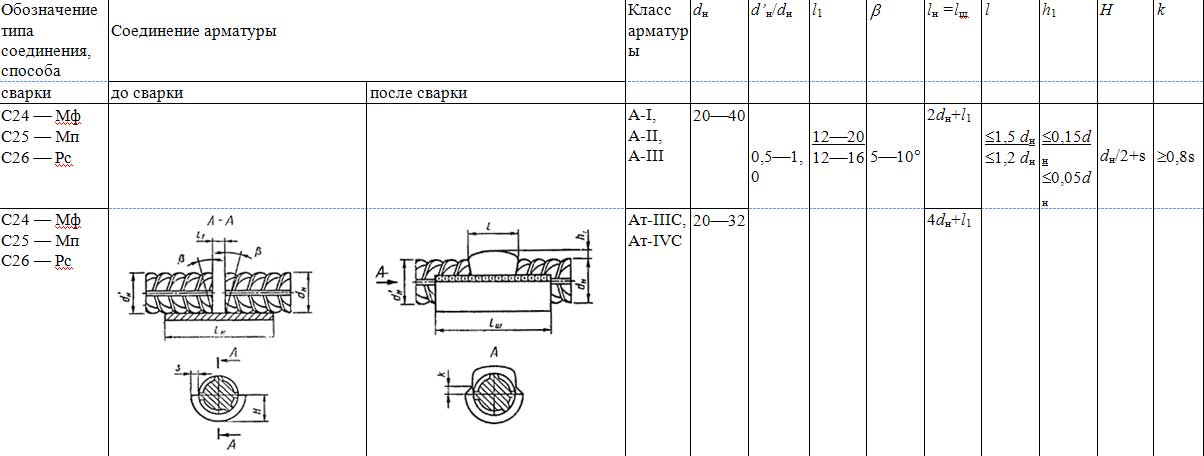 N9 1374-ст межгосударственный стандарт ГОСТ 1409&-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
N9 1374-ст межгосударственный стандарт ГОСТ 1409&-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется е ежегодном информационном указателе «Национальные стандарты». а текст изменений и поправок — е ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано е ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация. уведомление и тексты размещаются также е информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
© Стандартинформ, 2015
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures. Types, constructions and dimensions
Types, constructions and dimensions
Дата введения — 2015—07—01
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
Технические условия
ГОСТ 6727-80 Проволока из н из коугле род истой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772*88 Прокат для строительных конструкций. Общие технические требования
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайге Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего пода, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 2601. ГОСТ 5781 и ГОСТ 10922.
Издание официальное
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
аблица 1- Обозначения типов сварных соединений и способов их сварки
Тил сварного соединения | Способ и технологические особенности сварки | |||
Наименование | Обозначение. номер | Наименование | Обозначение | Положение стержней при сварке |
1 | 2 | 3 | 4 | 5 |
Крестообразное | К1 | Контактная точечная | Кт | Любое |
КЗ | Дуговая ручная или механизированная* прихватками | Рл | ||
Мл | ||||
Стыковое | С1 | Контактная стыковая | Ко | Горизонтальное |
С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | ||
С7 | Ванная одноэлектродная в инвентарной форме | Рв | ||
С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
СЮ | Ванная одноэлектродная в инвентарной форме | Рв | ||
С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мл | Горизонтальное | |
С15 | Ванно-шовная на стальной скобе-накладке | Рс | ||
С17 | Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке | Мл | Вертикальное | |
С19 | Дуговая ручная многослойными швами на стальной скобе-накладке | Рм | ||
С21 | Дуговая ручная или механизированная* швами с накладками нэ стержней | Рн | Любое | |
Мн | ||||
С23 | Дуговая ручная или ме хан из и-ро ван на я* швами внахлестку | Рэ | ||
Мэ | ||||
Нахлвсточное | Н1 | Дуговая ручная или механиэи-ро ван на я* швами в среде СО; | Рш | Любое |
Мш | ||||
Н2 | Контактная по одному рельефу на пластине | Кр | Гори зонт агьное | |
НЗ | Контактная по двум рельефам на пластине | Кр | ||
Тавровое | Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное |
Т2 | Дуговая ручная с малой механизацией под флюсом без при садового металла | Рф | ||
Т11 | Дуговая механизированная швами в среде СО; в цекованное или разэенкованное отверстие | Мз | ||
Т12 | Дуговая ручная валиковыми швами в раззенкованное отверстие | Рз | ||
* Допускается применение любого из перечисленных видов механизированной сварки: в среде СО; либо СО;+Аг. |
 порошковой проволокой, либо порошковой проволокой в среде СО;
порошковой проволокой, либо порошковой проволокой в среде СО;4.2 Условное обозначение сварного соединения имеет следующую структуру X X — X X
Технологическая особенность
способа
Номер
соеди
нения
Способ сварки: К —• контактная;
Р — ручная; М — механизированная
Тип сварного соединения: К — крестообразное;
С — стыковое; Н — иахлесточное; Т — тавровое
Пример условного обозначения стыкового соединения, выполненного ванно-шовной сваркой на стальной скобе-накладке, положение стержней горизонтальное:
С15- Рс
4.3 Для конструктивных элементов сварных соединений приняты обозначения: d* — номер профиля (номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц 2-17 изображен условно):
d — внутренний диаметр стержня периодического профиля по ГОСТ 5781: dt — наружный диаметр стержня периодического профиля по ГОСТ 5781: d\ — номинальный меньший диаметр стержня в сварных соединениях: do — меньший диаметр раззенкованного или цекованного отверстия в плоском элементе;
Dc — больший диаметр раззенкованного или цекоаанного отверстия в плоском элементе:
О — диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
/?- радиус кривизны рельефа;
а — суммарная толщина стержней после сварки в месте пересечения; b — ширина сварного шва: суммарная величина вмятин;
Ь\ Ь* -величина вмятин от электродов в крестообразном соединении: h — величина осадки в крестообразном соединении: высота сечения сварного шва;
/ь — высота усиления наплавленного металла:
/*; — высота усиления корня сварного шва:
Н — высота скобы-накладки;
/-длина сварного шва:
/,. А? — зазоры до сварки между торцами стержней при различных разделках:
А? — зазоры до сварки между торцами стержней при различных разделках:
/« — длина скоб-накладок, накладок и нахлестки стержней;
2 — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения ТЗ;
s — толщина стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений:
к — высота рельефа на плоском элементе:
кх — зазор между стержнем и плоским элементом в соединении НЗ: п — ширина рельефа на плоском элементе; т — длина рельефа на плоском элементе;
g — высота наплавленного металла («венчика») в тавровых соединениях;
а. аь а2. р. (Ъ. г. Yi — угловые размеры конструктивных элементов сварных соединений.
5 Технические требования
5.1 При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться Приложением А.
5.2 На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ или стандарт предприятия, учитывающий требования действующих
стандартов и согласованный в установленном порядке.
5.3 При изготовлении железобетонных конструкций допускается замена типов соединений и способов их сварки на равноценные по эксплуатационным качествам в соответствии с Приложением А.
5.4 Химический состав и значение углеродного эквивалента свариваемых по настоящему стандарту арматурных сталей должны соответствовать требованиям следующих нормативных документов:
• для арматуры классов А240. АЗОС. АсЗОО. А400. А600. А800. А1000 — ГОСТ 5781;
• для арматуры классов Ат500С. АтбООС — ГОСТ 10884;
• для арматуры класса А500С — по действующим нормативным документам.
5.4.1 Химический состав термомеха ничесхи упрочненной арматуры класса А600С. применяемой в сварных соединениях по настоящему стандарту, должен соответствовать марке стали 20Г2СФБА.
5.5 Холоднодеформированная арматура должна удовлетворять требованиям:
• класса Б500С — действующим нормативным документам:
• класса Вр-1 — ГОСТ 6727.
5.6 Термомеханически упрочненная арматура немерной длины классов АтбОО. Ат600К. Ат800. Ат800К. Ат1000 и Ат1000К. равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматура должна применяться в качестве арматуры класса А400 без пересчета сечения.
Ат600К. Ат800. Ат800К. Ат1000 и Ат1000К. равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматура должна применяться в качестве арматуры класса А400 без пересчета сечения.
Арматура класса А600С допускается к применению в качестве анкеров закладных деталей как арматура класса А500С без пересчета сечения.
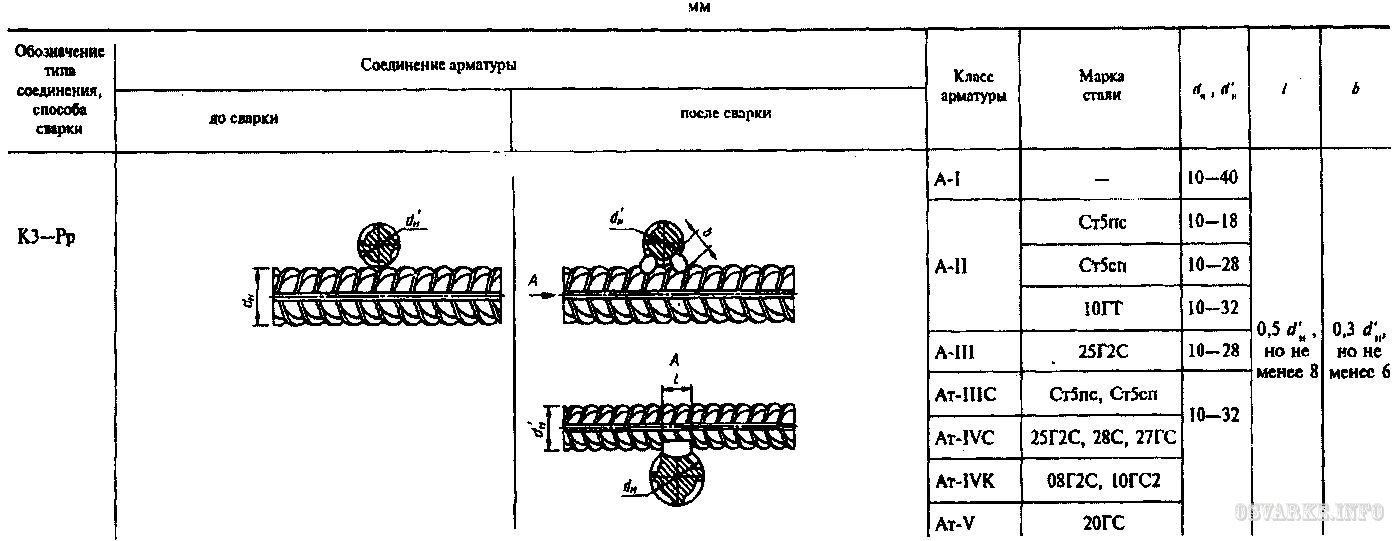
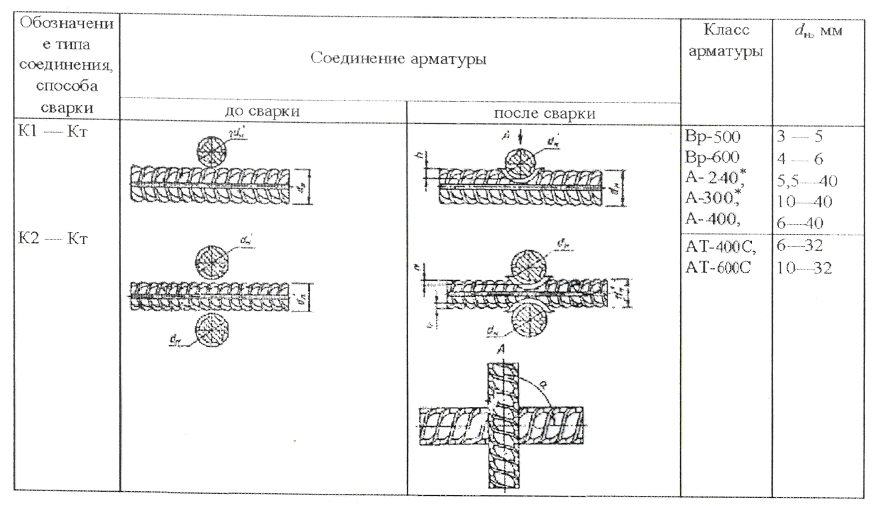
5.7 Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на рисунке 1 и в таблицах 2-3.
