Подготовка сварщиков в аккредитованном учебном центре
Описание
Для обеспечения качества сварочных работ рекомендуется использовать персонал, прошедший специальную профессиональную подготовку. Преподаватели нашего специализированного Учебного центра помогут освоить профессию «Сварщик пластмасс» или «Монтажник трубопроводов из полимерных материалов».
Мы предлагаем подготовку по следующим методам сварки:
Обучение сварщиков состоит из теоретической и практической подготовки.
Стандартный курс обучения сварке составляет 24 часа.
Теоретическая часть 8часов; Практическая – 16 часов.
В теоретическую часть курсов по сварке труб включена базовая информация по особенностям сварочного процесса:
- технология и параметры сварки;
- входной контроль качества соединяемых и присадочных материалов;
- подготовка свариваемых поверхностей;
- операционный контроль;
- подготовка (взаиморасположение) свариваемых поверхностей;
- технологическая инструкция по сварке;
- операционный контроль – технологическое испытание.


На практических занятиях обучающиеся получают навыки:
- по сварке труб из полимерных материалов,
- по проведению контроля качества сварных соединений
- по методам устранения обнаруженных дефектов.
По окончании профессиональной подготовки и обучения сварке слушатели получают свидетельства установленного образца.
Учебный центр Ольмакс прошел аккредитацию в Системе Аттестации Сварочного производства (САСв) в качестве Аттестационного пункта в реестре НАКС за №МР-1ГАЦ-23АП на право обучения, специальной подготовки и аттестации сварщиков и специалистов сварочного производства, работающих на опасных производственных объектах (ОПО).
Специальную профессиональную подготовку и аттестацию сварщики и специалисты сварочного производства проходят в соответствии со следующими нормативными документами:
- Правила аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99)
- Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства (РД 03-495-02).

По системе аттестации сварщиков и специалистов устанавливается четыре уровня профессиональной подготовки (допуски для выполнения работ на опасных производственных объектах):
I уровень — аттестованный сварщик
-
— Выполняет сварочные работы определенными способами сварки;
Срок действия удостоверений: I уровень — 2 года;
II уровень — аттестованный мастер-сварщик
-
— На данный уровень аттестовываются специалисты, чьи устные или письменные указания являются обязательными для исполнения сварщиками при проведении сварочных работ (мастера, прорабы, инженеры ПТО и т.д.). Сварочные работы специалисты II уровня не осуществляют!
Срок действия удостоверений: II уровень — 3 года;
III уровень — аттестованный технолог-сварщик
-
— На данный уровень аттестовываются специалисты, являющиеся руководителями отдельных подразделений предприятия, обеспечивающие выполнение сварочных работ, и чья подпись необходима и достаточна для использования на предприятии документов, определяющих технологию проведения сварочных работ (главные инженеры, начальники отделов, лабораторий, секторов, начальники ПТО, руководители рабочих групп, генеральные директора и т.
 п.).
п.).Осуществляют руководство и тех. контроль за сварочными работами, включая работы по технической подготовке производства сварочных работ, разработку производственно-технической и нормативной документации.
Сварочные работы специалисты III уровня не осуществляют!
Аттестация специалиста на 3 уровень является необходимым условием при прохождении в дальнейшем процедуры аттестации технологии сварки (технологии сварочного производства).
Срок действия удостоверений: III уровень — 3 года;
IV уровень аттестованный инженер-сварщик
-
— На IV уровень — аттестованный инженер-сварщик — аттестовывается крайне редко.
Срок действия удостоверений: IV уровень — 3 года;
Учебный центр ОЛЬМАКС является действительным членом Ассоциации сварщиков полимерных материалов (АСПМ).
Формирование практических навыков у учащихся Учебного центра Ольмакс проходит при выполнении заданий на инновационном оборудовании для сварки Rothenberger (Роттенбергер,Германия) и LEISTER (Ляйстер, Швейцария ).
Сварщики и специалисты сварочного производства, успешно прошедшие специальную подготовку и аттестацию, получают удостоверение НАКС с протоколом аттестации.
Аттестационное удостоверение НАКС
После успешного прохождения аттестации, получения положительных результатов проведения испытаний контрольных сварных соединений (для сварщиков НАКС), оформления аттестационных удостоверений (удостоверение сварщика) и протоколов, данные по аттестации заносят в общероссийский реестр, находящийся в свободном доступе на сайте ассоциации.
Протокол аттестации
Аттестационное удостоверение сварщика (сертификат НАКС) считается недействительным по истечении срока действия, перерыва в работе по сварке свыше 6, но не более 8 месяцев, при отстранении сварщика от работы за нарушение технологии сварки или повторяющееся неудовлетворительное качество производственных сварных соединений.
Перерыв в работе до 8 месяцев допускается для сварщика, если до окончания указанного периода сварщик выполнил сварку допускных стыков, а их качество соответствовало требованиям нормативной документации.
Без внесения в реестр удостоверение сварщика или специалиста сварочного производства (сертификат НАКС) считается недействительным.
Документы
Правила аттестации сварщиков и специалистов сварочного производства
187.6 Кб
Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства
1003.8 Кб
Ростехнадзор разъясняет: Обязательность аттестации сварки
Вопрос:
Прошу Вашего разъяснения о правомерности требований газораспределительной организацией к сварщику 5-го разряда прохождение аттестации по системе НАКС, при монтаже газопроводов низкого давления к отдельно строящим одноквартирным жилым домам?
Тогда как по единому классификатору специальностей (ЕТКС) к характеристикам работ электрогазосварщика 5-го разряда относится — сварка трубопроводной арматуры, барабаны котлов с рабочем давлением свыше 4,0 МПа, а также наружных и внутренних газопроводов низкого давления.
В связи с вступлением в силу с 01.09.2016г. Федерального Закона № 170-ФЗ об исключении из реестра ОПО сетей газораспределения и сетей газопотребления низкого давления, прошу Вас указать ссылку на нормативный документ порядке предоставления услуг населению по монтажу и пуску сетей газопотребления организациями, не являющими газораспределительными.

Ответ: Специалистами межрегионального отдела по надзору в нефтегазодобывающей промышленности, за объектами газораспеределения и газопотребления подготовлен ответ по данному вопросу.
Согласно п.п. 1.2, 1.3, 4.1 Правил аттестации сварщиков и специалистов сварочного производства ПБ 03-273-99, утв. постановлением Федерального горного и промышленного надзора России от 30.10.1998 № 63, аттестация сварщиков и специалистов сварочного производства проводится в целях установления достаточности их теоретической и практической подготовки, проверки их знаний и навыков и предоставления права сварщикам и специалистам сварочного производства выполнять работы на объектах, подконтрольных Ростехнадзору. Система аттестации сварщиков и специалистов сварочного производства (САСв) — комплекс требований, определяющих правила и процедуру аттестации сварщиков и специалистов сварочного производства занятых на работах по изготовлению, реконструкции, монтажу и ремонту оборудования и объектов, надзор за которыми осуществляет Ростехнадзор. НАКС является организационно-структурной частью САСв. Сварщики подлежат аттестации на право выполнения сварочных работ конкретными видами при работах на объектах, подконтрольных Ростехнадзору.
