Сварка оптического кабеля
Специалисты нашей компании проведут работы по сварке оптического кабеля в муфтах и кроссах. Оптическое волокно варим одним из современных аппаратов: FITEL S-177, FITEL S-178А или Fujikura 60s. Сведение волокон в этих аппаратах производится по сердцевине волокна. Использование современных сварочных аппаратов позволяет добиться минимальных затуханий на стыке. Мы с одинаково отличным качеством отработаем как небольшую локальную сеть по оптическому кабелю, так и протяженную магистраль с любым количеством волокон в сжатые сроки!
Для того, чтобы работа была принята представителями технического надзора (при его наличии) и заказчика проекта в кратчайшие сроки, при монтаже муфт и кроссов на оптическом кабеле необходимо выполнять ряд требований и правил, которым наши специалисты неукоснительно следуют.
Перед началом проведения работ, мы прорабатываем все детали предстоящей работы с заказчиком. Это касается как монтажа кабеля, способах его крепления и путях прохождения по зданиям, помещениям, эстакадам и опорам, так и особенностей монтажа оптических муфт и кроссов.
После монтажа оптических муфт наши специалисты проверяют их на герметичность, проводят контрольные измерения рефлектометром и предъявляют проделанную работу представителям технического надзора и заказчика к приемке.
Проводя работы по такому устоявшемуся алгоритму, нам удается работать быстро и качественно, и передать ВОЛС в эксплуатацию в установленные договором сроки.
В нашей компании работают высококлассные специалисты, прошедшие обучение и имеющие сертификаты сварщика-измерителя ВОЛС. Немаловажным является факт того, что за плечами сварщиков более 10 лет успешного монтажа, сотни километров сваренных и успешно сданных в эксплуатацию магистральных ВОЛС, тысячи кроссов (ODF). Наши специалисты имеют возможность оперативно выехать в любую точку страны для проведения сварочных/измерительных работ по договору.
Сварка оптоволокна. Обучение ВОЛС — Версии.com Фабрика аналитики
Профессия «сварщик оптоволоконного кабеля»
Мое знакомство с оптоволоконным кабелем началось в интернет-провайдере, когда работал монтажником по подключению абонентов.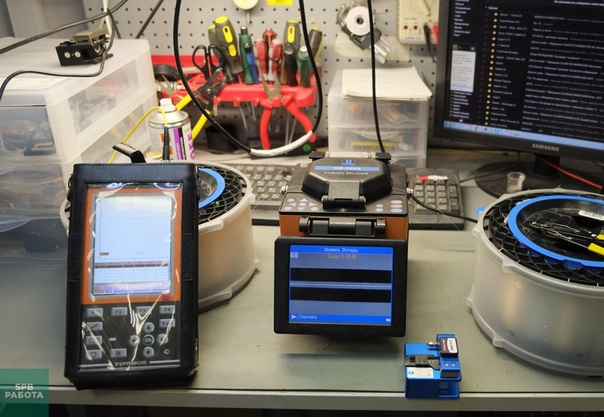 Я прокладывал линии связи по опорам, а после приезжал человек и варил оптику. В нашей компании есть несколько сварочных аппаратов и со временем желание научиться соединять оптический кабель становилось все сильнее и сильнее. Для меня оптический кабель, его характеристики и материал, казались всегда чем-то «высоким», элитой в линиях связи и работа с таким кабелем представлялась очень захватывающей. Уговорив сотрудника дать мне несколько уроков (до этого я множество раз видел, как это делают другие) и организовав тестовый стенд (оптическая патч-панель, пигтейлы и кабель), за один вечер я научился разделывать кабель и сделал пару сварок. При простейшем тестировании сварки лазерной указкой, свет проходил, и я был счастлив. Попрактиковавшись ещё несколько дней на различных типах кабеля, их отличие в сложности подготовки, а именно в снятии защитной оболочки, я поехал варить оптический бокс в частном секторе. Волновался ли я? Да, даже очень, хотя сейчас кажется очень лёгкой задачей. Пройдя практические испытания при подключении абонентов в частном секторе, начал ездить на сварки на объекты, варить кабель в серверных и ЦОД, иногда без отключения патч-кордов и в очень неудобных условиях.
Я прокладывал линии связи по опорам, а после приезжал человек и варил оптику. В нашей компании есть несколько сварочных аппаратов и со временем желание научиться соединять оптический кабель становилось все сильнее и сильнее. Для меня оптический кабель, его характеристики и материал, казались всегда чем-то «высоким», элитой в линиях связи и работа с таким кабелем представлялась очень захватывающей. Уговорив сотрудника дать мне несколько уроков (до этого я множество раз видел, как это делают другие) и организовав тестовый стенд (оптическая патч-панель, пигтейлы и кабель), за один вечер я научился разделывать кабель и сделал пару сварок. При простейшем тестировании сварки лазерной указкой, свет проходил, и я был счастлив. Попрактиковавшись ещё несколько дней на различных типах кабеля, их отличие в сложности подготовки, а именно в снятии защитной оболочки, я поехал варить оптический бокс в частном секторе. Волновался ли я? Да, даже очень, хотя сейчас кажется очень лёгкой задачей. Пройдя практические испытания при подключении абонентов в частном секторе, начал ездить на сварки на объекты, варить кабель в серверных и ЦОД, иногда без отключения патч-кордов и в очень неудобных условиях. Хочу заметить, что сварка оптики, это одно из моих умений, но не постоянный вид деятельности. Из плюсов этой профессии могу отметить: отсутствие пильной работы и то, что оптоволоконный кабель самый «престижный» кабель для передачи данных и работать с ним нужно уметь хотя бы для общего развития. Из минусов: нужно очень аккуратно обращаться с волокнами, они очень тонкие и попадание под кожу приводит к серьезным последствиям. Работа требует аккуратности и точности действий, это не медный кабель и его восстановить намного сложнее. Ну и конечно о зарплате сварщика ВОЛС, в среднем это 50-60$ в день.
Хочу заметить, что сварка оптики, это одно из моих умений, но не постоянный вид деятельности. Из плюсов этой профессии могу отметить: отсутствие пильной работы и то, что оптоволоконный кабель самый «престижный» кабель для передачи данных и работать с ним нужно уметь хотя бы для общего развития. Из минусов: нужно очень аккуратно обращаться с волокнами, они очень тонкие и попадание под кожу приводит к серьезным последствиям. Работа требует аккуратности и точности действий, это не медный кабель и его восстановить намного сложнее. Ну и конечно о зарплате сварщика ВОЛС, в среднем это 50-60$ в день.
В этой статье хочу показать, как разделать и сварить простой оптоволоконный кабель с кевларовым несущим элементом. Такой кабель интернет-провайдеры используют для подключения абонентов в частном секторе.
Как подготовить оптический кабель к сварке
Для зачистки оптоволоконного кабеля понадобится такой инструмент: нож канцелярский для снятия внешней оболочки кабеля, кусачки для работы с несущим элементом, стриппер для снятия защитного буфера и лаковой оболочки с волокна и спиртовые салфетки для очистки волокон от защитного геля.
Отступив примерно метр, начинаем с надреза ножом внешней оболочки кабеля, делая круговые движения. Когда при изгибе кабеля в месте надреза видно, что внешняя оболочка разделилась и стали доступны несущие силовые элементы (в нашем случае это два прутка), берём бокорезы и раскусываем их, чтобы целостность кабеля составляла только внутренняя туба с волокнами. На этом этапе можно попробовать снять с тубы отрезанную оболочку и прутки. Если это не получается сделать, берём стриппер и подобрав нужный диаметр среза, кусаем буфер. В результате все элементы оболочки отрезаны и лёгким движением рук можно их снять с волокон. Волокна в буфере залиты гелем, поэтому снимая буфер желательно сразу их протереть спиртовой салфеткой, начиная от места зачистки кабеля. Гель нужен для создания «плавающего» эффекта волокон в тубе. Это можно наблюдать в сварочных боксах при смене сезонов года. Зимой волокна утягиваются, а летом расширяются и в сварочной сплайс-кассете видно, что длина волокон стала больше или меньше, чем оставлял при работе сварщик. Это нужно учитывать при укладке волокон в сплайс кассету и не делать сильное натяжение или большой их запас. Также гель обладает влагоотталкивающим эффектом. Получив чистые волокна, остаётся снять ещё несколько сантиметров внешней оболочки, добравшись до несущих элементов, для крепления их в сварочном боксе или оптической патч-панели. Для этого повторяем круговой надрез оболочки кабеля ножом и делаем небольшие изгибы, чтобы удостовериться, что оболочка полностью прорезана. Далее берем бокорезы, ставим в место надреза, чуть глубже оболочки и, держа оптоволоконный кабель в одной руке, а бокорезы в другой, делаем движение в сторону зачищенных волокон. Это без труда позволяет снять внешнюю изоляцию, обнажив прутки для крепления в панель или бокс. Закрепив кабель за силовые элементы, остаётся отмерять нужную длину и отрезать лишнюю часть волокна. Берём волокна и начинаем укладывать их в сплайс-кассету, дойдя до места крепления гильз, затем берём стриппер и отрезаем лишнее. На этом подготовка оптоволоконного кабеля для процесса сварки завершена.
Это нужно учитывать при укладке волокон в сплайс кассету и не делать сильное натяжение или большой их запас. Также гель обладает влагоотталкивающим эффектом. Получив чистые волокна, остаётся снять ещё несколько сантиметров внешней оболочки, добравшись до несущих элементов, для крепления их в сварочном боксе или оптической патч-панели. Для этого повторяем круговой надрез оболочки кабеля ножом и делаем небольшие изгибы, чтобы удостовериться, что оболочка полностью прорезана. Далее берем бокорезы, ставим в место надреза, чуть глубже оболочки и, держа оптоволоконный кабель в одной руке, а бокорезы в другой, делаем движение в сторону зачищенных волокон. Это без труда позволяет снять внешнюю изоляцию, обнажив прутки для крепления в панель или бокс. Закрепив кабель за силовые элементы, остаётся отмерять нужную длину и отрезать лишнюю часть волокна. Берём волокна и начинаем укладывать их в сплайс-кассету, дойдя до места крепления гильз, затем берём стриппер и отрезаем лишнее. На этом подготовка оптоволоконного кабеля для процесса сварки завершена.
Подготовить pigtail (пигтейл) намного проще. Нужен только стриппер и кусачки. Подключив разъем в адаптер, начинаем уматывать его в сплайс-кассету. Он должен идти на встречу ранее подготовленному кабелю. Дойдя до места фиксации оптоволоконных гильз, отрезаем лишнее и подготовка закончена. Иногда вместо пигтейла (pigtail) используется оптический патч-корд. В таком случае подводим патч-корд к месту ввода в кассету (там обычно есть место для крепления кабельных стяжек), берём стриппер и кусаем внешнюю оболочку патч-корда, снимаем ее (под ней идёт оплётка из волокон), их кусаем кусачками. Фиксируем патч-корд в кассету стяжкой, уматываем и отрезаем лишнее в месте фиксации термоусадочных гильз. Подготовка закончена, приступаем к сварке оптоволоконного кабеля.
Как использовать сварочный аппарат для оптоволокна
Подготовив все необходимое для сварки, переходим к самому легкому – к процессу сварки. В наше время оборудование настолько автоматизировано, что для соединения двух волокон требуется нажать несколько кнопок и выполнить пару простейших манипуляций. Вообще, на мой взгляд профессия «сварщик ВОЛС» заключается в умении зачистить и подготовить разные типы кабеля. Всю остальную работу делает сварочное оборудование. В нашей компании есть несколько сварочных аппаратов: один от компании Corning и несколько китайских. Все аппараты оснащены микроскопом для осмотра чистоты волокна и угла скола, также есть печка для нагрева термоусадки. Я в основном пользуюсь сварочником от Corning, но если работы по сварке нужно выполнить на высоте, то предпочтительнее использовать китайский.
Вообще, на мой взгляд профессия «сварщик ВОЛС» заключается в умении зачистить и подготовить разные типы кабеля. Всю остальную работу делает сварочное оборудование. В нашей компании есть несколько сварочных аппаратов: один от компании Corning и несколько китайских. Все аппараты оснащены микроскопом для осмотра чистоты волокна и угла скола, также есть печка для нагрева термоусадки. Я в основном пользуюсь сварочником от Corning, но если работы по сварке нужно выполнить на высоте, то предпочтительнее использовать китайский.
