Можно ли приварить чугун к железу
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.
• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре

• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.
• на медной основе,
• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.
Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения.
Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость.
Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Сваривание металла с чугуном очень частое явление в наше время. Многие люди применяют его при машиностроении, станкостроении, металлургической и других видах промышленности. До нашего времени чугун – это один из основных металлов, которые применяют при создании практически всех конструкций из металла. Чугунные изделия очень выгодны для своих хозяев, потому что имеют сравнительно невысокую стоимость, но имеют много преимуществ.
Чугун имеет способность приглушивать вибрацию, а также высокоизносоустойчив и имеет хорошие литейные свойства. По причине широкого применения чугун часто приходится сваривать с другими металлами.
Швы, которые наложены на чугун могут быть, как долговечными так и не очень все зависит от того, какой тип электродов Вы выберите. В чугунных конструкций может быть множество дефектов из-за того что чугун является хрупким металлом. Так какими же все-таки электродами варить чугун?
В основном для сварки чугуна используются электроды ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и другие. Электроды для сварки чугуна очень разнообразны, поэтому от правильного выбора электрода будет зависеть долговечность изделия. Для начала давайте узнаем немного подробнее об этих электродах. ЦЧ-4 предназначены для холодной и горячей сварки, а также для ремонтных наплавок, напаек и заварок дефектов литья. Этим видом электродов можно сваривать высокопрочный ковкий чугун, а также сваривать чугун со сталью. Сваривание происходит с использованием нижнего положения шва и с помощью тока обратной полярности.
Электроды ОЗЧ-2, как и предыдущие, ЦЧ-4, предназначены для горячей или холодной сварки и заварки дефектов литья. Сваривание происходит в вертикальном, и нижнем положении шва с использованием постоянного тока обратной полярности. При использовании этих электродов лучше всего отдать предпочтение сварке тонкостенных конструкций.
Перед началом сваривания нужно подогреть изделие до температуры около 630 градусов по Цельсию. Сваривание нужно производить без остывания изделия, потому что на нем образуется трещина или излом. Лучше всего оставлять остывать изделие, плотно укрыв его любыми теплоизоляционным материалом. Однако для более качественного результата Вы можете воспользоваться печью, которую использовали для нагревания изделия до нужной температуры.
Многие умельцы в сфере сваривания пользуются и другими приемами при сварке чугуна с металлом, однако из этой статьи Вы узнали основной и самый лучший способ сварки. Самое главное – это то, что производить такое сваривание может даже новичок, а профессиональных сварщиков не так-то и много. В любом случае, независимо от того кто Вы: профессионал или новичок – сварка чугуна со сталью Вам по силам.
Самое главное – это то, что производить такое сваривание может даже новичок, а профессиональных сварщиков не так-то и много. В любом случае, независимо от того кто Вы: профессионал или новичок – сварка чугуна со сталью Вам по силам.
Прочный и надежный – чугун является одним из самых распространенных материалов, используемых в быту и промышленности. У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун: виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно – считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении – для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это – лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки
Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным. Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности. Основное его преимущество – скорейшее остывание в сравнении с горячим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима.
Данный способ применяют в промышленности. Основное его преимущество – скорейшее остывание в сравнении с горячим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима.
Холодная сварка подходит для дома. Она происходит при температуре максимум в 80 градусов по Цельсию.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.
Запрещается начинать работу, если поверхность не зачищена и не ошкурена – это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса
Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом – он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее. После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.


Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
Интересное видео
Сварка чугуна со сталью | dorpex.ru
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
 Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.Читайте также: Как заварить топливный бак
 youtube.com/embed/rmSc5_RPhM8?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/rmSc5_RPhM8?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске,
- низкой проплавляющей способностью,
- высокой скоростью наплавки,
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой,
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину,
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.
Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева,
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.

Важно!
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.
 Они отлично сцепляются с любыми марками сталей.
Они отлично сцепляются с любыми марками сталей.Важные моменты сварочного процесса чугуна и стали
- Работа производят в низком положении.
- Валик делают быстро, не создавая широкую ванну расплава.
- Серый чугун варится хуже, его обязательно разогревают, затем наплавляют никельсодержащий слой. Тогда соединение будет прочным.
- С легированными сталями чугун образует рыхлый шов, его обязательно хорошо проковывают.
- Варить шов надо ровно, без резких колебаний держателем.
как правильно это делать и на что обратить внимание при подготовке
31.05.2019
Вопросы, рассмотренные в материале:
- Почему сварка алюминия вызывает сложности
- Как правильно организовать сварку алюминия и его сплавов
- Можно ли варить алюминиевые детали вручную электродами
- Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Подготовка металла
Перед соединением алюминиевых элементов в домашних условиях нужны следующие действия:
- Очищают металлические детали от оксидного налета. Обезжиривают поверхности растворителем.
- Для получения прочного равномерного шва края толстых деталей срезают под углом 45-60°.
- Покрытие электродов быстро впитывает влагу. Перед началом работы их прокаливают при температуре 200°С.
- Свариваемые детали прогревают до 250°С. Это ускоряет процесс разрушения оксидного налета.

Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
 youtube.com/embed/Gfl5S6iakd8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Gfl5S6iakd8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Марки алюминиевых сплавов, наиболее применяемые для сварки
Сплавы алюминия классифицируются на две группы: термически упрочняемые и, соответственно, термически не упрочняемые. Среди термически не упрочняемых марок для сварки применяются алюминиево-магниевые сплавы марок АМг. Их химический состав соответствует ГОСТ 4784, а сортамент листов — ГОСТ 1946. См. таблицу:
Марка
| Основные элементы, % | Примеси, % | |||||||
| Mg | Mn | V | Si | Ti | Be | Cu | Zn | |
| АМг | 2,0-2,8 | 0,15-0,4* | — | 0,4 | — | — | 0,4 | 0,1 |
| АМг3 | 3,2-3,8 | 0,3-0,6 | — | 0,5-0,8 | — | — | 0,5 | 0,05 |
| АМг5п | 4,7-5,7 | 0,2-0,6 | — | 0,4 | — | — | 0,4 | 0,2 |
| АМг5н | 4,8-5,5 | 0,3-0,6 | 0,02-0,2 | 0,5 | — | — | 0,5 | 0,05 |
| АМг6м | 5,8-6,8 | 0,5-0,8 | — | 0,4 | 0,02-0,1 | 0,0001-0,005 | 0,4 | 0,1 |
| АМг6т | 6,0 | По ТУ ОП38-56 | — | — | — | — | — | |
Обозначения: п-полунагартованные; м-отожжённые; н-нагартованные; т-закалённые и подверженные естественному старению. * или хром в таком же соотношении * или хром в таком же соотношении | ||||||||
С увеличением процентного содержания магния до 7%, свариваемость металлов ухудшается. При содержании магния до 3% увеличивается риск образования трещин, но сварной шов становится более плотным.
Для уменьшения количества пор в сварном шве выбирают присадочную проволоку, в которой содержание магния выше, чем в свариваемом металле. Благодаря этому, пористость шва снижается.
Для сварки высокопрочных конструкций применяются термически обрабатываемые алюминиевые сплавы — дюрали. Марки дюралей Д1, Д16 и Д19 широко используются при сварке плавлением. Сплав Д20 относится к удовлетворительной группе свариваемости сталей.
Магниево-алюминиевые сплавы с содержанием алюминия до 11% удовлетворительно свариваются при сварке плавлением. А при таком способе сварки, как контактная сварка, свариваемость этих металлов хорошая.
 youtube.com/embed/Cg5-ux0B3i0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Cg5-ux0B3i0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Сварка через биметаллические вставки
Биметаллические переходные материалы (вставки) — это алюминиевые элементы, к которым уже прикреплен другой материал.
Для сварки вставок чаще применяют стандартные технологии — GMAW и GTAW.
Стальную сторону вставки нужно приварить к стали, алюминиевую — к алюминию. В процессе важно не перегреть вставки, иначе образуется хрупкое интерметаллическое соединение на стыке стали и алюминия внутри вставки.
Разрушение сварного шва, содержащего интерметаллиды происходит, как правило, ещё во время горения сварочной дуги. Но даже если шов не разрушится в процессе или в конце сварки, он напомнит о себе, когда изделие будут эксплуатировать.
Сначала лучше варить алюминий с алюминием. Это позволит увеличить отвод тепла при сварке стали со сталью и не допустит перегрева на участке соединения стали с алюминием.
Этот способ часто применяют, когда хотят получить качественные сварные швы. Подобную технологию используют в судостроении.
 youtube.com/embed/qfva9GuANs0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/qfva9GuANs0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Специфика материала
Сварка алюминия затрудняется его химическими и физическими свойствами.
Все дело в способности этого металла образовывать оксидную пленку от контакта с атмосферным кислородом. Эта способность является как главным достоинством, так и недостатком.
Преимущество в том, что оксид на поверхности надежно защищает изделие от коррозии, алюминий практически не поддается этому разрушающему процессу.
Но, в то же время, пленка окиси затрудняет соединение изделий путем сварочных работ. Окислы, образующиеся в сварочной ванне, имеют более высокую температуру плавления, чем сам металл, на выходе сварной шов неоднородный, а значит не прочный.
Также сильный нагрев, значительно превышающий температуру плавления (660°), приводит к следующим негативным последствиям.
- Текучесть расплавленного металла способствует вытеканию его из зоны сварки и быстрому прожиганию детали насквозь. Заварить такие недостатки можно, но с еще большими дефектами.
- Высокая температура может способствовать растрескиванию материала вокруг места сваривания.
- В сплавах алюминия образовываются поры ухудшающие прочность соединения.
- Значительная теплоемкость приводит к рассеиванию тепла по всей детали, а значит нужно более высокая мощность аппарата для качественной сварки.
- Металл образовывает кристаллизационные трещины в теле сварного шва.
 Заварить такие недостатки можно, но с еще большими дефектами.
Заварить такие недостатки можно, но с еще большими дефектами.Так как варить алюминий правильно и возможно ли делать такие соединения в домашней мастерской?
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.

Техника выполнения сварных швов
Для соединения алюминия и стали нужно выбирать способ техники сварки углом вперёд, с углом наклона электрода от вертикали вдоль оси сварного шва 40-45 градусов.
Важно правильно выбрать скорость сварки, поскольку от неё зависит, сколько между собой будут взаимодействовать жидкий алюминий и сталь. Это напрямую влияет на толщину и стабильность соединительного слоя.
Скорость сварки необходимо выбирать максимально возможной: не менее 7 м/ч для сварки первых проходов многопроходных сварных швов и не менее 12 м/ч для однопроходных и последующих проходов многопроходных сварных швов. На это есть причины:
- интенсивное образование интерметаллидов во время длительного контакта стали и алюминия на высоких температурах;
- интенсивное образование корунда и рост зоны слабины;
- интенсивное выгорание цинка.
Сварочные и наплавочные швы нужно выполнять без поперечных и возвратно-поступательных колебательных движений. Присадку в сварочную ванну нужно подавать со стороны оцинкованной стали для уменьшения выгорания цинка.
Присадку в сварочную ванну нужно подавать со стороны оцинкованной стали для уменьшения выгорания цинка.
Горелку нужно смещать относительно стыка сварного шва в сторону алюминия или алюминиевого сплава на 1-3 мм. Это связано не только с уменьшением выгорания цинка, но и с тем, что, обладая высокой теплопроводностью, алюминий нагревается и расплавляется значительно медленнее, чем сталь и цинк, который её покрывает.
Послесварочная термическая обработка сварного соединения нежелательна, температура его эксплуатации не должна превышать 270 градусов. В противном случае, толщина прослойки может увеличиться, что приведёт к снижению динамической прочности или разрушению сварного шва.
В противном случае, толщина прослойки может увеличиться, что приведёт к снижению динамической прочности или разрушению сварного шва.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.

Техника безопасности
Электросварка алюминия в домашних условиях повышает вероятность получения травм и порчи имущества. Поэтому в таком случае особенно тщательно соблюдают следующие предписания техники безопасности:
- Работать необходимо, используя средства индивидуальной защиты. Для сварщиков предназначены специальные маски, прорезиненные сапоги, рукавицы. Рабочее место защищают металлическим экраном.
- Все электрические элементы должны быть заизолированы.
- Нельзя варить в помещениях с легковоспламеняющимися жидкостями и материалами.
- Комната должна хорошо проветриваться. Это предотвращает отравление газами.
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Дуговая сварка алюминиевых строительных металлоконструкций
Для дуговой сварки строительных металлоконструкций применяют для сваривания алюминиевых частей между собой угольные электроды. В этом случае в качестве присадочного материала используют прутки из алюминия марок А0 и А1, или алюминиевых сплавов АМц и АК.
В этом случае для сварки выбирают ток постоянный, прямой полярности. Диаметр электрода обычно выбирают в пределах 6-8мм, исходя из толщины свариваемых кромок. Величина сварочного тока составляет 150-500А.
Кроме угольных электродов часто применяется проволока Св-АВ00, Св-А1, Св-АМц, Св-АК5 или же используют проволоку из такого же сплава, как и свариваемые детали. Сварку осуществляют постоянным током обратной полярности, с максимально возможной короткой дугой. Силу сварочного тока определяют из расчёта 25-30А на миллиметр диаметра электрода.
Сварку осуществляют постоянным током обратной полярности, с максимально возможной короткой дугой. Силу сварочного тока определяют из расчёта 25-30А на миллиметр диаметра электрода.
Перед сваркой алюминия присадочные прутки и свариваемые кромки покрывают слоем флюса для удаления с их поверхности плёнки из оксида алюминия Al2O3. Хорошие результаты показал флюс АФ-4А. В его состав входит 28% хлористого натрия (NaCl), 50% хлористого калия (KCl), 14% хлористого лития (LiCl) и 8% фтористого натрия (NaF).
Алюминиевые листы толщиной до 3мм сваривают с отбортовкой. Если толщина составляет 3-8мм, сварка производится без скоса кромок. При толщине листов более 8мм, применяют разделку сварных кромок с общим углом раскрытия 60-70° и перед сваркой выполняют предварительный подогрев до температуры 200-250°C. После окончания сварки с поверхности сварных швов удаляют шлак и остатки флюса, промывают водой и протирают ветошью. Для более эффективной очистки используют 5%-ный раствор азотной кислоты HNO3.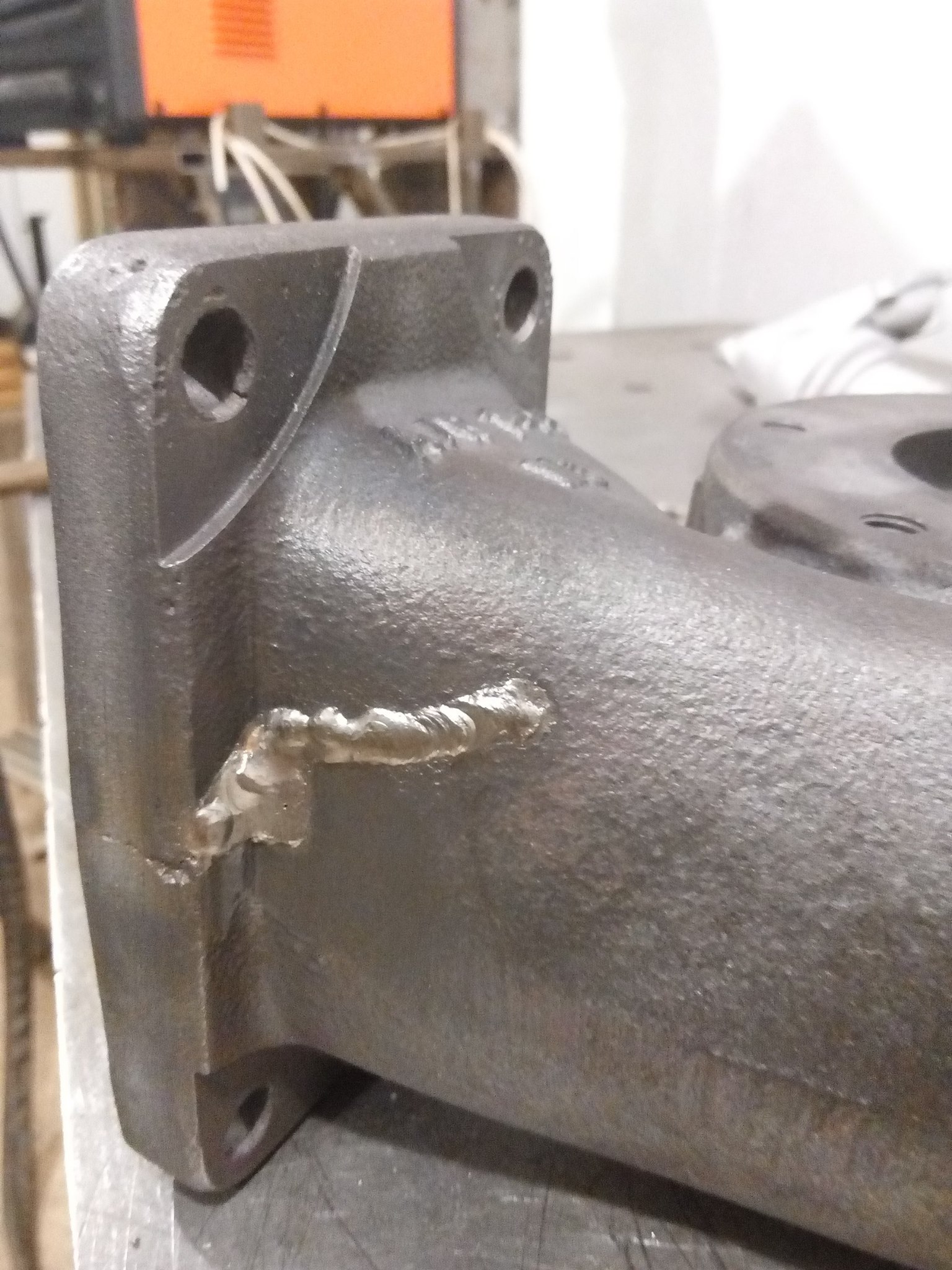 После протравки кислотой также выполняют промывание сварного соединение водой с последующей просушкой.
