Резьба в чугуне | Справочник конструктора-машиностроителя
Всем хорошего денька!
Необходим совет по восстановлению резьбовых отверстий в станине.
Резьбовые отверстия М16 используются для крепления штампа к станине кривошипного пресса, напряжением в 130т.
Нужно восстановить резьбу под тот же диаметр т.к.
доступ к дальним крепежным отверстиям ограничен и рассверловка затруднительна!
Обнаружил ремонтные спиральные резьбовые вставки HeliCoil., появился спрос к менеджеру — — Какова их крепость и долговечность, в ответ услыхал, что они вечные!!!
Кто может сказать, это что за вставки и стоит ли их применить для ремонта?
или посоветуйте способы для восстановления резьбы!
CRW_7753-7778_
Рассверлить отверстие под следующую резьбу, нарезать ее, в тормозной скобе рассверлить отверстие под новейший болт, подобрать новейший болт.
Резьбу делать с тем же шагом, что и была.
спасибо, а в этом нет «криминала»?
ибо есть понятия у отдельных с кем я совещался, что так делать категорически невозможно, образа не нарезать в чугуне резьбу, образа болтов не подобрать итд.
Вот и разрешил узнать у профессионалов
При рекламируемой вставке «увеличение отверстия фиксируемых деталей» НЕ происходит.
, который нельзя отменить «.
А я о чём рассказываю, что желательно чтоб всё как было.
Данные вставки в основном для потребностей, а здесь вторая проблема сто раз открути сто раз завинти и напряжения какие.
уважаемый Desti откуда такая уверенность что именно так всё и будет, может разделитесь из своего эксперимента В принципе ничего новейшего в предоставленной технологии нету, скажем так дедовский метод, просто доведённый до ума.
К примеру будуче студентом говорили случай восстановления трещины в фабричном котле методом заклёпывания, а здесь возможно даже на форуме обсуждалась такая тема, а потом оказывается есть немецкая контора мастер по подобным делам
Да уже, почесав в затылке, начал ремонтировать.
Частично разобрал фартук (все, что касается гайки, остальное трогать не буду, наверное.
Отломал полностью треснутую часть.
Покрутил, возвратил на местечко, прижал струбцинами.
Влазит максимум две шпильки М6 :(, причем под уголком, а не на разрыв, как желал.
Уж чересчур полно потом различных дыр.
Просверлил одно отверстие, нарезал резьбу.
Для другого придется еще срезать кусочек с опоры зажима гайки (то, что слева маячит).
Потом латунью заполню и зашлифую …
За компанию просмотрел насосик, который дает на направляющие масло.
Чего-то он не бросает.
Потом точно шара не наверное быть?
где, если должен?
Members 2946 оповещений Город: Одесса Имя: Саня
Резцы уже есть готовые Р18, надо нарезать внутреннюю
При каких выражениях можно нарезать на чугуне СЧ20 200 — 240 НВ внутреннюю трапецеидальную резьбу шаг 6 чтобы не сжечь его без охлаждения, или чем охлаждать (подручный вариант).
Как быстрее будет резать ВК8 чем Р18 включая машинное время и переточки.
Заказать новейший резец ВК6 — 8 это ругань и дополнительные проволочки.
Насчет нарезки прямоугольного профиля наружную так и нарезали, на духовную даже нет канавочных резцов.
Editor 4842 информаций Город: Львов — Тернополь Имя: Максим Когут
Народ не создавайте сами себе непреодорлимых проблемм — если есть возможность переточить болт и перерезать резьбу то нечего даже задумываться — РЕЗАТЬ однозначно.
сам в близкое времечко занимался этим и никогда проколов небыло, главнейшее чтобы была технологическая возможность изготовить такойже болт с увеличеной резьбой.
нарезать кривую резьбу можно только кривыми лапами в чугуне резьба играет ничем не худо чем в стали, и даже легче, только точно выберите сверло под резьбу используя таблицу данную Алексеем, я зачастую испльзую в похожих ситуациях метчики на единицу больше-тоесть если резьба была на восемь то перерезаю на девять, если на десять то на одинадцать …
Короче в Вашей ситуации вообще проблеммы не замечаю, правда Вы не указали модель автомобиля …
Как нарезать резьбу вручную плашкой и метчиком
1.
 2. Правила нарезания внутренней резьбы метчиком
2. Правила нарезания внутренней резьбы метчикомПри ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается. По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий. Необходимо также придерживаться следующих правил:
При формировании резьбы в вязких и мягких металлах (алюминий, медь, баббиты и другие), а также в глубоких отверстиях инструмент следует периодически выкручивать из отверстия для очистки канавок от стружки.
При использовании комплекта метчиков необходимо применение всех инструментов набора. Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные.
 Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
 Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.

Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Как правильно определить диаметр отверстия?
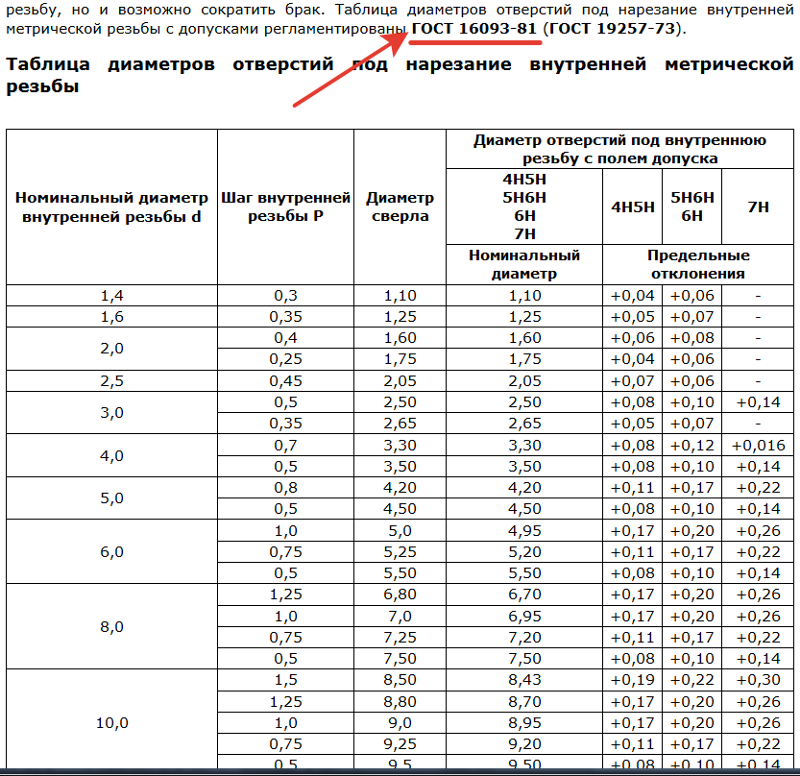
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Подготовительные работы
Просверленное отверстие, в котором нарезают резьбу метчиком, необходимо проточить или обработатать зенкером. Диаметр сверла должен быть больше внутреннего диаметра резьбы, так как при нарезании резьбы материал немного «выдавливается». У твердых и хрупких металлов разница между этими заначениями меньше, чем у мягких и вязких металлов. Для твердых, например, 6.7, а для мягких — 6.8.
Диаметр сверла должен быть больше внутреннего диаметра резьбы, так как при нарезании резьбы материал немного «выдавливается». У твердых и хрупких металлов разница между этими заначениями меньше, чем у мягких и вязких металлов. Для твердых, например, 6.7, а для мягких — 6.8.
Если мы просверлим отверстие таким же диаметром, как и внутренний резьбы, то зубья метчика будут перегреваться из-за большого трения и наростать металлом из-за материала, выдавливаемого при нарезании. В следствии этого мы получим рваную резьбу или просто поломаем метчик.
Если же просверлить отверстие больше необходимого диаметра, то получим неполную резьбу.
Как выбрать сверло для нарезания резьбы метчиком мы уже писали в другой статье
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
 Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.

Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Очередь просмотра
Очередь
- Удалить все
- Отключить
Смазка деталей
Этот момент очень важен, ведь благодаря нему используемый инструмент прослужит в разы дольше. Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
- сталь, латунь – льняное масло;
- алюминий – керосин;
- медь – скипидар;
- бронза, чугун – без использования СОЖ (смазочно-охлаждающая жидкость).
В качестве смазки не рекомендуется использовать минеральные либо машинные масла. Их состав не позволяет мягко скользить поверхности метчика или плашки, поэтому резьба получится с шероховатостями.
YouTube Premium
Хотите сохраните это видео?
Пожаловаться на видео?
Понравилось?
Не понравилось?
ООО Группа Консул производит пасты любого состава и вида: алмазные, эльборовые, абразивные, притирочные, сверлильные и т. д. по ГОСТ и индивидуальным рецептурам. Нами разработаны уникальные составы для высокотехнологичных предприятий. г. Ярославль, www.consul-group. ru тел. для контактов
ru тел. для контактов
тел.офис +7(4852) 681630
Сверлильная паста для нарезания, накатки и формовки резьбы, а также глубокого сверления, сверления концевыми фрезами, ступенчатыми сверлами . Паста обеспечивает высокую точность размеров и длительный срок службы нарезного инструмента. Обрабатываемые материалы: высоколегированные и нержавеющие стали, чугун, титан и его сплавы. Используемое оборудование: сверлильные, расточные и токарные станки, слесарные работы. Преимущества: высокая скорость нарезания резьбы не оставляет следов на деталях повышенная стойкость инструмента высокое качество обработанных поверхностей и точность размеров отверстий Способ нанесения Способ нанесения кистью. Паста наносится непосредственно на сверла, метчики, фрезы и подобные осевые инструменты. Оптимально подобранная вязкость пасты позволяет использовать ее в тех случаях, когда применяемые ранее более жидкие продукты не удерживаются на поверхности режущего инструмента. Смазка наносится прямо на инструмент или обрабатываемую деталь щеткой или погружением инструмента в смазочную пасту.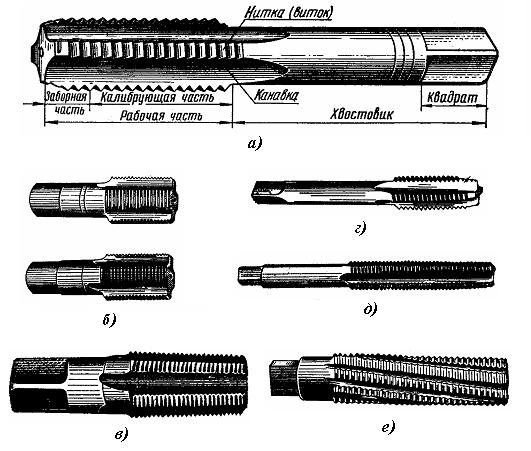 Упаковка – по требованию заказчика.
Упаковка – по требованию заказчика.
Сверлильная паста значительно облегчает слесарные работы ( резьбонарезание или сверление ручным способом), а также на универсальных сверлильных, расточных и токарных станках, где подача СОЖ не возможна или затруднена при обработке высоколегированных и нержавеющих сталей, титана и его сплавов.
Подготовка станка
Независимо от типа токарного станка и рабочего инструмента резьба будет осуществляться путем механической обработки. Через настройки станка оператор определяет угол винтовой линии воздействия на поверхность заготовки, которая будет иметь перпендикулярное положение относительно оси вращения. Здесь же надо отметить, что станки имеют разную мощность и, соответственно, частоту вращения шпинделя – чтобы инструмент нарезки мог качественно справиться со своей задачей, важно изначально правильно соотнести угол воздействия и скорость работы двигателя.
Важным параметром является и шаг между линиями нарезки – его также учитывают в настройках оборудования и делают соответствующие корректировки в плане положения инструмента относительно заготовки. Так как нарезание резьбы на токарно-винторезном станке обычно производится в несколько подходов, первичные параметры желательно сохранять до полного завершения операции. Даже если будет выдержан шаг по линии нанесения резьбы, останется риск нарушения позиций начала и окончания участков деформации, которые могут не совпасть между собой. Эти нюансы важно иметь в виду еще до начала работы.
Так как нарезание резьбы на токарно-винторезном станке обычно производится в несколько подходов, первичные параметры желательно сохранять до полного завершения операции. Даже если будет выдержан шаг по линии нанесения резьбы, останется риск нарушения позиций начала и окончания участков деформации, которые могут не совпасть между собой. Эти нюансы важно иметь в виду еще до начала работы.
Полезная таблица — диаметр резьбы и шаг. — Bezhelme.ru
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3. 5 5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Нарезать внутреннюю резьбу м6. Как нарезать резьбу
Нарезаем резьбу метчиком . Самый элементарный и часто встречающийся вариант скрепления деталей – резьбовое соединение. Казалось бы, что сделать его самостоятельно не составит никакого труда. На самом деле, правильная нарезка резьбы метчиком требует соблюдения многих правил, в противном случае качественного соединения в последующем не получится, а то и вовсе резьба не удастся или придет в негодность используемый инструмент. Как нарезать резьбу метчиком самостоятельно.
Как нарезать резьбу метчиком самостоятельно.
Подбор инструмента
Некачественное орудие труда – некачественная работа. Использование старых затупившихся или проржавевших метчиков или плашек чревато изломом их в процессе работы и плохой резьбой на детали. Помимо уже давно непригодных инструментов нужно избегать и тех, что непригодны с самого начала. К ним относятся все дешевые варианты неизвестного происхождения.
Помимо качества важен также их размер, а именно соотношение размеров используемого сверла и отверстия для него. Высчитать необходимые параметры можно благодаря формуле, но для облегчения этого процесса приведены примеры с точным соотношением:
- метрическая резьба М2 – диаметр сверла (метчика) 1,6 мм;
- м. р. М2,5 – д. с. 2,2 мм;
- м. р. М3 – д. с. 2,5 мм;
- м. р. М4 – д. с. 3,3 мм;
- м. р. М5 – д. с. 4,2 мм;
- м. р. М6 – д. с. 5 мм;
- м. р. М8 – д. с. 6,7 мм;
- м. р. М10 – д. с. 8,3 мм.
Смазка деталей
Этот момент очень важен, ведь благодаря нему используемый инструмент прослужит в разы дольше. Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
- сталь, латунь – льняное масло;
- алюминий – керосин;
- медь – скипидар;
- бронза, чугун – без использования СОЖ (смазочно-охлаждающая жидкость).
Как нарезать резьбу метчиком: нарезка внутренней резьбы
О главных нюансах уже сказано, теперь можно перейти непосредственно к тому, как нарезать резьбу метчиком или плашкой. Пошагово этот процесс выглядит следующим образом:
Зажимаем в тисках обрабатываемую деталь.
Просверливаем отверстие под дальнейшую нарезку внутренней резьбы.
При помощи сверла, диаметр которого на несколько миллиметров больше планируемой резьбы, наносим фаску на край отверстия. Она необходима для более легкого вхождения метчика, а также для облегчения процесса ввинчивания винта в готовое изделие.
Вставляем в вороток (устройство для крепежа метчиков и плашек) черновой метчик.
Наносим на режущую часть смазку.
Вставляем в отверстие метчик и делаем три оборота.
После первых трех оборотов, делаем один оборот в обратную сторону. Таким образом, мы ломаем получающуюся в процессе нарезки стружку и она не будет мешать качественному и ровному нанесению резьбы.
Если отверстие в детали сквозное, необходимо сделать так, чтобы передняя часть метчика вышла полностью с обратной стороны. Не сделав этого, мы рискуем получить незаконченную резьбу.
Слом режущей части метчика в глухом отверстии
Если конец обломившейся детали полностью «утоплен» в отверстии, достать его будет очень сложно. Но поднабравшись терпения этого сделать все-таки реально. Вам потребуется парафин, продолговатая и тонкая деревянная палочка, азотная кислота. Парафином смазываем обрабатываемую деталь (защищаем от воздействия кислоты). Конец палочки смачиваем кислотой, просовываем его в отверстие и смазываем режущие кромки метрика. Как нарезать резьбу метчиком
Как нарезать резьбу метчиком
Необходимо продолжать процедуру до тех пор, как края начнут расплавляться. После этого обломок либо выбивают молотком с обратной стороны детали, либо выковыривают пинцетом.
Как нарезать резьбу сметчиком: нарезка внешней резьбы
Взяв необходимую деталь, зажимаем ее в тиски. С одной стороны напильником делаем небольшую фаску, смазываем эту сторону маслом, керосином или скипидаром (в зависимости от материала).
В плашкодержатель вставляем и фиксируем плашку. Приставляем плашку к нужному концу трубы и в нужном нам направлении медленно вращаем одной рукой, второй рукой обязательно прижимаем верх плашки к трубе.
Когда плашка прочно села на трубу, проверьте ее перпендикулярность трубе, возьмитесь за плашкодержатель обеими руками и сделайте 3-4 оборота вперед, а потом пол оборота назад.
При нарезке внешней резьбы есть один нюанс, во время последних витков не делайте вращение назад, это позволит гайке прочно зафиксироваться на трубе.
Обратите внимание, свеженарезанную резьбу не стоит трогать голыми руками, на ней могут быть очень острые заусеницы и есть большая вероятность пореза.
Информация на заметку : ,
Вопрос о том как нарезать резьбу болта или гайки далеко не праздный. Во время ремонта владельцы квартир и домов сталкиваются с необходимостью реставрации старых резьб анкеров, болтов, гаек или просто резьбы, находящейся в пластинах из металла.