Итак, у нас есть подготовленные волокна, стриппер, спиртовые салфетки, скалыватель волокон для получения ровного угла среза под 90°, для последующего соединения оптических волокон при сварке, гильзы термоусадочные и сварочный аппарат. Включаем сварочник. Одеваем гильзу на волокно, берём стриппер, отступив 3-4 сантиметра, заводим волокно в паз и снимаем защитный лак. Далее протираем оптоволокно салфеткой и, используя скалыватель, делаем скол. Важно! Если в оптическом скалывателе нет приемника для сколотых волокон, можно наклеить на стол изоленту, липкой частью к верху и приклеивать туда сколотые части волокна, во избежание их попадания под кожу. Далее устанавливаем волокно в сварочный аппарат и закрываем фиксирующую крышку. Можно сразу закрыть крышку над сварочными электродами и посмотреть на экране правильность скола (должен быть угол в 90°). Проделав эти действия со вторым концом оптического кабеля, жмём на кнопку «Сварка». Аппарат начинает сводить волокна, затем дополнительно очищает их и выполняет спайку. Происходит это за счёт электрической дуги, которая расплавляет концы волокон, позволяя их соединить. Волокно состоит из стекла, и можно представить, какую температуру нужно применять для его плавления. Закончив соединять волокна, на экране можно увидеть значение качества сварки. Далее остаётся достать уже цельное волокно, подвинуть на место соединения термоусадочную гильзу и положить в печку для запекания. Хороший результат – это когда усадка происходит по всей длине гильзы.
Важно! Если в оптическом скалывателе нет приемника для сколотых волокон, можно наклеить на стол изоленту, липкой частью к верху и приклеивать туда сколотые части волокна, во избежание их попадания под кожу. Далее устанавливаем волокно в сварочный аппарат и закрываем фиксирующую крышку. Можно сразу закрыть крышку над сварочными электродами и посмотреть на экране правильность скола (должен быть угол в 90°). Проделав эти действия со вторым концом оптического кабеля, жмём на кнопку «Сварка». Аппарат начинает сводить волокна, затем дополнительно очищает их и выполняет спайку. Происходит это за счёт электрической дуги, которая расплавляет концы волокон, позволяя их соединить. Волокно состоит из стекла, и можно представить, какую температуру нужно применять для его плавления. Закончив соединять волокна, на экране можно увидеть значение качества сварки. Далее остаётся достать уже цельное волокно, подвинуть на место соединения термоусадочную гильзу и положить в печку для запекания. Хороший результат – это когда усадка происходит по всей длине гильзы. На этом процесс соединения оптического кабеля окончен, остаётся смотать волокна в сплайс-кассету и для простейшей проверки посветить лазерной указкой.
На этом процесс соединения оптического кабеля окончен, остаётся смотать волокна в сплайс-кассету и для простейшей проверки посветить лазерной указкой.
Если профессия сварщик ВОЛС вам интересна, смело можете пробовать себя в ней. Главное получать удовольствие от работы.
На сайте IPSHOP можно купить комплектующие для построения сетей ВОЛС с доставкой по Украине.
Старший техник — Сварщик ВОЛС 16000 грн в Николаеве — Провайд
Опис вакансії
О Компании.
Мы — Компания Провайд, занимаемся полным комплексом работ по строительству и обслуживанию телекоммуникационных сетей и линий связи. Среди наших клиентов лидеры телекоммуникационного рынка, такие как Укртелеком, Киевстар, Датагруп, а также другие операторы связи.
На данный момент у нас открыты вакансии — Техник — Сварщик ВОЛС, г. Николаев
Кого мы ищем?
Наш кандидат — это мужчина 20-50 лет, с опытом работы в отрасли связи на позиции кабельщика, монтажника, техника или инженера. Имеет опыт в прокладке кабельных линий связи (волоконно-оптических и медных), понимает принцип функционирования волоконно-оптических линий связи, умеет работать с оборудованием для варки и измерений в оптических линиях связи. Пунктуален, аккуратен, привык работать на результат.
Имеет опыт в прокладке кабельных линий связи (волоконно-оптических и медных), понимает принцип функционирования волоконно-оптических линий связи, умеет работать с оборудованием для варки и измерений в оптических линиях связи. Пунктуален, аккуратен, привык работать на результат.
Мы предлагаем:
- Официальное трудоустройство
- Своевременную выплату заработной платы
- Гибкий рабочий график
- Возможность влиять на свой доход (ставка + мотивационная программа)
Что нужно будет делать?
- Составление схем монтажа ВОК
- Монтаж волоконно-оптического кабеля (подвес на опоры и между многоэтажными домами, укладка в кабельную канализацию и грунт).
- Проведение работ по сварке, коммутации и измерениям ВОЛС
- Монтаж медных многопарных кабелей связи (открытым способом внутри и снаружи зданий и сооружений, в слаботочных каналах.
- Монтаж телекоммуникационных шкафов с подключением к сети электроснабжения.

- Монтаж и коммутация телекоммуникационного оборудования
- Монтаж слаботочных каналов связи
- Проведение пуско-наладочных работ

Будет плюсом:
- Наличие водительских прав и личное авто
- Понимание принципов построения и функционирования телекоммуникационных сетей
- Наличие группы допуска по электробезопасности
- Опыт проведения высотных работ
Для записи на собеседование звоните по телефону:
Светлана, Или присылайте резюме.Сварка оптики в Москве от компании DMK, тел.: +7(916)108-78-07
Сварка оптики, содержание:
• Особенности сваривания оптоволокна современными аппаратами
• Программы сварочных устройств
Сварка оптики — это неотъемлемый процесс создания оптоволоконных коммуникационных сетей, представляющих собой кабельную сборку, разделенную на отдельные участки, каждый из которых несет свою нагрузку. И для внесения в структуру такой сети определенных изменений периодически требуется ее разделение и последующий процесс сваривания волокон.
Для сваривания волокна обычно используются специальные устройства, которые для простоты называются сварочными аппаратами. Однако в отличие от обыкновенных сварочных аппаратов, сварка оптики происходит посредством абсолютно других методов. Даже сами инструменты по своему внешнему виду практически ничем не напоминают оборудование для дуговой сварки.
Особенности сваривания оптоволокна современными аппаратами
Чтобы сварить между собой 2 части кабеля, их нужно поместить в аппарат, а затем закрыть верхний кожух. При этом в некоторых моделях аппаратов уже после закрытия кожуха начинается процесс сваривания, проходящий полностью в автоматическом режиме. В остальных же моделях нужно только ввести кодовый набор для начала процесса соединения.
При этом в некоторых моделях аппаратов уже после закрытия кожуха начинается процесс сваривания, проходящий полностью в автоматическом режиме. В остальных же моделях нужно только ввести кодовый набор для начала процесса соединения.
Программы сварочных устройств
Во многих сварочных аппаратах изначально уже заложена та или иная программа стандартных сварочных работ для оптоволокна с наиболее популярными разновидностями кабеля. При этом сварка оптики может осуществляться еще и в индивидуальном (пользовательском) режиме, для которого в устройстве предусмотрен запас памяти. Используя данный вариант, можно вносить до 20-50 своих настроек (режимов) по проведению сварочных работ. Однако на практике этот процесс, как правило, не требует такого огромного количества режимов, поскольку в нашей стране зачастую используется порядка 10 видов оптоволоконного кабеля.
Даже если в работе все же будут использоваться редкие модели волокна, то достаточно лишь установить необходимый режим работы. Процесс сварки при этом может занять чуть больше времени, так как аппарату нужно будет обращаться к новым настройкам, отходя от стандартных режимов.
Процесс сварки при этом может занять чуть больше времени, так как аппарату нужно будет обращаться к новым настройкам, отходя от стандартных режимов.
Если вам требуется качественная и недорогая сварка оптики, проведенная опытными специалистами на современном оборудовании, то обращайтесь в компанию «ДМК ГРУПП». Мы также предлагаем услуги монтажа ВОЛС/СКС, тестирование+стандартизацию сетей связи, монтаж сетей GPON и многое другое. Узнать стоимость наших услуг вы можете на страничке «Цены» нашего сайта либо по телефону +7 916 1-087-807.
|>>> Сварка оптического волокна
Какие бывают аппараты для сварки оптоволокна
Для чего используется оптоволокно
Жизнь современного человека нереально представить без возможности постоянно получать различную информацию. В первую очередь, такую информацию человек получает из всемирной паутины – сети Интернет. И для того, чтобы эта сеть работала очень быстро, используется специальный материал – оптическое волокно. И, естественно, для его соединения потребуется аппарат для сварки оптоволокна.
И, естественно, для его соединения потребуется аппарат для сварки оптоволокна.
Действительно, для того, чтобы оптическое волокно безошибочно и надежно передавало большие объемы информации, необходимо позаботиться о качественной их сварке. Ведь именно оптоволокно дает возможность передавать за очень короткие временные промежутки большие объемы информации. А для того чтобы организовать надежную оптоволоконную связь, потребуется не только высококачественные оптоволоконные материалы, но и аппараты для их сварки.
Типы аппаратов для сварки оптоволокна
Для того чтобы надежно соединить кабель окд, потребуется выбрать определенный тип аппарата, предназначенного для сварки. Сегодня все аппараты, предназначенные для сварки оптоволокна, можно разделить на три больших группы: ручные, полуавтоматические и автоматические сварочные аппараты.
Ручные сварочные аппараты сегодня многие специалисты уже назовут историей. Ведь в них юстировка для сведения волокон осуществлялась вручную. А процесс сведения соединяемых волокон контролировался с помощью микроскопа. Поэтому сложно представить себе ручной сварочный аппарат для работы в полевых условиях. Для того чтобы эффективно использовать данный аппарат требовался опыт и определенная виртуозность. В том случае, если допускалась малейшая ошибка либо при сведении волокон, либо во время сварки могла привести буквально к фатальным последствиям.
Ведь в них юстировка для сведения волокон осуществлялась вручную. А процесс сведения соединяемых волокон контролировался с помощью микроскопа. Поэтому сложно представить себе ручной сварочный аппарат для работы в полевых условиях. Для того чтобы эффективно использовать данный аппарат требовался опыт и определенная виртуозность. В том случае, если допускалась малейшая ошибка либо при сведении волокон, либо во время сварки могла привести буквально к фатальным последствиям.
В том случае, если для установки телекоммуникационного оборудования используется, например, серверный шкаф zpas, то самым оптимальным аппаратом для сварки оптоволокна можно назвать полуавтоматический аппарат. В таком аппарате используется уже автоматическая юстировка волокон. Но микроскоп в таких аппаратах еще используется. Как правило, принцип, используемый для сварки в подобных аппаратах, получил название сварка полуавтоматическая по уровню сигнала.
Но самыми распространенными на сегодняшний день являются автоматические сварочные аппараты.
Необходимо учесть, что современное телекоммуникационное оборудование устанавливается в специальное приспособление — монтажный шкаф, который позволяет устанавливать это оборудование в нужном порядке. Работать в подобном шкафу бывает достаточно сложно. И только современные сварочные аппараты дают возможность проводить все работы качественно и надежно.
Что должен делать оператор в таком аппарате? Ему следует очистить оптоволокно от лака, аккуратно сколоть и вложить это волокно в автоматические зажимы прибора.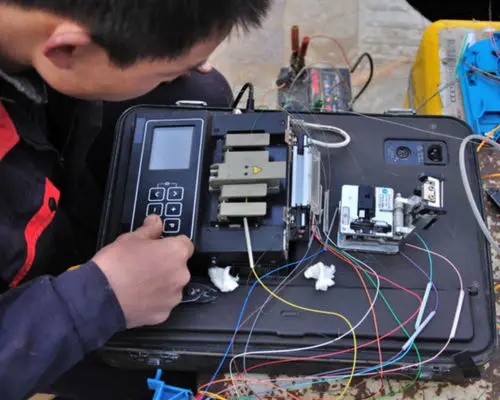
ВОЛС НН :: Наши предложения
Добро пожаловать на сайт, посвященный сварке оптики, тестированию и паспортизации волоконно-оптических линий связи
Предлагаем вашему вниманию услуги по сварке и измерениям волоконно-оптических линий связи. Сварка оптики (сварка оптического волокна, сварка оптоволокна, сварка оптических волокон) на сегодняшний день является единственным самым эффективным методом соединения ВОЛС. Кроме того, мы выполняем работы по тестированию и паспортизации линий связи на основе снятых рефлектограмм. Мы работаем по городу Нижнему Новгороду, Нижегородской области и за ее пределами.
