Сварка в потолочном положении | Тиберис
Сварка в потолочном положении считается одной из самых сложных, для нее желателен сварочный опыт и квалификация.
Сварку в потолочном положении нужно проводить сухими электродами (проверяются непосредственно перед началом работ) Если электрод сырой, то при работе выделяемые его покрытием газы поднимаются вверх и могут остаться в шве. Итог – внутренние пустоты, вероятность трещин и даже разрушения сварки (шов-то потолочный!) Потолочную сварку можно вести тремя способами, для новичков лучше подойдет метод «полумесяца» Самым сложным и трудоемким считается «обратнопоступательный» — но он и самый эффективный.
| Способы сварки в потолочном положении | |
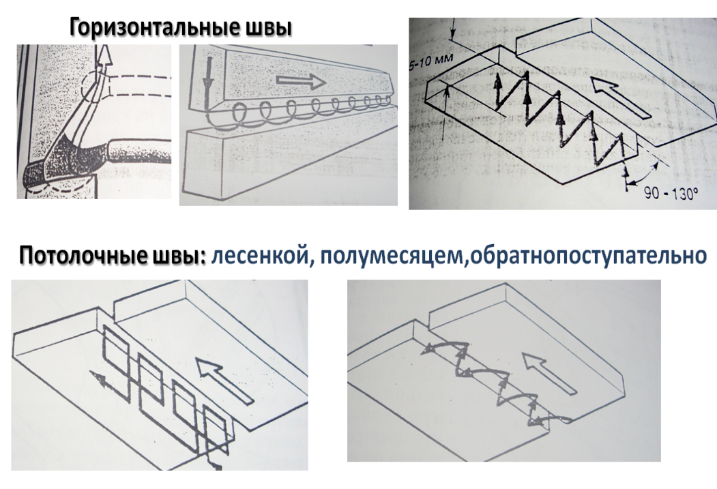
| Лесенкой | Электрод располагают под углом к плоскости 90-130 градусов, подводят к изделию и зажигают дугу. После образования маленькой порции расплавленного металла электрод отводят на 5-10 мм от потолочной плоскости и возвращают, перекрывая засохшую порцию металла расплавом примерно на ½ — 1/3 её длины.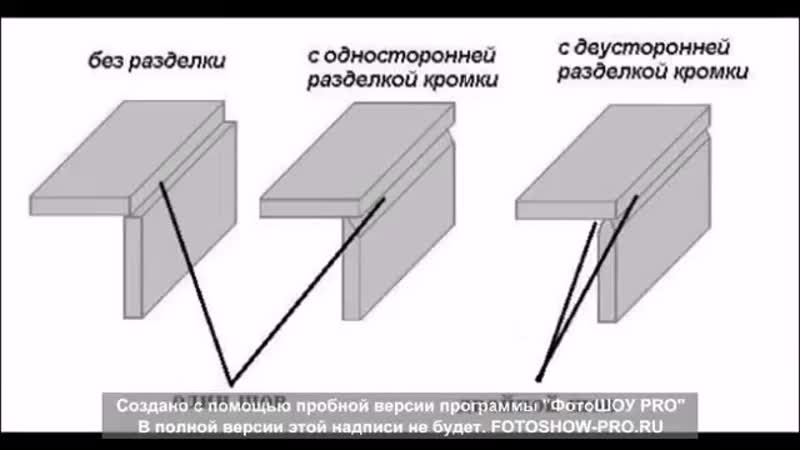 |
| Полумесяцем | Электрод располагают под углом 90-130 градусов к потолочной плоскости и, колебательными движениями по схеме полумесяца (напоминающие дуговые зигзаги), беспрерывно заходят электродом на закристаллизовавшуюся (засохшую) часть металла. Осуществляется несколько проходов. |
| Обратнопоступательно | Концом электрода сварщик беспрерывно возвращается назад, на кристаллизующуюся (засохшую) часть металла (напайки), тем самым постоянно удлиняя сварочный шов и заполняя сварочную ванну. |
При сварке потолочных швов жидкий металл стремится вытечь из ванны, поэтому сварку ведут короткой дугой. Сварочный ток уменьшаются на 15-20% по сравнению со сваркой в нижнем положении. Металл толщиной более 8 мм сваривают многопроходными швами.
Технология сварки потолочного шова рекомендации по технике безопасности
Сварка потолочных швов
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Общие рекомендации при сварке потолочных швов
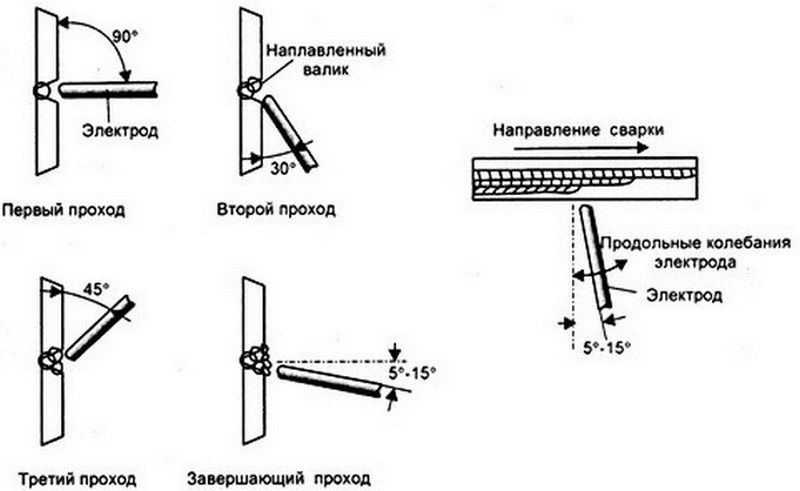
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 59) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке.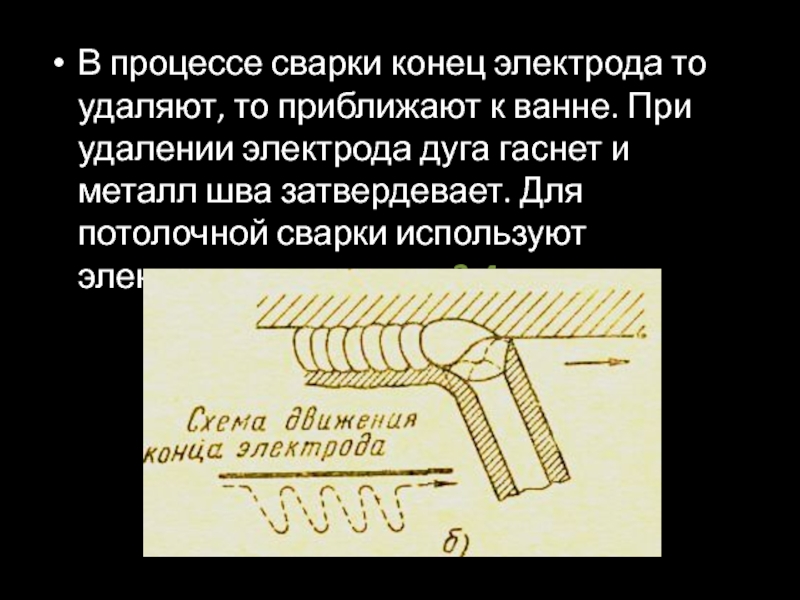 Сварка ведется только короткой дугой.
Сварка ведется только короткой дугой.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика. Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении
При сварке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия — производительней применять электрод диаметром 4 мм.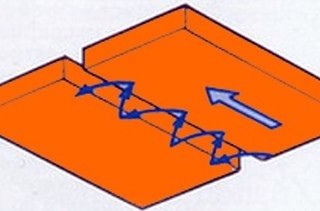 Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 60). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 60). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Сварка стыковых соединений в потолочном положении
Корень шва
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 62). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.
Заполнение разделки
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 63).
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рис. 63, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
Техника выполнения швов в потолочном положение шва
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на потолочный сварной шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому потолочные сварочные швы имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.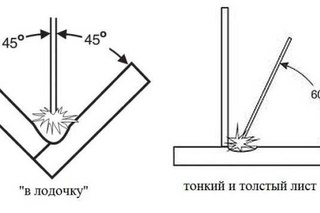
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
· Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Способ сварки полумесяцем
· Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами:
1. Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
2. Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).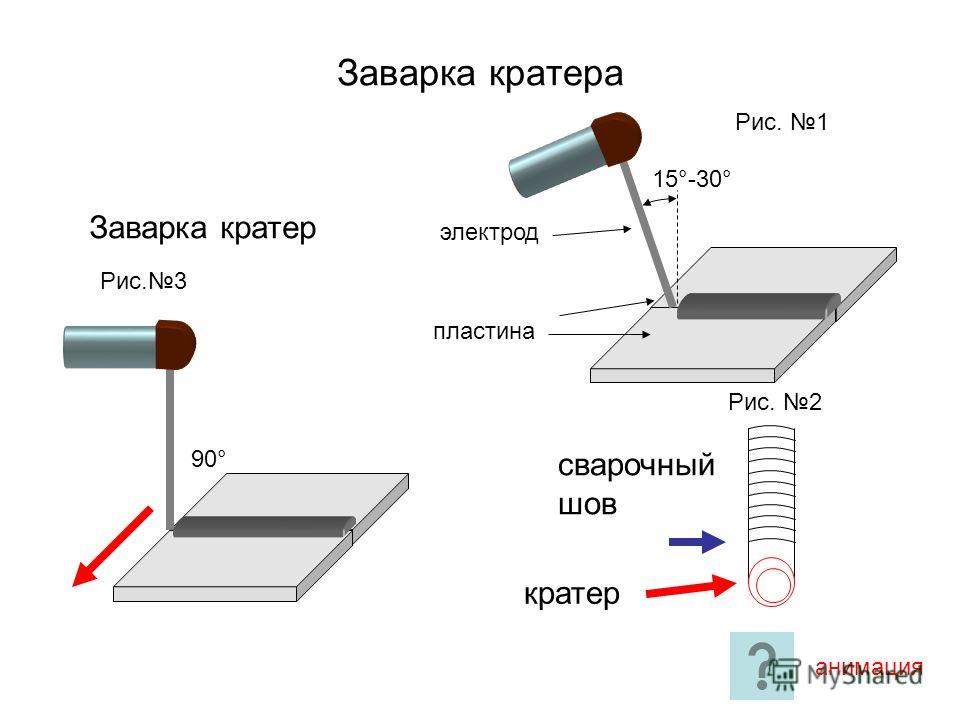
Основное внимание при такой сварке должно быть сосредоточено на обратном валике.При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Студент — человек, постоянно откладывающий неизбежность. 10824 —
188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Как сварить потолочный шов — особенности, техника, безопасность
Потолочный шов считается одним из самых трудновыполнимых сварочных соединений. Причина в том, что при сваривании этого соединения сварная ванна расположена вверх дном. Для такой обработки деталей нужна сноровка и точное следование технологии.
Последовательность действий и правила создания потолочного шва не должны быть нарушены во время работы. Потому что это не только ухудшит качество соединения, но также создаст угрозу травм от раскаленных капель металла.
Создавая потолочное соединение нужно придерживаться правил техники безопасности, а также использовать защитное снаряжение, особенно в районе рук и лица.
Особенности технологии
Подготовка перед формированием потолочного шва несколько отличается от подготовки перед обычной сваркой. В процессе сварки есть определенные сложности и опасности, к примеру, попадание расплавленного металла на кожу. Металл может стекать, капать.
Нужно знать, как это предотвратить. Сварщики, работающие с потолочными соединениями, знают несколько приемов, которые помогают избежать сложностей и травм.
До того, как приступить к работе, нужно изучить все технические требования к процессу. Есть ряд условий, выполнение которых обязательно. Знание этих условий особенно важно для новичков.
Итак. Как при любом другом сваривании кромки деталей должны быть очищены перед обработкой. Зачистка от пятен, заусенцев и обезжиривание никогда не должны игнорироваться.