Рисунок 1 — Крестообразное соединение, выполненное контактной точечной сваркой
5.8 Отношения диаметров стержней следует принимать для соединений типа К1 — от 0.25 до 1.00, типа КЗ — от 0,50 до 1,00.
5.9 Для соединений типа К1 величину осадки (см. рисунок 1) определяют по формуле
b — Id, — (а ♦ Ь)\
где: а — суммарная толщина стержней после сварки в месте пересечения, мм;
6 — суммарная величина вмятин (6′ ♦ 6м), мм.
Величины относительных осадок 6/d‘M для соединений типа К1 должны соответствовать приведенным в таблице 2.
5.10 Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4-10.
5.11 Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в таблицах 11-13.
5.12 Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в таблицах 14-17.
5.13 Основные типы, конструктивные элементы и размеры сварных соединений из листового и фасонного металлопроката, используемых для соединения плоских элементов закладных деталей при монтаже железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264. ГОСТ 8713 и ГОСТ 14771.
5.14. Для соединений, приведенных в таблицах 7-8. в качестве материала скоб-накладок следует применять листовую сталь класса С235-С255 по ГОСТ 27772.
Обозначение типа ооедиие-►мя, способа сварки
Соединение арматуры
до сварки
после сеаркм
sisis&j/sofsiststsas
К1-Кт
Клаос армату- | dm, мм | Величина h/d*, обеспечивающая прорость не менее требуемой ГОСТ 10922 для сое доений с отношением диаметров dm*. | Минимальная величина h/d:, обеспечиваю* щэя не нормируемую прочность | а,’ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ры | 1,00 | 050 | 0,33 | 0,25 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Вр-1 (8500) | 3-12 | 0,35-0,50 | 0,28-0,45 | 024-0.40 | 0.22-055 | 0.17 | 30-90 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
В500С | 4-12 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
А240 | 5.5-40 | 0,25-0,50 | 0,21-0,45 | 0,18-0,40 | 0.16-055 | 0,12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
АсЗОО | 10-32 | 0,33-0,60 | 0,28-0. 2. При меха низкое энной сварке соединздий типа КЗ-Мп допускается применение арматуры диаметром (db) 6 и 8 мм. а также спикере еелрир| отношения диаметров свариваемых стержней до 033. Применение данных положений допускается при повышенных требованиях к приемке сварных соедрвний и обязательном выполнении требований п.5 2. Таблица 4 — Конструкция стыкового соединения арматуры С1-Ко Обозначение типа ооедгые» ря. способа саарки С1-Ко Соединере арматуры до сварки после сварки
О. d’JdL u± 10.’ *l.2d« 0.85-1.0 90 Примечания: 1 Размерь а знаменателе относятся к соединению С7-Рв. 2 При отношении <fjdn < 1 линейные размеры относятся к стержж) больного диаметра. Таблица 6 — Конструкции стыковых соединений арматуры СВ-Мф и С 10-Ре Соед»нение арматуры до саарш Обозначение типа соединения, сл ооо-басаарки Сб-Мф. СЮ-Рв Примечания: 1 При о дно электр одной сварке разделку стержней со скосом ничего стержня производить не следует. 2 Разделку с обратным скосом ни им его стержня применять при сварке стержней диаметром *32 мм. 3 Размеры а знаматателе относятся к соединению СЮ-Рв. 4 При отношении d’Jd, < 1 линейные размеры относятся к стержню богъшего диаметра. ГОСТ 14096—2014 аблица 7 — Конструкции стыковых соединений арматуры С14-Мп и С15-Рс Обозначена типа соединения. способа саарш
С14-МП. С15-Рс
d’Jd. Примечание — Для (/*■ 20 *25 мм $ * 6 мм. для Л* 28 -40мм $• 6 мм. аблица 8 — Конструкции стыковых соединений арматуры С17-Мп и С19-Рм Обозначение типа соединения, споооба caapoi С17-Мп. С19-Рм 3/ S 0,054„ N Соединение арматуры до сварки после сварки Класс арматуры d‘Jdm 8/ t =/. мм ГОСТ 14098—2014 Л-А А240 АсЗОО 20-40 * ЗсОА А 40 О АтбООС АтбООС А500С А600С vt 0. 6-8 90 30-40 *0.15dm г 4ds It 20-32 20-40 Примечание — Для & — 20 — 25 мм $ = 6 мм. для & = 28 — 4Q мм s = 8 мм. V» Обозначение типа соблюдения, способа со ар «и Соединение арматуры до сварки после сварки С21-РН С21-Мн То же, но накладки смещены А -Л
Л! Примечания; 1 Соединения арматуры классов А600. F… = 1,2S Ft“ q; <4 где: Fmt% — минимальная площадь попе реного сеченя скобы-накладки, F * — номинальная площадь поперечного сечения соединяемой арматуры; и CTI<j “ нормируемое стандартами временное сопротивление соответственно арматуры и скобы-накладки. (О ГОСТ 14098—2014 Таблица 10- Конструкции стыковых соединений арматуры С23- Рэ и С23~Мэ Обозначение типа соединения, способа сварки до сварки Соединение арматуры после сварки С23-РЭ С23-Мэ
*0. *0.254,. но * 4 П римечания: 1 Допускается применение соединений стержней при любом сочетании их диаметров в пределах указанных в таблице, при этом размеры /. b и h соединении стержней принимаются по меньшему диаметру; 2 Допускаются двусторонние швы длиной 44, для соединений арматуры классов А240 и Ас300. Таблица 11- Конструкции нахлест очных соединений арматуры Н1-Рш и Н1-Мш Обозначение типа соединения. способа сварки Соединение арматуры с пластиной досаарт после сварки Класс арматуры /*t, мм А240 АЭОО. АсЗОО 10-32 *0.34,. N0*4 * 3d ГОСТ 14098—2014 Н1-Рш Н1-Мш лшшл rs.. A400 A600 A800 10-32 *0.44,. но * 5 А1000 10-22 Ат500С АтбООС А500С А600С В500С 10-32 10-32 10-12 *0.34 но *4 *44 *54 *44 *44 *54 *44 *0. *0.254, но*4 Таблица 13 — Конструщия нахлесточного соединения арматуры НЗ-Кр ГОСТ 14098—2014 Таблица14 — Конетруюдия таврового соединения арматуры Т1 -Мф Обозначение типа ооедине-ия, способа сварки Т1-Мф Соединение арматуры с пластиной до сварки после сварки
(1.5-2ДО. 9■ мм Д $/<t а, 2 0. 2 0.55 2 0.70 2 0.65 3-10 * 15 2 0,7$ 85-90 2 0.65 2 0.65 20.75 2 0.65 ГОСТ 14098—2014 Таблица 15 — Конструкция таврового соединения арматуры Т2-Рф Обо х знание типа соединена способа сварки Т2-Рф Соедьыение арматуры с пластиной до сварки после сварки
(1,5-2 JS)d„ Д s/d а,2 0.50 2 0.60 3-10 85-90 2 0.65 Таблица 17 — Конструмдия таврового соединения арматуры Т12-Рз Обозначено типа соединения. Т12-Рэ Соединение арматуры с пласт ной до сварки после сварки
Примечания: 1 При dm < 12 мм допускается выполнять ооеднения без лодварочмого шва. 2 Применяя закладные детали с анкерами из стали класса А600С. следует руководствоваться указаниями п.5.6. пог—«60П 1DOJ ГОСТ 14098-2014 Приложение А (справочное) Оценка эксплуатационных качаете сварных соединений Комплексная оценка в баллах эксплуатационных качеств сварных соединений (прочность, пластичность, ударная вязкость, металлографические факторы и др.) в зависимости от типа соединения и способа сварки, марки стали и диаметра арматуры, а также температуры эксплуатации (изготовления) при статических нагрузках приведена в таблице А.1. При оценке эксплуатационных качеств при миогофатно повторяемых нагрузках значения баллов следует ориентировочно снижать на один по сравнению с принятыми значениями при статических нагрузках. & э « | Ас 300 | А400 | А600. А800 | А1000 | А600С | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 | у 5 и | * 111 1 1 s | 10ГТ | 35ГС | 25Г2С | 20ХГ2Ц 20ХГ2Т 23X2 Г2Т | 22Х2Г2С | АТ500С | АтбООС | А500С | 20Г2СФБА | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
s. | ДО 32 | До1в | До 28 | До 40 | До 18 | До 28 | ДО 40 | До 32 | ДО 22 | ДО 32 | До 32 | до 20 | До 32 | До 40 | ДО 20 | До 32 | ДО 40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Выше 0 | 5 | 4 | 5 | 5 | 4 | к | к | к | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
K1-KI | До минус 30 | 5 | 4 | А | нд | нд | 5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До минус 40 | 3 | 4 | Ц | 3 | А | А | А | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До минус 55 | нд | 3 | ч | ч | 4 | ч | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Выше 0 | 3 | НД | 4 | 4 | 5 | 5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
КЗ-Рп | До м»*4ус 30 | 5 | нд | нд | нп | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
КЗ-Мп | До минус 40 | НД | Г,М | нд | нд | 4 | 4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До м»ыус 55 | НД | НД | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Выше 0 | 1 | 4 | 1 | 4 | 4 | 3 | 5 | 4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
С1-Ко | До м»ыус 30 | к | 4 | 3 | 5 | 4 | 5 | 4 | 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До минус 40 | 4 | 3 | 4 | 3 | 3 | ип | 3 | 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До Мкыус 55 | нд | 3 | НД | НД | пД | нд | нд | 4 | 3 | 4 |
 юл пять соединения с нормируемой проростью, размеры «/» и «Ь» уточняются опытньм путем по результатам исготаний на срез (согласно ГОСТ 10922) и оформляются в соответствии сп.5.2.
