Способ ремонта трещин блока цилиндров ВАЗ
Особенности чугуна
Чугун — необычный материал, несмотря на свое преимущество в плавлении, он сильно подвержен влиянию резких ударов, которые могут возникать при авариях. Так как в блоке двигателя находится множество различных отверстий для крепления других деталей и проливаются каналы охлаждающей рубашки, то трещины могут возникать и при замерзании жидкости, используемой для снижения температуры при рабочих процессах.
У чугуна высокие показатели жесткости и прочности, низкая себестоимость получения. Чугун выплавляется из руды при более низкой температуре по сравнению со сталью и обладает при этом прекрасной текучестью, которая позволяет снизить затраты на изготовление конструкций, требующих прочности и имеющих объемы производства, влияющие на всю экономику государства.
Features cast iron
Cast iron — an unusual material, despite its advantage in melting, it is strongly affected by sudden shocks that may occur during accidents.
Cast iron high levels of stiffness and strength, low cost of preparation. Cast iron is smelted from the ore at a lower temperature as compared with steel and thus has excellent flowability, which allows you to reduce the cost of production of structures requiring strength and having a production that affect the whole economy of the state.
Способи закладення трщин
Гаряча зварка. Нагрівання всього блоку застосовується при зварюванні, коли використовується ацетилен і кисень. Зварювання блоку двигуна відбувається при утворенні електричної дуги, при цьому використовуються електроди з чавуну або сталі, покриті спеціальним складом. Нагрівання деталі ведеться повільно до температури 6-6,5 сотні градусів, для рівномірного нагріву застосовується спеціально обладнаний кожух зі сталі з прошарком азбесту.
У кожусі завчасно прорізаються отвори для можливості доступу до ушкоджених місцях. Даний метод є найбільш дорогим і трудомістким, але зате призводить до відновлення матеріалу, практично відповідного своїм початковим параметрам. Цей спосіб використовується в тому випадку, якщо тріщини з’явилися в важкодоступних місцях, наприклад, при стику стін різної товщини. При такому способі внутрішня напруга вироби, які виникають під час зварювання, практично наближаються до нуля.
Зварювання з місцевим нагріванням. Даним способом користуються, коли пошкодження виникли на поверхні, нагрів якої не викличе виникнення внутрішньої напруги в різних ділянках всього блоку. Під час зварювання ремонтируемая поверхню постійно підігрівається. Нагрівання виробляють газовим пальником до 6-7 сотень градусів.
Після закінчення робіт готова поверхня знову нагрівається до зазначеної температури і залишається остигати. При використанні цього методу необхідні спеціальні знання і висока професійність виробляє роботу, тому він застосовується нечасто. Зварювання блоку двигуна без нагріву. Такий спосіб використовується при ремонті поверхонь, віддалених від ділянок, які несуть якусь навантаження на таку довжину, коли нагрів, що відбувається під час зварювання, і подальше охолодження не вплинуть на їх міцність.
Зварювання блоку двигуна без нагріву. Такий спосіб використовується при ремонті поверхонь, віддалених від ділянок, які несуть якусь навантаження на таку довжину, коли нагрів, що відбувається під час зварювання, і подальше охолодження не вплинуть на їх міцність.
Така зварювання може виконуватися газовими пальниками, електродами зі сталі, чавуну або кольорових металів. Тріщини, що виникли в системі охолодження сорочці, найкраще заварювати таким способом, користуючись при цьому електродами з заліза і міді невеликих відрізків, що не перевищують 5 см. Зварювання блоку циліндрів з чавуну — досить трудомісткий і делікатний процес, який відбувається в кілька етапів, при цьому для такий зварювання необхідні спеціальні знання та навички. Блок двигуна має чимало конструкційними каналами і посадочними отворами, навколо або поруч з якими утворюються тріщини.
Выполняем сварку чугунного блока двигателя
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун. При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
Особенности материала, используемого для изготовления блоков цилиндров
Блоки двигателей автомобилей, как правило, отливаются из чугуна. Этот материал является сплавом железа и углерода, содержание которого составляет 2,14%. Это негативно влияет на качество соединения.
Этот материал является сплавом железа и углерода, содержание которого составляет 2,14%. Это негативно влияет на качество соединения.
Основные трудности процесса:
- формирование пор, трещин;
- появление в процессе обработки каленых структур, используемый инструмент быстро тупится;
- в результате перегрева тонкий материал рассыпается.
Чугун может отличаться составом:
- серый чугун — ковкий высокопрочный материал, легко поддается обработке, ограниченная свариваемость;
- белый чугун — достаточно твердый и хрупкий материал, который поддается шлифовке, но не сваривается.
Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).

- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.

Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.

Если после заваривания трещины поверхность блока цилиндров в момент работы соприкасается с прочими деталями двигателя, она подвергается дополнительной обработке. Лишний сварочный металл убирается при помощи наждачной бумаги, напильника, абразива.
Горячая сварка
Нагревание всего элемента конструкции двигателя осуществляется в процессе сварочных работ с применением кислорода, ацетилена. Соединение осуществляется посредством формирования электрической дуги стальными или чугунными электродами со специальным покрытием. Изделие медленно нагревается до 600–650 градусов, для чего применяется стальной кожух с асбестовой прокладкой. Такая методика используется для заваривания трещин на труднодоступных участках детали.
Важно! Качественно заварить чугунный блок автомобильного двигателя способен только опытный сварщик. Непрофессионально выполненные работы могут привести к основательному выходу данной детали из строя
Сергей Одинцов
Cracked engine block
Driving device welding semiautomatic.
Given the characteristics of the cast iron products, welding cracks occurring in the engine block, can be done in three ways:
- when the entire unit is heated;
- when heated seats, where there were cracks;
- when the item is not heated at all, and welding is carried out so-called cold process, which is now gaining ground.
Cracked engine block detect, prove him hydraulically, and mark with chalk. From block in those places where there will be welding, remove all press-fitted parts. At both ends of the detected cracks drilled holes about 5 mm, which penetrate it to the nearest surface.
If the surface of the brewing unit in operation is in contact with another part, then it is treated by welding excess metal abrasive, file or sandpaper so that it did not have a ledge.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше. Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
- Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
 После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Как обнаружить трещины в блоке цилиндров
Далеко не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный заметный на глаз дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматической опрессовки;
- Использования ультразвукового сканирования;
- Применения специализированного магниточувствительного оборудования;
- Гидроконтроля.

Каждый из этих способов позволяет установить, имеются ли микротрещины в блоке цилиндров, и где они конкретно находятся. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть данного метода проста — внутрь блока цилиндров закачивается вода, и если она просачивается, значит, в этом месте имеется трещина. При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Обратите внимание: Чтобы точно определить место трещины, можно использовать магниты. Они устанавливаются по краям от предполагаемого раскола блока цилиндров, после чего между ними пространство засыпается проводящими опилками
Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина.
Как заварить чугунный блок двигателя электросваркой Справочник металлиста
Серьезные повреждения блока цилиндров или его головки — это еще не приговор для двигателя. Да, с одной стороны, проще поменять пострадавший элемент. Сейчас не проблема купить, например, новый шорт-блок (блок цилиндров в сборе). Но в некоторых случаях цена такой покупки может быть равна половине текущей стоимости самого автомобиля. Поэтому ремонт элементов двигателя с помощью сварки может стать более выгодным вариантом.
Да, с одной стороны, проще поменять пострадавший элемент. Сейчас не проблема купить, например, новый шорт-блок (блок цилиндров в сборе). Но в некоторых случаях цена такой покупки может быть равна половине текущей стоимости самого автомобиля. Поэтому ремонт элементов двигателя с помощью сварки может стать более выгодным вариантом.
Результат встречи поршней с клапанами на двигателе Ferrari. Владельцу было жизненно необходимо спасти блок цилиндров и головку. Сказано — сделано. Головку спасли с помощью комплекса сварочных работ.Результат встречи поршней с клапанами на двигателе Ferrari. Владельцу было жизненно необходимо спасти блок цилиндров и головку. Сказано — сделано. Головку спасли с помощью комплекса сварочных работ.
Головку спасли с помощью комплекса сварочных работ.
Сварка чугуна электродом в домашних условиях — правильная технология
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких.
Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам.
Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по разрезу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков.
Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.
Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов — основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Свариваемость чугуна и другие свойства
Сварка чугунного блока двигателя полуавтоматом предполагает соблюдение всех особенностей обработки данного материала. Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.
Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.
Сварка чугунного блока
Также стоит отметить свойство быстрого остывания металла. Если допустить резкий спад температуры, что в данном случае может произойти вполне естественным способом, то в металле могут образоваться поры и трещины, не говоря уже о других деформациях. Во время остывания в чугуне образуются различные по структуре кристаллической решетки соединения. Соответственно, все эти соединения могут иметь различных объемы. Из-за этого могут образовываться внутренние поры.
Также стоит отметить низкие пластичные свойства, что приводит к появлению перенапряжений в металле, от которого также появляются трещины. Особенно характерно это, когда идет сварка тонкого металла электродом. Металл обладает высокой хрупкостью, что создает дополнительные сложности в обработке и делает такие условия, при которых трещины могут образоваться даже при относительно небольших механических ударах.
Ремонт трещин путем зачеканивания пробками
В процессе ремонта трещина головки блока цилиндров зачеканивается перекрывающими друг друга коническими пробками.
Концы трещины накерниваются и рассверливаются с помощью соответствующего по размеру сверла под резьбу пробки. Отверстия обрабатываются конической разверткой.
В корпусе головки они разделаны с запасом (обратите внимание на то, что из камер сгорания вынуты седла выпускных клапанов). Дефектный участок корпуса головки будет заварен и подвергнут механической обработке
После заваривания эта головка будет подвергнута термообработке (отпуск для снятия остаточных напряжений), после чего пройдет чистовую механическую обработку конического метчика в отверстиях на всю глубину нарезается резьба. Пробка покрывается герметизирующим составом и вкручивается в отверстие до отказа. После этого пробка перепиливается примерно на четверть ее толщины и обламывается. Линия разлома определяется местом распила. Если пробка обломится ниже поверхности ремонтируемой детали, ее придется высверлить и заменить новой.
Пробка должна пройти ремонтируемый участок металла насквозь — на всю глубину. После установки на обоих концах трещины первых пробок, отступив от края трещины, сверлят новое отверстие, так, чтобы оно захватывало край уже установленной пробки. Новое отверстие обрабатывается конической разверткой, в нем нарезается резьба и вкручивается следующая пробка — она должна заходить в предыдущую пробку примерно на четверть ее диаметра, что бы закрепить ее на месте. Перекрывающие друг друга пробки устанавливаются вдоль всей трещины, с небольшим попеременным смещением от линии трещины в обе стороны. Выступающие концы пробок расклепываются молотком, чтобы крепче зафиксировать их на месте. Концы пробок, выступающие над поверхностью нижней плоскости головки, сошлифовываются с помощью шлифовального камня или напильника почти до самой поверхности. Концы пробок, выступающие над поверхностью камеры сгорания или окна головки сошлифовываются до самой поверхности головки с помощью ручного шлифовального инструмента. Поверхность нижней плоскости головки после заделки трещины должна пройти станочную обработку для восстановления качества поверхности.
Поверхность нижней плоскости головки после заделки трещины должна пройти станочную обработку для восстановления качества поверхности.
- Механическая очистка деталей от загрязнений выполняется с помощью скребков и проволочных щеток.
- Не допускается использовать для очистки алюминиевых деталей стальные проволочные щетки.
- Большинство моющих средств, используемых для очистки от коксообразных отложений, являются концентрированными мылами, или щелочами.
- Для очистки алюминиевых изделий пользуйтесь только теми химикатами, которые относятся к категории aluminum safe, т.е. не оказывают химического воздействия на поверхность алюминиевых изделий.
- Термическая очистка производится путем нагрева изделий в пиролитической термокамере до температур порядка 800°Ф (425°С), при которых смазка и грязь превращаются в безвредный пепел.
- Для дробеструйной очистки деталей используется металлическая или стеклянная дробь. Во избежание проблем, вызванных попаданием посторонних предметов в двигатель, после дробеструйной обработки детали должны быть тщательно очищены от дробинок, прилипших к их поверхности.
- Все ответственные детали должны проверяться на отсутствие трещин с помощью методов дефектоскопии, таких как магнитопорошковый метод, метод с использованием проникающего красителя, метод с использованием проникающего флуоресцентного вещества, метод испытания под давлением.
- Трещины можно отремонтировать двумя способами — заварить или зачеканить пробками.

Трещина в блоке цилиндров: что делать?
Можно ли заклеить треснувший блок цилиндров двигателя Ваз-2101? – треснул блок двигателя, ремонт блока цилиндров двигателя ваз
Ни для кого, ни секрет, что если в систему охлаждения двигателя залить летом воду (например, в целях экономии) и забыть об этом, то при наступлении первых морозов, Вас будет ожидать неприятный сюрприз, который заключается в виде «размороженного» двигателя. В лучшем случае, выдавить заглушки, в худшем лопнет стенка блока цилиндров.
И когда, это происходит, то забывчивые или экономные хозяева задаются одним и тем же вопросом – Можно ли заклеить треснувший блок цилиндров? Большинство автомастеров, мотористов скажет, что нет, заклеить нельзя, необходимо только менять блок на новый (другой). Но, есть и Кулибины, которые смело, говорят, да и берутся за дело.
Но, есть и Кулибины, которые смело, говорят, да и берутся за дело.
Клеят блок и еще умудряются продать автомобиль с таким двигателем другому человеку!!!
Я теперь точно знаю, где находятся такие спецы))). Сообщу их неточные координаты (неточные потому, что не хочу делать им бесплатную рекламу) – пгт. Новая Водолага, Харьковского района. Именно из этих краев пригнал свой первый автомобиль, марки Ваз-21011, мой одноклассник.
Детально описывать общее состояние купленного автомобиля я не буду. Так как, то, что я увидел, может заставить приуныть самого оптимистически настроенного человека. Кузов и ходовая находились в плачевном состоянии, но об этом отдельно. Сейчас о двигателе.
Как можно было не обратить внимание на двигатель, который работает как отбойный молоток. Это загадка. Но, как оказалось, это не все проблемы с двигателем. При внимательном осмотре двигателя, на его правой стороне были обнаружены следы утечки охлаждающей жидкости.
Подозрения на прогнившие заглушки, не оправдались, так следы утечки были ниже.
Далее, можно смотреть фотографии. Первая фотография, это общий вид. На ней видно, что блок замазан, какой-то ерундой, которая похожа на эпоксидный клей и из-под нее видны следы подтекания жидкости.
Взяв отвертку в руки, и в одном месте поддел корку (фото 2). И вот какая чудная картина предстала после снятия латки (фото 3 и 4). Трещина длинной 200 мм, которую, мастерски замазали эпоксидной смолой и замазали черной мастикой.
Слов нет…. Двигатель ушел на свалку.
Будьте внимательны при покупке, пусть и старого, дешевого автомобиля. Ведь ремонт такого чуда, может Вам обойтись значительно дороже, чем цена самого автомобиля.
При использование статьи или фотографий активная прямая гиперссылка на сайт www.avtorem.info обязательна!
Ремонт трещины в головке блока цилиндров
Трещина в ГБЦ возникает в результате неправильной работы двигателя вследствие перегрева и сдвига напряжений в металле.
Симптомы трещины в головке блока цилиндров
Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Далее рассмотрим некоторые случаи трещин между системой охлаждения и другими системами двигателя.
Масляная система— при смешивании масла и тосола в двигателе вместо масла появляется эмульсия, беловатая пена, как у бисквитного теста, а в расширительном бачке системы охлаждения образуется масляная плёнка.
Впускной канал— если в него начинает попадать ОЖ, то в первую очередь она отмоет поршни до блеска, можно посмотреть через свечное отверстие,- поршни будут как новые. И при попадании в камеру сгорания- это как раз то случай, когда может пойти белый дым из выхлопной трубы, хотя не факт, что он пойдёт.
С каналом выпуска— тут ОЖ просто вылетит в трубу в виде пара. Двигатель постоянно выпускает пар и заметить что-либо в данном случае вряд ли получится, проста будет уходить жидкость из бачка. Скорее всего, даже запаха отработавших газов в бачке не будет.
С камерой сгорания— через трещину часть жидкости пойдёт в камеру сгорания, но очень малое количество, всё из-за разницы давления. В двигателе при сгорании топлива образуется большое давление, и выхлопные газы через эту самую трещину попадают в систему охлаждения, повышая давление в ней. Из-за этого раздуваются патрубки, а из бачка воняет выхлопными газами.
Но жидкость также может пойти и в камеру сгорания- система охлаждения всё ещё находится под давлением, а в камере сгорания уже пошло разрежение и начал засасываться воздух. Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).
Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
—между клапанами— трещина сразу видна, проходит под сёдлами двух соседних клапанов.
—между свечой и клапаном— та же ситуация, опять же, всё на виду и никуда не надо заглядывать
—в дизельном двигателе трещина может пойти от клапана в сторону форкамеры, такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?
—под направляющей клапана— ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой.
Тут нужен другой подход, а не только визуальный.
Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Проверка ГБЦ на трещины
Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки.
Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа.
Если вода уйдёт- значит головка пробита.
Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Ремонт трещин
Качественно заделать трещину получится только с помощью сварки.
Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Подготовка головки для сварки
Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно извлечь сёдла, а только потом разделать трещину.
Для разделки трещины между сёдел, сначала нужно извлечь сёдла, а только потом разделать трещину.
После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Сварка ГБЦ
Для сварки головки блока цилиндров можно использовать газовую сварку с использованием присадочного материала, но лучшие результаты даёт аргонно-дуговая сварка (TIG). К головке подключается масса, а дуга горит в среде аргона между вольфрамовым электродом и головкой, куда подсовывают алюминиевую присадочную проволоку.
После сварки шов надо зачистить, повторно опрессовать, и если всё хорошо, то поверхность, прилегающую к блоку, отфрезеровать, чтобы была идеально ровной.
Диагностика ГБЦ — проверяем на микротрещины
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество.
Причин, которые влияют на выход из строя блока, множество.
Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ.
Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
Стрелкой отмечен дефект поверхности
Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя.При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить.
- Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.Дефект на ГБЦ
- Моторная жидкость уходит, ее постоянно нужно доливать. В этом случае по антифризу вычислить трещинку не выйдет. Если щель появилась рядом с направляющей втулкой впускного клапана, то при работе двигателя масло будет затягивать в цилиндр.Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней.
- Кипение ОЖ. Заметили, что антифриз постоянно кипит, откройте капот и крышку расширительного бачка. Долейте столько жидкости, сколько ни хватало и заведите мотор. Если антифриз сразу начнет кипеть, то сомнений в неисправности быть не должно.
 Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить.
Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить.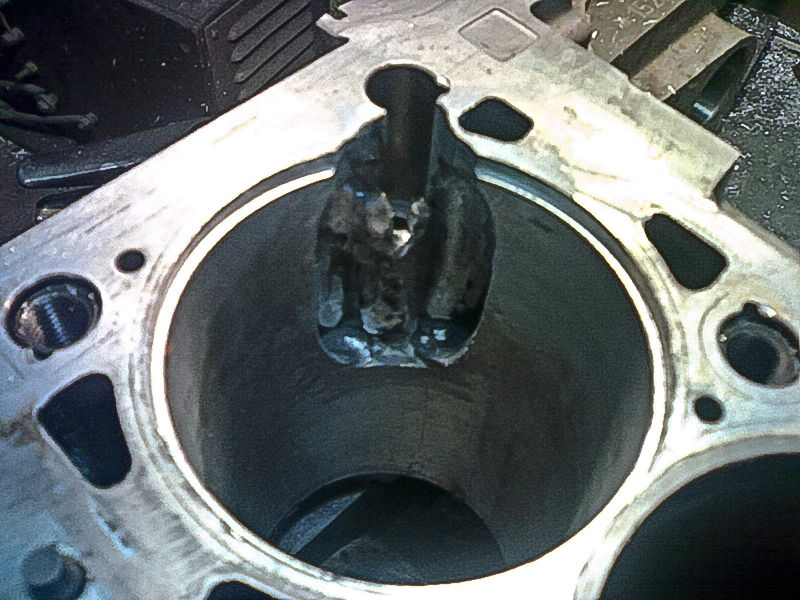 Проверить это легко: открутить свечи и посмотреть на состояние поршней.
Проверить это легко: открутить свечи и посмотреть на состояние поршней.Загрузка …
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон головки блока цилиндров установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
https://www.youtube.com/watch?v=jdP2ml9BjLk
Металлическая стружка для диагностики
Диагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
Оборудование для диагностики давлением
Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:

Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
Аргонная сварка поверхности
Ремонт дефектов

Для этого можно использовать ацетиленовую горелку, но не паяльник.Заваривание трещин головки
Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
Видео «Ремонт микротрещин»
Способ ремонта трещин блока цилиндров ВАЗ
Блоки цилиндров, изготовленные из алюминиевого сплава, часто меняют из-за трещин, которые находятся в области системы охлаждения. Но можно попытаться устранить трещины и таким образом можно восстановить всю целостность системы охлаждения блока цилиндров. На практике их восстанавливают разными способами при помощи клеевых шпатлевок, пайкой и сваркой.
Рассмотрим способ при помощи клеевых шпатлевок. Он наиболее приемлем для многих автовладельцев, этот способ позволяет своими руками произвести ремонт.Ремонт трещины блока цилиндров
Он наиболее приемлем для многих автовладельцев, этот способ позволяет своими руками произвести ремонт.Ремонт трещины блока цилиндров
Тщательно очищают место там, где находится трещина, промывают и обезжиривают при помощи специальных растворов. Бензин используют в качестве промывочного раствора.
Затем еще нужно промыть и обезжирить.
 Полученные куски ткани хорошенько намазать клеем БФ-2. К тому же внутреннюю часть трещины заполняют клеем, после чего трещину наполовину следует затрамбовать. Сушить в течение часа при температуре до 100 градусов, можно для сушки применять электрическую лампу.
Полученные куски ткани хорошенько намазать клеем БФ-2. К тому же внутреннюю часть трещины заполняют клеем, после чего трещину наполовину следует затрамбовать. Сушить в течение часа при температуре до 100 градусов, можно для сушки применять электрическую лампу.После чего систему нагревают до 90 градусов, потом отремонтированный участок проверяют на предмет есть ли течь или она отсутствует.

Чем еще заделывают трещину в блоке цилиндров
Процедура такого ремонта заключается в следующем:
- После прогрева двигателя его заглушают и при помощи дополнительного привода «помпы» заставляют работать систему охлаждения
- Применяют препарат металлокерамический герметик Hi-Gear
Его разрабатывают для ремонта прокладок головки блока и треснувших блоков и головок цилиндров. Течь может устранить тосол (антифриз) через прокладку головки блока. Ремонтирует треснувшие чугунные или алюминиевые головки, блоки двигателя с прочностью сварки.
Не растворяется, не вымывается, выдерживает высокое давление, перепады температур, выдерживает вибрацию. Эта формула содержит комбинацию тонких керамических волокон, которые придают отремонтированному участку способность отремонтировать повреждения с большим сечением и прочностные дополнительные характеристики. Упаковка рассчитана от 10 до 22 л на систему охлаждения.
Упаковка рассчитана от 10 до 22 л на систему охлаждения.
Периодически контролируйте состояние отремонтированного узла, чтобы не остаться в пути без охлаждающей жидкости или без масла.
7-02-2014, 00:25 | Романов Виктор
Ремонт трещин и пробоин блока цилиндров
При устранении трещин на блоке цилиндров наибольшее распространение получил метод заварки без предварительного нагрева и ремонт с использованием паст на основе эпоксидных смол.
Конструктивные особенности блоков цилиндров двигателей ЯМЗ-236 и ЯМЗ-238 заставляют отказаться от заварки трещин методом общего предварительного нагрева, так как этот метод вызывает большие деформации в блоке.
Независимо от принятого метода ремонта концы трещины засверливают сверлом диаметром 4 мм, предварительно накренив место сверления, а трещину по длине разделывают слесарным зубилом под углом 120° на глубину 0,7-0,8 мм толщины стенки. Затем зачищают трещину шлифовальным кругом при помощи электрической шлифовальной машины с гибким валом.
Трещины заваривают постоянным током при обратной полярности электродом ОЗЧ-1 или медно-стальным электродом с обмазкой УОНИ-13. Диаметр электрода выбирают в зависимости от толщины свариваемых стенок в пределах 3-5 мм. Сварку производят с легкой проковкой шва в горячем состоянии по мере наложения отдельных участков шва.
При наличии обломов на плоскости крепления поддона картера зубилом и шлифовальным кругом производят зачистку места облома и снимают фаску 4х45° на кромке облома под приварку вставки.
В качестве вставки может быть использована аналогичная часть из утильного блока или чугунная вставка, подогнанная по месту, с последующей приваркой и наплавкой места облома до первоначального контура с припуском 1,5-2 мм на обработку.
Приварку и наплавку производят газовой горелкой ГС-53 с наконечниками №2 или №3. Присадочным материалом служит пруток из серого чугуна диаметром 8-10 мм или пруток из серого чугуна с содержанием 2,5% кремния. В качестве флюса служит бура. Затем шлифовальным кругом или напильником зачищают сварочный шов и место наплавки заподлицо с основным металлом.
Затем шлифовальным кругом или напильником зачищают сварочный шов и место наплавки заподлицо с основным металлом.
Если трещина или облом захватывают отверстие, то после заварки и зачистки размечают отверстие по шаблону, накернивают центр и сверлят отверстие с последующей нарезкой резьбы до номинального размера.
При заделке трещин и пробоин на поверхности рубашки охлаждения и картера блока цилиндров наибольшее распространение получили эпоксидные пасты следующего состава:
Паста 1
Паста 2
Смола
100
100
Дибутилфталат
20
20
Железный порошок
160
80
Полиэтиленполиамин
10
15
Газовая сажа
–
40
Слюдяной порошок
–
40
Перед заполнением трещины пастой, кроме снятия фасок, шлифовальным кругом зачищают поверхность вдоль трещины по обе стороны на расстоянии 15-20 мм до металлического блеска.
Зачищенную поверхность обезжиривают уайт-спиритом и зону трещины подогревают инфракрасной лампой до температуры 70—80 “С. Затем подготовленную трещину заполняют пастой, тщательно втирая ее на 3-5 мм выше поверхности детали, и уплотняют шпателем.
Затем подготовленную трещину заполняют пастой, тщательно втирая ее на 3-5 мм выше поверхности детали, и уплотняют шпателем.
После заделки трещины блок цилиндров выдерживают при температуре 20 °С в течение 24 ч или устанавливают в сушильный шкаф с температурой 100 °С на 1 ч.
После сушки поверхность склеенного участка зачищают и выравнивают шлифовальным кругом от подтеков и неровностей пасты после отвердения.
Пробоины в стенке рубашки охлаждения и в картере блока цилиндров ремонтируют постановкой заплаты, приклеиваемой пастой на основе эпоксидных смол. На зачищенные и обезжиренные края пробоины наносят слой пасты.
Из стеклоткани толщиной 0,3 мм вырезают заплату по размеру пробоины с перекрытием на 15-20 мм, накладывают ее на пробоину и прикатывают роликом.
Затем на заплату и поверхность блока вокруг заплаты наносят второй слой пасты и накладывают вторую заплату так, чтобы она, перекрывала первую на 10-15 мм со всех сторон.

В такой же последовательности накладывают третью и последующие заплаты, каждый слой стеклоткани прокатывают роликами. Перед очередным нанесением клея необходимо выдержка. Общее число слоев стеклоткани может доходить до шести в зависимости от размера пробоины. Последний слой покрывают пастой для защиты наружного слоя заплаты.
Блок цилиндров сушат в шкафу с температурой 150 °С в течение 4 ч. Затем шлифовальным кругом зачищают и выравнивают отремонтированную поверхность.
Во всех случаях, независимо от принятого метода ремонта трещин и пробоин, необходимо произвести гидравлическое испытание отремонтированного блока цилиндров на герметичность вышеуказанным способом. Потение в месте ремонта не допускается.
Трещина в блоке цилиндров
Прежде чем описывать способы устранения неисправности, рассмотрим, как эту неисправность найти. Есть несколько способов обнаружить трещину блока цилиндров:
Есть несколько способов обнаружить трещину блока цилиндров:
- с помощью ультразвука,
- с помощью магниточувствительного оборудования,
- методом гидроконтроля,
- метод пневматической опрессовки.
На автосервисах чаще всего трещины ищут с помощью воды или воздуха. В поврежденный элемент подается воздух, затем деталь опускается в ванну с водой и по пузырькам становится видно, где кроется проблема. Если закачивать в элемент воду, то в месте трещины она будет просачиваться.
Когда место раскола найдено, можно приступить к ремонту. Один из самых популярных методов — это сварка (как электрическая, так и «холодная»). Заварить можно практически все расколы, кроме трещин в области седла клапана, стенок цилиндра и мест прилегания блока и головки БЦ.
Чтобы не пришлось делать повторный ремонт, важно соблюдать все рекомендации. Чтобы восстановить блок из чугуна, нужно засверлить концы трещины, а затем зашлифовать ее по всей длине под углом 90 градусов.
Для сварки блок цилиндров разогревается до 650°C, затем с помощью присадочного чугунно–медного прута и флюса наносится сплошной шов, а в конце для постепенного охлаждения детали используется специальный термошкаф.
Если используете электрическую сварку, то блок прогревать не надо. В конце работы шов нужно обезжирить с помощью ацетона, а затем покрыть эпоксидной пастой (при комнатной температуре застывает за 24 часа, при 100°C — примерно за 2 часа). Последний этап — шлифовка шва.
Помимо сварки, есть еще пару популярных методов ремонта БЦ: эпоксидная паста, заплатка из стеклоткани, технология SEAL-LOCK. Если используете эпоксидную пасту и стеклоткань, то металл предварительно нужно хорошенько обезжирить. Затем можно поочередно наносить слои пасты и стеклоткани, последним должен быть эпоксид.
SEAL-LOCK удобен тем, что для ремонта не нужен сварочный аппарат и не нужно демонтировать ДВС. Смысл технологии в том, что трещина заполняется специальной прослойкой из мягкого металла. Порядок действий здесь такой:
Порядок действий здесь такой:
1) Сначала нужно засверлить края трещины, далее поперек раскола с определенным шагом делаются отверстия, в них вставляются стяжки-скобы, связывающие края трещины.
2) Между скобами высверливается отверстие. Далее идет нарезка конусной резьбы специальным метчиком. Полученное отверстие нужно обработать, чтобы удалить окисную пленку. Затем в него вкручивается конусообразная заглушка, материал которой активно контактирует с металлом БЦ.
3) Часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, затем вкрутить ее специальным инструментом. Под большим усилием мягкая заглушка сломается там, где сделан подпил. Выступающие части шлифуются.
4) Далее сверлится следующее отверстие, причем так, чтобы получилось частичное перекрытие с предыдущим отверстием с заглушкой. И таким образом заглушками заполняется вся трещина. В конце производится шлифовка и спрессовка шва.
Нужно сказать, что шов, который получается по описанному выше методу, лучше сварного по ряду показателей. Ему не страшны перепады температур, он не получает значительного напряжения и не разрушается даже при высоких температурах.
Ему не страшны перепады температур, он не получает значительного напряжения и не разрушается даже при высоких температурах.
Как убрать трещину в головке и блоке цилиндров
Главная » Ремонт Пежо своими руками » Как убрать трещину в головке и блоке цилиндров
Нередко возникают такие поломки двигателя, которые ставят владельцев автомобиля перед сложным вопросом: покупать другой или попробовать отремонтировать этот? Если принять решение покупать новый мотор, то на него нужно будет найти деньги, искать в продаже необходимую модель. Если же принято решение ремонтировать, то возникает другой вопрос: насколько надежным будет результат ремонта?
Одними из самых неприятных поломок являются трещины или пробоины. При использовании продукции и оригинальной технологии компании Seal-Lock проводится качественный и эффективный ремонт трещин и пробоин в корпусе двигателя. Этот способ имеет преимущества перед широко распространенными способами восстановления, такими, как сварка и применение клеевых составов. Технология не требует нагрева чугунных или силуминовых деталей, а значит, не будет остаточных напряжений в зоне шва, приводящих к появлению новых трещин. Кроме того, она обеспечивает долговечную герметизацию.
Технология не требует нагрева чугунных или силуминовых деталей, а значит, не будет остаточных напряжений в зоне шва, приводящих к появлению новых трещин. Кроме того, она обеспечивает долговечную герметизацию.
OLYMPUS DIGITAL CAMERA
Процесс ремонта заключается в установке специальных скрепок и конических болтов, препятствующих ее дальнейшему увеличению. В дальнейшем специальным пневмомолотом проковывается зона ремонта.
Это обеспечивает полную ликвидацию трещины. Полученный шов выдерживает большие механические и термические нагрузки и обеспечивает нормальную эксплуатацию автомобиля.
Ремонт межседельных трещин устраняется по той же технологии.
Рассмотрим поэтапно проведения ремонта по технологии Seal-Lock