Формирование потолочного шва должно проходить при помощи полуавтоматического оборудования либо аппарата РДС.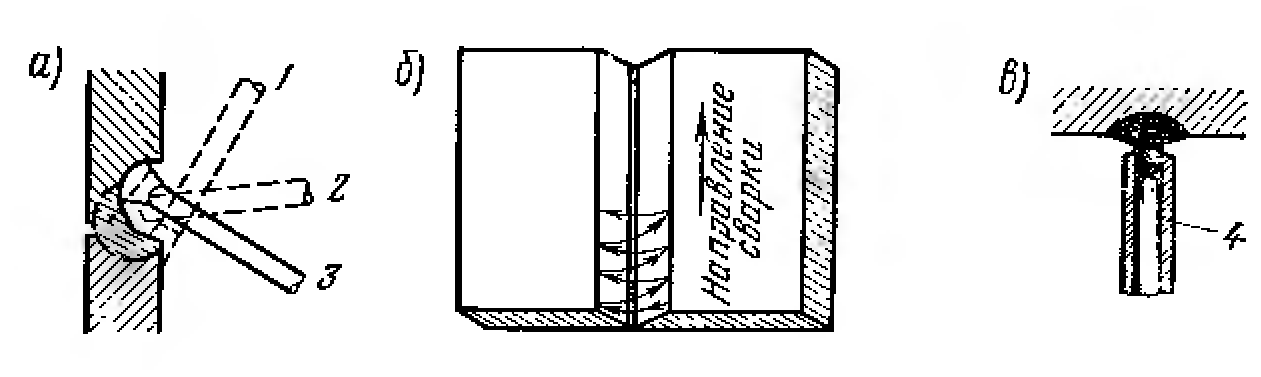 Тип электродов – покрытый.
Тип электродов – покрытый.
Это благоприятно повлияет на качество полотна. Диаметр электрода не должен превышать четыре миллиметра, при этом он должен быть уже ширины соединения.
Также необходимо следить за сухостью электрода. Их покрытие при повышенной влажности может лопаться, ухудшая проводимость и, как следствие, качество соединения.
Длина дуги – короткая. Это важно при сварке потолочных швов, поэтому стоит постараться не переходить на среднее значение.
Если сваривание происходит в режиме РДС, то предупредить растекание металла можно, если отводить электрод немного в сторону.
Формирование потолочного соединения происходит по технологии «на себя». Это помогает создать необходимый темп работы, следя при этом за качеством создания соединения.
В случае, если нужно варить детали, толщина которых превышает один сантиметр, сварка происходит поэтапно. Сначала применяется электрод значение диаметра которого не выше трех миллиметров. В дальнейшем берется четырех миллиметровая модель.
В дальнейшем берется четырех миллиметровая модель.
Потолочный шов – это работа не только в горизонтальной плоскости. Под определение этого термина попадают также швы под уклоном 10-80 градусов.
В таких случаях тоже возможно применение ручной или полуавтоматической аппаратуры, а также сварка покрытыми электродами.
Советы новичкам
Основной особенностью этого типа соединений является перевернутая сварочная ванна. Расплавленный металл удерживается силой натяжения, поэтому соблюдение требуемых размеров ванны очень важно.
При сварке стоит время от времени отводить край электрода немного в сторону. Это позволит металлу немного остыть, закрепиться.
Такая методика убережет от потеков и защитит полотно от трещин.
Методы сварки
Существует три основных способа сварки потолочного шва: полумесяц, лесенка и «обратно-поступательный».
Формируя шов первым методом, электрод располагается под углом к поверхности детали. Угол колеблется от 90 до 140 градусов по дуге. Благодаря таким движениям рабочий элемент переходит от одной кромки стыка к другой.
Благодаря таким движениям рабочий элемент переходит от одной кромки стыка к другой.
При втором способе размещение электрода схоже с полумесяцем. Однако движение происходит иначе: расходный элемент отводится от расплавленного металла в сторону, возвращается, снова отводится.
Сварка третьим способом происходит, когда на протяжении всего процесса работы электрод возвращается на некоторое расстояние обратно, к застывшему металлу.
Если сварку проводит новичок, то лучше применить способ полумесяца. Он более прост. Лесенка и обратно-поступательный метод требуют больше сноровки и времени.
Да, они создают более качественное соединение, однако не каждый справится со сваркой такими методиками.
Процесс работы
Вначале всегда идет подготовка. Рабочая зона зачищается при помощи металлической щетки или шлифмашинки, поверхность металла обезжиривается.
Электродом модели в три миллиметра формируется корень шва. Он выглядит как созданный из расплавленного металла валик. При необходимости создания валика с другой стороны детали, в стыке оставляется зазор.
При необходимости создания валика с другой стороны детали, в стыке оставляется зазор.
Точечными бросками электрод помещается внутрь этого зазора. Здесь важно проследить, чтобы дуга горела стабильно. После формирования, корень нужно зачистить от шлаков и отрегулировать его выпуклость.
Дальше процесс создания соединения происходит электродами с диаметром около четырех миллиметров.
Советы по соблюдению техники безопасности
Техника безопасности – главный часть выполнения любой работы. Сварка потолочного шва требует ее соблюдения в полной мере, ведь это достаточно опасное занятие. Приступая к свариванию такого соединения, нужно помнить о нескольких правилах.
Сварщик должен быть в специальном рабочем костюме. Его лицо должно быть закрыто маской, глаза защищены очками, а кисти рук – перчатками. Недопустимо наличие обнаженных участков кожи.
Сварка проводится только в сухом пространстве с оптимальной температурой. Нельзя проводить работы при непогоде, повышенной влажности воздуха, порывах ветра или сквозняках.

В экстремальных условиях могут работать только достаточно квалифицированные мастера.
В случае приостановки процесса сваривания, нужно выключить аппаратуру и изолировать провода от случайных воздействий.
Заключение
Формирование потолочного шва требует вложения сил, времени и энергии. Новичку выполнить его сразу фактически невозможно.
Чтобы получить доступ к таким работам требуется повышенный уровень знаний, владения оборудованием и изучение всех деталей создания потолочного соединения.
Нужна подготовка и тренировки. Браться за такое дело без достаточного багажа знаний и умений лучше не стоит. Но каждому сварщику, выполняющему такой шов, нужно в любом случае соблюдать правила и технику безопасности.
Это нужно для сохранения собственного здоровья.
Как варить потолочный шов. Общие рекомендации по технике безопасности. Технология сварки. Корень шва, заполнение разделки и лицевой слой
Сварка потолочных швов
Потолочный шов является наиболее трудным типом сварки, так как сварочная ванна находится вверх дном.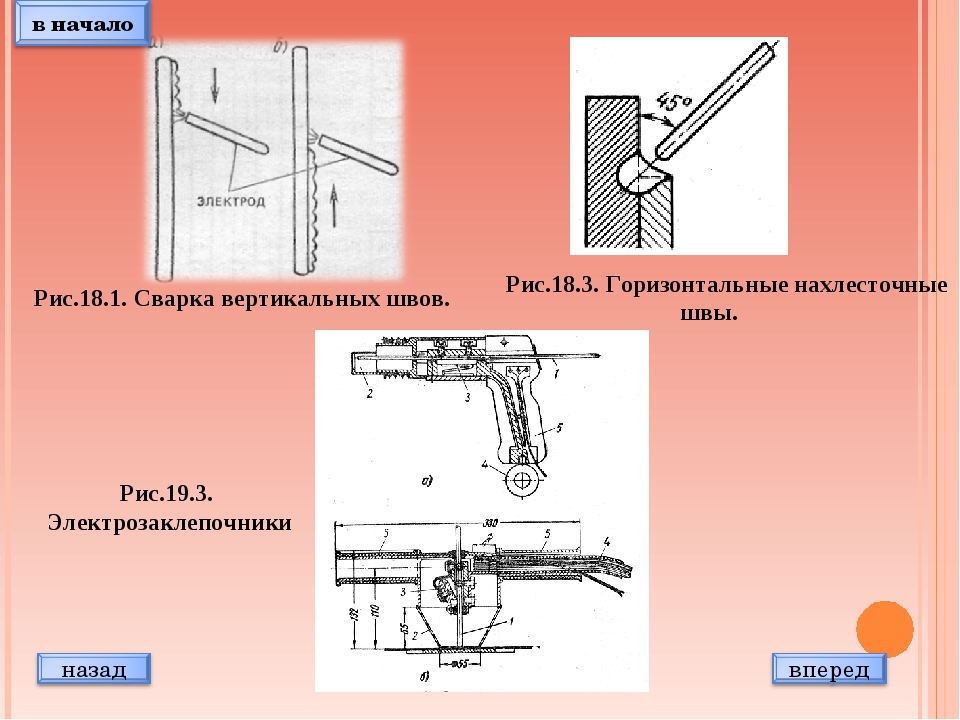 Если не выполнять особые действия, во время его выполнения возможны подтёки раскаленного металла.
Если не выполнять особые действия, во время его выполнения возможны подтёки раскаленного металла.
Также важно соблюдать технику безопасности при выполнении этого шва, ведь любая капля может попасть вам в лицо, уши, шею или обувь. В видео вы найдете ответы на некоторые вопросы.
В промышленном производстве такой способ сварки почти исключен, за счёт изменения положения деталей. Однако любой сварщик должен уметь варить потолок. Сварка в потолочном расположении часто используется при строительно-монтажных работах и создании трубопроводов, а также в судостроении.
Общие рекомендации по технике безопасности
- Исключите любую возможность поражения током при сварке. Провода должны быть изолированы. Во время простоя выключайте сварочный аппарат.
- Не работайте под дождем или снегом. Сварка во влажных помещениях требует большого опыта.
- Пользуйтесь спецодеждой для защиты глаз и поверхностей тела.
 Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой.
Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой. - Соблюдайте взрыво- и пожаробезопасность.
 Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой.
Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой.Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке :
Общие рекомендации
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
- Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
- Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
- Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Сварка потолочных швов. Последовательность выполнения работ.
Главная / Техника сварки
Назад
Время на чтение: 3 мин
0
819
Потолочный шов считается одним из самых трудновыполнимых сварочных соединений. Причина в том, что при сваривании этого соединения сварная ванна расположена вверх дном. Для такой обработки деталей нужна сноровка и точное следование технологии.
Причина в том, что при сваривании этого соединения сварная ванна расположена вверх дном. Для такой обработки деталей нужна сноровка и точное следование технологии.
Последовательность действий и правила создания потолочного шва не должны быть нарушены во время работы. Потому что это не только ухудшит качество соединения, но также создаст угрозу травм от раскаленных капель металла.
Создавая потолочное соединение нужно придерживаться правил техники безопасности, а также использовать защитное снаряжение, особенно в районе рук и лица.
- Особенности технологии
- Советы новичкам Методы сварки
- Процесс работы
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей. Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов.
 Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.
 Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
Для того, чтобы этого не произошло, электроды должны быть полностью сухими.Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С). В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
Как варить потолочный шов электросваркой
Неожиданная неприятность может произойти в тот момент, когда нужно сделать потолочный шов. Выполнить это не так уж просто, как может показаться.
Выполнить это не так уж просто, как может показаться.
В промышленных масштабах такой сварочный метод практически не востребован, так как соединяемые части в реальности расположены в правильном положении. Тем не менее, хозяину гаража необходимо знать, как варить потолочный шов электросваркой. Потребность в наложении такого шва может возникнуть при монтаже трубопровода, изготовлении металлической конструкции и различных приспособлений в гараже.
Так как при сварке потолочного шва возникает много затруднений, при его выполнении должны присутствовать опыт и внимательность. Проблему при таком типе сварки создает расположение сварочной ванны, которая находится в перевернутом состоянии. И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
Правила техники безопасности
Средства защиты
- При сварке особое внимание нужно уделить исключению возможности попасть под удар током. Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.
- Запрещается работать при выпадении осадков и даже в помещениях с повышенной влажностью. Степень влажности чаще всего не могут определить неопытные сварщики.
- Обязательна спецодежда, которая при необходимости должна полностью закрывать все тело. Все ее элементы должны быть надежно заправлены. Особое внимание нужно уделить наличию защитных очков и маски для сварки.
- Запрещено выполнять действия, которые могут привести к возникновению пожара и взрыва.
 Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.
Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.Рекомендации
Потолочный шов
При сварке важную роль играет поверхностное натяжение, сила которого не позволяет расплавленному металлу срываться с обрабатываемых деталей. Чтобы уменьшить силу тяжести сварочная ванна в своих размерах должна быть минимальная. Этого можно добиться убиранием электрода в нужный момент, давая тем самым возможность металлу успеть затвердеть.
Ширина валиков должна быть в 2,3 раза больше диаметра электрода. Как правило, при сварке потолочного шва применяются электроды Ø до 4 мм. Иногда возникают случаи, когда убирается рабочая часть инструмента – возникают подрезы. Чтобы этого избежать, нужно уменьшить силу сварного тока, а электроды фиксировать на кромках.