юл пять соединения с нормируемой проростью, размеры «/» и «Ь» уточняются опытньм путем по результатам исготаний на срез (согласно ГОСТ 10922) и оформляются в соответствии сп.5.2. мм
мм
 S-1.0
S-1.0 утренний размер скоб-накладок долхен быть не менее 2d. при этом мин мальная площадь попе реного сечения скобы определяется по формуле
утренний размер скоб-накладок долхен быть не менее 2d. при этом мин мальная площадь попе реного сечения скобы определяется по формуле 54,. но* 8
54,. но* 8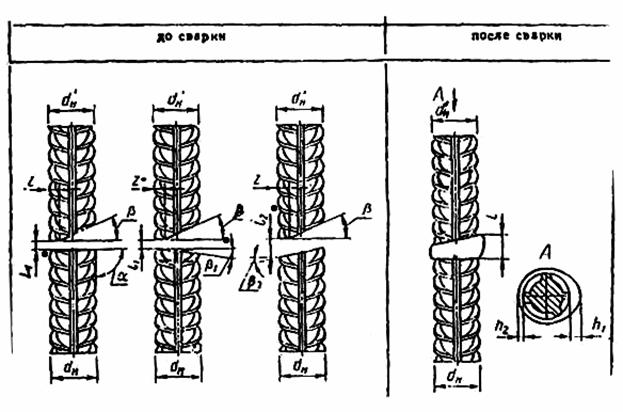 54,. но *8
54,. но *8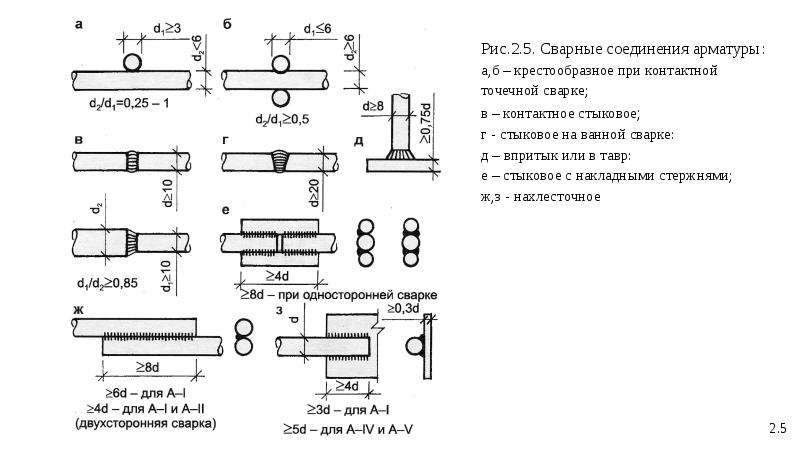 50
50 сп ооо б а сварки
сп ооо б а сварки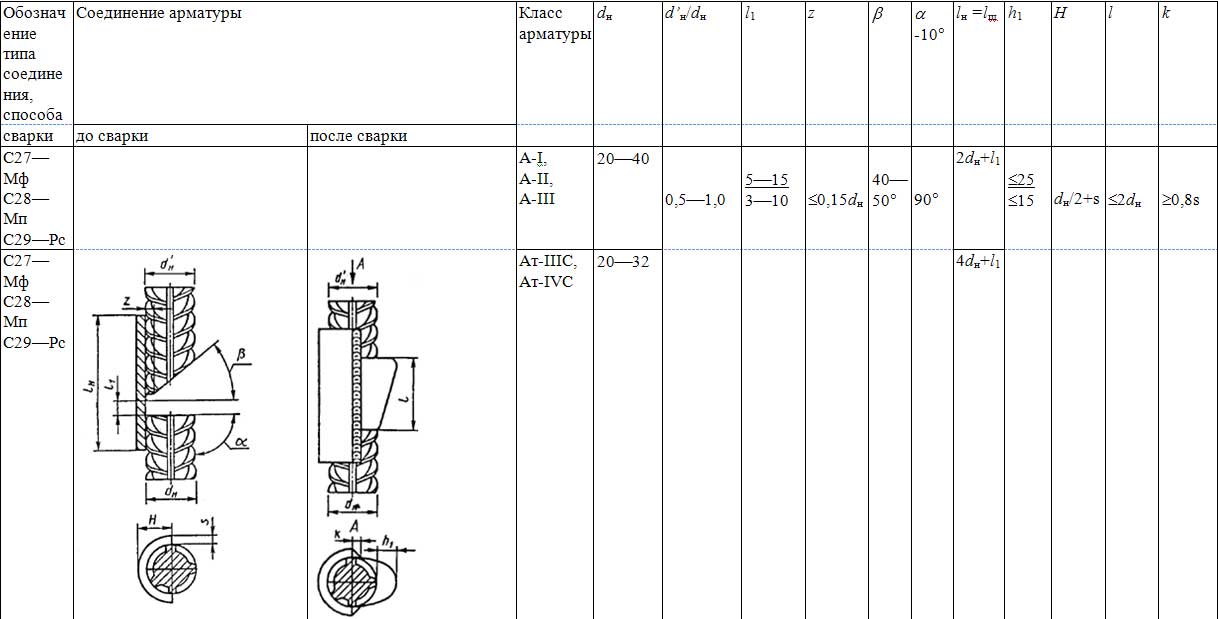 мм
мм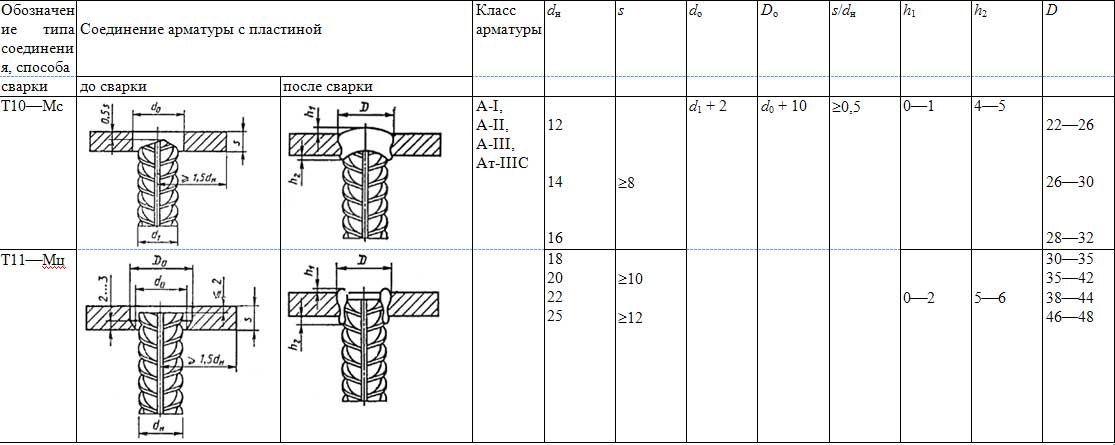
со
ГОСТ 14098—2014
о о O r>
till
Обозначение
соединены
m*
I
Температура эксплуатации (изготовления), ‘С
V»
V»
3
V»
/7ро<)оллгемие таблицы А. 5 4-<с
5 4-<с
> >
к
£
о*
£
>
1
I
Ф
Я
§
ж
5
R
Л
К
I
ж
ь
о*
ы
пог—«eon looj
Окончание таблицы А.1
ГОСТ 1409а—2014
S | Арматурная сталь, класс, марка, демвтр. мм | |||||||||||||||||
If | -л « г9 С §1 п <0 || | Ас 300 | А400 | А600. А800 | А1000 | Д600С | ||||||||||||
о £ «1 | 10ГТ | 35ГС | 25Г2С | 20ХГ2Ц 20ХГ2Т 23Х2Г2Т | 22X2 Г2С | Ат500С | АтбООС | А500С | 20Г2СФБА | |||||||||
1 »- | До 32 | До 18 | До 28 | До 40 | До 18 | До 28 | До40 | ДО 32 | До 22 | До 32 | Д032 | ДО 20 | До 32 | ДО 40 | ДО 20 | До 32 | ДО 40 | |
Выше 0 | 3 | 5 | 4 | 5 | 4 | |||||||||||||
Т1-Мф | До м»ыус 30 | S | 3 | нд | НД | НД | 5 | НД | ||||||||||
Т2-Рф | о ▼ о Ч ■ч а | 3 | НД | 4 | 4 | НД | ||||||||||||
До mimvc S5 | 4 | на | нд | нд | 4 | |||||||||||||
Выше 0 | 5 | 4 | 5 | < | ||||||||||||||
T11-MJ | До м 1*4 ус 30 | 4 | нд | на | 3 | нд | V | нд | ||||||||||
Т12-РЭ | До MM4VC 40 | А | 3 | ** | у | 1 | 4 | |||||||||||
До минус бб | Я | НД | О | НД | 4 | 1 | НД | |||||||||||
Примечания: 1 Эксплдетэцио»*«ые качества всех типов сварах содомемий арматуры класса А240 марок СтЗсл и СтЗпс следует оце^вать так же. 2 Эксплуатацией >«че качества крестообразных соединен** проволочной арматуры класса Вр-1 приложением А не регламентируют в связи с отсутствием требований к юшическому составу стали. Требования к качеству таких оое/*не*мй приведены в ГОСТ 10922. 3 Арматура класса А300 марки ЮГТ и класса АсбООС по TV 14-1-S544-2006 может применяться до температуры мю<ус 70 *С вк/to стельно. 4 Буквы НД и ТН соответственно обозначают, что соедонения к примемемюо не допускаются млисоед»ыв»мя технолог »ыески не вы по/ы им ы |
 как арматуры класса Ас300 марки 10ГТ. а класса А240 марки СтЗкл при температуре uie«yc 30’С и м*«ус 40С. иа опт бал ниже
как арматуры класса Ас300 марки 10ГТ. а класса А240 марки СтЗкл при температуре uie«yc 30’С и м*«ус 40С. иа опт бал нижеГОСТ 14098-2014
УДК 621791.052.006.354 МКС 91.080.40
Ключевые слова: сварные соединения, арматура, закладные изделия, железобетонные конструкции, способы сварки, конструкции, размеры
Подписано е печать 02.02.2015. Формат 60×84 V»
Уел. печ. л. 2,79. Тираж 38 экэ. Зак. 259.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
123995 Москва.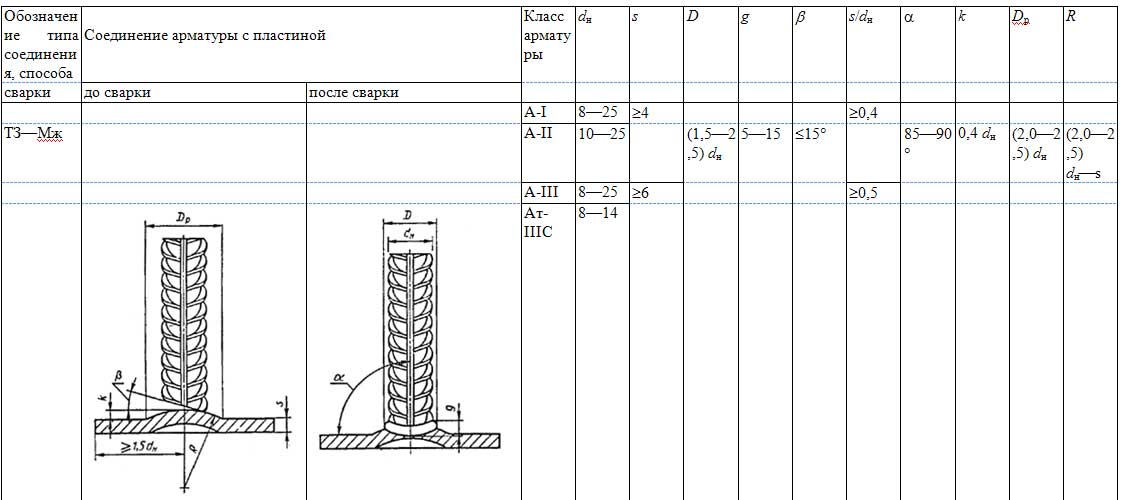 Гранатный пер., 4.