А то и вовсе нужно нарезать новую резьбу на болту или гайке. Для профессиональных токарей или слесарей эта задача не представляет трудностей, однако тот, кто ни разу не сталкивался с подобным процессом нужно вооружиться некоторыми теоретическими знаниями, которые изложены в данной статье.
Прежде чем приступить к практическим действиям по нарезке резьбы необходимо знать основные ее параметры и виды. В строительстве и ремонте жилья в большинстве случаев применяется метрическая резьба. Что это значить? По форме зуба резьба может быть метрическая, дюймовая, прямоугольная, трапецеидальная и т. д.
д.
Характеристики метрической резьбы
Интересующая нас резьба имеет форму треугольника, резьба трапецеидальная – форму трапеции. Кроме того, существует такое понятие, как шаг резьбы, то есть расстояние между ее вершинами: в случае с метрической резьбы – между вершинами треугольника резьбы. И, конечно, к характеристике резьбы нужно отнести ее диаметр.
Рассмотрим вышеописанный абзац на примере резьбы М 12, где буква «М» говорит о том, что резьба метрическая, цифра «12» определяет диаметр резьбы. А где же размер шага? Дело в том, что метрические резьбы делятся на основные и мелкие, и если после цифры не стоит еще какое-нибудь цифровое значение значить резьба основная. А вот если у нас резьба М12 х 1,5 или М 12 х 1,25, то это значить что шаг резьбы 1,5 и 1,25 мм соответственно. Шаг основной резьбы М 12 равен 1,75 мм.
Все эти значения для любых типов резьб можно найти в справочниках или на страницах соответствующих сайтов в интернете. Для внутренних резьб (гаек) существует еще одна справочная величина – диаметр отверстия под резьбу, которую можно узнать там же. Для нашего болта М12 внутренний диаметр гайки должен быть 12 мм минус высота профиля зуба, то есть согласно справочников 10,2 мм. Для мелкой резьбы М 12 х1,25 диаметр соответственно будет меньше – 10,4 мм.
Для нашего болта М12 внутренний диаметр гайки должен быть 12 мм минус высота профиля зуба, то есть согласно справочников 10,2 мм. Для мелкой резьбы М 12 х1,25 диаметр соответственно будет меньше – 10,4 мм.
Стоить заметить, что нечто подобное относится и к болту или как его называют в справочниках – к стержню. Опять же для резьбы М 12 диаметр стержня должен быть чуть меньше 11,7 мм, а вот для резьбы М 12 Х 1,25 – 11,9 мм. Если не соблюдать допуски размеров под резьбу как для гайки, так и для болта резьба будет некачественной, прослабленной с одной стороны, а с другой если допуск больше ее просто порвет.
Оснастка и инструмент для нарезки резьбыНе стоит пугаться слова «оснастка» потому что, по сути, это приспособление где крепится режущий инструмент: метчики и плашка (лерка). В скобках приведено старое название плашки, однако его еще можно встретить. К оснастке относятся воротки довольно простой конструкции куда вставляется метчик для нарезки резьбы в гайках и другой вид приспособление где крепится плашка для нарезки резьбы болта.
Оснастка и режущий инструмент для нарезки резьбы
Метчики, как, впрочем, и плашки изготавливаются из высоко углеродистого чугуна поэтому они хрупки и боятся сильной нагрузки. Нарезка резьбы в гайках в основном осуществляется двумя метчиками: N 1 и N 2. Первый имеет неполную резьбу для предварительной проходки, по следу которой нарезку производит второй метчик.
Метчики для нарезания резьбы
В результате чего резьба получается полной и качественной, а значить будет прочно держать соединение с гайкой. Используется еще один тип метчика, называемого «машинным», который совмещает два номера метчиков.
Плашкодержатель и набор плашек
Казалось бы, удобно, однако этот тип метчика имеет большую длину и неудобен в работе. Используется для нарезки резьбы большой длины. Что касается плашек, то они имеют один номер.
Еще один вид оснастки, без которой процесс нарезки резьбы практически невозможен – это слесарные тиски среднего размера. Что это такое, наверное, объяснять никому не нужно. Единственно, что нужно помнить так это то, что тиски должны быть надежно закреплены.
Что это такое, наверное, объяснять никому не нужно. Единственно, что нужно помнить так это то, что тиски должны быть надежно закреплены.
Сразу нужно оговориться что в стержне на конце и в отверстии под резьбу в гайке должны быть сняты фаски любым доступным способом. Фаски необходимы для точного захода без перекоса режущего инструмента, то есть метчика и плашки. Далее, зажимаем в вороток предмет для нарезки резьбы, зажимаем стержень или заготовку под гайку с тиски и приступаем к нарезке резьбы.
Нарезание резьбы плашкой
Делается это без применения чрезмерных усилий и обязательно со смазкой, в качестве которой идеально подходит сульфо-фрезол. Однако, если такового не имеется можно использовать эмульсию (раствор минерального масла в воде) или просто растительные масла.
Кстати, если вы решили нарезать резьбу болта из нержавейки или меди – лучшей смазки чем обыкновенное сало не существует, что проверено не раз на практике.

Нарезая резьбу нужно чувствовать метчик или плашку: если они начинают немножко подпружинивать, то есть сильно сопротивляться необходимо вывернуть их и очистить от стружки. Если этим пренебречь режущий инструмент может банально треснуть и вам придется готовить опять новый стержень или заготовку под гайку.
И напоследок: если у вас нет возможности заказать заготовки под болт или гайку у токаря приобретите (металлопрокат в виде круга), который бывает диаметром от пяти до 20 мм, а больше и не надо, потому что резьбу большого диаметра вручную нарезать практически невозможно.
— актуальный вопрос, т.к. это основной способ для соединения элементов конструкции.
Сделать это вполне можно вручную с помощью специального приспособления.
Разделяют наружную и внутреннюю резку детали, благодаря которой резьбу можно будет установить в отверстии разного типа.
Способ нарезки зависит от типа материала, с которым вы будете работать.
Особенности процесса, а также описание инструментов, которые для этого нужны, вы найдете в статье, а видео поможет вам справиться с поставленной задачей.
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
Участок для резки обычно конусообразной формы, он отвечает за непосредственное нарезание резьбы.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.
В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Эта часть метчика отвечает за присоединение устройства к ручному держателю или патрону станка.
Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом. Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.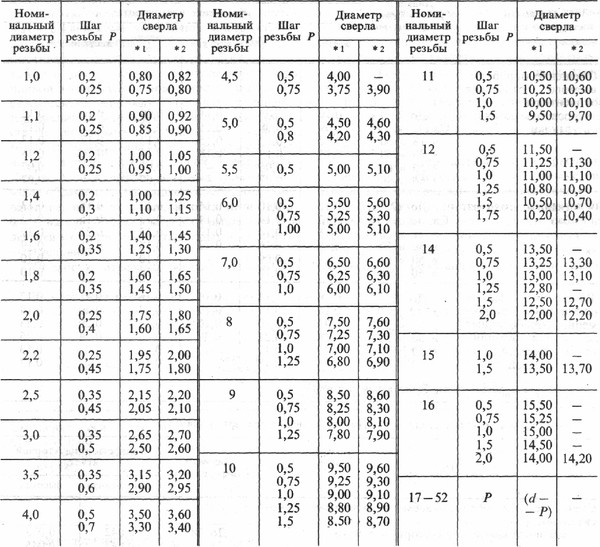
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.
Помимо типа резьбы, метчики отличаются по устройству: они могут быть одиночными или комплектными.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.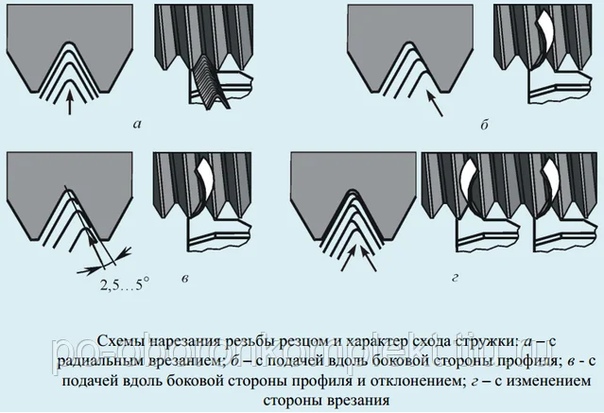
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Выбор метчика и нарезка
Выбирают метчик в зависимости от резьбы, которая необходима, а также ее назначения (резьба может отличаться по форме профиля, шагу резьбы, допускам).
Для выбора метчика существует таблица, в которой отражены классы точности – в соответствии с ними нужно выбирать, какой тип метчика приобрести – комплект, или же одиночный инструмент.
Важный фактор, из которого стоит исходить при выборе метчика – необходимая точность нарезания профиля.
Разные инструменты имеют разную чистоту обработки резательного элемента, и это тоже нужно учитывать.
Металл, с которым вы будете работать, напрямую влияет на метчик, который для этого понадобится.
На алюминии потребуется угол заточки не менее 25 градусов, на чугуне и меди будет достаточно до 5 градусов, а на стали – до 10 градусов.
Для изготовления самого метчика используют чаще всего обычную или высокопрочную сталь. При выборе нужно ориентироваться на диаметр в отверстии, в котором будет делаться резьба.
Перед созданием резьбы в алюминии, чугуне или другой металлической детали нужно сделать отверстие. Оно может быть сквозным или глухим, в зависимости от необходимости.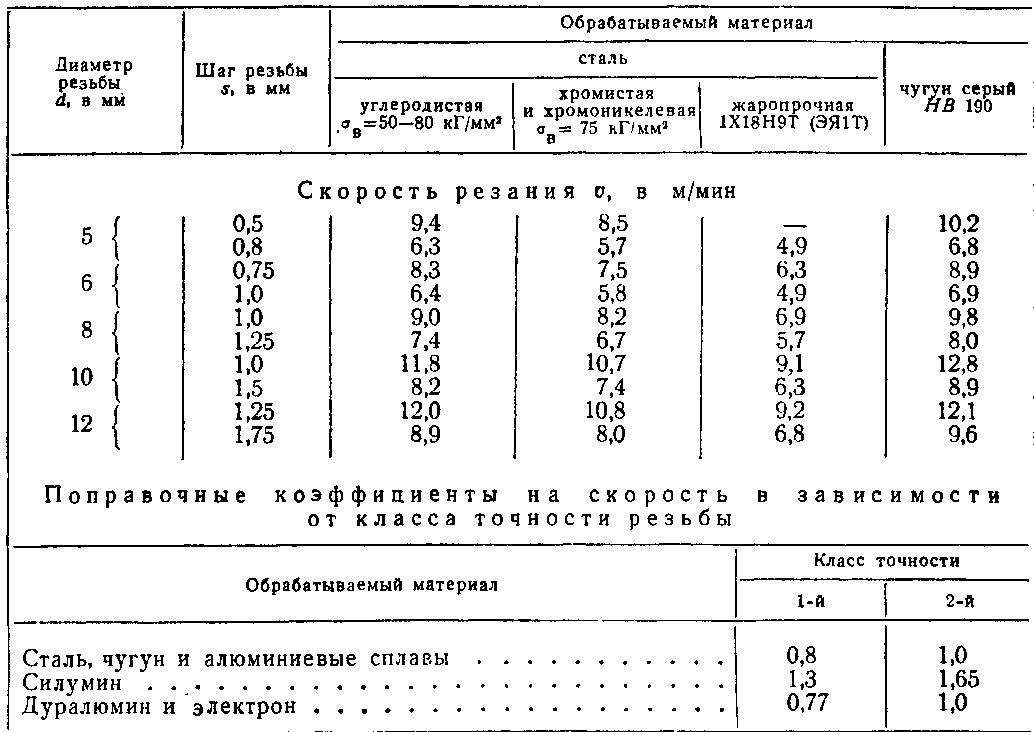
Отверстие может иметь любой диаметр, важно только, чтобы оно было меньше, чем будущая резка. Сверло для отверстия лучше всего выбирать, руководствуясь размером резьбы.
Существует специальная таблица, где отражен рекомендуемый диаметр сверла в соответствии с размером резьбы, рекомендуется ознакомиться с ней, прежде чем приступать к работе.
Если на чугуне или алюминии требуется сделать крупную резьбу стены, то выбирать диаметр под отверстие следует, умножив диаметр резьбы на 0.8, таким образом, вы получите значение, которое будет максимально возле требуемого размера.
Создание отверстия для внутренней резьбы дается не вручную, а с помощью специального сверлильного станка, либо электродрели.
В случае использования дрели, заготовку нужно предварительно зажать в тиски, чтобы место сверления было точно там, где нужно.
При сверлении сверло должно быть расположено строго вертикально и не отклоняться от заданной плоскости.
Чтобы работать метчиком было проще, с верхней кромки можно снять фаску – тогда устройство будет входить легче.
Сделать это можно с помощью сверла, имеющего больший диаметр, либо напильника. После окончания работ, отверстие нужно очистить от стружки.
Особенно тщательно нужно сделать это в глухом отверстии, иначе нарезать качественно не получится.
Перед сверлением деталь, с которой вы будете работать, нужно плотно закрепить с помощью тисков, при этом фаска должна находиться сверху, а ось сделанного вами отверстия должна быть расположена по отношению к столу перпендикулярно.
Метчик нужно зафиксировать в гнездо воротка, а затем ввести его в фаску заготовочного отверстия. Вводится устройство всегда вертикально.
После этого метчик нужно сильно прижать к заготовке (лучше обеими руками) и начать вращать его по направлению часовой стрелки.
Нельзя допускать резких движений или остановок: вращать устройство нужно медленно и равномерно, но при этом работать с нажимом.
Работать метчиком нужно в следующей последовательности: сначала два поворота вперед, затем пол оборота назад и далее снова вперед. Таким методом происходит обработка всего отверстия в трубе.
Таким методом происходит обработка всего отверстия в трубе.
Во время резки метчик нужно время от времени охлаждать.
Для разных металлов используются разные способы охлаждения: для алюминия будет эффективен керосин, для меди – скипидар, для прочих металлов – специальная эмульсия, а при резке в чугуне охлаждение устройства не требуется.
Для внутренней нарезки лучше всего использовать комплекты метчиков.
Работа происходит следующим образом: сначала нужно сделать черновую резьбу, затем воспользоваться средним метчиком, который пропускается через отверстие, а затем формируется окончательная резка с помощью чистового метчика.
Подобная последовательность является оптимальной для наилучшего качества обработки, поэтому рекомендуется не пропускать никакое из трех устройств, иначе качество резьбы в трубе будет заметно хуже.
Все этапы процесса нарезки вы можете увидеть на видео – в этом процессе нет ничего сложного, самое главное – правильно выбрать диаметр и соблюсти последовательность работ, а также помнить, как работать с тем или иным видом металла.
В этом случае вы получите качественную резьбу в трубе, которую можно будет использовать для соединения любых деталей.
Не найдено похожих статей.
Для нарезания резьбы могут использоваться самые различные инструменты, среди которых выделим метчик. Он используется для создания резьбовой поверхности, предназначенной для размещения винта, шпильки, болта или другого крепежного элемента. Относительно невысокая стоимость, простота в применении определили широкое распространение рассматриваемого ручного инструмента. Рассмотрим подробнее, как правильно нарезать резьбу метчиком в домашних условиях.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы , предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
Вычисления проводятся следующим образом:
- Изучается маркировка применяемого инструмента. Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
- Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.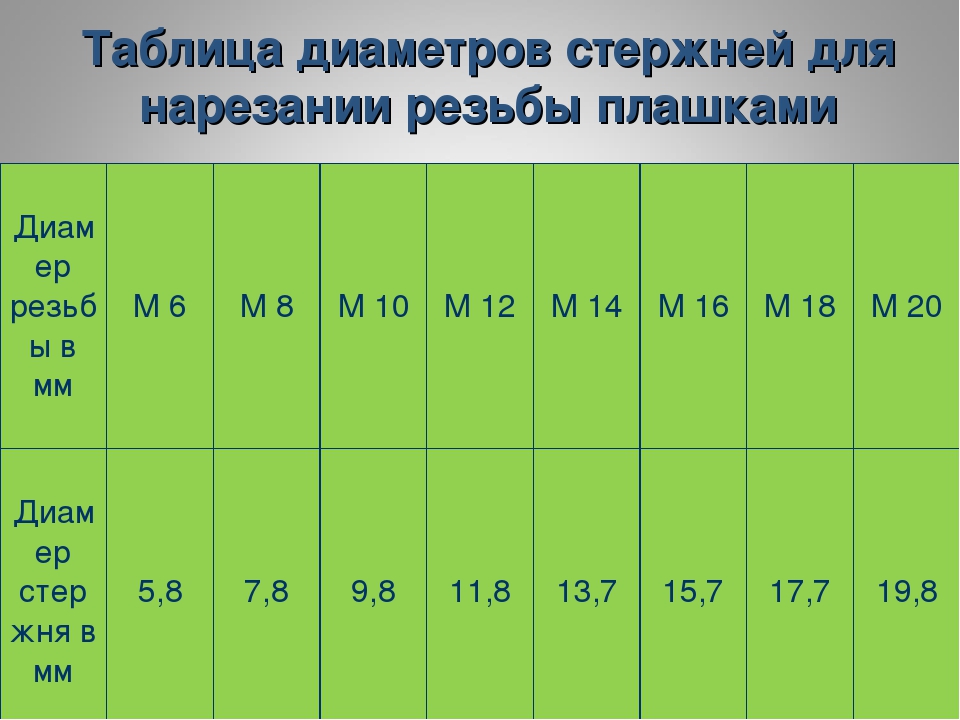
Особенности применяемой технологии
Провести рассматриваемую работу можно своими руками в бытовых условиях. Для этого нужно учесть нижеприведенные рекомендации:
Не рекомендуется прикладывать к рукоятке большую нагрузку за счет применения рычага или газового ключа. Не стоит забывать о том, что метчик может лопнуть из-за высокой нагрузки, тогда удалить оставшуюся внутри часть будет достаточно сложно. В о время работы мастер должен чувствовать то, как идет инструмент: легко или с большим усилием. Форма режущей кромки не позволяет проводить удаление стружки с рабочей части на момент вращения по ходу резьбы.