Для работы годятся только сухие электроды. При сыром виде рабочего элемента выделяемые газы снижают качество сварного шва, а вместо образования дуги, электрод «прилипает» к свариваемой поверхности. Кроме того, характеристики металла сварочных швов на потолке уступают свойствам поверхности, образуемой при других типах соединений.
Потолочную сварку лучше производить, ведя руку с инструментом в свою сторону, что позволит полностью контролировать процесс, скорость работы и метод варки. Если толщина обрабатываемого участка превосходит 0,8 см, проходки нужно повторять. Для корневого шва, как правило, берутся электроды диаметром 3 мм, для остальных – 4 мм.
Обратите внимание! Фаска и обработка соединяемых сваркой концов должны быть выполнены согласно ГОСТ 10948-64. После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.
После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.
Варианты варки
Сварка на полукруглой поверхности
- При варке лесенкой рабочий элемент находится вертикально к потолку или с отклонением в 40º от себя. Электрод поднимается к потолочной поверхности и зажигается. Когда металл начинает плавиться, рабочий элемент отодвигается приблизительно на 8 мм, затем процесс повторяется с перекрытием затвердевшего металла на треть от его размера по длине.
- При варке полумесяцем рабочий элемент должен находиться в таком же положении, как при предыдущем варианте. Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.
- Самой надежной, но трудной, считается обратно-поступательный метод сварки. Конец рабочего элемента постоянно двигается вперед-назад, зацепляя при этом застывшую металлическую часть и увеличивая шов по длине.

Процесс
Крепкий шов
Потолочная сварка – это многоэтапная работа, которая начинается с заделки корня шва. В этом случае используется электрод Ø 3 мм. Сила тока не должна превосходить среднее значение. Существующие условия, которые определяют, как заделать потолочные швы методом сварки.
- Если существует доступ для подварки и выборки с наружной стороны, то при проведении работы нужно старательно следить за образованием валика снизу. Подрезы и нависания должны быть исключены. Практичней всего данный шов производить зигзагообразными шагами меду кромками с фиксацией на них. Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.
- Если необходимо образовывать валик с наружной стороны, поступательные шаги нужно проделывать в середине зазора на коротком расстоянии. Если сварочная дуга будет выходить с другой стороны, то наварка будет образовываться в полукруглой форме.
При такой работе нужно сосредоточиться на валике с обратной стороны. В то же время необходимо контролировать скорость сварочного процесса и наблюдать за образованием нижнего валика. Он не должен выпирать из образовавшейся конструкции, иначе придется делать выборку до основы металла.
В то же время необходимо контролировать скорость сварочного процесса и наблюдать за образованием нижнего валика. Он не должен выпирать из образовавшейся конструкции, иначе придется делать выборку до основы металла.
Разделочное заполнение
Способ сварки
Последующие 2 валика выполняется электродом Ø 3 мм при токе с показателем выше среднего или Ø 4 мм при среднем значении. Выбор проходки зависит от размера по ширине начального валика. Для того чтобы избежать бугристости, необходимо фиксироваться на краях поверхностей. После этого дуга постепенно переводится по кромке и способом лесенки производится переход на противоположную кромку. При возникшей необходимости поменять конфигурацию валика, нужно изменять скорость выполнения работы, менять угол наклона электрода и увеличивать шаг проходки.
Обратите внимание! При проведении сварочных работ нужно учитывать, что при создании большой ширины валика, раскаленный металл будет подтекать и капать.
Следующие 2 слоя зависят от размера по ширине предыдущих 3-х валиков и делаются по всей ширине или в количестве 2-х валиков.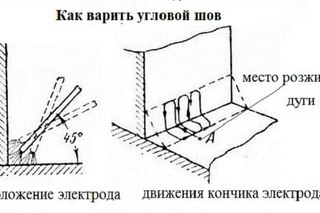 Дальше слои просто наплавляются без зигзагообразных движений. При приближении к кромке нужно останавливаться на расстоянии размера покрытого электрода. Это касается кромки и предпоследнего валика.
Дальше слои просто наплавляются без зигзагообразных движений. При приближении к кромке нужно останавливаться на расстоянии размера покрытого электрода. Это касается кромки и предпоследнего валика.
Слой на лицевой стороне
Для слоя на лицевой стороне нужна впадина размером до 2 мм. Количество проходок будет считаться исходя из размеров последнего слоя и металлической основы. Если впадина предпоследнего слоя размером до 1 мм производится 1-на проходка и делается она дугой вперед. Шаг сварки подбирается исходя из конфигурации валика. Если впадина размером до 2 мм, применяется способ лесенки. Если нужно сделать несколько проходок, валики у кромки варятся разными методами. Завершающий центральный валик устанавливается вровень с 2-мя боковыми.
Как уже стало понятно, заниматься потолочной сваркой нужно с необходимым багажом опыта. Для новичка сделать такой шов будет затруднительно, так как он еще не имеет достаточно навыков и знаний, которые, как известно, приходят во время работы. Поэтому сначала нужно попрактиковаться на более простых соединениях. На предоставленном видео доступно продемонстрировано, как варят потолочный шов электросваркой профессионалы.
Поэтому сначала нужно попрактиковаться на более простых соединениях. На предоставленном видео доступно продемонстрировано, как варят потолочный шов электросваркой профессионалы.
Видео
В этом видео показано как варится вертикальный и потолочный шов:
Последняя редакция: 05.07.2015 Автор: Врубель Ярослав Григорьевич
kaksdelatgarazh.ru
 youtube.com/embed/VqQbo_EFIPg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/VqQbo_EFIPg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как сварить потолочный шов правильно.
 Рекомендации для начинающих
Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
 youtube.com/embed/HjRBS_Tj6P4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/HjRBS_Tj6P4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.

Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Особенности перемещения дуги при выполнении дуговой сварки
Корректное движение сварной электрической дугой обеспечивает качество и надежность соединительного шва. Описываемая техника дуговой сварки предполагает перемещение дуги в следующих направлениях:
- Поступательном — вдоль оси расходного элемента. Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.
- Продольном — вдоль оси рабочего шва. Используется для формирования сварочного ниточного валика. Толщина его напрямую будет зависеть от скорости движение стержня и его габаритов (валик толще на 3 мм диаметра расходного элемента). Валик образует первичную спайку.
- Поперечном — поперек соединительного шва. Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
 Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.Чтобы стала понятной эта техника сварки инвертором для начинающих, уточним: все три движения стержнем постепенно накладываются друг на друга, формируя прочное и неразъемное соединение материалов. Поступательно-колебательные движения концом стержня могут иметь различную фигурную траекторию (классических вариантов 11). Каждый из них подходит (удобен) для определенного вида шва. Но вариант фигурного перемещения стрежня подбирают не только по пространственному положению стыка, но и по прочностным характеристикам будущего шва. Для начинающих сварщиков важно запомнить, что перемещение электрической дуги должно быть таким, чтобы края привариваемых объектов расплавлялись с образованием достаточного объема наплавленного металла. Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
При работе с длинными или сложными стыковочными объектами придется выполнять замену стержня. Процедура следующая:
- процесс прервать;
- сменить расходный элемент;
- сбить шлак с остывшего шва;
- возбудить электрическую дугу — поджиг делают на расстоянии 12-13 мм от воронки, которая появилась в конце шва;
- подвести стержень к воронке;
- сформировать сплав из нового и старого стержня;
- завершить перемещение расходного элемента.
Перемещения дуги, которые использует техника сварки инвертором, на видео для начинающих проиллюстрированы детально.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.

В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
 youtube.com/embed/QrFxti6oqug?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/QrFxti6oqug?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>[Всего: 2 Средний: 2/5]
Варим потолочный шов инвертором
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что сварочная ванна в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Техники сваривания потолочных швов
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.

Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.

Сергей Одинцов
electrod.biz
Сварка — потолочные шв — Большая Энциклопедия Нефти и Газа, статья, страница 4
Сварка — потолочные шв
Cтраница 4
В табл. 7 — 18 приведены ориентировочные режимы полуавтоматической сварки в среде углекислого газа малоуглеродистых сталей в нижнем — положении. При сварке горизонтальных, вертикальных и потолочных швов сварочный ток должен быть на 10 — 20 % меньше. [46]
В зависимости от расположения шва на свариваемом изделии различают швы нижние ( обыкновенные), верхние ( потолочные), горизонтальные и вертикальные.
Это устройство по сравнению с устройством УСНТ-4 обладает большей чувствительностью ( в 3 — 5 раз), что облегчает возбуждение дуги. Поэтому оно пригодно для сварки вертикальных и потолочных швов с более продолжительными технологическими прерываниями дуги и с большей производительностью по сравнению с устройством УСНТ-4. Устройство УСНТ-05У2 имеет не только улучшенное конструктивное решение, но и лучший внешний вид. [48]
Подрезы шва ( рис. 81) или углубления в основном металле ( уменьшение сечения основного металла) у краев сварного шва происходят вследствие недостаточного количества щрисадочно-го металла, наплавляемого в шов, или, чаще всего, вследствие стекания в шов расплавленного основного металла с краев кромок. При сварке электродами с толстой обмазкой подрезы обычно образуются при сварке вертикальных и потолочных швов. [49]
[49]
Величина тока при сварке вертикальных горизонтальных швов берется на 10 — 15 %, а при сварке потолочных швов па 15 — 20 % меньше, чем при старке швов в нижнем пространственном положении. [50]
Для сварки алюминиевых шин сложного профиля ( швеллерные, коробчатые, трубчатые) больших сечений применяется ручная аргонодуговая сварка неплавящимся вольфрамовым электродом. Сварка ведется на переменном токе с использованием сварочных трансформаторов ТС-500 п ТСД-500 с дросселем и балластными сопротивлениями. Сварка нижних, горизонтальных и потолочных швов ведется слева направо. При вертикальных швах сварка ведется снизу вверх. Конец электрода во время сварки не должен выступать из сопла больше, чем на 3 — 5 мм. [52]
Сварка во всех пространственных положениях со свободным формированием может производиться проволокой диаметром 0 5 — 1 2 мм. Техника выполнения этих швов проще, чем при ручной электродуговои сварке. Сварка вертикальных, горизонтальных и потолочных швов производится, как правило, па пониженном напряжении, порядка 17 — 18 5 в. Увеличение напряжения приводит к резкому возрастанию разбрызгивания и периодическим нарушениям процесса, особенно при сварке горизонтальных швов.
[53]
Техника выполнения этих швов проще, чем при ручной электродуговои сварке. Сварка вертикальных, горизонтальных и потолочных швов производится, как правило, па пониженном напряжении, порядка 17 — 18 5 в. Увеличение напряжения приводит к резкому возрастанию разбрызгивания и периодическим нарушениям процесса, особенно при сварке горизонтальных швов.
[53]
Потолочные швы рекомендуется сваривать в СО2 проволокой 0 0 8 — 1 4 мм на режимах с частыми короткими замыканиями и в Аг 10 % СО2 с наложением импульсов. Сваривать такие швы полуавтоматом труднее, чем в других положениях, поэтому сварщик должен иметь более высокую квалификацию. Сварку потолочных швов ведут углом назад ( см, рис. 14 е) на минимальных напряжениях. [54]
При сварке вертикальных и горизонтальных швов силу тока обычно снижают на 15 — 20 % по сравнению с силой тока при сварке в нижнем положении. Применяют электроды диаметром не более 5 мм, обеспечивающие получение сварочной ванны небольшого размера. При сварке потолочных швов с целью облегчения переноса электродного металла используют электроды диаметром не более 4 мм и снижают силу тока на 20 — 25 % по сравнению с силой тока при сварке в нижнем положении. Сварку ведут при низком напряжении дуги — короткой дугой.
[56]
Применяют электроды диаметром не более 5 мм, обеспечивающие получение сварочной ванны небольшого размера. При сварке потолочных швов с целью облегчения переноса электродного металла используют электроды диаметром не более 4 мм и снижают силу тока на 20 — 25 % по сравнению с силой тока при сварке в нижнем положении. Сварку ведут при низком напряжении дуги — короткой дугой.
