виды электродов и стержней для сварки чугуна, основные сложности
Чугуном называется сплав железа и углерода, как правило, с несущественным количеством серы, фосфора, кремния и марганца. Также присутствуют легирующие компоненты: ванадий, магний, алюминий, хром и прочие. Марки чугуна без особой термической обработки или не имеющие указанных легирующих элементов, отличаются небольшой твердостью, пластичностью, прочностью, повышенной хрупкостью. Чугунные изделия плохо соединяются сваркой, между тем она может быть выполнена эффективно, если использовать специальные электроды для сварки чугуна.
- Основные сложности
- Сварка
- Виды стержней
Основные сложности
Варить чугунные изделия сложно главным образом из-за химической структуры и свойств данного материала.
Плохая свариваемость объясняется следующими факторами:
- В сварочной ванне окисляются разные элементы, в частности, кремний. В итоге на поверхности ванны образуются тугоплавкие оксиды.
 Тугоплавкость оксидов приводит к образованию в зоне соединения непроваренных участков.
Тугоплавкость оксидов приводит к образованию в зоне соединения непроваренных участков. - Место соединения очень быстро охлаждается, и в структуре чугуна образуется цементит, отличающийся повышенной твердостью. Участки с такой структурой, называющиеся отбеленными, крайне сложно поддаются последующей механической обработке.
- Чугун — материал жидкотекучий, и в расплавленном состоянии его сложно удержать. Расплавленными ручейками он буквально вытекает из-под стержня.
- При сварке должны быть обеспечены равномерный нагрев и охлаждение. Пренебрежение данными требованиями повышает риск появления в зоне соединения трещин.
- В расплавленном состоянии чугун склонен активно выделять газы, что приводит к образованию в сварном шве пор.
Сварка
Сварка чугуна предполагает использование покрытых или угольных стержней для чугуна, инверторов и газосварочных аппаратов.
По формируемому шву сварка разделяется на три категории:
- Шов формируется при использовании цветных металлов и сплавов их;
- Чтобы получить шов, используют низкоуглеродистую сталь;
- Шов из чугуна.
Способы предварительной подготовки деталей:
- Без предварительного нагрева деталей;
- С предварительным нагревом до 450° и до 650°.
Подогрев позволяет защитить от появления зон с отбеленным металлом и свести к минимуму риск появления трещин в месте соединения. С использованием данной технологии чугуну в области шва придаются такие же характеристики, что у главного металла. Холодная технология нужна, когда шов формируется путем использования электродов со стержнями из стали и цветных металлов.
Для предварительного подогрева используются электроды из чугуна марок «А», «Б». Работы выполняются с током большой величины и в непрерывном режиме! В случае необходимости выполнения большого объема сварочных работ для одной конструкции, они не останавливаются за счет посменной работы нескольких специалистов.
Хоть технология горячей сварки и безальтернативна во многих ситуациях, имеет и существенные недостатки, в частности:
- Дороговизна технологического процесса;
- Длительность процесса;
- Трудоемкость сварочных работ (ведь требуется равномерный нагрев поверхности деталей и формирование мест соединения).
Виды стержней
Электроды по чугуну маркировка в первую очередь зависит от материала изготовления стержня
. Это может быть:- Сварочная проволока из углеродистой стали;
- Проволока из легированных сталей;
- Прутки из чугуна;
- Медная проволока (или из сплавов меди).
Стержни из стали покрываются особым составом, обязательно содержащим ферросилиций. Использование этой присадки для обмазки электрода позволяет получить сварочный шов из серого чугуна. Обычно с помощью таких электродов сваривают несложные детали, не испытывающие при эксплуатации серьезные нагрузки. Такие электроды нередко используются для сварки чугуна в домашних условиях. Перед выполнением такой сварки лучше ознакомиться с обучающим видео, дающим представление о нюансах процесса. Опытный специалист получит плотный надежный и с такими электродами.
Обычно с помощью таких электродов сваривают несложные детали, не испытывающие при эксплуатации серьезные нагрузки. Такие электроды нередко используются для сварки чугуна в домашних условиях. Перед выполнением такой сварки лучше ознакомиться с обучающим видео, дающим представление о нюансах процесса. Опытный специалист получит плотный надежный и с такими электродами.
Электроды из стальной проволоки маркируются как Св-08 и Св08А. Также используются электроды марок:
- ЭМЧС — стержни с сердечником из низкоуглеродистой стали, чье многослойное покрытие одновременно выполняет несколько функций: образует газ, защищает зону сварки, легирует металл, формирует шлак. С применением таких электродов отпадает необходимость предварительного нагрева чугунных деталей. Между тем эти электроды могут использоваться только для соединения деталей толщиной не более 10 мм.
- ЦЧ-4 — самые распространенные электроды для соединения чугунных деталей. Покрытие их содержит в составе компоненты, активно вступающие в химическую реакцию с углеродом, что ведет к образованию карбидных соединений, которые не растворяются в железе.
- МНЧ-1 — электроды со стержнем из монель-металла, который представляет сплав меди (25−30%) и никеля (60−70%). Сварочный шов из такого металла имеет повышенную устойчивость к образованию трещин и хорошую обрабатываемость. Эти электроды способствуют графитизации металла шва и сокращают количество в нем растворенного углерода, благодаря чему минимизируется риск формирования отбеливания, то есть цементитной структуры.
- Электроды с чугунными стержнями выпускаются с покрытием двух типов. Первый представляет смесь карборунда (55%) и углекислого бария (24%), соединяющиеся с жидким стеклом. Второй тип изготовлен из компонентов графитообразующей группы.
 Покрытие их содержит в составе компоненты, активно вступающие в химическую реакцию с углеродом, что ведет к образованию карбидных соединений, которые не растворяются в железе.
Покрытие их содержит в составе компоненты, активно вступающие в химическую реакцию с углеродом, что ведет к образованию карбидных соединений, которые не растворяются в железе.Еще электроды делают из стержней комбинированного типа. Это могут быть:
- Стержни из меди и сплава железа, в качестве покрытия для них используют специальную смесь УОНИ-13, которая соединена с железным порошком;
- Стержни из одного-двух медных прутков, которые соединены в пучок со стальной проволокой;
- Медные, имеющие жестяную оплетку.

Выбирая стержни, учитывайте характеристики металла деталей, геометрические их характеристики и требования, предъявляемые к готовым соединениям. В процессе электросварки соблюдайте положенные требования и выполняйте положенные для выполнения сварочных работ правила безопасности.
Электроды по чугуну – виды, характеристики и свойства » Строительство дома своими руками, ремонт квартиры и благоустройство дачного участка
Как известно, чугун представляет собой сплав железа и углерода с незначительными добавками марганца, кремния серы и фосфора. Также, химический состав некоторых марок чугуна отличается наличием легирующих компонентов, таких как ванадий, магний, хром, никель, алюминий и т.д. Марки этого сплава, не подверженные легированию или специальной термической обработке, характеризуются низкой прочностью и достаточно высокой хрупкостью. В отличие от стали, чугун отличается более низкими показателями технологической свариваемости, что обусловлено наличием следующих факторов:
В отличие от стали, чугун отличается более низкими показателями технологической свариваемости, что обусловлено наличием следующих факторов:
- Возникновением в месте сварки тугоплавких оксидов, в частности оксида кремния. Оксиды возникают в ходе окисления химических элементов, входящих в состав сплава, они являются причиной возникновения участков, которые невозможно сварить между собой.
- Очень быстрое охлаждение сплава в области сварного шва. Подобное явление приводит к тому, что на поверхности сплава возникают обладающие повышенной твердостью зоны, называемые отбеленными участками. В дальнейшем, наличие подобных участков существенно затрудняет механическую обработку изделий из чугуна.
- Жидкий чугун отличается очень высокой текучестью, что затрудняет формирование шва и удерживание металла в области контакта свариваемых деталей.
- Высокая вероятность возникновения трещин в области шва или же непосредственно в самом сварочном шве, что происходит в результате неравномерного прогрева или охлаждения сплава.
- Риск появления пор в теле сварочного шва. Поры могут возникнуть в результате интенсивного выделения газов из места сварки.

Особенности материала
Для сплава характерна низкая свариваемость. Поэтому прежде чем приступать к работе, необходимо узнать о некоторых особенностях процесса. Это свойство объясняется тем, что в составе содержится более 2% углерода. Из-за чего выбирают такие сварочные электроды, которые компенсируют отрицательные качества материала.
Причины затруднений в работе легко также бывают следующими:
- образуются не проваренные участки в зоне соединения из-за окисления поверхности;
- место стыка быстро охлаждается и становится твердым;
- процесс сварки такого металла усложняется из-за его жидкотекучей формы. Поэтому удержать сплав в одном месте непросто.
Особенностью сварки чугунный изделий является необходимость поддержания равномерного нагрева и охлаждения деталей. При халатном отношении к требованию на месте соединения могут появиться трещины. Другая проблема при сварке, с которой сталкиваются мастера – пористость шва. Это происходит из-за активного выделения газов во время плавления.