Скрепки, изготовленные из высокопрочной стали и термически обработанные, останавливают дальнейшее расширение трещины при установке винтов (этот процесс описывается ниже). Производится предварительная проковка скрепок специальным пневмомолотом Seal-Lock.
Для каждого винта сверлится отверстие, нарезается резьба специальным коническим метчиком. Каждое отверстие смазывается герметикам Seal-Lock для предотвращения образования пустот в зоне заделки. Термостойкость герметика – 1700 ?С.
 Таким образом создается непрерывный ряд из материала заглушек, соединенных между собой и деталью на молекулярном уровне. Он представляет собой бесшовное соединение.
Таким образом создается непрерывный ряд из материала заглушек, соединенных между собой и деталью на молекулярном уровне. Он представляет собой бесшовное соединение.По этой технологии устраняются пробоины в блоке двигателя. Место пробоя обрабатывается, чтобы оно приняло форму для упрощения изготовления заплатки. Изготовленная заплатка при установке плотно прилегает к посадочному месту. По полученному стыку двух деталей устанавливаются с перекрытием конические болты.
Резюмируя вышеописанную технологию Seal-Lock, упростить и сделать надежным ремонт позволило применение особого материала скрепок и винтов. Эти детали изготовлены из прочного и одновременно пластичного сплава, способного при небольших нагрузках и без нагрева связать между собой металлы на молекулярном уровне.
Преимущества перед традиционными способами ремонта трещин:
- восстанавливаемая деталь не подвергается воздействию высоких температур;
- нет необходимости в наличии печи для постепенного остывания детали после нагрева;
- отсутствует вероятность возникновения новой трещины из-за появления остаточного механического напряжения в зоне шва;
- надежность шва при термических и динамических нагрузках;
- наличие дополнительной герметизации шва;
- значительное сокращение времени ремонта;
- возможность устранения трещин и пробоев без демонтажа или разборки двигателя.
Убираем трещины и сколы порошковым напылением, видео
http://www.youtube.com/watch?v=EBsSSYrQeHc
В современном мире технологии не стоят на месте, и ученые все больше и больше изобретают удобные методы восстановления материалов. Восстановить головку или блок цилиндров из алюминия теперь довольно просто с помощью порошкового напыления. При этом не важно в каком состоянии находиться изделие, раковины, сколы и трещины убираются без следа.
Как отремонтировать треснутый блок (картер) двигателя
В этой статье мы рассмотрим как отремонтировать треснутый блок (картер) двигателя своими силами. Причём рассмотрим два варианта ремонта, один из которых более простой и его можно осуществить даже в дальней поездке, и считать как временный, чтобы доехать домой своим ходом. А второй более основательный, который позволит картеру отработать до конца дней автомобиля.
В статье не будет рассматриваться ремонт трещины в блоке, например из-за заморозки не слитой воды зимой, или плохого тосола, подкрашенного зелёнкой. Такой ремонт не сложен и осуществляется он простой заваркой или заделкой трещины холодной сваркой . Мы рассмотрим более серьёзный случай повреждения картера, который на водительском слэнге называется рука дружбы.
Такое повреждение случается, когда в моторе начинает стучать шатун (чаще из-за закупорки масляного канала и недостатка смазки между его нижней головкой и шейкой коленвала), а водитель вместо того, чтобы заглушить двигатель, продолжает двигаться дальше, думая «надо же дотянуть до гаража».
В некоторых редких случаях, (при большой халатности водителя) когда нижняя головка шатуна не заклинивается на шейке коленвала, а просто сильно разбивается, а поршень подлетает выше ВМТ, и разбивается о поверхность камеры сгорания головки цилиндров (как отремонтировать головку читаем вот тут). Осколки поршня сыпятся в картер двигателя, а шатун с большой скоростью бьёт по гильзе цилиндра, и пробивает пробоину в рубашке охлаждения.
Такой блок цилиндров ремонтируют «сухой» вставкой, сделанной из специального чугуна, которую запрессовывают с натягом в нагретый в печи блок двигателя.
Но в большинстве случаев (примерно 70%) нижняя головка шатуна портится от ударов коленвала изнутри и обрывается, слетая с шейки коленвала с большой скоростью.
Мощный удар верхней головкой шатуна приходится в нижнюю часть картера блока цилиндров, и в результате образуется сквозная пробоина, с торчащим из неё покорёженным шатуном.
И именно такую пробоину отремонтировать проще всего, даже в полевых условиях, а более качественный ремонт можно сделать в обычном гараже.
 Конечно потребуется хороший сварщик, но его легко найти в любом автосервисе.
Конечно потребуется хороший сварщик, но его легко найти в любом автосервисе.Такая же пробоина может получится, когда нижнюю головку шатуна, от сухого трения и сильного нагрева (проплавления вкладышей), прихватывает как электросваркой к шейке коленчатого вала и заклинивший шатун проламывая своей верхней головкой и поршень и картер, выходит наружу. А в стенке картера образуется приличная дыра (см. фото 1). Картер с таким повреждением многие водители сдают на цветмет, а потом полностью отдаются поискам нового блока или двигателя, и с головой окунаются в «геморой» по переоформлению.
В большинстве стран таких проблем нет, так как двигатель является там обычной запчастью и его можно менять без траты времени в МРЭО. Нашим блюстителям такие удобства для людей очень не выгодны, ведь сколько можно денежек потерять казне, если отменить бесполезное переоформление мотора. Но этого тупизма можно избежать, если отремонтировать родной картер.
Конечно не все повреждения картера, но всё таки большинство их них, можно отремонтировать несколькими способами, и первым из них, как я уже говорил, можно произвести ремонт даже в полевых условиях, чтобы благополучно добраться своим ходом до гаража или автосервиса.
И если в дальнем путешествии на вашем автомобиле случилась беда и шатун вашего двигателя протянул руку дружбы, то не стоит отчаиваться, так как даже такое серьёзное повреждение, не означает конец путешествия. Потребуется ремонт, но осуществить его можно будет и «на коленке» , в условиях путешествия.
Для начала нужно будет слить масло и демонтировать поддон и головку двигателя, что бы вынуть из блока шатун с убитым поршнем, или найти его осколки в поддоне. Нужно будет поддомкратить кузов (не забудьте на всякий случай подложить что то под кузов) и лечь под машину, чтобы раскрутить шатунные болты и извлечь прикипевший шатун.
Затем нужно будет заблокировать (заткнуть) масляную магистраль, подходящую к вкладышам убитого шатуна. Для этого в шейке коленвала находим отверстие для подачи масла к парам трения (шатунные вкладыши и шейка коленвала), и в это отверстие плотно забиваем деревянный клинышек (пробку). А выступающую часть пробки нужно срезать острым ножом.
А выступающую часть пробки нужно срезать острым ножом.
Для верности (чтобы пробка не вылетела от действия центробежной силы) фиксируем её, намотав на шейку коленвала несколько витков проволоки, но так чтобы она перекрыла своими витками деревянный клинышек (пробку).
Далее нужно будет удалить штанги толкателей клапанов того цилиндра, шатун которого повреждён (или удаляем коромысла, в зависимости от конструкции вашего мотора).
Остаётся теперь только заделать пробоину в картере и можно ехать дальше.
Если в багажнике вашей машины, отправляясь в дальнюю поездку, вы не возите с собой различные шайбы, тогда придётся из куска подходящего листового металла вырезать две квадратные пластины, которые будут служить заплатками (см. фото 2). Металлические пластины и их резиновая прокладка, вырезанная из куска камеры, должны перекрывать пробоину примерно на 6 — 7 миллиметров.
Если пробоина образовалась не в нижней плоской стенке картера, а в верхней полукруглой, как на рисунке 1, то тогда вам придётся изогнуть пластины с помощью молотка, чтобы форма их изгиба была такой же как и форма закругления стенки картера. Но в таком случае, полезно будет резиновую прокладку вырезать из резины потолще и обмазать изнутри ещё и герметиком.
Но в таком случае, полезно будет резиновую прокладку вырезать из резины потолще и обмазать изнутри ещё и герметиком.
Заделка пробоины картера без электросварки.
1 — заплата из листового металла 2 — 3 мм, 2 — наполнитель типа холодная сварка, 3 — винты М6, 4 — блок двигателя.
Кстати, на рисунке 1 показан один из вариантов не полевого, а гаражного ремонта на долгий срок, без электросварки (если у вас нет возможности заварить блок).
Придётся просверлить отверстия по кругу пробоины и заплаты (заплата больше пробоины, чтобы было место под винты М6).
А затем обмазать края пробоины специальным препаратом (типа холодной сварки) на основе специальной смолы и стойкого к высокой температуре наполнителя (на основе кевлара или спецпорошка).
Только нужно сначала снять фаску с кромок пробоины, чтобы не появились новые трещины, ну и хорошенько зачистить и обезжирить сопрягаемые места. Затем обмазываем составом чистые поверхности и притягиваем заплаты (одна изнутри, а другая снаружи) с помощью винтов, головки которых будут внутри картера, а гайки снаружи.
 Излишки выдавленного препарата удаляем тряпочкой.
Излишки выдавленного препарата удаляем тряпочкой.Очень хорошо зарекомендовали себя составы известных фирм: Abro, Qualco, Loctite. Составы этих известных фирм, не дают усадки материала при высыхании, наоборот они немного расширяются при застывании, что улучшает герметичность зазоров сопрягаемых деталей.
Но вернёмся к полевому ремонту. Самая серьёзная проблема в пути, это сверление отверстий (8 — 10 мм) в центре металлических пластин.
И если вы не берёте в дальнюю поездку ручную дрель или дрель (шруповёрт) на аккумуляторе, тогда придётся поискать инструмент у местных жителей. Думаю никто не откажет в помощи, при такой беде.
После сверления отверстий, подберите подходящий болт и установите внутри картера резиновую и металлическую заплату, а снаружи можно только металлическую и стяните их болтом с гайкой (см. фото 3).
Всё, теперь можно закрывать поддон, заливать моторное масло (желательно через тряпку, так как в масле могут быть осколки металла), устанавливать головку на место и отправляться в путь. После такого полевого ремонта, двигатель будет вполне сносно работать.
После такого полевого ремонта, двигатель будет вполне сносно работать.
Конечно потеряется часть его мощности, ведь один цилиндр не будет работать и у мотора исчезнет одна четвёртая часть его рабочего объёма (если двигатель четырёхцилиндровый).
К тому же будет сказываться небольшой дисбаланс коленвала, но не спеша и не завышая обороты двигателя, можно ехать достаточно долго и благополучно добраться до места назначения.
По приезду в свой гараж, нужно будет сделать более качественный ремонт картера и вернуть не рабочему цилиндру новые детали (поршень с шатуном, штанги клапанов или коромысла).
Для начала надо будет полностью разобрать двигатель и вынуть коленчатый вал, чтобы шлифануть его повреждённую шейку до ремонтного размера (желательно шлифануть все шейки под один размер).
После шлифовки коленвала, проверьте его каналы, ведь не просто так произошёл клин шатуна. Тщательно промойте каналы коленвала, об этом подробно я написал здесь. youtube.com/embed/0N9eu6pmi-8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/0N9eu6pmi-8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
С картера двигателя снимите резинометаллическую заплатку, и вместо неё вырежьте пластинку толщиной примерно 3 — 4 мм, из такого же металла, как и картер вашего двигателя. Пластинку нужно будет приварить к картеру электросваркой (см.
фото 4), причём можно будет сделать слепок пробоины на бумаге, и затем вырезав точную копию пробоины из металла, вставить её заподлицо в стенку картера и проварить по кругу (предварительно прихватив). Обварить желательно и с наружной и с внутренней стороны картера (фото 5).
После зачистки и шлифовки шва, место ремонта будет трудно найти.
Кому не важен внешний вид блока, то можно просто вырезать квадратную пластинку с перекрытием 5-6 мм и наложив её сверху (в нахлёст) прихватить и обварить по кругу (как на фото 4) . Блоки как правило изготавливают из чугуна, а на более свежих машинах из алюминия , реже из магниевого сплава.
Для всех перечисленных металлов, нужны свои сварочные аппараты и способы сварки, чтобы получить шов отличного качества.
И определив материал вашего блока, лучше обратитесь к профессиональному сварщику (особенно для чугуна), который отлично варит именно тот метал, из чего сделан ваш блок.
Если вы сами подготовите заплату и место ремонта, то услуга по сварке будет стоить не дорого. Только попросите сварщика, чтобы он варил короткими швами, с перерывами, чтобы не перегреть картер (чтоб он не потерял форму).
Затем собираем двигатель с новым шатуном и поршнем (все детали проверяем, что бы они были одинакового веса). Не забудьте проверить стенки цилиндра повреждённого шатуна, не пострадало ли его зеркало, и если обнаружите забоины или царапины, придётся отремонтировать цилиндр. Собрав двигатель, нужно будет залить свежее масло и можно запускать мотор.
Отремонтированный таким способом треснутый (блок) картер двигателя, будет способен прослужить вам не хуже нового, то есть до конца срока службы всей машины, а при правильном подходе и с умелыми руками, конец срока службы любого автомобиля никогда не настанет; удачи всем!
Трещины в головке и блоке двигателя: решение проблемы
Образование трещин в блоке и головке мотора является прямым следствием недосмотра самого водителя.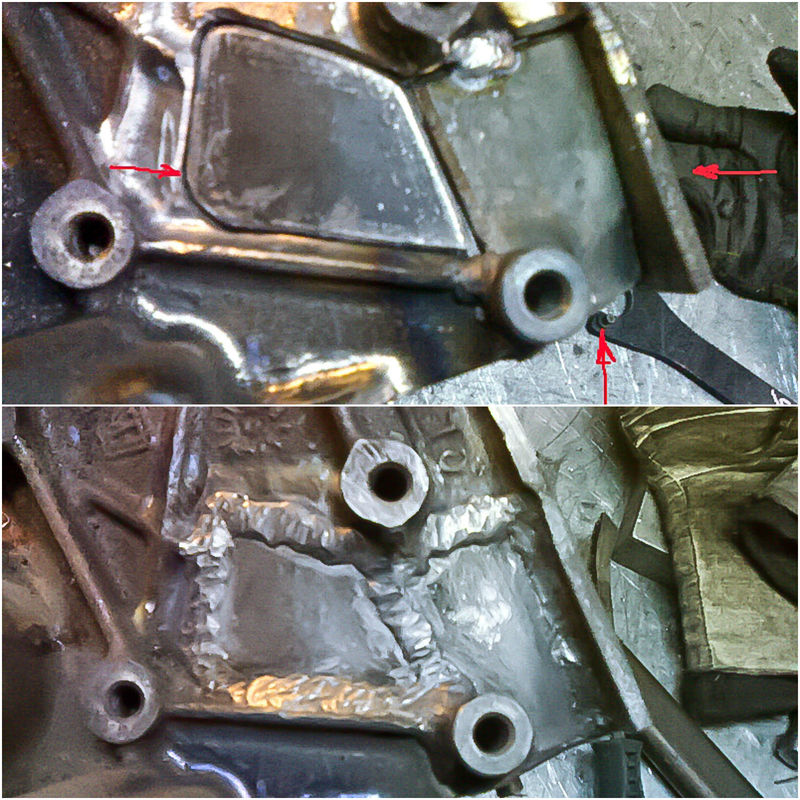
Факторами, провоцирующими их появление, являются как повреждения механического характера, так и банальное промерзание жидкости в системе охлаждения.
Разумеется, от подобных форс-мажорных обстоятельств не застрахован никто, однако, лучше всё же учитывать вышеперечисленные причины при эксплуатации автомобиля.
Если же избежать беды не удалось, отчаиваться не стоит. Ремонт повреждённых частей можно произвести самостоятельно, приложив определённые усилия и проведя предварительное исследование масштабов образовавшихся трещин.
Так, восстановлению не подлежат детали, трещины на которых расположены в области размещения: плоскости стыковки блока и головки цилиндров, зеркала цилиндров или гнёздах клапанов. Все остальные повреждения вполне можно попытаться заделать.
Решения проблемы
Один из наиболее распространённых — метод сварки (электро или газовым способом). В случае ремонта блока двигателя, сделанного из чугуна, необходимо предварительно рассверлить трещину на концах на 0,5 см вглубь, затем разделать её на всей протяжённости зубилом, шлифовочным кругом или аналогичным инструментом так, чтобы угол приложения был равен 90 градусам.
Глубина воздействия должна достигать 80% от общей толщины стенки. Прежде чем приступить к проведению сварочных работ, блок необходимо нагреть до температурных значений не менее 600 градусов Цельсия.
Далее необходимо приступить к сварке с использованием нейтрального пламени газовой горелки (метод газосварки),применяя пятимиллиметровый (в диаметре)присадочный прут из меди или флюс. Металл на место повреждения наносится равномерно, сплошь, с допуском выступания шва наружу не более чем на 1,5 миллиметра.
Если для проведения работ используется электросварочное оборудование, можно обойтись и без нагрева блока двигателя, подлежащего восстановлению. В этом случае необходимо применять обратнополярный постоянный ток. Если же вы желаете установить на место трещины стальную заплату, придётся применять электроды на медной основе в жестяной обёртке.
Для большей сохранности место сварочного шва можно покрыть пастой на эпоксидной основе.
Ещё один способ ремонта растрескавшихся элементов конструкции блока двигателя — заделывание трещин специальной ремонтной пастой на эпоксидной основе.
В этом случае область расположения трещины тщательно зачищают изнутри и снаружи, используя щётку на металлической основе.
Затем высверливаютв окончаниях трещины отверстия диаметром не более 4 миллиметров и используют их для нарезки резьбы.
В получившееся отверстие вворачивается заглушка из проволоки на алюминиевой или медной основе. Далее поверхность трещины обрабатывают с применением инструмента (зубило, шлиф, круг и пр.) на глубину до 75°/о от общего значения, производя воздействие под углом от 60 до 90 градусов.
По всей длине трещины, отступая от её края в пределах трёх сантиметров, необходимо нанести насечки с помощью инструмента. Подготовленную к ремонту поверхность блока обезжиривают с помощью бензина или ацетона, а затем приступают к нанесению пасты на эпоксидной основе.
Паста наносится в два слоя, каждый из которых не должен иметь толщину более 2 миллиметров. Отвердение материала происходит в течение одних-двух суток,в зависимости от итоговой толщины слоёв. Если же подвергнуть область ремонта нагреву до ста градусов Цельсия, то время отвердения будет сокращено до трёх часов.
Если же подвергнуть область ремонта нагреву до ста градусов Цельсия, то время отвердения будет сокращено до трёх часов.
Можно также заделать трещины в блоке и головке мотора с помощью стеклотканевой заплаты и уже знакомой нам ремонтной пасты на эпоксидной основе. По сути этот способ мало отличается от предыдущего.
Разница состоит лишь в том, что каждый слой нанесённой пасты накрывается дублирующим слоем стеклоткани с последующим покрыванием поверхности такой заплаты пастой и её разравнивания с помощью роликовых приспособлений.
Всего слоёв в этом случае может быть не более восьми.
Также можно отремонтировать поверхность блока, установив на неё штифты. В этом случае отверстия высверливаются не только на концах трещины (до 0,5 см вглубь), но и по всему её периметру через 7-8 миллиметров друг от друга.
Далее производится нарезка резьбы и установка прутков из меди (глубина должна соответствовать толщине стенки блока). Затем отсекаются лишние части прутков (в итоге, они не должны выступать над поверхностью более чем на 2 миллиметра).
А в промежутках между установленными штифтами высверливаются дополнительные отверстия, диаметр которых должен на четверть превосходить размер заглушек. В эти отверстия также помещают прутки из меди и производят их обрезку.
Полученный ряд штифтов подвергают чеканке до образования сплошного цельного шва. При желании полученную поверхность можно дополнительно упрочнить, покрыв снаружи пастой на эпоксидной основе. По завершении ремонта блок необходимо подвергнуть опрессовке.
Аналогичным же образом производится починка треснувшей головки блока, но только в случае, если растрескиванию не подверглись области размещения клапанной направляющей втулки, камеры сгорания или седло клапана в области гнёзд.
Трещина в блоке цилиндров что делать
Треснул блок двигателя: что делать?
Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Удаление трещин в блоке цилиндров и ГБЦ
Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
 Выступающие остатки дополнительно шлифуют.
Выступающие остатки дополнительно шлифуют.Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше. Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
 Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
Важно: будьте осторожны, при протяжке болтов они могут лопнуть. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
 Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
Оцените полезность статьи!Микротрещина в блоке двигателя – это больше не проблема
Мотор – это железное сердце каждого транспортного средства. При выходе из строя какой-либо его комплектующей существует большая вероятность полного выходя из строя всего агрегата.
Особенно, если идёт речь об столь сильных поломках, таких как деформация головки или блока цилиндров. Если не устранить их своевременно, придётся делать капитальный ремонт двигателя.
Отметим, что трещины в данных узлах являются одними из самых сложных неисправностей. Возникают, как правило, после дорожно-транспортного происшествия при высоком уровне износа деталей или производственном браке.
Причины и признаки неисправности
Ниже описаны «симптомы», которые гласят о наличии трещины в головке или блоке.
Важно! Эти же признаки могут определять и иные неисправности! Поэтому не следует делать поспешные выводы.
- Мотор перегревается, вытекает антифриз или иная охлаждающая жидкость. Чтобы удостоверится, что проблема не в трещине, проверьте насколько хорошо затянуты болты ГБЦ, а также герметичность системы.
- Некорректно работает система управления температурой. Из-за перегрева деформируется головка блока цилиндров.
- Выход из строя пробки расширительного бачка, из-за чего происходит образование воздушных масс.
- В летний период года стрелка термодатчика резко скачет в разные стороны.

Также к симптомам можно отнести «троение», что особо сильно ощущается во время движения под горку.
Важно! Для того чтобы убедиться в наличии трещин, необходимо отвинтить свечу зажигания. После в прямом значении этого слова попробуйте жидкость со свечи на вкус. Если она оказалась сладкой, значит охлаждающая жидкость попадает в масло через трещину. В таком случае попробуйте долить масло в систему и завести автомобиль (при этом, не закрывая крышку расширительного бака). Если она сразу же будет кипеть – значит, микротрещина в ГБЦ стопроцентно присутствует.
Отметим, что часто трещины возникают возле втулки (направляющей или впускного клапана). В таком случае, придётся полностью заменить головку.
Ещё один из признаков – уход газов. Чтобы узнать, что причина именно в этом, рекомендуем надеть на расширительный бачок резиновую перчатку. Если со временем она надуется, значит, есть проблема.
Диагностика проблемы
Перед тем, как приступить к ремонтным работам, необходимо быть на все сто процентов уверенным, что проблема действительно в трещинах. Для того чтобы в этом убедиться, мы предложим вам несколько способов диагностики.
С помощью жидкости
В этом случае используется специальная красящая жидкость.
- Итак, в первую очередь, необходимо максимально качественно вымыть поверхность головки (применяя при этом ацетон или иную соответствующую жидкость).
- Далее жидкость нужно нанести непосредственно на поверхность.
- По истечению нескольких минут остатки жидкости нужно смыть при использовании чистой тряпки.
Магнитно-порошковая проверка
Данный способ считается одним из самых быстрых в обнаружении трещин. Как происходит проверка? С каждой стороны головки устанавливаются магниты. Затем, сверху нужно посыпать металлическую стружку. Если есть трещины, она начнет прилипать к магнитам, останавливаясь в лучшем случае на вмятинах, а в худшем – на трещинах.
Проверка водой
Этот метод подобен к предыдущему. Вся разница межу ними заключается в том, что не нужно опускать головку воду, а совсем наоборот – её необходимо залить в головку:
- Проверьте всевозможные отверстия на факт герметичности.
- После влейте в воду канал.
- Далее, пользуясь насосом, накачайте воздух в канал.
- Оставьте обрабатываемую деталь на несколько часов. Если вы заметите, что вода ушла, значит, проблема с головкой и её нужно менять или в лучшем случае – ремонтировать (что обойдётся дешевле, но… не будет гарантировать длительность работы данной комплектующей).
Диагностика давлением
Данная методика выполняется несколькими способами: погружение в воду или без него. Как именно выполнять эти операции, читайте ниже.
Погружение в воду:
- Изначально закройте все каналы запчасти, на которые может негативно воздействовать вода.
- После этого поместите деталь в ёмкость, наполненную водой более 40 градусов Цельсия.
- Затем воспользуйтесь сжатым воздухом (в тех местах, где появятся пузырьки, есть трещина).