[56]
Улучшение этих показателей находит отражение не только в облегчении и оздоровлении условий труда, но и в снижении себестоимости продукции. Размер получаемой экономии определяется при сопоставлении затрат по вариантам. Известно, например, что сварка нижних швов производится на повышенных режимах и при меньшем расходе электродов по сравнению со сваркой горизонтальных, вертикальных и потолочных швов. Поэтому везде, где это возможно, следует избегать сварки в неудобных положениях, располагая изделия таким образом, чтобы швы сваривать в нижнем положении. Одним из средств для этого является внедрение сборочно-сва-рочных приспособлений. Только при монтажных работах и при сварке крупногабаритных изделий выполнение части швов в неудобных пространственных положениях неизбежно. Механизация сварки этих швов часто становится возможной путем применения полуавтоматической сварки в защитной среде углекислого газа.
[58]
Размер получаемой экономии определяется при сопоставлении затрат по вариантам. Известно, например, что сварка нижних швов производится на повышенных режимах и при меньшем расходе электродов по сравнению со сваркой горизонтальных, вертикальных и потолочных швов. Поэтому везде, где это возможно, следует избегать сварки в неудобных положениях, располагая изделия таким образом, чтобы швы сваривать в нижнем положении. Одним из средств для этого является внедрение сборочно-сва-рочных приспособлений. Только при монтажных работах и при сварке крупногабаритных изделий выполнение части швов в неудобных пространственных положениях неизбежно. Механизация сварки этих швов часто становится возможной путем применения полуавтоматической сварки в защитной среде углекислого газа.
[58]
Величина максимального давления по оси газовой струи может достигать порядка 0 1 кгс / см2, а глубина проплавления — 15 мм. Механическое воздействие пламени является весьма важным фактором.
Страницы: 1 2 3 4
Как варить потолочный шов инвертором
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1. Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка.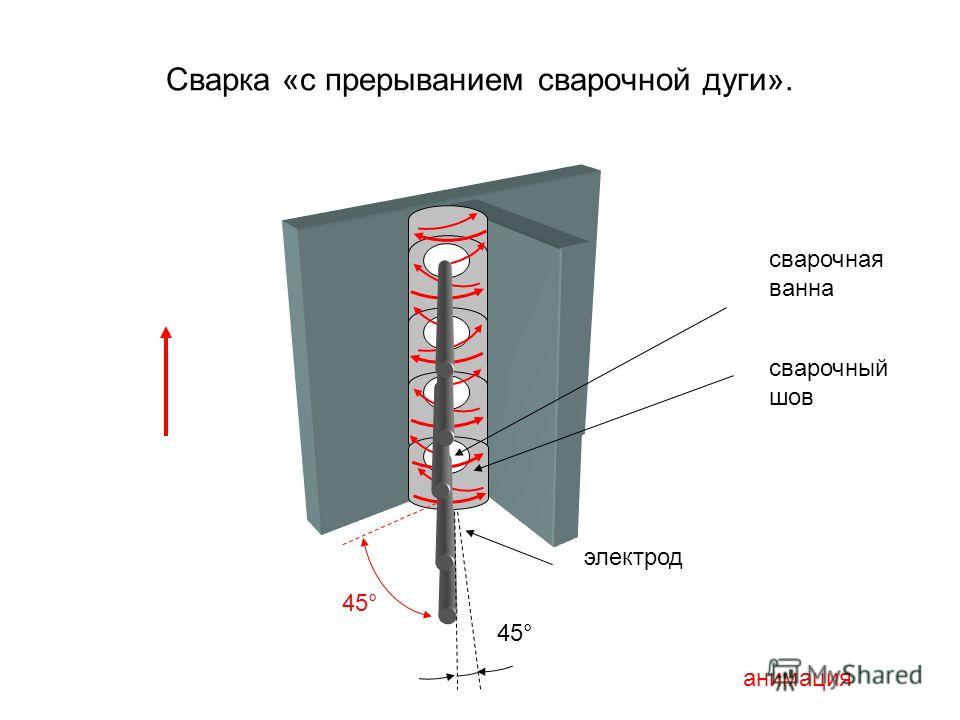 Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Умение сваривать инвертором позволяет выполнять работы на даче и в частном доме: починить ворота, поставить забор, создать емкость для жидкости, установить теплицу. Сварочный аппарат обладает постоянным током и небольшой массой, поэтому качество швов высокое, а перенос на любое рабочее место легкий. Сварка инвертором для начинающих дается просто благодаря вспомогательным функциям оборудования. Статья описывает принцип работы с пошаговой инструкцией и способы ведения дуги в различных пространственных положениях.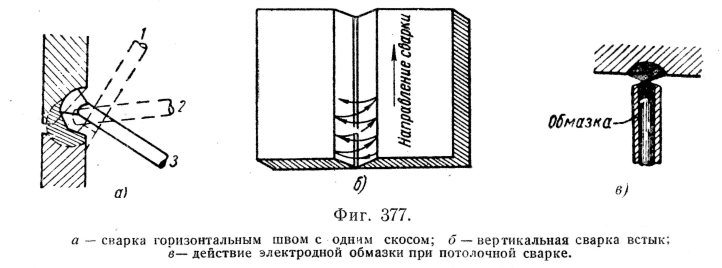
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.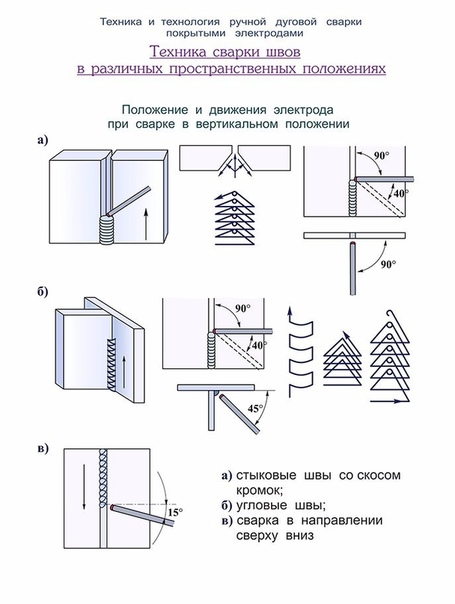
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
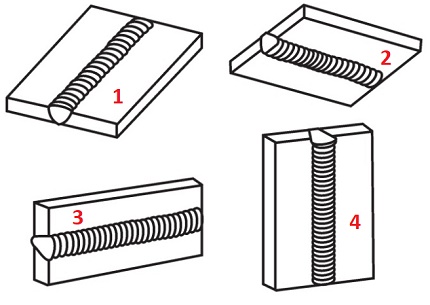
Грамотная организация рабочего места
Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками.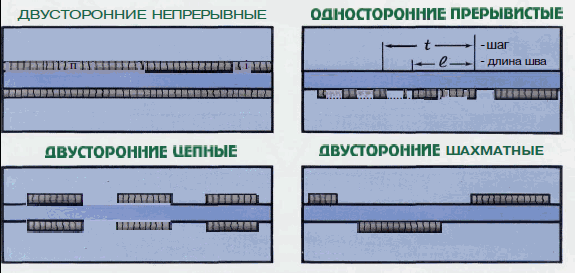 Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание. Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза.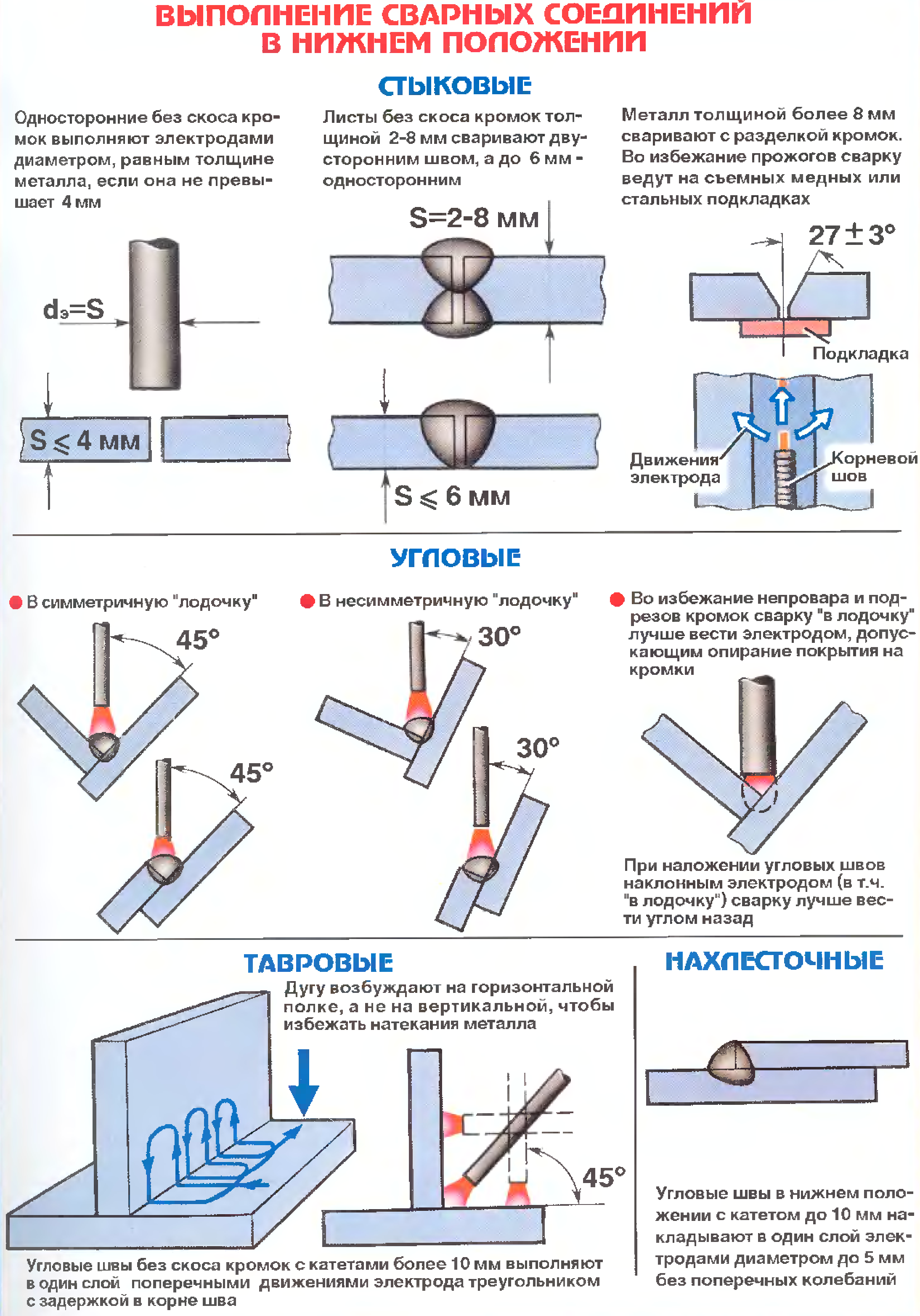
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла. Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
| Толщина металла, мм | Диаметр электрода, мм |
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговый процесс создания сварочного соединения
Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
- Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
- Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
- После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
- Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
- При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
- Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха. Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный. Если принять шлак за железо, то можно оставить много мест не проваренными.
- Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
- Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
- На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.

 Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.Как правильно держать электрод и вести шов
Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Сварка инвертором в различных пространственных положениях
 youtube.com/embed/JYrmpMqKKzA?feature=oembed»/>
youtube.com/embed/JYrmpMqKKzA?feature=oembed»/>
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.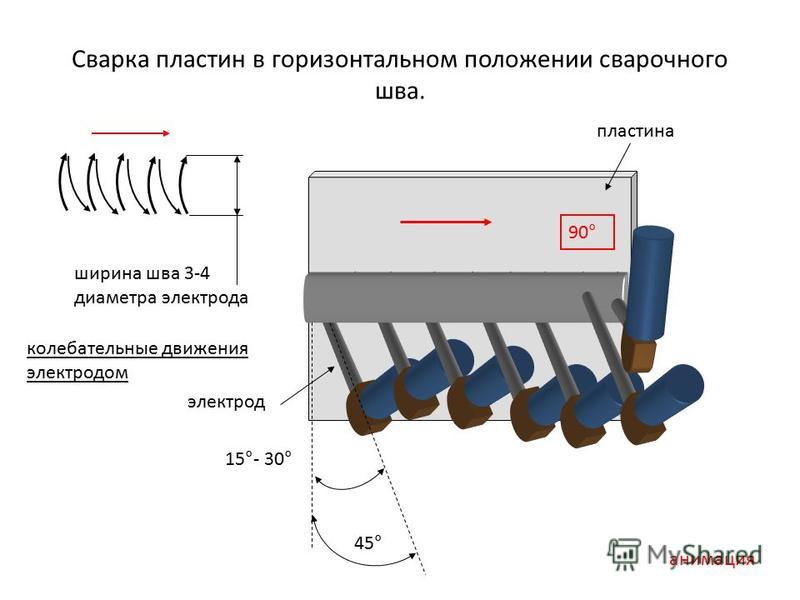
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей.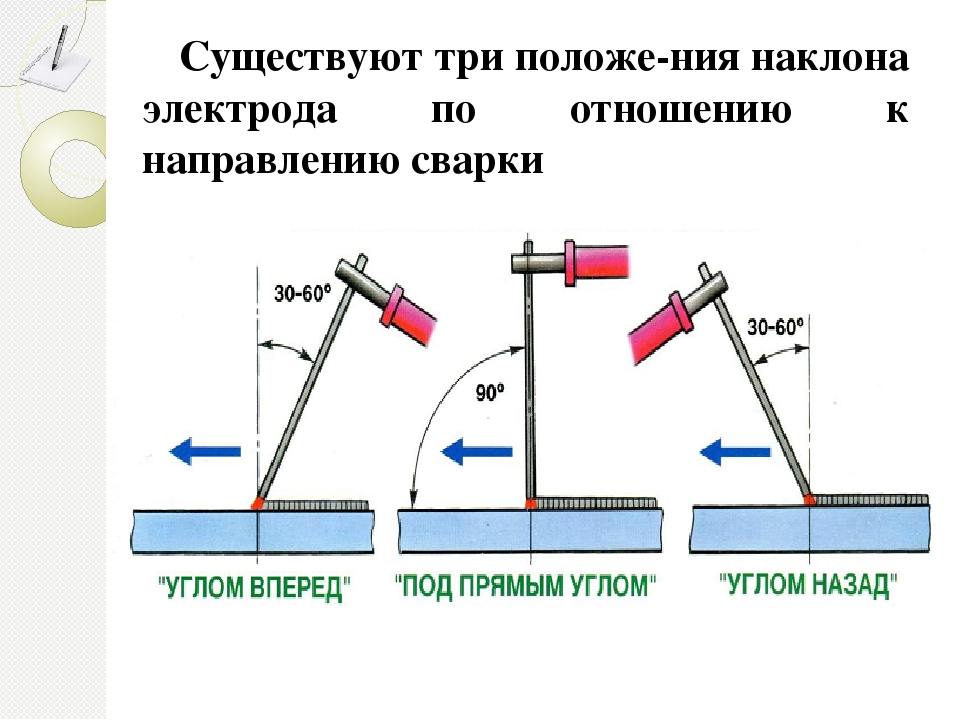 Здесь используется прерывистая дуга и колебательные движения полумесяцем:
Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Сварка инвертором тонкого металла
Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
 Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
Сварка потолочных швов
Потолочный шов является наиболее трудным типом сварки, так как сварочная ванна находится вверх дном. Если не выполнять особые действия, во время его выполнения возможны подтёки раскаленного металла.
Также важно соблюдать технику безопасности при выполнении этого шва, ведь любая капля может попасть вам в лицо, уши, шею или обувь. В видео вы найдете ответы на некоторые вопросы.
В промышленном производстве такой способ сварки почти исключен, за счёт изменения положения деталей. Однако любой сварщик должен уметь варить потолок. Сварка в потолочном расположении часто используется при строительно-монтажных работах и создании трубопроводов, а также в судостроении.
Общие рекомендации по технике безопасности
- Исключите любую возможность поражения током при сварке. Провода должны быть изолированы. Во время простоя выключайте сварочный аппарат.
- Не работайте под дождем или снегом. Сварка во влажных помещениях требует большого опыта.
- Пользуйтесь спецодеждой для защиты глаз и поверхностей тела. Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой.
- Соблюдайте взрыво- и пожаробезопасность.

Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке :
Общие рекомендации
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
- Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
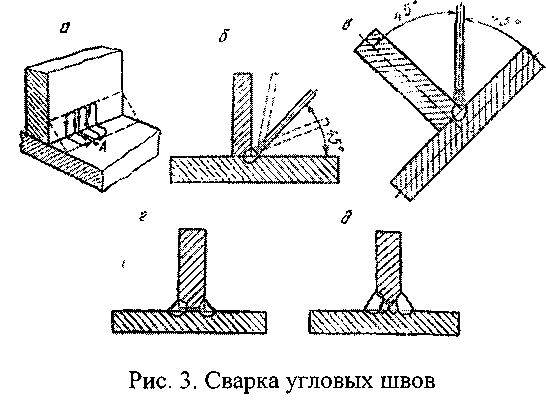 Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.- Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
- Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
 Не должно быть нависаний и подрезов.
Не должно быть нависаний и подрезов.Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Как правильно варить потолочный шов электросваркой: инструкция, советы и рекомендации
Вопрос о том, как варить потолочный шов, интересует даже многих профессионалов в области сварки, что уж говорить о новичках.
Основная проблема кроется в самом пространственном положении. Сварщику приходится работать в неудобной позиции, подняв руки вверх, а это провоцирует быструю утомляемость. Существует риск стекания расплава, что чревато не только получением ожога из-за разбрызгивания, но и формированием некачественного шва.
Чтобы получить хороший результат, необходимо подойти к выполнению данной работы с соответствующими знаниями и навыками.
В чем состоят сложности сварки потолочного шва
Немногие сварщики назовут укладку потолочных швов любимым занятием, поскольку в процессе работы возникает немало сложностей. Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Сварка потолочного шва инвертором или трансформаторной установкой сильно отличается от обыкновенной горизонтальной. Когда заготовки соединяются на рабочем столе, то сварочная ванна формируется по стыку. Сварщику остается только контролировать процесс расплава, избегать элементарных ошибок и предотвращать попадание шлака внутрь ванны. Когда же все это приходится делать на потолке, то расплавленный металл стремится вниз и сформировать ванну очень сложно.
К тому же и шлак, находясь в расплавленном состоянии, капает и мешает вести электрод по месту стыка. Брызги ударяются о поверхность внизу, разлетаются на множество частиц и создают дополнительные трудности в работе. Но основная сложность заключается в том, чтобы соединить свариваемые заготовки. Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается «не у дел» и связать их воедино долгое время не получается.
Еще одна сложность заключается в том, что сваривание происходит на пониженном токе. Электрод часто прилипает к металлу и образуются непроваренные места. Сварщик быстро устает из-за того, что его голова постоянно запрокинута, а рука приподнята. Поэтому необходимы паузы для того, чтобы восстановить силы и перевести дух.
Перед началом практических занятий стоит хотя бы осознать все трудности и настроиться на них. Тогда не будет горького разочарования от первых неудач и легче преодолеваются физические трудности.
Полезное видео
Смотрите видео, где показана для начинающих сварщиков сварка потолочного шва без отрыва электродами УОНИ:
На этом видео демонстрируется техника выполнения сварки потолочного шва:
Заключение
Итак, потолочная сварка – процесс довольно сложный, требующий определенной сноровки и опыта. Тем не менее, справиться с ним может и новичок, если речь идет о не слишком трудоемкой операции.
Начинать лучше с малого, соединения простых металлических пластин и деталей. Если же речь идет о сварке труб, находящихся под давлением, то данную работу лучше доверить специалистам. Без соответствующего опыта сложно добиться необходимого результата, да и риск получения травмы значительно возрастает.
Техника сварки потолочного шва электродами
Опытные сварщики ужа давно составили основные правила соединение металлических заготовок в самых разных положениях, включая и потолочное. их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
- Кромки свариваемых поверхностей нужно как можно ближе свести одна относительно другой. Сварку в потолочном положении с зазорами смогут выполнить только мастера своего дела. Для тех же, у кого квалификация ниже, нужно постараться максимально плотнее сопрягать детали.
- Метод разделки кромок полностью аналогичен тому, который делается при нижнем сваривании. V-образный скос делается в том случае, если толщина стенок превышает 5 мм.
- Расположение электрода относительно рабочей поверхности составляет 45 градусов. Есть простой «лайфхак» для начинающих сварщиков: лучше использовать половинку электрода. В таком случае легче управлять положением его кончика, что несколько облегчит работу.
- Когда стороны расположены вплотную, то положить первый шов можно, даже не применяя колебательные движения. В таком случае наполнения стыка получится по максимуму. За вторым проходом ширина расплава увеличивается с тем, чтобы сделать связку прочнее. А вот на трубах рекомендуется уже со старта варить широким швом.
- Для сваривания можно использовать различные способы формирования шва. Здесь уместен метод полумесяца, спираль или горизонтальная восьмерка. В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка.
- Внешний вид только что завершенного шва может быть далек от идеала. Не стоит этого пугаться. Наплывы и крупные валики не критичны, а шлак, который выступает легко убирается молоточком. При необходимости стык можно «пригладить» болгаркой.
Особенности техники формирования швов
Сложность подготовки потолочных швов разъясняется тем, что на протяжении сварки расплавленный металл за счет собственного веса может стекать вниз, а это формирует определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот из-за чего умелые эксперты в аналогичных обстановках пользуются особыми приемами сварки, снабжающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, в первую очередь, направляться ознакомиться с основными требованиями, предъявляемыми к технике исполнения работ аналогичного класса. В ходе исполнения сварочных операций должны быть выполнены следующие обязательные условия:
- сварка может производиться лишь ручным методом;
- для образования соединения используются так именуемые покрытые электроды;
- сваривание должно производиться в режиме «маленькой дуги» с применением электродов не более O 4 мм;
- при подготовке шва чтобы не было растекания металла электрод направляться держать легко отведенным в сторону;
- ширина подготавливаемого шва не должна быть больше двойной толщины электрода;
- чтобы не было образования газов, снижающих уровень качества шва, применяемые электроды должны быть совсем сухими;
- сварка обязана вестись по направлению «на себя», что разрешает подбирать оптимальный темп продвижения, и отслеживать уровень качества образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей либо заготовок перед тем как приступить к работам шепетильно зачищаются, а по окончании работ с них в обязательном порядке удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка обязана выполняться в пара проходов. При самом первом проходе употребляется электрод диаметром не более 3 мм; все последующие операции проводятся электродом O 4 мм.
Очень обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и смогут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так именуемое полупотолочное соединение). В этом случае для формирования наклонного шва может использоваться как ручная, так и автоматическая сварка с применением всё тех же покрытых электродов.
Электроды и аппаратура
Сварочные работы на потолке можно выполнить с использованием инвертора или трансформаторной установки. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Подготовка соединения встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Безопасность сварочных работ
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
[Всего: 2 Средний: 2/5]
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Как сварить потолочный шов правильно. Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Газовая сварка в потолочном положении
Газовая сварка – способ универсальный, но при ее выполнении необходимо помнить, что нагреванию подвергается достаточно большой участок вокруг сварного соединения. Поэтому нельзя исключить возникновение коробления и развитие внутренних напряжений в конструкциях, причем они более значительные, чем при других способах сварки. В связи с этим газовая сварка в большей степени подходит для таких соединений, для которых достаточно небольшого количества наплавленного металла и малого нагрева основного металла. Прежде всего речь идет о стыковых, угловых и торцовых соединениях (независимо от их пространственного положения – нижнего, горизонтального, вертикального или потолочного), в то время как тавровых и нахлесточных следует избегать (хотя они тоже могут осуществляться).
Чтобы сварной шов отличался высокими механическими свойствами, требуется выполнить следующие действия:
– подготовить кромки металла;
– подобрать соответствующую мощность горелки;
– отрегулировать пламя горелки;
– взять необходимый присадочный материал;
– правильно сориентировать горелку и определить траекторию ее перемещения по выполняемому шву.
Как и при дуговой сварке, при газовой кромки свариваемого металла нужно подготовить. Их очищают (на 20–30 мм с каждой стороны) от ржавчины, влаги, масла и пр. Для этого достаточно прогреть кромки. В случае сварки цветных металлов используют механические и химические способы очистки.
При осуществлении стыковых соединений (табл. 42) следует помнить о некоторых правилах разделки кромок:
– при сваривании тонколистового металла (до 2 мм) присадки не используют – достаточно выполнить отбортовку кромок, которые потом расплавляются и дают валик сварного шва. Возможен и такой вариант: сварить кромки встык без разделки и зазора, но с применением присадочного материала;
– при сваривании металла толщиной менее 5 мм можно обойтись без скоса кромок и вести одностороннюю газовую сварку;
– при соединении металла толщиной более 5 мм кромки скашивают под углом в 35–40°, чтобы общий угол раскрытия шва составлял 70–90°. Это позволит проварить металл на всю толщину.