Система аттестации сварщиков и специалистов сварочного производства (САСв) — комплекс требований, определяющих правила и процедуру аттестации сварщиков и специалистов сварочного производства занятых на работах по изготовлению, реконструкции, монтажу и ремонту оборудования и объектов, надзор за которыми осуществляет Ростехнадзор. НАКС является организационно-структурной частью САСв. Сварщики подлежат аттестации на право выполнения сварочных работ конкретными видами при работах на объектах, подконтрольных Ростехнадзору.
В соответствии с п. 4 Технического регламента о безопасности сетей газораспределения и газопотребления, утв. постановлением Правительства РФ от 29 октября 2010 № 870 — требования настоящего технического регламента не распространяются на сеть газопотребления жилых домов.
На основании вышеизложенного территориальное управление Ростехнадзора не контролирует проведение сварочных работ и допуск к сварочным работам сварщиков на сети газопотребления жилых домов. Газораспределительные организации в своей работе руководствуются » ГОСТ Р 54961-2012 «Национальный стандарт Российской Федерации. Системы газораспределительные. Сети газопотребления. Общие требования к эксплуатации. Эксплуатационная документация». Настоящий стандарт устанавливает общие технические требования к эксплуатации сетей газопотребления в жилых и многоквартирных домах, общественных и административных зданиях, на предприятиях и в котельных, составу и оформлению эксплуатационной документации в процессе их эксплуатации. В п. 4.6 указанного ГОСТа изложены требования по сварочным работам — сварочные работы должны выполняться с применением сварочных материалов, оборудования и технологий, аттестованных в аттестационных центрах — специализированных организациях, аккредитованных в установленном порядке Национальным аттестационным комитетом по сварочному производству (НАКС).
Системы газораспределительные. Сети газопотребления. Общие требования к эксплуатации. Эксплуатационная документация». Настоящий стандарт устанавливает общие технические требования к эксплуатации сетей газопотребления в жилых и многоквартирных домах, общественных и административных зданиях, на предприятиях и в котельных, составу и оформлению эксплуатационной документации в процессе их эксплуатации. В п. 4.6 указанного ГОСТа изложены требования по сварочным работам — сварочные работы должны выполняться с применением сварочных материалов, оборудования и технологий, аттестованных в аттестационных центрах — специализированных организациях, аккредитованных в установленном порядке Национальным аттестационным комитетом по сварочному производству (НАКС).
Вопрос от 13.06.2019:
Необходимо ли производить аттестацию сварочного производства для выполнения работ по монтажу наружных тепловых сетей (в организации имеются обученные сварщики, специалисты сварочного производства II уровня).

Ответ: Требования к монтажу наружных тепловых сетей с применением сварки, относящихся к оборудованию, работающему под давлением, приведены в » Федеральных нормах и правилах в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под давлением» (далее – ФНП ОРПД).
В соответствии с п.92 ФНП ОРПД – монтаж с применением сварки оборудования под давлением при строительстве, реконструкции, техническом перевооружении опасного производственного объекта и в процессе его эксплуатации должны осуществлять специализированные организации, имеющие статус юридического лица и организационную форму, соответствующую требованиям законодательства Российской Федерации, а также индивидуальные предприниматели (далее – специализированные организации).
По определению, специализированная организация – юридическое лицо (индивидуальный предприниматель), зарегистрированное на территории Российской Федерации, отвечающее требованиям раздела III настоящих ФНП ОРПД, предметом деятельности которого является осуществление одного или нескольких видов деятельности, перечисленных в п. 92 настоящих ФНП, в который включены, в том числе вопросы по производственной аттестации технологии сварки.
92 настоящих ФНП, в который включены, в том числе вопросы по производственной аттестации технологии сварки.
Следовательно, для производства монтажных работ оборудования, находящегося под давлением, организации необходимо подтвердить статус специализированной организации путем выполнения требований ФНП ОРПД.
Читайте также — Нормативная база по аттестации сварочного производства или зачем нужно аттестовываться в НАКС
Билеты и ответы — аттестация сварщиков на 1-4 уровень
Что такое НАКС
Национальное агентство контроля сварки – организация, функционирующая для проведения аттестаций специалистов сварочного производства. Сварщик категории НАКС имеет право работать с особо ответственными конструкциями. Такой труд оплачивается выше, но и требований к профессионализму аттестованным сварщикам гораздо больше.
Кроме проведения экзаменов, учреждение НАКС проводит обучение сварщиков, занимается выпуском методических пособий и усовершенствованием предписывающих документов, а также оказывает услуги консультации во время ответственных проектов.
Виды аттестации сварщиков выделяются на основе очередности прохождения процедуры сварщиком или организацией; уровней сдачи экзамена; основных групп технических устройств, для обслуживания которых требуются высококвалифицированные специалисты; применяемых технологий.
Кто должен проходить аттестацию
Аттестация НАКС может проводиться для:
- Рабочего персонала. Сотрудники могут повышать свою квалификацию добровольно, рассчитывая на лучшую должность или с прицелом на другое место работы. Кроме того, работники предприятия могут быть обязаны пройти аттестацию перед тем, как будут вовлечены в работу над крупным ответственным проектом. Чтобы после аттестации НАКС получить документы, подтверждающие квалификацию, сварщику необходимо успешно сдать практический, теоретический и специальный экзамены.
- Технологии. Обязательной аттестации подлежат технологии, которые используются при установке, ремонте, монтаже конструкций, применяющихся на опасных производственных объектах. Контрольные сварные соединения (как правило, свариваются изделия из различных металлов) подлежат экспертизе в лаборатории, после чего комиссия НАКС выносит свой вердикт.
- Оборудования и инструментов. При аттестации оборудования тщательно проверяется соответствие реальных технических характеристик приборов прописанным в паспортах, изучается степень износа техники и ее комплектность. Испытания также включают в себя анализ сварных швов, произведенных в присутствии комиссии.
- Сварочных материалов. Как и в случае с оборудованием, прописанные в техническом паспорте характеристики должны соответствовать реальным. Как правило, удостоверения НАКС для мелкосерийных партий расходных материалов имеют меньший срок действия, чем предназначенные для серийных партий.
 Контрольные сварные соединения (как правило, свариваются изделия из различных металлов) подлежат экспертизе в лаборатории, после чего комиссия НАКС выносит свой вердикт.
Контрольные сварные соединения (как правило, свариваются изделия из различных металлов) подлежат экспертизе в лаборатории, после чего комиссия НАКС выносит свой вердикт.Порядок аттестации сварщиков:
- Работодатель направляет в аттестационный центр заявку по установленной форме (см. Приложение 1 к РД 03-495-02).
- Аттестация начинается с проведения практического экзамена (в случае отрицательных результатов, сварщик может повторно пройти аттестацию не ранее, чем через 1 месяц).
- Проводится общий и специальный экзамены в письменной форме или с помощью компьютера. Общий экзамен состоит из 20 вопросов по теоретическим основам сварки, а специальный из 15 вопросов в зависимости от вида сварки, по которому он аттестуется. Вопросы выбираются аттестационной комиссией по сборникам экзаменационных вопросов. Если аттестуемый правильно ответил минимум на 80% вопросов, то экзамен считается пройденным.
- В случае успешного прохождения практических и теоретических экзаменов, аттестационная комиссия оформляет протокол аттестации отдельно для каждого аттестуемого по каждому виду сварки. К протоколу прилагается заключение или другие документы с результатами контроля качества контрольных сварных соединений.