Процедура без «погружения» выполняется следующим образом:
- Как и в предыдущем случае, позаботьтесь о том, чтобы все канали ГБУ были закрыты.
- Налейте мыльный раствор на крышку.
- Подайте воздушные массы в контур «больной» детали. Если есть дефект, на этом месте образуются мыльные массы.
Как заделать повреждённые места
Обнаружили трещину в блоке цилиндра? Что делать? Сейчас мы вам подробно расскажем, как можно быстро избавиться от подобной проблемы.
Электросварка
Для начала нужно засверлить «больные» места инструментом с целью, чтобы они прекратили увеличиваться в объёме. После их необходимо зашлифовать.
Итак, в начале работы разогреваем блок до 650 градусов Цельсия, после чего при использовании специального прутка делаем шов. Чтобы предотвратить его окисление, нужно использовать буру.
Чтобы предотвратить его окисление, нужно использовать буру.
В итоге после окончания работ на поверхности должен быть ровный слой (выступ которого не боле двух мм.). Следующий этап – это термошкаф (охлаждение в нём).
Заделка трещин
Изначально необходимо нагреть обрабатываемую автомобильную комплектующую до температуры не менее 200 градусов Цельсия. Используйте для выполнения этой цели ацетиленовую горелку. Трещина заделывается посредством постоянного тока. Подбирать диаметр электрода стоит исходя из толщины, а также ширины обрабатываемой стенки.
Приварка заплаты
Чтобы выполнить данную операцию, необходимо подобрать кусок металла, соответствующий размеру трещины. Далее нужно приварить подобранный материал. Следующий этап – это шлифовка и покрытие специальной пастой обрабатываемой местности.
Ну что же, теперь вам известно, что такое трещина головки блока цилиндров, а также как бороться с этой проблемой. В любом случае лучше предостеречь поломку, нежели бороться с ней.
Трещина в блоке цилиндров: симптомы, как обнаружить и заделать
Деформации ключевых элементов двигателя, таких как блок цилиндров и головка блока цилиндров, являются серьезными неисправностями, которые при несвоевременном устранении могут привести к необходимости капитального ремонта мотора. Образование трещин в блоке цилиндров двигателя и головки блока цилиндров — одна из самых сложных поломок в автомобиле. Возникнуть трещины могут по причине удара (например, при ДТП), из-за высокого износа или производственного брака. В рамках данной статьи рассмотрим, как определить, что треснул блок цилиндров двигателя или ГБЦ, и что с этим можно сделать.
Оглавление: 1. Симптомы образования трещины в блоке цилиндров и головке блока цилиндров 2. Как обнаружить трещины в блоке цилиндров 3. Как заделать трещину в блоке цилиндров — Методом сварки — Методом наложения эпоксида и стеклоткани — Методом SEAL-LOCKЕсть несколько признаков, при обнаружении которых стоит бить тревогу и отправлять двигатель на диагностику. Они могут указывать, как на образование трещин в двигателе, так и на другие неисправности. Наиболее часто о трещинах в блоке цилиндров и ГБЦ свидетельствует:
- Регулярный перегрев двигателя. Если из-за трещины система перестала быть герметичной, это приведет к вытеканию охлаждающей жидкости и постоянному перегреву двигателя. Также такая проблема может возникать из-за прогара или других дефектов прокладки блока цилиндров;
- Проблемы с работой прибора для контроля температуры (термопары). Это чревато сильным перегревом двигателя и его деформацией;
- В расширительном бачке не держится давление и образуются воздушные пробки;
- Некорректные показатели датчика температуры. Если стрелка датчика температуры хаотично меняется, то в большую, то в меньшую сторону, это может указывать на резкие скачки температуры самого двигателя при работе;
- Вибрации двигателя. Один из наиболее очевидных признаков наличия трещин в блоке цилиндров. Если двигатель излишне вибрирует или “троит”, особенно при движении в горку, это может указывать на наличие микротрещин в блоке двигателя.

Как обнаружить трещины в блоке цилиндров
Далеко не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный заметный на глаз дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматической опрессовки;
- Использования ультразвукового сканирования;
- Применения специализированного магниточувствительного оборудования;
- Гидроконтроля.
Каждый из этих способов позволяет установить, имеются ли микротрещины в блоке цилиндров, и где они конкретно находятся. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть данного метода проста — внутрь блока цилиндров закачивается вода, и если она просачивается, значит, в этом месте имеется трещина. При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Обратите внимание: Чтобы точно определить место трещины, можно использовать магниты. Они устанавливаются по краям от предполагаемого раскола блока цилиндров, после чего между ними пространство засыпается проводящими опилками. Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва.
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
- Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
 На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5) Загрузка… Как убрать трещину в головке и блоке цилиндров
Главная » Ремонт Пежо своими руками » Как убрать трещину в головке и блоке цилиндровпросмотров 7 478
Убираем трещину в блоке и головке блока цилиндров
Нередко возникают такие поломки двигателя, которые ставят владельцев автомобиля перед сложным вопросом: покупать другой или попробовать отремонтировать этот? Если принять решение покупать новый мотор, то на него нужно будет найти деньги, искать в продаже необходимую модель. Если же принято решение ремонтировать, то возникает другой вопрос: насколько надежным будет результат ремонта?
Одними из самых неприятных поломок являются трещины или пробоины. При использовании продукции и оригинальной технологии компании Seal-Lock проводится качественный и эффективный ремонт трещин и пробоин в корпусе двигателя. Этот способ имеет преимущества перед широко распространенными способами восстановления, такими, как сварка и применение клеевых составов. Технология не требует нагрева чугунных или силуминовых деталей, а значит, не будет остаточных напряжений в зоне шва, приводящих к появлению новых трещин. Кроме того, она обеспечивает долговечную герметизацию.
Этот способ имеет преимущества перед широко распространенными способами восстановления, такими, как сварка и применение клеевых составов. Технология не требует нагрева чугунных или силуминовых деталей, а значит, не будет остаточных напряжений в зоне шва, приводящих к появлению новых трещин. Кроме того, она обеспечивает долговечную герметизацию.
Процесс ремонта заключается в установке специальных скрепок и конических болтов, препятствующих ее дальнейшему увеличению. В дальнейшем специальным пневмомолотом проковывается зона ремонта. Это обеспечивает полную ликвидацию трещины. Полученный шов выдерживает большие механические и термические нагрузки и обеспечивает нормальную эксплуатацию автомобиля. Ремонт межседельных трещин устраняется по той же технологии.
Рассмотрим поэтапно проведения ремонта по технологии Seal-Lock.
- Визуальный осмотр на наличие трещин, применение ультразвуковых или магнитопорошковых методов обнаружения скрытых трещин.
- Определение границы трещины и засверливание по краям для исключения дальнейшего развития.
- Высверливание боковых отверстий для установки скрепок перпендикулярно трещине. Скрепки, изготовленные из высокопрочной стали и термически обработанные, останавливают дальнейшее расширение трещины при установке винтов (этот процесс описывается ниже). Производится предварительная проковка скрепок специальным пневмомолотом Seal-Lock.
- Следующий этап – это установка специальных конических винтов вдоль всей трещины между установленными уже скрепками. Для каждого винта сверлится отверстие, нарезается резьба специальным коническим метчиком. Каждое отверстие смазывается герметикам Seal-Lock для предотвращения образования пустот в зоне заделки. Термостойкость герметика – 1700 ?С.
- Установка винта в резьбовое отверстие (селанс – для чугунных деталей, алюмаланс – для деталей из алюминия) с усилием, необходимым для плотного натяга в витках резьбы. Оставшаяся на поверхности часть срезается и рядом, вдоль трещины, высверливается отверстие так, чтобы засверлилась часть материала срезанного винта. И так далее до заполнения всей трещины.
- Проковка пневмомолотком металла скрепок, винтов и самой ремонтируемой детали. Таким образом создается непрерывный ряд из материала заглушек, соединенных между собой и деталью на молекулярном уровне. Он представляет собой бесшовное соединение.
- Шлифовка места ремонта. Если требуется, производится опрессовка под давлением.

 И так далее до заполнения всей трещины.
И так далее до заполнения всей трещины.По этой технологии устраняются пробоины в блоке двигателя. Место пробоя обрабатывается, чтобы оно приняло форму для упрощения изготовления заплатки. Изготовленная заплатка при установке плотно прилегает к посадочному месту. По полученному стыку двух деталей устанавливаются с перекрытием конические болты.
При таком способе ремонта, если дефект находится в легкодоступном месте, устранение неисправности возможно без демонтажа или разборки двигателя.
Резюмируя вышеописанную технологию Seal-Lock, упростить и сделать надежным ремонт позволило применение особого материала скрепок и винтов. Эти детали изготовлены из прочного и одновременно пластичного сплава, способного при небольших нагрузках и без нагрева связать между собой металлы на молекулярном уровне.
Эти детали изготовлены из прочного и одновременно пластичного сплава, способного при небольших нагрузках и без нагрева связать между собой металлы на молекулярном уровне.
Преимущества перед традиционными способами ремонта трещин:
- восстанавливаемая деталь не подвергается воздействию высоких температур;
- нет необходимости в наличии печи для постепенного остывания детали после нагрева;
- отсутствует вероятность возникновения новой трещины из-за появления остаточного механического напряжения в зоне шва;
- надежность шва при термических и динамических нагрузках;
- наличие дополнительной герметизации шва;
- значительное сокращение времени ремонта;
- возможность устранения трещин и пробоев без демонтажа или разборки двигателя.
Для применения данного вида ремонта существуют ограничения, это малая толщина восстанавливаемой детали и недостаточный доступ к трещине.
Убираем трещины и сколы порошковым напылением, видео
http://www. youtube.com/watch?v=EBsSSYrQeHc
youtube.com/watch?v=EBsSSYrQeHc
В современном мире технологии не стоят на месте, и ученые все больше и больше изобретают удобные методы восстановления материалов. Восстановить головку или блок цилиндров из алюминия теперь довольно просто с помощью порошкового напыления. При этом не важно в каком состоянии находиться изделие, раковины, сколы и трещины убираются без следа.
Проголосуйте, понравилась ли вам статья? Загрузка…Трещина в блоке цилиндров: что делать?
Ни для кого, ни секрет, что если в систему охлаждения двигателя залить летом воду (например, в целях экономии) и забыть об этом, то при наступлении первых морозов, Вас будет ожидать неприятный сюрприз, который заключается в виде «размороженного» двигателя. В лучшем случае, выдавить заглушки, в худшем лопнет стенка блока цилиндров.
И когда, это происходит, то забывчивые или экономные хозяева задаются одним и тем же вопросом – Можно ли заклеить треснувший блок цилиндров? Большинство автомастеров, мотористов скажет, что нет, заклеить нельзя, необходимо только менять блок на новый (другой). Но, есть и Кулибины, которые смело, говорят, да и берутся за дело.
Но, есть и Кулибины, которые смело, говорят, да и берутся за дело.
Клеят блок и еще умудряются продать автомобиль с таким двигателем другому человеку!!!
Я теперь точно знаю, где находятся такие спецы))). Сообщу их неточные координаты (неточные потому, что не хочу делать им бесплатную рекламу) — пгт. Новая Водолага, Харьковского района. Именно из этих краев пригнал свой первый автомобиль, марки Ваз-21011, мой одноклассник.
Детально описывать общее состояние купленного автомобиля я не буду. Так как, то, что я увидел, может заставить приуныть самого оптимистически настроенного человека. Кузов и ходовая находились в плачевном состоянии, но об этом отдельно. Сейчас о двигателе.
Как можно было не обратить внимание на двигатель, который работает как отбойный молоток. Это загадка. Но, как оказалось, это не все проблемы с двигателем. При внимательном осмотре двигателя, на его правой стороне были обнаружены следы утечки охлаждающей жидкости.
Подозрения на прогнившие заглушки, не оправдались, так следы утечки были ниже.
Далее, можно смотреть фотографии. Первая фотография, это общий вид. На ней видно, что блок замазан, какой-то ерундой, которая похожа на эпоксидный клей и из-под нее видны следы подтекания жидкости.
Взяв отвертку в руки, и в одном месте поддел корку (фото 2). И вот какая чудная картина предстала после снятия латки (фото 3 и 4). Трещина длинной 200 мм, которую, мастерски замазали эпоксидной смолой и замазали черной мастикой.
Слов нет…. Двигатель ушел на свалку.
Будьте внимательны при покупке, пусть и старого, дешевого автомобиля. Ведь ремонт такого чуда, может Вам обойтись значительно дороже, чем цена самого автомобиля.
При использование статьи или фотографий активная прямая гиперссылка на сайт www.avtorem.info обязательна!
Источник: http://www.avtorem.info/garazh/mozhno-li-zakleit-tresnuvshij-blok-tsilindrov-dvigatelya-vaz-2101.html
Микротрещина в блоке двигателя – это больше не проблема
Мотор – это железное сердце каждого транспортного средства. При выходе из строя какой-либо его комплектующей существует большая вероятность полного выходя из строя всего агрегата.
При выходе из строя какой-либо его комплектующей существует большая вероятность полного выходя из строя всего агрегата.
Особенно, если идёт речь об столь сильных поломках, таких как деформация головки или блока цилиндров. Если не устранить их своевременно, придётся делать капитальный ремонт двигателя.
Отметим, что трещины в данных узлах являются одними из самых сложных неисправностей. Возникают, как правило, после дорожно-транспортного происшествия при высоком уровне износа деталей или производственном браке.
Причины и признаки неисправности
Ниже описаны «симптомы», которые гласят о наличии трещины в головке или блоке.
Важно! Эти же признаки могут определять и иные неисправности! Поэтому не следует делать поспешные выводы.
- Мотор перегревается, вытекает антифриз или иная охлаждающая жидкость. Чтобы удостоверится, что проблема не в трещине, проверьте насколько хорошо затянуты болты ГБЦ, а также герметичность системы.
- Некорректно работает система управления температурой. Из-за перегрева деформируется головка блока цилиндров.
- Выход из строя пробки расширительного бачка, из-за чего происходит образование воздушных масс.
- В летний период года стрелка термодатчика резко скачет в разные стороны.
Также к симптомам можно отнести «троение», что особо сильно ощущается во время движения под горку.
Важно! Для того чтобы убедиться в наличии трещин, необходимо отвинтить свечу зажигания. После в прямом значении этого слова попробуйте жидкость со свечи на вкус.
Если она оказалась сладкой, значит охлаждающая жидкость попадает в масло через трещину. В таком случае попробуйте долить масло в систему и завести автомобиль (при этом, не закрывая крышку расширительного бака).
Если она сразу же будет кипеть – значит, микротрещина в ГБЦ стопроцентно присутствует.
Отметим, что часто трещины возникают возле втулки (направляющей или впускного клапана). В таком случае, придётся полностью заменить головку.
В таком случае, придётся полностью заменить головку.
Ещё один из признаков – уход газов. Чтобы узнать, что причина именно в этом, рекомендуем надеть на расширительный бачок резиновую перчатку. Если со временем она надуется, значит, есть проблема.
Диагностика проблемы
Перед тем, как приступить к ремонтным работам, необходимо быть на все сто процентов уверенным, что проблема действительно в трещинах. Для того чтобы в этом убедиться, мы предложим вам несколько способов диагностики.
С помощью жидкости
В этом случае используется специальная красящая жидкость.
- Итак, в первую очередь, необходимо максимально качественно вымыть поверхность головки (применяя при этом ацетон или иную соответствующую жидкость).
- Далее жидкость нужно нанести непосредственно на поверхность.
- По истечению нескольких минут остатки жидкости нужно смыть при использовании чистой тряпки.
Магнитно-порошковая проверка
Данный способ считается одним из самых быстрых в обнаружении трещин. Как происходит проверка? С каждой стороны головки устанавливаются магниты. Затем, сверху нужно посыпать металлическую стружку. Если есть трещины, она начнет прилипать к магнитам, останавливаясь в лучшем случае на вмятинах, а в худшем – на трещинах.
Как происходит проверка? С каждой стороны головки устанавливаются магниты. Затем, сверху нужно посыпать металлическую стружку. Если есть трещины, она начнет прилипать к магнитам, останавливаясь в лучшем случае на вмятинах, а в худшем – на трещинах.
Проверка водой
Этот метод подобен к предыдущему. Вся разница межу ними заключается в том, что не нужно опускать головку воду, а совсем наоборот – её необходимо залить в головку:
- Проверьте всевозможные отверстия на факт герметичности.
- После влейте в воду канал.
- Далее, пользуясь насосом, накачайте воздух в канал.
- Оставьте обрабатываемую деталь на несколько часов. Если вы заметите, что вода ушла, значит, проблема с головкой и её нужно менять или в лучшем случае – ремонтировать (что обойдётся дешевле, но… не будет гарантировать длительность работы данной комплектующей).
Диагностика давлением
Данная методика выполняется несколькими способами: погружение в воду или без него. Как именно выполнять эти операции, читайте ниже.
Как именно выполнять эти операции, читайте ниже.
Погружение в воду:
- Изначально закройте все каналы запчасти, на которые может негативно воздействовать вода.
- После этого поместите деталь в ёмкость, наполненную водой более 40 градусов Цельсия.
- Затем воспользуйтесь сжатым воздухом (в тех местах, где появятся пузырьки, есть трещина).
Процедура без «погружения» выполняется следующим образом:
- Как и в предыдущем случае, позаботьтесь о том, чтобы все канали ГБУ были закрыты.
- Налейте мыльный раствор на крышку.
- Подайте воздушные массы в контур «больной» детали. Если есть дефект, на этом месте образуются мыльные массы.
Как заделать повреждённые места
Обнаружили трещину в блоке цилиндра? Что делать? Сейчас мы вам подробно расскажем, как можно быстро избавиться от подобной проблемы.
Электросварка
Для начала нужно засверлить «больные» места инструментом с целью, чтобы они прекратили увеличиваться в объёме. После их необходимо зашлифовать.
После их необходимо зашлифовать.
Итак, в начале работы разогреваем блок до 650 градусов Цельсия, после чего при использовании специального прутка делаем шов. Чтобы предотвратить его окисление, нужно использовать буру.
В итоге после окончания работ на поверхности должен быть ровный слой (выступ которого не боле двух мм.). Следующий этап – это термошкаф (охлаждение в нём).
Заделка трещин
Изначально необходимо нагреть обрабатываемую автомобильную комплектующую до температуры не менее 200 градусов Цельсия. Используйте для выполнения этой цели ацетиленовую горелку. Трещина заделывается посредством постоянного тока. Подбирать диаметр электрода стоит исходя из толщины, а также ширины обрабатываемой стенки.
Приварка заплаты
Чтобы выполнить данную операцию, необходимо подобрать кусок металла, соответствующий размеру трещины. Далее нужно приварить подобранный материал. Следующий этап – это шлифовка и покрытие специальной пастой обрабатываемой местности.
Ну что же, теперь вам известно, что такое трещина головки блока цилиндров, а также как бороться с этой проблемой. В любом случае лучше предостеречь поломку, нежели бороться с ней.
Источник: https://drivertip.ru/repair/kak-opredelit-mikrotreschinu-v-bloke-dvigatelya.html
Треснул блок двигателя: что делать?
Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены.
В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата.
Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Удаление трещин в блоке цилиндров и ГБЦ
Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Сварка может быть как электрической, так и «холодной». Под холодной сваркой стоит понимать заделывание трещин различными материалами на основе полимеров. Заварить первым или вторым способом можно практически все трещины, кроме трещин в области седла клапана, стенок цилиндра, а также тех поверхностей, где происходит прилегание БЦ и ГБЦ.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение.
Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение.
Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса.
Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке.
По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем.
Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.