После протравки кислотой также выполняют промывание сварного соединение водой с последующей просушкой.
Полуавтоматическая
Принцип работы полуавтоматической сварки схож с принципом аргонодуговой сварки. Роль защитного газа может выполнять любой другой инертный газ. В зависимости от применяемого газа различают MIG и MAG сварку. Расходным материалом служит проволока, которая подается с помощью специального механизма. Но при работе с алюминием не эти детали являются отличительными.
Некоторые полуавтоматические инверторы способны работать в импульсном режиме. Благодаря всплеску напряжения материал присадки с усилием «вбивается» в сварочную ванну. В результате такой точечной сварки получаются аккуратные и надежные соединения.
К сожалению, оборудование с возможностью импульсной сварки стоит очень дорого, поэтому в домашнем хозяйстве крайне редко встречается.
Обычные полуавтоматические инверторы тоже могут вести сварку алюминия, только присадка добавляется сплошным слоем. По надежности такие швы существенно уступают точечным швам и швам, полученным при помощи неплавящегося вольфрамового электрода. К особенностям МИГ-сварки можно отнести такие закономерности:
По надежности такие швы существенно уступают точечным швам и швам, полученным при помощи неплавящегося вольфрамового электрода. К особенностям МИГ-сварки можно отнести такие закономерности:
- Сварка осуществляется постоянным током при обратной полярности.
- Рукав, по которому подается мягкая проволока, не должен иметь петель.
- Необходимо использовать специальные наконечники подающего устройства, маркированные индексом «AL» и предназначенные для алюминия, во избежание застревания проволоки вследствие ее теплового расширения.
- Скорость подачи алюминиевой проволоки должна быть больше, чем стальной.
Такие методы сварки алюминия, как холодная сварка под давлением и контактная сварка, не были рассмотрены по той причине, что встречаются они очень редко, так как технология работ сложна и подразумевает наличие дорогостоящего оборудования.
Соединение алюминия и железа
Если соединение между собой алюминиевых деталей не вызывает вопросов, то многие начинающие сварщики задаются вопросом — можно ли приварить алюминий к железной поверхности? Ведь сплавы алюминия с железом, где последнего содержится более 12 %, имеют низкую степень ковкости, а показатели теплоемкости, теплопроводимости и теплового расширения у этих металлов настолько различны, что при сварке трудно избежать термических напряжений.
Приварить алюминий к железу можно двумя способами:
- Используя биметаллические переходные вставки, состоящие из железа и алюминия. Соединение при этом формируется дуговой сваркой. Железная сторона вставки приваривается к железной детали, алюминиевая – к детали алюминиевой.
биметаллическая пластина
- Покрыв поверхность железной детали металлом, который совместим с алюминием. Для этой цели отлично подойдет цинк. Сваривать стоит также дуговым способом.
Трудности процесса
Рассмотрим сложности процесса сварки электродом по алюминию. Сложность ручной сварки алюминиевых конструкций во многом обусловлена свойствами данного металла. Ниже приведём примеры основных проблем, которые могут возникнуть в процессе сварки.
- Высокая текучесть металла. Расплавленный алюминий тяжело контролировать. При значительном перегреве поведение металла становится в какой-то степени непредсказуемым. Расплав может разрушить слой твёрдого металла, находящийся под ним, и вытечь через трещину. Для решения этой проблемы рекомендуется использовать прокладки из керамики или тугоплавкой стали.
- Окисляемость алюминия. Основная проблема алюминиевых изделий. Соединяясь с кислородом, молекулы металла формируют плотную оксидную плёнку. Она прочнее самого металла и плавится только при очень высокой температуре. Ещё один минус — плёнка является диэлектриком, поэтому тяжело поджечь дугу. Для решения этой проблемы нужно тщательно очищать рабочую поверхность металла перед сваркой.
- Высокий коэффициент линейного расширения. Алюминий достаточно хрупкий и обладает малой упругостью. При сильном нагреве металла зона сварки давит на остальную часть конструкции, что может стать причиной появления трещин или деформации плоских поверхностей. Чтобы этого избежать, нужно контролировать температуру сварки. А лучше — предварительно прогревать деталь до 200-250оС.
- При застывании металл шва может кристаллизоваться и появляются горячие трещины. Поэтому желательно добавлять специальный присадочный материал. Особенно это необходимо в случаях, когда несколько швов находятся на небольшом расстоянии друг от друга.
 Для решения этой проблемы рекомендуется использовать прокладки из керамики или тугоплавкой стали.
Для решения этой проблемы рекомендуется использовать прокладки из керамики или тугоплавкой стали. Поэтому желательно добавлять специальный присадочный материал. Особенно это необходимо в случаях, когда несколько швов находятся на небольшом расстоянии друг от друга.
Поэтому желательно добавлять специальный присадочный материал. Особенно это необходимо в случаях, когда несколько швов находятся на небольшом расстоянии друг от друга.Полезное видео
Посмотрите ролик, где умелец рассуждает о том, что сварка электродом алюминия – это не лучшее решение и демонстрирует процесс наглядно, с пояснениями.
Замки Эльбор: последние отзывы
Свойства материала Эльбор
| Эльбор | 800—900 | 1100—1300 |
| Карбид кремния | 300—320 | 1200—1300 |
| Электрокорунд | 180—220 | 1500—1700 |
Внешний вид
Жёлтые, сильно преломляющие свет прозрачные кристаллы, с хорошей игрой света, естественная форма — октаэдрическая.
Твёрдость
По твёрдости почти не уступает алмазу. Его высокая твёрдость, в 3—4 раза превосходящая твёрдость традиционных абразивов, является важным преимуществом, так как значительно уменьшает износ зёрен эльбора при шлифовании и длительное время сохраняет их остроту.
Термическая и химическая стойкость
Другим важным свойством и преимуществом эльбора является температурная устойчивость: заметное окисление поверхности зёрен эльбора начинается с 1000—1200 °C, в отличии от 600-700 °C у алмаза. Такие температуры при шлифовании являются мгновенными и возникают только при очень жёстких режимах шлифования. Поэтому зёрна эльбора очень мало изнашиваются от термических нагрузок.
Важным свойством и преимуществом эльбора является его высокая химическая стойкость. Эльбор не реагирует с кислотами и щелочами, инертен практически ко всем химическим элементам, входящим в состав сталей и сплавов. Особенно следует отметить инертность эльбора к железу, являющемуся основой всех сталей, тогда как алмаз хорошо растворяется в железе, что является причиной интенсивного износа алмазных кругов при шлифовании сталей.
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
ЭЛЬБОР (кубический нитрид бора, КНБ).
Эльбор имеет алмазоподобную кристаллическую решетку и по твердости уступает алмазу, значительно превосходя остальные абразивные материалы.
Высокая твердость эльбора, в 3-4 раза превосходящая твердость традиционных абразивов, является важным преимуществом, так как значительно уменьшает износ зерен эльбора при шлифовании и длительное время сохраняет их остроту.
Другим важным свойством и преимуществом эльбора является температурная устойчивость: заметное окисление поверхности зерен эльбора начинается с 1000-1200С. Такие температуры при шлифовании являются мгновенными и возникают только при очень жестких режимах шлифования. Очевидно, что зерна эльбора очень мало изнашиваются от термических нагрузок.
Важным свойством и преимуществом эльбора является его высокая химическая стойкость. Эльбор не реагирует с кислотами и щелочами, инертен практически ко всем химическим элементам, входящим в состав сталей и сплавов. Особенно следует отметить инертность эльбора к железу, являющемуся основой всех статей ,тогда как алмаз активно взаимодействует с железом, что является причиной интенсивного износа алмазных кругов при шлифовании сталей.
Эльбор не реагирует с кислотами и щелочами, инертен практически ко всем химическим элементам, входящим в состав сталей и сплавов. Особенно следует отметить инертность эльбора к железу, являющемуся основой всех статей ,тогда как алмаз активно взаимодействует с железом, что является причиной интенсивного износа алмазных кругов при шлифовании сталей.
Таким образом, эльбор как абразивный материал обладает следующим преимуществами при шлифовании:
- длительно сохраняет остроту зерен, что обуславливает высокую режущую способность и стойкость кругов
- выдерживает высокие термические нагрузки, что позволяет интенсифицировать режимы шлифования
- позволяет шлифовать сложнолегированные стали и сплавы без адгезионного и диффузного износа зерен эльбора.
Все это делает эльбор уникальным абразивным материалом; использование шлифовальных кругов из эльбора способствует значительному повышению производительности, точности и качества обработанных поверхностей деталей на разных операциях шлифования.
Читать также: Твердосплавные сверла по металлу гост
ЭЛЬБОР (кубический нитрид бора) как материал, сочетает в себе высокую твердость, температурную устойчивость и химическую инертность, особенно эффективен при шлифовании термообработанных, быстрорежущих, подшипниковых, нержавеющих, жаропрочных сталей и титановых сплавов c твердостью от 55 HRC и выше.
Применение
- круглое наружное, бесцентровое шлифование
- плоское шлифование
- внутреннее шлифование
Обрабатываемый материал
- термообработанные, HRC>50, стали: закаленные, азотированные, цементированные, сложнолегированные
- быстрорежущие стали
- подшипниковые стали
- инструментальные стали
- закаленный (отбеленный) чугун
- износостойкие покрытия (плазменные, твердый хром и др.)
- термообработанные стали пониженной (HRC40-50) твердости
- жаропрочные сплавы
Типы связок для изготовления эльборового инструмента:
| Материал | Связка | |
| керамическая | органическая | |
| эльбор | КС10, К27 | В48, В481, В482, В483, КБ |
Применение связок для кругов из эльбора:
| Марка связки | Тип | Применение |
| КС10 | керамическая | в кругах для круглого наружного, безцентрового, плоского шлифования |
| К27 | в кругах для внутреннего шлифования, профильного шлифования | |
| В48 | органическая | универсальная связка для шлифования с СОЖ и всухую при средних режимах, для станков с ЧПУ |
| В481 | для «сухого» шлифования, в кругах чашечной формы с шириной рабочего слоя более 5 мм | |
| В482 | для шлифования с СОЖ в узкокромочных (5 мм и менее) кругах, для станков с ЧПУ, для отрезных кругов | |
| В483 | для «сухого» шлифования в узкокромочных (5 мм и менее) кругах | |
| КБ | для шлифования с СОЖ при легких режимах, на станках с ручным управлением |
Материал (КНБ):
| Марка | Связка | Применение |
| ЛКВ40 | керамическая | Шлифование термообработанных сталей: закаленных, азотированных, цементированных, быстрорежущих |
| ЛКВ50 | Высокопроизводительное (в т. ч. высокоскоростное и глубинное) шлифование термообработанных сталей, отбеленного чугуна, износостойких покрытий ч. высокоскоростное и глубинное) шлифование термообработанных сталей, отбеленного чугуна, износостойких покрытий | |
| ЛКВ60 | Высокопроизводительное шлифование при наиболее интенсивных режимах | |
| ЛКВ40М | органическая | Заточка режущего инструмента из быстрорежущих сталей |
| ЛКВ50М | Высокопроизводительная, в т.ч. глубинная заточка режущего инструмента . Вышлифовка стружечных канавок | |
| ЛМ | керамическая | Финишное шлифование. Суперфиниширование, притирка, полирование |
| органическая |
Твердость — характеристика инструмента на керамических связках:
| Группы | Мягкие | Средние | Твердые | ||||||
| Стандарт России | СМ1 | СМ2 | С1 | С2 | СТ1 | СТ2 | СТ3 | Т1 | Т2 |
Междунар. стандарт стандарт | K | L | M | N | O | P | Q | R | S |
Шлифовальные круги из кубического нитрида бора (эльбора) выпускаются следующих марок:
На сегодняшний день ЗАО «Волжский шлифматериал-Волга» является продавцом шлифовальных материалов и шлифовального инструмента широкого спектра.
Являясь официальным Дистрибьютором ООО «Петербургский абразивный г. Санкт-Петербург ЗАО «Волжский шлифматериал-Волга» (ЗАО «ВШМ-Волга») предлагает абразивный инструмент, инструмент из синтетических алмазов и эльбора.
Шлифовальные эльборовые круги применяются на операциях шлифования высокоточных деталей из сталей и сплавов твердостью HRC>50, износостойких покрытий. Высокопористые круги из эльбора АЭРОБОР® применяются для шлифования сталей и сплавов пониженной твердости HRC 40-50 (жаропрочных, нержавеющих и др.), сложнолегированных сталей, чугуна.
Читать также: Очки для кварцевой лампы
Эльборовые круги на керамической связке, диаметром до 675 мм, изготавливаются для работы на скоростях: керамический корпус – до 60 м/с, металлический корпус – до 150 м/с,
различных профилей 1A1, A8, 3А1, 6А1, 6A2, 6A8, 11А2, 14A1, 1D1, 1D8, 14D8, 1E1, 1E6Q, 14E1, 1F1, 12R9, 1V1, 4V9, AW
Специалистами Абразивного разработана технология изготовления скоростных кругов на керамической связке, рабочая скорость которых достигает 150 м/с.
Эльборовые круги и бруски на керамической связке
Эльборовые круги на керамической связке применяются на операциях шлифования высокоточных деталей из сталей и сплавов, износостойких покрытий.
Эльборовые бруски применяются на операциях суперфиниширования и хонингования высокоточных деталей.
Эльборовый инструмент на органических связках
Эльборовый инструмент на органической связке применяется на операциях заточки инструмента из быстрорежущих сталей, вышлифовки стружечных канавок, отрезки и прорезки пазов. В зависимости от типа связки возможно применение всухую или с охлаждающей жидкостью.
Алмазный инструмент на органических связках
Алмазный инструмент применяeтся для заточки режущего инструмента из твердых сплавов, деталей из композита и керамики. Алмазные отрезные круги применяются для высокоточной резки твердого сплава, технической керамики, цветных металлов, кварцевого стекла, ферритов, кварца.
Алмазные круги на керамических связках
Алмазные круги применяются при шлифовании твердосплавных деталей (пуансонов, калибров, валков и др. ), а также для шлифования режущих пластин из композитов, деталей из сочетания стали и твердого сплава.
Алмазные отрезные круги на металлических связках, бруски
Алмазные отрезные круги используются для обработки стекла, хрусталя, драгоценных и полудрагоценных камней, для операции резки.
Бруски из синтетического алмаза на металлической связке используются для чернового и чистового хонингования деталей из чугуна и стали.
Применение
Применяется в промышленности в шлифовальном инструменте при обработке различных сталей и сплавов. Эльбор как абразивный материал обладает следующими преимуществами при шлифовании:
- длительно сохраняет остроту зёрен (высокая износостойкость), что обуславливает высокую режущую способность и стойкость кругов;
- выдерживает высокие термические нагрузки, что позволяет интенсифицировать режимы шлифования;
- позволяет шлифовать сложнолегированные стали и сплавы без адгезионного и диффузного износа зёрен эльбора.
Использование шлифовальных кругов из эльбора по сравнению с алмазными способствует значительному повышению производительности, точности и качества обработанных поверхностей деталей на разных операциях шлифования.
Эльборовый инструмент
На сегодняшний день ЗАО «Волжский шлифматериал-Волга» является продавцом шлифовальных материалов и шлифовального инструмента широкого спектра.
Являясь официальным Дистрибьютором ООО «Петербургский абразивный г. Санкт-Петербург ЗАО «Волжский шлифматериал-Волга» (ЗАО «ВШМ-Волга») предлагает абразивный инструмент, инструмент из синтетических алмазов и эльбора.
Шлифовальные эльборовые круги применяются на операциях шлифования высокоточных деталей из сталей и сплавов твердостью HRC>50, износостойких покрытий. Высокопористые круги из эльбора АЭРОБОР® применяются для шлифования сталей и сплавов пониженной твердости HRC 40-50 (жаропрочных, нержавеющих и др.), сложнолегированных сталей, чугуна.