Направления нашей деятельности:
— Монтаж оптических линий связи, любых муфт, кроссов (основное направление)
— Прокладка кабелей
— new Восстановление сети PON (GPON) у абонента в случае повреждения (обрыв волокна и т. д.) — 700 руб
д.) — 700 руб
Немного о нас:
Наша компания имеет богатый опыт (более 10 лет) работы с различными системами связи, цифровыми и аналоговыми, с медными и оптическими кабелями, аппаратурой для организации связи. Наши специалисты имеют высшее техническое образование в области связи (Нижегородский государственный технический университет, Московский технический университет связи и информатики и т.д.)
Важно! Заказчикам:
Для эффективной работы нам необходимо получить от заказчика до начала работ:
— Схему разварки кабеля в кроссе/муфте
— Схему прокладки кабелей
— Схему подключения портов на кроссе
— В обязательном порядке кабели должны быть промаркированы (окольцованы) с указанием откуда идет кабель
— В случае несоответствия проложенного кабеля кабелю по проекту — отдельная схема разварки на фактически проложенный кабель
Наши возможности:
-
Сварка любых типов волокон, одномодовых или многомодовых. Для сварки мы используем парк сварочных аппаратов, таких как: аппарат FITEL S177A от ведущего японского производителя – Furukawa Electric. Этот аппарат отличает высокая точность, отличные характеристики сварочного соединения, высокая скорость работы в автоматическом режиме и выравнивание волокон по сердцевине; Fujikura FSM-80S — новейший сварочный аппарат всемирно известной японской компании Fujikura. Имеет безупречные характеристики и высокую скорость работы. Fujikura FSM-60S — предыдущее поколение легендарных аппаратов для сварки оптики. И по сей день аппарат показывает исключительное качество сварных соединений. Аппарат, проверенный временем. ILSINTECH SWIFT S3 — надежная рабочая лошадка от корейской компании ILSINTECH. Прекрасно работает в любых условиях, обеспечивая постоянно высокое качество сварки. Мы не используем в работе китайские аппараты.
-
Измерения оптического волокна. Для проведения измерений у нас имеется оптический рефлектометр YOKOGAWA (ANDO) AQ7260 производства японской корпорации «Yokogawa Electric Corporation». Улучшенные характеристики прибора дают возможность точнее и с большим разрешением измерять параметры линий, начиная с трехметрового оптического шнура и заканчивая магистральными линиями длиной до 640 километров. Также парк измерительной техники включает в себя приборы канадской компании EXFO. Для измерения мощности оптического излучения мы используем новое поколение приборов от компании Acterna: Acterna OLP-55 SMART — высокоточный оптический измеритель мощности и Acterna OLS-56 Smart — Источник оптического излучения
- Предоставляем услуги по прокладке кабеля в грунт, канализацию, по «воздуху» (столбам и фасадам зданий).
-
Также у нас имеются в наличии: источник видимого излучения для «просветки» волокна, прибор для подключения к неоконцованному волокну, прибор для подключения к оптическому волокну без обрыва волокна (снятие сигнала на изгибе волокна) фирмы Fujikura, прибор для определения наличия и направления сигнала без обрыва волокна фирмы Fujikura, комплект оптических телефонов Haktronics Photom для быстрой организации связи по оптическому волокну, комплект профессиональных радиостанций Icom.
Инструмент для работы с ВОЛС американской фирмы FIS -
Паспортизация линии связи. После проведения сварочных работ и измерений готовой линии заключительным этапом является паспортизация. На основании проведенных измерений мы подготовим в электронном или печатном виде все рефлектограммы, протоколы монтажа оптических кроссов и муфт. Рефлектограммы предоставляются в формате MS Excel, т.е. их можно просматривать на любом компьютере где установлен стандартный пакет Microsoft Office.
-
Мы можем предоставить расходные материалы (одномодовые или многомодовые патчкорды и пигтейлы любой длины с любымитипами коннекторов, розетки и т.д.), а также оптические кроссы, муфты
-
Мы имеем в наличии два внедорожника и можем достаточно быстро организовать выезд по Нижнему Новгороду и области, а также за ее пределы (дата и время выезда зависят от загруженности специалистов работой в данный момент времени)
-
При больших объемах работ мы предложим скидки
-
Если Вы хотите подготовить собственных специалистов по сварке оптоволокна мы поможем Вам в этом, Вы можете отправить Вашего будущего специалиста с нами на объект и мы покажем и расскажем обо всех тонкостях сварки, научим правильно подготавливать оптический кабель к сварке, проведем вместе измерения (оплачивается отдельно)
-
Мы соберем оптический кросс любой емкости, смонтируем любую оптическую муфту, будет ли это муфта МТОК, 3М или любая другая.
-
Проконсультируем Ваших специалистов по установке и настройке активного оборудования
-
Если с Вашим кабелем возникли проблемы – найдем и устраним место повреждения
-
Работа в выходные, праздничные дни и по вечерам только приветствуется! Никаких дополнительных надбавок к стоимости работ нет!
-
Предоставим любые документы для отчётности (договор, акт о выполненных работах и т.д.) с печатью
 Для сварки мы используем парк сварочных аппаратов, таких как: аппарат FITEL S177A от ведущего японского производителя – Furukawa Electric. Этот аппарат отличает высокая точность, отличные характеристики сварочного соединения, высокая скорость работы в автоматическом режиме и выравнивание волокон по сердцевине; Fujikura FSM-80S — новейший сварочный аппарат всемирно известной японской компании Fujikura. Имеет безупречные характеристики и высокую скорость работы. Fujikura FSM-60S — предыдущее поколение легендарных аппаратов для сварки оптики. И по сей день аппарат показывает исключительное качество сварных соединений. Аппарат, проверенный временем. ILSINTECH SWIFT S3 — надежная рабочая лошадка от корейской компании ILSINTECH. Прекрасно работает в любых условиях, обеспечивая постоянно высокое качество сварки. Мы не используем в работе китайские аппараты.
Для сварки мы используем парк сварочных аппаратов, таких как: аппарат FITEL S177A от ведущего японского производителя – Furukawa Electric. Этот аппарат отличает высокая точность, отличные характеристики сварочного соединения, высокая скорость работы в автоматическом режиме и выравнивание волокон по сердцевине; Fujikura FSM-80S — новейший сварочный аппарат всемирно известной японской компании Fujikura. Имеет безупречные характеристики и высокую скорость работы. Fujikura FSM-60S — предыдущее поколение легендарных аппаратов для сварки оптики. И по сей день аппарат показывает исключительное качество сварных соединений. Аппарат, проверенный временем. ILSINTECH SWIFT S3 — надежная рабочая лошадка от корейской компании ILSINTECH. Прекрасно работает в любых условиях, обеспечивая постоянно высокое качество сварки. Мы не используем в работе китайские аппараты.
 Улучшенные характеристики прибора дают возможность точнее и с большим разрешением измерять параметры линий, начиная с трехметрового оптического шнура и заканчивая магистральными линиями длиной до 640 километров. Также парк измерительной техники включает в себя приборы канадской компании EXFO. Для измерения мощности оптического излучения мы используем новое поколение приборов от компании Acterna: Acterna OLP-55 SMART — высокоточный оптический измеритель мощности и Acterna OLS-56 Smart — Источник оптического излучения
Улучшенные характеристики прибора дают возможность точнее и с большим разрешением измерять параметры линий, начиная с трехметрового оптического шнура и заканчивая магистральными линиями длиной до 640 километров. Также парк измерительной техники включает в себя приборы канадской компании EXFO. Для измерения мощности оптического излучения мы используем новое поколение приборов от компании Acterna: Acterna OLP-55 SMART — высокоточный оптический измеритель мощности и Acterna OLS-56 Smart — Источник оптического излучения
 Инструмент для работы с ВОЛС американской фирмы FIS
Инструмент для работы с ВОЛС американской фирмы FIS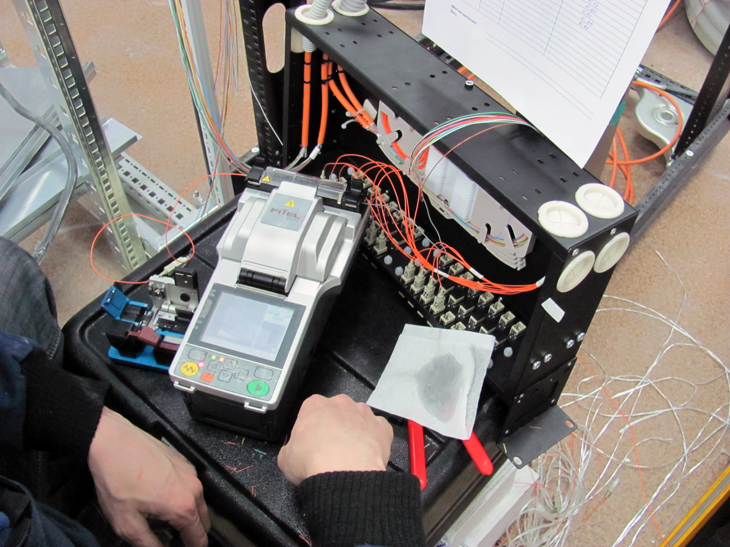
Мы даем гарантию на выполненные работы – 1 год
Форма оплаты может быть любая – наличными или безнал
Сварка ВОЛС — что это
Сварка ВОЛС выполняется специально созданными для этих целей сварочными аппаратами, поэтому этот тип работ является автоматизированным. Данные агрегаты достаточно удобны, так как позволяют не просто совместить свариваемые концы оптоволокна между собой, так и провести комплекс работ по защите такого соединения. По сути дела, это самая обыкновенная сварка – оптические волокна соединяются между собой посредством термической обработки. Но, разумеется, сварка ВОЛС значительно отличается по сложности от сварки обычной проводки, поэтому имеет смысл использовать специальные сварочные аппараты, которые создаются специально под данный вид работ. Они достаточно компактны, так что проблем при их транспортировке к месту назначения возникнуть не должно.
По сути дела, это самая обыкновенная сварка – оптические волокна соединяются между собой посредством термической обработки. Но, разумеется, сварка ВОЛС значительно отличается по сложности от сварки обычной проводки, поэтому имеет смысл использовать специальные сварочные аппараты, которые создаются специально под данный вид работ. Они достаточно компактны, так что проблем при их транспортировке к месту назначения возникнуть не должно.
Все аппараты такого типа можно разделить на несколько групп, по типу свариваемого материала, методам, которые они используют при этом и по совокупности данных свойств. Так, бывают сварочные аппараты с выравниванием по сердцевине (зачастую для этих целей используется лазер), с зафиксированными V-канавками (чтобы оптимально разместить свариваемые части), а также некоторые другие. Также бывают автоматы и для сварки ленточного оптического волокна. Все они, вне зависимости от способа работы, имеют в своём составе блок питания, механическо-электронную часть, а также монитор и клавиатуру.![]() Последние используется для того, чтобы контролировать процесс сварки, а также используется при настройке прибора.
Последние используется для того, чтобы контролировать процесс сварки, а также используется при настройке прибора.
Также, в любом случае, используется программная часть для управления всеми процессами. Обычный пользователь из этой программной части видит лишь меню. Оно всегда имеет два раздела, один – для обычной работы, а второй – для сервиса. При этом сервисный раздел защищён паролем (или обычной комбинацией клавиш, в зависимости от используемого программного обеспечения), так как в нём содержатся чувствительные к изменению настройки, которые, при неквалифицированном вмешательстве и изменении, могут «поломать» весь аппарат.
Поэтому, следует отметить, что такого рода приборы достаточно просты в эксплуатации, но требует тщательной настройки. Но, сваривать оптоволокно руками невероятно сложно, если возможно в принципе. Попробуем разобраться, как же происходит процесс такого рода сварки, если бы мы делали его руками, и на какие этапы он делится.
Сначала происходит разделка оптического кабеля. Стоит отметить, что кабель редко состоит из одного модуля: поэтому зачастую требуется снять не только внешнюю изоляцию, но и несколько внутренних изоляций модулей. После этого, из каждого модуля извлекаются волокна водонепроницаемого материала, которым чаще всего является гель, цветной или бесцветный.