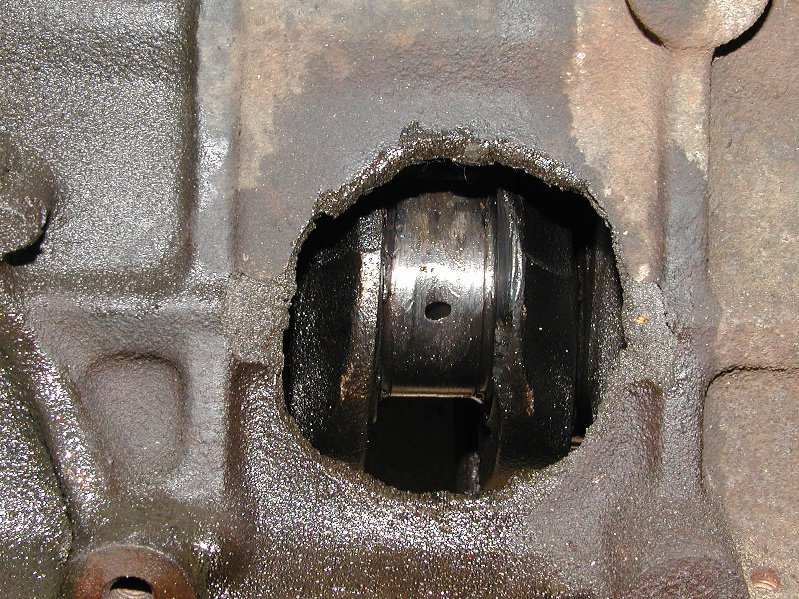
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Источник: https://cargogo.info/articles/183-17-07-2019.html
Как заделать трещину в ГБЦ? Причины появления, диагностика и способы устранения
Такое неприятное понятие как «трещина», наверное, в любом случае имеет негативное значение, будь то переносный смысл или прямой, трещины — это всегда плохо. Появление трещин в головке блока цилиндров (ГБЦ) не сулят владельцу ничего хорошего, в лучшем случае дорогостоящий ремонт, в худшем капремонт или полная замена мотора.
Причины появления трещин в головке блока цилиндров
Чаще всего трещины в ГБЦ появляются в результате механических повреждений, перегрева или по причине замерзания охлаждающей жидкости в системе охлаждения.
Признаки появления трещин в ГБЦ:
- Постепенное снижение уровня охлаждающей жидкости (ОЖ) в системе;
- Пузырьки в расширительном бачке системы охлаждения;
- Масло в антифризе или наоборот;
- Появление воздушной пробки;
- Постоянные проблемы с температурой ОЖ (то слишком большая, то наоборот).

Как найти трещину в ГБЦ?
Несмотря на вышеперечисленные признаки, найти саму трещину бывает довольно сложно, а порой и вовсе невозможно. Даже опытный «моторист» может очень долго искать место образования трещины. Все дело в том, что на разных моторах трещины появляются в разных местах.
Перечислим основные места появления трещин в ГБЦ
- Между клапанами. Как правило, трещину видно сразу, она проходит под седлами двух соседних клапанов.
- Между клапаном и свечой. Ситуация похожая, и сама трещина видна сразу, искать ее не придется.
- На дизельных моторах трещина легко может образоваться в месте расположения клапана и уйти в сторону форкамеры. Опять же, поиск этой трещины не займет много времени и сил. Однако если трещина в ГБЦ образуется под форкамерой, увидеть ее вряд ли удастся.
- Под направляющей клапана. Это место также одно из неприятных с точки зрения обнаружения. Первое — в канале достаточно темно, второе — трещина прикрыта направляющей втулкой. В такой ситуации необходим особый подход и диагностика.
 В такой ситуации необходим особый подход и диагностика.
В такой ситуации необходим особый подход и диагностика.Теперь предлагаю перейти непосредственно к перечню способов решения данной проблемы.
- Газовая или электрическая сварка. В случае с чугунным блоком, например, как у ВАЗ, на концах трещины сверлится по отверстию, затем трещину углубляют и расширяют для лучшего сцепления сварного шва со стенкой. Сама ГБЦ перед сваркой как следует нагревается (~600-650°С). После, используя флюс, на чугунно-медный присадочный пруток и нейтральное пламя газовой сварки, наносится аккуратный ровный шов. Сам шов должен выступать над поверхностью, но не более 1.0-1.5 мм. По завершению всех сварочных работ блок подвергают медленному охлаждению в термошкафу.
Также иногда сварку выполняют без предварительного подогрева блока, однако в таком случае используется электросварка с постоянным током обратной полярности. Если этого требует трещина, допускается нанесение заплатки из мягкой стали, для этого используется электросварка и медные электроды, обернутые жестью. После, сварочные швы обрабатываются и покрываются эпоксидной пастой.
После, сварочные швы обрабатываются и покрываются эпоксидной пастой.
- Эпоксидная паста. Поверхность рядом с трещиной, а также сама трещина тщательно зачищается, практически до блеска. Дальше, как и в предыдущем случае, сверлится отверстие Ø 3-5 мм. В отверстиях нарезается резьба, после чего в нее закручиваются медные или алюминиевые заглушки, заподлицо. Вся трещина обрабатывается под углом 60-90° на глубину до ¾ толщины стенки. Поверхность вокруг самой трещины покрывается насечками для придания ей шероховатости. Перед нанесением эпоксидной пасты поверхность необходимо очистить обезжиривателем, ацетоном или на крайний случай бензином. Саму смолу наносят шпателем в 1-3 слоя. Толщина каждого слоя минимум — 2 мм, а общая толщина примерно — 3-4 мм., полное отвердевание происходит на протяжении суток. В случае подогрева или интенсивной сушки отвердевание произойдет всего за 3-4 часа. По завершению сушки поверхность можно подвергать шлифовке напильником или болгаркой.

- Эпоксидная паста + стеклоткань. Все подготовительные работы такие же, как и у предыдущего способа. Принцип нанесения практически такой же, единственное, в данном случае на каждый слой пасты наносится заплатка из стеклоткани, после чего слой прикатывается роликом. Важно: от края заплаты до края трещины должно быть не меньше 15-20 мм. Каждый новый слой должен перекрывать предыдущий. Всех слоев может быть от 2-х до 8-ми. Финишный слой покрывается пастой, после высыхания обрабатывается напильником или болгаркой.
- Установка штифтов. По краям трещины сверлятся отверстия Ø 4-5 мм. После, таким же сверлом необходимо насверлить отверстий по всей длине, расстояние между отверстиями 7-8 мм. В отверстиях нарезается резьба, затем в отверстия вкручиваются медные прутки на толщину стенки. После этого прутки подрезаются ножовкой, но не полностью, необходимо оставить кончики примерно 1.5-2 мм над поверхностью. Затем, между установленными штифтами сверлятся дополнительные отверстия таким образом, чтобы они могли перекрыть предыдущие. Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов. Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.
 Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов. Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.
Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов. Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.Все вышеперечисленные работы должны выполняться специалистами, или людьми, которые понимают всю сложность процесса и умеют обращаться с теми или иными материалами.
Рекомендую посмотреть как производят ремонт трещин бока и ГБЦ профессионалы:
Источник: http://www.autoposobie.ru/kak-zadelat-treshhinu-v-gbts-prichinyi-poyavleniya-diagnostika-i-sposobyi-ustraneniya/
Трещина в блоке цилиндров
Прежде чем описывать способы устранения неисправности, рассмотрим, как эту неисправность найти. Есть несколько способов обнаружить трещину блока цилиндров:
- с помощью ультразвука,
- с помощью магниточувствительного оборудования,
- методом гидроконтроля,
- метод пневматической опрессовки.
На автосервисах чаще всего трещины ищут с помощью воды или воздуха. В поврежденный элемент подается воздух, затем деталь опускается в ванну с водой и по пузырькам становится видно, где кроется проблема. Если закачивать в элемент воду, то в месте трещины она будет просачиваться.
Когда место раскола найдено, можно приступить к ремонту. Один из самых популярных методов — это сварка (как электрическая, так и «холодная»). Заварить можно практически все расколы, кроме трещин в области седла клапана, стенок цилиндра и мест прилегания блока и головки БЦ.
Чтобы не пришлось делать повторный ремонт, важно соблюдать все рекомендации. Чтобы восстановить блок из чугуна, нужно засверлить концы трещины, а затем зашлифовать ее по всей длине под углом 90 градусов.
Для сварки блок цилиндров разогревается до 650°C, затем с помощью присадочного чугунно–медного прута и флюса наносится сплошной шов, а в конце для постепенного охлаждения детали используется специальный термошкаф.
Если используете электрическую сварку, то блок прогревать не надо. В конце работы шов нужно обезжирить с помощью ацетона, а затем покрыть эпоксидной пастой (при комнатной температуре застывает за 24 часа, при 100°C — примерно за 2 часа). Последний этап — шлифовка шва.
Помимо сварки, есть еще пару популярных методов ремонта БЦ: эпоксидная паста, заплатка из стеклоткани, технология SEAL-LOCK. Если используете эпоксидную пасту и стеклоткань, то металл предварительно нужно хорошенько обезжирить. Затем можно поочередно наносить слои пасты и стеклоткани, последним должен быть эпоксид.
SEAL-LOCK удобен тем, что для ремонта не нужен сварочный аппарат и не нужно демонтировать ДВС. Смысл технологии в том, что трещина заполняется специальной прослойкой из мягкого металла. Порядок действий здесь такой:
1) Сначала нужно засверлить края трещины, далее поперек раскола с определенным шагом делаются отверстия, в них вставляются стяжки-скобы, связывающие края трещины.
2) Между скобами высверливается отверстие. Далее идет нарезка конусной резьбы специальным метчиком. Полученное отверстие нужно обработать, чтобы удалить окисную пленку. Затем в него вкручивается конусообразная заглушка, материал которой активно контактирует с металлом БЦ.
3) Часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, затем вкрутить ее специальным инструментом. Под большим усилием мягкая заглушка сломается там, где сделан подпил. Выступающие части шлифуются.
4) Далее сверлится следующее отверстие, причем так, чтобы получилось частичное перекрытие с предыдущим отверстием с заглушкой. И таким образом заглушками заполняется вся трещина. В конце производится шлифовка и спрессовка шва.
Нужно сказать, что шов, который получается по описанному выше методу, лучше сварного по ряду показателей. Ему не страшны перепады температур, он не получает значительного напряжения и не разрушается даже при высоких температурах.
Источник: https://motortut. ru/stati/treschina-v-bloke-cilindrov/
ru/stati/treschina-v-bloke-cilindrov/
Образование трещины в блоке цилиндров: все о проблеме и ее решении
Автомобильный двигатель является одним из ключевых элементов. Со временем с ним могут происходит различные неисправности, в том числе и появляться всевозможные деформации его составных частей. Одной из таких проблем может стать появление трещин в блоке цилиндров или головке блоков цилиндров.
Подобная неисправность при несвоевременном обнаружении может привести к серьезным последствиям и даже необходимости проведения капитального ремонта мотора. Возникнуть трещины в блоке цилиндров мотора могут по различным причинам.
в этом материале будет подробно рассмотрена проблема и описаны существующие способы ее успешного разрешения.
Как понять, что в блоке цилиндров появились трещины?
Бить тревогу и отправлять силовой агрегат на дальнейшую диагностику необходимо при обнаружении следующих симптомов:
- Регулярный перегрев мотора;
- Наличие проблем с работой термопары;
- В расширительном бачке образуются воздушные пробки и не держится давление;
- Датчик давления выводит некорректные показания;
- Возникновение вибраций в двигателе.

При появлении трещин в блоке цилиндров система перестает быть герметичной, следовательно охлаждающая жидкость начинает вытекать и это способствует перегреву мотора. Также данный признак может быть следствием прогара или иных дефектов в прокладке блока цилиндров.
К сильному перегреву двигателя может привести проблема с работой прибора контроля температуры. Однако одним из наиболее характерных признаков, указывающих на присутствие в блоке цилиндров трещин, является именно излишняя вибрация и троение мотора.
Особенно ощутимо данное явление при подъеме на горку.
Как обнаружить проблему?
Поскольку далеко не во всех ситуациях наличие трещин в блоке цилиндров может сопровождаться ощутимыми и видимыми глазу последствиями, определить наличие микротрещин можно посредством таких методов:
- Пневматической опрессовкой;
- С использованием магниточувствительного оборудования;
- С помощью ультразвукового сканирования;
- Гидроконтролем.
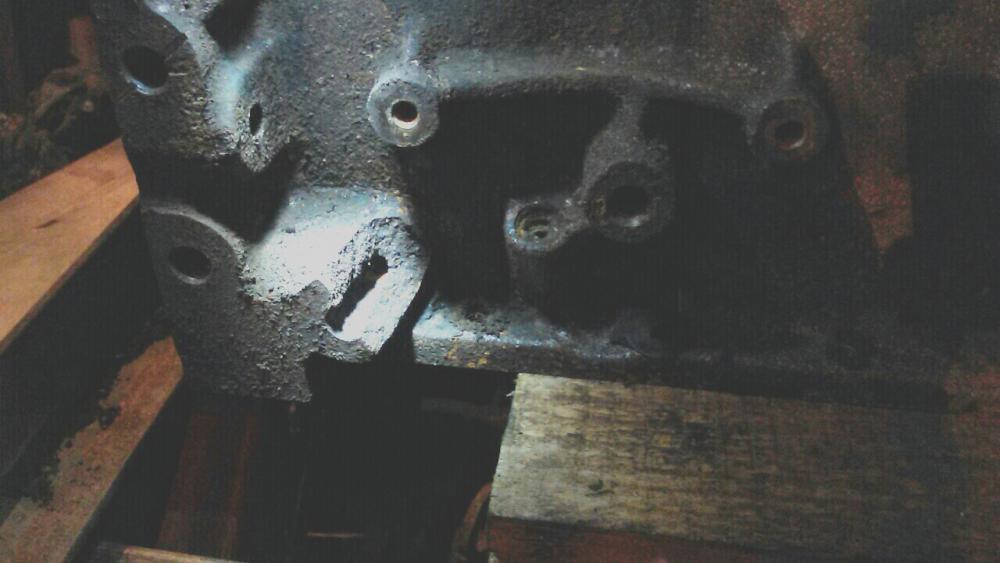
Благодаря каждому из вышеперечисленных способов, удается быстро установить микротрещины в блоке цилиндров и их конкретное месторасположение.
Чаще остальных в специализированных сервисных центрах обнаружение проблемы производят путем введения воды или воздуха внутрь блока цилиндров. Если вода просачивается, значит, в диагностируемом месте имеет место быть трещине.
Если же диагностика проводится с использованием воздуха, то распознать трещины можно по наличию пузырьков на поверхности воды.
Как устранить трещины?
О того, насколько велика образовавшаяся трещина, во многом и зависит способ ее устранения. Но в некоторых ситуациях благоразумно и вовсе произвести полную замену блока, так как частичный ремонт не позволит добиться желаемого результата. Исходя из вышесказанного устранить трещины в блоке цилиндров можно следующими способами:
- Методом сварки;
- Методом наложения эпоксида и стеклоткани;
- Методом SEAL-LOCK.
Что касается последнего, то он достаточно трудоемкий, однако при этом дает возможность заделать трещины без применения сварки, исключая при этом демонтаж мотора. Суть такого метода основана на устранении трещин, путем заполнения их мягким металлом.
Суть такого метода основана на устранении трещин, путем заполнения их мягким металлом.
- Подробнее о том, как заделывать трещины в блоке цилиндров в этом видеоролике:
Источник: https://automend.ru/articles/obrazovanie-treshchiny-v-bloke-cilindrov-vse-o-probleme-i-ee-reshenii/
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
 Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
Важно: будьте осторожны, при протяжке болтов они могут лопнуть. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
 Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
Источник: https://ZnanieAvto.ru/dvs/treshhina-v-bloke-cilindrov-priznaki-i-prichiny.html
Ремонт трещин и пробоин блока цилиндров
При устранении трещин на блоке цилиндров наибольшее распространение получил метод заварки без предварительного нагрева и ремонт с использованием паст на основе эпоксидных смол.
Конструктивные особенности блоков цилиндров двигателей ЯМЗ-236 и ЯМЗ-238 заставляют отказаться от заварки трещин методом общего предварительного нагрева, так как этот метод вызывает большие деформации в блоке.
Независимо от принятого метода ремонта концы трещины засверливают сверлом диаметром 4 мм, предварительно накренив место сверления, а трещину по длине разделывают слесарным зубилом под углом 120° на глубину 0,7-0,8 мм толщины стенки. Затем зачищают трещину шлифовальным кругом при помощи электрической шлифовальной машины с гибким валом.
Трещины заваривают постоянным током при обратной полярности электродом ОЗЧ-1 или медно-стальным электродом с обмазкой УОНИ-13. Диаметр электрода выбирают в зависимости от толщины свариваемых стенок в пределах 3-5 мм. Сварку производят с легкой проковкой шва в горячем состоянии по мере наложения отдельных участков шва.
При наличии обломов на плоскости крепления поддона картера зубилом и шлифовальным кругом производят зачистку места облома и снимают фаску 4х45° на кромке облома под приварку вставки.
В качестве вставки может быть использована аналогичная часть из утильного блока или чугунная вставка, подогнанная по месту, с последующей приваркой и наплавкой места облома до первоначального контура с припуском 1,5-2 мм на обработку.
Приварку и наплавку производят газовой горелкой ГС-53 с наконечниками №2 или №3. Присадочным материалом служит пруток из серого чугуна диаметром 8-10 мм или пруток из серого чугуна с содержанием 2,5% кремния. В качестве флюса служит бура. Затем шлифовальным кругом или напильником зачищают сварочный шов и место наплавки заподлицо с основным металлом.
Если трещина или облом захватывают отверстие, то после заварки и зачистки размечают отверстие по шаблону, накернивают центр и сверлят отверстие с последующей нарезкой резьбы до номинального размера.
При заделке трещин и пробоин на поверхности рубашки охлаждения и картера блока цилиндров наибольшее распространение получили эпоксидные пасты следующего состава:
| Паста 1 | Паста 2 | |
| Смола | 100 | 100 |
| Дибутилфталат | 20 | 20 |
| Железный порошок | 160 | 80 |
| Полиэтиленполиамин | 10 | 15 |
| Газовая сажа | — | 40 |
| Слюдяной порошок | — | 40 |
Перед заполнением трещины пастой, кроме снятия фасок, шлифовальным кругом зачищают поверхность вдоль трещины по обе стороны на расстоянии 15-20 мм до металлического блеска.
Зачищенную поверхность обезжиривают уайт-спиритом и зону трещины подогревают инфракрасной лампой до температуры 70—80 «С. Затем подготовленную трещину заполняют пастой, тщательно втирая ее на 3-5 мм выше поверхности детали, и уплотняют шпателем.
После заделки трещины блок цилиндров выдерживают при температуре 20 °С в течение 24 ч или устанавливают в сушильный шкаф с температурой 100 °С на 1 ч.
После сушки поверхность склеенного участка зачищают и выравнивают шлифовальным кругом от подтеков и неровностей пасты после отвердения.
Пробоины в стенке рубашки охлаждения и в картере блока цилиндров ремонтируют постановкой заплаты, приклеиваемой пастой на основе эпоксидных смол. На зачищенные и обезжиренные края пробоины наносят слой пасты.
Из стеклоткани толщиной 0,3 мм вырезают заплату по размеру пробоины с перекрытием на 15-20 мм, накладывают ее на пробоину и прикатывают роликом.
Затем на заплату и поверхность блока вокруг заплаты наносят второй слой пасты и накладывают вторую заплату так, чтобы она, перекрывала первую на 10-15 мм со всех сторон.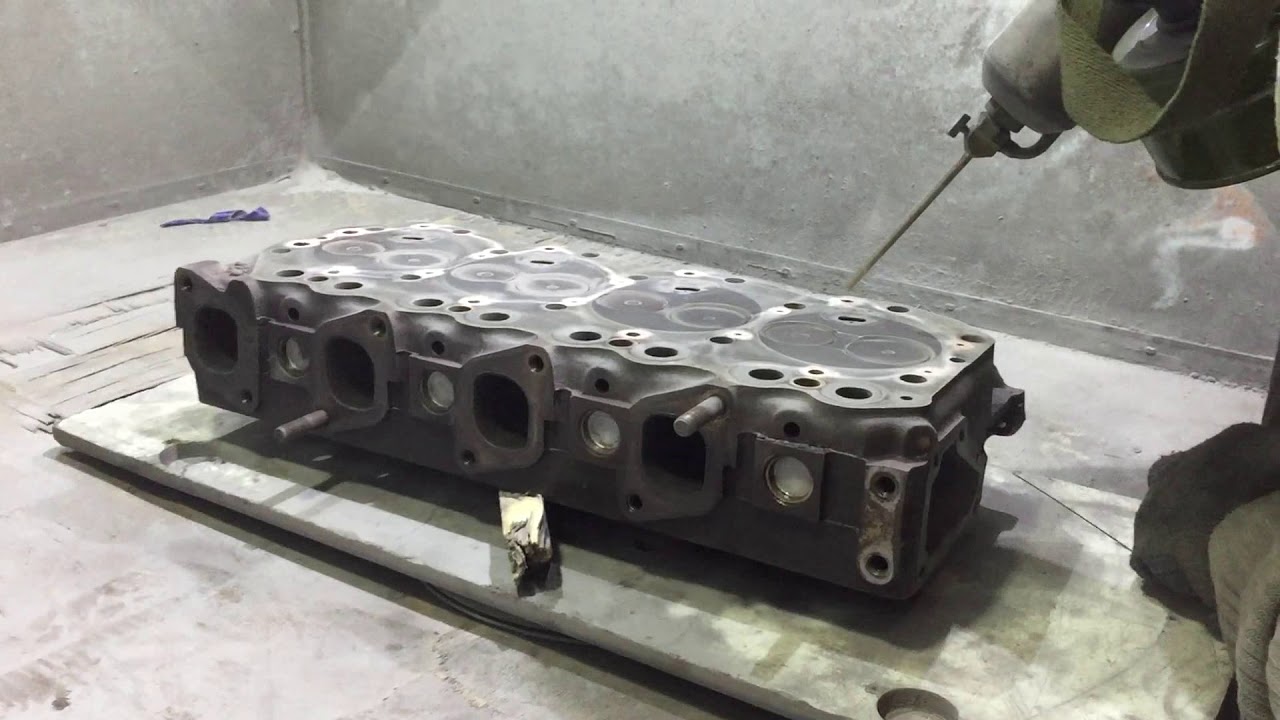
В такой же последовательности накладывают третью и последующие заплаты, каждый слой стеклоткани прокатывают роликами. Перед очередным нанесением клея необходимо выдержка. Общее число слоев стеклоткани может доходить до шести в зависимости от размера пробоины. Последний слой покрывают пастой для защиты наружного слоя заплаты.
Блок цилиндров сушат в шкафу с температурой 150 °С в течение 4 ч. Затем шлифовальным кругом зачищают и выравнивают отремонтированную поверхность.
Во всех случаях, независимо от принятого метода ремонта трещин и пробоин, необходимо произвести гидравлическое испытание отремонтированного блока цилиндров на герметичность вышеуказанным способом. Потение в месте ремонта не допускается.
Источник: https://maz-auto.info/kapremont/remont-treshhin-i-proboin-bloka-cilindrov/
Трещина в блоке цилиндров
Деформации ключевых элементов двигателя, таких как блок цилиндров и головка блока цилиндров, являются серьезными неисправностями, которые при несвоевременном устранении могут привести к необходимости капитального ремонта мотора.
Образование трещин в блоке цилиндров двигателя и головки блока цилиндров — одна из самых сложных поломок в автомобиле. Возникнуть трещины могут по причине удара (например, при ДТП), из-за высокого износа или производственного брака.
В рамках данной статьи рассмотрим, как определить, что треснул блок цилиндров двигателя или ГБЦ, и что с этим можно сделать.
Симптомы образования трещины в блоке цилиндров и головке блока цилиндров
Есть несколько признаков, при обнаружении которых стоит бить тревогу и отправлять двигатель на диагностику. Они могут указывать, как на образование трещин в двигателе, так и на другие неисправности. Наиболее часто о трещинах в блоке цилиндров и ГБЦ свидетельствует:
- Регулярный перегрев двигателя. Если из-за трещины система перестала быть герметичной, это приведет к вытеканию охлаждающей жидкости и постоянному перегреву двигателя. Также такая проблема может возникать из-за прогара или других дефектов прокладки блока цилиндров;
- Проблемы с работой прибора для контроля температуры (термопары). Это чревато сильным перегревом двигателя и его деформацией;
- В расширительном бачке не держится давление и образуются воздушные пробки;
- Некорректные показатели датчика температуры. Если стрелка датчика температуры хаотично меняется, то в большую, то в меньшую сторону, это может указывать на резкие скачки температуры самого двигателя при работе;
- Вибрации двигателя. Один из наиболее очевидных признаков наличия трещин в блоке цилиндров. Если двигатель излишне вибрирует или “троит”, особенно при движении в горку, это может указывать на наличие микротрещин в блоке двигателя.
 Это чревато сильным перегревом двигателя и его деформацией;
Это чревато сильным перегревом двигателя и его деформацией;Как обнаружить трещины в блоке цилиндров
Далеко не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный заметный на глаз дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматической опрессовки;
- Использования ультразвукового сканирования;
- Применения специализированного магниточувствительного оборудования;
- Гидроконтроля.