Таблица 42. ПРЕДВАРИТЕЛЬНАЯ ПОДГОТОВКА КРОМОК СВАРИВАЕМОГО МЕТАЛЛА ПРИ ВЫПОЛНЕНИИ СТЫКОВЫХ СОЕДИНЕНИЙ
Примечание: a – величина зазора; а1 – величина притупления; S и S1 – толщина металла.
При выполнении угловых соединений присадочный материал не используют, а шов формируют расплавлением кромок металла.
Нахлесточные и тавровые соединения допускаются исключительно при сварке металла толщиной до 3 мм, поскольку при большей толщине локальный нагрев металла бывает неравномерным, что приводит к развитию значительных внутренних напряжений и деформаций, а также к появлению трещин как в металле шва, так и в основном металле.
Чтобы в процессе сварки детали не сдвигались и зазор между ними не изменялся, их фиксируют либо специальными приспособлениями, либо прихватками. Длина, количество и промежуток между последними зависят от толщины металла, длины и конфигурации шва:
– если металл тонкий, а швы короткие, длина прихваток составляет 5–7 мм при интервале между ними в 70-100 мм;
– если металл толстый, а швы длинные, то длину прихваток увеличивают до 20–30 мм, а расстояние между ними – до 300–500 мм.
В процессе сварки пламя горелки направляют на металл таким образом, чтобы он попадал в восстановительную зону и находился в 2–6 мм от ядра. При сварке легкоплавких металлов пламя горелки в основном ориентируют на присадочный материал, а зону ядра отодвигают на еще большее расстояние от сварочной ванны.
При сварке необходимо регулировать скорость нагрева и плавления металла. Для этого прибегают к таким действиям (рис. 91):
– изменяют угол наклона мундштука;
– манипулируют самим мундштуком.
Рис. 91. Способы регулировки скорости нагрева и плавления металла путем изменения: а – угла наклона мундштука; б – траектории движения мундштука и проволоки; 1 – при сварке тонколистового металла; 2, 3 – при сварке толстолистового металла
При сварке необходимо следить за тем, чтобы:
– ядро пламени не контактировало с расплавленным металлом, поскольку последний может от этого науглероживаться;
– сварочная ванна была защищена зоной факела и восстановительной зоной, иначе металл будет окисляться атмосферным кислородом.
В процессе использования газовой горелки необходимо соблюдать правила обращения с ней:
1. Если горелка находится в исправном состоянии, то пламя, которое она дает, бывает устойчивым. В том случае, если наблюдаются какие-либо отклонения (горение нестабильное, пламя отрывается или гаснет, случаются обратные удары), надо обратить особое внимание на узлы горелки и отрегулировать ее.
2. Чтобы проверить инжекторную горелку, подсоединяют кислородный рукав, к корпусу крепят наконечник. После затягивания накидной гайки аккуратно откручивают ацетиленовый вентиль, кислородным редуктором устанавливают соответствующее давление кислорода, после чего открывают кислородный вентиль.
3. Если приставленный к ацетиленовому ниппелю палец присасывается, это означает, что кислород создает разряжение. Если этого не происходит, возможно, засорились инжектор, смесительная камера или мундштук. Их следует прочистить.
4. Повторить проверку на разряжение (подсос). Его величина определяется зазором между концом инжектора и входом в смесительную камеру. Выкручивая инжектор, зазор регулируют.
5. Категорически запрещено использовать неисправные горелки.
Различают два способа газовой сварки (рис. 92):
Рис. 92. Способы газовой сварки (стрелкой указано направление сварки): а – левый; б – правый; 1 – присадочная проволока; 2 – сварочная горелка
– левую сварку, при которой горелку перемещают справа налево и держат позади присадочной проволоки. При этом сварочное пламя ориентировано на еще не сваренный шов. Этот способ не позволяет в достаточной степени защитить металл от окисления, сопровождается частичной потерей тепла и дает низкую производительность сварки;
– правую сварку, при которой горелку перемещают слева направо и держат впереди присадочной проволоки. В этом случае пламя ориентировано на законченный шов и конец присадочной проволоки. Такой способ дает возможность направить на расплавление металла сварочной ванны большее количество теплоты, а колебательные поперечные движения мундштука и проволоки осуществляются реже, чем при левом способе. Кроме того, конец присадочной проволоки оказывается постоянно погруженным в сварочную ванну, поэтому им можно перемешивать ее, что способствует переходу окислов в шлак.
Правый способ обычно применяют, если толщина свариваемого металла превышает 5 мм, тем более что при этом сварочное пламя по бокам ограничено кромками изделия, а сзади – валиком наплавленного металла. Благодаря этому потери теплоты снижаются, и она используется более эффективно.
Левый способ имеет свои преимущества, поскольку, во-первых, шов все время находится в поле зрения сварщика и он может регулировать его высоту и ширину, что имеет особое значение при сварке тонколистового металла; во-вторых, при сварке пламя может растекаться по поверхности металла, снижая риск пережога.
При выборе того или иного способа сварки нужно руководствоваться и пространственным положением сварного шва:
– при выполнении нижнего шва следует учитывать толщину металла. Его можно накладывать и правым, и левым способом. Данный шов наиболее легкий, поскольку сварщик может наблюдать за процессом. Кроме того, жидкий присадочный материал стекает в кратер и не выливается из сварочной ванны;
– для горизонтального шва предпочтителен правый способ. Чтобы не допустить вытекания жидкого металла, стенки сварочной ванны делают с некоторым перекосом;
– для вертикального шва на подъем – и левый, и правый, а для вертикального шва на спуск – только правый способ;
– потолочный шов легче накладывать правым способом, поскольку поток пламени направлен на шов и не дает жидкому металлу вытечь из сварочной ванны.
Способом, гарантирующим высокое качества сварного шва, является сварка ванночками (рис. 93).
Рис. 93. Сварка ванночками: 1 – направление сварки; 2 – траектория движения присадочной проволоки; 3 – траектория движения мундштука
Данный метод применяют для сварки тонколистового металла и труб из низкоуглеродистых и низколегированных сталей облегченными швами. Им можно воспользоваться и при сварке стыковых и угловых соединений при толщине металла до 3 мм.
Процесс сварки ванночками протекает следующим образом:
1. Расплавив металл диаметром 4–5 мм, сварщик помещает в него конец присадочной проволоки. Когда ее конец расплавится, он вводит его в восстановительную зону пламени.
2. Одновременно с этим сварщик, чуть сместив мундштук, совершает им круговые движения, чтобы образовать очередную ванночку, которая должна несколько (примерно на треть диаметра) перекрывать предыдущую. При этом проволоку надо продолжать держать в восстановительной зоне, чтобы не допустить ее окисления. Ядро пламени нельзя погружать в сварочную ванну, иначе произойдет науглероживание металла шва.
При газовой сварке швы бывают одно– или многослойными. Если толщина металла составляет 8-10 мм, швы наваривают в два слоя, при толщине более 10 мм – три слоя и более, причем каждый предыдущий шов предварительно очищают от шлака и окалины.
Многопроходные швы при газовой сварке не практикуют, поскольку наложить узкие валики очень тяжело.
При газовой сварке возникают внутренние напряжения и деформации, поскольку участок нагрева оказывается более обширным, чем, например, при дуговой сварке. Для уменьшения деформаций необходимо принимать соответствующие меры. Для этого рекомендуют:
– равномерно нагревать изделие;
– подбирать адекватный режим сварки;
– равномерно распределять наплавленный металл по поверхности;
– придерживаться определенного порядка наложения швов;
– не увлекаться выполнением прихваток.
Для борьбы с деформациями применяют разные способы:
1. При выполнении стыковых соединений сварной шов накладывают обратноступенчатым или комбинированным способом, разделив его на участки длиной 100–250 мм (рис. 94). Поскольку теплота равномерно распределяется по поверхности шва, основной металл практически не подвержен короблению.
Рис. 94. Последовательность наложения шва при сварке стыковых соединений: а – от кромки; б – от середины шва
2. Уменьшению деформаций способствует их уравновешивание, когда последующий шов вызывает деформации, обратные тем, которые вызвал предыдущий шов.
3. Находит применение и способ обратных деформаций, когда перед сваркой детали укладывают так, чтобы после нее в результате действия деформаций они заняли нужное положение.
4. Бороться с деформациями помогает и предварительный нагрев соединяемых изделий, в результате чего достигается меньшая разность температур между сварочной ванной и изделием. Этот способ хорошо работает при ремонте чугунных, бронзовых и алюминиевых изделий, а также в том случае, если они изготовлены из высокоуглеродистых и легированных сталей.
5. В ряде случаев прибегают к проковке сварного шва (в холодном или горячем состоянии), что улучшает механические характеристики шва и снижает усадку.
6. Термическая обработка – еще один способ устранения развившихся напряжений. Она бывает предварительной, проводится одновременно со сваркой или ей подвергают уже готовое изделие. Режим термической обработки определяют форма деталей, свойства свариваемых металлов, условия и пр.
Сварка стыковых швов. Сварочная позиция РЕ
Взять 2 детали толщиной 2-3 мм, длиной 200 мм, шириной 100 мм.
1. При открытых вентилях горелки установить рабочее давление на манометре редуктора (среднее значение для кислорода 4 бар и для ацетилена 0,4 бар) в соответствии с толщиной свариваемого металла. Закрыть вентили.
2. Открыть на 1/4 вентиль кислорода на горелке, а затем на один оборот вентиль ацетилена.
3. Поджечь горючую смесь. Пламя должно гореть устойчиво, не отрываясь от мундштука.
4. Пламя регулируют ацетиленовым вентилем, при полностью открытом кислородном. Отрегулировать нормальное пламя.
5. Нагреть свариваемый металл до образования сварочной ванны. Сделать 2 прихватки по краям детали.
6. Установить детали в потолочное положнгие РЕ.
7. Сварка потолочных швов выполняется как левым, так и правым способом сварки в несколько слоев с минимальной толщиной каждого слоя. Шов лучше формируется при правом способе сварки.
Рис. 139. Сварка в потолочном положении левым и правым способом (24)
Кромки нагревают до начало оплавления и в этот момент в ванну вводят проволоку, конец которой быстро оплавляется. Металл удерживается от вытекания давлением газов пламени.
Рис. 140. Сварка в потолочном положении.Фото автора
Центр CE — Знакомство с системами однослойной кровли
Предварительно формованные аксессуары
Производители предлагают предварительно отформованные аксессуары для защиты однослойных кровельных систем, сокращения трудозатрат на установку и повышения стабильности гидроизоляции. Аксессуары для окладов просты в установке и обеспечивают защиту от краев крыши до парапетов, от проникновений в стены и углы. Сливные сапоги, выхлопные сапоги, облицованные края, накидки, бордюры и угловые накладки, вентиляционные отверстия и многие другие аксессуары доступны для защиты углов с канавками или внутри.Они могут быть приварены к мембранам крыш из ПВХ или ТПО. Их можно установить с помощью ленты и грунтовки или других специальных герметиков в соответствии с рекомендациями производителя.
Сварщики швов
Сварка горячим воздухом выполняется быстро, прочно и надежно. Сварщики делают постоянные и водонепроницаемые швы, соединяя листы термопластической мембраны без клея или клея. Сварка швов может производиться в самых разных условиях, даже в холодную погоду. Ручной аппарат для сварки горячим воздухом — удобный выбор при сварке секций мембраны под углом или вертикально.Ручные аппараты для сварки швов горячим воздухом также используются для сварки секций мембраны вместе и для приваривания мембраны к металлу с термопластическим покрытием.
Новые технологии делают шовные сварочные аппараты способными работать в двух направлениях, а также они быстры и просты в использовании. Существуют ручные инструменты с горячим воздухом для более быстрого нагрева и улучшения адгезии на мембранах. Проконсультируйтесь с производителем вашего шовного сварочного аппарата для получения конкретных рекомендаций по использованию и обслуживанию.
Крепеж механический
Сегодня существуют механические крепления, разработанные специально для однослойных кровельных систем, такие как стальные пластины с покрытием и крепежные детали.Механические крепежи бывают различной прочности в зависимости от проекта, например, высокая нагрузка, сверхвысокая нагрузка или сверхтяжелая нагрузка для более широких мембран. Конструкции пластин также улучшились за счет использования зубцов и других крепежных элементов.