Другая проблема при сварке, с которой сталкиваются мастера – пористость шва. Это происходит из-за активного выделения газов во время плавления.
Для чугуна важно подобрать электроды с определённым химическим составом и правильный метод обработки.
Характерные свойства при выполнении сварки чугуна
Железоуглеродистый сплав называют чугуном. Углерод добавляют в сплав железа для увеличения твердости и уменьшения пластичности.
Его содержание составляет примерно 2,14%. Такое соединение придает сплаву легкость и делает его более устойчивым к воздействию неблагоприятной среды.
Так же это позволяет уменьшить вероятность возникновения коррозии. Что бы достичь высоких показателей стойкости сплав проходить процесс легирования. Это процесс добавление в состав материалов примесей для повышения свойств основного материала.
В данном случае это могут быть: алюминий, ванадий, хром, никель и другие.
Без добавления этих примесей чугун становится сильно хрупким.
Существуют такие виды чугуна:
- белый чугун — самый твердый и хрупкий, поэтому плохо отзывается на сварочные работы.
- серый чугун более мягкий из-за добавления в состав кремния (от 1,2—3,5 %) и углерода. Этот вид чугуна хорошо реагирует на сварку.
- ковкий чугун образовывается при продолжительном отжиге белого чугуна. На выходе получается графит хлопьевидной формы. Такой вид чугуна наиболее пластичный и вязкий.
Какими электродами можно варить чугун – виды и свойства
Электроды по чугуну различаются по материалу, из которого выполнен стержень. Это может быть следующее:
Это может быть следующее:
- проволока, изготовленная либо из легированной стали, либо из углеродистой стали;
- прутки, созданные из чугуна;
- медная проволока.
Все детали, которые произведены из стали, обрабатываются специальным составом, содержащим ферросилиций. Благодаря их использованию получают сварочный шов, который состоит из серого вида.
Этот вид расходного материала чаще всего используется для соединения несложных деталей, на которые в будущем не будет прикладываться серьёзная нагрузка. Материал подходит для применения в домашних условиях. Но прежде чем приступать к сварке, важно ознакомиться с основными нюансами работы, чтобы получить плотный и надёжный шов.
Марка электродов по чугуну СВ-08 и СВ-08А говорит о том, что они изготовлены из стальной проволоки. Существуют и другие виды, каждых из которых обладает индивидуальными качествами. Также выпускаются расходные материалы со стержнем, изготовленным из чугуна. Мастерам также предстоит выбрать один из двух типов изделия, которые отличаются покрытием. В одном случае покрытие представляет собой смесь углекислого бария и карбоната, а во втором – компоненты графитообразующей группы. Специалисты также используют детали для сварки изделий, изготавливаемые из стержней комбинированного типа. Выбирая, какие использовать, необходимо учитывать их эксплуатационные и геометрические характеристики, а также предусмотреть, каким требованиям должно соответствовать соединённое изделие.
В одном случае покрытие представляет собой смесь углекислого бария и карбоната, а во втором – компоненты графитообразующей группы. Специалисты также используют детали для сварки изделий, изготавливаемые из стержней комбинированного типа. Выбирая, какие использовать, необходимо учитывать их эксплуатационные и геометрические характеристики, а также предусмотреть, каким требованиям должно соответствовать соединённое изделие.
Способы сварки чугуна
Чугун – это сплав металла, который образуется в результате соединения железа и углерода. В таком сплаве доля углерода должно быть не меньше 2%. Из чугуна производится достаточно много изделий, и в процессе их изготовления возникает необходимость сваривать чугунные детали. Сварка бывает двух видов: горячая и холодная.
Горячая сварка чугуна
Такая технология горячего метода сварки требует нагрева металла до 300-700°С. Здесь, кроме электродов по чугуну, используют порошковую проволоку, имеющую присадку в виде керамического стержня. Конструкцию необходимо нагреть, затем после окончания сварочных работ она равномерно остывает, благодаря чему исключается растрескивание. Нагрев происходит в результате воздействия большой силы тока, а последующее остывание продолжается от 3 до 5 суток.
Конструкцию необходимо нагреть, затем после окончания сварочных работ она равномерно остывает, благодаря чему исключается растрескивание. Нагрев происходит в результате воздействия большой силы тока, а последующее остывание продолжается от 3 до 5 суток.
Важное замечание! Горячая сварка требует применения электродов имеющих диаметр стержня 8-12 мм, и потребляющих ток 600-1000 А.
Холодная сварка чугуна
Более распространен способ холодного сваривания, поскольку он гораздо проще. Различают следующие виды такой методики, которые зависят от вида применяемого электрода: стальной, никелевый, медно-никелевый, медно-железный. До начала сварки чугун следует зачистить, затем фрезеровать и сверлить, что позволяет добиться получения чистой поверхности сваривания или наплавления.
Маркировка и обозначение
Выбрать подходящий расходный материал, можно по наименованию изделий, установленных ГОСТом. Маркировка даст необходимую информацию о составе. Большинство изделий изготавливается из железа, но есть и с другими химическими элементами. Достаточно посмотреть на обозначение марки, чтобы расшифровать состав. Например, популярный расходник МНЧ-2, состоит из:
Достаточно посмотреть на обозначение марки, чтобы расшифровать состав. Например, популярный расходник МНЧ-2, состоит из:
- М-меди;
- Н- никеля;
- Ч- предназначен для чугуна;
- 2-соотношение основных элементов.
Профессионалы и домашние мастера давно используют определённые электроды для сварки чугуна, среди которых следует отметить следующие:
- ОЗЧ-4, который выгоден, потому что позволяет соединять детали в любом положении;
- ОК -92.18, подходящий для горячей сварки;
- ЦЧ-4, относящийся к универсальным электродам.
Расходные материалы также выпускаются зарубежными производителями – UTP и ASPIK. Выбор для конкретного случая зависит от типа сплава и толщины изделия.
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
- МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.
 Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.
Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.Электроды по чугуна |
ПРОИЗВОДСТВО И ПРОДАЖА, ТОВАР В НАЛИЧИИ.
Мы предлагаем основные марки электродов по чугуну, которые могут сваривать самые разные чугуны:
| МАРКА ЭЛЕКТРОДОВ: | НАЗНАЧЕНИЕ, ХИМИЧЕСКИЙ СОСТАВ, ТИПИЧНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА, РЕКОМЕНДАЦИИ ПО СВАРКЕ: | ||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ЦЧ-4 | Электроды ЦЧ-4: холодная сварка, ремонтная наплавка и заварка дефектов литья в деталях из серого, высокопрочного и ковкого чугунов, а также сварка таких чугунов со сталью.  Наплавка первых одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами. Сварку производят короткими валиками длиной 25-35 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С; для деталей из ковкого и высокопрочного чугунов длина валика может быть увеличена до 80-100 мм. Наплавка первых одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами. Сварку производят короткими валиками длиной 25-35 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С; для деталей из ковкого и высокопрочного чугунов длина валика может быть увеличена до 80-100 мм. Прокалка перед сваркой: 160-200°С; 1 ч.
| ||||||||||||||||||||||||
| МНЧ-2 | Электроды МНЧ-2: холодная сварка, наплавка и заварка дефектов литья в деталях из серого, высокопрочного и ковкого чугунов.  Сварка первого слоя в соединениях с высокими требованиями по плотности, а также сварка соединений с повышенными требованиями по чистоте поверхности после механической обработки. Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Сварку производят короткими валиками длиной 20-30 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Твёрдость в исходном состоянии НВ 150. Обеспечивают получение наплавленного металла с высокой технологичностью при обработке резанием, а также коррозионно-стойкого в жидкостных агрессивных средах и горячих газах. Сварка первого слоя в соединениях с высокими требованиями по плотности, а также сварка соединений с повышенными требованиями по чистоте поверхности после механической обработки. Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Сварку производят короткими валиками длиной 20-30 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Твёрдость в исходном состоянии НВ 150. Обеспечивают получение наплавленного металла с высокой технологичностью при обработке резанием, а также коррозионно-стойкого в жидкостных агрессивных средах и горячих газах.Прокалка перед сваркой: 190-210°С; 1 ч.
| ||||||||||||||||||||||||
| НЧ-2 | Электроды НЧ-2: cварка без подогрева, заварка дефектов литья и наплавки деталей из серого, высокопрочного и ковкого чугуна.  Сварка и наплавка в нижнем и вертикальном положениях постоянным током обратной полярности. Сварка и наплавка в нижнем и вертикальном положениях постоянным током обратной полярности. Прокалка перед сваркой: 190-200°С; 1 ч
| ||||||||||||||||||||||||
| ОЗЧ-2 | Электроды ОЗЧ-2: холодная сварка, наплавка и заварка дефектов литья в деталях из серого и ковкого чугунов в нижнем и вертикальном положениях шва постоянным током обратной полярности.  При сварке в сочетании с электродами МНЧ-2 позволяют получать сварные соединения с повышенными требованиями по плотности и с высокой технологичностью при обработке резанием. Сварку производят короткими валиками длиной 30-50 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой, непосредственно после отрыва дуги, наложенного валика легкими ударами молотка. При сварке в сочетании с электродами МНЧ-2 позволяют получать сварные соединения с повышенными требованиями по плотности и с высокой технологичностью при обработке резанием. Сварку производят короткими валиками длиной 30-50 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой, непосредственно после отрыва дуги, наложенного валика легкими ударами молотка. Прокалка перед сваркой: 190-210°С; 1 ч.