Стоит отметить, что кабель редко состоит из одного модуля: поэтому зачастую требуется снять не только внешнюю изоляцию, но и несколько внутренних изоляций модулей. После этого, из каждого модуля извлекаются волокна водонепроницаемого материала, которым чаще всего является гель, цветной или бесцветный.
Но и это ещё не всё. С обоих концов необходимо снять защитный лак, после этого обработать их спиртом, чтобы стереть какие-либо загрязнения. После этого, волокна, которые предназначены для сварки, укладываются в V-образные канавки (иногда попросту в зажимы, которые имеются в некоторых типах сварочного аппарата) и совмещаются при помощи микроскопа (юстируются). При этом, в зависимости от типа аппарата, этот процесс может быть автоматизирован или же, в менее современных сварочных агрегатах, человек может контролировать и, при необходимости, управлять данным процессом.
Далее электрическая дуга плавит концы двух волокон до определённой температуры, при этом зазор между ними сохраняется, чтобы избежать неправильной состыковки. И уже после установления установленной температуры, при помощи микродоводки, торцы волокон совмещаются. После этого производится проверка прочности соединения, и уже сваренные волокна укладываются в кассету кросса или оптической муфты, или же в сплайс-пластину.
И уже после установления установленной температуры, при помощи микродоводки, торцы волокон совмещаются. После этого производится проверка прочности соединения, и уже сваренные волокна укладываются в кассету кросса или оптической муфты, или же в сплайс-пластину.
Как мы видим, данный процесс достаточно сложен, поэтому для сварки оптоволокна используются специальные автоматы. Стоимость такого прибора составляет около 20.000 $.
Аппарат сварки волс на видео
Загрузка …Статьи по теме:
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы находитесь в нужном месте. В этом блоге Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы этого процесса. Прочтите и узнайте все, что вам нужно знать о современных сварочных технологиях.
Прочтите и узнайте все, что вам нужно знать о современных сварочных технологиях.
Дуговая сварка — не единственный вид сварки.Например, при сварке горелкой мощная горелка используется для плавления заготовки, а металлический сварочный стержень — для соединения металлов. Но сегодня это относительно редкий вид сварочной техники.
Однако дуговая сварка, безусловно, является наиболее распространенным типом сварки, поэтому в этом руководстве мы поговорим об этом. Основы просты. В технологии дуговой сварки используется мощная электрическая «дуга» для плавления металлической заготовки, заземленной на сварочный аппарат, и электрода, который также прикреплен к сварочному аппарату.
Электрическая дуга возникает, когда электрический ток «прыгает» и течет по воздуху между двумя проводниками. В данном случае это металлическая заготовка и электрод, к которым через сварочный аппарат подается сильный электрический ток.
Эта дуга нагревает металл до чрезвычайно высокой температуры, плавя как электрод, так и металл, которого он касается, создавая сварочную ванну, которая позволяет соединить два металла. Давайте подробнее рассмотрим этот процесс и то, как работает аппарат для дуговой сварки.
Готовы погрузиться в детали? Вот пошаговое руководство по работе аппарата для дуговой сварки.
1. Настройка аппарата — Для начала необходимо настроить сварочный аппарат. Для изменения мощности машины и ее работы можно использовать различные элементы управления. Чтобы правильно настроить аппарат для дуговой сварки, необходимо внимательно прочитать руководство, предоставленное производителем.
2.Заземление сварочного материала — Когда сварщик будет готов начать процесс сварки, он прикрепит зажим заземления к металлической заготовке. Он присоединяется непосредственно к сварочному аппарату. Это важно, потому что это помогает завершить электрическую цепь, которая создаст дугу, которая используется для соединения двух металлических частей вместе.
3. Размещение провода электрода напротив сварочного материала — Когда сварщик готов начать процесс сварки, он прикладывает электрод с высокой проводимостью к сварочному материалу и активирует аппарат, чтобы пропустить электрический ток через заготовку.Электродом может быть стержневой электрод или кусок проволоки, подаваемый через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки.
Размещение провода электрода напротив сварочного материала — Когда сварщик готов начать процесс сварки, он прикладывает электрод с высокой проводимостью к сварочному материалу и активирует аппарат, чтобы пропустить электрический ток через заготовку.Электродом может быть стержневой электрод или кусок проволоки, подаваемый через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки.
4. Формирование электрической дуги — Когда электрод слегка отодвигается от металлической заготовки, обычно примерно на 2–4 миллиметра, в виде электрических скачков между металлом и электродом образуется электрическая дуга. Эта чрезвычайно горячая дуга почти сразу же начинает плавить металлическую деталь и электрод.
5.Плавление металлов и их соединение — После образования дуги металлическая заготовка и электрод будут продолжать плавиться вместе, образуя так называемую «сварочную ванну». Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
6. Защита металла защитным газом — При высоких температурах кислород и другие газы в атмосфере имеют тенденцию вступать в реакцию с металлом в сварочной ванне и могут вызывать дефекты, которые ухудшают качество металлического соединения.
Для предотвращения этого используется защитный газ, например аргон, гелий или диоксид углерода. В зависимости от типа сварки электрод может быть покрыт «флюсом», материалом, который выделяет защитный газ во время плавления, или защитный газ может подаваться через сварочный инструмент из специальных сборных резервуаров, используемых сварочным аппаратом. Это защищает целостность соединения и сохраняет его стабильность, предотвращая разрушение из-за разложения газов в атмосфере.
Узнайте больше с Vern Lewis Welding Supply — начните прямо сегодня! Мы надеемся, что это руководство было полезным и информативным обзором современной сварочной техники.В Vern Lewis Welding Supply мы предлагаем занятия по сварке, услуги по ремонту сварочных работ и широкий выбор сварочного оборудования в Аризоне. Независимо от того, являетесь ли вы начинающим сварщиком или экспертом, у нас есть все необходимое, чтобы вывести ваши сварочные навыки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, чем мы занимаемся, или посетите одно из 8 наших офисов в Аризоне для получения дополнительной информации.
Независимо от того, являетесь ли вы начинающим сварщиком или экспертом, у нас есть все необходимое, чтобы вывести ваши сварочные навыки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, чем мы занимаемся, или посетите одно из 8 наших офисов в Аризоне для получения дополнительной информации.
История сварки | MillerWelds
Средневековье
Сварка ведет свое историческое развитие с глубокой древности.Самые ранние образцы сварки относятся к эпохе бронзы. Маленькие золотые круглые коробки были сделаны сваркой внахлест под давлением. Считается, что эти коробки были сделаны более 2000 лет назад. В железном веке египтяне и жители восточного Средиземноморья научились сваривать куски железа вместе. Было найдено множество инструментов, изготовленных примерно за 1000 лет до нашей эры.
В средние века было развито кузнечное искусство, и многие изделия из железа были сварены с помощью молотка.Сварка в том виде, в котором мы ее знаем сегодня, была изобретена только в 19 веке.
1800
Эдмунду Дэви из Англии приписывают открытие ацетилена в 1836 году. Создание дуги между двумя угольными электродами с использованием батареи приписывают сэру Хамфри Дэви в 1800 году. В середине 19 века был изобретен электрический генератор и возникла дуга. освещение стало популярным. В конце 1800-х годов были развиты газовая сварка и резка. Была разработана дуговая сварка угольной дугой и металлической дугой, и контактная сварка стала практическим процессом соединения.
1880
Огюст де Меритен, работающий в лаборатории Кабота во Франции, в 1881 году использовал тепло дуги для соединения свинцовых пластин для аккумуляторных батарей. Это был его ученик, русский Николай Бенардос, работавший во французской лаборатории, получивший патент на сварку. Вместе со своим соотечественником Станиславом Ольшевским он получил британский патент в 1885 году и американский патент в 1887 году. В патентах показан один из первых электрододержателей. Это было началом дуговой сварки углем.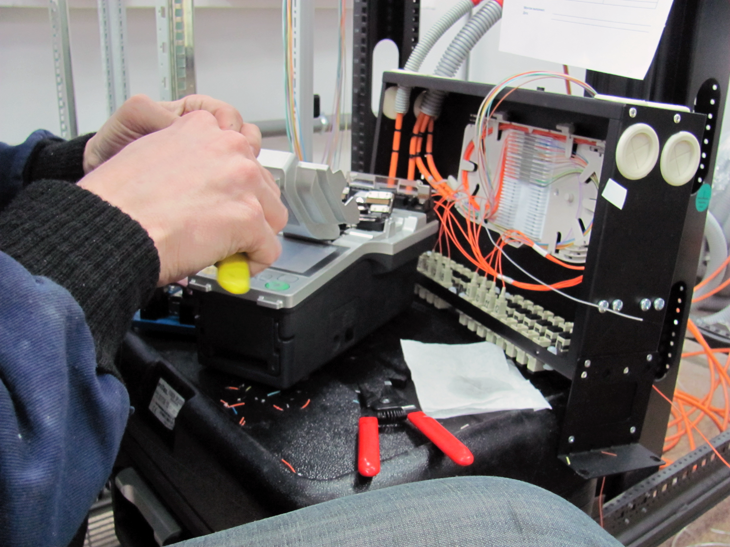 Усилия Бенардоса ограничивались дуговой сваркой углем, хотя он умел сваривать не только свинец, но и железо. Углеродная дуговая сварка стала популярной в конце 1890-х — начале 1900-х годов.
Усилия Бенардоса ограничивались дуговой сваркой углем, хотя он умел сваривать не только свинец, но и железо. Углеродная дуговая сварка стала популярной в конце 1890-х — начале 1900-х годов.
1890
В 1890 г. Гроб Детройта был награжден первым в США патентом на процесс дуговой сварки с использованием металлического электрода. Это была первая запись металла, расплавленного из электрода, переносимого по дуге, чтобы нанести присадочный металл в стык для создания сварного шва. Примерно в то же время Н.Г. Славянов, русский, представил ту же идею переноса металла по дуге, но отливки металла в форме.
1900
Примерно в 1900 году компания Strohmenger представила в Великобритании металлический электрод с покрытием. Был тонкий слой глины или извести, но он обеспечивал более стабильную дугу. Оскар Кьельберг из Швеции изобрел покрытый или покрытый электрод в период с 1907 по 1914 год. Штучные электроды изготавливали путем погружения коротких отрезков голой железной проволоки в густую смесь карбонатов и силикатов и давая покрытию высохнуть.
Между тем были разработаны процессы контактной сварки, в том числе точечная сварка, шовная сварка, выпуклая сварка и стыковая сварка оплавлением.Элиху Томпсон создал контактную сварку. Его патенты датированы 1885-1900 гг. В 1903 году немец по имени Гольдшмидт изобрел термитную сварку, которая впервые была использована для сварки железнодорожных рельсов.
За это время были усовершенствованы газовая сварка и резка. Производство кислорода, а затем сжижение воздуха, а также введение в 1887 году выдувной трубы или горелки способствовали развитию как сварки, так и резки. До 1900 года с кислородом использовались водород и угольный газ. Однако примерно в 1900 году была разработана горелка, пригодная для использования с ацетиленом низкого давления.
Первая мировая война вызвала огромный спрос на производство вооружений, и сварка была задействована. Многие компании возникли в Америке и Европе, чтобы производить сварочные аппараты и электроды в соответствии с требованиями.
1919
Сразу после войны в 1919 году 20 членов сварочного комитета военного времени Корпорации аварийного флота под руководством Комфорта Эйвери Адамса основали Американское сварочное общество как некоммерческую организацию, занимающуюся развитием сварки и связанных с ней процессов.
Переменный ток был изобретен в 1919 году К.Дж. Холслагом; однако он не стал популярным до 1930-х годов, когда электрод с толстым покрытием нашел широкое применение.
1920
В 1920 году была представлена автоматическая сварка. В нем использовалась проволока неизолированного электрода, работающая на постоянном токе, и напряжение дуги использовалось в качестве основы для регулирования скорости подачи. Автоматическая сварка была изобретена П.О. Нобель компании General Electric. Его использовали для наращивания изношенных валов двигателей и изношенных колес кранов.Он также использовался в автомобильной промышленности для производства картеров заднего моста.