Статья в тему: Как прочистить катализатор автомобиля
Каждый из этих способов позволяет установить, имеются ли микротрещины в блоке цилиндров, и где они конкретно находятся. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть данного метода проста — внутрь блока цилиндров закачивается вода, и если она просачивается, значит, в этом месте имеется трещина. При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Обратите внимание: Чтобы точно определить место трещины, можно использовать магниты. Они устанавливаются по краям от предполагаемого раскола блока цилиндров, после чего между ними пространство засыпается проводящими опилками. Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва.
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке.
По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем.
Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Статья в тему: Как завести дизельный двигатель зимой
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
- Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128
Источник: https://auto-self.ru/treschina-v-bloke-cilindrov/
Трещина в корпусе двигателя
Сколько стоит новый двигатель? Много! Поэтому далеко не каждый владелец авто может позволить себе такую роскошь, как его полная замена.
Однако именно трещины на корпусе двигателя являются самой частой проблемой многих автомобилистов. И есть достаточно много причин их возникновения.
И есть достаточно много причин их возникновения.
Например, трещина обязательно появится в том случае, если нарушен тепловой механизм, либо от ударов. В любом случае, как только вы обнаружили столь серьезный изъян — следует немедленно приступить к устранению проблемы, чтобы не случилось непоправимое.
Как же заделать трещину в двигателе?
Сварка или использование специальных полимерных материалов — наиболее частый метод заделывания трещин и дыр. Однако в этом случае успех бывает кратковременным, поскольку по закону физики, именно на месте шва возникает фактор высокого механического напряжения.
Другими словами, неверный подбор полимера, неправильный алгоритм сварки очень скоро приведут к тому, что шов снова разойдется и трещина станет больше, чем была изначально.
Но не стоит расстраиваться, ибо есть один метод, который позволяет успешно справиться с проблемой. Этот метод называется «Seal-Lock» (Seal-Lock можно перевести, как «запечатывание»). Используя данный способ, в большинстве случаев вам даже не понадобится снимать силовой агрегат!
Суть метода сводится к тому, что трещину в корпусе заполняют слоем мягкого металла, который при диффузии сплавляется с металлом корпуса двигателя и становиться с ним одним целым. А самое потрясающее в том, что место шва становится даже прочнее, чем корпус двигателя!
Но есть и самостоятельное решение проблемы. Конечно, оно не сравниться с диффузией металла, но тоже имеет место быть.
Для начала вам необходимо обнаружить трещину, ведь не всегда она видима визуально! Некоторые профи рекомендуют использовать магниты и металлические опилки. Но можно обойтись и грифельным порошком от обычного простого карандаша. Возьмите немного этого порошка на палец, нанесите на предполагаемое место трещины и разотрите его. Порошок реально проявит даже самую мелкую трещинку на двигателе!
Обнаружив изъян, следует приступать к ремонту. Необходимо взять дрель и просверлить два ряда отверстий: с одной стороны трещины и с другой. В качестве стяжки используют специальные скобы.
В качестве стяжки используют специальные скобы.
В общем-то, можно использовать и тонкую стальную накладку: главное подобрать нужный размер. После того, как вы зашьете трещину, её следует залить герметизирующим составом.
Найти такой состав не составит труда: об этом достаточно спросить в автомагазине.
Но если выбирать между «кустарным» способом заделывания трещин и технологией «Seal-Lock», то предпочтение лучше отдать именно «Seal-Lock». Выгода на лицо: вместо заплаток — вы получаете абсолютно целостный корпус, без следов повреждений.
Кстати, в Европе данный метод ремонта трещин используется уже более 60 лет.
Колодийчук Андрей, специально для ByCars.ru
Источник: https://bycars.ru/journal/treshchina-v-korpuse-dvigatelya_809
Заделка трещин эпоксидной пастой
Поверхность детали на ширине 25—30 мм с обеих сторон трещины очищают от грязи, масла и ржавчины до металлического блеска. Определяют границы трещины и на их концах сверлят отверстия диаметром 2 мм на всю толщину стенки. Трещину разделывают под углом 60—90° на глубину 2—3 мм.
Трещину разделывают под углом 60—90° на глубину 2—3 мм.
За 3—5 минут до заделки трещины пастой зачищенную поверхность, а также трещину обезжиривают ацетоном. Обезжиривать авиационным бензином не рекомендуется из-за наличия в нем жировых веществ.
После этого устанавливают блок-картер так, чтобы поверхность с трещиной находилась в горизонтальном положении и дефектное место заполняют эпоксидной пастой, плотно вдавливая ее специальной лопаткой. Эпоксидный состав наносят слоем толщиной 2—3 мм.
Для лучшего заполнения подготовленного участка эпоксидной пастой рекомендуется подогревать его сварочной горелкой или паяльной лампой до температуры 70—80°. Наложенный слой эпоксидной пасты отвердевает, если выдержать деталь в сушильном шкафу при температуре 80—100° в течение 1—4 часов или нагреть ремонтируемое место паяльной лампой с обратной стороны нанесенного слоя с интервалами 5—10 минут. Наложенный слой эпоксидной пасты также отвердевает, если деталь выдержать на воздухе при температуре 20° в течение 24 часов.
После отвердевания шабером или напильником зачищают края нанесенного слоя пасты под углом 45°, а также удаляют подтеки.
После заделки трещин эпоксидной пастой необходимо проверить шов на герметичность.
Для заделки трещин рекомендуется применять следующие составы эпоксидной пасты:
Вместо чугунного порошка в качестве наполнителя можно вводить графитовый порошок или портландцемент 120 весовых частей. Вместо полизтиленполиамина в качестве отвердителя разрешается применять кубовой остаток гексаветименполиамина ив пропорции 20 г и дибутилфтолата 20 г на 100 г эпоксидной смолы ЭД-6 или ЭД-40 при тех же соотношениях наполнителей.
Эпоксидную пасту приготовляют перемешиванием до .получения однородной массы. Тару, в которой хранится эпоксидная смола, необходимо положить в сосуд с водой и подогреть ее до температуры 50—60° (до жидкого состояния) и отвесить необходимое количество. При этой температуре в эпоксидную смолу вводят необходимое количество дибутилфтолата и эту смесь тщательно перемешивают в течение 5—7 минут. В полученную двойную смесь вводят наполнитель в необходимом количестве (чугунный порошок, графит или портландцемент) и вновь (Перемешивают в течение 5 минут. Приготовленная таким образом тройная смесь может сохраняться в плотной таре при температуре 20° длительное время. Перед применением в эту смесь вводят соответствующее количество полиэтиленполиамина или гексаветименполиамина и перемешивают в течение 5 минут.
В полученную двойную смесь вводят наполнитель в необходимом количестве (чугунный порошок, графит или портландцемент) и вновь (Перемешивают в течение 5 минут. Приготовленная таким образом тройная смесь может сохраняться в плотной таре при температуре 20° длительное время. Перед применением в эту смесь вводят соответствующее количество полиэтиленполиамина или гексаветименполиамина и перемешивают в течение 5 минут.
Срок технологической пригодности 4-компонентной массу при температуре 20° не превышает 20—30 минут.
Ремонт размороженного водяного насоса — мастерская ВАРИМ БАЙ
Перед Вами корпус водяного насоса. Разморожен. Льдом вырвало кусок корпуса, внутри пошли трещины
По согласованию с заказчиком для оценки масштабов повреждений, а также хорошего доступа к внутренним трещинам было принято решение вырезать часть корпуса
Вот что предстало взору после демонтажа части корпуса
Помимо крупных повреждений наблюдались еще несколько микротрещин — по сути дела была целая сетка из крупных и мелких трещин на внутренней стенке помпы. После расчистки, засверливания трещин мы приступили к их заварке
После расчистки, засверливания трещин мы приступили к их заварке
Дальнейшая обработка специальным аэрозолем (пенетратором) показала, что внутренние повреждения устранены — трещин и прочих сквозных повреждений нет.
Следующим этапом мы приступили к восстановлению корпуса (приварке вырезанного куска)
После того, как вырезанная часть корпуса была приварена обратно, был полностью расчищен (удален) сварочный шов чтобы избежать напряжений в ремонтируемом корпусе так как сварка производилась встык.
Следующим этапом началась вварка выломанного куска корпуса. Данный элемент вваривался внахлест (опять чтобы избежать излишнего напряжения в корпусе и как следствие — трещин)
После прихваток — плакировка
Конечный провар, изделие укутано в термоодеяло — и остывать. На следующий день — испытание изделия на герметичность. Тест пройден.
На следующий день — испытание изделия на герметичность. Тест пройден.
Для оценки трудоемкости данной работы — ремонт данного изделия всего занял 7,5 часов в течение двух календарных дней.
Ремонт блока цилиндров
Треснувший блок? Не так много комбинаций из двух слов, от которых у автолюбителя дрожит голова. В большинстве случаев это означает, что блок — это DOA, и он стоит своего веса только как металлолом. Хотя иногда есть надежда. Все зависит от того, где находится трещина, чем она вызвана и насколько обширны повреждения. Ведь это просто металл, а металл можно сваривать.
Перед этим стоит сказать, что не всегда возможно или целесообразно отремонтировать треснувший блок. Если образец является обычным и доступным по цене, замена его сплошным блоком может быть самым разумным путем. Ремонт действительно имеет смысл на редких, снятых с производства или оригинальных материалах с совпадающими номерами. Может быть, запасной блок не вариант, или, может быть, это оригинальная деталь автомобиля с датой. В таком случае пора рассмотреть варианты.
Чугун непостоянная хозяйка. Он довольно прочный, но при этом достаточно пористый и хрупкий. С содержанием углерода обычно от 2 до 6 процентов, это примерно в 10 раз больше, чем у большинства сталей.Высокое содержание углерода в чугуне вызывает образование чешуек графита, который плохо реагирует на неравномерный нагрев. Но именно это и происходит во время сварки. В то время как низкоуглеродистая сталь более текучая и будет изгибаться и перемещаться под действием тепла или усадки во время охлаждения, когда металл сварного шва сжимается, напряжения легко может быть достаточно для растрескивания хрупкого чугуна. Иногда вы услышите ужасный «пинг» в области, которая даже не связана с ремонтом.
Хотя объяснение этой операции довольно просто для понимания, это деликатная операция, и ее определенно лучше оставить тем, у кого большой опыт сварки.К сожалению, это не мы, поэтому мы обратились к нашим друзьям из Miller Electric и попросили поделиться опытом. Miller Electric имеет в штате немало гуру сварки, которые глубоко разбираются в металлургии и имеют большой практический опыт, так что если кому и удалось это осуществить, так это им. По поводу ремонта чугунного блока двигателя нас связали с Джошем Спринкл, менеджером промышленного района и опытным сварщиком, который, как нам сказали, справится с этим, если кто-нибудь сможет. Компания Sprinkle была игрой и заказала необходимый сварочный стержень.
Спринкл упомянул кое-что, о чем всегда нужно помнить при любом ремонте чугуна; даже самые хорошо спланированные проекты со всеми необходимыми материалами и знаниями не имеют никакой гарантии успеха. Но здесь мы сидим с треснувшим 351 Cleveland, балансирующим на грани слома. Что нам терять?
Syncrowave 210 Аппарат для сварки TIG / Stick
Syncrowave 351, показанный здесь в работе, является отличным устройством из прошлого Миллера и демонстрирует, насколько надежным является оборудование Миллера, но если вы готовы к такой работе, вы хочу взглянуть на новый Syncrowave 210 / TIG / Stick Welder от Miller Electric.Его новая инверторная конструкция отличается легкостью, что делает его идеальным для ремонта автомобилей и личного пользования. Удобный для оператора интерфейс позволяет выполнять сварку TIG на переменном / постоянном токе и на постоянном токе с возможностью сварки материалов толщиной до 1/4 дюйма за один проход. Syncrowave 210 основана на инновационных технологиях, таких как функция Pro-Set, которая избавляет от догадок при настройке параметров сварки, предлагая предустановленные элементы управления, разработанные инженерами по сварке Miller. Пользователи просто выбирают функцию DIG или Balance и настраивают, пока на дисплее не появится Pro-Set.Эксклюзивная технология Auto-Line компании Miller и вилка с несколькими напряжениями (MVP) позволяют легко подключаться к любому входному напряжению от 115 до 230 В без ручного подключения, обеспечивая надежную входную мощность независимо от условий сварки.
Вот наш пациент: девственница 1970 года, код даты 4V 351C. Он был обработан и полностью подготовлен к сборке, поэтому мы возлагаем большие надежды. Хорошие стержни Cleveland могут быть трудно найти, поскольку они плохо переносят большие отверстия через отверстие из-за смещения стержня во время производства и тонких литых стенок.Это означает превышение диаметра отверстия 0,030–040 для большинства блоков, чтобы минимизировать риск перегрева.
Посмотреть все 20 фотоЭту эпоксидную трещину под краской и копоть мы даже не заметили. Мы даже не уверены, как это могло случиться — возможно, чрезмерное затягивание болта. Прежде чем Sprinkle сможет получить четкое представление о степени повреждения и оценить возможность сварки, необходимо удалить всю слизь.
Посмотреть все 20 фотографийХотя сторона трещины, переходящая в водяной канал, прошла насквозь, мы были приятно удивлены, обнаружив, что эпоксидная смола была очень поверхностной и ее легко очистить с помощью фрезы.Обратите внимание на просверленное отверстие в конце трещины; это делается для того, чтобы трещина «закрылась» и не расширилась при сварке. Без этого трещина будет распространяться прямо перед сварочной ванной.
Посмотреть все 20 фотографийТрещина полностью пересекает водную горловину, поэтому мы ничего не можем там сделать, но Спринкл указывает на два критических плеча трещины, которые мы должны предотвратить от разрастания, чтобы сделать ремонт возможным.
Чтобы гарантировать удаление всех загрязнений из эпоксидной смолы и оставить участок чистого чугуна для заполнения, Ларри Андерсон из FPS вырезает V-образный канал вдоль трещины.
Просмотреть все 20 фотографийЕще одна хорошая новость: трещины были неглубокими с двух из трех сторон, что означает, что там все еще есть приличная прочность, чтобы выдерживать напряжение сварки. Одна полностью потрескавшаяся сторона может действительно работать в нашу пользу и обеспечивать место для небольшого движения хрупкого чугуна во время нагрева.
Посмотреть все 20 фотоЭто эксперт-сварщик Miller Джош Спринкл и его любимое оружие для этого ремонта: ERNi-Ci. Этот пруток, называемый в просторечии «Никель 99», предназначен для сварки TIG различных типов чугуна.Его также можно использовать для наплавки, наращивания и ремонта, когда требуются легко обрабатываемые сварные швы. Это важно, учитывая, где находится наша трещина.
Посмотреть все 20 фотографийСпринклер, принесенный из никеля 99 двух диаметров. Стержень диаметром 1/16 дюйма будет использоваться для большей части сварки, а стержень диаметром 1/16 дюйма будет использоваться для заполнения отверстия для болта, окружающего трещину.
Просмотреть все 20 фотоКак и для любой сварки TIG, требуется острый чистый вольфрамовый электрод. Геометрия вольфрамового электрода влияет на форму дуги и, следовательно, на размер и форму сварного шва.Всегда шлифуйте по длине и делайте длину заостренного конуса примерно в два раза больше диаметра электрода. Самое главное, шлифуйте вольфрам только на специальном ремне или круге. Если вы используете тот, который используется в других металлах, существует высокий риск попадания загрязняющих веществ в вольфрам, что повлияет на качество сварки.
Просмотреть все 20 фотоСварка чугуна методом TIG требует значительного предварительного нагрева участка горелкой, чтобы избежать удара по материалу и возможного ухудшения трещин. Минимальная рекомендуемая во время сварки температура предварительного нагрева и промежуточного прохода составляет 500 градусов по Фаренгейту, но держите ее ниже 1000 градусов по Фаренгейту.Не торопитесь и проверьте температуру с помощью инфракрасного теплового пистолета, если это возможно.
Посмотреть все 20 фотоНаш сварочный аппарат — это старый надежный Miller Syncrowave 351. Новые машины более мощные и эффективные (см. Врезку на новой Syncrowave 210 от Miller), но все сварщики Miller долговечны! Эта синхронная микроволновая печь постоянно используется с середины 1980-х годов и до сих пор отлично работает с минимальными затратами на обслуживание. Нам нравится, что наш 351C ремонтирует «351». Спринкл выставил силу тока на 149.
Посмотреть все 20 фотоГорелка и газовая крышка, которые будет использовать Sprinkle, представляют собой стандартный Weldcraft WP-20, который используется на многих платформах Miller. Возможно, лучше всего подойдет газовая линза, но Спринкл не считал это необходимостью. Миллер теперь владеет Weldcraft, поэтому обновления и новые детали можно найти на их веб-сайте.
Просмотреть все 20 фотоДля сварки TIG всегда требуются две руки, поэтому обязательно наличие педали. Он немного менее эргономичен, чем современные вещи Miller, но эта старая ножная педаль в форме ящика доказала, что отлично подходит для нашего ремонта, несмотря на тысячи часов использования.