| ||||||||||||||||||||||||
| ОЗЧ-3 | Электроды ОЗЧ-3: холодная сварка и заварка дефектов литья в деталях из серого и высокопрочного чугунов.  Предпочтительна сварка соединений с повышенными требованиями по чистоте обрабатываемой поверхности. Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Обладают малой проплавляющей способностью. Обеспечивают получение наплавленного металла с высокой технологичностью при обработке резанием. Сварку электродами ОЗЧ-3 производят короткими валиками длиной 30-50 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Заварку крупных дефектов осуществляют совместно с электродами марки ОЗЖН-1, накладывая слои поочередно электродами марки ОЗЖН-1 и электродами марки ОЗЧ-3. Предпочтительна сварка соединений с повышенными требованиями по чистоте обрабатываемой поверхности. Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Обладают малой проплавляющей способностью. Обеспечивают получение наплавленного металла с высокой технологичностью при обработке резанием. Сварку электродами ОЗЧ-3 производят короткими валиками длиной 30-50 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Заварку крупных дефектов осуществляют совместно с электродами марки ОЗЖН-1, накладывая слои поочередно электродами марки ОЗЖН-1 и электродами марки ОЗЧ-3. Прокалка перед сваркой: 250-280°С; 1 ч.
| ||||||||||||||||||||||||
| ОЗЧ-4 | Электроды ОЗЧ-4: холодная сварка и наплавка деталей из серого и высокопрочного чугунов.  Предпочтительна сварка последних слоев поверхностей, работающих на истирание или в условиях действия ударных нагрузок. Наплавка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Электроды обладают малой проплавляющей способностью. Обеспечивают получение наплавленного металла с повышенной износостойкостью в условиях трения металла о металл, достаточной сопротивляемостью ударам, высокой технологичностью при обработке резанием. Сварку производят короткими валиками длиной 30-60 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Предпочтительна сварка последних слоев поверхностей, работающих на истирание или в условиях действия ударных нагрузок. Наплавка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Электроды обладают малой проплавляющей способностью. Обеспечивают получение наплавленного металла с повышенной износостойкостью в условиях трения металла о металл, достаточной сопротивляемостью ударам, высокой технологичностью при обработке резанием. Сварку производят короткими валиками длиной 30-60 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Прокалка перед сваркой: 250-280°С; 1 ч.
| ||||||||||||||||||||||||
| ОЗЧ-6 | Электроды ОЗЧ-6: холодная сварка деталей из серого и ковкого чугунов, предпочтительно при ремонте тонкостенных конструктивных элементов.  Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Технологичны при сварке “горелого” чугуна, при заварке сквозных дефектов на весу. Сварку производят короткими валиками длиной 30-50 мм с поваликовым охлаждением на воздухе до температуры не выше 100°С и проковкой наложенного валика легкими ударами молотка. Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Технологичны при сварке “горелого” чугуна, при заварке сквозных дефектов на весу. Сварку производят короткими валиками длиной 30-50 мм с поваликовым охлаждением на воздухе до температуры не выше 100°С и проковкой наложенного валика легкими ударами молотка. Прокалка перед сваркой: 200°С; 0,75 ч.
| ||||||||||||||||||||||||
 Но чтобы купить подходящие электроды по чугуну необходимо определиться, какими электродами варить чугун. А это зависит от свойств свариваемого материала:
Но чтобы купить подходящие электроды по чугуну необходимо определиться, какими электродами варить чугун. А это зависит от свойств свариваемого материала:- Серый (литейный) чугун сваривается плохо, поэтому сварочные электроды по чугуну применяются в основном для заварки дефектов и ремонта отдельных деталей.
- Ковкий чугун используется в основном для тонкостенного литья, в ряде случаев обеспечивая полноценную замену стали. После нагрева образует карбид железа (отбел), придающий шву хрупкость, поэтому температура сварки должна быть ниже, чем при отжиге.
- Высокопрочный чугун используется для замены литой стали в ответственных изделиях. Обладает повышенной склонностью к отбелу, поэтому требует специальных условий сварки.
Поскольку чугун при нагреве довольно капризен, то в результате сварки могут образоваться трещины и поры. Чтобы этого избежать применяют методы горячей или холодной сварки. В первом из этих способов чугунную деталь нагревают, чтобы не было перепада температур между изделием и сварным швом. А во втором случае используют тонкие электроды и делают короткие швы, чтобы чугун не успевал нагреваться.
А во втором случае используют тонкие электроды и делают короткие швы, чтобы чугун не успевал нагреваться.
Наши электроды по чугуну имеют одновременно и доступную цену, и высокое качество, чего мы добиваемся прежде всего благодаря собственному производству. Но если вдруг в нашем ассортименте не окажется нужных вам электродов, то мы найдем их для вас по минимальной цене, так как хорошо знаем этот рынок
| МАРКА ЭЛЕКТРОДОВ: | НАЗНАЧЕНИЕ, ХИМИЧЕСКИЙ СОСТАВ, |
| ТИПИЧНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА, РЕКОМЕНДАЦИИ ПО СВАРКЕ: | |
| ЦЧ-4 | Электроды ЦЧ-4: |
холодная сварка, ремонтная наплавка и заварка дефектов литья в деталях из серого, высокопрочного и ковкого чугунов, а также сварка таких чугунов со сталью. Наплавка первых одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами. Сварку производят короткими валиками длиной 25-35 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С; для деталей из ковкого и высокопрочного чугунов длина валика может быть увеличена до 80-100 мм. Сварку производят короткими валиками длиной 25-35 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С; для деталей из ковкого и высокопрочного чугунов длина валика может быть увеличена до 80-100 мм. | |
| Прокалка перед сваркой: 160-200°С; 1 ч. | |
| МНЧ-2 | Электроды МНЧ-2: |
холодная сварка, наплавка и заварка дефектов литья в деталях из серого, высокопрочного и ковкого чугунов. Сварка первого слоя в соединениях с высокими требованиями по плотности, а также сварка соединений с повышенными требованиями по чистоте поверхности после механической обработки. Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Сварку производят короткими валиками длиной 20-30 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Твёрдость в исходном состоянии НВ 150. Обеспечивают получение наплавленного металла с высокой технологичностью при обработке резанием, а также коррозионно-стойкого в жидкостных агрессивных средах и горячих газах. Твёрдость в исходном состоянии НВ 150. Обеспечивают получение наплавленного металла с высокой технологичностью при обработке резанием, а также коррозионно-стойкого в жидкостных агрессивных средах и горячих газах. | |
| Прокалка перед сваркой: 190-210°С; 1 ч. | |
| НЧ-2 | Электроды НЧ-2: cварка без подогрева, заварка дефектов литья и наплавки деталей из серого, высокопрочного и ковкого чугуна. Сварка и наплавка в нижнем и вертикальном положениях постоянным током обратной полярности. Прокалка перед сваркой: 190-200°С; 1 ч |
| ОЗЧ-2 | Электроды НЧ-2: cварка без подогрева, заварка дефектов литья и наплавки деталей из серого, высокопрочного и ковкого чугуна. Сварка и наплавка в нижнем и вертикальном положениях постоянным током обратной полярности. Прокалка перед сваркой: 190-200°С; 1 ч |
| ОЗЧ-3 | Электроды ОЗЧ-3: холодная сварка и заварка дефектов литья в деталях из серого и высокопрочного чугунов.  Предпочтительна сварка соединений с повышенными требованиями по чистоте обрабатываемой поверхности. Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Обладают малой проплавляющей способностью. Обеспечивают получение наплавленного металла с высокой технологичностью при обработке резанием. Сварку электродами ОЗЧ-3 производят короткими валиками длиной 30-50 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Заварку крупных дефектов осуществляют совместно с электродами марки ОЗЖН-1, накладывая слои поочередно электродами марки ОЗЖН-1 и электродами марки ОЗЧ-3. Предпочтительна сварка соединений с повышенными требованиями по чистоте обрабатываемой поверхности. Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Обладают малой проплавляющей способностью. Обеспечивают получение наплавленного металла с высокой технологичностью при обработке резанием. Сварку электродами ОЗЧ-3 производят короткими валиками длиной 30-50 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Заварку крупных дефектов осуществляют совместно с электродами марки ОЗЖН-1, накладывая слои поочередно электродами марки ОЗЖН-1 и электродами марки ОЗЧ-3. Прокалка перед сваркой: 250-280°С; 1 ч. |
| ОЗЧ-4 | Электроды ОЗЧ-4: холодная сварка и наплавка деталей из серого и высокопрочного чугунов. Предпочтительна сварка последних слоев поверхностей, работающих на истирание или в условиях действия ударных нагрузок.  Наплавка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Электроды обладают малой проплавляющей способностью. Обеспечивают получение наплавленного металла с повышенной износостойкостью в условиях трения металла о металл, достаточной сопротивляемостью ударам, высокой технологичностью при обработке резанием. Сварку производят короткими валиками длиной 30-60 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Наплавка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Электроды обладают малой проплавляющей способностью. Обеспечивают получение наплавленного металла с повышенной износостойкостью в условиях трения металла о металл, достаточной сопротивляемостью ударам, высокой технологичностью при обработке резанием. Сварку производят короткими валиками длиной 30-60 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка. Прокалка перед сваркой: 250-280°С; 1 ч. |
| ОЗЧ-6 | Электроды ОЗЧ-6: холодная сварка деталей из серого и ковкого чугунов, предпочтительно при ремонте тонкостенных конструктивных элементов. Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. Технологичны при сварке “горелого” чугуна, при заварке сквозных дефектов на весу. Сварку производят короткими валиками длиной 30-50 мм с поваликовым охлаждением на воздухе до температуры не выше 100°С и проковкой наложенного валика легкими ударами молотка.  Прокалка перед сваркой: 200°С; 0,75 ч. |
Сварочные марки электродов по чугуну
Появление металла в жизни людей позволило значительно продвинуть вперед технический прогресс человечества. Но для того чтобы иметь возможность создавать прочные и надежные металлические конструкции, необходимо было разработать процесс соединения отдельных частей. Именно изобретение сварки и позволило добиться этого результата.