- Аттестационный центр оформляет отдельное аттестационное удостоверение по каждому виду сварки по установленному образцу (см. Приложение 15 к РД 03-495-02).

Цвет обложки аттестационного удостоверения сварщика металлических материалов – синий.
Цвет обложки сварщика полимерных материалов – зеленый.
Очередность прохождения
В зависимости от очередности выделяются следующие разновидности аттестации:
- Первичная. Ее проходят сварщики, ранее не сталкивавшиеся с необходимостью усовершенствовать профессиональные навыки.
- Повторная. Предназначена для сварщиков НАКС, срок действия удостоверений которых подходит к концу. В зависимости от уровня специалиста, корочки могут быть действительны на протяжении 2, 3 или 5 лет.
- Внеочередная. Необходима тогда, если работодатель имеет обоснованные претензии к качеству работ, осуществляемых аттестованным сварщиком.
- Дополнительная. Проводится в случае, когда сотрудник хочет расширить область аттестации, проведенной ранее. Прохождение дополнительной проверки актуально и для сварщиков, которые более 6 месяцев не работали по специальности.
Виды аттестации сварщиков и специалистов сварочного производства
Первичную аттестацию
проходят сварщики и специалисты, не имевшие ранее допуска к работам на объектах, подконтрольных Ростехнадзору.
Дополнительную аттестацию
проходят сварщики и специалисты, прошедшие первичную аттестацию, перед допуском их к сварочным работам, не указанным в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев (для сварщиков) и 1 года (для специалистов) в выполнении сварочных работ, указанных в их аттестационных удостоверениях. При дополнительной аттестации сварщики сдают специальный и практический экзамены. Дополнительная аттестация специалистов проводится также при введении в действие новых нормативных документов Ростехнадзора.
Периодическую аттестацию
проходят все сварщики и специалисты в целях продления указанного срока действия их аттестационных удостоверений на выполнение соответствующих сварочных работ (для сварщиков) и видов производственной деятельности (для специалистов). При периодической аттестации сдают специальный и практический экзамены.
Внеочередную аттестацию
должны проходить сварщики и специалисты перед их допуском к выполнению сварки после их временного отстранения от работы. При внеочередной аттестации сварщики сдают общий, специальный и практический экзамены.
При внеочередной аттестации сварщики сдают общий, специальный и практический экзамены.
Полномочия НАКС специалиста
После проведения аттестации НАКС информация о сфере полномочий указывается в аттестационном удостоверении специалиста. Аттестация проводится на четырех уровнях:
- Сварщик. В компетенцию сварщика НАКС входит произведение сварочных работ по металлам и сплавам любой толщины в любых пространственных положениях. Специалист должен обладать знаниями и опытом, необходимыми для проведения операций на опасных производственных объектах, и уметь сориентироваться в случае непредвиденной ситуации.
- Мастер-сварщик. Этот специалист имеет право раздавать устные и письменные указания, которые должны быть исполнены сварщиками НАКС.
- Технолог-сварщик. Осуществляет руководство отделением предприятия, производящим сварочные работы.
- Инженер-сварщик. Сотрудник, отвечающий за руководящие и нормативные документы, касающиеся проведения сварочных работ всех видов.

Периодичность проверок знаний и подтверждения квалификации сварщика
Для предприятия, использующего сварочные работы в технологии, периодическая аттестация работников, оборудования и технологий обязательна. Повторная аттестация сварщика в НАКС проводится с периодичностью в два года. Для технологов и инженеров установлены сроки соответственно в три и пять лет. Не нуждаются в прохождении испытаний совместители, работники, у которых предусмотрен срочный договор до 2 лет, молодые специалисты.
ВАЖНО ЗНАТЬ: Типичные сварочные дефекты и виды брака
Группы ТО НАКС
Группы технических устройств опасных производственных объектов также указываются в удостоверении аттестованного сварщика. Классификация довольно обширна, поэтому отметим основные из таких групп:
- ПТО. Подъемно-транспортное оборудование. Сюда относятся краны, лебедки, лифты, канатные дороги, а также комплектующие к ним и т.д.
- КО. Котельное оборудование включает в себя трубопроводы, паровые котлы и иные сосуды, работающие при давлении пара более 0, 07 МПа и температуре свыше 115 градусов по Цельсию. Сюда же можно отнести конструкции, предназначенные для установки котельного оборудования.
- ГО. Газовое оборудование, а именно газопроводы внешнего и внутреннего газоснабжения, аппаратура для котлов и прочих газовых агрегатов, печи, водонагреватели и т.д.
- НГДО. Нефтегазодобывающее оборудование включает в себя трубопроводы для транспортировки нефти, газа, нефтепродуктов и конденсата (в том числе морские), резервуары для хранения нефтепродуктов, оборудование для добычи и переработки нефти, запорную арматуру и прочие комплектующие.
- ОХНВП. Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств включает в себя системы, работающие в условиях вакуума и давления более 16 МПа, резервуары для пожароопасных веществ, емкости для утилизации взрывоопасных соединений, оборудование для заморозки, печи, технологические трубопроводы и т.д.
- СК. К строительным конструкциям относят трубопроводы и конструкции из металла, арматуру и металлические остовы железобетонных изделий.
 Сюда же можно отнести конструкции, предназначенные для установки котельного оборудования.
Сюда же можно отнести конструкции, предназначенные для установки котельного оборудования.
Виды сварки
Аттестация проводится с учетом способов сварки, которые должны применяться для конкретного оборудования. Аттестат работника, имеющего доступ к опасным производственным объектам, обязательно содержит указание — какой вид сварки специалист должен осуществлять. Приведем расшифровку самых распространенных аббревиатур.
- РАД – аргонодуговая сварка, проводимая вручную вольфрамовым электродом.
- ААД – аргонодуговая сварка, проводимая в автоматическом режиме тугоплавким электродом.
- ААДП – аргонодуговая сварка при помощи плавящегося электрода, которую нужно проводить в автоматическом режиме.
- АПГ – аргонодуговая сварка при помощи плавящегося электрода, которую осуществляют в среде активных газов.
- АПИ – сварка порошковой проволокой, которая происходит в среде инертных газов. Необходимо выбрать автоматический режим.
- АПС – сварка самозащитной проволокой порошкового типа, которая происходит также автоматически.
- АФ – автоматическая сварка, при которой применяется флюс.
- Г – газовая сварка.
- РД – ручная сварка электрической дугой, которая проводится с помощью покрытых электродов.
- КТС – контактно-точечная сварка.
- МАДП – механизированная сварка в среде аргона, которую осуществляют при помощи плавящегося электрода.
- МП – механизированная сварка , которая происходит в среде активных газов с использованием плавящегося электрода.
- МПС – механизированная сварка при помощи самозащитной порошковой проволоки.
- ЭШ – электрошлаковая сварка.