Эльборовые круги на керамической связке, диаметром до 675 мм, изготавливаются для работы на скоростях: керамический корпус — до 60 м/с, металлический корпус — до 150 м/с,
различных профилей 1A1, A8, 3А1, 6А1, 6A2, 6A8, 11А2, 14A1, 1D1, 1D8, 14D8, 1E1, 1E6Q, 14E1, 1F1, 12R9, 1V1, 4V9, AW
Специалистами Абразивного разработана технология изготовления скоростных кругов на керамической связке, рабочая скорость которых достигает 150 м/с.
Эльборовые круги и бруски на керамической связке
Эльборовые круги на керамической связке применяются на операциях шлифования высокоточных деталей из сталей и сплавов, износостойких покрытий.
Эльборовые бруски применяются на операциях суперфиниширования и хонингования высокоточных деталей.
Эльборовый инструмент на органических связках
Эльборовый инструмент на органической связке применяется на операциях заточки инструмента из быстрорежущих сталей, вышлифовки стружечных канавок, отрезки и прорезки пазов. В зависимости от типа связки возможно применение всухую или с охлаждающей жидкостью.
Алмазный инструмент на органических связках
Алмазный инструмент применяeтся для заточки режущего инструмента из твердых сплавов, деталей из композита и керамики. Алмазные отрезные круги применяются для высокоточной резки твердого сплава, технической керамики, цветных металлов, кварцевого стекла, ферритов, кварца.
Алмазные круги на керамических связках
Алмазные круги применяются при шлифовании твердосплавных деталей (пуансонов, калибров, валков и др. ), а также для шлифования режущих пластин из композитов, деталей из сочетания стали и твердого сплава.
Алмазные отрезные круги на металлических связках, бруски
Алмазные отрезные круги используются для обработки стекла, хрусталя, драгоценных и полудрагоценных камней, для операции резки.
Бруски из синтетического алмаза на металлической связке используются для чернового и чистового хонингования деталей из чугуна и стали.
Эльборовые и алмазные круги на гальванической связке
Преимущества:
- высокая режущая способность, позволяющая значительно увеличить производительность операций шлифования;
- высокая прочность, обеспечивающая безопасную работу со скоростью до 150 м/с и более.
Применение:
- профильное шлифование;
- прорезка и шлифование точных пазов, канавок;
- высокоскоростное черновое шлифование шеек коленчатых и распределительных валов;
- шлифование высокоточных отверстий на внутришлифовальных станках;
- шлифование отверстий на координатно-шлифовальных станках.

Алмазные правящие ролики на гальванической связке
Выпускаются двух видов: профильные ролики и тонкие (обтачивающие) ролики для правки на станках с ЧПУ.
Профильные ролики имеют профиль, аналогичный профилю шлифуемой детали. Профилирование и правка круга производятся методом врезания.
Тонкие обтачивающие ролики осуществляют правку по программе для ЧПУ. Это позволяет использовать один и тот же ролик для правки кругов с различным профилем.
Алмазные ролики применяют при правке кругов, как из традиционных абразивов, так и кругов из кубического нитрида бора (эльбора). Обладают очень высокой стойкостью. Наиболее эффективны в серийном и массовом производстве. Для изготовления правящих роликов используют природные или синтетические высокопрочные алмазы.
Шкурка шлифовальная из эльбора
Используется для финишных операций притирки и полирования деталей из закаленных, цементированных, азотированных, быстрорежущих, штамповых, нержавеющих сталей, жаропрочных сплавов, с целью получения поверхностей с минимальной шероховатостью
Шкурка шлифовальная из синтетического алмаза
Используется для финишных операций притирки и полирования деталей из твердых сплавов, керамики, полупроводниковых материалов, кристаллов, закаленных, цементированных, азотированных, быстрорежущих сталей, с целью получения поверхностей с минимальной шероховатостью
Шлифовальные и правящие круги на гальванической связке
Эльборовые и алмазные круги на гальванической связке
Преимущества:
- высокая режущая способность, позволяющая значительно увеличить производительность операций шлифования;
- высокая прочность, обеспечивающая безопасную работу со скоростью до 150 м/с и более.

Применение:
- профильное шлифование;
- прорезка и шлифование точных пазов, канавок;
- высокоскоростное черновое шлифование шеек коленчатых и распределительных валов;
- шлифование высокоточных отверстий на внутришлифовальных станках;
- шлифование отверстий на координатно-шлифовальных станках.
Алмазные правящие ролики на гальванической связке
Выпускаются двух видов: профильные ролики и тонкие (обтачивающие) ролики для правки на станках с ЧПУ.
Читать также: Какой металл можно расплавить в кипящей воде
Профильные ролики имеют профиль, аналогичный профилю шлифуемой детали. Профилирование и правка круга производятся методом врезания.
Тонкие обтачивающие ролики осуществляют правку по программе для ЧПУ. Это позволяет использовать один и тот же ролик для правки кругов с различным профилем.
Алмазные ролики применяют при правке кругов, как из традиционных абразивов, так и кругов из кубического нитрида бора (эльбора). Обладают очень высокой стойкостью. Наиболее эффективны в серийном и массовом производстве. Для изготовления правящих роликов используют природные или синтетические высокопрочные алмазы.
Обладают очень высокой стойкостью. Наиболее эффективны в серийном и массовом производстве. Для изготовления правящих роликов используют природные или синтетические высокопрочные алмазы.
Выпускаемые коллекции
Сегодня концерном ЭЛЬБОР изготавливается несколько серий стальных дверей, каждая из которых имеет свои особенности.
Серия ОПТИМУМ (ЛАЙТ)
Отличительной стороной модельного ряда является низкая стоимость дверей, сочетающаяся с расширенным потенциалом. Запорный блок имеет два замка с разными механизмами и усиление дополнительными броненакладками.
Внешний лист полотна изготавливается из легированной холоднокатаной стали толщиной 1,4мм. Его цельногнутая форма предотвращает отжим двери. Внутренний железный лист перекрывает площадь створки всего на 40%, но он надежно фиксирует между собой П-образные миллиметровые ребра жесткости, установленные вертикально. Оба листа привариваются к стойкам точечной сваркой, в результате чего конструкция получает необходимую прочность, и на деформацию с изгибом она реагирует как полноценная двухлистовая система. При этом сама дверь ОПТИМУМ стоит дешевле других моделей «Эльбор».
При этом сама дверь ОПТИМУМ стоит дешевле других моделей «Эльбор».
Ребра жесткости играют далеко не последнюю роль в надежности конструкции, так как разрезать их достаточно сложно.
Замки, вставленные в дверную створку, крепятся на ригелях, что позволяет при установке запорных механизмов не делать огромных вырезов. Данный факт положительно сказывается на общей жесткости каркаса стальной двери. В замковой зоне толщина металла составляет 1,4мм.
Железная дверь ОПТИМУМ оснащена:
- 11 точками запирания по периметру, включая два каленых замковых стержня на обоих замках;
- основным восьмисувальдным замком элит-класса с пятью стержнями, защищенным от применения отмычек, высверливания и перепиливания;
- тремя противосъемными штырями, глубоко прячущимися в коробе закрытой двери и не допускающими выпадения дверной створки даже после спиливания петель, так как она остается в жестком зацеплении со сложным профилем рамы;
- дополнительным цилиндровым замком с тремя стержнями;
- двойным контуром уплотнения, гарантирующим правильное прилегание полотна. Один из них размещен по периметру дверной створки, а второй – в заранее отформованных нишах коробки. Уплотнители, кроме этого, отвечают за бесшумное закрывание полотен.
 Один из них размещен по периметру дверной створки, а второй – в заранее отформованных нишах коробки. Уплотнители, кроме этого, отвечают за бесшумное закрывание полотен.
Один из них размещен по периметру дверной створки, а второй – в заранее отформованных нишах коробки. Уплотнители, кроме этого, отвечают за бесшумное закрывание полотен.Серия СТАНДАРТ
Железные двери данного модельного ряда представляют собой идеальное решение для владельцев, желающих совместить доступную цену с серьезной защитной системой от взлома и несанкционированного проникновения в жилище. Дверная конструкция имеет мощный пространственный каркас, не поддающийся изгибающим усилиям. Толщина внешнего стального листа и приваренных к нему ребер жесткости составляет 1,5мм, а внутреннего, имеющего цельногнутую коробчатую форму – 1мм.
Замковый блок в железных дверях серии СТАНДАРТ защищен 5-миллиметровой сталью и выделен поперечными ребрами, приваренными к вертикальным стальным профилям, что гарантирует владельцу дополнительную безопасность. В толщину замковой накладки входит 2-миллиметровый бронированный лист стали, существенно затрудняющий высверливание.
Входные двери СТАНДАРТ оснащены 13 точками запирания, включающими:
- шестисувальдный врезной замок с четырьмя стержнями;
- цилиндровый врезной замок с тремя ригелями;
- ночную задвижку с каленой вставкой, расположенной в теле запирающего стержня;
- три противосъемных штыря, усиленных калеными элементами;
- бронепластины для каждого замка;
- две вертикально расположенные тяги, перемещаемые одновременно с сувальдным механизмом.
Серия ПРЕМИУМ
Название говорит само за себя – стальные двери «Эльбор» данной серии гарантируют защиту премиум-класса. В отличие от модели СТАНДАРТ, в конструкцию двери ПРЕМИУМ ставится более толстый внутренний лист металла – 1,2мм. Кроме того, здесь присутствует 16 запорных точек, четыре противосъемных штыря и два одноригельных девиатора, имеющих отдельные приводы от верхнего и нижнего запорного механизма, а также цилиндровый замок усиленной конструкции с пятью ригелями.
Девиатор, в данном случае, представляет собой горизонтально расположенный запорный механизм, приводимый в действие в момент поворота ключа в замке.

Серия ЛЮКС
Такие двери способны обеспечить максимальную защиту жилища. Наружный стальной лист дверного полотна ЛЮКС имеет 2-миллиметровую, а внутренний – 1,5-миллиметровую толщину, как и ребра жесткости. Замковый отсек усиливается поперечными ребрами, а суммарная толщина стали здесь составляет 8мм, из которых целых 4мм отводится бронированному металлу.
Входные двери «Эльбор», относящиеся к модельной серии ЛЮКС, оснащены 22 запорными точками, в число которых входят:
- пять противосъемных штырей с калеными вставками;
- ночная задвижка с двумя ригелями;
- основной замок – комбинированный (цилиндровый + сувальдный), имеющий специальную систему блокировки;
- дополнительный замок – силовой двенадцатисувальдный механизм с четырьмя ригелями;
- два девиатора с двумя ригелями, запирающиеся при закрытии основного замка;
- две вертикальные запорные тяги, связанные с дополнительным замочным механизмом.
Примечательно, что на каждом замке, девиаторе и задвижке входной двери ЛЮКС присутствует по одному ригелю с каленым сердечником.
Типы струбцин: выбираем зажим правильно!
Вопросы, рассмотренные в материале:
- Что представляет собой струбцина
- Какие существуют типы струбцин по конструкции
- Как отличаются струбцины по структурным особенностям
- Что нужно учитывать при выборе струбцин
Высокое качество слесарных и столярных работ достигается за счет использования подходящего инструмента и вспомогательных приспособлений. Основным во время подобных операций обычно является станок, верстак или надежно закрепленный стол, однако этого недостаточно, также необходимы устройства для зажима обрабатываемой детали, то есть различные типы струбцин. Именно о них более подробно вы узнаете из нашей статьи.
Что представляет собой струбцина
Струбциной называют вспомогательный инструмент, используемый для закрепления деталей. При этом последние прижимаются друг к другу либо к определенной поверхности. Данное приспособление активно применяется столярами и сварщиками и обычно включает в себя две части: рамку и зажимный механизм. Благодаря рамке достигается определенная жесткость конструкции, тогда как устройство для зажима необходимо, чтобы закреплять детали.
Благодаря рамке достигается определенная жесткость конструкции, тогда как устройство для зажима необходимо, чтобы закреплять детали.
На самом деле, по своей конструкции струбцины похожи на слесарные тиски, разница лишь в том, что тут отсутствует необходимость стационарной установки. Отметим, что такой инструмент может иметь различные конструкции и габариты, благодаря чему достигается определенная сила сжатия.
Различные типы струбцин могут применяться при самых разных операциях. Так, они значительно упрощают склеивание деталей. Дело в том, что во время подобных работ поверхности должны быть плотно прижаты друг к другу в течение 24 часов. Добиться качественного соединения, все это время удерживая элементы изделия руками, просто невозможно. Кроме того, данное приспособление может использоваться в качестве конструкции, прижимающей приборы к поверхности, – именно таким способом крепятся к столу знакомые всем мясорубки и настольные лампы.
Если сравнивать струбцину и тиски по конструкции, то первая окажется более хлипкой, поэтому и фиксация с ее помощью оказывается менее надежной. Также не стоит забывать, что возможности данного приспособления ограничиваются размерами рамки. Поэтому если требуется прочно скрепить различные заготовки, одновременно используют несколько струбцин, в некоторых случаях их количество возрастает до десятка. Специалисты, пользующиеся этим инструментом, даже говорят, что струбцин много не бывает.
Также не стоит забывать, что возможности данного приспособления ограничиваются размерами рамки. Поэтому если требуется прочно скрепить различные заготовки, одновременно используют несколько струбцин, в некоторых случаях их количество возрастает до десятка. Специалисты, пользующиеся этим инструментом, даже говорят, что струбцин много не бывает.
В качестве материала изготовления данного приспособления может использоваться дерево либо металл. Металлические конструкции считаются более надежными, так как обладают большей жесткостью и не боятся влажности. Вне зависимости от материала и типа, струбцина дает возможность закрепить элементы на определенной поверхности, а также, что немаловажно, регулировать силу нажатия. Последняя особенность играет наиболее серьезную роль при работе с мягкими материалами, ведь на них может остаться вмятина.
В профессиональной среде данный инструмент нередко называют зажимом.
Если говорить о типах струбцин, то они могут быть:
- g-образные;
- торцевые;
- t-образные;
- f-образные;
- ленточные;
- трубные;
- пружинные;
- автоматические;
- угловые.

Отметим, что каждый из типов используется при выполнении определенной задачи, так как пока нет инструмента, способного выполнять сразу все функции.
Типы струбцин по конструкции
По конструкции среди всех существующих зажимов выделяют несколько типов:
1. Корпусные.
В данном случае инструмент используется для фиксации обрабатываемых элементов на косых и параллельных плоскостях. Прижим обеспечивается за счет корпуса струбцины, чем и объясняется название данного типа. Это устройство выглядит как два металлических прямоугольных бруса, с одной стороны скрепленных прочной планкой. Один брусок прикреплен к планке неподвижно, тогда как второй оснащен дотягивающим винтом, за счет чего может свободно перемещаться. Противоположная часть брусков представляет собой прижимные губы.
Для зажима деталей металлические бруски сводят до упора в заготовку и затягивают винт, который снабжен удобной ручкой. Данная модель применяется мастерами чаще всего.
2. Магнитные.
Эта модель обычно используется в процессе сварки, поскольку позволяет предварительно зафиксировать пару металлических заготовок, например, трубки, профильные уголки, пр.
Такой зажим может выглядеть как равнобедренный прямоугольный треугольник, пяти- или шестигранник. Грани струбцины оснащаются магнитными вставками, благодаря которым происходит фиксация металлических элементов.
3. Винтовые.
Это достаточно распространенный тип вспомогательного инструмента, который имеет разные варианты исполнения, однако основное зажимное усилие всегда достигается за счет винта с ручкой и пятаком. Модель может выглядеть как корпусный зажим, где прижимной винт проходит сквозь брусок, а пятак играет роль губы. Также возможно изготовление корпуса в виде струбцины типа G или «П», где черед одну из «ножек» проходит зажимной винт с пятаком.
Нередко встречаются кованые винтовые струбцины, для изготовления которых используется инструментальная сталь. Дело в том, что после ковки и закалки металл отличается повышенной прочностью, а значит, изготовленный из него инструмент наиболее надежен.
Дело в том, что после ковки и закалки металл отличается повышенной прочностью, а значит, изготовленный из него инструмент наиболее надежен.
Рекомендовано к прочтению
4. С трещоткой.
Внешне этот тип больше всего напоминает большую бельевую прищепку. Приспособление зажимается усилием руки, а разжимание губ становится невозможным за счет храпового механизма. Ослабить зажим позволяет предусмотренный для этого рычажок-собачка или кнопка.
5. Гидравлические.
Такая струбцина, так же как винтовая, имеет G-образный корпус. Разница в том, что винт у этого типа заменен на устройство, подобное домкрату, на штоке которого предусмотрен пятак.
6. Вакуумные.
Данный инструмент представляет собой раму, на которой параллельно друг другу установлены вакуумные присоски со встроенными ручными насосами.
Подобная модель необходима для позиционирования в одной плоскости двух плоских деталей, допустим, пары листов МДФ, металла.
7. Триггерные.
Данный тип еще известен как быстрозажимный. Это струбцина типа F, где одна губка неподвижно закреплена на металлической планке, а вторая оснащена рукоятью как у пистолета, с рычажком, напоминающим оружейный спусковой крючок, и специальным флажком-замком. Если флажок повернут в положение, при котором инструмент разблокирован, подвижная губа без труда движется вдоль планки.