Чтобы определить требуемый диаметр отверстия для нарезания резьбы, таблица является наиболее удобным инструментом. Можно с этой целью произвести математические расчёты, но если таблица составлена по ГОСТ, потребность в лишних манипуляциях отсутствует.
- Резьбовое отверстие служит для создания разъемных соединений. Но если с наружной нарезкой проблем не возникает, поскольку любой необходимый крепеж, изготовленный по ГОСТ, можно приобрести в магазинах, то внутренняя резьба требует более тщательного подхода;
- Для нарезания внутренней метрической резьбы размеров М4, М5, М6, М8, М10, М12 применяют ручные инструменты или специализированные станки;
- Для получения метрической внутренней резьбы требуется выполнить соответствующее отверстие под будущую резьбу в заготовке;
- Выполняемые отверстия под метрическую нарезку должны соответствовать диаметру инструмента, который служит для нарезки;
- Каждое выполняемое отверстие предусматривает необходимость использовать инструмент определенного размера;
- Для этих целей мастер обязан грамотно подобрать диаметр сверла под нарезку резьбы;
- Нарезание крупных отверстий большого диаметра используются специализированные станки. В них сверла отличаются конусным типом хвостовика;
- Обычные сверла оснащаются хвостовиком цилиндрической формы;
- Размер конуса непосредственно зависит от размера сверла. Чем больше диаметр сверла, тем больше его конус;
- При необходимости выполнить нарезание внутренней резьбы типа М4, М5, М6, М8, М10, М12, диаметр требуемого отверстия выбирается на основе диаметра резьбы и шага резьбы;
- Чтобы определить, какой размер должен иметь диаметр, требует определиться с размерами отверстий. Для упрощения данной задачи используется специальная таблица, составленная по ГОСТ. Это означает, что таблица предусматривает выполнение стандартизированных операций. За счет этого удается получить однотипную продукцию, которая подходит для различного рода резьбовых соединений.
 В них сверла отличаются конусным типом хвостовика;
В них сверла отличаются конусным типом хвостовика;Ориентируясь по таблице и следуя строго ее параметрам, вы сможете выполнить своими руками внутреннюю нарезку нужного диаметра, и метизы, болты приобрести в специализированном магазине. При этом соединение окажется идеально подобранным.
Виды нарезки
Резьба внешне напоминает винтовые канавки с постоянным сечением. При этом резьба делится на два типа:
- Внутренняя;
- Наружная.
Резьбовое соединение имеет широкую сферу применения. Проблематично отыскать места, где ее не используют. За счет резьбы деталям придается вращение, поступательное движение, крепление. Практически все механизмы, машины и узлы обязательно включают в себя резьбовое соединение.
При этом нарезку делят на две большие группы:
- Однозаходная нарезка;
- Многозаходное резьбовое соединение.
В зависимости от направления движения винтов по резьбе, ее делят на:
- Левостороннюю;
- Правостороннюю.
Если брать во внимание стандартизированные по ГОСТ системы размеров, нарезку можно разделить еще на три вида.
- Трубная. Ее отличительная особенность — это изначальный диаметр, который ориентируется на размер трубного отверстия. В этой ситуации осуществляется только наружная нарезка.
- Метрическая. Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
- Дюймовая. У дюймовых видов резьбы отличительной особенностью выступает величина угла профиля. Для дюймовых типов она обычно составляет до 55 градусов. Величина отверстия обозначается в дюймах, а от количества нитей зависит шаг.
Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.
Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
 При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.Таблица
Таблица состоит из нескольких основных столбиков.
- В первом указываются размеры метрической резьбы. Она бывает от М2 до максимального значения М48;
- Второй столбец — это место, где указывается крупный шаг. Он используется для каждого размера метрической резьбы. Причем в зависимости от диаметра, шаг отличается, постепенно увеличиваясь по мере роста диаметра резьбы. Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
- Третий столбец указывает на диаметр сверла (отверстия) под выполняемую метрическую нарезку с крупным шагом.

Иногда может требоваться использовать мелкий шаг, что случается достаточно редко. Но и на этот случай в таблице предусмотрен отдельный столбец, на показатели которого следует ориентироваться в подобных ситуациях.
Технология нарезания резьбы на токарных станках
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Общие сведения
Вершина резца при перемещении с постоянной скоростью подачи вдоль вращающейся заготовки, врезаясь, оставляет на ее поверхности винтовую линию (рис. 4.42).
Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии (рис. 4.43). Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
4.43). Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
tgμ= P/(πd),
где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
Различают ход Ph и шаг Р многозаходной резьбы. Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
Ph= кР,
где k — число заходов.
Нарезание резьбы резцами
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).
Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14. .. 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
.. 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
d0 = d-P,
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца.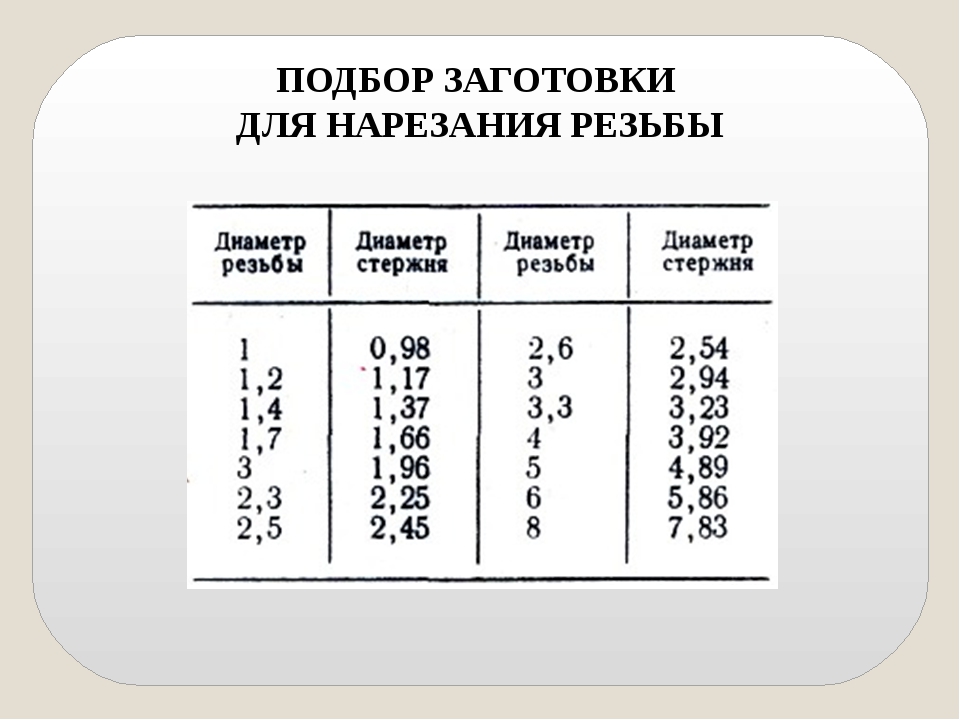 Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
b=(2…3)P.
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.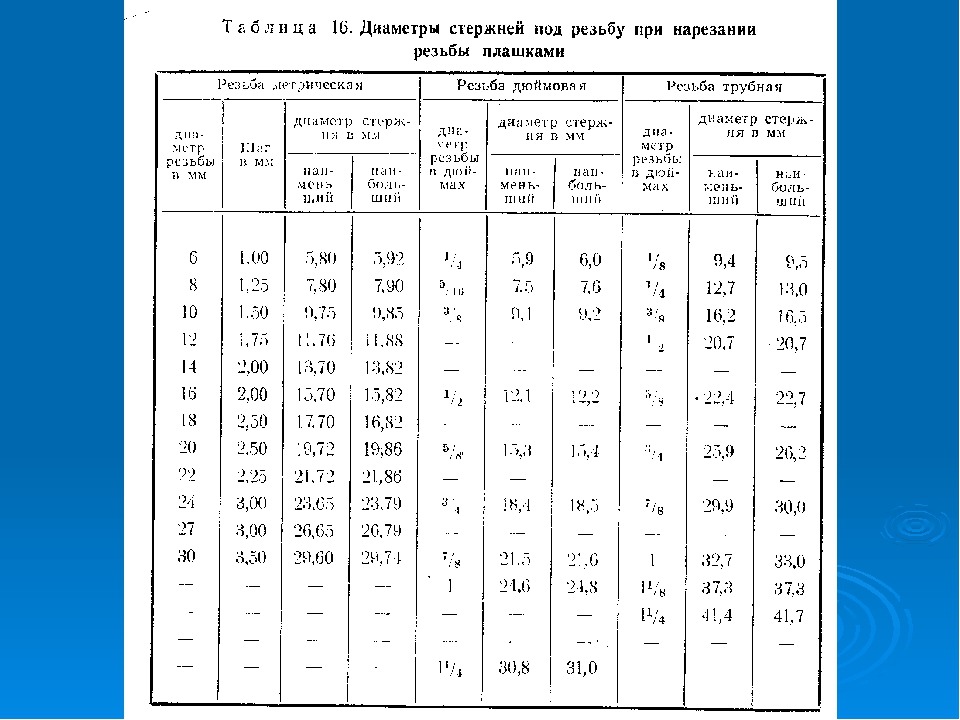
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1…0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6…10 мм эта разница составляет 0,1…0,2 мм, диаметром 11…18 мм — 0,12…0,24 мм, диаметром 20…30 мм — 0,14…0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы.
Для метрической резьбы диаметром 6…10 мм эта разница составляет 0,1…0,2 мм, диаметром 11…18 мм — 0,12…0,24 мм, диаметром 20…30 мм — 0,14…0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или гнезде револьверной головки. Скорость резания v при нарезании резьбы плашками для стальных заготовок 3…4 м/мин, для чугунных — 2…3 м/мин и для латунных — 10… 15 м/мин.
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) — доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, второй (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по заборной части, наибольшую длину имеет заборная часть чернового метчика.
Метчики в комплекте различают по заборной части, наибольшую длину имеет заборная часть чернового метчика.
При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания v при нарезании резьбы метчиками для стальных заготовок 5… 12 м/мин, для чугунных, бронзовых и алюминиевых — 6…22 м/мин. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяют для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах.
С помощью хвостовика резьбонарезная головка устанавливается в пиноли задней бабки или в револьверной головке станка. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки. В конце нарезания резьбы гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
При нарезании наружной резьбы большое распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют осуществлять много переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и принцип работы существующих винторезных головок имеют незначительные различия.
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Эти головки оснащают обыкновенными и чашечными резцами и используют при нарезании наружных и внутренних резьб.
Контроль резьбы
Шаг резьбы измеряют резьбовым шаблоном, представляющим собой пластину 2 (рис.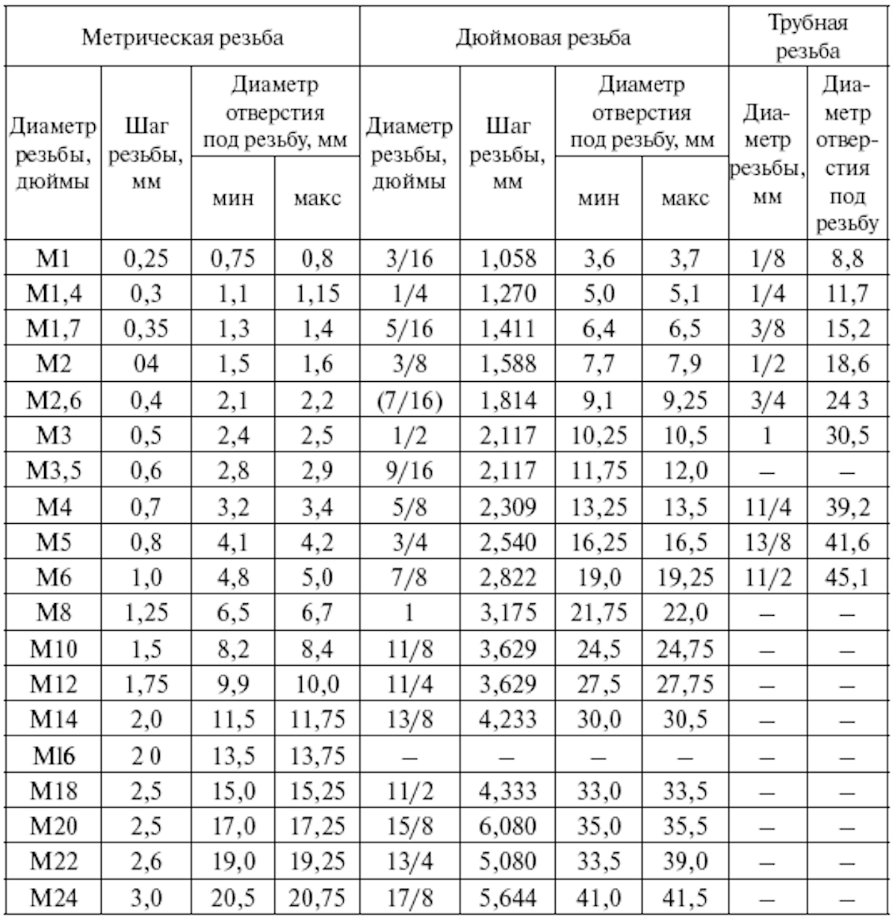 4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.
4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.
Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 4.47). Резьбовые калибры разделяют на проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения, и непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 4.48). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливают комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке, а затем настраивают по шаблону или эталону.