[Всего: 0 Средний: 0/5]
СВАРОЧНЫЕ ОТВЕТЫ
Опубликовано
И основные принципы изготовления стальных конструкций
Комментарий 3 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почта Если вы сдавали или надеетесь сдать экзамен CWI, вы, вероятно, искали некоторые практические экзаменационные вопросы. Во время подготовки к той части теста, которая посвящена книге кодов, вы, возможно, столкнулись с несколькими вопросами, на которые могли бы найти ответ, но на самом деле не понимали важности вопроса или […]
Во время подготовки к той части теста, которая посвящена книге кодов, вы, возможно, столкнулись с несколькими вопросами, на которые могли бы найти ответ, но на самом деле не понимали важности вопроса или […]
Опубликовано
Или когда код не предоставляет достаточно информации для принятия важного решения
Комментарий 2 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почтаЕсли вы являетесь CWI, инженером по сварке или работаете в должности, которая требует от вас использования и интерпретации сварочных кодов, вы, вероятно, сталкивались со случаями, когда код не очень понятен. Многие из вопросов, которые мы получаем от наших читателей, касаются интерпретации кодексов и стандартов. Часто речь идет не о […]
Продолжить чтение » | | Рубрики: Квалификация, Теория и образованиеОпубликовано
Прочтите это перед тем, как сделать ставку на сварочный контракт
Комментарий 0 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почтаПри подаче заявок на работу несколько производителей в конечном итоге подсчитывают свои затраты, связанные со сваркой, а затем удваивают это число, чтобы быть в безопасности. В некоторых случаях этого даже недостаточно. Важно иметь четкое представление о том, как преобразовать объем сварки, который необходимо выполнить, в фактические производственные затраты. Одна из самых больших проблем заключается в том, что переделка и сварка […]
Продолжить чтение » | | Категории: Снижение затрат, Затраты на сваркуОпубликовано
Комментарий 0 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почта Видели ли вы когда-нибудь спецификацию процедуры сварки с установленной силой тока в диапазоне от 200 до 550 ампер? Или напряжение в пределах от 21 до 29 вольт? Или какая-то другая переменная с огромным окном? Это слишком распространено, но чрезвычайно опасно. Почему? Поскольку изменения существенных переменных сверх разумных повлияют на […]
Почему? Поскольку изменения существенных переменных сверх разумных повлияют на […]
Опубликовано
Комментарий 0 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почтаСварка – это сложная область, требующая знаний во многих различных инженерных дисциплинах. Инженер-сварщик должен пройти курсы повышения квалификации по металлургии (включая металлургию сварки), материаловедению, механике материалов, термодинамике, химии и основам всех сварочных процессов. Перед инженерами-сварщиками стоит множество различных задач, включая, но не ограничиваясь: […]
Продолжить чтение » | | Рубрика: Теория и образованиеОпубликовано
Комментарий 0 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | email Квалифицированная процедура сварки — это процедура сварки, которая, как было доказано после обширных испытаний, обеспечивает получение качественных сварных швов. При использовании норм сварки конструкций эти испытания включают как разрушающие, так и неразрушающие испытания. Вот некоторые из этих тестов: Визуальный осмотр Макротравление Испытание на разрыв Испытание на изгиб Ультразвуковое обследование Радиографическое обследование Испытание на твердость Испытание на растяжение Причина […]
При использовании норм сварки конструкций эти испытания включают как разрушающие, так и неразрушающие испытания. Вот некоторые из этих тестов: Визуальный осмотр Макротравление Испытание на разрыв Испытание на изгиб Ультразвуковое обследование Радиографическое обследование Испытание на твердость Испытание на растяжение Причина […]
Опубликовано
Комментарий 0 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почтаОдним из преимуществ использования процедур сварки, прошедших предварительную квалификацию, является то, что вы можете сэкономить много времени и денег, поскольку они освобождаются от испытаний. Это означает, что вам не нужно проводить какие-либо разрушающие или неразрушающие испытания. Вы просто следуете требованиям AWS D1.1 и можете написать предварительную процедуру сварки и […]
Продолжить чтение » | | Категория: КвалификацияОпубликовано
Комментарий 0 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | emailМного раз, особенно при монтаже металлоконструкций, нам приходится смешивать сварные и болтовые (или заклепочные) соединения. Для инженера-конструктора очень важно знать последствия смешивания сварных швов и болтов, поскольку это касается прочности соединения, усталостной долговечности, производственных затрат и уровня квалификации, необходимого для выполнения этих соединений. Однако иногда […]
Продолжить чтение » | | Категория: Без рубрикиОпубликовано
322 процедуры для производителей стали
Комментарий 2 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почта Мы рады официально представить наше последнее предложение: 322 Предварительно квалифицированные спецификации процедур сварки для производителей стали. Как мы упоминали во время нашего предварительного просмотра на прошлой неделе, эти процедуры сварки были разработаны и прошли предварительную квалификацию в соответствии с AWS D1.1/D1.1M:2020. Нормы сварки конструкций – Сталь. Эти предварительные процедуры сварки были составлены для: владельцев бизнеса и менеджеров […]
Как мы упоминали во время нашего предварительного просмотра на прошлой неделе, эти процедуры сварки были разработаны и прошли предварительную квалификацию в соответствии с AWS D1.1/D1.1M:2020. Нормы сварки конструкций – Сталь. Эти предварительные процедуры сварки были составлены для: владельцев бизнеса и менеджеров […]
Опубликовано
Комментарий 2 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почтаСледующие часто задаваемые вопросы относятся к 322 Предварительно квалифицированным спецификациям процедур сварки для производителей стали. Чтобы узнать больше или получить свою копию, просто нажмите здесь Это бумажная книга? Нет. Процедуры предоставляются в виде цифровых файлов (PDF) и доступны для немедленной загрузки. Пользователь имеет возможность распечатать файлы […]
Продолжить чтение » | | Категории: Квалификация, Испытания и инспекция Экспертыотвечают на 7 часто задаваемых вопросов о роботизированной сварке Темы: Дуговая сварка, Программное обеспечение, Советы и инструменты
Когда дело доходит до сложных дилемм автоматизации сварки, наши специалисты Yaskawa готовы принять вызов. Четкое понимание отраслевых тенденций и новых технологий в сочетании с многолетним опытом применения помогают нашим преданным инженерам ежедневно отвечать на множество вопросов клиентов. Поскольку у вас могут быть некоторые из тех же вопросов, мы хотели бы поделиться ими здесь. За последние несколько месяцев одними из наших самых популярных вопросов были:
Четкое понимание отраслевых тенденций и новых технологий в сочетании с многолетним опытом применения помогают нашим преданным инженерам ежедневно отвечать на множество вопросов клиентов. Поскольку у вас могут быть некоторые из тех же вопросов, мы хотели бы поделиться ими здесь. За последние несколько месяцев одними из наших самых популярных вопросов были:
1) Какую сварочную горелку лучше всего использовать для роботизированного применения?
По словам Криса Андерсона, помощника главного инженера, важно учитывать несколько моментов при выборе применения резака для конкретного применения. Для низкоуглеродистой стали толщиной примерно от 2 до 3 мм выбор конкретной сварочной горелки не представляет большой сложности. Однако, если будут использоваться другие или более тонкие материалы, следует подумать о наилучшем процессе сварки. Часто это определяет источник питания, поскольку сварочные горелки часто совместимы с источниками питания определенной марки. Это особенно верно для моторизованных тяговых горелок, которые управляются источником питания.
При сварке более тяжелых материалов обычно рекомендуется использовать горелку с водяным охлаждением. Это особенно актуально для импульсной сварки и работ, требующих тока свыше 300 ампер. Для задач с меньшей силой тока обычно достаточно горелки с воздушным охлаждением.
2) Должен ли я использовать датчик удара или муфту для крепления резака к роботу?