В обратном случае прижать детали можно, нажав на рычажок. Движение губы в противоположную сторону оказывается невозможным благодаря замочному механизму. Если говорить в целом, то данный инструмент по принципу действия очень похож на пистолеты для герметиков.
Типы струбцин по структурным особенностям
Благодаря отличиям в конструкции различные типы струбцин позволяют эффективно фиксировать под определенными углами детали из самых разных материалов конкретных форм и размеров. Некоторые подобные инструменты предназначены для сварочных работ, иные могут упростить задачу столяра, без третьих никак не обойтись во время склеивания плоских деталей встык.
Сегодня в продаже можно найти множество различных зажимов, в том числе струбцины типа метро, но отдельно стоит сказать о закрывающей модели, ведь она занимает отдельное место среди всех типов этого вспомогательного инструмента. На самом деле, речь идет не столько о дополнительном приспособлении, сколько о самостоятельном монтажном элементе. Он используется для крепления монтажного профиля к двутавровым балкам, когда требуется просверлить отверстия.
С точки зрения структурных особенностей выделяют такие типы струбцин:
Отличный вариант для работы с металлом. Поскольку эта модель кованая, изготовленная из инструментальной стали, то она может похвастаться высокой прочностью и подходит для временного скрепления нескольких металлических деталей. За счет мелкого шага резьбы достигается хороший прижим без люфта, поэтому значительно упрощается работа с заготовками и не требуется периодического поджатия.
Данные зажимы позволяют склеить детали, прижать друг к другу листы металла для сваривания, закрепить плоский элемент изделия на время обработки шлифмашинкой или напильником. Немаловажно, что фиксация заготовок не требует от специалиста больших усилий.
По своей конструкции эта модель близка к струбцинам типа G. Она имеет литой или кованый корпус, три винтовых зажима с пятками, расположенными друг к другу под прямым углом. Данное приспособление отлично подходит для работы с деревом, так как позволяет добиться хорошего сцепления поверхностей и их взаимной фиксации. По этой причине торцевые зажимы чаще всего используют столяры во время приклеивания накладок на торцы мебели.
Однако здесь есть и свои минусы, например, некоторое неудобство использования, вызванное тем, что приходится одновременно придерживать наладку, затягивать винты и держать зажим.
Главным отличием этого зажима от всех остальных можно назвать наличие направляющего профиля в виде буквы «Т». Его длина у некоторых моделей бывает более метра. На профиле закреплены подвижные губы, а прижим обеспечивает винт с ручкой, который соединен со второй губой. Такой зажим подходит для закрепления секционных заготовок, является самым подходящим инструментом при монтаже оконных переплетов и производстве мебели.
Подобная конструкция менее надежна, чем уже описанный G-образный тип крепления струбцины. Несмотря на это, такой зажим используется очень часто, так как обладает широким диапазоном регулировок. С одного конца металлической рейки закреплена неподвижная губа, а с другого – губа со свободным ходом, также на ней установлен поджимной винт с шайбой (пятаком).
Если требуется регулировка скользящей рамки, инструмент полностью ослабляют от нагрузки. Чтобы зажать детали, лапку винта плотно притягивают к их поверхности и закручивают винт. Таким образом изменяется угол скобы, последняя оказывается неподвижной, обеспечивается надежная фиксация.
Длина рейки зависит от модели и нередко достигает нескольких десятков сантиметров. Таким образом удается скреплять несколько деталей, но лишь при условии, что их общая ширина не превышает длину данной планки.
Подобное приспособление часто можно встретить в столярной мастерской, правда, специалисты обычно отдают предпочтение другим типам, так как с F-образными моделями приходится работать сразу двумя руками, что не всегда удобно.
Отличный вспомогательный инструмент для столяров и бондарей. Столь узкая специализация легко объяснима: в конструкцию такого типа входит механизм натяжения и жесткая лента или ремень, что позволяет добиться равномерного распределения нагрузки по всей поверхности притягиваемых элементов. Подобный зажим чаще всего применяют при изготовлении деревянных бочек (во время фиксации клепок), сборке круглых стульев и рамок.
Основным элементом данной конструкции является трубка с неподвижной губой. Вторая губа не закреплена и движется по трубе. Для ее фиксации используется специальный стопор, а для поджима заготовок предназначен винт с ручкой. Данная модель подходит для более удобного склеивания крупных щитов при производстве столешниц, дверей. Обычно одновременно используют не менее пары таких зажимов, при этом их устанавливают на противоположных сторонах щитов. Таким образом удается выровнять заготовки и надежно закрепить их элементы.
Нельзя не сказать о достаточно большой длине этой модели, которая вызывает определенные сложности в работе. Поэтому хотя этот инструмент и незаменим при сборке щитов, от него приходится отказаться, когда нужно зафиксировать на столешнице небольшие детали.
Струбцины такого типа обычно крепятся на стандартных стальных водопроводных трубах. Это очень удобно: если нужно склеить очень широкий щит, остается только заменить трубку заводского инструмента на более длинную.
Главное достоинство данного типа струбцины состоит в том, что ею можно пользоваться даже одной рукой. По своей конструкции такой зажим похож на большую бельевую прищепку. Сразу скажем, что это наименее надежный из всех вариантов, поскольку детали прижимаются обыкновенной пружиной.
Иными словами, прижимное усилие регулировать не представляется возможным. Упругость пружины постепенно падает, а значит, снижается давление, оказываемое на заготовки. У этой конструкции есть и еще один весомый минус, а именно – небольшой захват. Поэтому струбцина такого типа обычно используется в тех случаях, когда не требуется большого прижимного усилия.
- Струбцины пистолетного типа.
Профессионалы ценят автоматические струбцины за простоту использования. Модель этого типа выглядит как металлическая планка с установленной с одной стороны съемной неподвижной губой. На другом конце находится подвижная губа, оснащенная триггером, то есть специальным механизмом с двумя ручками. Чтобы затянуть струбцину триггерного типа, нужно сжать ручки – по принципу работы это напоминает пистолет, с чем и связано название данной модели.
С помощью зажимов данного типа удается фиксировать заготовки одной рукой и при этом обеспечивать немалое прижимное усилие. Кроме того, можно использовать подобную струбцину в качестве распорной, если развернуть губы в обратную сторону. Такая универсальность обеспечивает высокую популярность данного зажима. Однако нужно понимать, что постепенно механизм изнашивается, из-за чего падает уровень максимального усилия на сжатие и на разжим.
Если вы хотите использовать в своей мастерской автоматические модели, рекомендуем обратить внимание на те, которые допускают перестановку губ. Тогда вы получите возможность как стягивать изделия, так и раздвигать их. Иными словами, сможете разбирать шиповые соединения, производить специфическую сложную склейку.
Данные зажимы имеют особую конструкцию, поэтому их всегда легко узнать на фоне других моделей. Этот тип струбцин может быть магнитным или винтовым. Второй вариант подходит только для соединения досок или деревянных брусков под прямым углом.
Добиться угла в 90° удается за счет мощного литого корпуса с парой выступающих пяток. Для прижима обычно используется только один винт. Мало того, что подобная конструкция позволяет задать ровный угол, предусмотренные в ее основной части сквозные отверстия дают возможность крепить данный инструмент к рабочему столу или верстаку.
Если требуется зафиксировать под прямым углом металлические трубы, уголки или профили, выбирают угловую магнитную струбцину. Модель этого типа представляет собой равнобедренный прямоугольный треугольник, по сторонам которого расположены магниты. Такой зажим отлично справляется с предварительной фиксацией металлических деталей, позволяя добиться точного соблюдения угла между ними.
Типы струбцин, зажимов и других подобных приспособлений для сварочных работ
Струбцины, используемые во время сварочных работ, значительно отличаются от других типов и хорошо заменяют тиски. Дело в том, что сварка на металлическом столе всегда сопряжена с непреднамеренным выгибанием сварочного шва либо возможно изменение угла, под которым скрепляются детали изделия. Поэтому первоочередную роль играет крепкая и прочная фиксация соединяемых элементов.
Сварочные струбцины отличаются от обычных угловых целым рядом признаков:
- Они имеют толстые прижимные губы, что позволяет увеличить жесткость соединений. В результате во время работы не может выгнуть швы или произойти другое искажение формы изделия.
- У этого типа изделий предусмотрены медные или омедненные прижимные винты, отвечающие за то, чтобы из-за частиц расплавленного металла не разрушалась резьбовая часть. Дело в том, что брызги не пристают к медному покрытию, а значит, возрастает продолжительность службы струбцин.
- Данное устройство расширяет зону для работы в местах соединения деталей. То есть позволяет беспрепятственно использовать электрод под нужным углом.
На самом деле, этот тип струбцин универсален и может применяться во время любых работ с металлом. Конечно, сварка возможна и без подобного приспособления, но придется пожертвовать удобством и производительностью.
Сварщики используют такие зажимы разных форм и габаритов, с постоянным размером зева и регулируемым. Наиболее удобными считаются быстрозажимные струбцины, где за зажим отвечает кулачковый механизм. Однако не стоит останавливаться на одном виде и типе струбцин – у специалиста должен быть под рукой целый набор самых разных инструментов. Дело в том, что сборка одной конструкции может потребовать использования сразу ряда разных приспособлений.
Стоит отметить, что зажимы для сварки выделяются на фоне струбцин большим удобством и приспособленностью именно к работе с горячим металлом. Чтобы зафиксировать элементы изделия, необходимо сжать ручки крепежа. Размеры зева устанавливают, изменяя положение винта в ручке зажима, штифта либо иными возможными способами.
По принципу действия принято выделять винтовые, клиновые, эксцентриковые, пружинные, рычажные типы прижимов. Но сразу скажем, что чаще всего среди всех названных моделей используются именно устройства винтового типа. Дело в том, что они имеют нехитрую конструкцию – самый простой вариант представляет собой болт с гайкой, который вставлен в отверстия двух пластин. Именно между пластинами располагаются и зажимаются свариваемые части изделия.
Стяжки позволяют сократить расстояние между краями габаритных деталей до нужного показателя. Отметим, что длина и способ крепления таких приспособлений подбираются в соответствии с производимой операцией.
Распорки используют, когда нужно выровнять кромки, придать деталям определенную форму, устранить небольшие дефекты.
Установочные приспособления, как видно по названию, позволяют поместить элемент будущего изделия в необходимое положение. Данные инструменты делят на упоры, угольники, призмы, шаблоны, отталкиваясь от их конструкции и функций.
Несмотря на все разнообразие типов струбцин, самыми удобными считаются модели, которые позволяют установить и сразу закрепить деталь в необходимом положении. Дело в том, что подобные инструменты дают возможность просто вставить изделие, затянуть винты или эксцентрики и не заботиться об аккуратном выставлении параметров.
Как вы понимаете, качество сварки во многом зависит от используемых дополнительных инструментов. При помощи последних можно значительно облегчить себе работу, избежать несостыковок, сложного подгона элементов изделия. Используемые для этого струбцины давно зарекомендовали себя с лучшей стороны, доказав на практике свою надежность.
Как правильно выбрать струбцину
Обычно работа с заготовками требует их качественной фиксации. Иногда удается закрепить деталь при помощи всего одного вспомогательного приспособления, но чаще всего приходится использовать сразу несколько зажимов. Современный рынок струбцин предлагает богатый выбор моделей от разных производителей.
Конструкция струбцины проста, поэтому и выбрать такой инструмент совсем не сложно. В первую очередь стоит понять, какой рабочий ход прижимной части вам потребуется для определенных работ. Далее убедитесь в том, что вы выбрали качественное устройство без дефектов и трещин. Заверните до конца поворотный механизм, проверьте плотность прилегания губ, не забудьте оценить их ровность.
Во время сжатия губы способны оставлять следы на мягкой поверхности, поэтому лучше, чтобы в комплекте были предусмотрены прокладки. Если последних нет, придется сделать их из подручных материалов с учетом того, что хорошие прокладки должны быть мягче, чем зажимаемая деталь.
Также при выборе струбцины обратите внимание на такие особенности изделия:
1. Способ зажима. Если речь идет о классических моделях, то в них для перемещения подвижной части устройства используется винтовой механизм. Регулировка усилия зажима осуществляется вручную, поэтому мастеру придется задействовать сразу обе руки во время работы. С этой точки зрения более удобными считаются быстрозажимные струбцины, ведь они позволяют пользоваться только одной рукой. Этот нюанс наиболее актуален, когда работы ведутся на лестнице или стремянке.
2. Усилие зажима. Надежность крепления детали зависит от зажимного механизма, а именно от его усилия, которое может быть от 20 кг до 1 т в зависимости от выбранной вами модели. Поэтому при покупке инструмента нужно четко представлять себе, какие операции вы собираетесь выполнять с его помощью и с какими материалами работать. Так, закрепление деталей из стали невозможно без мощной струбцины, особенно когда речь идет о работе на фрезерном станке.
3. Функционал. Среди всех представленных в продаже зажимов можно встретить модели, которые сжимают деталь, а также инструменты, способные, помимо всего прочего, играть роль распорки. Чтобы устройство было многофункциональным, его губы должны поворачиваться на 180°.
4. Вес и материалы. Если вам нужна очень прочная струбцина, лучше выбирать изделия из стали и чугуна. Однако не стоит забывать, что такие материалы имеют немалый вес, поэтому ряд компаний-изготовителей предпочитают использовать литой алюминий и синтетические материалы, сочетающие в себе прочность и небольшую массу.
Для домашней мастерской рекомендуется выбирать зажимы небольшого размера и весом не более 1 кг, тогда как станочные модели могут весить 5 кг.
5. Обработка от ржавчины. Этот инструмент легко прослужит долгие годы, но лишь при условии, что на производстве его защитили от коррозии. Обычно металл покрывают лакокрасочными материалами или используют гальванический способ. Оптимальным вариантом считается защита порошковой краской, при этом механизм может плавно работать при чернении с промасливанием.
6. Дополнительные аксессуары. Упростить работу мастера позволяют всевозможные дополнения, которыми многие производители оснащают струбцины. В качестве примера можно привести Т-образную ручку, которая позволяет регулировать усилие зажима. Также часто можно встретить резиновые накладки на губы, способные защитить деталь из мягкого материала от деформации в процессе работы.
Угловая струбцина для сварки своими руками
Угловой тип струбцины имеет достаточно простую конструкцию, поэтому его можно изготовить самостоятельно. Чтобы добиться наилучшего результата, рекомендуется использовать детали из железа.
В первую очередь, нужно подготовить основание инструмента из листа металла толщиной около 10 мм. Далее можно переходить к основе конструкции, для этого сварите два уголка под углом 90°. Отметим, что на этом этапе работы очень важна высокая точность, так как уголки будут играть роль неподвижных зажимных губок.
Прежде чем сваривать уголки, не забудьте к каждому из них приварить гайки – они необходимы для перемещения подвижных губок. Еще в паре уголков просверлите отверстия под болты. Далее болты вкручиваются в гайки и тянут подвижный уголок, благодаря чему получается эффект сжатия и растяжения крепежных элементов. Если вы хотите увеличить длину по сторонам захвата, можно сделать конструкцию из двух металлических профилей, внешне похожую на циркуль. При этом на конце профили нужно соединить втулкой и болтом.
Когда вы подготовили две втулки, совпадающие по форме с профилем, с одной из сторон втулки необходимо сделать зажимной винт, а с другой закрепить подготовленные уголки. Остался последний шаг – надеть втулки на профили и закрепить их при помощи винтов. Таким образом удается добиться большого расстояния между захватами, а значит, можно работать даже с крупными изделиями.
Если вы решите не покупать, а изготовить струбцину такого типа своими руками, вы, безусловно, сильно сэкономите. Но действительно надежный механизм лучше приобретать в специализированном магазине или заказывать у профессионалов.
Заводские инструменты значительно превосходят изготовленные в домашних условиях по качеству исполнения, возможностям организации зажима. Стоит отметить, что их цена не так велика. Если вы решите заказать подобные зажимы в специализированной фирме и при этом сможете договориться на поставку большого объема инструментов, например, набора струбцин типа G – вам тоже удастся неплохо сэкономить. Остается только найти действительно надежную фирму, способную качественно выполнить заказ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Железная броня — Iron armour
Поперечное сечение HMS Warrior» s переборок броняЖелезная броня была разновидностью морской брони, используемой на военных кораблях и, в ограниченной степени, на укреплениях. Использование железа привело к появлению термина « броненосный», обозначающего корабль, «одетый» в железо. Самым ранним материалом, доступным в достаточном количестве для бронирования кораблей, было железо , кованое или литое. Хотя чугун никогда не использовался для военно-морской брони, он нашел применение в наземных укреплениях , предположительно из-за более низкой стоимости материала. Одним из хорошо известных примеров чугунной брони для наземного использования является башня Gruson , впервые испытанная прусским правительством в 1868 году. Бронированные корабли, возможно, были построены еще в 1203 году на Дальнем Востоке . На Западе они впервые стали обычным явлением, когда Франция спустила на воду первый океанский броненосец La Gloire в 1859 году. Британский военно-морской флот ответил на это HMS Warrior в 1860 году, вызвав гонку военно-морских вооружений с более крупными, тяжеловооруженными и бронированными броненосцами.