Характерные особенности чугуна обуславливают необходимость знания многих факторов, влияющих на получение качественного сварного шва. Наиболее распространенным в настоящее время считается применение электродов различных сварочных марок по чугуну, стали и различных сплавов.
Особенности сварки чугунных деталей
Содержание более 2% углерода в составе чугуна обуславливает очень низкую свариваемость поверхностей этого металла. Поэтому для получения качественного соединения требуется приложить много усилий, чтобы компенсировать это отрицательное свойства материала.
Основной особенностью процесса сварки чугунных изделий является создание равномерного нагрева и охлаждения места контакта деталей, в противном случае возможно появление характерных трещин поверхности стыка. Из-за активного выделения газов при плавлении чугунных сплавов возникает пористость сварного шва.
Конечно, самым лучшим способом является соединение этого капризного металла под защитой аргона. Но это достаточно дорогая технология. Поэтому более распространенной является сварка чугуна электродом в домашних условиях, которую дешевле и проще осуществить. Главное — качественно подготовить металл и соответственно выбрать расходный материал. Необходимо, чтобы время охлаждения основного металла и электрода совпадало.
Правильный подбор электродов для сварки чугуна необходимо осуществлять в соответствии с их химическим составом.
Проблемы сварки чугуна
Для получения прочного и надежного соединения металлических изделий из чугуна необходимо преодолеть множество проблем, которые обуславливаются следующими факторами:
- формирование качественного сварочного шва затруднено высокой текучестью жидкого материала;
- образование тугоплавких оксидов существенно затрудняет ведение сварочных работ;
- резкое снижение температуры в зоне сварки вызывает образование отбеленных участков, которые намного увеличивают твердость материала, что затрудняет процесс механической обработки;
- причиной появления трещин служит неравномерный нагрев зоны сварки, а также ее дальнейшее остывание;
- интенсивное выделение газов из жидкого металла приводит к отрицательному появлению внутренних пор.

Устранение многих негативных факторов сварки невозможно без правильного применения специальных электродов по чугуну. Рассмотрим этот момент подробнее.
Электроды для сварки
Электроды представляют собой кусочки металлопроката по форме прутка. Основным их назначением служит доставка к месту соединения компонентов, необходимых для правильного течения метода сварки, а также создания электрической замкнутой цепи.
По материалу, из которого изготовлены стержни, они могут быть:
- из меди;
- из легированной стали;
- из прутков чугуна.
Все стальные изделия обрабатываются составом содержащий ферросилиций. Такие электроды применяются в основном для стыковки простых изделий, которые в процессе эксплуатации не подвергаются большой нагрузке. Этот материал отлично подходит для сварки чугуна электродом в домашних мастерских.
Типы электродов
Соединение металла производится при изготовлении специальных конструкций, а также удалении некоторых дефектов литья. Подбор марок электродов осуществляется в зависимости от решения определенных задач:
Подбор марок электродов осуществляется в зависимости от решения определенных задач:
- толщины и вида изделия;
- холодной или горячей сварки;
- желаемого качества работы;
- технологии соединения.
Маркировка электродов
Выбор электродов осуществляется в соответствии с нанесенной маркировкой, которая указывается на стержне и дает полную информацию о компонентах, входящих в изделие.
Для правильного выполнения поставленной задачи достаточно только расшифровать надпись на стержне. Например, марка электрода МНЧ-2 указывает, что в составе изделия содержится:
- М – около 30% меди;
- Н – 66% никеля;
- Ч – указывает, что стержень для сварки чугуна;
- 2 – номер, т. е. соотношение компонентов.
Электроды для холодного соединения
Для этой сварки подходят электроды, содержащие медь или никель. Благодаря тому, что медь не растворяется в чугуне, то образуется однородный шов. А вот никель прекрасно растворяется в металле, при этом почти не вступает в контакт с углеродом. Поэтому сварной шов прекрасно обрабатывается, причем получается без пор и трещин.
Поэтому сварной шов прекрасно обрабатывается, причем получается без пор и трещин.
Эту разновидность электродов по чугуну можно условно разделить на три подвида:
- 1. МНЧ-2. Эта марка имеет в составе никель, железо и медь. Применение ее возможно для заварки дефектов литья и плавки металла. С использованием обратного тока такими изделиями можно производить сварку любого чугуна. Шов легко обрабатывается и имеет высокую чистоту поверхности. Конструкции, сделанные этой маркой электродов для чугуна, отлично работают в агрессивной среде.
- Электроды марки ОЗЧ-2 и ОЗЧ-6 содержат в своем составе медь и железо. ОЗЧ-6 используется для сварки тонких деталей. Соединение осуществляется обратным постоянным током. ОЗЧ-2 аналогичны предыдущей марке, но имеют кислотную обвязку.
- ОЗЖН-1 или 2, а также ОЗЧ-3 или 4 имеют в составе никель и железо. Повышенные требования качества соединения достигаются электродами марки ОЗЧ-3 для сварки высокопрочного или серого чугуна. ОЗЧ-4 применяют для стыковки деталей на которые воздействует ударная нагрузка. Для соединения в вертикальном положении частей механизма подходят электроды по чугуну с маркировкой ОЗЖН-1 или 2.
 Для соединения в вертикальном положении частей механизма подходят электроды по чугуну с маркировкой ОЗЖН-1 или 2.
Для соединения в вертикальном положении частей механизма подходят электроды по чугуну с маркировкой ОЗЖН-1 или 2.Электроды сталь чугун марки ЦЧ-4 считаются самой распространенной маркой. Прекрасно подходит для соединения любого вида чугуна (серый, ковкий, прочный). Стыковка производится в нижнем положении, можно с нагревом, а можно и без. Если имеется аппарат высокого тока, то можно работу осуществлять переменным напряжением. Но лучших показателей качества сварного шва можно добиться на постоянном токе.
Горячая сварка чугуна
Используя способ горячего соединения чугуна, можно получить шов одинаковый по составу и плотности с основным металлом изделия. Свойства сварного шва почти ничем не отличаются от чугуна, поэтому он легко обрабатывается. Конечно, существуют и проблемы с организацией самого процесса стыковки, особенно возникает сложность с равномерным нагревом места стыка. А также неудобство вызывает большая продолжительность процесса сварки.
Применение горячей сварки компенсирует все недостатки холодного способа. Различают три основных вида нагрева сварочной зоны:
Различают три основных вида нагрева сварочной зоны:
- 150-200℃ – теплый разогрев;
- 300-400℃ – полугорячий нагрев;
- 500-600℃ – сварка горячего типа.
Перегрев места стыковки деталей может привести к изменению структуры металла. Поэтому нагрев должен осуществляться медленно и не более 650℃. Также медленно нужно производить и охлаждение поверхности.
Электроды для горячей стыковки чугуна
Горячая сварка производиться следующими электродами по чугуну:
- Широко распространены стальные электроды марок УОНИ или АНО.
- Серый чугун хорошо сваривается электродами марки ОМЧ-1. Диаметр этих электродов может быт от 3 мм до 6 мм. Конструктивно они представляют собой чугунные прутки, покрытые специальной обмазкой.
- Для дуговой сварки хорошо подходят электроды по чугуну с маркировкой «А». Марка «Б» считается универсальной, и хорошо подходит как для любой сварки. Диаметр их может быть в пределах от 4 мм до 16мм. Качественные характеристики сварного шва повышаются за счет специальной добавки «термит», которая замедляет процесс остывания чугуна.

Сварка неплавящимися электродами
Еще одним видом стыковки чугунных заготовок является процесс стыковки неплавящимися электродами. В этом случае используются электроды из вольфрама, графита или угольные стержни. Очень важно произвести правильно подбор присадочного материала и строго соблюдать технологию соединения.