В 1920-е годы были разработаны различные типы сварочных электродов. В течение 1920-х годов были значительные разногласия по поводу преимущества стержней с толстым покрытием перед стержнями с легким покрытием. Электроды с толстым покрытием, изготовленные методом экструзии, были разработаны Лангстротом и Вундером из A.O. Smith Company и использовались этой компанией в 1927 году. В 1929 году Lincoln Electric Company произвела экструдированные электродные стержни, которые были проданы населению.К 1930 году широкое распространение получили покрытые электроды. Появились правила сварки, требующие более качественного металла шва, что увеличило использование покрытых электродов.
В течение 1920-х годов были значительные разногласия по поводу преимущества стержней с толстым покрытием перед стержнями с легким покрытием. Электроды с толстым покрытием, изготовленные методом экструзии, были разработаны Лангстротом и Вундером из A.O. Smith Company и использовались этой компанией в 1927 году. В 1929 году Lincoln Electric Company произвела экструдированные электродные стержни, которые были проданы населению.К 1930 году широкое распространение получили покрытые электроды. Появились правила сварки, требующие более качественного металла шва, что увеличило использование покрытых электродов.
В течение 20-х годов прошлого века проводились значительные исследования по защите дуги и области сварного шва подачей газа извне. Атмосфера кислорода и азота, контактирующая с расплавленным металлом сварного шва, вызывает хрупкие, а иногда и пористые сварные швы. Исследования проводились с использованием методов газовой защиты. Александр и Ленгмюр работали в камерах, используя водород в качестве сварочной атмосферы. Они использовали два электрода, начиная с угольных электродов, но позже перейдя на вольфрамовые электроды. В дуге водород был заменен на атомарный водород. Затем он выдувался из дуги, образуя сильно горячее пламя атомарного водорода, переходящего в молекулярную форму и выделяющего тепло. Эта дуга вырабатывала вдвое больше тепла, чем кислородно-ацетиленовое пламя. Это стало процессом сварки атомарным водородом. Атомарный водород так и не стал популярным, но использовался в 1930-х и 1940-х годах для специальных сварочных работ, а затем и для сварки инструментальных сталей.
Они использовали два электрода, начиная с угольных электродов, но позже перейдя на вольфрамовые электроды. В дуге водород был заменен на атомарный водород. Затем он выдувался из дуги, образуя сильно горячее пламя атомарного водорода, переходящего в молекулярную форму и выделяющего тепло. Эта дуга вырабатывала вдвое больше тепла, чем кислородно-ацетиленовое пламя. Это стало процессом сварки атомарным водородом. Атомарный водород так и не стал популярным, но использовался в 1930-х и 1940-х годах для специальных сварочных работ, а затем и для сварки инструментальных сталей.
H.M. Хобарт и П. Деверс проделывал аналогичную работу, но в атмосфере аргона и гелия. В их патентах, поданных в 1926 году, дуговая сварка с использованием газа, подаваемого вокруг дуги, была предшественницей процесса газовой дуговой сварки вольфрамом. Они также показали сварку концентрическим соплом и электродом, подаваемым через сопло в виде проволоки. Это был предшественник процесса газовой дуговой сварки металла. Эти процессы получили развитие намного позже.
Эти процессы получили развитие намного позже.
1930
Приварка шпилек была разработана в 1930 году на военно-морской верфи Нью-Йорка специально для крепления деревянных настилов к металлической поверхности.Сварка шпилек стала популярной в судостроении и строительстве.
Автоматическим процессом, который стал популярным, стала дуговая сварка под флюсом. Этот процесс порошковой или дуговой сварки был разработан National Tube Company для трубного завода в Маккиспорте, штат Пенсильвания. Он был разработан для продольных швов в трубе. Этот процесс был запатентован компанией Robinoff в 1930 году и позже был продан компании Linde Air Products Company, где он был переименован в сварку Unionmelt.Сварка под флюсом применялась при укреплении обороны в 1938 году на верфях и артиллерийских заводах. Это один из самых производительных сварочных процессов, который остается популярным и сегодня.
1940
Дуговая сварка вольфрамовым электродом (GTAW) началась с идеи C. L. Гроб для сварки в атмосфере неокисляющего газа, которую он запатентовал в 1890 году. Эта концепция была дополнительно усовершенствована в конце 1920-х годов Х.М. Хобартом, который использовал гелий для защиты, и П.К. Деверс, использовавший аргон. Этот процесс идеально подходит для сварки магния, а также нержавеющей стали и алюминия.Он был усовершенствован в 1941 году, запатентован Мередит и назван Heliarc Welding. Позже лицензия была передана компании Linde Air Products, где была разработана горелка с водяным охлаждением. Процесс газовой дуговой сварки вольфрамом стал одним из важнейших.
L. Гроб для сварки в атмосфере неокисляющего газа, которую он запатентовал в 1890 году. Эта концепция была дополнительно усовершенствована в конце 1920-х годов Х.М. Хобартом, который использовал гелий для защиты, и П.К. Деверс, использовавший аргон. Этот процесс идеально подходит для сварки магния, а также нержавеющей стали и алюминия.Он был усовершенствован в 1941 году, запатентован Мередит и назван Heliarc Welding. Позже лицензия была передана компании Linde Air Products, где была разработана горелка с водяным охлаждением. Процесс газовой дуговой сварки вольфрамом стал одним из важнейших.
Процесс газовой дуговой сварки (GMAW) был успешно разработан в Battelle Memorial Institute в 1948 году при спонсорской поддержке компании Air Reduction. В этой разработке использовалась дуга в защитном газе, аналогичная газовой вольфрамовой дуге, но вместо вольфрамового электрода использовалась электродная проволока с непрерывной подачей.Одним из основных изменений, сделавших процесс более удобным, стали электродные проволоки малого диаметра и источник питания постоянного напряжения. Этот принцип был запатентован ранее H.E. Кеннеди. Первоначально технология GMAW использовалась для сварки цветных металлов. Высокая скорость наплавки побудила пользователей опробовать этот процесс на стали. Стоимость инертного газа была относительно высокой, и не сразу получить экономию средств.
Этот принцип был запатентован ранее H.E. Кеннеди. Первоначально технология GMAW использовалась для сварки цветных металлов. Высокая скорость наплавки побудила пользователей опробовать этот процесс на стали. Стоимость инертного газа была относительно высокой, и не сразу получить экономию средств.
1950
В 1953 году Любавский и Новошилов объявили о применении сварки плавящимися электродами в атмосфере углекислого газа.Сварочный процесс CO 2 сразу же завоевал популярность, поскольку в нем использовалось оборудование, разработанное для дуговой сварки металла в инертном газе, но теперь его можно использовать для экономичной сварки сталей. Дуга CO 2 представляет собой горячую дугу, и для электродных проволок большего размера требуется довольно большой ток. Этот процесс получил широкое распространение с появлением электродных проволок меньшего диаметра и усовершенствованных источников питания. Эта разработка была разновидностью дуги короткого замыкания, которая была известна как сварка микропроволокой, сварка короткой дугой и погружением, все из которых появились в конце 1958 года и в начале 1959 года. Этот вариант позволил выполнять сварку тонких материалов во всех положениях и вскоре стал самым популярным из вариантов процесса дуговой сварки металлическим электродом в газе.
Этот вариант позволил выполнять сварку тонких материалов во всех положениях и вскоре стал самым популярным из вариантов процесса дуговой сварки металлическим электродом в газе.
1960
Другим вариантом было использование инертного газа с небольшим количеством кислорода, обеспечивающего перенос дуги распылительного типа. Он стал популярным в начале 1960-х годов. Недавнее изменение — использование импульсного тока. Ток переключается с высокого на низкое значение со скоростью, в один или два раза превышающей частоту сети.
Вскоре после внедрения сварки CO 2 был разработан вариант с использованием специальной электродной проволоки.Эта проволока, описываемая как электрод изнутри-наружу, была трубчатой в поперечном сечении с флюсующими агентами внутри. Процесс назывался Dualshield, что указывало на то, что для защиты от дуги использовался внешний защитный газ, а также газ, производимый флюсом в сердечнике проволоки. Об этом процессе, изобретенном Бернаром, было объявлено в 1954 году, но он был запатентован в 1957 году, когда Национальная компания по баллонному газу повторно представила его.
В 1959 году был изготовлен электрод изнутри-наружу, не требовавший внешней газовой защиты.Отсутствие защитного газа сделало этот процесс популярным для некритических работ. Этот процесс получил название Innershield®.
Процесс электрошлаковой сварки был объявлен Советским Союзом на Всемирной выставке в Брюсселе в Бельгии в 1958 году. Он использовался в Советском Союзе с 1951 года, но был основан на работе, проделанной в Соединенных Штатах Р.К. Хопкинса, получившего патенты в 1940 году. Процесс Хопкинса никогда не использовался в значительной степени для присоединения. Процесс был усовершенствован, и оборудование было разработано в лаборатории института Патона в Киеве, Украина, а также в исследовательской лаборатории сварки в Братиславе, Чехословакия.Первое производственное использование в США было в Электромоторном подразделении General Motors Corporation в Чикаго, где это называлось процессом электроформования. В декабре 1959 года было объявлено о производстве сварных блоков дизельных двигателей. Этот процесс и его разновидности с использованием расходуемой направляющей трубы используются для сварки более толстых материалов.
Этот процесс и его разновидности с использованием расходуемой направляющей трубы используются для сварки более толстых материалов.
В 1961 году корпорация Arcos представила еще один метод вертикальной сварки, названный «Электрогазом». В нем использовалось оборудование, разработанное для электрошлаковой сварки, но использовалась порошковая электродная проволока и газовая защита с внешней подачей.Это процесс с открытой дугой, поскольку в нем не используется шлаковая ванна. В более новой разработке используются самозащитные электродные провода, а в другом варианте используется сплошной провод, но с газовой защитой. Эти методы позволяют сваривать более тонкие материалы, чем можно сваривать электрошлаковым способом.
Компания Gage изобрела плазменную дуговую сварку в 1957 году. В этом процессе используется ограниченная дуга или дуга, проходящая через отверстие, что создает дуговую плазму с более высокой температурой, чем вольфрамовая дуга. Он также используется для напыления металла, строжки и резки.
Процесс электронно-лучевой сварки, в котором в качестве источника тепла в вакуумной камере используется сфокусированный пучок электронов, был разработан во Франции. J.A. Штор из Комиссии по атомной энергии Франции впервые публично раскрыл этот процесс 23 ноября 1957 года. В Соединенных Штатах автомобильная промышленность и промышленность по производству авиационных двигателей являются основными пользователями электронно-лучевой сварки.
Самые последние
Сварка трением, при которой для получения тепла от трения используется скорость вращения и давление осадки, была разработана в Советском Союзе.Это специализированный процесс, который применяется только в том случае, если необходимо сварить достаточный объем аналогичных деталей из-за первоначальных затрат на оборудование и инструменты. Этот процесс называется инерционной сваркой.
Лазерная сварка — один из новейших процессов. Изначально лазер был разработан в Bell Telephone Laboratories как устройство связи. Из-за огромной концентрации энергии в небольшом пространстве он оказался мощным источником тепла. Он использовался для резки металлов и неметаллов.Доступно оборудование с непрерывным импульсом. Лазер находит применение в сварке в автомобилестроении.
Из-за огромной концентрации энергии в небольшом пространстве он оказался мощным источником тепла. Он использовался для резки металлов и неметаллов.Доступно оборудование с непрерывным импульсом. Лазер находит применение в сварке в автомобилестроении.
Информация предоставлена Институтом сварочных технологий Хобарта. Эта статья была взята из книги «Современные сварочные технологии», 4-е издание, 1998 г., Ховард Б. Кэри. Опубликовано Prentice-Hall.
Знакомьтесь: сварщик Винни | Центр истории Хайнца
“Нет. Мы не были Рози Клепальщица. Сварили корабли.Рози привлекла все внимание. Никто даже не назвал нас.
Анне Юрьевич Томас, сварщик в Драво во время Второй мировой войны i
Сегодня «Рози Клепальщица» символизирует всех американских женщин, которые работали в оборонной промышленности страны во время Второй мировой войны. Конгресс подтвердил это, когда Сенат принял законопроект, санкционирующий золотую медаль Конгресса Рози Клепальщик в конце 2020 года. ii
ii
«Рози» впервые появилась в песне, написанной в 1942 году, которая стала популярной в радиоэфире в ноябре того же года. iii Ее привлекательность со временем росла, особенно когда общественное признание персонажа слилось с широко популярным плакатом Westinghouse «Мы можем это сделать». Этот удивительно резонансный символ оказался пригодным для почти неограниченных интерпретаций. Сегодня «Рози» везде.