Ранние эксперименты показали, что кованое железо превосходит чугун , и впоследствии кованое железо было принято для использования на море. Британские усилия по совершенствованию железной брони возглавил специальный комитет правительства по железу, созданный в 1861 году военным министром лордом Гербертом для продолжения исследований военно-морской брони. Среди его членов был сэр Уильям Fairbairn , известный гражданский и инженер — строитель , который построил более 80 железных сосудов до ухода из судостроения. Среди других участников были металлург Джон Перси , инженер-строитель Уильям Поул и представители Королевских инженеров , Королевской артиллерии и Королевского флота . Этот комитет проработал четыре года, между 1861 и 1865 годами, в течение которых он разработал наиболее эффективную броню с использованием известной тогда металлургии, предложил способы улучшения ее производства и качества и помог разработать более эффективный выстрел против бронированных судов.
Например, при создании железной брони использовались два процесса. В первом случае большие куски железного лома или луженого железа нагревали до температуры сварки и помещали под тяжелые стальные молотки. Многократные удары сваривали эти комки в одну прочную пластину и придавали ей необходимую форму и размеры. Кованая железная пластина была броней, которая использовалась на самых первых броненосных судах, включая HMS Warrior . Второй метод, прокатка, заключался в наложении друг на друга кусков железа, нагревании их до температуры сварки и пропускании их между двумя железными роликами, чтобы получилась одна плита необходимого размера. Изначально производство проката было трудным, так как требовалось оборудование огромных размеров и большой мощности. Однако, когда в 1863 году Специальный комитет испытал оба типа листов, он обнаружил, что прокатный чугун превосходит кованый из-за большей однородности по качеству. Комитет и производители железа вместе работали над тем, как упростить производство листового проката, который стал стандартным использованием на военных кораблях с 1865 года.
Комитет рассмотрел вопрос об использовании деревянной основы с железной броней. Ранние европейские железные доспехи состояли из от четырех до пяти дюймов (примерно от 10 до 13 см) кованого железа и от 18 до 36 дюймов (примерно от полутора до одного метра) из массива дерева . После значительных испытаний комитет обнаружил, что древесина предотвращает растрескивание , смягчает удар от удара от повреждения конструкции корабля и распределяет силу по большей площади, что предотвращает проникновение. Недостатком использования дерева и железа был большой вес. Эксперименты с уменьшением или удалением деревянной основы для снижения веса не увенчались успехом. Комитет также проверил сталь как потенциальную броню, поскольку его члены считали, что чем тверже броня, тем лучше она может отражать выстрелы или сопротивляться им. Однако сталь, производимая в то время, оказалась слишком хрупкой, чтобы быть эффективной. Железо, будучи более мягким, изогнутым, помятым и деформированным, держалось вместе и оставалось эффективным средством защиты.
Эксперименты также проводились с многослойной броней , но они не привели к каким-либо улучшениям, и предпочтение было отдано одиночным пластинам. Многие корабли, построенные во время Гражданской войны в США, использовали ламинированную броню, но это было вызвано отсутствием оборудования для производства отдельных пластин надлежащей толщины.
Из-за постоянно увеличивающейся толщины брони и связанного с ней веса с самого начала предлагалось упрочнить чугун или приварить стальные пластины к передней поверхности железной брони. Попытки реализовать эти предложения не увенчались успехом по многим причинам, в первую очередь потому, что металлургия в то время не справлялась с этой задачей.
К середине-концу 1870-х годов железная броня начала уступать место стальной броне , которая обещала уменьшить толщину и, следовательно, вес брони.
Ссылки
<img src=»https://en.wikipedia.org//en.wikipedia.org/wiki/Special:CentralAutoLogin/start?type=1×1″ alt=»» title=»»>Стоимость, расценки, прайс-лист на услуги сварщика и сварочные работы Харьков 2018
Заранее хотелось бы уточнить, что наша организация имеет индивидуальный подход к каждому клиенту, и каждому заказу, и гибкую политику ценообразования. Именно поэтому цены,представленные ниже, могут изменятся. На это влияют объемы каждого заказа, и множество других факторов, таких как условия, расположение и тд. Именно поэтому актуальные цены мы рекомендуем уточнять по телефонам или почте, указанных в наших контактах. Берем на обслуживание ОСББ!
Наша организация оказывает полный комплекс услуг, связанных с выполнением сварочных работ а именно:
- Предварительный выезд на объект, консультационные и оценочные услуги всего объема необходимых сварочных работ.
- Разработку, согласование, полное сопровождение всех необходимых чертежей и документов.
- Полный комплекс подготовительных работ, включающих себя также услуги спецтехники, необходимой для проведения демонтажных работ.
- Квалифицированную помощь в закупке, хранении и доставке материалов, необходимых для проведения сварочных и монтажных работ.
- Услуги складов ответственного хранения материалов и готовой продукции на своей производственной базе, общей площадью до 1000 м2.
- Изготовление изделий из металла на своей производственной базе, со всем необходимым оборудованием и станочным парком.
- Монтаж лесов и подмостей непосредственно на объекте.
- Полный комплекс подготовительной(пескоструйка), и защитной(покраска) обработки изделий из металла.
Цены зависят от толщины сварочных материалов, и обьемов подготовительных слесарных работ:
Сварка изделий из нержавейки Х, ХН, ХНТ:
| Сварка изделий из листовой нержавеющей стали толщиной стенки от 1 до 3 мм | м.П. | от 400 грн. |
| Сварка изделий из листовой нержавеющей стали с толщиной стенки от 3 до 6 мм. | м.П. | от 500 грн. |
| Сварка изделий из листовой нержавеющей стали с толщиной стенки от 6 мм. и более… | м.П. | от 600 грн. |
Сварка изделий из листовой стали, включая марки ст3, ст20, ХМФ:
| Сварка изделий из листовой стали толщиной стенки от 1 до 3 мм | м.П. | от 300 грн. |
| Сварка изделий из листовой стали с толщиной стенки от 3 до 6 мм. | м.П. | от 400 грн. |
| Сварка изделий из листовой стали с толщиной стенки от 6 мм. и более… | м.П. | от 500 грн. |
Цены на сварку труб и технологических трубопроводов:
| Ø 21 – 55 грн. | Ø 60 – 120 грн. | Ø 127 – 265 грн. |
| Ø 27 – 65 грн. | Ø 76 – 140 грн. | Ø 133 – 300 грн. |
| Ø 34 – 75 грн. | Ø 89 – 160 грн. | Ø 159 – 330 грн. |
| Ø 38 – 80 грн. | Ø 102 – 200 грн. | Ø 219 – 400 грн. |
| Ø 42 – 85 грн. | Ø 108 – 220 грн. | Ø 273 – 500 грн. |
| Ø 48 – 95 грн. | Ø 114 – 240 грн. | Ø 325 – 600 грн. |
Минимальная стоимость выезда сварщика – 1500 грн. Возможна почасовая оплата в случае выполнения очень больших обьемов, или длительной работы с организациями. В случае использования Ваших расходных материалов, и Вашего оборудования, почасовая оплата составляет от 100 грн в час. Все наши сварщики с паспортами, и готовы выполнить ответственную сварку трубопроводов под УЗК или рентген дефектоскопирование.
Стоимость сварки ответственных металлоконструкций:
Цена на изготовление ответственных металлоконструкций начинается от 10000 грн. за тонну готового изделия. Данная цена применяется в случае изготовления и строительства ферм, ангаров, складов, и подобных металлоемких конструкций. Стоимость напрямую зависит от объема заказа, и количества выполняемых работ( покраска, удобства, высота монтажа).
Стоимость изготовления металлоконструкций простой сложности:
| Изготовление металлоконструкций и проведение всего необходимого комплекса работ на Вашей территории | Цена за тонну | от 10000 грн. |
| Изготовление металлоконструкций на территории нашей базы | Цена за тонну | от 25000 грн. |
| Изготовление металлоконструкций на территории нашей базы с последующим монтажом на объекте | Цена за тонну | от 50000 грн. |
Стоимость изготовления металлоконструкций повышенной сложности:
| Изготовление металлоконструкций и проведение всего необходимого комплекса работ на Вашей территории | Цена за тонну | от 15000 грн. |
| Изготовление металлоконструкций на территории нашей базы | Цена за тонну | от 30000 грн. |
| Изготовление металлоконструкций на территории нашей базы с последующим монтажом на объекте | Цена за тонну | от 60000 грн. |
Сварка каркасов лестниц, ворот, ограждений, беседок, навесов, козырьков.
- Сварка каркасов лестниц – о 12 000 грн до 16 000 грн за один этаж.
- Изготовление ворот – от 800 грн за м.2
- Ограждения – от 600 грн за м.2
- Беседки от 6 000 грн за изделие.
- Навесы от 500 грн за м.2
- Козырьки от 700 грн за м.2
Приварить петли, навесы на ворота – от 500 грн.
Есть возможность выезда с автономной бензиновой станцией, для выполнения сварочных работ на кладбищах, и других местах, где отсутствует электроснабжение.
Стоимость изготовления вольеров для собак.
Стоимость сантехнических работ
Монтаж систем отопления.
Сварка трубопроводов для химических производств Харьков.Цены.
ПохожееКак сваривать чугун (результаты качества)
Сварка чугуна — одна из самых сложных задач, которые может выполнить сварщик. Одна ошибка, и можно сделать намного хуже. В конечном итоге вы можете нанести больше повреждений или, что еще хуже, сделать сварной шов, который выглядит прочным, но на самом деле является слабым.
Будь то ковкий чугун, серый или любой другой тип; Хитрость заключается в том, чтобы следовать правильной процедуре и правильно выбирать присадочный материал при сварке чугуна. Вот наше руководство по сварке чугуна.
Возможна сварка чугуна
Определите, какой чугун поддается сварке, поскольку они не все одинаковы. Серый чугун — самый распространенный. Убедитесь, что вы предварительно нагрели утюг, чтобы подготовить его к изменению температуры, и не забудьте медленно охладить утюг с помощью песка или горячего барбекю. Вы можете сваривать железо методами MIG, TIG или Arc, но убедитесь, что вы используете правильные стержни для достижения наилучших результатов. Лучше всего использовать никель, но можно и сталь.
Какой чугун не поддается сварке?
Существует несколько типов чугуна, но некоторые из них сложнее сваривать, чем другие.Чаще всего вы добьетесь успеха около 50 процентов.
Серый чугун
Серый — самый распространенный тип железа, и он широко используется. Он получил свое название от цвета трещины, которую он формирует, благодаря высокому содержанию графита. Этот вид чугуна поддается сварке, но с большими трудностями.
Белый утюг
Белое железо твердое и хрупкое. Он похож на серый чугун тем, что присутствует углерод, но в отличие от серого чугуна графит не образуется во время затвердевания.Белый чугун находит применение там, где устойчивость к истиранию важнее хрупкости. Вы найдете белое железо — это шламовые насосы, бетономешалки, фланцы и трубопроводная арматура.
Белый чугун сваривать практически невозможно.
Ковкий чугун
Ковкий чугун намного менее хрупкий, чем чугун, поэтому он гнется, не ломаясь. Широко используемый в автомобильной промышленности и других отраслях тяжелой промышленности, он является идеальным материалом для изготовления колес, корпусов насосов, коробок передач, трубопроводов и многих других изделий.
Ковкий чугун сложно сваривать, но это можно сделать при правильных условиях, терпении и умении. Это не то, чем должен заниматься неопытный сварщик.
Ковкий чугун
Ковкий чугун не поддается сварке, так как процесс нагрева изменяет свойства материала, делая его бесполезным. Сначала он представляет собой белое железо, но после термообработки становится ковким.
Как сваривать чугун
После того, как вы определили тип используемого железа, следующий шаг — решить, будете ли вы производить предварительный нагрев или холодную сварку.
1. Предварительный нагрев или холодная сварка
Существует две точки зрения на то, как сваривать железо. Одни говорят, что предварительный нагрев — лучший вариант, другие клянутся, что холодная сварка — правильный подход. Чугун хрупкий, его нельзя гнуть или формовать в горячем состоянии.
Нагрев чугуна оказывает деформирующее действие на металл, повышая вероятность того, что одна часть металла может нагреваться или охлаждаться быстрее, чем другая, вызывая растрескивание и разрушение под напряжением. При температуре 1400 градусов по Фаренгейту чугун полностью меняет характеристики, потенциально ослабляя целостность металла.
При холодной сварке металл подвергается меньшей деформации, что снижает риск растрескивания и деформации, что потенциально создает более прочный сварной шов. Однако холодная сварка сопряжена с определенными рисками. Внутренние напряжения могут возникать и проявляться позже, к тому же холодная сварка дает более слабый сварной шов.
По этой причине опытные сварщики предпочитают метод предварительного нагрева, потому что они понимают, как металл реагирует, и могут контролировать ситуацию, чтобы создать более прочный сварной шов.
2.Выберите тип сварочного стержня
Тип и материал сварочного прутка определяют качество сварного шва.
Никелевый стержень 99 процентов
Это сварочные прутки высшего качества. Электроды на никелевой основе дороги, но они лучше всего подходят для сварки с низким и средним содержанием фосфата, и их можно обрабатывать механической обработкой.
Никелевый стержень 55 процентов
Это более дешевый вариант, чем 99-процентные электроды, и они имеют более низкий коэффициент расширения, что создает меньшее напряжение на металле и меньше трещин плавления.Это помогает им лучше ремонтировать более толстые участки металла. Эти стержни также поддаются механической обработке.
Стальные стержни
Стальные стержни — самые дешевые из трех вариантов, что делает их наиболее экономичными. Они лучше всего подходят для несложных ремонтных работ и шпатлевок. Эти электроды не поддаются механической обработке и требуют шлифовки для получения максимально гладкой поверхности.
Стальные стержни более удобны в использовании и могут выдерживать не совсем чистые отливки. Это делает их идеальным выбором при ремонте на месте, где условия могут быть не идеальными.
3. Подготовьте чугун
Чугун темпераментный, поэтому для достижения наилучших результатов обязательно прогрейте его до и после нагрева. Углерод внутри металла заставляет материал сжиматься и расширяться. По этой причине при нанесении сварного шва до и после сварки следует уделять столько же внимания, сколько и самому процессу сварки.
Вот о чем следует помнить:
- Подготовка к предварительному и последующему нагреву.
- Управление теплом при сварке.
- Выбор штанги.
Процесс начинается следующим образом.
Снятие кромки трещины
Снятие фаски — это процесс резки V-образной формы с помощью резака или специального станка для снятия фасок. Фаска обеспечивает более прочную связь между металлическими поверхностями и гарантирует, что она не срежется в дальнейшем.
Скошенный, но суставы намного прочнее, чем плоские, но суставы.
Разогрейте чугун
Предварительный нагрев можно выполнить, приложив к поверхности паяльную лампу. Вы даже можете предварительно нагреть металл, поместив его в угли зажженного барбекю.Идея предварительного нагрева чугуна состоит в том, чтобы медленно повышать температуру металла, обеспечивая более медленный переход от комнатной температуры к температуре сварки. Думайте об этом как о переходе металла, чтобы он меньше шокировал.
Идеальная температура предварительного нагрева составляет от 250 до 650 градусов по Цельсию (от 482 до 1202 градусов по Фаренгейту). Все, что превышает 780 градусов по Цельсию, расплавит металл.
Нагрев материала
Оба конца пластин нагреваются постоянно и медленно, чтобы не искажать свойства чугуна.Затем пластины соединяют вместе, когда достигается температура, достаточная для металла. При использовании дуговой сварки образуется шлак, который необходимо удалить молотком.
При сварке MIG не образуется шлак, благодаря вставке защитного газа, обеспечивающей целостность и чистоту сварного шва.
Пост-нагрев чугуна
Так же, как вы перерабатываете металл, чтобы лучше справляться с повышением температуры, вы хотите, чтобы он акклиматизировался к процессу охлаждения, чтобы предотвратить трещины под напряжением и ослабление материала.
После этого вы можете использовать тот же нагретый уголь для дополнительного нагрева металла, позволяя температуре постепенно снижаться. Ведро с песком сделает то же самое, или если положить кусок на дровяную печь, металл будет медленно остывать.
4. Выберите технику сварки
Есть три способа сваривать чугун. У каждого есть свои достоинства и недостатки.
Сварка чугуна MIG
Хотя MIG-сварка не является предпочтительной по сравнению с другими методами сварки, она очень эффективна при сварке чугуна.Вот несколько советов и подсказок:
- Для достижения наилучших результатов выбирайте специальную никелевую проволоку. Он самый дорогой, особенно если вы выбираете чистоту 99 процентов, но вы можете купить чистоту 55 процентов, если хотите сэкономить. Если бюджет слишком ограничен, выберите стержни из нержавеющей стали, но ожидайте, что придется переделывать отделку, поскольку сталь не поддается механической обработке и обеспечивает самую грубую отделку.
- 80-процентный аргон и 20-процентный углекислый газ дает наилучшие результаты в большинстве ситуаций.Обратной стороной является то, что сварной шов со временем заржавеет. При этом чугун естественно подвержен ржавчине.
- Паяльная проволока склеивает металлы, но создает слабое соединение, которое не выдерживает ударов.