Хорошего качества стыковки чугуна можно добиться, применяя стальные стержни с никелем, алюминием и медью.
Сварку стержнями из угля или графита делают на постоянном прямом токе. Причем сила тока устанавливается в зависимости от диаметра электрода.
Наиболее часто используется при соединении стержнем из вольфрама аргонодуговая сварка. При такой сварке диаметр электрода выбирается в соответствии с толщиной заготовок.
Сварка толстостенного чугуна
Если заготовки имеют толщину более 20 мм, то для качественного соединения используют несколько электродов, которые включают следующие материалы:
- медный стержень диаметром не более 5 мм;
- латунный пруток сечением менее 3 мм;
- электрода УОНИ менее 4 мм в сечении.

Процесс сварки протекает за счет тепла, выделяемого при переходе сварочной дуги от одного стержня к другому. Остывание места соединения происходит медленно, что положительно влияет на качество шва.
Такие сборные электроды имеют высокую стоимость. Поэтому для сварки чугуна электродом в домашних условиях инвертором применяют самодельные электроды. Для их изготовления необходимо на обычный стальной электрод надеть медную трубку или намотать проволоку, которую нужно защитить специальной обмазкой.
Обмазку изготавливают из измельченного покрытия электродов, смешанного с порошком из железа и силикатным клеем. Затем в такую сметанообразную смесь окунают электрод, после чего он просушивается и прокаливается. Толщина слоя — не более двух миллиметров.
Электродов для сварки чугуна существует большое множество. Поэтому необходимо внимательно и ответственно подходить к правильному выбору материала, в соответствии с требованиями технологии сварки. Даже незначительная ошибка приводит к снижению качества соединения чугунных изделий, а это трещины и пористость металла.
Электроды по чугуну — маркировка стержней и их стоимость
Чугун – особенный материал, представляющий собой сплав железа и углерода. Благодаря этому он получается относительно легким, прочным и хорошо противостоит коррозии.
Чтобы придать материалу такие свойства, требуется легирование сплава. Для этого в чугун добавляется хром, алюминий, никель, магний и другие металлы. Если таких добавок нет – чугун получится непрочный и хрупкий.
Электродуговая сварка чугуна электродом в домашних условиях
Чугун относится к металлам и сплавам, технологическая свариваемость которых низкая. Перед началом подобных работ, следует знать о некоторых сложностях, сопровождающих сварку этого материала:
- Возможность появления непроваренных участков. Причины явления – наличие тугоплавких окислов в массе сварочной ванны. Они образуются за счет окисления компонентов, входящих в состав сплава. Температура плавления окислов настолько высока – что дуга может их не расплавить, и они образуют пленку между основным материалом и расплавом. Удалить их механически невозможно;
- Моментальное охлаждение сплава в районе шва. Вокруг обрабатываемой области образуются твердые зоны с выделением, так называемого, цементита. Эти участки имеют характерный белесый цвет и тяжело подвергаются обработке после сварочных работ. Самая распространенная проблема при сварке чугуна;
- Высокая вероятность вытекания расплава из шовной зоны. Чугун относится к жидкотекучим сплавам. Поэтому при высокой температуре дуги, ванна с расплавом может банально расплескаться или вытечь;
- Растрескивание шва. При неравномерном охлаждении в полости шва и околошовной зоне, металл сильно стягивается к холодным участкам. Это приводит к появлению разрывов и продольных трещин. Причем дефекты могут распространиться и на нетронутую сваркой поверхность;
- Пористость соединения. При сварке чугуна выделяется большое количество газа. Поэтому расплав в полости ванны насыщен пузырьками. Если не выдержать баланс в скорости охлаждения – шов получается пористым, как пенобетон. Это снижает прочность и приводит к всасыванию влаги.
 Удалить их механически невозможно;
Удалить их механически невозможно; Это снижает прочность и приводит к всасыванию влаги.
Это снижает прочность и приводит к всасыванию влаги.Тем не менее, многие сварщики любители с успехом варят чугунные трубы, и даже блоки цилиндров, без использования сложной технологической оснастки.
Практические советы при самостоятельной сварке чугунных сплавов:
- Поверхность сварки должна быть тщательно зачищена. В материале и так есть чему окисляться, поэтому необходимо убрать оксидную пленку хотя бы с поверхности;
- Кромка должна быть отшлифована. При наличии трещин, неровностей, и прочих дефектов – расплавленная масса может просто вытечь из шва. Для предотвращения растекания расплава, применяются специальные формы с графитовыми вставками;
- Форму можно приготовить с помощью песка, только в непосредственном контакте с местом сварки желательно проложить графитовую вставку. Приспособление можно сделать в опоке из огнеупорного кирпича. В этом случае не произойдет вытекание расплава через трещину или отверстие;
- Прогрев заготовки. Это самый сложный момент. Температура плавления чугуна относительно мала, 1200° – 1250° С. Поэтому температура предварительного нагрева не должна превышать 500° – 700° С. При этом надо равномерно прогреть как место соединения, так и пространство вокруг него. Это предотвратит растрескивание металла в зоне сварки. В промышленных условиях прогрев производится в специальных тиглях. Дома или в гараже можно воспользоваться газовой горелкой. Работы лучше выполнять с напарником. Один греет место сварки, второй работает с аппаратом;
- Медленное охлаждение заготовки. После окончания сварочных работ, деталь следует засыпать песком (обязательно сухим!) или мелким древесным углем. Чем медленнее будет остывать заготовка – тем меньше вероятность появления трещин и выделения цементита.
 Это самый сложный момент. Температура плавления чугуна относительно мала, 1200° – 1250° С. Поэтому температура предварительного нагрева не должна превышать 500° – 700° С. При этом надо равномерно прогреть как место соединения, так и пространство вокруг него. Это предотвратит растрескивание металла в зоне сварки. В промышленных условиях прогрев производится в специальных тиглях. Дома или в гараже можно воспользоваться газовой горелкой. Работы лучше выполнять с напарником. Один греет место сварки, второй работает с аппаратом;
Это самый сложный момент. Температура плавления чугуна относительно мала, 1200° – 1250° С. Поэтому температура предварительного нагрева не должна превышать 500° – 700° С. При этом надо равномерно прогреть как место соединения, так и пространство вокруг него. Это предотвратит растрескивание металла в зоне сварки. В промышленных условиях прогрев производится в специальных тиглях. Дома или в гараже можно воспользоваться газовой горелкой. Работы лучше выполнять с напарником. Один греет место сварки, второй работает с аппаратом;ВАЖНО! Для предотвращения термического воздействия на руки, следует пользоваться специальными рукавицами с повышенной теплозащитой и применять держатель с отражающим щитком.
Полноценная горячая сварка с прогревом до 600° С в домашних условиях маловероятна (хотя и возможна), поэтому можно ограничиться полугорячим способом. Деталь прогревается до температуры 300° – 400° С. такой способ применяется для ремонта несущих конструкций или соединения ответственных деталей.
Деталь прогревается до температуры 300° – 400° С. такой способ применяется для ремонта несущих конструкций или соединения ответственных деталей.
В остальных случаях можно ограничиться холодной сваркой. При соединении заготовок или проведении наплавки, швы укладываются последовательно, слой за слоем. Снизу изделие можно охлаждать водой.
Разработаны специальные электроды, которыми можно варить чугун без предварительного прогрева. Этим же электродом можно качественно приварить сталь к чугуну. В этом видео подробно о таком электроде.
Однако соблюдения одних лишь правил и технологии для сварки чугуна недостаточно. Необходимо использовать соответствующие расходные материалы.
Электроды для сварки по чугуну – типы и маркировка
При работе дуги, в чугуне выгорает большое количество углерода. Если он смешивается с таким же элементом, содержащемся в стальном стержне – в застывающем металле образуются поры.
Поэтому существует общее правило при использовании расходников для сварки чугуна – наличие в стержне меди и никеля. Допустимо изготовление из низкоуглеродистой проволоки.
Никель не взаимодействует с углеродом на физическом уровне, он вступает с ним в химическую реакцию. Поэтому шов не подвергается закалке, и остается мягким, как и окружающий его основной материал.
А сам никель из стержня полностью растворяется в железе. Медь, напротив, в железе не растворяется. Поэтому мягкость никелевого шва компенсируется медной составляющей.
Среди большого разнообразия марок электродов для чугуна можно выделить несколько основных групп:
Серия ЭМЧС.
Изготовлены из специальной электродной проволоки с низким содержанием углерода. Обмазка состоит из трех слоев. Газообразующий для формирования защитного покрытия расплава. Шлакоформирующий для предотвращения мгновенного окисления ванны. Легирующий – для придания шву особых свойств.
Газозащитный предотвращает образование воздушных пузырьков. Расходники ЭМЧС особенно эффективно работают при сварке заготовок малой толщины – до 1 см. Предварительный нагрев не обязателен.
Расходники ЭМЧС особенно эффективно работают при сварке заготовок малой толщины – до 1 см. Предварительный нагрев не обязателен.
Серия ЦЧ-4.