«Солдаты без оружия», плакат о вербовке с изображением женщины-сварщика, 1944 год. Рисунок Адольфа Трейдлера, Типография правительства США. (Библиотека Конгресса, Отдел эстампов и фотографий)Больше, чем Рози
Еще в 1940-х некоторые женщины напомнили бы нам, что не все они клепальщицы.Во время войны женщины выполняли многие должности в отрасли. Отражая это, появились другие персонажи, некоторые из которых были ответом на «Рози». Облаченная в рабочие брюки и очки, «Сьюзи-сталевар» дебютировала на сталелитейном заводе Карнеги-Иллинойс в Гэри, штат Индиана, в марте 1943 года. iv Бостонская верфь приняла на работу «Электрика Элси». v Один писатель выступал за «Машинку Тесс». vi Калифорнийская газета сообщила о обезумевшем «Самолете Энни», оплакивающем рост «Рози». vii Даже Канада приветствовала «Ронни, девушку из пистолета Брен». viii (Пистолет Брена был ручным пулеметом.) Такие персонификации свидетельствовали о большом опыте настоящих женщин-защитников и подчеркивали ценность лейблов как инструментов вербовки: звуковые фрагменты для 1940-х годов.
iv Бостонская верфь приняла на работу «Электрика Элси». v Один писатель выступал за «Машинку Тесс». vi Калифорнийская газета сообщила о обезумевшем «Самолете Энни», оплакивающем рост «Рози». vii Даже Канада приветствовала «Ронни, девушку из пистолета Брен». viii (Пистолет Брена был ручным пулеметом.) Такие персонификации свидетельствовали о большом опыте настоящих женщин-защитников и подчеркивали ценность лейблов как инструментов вербовки: звуковые фрагменты для 1940-х годов.
Знакомьтесь: сварщик Винни
Помимо Рози, наиболее широко используемым именем было «Винни-Сварщик». Идея, возможно, впервые появилась в комедии, предложенной артистом Джеком Маршаллом в отеле Belmont Plaza в Нью-Йорке в августе 1942 года.По словам Эда Салливана, Маршалл представил «веселую мелодию» под названием «Винни-сварщик, королева плавильного завода, оборонный завод № 9». ix Непонятно, что случилось с песней. Но фраза стала популярной, и «Винни-сварщик» иногда сопровождал «Рози» в газетных статьях, посвященных работницам.
Но фраза стала популярной, и «Винни-сварщик» иногда сопровождал «Рози» в газетных статьях, посвященных работницам.
Pittsburgh’s Women Welders
Для Питтсбурга женщины-сварщики стали важной историей Второй мировой войны.Осенью 1942 года начали появляться курсы для студенток-сварщиков. Их встретили волнение и скептицизм. The Pittsburgh Press описала женщин, которые «умоляли» попасть в классы в Южном профессионально-техническом училище, напомнив читателям, что женщины-сварщики доказали свои достоинства во время Первой мировой войны. x В документе также упоминаются вопросы, поднятые Женским бюро Министерства труда США. В отчетах говорилось, что сварка — это специальность с ограниченными возможностями для женщин. Преподаватель курса предупредил, что некоторые промышленные предприятия не подходят для женщин, особенно верфи, где сварка связана с «тяжелым лазанием». ” xi
” xi
LST, построенные женщинами
Подобные опасения не смогли остановить тысячи женщин из Питтсбурга, которые пошли работать над постройкой LST (десантного корабля, танка) в корпорациях Dravo и American Bridge Company. Многие были сварщиками. Среди них были сестры Вера (Ви), Джули и Анн Юрьевич, трое из шести дочерей в семье, родители которой хорватского происхождения поселились в районе Норт-Перри. Ви, самый старший, прошел обучение первым и начал работу в Драво в мае 1943 года.Сварка позволила ей выполнить патриотический долг и заработать больше, чем на предыдущей работе горничной. Ее сестры последовали за ней. Джули и Энн вместе учились в сварочной школе, прежде чем в июле 1943 года начали работать в Драво. В конце концов, все трое работали на одной площадке. xii
Цепная занятость через семейные или социальные связи была обычным явлением. Женщины узнали о работе из уст в уста и получили помощь в установлении связей. Впервые войдя в производственный цех, многие приветствовали присутствие попутчиков и партнеров по поездкам.Поскольку на дорогах было гораздо меньше машин, некоторые женщины добирались до верфи острова Невилл в Драво по два часа в каждую сторону.
Впервые войдя в производственный цех, многие приветствовали присутствие попутчиков и партнеров по поездкам.Поскольку на дорогах было гораздо меньше машин, некоторые женщины добирались до верфи острова Невилл в Драво по два часа в каждую сторону.
Не прекращать в день «Д»
Такие женщины, как миссис Ричард «Бесси» МакКэрролл из McKees Rocks, проиллюстрировали решимость этих новых сварщиков. 2 июня 1944 года газета Pittsburgh Sun Telegraph опубликовала ее вместе с коллегой-сварщиком Драво г-жой Элвин Меверс. В связи с приближающимся европейским вторжением, опрос спрашивал таких женщин, «боевых невест» с мужьями за границей, как они отреагируют на это событие.Пойдут ли они домой? Срыв в истерии? Бесси МакКэрролл ответила: «Выйти в день Д? Ничего не делая.» Как и все остальные, она будет «прямо там, где есть качка», помогая выиграть производственную войну, чтобы их мужья могли вернуться домой. xiii
Такие запросы напоминают нам, что эти женщины выполнили свой долг, уравновешивая страхи о близких за границей и овладев навыками и рабочей средой, которые были бы немыслимы несколькими годами ранее.
Что случилось с Винни?
«А потом в свободное время», карикатура, изображающая сварщицу с младенцем на руках, c.1943 год . Боб Барнс для Управления военной информации США. (Библиотека Конгресса, Отдел эстампов и фотографий)Сварщик в своем отличительном шлеме символизирует изменившийся мир. Она стала привычной фигурой, появляясь в рекламе, на плакатах и в мультфильмах. Но со временем ее авторитет в народном воображении потускнел. К 2004 году, когда Энн Юрьевич Томас говорила со своей дочерью Кэтлин о том, чем она занималась во время войны, Энн вспомнила, что никто не назвал сварщиков имени.«Винни-сварщик» практически исчез.
Что случилось? С самого начала «Винни» никогда не получала такого широкого освещения, ситуация усугублялась, когда записанные версии «Рози Клепальщица» вызвали общенациональную популярность. Обложки журналов и фильмы делали Рози неизменно привлекательной. Тот факт, что шлем Винни закрывал ее лицо, или сложные графические макеты не помогли.
Сварщики-женщины тоже могли снискать дурную славу. Колонка в газете Бруклина, штат Нью-Йорк, от июля 1943 г. подсказала следующее:
«Было время, когда любой радиокомик мог вызвать у публики смех, легкомысленно сославшись на женщин-сварщиков на национальных верфях.Фактически, обычай дразнить женщин за выполнение этой традиционно мужской задачи стал настолько распространенным, что непостоянным радиослушателям надоело и они отказывались больше хихикать ». xiv
В тонком балансе между карикатурами, прославляющими, и карикатурами, раскрывающими более темные страхи по поводу перевернутого мира, «Винни», возможно, представлял собой слишком большой шаг. Так или иначе, тысячи женщин не обратили внимания на «дразнилку» и просто продолжили работу.
Национальный день Рози-клепальщицы
Итак, когда 21 марта состоится Национальный день Рози-Клепальщицы, отпразднуйте ее наследие.Но также подумайте о «Винни» и подумайте о разнообразном опыте женщин, которые служили в оборонной промышленности страны во время войны. Поднимите тост за заклепочников, электриков, инспекторов, механиков, химиков, операторов станков, сталеваров, машинисток и да, сварщиков тоже.
Поднимите тост за заклепочников, электриков, инспекторов, механиков, химиков, операторов станков, сталеваров, машинисток и да, сварщиков тоже.
Для дальнейшего чтения
Келли Б. Гормли, «Рози Клепальщица получает должное через 75 лет после окончания Второй мировой войны», Smithsonianmag.com , 8 декабря 2020 г.Доступно на сайте: https://www.smithsonianmag.com/smithsonian-institution/rosie-riveter-gets-her-due-75-years-after-end-world-war-ii-180976474/
Кэтлин Томас Не называй меня Рози, женщины, которые сваривали LST, и мужчины, которые ходили на них . Тигард, штат Орегон: Thomas / Wright Inc., 2004.
Цитаты
i Кэтлин Томас, «Не называй меня Рози», «Женщины, которые сварили LST, и мужчины, которые с ними».Тигард, Орегон: Thomas / Wright Inc., 2004, стр. 4.
ii Палата представителей приняла его в 2019 году.
iii Хотя песня не была коммерчески записана до 1943 года, она была услышана в живом исполнении как новинка еще 24 ноября 1942 года, когда она была включена в шоу Оззи и Харриет: «Программа KFAM Hi-Lights». Сент-Клауд Таймс (Сент-Клауд. Миннесота), 24 ноября 1942 г.
iv «Стилер Сьюзи в дебюте на заводе», Питтсбург Сан-Телеграф, 21 марта 1943 года.
v Рекламное объявление для компании Bethlehem-Hingham Shipyard, Inc., Boston Globe, 17 июля 1943 г.
vi Э. В. Дурлинг, «Пишущая машинка Тесс против. Захватывающая Рози », Питтсбург Сан-Телеграф, 14 января 1944 г.
vii Эрскин Джонсон, «Самолет Энни открывает войну с Рози Клепальщицей», издательство Ventura County Star-Free Press (Калифорния), 10 декабря 1942 г.
viii Мориа Кэмпбелл, «Девушка из пистолета Брен», Canadashistory.ca, 18 июля 2017 г. Доступно на сайте https://www. canadashistory.ca/explore/m military-war/the-bren-gun-girl
canadashistory.ca/explore/m military-war/the-bren-gun-girl
ix Эд Салливан, «Маленький старый Нью-Йорк», Daily News (Нью-Йорк, штат Нью-Йорк), 10 августа 1942 года. Маршалл, позже известный по телевизионным темам, таким как «Мюнстеры», был провозглашен «новичком». яркий свет »обзора Glass Hat Room на Belmont Plaza. См .: «Последующий обзор», Billboard, 8 августа 1942 г., стр. 13.
x Дуглас Нейлор, «Victory Belles», Pittsburgh Press, 7 октября 1942 года.
xi Там же.
xii Центр истории Хайнца хранит небольшую коллекцию бумаг Веры, см .: Библиотека и архив Детре, Коллекция Драб Веры М. Юрьевич, 2001.0217. Точку зрения Анны можно найти в: Thomas, Don’t Call Me Rosie, 2004.
xiii Мэри Сомерс, «Клятва боевых невест в день« Д »», Pittsburgh Sun-Telegraph, 2 июня 1944 г.
xiv «Женщины-сварщики делают добро», Бруклинский гражданин (Нью-Йорк), 26 июля 1943 года.
Лесли Пшибилек — старший куратор Исторического центра Хайнца.
Сварочное оборудование | MCC
Что такое сварочная технология?
Сертифицированные сварщики — одни из самых высокооплачиваемых специалистов из всех профессий. Сварщики присоединяются
металлов путем применения интенсивного тепла от источника газа или электричества для плавления металла с образованием
прочное соединение с использованием присадочных металлов или без них.Сварщики планируют последовательность
операций и выберите оборудование, которое будет использоваться в зависимости от вида металлов
задействованный и тип сварного шва. Курсовая работа и практический опыт будут
даст вам навыки и знания для определения и выполнения соответствующих методов сварки.
Вы также научитесь чтению чертежей и газовой резке металлов.
Какой у меня выбор карьеры?
Большинство сварщиков работают в обрабатывающих отраслях.Остальные работают в строительстве фирмы и предприятия, оказывающие различные ремонтные услуги. Опытный сварщик может получить квалификацию как техник, супервайзер, инспектор или как владелец сварочного бизнеса.
Какие у меня варианты степени, диплома или сертификата?