- Шипы — это возможность добавить прочности стыку, но это зависит от выполняемой работы и требуемой чистоты отделки.
Сварка чугуна TIG
Сварка TIG возможна только при использовании никелевой проволоки. Положительным моментом является то, что вы получаете прочный и чистый сварной шов, а недостатком — стоимость никелевой проволоки.Вы также можете пропустить процесс предварительного и последующего нагрева, если используете правильные настройки газа, проволоки и нагрева.
Газовая смесь должна состоять на 75 процентов из аргона и на 25 процентов из двуокиси углерода. Эта смесь предотвращает хрупкость сварного шва.
- Избегайте быстрого охлаждения, так как это подвергает железо напряжению, что увеличивает вероятность разрушения. Для достижения наилучших результатов используйте процесс предварительного и последующего нагрева.
- Избегайте нагрева сварного шва за счет использования коротких сварных швов. Это предотвращает воздействие слишком большого количества тепла на чугун.Избегайте использования одной непрерывной линии сварки, поскольку это может вызвать растрескивание, особенно если сварной шов и чугун имеют две разные температуры. После того, как вы создали сварной шов, гладко обработайте его молотком. Это увеличивает прочность соединения и уменьшает усадку.
Top Tip
При использовании аппарата для сварки TIG с газовой смесью убедитесь, что вы делаете это в неограниченном пространстве. Вам необходима соответствующая вентиляция, так как аргон и углекислый газ могут накапливаться, вызывая удушье и смерть.Дуговая сварка чугуна
Дуговая сварка, или сварка электродом, является фаворитом домашних сварщиков и домашних мастеров.Он доступен по цене, и существует множество различных электродов для решения различных задач. Это дает вам гибкость и универсальность. Для выполнения большинства общих ремонтных работ требуется бронзовый стержень, ацетиленовая горелка и немного флюса. Это самый дешевый вариант, хотя вы должны знать, что пайка редко склеивает, как и другие виды сварки.
- Очистите каждое соединение перед сваркой. Это обеспечивает самое прочное соединение. Грязь в суставе создает слабые места, которые могут снова и снова преследовать вас.
- Чтобы получить наилучший сварной шов, уменьшите ток, чтобы уменьшить разбрызгивание.Это не влияет на качество стыка, но с эстетической точки зрения обеспечивает более чистую поверхность.
Pro Tip
Ручная сварка лучше работает при использовании стали с минимальным содержанием серы и кремния. Стали 1015 и 1025 работают лучше всего, так как они содержат менее 0,035 процента серы.
5. Чистовая обработка
Получение максимально гладкой поверхности — ключ к аккуратной и профессиональной работе. Использование более качественных никелевых электродов позволяет избежать шлифовки.
После нагрева и охлаждения
Чем дольше остывает проект сварного шва, тем лучше будет соединение. Быстрый нагрев и охлаждение — враги прочного сварного шва. Железо хрупкое, при нагревании деформируется. Это вызывает нагрузку на материал, что ослабляет целостность вашей конструкции.
Доведя утюг до остывания после сварки, вы обеспечите естественное ослабление металла и лучший результат. Думайте об этом как о том, как дать сочному стейку расслабиться после жарки, чтобы сделать его мягче.Металл делает то же самое.
Кованая обработка
Упрочнение — это способ предотвращения усадки сварного шва при его охлаждении. Это помогает снять растягивающие напряжения, возникающие при понижении температуры металла. Использование небольшого молотка для распространения сварного шва, когда он еще податлив, чтобы обработать любые воздушные карманы или трещины от напряжения, делает общую отделку намного прочнее.
Этот метод требует особой осторожности, поскольку чрезмерное упрочнение может привести к растрескиванию из-за слишком сильного охлаждения сварного шва и ослабления соединения.
Дополнительные советы по сварке чугуна
Всегда есть подсказки и подсказки, которые облегчат жизнь, поэтому вот несколько, с которых вы можете начать.
- При сварке чугуна держите сварочный стержень в вертикальном положении. Она отличается от большинства видов сварки штангой, когда сварка выполняется под углом.
- Делайте это медленно и ровно. Чугун не сваривается быстро.
- Ограничьте количество свариваемых за один раз. Используйте валики сварного шва, а не непрерывную линию.
- При ремонте трещины нанесите небольшой валик на каждый конец, чтобы предотвратить ее распространение.
- Держите устойчивую руку и поддерживайте постоянную скорость во время работы.
Вывод чугун
Не питайте иллюзий, что некоторые металлы не любят сваривать, и чугун — один из них. Тем не менее, это не невозможно. Лозунги медленные и устойчивые, потому что вы не можете бросить чугун из-за его хрупкости.
Сделайте подготовку правильно, а остальное приложится. Кроме того, не забудьте дать утюгу время остыть после работы с ним.Если вы сделаете это, у вас должен быть успешный результат.
Как сваривать чугун
С такими альтернативами, как титан, керамика и сковорода с покрытием из нержавеющей стали, доступные сегодня, использование чугунных сковородок может показаться немного устаревшим. Хотя популярность чугуна, безусловно, упала за последние несколько лет, дела обстоят не так плохо, как говорят некоторые. Ожидается, что рынок чугунной посуды достигнет 3303 млн долларов США по сравнению с 2 537 млн долларов США в 2017 году .
В дополнение к вышесказанному, Transparency Market Research ожидает, что к 2026 году мировой рынок литья чугуна и стали превысит 202 миллиарда долларов США .Смысл всей этой статистики — доказать, что чугун по-прежнему сваривают по всему миру для различных целей, например, для посуды. Независимо от причины, по которой вы свариваете чугун, вы должны научиться правильно сваривать этот материал.
Несмотря на то, что предстоит преодолеть множество трудностей, правильная сварка чугунных деталей поможет вам сэкономить время и деньги. Если чугун не сваривается должным образом, это может вызвать трещину или повреждение свариваемого материала.
Часто для правильной сварки чугуна требуется помощь профессионального и опытного сварщика; это особенно верно, когда в процессе сварки задействованы критически важные детали.Однако вы можете эффективно сварить чугун самостоятельно, выполнив несколько ключевых шагов. Мы обсудим эти шаги здесь, чтобы помочь вам научиться эффективно сваривать чугун.
Применение чугуна и его преимущества в качестве сварочного металла
Есть несколько применений чугуна. Некоторые из них включают:
- Подготовка воды
- Сельскохозяйственная техника
- Головки, блоки и коллекторы автомобильных двигателей
- Станки, такие как крышки, кронштейны и основания
- Фитинги
- Труба чугунная
В дополнение к вышесказанному, существует множество других применений чугуна.Например, он широко используется в строительной технике и других приложениях, где вес является ключевым требованием. Это некоторые области применения чугуна, но как насчет преимуществ? Ниже приведены некоторые ключевые преимущества чугуна как металла шва:
- Многие желательные свойства, включая прочность, жесткость, теплопроводность и способность увлажнять
- Формование с помощью литья в песчаные формы
- Недорогой материал
- Температура плавления ниже, чем у стали
- Больше жидкости, чем сталь
Это некоторые из основных причин, по которым чугун является хорошим металлом для сварки во многих областях.
Почему сварка чугуна может быть проблематичной
Прежде чем приступить к сварке чугуна, вы должны понять, насколько сложно выполнить эту работу. Это потому, что вероятность успешной сварки чугуна составляет всего 50%; высока вероятность того, что свариваемая чугунная деталь будет иметь трещины или повреждение после того, как вы ее закончите.
Почему возникает эта проблема? Потому что чугун состоит из нескольких материалов разной пропорции. В результате может быть сложно оценить точную прочность металла, с которым вы работаете.Также может быть сложно определить, сколько тепла может выдержать чугунная деталь, прежде чем она начнет трескаться. Все эти проблемы в основном возникают из-за высокого содержания углерода в чугуне.
Во время сварки углерод может перейти на свариваемый металл или на область рядом с нагретым металлом шва. Это может вызвать повышенную хрупкость или твердость, что может привести к трещинам после сварки.
Различные методы / способы сварки чугуна
Существует несколько способов сварки чугуна.Однако мы собираемся обсудить только самые распространенные методы, используемые для сварки чугуна. Эти методы включают в себя газовую сварку, дуговую / дуговую сварку, сварку MIG и сварку TIG. Ниже приводится краткое объяснение каждого из них.
1. Газовая сварка
По сравнению с дуговой сваркой чугуна, при газовой сварке процесс нагрева происходит намного медленнее. Кроме того, в этой технике используется пламя с более низкой температурой, чем дуга. В этом отношении хорошо то, что миграция углерода, как правило, не является проблемой при сварке чугуна газовой сваркой.Однако при этом важно использовать запатентованный пруток для газовой сварки. Единственная проблема этого метода заключается в том, что он требует значительного количества тепла, когда в сварном шве задействованы большие компоненты. Кроме того, газовая сварка выполняется медленнее, чем другие методы сварки чугуна.
2. Дуговая / стержневая сварка
Предпочитаемая большинством самодельных сварщиков дуговая / электродная сварка может быть наиболее эффективным способом сварки чугуна при использовании правильных сварочных стержней. Процесс очень прост, и для различных работ доступно множество электродов.
Особый флюс с высоким содержанием графита присутствует в сварочных стержнях из чугуна. Углерод в чугуне химически связан этим специальным графитом. Это ограничивает миграцию в зону термического воздействия и металл шва. Сварочные стержни из чугуна бывают двух основных типов: чистый никель и ферро-никель.
Обычно ферро-никелевые стержни состоят из 47% никеля и 53% стали. Ферро-никелевые стержни намного дешевле, чем чистый никель, поэтому они идеально подходят для сварки чугуна со сталью. С другой стороны, если вы хотите, чтобы наплавленный металл был более мягким и податливым, выбирайте чистый никель.Тем не менее, если работа специально не требует использования чистого никеля, мы рекомендуем использовать ферро-никель при сварке чугуна методом дуговой / электродной сварки.
3. Сварка МИГ
Хотя сварка MIG часто используется для этой цели, она не является лучшим выбором для сварки чугуна. Единственная реальная причина, по которой вы хотите использовать этот метод, — это когда у вас есть повторяющееся приложение, для которого вы можете создать процедуру. Если вы решите сваривать чугун таким способом, для эффективной сварки следует помнить о следующих советах:
- Специальная никелевая проволока — лучший выбор для сварки MIG.Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть возможность использования нержавеющей стали в качестве альтернативы.
- В большинстве ситуаций лучший выбор — 80/20. Что это значит? Это относится к 80% аргона и 20% диоксида углерода. Хотя чугун от природы склонен к ржавчине, вам следует избегать этого метода, если вы беспокоитесь о том, что ржавчина в конечном итоге может развиться на металле.
- Можно склеить отливку с помощью припоя. Однако это может привести к слабому сварному шву, что не очень хорошо для металлов, которые могут испытывать нагрузку или удар.
- Вы можете обеспечить механическую прочность сварного шва с помощью шпилек. Однако это будет зависеть от выполняемой работы.
4. Сварка TIG
Как и сварка MIG, многие люди не предпочитают сварку TIG для сварки чугуна. Почему это? Поскольку TIG — это процесс с открытой дугой, это означает, что нет реальной возможности минимизировать миграцию углерода с помощью этого метода.
В дополнение к вышесказанному, единственный реальный вариант, доступный для этой техники при сварке чугуна, — это никелевая проволока.Еще одна проблема с процессом заключается в том, что это может быть дорого. С другой стороны, метод сварки TIG обеспечивает чистый и прочный шов на большинстве работ с чугунным покрытием. Кроме того, вы можете использовать метод сварки TIG для холодной сварки, если вы используете соответствующие настройки проволоки и газа.
Это четыре наиболее распространенных метода сварки чугуна. Теперь, когда у вас есть основная информация о каждом методе, вы можете выбрать технику / метод, который больше всего соответствует вашим потребностям и выполняемой работе.Однако независимо от того, какой метод вы выбрали для сварки чугуна, вам необходимо выполнить несколько основных шагов, чтобы получить эффективный сварной шов. Эти шаги обсуждаются далее.
Основные этапы сварки чугуна
При самостоятельной сварке чугуна вам необходимо знать основные этапы эффективной сварки чугуна. Сварка чугуна своими руками состоит из четырех этапов. Выполнив эти действия в следующем порядке, вы сможете получить чрезвычайно прочный сварной шов из чугуна.
1. Определите сплав
Чугуны относятся к семейству железоуглеродистых сплавов и имеют высокое содержание углерода; вот откуда они берут свои характеристики твердости. Хотя чугун твердый, это качество достигается за счет пластичности. По сравнению с кованым железом или сталью чугун гораздо менее податлив.
В результате вышеизложенного металл расширяется и сжимается при нагревании и охлаждении в процессе сварки. Это создает растягивающее напряжение.Сваривать чугун может быть чрезвычайно сложно, потому что, когда он подвергается напряжению или нагреванию, он трескается, а не деформируется или растягивается. Однако вы можете улучшить эту ситуацию, добавив другие сплавы. Ниже приведены два доступных вам варианта.
Серый чугун
Самый распространенный сплав чугуна, серый чугун более свариваемый и пластичный, чем белый чугун. Во время производства углерод на сером чугуне превращается в чешуйки графита и превращается в кристаллическую микроструктуру феррита или перлита.Единственная проблема с этим союзником из чугуна заключается в том, что чешуйки графита внутри него могут попасть в сварочную ванну; это вызывает охрупчивание металла шва, что может стать проблемой для сварщиков.
Белый чугун
Другой вариант сплава чугуна, доступный вам, — белый чугун. В отличие от серого чугуна, эта форма чугуна может удерживать углерод в виде карбида железа, не превращая его в графит. В результате получается хрупкая и твердая кристаллическая микроструктура цементита.Однако основная причина беспокойства по поводу белого чугуна заключается в том, что он в основном считается несвариваемым.
2. Очистите отливку
Перед началом сварки вы должны правильно подготовить все отливки; это независимо от того, какой литой сплав вы выбрали для сварки. Еще одна важная вещь — удалить все поверхностные материалы, чтобы подготовить отливку к сварке. Это гарантирует, что отливка в зоне сварки будет полностью чистой.
Как только это будет сделано, следующим шагом будет удаление масла, смазки, краски и других препятствующих материалов из области сварного шва.Одна из наиболее важных вещей, которую необходимо обеспечить при этом, — это медленное и осторожное нагревание области сварки в течение короткого периода времени. Это поможет устранить любой газ, попавший в зону сварки основного металла. Методика, которую вы можете использовать для проверки готовности поверхности чугуна, заключается в нанесении сварочного шва на металл. Если на металле присутствуют примеси, то он будет пористым. Чтобы убедиться, что пористость была устранена, вы можете повторить процесс несколько раз, шлифуя проход.
3. Предварительный нагрев
Под воздействием нагрузки все чугуны становятся уязвимыми для отслеживания. Таким образом, самое главное, чтобы избежать трещин в чугуне, — это контролировать нагрев во время сварки. Сварка чугуна состоит из трех этапов. Три шага:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Тепловое расширение — основная причина, по которой вы хотите контролировать нагрев во время сварки. При нагревании металл может расширяться.Однако нагрев и расширение всей чугунной детали с одинаковой скоростью поможет избежать напряжения в металле. С другой стороны, локализация тепла в зоне термического влияния может вызвать напряжение в металле.
Проблема локального нагрева заключается в том, что он может привести к ограниченному расширению. Здесь более холодный металл вокруг зоны термического влияния контролирует HZ. Кроме того, температурный градиент между литым телом и зоной термического влияния определяет степень возникающего напряжения.
Растяжение снимает напряжение, вызванное ограниченным расширением и сжатием стали и других пластичных металлов. Однако это может привести к образованию трещин в металле во время сжатия; это потому, что пластичность чугуна довольно низкая.
С предварительным прослушиванием можно уменьшить температурный градиент между зоной термического влияния и отливкой. Это, в свою очередь, снизит растягивающее напряжение, вызванное сваркой. Как правило, для методов сварки при более высоких температурах требуется предварительный нагрев при более высокой температуре.Таким образом, лучшая стратегия для снижения тепловложения при отсутствии надлежащего предварительного нагрева — это выбор низкотемпературного процесса сварки. Кроме того, вам следует использовать проволоку или сварочные прутки с низкой температурой плавления.
Еще одним фактором, влияющим на напряжения, возникающие в сварном шве, является скорость охлаждения. Усадка может возникнуть в результате быстрого охлаждения, что приведет к получению хрупких и легко растрескивающихся швов. С другой стороны, низкое охлаждение может минимизировать напряжение, вызванное сжатием и упрочнением.
В заключение этого шага мы хотели бы, чтобы, хотя все чугуны могут образовывать трещины, когда они подвергаются нагрузке, вы можете снизить вероятность этого с помощью предварительного нагрева.Это указывает на важность этого шага при сварке чугуна.
4. Выберите метод сварки
Мы уже рассмотрели четыре основных метода / метода, используемых для сварки чугуна. Основываясь на информации, представленной выше, вам необходимо выбрать технику сварки, которая лучше всего подходит для выполняемых сварочных работ. Другими словами, нужно выбирать технику сварки исходя из размеров свариваемого металла и сплава.