Самые массовые электроды для чугуна. Стержень из сплава со сложным составом, идеально подходит для соединения с чугуном при расплаве. Обмазка состоит из химических элементов, активно взаимодействующих с углеродом в чугуне при высокой температуре. Шов при такой реакции получается ровным и прочным. Сварка возможна с предварительным нагревом и без него.
Серия ОЗЧ-1.
Стержень из сплава железа и меди. Покрытие состоит из железного порошка и смеси УОНИ-13.
Чугунные стержни.
Покрываются сложной обмазкой, состоящей на четверть из углекислого бария и наполовину из карборунда. Остальную часть составляет жидкое стекло и графитовые добавки.
Серия МНЧ-1.
Самые дорогие и соответственно качественные электроды. Стержень изготовлен из так называемого монель-металла (70% никеля и 30% меди). Благодаря этому шов не трескается даже при быстром охлаждении.
Наплав, образованный с помощью МНЧ-1, легко обрабатывается после застывания. При высокой температуре углерод не растворяется в железе, и происходит графитизация соединения. Цементит практически не выделяется.
Стержни для сварки.
Медные и стальные прутки соединены в пучок.
Неплавящиеся электроды.
Сварка производится вольфрамовыми, угольными или графитовыми стержнями. В зону нагрева подается присадочный материал в виде чугунного круга или проволоки из специального сплава.
Самостоятельное изготовление электродов для сварки чугуна
В качестве стержня используется стандартная медная проволока марки М2 или М3. Заготовка тщательно зачищается от окислов и обезжиривается любым способом. Готовятся отрезки требуемой величины.
Затем замешивается обмазка. Для этого берется электрод с основной обмазкой, и с него сбивается покрытие. Отдельно готовится стальной порошок или мелкая стружка. Порошок можно накрошить крупным рашпилем, стружка подойдет от токарного или сверлильного станка.
Только ее надо измельчить. Металл и измельченная обмазка смешиваются в равных пропорциях. Затем в смесь добавляют жидкое стекло. Раствор доводится до консистенции густой сметаны.
В состав обмакивают электроды и просушивают до полного затвердевания. По своим качествам самодельные заготовки очень близки к МНЧ-1.
При соблюдении технологии и правильном подборе расходников, шов получается ровным и прочным.
Еще один, упрощенный, способ подготовки электрода для сварки чугуна в домашних условиях, это намотка медной проволоки поверх электрода без применения обмазки. Как это сделать смотрите в этом видео.
Важно! Проволока должна быть только медной! применение латуни недопустимо, поскольку в процессе варки выделяются ядовитые газы цинка и оксида цинка.
Информация о номере электрода для сварки чугуна – Arad Branding
Сварщики должны знать информационные подробности о конкретном номере электрода, который они хотят использовать для сварки чугуна.
Что вы читаете в этой статье:
- Сварка чугуна
- Номер сварочного электрода
Прочность на растяжение представлена первыми двумя цифрами четырехзначного числа, а прочность на растяжение представлена первыми тремя цифрами пятизначное число.
В иллюстративных целях «E6010» относится к пределу прочности при растяжении 60 000 фунтов на квадратный дюйм (PSI), а «E10018» относится к пределу прочности при растяжении 100 000 фунтов на квадратный дюйм.
Позиция указывается цифрой сразу после последней.
Символ электрода — заглавная буква «Е».
Минимальная прочность сварного шва на растяжение указывается первыми двумя цифрами, которые выражаются в фунтах на квадратный дюйм (psi).
Например, номер 70 в электроде E7018 означает, что этот электрод способен производить сварной шов с минимальной прочностью на растяжение 70 000 фунтов на квадратный дюйм (psi).
Опытные сварщики знают, что для разных видов сварки требуются разные типы сварочной проволоки, также называемые электродами. Когда дело доходит до выбора электродов для сварки чугуна, вы обычно должны учитывать три вещи: стоимость электродов, возможности машины и требуется ли сварка в несколько проходов или в один проход.
Когда дело доходит до выбора электродов для сварки чугуна, вы обычно должны учитывать три вещи: стоимость электродов, возможности машины и требуется ли сварка в несколько проходов или в один проход.
Чугун плохо поддается сварке из-за присущей ему жесткости и вероятности того, что он может треснуть.
В результате вместо нее все чаще используется сталь. Чугун, с другой стороны, может быть полезным другом для сварщиков, если они знают, как с ним работать.
В области сварки чугуна электрод Lincoln Electric 7018 является одним из наиболее широко используемых из всех доступных вариантов. Настоятельно рекомендуется для специалистов, так как идеально подходит для сварки низкоуглеродистой стали, ремонтных работ и сварки больших труб.
Низкое содержание водорода в стержне делает его восприимчивым к повреждениям при воздействии элементов.
Во избежание поломки Lincoln 7018 его следует подвергать воздействию воздуха только на короткое время в приложениях с высокими ставками.
Если ваша работа связана с проверкой сварных швов, настоятельно рекомендуется хранить сварочную проволоку в стержневой печи до использования, чтобы сохранить целостность стержней и флюса.
С другой стороны, в простых и некритичных приложениях эта парадигма может выдерживать воздействие в течение значительного периода времени, прежде чем будет скомпрометирована.
Поскольку эти электроды Lincoln 7018 влагостойкие и их трудно сломать, они подходят для широкого спектра электродуговой сварки.
Работа с этой опцией требует определенного уровня внимания, что иногда может быть немного утомительным.
Если вы решите использовать этот тип сварочной проволоки, храните ее в сухом месте и не открывайте упаковку до тех пор, пока вы не будете готовы использовать электроды в своем проекте.
Они хранились в герметично закрытой среде, и как только вы сломаете печать, начнется процесс разложения.
Преимущества использования неизолированных электродов
Сварка чугуна
Сварка чугуна затруднена.
Одно неверное движение может привести к дальнейшему повреждению сломанной детали или сделать некачественный сварной шов прочным. Знание того, что вы делаете, имеет решающее значение.
Соблюдение ряда критериев для сварки порошкового чугуна обеспечит прочность сварных швов и отсутствие трещин.
Сначала определите тип чугуна. Большинство из них не поддаются сварке:
- Серый чугун плохо поддается сварке.
- Несвариваемый белый чугун.
- Шариковое железо можно сваривать, но это трудоемкий процесс.
Сварка разрушает свойства ковкого чугуна. Обратитесь к руководству по продукту или к производителю, если это не указано на материале, чтобы определить, какой чугун необходимо сваривать. Трещины на свежем материале выглядят немного по-другому, но если вы не специалист, спросите у производителя.
Серый чугун чаще всего сваривается, и вам не следует пытаться сваривать его, если у вас нет опыта. Даже специалист может помочь.
Определив, что это чугун, выберите процесс сварки. Любой сварочный процесс может сваривать чугун с правильным присадочным материалом и процессом. Есть несколько факторов, которые следует учитывать при сварке чугуна, в основном это личные предпочтения.
Различные части электродов
Сварка ВИГ подходит для обработанных поверхностей. MIG или брызги при сварке электродами могут повредить не сваренные обработанные поверхности. Сварка TIG не должна разбрызгивать.
Чугун также сваривается ацетилен-кислородом. Он сводит к минимуму нагрев и охлаждение в процессе дуговой сварки и помогает поддерживать температуру компонентов.
Пайка не плавит металл, как сварка. Если вы не можете сварить его, это отличная альтернатива. Пайка не будет прилипать к грязному или корродированному железу.
При использовании подходящих расходных материалов желательна дуговая сварка и сварка MIG. С неподходящим присадочным металлом чугун может треснуть, поэтому выбирайте тщательно.
Чугунная присадочная проволока и электроды ограничены. Большинство сплавов, не предназначенных для чугуна, остывают слишком быстро, растрескиваются под напряжением или не плавятся должным образом.
Чугунные сварочные электроды и проволока:
- Электроды или проволока с высоким содержанием никеля являются мягкими и пригодными для обработки. Он медленно остывает и напоминает чугун. Эти дорогие расходные материалы не подходят для сварки больших партий.
- 55/45 Никель/Железо: Сварной, выглядит как чугун. Он производит обрабатываемые сварные швы, хотя они тверже, чем сварные швы из 99-процентного никеля. Он имеет низкую усадку при потоотделении, что сводит к минимуму растрескивание.
- Чугун дешевле чугуна и сваривается иначе. Его сложнее использовать, потому что он больше сжимается. Он не поддается механической обработке после сварки, но может быть отшлифован.
- Чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает так сильно, как расходные материалы из чугуна. Нержавеющая сталь расширяется и сжимается при сварке, что затрудняет ее использование. Он сваривает чугун и создает рабочую поверхность.
- Бронза может быть сварена кислородной пайкой или сваркой TIG. Это хороший способ заполнить трещину или соединить два компонента без образования трещин или изменения свойств чугуна.
 Нержавеющая сталь расширяется и сжимается при сварке, что затрудняет ее использование. Он сваривает чугун и создает рабочую поверхность.
Нержавеющая сталь расширяется и сжимается при сварке, что затрудняет ее использование. Он сваривает чугун и создает рабочую поверхность.Номер сварочного электрода
Для сварки требуется пистолет и электрод с номером.