Гранатный пер., 4.
В Российской Федерации действует ГОСТ Р 52544. 4
Соединение арматуры сваркой | Цех металлообработки на заказ, завод по обработке металла,токарные, фрезерные работы, резка металла. Мадис.
Вторник, 30 Июнь, 2015
В современном строительстве используется большое количество железобетонных конструкций. В основном, они представляют собой сборные конструкции, которые изготовляются индустриальными методами на заводах. Соединения таких конструкций на строительной площадке, а также соединения арматуры монолитного железобетона выполняются электросваркой.
Виды арматуры сварных соединений
Для укрепления железобетонных конструкций используется арматура в виде стержней, проката и проволоки. Для арматуры могут быть использованы такие изделия:
В процессе сварки арматуры могут образовываться швы различного типа. В соответствии с ГОСТ существуют следующие типы сварочных соединений арматуры:
- стыковые;
- угловые;
- тавровые;
- нахлесточные.

При этом, стыковое соединение образуется при соединении торцевых поверхностей двух деталей, угловое соединение – при соединении деталей под углом, тавровое соединение — когда конец одной детали присоединен к боковой поверхности другой, а нахлесточное – когда сваренные детали располагаются параллельно.
Наиболее прочным является стыковое соединение.
Виды электросварки
Для соединения арматуры используются два вида электросварки:
- контактная;
- электродуговая.
Первый вид сварки осуществляется путем пропускания тока через соединяемые детали. При этом из-за большого переходного сопротивления места соединения на нем выделяется большое количество тепла. За счет этого тепла происходит расплавление металла до состояния текучести. При наличии внешнего давления происходит сварка арматуры.
В свою очередь контактная сварка подразделяется на точечную и стыковую.
Точечная сварка предназначена для соединения пересекающихся деталей арматуры.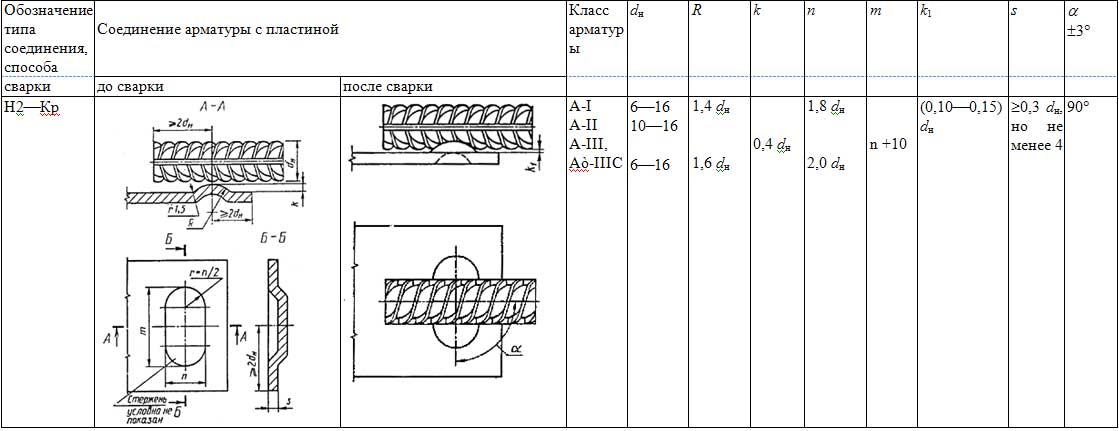
Стыковая контактная сварка предназначена для удлинения стержней или соединения их отрезков.
Стыковая сварка бывает с непрерывным и прерывистым оплавлением. В первом случае два стержня арматуры, закрепленные в сварочном агрегате, непрерывно двигаются друг другу навстречу и замыкают электрическую цепь. В результате происходят сильный нагрев места соприкосновения и оплавление торцов стержней. Под действием силы сжатия происходит сварка стержней арматуры. Во втором случае, который применяют для стержней большого диаметра, производят несколько сближений и разъединений торцов стержней. После предварительного нагрева производят окончательное сведение стержней и их сварку.
Достоинствами контактной сварки является ее экономичность, возможность автоматизации процесса, высокая производительность. Существуют автоматические и полуавтоматические агрегаты контактной сварки.
Дуговая сварка
В дуговой сварке используется эффект возникновения дуги между электродом и деталью. Дуга — это электрический разряд, внутри которого температура достигает + 6000 ºС. Металлический электрод, используемый для дуговой сварки, имеет специальное покрытие, которое испаряется и поддерживает горение дуги. В процессе сварки металл электрода расплавляется, стекает на соединяемую поверхность и образует шов. Прочность сварного соединения зависит от качества этого шва. При этом, чем длиннее дуга, тем хуже качество шва.
Для соединения арматуры дуговая сварка имеет широкое распространение. Это связано с ее универсальностью и возможностью применения для сварки арматуры в разных частях конструкции.
Недостатком такой сварки является необходимость электродов, малая производительность, а также необходимость высококвалифицированных сварщиков.
Наряду с обычной дуговой сваркой для сварки крупных арматурных конструкций диаметром более 20 мм используется ванная и электрошлаковая сварка.
В первом случае стык стержней, имеющий небольшой зазор, помещают на стальную или в медную форму. Для стержней диаметром до 35 мм производится одноэлектродная сварка. В процессе сварки между торцами стержней образуется ванна расплавленного металла электрода и стержней. После остывания ванны образуется качественный шов.
Электрошлаковая сварка отличается тем, что в форму добавляется флюс, а электрод пластинчатой формы вставляется между торцами свариваемой арматуры. В результате этого образуется ванна, закрытая шлаком, что улучшает качество сварки арматуры. Кроме того, такой вид сварки можно автоматизировать, что увеличивает экономичность и производительность.
Выводы:
- В строительстве для соединения арматуры железобетонных конструкций широко используется электросварка.
- Существует два типа электросварки – контактная и дуговая.
- Достоинствами контактной сварки является ее экономичность, высокая производительность, возможность автоматизации процесса.
- Достоинством дуговой сварки является ее универсальность и возможность использования в различных местах стройки. Недостатками такого вида сварки является необходимость наличия электродов и высококвалифицированных рабочих

Соединения сварные арматуры согласно ГОСТ 14098 2014
Железобетонные конструкции, применяемые при строительстве, это очень сложный элемент, к которому предъявляются определенные требования. При их изготовлении должны применяться соответствующие нормы, основанные на строгих расчетах.
Сама конструкция состоит из бетона расчетной марки, сварной арматуры и закладных. При этом арматура по профилю, толщине и марке металла применяется строго по ГОСТ у 14098-2014, который заменил действующий ранее ГОСТ 14098-91. Также регламентированы стандартом сами сварные соединения между арматурой стержневой и проволочной и прокатом, выполненным в виде листов или фасонного проката, то есть закладными изделиями.
Затрагивает документ и монтаж готовых конструкций, а также сварочные работы и материал, используемые при использовании монолитного способов строительства. Причем устанавливаются такие параметры, как виды и типы конструкций, размеры её соединений, которые производятся такими способами сварки, как дуговая, а также контактная сварка.
Причем устанавливаются такие параметры, как виды и типы конструкций, размеры её соединений, которые производятся такими способами сварки, как дуговая, а также контактная сварка.
Сварочные соединения обозначаются согласно таблицы №1
| Тип сварного соединения | Способ и технологические особенности сварки | |||
| Наименование | Обозначение, номер | Наименование | Обозначение | Положение стержней при сварке |
| 1 | 2 | 3 | 4 | 5 |
| Крестообразное | К1 | Контактная точечная | Кт | Любое |
| К3 | Дуговая ручная или механизированная* прихватками | Рп | ||
| Мп | ||||
| Стыковое | С1 | Контактная стыковая | Ко | Горизонтальное |
| С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | ||
| С7 | Ванная одноэлектродная в инвентарной форме | Рв | ||
| С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
| С10 | Ванная одноэлектродная в инвентарной форме | Рв | ||
| С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мп | ||
| С15 | Ванно-шовная на стальной скобе-накладке | Рс | ||
| С17 | Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке | Мп | Вертикальное | |
| С19 | Дуговая ручная многослойными швами на стальной скобе-накладке | Рм | ||
| С21 | Дуговая ручная или механизированная* швами с накладками из стержней | Рн | Любое | |
| Мн | ||||
| С23 | Дуговая ручная или механизированная* швами внахлестку | Рэ | ||
| Мэ | ||||
| Нахлесточное | Дуговая ручная или механизированная* швами в среде | Рш | Любое | |
| Мш | ||||
| Н2 | Контактная по одному рельефу на пластине | Кр | Горизонтальное | |
| Н3 | Контактная по двум рельефам на пластине | Кр | ||
| Тавровое | Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное |
| Т2 | Дуговая ручная с малой механизацией под флюсом без присадочного металла | Рф | ||
| Дуговая механизированная швами в среде | Мз | |||
| в цекованное или раззенкованное отверстие | ||||
| Т12 | Дуговая ручная валиковыми швами в раззенкованное отверстие | Рз | ||
| * Допускается применение любого из перечисленных видов механизированной сварки: в среде | ||||
| , порошковой проволокой, либо порошковой проволокой в среде | ||||
Сварочный шов схематически обозначается следующим образом.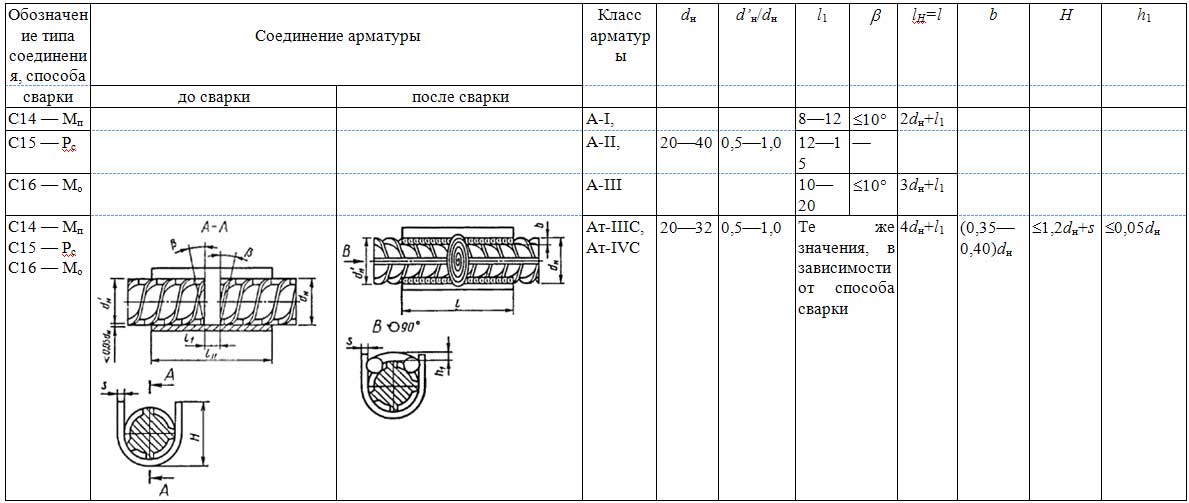
Согласно пояснениям в документе, величина а – общий диаметр стержней, полученный в месте сварки, d1 – ‘верхний диаметральный размер стержней, b * величина, на которую стержни впаиваются друг в друга, образуя вмятины, h- величина, на которую происходит осадка в соединении или можно так назвать высоту сварочного шва.