Посмотреть все 20 фотографийКак только блок достаточно пропитался теплом, Спринкл был готов надеть свой любимый капюшон Miller и уложить первый и, возможно, самый важный сварной шов. Такая реакция чугуна может многое сказать ему о потенциальном успехе ремонта. К тому же он сразу узнает, достаточно ли очищена трещина.
Посмотреть все 20 фотоТакже настоятельно рекомендуется зачехлить сварной шов, чтобы уменьшить напряжение. Это делается легким постукиванием борта молотком средней тяжести, например, этим шариковым молотком.
Просмотреть все 20 фотоПока все хорошо! Трещина была чрезвычайно чистой, а высокое содержание никеля в первом блоке из Кливленда хорошо переносило сварной шов. При таких сложных трещинах рекомендуется ограничить сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточного напряжения.
Посмотреть все 20 фотоНекоторые предпочитают сидеть, но Спринкл не любит устраиваться поудобнее. Этот последний проход очень важен, так как каждый проход подвергает материал немного большему стрессу.
Посмотреть все 20 фотографийВсе выглядело лучше, чем ожидалось, говорит Спринкл.Наш ремонт блока показал большие признаки успеха. Отсюда Sprinkle заполнит разгрузочное отверстие, а затем используйте стержень из никеля 99 дюймов для объединения и полностью заполните отверстие для болта на передней стороне.
Посмотреть все 20 фотографийПосле последней заливки, Спринкл очистил область чистой проволочной щеткой, чтобы внимательно изучить свою работу.
Посмотреть все 20 фотоВ целом процесс сварки не мог быть более совершенным. Все бусинки останутся как есть, за исключением небольшой области на водяной горловине, которая потребует легкой механической обработки для образования уплотнения.
Посмотреть все 20 фотоНо мы еще не совсем из леса. Последняя критическая часть — охлаждение. Чугуну нужно очень медленно остывать. В идеале мы бы закопали его в песок или завернули в термоодеяла, но в довольно теплый день в Южной Калифорнии мы можем обойтись без кучи пляжных одеял. Эта часть немного напрягает, поскольку возможна катастрофическая поломка. К счастью, мы никогда не слышали характерного «звенящего» звука раскалывания чугуна. Наш Кливленд должен быть готов к будущей сборке!
Как сварить чугунный блок цилиндров
12 Как сварить чугунный блок двигателя с помощью сварочных стержней Muggy Weld 77
КлиентMuggy Weld Майк Тимм приобрел Jeep Wrangler 2004 года с пробегом 212 000 миль.Когда Майк купил автомобиль, он заметил, что двигатель работает с низким уровнем детонации, но продолжал проехать на джипе еще пару сотен миль, прежде чем отремонтировать его. Стук оказался сломанной юбкой поршня, пробившей дыру в боковой части блока. Изучив стоимость двигателя в ящике, Майк решил восстановить оригинальный блок цилиндров из чугуна.
Майк подумал, что может нанять кого-нибудь для сварки блока, но он сделал несколько телефонных звонков и был удивлен, услышав «Нет» из каждой сварочной мастерской, которую он пробовал.Не имея возможности профессионального ремонта чугуна, Майк подумал: «Что мне терять?» и приобрел комплект сварочных стержней Muggy Weld 77 для чугуна.
Майк использовал стандартный старый аппарат для дуговой сварки Lincoln и пластину из мягкой стали толщиной четверть дюйма, чтобы закрыть отверстие. Сначала он прикрепил сталь на место чугунным электродом 77 и приварил из стороны в сторону, чтобы чугун не стал слишком горячим.
Заплата легко приваривается. Майк сварил шов за считанные минуты без каких-либо специальных инструментов.Майк заглушил двигатель в механической мастерской, и они не обнаружили никаких проблем с патчем. После того, как блок расплылся по магне, он прошел с честью.
Мы хотели бы поблагодарить Майка за восстановление его чугунного блока двигателя, за то, что он поделился своими фотографиями, и за то, что он не принял «Нет» в качестве ответа.
Советы:
- Для достижения наилучших результатов очистите чугун и снимите фаску перед сваркой
- Оптимальная блестящая поверхность после шлифовки или шлифовального диска
- По возможности осторожно нагрейте чугун.При первом запуске валика сварной шов будет более плоским, а предварительный нагрев удаляет влагу из отливки, чтобы предотвратить образование мелких отверстий и пористость.
- Если стержень подрезается, уменьшите силу тока
- Если стержень выглядит вязким или не проникает, увеличьте силу тока
- Просверлите отверстия в конце трещин, чтобы остановить распространение
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Ремонт трещин в чугунных головках цилиндров и блоках цилиндров
Ремонт трещин стал одной из самых горячих тем сегодня, потому что хорошие ремонтируемые головки блока цилиндров для многих двигателей последних моделей очень дороги и их трудно найти.Многие производители двигателей сейчас ремонтируют головки, которые они выбросили бы всего несколько лет назад как непригодные для восстановления.
Всегда были варианты для ремонта трещин в чугуне. Сварка штифтами и сварка в печи — это жизнеспособные варианты, которые давно используются для ремонта трещин и других повреждений. Но у закрепления есть свои ограничения, а сварка в печи — это не то, чему новичок может научиться в одночасье.
Ремонт трещин также связан с определенным риском. Вот почему большая часть работ по ремонту трещин в прошлом ограничивалась дорогостоящими сверхмощными дизельными головками, старинными головками или другими работами, которые оправдывали время, усилия и риск.Но из-за высокой стоимости многих головок и блоков поздних моделей ремонт трещин может быть рентабельной альтернативой покупке новой или использованной отливки для замены треснувшей головки или блока.
ВАРИАНТЫ РЕМОНТА ТРЕЩИН
Трещины в алюминиевых головках и блоках относительно легко устранить с помощью сварки TIG, но чугун сваривать намного сложнее. Именно поэтому штифты уже давно являются самым популярным методом ремонта небольших трещин в чугунных блоках и головках. Закрепление может исправить около 80 процентов всех трещин, но не может исправить все виды трещин.Многое зависит от места расположения трещины и ее степени тяжести. Конические штифты с герметиком подходят для большинства применений. Сварка же восстанавливает целостность и позволяет заполнить трещины и дыры. Вы даже можете изменить форму камеры сгорания или порта, добавив металл.
Для ремонта трещин можно использовать шпильки различных типов
и отверстия в чугунных головках цилиндров.
ТРЕЩИНЫ СТОПОРЫ
Штифты — это наиболее часто используемый метод ремонта трещин в чугунных головках, блоках и коллекторах, поскольку он быстрый, надежный и дешевый.Штифты также можно использовать для ремонта трещин в алюминиевых головках и блоках, хотя сварка TIG часто является предпочтительным методом ремонта алюминия. Закрепление — это относительно простая техника для изучения и использования, она не требует большого количества инструментов, кроме сверла, направляющего приспособления и метчика, и не требует нагрева.
Штифты внахлест герметизируют трещину.
По сути, закрепление штифтом включает сверление отверстий в трещине, установку штифтов внахлест, чтобы заполнить трещину, а затем наклепку штифтов на штифты для герметизации и выравнивания поверхности.
Есть два основных типа штифтов: прямые и конические. Каждый тип имеет свои преимущества и может работать лучше в определенных ситуациях, чем другой.
Конические штифты втягиваются в трещину, когда они затягиваются, чтобы обеспечить плотное прилегание по всей длине штифта. Это происходит из-за того, что резьба конического штифта и отверстия имеет посадку с натягом. Уплотнитель на самом деле не нужен, но часто используется для дополнительной страховки. Отверстия для конических штифтов должны быть аккуратно нарезаны вручную, а штифты вручную затянуты для плотного прилегания.
Прямые штифты устанавливаются быстрее, поскольку для их установки можно использовать обычный метчик и дрель. Прямые штифты предназначены для скручивания при затягивании, что исключает необходимость отрезать или стачивать головки (как это необходимо для конических штифтов). Прямые штифты также имеют посадку с натягом по всей длине и конический выступ, который вдавливается в поверхность. Это устраняет линию резьбы на поверхности, позволяя обрабатывать поверхность. Этот тип прямого штифта также может устранить необходимость установки вкладышей седла клапана в чугунные головки.
Штифты и заглушки для ремонта трещин различных типов и размеров.
Обычные конические и прямые штифты не могут справиться с определенными видами трещин, например с трещинами вдоль внешнего края или угла, которые требуют поддержки для удержания сторон трещины вместе. То же самое касается трещин в области отливки, которые могут открыться или потянуться, когда отливка находится под нагрузкой или нагревается. Для этого типа ремонта трещин запорные устройства и / или штифты с самозажимной способностью могут обеспечить требуемое усиление и прочность.Штифты Castmaster (производимые Lock-N-Stitch) имеют уникальный рисунок резьбы «спиральный крючок» или «обратный шаг», который захватывает обе стороны трещины, когда верхний выступ штифта упирается в металл. Этот тип штифта может фактически удерживать трещину, а не просто заполнять ее, и может использоваться для ремонта трещин, которые не могут быть исправлены с помощью обычных конических или прямых штифтов.
Другая трещина, которую трудно отремонтировать с помощью штифта, — это любая трещина, которая возникает в очень тонкой (менее 1/8 дюйма толщины стенки) области отливки.Штифты не будут держаться, если не будет достаточно металла, чтобы удерживать и поддерживать резьбу.
Для сварки в печи используются горелка, печь и много тепла.
ПЕЧЬ СВАРОЧНЫЙ ЧУГУН
Трещины в чугуне можно заделать горячей сваркой (сваркой в печи), но это метод, требующий навыков и большой практики. Это также требует предварительного нагрева отливки перед сваркой и большого нагрева (предварительный нагрев до 1200–1400 градусов по Фаренгейту в печи).Отливку также необходимо медленно охладить через семь-восемь часов после сварки, чтобы предотвратить ее повторное образование трещин.
Для успешного ремонта трещины сваркой в печи (горячей сваркой) требуется предварительная тщательная подготовка трещины и тщательный контроль нагрева. Нельзя просто нагреть голову горелкой для травы. Правильный способ — предварительно нагреть головку в закрытой печи или духовке, чтобы тепло проходило через головку снизу. Вы должны держать головку изолированной одеялом и не допускать сквозняков при сварке, иначе вы получите трещины и пористость в сварном шве.Затем голову нужно медленно охладить.
Когда температура предварительного нагрева головки стабилизируется (это занимает около часа), для плавления чугуна (который плавится при температуре от 2400 до 2600 градусов по Фаренгейту) используется оксиацетиленовая горелка с «нейтральным пламенем», содержащая немного больше ацетилена, чем кислорода. Чугунный присадочный пруток и флюс буры, а затем используется для заполнения трещины. Хитрость заключается в том, чтобы поддерживать чистоту сварного шва, добавляя немного флюса, чтобы примеси поднимались вверх. Затем примеси могут быть удалены из зоны ремонта с помощью горелки.
Если седло клапана приваривается в печи, есть одна хитрость — заполнить отверстие графитовой пробкой, а затем приварить ее. Лужа будет примерно полдюйма в глубину и, возможно, двух дюймов в диаметре. Для этого нужно много тепла, около 5000 градусов.
После заполнения трещины наступает долгое медленное охлаждение. Если чугун остывает слишком быстро, может произойти одно из двух. Окружающий металл может сжиматься от сварного шва, вызывая появление новых трещин, и / или углерод в чугуне может превратиться в карбид, что сделает металл слишком твердым и хрупким для обработки.Поэтому отливку необходимо охлаждать очень медленно, чтобы предотвратить эти нежелательные металлургические изменения.
Оберните голову изолирующим одеялом и храните ее в горячей камере, чтобы она остывала со скоростью не более 100–200 градусов в час. Период охлаждения может длиться до восьми часов. После того, как головка остынет, ее можно очистить от накипи, затем подвергнуть грубой механической обработке и испытать погружение под давлением в горячую воду при 100 фунтах на квадратный дюйм для проверки на утечки.
Если чугунная головка имеет встроенные седла клапана, рекомендуется заменить седла выпускного клапана после сварки в печи, поскольку высокие температуры процесса могут нарушить индукционную закалку седел.
ЛИТЬЕ ДЛЯ РАСПЫЛЕНИЯ
Еще одна альтернатива для ремонта трещин в чугунных головках и блоках — порошковая сварка (также называемая газопламенной сваркой). Базовая техника существует уже много лет, но в последние годы была усовершенствована за счет нового оборудования для сварки распылением. С его помощью можно произвести прочный ремонт, аналогичный горячей сварке, но с гораздо меньшим нагревом. Вам все равно придется предварительно и повторно нагреть голову, чтобы снять напряжение, которое может привести к ее повторному растрескиванию. Но с этой техникой меньше риск деформирования или деформации головы от чрезмерного нагрева.
Для сварки газовым распылением требуется специальная кислородно-ацетиленовая горелка с бункером, управляемым курком, который подает порошок никелевого сплава в пламя. Когда порошок подвергается воздействию пламени, он плавится и расплавляется по сторонам трещины, заполняя зону ремонта. Процесс требует предварительного нагрева головки примерно до 700 градусов и последующего нагрева головки после сварки для снятия напряжения.
Порошок никелевого сплава, используемый для газопламенной сварки, имеет твердость от 18 до 22 Rc.Для седел клапанов, распредвалов и коленчатых валов используются более твердые сплавы.
Как и в случае любого другого процесса ремонта, всегда существует риск повторного растрескивания, ремонтировалась ли отливка с помощью сварки TIG, сварки в печи, сварки распылением или штифтов. Трещины в области седла клапана могут снова открыться, если новое седло клапана будет вдавлено со слишком большим натягом. Сварные участки на чугуне могут быть тверже основного металла, что затрудняет обработку отливки.
УСТРАНЕНИЕ НЕПОЛАДОК ПРОБЛЕМЫ ПЛАМЕННОГО РАСПЫЛЕНИЯ
Если у вас возникли проблемы с достижением хороших результатов при сварке газовым распылением, вот несколько советов, которые могут улучшить ваш успех:
- Если никелевый порошок просто оседает или накапливается вместо смачивания при начале сварки, работа слишком холодная.Фаска должна быть тускло-вишнево-красного цвета, или примерно от 1300 до 1400 градусов по Фаренгейту. Попытка нагреть основной металл до температуры, нагревая его, хотя толстый слой нерасплавленного порошка толщиной 0,020 дюйма или больше, скорее всего, выгорит флюс из порошка. .
- Если никелевый порошок вскипает в начале сварки, и вы получаете вулканическую реакцию, когда первоначальный поток порошка распыляется на фаску, значит, работа слишком горячая. Отключите фонарик, дайте области остыть до тусклого вишнево-красного цвета, затем удерживайте кончик синего конуса в пламени на расстоянии примерно 1/8 — 1/2 дюйма от осадка и короткими порциями добавляйте свежий порошок.Это должно добавить достаточно нового флюса, чтобы порошок должным образом пропитался. Если это не помогает, остановитесь, очистите фаску и начните заново.
- Если во время первого распыления нанести слишком много порошка, он не намокнет. Когда нерасплавленный порошок нарастает до 0,020 дюйма или более, он действует как изолятор между пламенем и основным металлом. Остановитесь, соскребите нерасплавленный порошок и начните заново.
- Неправильный угол наклона пламени также может привести к слипанию порошка и его не смачиванию.Если угол наклона пламени меньше 75 градусов, порошок может улететь перед лужей и налипнуть на фаски. Когда нерасплавленный порошок укладывается в стопки толщиной примерно 0,020 дюйма или более, он не смачивается должным образом. Попытка выдавить его с помощью горелки создаст проблемы с пористостью и твердостью. Остановите, соскоблите или смахните расплавленный порошок щеткой, держите горелку под нужным углом и снова начинайте сварку.
- Проблемы с пористостью и твердостью сварного шва могут быть вызваны поверхностным загрязнением рядом с V-образной фаской.На некоторых отливках, в частности на коллекторах, поверхность может содержать много «обгоревшего» железа. Его следует отшлифовать, оставив звук, чистый металл на расстоянии не менее 3,8–1 / 2 дюйма с каждой стороны от V-образной фаски. Ржавый, грязный или обгоревший металл обычно лопается и трескается при воздействии на него пламени.
ПЛАСТИННАЯ СВАРКА
Сварка пайкой — еще один вариант ремонта чугуна. Он отлично работает в таких случаях, как поврежденные отверстия для болтов и даже трещины в отверстиях головки, потому что это более простой процесс.Сварку пайкой можно выполнять при температуре от 800 до 900 градусов, что означает, что отливка нагревается только примерно до 400-500 градусов и не деформируется и не плавится. Он хорошо подходит для ремонта трещин на вершинах тонкостенных головок цилиндров, таких как головки Ford 2.9L, и даже может использоваться для ремонта небольших трещин в выхлопных отверстиях.
Статьи по теме:
Как сваривать алюминийСсылки по теме:
Методы ремонта трещин, объясненные Ларри КарлиЩелкните здесь, чтобы увидеть больше технических статей Carley Automotive
Как ремонтировать трещины в чугуне — журнал газовых двигателей
Скотт Нэнс | 1 нояб.1990 г.
662 Ламбет Ct., Саннивейл, CA 94087
Я заметил комментарии о трещинах при сварке чугуна в последних выпусках журнала GEM