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Метчики OSG (Япония)
Метчики EX-SFT для глухих отверстий
Общего применения (экономичный вариант). Данные метчики предназначены для нарезания резьбы в широком диапазоне обрабатываемых материалов. Стандарты нарезаемой резьбы: М, U, W, SM. Подробнее…
Метчики MS-DH-SFT для глухих отверстий
Данные метчики предназначены для нарезания резьбы в литейных сталях (основной вариант), низкоуглеродистых сталях (основной вариант), легированных сталях, пластиках, а также в глубоких отверстиях. Стандарты нарезаемой резьбы: М, U. Подробнее…
Метчики удлинённые LT-MS-DH-SFT для глухих отверстий
Данные удлинённые метчики предназначены для нарезания резьбы в литейных сталях (основной вариант), низкоуглеродистых сталях (основной вариант), легированных сталях, пластиках, а также в глубоких отверстиях. Стандарты нарезаемой резьбы: М. Подробнее…
Стандарты нарезаемой резьбы: М. Подробнее…
Метчики EX-DH-POT для сквозных отверстий
Данные метчики предназначены для нарезания резьбы в низкоуглеродистых сталях (основной вариант), среднеуглеродистых сталях (основной вариант), литейных сталях, легированных сталях, пластиках, а также в глубоких отверстиях. Стандарты нарезаемой резьбы: М, U. Подробнее…
Метчики удлинённые EX-LT-DH-POT для сквозных отверстий
Данные метчики предназначены для нарезания резьбы в низкоуглеродистых сталях (основной вариант), среднеуглеродистых сталях (основной вариант), литейных сталях, легированных сталях, пластиках, а также в глубоких отверстиях. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики EX-SS-POT для сквозных отверстий
Данные метчики предназначены для нарезания резьбы в листовых сталях (основной вариант), низколегированных сталях (основной вариант), нержавеющих сталях и меди. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики VP-SFT для глухих отверстий
Данные метчики являются лучшим выбором для нарезания резьбы в подкалённых материалах твёрдостью 35HRC-42HRC (основной вариант), высокоуглеродистой стали (основной вариант), легированной стали (основной вариант), инструментальной стали (основной вариант), ковком чугуне, алюминиевых сплавах.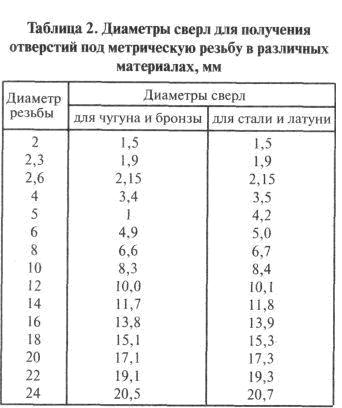 Стандарты нарезаемой резьбы: М. Подробнее…
Стандарты нарезаемой резьбы: М. Подробнее…
Метчики удлинённые OIL-SFT с внутренним подводом СОЖ для глухих отверстий
Данные удлинённые метчики имеют осевой канал для внутреннего подвода СОЖ и предназначены для нарезания резьбы в глубоких отверстиях и на горизонтально-фрезерных обрабатывающих центрах в низкоуглеродистых сталях (основной вариант), среднеуглеродистых сталях (основной вариант), легированных сталях (основной вариант), литейных сталях (основной вариант), ковком чугуне, меди, латуни, бронзе и пластиках. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики удлинённые OIL-POT с внутренним подводом СОЖ для сквозных отверстий
Данные удлинённые метчики имеют осевой канал для внутреннего подвода СОЖ и предназначены для нарезания резьбы в глубоких отверстиях и на горизонтально-фрезерных обрабатывающих центрах в низкоуглеродистых сталях (основной вариант), среднеуглеродистых сталях (основной вариант), легированных сталях (основной вариант), литейных сталях (основной вариант), ковком чугуне, меди, латуни, бронзе и пластиках. Стандарты нарезаемой резьбы: М. Подробнее…
Стандарты нарезаемой резьбы: М. Подробнее…
Купить метчики-раскатники из быстрорежущей стали
Метчики-раскатники S-XPF
Общего применения (основной вариант). Данные метчики-раскатники предназначены для раскатывания резьбы в широком диапазоне обрабатываемых материалов. Стандарты раскатываемой резьбы: М. Подробнее…
Метчики-раскатники удлинённые LT-S-XPF
Общего применения (основной вариант). Данные удлинённые метчики-раскатники предназначены для раскатывания резьбы в широком диапазоне обрабатываемых материалов. Стандарты раскатываемой резьбы: М. Подробнее…
Метчики-раскатники V-SS-NRT
Данные метчики-раскатники предназначены для раскатывания резьбы в листовых сталях (основной вариант), низколегированных сталях (основной вариант), нержавеющих сталях (основной вариант), меди (основной вариант), латуни (основной вариант), алюминии и алюминиевых сплавах (основной вариант), среднеуглеродистых и высокоуглеродистых сталях, легированных сталях, цинковых сплавах. Стандарты раскатываемой резьбы: М. Подробнее…
Стандарты раскатываемой резьбы: М. Подробнее…
Метчики-раскатники B-NRT
Данные метчики-раскатники предназначены для раскатывания резьбы в алюминии и алюминиевых сплавах (основной вариант), цинковых сплавах (основной вариант), меди, латуни и бронзе. Стандарты раскатываемой резьбы: М, U. Подробнее…
Метчики-раскатники CU-NRT
Данные метчики-раскатники предназначены для раскатывания резьбы в меди (основной вариант), нержавеющих сталях, латуни и алюминиевых сплавах. Стандарты раскатываемой резьбы: М. Подробнее…
Чтобы купить метчики, крайне желательно сначала разобраться во всех технических характеристиках метчиков, подобрать качественную оснастку для процесса резьбонарезания (в которую устанавливается сам метчик) и выявить особенности чертежа детали, в которой нужно нарезать этим метчиком резьбу. Обычно метчики конструируются для нарезания резьбы в конкретном материале. Исходя из этого, проектируются заданные
специальные параметры и особенности метчика. Но на данный момент для многих современных металлообрабатывающих производств, находящихся в условиях постоянно меняющихся новых заказов, более приемлемыми являются универсальные метчики, которые подходят для обработки многих различных материалов. Конструкция современных метчиков обычно направлена на универсальность их использования. Кроме заданного покрытия и материала самого метчика, они ещё обладают универсальной геометрией. Чаще всего метчики принципиально разделяют на два класса: метчики для нарезания резьбы в глухих отверстиях и метчики для нарезания резьбы в сквозных отверстиях. Поэтому, когда нужно купить метчик, то лучше всего знать заранее — какое отверстие будет в заготовке. Это определяет направление вывода стружки из отверстия, в котором метчик нарезает резьбу. Метчики для глухих отверстий имеют спиральную форму стружечной канавки и, соответственно, выводят стружку вверх из отверстия по этой спирали. Метчики для сквозных отверстий имеют прямую форму стружечной канавки и, соответственно, выводят стружку вниз из отверстия, где она выпадает под собственным весом.
Но на данный момент для многих современных металлообрабатывающих производств, находящихся в условиях постоянно меняющихся новых заказов, более приемлемыми являются универсальные метчики, которые подходят для обработки многих различных материалов. Конструкция современных метчиков обычно направлена на универсальность их использования. Кроме заданного покрытия и материала самого метчика, они ещё обладают универсальной геометрией. Чаще всего метчики принципиально разделяют на два класса: метчики для нарезания резьбы в глухих отверстиях и метчики для нарезания резьбы в сквозных отверстиях. Поэтому, когда нужно купить метчик, то лучше всего знать заранее — какое отверстие будет в заготовке. Это определяет направление вывода стружки из отверстия, в котором метчик нарезает резьбу. Метчики для глухих отверстий имеют спиральную форму стружечной канавки и, соответственно, выводят стружку вверх из отверстия по этой спирали. Метчики для сквозных отверстий имеют прямую форму стружечной канавки и, соответственно, выводят стружку вниз из отверстия, где она выпадает под собственным весом. Т.к. в глухих отверстиях резьба приближена ко дну самого отверстия, то передняя часть метчика имеет малое количество заходных витков, чтобы можно было нарезать резьбу максимально близко ко дну отверстия. У резьбы в сквозном отверстии таких ограничений нет, поэтому конструкция метчика имеет большее количество заходных витков. Увеличение количества заходных витков приводит к более плавному врезанию метчика в материал заготовки, а, соответственно, и уменьшению нагрузки на передние режущие зубья, что значительно уменьшает силу резания и увеличивает стойкость метчика. Обычно количество заходных витков на метчике для сквозных отверстий больше в два раза количества заходных витков на метчике для глухих отверстий. Более того, при нарезании резьбы метчиком в глухом отверстии стружка, которая поднимается вверх по спиральной стружечной канавке метчика может опять попасть под режущую кромку зубьев метчика, чем увеличивает вероятность поломки зубьев или даже поломки самого метчика. Геометрия режущей части у метчиков для сквозных отверстий обычно сконструирована так, чтобы получать короткую стружку, которая будет сама легко проваливаться вниз из отверстия по прямым стружечным канавкам метчика.
Т.к. в глухих отверстиях резьба приближена ко дну самого отверстия, то передняя часть метчика имеет малое количество заходных витков, чтобы можно было нарезать резьбу максимально близко ко дну отверстия. У резьбы в сквозном отверстии таких ограничений нет, поэтому конструкция метчика имеет большее количество заходных витков. Увеличение количества заходных витков приводит к более плавному врезанию метчика в материал заготовки, а, соответственно, и уменьшению нагрузки на передние режущие зубья, что значительно уменьшает силу резания и увеличивает стойкость метчика. Обычно количество заходных витков на метчике для сквозных отверстий больше в два раза количества заходных витков на метчике для глухих отверстий. Более того, при нарезании резьбы метчиком в глухом отверстии стружка, которая поднимается вверх по спиральной стружечной канавке метчика может опять попасть под режущую кромку зубьев метчика, чем увеличивает вероятность поломки зубьев или даже поломки самого метчика. Геометрия режущей части у метчиков для сквозных отверстий обычно сконструирована так, чтобы получать короткую стружку, которая будет сама легко проваливаться вниз из отверстия по прямым стружечным канавкам метчика.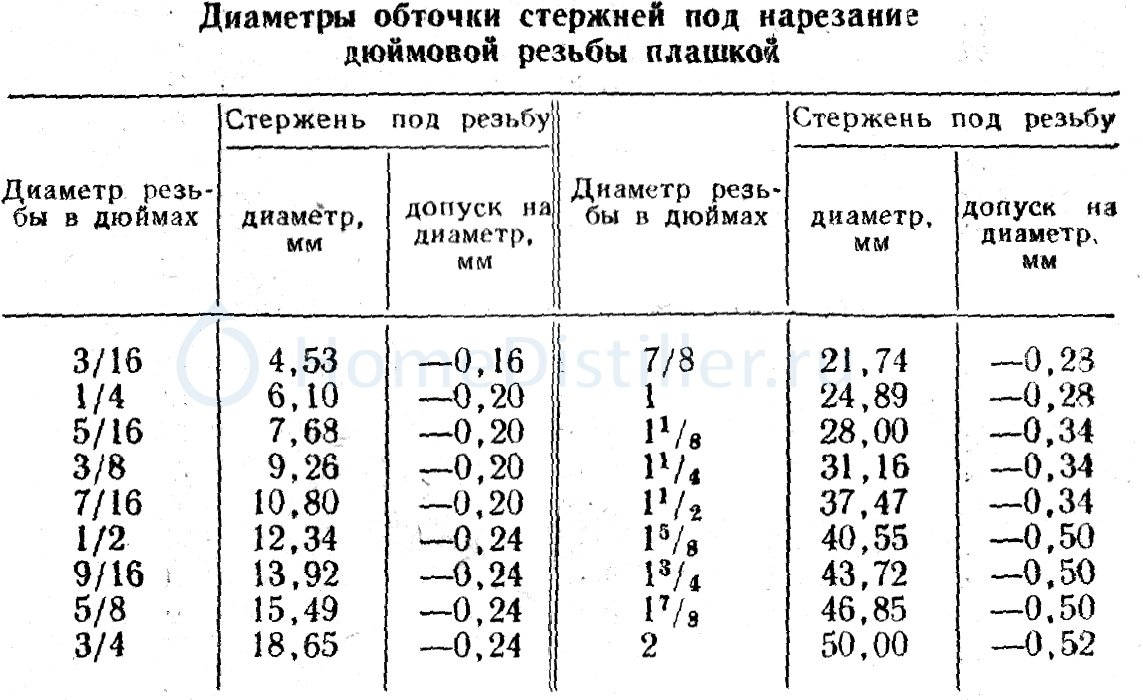 Обычно при проектировании метчиков подбирается баланс соотношения размеров (формы, глубины и ширины) стружечной канавки и осевой части. Чтобы стружка легко проходила по стружечной канавке метчика, можно сконструировать и большую стружечную канавку, но это приведёт к утоньшению осевой части метчика, а, соответственно, к уменьшению жёсткости конструкции метчика, уменьшению его стойкости и более высокой вероятности поломки. Но метчик для глухих отверстий может нарезать резьбу и в сквозном отверстии, и в глухом отверстии, поэтому во многих случаях постоянно меняющихся новых заказов экономически бывает более целесообразен. Прежде чем купить метчик, нужно понимать все приведённые выше параметры.
Обычно при проектировании метчиков подбирается баланс соотношения размеров (формы, глубины и ширины) стружечной канавки и осевой части. Чтобы стружка легко проходила по стружечной канавке метчика, можно сконструировать и большую стружечную канавку, но это приведёт к утоньшению осевой части метчика, а, соответственно, к уменьшению жёсткости конструкции метчика, уменьшению его стойкости и более высокой вероятности поломки. Но метчик для глухих отверстий может нарезать резьбу и в сквозном отверстии, и в глухом отверстии, поэтому во многих случаях постоянно меняющихся новых заказов экономически бывает более целесообразен. Прежде чем купить метчик, нужно понимать все приведённые выше параметры.
Нарезание резьбы метчиками и плашками. Черчение. Как нарезать резьбу метчиком: нарезка внутренней резьбы
Нарезание резьбы метчиками и плашками. Черчение. Как нарезать резьбу метчиком: нарезка внутренней резьбы
- » win2 return false >Печать
Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения .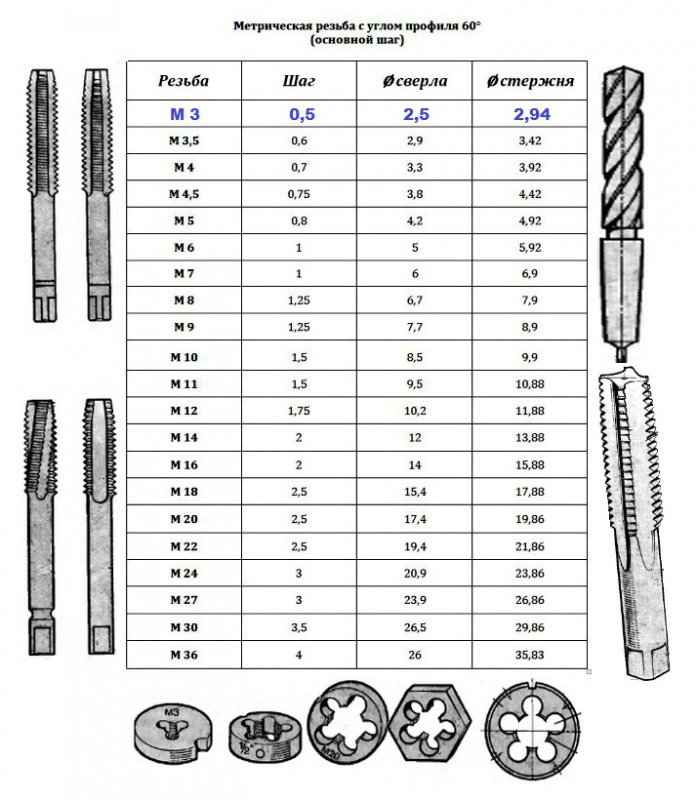 Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты , шпильки и винты . Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а ). Шпилька — цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б ). Винт — цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в ).
Основные элементы резьбы : угол подъема винтовой линии а ,
шаг резьбы р , угол профиля у , наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки . Они бывают круглые (рис. слева а ), резьбонакатные (б ) и раздвижные (в ).
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2 .
В корпусе резьбонакатной плашки (рис. б выше) установлены накатные регулируемые ролики с резьбой . Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16 , которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
справа) с дополнительным направляющим кольцом 16 , которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15 , прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14 , закрепленная винтами 8 , и два направляющих штифта 10 , по которым перемещается кольцо 16 .
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р (см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.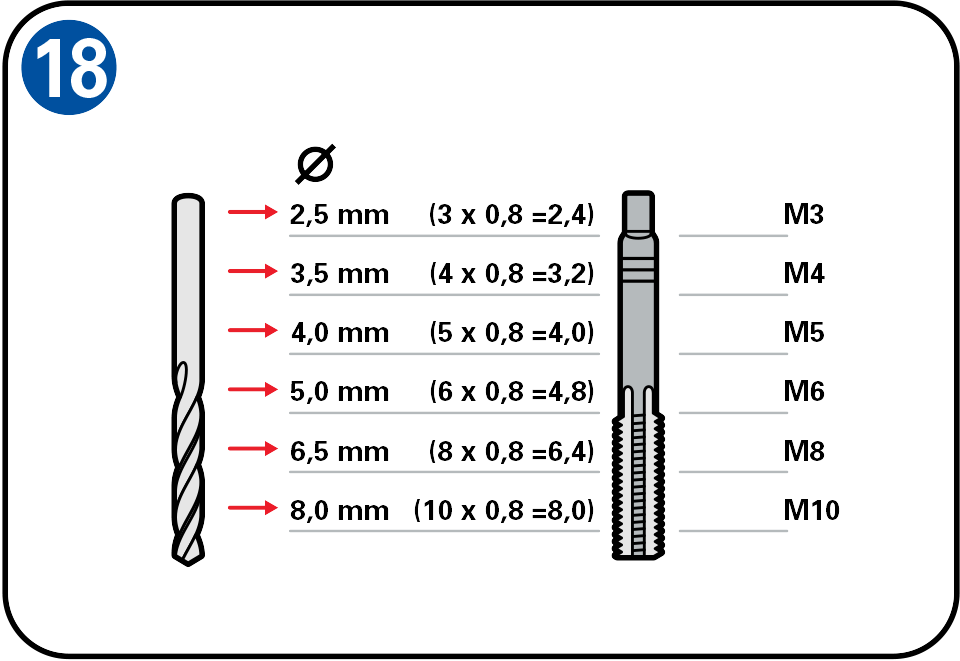
| Диаметр резьбы | Шаг (Р ) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М 5 | 0,75 | 4,8 | 4,8 |
| М 6 | 1 | 5,8 | 5,8 |
| М 8 | 1,25 | 7,8 | 7,9 |
| М 10 | 1,5 | 9,75 | 9,85 |
| М 12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы . Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы . Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а ) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20. ..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б ). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в ). После нарезания 1-2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б ). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в ). После нарезания 1-2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня , нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г ). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами , резьбовыми калибрами -кольцами и резьбовыми пробками (см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы . После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы — это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы — диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы — диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Угол профиля — угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля — участок профиля, соединяющий боковые стороны выступа.
Впадина профиля — участок профиля, соединяющий боковые стороны канавки.
Шаг резьбы — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы — угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля — угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба — имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм.
Трубная коническая резьба — имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба — применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы — применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую .
Упорные резьбы — крупная, нормальная и мелкая — применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба — применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая — трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба — применяется для червяков.
Схема винтовых линий : а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая
трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба.
Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Рис. 32
Нарезание резьбы плашками и метчиками . На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход.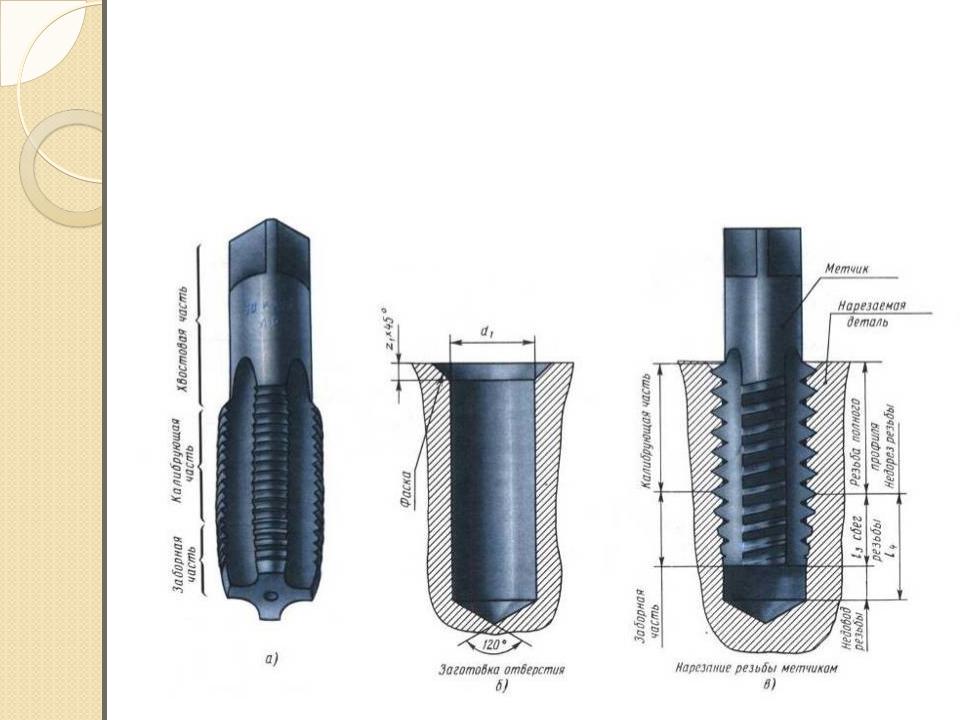 Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
Рис. 33
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Рис. 35
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
Накатывание резьбы . Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60…80 мм.
Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60…80 мм.
Рис. 36
Рис. 37
Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
д.
Рис. 38
Рис. 39
Рис. 40
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
На чтение 3 мин.
Существуют ситуации, когда надежное соединение невозможно сделать с помощью сварочного аппарата. В таких случаях используются резьбовые соединения. Оно позволяет собирать, разбирать металлоконструкции без деформации. Однако для создания соединения нужно знать, как правильно нарезать резьбу метчиком.
Разновидности инструмента
Инструмент, который используется для создания резьбы называется метчиком. Это цилиндрические стержни из металла, на краях которых присутствуют острые резцы, расположенные в определенной последовательности. Метчики разделяются по нескольким факторам:
Метчики разделяются по нескольким факторам:
- Способ использования. В комплекте с ручными инструментами поставляется специальный вороток для проведения работ. Оснастка для станков закрепляет в патроне благодаря цилиндрическому хвостовику.
- По типу обрабатываемых отверстий. Разделяются приспособления на две группы. Одни используются для обработки сквозных отверстий, другие для глухих.
- Для нарезания внутренней, метрической, трубной резьбы.
Форма метчиков может быть как цилиндрической, так и конической.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Для получения более качественного соединения, нужно выбирать комплект метчиков. Отдельные приспособления позволяют более точнее обрабатывать металл, менее уязвимы к большому усилию. Отличаются надежностью, долговечностью, высокой точностью.
Как правильно определить диаметр отверстия?
Если взять сверло большого диаметра, проделать отверстие, взять метчик того же диаметра, могут возникнуть проблемы. Прежде чем начинать нарезать резьбу, нужно подобрать размер оснастки, требуемый диаметр отверстия. Для классических размеров сверл если специальная таблица, в которой указываются соотношения размеров. Найти ее можно в интернете.
Как нарезать резьбу метчиком?
Нарезание внутренней резьбы метчиком является точным технологическим процессом, который проводится в определенной последовательности.
Подготовка
Изначально требуется подготовить инструменты, дополнительные приспособления для проведения работ:
- Маленькие тиски.
- Электродрель с регулятором оборотов, сверла по металлу.
- Набор метчиков.
- Щетка по металлу.
- Керн с молотком.
Нарезка резьбы метчиком вручную проводится на низких оборотах электроинструмента.
Процесс нарезки
Пошаговая инструкция нарезания резьбы:
- Накернить место отверстия керном с молотком.
- Просверлить отверстие электродрелью. Удерживать оснастку точно перпендикулярно относительно обрабатываемой поверхности. Дополнительно смазать сверло специальным маслом.
- Снять фаску на 1 мм по глубине. Для этого использовать сверло большего диаметра.
- Закрепить в воротке оснастку. Выполнять по два движения вперед, одно движение назад. Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
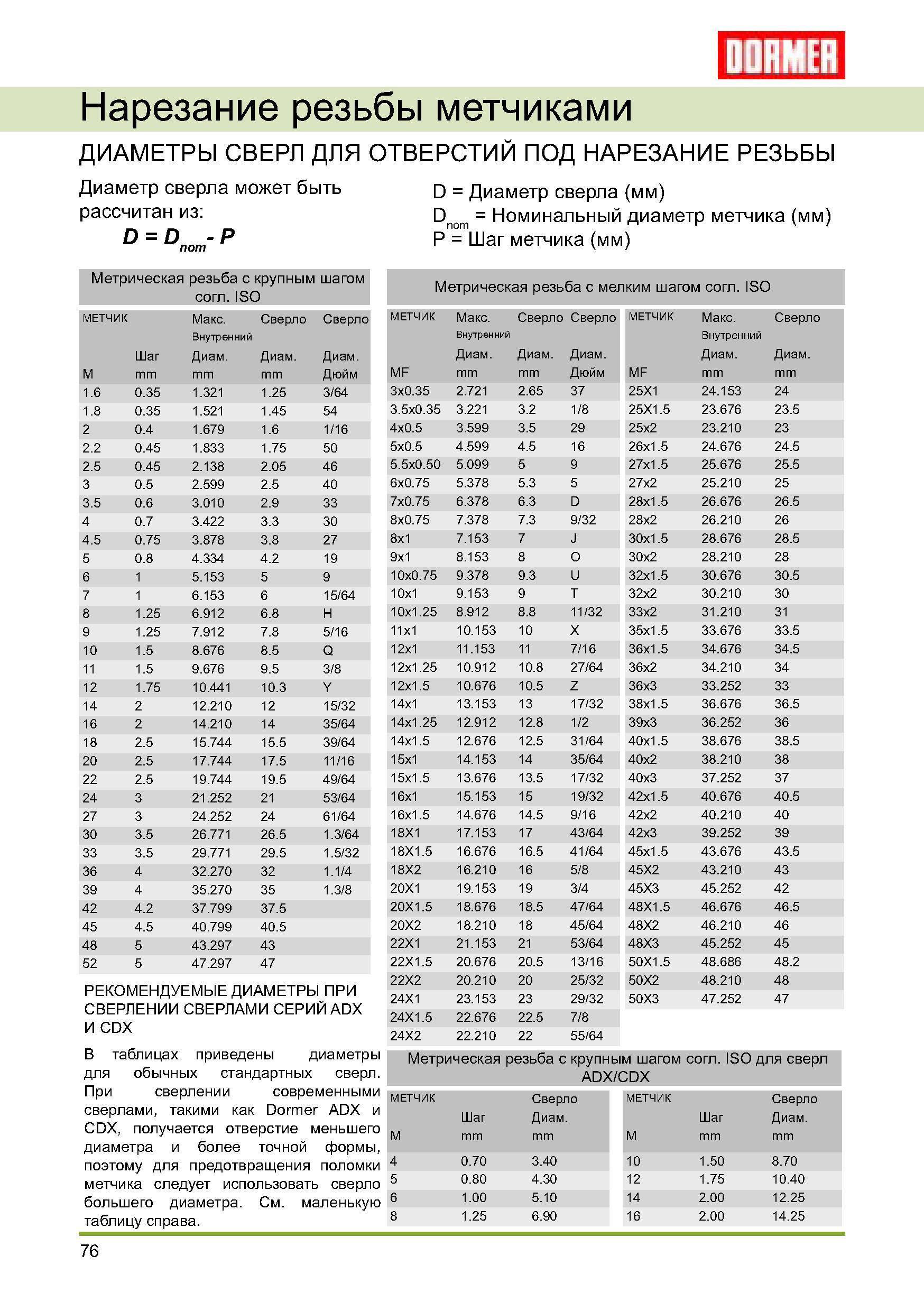 Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.Во время ручной нарезки нельзя делать усилия на прижим, продолжать вращать инструмент после его застревания. Если он сломался, требуется высверливать метчик с помощью дрели, разных сверл по металлу. Еще один вариант извлечения обломка – обтачивание зоны вокруг отверстия с помощью шлифовальной машинки. Затем требуется достать его плоскогубцами.
Для создания резьбовых соединений нужно купить соответствующие документы, научиться с ними работать. Проводя работы аккуратно, без спешки, можно получить надежное соединение за короткий промежуток времени.
— актуальный вопрос, т.к. это основной способ для соединения элементов конструкции.
Сделать это вполне можно вручную с помощью специального приспособления.
Разделяют наружную и внутреннюю резку детали, благодаря которой резьбу можно будет установить в отверстии разного типа.
Способ нарезки зависит от типа материала, с которым вы будете работать.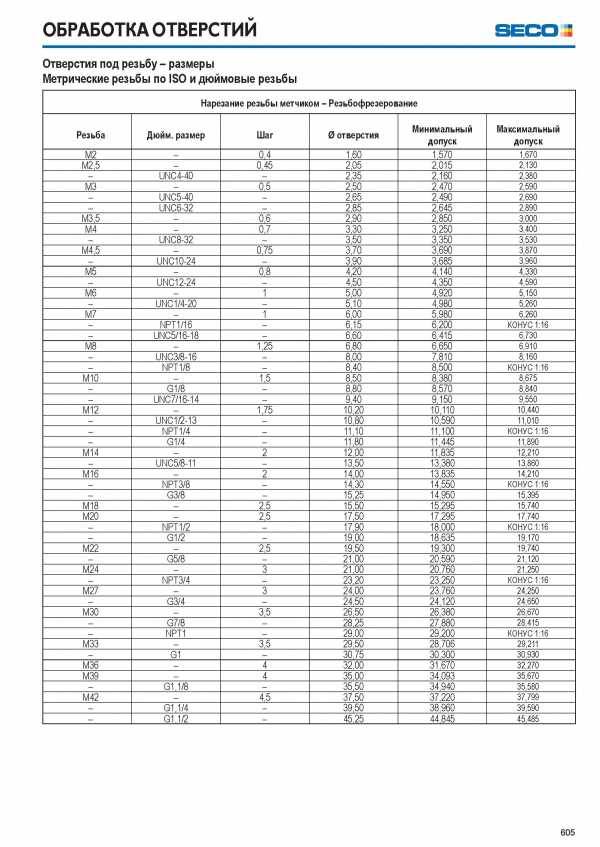
Особенности процесса, а также описание инструментов, которые для этого нужны, вы найдете в статье, а видео поможет вам справиться с поставленной задачей.
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
Участок для резки обычно конусообразной формы, он отвечает за непосредственное нарезание резьбы.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.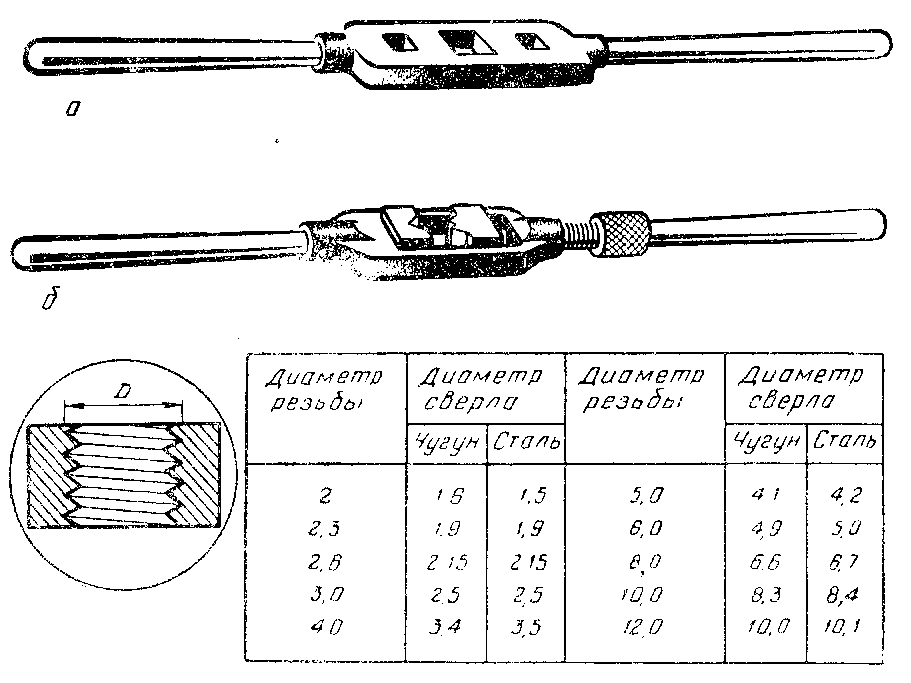
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.
В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Эта часть метчика отвечает за присоединение устройства к ручному держателю или патрону станка.
Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом. Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.
Помимо типа резьбы, метчики отличаются по устройству: они могут быть одиночными или комплектными.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Выбор метчика и нарезка
Выбирают метчик в зависимости от резьбы, которая необходима, а также ее назначения (резьба может отличаться по форме профиля, шагу резьбы, допускам).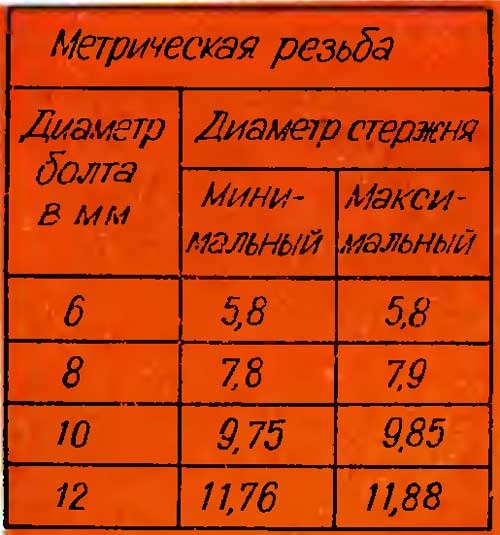
Для выбора метчика существует таблица, в которой отражены классы точности – в соответствии с ними нужно выбирать, какой тип метчика приобрести – комплект, или же одиночный инструмент.
Важный фактор, из которого стоит исходить при выборе метчика – необходимая точность нарезания профиля.
Разные инструменты имеют разную чистоту обработки резательного элемента, и это тоже нужно учитывать.
Металл, с которым вы будете работать, напрямую влияет на метчик, который для этого понадобится.
На алюминии потребуется угол заточки не менее 25 градусов, на чугуне и меди будет достаточно до 5 градусов, а на стали – до 10 градусов.
Для изготовления самого метчика используют чаще всего обычную или высокопрочную сталь. При выборе нужно ориентироваться на диаметр в отверстии, в котором будет делаться резьба.
Перед созданием резьбы в алюминии, чугуне или другой металлической детали нужно сделать отверстие. Оно может быть сквозным или глухим, в зависимости от необходимости.
Отверстие может иметь любой диаметр, важно только, чтобы оно было меньше, чем будущая резка. Сверло для отверстия лучше всего выбирать, руководствуясь размером резьбы.
Существует специальная таблица, где отражен рекомендуемый диаметр сверла в соответствии с размером резьбы, рекомендуется ознакомиться с ней, прежде чем приступать к работе.
Если на чугуне или алюминии требуется сделать крупную резьбу стены, то выбирать диаметр под отверстие следует, умножив диаметр резьбы на 0.8, таким образом, вы получите значение, которое будет максимально возле требуемого размера.
Создание отверстия для внутренней резьбы дается не вручную, а с помощью специального сверлильного станка, либо электродрели.
В случае использования дрели, заготовку нужно предварительно зажать в тиски, чтобы место сверления было точно там, где нужно.
При сверлении сверло должно быть расположено строго вертикально и не отклоняться от заданной плоскости.
Чтобы работать метчиком было проще, с верхней кромки можно снять фаску – тогда устройство будет входить легче.
Сделать это можно с помощью сверла, имеющего больший диаметр, либо напильника. После окончания работ, отверстие нужно очистить от стружки.
Особенно тщательно нужно сделать это в глухом отверстии, иначе нарезать качественно не получится.
Перед сверлением деталь, с которой вы будете работать, нужно плотно закрепить с помощью тисков, при этом фаска должна находиться сверху, а ось сделанного вами отверстия должна быть расположена по отношению к столу перпендикулярно.
Метчик нужно зафиксировать в гнездо воротка, а затем ввести его в фаску заготовочного отверстия. Вводится устройство всегда вертикально.
После этого метчик нужно сильно прижать к заготовке (лучше обеими руками) и начать вращать его по направлению часовой стрелки.
Нельзя допускать резких движений или остановок: вращать устройство нужно медленно и равномерно, но при этом работать с нажимом.
Работать метчиком нужно в следующей последовательности: сначала два поворота вперед, затем пол оборота назад и далее снова вперед.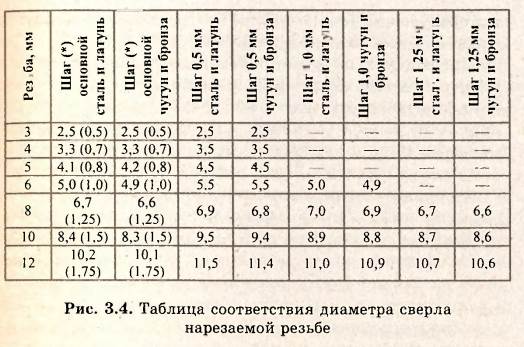 Таким методом происходит обработка всего отверстия в трубе.