Роботы оснащены программным обеспечением, которое определяет чрезмерный крутящий момент при столкновении робота с неподвижным объектом. Это защитит оси робота, а на низких скоростях может предотвратить повреждение резака. Программное обеспечение для обнаружения столкновений эффективно при обучающих скоростях, при которых происходит большинство столкновений. Однако на полных скоростях роботу придется замедляться после удара, и это «чрезмерное перемещение», вероятно, приведет к деформации корпуса резака. Датчик удара позволяет корпусу резака отклоняться при столкновении, что снижает вероятность деформации резака.
Таким образом, датчик удара не требуется для крепления резака к роботу. Думайте об этом как о страховке, помогающей предотвратить простои, когда резак может погнуться в результате аварии на высокой скорости.
Думайте об этом как о страховке, помогающей предотвратить простои, когда резак может погнуться в результате аварии на высокой скорости.
Убедитесь, что предельные значения программного обеспечения для обнаружения столкновений установлены на значение чуть выше обычных программных крутящих моментов. Для роботов Yaskawa оператор может сбросить максимальные уровни крутящего момента, запустить программу, а затем установить уровень обнаружения столкновений на +10-15% выше максимального значения для каждой оси.
Производители горелок предлагают приспособления для калибровки стволов горелок. Использование приспособления для поддержания механического положения ЦТИ поможет ускорить восстановление после аварий (обычно деформируется гриф).
Указатели в ячейке можно использовать в качестве быстрого справочника по юстировке резака/точности TCP. ToolSight™ — это дополнительный датчик, который может проверять TCP как часть программы и включает в себя программное обеспечение, которое может обновлять положение TCP, если оно отключено.
3) Каковы требования к программному и аппаратному обеспечению для преобразования универсального робота в сварочного робота?
Хотя всегда полезно обратиться к производителю робота за точными характеристиками, на высоком уровне Крис Андерсон предлагает подумать о следующих позициях:
Способность к движению — робот общего назначения не может быть оснащен определенными функциями, такими как программное обеспечение, помогающее в процессе сварки. Еще кое-что, что следует учитывать, это то, настроен ли робот для задачи захвата и размещения по сравнению с траекторией непрерывного пути. Последнее необходимо для плавного движения по траектории.
Интерфейс — сварочные роботы имеют более сложный интерфейс сварки, в котором можно установить параметры управления для ампер, вольт и т. д. В то время как простой выход можно использовать на универсальном роботе для создания триггера для чего-то вроде полуавтоматической сварки (включая и выключая его), в этой настройке может не хватать возможностей, необходимых для более сложных задач сварки.
4) Что нового в автомобильной промышленности по сравнению с тем, что было десять лет назад?
По словам эксперта по сварке и менеджера по работе с ключевыми клиентами Хита Линнеса, процесс сварки значительно изменился, что значительно повысило качество и эффективность. Во многом благодаря широкому выбору металлов (разной толщины), доступных сегодня, используются альтернативные методы соединения, такие как лазерная сварка, проточное сверление, пайка, соединение фрикционных элементов и самопроникающая заклепка. Недавние достижения в области более доступных и эффективных технологий, которые можно сочетать с высокопроизводительными роботами, также стимулируют более широкое использование этих уникальных процессов, которые часто поддерживают разработку электромобилей с облегчением, новыми материалами и производством аккумуляторных отсеков.
5) Следует ли рассматривать лазерную сварку по сравнению с традиционной дуговой сваркой?
Роботизированная лазерная сварка, способная формировать прочные воспроизводимые сварные швы на высоких скоростях с превосходной точностью, дает возможность сваривать материалы, которые когда-то считались несвариваемыми.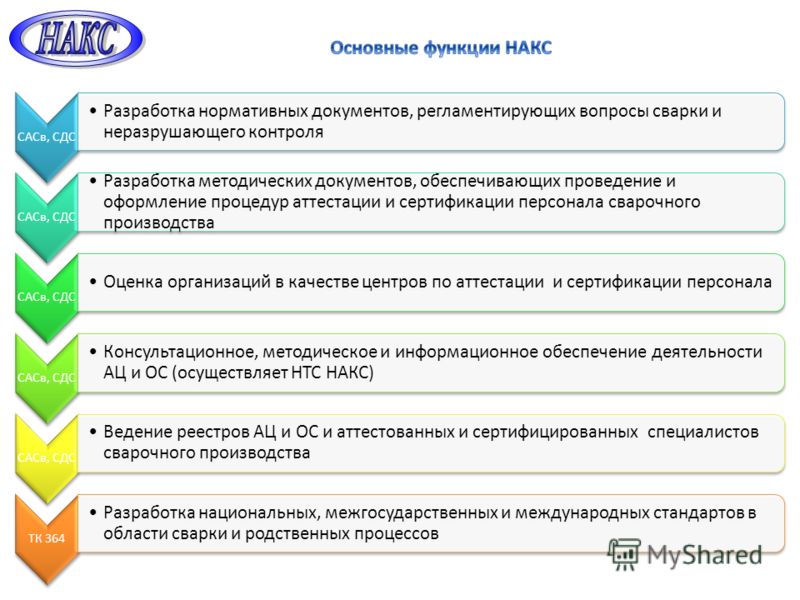 При рассмотрении вопроса об использовании лазерной сварки Хит рекомендует производителям обращать внимание на состав материала, представление соединения (конструкцию) и допуски, применяемые к свариваемым компонентам, а также на объем обрабатываемых деталей. Чтобы оправдать капитальные вложения, которые обычно связаны с интеграцией лазерной сварки, рекомендуется использовать большие производственные циклы, чтобы компенсировать затраты. Если качество имеет первостепенное значение и есть опасения по поводу размера тиража, общение со знающим производителем роботов или интегратором может помочь производителям взвесить все за и против.
При рассмотрении вопроса об использовании лазерной сварки Хит рекомендует производителям обращать внимание на состав материала, представление соединения (конструкцию) и допуски, применяемые к свариваемым компонентам, а также на объем обрабатываемых деталей. Чтобы оправдать капитальные вложения, которые обычно связаны с интеграцией лазерной сварки, рекомендуется использовать большие производственные циклы, чтобы компенсировать затраты. Если качество имеет первостепенное значение и есть опасения по поводу размера тиража, общение со знающим производителем роботов или интегратором может помочь производителям взвесить все за и против.
6) Должен ли я или могу ли я осуществлять мониторинг данных дуги?
По мере того, как на заводах устанавливается все больше роботов и передовых технологий для улучшения процессов и повышения производительности, объем данных, доступных с этих устройств, продолжает расти. Использование этих данных для соблюдения процедур сварки и принятия обоснованных решений может быть очень полезным, особенно для соблюдения требований прослеживаемости.
Крис Андерсон предполагает, что для того, чтобы мониторинг дуги был полезен в этой области, он должен выполняться на источнике питания, где все можно контролировать за микросекунды. Сотни (если не тысячи) раз в секунду источник питания измеряет выходное напряжение, скорость подачи проволоки, время сварки и другие специфические параметры, когда это необходимо. Затем эти данные сравниваются с предопределенными пределами для текущего сварного шва. Если источник питания обнаруживает параметр, выходящий за допустимые пределы, этот конкретный сварной шов помечается как «подозрительный», а информация, относящаяся к сварному шву, передается роботу и оператору робота для надлежащей обработки.