Если сварная конструкция не предусмотрена в этом ГОСТе, нужно произвести разработку рабочего чертежа с указанием условий, при которых будет происходить сварка и согласовать по регламенту установленного порядка.
Согласно техническим требованиям возможна замена как способа сварки, так и самого типа соединения, на другие, но с такими же качествами и свойствами, которые соответствуют приложению А этого ГОСТа.
В таблицах от № 2 до № 17 указаны все применяемые в железобетонных конструкциях соединения арматурных прутов и других элементов проката.
Все сварные соединения должны иметь оценку качества исполнения, которая выражается в баллах, и зависит от того, как соблюдается технология сварочных работ, которая имеет свой регламент.
Оценка производится по статической нагрузке при испытании образца.
Применяемый материал для сварных конструкцийАрматура, которая применяется в конструкциях, должна иметь специальные свойства, полученные при термомеханической обработке, и определённый химический состав. Она должна соответствовать ГОСТ 5781-82( горячекатаная сталь для армирования). Проволока, применяемая в конструкциях, должна соответствовать ГОСТ 6727-80, а также сталь, которая применяется здесь, должна соответствовать ГОСТ 10884-94 как и по составу, так и по обработке, и закладные детали, которые изготавливаются согласно ГОСТ 10922-2012.
Выпускаемый ассортимент (пруты для армирования) должен соответствовать требуемым свойствам и в зависимости от этого металл разделяется по классам. Их диаметры также должны иметь отклонения не более 9% для наименьшего прута диаметром 6 мм и 2% для наибольшего в 80 мм. Также ГОСТ регламентирует и длину выпускаемого изделия.
Периодический профиль арматурной стали может иметь различный рисунок.
Холоднотянутая проволока имеет три размера:3, 4, 5 мм
Профиль холоднокатаной проволокиЕё параметры приведены в ГОСТе. Возможность выдерживать 4 перегиба в соответствии с требованиями позволяют использовать этот материал во многих других местах, тем более, что выпускается проволока в мотках массой от 20 кг до 1500 кг.
При рассмотрении сварных закладных изделий, отмечают типы по следующей номенклатуре:
- сетки, изготовленные из арматуры и поставляемые в рулонах или плоскими;
- каркасы, изготовленные из арматуры которые могут как плоскими, так и объемными;
- стержни, у которых присутствуют различные типы соединений, например стыковые, расположенными по всей длине;
- сборные закладные, сваренные совместно с анкерами, изготовленными из арматуры.
Все образцы должны периодически проходить испытание на соответствие требованиям: по размерам, по составу металла, по выдерживанию нагрузки.
Использование металла, используемого в конструкциях из железобетона, в других отрасляхЭти металлические составляющие, могут применяться не только в железобетонных конструкциях, но и в других отраслях.
Применяют как гладкий профиль, так и профиль с периодическим рифлением.
Арматура горячекатаная гладкого профиляАрматура с гладким профилем более универсальна в использовании, но для конструкций , испытывающих повышенную нагрузку, её использовать не рекомендуется. Для этого лучше использовать прутки с рифленым профилем.
Показано применение гладкой арматуры в ненагруженных или нагруженных незначительно колонах, в различного вида изделий, которые изготавливаются для декоративного использования. Также используют в порогах, в кирпичной кладке для усиления её прочности путём армирования. При этом пруты укладываются или непосредственно на раствор, или изготавливаются в виде сетки. Таким же образом они используются и при изготовлении стяжки на пол.
Пример использования прутов с гладкой поверхностьюИз этого вида арматуры изготавливают разного вида изделий, например, крепежа (болты, шпильки, пальцы), как заготовки для изготовления разного вида конструкций, в кузнечном производстве для изготовления оград и прочих ограждений, в качестве заземления и других изделий. Эта универсальность в применении связана с тем, что арматура, которая относится к классу А1, выпускается из углеродистой стали марок Ст3сп, Ст3пс и Ст3кп. Буквы после цифры 3 означают СП – спокойная, ПС – полуспокойная, КП – кипящая, что указывает, в каком состоянии расплавленный металл был использован.
Эта универсальность в применении связана с тем, что арматура, которая относится к классу А1, выпускается из углеродистой стали марок Ст3сп, Ст3пс и Ст3кп. Буквы после цифры 3 означают СП – спокойная, ПС – полуспокойная, КП – кипящая, что указывает, в каком состоянии расплавленный металл был использован.
Это свойство позволяет обрабатывать арматуру различными способами.
Конечно, для других классов предусмотрен и другой состав, например, к классу АIII – 25Г2С, 35ГС, 32Г2Рпс. Например, первая имеет состав: С (углерод) от 0,2 до 0, 29%, Марганец -1,2 – 1,60%, кремний – 0,60 -0,90%, хром, никель не более 0,3%, сера, фосфор не более 0, 045%. Она более дорогая, не так поддаётся обработке и, соответственно, не так применяемая, как гладкая, но имеет свои преимущества.
Арматура с периодическим рифлением в основном используется как укрепление ответственных бетонных конструкций за счет своей конструкции и химическому составу. Классифицируется арматура этого профиля: AII, AIII, AIV, AV, AVI.
Кроме всего прочего, арматура любого класса хорошо варится и повышенную стойкость к коррозионному износу.
Кроме строительства зданий, она применяется для строительства мостов и дорог, особенно при различных дорожных развязках, при заливке перекрытий и потолков, а также, при возведении стен из пенно – и газобетонных блоков.
Хорошо зарекомендовал себя материал для строительства на склонах и в местах с повышенной сейсмической опасностью.
Также этот профиль используется в закладных при изготовлении объемных или плоских каркасов, а также как основание при монолитном строительстве.
Структура, которую она имеет, позволяет распределять нагрузку равномерно, по всей площади.
Если на предприятии заказали определённую партию арматуры, предварительно обговаривается и длина прутов, например, это может быть от 5,5 м и до 26 м, при этом все остальные параметры и допустимые отклонения по размерам также должны соответствовать ГОСТ 5781-82. Цена зависит ещё и от способа изготовления арматуры. Холоднокатаная однозначно дороже горячекатаной, но при этом холоднокатаная не имеет такой пластичности, которая присуща горячекатаной стали, которая при производстве может получить различное напряжение по всей длине прутка. Это происходит за счет того, что в металле при обработке происходит изменение в кристаллах, что меняет его структуру и свойства.
Холоднокатаная однозначно дороже горячекатаной, но при этом холоднокатаная не имеет такой пластичности, которая присуща горячекатаной стали, которая при производстве может получить различное напряжение по всей длине прутка. Это происходит за счет того, что в металле при обработке происходит изменение в кристаллах, что меняет его структуру и свойства.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
zakaz@themechanic.
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Типы фитингов для сварки встыки спецификации материалов – краткое руководство
Фитинги для сварки встык являются одним из самых популярных типов соединений в трубопроводных системах.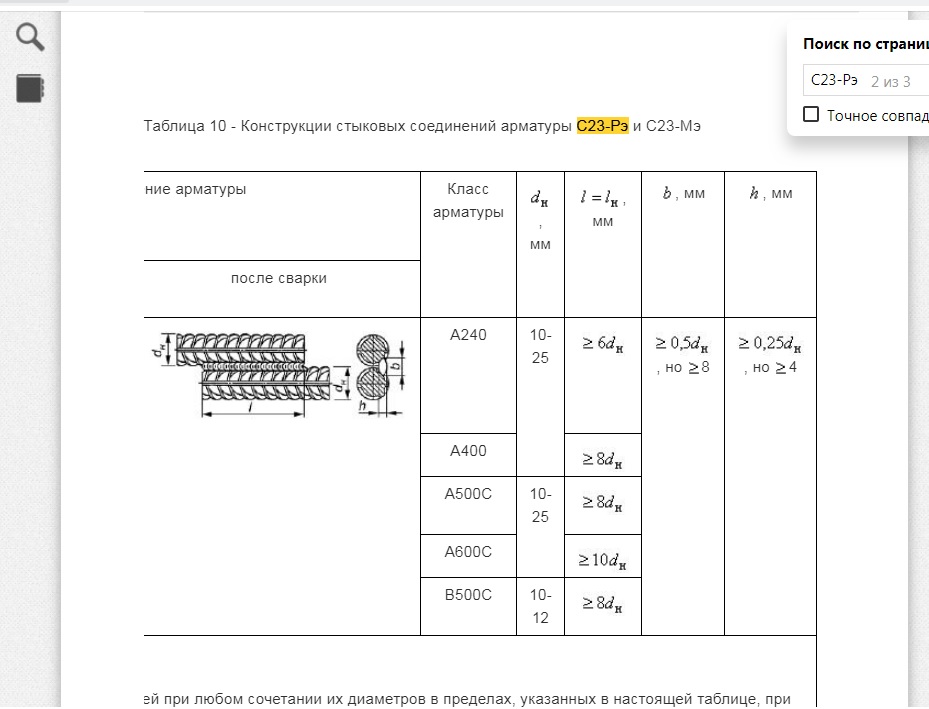 Он всегда требовался в больших количествах в различных отраслях промышленности и особенно для трубопроводов большого диаметра.
Он всегда требовался в больших количествах в различных отраслях промышленности и особенно для трубопроводов большого диаметра.
Что такое фитинги для сварки встык
Сварка встык предназначена для соединения концов труб или фитингов с помощью сварки. Это приварной фитинг из стальной трубы, который позволяет разветвляться, менять направление потока, подключать вспомогательное оборудование или уменьшать размер трубы.