Таким методом происходит обработка всего отверстия в трубе.
Во время резки метчик нужно время от времени охлаждать.
Для разных металлов используются разные способы охлаждения: для алюминия будет эффективен керосин, для меди – скипидар, для прочих металлов – специальная эмульсия, а при резке в чугуне охлаждение устройства не требуется.
Для внутренней нарезки лучше всего использовать комплекты метчиков.
Работа происходит следующим образом: сначала нужно сделать черновую резьбу, затем воспользоваться средним метчиком, который пропускается через отверстие, а затем формируется окончательная резка с помощью чистового метчика.
Подобная последовательность является оптимальной для наилучшего качества обработки, поэтому рекомендуется не пропускать никакое из трех устройств, иначе качество резьбы в трубе будет заметно хуже.
Все этапы процесса нарезки вы можете увидеть на видео – в этом процессе нет ничего сложного, самое главное – правильно выбрать диаметр и соблюсти последовательность работ, а также помнить, как работать с тем или иным видом металла.
В этом случае вы получите качественную резьбу в трубе, которую можно будет использовать для соединения любых деталей.
Не найдено похожих статей.
- » win2 return false >Печать
Нарезание внутренней резьбы
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. справа). Изготовляют метчики из инструментальной углеродистой, легированной или быстрорежущей стали. Метчик состоит из хвостовика и рабочей части .
Хвостовиком метчик крепится в воротке или патроне станка .
Рабочая часть метчика представляет собой винт с продольными или винтовыми канавками для нарезания резьбы. Как и в плашках, в рабочей части метчика имеется заборная часть для облегчения входа инструмента в отверстие. Винтовые канавки, аналогично продольным отверстиям в плашке, образуют режущие кромки. По ним же сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают в комплекте, включающем два метчика для резьбы диаметром до 3 мм и три (№ 1 —черновой , № 2 — средний и № 3 — чистовой ) для резьбы диаметром больше 3 мм. Черновой метчик выполняет основную работу и срезает до 60 % слоя металла, подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла. Чистовой метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3 ) или проставлены номера метчиков, а также указаны размеры резьбы — диаметр и шаг .
Для вращения метчика при нарезании резьбы ручным способом применяют приспособление — вороток (рис. слева). Воротки бывают – нерегулируемые (рис. а ) и регулируемые (рис. б ).
а ) и регулируемые (рис. б ).
Прежде чем приступить к нарезанию резьбы в отверстии, выполняют разметку места отверстия с обязательным его накерниванием . С учетом размеров будущей резьбы по таблице (см. табл. ниже) подбирают диаметр сверла.
| Диаметр резьбы | Диаметр сверла | Диаметр резьбы | Диаметр сверла | ||
| Чугун | Сталь | Чугун | Сталь | ||
| 2 | 1,6 | 1,5 | 3,0 | 4,1 | 4,2 |
| 2,3 | 1,9 | 1,9 | 6,0 | 4,9 | 5,0 |
| 2,6 | 2,15 | 2,15 | 8,0 | 6,6 | 6,7 |
| 3,0 | 2,5 | 2,5 | 10,0 | 8,3 | 8,4 |
| 4,0 | 3,4 | 3,5 | 12,0 | 10,0 | 10,1 |
Иногда можно воспользоваться простым способом — чтобы узнать диаметр отверстия под нужную резьбу из диаметра резьбы вычитают шаг и получают диаметр отверстия.
Размер диаметра отверстия под резьбу можно вычислить по формуле D=d-1,6t,
где D — диаметр отверстия, мм;
d — диаметр нарезаемой резьбы, мм; t — глубина резьбы, мм.
Размеры воротка для закрепления метчика при нарезании резьбы подбираются в зависимости от диаметра нарезаемой резьбы. Примерная длина воротка может быть определена по формуле
L=20D+100 мм,
где D — диаметр резьбы.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая диаметр отверстия. Поэтому диаметр сверла должен быть несколько больше внутреннего и меньше наружного диаметра резьбы. Если диаметр отверстия меньше требуемого, метчик сломается, а если больше — резьба будет неполной, ослабленной.
Просверленное отверстие обрабатывают зенкером . Применение этого инструмента позволяет улучшить качество, уменьшить конусность, овальность боковой поверхности отверстия. Зенкером работают так же, как и сверлом.
Для качественного нарезания резьбы важно правильно закрепить деталь в тисках и установить в отверстии первый метчик (рис.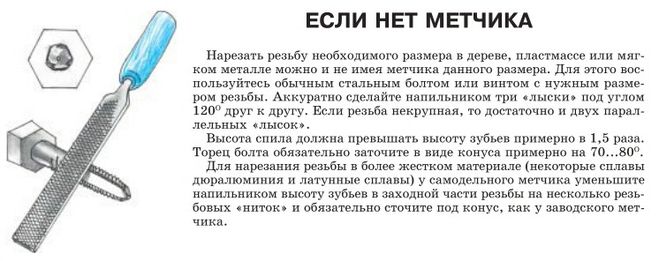 выше а ). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б ).
выше а ). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б ).
Нарезают резьбу следующим образом (рис. в ). Сначала устанавливают метчик № 1. Предварительно его резьбовую часть смазывают маслом. Прижимая левой рукой вороток к метчику, правой плавно вращают его вправо до тех пор, пока метчик не врежется на 1-2 нитки. Одновременно следят за сохранением прямого угла, при необходимости направляя метчик. После того, как метчик занял правильное устойчивое положение и началось нарезание резьбы, вороток берут обеими руками и вращают с легким нажимом, перехватывая через каждые пол-оборота. Для того чтобы стружка ломалась и уходила в канавки метчика, его вращают возвратно-поступательно: полтора оборота вперед и пол-оборота назад.
Закончив проход метчиком № 1, его вывертывают, вставляют метчик № 2, заправляют в резьбу, устанавливают вороток и нарезают.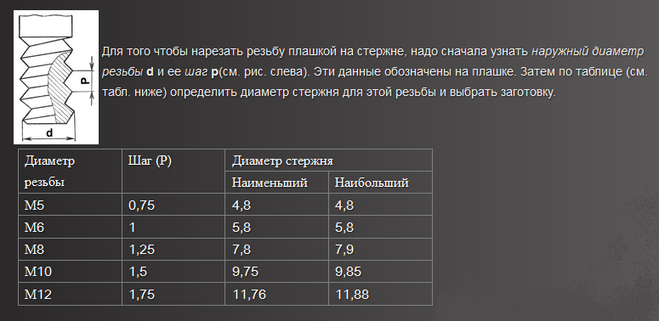 Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).
Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).
Глухие отверстия под резьбу просверливают на глубину несколько большую, чем длина резьбы.
Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт.
При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать:
1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки;
2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы;
3) перекос резьбы или поломка метчика — если диаметр отверстия меньше нормы или диаметр стержня больше нормы.
При нарезании резьбы в вязких и мягких металлах необходимо периодически вывертывать метчик и очищать канавки от стружки.
Резьбу следует нарезать последовательно полным набором метчиков.
Необходимо тщательно следить за тем, чтобы не было перекоса метчика.
Надо проявлять особую осторожность при нарезании резьбы в глухих отверстиях.
Обязательно надо периодически смазывать нарезаемую резьбу маслом.
РЕШЕНО: Можно ли просверлить и нарезать резьбу в чугуне?
ИСТОЧНИК: Сверло для заполнения и врезка алюминиевого коллектора
Использование горелки любого типа будет чрезвычайно трудным для заполнения заглушки. Даже попытка tig это будет довольно сложной задачей.Если вы можете сделать его достаточно чистым, подойдет шпатлевка «ПК-7» или «Цельнометаллическая». Металл ДОЛЖЕН быть полностью обезжирен. Используйте очиститель карбютатора или другой хороший жирорез и маленькую круглую щетку. Хорошо работают ершики для труб с жесткой щетиной. Используйте булавку или маленькую кирку, чтобы добраться до оставшихся нитей, чтобы разбить твердые частицы. Вставьте наполнитель в резьбу и вставьте в отверстие твердый алюминиевый стержень. Стержень должен быть слегка надрезан, чтобы наполнитель мог схватиться за него. Дайте ему полные 24 часа, чтобы вылечить.Отшлифуйте его до плоского состояния, кернерите, просверлите и нарежьте резьбу. Новая дырка будет такой же хорошей, если не сильнее, чем оригинальная. Около 2 часов, не считая времени отверждения.
Используйте булавку или маленькую кирку, чтобы добраться до оставшихся нитей, чтобы разбить твердые частицы. Вставьте наполнитель в резьбу и вставьте в отверстие твердый алюминиевый стержень. Стержень должен быть слегка надрезан, чтобы наполнитель мог схватиться за него. Дайте ему полные 24 часа, чтобы вылечить.Отшлифуйте его до плоского состояния, кернерите, просверлите и нарежьте резьбу. Новая дырка будет такой же хорошей, если не сильнее, чем оригинальная. Около 2 часов, не считая времени отверждения.
Опубликовано 25 марта 2009 г.
Рекомендации по метчикам для конкретных материалов
Производители метчиков предлагают собственные уникальные геометрии для конкретных материалов и областей применения. Эта таблица предназначена для предоставления общей информации. Чтобы получить конкретные рекомендации по метчикам для вашего применения, обратитесь к поставщику метчиков.
Эта таблица предназначена для предоставления общей информации. Чтобы получить конкретные рекомендации по метчикам для вашего применения, обратитесь к поставщику метчиков.
Стандартный метчик с прямой канавкой Эти метчики не выводят стружку из отверстия. По этой причине их не следует использовать для нарезания глубоких отверстий. Они лучше всего работают в сквозных отверстиях небольшой глубины и в материалах, дающих короткую стружку. |
| |||||||
|
Метчики с прямой канавкой и спиральным наконечником Эти метчики толкают стружку вперед. Стружка скручивается, чтобы предотвратить забивание канавок. Они используются для сквозных отверстий. |
| |||||||
|
 От 5 до 5 нитей, длина фаски или шаг.
От 5 до 5 нитей, длина фаски или шаг.
Левосторонний метчик со спиральной канавкой Эти метчики в основном используются в тонкостенных деталях или для отверстий, прерываемых поперечными отверстиями или продольными пазами. |
| |||||||
|
 Длина фаски от 5 до 5 ниток.
Длина фаски от 5 до 5 ниток.
Правосторонний метчик со спиральной канавкой Спиральные канавки отводят стружку обратно из отверстия. Эти метчики используются в глухих отверстиях глубиной менее 1,5 диаметра метчика с материалами, дающими короткую стружку. |
| |||||||
|
 Длина фаски от 5 до 5 ниток.
Длина фаски от 5 до 5 ниток.
Правосторонний метчик со спиральной канавкой Больший угол наклона спирали обеспечивает хороший отвод стружки из отверстия. Эти метчики используются только для обработки глухих отверстий в материалах, дающих длинную стружку. Их также можно использовать в более глубоких отверстиях, до 3-кратного диаметра метчика. |
| |||||||
|

| Передний угол Лучший передний угол для метчика зависит от материала.  Для материалов, дающих длинную стружку, обычно требуется метчик с большим передним углом. Материалы, дающие короткую стружку, требуют меньшего переднего угла. Для обработки сложных материалов, таких как титан или инконнелл, требуется компромисс между большим передним углом для получения более длинной стружки и меньшим передним углом для большей прочности. Для материалов, дающих длинную стружку, обычно требуется метчик с большим передним углом. Материалы, дающие короткую стружку, требуют меньшего переднего угла. Для обработки сложных материалов, таких как титан или инконнелл, требуется компромисс между большим передним углом для получения более длинной стружки и меньшим передним углом для большей прочности. |
Задний угол в начале метчика Задний угол меньше на метчиках для глухих отверстий, чем на метчиках для сквозных отверстий, чтобы можно было срезать корень стружки при обратном ходе метчика, не ломая режущую кромку метчика. |

Длина фаски (заход) Фактическое нарезание резьбы осуществляется ходом метчика.Когда на длине фаски или шаге резьбы больше, крутящий момент уменьшается, нарезание резьбы становится намного проще, а срок службы метчика увеличивается. В глухих отверстиях, где недостаточно места для сверления достаточно глубоко для метчика с более длинным шагом, используются метчики с коротким шагом. В некоторых случаях шаг метчика уменьшается до 1,5 витка резьбы. Это значительно увеличивает крутящий момент и сокращает срок службы метчика. Даже при использовании метчиков с укороченным шагом по-прежнему важно сверлить достаточно глубоко для обеспечения необходимого зазора.Рекомендуется оставлять одну длину резьбы плюс один мм за выступом метчика в качестве зазора сверления. Задний угол профиля резьбы (задний диаметр делительного диаметра) |
 Это влияет на то, как направляется метчик при входе в отверстие. Если задний угол слишком велик, направление шага и самоцентрирование метчика не могут быть гарантированы, особенно в мягких материалах.В таких материалах, как нержавеющая сталь или бронза, задний угол должен быть больше, чтобы обеспечить свободное резание и позволить большему количеству смазки достичь режущих и трущихся поверхностей. Больший задний угол может обеспечить более высокую скорость нарезания резьбы при условии, что метчик направляется концентрически в отверстие станком и держателем метчика.
Это влияет на то, как направляется метчик при входе в отверстие. Если задний угол слишком велик, направление шага и самоцентрирование метчика не могут быть гарантированы, особенно в мягких материалах.В таких материалах, как нержавеющая сталь или бронза, задний угол должен быть больше, чтобы обеспечить свободное резание и позволить большему количеству смазки достичь режущих и трущихся поверхностей. Больший задний угол может обеспечить более высокую скорость нарезания резьбы при условии, что метчик направляется концентрически в отверстие станком и держателем метчика.
| Метчики рулонной формы |
|
Эти метчики формируют резьбу, а не нарезают ее.
 Поскольку стружка не производится, ее можно использовать в глухих или сквозных отверстиях. Холодное формование возможно во всех пластичных материалах. Преимущества включают отсутствие отходов в виде стружки, неправильное нарезание резьбы, отсутствие отклонения шага, более высокую прочность, более длительный срок службы инструмента и более высокую скорость. Обратите внимание, что диаметр отверстия под керн должен быть больше, чем у метчика. Важна хорошая смазка, требуется больший крутящий момент, а меньший диаметр резьбы будет казаться шероховатым из-за процесса формовки.
Поскольку стружка не производится, ее можно использовать в глухих или сквозных отверстиях. Холодное формование возможно во всех пластичных материалах. Преимущества включают отсутствие отходов в виде стружки, неправильное нарезание резьбы, отсутствие отклонения шага, более высокую прочность, более длительный срок службы инструмента и более высокую скорость. Обратите внимание, что диаметр отверстия под керн должен быть больше, чем у метчика. Важна хорошая смазка, требуется больший крутящий момент, а меньший диаметр резьбы будет казаться шероховатым из-за процесса формовки.
| |||||||
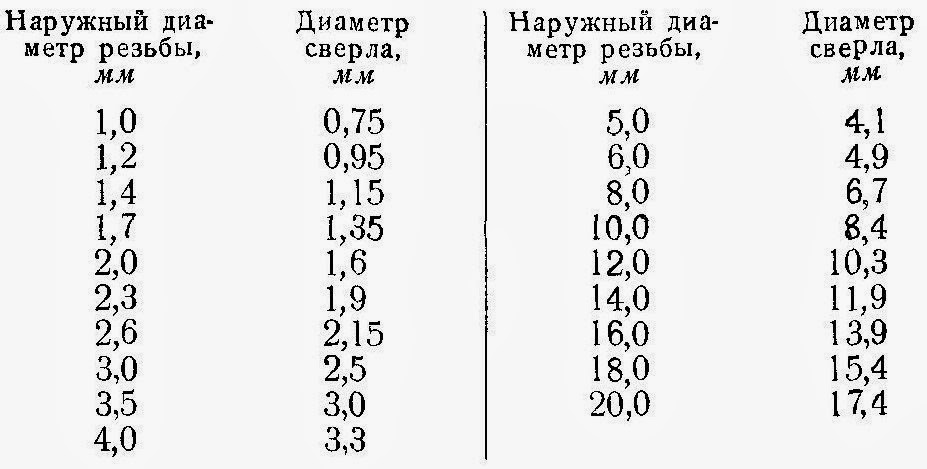
 Мы использовали сверло, которое также нарезало резьбу. Смазка будет задерживать опилки, если вам когда-нибудь придется беспокоиться о том, куда идут опилки, обратитесь к поставщику воды или сантехнику. Я уверен, что они дадут вам немного.
Мы использовали сверло, которое также нарезало резьбу. Смазка будет задерживать опилки, если вам когда-нибудь придется беспокоиться о том, куда идут опилки, обратитесь к поставщику воды или сантехнику. Я уверен, что они дадут вам немного. Они не подключаются к выхлопу в коллекторе.