Производитель сварочного оборудования, Miller Electric Mfg. LLC, использует эти функции в программном обеспечении для мониторинга данных дуги Insight Centerpoint™, доступном через современный, интеллектуальный и мощный источник питания Auto-Continuum™. Lincoln Electric предлагает Production Monitoring™, а также уникальную функцию WeldScore™, которая оценивает общее качество сварного шва на основе ранее упомянутых критериев. Кроме того, Fronius предлагает инструмент под названием WeldCube™, который позволяет подключать несколько сварочных аппаратов TPSi к одному устройству и создавать ежедневные отчеты о производстве и качестве, а также отчеты о состоянии и исправности оборудования.
Кроме того, Fronius предлагает инструмент под названием WeldCube™, который позволяет подключать несколько сварочных аппаратов TPSi к одному устройству и создавать ежедневные отчеты о производстве и качестве, а также отчеты о состоянии и исправности оборудования.
Производители, которые успешно используют мониторинг данных дуги для отслеживания сварных швов, не только защищают свои деловые интересы, но и удовлетворяют потребности клиентов профессионально и своевременно, гарантируя, что производимые детали соответствуют требованиям, когда это необходимо.
7) Является ли автономное программирование выгодным как для автомобильных, так и для неавтомобильных сварочных приложений?
Если коротко, то да! Программирование в автономном режиме (OLP) дает программистам возможность создавать, тестировать и настраивать программу или задание для робота в удобной виртуальной среде программирования на базе ПК, прежде чем она будет реализована в заводских условиях. Эти программы также могут помочь в исследованиях досягаемости роботов, проверке пути, углах резака и времени цикла еще до того, как ячейка будет построена. Это помогает свести к минимуму время простоя производства, вызванное роботизированной интеграцией (особенно для сложных компоновок), а также заменой деталей. По этой причине все больше производителей используют эти платформы. По словам Хита, примерно 75 процентов рабочих ячеек (автомобильных и неавтомобильных) в настоящее время запрограммированы с использованием специального программного обеспечения OEM, такого как MotoSim 9 Yaskawa.0202 ® или сторонние варианты, такие как Robotmaster ® от Hypertherm Inc. Delfoi также предлагает широкий выбор надежного программного обеспечения OLP, включая Delfoi ARC и Delfoi SPOT.
Это помогает свести к минимуму время простоя производства, вызванное роботизированной интеграцией (особенно для сложных компоновок), а также заменой деталей. По этой причине все больше производителей используют эти платформы. По словам Хита, примерно 75 процентов рабочих ячеек (автомобильных и неавтомобильных) в настоящее время запрограммированы с использованием специального программного обеспечения OEM, такого как MotoSim 9 Yaskawa.0202 ® или сторонние варианты, такие как Robotmaster ® от Hypertherm Inc. Delfoi также предлагает широкий выбор надежного программного обеспечения OLP, включая Delfoi ARC и Delfoi SPOT.
Узнайте больше от наших экспертов по сварке
Чтобы узнать больше от наших экспертов Yaskawa, обязательно ознакомьтесь с записями наших вебинаров. Основные моменты презентации сварки включают:
Достижения в области сварки в общей промышленности
Путь вперед для роботизированной сварки
Альтернативные методы соединения
Джош Лит — старший менеджер по продукции
Подключиться:
17 Интервью с инженером-сварщиком Вопросы и ответы
Инженеры-сварщики несут ответственность за проектирование, разработку и испытания сварочных процессов и систем. Они работают в различных отраслях промышленности, таких как автомобилестроение, аэрокосмическая промышленность и строительство. Если вы проходите собеседование на должность инженера по сварке, вы можете рассчитывать на ответы на вопросы о вашем опыте работы со сварочными процессами, материалами и оборудованием.
Они работают в различных отраслях промышленности, таких как автомобилестроение, аэрокосмическая промышленность и строительство. Если вы проходите собеседование на должность инженера по сварке, вы можете рассчитывать на ответы на вопросы о вашем опыте работы со сварочными процессами, материалами и оборудованием.
В этом руководстве вы найдете вопросы и ответы для собеседования на инженера-сварщика, которые помогут вам подготовиться к собеседованию. Вы также узнаете о навыках и качествах, которые работодатели ищут в инженере-сварщике.
Общие вопросы для интервью инженера-сварщика
- Знакомы ли вы со стандартом сварки AWS D1.1?
- Какие наиболее важные факторы следует учитывать при разработке нового процесса сварки?
- Как бы вы решили проблему со сварочным аппаратом?
- В чем разница между сваркой TIG и MIG?
- Приведите пример времени, когда вам пришлось принять трудное решение относительно сварочного проекта.
- Если бы представилась возможность, хотели бы вы научиться сварке? Почему или почему нет?
- Что бы вы сделали, если бы заметили, что другой инженер нарушает протоколы безопасности при выполнении сварочного проекта?
- Насколько хорошо вы общаетесь с другими инженерами, менеджерами, продавцами и клиентами?
- Есть ли у вас опыт использования какого-либо программного обеспечения для сварки?
- При выполнении проверки контроля качества сварочного проекта, на какие факторы вы обращаете внимание в первую очередь?
- Мы хотим стать известными благодаря производству высококачественных сварных швов. Какова ваша стратегия по улучшению наших сварочных процессов и процедур?
- Расскажите о своем опыте сварки MIG и TIG.
- Что делает вас лучшим кандидатом на должность инженера-сварщика?
- С какими процессами сварки вам больше всего нравится работать?
- Что, по вашему мнению, является наиболее важным аспектом безопасности при сварке?
- Как часто вы проводите контроль качества своих сварочных проектов?
- Есть проблема со сварочным проектом, с которой вы раньше не сталкивались. Как вы реагируете?

 Как вы реагируете?
Как вы реагируете?Знакомы ли вы со стандартом сварки AWS D1.1?
Американское общество сварщиков (AWS) — некоммерческая организация, разрабатывающая стандарты для сварки и других процессов. Стандарт AWS D1.1 — это самая последняя версия стандарта сварки AWS, в котором приведены рекомендации, которым должны следовать сварщики при выполнении своей работы. Интервьюер может задать этот вопрос, чтобы узнать, есть ли у вас опыт работы со стандартом AWS D1.1 или любыми другими стандартами сварки. В своем ответе постарайтесь показать, что понимаете, что влечет за собой стандарт AWS D1.1 и какую пользу он может принести сварщикам.
Пример: «Я знаком со стандартом сварки AWS D1.1. Этот стандарт описывает передовой опыт для многих различных типов сварочных процессов, включая дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку с флюсовой проволокой и дуговую сварку под флюсом. Он также включает информацию о мерах предосторожности и мерах контроля качества. Я использовал стандарт AWS D1.1 в своей предыдущей роли сварщика, потому что он дает ценные советы по обеспечению высокого качества сварных швов».
Я использовал стандарт AWS D1.1 в своей предыдущей роли сварщика, потому что он дает ценные советы по обеспечению высокого качества сварных швов».
Какие факторы наиболее важны при разработке нового процесса сварки?
Интервьюер может задать вам этот вопрос, чтобы оценить ваши знания о факторах, влияющих на сварочные процессы. Ваш ответ должен включать список важных соображений и то, как они влияют на качество сварных швов.