Градусов и Передача
Кредит, полученный через сертификат и завершение дипломной программы, будет применяться
к кандидату прикладных наук в области общих профессиональных / технических исследований
(GOTS) степень, если она соответствует целям индивидуального плана студента
учебы. Эта модель, в значительной степени управляемая консультантами, может сочетать сертификаты и / или дипломы.
в разных дисциплинах для удовлетворения потребностей работодателя в уникальных сочетаниях навыков
для которых нет установленной программы на получение степени. До двадцати (20) часов
кредит за эмпирическое обучение может быть применен к получению степени. Сертификат KCTCS
и дипломный кредит и приемлемый кредит, переведенный из других колледжей, также может
быть примененным к плану завершения программы студента.Не менее двадцати пяти процентов (25%)
утвержденных кредитов учебной программы должны быть заполнены в учреждении KCTCS, предоставляя
степень.
Диплом
- Комбинированный сварщик (48-55 кредитных часов)
Сертификаты
- Резак ARC (5 кредитных часов)
- ARC Welder (24-25 кредитных часов)
- Национальный стандарт навыков AWS, уровень I (33-34 кредитных часа)
- Аппарат для газовой дуговой сварки металлов (15-18 кредитных часов)
- Аппарат для газовой вольфрамовой дуговой сварки (17-18 кредитных часов)
- Газосварщик (4 кредитных часа)
- Сварщик трубопроводов (29-40 кредитных часов)
- Сварщик производственной линии (19-20 кредитных часов)
- Аппарат для дуговой сварки экранированных металлов (17-18 кредитных часов)
- Сварщик прихваток (7-10 кредитных часов)
- Помощник сварщика (2-5 кредитных часов)
Требования к поступающим
На эту программу нет особых требований для зачисления. Пожалуйста, ознакомьтесь с правилами приема и регистрации.
Пожалуйста, ознакомьтесь с правилами приема и регистрации.
Информация о стипендии
Студенты, специализирующиеся на сварочных технологиях, могут иметь право на получение стипендии через Программа стипендий Work Ready Кентукки. Эта поддержка может включать полное обучение для программы. Ознакомьтесь с подробностями на сайте стипендий Work Ready Kentucky.
Продолжительность программы
Вы можете получить степень младшего специалиста по прикладным наукам за два года, если будете работать на полную ставку. статус и возьмите 15 кредитных часов за срок.
Эту информацию не следует рассматривать как замену Каталога KCTCS. Вы всегда должны выбирать классы в сотрудничестве со своим консультантом факультета, чтобы гарантировать
что вы соответствуете всем требованиям к ученой степени.
Вы всегда должны выбирать классы в сотрудничестве со своим консультантом факультета, чтобы гарантировать
что вы соответствуете всем требованиям к ученой степени.
Sask. Скульптура сварщика, вдохновленная Гумбольдтом Бронкосом, привлекает внимание всего мира
Эта статья была первоначально опубликована 3 октября 2019 года.
Посреди кладбища недалеко от небольшого города Саскачеван находится скульптура девушки, сидящей на скамейке.
Ее голова опущена, сложена ладонями. Словно крылья, ветви тянутся от ее плеч и ниспадают на скамейку, почти лишенные листьев.
Издалека кажется, что скульптура имеет выступы и неровности коры, но вся часть сделана из металла, сваренного местным художником Робом Юнгом.
«Я хотел передать в нем эмоции. Я хотел, чтобы он передал печаль, потерю, но также надежду и любовь».
Скульптура Юнга была установлена на кладбище в начале этого года. (Кортни Маркевич / CBC) Скульптура Плакучая ива была вдохновлена трагедией Гумбольдта Бронкоса в апреле 2018 года.
Юнг создает свои работы в нестандартной студии художника. Сварщик в третьем поколении, он и его отец занимаются ремонтом и производством в цехе дуговой сварки, который его дед открыл в Мелфорте в 1950-х годах.
По словам Юнга, хотя он проработал сварщиком около 20 лет, он начал заниматься художественными работами только несколько лет назад, когда его вдохновило то, что он видел в Интернете.
«Первое, что я увидел, был металлический, ржавый человек с гитарой в натуральную величину, и я подумал, что это просто самая крутая вещь».
Юнг осознал, сделав несколько небольших работ, что металлические скульптуры требуют больших усилий, но это было то, чего он хотел придерживаться.
Юнг также делает небольшие металлические предметы искусства, в том числе изображение стрекозы, сидящей на чайной чашке, принадлежащей его бабушке.(Кортни Маркевич / CBC) После первых нескольких упражнений Юнга попросили сделать скамейку. Увидев в сети металлические детали из сваренной коры, Юнг решил попробовать.
Эта скамья теперь является частью Weeping Willow , которая находится в саду для медитаций на кладбище Маунт-Плезант недалеко от города.
Юнг сказал, что идея скульптуры у него была в течение некоторого времени. Его вдохновляли друзья, у которых были умершие дети. После крушения автобуса Broncos в апреле 2018 года, унесшего жизни 16 человек и ранения 13, Юнг сказал, что он чувствовал себя обязанным воплотить задуманное в его голове видение в реальность.
Эта мотивация возникла в то время, когда сообщества Мелфорт в Блуме планировали сад для медитаций на кладбище. После того, как Юнг описал произведение группе, ему было поручено изготовить его для сада.
Юнг использует технику сварки, которая заставляет металл иметь текстуру дерева, как видно на этой скамейке. (Кортни Маркевич / CBC) Юнг сказал, что все сложилось так, как он видел это в своем воображении. Он основывал измерения для девочки на скамейке своей дочери, которая помогала ему в работе вместе с его сыном.
«Мне очень понравилось, что он решил включить меня в свою работу», — сказала 17-летняя дочь Сомер Юнг. «Это тронуло меня».
Юнг смог показать людям прогресс скульптуры в Интернете, через страницу в Facebook и в Instagram.
«Невероятно, как это обернулось и сколько людей последовало за ним», — сказал Юнг. «Я разместил все от начала до конца, и [этим] просто поделились по всему миру».
На выполнение работы ушло 333 часа. Когда Юнг опубликовал об этом в сети, люди начали писать ему сообщения о значении числа, которое, как говорят, является знаком ангелов, что вы на правильном пути.
Роб Юнг измерил девушку на скамейке рядом с его дочерью, которая также помогала ему в работе вместе с его сыном. (Кортни Маркевич / CBC)Скульптура была установлена в июле прошлого года в саду для медитаций. С тех пор этот сад получил национальную награду.
Юнг сказал, что он получил сообщения от людей, которые были на кладбище и видели его сами.
«[Они] говорят мне, что они пошли туда и плакали. Это просто вызвало у них столько эмоций, и это тот вид искусства, который мне нравится делать, это то, в чем есть нечто большее, чем просто на что смотреть — что-то, что передает эмоции.«
Это просто вызвало у них столько эмоций, и это тот вид искусства, который мне нравится делать, это то, в чем есть нечто большее, чем просто на что смотреть — что-то, что передает эмоции.«
Сомеру и ее брату было около 13 лет, когда они впервые начали сваривать вместе со своим отцом. Сомер сказала, что ей нравится иметь возможность вижу, как ее отец делает то, что любит.
«Мне понравилось, что он мог делиться тем, что ему нравится, и что я мог делать это с ним, и он был готов научить меня».
Юнг, кажется, тоже это чувствует. , так как он хотел бы заниматься искусством на постоянной основе.Магазин, который принадлежал его семье на протяжении трех поколений, теперь выставлен на продажу, поскольку его отец планирует уйти на пенсию, но он надеется открыть небольшой магазин у себя дома и работать оттуда.
«Это очень приятно. У меня в голове постоянно столько идей.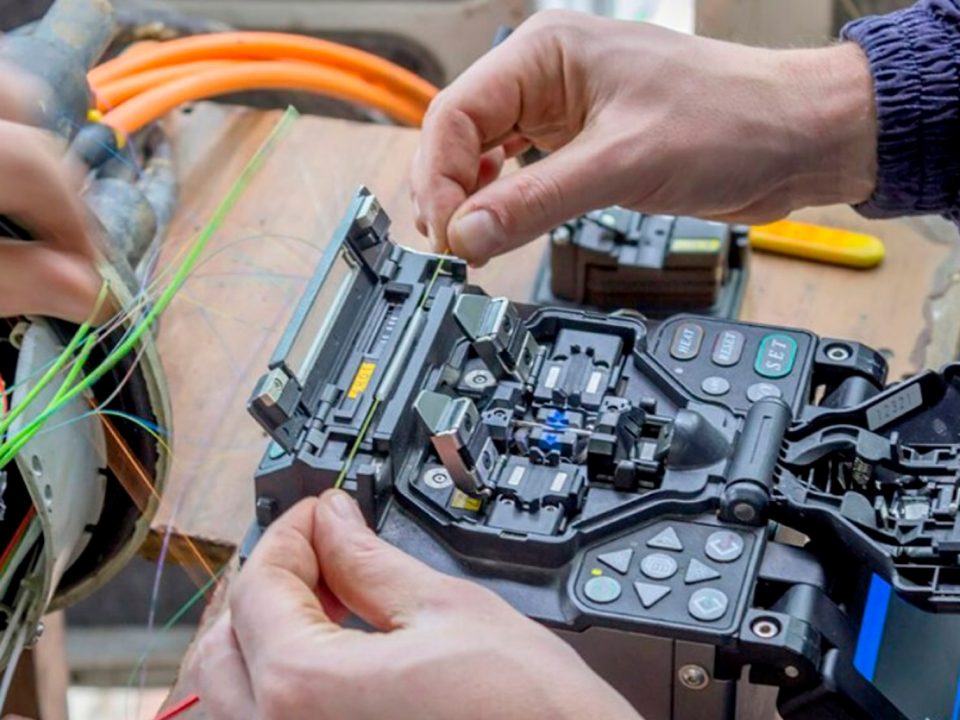 Думаю, у меня их хватит на всю жизнь».
Думаю, у меня их хватит на всю жизнь».
Саск. Сварщик находит новую страсть к художественной скульптуре.
После двух десятилетий ремонта и изготовления сварка Роба Юнга приняла художественный оборот. 1:28Цены на Fronius Welder: каждая копейка?
За последние десятилетия сварочные технологии значительно продвинулись вперед, и Fronius занял лидирующее положение на мировом рынке, создавая продукты, которые делают сварку комфортной, удобной и, что, возможно, наиболее важно, простой в использовании.Fronius постоянно инвестирует средства в разработку новых продуктов и технологий для сварки — от компактных сварочных аппаратов до высококлассных автоматизированных систем.
Fronius Welder — лучший выбор для многих сварщиков и один из ведущих мировых брендов. Как и следовало ожидать, это действительно имеет более высокую цену, и многие задаются вопросом, действительно ли эта стоимость оправдана. В этой статье мы собираемся выяснить, стоит ли оно каждой копейки.
Почему машины Fronius стоят так дорого?
Качество сварных швов
При цене от нескольких сотен до десятков тысяч фунтов в сварочном сообществе не секрет, что сварочные аппараты Fronius являются одними из самых дорогих на рынке.Проще говоря, основная причина их высокой цены заключается в выдающемся качестве оборудования и ресурсах, вложенных в разработку новых сварочных технологий.
Источники питанияFronius оснащены цифровым управлением с сигнальным процессором, который обрабатывает все данные с максимальной точностью. В результате получается идеальная дуга, обеспечивающая оптимальное качество сварного шва и 100% воспроизводимые результаты сварки.
Дизайн и надежность
Продукты Fronius протестированы в соответствии с высочайшими стандартами, чтобы гарантировать, что они могут выдерживать даже самые суровые условия и гарантировать надежный срок службы.Все внешние воздействия, которым могут подвергаться эти изделия, моделируются в лаборатории, включая тепло, холод, влажность и удары.
Фактически, TransSteel 2200 недавно был удостоен награды от двух экспертных жюри и был признан лучшим продуктом 2018 года. Это произошло в основном из-за компактного дизайна, многофункциональности и надежности продукта.
Высокие спецификации
Одно из важнейших решений, которое вам необходимо принять в отношении вашего сварочного оборудования, — это то, требуется ли вам устройство 230 В , которое работает от сетевой розетки, это идеально подходит для небольших домашних сварочных проектов или устройство, которое будет работать от 400 В. 3 фазы , что лучше подходит для проектов большой мощности . Новая доступная серия также предлагает вариант двойного напряжения для источников сварочного тока MIG , TIG и MMA , позволяющий работать от источников питания 110 В на стройплощадке.