Сварочный пистолет посылает электрический заряд вниз по стержню. Электрический ток плавит и связывает металлы. Сварщики используют различные стержни в зависимости от тока и материала. Американское общество сварщиков определяет систему нумерации сварочных прутков.
Стержень или экранированная металлическая дуга
Стержни для сварки SMAW являются плавящимися электродами. Сварка расплавляет и связывает электрод с металлом.
Расходные материалы подлежат замене. Эти электроды имеют букву E, за которой следуют четыре или пять цифр.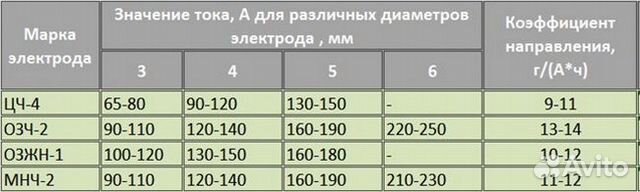
E означает, что по стержню будет проходить электрический ток. Следующее число состоит из двух или трех цифр, в зависимости от того, состоит ли полное число из четырех или пяти цифр соответственно, что указывает на прочность электрода на растяжение.
Прочность на растяжение измеряет усилие материала на разрыв.
Следующая цифра показывает положение штока. 1 означает, что сварку можно выполнять в любом положении, а для 2 требуется горизонтальный стержень. 4 подразумевает вертикальное использование стержня. Последнее число указывает на покрытие электрода и допустимый ток.
Коды для покрытия SMAW
Покрытие электрода и ток обозначаются цифрами от 0 до 8.
Число 0 обозначает натриевый стержень с высоким содержанием целлюлозы для DC+. Стержень с цифрой 1 представляет собой калиевый электрод с высоким содержанием целлюлозы, который можно использовать с любым током. 2 представляет собой натриевый стержень с высоким содержанием титана, который можно использовать с переменным или постоянным током. Цифра 3 указывает на стержень с высоким содержанием титана для AC или DC+.
Цифра 3 указывает на стержень с высоким содержанием титана для AC или DC+.
Стержни с номером 4 можно использовать с любым типом тока.
Натриевые электроды постоянного тока с низким содержанием водорода имеют номер 5. Номер 6 обозначает калиевый электрод с низким содержанием водорода, который можно использовать с переменным током или постоянным током+.
Стержни с номерами 7 и 8 представляют собой электроды с высоким содержанием оксида железа и железного порошка. Их можно использовать с любым типом тока.
Электроды FCAW
Расходуемые стержни FCAW имеют аналогичную систему нумерации.
Номер начинается с буквы E, что указывает на то, что по стержню течет ток. Далее следует предел прочности стержня. Следующая цифра показывает положение сварки стержня.
Ноль означает, что его можно использовать в любом положении, а единица означает, что он должен быть горизонтальным.
Буква T обозначает трубчатый электрод.
Прочерк и число от 1 до 14 указывают на полезность электрода. Например, Т-1 указывает, что стержень представляет собой трубчатый электрод с рутиловым флюсом, который можно использовать с постоянным током +.
Например, Т-1 указывает, что стержень представляет собой трубчатый электрод с рутиловым флюсом, который можно использовать с постоянным током +.
Последние буквы обозначают тип защитного газа для электрода. C/M означает, что стержень можно использовать с двуокисью углерода или газовой смесью, такой как двуокись углерода и аргон.
Электрод E7018, например, состоит из одного слова и четырех букв, и они означают:
E – Это означает, что палочка является электродом под напряжением.
70 – Эти два числа означают, что прочность сварного шва на растяжение составляет 70 000 фунтов на квадратный дюйм (psi).
1 – «1» означает, что это всепозиционный стержень. 2 означает, что стрелу можно использовать только в горизонтальном или горизонтальном положении.
8 – «8» означает, что железный стержень с порошковым покрытием имеет низкое содержание калия и может использоваться со всеми полярностями (DC+, DC- или AC).
Сварочные электроды нашего бренда являются подлинными, изготовлены из высококачественных материалов и поставляются в коммерческой и профессиональной упаковке. Наша качественная сварочная проволока имеет соответствующее покрытие и изготовлена из таких металлов, как глина, оксид натрия и известь.
Наша качественная сварочная проволока имеет соответствующее покрытие и изготовлена из таких металлов, как глина, оксид натрия и известь.
Чтобы купить лучшую специализированную и качественную сварочную проволоку, вы можете связаться с нами через производственные отделы и официальных представителей интернет-маркетов.
Насколько полезен был этот пост?
Нажмите на звездочку, чтобы оценить!
Средняя оценка 5 / 5. Количество голосов: 1
Голосов пока нет! Будьте первым, кто оценит этот пост.
Чугунный непроводящий флюс – электроды и сплавы
Посмотреть техническое описание продукта
Посмотреть паспорт безопасности продукта
МЕЖДУНАРОДНЫЕ КЛАССИФИКАТЫ |
AWS/ASME A 5.15 E Ni-CI
DIN 8573: E Ni BG 11
ISO 1071: E Ni
NFA 81-342: E Ni BG 11
ХАРАКТЕРИСТИКИ И ПРИМЕНЕНИЕ |
Очень мягкие обрабатываемые сварные швы на всех свариваемых чугунах. Благодаря непроводящему флюсовому покрытию особенно подходит для сварки в глубоких углублениях или тесных помещениях.
Благодаря непроводящему флюсовому покрытию особенно подходит для сварки в глубоких углублениях или тесных помещениях.
- Мягкий, хорошо поддающийся механической обработке электрод из чугуна с высоким содержанием никеля с полностью непроводящим флюсовым покрытием.
- Флюсовое покрытие не образует боковую дугу даже после нагрева.
- Необычно сильный дуговой привод легко проникает в масло и жир.
- Отлично подходит для вертикальной сварки вверх.
- Можно заказать в красно-коричневом цвете флюса как код продукта 1840.
- Также доступен в форме TIG под кодом продукта 6004.
Анализ всего металла сварного шва (типовой вес %) |
Микроструктура: Аустенитный никель с мелкодисперсными чешуйками графита.
С | Мн | Си | С | Р | Медь | Фе | Ал | Разное | Ni |
1,88 | 2,46 | <4,0 | . | — | 1,77 | >4 | .93 | 1 Макс. | Бал |
 030
030Цвет флюса: черный или красный/коричневый (код 1840)
Типичные механические свойства |
Неразбавленный наплавленный металл Максимальное значение До:
Прочность на растяжение 55 000 фунтов на кв. дюйм (380 МПа)
Предел текучести 38 000 фунтов на кв. дюйм (270 МПа)
Удлинение 30 %
Твердость по Роквеллу B 82–84 по Бринеллю 155 по Виккерсу 14
Сварочный ток и инструкции |
Рекомендуемый ток: Обратный постоянный ток (+) или переменный ток
| Диаметр (мм) | 3/32 (2,5) | 1/8 (3,25) | 5/32 (4,0) |
| Минимальная сила тока | 70 | 80 | 130 |
| Максимальная сила тока | 90 | 120 | 160 |
Техника сварки: Поддерживайте малый дуговой зазор и быстро перемещайтесь в направлении движения. Шлак можно наваривать без удаления.
Шлак можно наваривать без удаления.
Позиции сварки: Плоская, Вертикально вверх, Вертикально вниз, Горизонтально, Над головой
Скорость осаждения:
Диаметр (мм) | Длина (мм) | Металл сварного шва/ Электрод | Количество электродов на фунт (кг) Weldmetal | Время дуги осаждения мин/фунт (кг) | Настройки силы тока |
3/32 (2,5) | 12″ (300) | 0,64 унции (18 г) | 22 (48) | 44 (97) | 80 |
1/8 (3,25) | 14″(350) | 0,77 унции (21 г) | 21 (47) | 21 (46) | 110 |
5/32 (4,0) | 14″ (350) | 1,07 унции (31 г) | 15 (32) | 20 (45) | 135 |
ПРИМЕРНАЯ УПАКОВКА ЭЛЕКТРОДА И РАЗМЕРЫ |
| Диаметр (мм) | 3/32 (2,5) | 1/8 (3,25) | 5/32 (4,0) |
| Длина (мм) | 12″ (300) | 14″ (350) | 14″ (350) |
| Электроды / фунт | 22 | 13 | 9 |
| Электроды / кг | 48 | 29 | 20 |
СохранитьСохранить
СохранитьСохранить
 Лучше всего для подготовки поверхности чугуна наносить последующие слои никелевым и ферроникелевым электродом. Обжиг электрода с сильным усилием дуги и наплавочный шов струйного типа очень полезен для герметизации чугуна.
Лучше всего для подготовки поверхности чугуна наносить последующие слои никелевым и ферроникелевым электродом. Обжиг электрода с сильным усилием дуги и наплавочный шов струйного типа очень полезен для герметизации чугуна. Наплавляйте короткими швами размером от 25 до 50 мм с частыми перерывами для охлаждения. Удалите отложения в горячем состоянии после каждого прохода, чтобы ограничить внутренние напряжения основного металла. Предварительный нагрев обычно не требуется, за исключением очень тяжелых секций. В некоторых случаях предварительный нагрев до 300 0 C и рекомендуется медленное охлаждение. После окончания сварки работу следует медленно, с равномерной скоростью охладить, накрыть минеральными одеялами, либо теплым сухим песком или известью.