Пример: «Наиболее важными факторами при разработке новых процессов сварки являются тип материала, размер проекта и требуемая прочность сварного шва. Толщина материала определяет источник питания, который я использую для процесса, а размер проекта влияет на количество необходимого защитного газа. Наконец, прочность сварного шва определяется типом используемого присадочного металла».
Как бы вы решили проблему со сварочным аппаратом?
Интервьюер может задать вам подобный вопрос, чтобы оценить ваши навыки устранения неполадок и способность применять критическое мышление. Используйте примеры из прошлого опыта, в которых вы применяли методы решения проблем, чтобы определить основную причину проблемы со сварочным аппаратом, устранить ее и убедиться, что решение было эффективным.
Используйте примеры из прошлого опыта, в которых вы применяли методы решения проблем, чтобы определить основную причину проблемы со сварочным аппаратом, устранить ее и убедиться, что решение было эффективным.
Пример: «В моей последней должности инженера-сварщика мне приходилось устранять неполадки со сварочным аппаратом на строительной площадке. Подрядчик позвонил мне, потому что заметил, что сварные швы не соответствуют стандартам качества. Осмотрев оборудование, я понял, что между источником питания и панелью управления отсутствует соединение. Я снова подключил провода и снова проверил систему. Когда сварные швы соответствовали стандартам качества, я вернулся на стройплощадку».
В чем разница между сваркой TIG и MIG?
Этот вопрос может помочь интервьюеру определить ваши знания сварочных процессов. Ваш ответ должен включать описание каждого процесса и их отличия друг от друга. Вы также можете воспользоваться этой возможностью, чтобы рассказать о своем опыте работы с обоими типами сварки.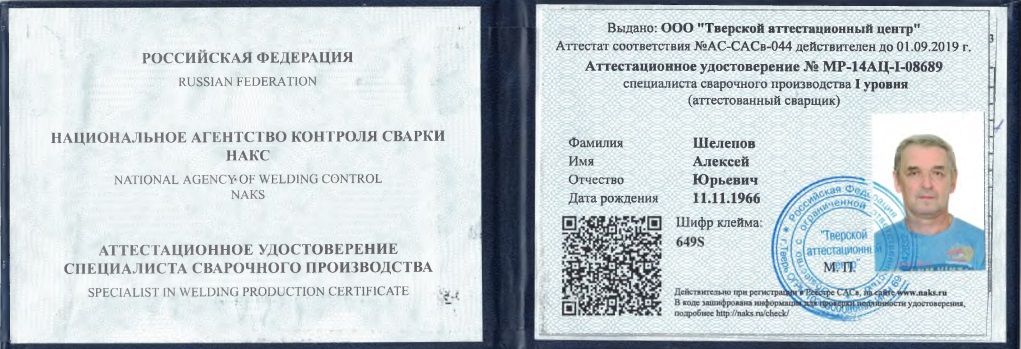
Пример: «TIG и MIG — это два разных метода сварки, дающие разные результаты. TIG — это аббревиатура от вольфрамового инертного газа, в котором для сварки металлов используется неплавящийся электрод. Этот метод обеспечивает высокое качество сварки, но требует больше времени, чем сварка MIG. MIG означает металлический инертный газ, в котором используется расходуемый электрод для сварки металлов. Этот метод быстрее, чем TIG, поскольку не требует такой сложной настройки».
Приведите пример случая, когда вам нужно было принять трудное решение относительно сварочного проекта.
Когда интервьюер задает вам подобный вопрос, он пытается лучше понять, как вы принимаете решения и каков ваш мыслительный процесс. Это может помочь им определить, обладаете ли вы навыками, необходимыми для работы. В своем ответе постарайтесь объяснить, почему вы приняли такое решение и каков был результат.
Пример: «На моей последней должности инженера-сварщика мне приходилось выбирать между двумя разными типами сварных швов для проекта. Один тип сварного шва будет дороже другого, но он также будет прочнее и долговечнее. В конце концов, я решил выбрать более дорогой вариант, потому что в долгосрочной перспективе это сэкономит деньги нашей компании. Сварные швы, которые мы использовали в этом проекте, остаются прочными и сегодня».
Один тип сварного шва будет дороже другого, но он также будет прочнее и долговечнее. В конце концов, я решил выбрать более дорогой вариант, потому что в долгосрочной перспективе это сэкономит деньги нашей компании. Сварные швы, которые мы использовали в этом проекте, остаются прочными и сегодня».
Если бы вам представилась возможность, хотели бы вы научиться сварке? Почему или почему нет?
Этот вопрос может помочь интервьюеру определить уровень вашего интереса к сварке и наличие у вас опыта в этой области. Если вы не знакомы со сваркой, объясните, почему вы хотели бы узнать о ней и какие шаги вы предпримете, чтобы получить эти знания.
Пример: «Я очень заинтересован в том, чтобы научиться сваривать, потому что я нахожу захватывающим то, что кто-то может создавать такие сложные вещи, сплавляя металл. Я хотел бы попробовать свои силы в сварке, если бы у меня была такая возможность, но я понимаю, что сварка — это гораздо больше, чем просто держать горелку. Я определенно хотел бы потратить некоторое время на изучение различных методов сварки и потренироваться самостоятельно, прежде чем пытаться сделать это профессионально».
Я определенно хотел бы потратить некоторое время на изучение различных методов сварки и потренироваться самостоятельно, прежде чем пытаться сделать это профессионально».
Что бы вы сделали, если бы заметили, что другой инженер нарушает протоколы безопасности при выполнении сварочного проекта?
Работодатели задают этот вопрос, чтобы убедиться, что вы понимаете важность безопасности в сварочной среде. Они хотят знать, что вы примете меры, если увидите, как другой инженер нарушает протоколы безопасности и подвергает риску себя или других. В своем ответе объясните, какие шаги вы предпримете, чтобы проект был завершен безопасно и без происшествий.
Пример: «Сначала я лично подойду к инженеру и сообщу ему о нарушении. Если они продолжат нарушать протокол после моего первоначального предупреждения, я сообщу об этом своему начальнику, чтобы они могли разобраться в ситуации. Сварочные работы достаточно опасны, когда все соблюдают надлежащие процедуры, поэтому я всегда говорю об этом, если замечаю, что кто-то не соблюдает правила безопасности».
Насколько хорошо вы общаетесь с другими инженерами, менеджерами, продавцами и клиентами?
Вам, как инженеру-сварщику, придется общаться с разными людьми. Работодатели задают этот вопрос, чтобы убедиться, что вы можете сделать это эффективно и профессионально. Отвечая, постарайтесь показать, что вы уверены в своих коммуникативных навыках. Объясните, как вы планируете использовать их, чтобы помочь компании добиться успеха.
Пример: «Я всегда хорошо общался с другими. Мне легко излагать свои мысли четко и лаконично. На предыдущих должностях я работал с другими сварщиками, менеджерами, продавцами и клиентами. Мне удобно говорить по телефону или лично со всеми этими группами. Я также знаю, как писать четкие электронные письма, чтобы держать всех в курсе».
Есть ли у вас опыт использования программного обеспечения для сварки?
Интервьюер может задать этот вопрос, чтобы узнать о вашем опыте работы с программным обеспечением для сварки. Если вы использовали программное обеспечение для сварки в прошлом, расскажите, что это было за программное обеспечение и как вы его использовали. Если вы раньше не работали с программным обеспечением для сварки, вы можете рассказать о любых других типах программного обеспечения, которые вы использовали.