Они не подключаются к выхлопу в коллекторе.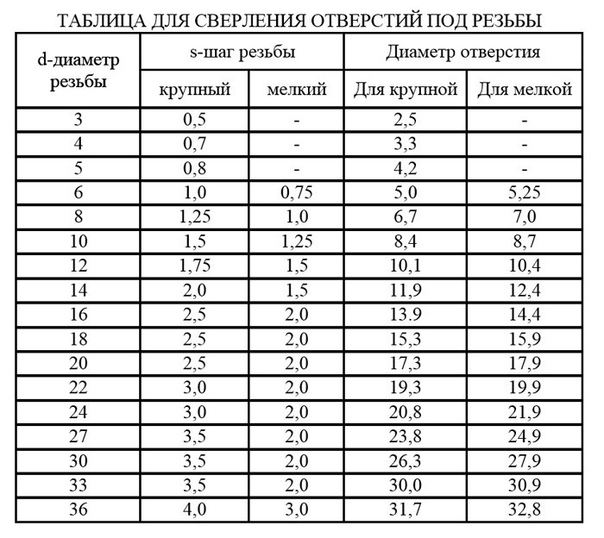 Я также вытащил пассажирскую сторону и очистил сварной шов JB, очистил резьбу, и все было в порядке. Все склеилось красиво и крепко.
Я также вытащил пассажирскую сторону и очистил сварной шов JB, очистил резьбу, и все было в порядке. Все склеилось красиво и крепко.Наконечники для нарезания отверстий
Наконечники для нарезания отверстийПоследнее обновление: 8 августа 2020 г.

ПЕРВЫЙ урок постукивания Удаление застрявших креплений Главная
Кузнечное дело
Гильдия кузнецов
Связаться с нами
Введение:
Эта статья предназначена для людей, которые уже делали метчик отверстий и с которыми случались неожиданные плохие вещи. во время процесса.Я надеюсь, что часть этой информации уменьшит поломку крана и разочарование. Если вы новичок в нарезки отверстий, сначала прочитайте мою статью «Начните нарезку резьбы».
О кранах:
Ручные метчики бывают 3-х основных стилей: Taper, Plug и Bottoming. Это относится к количеству скошенных нитей на
деловой конец крана.
Конические метчики имеют от 8 до 10 скошенных витков, пробковые метчики имеют от 3 до 5 скошенных витков, а донные метчики имеют от 1 до 10 резьб.
1 1/2 резьбы со скошенной кромкой.
Вы должны простукивать отверстия пробкой или конусным метчиком. При нарезании резьбы в глухом отверстии начните с конусного или пробкового метчика, очистите
из отверстия, пройдя так далеко, как вы можете, затем закончите донным краном.
В версии со спиральным наконечником могут быть либо конические, либо вставные метчики. Эта спираль связана со способностью крана толкать
фишки впереди себя. Иногда их называют «оружейными кранами». Это не означает, что они предназначены для использования на оружии; просто
что они «стреляют» щепками вперед.Этот тип метчика не нужно откручивать после нарезания нескольких витков резьбы.
Есть также много других нововведений в дизайне кранов.
Советы по постукиванию:
1. Если бы я рискнул перерасходовать какой-либо инструмент в моем магазине, это были бы краны. Я бы НИКОГДА сознательно не брал «углеродный
стальной метчик в доме. Минимум из быстрорежущей стали, сделанный в США, от известного производителя инструментов. Единственное исключение для большего (для меня)
размеры, такие как метчики диаметром 5/8, 3/4 и 7/8 дюйма.
Единственное исключение для большего (для меня)
размеры, такие как метчики диаметром 5/8, 3/4 и 7/8 дюйма.
3. Я храню более одного метчика тех размеров, которые использую чаще всего. мой другой краны затупляются. Буквально сегодня мне нужно было нарезать два отверстия диаметром 1/4-20 дюйма глубиной около 1 дюйма. Я взял метчик-пробку и принялся за него. Метчик работал довольно тяжело, даже несмотря на то, что я обильно использовал свою обычную сульфированную смазочно-охлаждающую жидкость на отверстии. я не хотел сломал кран, поэтому я пошел за новым.Он постучал в другое отверстие, как во сне, без необходимости останавливаться и открывать кран. вообще вон! Что делать? —-Срочно выкинуть старый кран!!!!
4. Кажется, что большинство хозяйственных магазинов и даже некоторые каталоги инструментов продают метчик Plug как метчик «по умолчанию». Это может заплатить
получите несколько конусных метчиков нескольких размеров, чтобы облегчить задачу и снизить нагрузку на сам метчик.
5. Существуют также метчики с короткими участками хвостовика уменьшенного диаметра. Идея в том, что если вы сломаете кран, он сломается. намного выше отверстия, что облегчает его удаление.
6. Всегда уделяйте время снятию фаски с отверстия перед тем, как начать нарезать в нем резьбу. Это снижает нагрузку на свинцовую резьбу на метчике. и помогает держать кран прямо.
7. Для резьбового отверстия нет ничего хуже, чем криво закрутить метчик. И часто вы качаетесь на несколько оборотов. Если отверстие начато криво, оно само со временем попытается выпрямить резьбу. Это вызывает большее трение и увеличивает вероятность того, что кран сломается.
8. Как сказал Дейв Мариетт в недавнем посте Bellows, «используйте сверлильный станок для нарезания резьбы, когда это возможно». Для меня,
вместо того, чтобы вставлять метчик в патрон сверлильного станка, я делаю следующее: я вставляю метчик в Т-образный вороток, просто
как вы бы сделали для постукивания рукой. Затем я вставил центрирующее сверло в патрон дрели. Верхний конец моего крана выворачивает все
на конце просверлить маленькое отверстие. Затем я втыкаю метчик в отверстие, которое нужно нарезать, затем запускаю шпиндель сверлильного станка.
вниз, чтобы центрирующее сверло вошло в отверстие в верхней части воротка.Это держит метчик строго вертикально, поэтому я могу резать
первые 2-3 темы. Затем я постукиваю по остальной части отверстия.
Затем я вставил центрирующее сверло в патрон дрели. Верхний конец моего крана выворачивает все
на конце просверлить маленькое отверстие. Затем я втыкаю метчик в отверстие, которое нужно нарезать, затем запускаю шпиндель сверлильного станка.
вниз, чтобы центрирующее сверло вошло в отверстие в верхней части воротка.Это держит метчик строго вертикально, поэтому я могу резать
первые 2-3 темы. Затем я постукиваю по остальной части отверстия.
9. Если вы не можете использовать сверлильный станок, есть несколько альтернатив:
О. Я часто беру кусок квадратного материала, скажем, куб со стороной 1 дюйм, и просверливаю в нем отверстие размером с метчик. Затем я установил
блок над отверстием, воткните в него кран, и я побежал.
Б. Боб Уолш только что сказал мне, что он использует уровень, встроенный в его дрель.
C. Однажды я видел небольшой инструмент, который представлял собой просто короткий кусок уголка с вертикальной канавкой на одной стороне. Чтобы использовать его,
вы прижимаете его к бите для одной оси, затем наводите на вертикальную канавку для другой.
D. Я разработал небольшой сверлильный станок, чтобы сверло и метчик держались вертикально к поверхности.
Щелкните здесь, чтобы узнать о планах по изготовлению приспособления для нарезания отверстий
Мой предпоследний комментарий касается сверления отверстия под кран нужного размера.Для этого можно использовать таблицы. Я не эксперт, но я думаю, что эти таблицы обычно предназначены для создания потока 75%. Если вы бурите в реальном жесткий материал, и если не будет сильного напряжения, можно украдкой приоткрыть дырку на несколько лишних тысячных.
Знаете ли вы, что размер сверла под метчик можно рассчитать без таблицы? Вот как:
-Вычтите 1/шаг (резьбы на дюйм) из основного диаметра. Это размер сверла!
Пример: 1/4-20: 1/4″ = 0.250. 1/20 = 0,050. 0,250-0,050=0,200. Вам понадобится сверло диаметром около 0,200 дюйма.
(В этом случае подойдет либо #7, либо 13/64, что равно 0,203.)
Другой пример: 3/8-16: 3/8-1/16= 5/16.
Последнее замечание: ВСЕГДА используйте большое количество соответствующей смазки.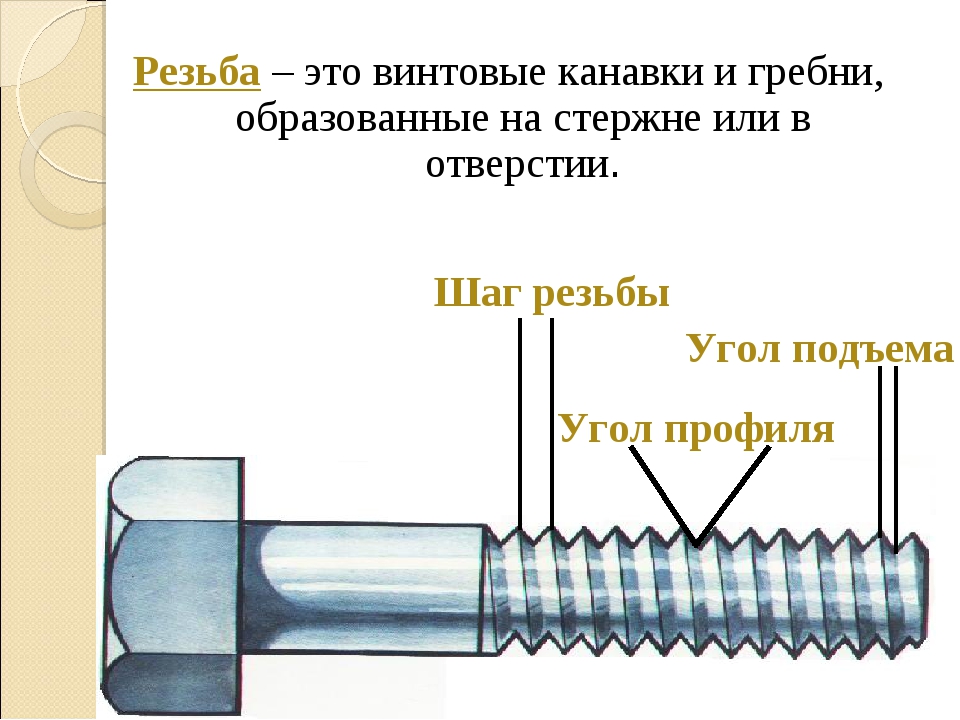 Старый инженер, с которым я работал много лет, сказал мне
что «все, даже вода, лучше, чем ничего».
Старый инженер, с которым я работал много лет, сказал мне
что «все, даже вода, лучше, чем ничего».
— Для всех углеродистых сталей я использую сульфированное смазочно-охлаждающее масло, которое продается в хозяйственных магазинах для нарезания резьбы на трубах.
-Для алюминия хорошо подходит керосин или мазут. Кто-то использует wd-40.
— Вам нужны разные смазки для других металлов, кроме чугуна, который обычно не нуждается в них.
Примечания по резьбовым отверстиям в стволах ружья
Недавно один парень написал мне по электронной почте, чтобы прокомментировать мое заявление «не использовать метчики из углеродистой стали» в разделе «Советы по нарезанию резьбы» выше.
Он заметил, что оружейники ДЕЙСТВИТЕЛЬНО используют метчики из углеродистой стали, потому что они склонны
много ломаются, но их легко удалить, разбив их.
Я не занимаюсь оружейным делом — идея просверлить чье-то оружие
бочка пугает меня до чертиков. Итак, я задал следующий вопрос в группе новостей rec. crafts.metalworking:
crafts.metalworking:
— «Возможно, причина того, что маленькие метчики часто ломаются, не в том, что они УГЛЕРОДНЫЕ».
стали?
И, просто для информации, как вы щелкаете по 2-56 или 4-40 или любой другой дырке в
ствол пушки? Если вы можете углубиться только в 2 или 3 потока, вы не можете начать с
конус или даже штепсельный кран, можно?
И, наконец:
Стволы оружия закалены/закалены и отпущены или просто отожжены?
прочная сталь, как 4140?
Вот ответы, которые я получил:
1.Большинство отверстий под прицелы 6-48.
Стволы обычно просто из прочной стали, но ресивер там, где вы делаете
большая часть сверления и нарезания резьбы, и они могут быть повсюду.
Вы начинаете метчик с направляющей, поэтому большой начальный конус не требуется.
Метчики из углеродистой стали немного тверже, чем HiSpeed. Их тоже больше
хрупкий и недолговечный. Ничего страшного, большинство известных мне оружейников используют только их
однажды.
Они также стачивают хвостовик на них, чтобы ослабить его.Таким образом, если он сломается,
он сломается в хвостовике, а не в отверстии.
Настоящие старожилы закаляли бы их, чтобы резать действительно твердые материалы.
Кроме того, если он сломается, вы можете смягчить метчик из углеродистой стали с помощью горелки.
Так легче сверлить.
2. Парень (№1 выше) тоже был абсолютно прав. Мне пришлось EDM из
прочные метчики..и твердосплавные. Не весело.. совсем не весело.
3. Чтобы нарезать неглубокое отверстие, сточить кончик метчика и накрутить резьбу, затем вставить донышко кран..или заточить донный кран от штатного.
4. Я спросил: «Стволы орудий закалены/закалены и отпущены или они просто отожжены,
прочная сталь, как 4140?»
Ответ: Все перечисленное. — и, как вы увидите позже, иногда закаленные.
5. Профессионалы используют приспособление с втулкой для резьбовых отверстий
Google: «Втулочное приспособление для резьбовых отверстий»
6. Стволы ЛЕГКО сверлить. Они должны быть просверлены длинными путями,
ведь хотя бы раз, плюс рассверловка и нарезка.Так что не могу использовать
действительно неприятная обработка сталей для этого.
Стволы ЛЕГКО сверлить. Они должны быть просверлены длинными путями,
ведь хотя бы раз, плюс рассверловка и нарезка.Так что не могу использовать
действительно неприятная обработка сталей для этого.
Проблемы с
сверление и нарезание резьбы по военным болтам. Послевоенная реклама
действия обычно идут уже с дырками в них, просто выверните
заглушите винты и установите соответствующее основание. Боевые болтовые действия в
действительно старые времена были из мягкой углеродистой стали, которую подвергали механической обработке, а затем
закаленный пакетом. Это медведь, к счастью, пушки есть.
становятся слишком ценными коллекционными предметами, чтобы сейчас превращать их в спортивные;
в 50-х и 60-х годах они стоили всего 10-20 долларов.
Ты сможешь
вложить в такой спортер больше, чем стоимость новой коммерческой винтовки
и уменьшите стоимость до половины того, что вы потратили сейчас. В тех случаях-
закаленные действия, в наши дни вы можете получить твердосплавные сверла, чтобы сделать
отверстий, старожилы должны были использовать сверла из углеродистой стали с ртутным закаливанием и
даже тогда иногда не удавалось прожевать кожу.
Тяжелый
Черная серная смазочно-охлаждающая жидкость – лучший материал для нарезания резьбы. Втулка-
приспособления с направляющими являются обязательными для сверления и нарезания резьбы, просто просим
беда без них.Вот почему приспособление Forster было
в производстве на протяжении десятилетий.
Используются винты с мелким шагом, как правило, не в стандартной серии. 6-48
и 8-40 распространены, метчики тоже немного надежнее. Углеродистая сталь
метчиков более чем достаточно для бочковой стали и очистки
прослушиваются темы о коммерческом оружии. Небольшой рожковый ключ дает
хорошее ощущение, вы можете сказать, когда кран начинает заводиться и отступать
прежде чем он пойдет. Неглубокие отверстия, где есть около 5-6 ниток, используйте
приспособление со 2-м краном для запуска, за которым следует кран-пробка.
7. Один парень:
Я где-то читал, что если расплавить каплю припоя на приемнике,
достаточно отжечь корпус для сверления и нарезания резьбы. Я не пробовал.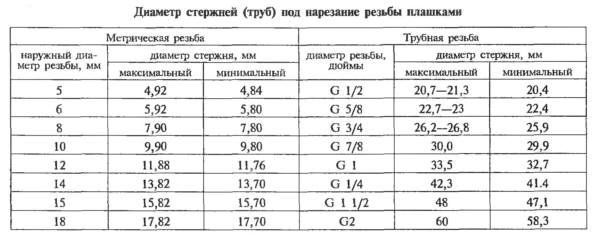
Другой парень:
Нет… капля расплавленного припоя ни черта не поможет отжечь
Ресивер Springfield для бурения. Самое близкое, что я нашел… было
крошечный маленький фонарик ювелиров используется должным образом. И это боль в (задней стороне).
8. Цементируемый лом штока гидроцилиндра достаточно хорошо режется с карбид.
9. Цементируемые затворы ’03 также могут подвергаться точечному отжигу с помощью обрезанного гвоздя в
сверлильный станок. Вы просто используете трение, чтобы очень нагреть маленькое пятно.
Вы можете сказать по
серийные номера, которые были сделаны таким образом.
Как говорится в предыдущем плакате, это не то, что можно было бы делать сегодня с
винтовка такая старая.
От Дугласа:
— Увидел хорошую информацию о кранах в (этой статье). Одно заметное упущение. Супер стиль метчика для глухих отверстий — это метчик с высокой спиралью.
Отправляет фишки вверх.
— Также не видел упоминания об ограничениях касаний.