Фитинги из кованой стали для стыковой сварки изготавливаются в соответствии со стандартом ANSI/ASME B16.9.
Проверьте различия между фитингами для сварки враструб.
Также известны как сварные фитинги для труб
Фитинги для сварки встык также называются сварными фитингами для труб. Когда они будут использоваться в нержавеющей стали и углеродистой стали, они смогут предложить определенные преимущества по сравнению с фитингами под сварку враструб и резьбовыми фитингами. В то время как сварка враструб будет доступна только до определенного размера, вы обнаружите, что фитинги для стыковой сварки доступны в размерах от 1/2 дюйма до 72 дюймов.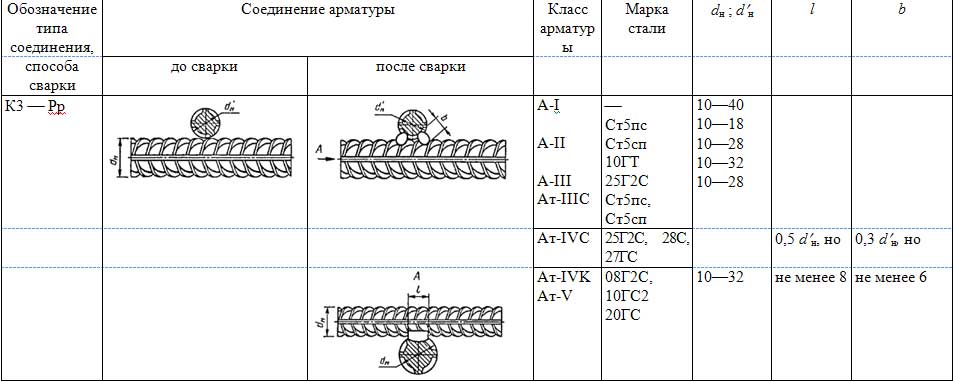
Как и общая категория трубных фитингов, фитинги для сварки встык включают:
Колено для сварки встык под углом 45 или 90 градусов изменить направление жидкости в трубопроводных системах, он имеет типы с длинным радиусом (LR) и коротким радиусом (SR) и имеет разные степени охвата 45 градусов, 90 градусов и 180 градусов. Итак, есть:
LR Колено для стыковой сварки 45 градусов :
Колено 45 градусов с большим радиусом (1,5 x диаметр) и изменением направления жидкости на 45 градусов.
LR Колено 90 градусов :
Колено 90 градусов из стальной трубы с большим радиусом (1,5 x диаметр).
SR Колено 45 градусов : Колено короткого радиуса (1 x диаметр) под углом 45 градусов, изменение направления.
SR Колено 90 градусов : Колено короткого радиуса (1 x диаметр) под углом 90 градусов.
Тройник из стальной трубы 180 градусов
Колено более 90 градусов мы называем изгибом стали. Как LR/SR изгиб на 180 градусов.
Как LR/SR изгиб на 180 градусов.
Размеры отвода под сварку встык могут быть указаны как диаметр (в NPS) и толщина в соответствии с ANSI, образцы как отвод LR 90 градусов 4 дюйма и толщина по таблице 40 или таблице 80.
Тройник для сварки встык
тройник) имеет отвод 90 градусов вместе с прямой трубой, он обеспечит соединение для установки дополнительного оборудования к трубопроводу. При тройниковой конструкции одни и те же стороны концов могут быть приварены к трубе, 90 патрубок был оставлен открытым для приваривания другой трубы или устройства.Тройник под сварку встык
Тройник под сварку встык
Та же конструкция, что и у равнопроходного тройника, но ответвление под углом 90 градусов имеет меньший диаметр, чем прямой. Поэтому он используется для установки оборудования или трубы меньшего размера.
Переходник для сварки встык
Он имеет концентрический переходник и эксцентриковый переходник двух типов, используемых для регулировки расхода и скорости жидкости, путем сварки трубы большого диаметра на одном конце и трубы меньшего диаметра на другом конце.
Концентрический редуктор: Эксцентрический редуктор:
Обычные типы материалов. , выпускные отверстия (олеты), переходники и заглушки. На самом деле, это будет один из наиболее распространенных типов фитингов для стыковой сварки, и они будут указаны в соответствии со спецификацией труб и номинальных фитингов.
Материал корпуса
Включает в себя различные материалы корпуса из легированной, нержавеющей и углеродистой стали, фитинги для сварки встык. Поэтому в качестве исходного материала обычно используются сварные или бесшовные трубы. Может быть изготовлен путем ковки с помощью нескольких процессов, чтобы, среди прочего, получить форму тройников и колен.
Фитинги для стыковой сварки из нержавеющей стали, обычно тонкой толщины
Точно так же, как вы обнаружите, что обычные трубы, продаваемые из Спецификации 10 до Спецификации 160, вы обнаружите, что дело обстоит так же и с фитингами для стыковой сварки. Было обнаружено, что в нержавеющей стали более распространены фитинги для стыковой сварки. Это было бы благодаря ценовому преимуществу, которое он может предложить. Фитинги сортамента 10 также чаще используются в фитингах из нержавеющей стали.
Было обнаружено, что в нержавеющей стали более распространены фитинги для стыковой сварки. Это было бы благодаря ценовому преимуществу, которое он может предложить. Фитинги сортамента 10 также чаще используются в фитингах из нержавеющей стали.
Фитинги для стыковой сварки из углеродистой стали
Фитинги для стыковой сварки из углеродистой стали включают материал корпуса в ASTM A234 WPB (чаще всего) и WPC, MSS-SP-75 WPHY. И толщина обычно соответствует фитингам стальных труб сортамента 40, STD или 80, где класс давления варьируется от 1500 фунтов на квадратный дюйм, 2500 фунтов на квадратный дюйм, 3000 фунтов на квадратный дюйм, 6000 фунтов на квадратный дюйм и 9000 фунтов на квадратный дюйм.
Фитинги для стыковой сварки из легированной стали
Материал для стыковой сварки из легированной стали, обычно по ASTM A234 WP1, WP5, WP9, WP11, WP22, WP91 и т. д.
Классифицируется по размерам
Размеры фитингов для сварки встык соответствуют стандарту размеров труб ANSI B36.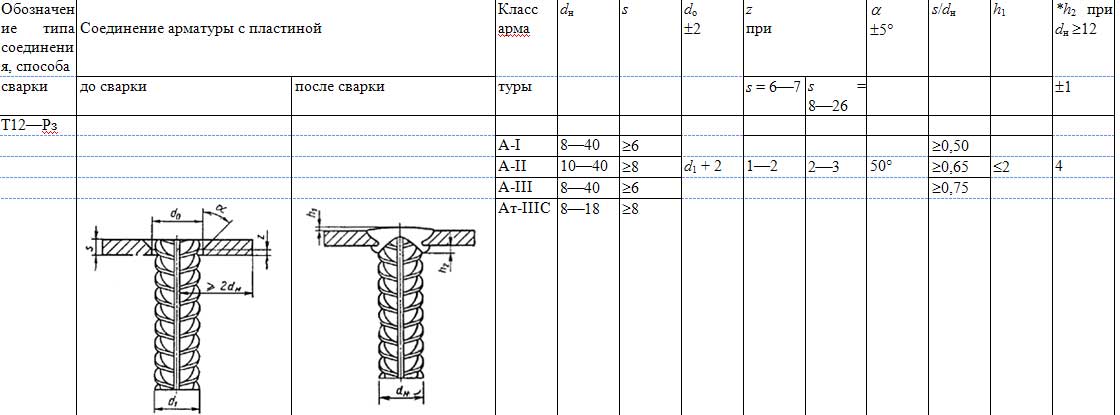 10 и B36.19.
10 и B36.19.
Диапазон диаметров: 1″, 2″, 3″, 4″, 6″, 8″ и до 36″.
Диапазон толщины: Таблица 10, Таблица 40, Таблица 80, XS, XXS и SCH 160
Что касается установочных размеров фитингов для стыковой сварки, это будет диаметр в NPS и толщина в таблице.
Концентрический переходник, эксцентриковый переходник, колено большого радиуса, тройники. Основная причина, по которой эти фитинги будут использоваться в строительных проектах, заключается в том, что они будут играть важную роль в ответвлениях, изменении направления потока или даже механическом присоединении оборудования к системе. С помощью указанной спецификации труб фитинги для стыковой сварки будут продаваться с номинальным размером трубы.
Как изготавливаются фитинги для стыковой сварки
Этот тип фитинга для труб изготавливается с помощью процесса, известного как горячее формование. Это включает в себя сгибание трубы, а затем придание ей формы. Исходным материалом для этого фитинга будет труба, которую сначала нужно разрезать по длине. Затем его нагревали и формовали в определенные формы с помощью штампов pf. Кроме того, для получения желаемых механических свойств и снятия остаточных напряжений также проводится термическая обработка.
Затем его нагревали и формовали в определенные формы с помощью штампов pf. Кроме того, для получения желаемых механических свойств и снятия остаточных напряжений также проводится термическая обработка.
Преимущества фитингов для стыковой сварки
• Сварное соединение поможет получить более прочное соединение
• Непрерывная структура металла повысит прочность трубопроводной системы
• Когда фитинги для стыковой сварки будут согласованы с соответствующими спецификациями труб, они помогут обеспечить бесшовный поток внутри трубы
• Обеспечивают возможность выбора различного радиуса поворота за счет использования отводов с длинным радиусом, коротким радиусом или 3R
• Признано более экономичным по сравнению с аналогами под сварку враструб или с резьбой
• Эти фитинги будут доступны в Спецификации 10, что позволит использовать вариант с более тонкой стенкой
• Было обнаружено, что эти фитинги более распространены в конфигурациях Спецификации 10 и Спецификации 40.
Фитинги для сварки встык имеют скошенные концы
Все фитинги для стыковой сварки должны иметь скошенные концы в соответствии со стандартами ASME B16.25. Это поможет создать полное проникновение, требующее дополнительной подготовки.
Эти типы фитингов чаще всего используются в случаях из нержавеющей стали, углеродистой стали, легированной стали, алюминия, никеля и материалов с высоким пределом текучести.