Наплавляйте короткими швами размером от 25 до 50 мм с частыми перерывами для охлаждения. Удалите отложения в горячем состоянии после каждого прохода, чтобы ограничить внутренние напряжения основного металла. Предварительный нагрев обычно не требуется, за исключением очень тяжелых секций. В некоторых случаях предварительный нагрев до 300 0 C и рекомендуется медленное охлаждение. После окончания сварки работу следует медленно, с равномерной скоростью охладить, накрыть минеральными одеялами, либо теплым сухим песком или известью. Наплавленный шов обладает высокой устойчивостью к растрескиванию. Ровная сварочная дуга с меньшим разбрызгиванием. Наплавленный металл обеспечивает хороший уровень прочности, ударной вязкости и обрабатываемости. Хорошие сварные соединения в сером, ковком, шаровидном или шаровидном чугуне и некоторых легированных чугунах. Подходит для использования как на переменном, так и на постоянном токе -/+.
Наплавленный шов обладает высокой устойчивостью к растрескиванию. Ровная сварочная дуга с меньшим разбрызгиванием. Наплавленный металл обеспечивает хороший уровень прочности, ударной вязкости и обрабатываемости. Хорошие сварные соединения в сером, ковком, шаровидном или шаровидном чугуне и некоторых легированных чугунах. Подходит для использования как на переменном, так и на постоянном токе -/+. Очистите зону сварки шлифованием, чтобы удалить трещины или изношенную усталостную поверхность компонентов. Используйте электрод на AC/DC-/+ при самом низком токе. Насадите короткие, стрингерные бусины с короткой дугой. Электрод можно сплести в 1,5-2 раза больше его диаметра. Наплавляйте короткими швами размером от 25 до 50 мм с частыми перерывами для охлаждения. Удалите отложения в горячем состоянии после каждого прохода, чтобы ограничить внутренние напряжения основного металла. Предварительный нагрев обычно не требуется, за исключением очень тяжелых секций. В некоторых случаях предварительный нагрев до 300 0 C и рекомендуется медленное охлаждение. После окончания сварки работу следует медленно, с равномерной скоростью охладить, накрыть минеральными одеялами, либо теплым сухим песком или известью.
Очистите зону сварки шлифованием, чтобы удалить трещины или изношенную усталостную поверхность компонентов. Используйте электрод на AC/DC-/+ при самом низком токе. Насадите короткие, стрингерные бусины с короткой дугой. Электрод можно сплести в 1,5-2 раза больше его диаметра. Наплавляйте короткими швами размером от 25 до 50 мм с частыми перерывами для охлаждения. Удалите отложения в горячем состоянии после каждого прохода, чтобы ограничить внутренние напряжения основного металла. Предварительный нагрев обычно не требуется, за исключением очень тяжелых секций. В некоторых случаях предварительный нагрев до 300 0 C и рекомендуется медленное охлаждение. После окончания сварки работу следует медленно, с равномерной скоростью охладить, накрыть минеральными одеялами, либо теплым сухим песком или известью. Наплавленный шов обладает высокой устойчивостью к растрескиванию. Ровная сварочная дуга с меньшим разбрызгиванием. Наплавленный металл обеспечивает хороший уровень прочности, ударной вязкости и обрабатываемости. Хорошие сварные соединения в сером, ковком, шаровидном или шаровидном чугуне и некоторых легированных чугунах. Подходит для использования как на переменном, так и на постоянном токе -/+.
Наплавленный шов обладает высокой устойчивостью к растрескиванию. Ровная сварочная дуга с меньшим разбрызгиванием. Наплавленный металл обеспечивает хороший уровень прочности, ударной вязкости и обрабатываемости. Хорошие сварные соединения в сером, ковком, шаровидном или шаровидном чугуне и некоторых легированных чугунах. Подходит для использования как на переменном, так и на постоянном токе -/+. Очистите зону сварки шлифованием, чтобы удалить трещины или изношенную усталостную поверхность компонентов. Используйте электрод на AC/DC-/+ при самом низком токе. Насадите короткие, стрингерные бусины с короткой дугой. Электрод можно сплести в 1,5-2 раза больше его диаметра. Наплавляйте короткими швами размером от 25 до 50 мм с частыми перерывами для охлаждения. Удалите отложения в горячем состоянии после каждого прохода, чтобы ограничить внутренние напряжения основного металла. Предварительный нагрев обычно не требуется, за исключением очень тяжелых секций. В некоторых случаях рекомендуется предварительный нагрев до 300°C и медленное охлаждение. После окончания сварки работу следует медленно, с равномерной скоростью охладить, накрыть минеральными одеялами, либо теплым сухим песком или известью.
Очистите зону сварки шлифованием, чтобы удалить трещины или изношенную усталостную поверхность компонентов. Используйте электрод на AC/DC-/+ при самом низком токе. Насадите короткие, стрингерные бусины с короткой дугой. Электрод можно сплести в 1,5-2 раза больше его диаметра. Наплавляйте короткими швами размером от 25 до 50 мм с частыми перерывами для охлаждения. Удалите отложения в горячем состоянии после каждого прохода, чтобы ограничить внутренние напряжения основного металла. Предварительный нагрев обычно не требуется, за исключением очень тяжелых секций. В некоторых случаях рекомендуется предварительный нагрев до 300°C и медленное охлаждение. После окончания сварки работу следует медленно, с равномерной скоростью охладить, накрыть минеральными одеялами, либо теплым сухим песком или известью. Наплавленный шов обладает высокой устойчивостью к растрескиванию. Ровная сварочная дуга с меньшим разбрызгиванием. Наплавленный металл обеспечивает хороший уровень прочности, ударной вязкости и обрабатываемости. Хорошие сварные соединения в сером, ковком, шаровидном или шаровидном чугуне и некоторых легированных чугунах. Подходит для использования как на переменном, так и на постоянном токе -/+.
Наплавленный шов обладает высокой устойчивостью к растрескиванию. Ровная сварочная дуга с меньшим разбрызгиванием. Наплавленный металл обеспечивает хороший уровень прочности, ударной вязкости и обрабатываемости. Хорошие сварные соединения в сером, ковком, шаровидном или шаровидном чугуне и некоторых легированных чугунах. Подходит для использования как на переменном, так и на постоянном токе -/+. Очистите зону сварки шлифованием, чтобы удалить трещины или изношенную усталостную поверхность компонентов. Используйте электрод на AC/DC-/+ при самом низком токе. Насадите короткие, стрингерные бусины с короткой дугой. Электрод можно сплести в 1,5-2 раза больше его диаметра. Наплавляйте короткими швами размером от 25 до 50 мм с частыми перерывами для охлаждения. Удалите отложения в горячем состоянии после каждого прохода, чтобы ограничить внутренние напряжения основного металла. Предварительный нагрев обычно не требуется, за исключением очень тяжелых секций. В некоторых случаях предварительный нагрев до 300 0 C и рекомендуется медленное охлаждение. После окончания сварки работу следует медленно, с равномерной скоростью охладить, накрыть минеральными одеялами, либо теплым сухим песком или известью.
Очистите зону сварки шлифованием, чтобы удалить трещины или изношенную усталостную поверхность компонентов. Используйте электрод на AC/DC-/+ при самом низком токе. Насадите короткие, стрингерные бусины с короткой дугой. Электрод можно сплести в 1,5-2 раза больше его диаметра. Наплавляйте короткими швами размером от 25 до 50 мм с частыми перерывами для охлаждения. Удалите отложения в горячем состоянии после каждого прохода, чтобы ограничить внутренние напряжения основного металла. Предварительный нагрев обычно не требуется, за исключением очень тяжелых секций. В некоторых случаях предварительный нагрев до 300 0 C и рекомендуется медленное охлаждение. После окончания сварки работу следует медленно, с равномерной скоростью охладить, накрыть минеральными одеялами, либо теплым сухим песком или известью. Применяется для ремонта, заполнения и наплавки чугуна. Наплавленный шов обладает высокой устойчивостью к растрескиванию. Ровная сварочная дуга с меньшим разбрызгиванием. Наплавленный металл обеспечивает хороший уровень прочности, ударной вязкости и обрабатываемости. Хорошие сварные соединения в сером, ковком, шаровидном или шаровидном чугуне и некоторых легированных чугунах. Подходит для использования как на переменном, так и на постоянном токе -/+.
Применяется для ремонта, заполнения и наплавки чугуна. Наплавленный шов обладает высокой устойчивостью к растрескиванию. Ровная сварочная дуга с меньшим разбрызгиванием. Наплавленный металл обеспечивает хороший уровень прочности, ударной вязкости и обрабатываемости. Хорошие сварные соединения в сером, ковком, шаровидном или шаровидном чугуне и некоторых легированных чугунах. Подходит для использования как на переменном, так и на постоянном токе -/+.