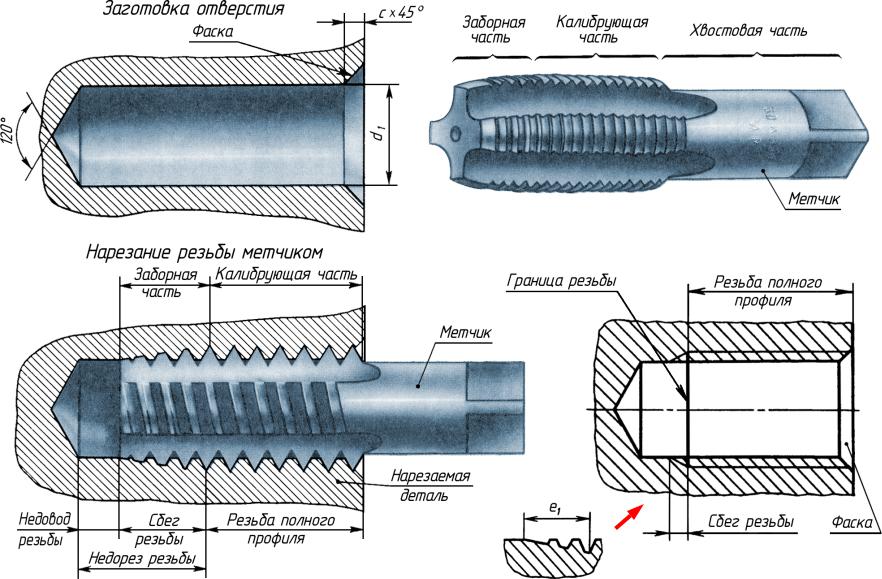
Убедитесь, что метчик режет материал до нужного размера. Возможно, он должен быть слишком большого размера, потому что деталь будет покрыта металлом. Или, что более вероятно, для DIY резьбовое отверстие будет пластиковым. Метчик с более высоким пределом подойдет лучше, потому что пластик будет двигаться, а не резаться. оставляя (слишком) узкое или слишком маленькое отверстие.
— Я не покупаю краны в крупных магазинах.
Потратьте немного больше денег и получите кран от бизнеса, который продает в механические мастерские.Мало того, что метчики (плашки тоже) быть намного более высокого качества (здесь читайте «шлифовать», а также материал), но магазин, вероятно, может посоветовать лучший метчик для вашей ситуации.
-Я почти всегда сверлю и нарезаю резьбу на фрезерном или токарном станке. Последователи крана отлично справляются с тем, чтобы кран шел прямо, но также сохраняйте весь крутящий момент вдоль оси (метчика) (чтобы мы не напрягали метчик вбок).
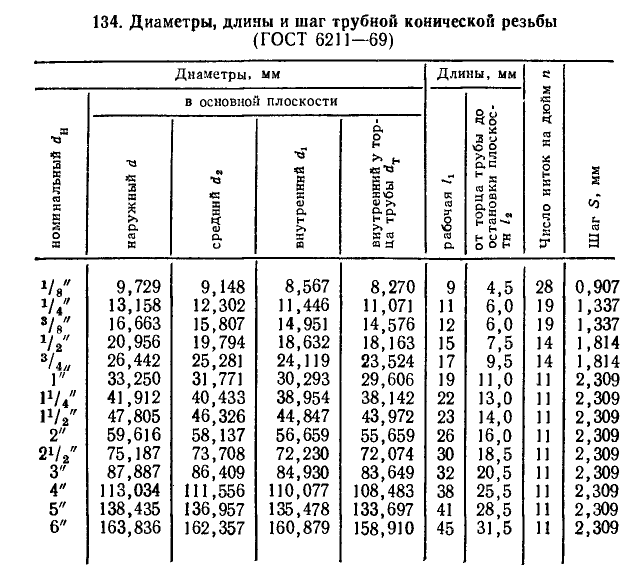 Это основная причина поломки кранов.
Это основная причина поломки кранов.Надеюсь, это поможет некоторым.Если у вас есть какие-либо дополнительные советы по постукиванию, пожалуйста, дайте мне знать.
Подачи и скорости для метчиков
Метчик – подачи и скорости
America’s Finest High-Speed Cutting Tools™
Как эффективно нарезать метчик и оптимизировать стойкость инструмента Чтобы свести к минимуму проблемы с прослушиванием, необходимо соблюдать следующие правила:
- • Используйте приспособление для нарезания резьбы с регулируемым шагом.
• Выберите правильную смазку (Ultra S/P™ Super Premium).
• Используйте правильный размер сверла и тип метчика.
• Выберите правильные скорости и подачи.
• Сохраняйте метчики острыми, проверяйте метчики на предмет износа.
• Обеспечьте точное выравнивание.
• Проверяйте твердость материала, особенно при смене партии материала.
Скорость нарезания резьбы может быть рассчитана с использованием: (Используйте таблицу ниже)
об/мин = скорость подачи (SFM) / 0,26 x внешний размер метчика
• Смазка некачественная или поток ограничен.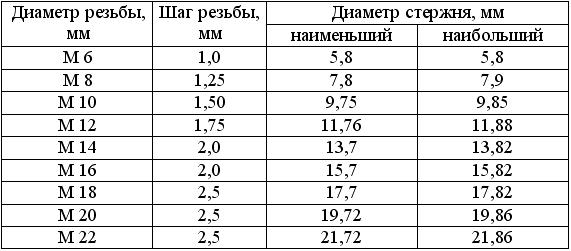
• Используются метчики с нижним шагом или со спиральной канавкой.
• Увеличение глубины резьбы ( %).
• Шаг резьбы неправильный.
• Нарезание конической резьбы (50% нормальной скорости).
Скорость нарезания резьбы может быть « ПОВЫШЕНА «, если
- • Глубина резьбы уменьшается.
• Шаг резьбы в порядке.
• Поток и качество охлаждающей жидкости в норме.
• Используются метчики со спиральной головкой.

Рекомендуемые подачи и скорости В приведенной ниже таблице предлагается «начальная точка» для выбора скорости для работы метчика.
| Материал | Рекомендуемая начальная точка Подачи и скорости (SFM) |
| Алюминий — литые сплавы | 60 |
| Алюминий – литые под давлением сплавы | 70 |
| Алюминий — деформируемые сплавы | 80 |
| Латунь | 60-100 |
| Бронза | 30-40 |
| Медь | 60-80 |
| Бронзовый металл | 50-60 |
| Чугун – серый | 30-60 |
| Чугун — ковкий | 50 |
| Чугун — сплавы | 15-30 |
| Ковкий сплав | 20-40 |
| Магниевые сплавы | 50-70 |
| Никелевые сплавы | 10 |
| Нимоник Сплавы | 10-12 |
| Мягкая сталь | 30-50 |
| Сталь – среднеуглеродистая | 35 |
| Инструментальная сталь | 15-25 |
| Литая сталь | 25 |
| Титановые сплавы | 10 |
| Нержавеющая сталь — серия 300 | 10-20 |
| Нержавеющая сталь — серия 400 | 15 |
| Пластик | 50-70 |
| Цинк — литье под давлением | 80 |
Можно ли нарезать чугун? – Первый законкомик.
 ком
комМожно ли нарезать чугун?
Резьбовые отверстия в чугунных столах станков — это именно то решение, которое вам нужно для крепления шаблонов и приспособлений. Джордж Вондриска показывает, как вырезать сквозное или глухое отверстие в чугуне с помощью кернера, сверла, метчика и набора штампов, небольшого масляного сверла и всех необходимых движений вперед и назад.
Можно ли повторно нарезать отверстие того же размера?
В этих отверстиях используются метчики, которые нарезают резьбу в металле. Они скручиваются вручную и медленно проникают в отверстие, где нарезается резьба.В большинстве случаев такие детали можно нарезать повторно, но они должны быть выполнены с резьбой того же размера, вы не можете нарезать резьбу на следующий размер меньше.
Можно ли самостоятельно нарезать чугун?
Я согласен, что резать чугун относительно легко. В чугуне есть графит, поэтому он самосмазывающийся. Одна вещь, которую я узнал от машиниста / инструктора колледжа, заключается в том, что отворачивание метчика каждые пол-оборота на самом деле сокращает срок службы метчика.
Какой метчик вы используете для чугуна?
Кобальтовая стальтверже и жестче, чем быстрорежущая сталь, поэтому она помогает увеличить срок службы инструмента и может использоваться для нарезания резьбы по более прочным металлам, таким как чугун, никелевые сплавы, аустенитная нержавеющая сталь и авиационные сплавы.Круглый хвостовик с квадратным концом делает этот метчик пригодным для ручного или механического применения.
Следует ли использовать масло при нарезании резьбы по чугуну?
ВСЕГДА используйте масло/смазку для нарезания резьбы, за исключением случаев, когда у вас мало работы и жидкости для нарезания резьбы недоступны. Затем используйте масло. Чугун ломает собственную стружку, поэтому реверсирование не требуется, но следите за тем, чтобы стружка не скапливалась в глухом отверстии и не сдавливалась там метчиком или болтом.
Как просверлить сковороду из закаленного чугуна?
Лучшим сверлом для чугуна является кобальтовое сверло с углом при вершине 135 градусов. Угол более острый, чем у обычного долота, что делает бурение более быстрым и точным. Кобальтовые биты латунного цвета. В качестве альтернативы вы также можете использовать сверло из нитрида титана золотого цвета.
Угол более острый, чем у обычного долота, что делает бурение более быстрым и точным. Кобальтовые биты латунного цвета. В качестве альтернативы вы также можете использовать сверло из нитрида титана золотого цвета.
Можно ли исправить оборванные нити?
Полный ремонт сорванной резьбы заключается в использовании резьбовой вставки спирального типа. Эти вставки сделают отверстие для болта совершенно новой резьбой, соответствующей размеру исходного болта. Чтобы использовать вставки, вы должны просверлить поврежденные отверстия немного большего размера, чтобы в них можно было вставить резьбовую вставку.
Как ремонтировать чугунную резьбу?
Когда происходит повреждение резьбы в чугуне и стали, наиболее распространенной практикой является высверливание существующей резьбы и нарезание резьбы, чтобы вставить крепеж большего размера. Во многих случаях это решает проблему. Когда необходимо использовать застежку того же размера, можно установить вставку, чтобы сэкономить день.
Можно ли использовать спиральную спираль из чугуна?
Чтобы вырезать отверстие для вставки Heli-Coil в чугуне, вы должны убедиться, что у вас есть подходящий тип фрезерного станка.Чугун очень твердый, и когда вы сверлите и нарезаете отверстие, вы должны запускать станок на очень низкой скорости и очень медленно подавать инструменты, чтобы не сломать их.
Можно ли сверлить и нарезать чугун?
Случайные твердые пятна в чугуне могут сломать наконечник сверла, если вы приложите чрезмерное усилие к наконечнику сверла. Нарезание резьбы в отверстии, просверленном в чугуне, требует осторожности, чтобы не сломать метчик в отверстии, когда вы столкнетесь с твердым местом.
Как лучше всего приправить чугунную сковороду?
С годами, если за ней не ухаживать должным образом, ваша чугунная сковорода потеряет свои приправы, что может сделать приготовление пищи в ней трудным и даже вредным для здоровья.Ваш первый шаг к тому, чтобы повторно приправить чугунную сковороду, — убедиться, что вы хорошо ее вымыли. В большинстве случаев аккуратное мытье теплой водой с небольшим количеством мыла — это все, что вам нужно для очистки чугунных сковородок.
В большинстве случаев аккуратное мытье теплой водой с небольшим количеством мыла — это все, что вам нужно для очистки чугунных сковородок.
Можно ли просверлить и нарезать резьбу в чугуне?
Нарезание резьбы в отверстии, просверленном в чугуне, требует осторожности, чтобы не сломать метчик в отверстии, когда вы столкнетесь с твердым местом. Найдите размер крепежа, который вам нужно ввинтить в чугун, по таблице сверла и метчика.
Нужно ли использовать льняное масло для приправки чугуна?
Вам не нужно повторно приправлять чугун льняным маслом, но причина в том, что свойства льняного масла вступают в химическую реакцию, которая образует наиболее защитный барьер для чугунных сковородок.( источник ) Но я бы не стал бегать в магазин за новым маслом только для того, чтобы заправить чугунные сковородки. Просто используйте то, что есть под рукой.
Как часто нужно приправлять чугунную сковороду?
Использование чугунной посуды предполагает определенную ответственность за ее обслуживание, чтобы обеспечить ее эффективную эксплуатацию в течение многих лет. Но это процесс, который вам нужно делать всего несколько раз в год, и в этом нет ничего страшного.
Но это процесс, который вам нужно делать всего несколько раз в год, и в этом нет ничего страшного.
Что делать при повреждении чугунной резьбы?
Когда происходит повреждение резьбы в чугуне и стали, наиболее распространенной практикой является высверливание существующей резьбы и нарезание резьбы, чтобы вставить крепеж большего размера.Во многих случаях это решает проблему. Когда необходимо использовать застежку того же размера, можно установить вставку, чтобы сэкономить день.
Нарезание резьбы в отверстии, просверленном в чугуне, требует осторожности, чтобы не сломать метчик в отверстии, когда вы столкнетесь с твердым местом. Найдите размер крепежа, который вам нужно ввинтить в чугун, по таблице сверла и метчика.
Почему моя чугунная сковорода выглядит тусклой после повторного добавления приправ?
Тупость наступает, когда масло на сковороде выгорает перед приготовлением.Чтобы это исправить, просто снова приправьте сковороду. Если ваш чугун по-прежнему выглядит тусклым после повторной приправы, повторяйте процесс, пока он не приобретет легкий блеск.
Как лучше всего восстановить поврежденную резьбу?
Будучи твердыми по своей природе, серый чугун и сталь будут иметь исключительную прочность резьбы и возможность удержания резьбы, если эти материалы защищены от коррозии. Когда в чугуне и стали происходит повреждение резьбы, наиболее распространенной практикой является высверливание существующей резьбы и нарезание резьбы, чтобы вставить крепеж большего размера.
Можно ли нарезать чугун? – Nosubjectlosangeles.com
Можно ли нарезать чугун?
Резьбовые отверстия в чугунных столах станков — это именно то решение, которое вам нужно для крепления шаблонов и приспособлений. Джордж Вондриска показывает, как вырезать сквозное или глухое отверстие в чугуне с помощью кернера, сверла, метчика и набора штампов, небольшого масляного сверла и всех необходимых движений вперед и назад.
Можно ли повторно нарезать отверстие того же размера?
В этих отверстиях используются метчики, которые нарезают резьбу в металле. Они скручиваются вручную и медленно проникают в отверстие, где нарезается резьба. В большинстве случаев такие детали можно нарезать повторно, но они должны быть выполнены с резьбой того же размера, вы не можете нарезать резьбу на следующий размер меньше.
Они скручиваются вручную и медленно проникают в отверстие, где нарезается резьба. В большинстве случаев такие детали можно нарезать повторно, но они должны быть выполнены с резьбой того же размера, вы не можете нарезать резьбу на следующий размер меньше.
Можно ли самостоятельно нарезать чугун?
Чугун превратится в пыль, а не в стружку, поэтому он быстрее засорится, особенно с маленькими метчиками. Метчики большего размера можно поворачивать на много оборотов при обработке чугуна и мягкой стали. Нарезание резьбы на железной трубе обычно можно выполнить без резервного копирования, используя мои гребенки HF и дюймовую резьбу.
Можно ли использовать спиральную спираль из чугуна?
Чтобы вырезать отверстие для вставки Heli-Coil в чугуне, вы должны убедиться, что у вас есть подходящий тип фрезерного станка. Чугун очень твердый, и когда вы сверлите и нарезаете отверстие, вы должны запускать станок на очень низкой скорости и очень медленно подавать инструменты, чтобы не сломать их.
Какой тип резьбы встречается в чугуне?
RE: Рекомендации по резьбе для чугунных деталей Британский стандарт Whitworth (BSW) представляет собой стандарт резьбы с крупным шагом на основе дюймов, использующий угол задней поверхности 55 градусов и контролируемый радиус основания/вершины.Это на самом деле довольно хорошая форма резьбы с точки зрения усталости.
Какая жидкость лучше всего подходит для чугуна?
На литье, вероятно, хорошо работает свиное масло или обычное сульфированное масло для резки. Старый черный вонючий материал. Используйте конусный или спиральный метчик и закончите его метчиком для дна, если это глухое отверстие.
Как нарезать новую чугунную резьбу?
Поверните разводной ключ по часовой стрелке, чтобы начать нарезание резьбы в отверстии. Поверните вороток на 1/2 оборота против часовой стрелки, если метчик заедает в отверстии.Продолжайте чередовать по часовой стрелке и против часовой стрелки, пока не получите резьбовое отверстие. Выньте кран из отверстия.
Выньте кран из отверстия.
Является ли нарезчик резьбы тем же, что и метчик?
Нарезчики резьбы не предназначены для нарезания новой резьбы. С другой стороны, краны сделаны для создания новых потоков. Когда вы просверлите отверстие в металле, вы потребуете вставить болт в отверстие. Затем вы можете использовать метчик, чтобы обрезать нить.
Можно ли нарезать резьбу в JB Weld?
Чтобы ответить на исходный вопрос: да, есть типы Locktite, которые можно просверливать и нарезать резьбу.FWIW, JB Weld тоже не волшебство, но иногда оно работает. Вы не купите их в магазине, так как это промышленные продукты.
Тяжело сверлить чугун?
Чугун хрупкий, но что касается металлов, он не очень твердый, поэтому просверлить в нем отверстие не так сложно, как можно было бы ожидать. Кроме того, вам не нужно быть слишком разборчивым в выборе сверла. Любое сверло, предназначенное для сверления металла, просверлит чугун.
Как ремонтировать чугунную резьбу?
Когда происходит повреждение резьбы в чугуне и стали, наиболее распространенной практикой является высверливание существующей резьбы и нарезание резьбы, чтобы вставить крепеж большего размера.