Если вы использовали программное обеспечение для сварки в прошлом, расскажите, что это было за программное обеспечение и как вы его использовали. Если вы раньше не работали с программным обеспечением для сварки, вы можете рассказать о любых других типах программного обеспечения, которые вы использовали.
Пример: «За свою карьеру я использовал несколько различных программ для сварки. Я начал с базовой программы, которая помогла мне рассчитать количество металла, необходимого для каждого проекта. По мере накопления опыта я перешел на более продвинутую систему, которая позволила мне настраивать проекты в соответствии с конкретными потребностями. Это программное обеспечение также предоставило ценную информацию о лучших материалах для использования в определенных областях».
При выполнении проверки контроля качества сварочного проекта на какие факторы вы обращаете особое внимание?
Интервьюер может задать вам подобный вопрос, чтобы оценить ваше внимание к деталям и способность выполнять проверки контроля качества сварочных проектов. Используйте свой ответ, чтобы подчеркнуть свою приверженность проведению тщательных проверок сварочных проектов и обеспечению их соответствия спецификациям клиента.
Используйте свой ответ, чтобы подчеркнуть свою приверженность проведению тщательных проверок сварочных проектов и обеспечению их соответствия спецификациям клиента.
Пример: «Выполняя контроль качества, я всегда проверяю все сварные швы на предмет надлежащего провара, отсутствия подрезов или прожогов, а также пористости в зоне сварки. Я также смотрю на общее соответствие проекта и проверяю, чтобы между частями не было пробелов. Наконец, я проверяю отделку поверхности проекта, чтобы убедиться, что она соответствует ожиданиям клиента».
Мы хотим стать известными благодаря производству высококачественных сварных швов. Какова ваша стратегия по улучшению наших сварочных процессов и процедур?
Этот вопрос — возможность показать интервьюеру, что у вас есть навыки и опыт, необходимые для улучшения сварочных процессов в их компании. Используйте примеры из вашей предыдущей работы инженером-сварщиком, чтобы объяснить, как вы будете внедрять изменения в своей новой роли.
Пример: «Я хочу убедиться, что каждый сварной шов соответствует моим стандартам качества. Для этого я создам систему сдержек и противовесов в нашем производственном процессе, чтобы каждый шаг на этом пути мог быть оценен кем-то другим. Это поможет мне убедиться, что все аспекты процесса сварки выполняются правильно. Я также планирую автоматизировать наши сварочные процессы, чтобы наши сотрудники могли сосредоточиться на других задачах».
Опишите свой опыт сварки MIG и TIG.
Этот вопрос может помочь интервьюеру определить ваш опыт работы с различными видами сварки. Это также может показать им, как вы применяете эти знания в своей работе в качестве инженера-сварщика. В свой ответ постарайтесь включить информацию о том, какой вид сварки вы предпочитаете и почему.
Пример: «У меня большой опыт работы с процессами сварки MIG и TIG. Я считаю, что у каждого процесса есть свои преимущества и области применения. Например, MIG отлично подходит для проектов, где требуется много мелких сварных швов. Однако он не идеален для крупномасштабных проектов, поскольку требует больше времени, чем другие методы. Между тем, TIG лучше подходит для крупных проектов, поскольку позволяет выполнять более точные сварные швы».
Например, MIG отлично подходит для проектов, где требуется много мелких сварных швов. Однако он не идеален для крупномасштабных проектов, поскольку требует больше времени, чем другие методы. Между тем, TIG лучше подходит для крупных проектов, поскольку позволяет выполнять более точные сварные швы».
Что делает вас лучшим кандидатом на должность инженера-сварщика?
Работодатели задают этот вопрос, чтобы узнать больше о вашей квалификации и почему вы лучший кандидат на их вакансию. Перед собеседованием составьте список причин, по которым вы были бы отличным дополнением к их команде. Подумайте о том, чтобы выделить любой прошлый опыт, который делает вас подходящим для этой роли.
Пример: «Я лучший кандидат на эту должность инженера по сварке, потому что у меня есть обширные знания во всех типах сварочных процессов. За свою карьеру сварщика я научился сваривать различные металлы и машины. Я также понимаю меры предосторожности, которые необходимо соблюдать при работе с опасными материалами. Мои коммуникативные навыки — еще одна причина, по которой я — лучший выбор для этой работы. Я могу четко объяснить сложные процедуры другим сотрудникам, чтобы они точно знали, что нужно делать».
Мои коммуникативные навыки — еще одна причина, по которой я — лучший выбор для этой работы. Я могу четко объяснить сложные процедуры другим сотрудникам, чтобы они точно знали, что нужно делать».
С какими процессами сварки вам больше всего нравится работать?
Этот вопрос может помочь интервьюеру определить ваш уровень опыта в сварочных процессах. Это также помогает им понять, с какими из них вам нравится работать и сколько времени вы потратили на каждый процесс. При ответе на этот вопрос полезно перечислить несколько процессов, с которыми вы работали в прошлом, и объяснить, почему они вам нравятся.
Пример: «Мне очень нравится работать с процессами TIG и MIG, потому что это два наиболее распространенных метода соединения металлов. Я считаю, что эти процессы очень эффективны при работе с различными типами металлов, и я всегда ищу способы повысить их эффективность. На моей последней должности я смог разработать новые методы использования обоих процессов, которые помогли снизить затраты при одновременном повышении качества».
Что, по вашему мнению, является наиболее важным аспектом безопасности при сварке?
Интервьюер может задать вам подобный вопрос, чтобы узнать, как много вы знаете о правилах и правилах техники безопасности. Вы можете ответить, объяснив важность соблюдения всех протоколов безопасности при сварке, в том числе установленных вашим работодателем или компанией.
Пример: «Безопасность всегда была самым важным аспектом любой моей работы сварщика. Если я не буду в безопасности во время работы, я могу травмировать себя или кого-то еще. На моей последней должности от меня требовалось сдавать ежегодный тест по правилам техники безопасности при сварке. Я прошел с честью, что помогло мне сохранить работу».
Как часто вы проводите контроль качества своих сварочных проектов?
Интервьюер может задать этот вопрос, чтобы узнать больше о вашем внимании к деталям и приверженности качеству. Ваш ответ должен включать конкретный пример того, как вы проводили проверки и что вы обнаружили в ходе проверки.
Пример: «Я проверяю качество каждого завершенного сварочного проекта, обычно перед началом любой работы, а затем снова после завершения каждого этапа проекта. Во время моей последней работы инженером-сварщиком в компании ABC я работал над крупномасштабным строительным проектом, который требовал от меня проверки сварных швов дважды в день. Однажды утром, проверив свою работу, я заметил несколько областей, в которых мне нужно было улучшить свою технику. Я практиковал эти методы, пока не почувствовал уверенность в своей способности производить высококачественные сварные швы».
Проблема со сварочным проектом, с которой вы раньше не сталкивались. Как вы реагируете?
Этот вопрос — отличный способ узнать, как вы реагируете на трудности и решения проблем. Работодателям важно знать, что вы можете справиться с непредвиденными ситуациями, особенно если они часто возникают в их компании. В своем ответе постарайтесь показать интервьюеру, что вы уверены в своей способности решать проблемы и мыслить критически.