5. Чистовая
После того, как вы выбрали и применили наиболее подходящую технику сварки чугуна, который нужно сваривать, следующим и последним шагом будет чистовая обработка шва.По мере охлаждения и сжатия сварного шва в свариваемом чугунном металле может возникать напряжение растяжения.
Следовательно, фаза термического сжатия — это период, когда в чугунном литом металле наиболее вероятно образование трещин. Почти наверняка сварной шов начнет трескаться, когда напряжение достигнет критической точки. Хорошая новость заключается в том, что есть способ снизить вероятность появления трещин в сварном шве; это включает приложение сжимающего напряжения во время охлаждения для противодействия растягивающему напряжению.
Пока сварной шов остается мягким, сварщики применяют метод, называемый упрочнением, для сварного шва, который может деформироваться.Техника ударной обработки предполагает использование ударного молотка для выполнения умеренных ударов.
Чем полезен этот метод? Потому что это может помочь снизить вероятность развития трещины в зоне термического влияния и сварном шве. Однако важно убедиться, что этот метод следует использовать только в том случае, если свариваемый металл относительно пластичный. Последний шаг, который вам нужно выполнить при сварке чугуна, — это контроль охлаждения.
Что влечет за собой этот процесс? Это процесс, который максимально замедляет охлаждение за счет использования изоляционных материалов.Другой способ замедления процесса естественного охлаждения — периодическое нагревание сварочного шва. Все это обеспечивает хорошую отделку и эффективную сварку чугуна. Теперь вы знаете, как сваривать чугун.
Похожие сообщения:
Можно ли сваривать чугун с помощью сварочного аппарата с механизмом подачи проволоки?
Будьте осторожны при сварке чугунных металлов, таких как выпускной коллектор, сваркой MIG. Легче сваривать чугун никелевыми прутками, такими как ASTM B160 от Small Parts, но это сложный процесс для сварщиков MIG.Предварительно нагревая чугун с помощью горелки, такой как Cadrim Torch, он подготавливает его к следующему этапу сварки. Это руководство показывает энтузиастам сварки «ноу-хау» закрепления чугуна сварочными аппаратами с механизмом подачи проволоки.
Что такое чугуны
Это менее ковкие металлы (чем сталь) с низким пределом прочности на разрыв. Кроме того, этот тип металла происходит из семейства железоуглеродистых (железо, углерод и сталь) сплавов. В расплавленном состоянии легко использовать для форм и отливок с помощью чугуна. Помимо чрезмерного нагрева, чугуны склонны к растрескиванию под действием растягивающей нагрузки.Если бы чугунные материалы могли расширяться только при нагревании (или напряжении), их было бы легко сваривать.
Почему сложно сваривать чугунные детали?
- Учитывайте химический состав цветных металлов. Это важный фактор при выборе любого сварочного процесса.
- Обычно чугун из-за прочности на растяжение не выдерживает высоких температур. Таким образом, мягкое нагревание или предварительный нагрев металла могут предотвратить дальнейшие трещины.
- Поскольку чугуны содержат углерод (от 2% до 4%), они очень хрупкие и легко трескаются.Когда интенсивность нагрева увеличивается, содержание углерода в чугуне становится высоким и выделяются чешуйки графита.
- Перепад температурных напряжений также может вызвать сложный процесс при использовании сварочных аппаратов с механизмом подачи проволоки. Однако сваривать чугун может быть сложно, но совсем не невозможно.
Важен предварительный нагрев
При сварке чугуна с помощью MIG с подачей проволоки они часто становятся хрупкими. Обычно металлы со слабым пределом прочности легко подвергаются термическому сжатию.Усадка и растрескивание щели чугуна из-за чрезмерного нагрева будет контрпродуктивно. Вместо этого используйте присадочные стержни для предварительного нагрева и пайки чугунной детали.
Основные этапы сварки чугунных деталей
Определите правильный сплав и выберите правильный присадочный пруток (электрод) для сварки MIG. Сварщик может столкнуться с разными трудностями во время сварки. Это состояние зависит от типа используемого сплава чугуна. Давайте посмотрим на некоторые распространенные виды сплава чугуна.
Серый чугун
В процессе производства эти (серые) чугуны выделяют углерод в чешуйки графита. Серый чугун имеет молекулярную структуру, которая облегчает сварку, чем белый чугун. Кроме того, она более пластичная и содержит больше углерода, чем низкоуглеродистая сталь. Сварщики должны соблюдать осторожность во время работы, потому что чешуйки графита могут попасть в сварочную ванну. Это загрязнение приводит к охрупчиванию металлов сварных швов.
Белый чугун
Белый чугун популярен благодаря своим характеристикам высокой скорости охлаждения и несвариваемости.Однако они не выделяют свое богатое содержание углерода в виде графита. Как и серый чугун, они хрупкие и имеют прочную структуру. Эти типы чугуна содержат (смесь атомов железа и углерода) элементы карбида железа.
Тщательно очистите отливку и скосите ее излом с помощью резака. Если резака нет в наличии, можно использовать станок для снятия фасок. Этот процесс обеспечивает удаление ржавчины, жира и краски с поверхности зоны сварки.
Предварительный нагрев
Техника предварительного нагрева чугуна предусматривает получение слабого тепла и возможность медленного охлаждения.Установите температуру и предварительный нагрев без использования дуги приведет к повреждению чугуна. Будьте осторожны, медленно повышая температуру чугуна. Однако большие чугунные детали необходимо предварительно нагреть вокруг зоны сварки. Если ваша чугунная деталь маленькая, заверните ее в термоодеяло и предварительно нагрейте.
Выберите подходящую технику сварки
Выберите подходящий процесс сварки чугунов. Распространенные методы включают пайку, сварку электродом и ацетиленовая сварка. При сварке чугунов дуга должна быть обращена к сварочной ванне, а не к основному металлу.Операторам необходим слабый ток (электричество) и медленное движение руки для точной сварки чугуна.
Сосредоточьтесь на каждом дюйме зоны сварного шва, и цель будет отличаться от точек после прихватывания сварных швов. Кроме того, дайте горячему утюгу остыть примерно 50 секунд между сегментами (от 1 до 2 дюймов). В противном случае это может привести к чрезмерному нагреву и термической нагрузке на металлы. Не забывайте очищать флюс проволочной щеткой, если вы работаете с порошковой проволокой.
Выбор стержня
Важно правильно выбрать электроды (стержни) для сварных швов чугуна.Обычно электрическая дуга передает тепло через электроды и плавит зону сварки, образуя сплав.
Сплавы меди и никеля — распространенные типы электродов для сварки чугунных металлов. Однако сварные швы никель-железо имеют более низкие коэффициенты теплового расширения. Это самые прочные связи, повышающие устойчивость металла к трещинам.
Недостатки неправильного процесса сварки чугунных материалов
- На чугуне может появиться больше трещин.
- Это сложный процесс, требующий безупречной сварки.
- Без применения коротких сварных швов чугун может сильно нагреться и расколоться.
- Они ломаются и разрушаются под действием напряжения и растягивающей нагрузки.
Final Note
Операторам требуются навыки и терпение высокого уровня, чтобы заделывать щели на чугунных деталях. Независимо от вашего сварочного аппарата, каждая сварочная задача должна быть безупречной. Если вы рассматриваете MIG с подачей проволоки для сварных швов чугуна, вам необходимо понимать уровни расширения и сжатия основного металла.Не забывайте применять методы, которые мы предоставили в этом руководстве.
Как сваривать чугун: простые шаги и советы
Сварка чугуна может быть сложной задачей из-за свойств материалов. К сожалению, это часто необходимо из-за растрескивания, связанного с удлинением металла. Не путайте чугун со сталью, поскольку методы для одного типа чугуна не всегда применимы к чугуну. К счастью, сварка чугуна может быть успешно выполнена при наличии некоторой практики и опыта.
Сварка чугуна требует меньшего нагрева и небольших валиков (1 дюйм), чтобы избежать растрескиванияПри сварке следует учитывать три важных момента:
- Подготовка — снятие фаски или сверление до и после трещин, очистка поверхности
- Количество тепла — всегда низкое и медленное
- Выбор правильного стержня — больше никеля, тем лучше
Основы сплава чугуна
Чугунное литье относится к семейству углеродистых сплавов с примерно 2.Содержание углерода от 4% до 4,5%. Это сплав кремния, углерода и железа (железа). Твердость углерода делает его одним из наиболее часто используемых материалов в строительном бизнесе. Процент углерода, смешанного с железом, — это то, что делает чугун желательным сплавом, поскольку он может быть подвергнут механической обработке, гасит вибрации, имеет низкую усадку и высокую текучесть.
Углерод в чугуне также делает металл хрупким и склонным к растрескиванию при нагрузке. Например, у стали удлинение до растрескивания составляет 20%, а у чугуна — 1%.
Что делает чугун одним из самых сложных для сварки материалов, так это то, что он имеет довольно необычное поведение. При сварке чугуны не растягиваются и не деформируются при нагревании. Скорее, металл может треснуть под воздействием тепла и последующего охлаждения, что затрудняет весь процесс сварки.
Чугун потрескается при напряжении или удлинении от 1% до 2%Точка плавления чугуна
Чугун имеет температуру плавления от 1100 ° до 1300 ° по Цельсию (2112 ° — 2372 ° по Фаренгейту) из-за высокого содержания углерода.Сталь имеет более высокую температуру плавления — 1450 ° C (2642 ° F). Поскольку чугун имеет более низкую температуру плавления, его легче использовать при работе с формами, трубопроводной арматурой, коллекторами, корпусами клапанов, насосами, трансмиссиями, водяными рубашками, гильзами, головками и блоками двигателей.
Типы чугуна
Ниже приведены некоторые из наиболее распространенных типов сплавов чугуна. Каждый из этих сплавов обладает особыми свойствами, поэтому для достижения наилучших результатов могут потребоваться различные сварочные инструменты и методы.
- Высоколегированный (изготовленный путем добавления сплавов к пластичному, белому или серому чугуну)
- Пластичный
- Ковкий
- Белый
- Серый (наиболее распространен и используется примерно в 90% случаев.Изготовлен из кокса, известняка, стального лома, лома чугуна и чугуна). Название происходит от серого цвета любых трещин или изломов.
Общий состав серого чугуна:
- Кремний 2% — 2,4%
- Углерод 3% — 3,25%
- Марганец 0,6% — 0,7%
- Фосфор не более 0,2%
- Сера не более 0,2%
- Остаток железа
Чугун не может быть согнутым или откованным до определенной формы, иначе металл треснет.Он поддается механической обработке и отличается износостойкостью.
Идентификация чугуна
Чугун можно идентифицировать по следующим признакам:
- Сварные швы не видны.
- Видно. Линия разливки из двух половин формы.
- Отколоть металл с помощью молотка и зубила. Если металл сколачивается мелкими фрагментами, то это чугун. Если вы видите одну сплошную стружку, значит, металл стальной.
- Испытание искры дает слабые красные искры, за которыми следуют желтые звезды.Сталь в конце образует небольшие искры.
Методы сварки чугуна: дуговая, TIG или MIG
Хотя можно использовать все три метода, для домашней сварки мы рекомендуем дугу.
MIG: MIG требует газовой смеси аргона (80% аргона, 20% диоксида углерода) и никелевой проволоки.
TIG: Как и MIG, используйте никелевую проволоку. Смотрите это видео для получения подробных инструкций.
ARC: ARC прост в изготовлении и подходит для базового ремонта. Используйте высококачественные никелевые стержни с содержанием 99%.Можно использовать композицию с содержанием никеля 55%, что дешевле. Если можете, используйте 99%.
Подготовка к сварке чугуна
При соединении двух деталей создайте скос под 45 °. Оставьте 1/3 толщины материала внизу- Очистите металлическую поверхность с помощью химикатов или щетки. Тщательно удалите краску, ржавчину, жир и масло.
- Удаление литейной корки с обеих сторон сварного шва (примерно 25/32 ″ или 20 мм).
- Удалите все дефекты, такие как пористость, усталый металл, трещины и раковины.
- Просверлите отверстия диаметром 1/8 дюйма на расстоянии примерно 1/8 дюйма от каждого конца ремонтируемой трещины. Отверстия не дадут трещине расшириться за пределы трюмов во время ремонта.
- «U» или «V» заделать трещину с помощью электрода для строжки или шлифовального станка. Паз должен быть 90 °. При сваривании деталей трещина должна быть под углом 45 °. Оставьте 1/3 дюйма толщины ниже буквы «V». Электродная строжка — самый эффективный метод.
- Кромки или острые углы следует закруглить, особенно если вы собираетесь обрабатывать поверхность или заливать ее после сварки.Цель состоит в том, чтобы предотвратить чрезмерное плавление основного материала в процессе сварки.
- При шлифовке области сварного шва удалите весь углерод (графит) с поверхности, чтобы он не попал в сварочную ванну.
Методы сварки
Есть три метода сварки чугуна. Какой из них вы выберете, зависит от задачи.
- «Холодная» электродуговая сварка : используется на больших деталях, где свариваемый элемент не может быть предварительно нагрет полностью, что делает этот подход наиболее распространенным.
- Горячая сварка (электрическая дуга, кислородно-ацетиленовая сварка, пайка) — используется для деталей, которые можно предварительно нагревать с помощью сварочной горелки, например, для небольших деталей. После сварки детали нуждаются в медленном остывании до комнатной температуры. Охлаждение может помочь, если после сварки детали закапываются в золу, песок или кизельгур.
- P олимерный ремонт : используется, когда металл окислен, что делает невозможным «горячую» сварку. В этом случае используется такой продукт, как пластиковая сталь.
Кислородно-ацетиленовая сварка — это тип сварки, который используется для небольших деталей, которые можно нагревать с помощью горелки (называемая газовой сваркой ).
Этот вид сварки выполняется в следующие этапы:
- Во-первых, вы должны отрегулировать кислородно-ацетиленовое пламя в соответствии с требованиями к поверхности. Слишком слабое пламя может привести к хрупкому сварному шву. С другой стороны, сильное пламя может вызвать растрескивание чугуна. Вам нужно оставаться между этими двумя спектрами.
- Удерживая горелку в правой руке, а присадочный стержень в левой руке, постоянным движением начните сварку от правого края листа к левому.
- Для идеальных результатов пламя перемещается из стороны в сторону или круговыми движениями, чтобы смесь хорошо перемешивалась. Заполняющий стержень следует перемещать вперед и назад по пластине.
- Продолжайте делать это до тех пор, пока не увидите корпус без трещин или протечек!
Сварка МИГ — еще один полезный метод, однако он может быть дорогостоящим из-за использования специальной железоникелевой проволоки. Тем не менее, это дает преимущество — чистый сварной шов без каких-либо остатков или беспорядка после сварки.
Альтернативный вариант — использовать проволоку для сварки MIG из нержавеющей стали, хотя конечные результаты могут иметь некоторые отклонения.
Как уже упоминалось, этот метод используется, когда детали невозможно предварительно нагреть или детали сложно демонтировать.
Ступени холодной сварки чугуна
«Холод» при холодной сварке чугуна относится к низкому нагреву, необходимому для основного металла.
Рекомендуемая сила тока
Низкая сила тока необходима, чтобы избежать глубокого сплавления основного материала и наполнителя.Причина, по которой избегают глубокого плавления, состоит в том, чтобы не допускать попадания графита и образующегося карбида железа в сварочную ванну. Рекомендуемая сила тока:
Предложения по току холодной сварки
Эти рекомендации относятся к ручной или плоской сварке вниз. При использовании сварки над головой уменьшите указанные ниже значения на 5–10%. При вертикальной сварке уменьшить на 5%.
Размер электрода
2,5 (3/32 дюйма)
3,2 (1/8 ″)
4,0 (5/32 ″)
5,0 (13/64 ″)
Приблизительная сила тока
50-80
70–110
100–140
130–170
Настройки неточны и зависят от машины, загрузки линии и размера задания.Попробуйте выполнить пробную сварку, чтобы определить, не слишком ли велика сила тока, что привело к раскаленному электроду. Цель состоит в том, чтобы использовать как можно более низкую силу тока.
Электроды чугунные
Используйте электрод самого большого размера, который соответствует размеру канавки, но не используйте электрод настолько большой, что вы не можете попасть в канавку. Электрод большего размера снизит тепловложение по сравнению с количеством используемого присадочного металла.
Никелевые электроды (AWS A5.15 E Ni-Cl): используйте этот тип электрода, если чугун старый, тонкий, или пропитанный маслом.Используйте это только для «смазывания» боковых сторон чугуна, чтобы создать поверхностное уплотнение. Затем закончите с никелево-железным электродом.
Никель-железные электроды (AWS A5.15 E NiFe-Cl-A) : Используется для соединения стали и чугуна, нержавеющей стали и медных сплавов. Используется для чугуна, подверженного резким нагрузкам, вибрациям и деформациям.
Электроды для строжки
Размер электрода Наконечник:Если вы видите пористость в первом валике, переключитесь на электрод меньшего диаметра, меньшую силу тока и более высокую скорость сварки.Цель состоит в том, чтобы снизить тепловыделение основного материала.