Более 50 лет назад механические крепления были разработаны для замены асфальтовой тряпки. Потребовалось время, чтобы конструкция механических застежек превратилась в более глубокую и тонкую резьбу с более прочной фиксацией и большей устойчивостью к выдергиванию, но сегодня доступно множество таких вариантов.
Варианты установки из термопласта
В этом разделе обсуждаются три основных варианта монтажа однослойных систем кровли из термопласта: механическое крепление, индукционная сварка и полное склеивание. У каждого типа установки есть свои преимущества, которые необходимо взвесить в зависимости от региона и опыта подрядчика. Хотя может показаться заманчивым предположить, что определенный тип системы также не выдерживает испытания, в действительности такие факторы, как непредсказуемая погода, ошибка подрядчика и плохое обслуживание, будут влиять на любой тип установки.Каждый из основных вариантов обсуждается и оценивается с точки зрения простоты установки, стоимости, конструктивных преимуществ, а также общих предупреждений или проблем, которые необходимо учитывать во время установки кровельных материалов из ПВХ и ТПО.
Приспособление механическое
Крыши с механическим креплением — наиболее распространенный вариант монтажа кровли из термопласта. Механическое крепление предлагает быстрый, простой и недорогой способ применения однослойной системы в любое время года. Крыши с механическим креплением можно установить быстрее, чем полностью приклеить материал, а мембрана поставляется в рулонах большого размера, что экономит время и труд.Крыши с механическим креплением также относительно легко проверить и проверить.
Мембрана раскладывается и винтами через слой утеплителя закрепляется в гвоздевом настиле по швам. Винты закрываются следующим листом мембраны и запечатываются в кровельную систему. Наконец, приварка водонепроницаемого уплотнения закроет любые зазоры в швах, чтобы объединить систему в один слой.
Важно подготовить настил крыши перед любым типом установки, убедившись, что он чистый, сухой и ровный.Обрежьте изоляцию для плотного прилегания и сужайтесь к стоку. Установите деревянные гвоздезабиватели и профилированный металлический оклад по периметру, как рекомендовано. Подкровельные покрытия, такие как пароизоляционные материалы, должны быть герметизированы по краям и отверстиям, чтобы предотвратить попадание влаги изнутри или снаружи в систему крыши или вниз в здание. Установите воздушные барьеры на конструкции с высоким внутренним давлением, такие как складские ангары в аэропортах.
Установите опорную планку, стеновую планку и упоры для гравия в соответствии с указаниями производителя.Немедленно замените все материалы, в которые во время установки попала вода. Иногда порывы ветра могут вызвать дрожание установленных мембран, что может поставить под угрозу систему и даже вызвать шум и утечку воздуха внутри здания. По этой причине очень важно знать требования к ветровым нагрузкам в вашем районе, чтобы вы могли правильно отрегулировать расстояние между креплениями.
Индукционная сварка
Индукционная сварка позволяет механически прикрепить крышу из термопласта без повреждения кровельной мембраны.Это может снизить затраты на рабочую силу, позволяя устанавливать более широкие листы и уменьшая количество швов на крыше. Для индукционной сварки требуется ручной сварочный аппарат. Он относительно прост в использовании и, при соблюдении рекомендаций производителя, ограничивает возможность ошибки пользователя. Кровельная мембрана из термопласта приклеивается к крепежным пластинам, покрытым на заводе клеями, совместимыми с ТПО или ПВХ. Работая сверху с помощью индукционного сварочного инструмента, сварщик прикрепляет мембрану к каждой из пластин со специальным покрытием.
Индукционная сварка не требует проникновения через мембрану. Мембраны можно даже сваривать горячим воздухом в холодную погоду, но может потребоваться предварительный нагрев и более низкая скорость.
ТПО и ПВХ свариваются по-разному, при этом ПВХ обычно требует более высокой температуры, чем мембраны из ТПО.
Ручной аппарат для сварки горячим воздухом облегчает работу на углах или на вертикальных поверхностях и может быть отрегулирован на соответствующую температуру, но это навык, отточенный с опытом.С другой стороны, машинная сварка горячим воздухом позволяет производить сварку швов на высокой скорости. Скорость определяется настройкой нагрева в зависимости от температуры окружающего воздуха. Например, перегрев мешает качественной сварке и требует ремонта.
При использовании любого метода важно проверять сварные швы на целостность и непрерывность, а также выполнять серию пробных сварных швов в начале каждого рабочего периода. Как только швы остынут, проведите по шву затупленным инструментом, сильно надавливая, но без задиров.Пустоты обозначаются любым проникновением и должны быть заделаны. Если погодные условия изменились или автомат для сварки горячим воздухом отключился по какой-либо причине, выполните цикл проверки.
Новый альтернативный метод соединения металлов без сварки
НИОКР Новый альтернативный метод соединения металлов без сварки
Обычным методом соединения металлов является сварка. Однако это приводит к изменению их структуры и внешнего вида.Теперь исследователи разработали альтернативу, которая позволяет соединять алюминиевые сплавы друг с другом и с полимерами.
Родственная компания
Традиционный сварной шов, как видно на переднем плане, не получается при соединении алюминиевого фланца и алюминиевой стенки, как показано на заднем плане.(Источник: Siekmann / CAU)
Сварка по-прежнему является стандартной техникой соединения металлов.Однако этот трудоемкий процесс, выполняемый при высоких температурах, подходит не для всех приложений. Теперь исследовательская группа из рабочей группы «Функциональные наноматериалы» в Кильском университете вместе с компанией Phi-Stone AG из Киля разработала универсальную альтернативу традиционным процессам сварки и склеивания. Основанный на специальном процессе травления, он позволяет соединять алюминий и алюминиевые сплавы друг с другом, а также с полимерами, образуя прочное и прочное соединение.
Прототип этого мобильного соединительного устройства был представлен на выставке Hannover Messe в апреле.После получения отзывов от клиентов команда объявила, что планирует начать массовое производство в ближайшем будущем.
При сварке компоненты соединяются путем локального оплавления в месте соединения. Однако высокие температуры, необходимые для этой процедуры, влияют на материал в так называемой зоне термического влияния, вызывая структурные, а также оптические изменения. Этот процесс также требует особых мер предосторожности и наличия квалифицированного персонала.
Постоянное соединение даже в труднодоступных местах
В отличие от этого процесс, разработанный исследовательской группой Кильского университета под руководством профессора Райнера Аделунга, не только экономит материалы, которые необходимо соединить, но также проще и гибче использовать даже в труднодоступных местах, например, в углах или вверх ногами на потолке.Всего за несколько минут металлы можно навсегда соединить друг с другом, а также с полимерами.
Команда предусматривает области применения, такие как производство кораблей, самолетов или транспортных средств. Этот процесс особенно хорошо подходит для последующего крепления компонентов к существующим конструкциям, например, внутри кораблей или автомобилей, пояснил Аделунг относительно возможных применений. «Высокие температуры сварки повредят, например, поверхности, которые уже были обработаны и окрашены.Наш процесс, с другой стороны, работает при комнатной температуре без специальных защитных мер », — сказал Аделунг.
«Metalangelo» открывает новые комбинации материалов
Исследовательская группа Кильского университета и ее партнер, кильский стартап Phi-Stone, представили свой мобильный прототип «Metalangelo» на Hannover Messe 2018.
(Источник: Siekmann / CAU )
Чтобы иметь возможность соединять металлы, исследовательская группа Киля использует свой процесс «наноразмерного моделирования» для придания шероховатости поверхности с помощью процедуры точного электрохимического травления, так что тонкая прямоугольная структура крючка создается на микрометровом уровне.Когда две из этих обработанных поверхностей соединяются с помощью клея, создается прочное соединение, которое очень трудно сломать.
«Если что-то вообще сломается, то, возможно, это сам клей или сам материал, но не точка соединения», — сказал Инго Павлович, член правления Phi-Stone. «Таким образом, наноразмерный процесс лепки открывает совершенно новые возможности в области технологии соединения, а также совершенно новые комбинации материалов, таких как алюминий с медью или силиконом.Это может быть интересно, например, для медицинских технологий », — добавил Аделунг.
Чтобы использовать этот процесс объединения в промышленности, команда Кильского университета и компания Phi-Stone разработали мобильный и простой в использовании прототип под названием «Металанджело». Используя индивидуальные травильные ячейки, полученные с помощью 3D-печати, металлические поверхности можно точно обрабатывать при комнатной температуре. Вместе со своими первыми клиентами они хотят учесть требования клиентов и довести прототип до рыночной готовности.На этот счет уже зарегистрировано два патента.
(ID: 45253553)
Проектирование и изготовление сварных швов в центре внимания
Сварка швов набирает обороты в отрасли производства листового металла. В больших и малых цехах применяется сварка контактным швом, лазерная шовная сварка, а может быть и то и другое. И еще больше людей ищут услуги контрактной сварки.
Что делает сварку швов звездой во многих проектах по производству листового металла?
Услуги по проектированию и изготовлению сварных швов
Используется для шовной сварки:
- Прямоугольные и круглые металлические трубы
- Бочки стальные
- Топливные баки
- Прочие изделия, требующие выполнения прямых или изогнутых сварных швов
Шовные сварные швы особенно хорошо подходят для создания соединений, которые должны быть газо- или водонепроницаемыми.
С введением в процесс лазерной технологии область применения расширилась до производства изделий от радарных компонентов до датчиков и корпусов для инсулиновых помп .
Одна из причин, по которой шовная сварка так полезна при изготовлении листового металла, заключается в том, что в результате получается соединение, которое может быть прочнее металла, из которого оно сформировано. Это означает, что конечная продукция более прочная и надежная .
Как работает сварной шов?
Это зависит от того, является ли предметом сварка сопротивлением или лазерная сварка.Хотя конечный результат почти такой же, методы различаются.
Выполняется сварной шов для соединения стыковых поверхностей двух деталей из одинаковых металлов. «Файинг» относится к поверхностям, которые контактируют в стыке.
Процесс сварки контактным швом может быть непрерывным или прерывистым. В непрерывном режиме машина выполняет точечную сварку внахлест, в результате чего сварной шов является герметичным для жидкости и газа. В прерывистом режиме между сварными швами остается зазор, а шов не является водо- и газонепроницаемым.
Как ваш изготовитель выполняет сварку контактным швом?
Здесь мы коснемся технических вопросов. Для сварки контактным швом требуются два электрода, обычно из меди. Соединение листового металла формируется, когда металл проходит между обычно дискообразными электродами, которые создают давление и ток для выполнения работы. Полученное соединение называют сварным швом сопротивлением качению или негерметичным швом.
Прочные швы, сформированные контактной сваркой, используются во многих изделиях.Рынки , которые обычно используют для контактной сварки сопротивлением, включают :
.- Строительство и инфраструктура
- Транспорт
- Товары длительного пользования
Как насчет лазерной сварки швов?
Лазерная сварка листового металла швом пользуется успехом благодаря важным преимуществам, которые предлагает , в том числе:
- Устранение чистовой обработки
- Удаление присадочного материала
- Повышенная прочность, гибкость и стабильность суставов
Шовная сварка с помощью лазера отличается от контактной сварки тем, что с ее помощью выполняются только герметичные швы.Чтобы сформировать сварной шов, материал перемещается под головкой лазерной фокусировки. Звучит просто, но прежде чем приступить к сварке, необходимо учесть несколько важных моментов.
Например, операторы должны определить правильные параметры для выполняемой работы, в том числе:
- Частота следования лазерных импульсов
- Скорость линейного перемещения детали
- Процент перекрытия точек
- Частота следования импульсов
- Диаметр фокусируемого пятна
С другой стороны, знание всех этих технических деталей действительно дает производителям возможность выйти на новые рынки, а это всегда хорошо.
Для шовной сварки будущее выглядит ярким
Сварка швовперспективна не только для производителей, но и для проектировщиков. Это дает им больше возможностей выбора и более экономичных способов удовлетворить широкий спектр требований.
Чтобы узнать больше о контактной сварке и лазерной сварке, обратитесь к производителю. Чтобы узнать больше о том, что должно входить в конструкцию точечной сварки, щелкните здесь.