Функции фитингов для сварки встык
Фитинги для сварки встык в случае нержавеющей стали и углеродистой стали будут соединительными компонентами. Благодаря этому можно было бы монтировать трубы, клапаны и оборудование на систему трубопроводов. В дополнение к дополняющим фланцам труб в любой системе трубопроводов фитинги для сварки встык также позволяют:
• Изменение направления потока в системе трубопроводов
• Соединение или соединение оборудования и труб
• Обеспечение доступа, ответвлений и отводов для вспомогательного оборудования .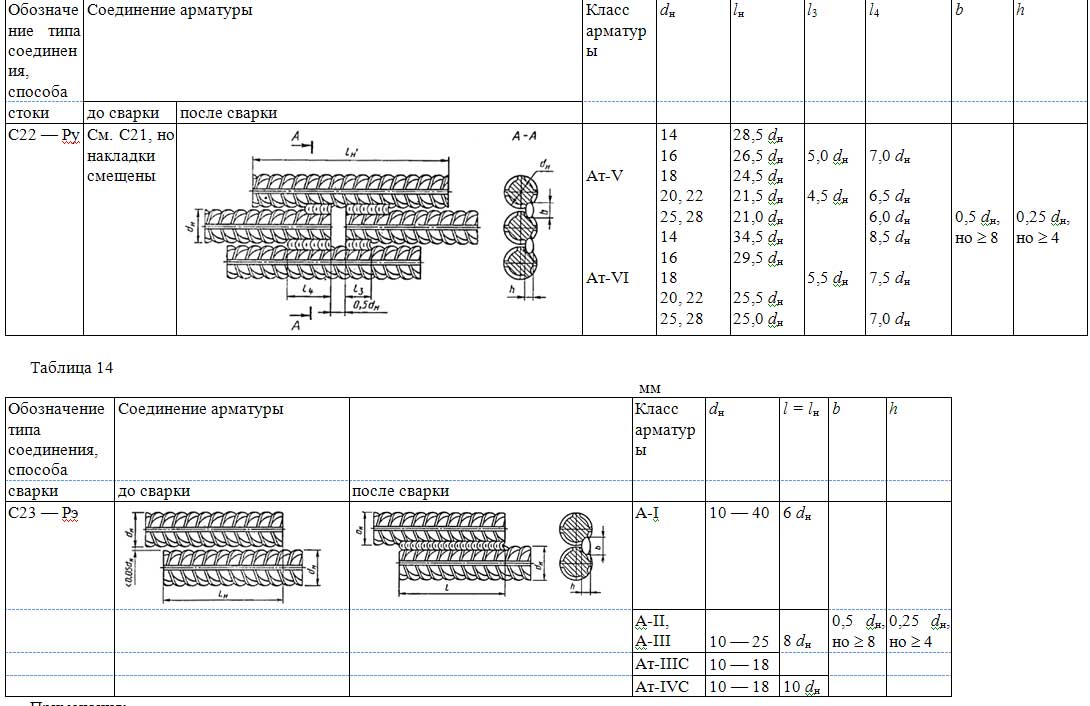
Одним из распространенных примеров этого может быть использование фитинга для сварки встык в трубе, которая будет уменьшаться с помощью концентрического переходника. Затем он будет приварен к фланцу с приварной горловиной, а затем подключен к оборудованию.
Запросить предложение
Andron Stainless Corporation — Фитинги для автоматической сварки
- Фитинги
- Зажимные фитинги
- Санитарные приварные фитинги
- Промышленные приварные фитинги
- Фитинги с коническим седлом
- Фитинги John Perry
- Фитинги с проушиной
- Фитинги Q-Line
- Зажимные фитинги Schedule 5
- Фитинги для автоматической сварки 9051
- Трубки и вешалки
- Клапаны и аксессуары
- Санитарные шаровые и дисковые клапаны
- Спускной клапан/клапан для отбора проб
- Санитарные фильтры
- Прокладки
- Коллекторы
- Насосы
- Насосы AODD
- Бочковые насосы
- Санитарные насосы
- Шланги в сборе
- Система восстановления продукта
- Санитарные датчики и датчики
- Направляющие пилы
- Катушки
- Размахивайте локтями
- Elbows
- Reducers
- Ferrules & Caps
- Tees & Crosses
- See All
- #7 Полироль 20Ra ID/ 32Ra OD
- #5 Полироль 32Ra OD
- #3 Полироль 20Ra ID
- #1 Неполированный внутренний/наружный диаметр
- Механически обработанные детали будут иметь полировку № 7 по внутреннему и внешнему диаметру.
- Более тонкая отделка доступна по запросу.
- Сварные фитинги со сваркой встык Определение
- Стандарты сварных фитингов
- Материал и марки сварных фитингов Таблица размеров сварных фитингов
- , сварных встык
- Вес сварных фитингов
- ANSI B16.9 Сварные фитинги с стыковой сваркой Прайс-лист
- Сварные фитинги для сварки встык Экспорт в
- Бытовые фитинги
Andron Stainless Corporation производит линейку фитингов для автоматической сварки (AWF), используемых в полевых установках для всех типов оборудования для орбитальной сварки.
Все фитинги Andron (AWF) соответствуют следующим критериям: (A) Сверхдлинные тангенсы; (B) Специальный допуск на овальность, толщину стенки и прямоугольность; (C) Полная прослеживаемость с номерами плавки и отчетами об испытаниях материалов (MTR). Эти фитинги доступны в неполированном или отполированном виде до стандарта отделки 20Ra. Более тонкая отделка доступна по запросу. Все фитинги закрыты крышками и упакованы для защиты.В дополнение к фитингам для автоматической сварки, Andron Stainless также предлагает другие линейки продуктов: санитарные насосы Inoxpa, бытовую сантехнику, изготовление сантехники из нержавеющей стали на заказ, зажимные фитинги, трубы из нержавеющей стали, санитарные сетчатые фильтры из нержавеющей стали, санитарные клапаны и сантехнику из нержавеющей стали. стальная фурнитура.
См. ниже список доступных размеров, сплавов и отделки фитингов для автоматической сварки.
Примечание. Не все фитинги этой категории соответствуют размерам ASME-BPE.
Get A Quote
Categories
Диапазон размеров:
от 1/2″ до 6″ Сплавы: T316L нержавеющая сталь
(Пожалуйста, свяжитесь с нами для получения информации об экзотических сплавах)Отделка: A2ST Длинный радиус 90° Колено
Размер A Вес 0,5 дюйма 3,000 дюйма 0,17 0,75 дюйма 3,000 дюйма 0,30 1,0″ 3,000″ 0,56 1,5 дюйма 3,750″ 1,20 2,0″ 4,750″ 1,20 2,5 дюйма 5,188 дюйма 1,51 3,0 дюйма 6,313 дюйма 2,00 4,0″ 8,313″ 3,90 6,0″ 12,000″ 5,75 A2KST Длинный радиус 45° Колено
Размер A Вес 0,5 дюйма 2,250 дюйма 0,12 0,75 дюйма 2,250 дюйма 0,21 1,0″ 2,250″ 0,35 1,5 дюйма 2,500 дюйма 0,75 2,0 дюйма 3,000 дюйма 1,26 2,5 дюйма 3,000 дюйма 1,51 3,0 дюйма 3,688 дюйма 2,00 4,0 дюйма 4,813 дюйма 2,50 6,0″ 6,750″ 5,00 Тройник A7WT
Размер A B Вес0,5″ 2,125″ 4,250″ 0,24 0,75″ 2,125″ 4,250″ 0,29 1,0″ 2,125″ 4,250″ 0,35 1,5″ 2,375″ 4,750″ 0,75 2,0 дюйма 3,000 дюйма 6,000 дюйма 0,84 2,5 дюйма 3,000 дюйма 6,000 дюйма 0,99 3,0 дюйма 3,250 дюйма 6,500 дюйма 1,44 4,0 дюйма 3,875 дюйма 7,750 дюйма 2,56 6,0″ 5,000″ 10,000″ 7,00 Переходной тройник A7WRT
Размер A B C Вес 0,75″ x 0,5″ 2,125″ 4,250″ 2,125″ 0,10 1,0 x 0,5 дюйма 2,125 дюйма 3,750 дюйма 1,875 дюйма 0,24 1,0″ x 0,75″ 2,125″ 3,750″ 1,875″ 0,20 1,5 x 0,5 дюйма 2,250 дюйма 4,500 дюйма 2,250 дюйма 0,42 1,5 x 0,75 дюйма 2,250 дюйма 4,500 дюйма 2,250 дюйма 0,40 1,5″ x 1,0″ 2,375″ 4,500″ 2,250″ 0,48 2,0″ x 0,5″ 2,375″ 6,000″ 3,000″ 0,58 2,0″ x 0,75″ 2,375″ 6,000″ 3,000″ 0,62 2,0″ x 1,0″ 2,375″ 6,000″ 3,000″ 0,69 2,0″ x 1,5″ 2,500″ 6,000″ 3,000″ 0,73 2,5″ x 1,0″ 2,625″ 6,000″ 3,000″ 0,75 2,5″ x 1,5″ 2,750″ 6,000″ 3,000″ 0,78 2,5″ x 2,0″ 3,250″ 6,000″ 3,000″ 1,02 3,0″ x 1,5″ 3,000″ 6,500″ 3,250″ 1,18 3,0″ x 2,0″ 3,500″ 6,500″ 3,250″ 1,26 3,0 x 2,5 дюйма 3,250 дюйма 6,500 дюйма 3,250 дюйма 1,04 4,0″ x 2,0″ 4,000″ 7,750″ 3,875″ 2,20 4,0″ x 2,5″ 3,750″ 7,750″ 3,875″ 2,30 4,0 x 3,0 дюйма 3,750 дюйма 7,750 дюйма 3,875 дюйма 2,40 6,0″ x 3,0″ 4,750″ 10,000″ 5,000″ 5,70 6,0″ x 4,0″ 4,875″ 10,000″ 5,000″ 5,80 A9WT Cross
Размер A B Вес70,5 дюйма 1,875 дюйма 3,750 дюйма 0,15 0,75″ 1,875″ 3,750″ 0,28 1,0″ 1,875″ 3,750″ 0,33 1,5″ 2,250″ 4,500″ 0,60 2,0 дюйма 3,000 дюйма 6,000 дюйма 1,04 2,5″ 3,000″ 6,000″ 1,38 3,0 дюйма 3,250 дюйма 6,500 дюйма 1,54 4,0 дюйма 3,875 дюйма 7,750 дюйма 2,88 6,0″ 5,000″ 10,000″ 7,30 Приварной наконечник AC14T
Размер A Вес 0,5″ 1,750″ 0,09 0,75″ 1,750″ 0,11 1,0″ 1,750″ 0,20 1,5 дюйма 1,750 дюйма 0,20 2,0 дюйма 2,250 дюйма 0,24 2,5 дюйма 2,250 дюйма 0,30 3,0 дюйма 2,250 дюйма 0,40 4,0 дюйма 2,250 дюйма 0,60 6,0″ 3,000″ 1,50 Концентрический переходник A31WT
Размер A Вес 0,75″ x 0,5″ 4,000″ 0,13 1,0 x 0,5 дюйма 4,500 дюйма 0,22 1,0″ x 0,75″ 4,000″ 0,19 1,5 x 0,5 дюйма 5,500 дюйма 0,38 1,5″ x 0,75″ 5,000″ 0,34 1,5 x 1,0 дюйма 5,500 дюйма 0,32 2,0 x 1,5 дюйма 5,500 дюйма 0,59 2,5 x 1,5 дюйма 7,500 дюйма 0,95 2,5 x 2,0 дюйма 6 000 дюймов 0,82 3,0″ x 2,0″ 8,000″ 1,20 3,0 x 2,5 дюйма 6 000 дюймов 0,96 4,0″ x 2,0″ 12,500″ 2,58 4,0″ x 2,5″ 10,500″ 2,40 4,0 x 3,0 дюйма 8,500 дюйма 2,20 6,0 x 3,0 дюйма 10,750 дюйма 4,50 6,0 x 4,0 дюйма 10,750 дюйма 4,50 Эксцентриковый переходник A32WT
Размер A Вес 0,75″ x 0,5″ 4. 000″0,13 1,0 x 0,5 дюйма 4,500 дюйма 0,22 1,0″ x 0,75″ 4,000″ 0,19 1,5 x 0,5 дюйма 5,500 дюйма 0,38 1,5″ x 0,75″ 5,000″ 0,34 1,5 x 1,0 дюйма 5,500 дюйма 0,32 2,0 x 1,5 дюйма 5,500 дюйма 0,59 2,5 x 1,5 дюйма 7,500 дюйма 0,95 2,5 x 2,0 дюйма 6 000 дюймов 0,82 3,0″ x 2,0″ 8,000″ 1,20 3,0 x 2,5 дюйма 6 000 дюймов 0,96 4,0″ x 2,0″ 12,500″ 2,58 4,0″ x 2,5″ 10,500″ 2,40 4,0 x 3,0 дюйма 8,500 дюйма 2,20 6,0 x 3,0 дюйма 10,750 дюйма 4,50 6,0 x 4,0 дюйма 10,750 дюйма 4,50 ASME B16.