. Хотя я согласен с тем, что можно сваривать чугун
, это требует навыков работы со сварочным оборудованием и места для нагрева
и охлаждения ремонтируемой детали, чтобы сварной шов держался. (См.
«Треснувшие двигатели», стр. 5, август 1990 г. GEM.) Чтобы продолжить обсуждение
о ремонте трещин в чугуне, я подумал, что читатели
могут быть заинтересованы в рекомендациях по ремонту трещин в чугунных блоках цилиндров
и головках от 1928 г. книга «Автомобиль Ford Model A
: конструкция, эксплуатация, ремонт» Виктора Пейджа.Некоторые из используемых терминов
довольно старые. Я надеюсь, что некоторые читатели смогут идентифицировать их
и предложить современные эквиваленты. Например, я думаю, что стружка
от обычного латунного прутка для пайки может быть использована для спелтера
. Во всяком случае, вот методы ремонта трещин со времен
Model T и Model A.
Ремонт треснувшей водяной рубашки: Водяная рубашка
блока цилиндров двигателя Ford иногда становится
потрескавшейся из-за замерзания охлаждающей воды или, возможно, в результате
из-за песка или продувки, открывающейся из-за вибрации после
цилиндр использовался некоторое время.В настоящее время обычная практика ремонта цилиндров
заключается в заполнении углубления или трещины
железом с помощью процесса автогенной сварки, хотя для этой цели могут использоваться различные цементы на основе железа
, если трещина не является серьезной.
Всегда возможен механический ремонт, т.е. можно нанести
металлическую накладку для закрытия трещины и удерживать ее на месте на прокладке
, вставленной между пластиной и кожухом цилиндра, с помощью небольших крепежных винтов
, вкрученных в утюг.
Механический метод: Если трещина имеет длину около
, ее можно отремонтировать следующим способом: на линии
трещина, просверлить и нарезать резьбу для медного стержня с резьбой 3 / 8 дюймов
.Стержень плотно вкручен на глубину примерно
мм, равную толщине металла в водяной рубашке. Отрежьте
медный стержень ножовкой, чтобы он выступил примерно на
1 / 32 дюймов, затем просверлите последующие отверстия, каждое из которых
частично просверливается в ранее вставленную медную пробку, так что
, когда все пробки будут помещенные в отливку цилиндра, они
образуют непрерывную полосу меди вдоль трещины. Медные пробки
следует зачистить и обрезать заподлицо.Единственная возможная вероятность утечки
после ремонта трещины в
таким образом заключается в том, что вода будет следовать за соединением между металлом
рубашки и медными пробками, но поскольку медные стержни
ввинчены в отливку, это вряд ли произойдет. В случае утечки
будет достаточно небольшой дополнительной обработки, чтобы предотвратить утечку
. Медную поверхность можно очистить и залудить припоем в качестве дополнительной меры предосторожности
.
Заплавление спелтера в трещине Еще один метод
включает вливание латунной опилки или гранулированного латунного спелтера в трещину
.Это имеет то преимущество, что не требует снятия детали
для ремонта. Просверлите и нарежьте небольшие отверстия на каждом конце трещины
, чтобы предотвратить дальнейшее расширение слабости, и вверните железную шпильку
. Затем очень тщательно очистите
трещину снаружи и внутри, используя скребок и бензин. Напилите немного мягкой латуни
, смешайте с бурой и заполните трещину, наложив на нее опилки
. Затем возьмите мощную паяльную лампу или фонарик и направьте пламя
на медь.С помощью этого метода можно врезать
металла в отверстие. После охлаждения шпильки срезаются заподлицо
и шлифовальная машина гладко отпиливается. Говорят, что ремонт
при правильном выполнении будет длиться бесконечно.
Ржавый стык Во многих случаях, когда трещина не является серьезной
, ее можно закрыть путем образования ржавого стыка. Первым шагом
является просверливание очень маленьких отверстий на каждом конце трещины, чтобы предотвратить ее распространение
, и вбивать или ввинчивать металлическую пробку в каждое отверстие
.Затем трещину заполняют пастой, состоящей из 66% опилок железа
или железной пыли и 33% нашатырного спирта в измельченном виде, с количеством воды
ровно настолько, чтобы смесь была надлежащей консистенции, чтобы ее можно было легко вдавить в трещину. Действие нашатырного спирта заключается в том, что
быстро окисляет мелкие железные опилки, образуя ржавчину, которая более прочно соединяет
различные частицы железа и эффективно закрывает отверстие
, когда оно затвердевает.
СТАТЬИ ПО ТЕМЕ
Обнаружен на 57-й ежегодной выставке Ассоциации паровых и газовых двигателей Северо-Западного Миссури 20-22 августа 2020 года в Гамильтоне, штат Миссури.
Узнайте больше о свече зажигания, изобретенной Эдмоном Бергером в 1839 году, согласно различным источникам.
Посмотрите, как Эмма Ризе отреставрировала 2-сильный двигатель водяного охлаждения Waterloo Boy K 1921 года, произведенный ее покойным отцом.
Преодолеть трудности при ремонте двигателя на 4 обычных материалах
Ремонт алюминия, чугуна, стали и магния
От блоков цилиндров и головок до масляных поддонов и впускных коллекторов — компоненты двигателя — это обычные предметы, которые требуют ремонта, технического обслуживания или замены в мастерской. Независимо от того, работаете ли вы с легковым автомобилем, малотоннажным грузовиком, дизельным двигателем для тяжелых условий эксплуатации или спортивным гоночным автомобилем, вы часто можете столкнуться с треснувшим блоком или головкой блока цилиндров, которые требуют ремонта.
Материалы, которые обычно используются для деталей двигателя, могут создавать уникальные проблемы для сварки. Чтобы решить эти проблемы, важно правильно выбрать присадочный металл и содержать основной материал в чистоте.
Рассмотрим четыре материала, которые обычно используются при ремонте компонентов двигателя, и основные передовые методы успешной сварки каждого металла.
Алюминий
Алюминий — самый распространенный материал, который сегодня используется в компонентах двигателей. Легкий и прочный, алюминий работает холоднее, чем другие материалы, и его легко модифицировать.Это делает его популярным для деталей двигателя сверху вниз, включая масляные поддоны, впускные коллекторы, блоки двигателя, головки цилиндров и крышки клапанов.
Выбор правильного присадочного металла имеет решающее значение при сварке алюминия методом TIG. Большинство литых алюминиевых компонентов двигателя изготовлено из литейного сплава под названием A356. При сварке алюминия температура выше 150 градусов по Фаренгейту считается высокотемпературной. Чтобы снизить вероятность растрескивания, выберите присадочный металл серии 4000, который считается жаропрочным сплавом, например 4043 или 4943.
Одной из распространенных ошибок при сварке алюминия является использование присадочного металла с более высоким содержанием марганца, такого как 5356. Хотя это более прочный присадочный металл, он обычно не рекомендуется для использования в высокотемпературных применениях, поскольку выше содержание марганца и магния содержание может привести к тому, что сварной шов будет более подвержен растрескиванию.
Еще одна проблема, о которой следует помнить, заключается в том, что алюминиевые отливки имеют тенденцию быть более пористыми, что влияет на то, как долго материал может свариваться, прежде чем масла и загрязняющие вещества попадут в зону нагрева вокруг сварного шва.Это приводит к частым остановкам и запускам при сварке алюминия методом TIG, чтобы охладить зону или даже повторно очистить зону сварки между проходами.
Источники сварочного тока с инверторной технологией и регулируемой частотой, такие как сварочные аппараты TIG Dynasty ® 400 от Miller, обеспечивают преимущества при сварке алюминия. Выходную частоту можно легко настроить для точной настройки дуги, что позволяет сфокусировать тепло и уменьшить размер сварочного валика.
Уменьшение зоны термического влияния вокруг сварного шва с помощью более плотной и точной дуги также помогает сэкономить время на шлифовку и очистку алюминиевых деталей после сварки.
Чугун
Чугун — еще один распространенный материал, используемый для компонентов двигателя. Чугун может быть более склонным к растрескиванию, поэтому важно следить за тепловложением во время сварки. Рекомендуется использовать стержень для сварки TIG с высоким содержанием никеля, например Ni99 или Ni55.
Качество отливки определяет пористость чугунной детали.Чем пористее отливка, тем сложнее правильно сварить чугун.
Это делает очистку чугунных деталей критически важной. Рекомендуется сначала замочить чугунные детали в горячей ванне, чтобы выпарить некоторые масла, которые часто находятся в материале. Если вы работаете с треснувшей или сломанной деталью, выполните этот шаг, используя твердосплавный резак, чтобы вырезать потрескавшуюся область и очистить ее ацетоном или нехлорированным очистителем для деталей.
Поскольку чугун плохо передает тепло, во время сварки тепло может накапливаться в одной области.В любом месте, где холод встречается с горячим, может возникнуть закалочное растрескивание, когда холодная зона отводит тепло из зоны сварного шва, разрывая сварной шов при его охлаждении. Решить эту проблему может медленный предварительный нагрев детали перед сваркой. Предварительный нагрев детали до температуры не менее 500 градусов по Фаренгейту полезен, но будьте осторожны, чтобы не нагреваться выше 1200 градусов.
Два дополнительных метода могут помочь снизить риск растрескивания в чугунных деталях. После того, как деталь была сварена и пока сварной шов еще горячий, упрочнение свариваемой области может помочь предотвратить растрескивание.Это способствует попаданию сварного шва в пористые участки отливки по мере охлаждения сварного шва. Обертывание сварной детали тепловым одеялом или постепенное охлаждение в предварительно нагретой печи также помогает снизить риск образования трещин при закалке, поскольку эти методы позволяют сварному шву охладиться медленнее.
Из-за загрязнения и масел, которые могут быть в чугунной детали, вы также можете добиться большего успеха при сварке чугуна за очень короткие проходы. Материал следует тщательно очистить перед запуском, но вы можете сварить только 1 дюйм или около того за один проход, прежде чем вам нужно будет остановиться, почистить и очистить область снова.Насколько вы должны останавливаться и начинать, зависит от того, какое количество загрязнений из основного материала притягивается к сварочной ванне из-за тепла сварного шва.
Сталь
Из этого списка низкоуглеродистая сталь, как правило, является самым легким для сварки материалом. Компоненты двигателя, изготовленные из низкоуглеродистой или штампованной стали, часто включают крышки или кронштейны. Хотя они могут быть сварены MIG или TIG, имейте в виду, что сварка TIG устраняет любые брызги, которые могут застрять на компонентах двигателя и, возможно, сломаться позже после сборки двигателя.Стержень для сварки TIG из углеродистой стали 70S-2 является хорошим вариантом для этих целей.
Если деталь двигателя сделана из литой стали, вы столкнетесь с теми же проблемами растрескивания, которые могут возникнуть с чугунным литьем. Опять же, качество литья влияет на легкость сварки этих материалов.
Чтобы снизить вероятность растрескивания, выполните те же процедуры для подготовки стального литья, что и для чугуна. Используйте горячую ванну для очистки детали перед сваркой и обязательно тщательно очистите свариваемую область.
Отлитые детали не любят быструю сварку, потому что это не позволяет детали медленно передавать тепло. Сварка TIG рекомендуется для любой литой детали, поскольку она позволяет лучше контролировать подвод тепла. Обычный присадочный металл из низкоуглеродистой стали, такой как ER70S-6 или ER70S-2, хорошо подходит для литых стальных деталей.
Магний
Магний сегодня обычно не используется в деталях двигателя, но вы можете столкнуться с этим материалом при работе с более старыми деталями, например, во время проекта восстановления.Магний легкий, очень прочный и менее склонный к растрескиванию.
Надлежащая техника подготовки и сварки магнием TIG аналогична технологии сварки алюминия TIG. Перед сваркой основной материал необходимо тщательно очистить. Имейте в виду, что, поскольку магний не так широко используется, присадочные металлы для этого материала будут более дорогими.
Имейте в виду, что металлическая пыль, стружка и стружка из магния легко воспламеняются, поэтому важно поддерживать зону сварки в исключительно чистом виде и завершать подготовку к сварке в зоне, которая не подвергается воздействию огня, пламени или высоких температур.
Заключительные мысли
При ремонте двигателя или замене деталей качество сварных швов является решающим фактором. Потенциальные проблемы с растрескиванием сварного шва или плохим качеством сварки могут впоследствии привести к проблемным и дорогостоящим отказам двигателя.
Выбор подходящего присадочного металла для основного материала, который вы свариваете, и следование некоторым основным передовым методам очистки и сварки материала может помочь вам достичь наилучших результатов, независимо от того, работаете ли вы с алюминием, чугуном, сталью или магнием. .
Стоит ли пробовать заваривать трещину в блоке двигателя?
Я решил пойти с Lock n stitch. У меня должны быть биты через день или около того, и я буду работать над этим, если позволит погода, в выходные.Я признателен за все комментарии и предложения. Мое решение продолжить «Блокировку стежка» основано на:
-мое желание более или менее постоянного исправления. Хотелось бы, чтобы автомобиль был надежным в обозримом будущем и чтобы я мог без колебаний брать на себя дальние поездки.
— в остальном данный двигатель работает хорошо, имеет хорошую компрессию и надежен. Я действительно не хочу ставить неизвестный движок или проходить переделку. Конечно, это всего лишь 6-цилиндровый двигатель 225 CI, но для моих целей он подходит.
-Мое желание в автомобильном ремонте. У меня нет возможности легко вытащить двигатель для внешнего ремонта или замены двигателя. Я тоже работаю один.
— Затраты на биты Lock n Stitch (около 200 долларов) и время на ремонт примерно такие же, как у меня, чтобы вытащить настоящий двигатель (арендовать / построить подъемник для двигателя и т.), не говоря уже о ремонте или замене двигателя.
— мое желание изучать новые техники. Временами меня справедливо можно было назвать упрямым, но в данном случае я бы хотел испытать на собственном опыте технику и процесс, о которых только слышал. Я достаточно прочитал о Lock n Stitch и поговорил с изобретателем / разработчиком (Гэри Ридом), чтобы убедиться, что это жизнеспособное решение даже в этой длинной трещине (перерыве?).
Я полностью понимаю, что ремонт может не сработать, и мне придется попробовать другой маршрут, но я думаю, что у этого процесса есть достаточно шансов, чтобы в моем случае работа и расходы были оправданными.ЕСЛИ мне в конечном итоге придется попробовать другой маршрут, я, скорее всего, сниму и разобью двигатель до голого блока, чтобы я мог должным образом разогреться перед сваркой — и, да, я знаю обо всех проблемах, которые возникают.
Опять же, я благодарен за комментарии и предложения. Чтобы уточнить, я не отказываюсь от различных эпоксидных смол или герметиков (без яиц, спасибо … Я хочу сохранить этот грузовик еще на 100 тысяч + миль). Но я хочу, чтобы он был достаточно надежным, чтобы я, не колеблясь, позволил своей жене использовать его для умеренной поездки (конечно, чтобы забрать старое железо), не беспокоясь, например, когда я за пределами страны.
Я сделаю несколько снимков в процессе ремонта и опубликую результаты, какими бы они ни были, понимая, что полная уверенность в ремонте разовьется в течение длительного времени.
Джим
Сварка треснувшего блока цилиндров.
Сам я ничего не делал, но то, что знаю, предлагаю.Никелевый стержень якобы очень хорош, как я слышал, притягивается к чугуну, как магнит. Я видел, как с его помощью ремонтировали несколько старых двигателей с плоской головкой, и это длилось вечно. Сторона трещин блочного типа.
Просверлите концы трещины, чтобы трещина не распространялась.
Что касается чугунных вытяжек, я купил их в магазине, чтобы предварительно нагреть их в духовке для равномерного теплового расширения. Сработало отлично.
Другой магазин, который я пробовал раньше, разрушил пару, пытаясь сварить их без предварительного нагрева. Не знаю, как они их пытались сварить.
Я видел, как инструктор в магазине однажды взял 2-дюймовую трещину и довел ее до 5-дюймовой трещины на стороне блока. Не знал, что делал, и каждый раз, когда он паял трещину, она растекалась еще немного.Он не сверлил концы трещин и не прогревал блок заранее. Все, что он сделал, это несколько раз провел горелкой вокруг трещины, пытаясь нагреть ее, а затем припаять. Также его пайка тоже треснула. Я не думаю, что у него V-образная канавка, просто пытался наклеить латунь на блоки снаружи.
Какая дверная ручка! (как он сказал бы)
Я бы много разглядывал это, прежде чем рискнуть испортить двигатель.
Я знаю другой способ ремонта трещин, где когда-то делали, не знаю, как это называлось, может быть, это было зашивание? Просверлите концы трещин, постучите по ним и вверните болты.Просверлите примерно половину только что установленного болта и трещину, выбейте это отверстие и установите болт. Повторяйте столько раз, сколько нужно, пока не закончите. Обработайте поверхность по мере необходимости.
Не уверен, я думаю, каждый раз, когда вы добавляете новый болт, вы стачиваете головку перед следующим сверлением. Я знаю, что это сработало, но сам я этого не делал. Что касается герметизации резьбовых болтов, установленных для предотвращения просачивания в дальнейшем, я не знаю, использовалось ли что-нибудь или нет.