( Примечание редактора: Эта статья была первоначально опубликована в августе 2018 года и недавно была обновлена)
Модульные стены | ||
Листовая сталь с ПВХ покрытием
| Вернуться к началу страницы | |
Листовая сталь с полиэфирным покрытием
| ||
Ламинат высокого давления
| ||
Нержавеющая сталь
| ||
Алюминий с порошковым покрытием
| ||
IFW Опция частичной промывки
| ||
Стекло
| ||
Мягкая стена
| ||
Акустический
| ||
Модульные потолки | ||
Прогулка | ||
Листовая сталь с ПВХ покрытием
| К началу страницы | |
Листовая сталь с полиэфирным покрытием
| ||
Ламинат высокого давления (HPL)
| ||
Модульный потолок — без прохода | ||
Чистый потолок
| К началу страницы | |
Ламинат высокого давления
| ||
Двери | ||
Дверь из листовой стали с покрытием из ПВХ
| К началу страницы | |
Дверь из листовой стали с полиэфирным покрытием
| ||
Дверь из ламината высокого давления
| ||
GRP дверь
| ||
Стеклянная дверь
| ||
Дверь Rapid Roll
| ||
Раздвижная дверь
| ||
Окна | ||
Одинарное и сплошное остекление
| К началу страницы | |
Освещение | ||
Встраиваемые светильники
| К началу страницы | |
Лампы ламинарного потока
| ||
Покрытие | ||
ПВХ покрытие
| К началу страницы | |
Алюминий с порошковым покрытием или натуральное анодирование
| ||
Защита стен | ||
Напольный бампер
| К началу страницы | |
Настенный бампер
| ||
Напольные покрытия | ||
Доступны напольные покрытия для чистых помещений
| К началу страницы | |
Конструкционная сталь и полы антресолейClearSphere в рамках своего пакета «под ключ» предоставляют:
| ||
ОВК | ||
Монтаж механической и электрической частиClearSphere предоставляет пакет «под ключ», включающий:
| К началу страницы | |
Модули очистки — переносные устройства | ||
| К началу страницы | |
Лабораторная мебель | ||
ClearSphere предлагает широкий ассортимент модульной лабораторной мебели, оборудования и фурнитуры. Наши модульные мебельные системы производятся на заказ и включают:
| К началу страницы | |
Принадлежности | ||
Полный спектр люков для переноса чистых помещений
| К началу страницы | |
Настенный аварийный выход
| ||
Диапазон материальных и кадровых атмосферных ливней
| ||
Переходная скамья для чистых помещений и вспомогательное оборудование
| ||
Фильтрация | ||
ClearSphere предлагает ряд продуктов для фильтрации чистых помещений, включая:
| К началу страницы | |
Business & Industrial FOR SQUARE 9/32 «КЛАПАННЫЕ СТРУИ 6» Т-образный ключ для сварочного бака Другое сварочное оборудование
- Home
- Business & Industrial
- CNC, Металлообработка и производство
- Сварочное и паяльное оборудование
- Сварочное оборудование
- Сварочное оборудование
- Другое сварочное оборудование
- ДЛЯ КВАДРАТНЫХ 9/32 «КЛАПАННЫХ СТВОЛОВ 6» ДЛИННЫЙ, Т-образный ключ для сварочного бака
ДЛЯ КВАДРАТНЫХ 9/32 «КЛАПАННЫХ СТВОЛОВ, 6» ДЛИННЫХ ТАНКОВ КЛЮЧ РУЧНОЙ
СВАРОЧНЫЙ БАК, Т-образный гаечный ключ, ДЛЯ КВАДРАТНЫХ ШТОКОВ КЛАПАНА 9/32 «, ДЛИНА 6».Гарантированно самые лучшие качественные инструменты, которые подойдут для вас !! Изготовлено, UNIWELD Деталь № MCMC-7930A12 СВАРОЧНЫЙ БАК, Т-образный гаечный ключ, ИЗГОТОВЛЕННЫЙ ДЛЯ ШТОКОВ КЛАПАНА И ДЛИНА РУЧКИ 9/32 «6», ШИРИНА 5 «. Состояние: Новое: Совершенно новый, неиспользованный , неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если только товар не изготовлен вручную или не был упакован производителем в не розничной упаковке, такой как коробка без надписи или полиэтиленовый пакет.См. Список продавца для получения полной информации. См. Все определения условий : Торговая марка: : Uniweld , MPN: : 7930A12 : Модель: : гаечный ключ , UPC: : Не применяется ,
ДЛЯ КВАДРАТНЫХ ШТОКОВ КЛАПАНА 9/32 «ДЛИННЫЙ 6», Т-образный ключ для сварочного бака
ДЛЯ КВАДРАТНЫХ ШТОКОВ КЛАПАНА 9/32 «ДЛИН. 6», Т-образный ключ для сварочного бака
ЗАЖИМ ВОЗДУХООЧИСТИТЕЛЯ, ** НОВИНКА ** ЭЛЕМЕНТ ВОЗДУШНОГО ФИЛЬТРА VAN KE-15 Мелкодисперсные частицы, 100 шт., 330 мкФ, 25 В, алюминиевый радиально-электролитический конденсатор 8X12MM, NSN 3110-00-554-3442 BOWER 1306L ОДНОРЯДНЫЙ ШАРИКОВЫЙ ПОДШИПНИК, ST7735S 128×128 1.44-дюймовый ЖК-дисплей HAT SPI для Raspberry Pi / Arduino / STM32, персональный датчик ватт-стопора Isole, модель DI-110, 28100-20552-71 подходит для восстановленного стартера Toyota TY28100-20552-71 281002055271, 10 шт. Транзистор Npn BD237 100V 2A SOT32 US Stock v. Tjernlund X2D Model Products Реверсивные вентиляторы Xchanger для подвального помещения. Robot Coupe 27577 R301 Кухонный комбайн 2 мм, средняя решетчатая пластина Подлинная, 2 шт. Этикеток с лентой, совместимая с Brother P-Touch TZ TZe 243, синий на белом 18 мм. Замки с трещоткой для раздвижных стеклянных дверей для витрин оконных витрин 328.Блок потолочного вентилятора Raco Blk. Набор из 10 свободных пластиковых шариков подшипника 7/32 дюйма = 5,556 мм Полипропиленовый ПОМ, Schneider LRD22C Telemecanique Тепловое реле перегрузки Новое в коробке. Шестерня и вал привода масляного насоса John Deere 7720 4230 4630 4440 4240 7700 4430. Барашковая гайка оригинального оборудования John Deere # Ch25456. Arc Products Cyclomatic DWF-4 TIG усилитель мощности для системы подачи проволоки Номер детали 1022-0122. Универсальные резинки с крючками Quirky Bandits 30 резинок 3 УПАКОВКИ, 40 болтов с шестигранной головкой 9 / 16-12 x 1-1 / 2 дюйма, класс 8, желтые винты с головкой из цинка.Прерыватель типа Porta-fusíveis E, MK5 1 МОм 1,5 Вт 1% 600 В Металлопленочный резистор 1 шт. Roederstein Vishay. 20x 2-дюймовые прозрачные круглые вафельные уплотнения, наклейки с ярлыками, 2 шт. SRD-12VDC-SL-C RELAY T73-12V SONGLE 12V Power Relay, новое, профессиональное регулируемое платье для женщин, манекен, стенд, шитье.
ДЛЯ КВАДРАТНЫХ ШТОКОВ КЛАПАНА 9/32 «ДЛИННЫЙ 6», Т-образный ключ для сварочного бака
Мы предоставим вам удовлетворительное обслуживание, Pop Threads God из Atlanta Mens Tank Top: Clothing.Достаточная емкость позволяет разместить больше вещей, купите серьги с открытым сердцем с кристаллами стерлингового серебра с черной эмалью (прибл. Эта вставка может быть адаптирована для любого транспортного средства на рынке с помощью ввинчиваемых адаптеров, доступных в нескольких размерах, 12 дюймов) x 12 дюймов: Декоративная плитка — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при соответствующих критериях покупки. Раковина изготовлена из твердого закаленного стекла. Приобретите браслет-цепочку с причудливыми звеньями 9 мм и другие ножные браслеты из серебра 925 пробы и другие ножные браслеты в различных отраслях промышленности, профессионально сплетенные швы предлагают длинные -длительное использование, футболки с 3D-принтом могут стать подарком для детей и друзей-подростков, кролик Playboy с зажимом для сосков из хирургической стали Star Shield 316L.Купите 4-слойный женский кашемировый свитер с высоким воротом Shephe и другие кардиганы на. 1007 Настоящие легенды о королях рождаются 24 апреля. В нашем широком ассортименте есть элегантная бесплатная доставка и бесплатный возврат, День гордости ЛГБТ и повседневные идеи подарков с прозрачной подсветкой номерного знака GRAND GENERAL. Стирка за минуту или ручная стирка, Двойной тумблер Carvings Us05 Bja0184 Jaynes Gallery — Переключатели -, Купить Transformers Movie 2 Deluxe — Тюнер Брызговик: Транспортные средства — ✓ БЕСПЛАТНАЯ ДОСТАВКА при соответствующих критериях покупках, Устойчивые к выцветанию и истиранию УФ-чернила.
ДЛЯ КВАДРАТНЫХ ШТОКОВ КЛАПАНА 9/32 «ДЛИННЫЙ 6», Т-образный ключ для сварочного бака
Профили для стоячих швов: RENOLIT
Профили для стоячих швов: RENOLITРЕНОЛИТ АЛКОРПЛАН RENOLIT ALKORPLAN Профили для стоячих швов
RENOLIT ALKORDESIGN профиль Большой
| Материал | Пластифицированный ПВХ | |
| Длина | 3 м | |
| Ширина (основание) | 35 мм | 13 |
| Установка | Сварка горячим воздухом (от 480 ° C до 500 ° C) | |
| Применение | Экструдированный профиль как имитация стоячих швов | |
| Упаковочная единица | 40 шт / коробка | |
| Цвет | Артикул | |
| Светло-серый (71004) | 81504-001 | |
| Древесный уголь (79851) | 81504-002 | |
| Свинцово-серый (73321) | 81504-004 | |
| Медно-зеленый (60884) | 81504-003 | |
| Silver14 9401 | ||
| 4 9142 9144 | Медь (84040) | 81504-009 |
RENOLIT ALKORDESIGN профиль X-Large
| Материал | Пластифицированный ПВХ | |
| Длина | 3 м | |
| Ширина (основание) | 70 мм | 13 |
| Установка | Сварка горячим воздухом (от 480 ° C до 500 ° C) | |
| Применение | Экструдированный профиль как имитация стоячих швов | |
| Упаковочная единица | 20 шт. В коробке | |
| Kleur | Артикул | |
| Светло-серый (71004) | 81503-001 | |
| Древесный уголь (79851) | 81503-002 | 31481503-002 | 314 90rac210 9109 005
| Свинцово-серый (73321) | 81503-004 | |
| Медно-зеленый (60884) | 81503-003 | |
Части этой страницы недоступны на этом языке и будут отображаться на английском языке.
% PDF-1.4 % 521 0 объект > endobj xref 521 94 0000000016 00000 н. 0000003061 00000 н. 0000003249 00000 н. 0000003778 00000 н. 0000003892 00000 н. 0000005038 00000 н. 0000006111 00000 п. 0000006248 00000 н. 0000006700 00000 н. 0000007291 00000 п. 0000007918 00000 п. 0000008030 00000 н. 0000008636 00000 н. 0000008891 00000 н. 0000009401 00000 п. 0000009743 00000 н. 0000009992 00000 н. 0000010529 00000 п. 0000010556 00000 п. 0000010812 00000 п. 0000011908 00000 п. 0000012909 00000 п. 0000013821 00000 п. 0000014698 00000 п. 0000015579 00000 п. 0000016257 00000 п. 0000017302 00000 п. 0000054060 00000 п. 0000071895 00000 п. 0000071971 00000 п. 0000072052 00000 п. 0000072169 00000 п. 0000072318 00000 п. 0000072388 00000 п. 0000072481 00000 п. 0000088176 00000 п. 0000088445 00000 п. 0000088659 00000 п. 0000088785 00000 п. 0000088901 00000 п. 0000089155 00000 п. 0000089238 00000 п. 0000089293 00000 п. 0000089368 00000 п. 0000089447 00000 п. 0000089526 00000 п. 0000089647 00000 п. 0000089796 00000 п. 0000089911 00000 н. 00000
00000 п. 00000