9 Сварные фитинги, Сварные фитинги для труб Производитель
Предупреждение : использование неопределенной константы simple_breadcrumb — предполагается, что «simple_breadcrumb» (это вызовет ошибку в будущей версии PHP) в /home/customer/www/marcelpiping.com/public_html/wp-content/themes/456sailing/includes/title-breadcrumb.php онлайн 28Трубы Marcel » ASME B16.9 Сварной фитинг встык
Экспортер высококачественных сварных фитингов, сварных фитингов для сварки встык, сварных фитингов ANSI B16.9
Размеры сварных фитингов, прейскурант сварных фитингов, дилер фитингов для сварных труб встык, Индия.
Содержание
Компания Marcel Piping является известным поставщиком и производителем фитингов , сварных встык, , которые привариваются к трубе, трубе или клапану, чтобы исключить утечку, поскольку сварка создает сплошное металлическое тело, которое не ломается.
Мы являемся крупнейшим поставщиком высококачественных, высокопроизводительных сварных фитингов , в основном используются при низких и умеренных температурах в коррозионных ситуациях. Сварные фитинги для сварки встык могут поставляться в стандартных и нестандартных размерах ANSI. Мы, команда квалифицированных специалистов, можем поставлять сварные стальные фитинги в полном диапазоне размеров и размеров. Мы также являемся экспортером и дилером сварных фитингов для национальных и международных клиентов в различных отраслях промышленности, таких как нефть и газ, нефтехимия, производство электроэнергии, фармацевтика, производство бумаги, газовая промышленность и химические заводы. Сварные фитинги изготавливаются непосредственно из секции бесшовного горячедеформированного металлического листа, а затем подвергаются холодной обработке.
Сварные фитинги для стыковой сварки, Сварные фитинги для стыковой сварки Дилеры, Сварные фитинги ASME B16.9 Цена
Предлагаемые нами сварные фитинги ANSI B16.
9 устойчивы к коррозии, помимо многоразового использования и экономичности, для производства электроэнергии, атомных станций, нефтехимическая промышленность, удобрения и т. д.Торговец фитингами для сварки встык, размерами фитингов для сварки встык, поставщиками фитингов для сварки встык в Индии
Спецификация сварных фитингов ANSI/ASME B16.9
Размеры АСМЭ/АНСИ Б16.9, АСМЭ Б16.28, МСС-СП-43 Размеры 1/2″NB ДО 48″NB В Типы Сварные фитинги, Сварные фитинги Толщина стенки Расписание 5S, 10S, 20S, S10, S20, S30, STD, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS и т. д. Дополнительные услуги Горячее цинкование погружением, эпоксидное покрытие и покрытие FBE, электрополировка, пескоструйная обработка, нарезание резьбы, пайка Производственные сорта Нержавеющая сталь, легированная сталь, дуплекс, никелевые сплавы, низкотемпературная сталь, углеродистая сталь, медно-никелевый сплав Стандарты производства сварных фитингов
ASME: АНСИ Б16. 9, АНСИ Б16.28, МСС-СП-43DIN: ДИН2605, ДИН2615, ДИН2616, ДИН2617, ДИН28011 EN: EN10253-1, EN10253-2 ASTM A403 – ASME SA403 Стандартные технические условияна фитинги из кованой аустенитной нержавеющей стали ASME B16.9 Кованые фитинги заводского изготовления, сварка встык АСМЭ Б16.25 Концы под приварку встык АСМЭ Б16.28 Отводы с коротким радиусом из кованой стали и возвратные соединения для сварки встык МСС СП-43 Кованые и сборные фитинги для стыковой сварки для низкого давления, коррозионностойкие Фитинги для сварки встык Марки материалов
Нержавеющая сталь ASME B16.
9 Фитинги для сварки встык:
ASTM A403 WP316/316L, ASTM A403 SA/A 774 WP-S, WP-W, WP-WX 304/304L, ASTM A182 F316L, 304L, DIN 1.4301, DIN1.4306, DIN 1.4401, DIN 1.44043
3
3 Дуплексная и супердуплексная сталь ASME B16.9 Сварные фитинги встык:
ASTM A 815, ASME SA 815 UNS NO S31803, S32205. УНС С32750, С32950. Werkstoff № 1.4462Углеродистая сталь ASME B16.9 Сварные фитинги встык:
ASTM A234, ASME SA234 WPB, WPBW, WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 60 и 9HY 70003Низкотемпературная углеродистая сталь ASME B16.9 Сварные фитинги встык: ASTM A420 WPL3, A420 WPL6
Легированная сталь ASME B16.9 Сварные фитинги встык:
ASTM 2 / ASME Gr. A/SA. WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 91Никелевый сплав ASME B16.9 Сварные фитинги встык:
ASTM B336, ASME SB336, никель 200 (UNS № 2200), Никель 201 (UNS № N02201), монель 400 (UNS № N04400), монель 500 (UNS № N05500), инконель 800 (UNS № N08800), инконель 825 (UNS № N08825), инконель 600 (UNS № , N06600), Inconel 625 (UNS № N06625), Inconel 601 (UNS № N06601), Hastelloy C 276 (UNS № N10276), сплав 20 (UNS № N08020), титан (сорт I и II), медь -Никель 70/30, CuNi10Fe1Mn, CuNi30Mn1Fe.ANSI/ASME B16.9 ТАБЛИЦА РАЗМЕРОВ СВАРНЫХ СТАЛЬНЫХ ФИТИНГОВ
Допуски сварных фитингов
НОМИНАЛЬНЫЙ РАЗМЕР ТРУБЫ 30 NPS 90 ДОПУСТИМЫЕ УГЛОВЫЕ УСЛОВИЯ ДОПУСТИМЫЕ УГЛОВЫЕ УСЛОВИЯ ВСЕ РАЗМЕРЫ УКАЗАНЫ В ДЮЙМАХ. ДОПУСКИ РАВНЫ ПЛЮС И МИНУС, ЗА ИСКЛЮЧЕНИЕМ ПРИМЕЧАНИЙ. Вне угла Q Вне плоскости P (1) Округлость — это сумма абсолютных значений положительного и отрицательного допуска.
(2) Этот допуск может не применяться к локализованным участкам формованных фитингов, где требуется увеличенная толщина стенки для соответствия конструктивным требованиям ASME B16.9.
(3) Внутренний диаметр и номинальные толщины стенок на концах должны быть указаны покупателем. (4) Если иное не указано покупателем, эти допуски относятся к номинальному внутреннему диаметру, который равен разнице между номинальным наружным диаметром и вдвое больше номинальной толщины стенки.от ½ до 4 0,03 0,06 от 5 до 8 0,06 0,12 от 10 до 12 0,09 0,19 от 14 до 16 лет 0,09 0,25 от 18 до 24 лет 0,12 0,38 с 26 до 30 0,19 0,38 от 32 до 42 0,19 0,50 от 44 до 48 0,18 0,75
ASME B16.9 Фитинги для сварки встык Доступные типы
Battweld Swared Fittings ListФитинги для сварки встык Производитель Сварка встык B16. 9Сварные фитингиСтальные сварные фитинги Производитель сварных фитингов из нержавеющей стали ASME B16.9 Сварные фитинги Сварные фитинги из нержавеющей стали ANSI B16.9 Сварные стыковые сварные фитинги Stockist ASME B16.28 Экспортер сварных фитингов с стыковой сваркой Титановые фитинги для сварки встык Сварные стыковые сварные фитинги Дистрибьюторы штуцеры сварных встык дуплексной стали сварные встыкПроизводитель высококачественных сварных фитингов штуцеры сваренные нержавеющей сталью АСТМ А403 Сварные фитинги из углеродистой стали Сварка встык Поставщик сварных фитингов Сварные фитинги из инконеля встык штуцера супер двухшпиндельной стали сваренные встыкМедно-никелевые сварные фитинги штуцера высокого сплава никеля сваренные Сварные фитинги Hastelloy со склада ASME B16.
 Все фитинги Andron (AWF) соответствуют следующим критериям: (A) Сверхдлинные тангенсы; (B) Специальный допуск на овальность, толщину стенки и прямоугольность; (C) Полная прослеживаемость с номерами плавки и отчетами об испытаниях материалов (MTR). Эти фитинги доступны в неполированном или отполированном виде до стандарта отделки 20Ra. Более тонкая отделка доступна по запросу. Все фитинги закрыты крышками и упакованы для защиты.
Все фитинги Andron (AWF) соответствуют следующим критериям: (A) Сверхдлинные тангенсы; (B) Специальный допуск на овальность, толщину стенки и прямоугольность; (C) Полная прослеживаемость с номерами плавки и отчетами об испытаниях материалов (MTR). Эти фитинги доступны в неполированном или отполированном виде до стандарта отделки 20Ra. Более тонкая отделка доступна по запросу. Все фитинги закрыты крышками и упакованы для защиты.

 000″
000″ 9 Сварные фитинги, Сварные фитинги для труб Производитель
9 Сварные фитинги, Сварные фитинги для труб Производитель
 9 устойчивы к коррозии, помимо многоразового использования и экономичности, для производства электроэнергии, атомных станций, нефтехимическая промышленность, удобрения и т. д.
9 устойчивы к коррозии, помимо многоразового использования и экономичности, для производства электроэнергии, атомных станций, нефтехимическая промышленность, удобрения и т. д. 9, АНСИ Б16.28, МСС-СП-43
9, АНСИ Б16.28, МСС-СП-43 9 Фитинги для сварки встык:
9 Фитинги для сварки встык: 
 9Сварные фитинги
9Сварные фитинги