Важно отметить, что компания Fronius разработала свои сварочные продукты в соответствии с высшими техническими требованиями , , что означает, что эти продукты хорошо подходят для большинства проектов, особенно тех, которые требуют высокого уровня мощности.
Время
Эти сварочные аппараты не только предназначены для чрезвычайно эффективной укладки проволоки, что значительно экономит время, но также можно сэкономить на расходных материалах , таких как сварочная проволока .
Некоторые сварочные аппараты будут использовать больше сварочной проволоки, чем требуется, в основном для образования сварочных брызг, что означает ненужные потери денег при покупке большего количества расходных материалов. С другой стороны, сварочные аппараты Fronius спроектированы таким образом, чтобы использовать только необходимое количество проволоки — и делать это быстро.
Рабочий цикл также необходимо учитывать, и это критически важно.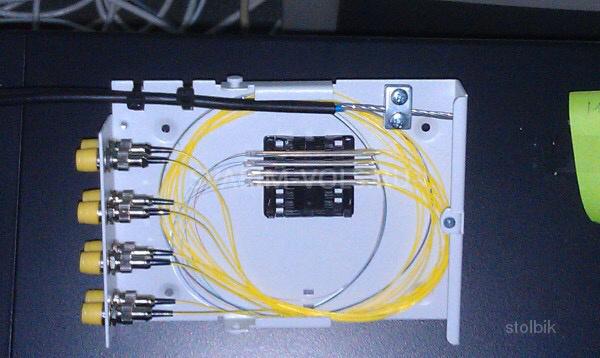 Чем дольше сварщик может работать в течение 10-минутного цикла, тем дольше вы сможете работать и тем быстрее будет завершена работа.Эта скорость увеличивается при сварке в промышленных масштабах. Машины Fronius — одни из самых экономичных по времени на рынке.
Чем дольше сварщик может работать в течение 10-минутного цикла, тем дольше вы сможете работать и тем быстрее будет завершена работа.Эта скорость увеличивается при сварке в промышленных масштабах. Машины Fronius — одни из самых экономичных по времени на рынке.
Мобильность
Fronius предлагает ряд источников питания, которые хорошо подходят для мобильных приложений, таких как строительные площадки. Это связано с небольшими размерами и легкостью, которые делают его очень портативным. В некоторых случаях гибкая сварка также возможна без подключения к электросети.
Варианты ценообразования
Компания PWP Industrial предлагает широкий выбор сварочных аппаратов Fronius, соответствующих вашим потребностям. Требуется ли вам сварочный аппарат MIG , такой как Fronius TPS500i Pulse MIG SWF Package , , сварочный аппарат TIG , такой как Fronius TT230i DC Inverter TIG Package , или сварочный аппарат MMA , такой как Комплект для инверторной сварки MMA Fronius TP150 — у нас есть все, каждый со своими преимуществами и функциями.
Однако, если вам нужен экспертный совет относительно лучшего сварщика для вас и вашей работы, наша опытная команда всегда готова предоставить вам необходимые знания. Фактически, мы делаем все возможное, чтобы найти продукт, который вы ищете, и при необходимости можем даже изменить существующие продукты, вам просто нужно , чтобы связаться с .
Другие особенности / преимущества
В наши дни пользователи обеспокоены потреблением энергии их сварочными изделиями и ожидают, что их ручные источники питания будут работать с низким энергопотреблением.Это то, что было учтено Fronius и реализовано в сварочном оборудовании Fronius.
Сварочные аппараты Fronius невероятно просты в использовании и запрограммированы на широкий спектр специализированных процессов сварки для быстрой и эффективной доставки профессиональных продуктов. Кроме того, эти сварочные аппараты были разработаны для очень быстрой укладки проволоки, и вместо того, чтобы просто использовать больше проволоки, сварщики Fronius следят за тем, чтобы они не использовали больше, чем это абсолютно необходимо.
Надежность также важна, когда речь идет о цене сварочного аппарата. Хотя первоначальные затраты могут показаться дорогими, если вы сложите затраты на свою работу и сравните их с экономией, которую вы можете получить благодаря более долговечному, более надежному и качественному сварочному аппарату, вы увидите, что экономия может быстро перевесить расходы.
Сварочные аппараты на PWP
Мы предлагаем широкий ассортимент продукции для металлообрабатывающей промышленности.Независимо от того, что вам нужно от PWP Industrial , вы можете рассчитывать на нашу постоянную поставку.
Благодаря нашей обширной складской линейке мы можем осуществлять поставки в регионы по всей Великобритании. Мы также неустанно работаем над тем, чтобы продукты были доступны для наших клиентов в кратчайшие сроки .
Заказать сварку продуктов стало очень легко с нашим новым веб-сайтом, это может сделать каждый! Просто добавьте товар в корзину и отправьте его нам — член нашей команды свяжется с вами, чтобы обсудить ваши требования и предложить лучшую цену. Оплата также проста — мы принимаем оплату BACS и большинство основных кредитных карт.
Оплата также проста — мы принимаем оплату BACS и большинство основных кредитных карт.
Если вам нужна дополнительная информация о наших сварочных машинах, позвоните нам по телефону 01234 345111 или напишите нам по телефону [адрес электронной почты защищен] , где член нашей высококвалифицированной команды будет доступен для получения экспертного совета.
Биография автора:
Эта статья написана Ричардом Фрайером, партнером PWP Industrial с 24-летним опытом.
Страстно поддерживая профессиональных сварщиков и демонстрируя историю поставок продукции для индустрии сварки и производства, Ричард является бесценным активом для PWP Industrial и вносит свой вклад в конечную цель предоставления инновационных решений. Связаться с Ричардом в Linkedin.
НАСА представляет крупнейшего в мире сварочного аппарата для создания самой мощной в мире ракеты
МИКХУД, НОВЫЙ ОРЛЕАН, ЛА — Администратор НАСА Чарльз Болден официально представил крупнейшего в мире сварщика для начала строительства самой мощной в мире ракеты — ракеты космической пусковой системы НАСА (SLS) — на сборочном предприятии НАСА в Мишуде в Новом Орлеане в пятницу.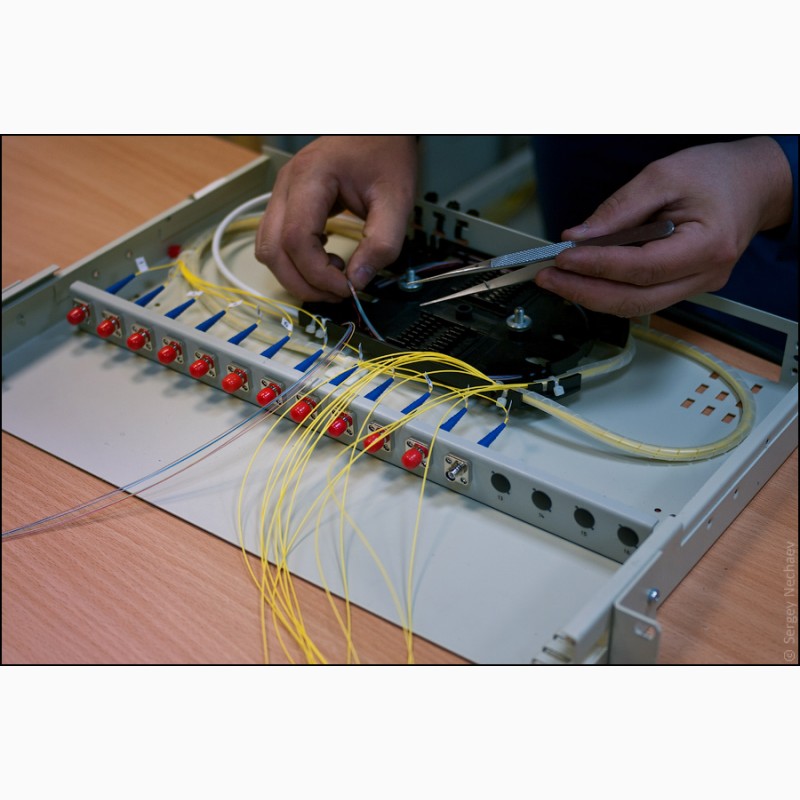 Сентябрь12, 2014.
Сентябрь12, 2014.
Администратор Болден лично присутствовал на церемонии перерезания ленточки у основания огромного сварщика в Центре вертикальной сборки Мишуда (VAC).
Сварщик теперь официально открыт для бизнеса и будет использоваться для производства основной ступени SLS, гигантской тяжелой ракеты НАСА, которая предназначена для доставки людей в места, далеко за пределы Земли и в глубокий космос, чем когда-либо возможно — на астероиды. и Марс.
«Эта ракета меняет правила игры с точки зрения исследования глубокого космоса и позволит астронавтам НАСА исследовать астероиды и исследовать поверхность Марса, а также откроет новые возможности для научных миссий», — сказал администратор НАСА Чарльз Болден во время перерезания ленточки. Церемония в Мишуде сент.12.
«Дорога на Марс начинается в Мишуде», — сказал Болден на церемонии открытия сварочного инструмента, на которой присутствовала Universe Today.
SLS предназначен для запуска экипажей астронавтов на борту космической капсулы следующего поколения Orion, находящейся в стадии разработки.
Современный сварочный гигант имеет высоту 170 футов и ширину 78 футов. Он завершает набор сварочного инструмента мирового класса, который будет использоваться для сборки деталей основной ступени SLS, включая купола, кольца и цилиндры, которые уже были изготовлены.Он будет иметь высоту более 212 футов (64,6 метра) и диаметр 27,6 футов (8,4 метра).
Широкий вид нового сварочного инструмента в Центре вертикальной сборки на сборочном предприятии НАСА в Мишуде в Новом Орлеане на церемонии разрезания ленты 12 сентября 2014 г. Фото: Кен Кремер — kenkremer.comВ основной ступени хранится криогенный жидкий водород и жидкость кислород. Boeing — генеральный подрядчик на основной стадии SLS.
Основная ступень SLS основана на наследии программы NASA Space Shuttle.
Движущая сила первой ступени приводится в действие четырьмя главными двигателями космического корабля РС-25 и парой улучшенных пятисегментных твердотопливных ракетных ускорителей (ТРГ), также созданных на базе четырехсегментных ускорителей шаттла.
Как я недавно сообщал, менеджеры НАСА официально одобрили разработку гигантской ракеты Марс после тщательного анализа стоимости и технических вопросов.
«Программа SLS продолжает добиваться значительных успехов, — сказал Тодд Мэй, менеджер программы SLS.
«Как основная ступень, так и ускорители прошли критический анализ конструкции, и НАСА недавно одобрило переход программы SLS от формулировки к разработке.Это важная веха для программы и доказательство того, что первый новый дизайн SLS достаточно зрел для производства ».
Первый тестовый запуск SLS намечен на ноябрь 2018 года и будет сконфигурирован в его первоначальной версии массой 70 метрических тонн (77 тонн), заявили высокопоставленные представители НАСА на брифинге для журналистов 27 августа.
Художественный концепт космической системы запуска НАСА (SLS) массой 70 метрических тонн, запускающей в космос. SLS будет самой мощной из когда-либо построенных ракет для полетов в дальний космос, в том числе на астероид и, в конечном итоге, на Марс. Предоставлено: NASA / MSFC
Предоставлено: NASA / MSFC. Решение о продвижении SLS было принято после широкого обзора технических рисков, затрат, графиков и сроков, известного как точка ключевого решения C (KDP-C), сказал заместитель администратора Роберт Лайтфут на конференции брифинг. Лайтфут курировал процесс обзора.
«После тщательной проверки мы сегодня обязуемся установить такой уровень финансирования и дату готовности, которые позволят нам продолжить отправку людей на Марс в 2030-х годах — и мы будем придерживаться этого обязательства», — сказал Лайтфут.«Наша страна приступила к реализации амбициозной программы исследования космоса».
Следите за новостями Кена о Земле и планетах, а также о полетах человека в космос.
Кен Кремер
Администратор НАСА Чарльз Болден и Кен Кремер / Universe Today обсуждают тяжелую ракету НАСА SLS на церемонии разрезания ленты, посвященной открытию крупнейшего в мире сварщика ракет, на сборочном предприятии НАСА в Мишуде, Новый Орлеан, 12 сентября 2014 года.