Полярность
Различные полярности (прямая, обратная, переменный ток) по-разному влияют на плавление и тепловложение основного материала.
DC Прямая полярность: Этот тип полярности подключается к отрицательному полюсу и приводит к большому нагреву основания. В свою очередь, , вызывает чрезмерное копание и плавление. Чрезмерное плавление приводит к попаданию примесей в сварной шов, что снижает качество сварки.
Обратная полярность : Этот тип электрода обеспечивает неглубокую и широкую зону сварки с минимальным содержанием газов, серы, фосфора и графита.Он также снижает образование карбидов железа.
Если используется постоянный ток, лучшим выбором будет электрод обратной полярности. Однако, если утюг загрязнен, вы можете попробовать более высокий нагрев с прямой полярностью.
Использование обратной полярности постоянного тока (электрод к плюсовому полюсу) позволит вам получить неглубокое поле с минимальным содержанием газов, серы, фосфора и графита. Используйте только прямую полярность (электрод к отрицательному полюсу). Следует использовать только для сильно загрязненного чугуна .Длина дуги
Следует использовать как можно более короткую дугу для снижения напряжения и минимизации нагрева основного материала.Было бы полезно использовать длинную дугу во время первого прохода, а затем уменьшить ее размер.
Сварка чугуна
Как уже упоминалось, необходимо минимизировать подвод тепла, чтобы снизить вероятность образования трещин. Металл чрезвычайно хрупкий и растрескивается при относительном удлинении от 1% до 2%.
НЕ используйте длинные непрерывные бусины. с максимальной длиной 1 дюйм (25 мм). Не ткать и использовать только для «смывания» отложений.
ЗАПРЕЩАЕТСЯ делать волнистые волны более чем на 1/2 диаметра электрода в каждую сторону от направления шва.После того, как валик был помещен, заполните кратер и извлеките электрод обратным движением.
Удалите остроконечный молоток с закругленным концом, пока он горячий. Это растянет пчелу и снимет стресс. Прин, начиная с задней части кратера до того места, с которого вы начали. Используйте умеренные удары, чтобы оставалось лишь небольшое углубление. Сильные удары могут привести к появлению трещин. Можно использовать небольшой пневматический молоток.
После первого пчела нельзя ставить следующего, пока к нему нельзя будет прикоснуться голой рукой.Если вы чувствуете ожог, значит, он слишком горячий. НЕ СПЕШИ.
Вы можете размещать бусы на таком расстоянии, чтобы избежать перегрева. Это называется пропущенной сваркой и подходит для больших работ / более длинных трещин.
ЗАПРЕЩАЕТСЯ собирать бусинки друг на друга. Вместо этого используйте пошаговый подход, при котором каждая полоска перемещается на 1 дюйм за раз.
Рекомендуется подход StepWise, когда длина борта не должна превышать 1 дюйм.Не торопитесь и используйте «холодный» метод, если можете. Используйте высококачественный электрод, достаточно большой, чтобы обработать канавку.
FAQ
Какой сварочный стержень вы используете для чугуна?Чугун чаще всего сваривают прутком из чистого никеля или ферроникеля. Ферроникель на 47% состоит из никеля и на 53% из стали и дешевле.
Можно ли использовать сварочный аппарат MIG для сварки чугуна?Да, но не рекомендуется. Вы можете использовать Arc, TIG или MIG. Никелевая проволока MIG дорогая, но ее можно использовать с 80% аргоном и 20% углекислым газом. Никелевая проволока TIG — единственный вариант для этого вида сварки.Предпочтительным методом является дуговая сварка с использованием прутков с содержанием никеля 99%. Вы можете использовать стержни с содержанием никеля 55%, но они имеют более низкий коэффициент расширения.
Как лучше всего сваривать чугун?Хотя вы можете использовать TIG, MIG или ARC, мы рекомендуем ARC. Перед сваркой предварительно нагрейте чугун, уменьшите огонь и продолжайте сварку.
Можно ли чугун сваривать или паять?Да, чугун можно сваривать или паять. Пайка часто используется для восстановления и обработки деталей. Рассмотрите возможность использования прутков для пайки Lincoln Electric 1/8 ″ с флюсовым покрытием, поскольку они хорошо плавятся с чугуном.
Справочная электронная книга
Ремонт сварки, … Чугун? | The Hobby-Machinist
Спасибо за замечательный быстрый совет, ребята.На основании полученных отзывов, я думаю, что попробую припаять его, просто используя кислородно-ацетатную горелку. Если подумать, то я почти уверен, что раньше ремонтировал чугунные детали с помощью пайки. Я знаю, что в настоящее время их можно сваривать, но, как уже отмечалось, для сварки чугуна, вероятно, требуется гораздо больше опыта и соответствующих инструментов, чем у меня есть.Так будет латунь.
Между прочим, тиски недорогое. Купил на дворовой распродаже. Разобрал, чтобы восстановить только для себя. Но когда я его разобрал, то увидел эту неприятную трещину. Судя по всему, последний раз он использовался как есть с этой трещиной. Я имею в виду, что на самом деле его можно использовать как есть. Но явно он мог сломаться в любой момент. Я подумал, что надо попробовать что-нибудь с этой трещиной перед сборкой.
Не похоже, что кому-то нужно будет зависеть от этого, чтобы доставить их на Марс.
Я просто хотел бы что-то сделать с этой трещиной, прежде чем собирать ее и пытаться использовать. Это довольно хорошие тиски, которые я мог бы найти с пользой. Я постараюсь не класть в него осколки тяжелого металла и не бить по ним санями.
Так что спасибо за отзыв. Тогда я просто припаяю это. Думаю, я справлюсь с этим. Хорошая большая глубокая V-образная канавка с просверленным отверстием в конце трещины.
Вот что я попробую сделать.
Даг взорвите его.Я только что купил эту горелку TIG, и эта чертова штука бесполезна. Лучше использовать старомодный оксиацетлиен и припой.
Стоит ли покупать специальный пруток для припоя?
Я только что купил тонну прутка для пайки общего назначения.
Я надеюсь, что смогу использовать этот материал:
Я купил его на Amazon:
Blue Demon Gas паяльный стержень
Я действительно использовал этот стержень прошлой осенью для ремонта своей уличной дровяной печи.Я сваривал очень старую ржавую коррозионно-ржавую сталь, и этот материал очень хорошо наливался на нее. Конечно, я измельчил его как мог, но даже измельчение не очистило его идеально. Тем не менее, этот латунный стержень, казалось, находил способ течь и прилипал даже к ржавым ямкам. Я был впечатлен.
Надеюсь, он подойдет для ремонта тисков. Как я уже сказал, я купил тонну (ну, на самом деле всего 10 фунтов), но это тонна латунного стержня.
Попробую припаять вот этой штукой.Как я уже сказал, я не поеду на Марс с этим тиском, так что, если он потерпит неудачу, пусть будет так. Это не будет концом света. По крайней мере, я все еще буду на своей родной планете.
Ремонт чугуна
Итак, Оператор сломал ручку своей чугунной сковороды. За свою сварочную карьеру я отремонтировал несколько разных чугунов, используя другой подход, чем большинство других. Меня научил этому методу мой старый инструктор по сварке в средней школе, я использовал его при ремонте чугуна, и у меня никогда не было проблем.
Хотя я не могу объяснить, почему он так хорошо работает, я просто знаю, что он действительно работает.
Каждый раз, когда вы собираетесь ремонтировать чугун, вы хотите тщательно очистить материал, особенно предметы, которые используются вокруг жира и масел. Поскольку чугун пористый, он может удерживать любые углеводороды, с которыми соприкасается. Лучший очиститель, который я нашел для этого, — это дехлорированный очиститель тормозов. Поставляется в зеленой банке. Вы не хотите использовать хлорированный очиститель тормозов, потому что, когда хлор вступает в контакт с очень высокой температурой и ультрафиолетовыми лучами, он выделяет опасные пары, которые могут быть смертельными при вдыхании.
Я предпочитаю чистку тормозов ацетону, потому что ацетон на самом деле не удаляет жир, он просто размазывает его, его хорошо для новых материалов, но на сильно загрязненных поверхностях ацетон не так эффективен. С другой стороны, чистка тормозов избавляет от всего и стала моей идеей чистки в процессе ремонта.
После того, как материалы тщательно очищены, я как можно лучше складываю части вместе до исходных линий излома. Я беру сварочный стержень из никеля 99, снимаю с него флюс и шлифую до чистого металла.После этого я сделаю пару небольших прихваточных швов на детали, они, скорее всего, сломаются, потому что мы еще не сделали никакого предварительного нагрева. Этого и следовало ожидать, мне нужно только, чтобы прихватки держались достаточно долго, чтобы я смог стереть трещины в материале. Затем я использую небольшой заусенец и дреммель или пневматический инструмент для шлифования трещин в материале. Если трещины не заканчиваются на конце материала, вам следует просверлить материал, чтобы трещины не продолжались дальше. Обычно я шлифую примерно половину материала с каждой стороны трещины.
Как только это будет сделано, я предварительно нагрею чугун до 350 ° F. Предварительный нагрев может быть выполнен любым доступным вам способом. Обычно я использую фонарик и бутон розы, но в этом видео мы использовали пропановый гриль, вы также можете использовать плиту или угольный гриль. Я даже слышал о людях, которые использовали небольшой костер для подогрева чугуна.
Как только вы достигнете отметки 350 ° F, вам нужно как можно скорее приступить к сварке, помните, что деталь ГОРЯЧА !!! Так что примите некоторые профилактические меры, чтобы подпереть материал, термообмотка и дерево — отличный выбор, чтобы не обжечься.Как только вы подперетесь, начните сварку, вы заметите, что никель99 не течет так же гладко, как другие типы присадочного металла, он кажется немного толще, чем большинство других проволок. Тем не менее, сварной шов все равно будет довольно неплохо.
После того, как все сварено, вам нужно будет немного нагреть изделие после сварки. Вы можете использовать тот же метод, что и для предварительного нагрева. Если вы используете фонарик, вы можете нагреть его до температуры, а затем поместить предмет в игровой песок и накрыть его. Вы хотите, чтобы изделие остывало очень медленно.Быстрое охлаждение или отсутствие термообработки после сварки может привести к повторному растрескиванию детали, и тогда процесс начнется снова. Если вы выберете духовку, просто вставьте ее обратно и медленно уменьшите огонь, а затем вы можете в конечном итоге выключить ее и оставить там, пока она не вернется к комнатной температуре. По возможности я предпочитаю использовать угольный гриль. При использовании этого метода просто оставьте деталь внутри и накройте ее крышкой, пока все не сгорит и решетка не будет соответствовать температуре окружающей среды.
Как я уже сказал, это просто мой любимый метод, который я с большим успехом использовал в прошлом, есть несколько других методов.Найдите то, что работает для вас, и попробуйте. Я надеюсь, что видео и этот блог были для вас познавательными и полезными. Спасибо за вашу поддержку и до следующего раза сделайте каждый шов лучше, чем последний!
Удобный справочник фактов, шагов и практик
Сварка чугуна открывает дорогу коммерческому и жилому применению. Если вы столкнетесь с трудностями, эта статья вам очень поможет, поскольку мы разработали удобное руководство с фактами, шагами и практиками, которые помогут вам без проблем справиться с задачей.
Кроме того, в этой статье описываются правильные методы сварки и инструменты, которые могут помочь обеспечить гладкую сварку. Здесь также описано, как отличить чугун от кованого железа.
Руководство по сварке чугуна
Если вы хотите выполнить сварку чугуна наиболее эффективным способом, вам пригодится руководство для начинающих по методам сварки. Затем вам необходимо понять, с каким материалом вы работаете, прежде чем начать.
Соответственно, кованое и чугунное железо очень похоже.Фактически, окрашенная в черный цвет сталь и чугун кажутся очень похожими. Следовательно, определение того, какой материал у вас есть, по-прежнему имеет решающее значение для успеха произведения.
В противном случае вы можете выбрать неправильное приложение и либо повредить деталь, либо начать все заново.
Природа чугуна
Чугун на самом деле существует не как чистое железо, а как сплав, состоящий из железа и не менее двух процентов или более углерода. Также в смеси присутствуют другие примеси. При смешивании чугуна эта смесь металлов плавится при низкой температуре, что делает ее идеальной для заливки в форму.
Когда вы отливаете ему любую форму, отсюда и появился термин чугун. На самом деле, чем сложнее форма, тем больше вероятность, что он станет чугунным, а не кованым. Этот процесс формования вызывает хрупкость чугуна при сохранении прочности.
Нагрев чугуна в доменной печи является первым шагом к сварке чугуна. Затем сварщик отливает его, в результате чего жидкая руда разливается в слитки, также известные как чугун.
После охлаждения скребки снова плавились с металлоломом и углеродом.Теперь сварщик выполняет отливку, придавая смеси любую форму, необходимую производителю.
Типы чугуна
Для ваших следующих сварочных проектов предусмотрены несколько различных типов сварки чугуна:
- Серый — содержит графит, устойчив к износу и истиранию
- Ковкий / шаровидный чугун — тип серого чугуна, который содержит магний и цезий с высокой прочностью и пластичностью.
- Белый — включает карбиды и износостойкий
- Ковкий — разновидность белого чугуна с повышенной пластичностью
Серый и белый чугун являются наиболее часто используемыми типами.
Различия между литым и кованым железом
Между чугунным и кованым чугуном есть несколько существенных отличий. Например, каждый тип металла очень разный. Кованое железо — это в основном железо с небольшим процентным содержанием примеси шлака. Эта комбинация металлов очень ковкая по сравнению с чугунным.
Вместо того, чтобы заливать в форму, кузнец должен сначала нагреть кованое железо, а затем обработать его вручную, выковывая или придавая форму.В отличие от чугуна кованое железо можно многократно нагревать и придавать ему форму.
Этот процесс делает металл более прочным. Чугун можно создать только один раз. Если он сломается, его нужно снова сварить, если есть надежда спасти деталь.
Ковкий чугун
Ковкий чугун представляет собой более современный вид чугуна, разработанный в 1940-х годах. Этот металлический композит включает магний-медь и церий, а также смесь железа и углерода.
В сочетании эта смесь имеет более высокую прочность на разрыв и большую гибкость.По сравнению со старым чугуном, разработанным и использовавшимся в 1700-х и 1800-х годах.
История сварки чугуна
Китайцы явились первыми известными создателями сварки чугуна. Произведения VI века до нашей эры. и китайские пагоды появились как первые несколько применений чугуна. Также были обнаружены статуи из чугуна.
Европейцы приобрели знания в начале четырнадцатого века. Тем не менее, Америка принесла эту технологию в начале 1600-х годов.Кроме того, первая американская металлоконструкция, расположенная на реке Джеймс в Вирджинии.
Чугун часто используется в архитектурных изделиях для украшения. Ранние попытки создать мосты или здания из чугуна потерпели неудачу из-за хрупкости материала.
Мосты, в опорных конструкциях которых использовался чугун, часто разрушались. Другие мосты использовали эти разрушенные конструкции до того, как они рухнули.
В 1800-х годах здания были построены на чугунных опорах и удерживали тяжелую технику.Эти здания тоже считались пожаробезопасными. Когда возникали пожары, здания часто рушились из-за низкой температуры плавления материала.
В конце концов, сварка чугуна носит эстетический характер и в основном используется на фасадах зданий для визуального интереса.
В Соединенных Штатах стали популярны красивые чугунные веранды в Новом Орлеане, штат Луизиана, и в Ричмонде, штат Вирджиния. Еще одной достопримечательностью стали чугунные колонны, часто используемые для церквей и театров.
Как выполнять сварку чугуна
С тех пор, как сварочные изделия из чугуна создают целостные проекты, как учат в сварочных школах. Сварка часто означает ремонт существующих секций, а не создание новой детали. Следовательно, большая часть сварки чугуна не связана с совместными работами.
Иногда детали после изготовления повреждаются на литейном производстве. Таким образом, это требует ремонта, или отверстие, размещенное в неправильном месте, требует заполнения. Из-за хрупкости чугуна ремонт требует только сварки.
Примечательно, что скорость охлаждения чугуна оказывается важной. Чугун без напряжений и трещин сначала создается путем очень медленного охлаждения. Поэтому в ремонте тоже нужно медленное остывание. Быстрое охлаждение вызывает трещины и увеличивает вашу рабочую нагрузку.
Однако ремонт трещин, вызванных неправильной техникой, требует критической фокусировки и частоты сварки. 1450 градусов по Фаренгейту поддерживает критическую температуру во время сварки. Металл трескается, когда металл выходит за этот предел.
Шаги для сварки чугуна и насадки
Для начала выберите электрод с никелем, если позже вам понадобится обработать проектную деталь.Если шлифовать его не нужно, то идеально подходит стержневой электрод. Эти шаги, которые мы предлагаем, гарантируют более высокую оплату вашего сварочного проекта. Рекомендуется предварительный нагрев, но сварку чугуна можно производить и холодным способом. Вам нужно будет выбрать один метод и придерживаться его на протяжении всего процесса.
Предварительный нагрев
Мы рекомендуем медленный и равномерный предварительный нагрев до температуры от 500 до 1200 градусов по Фаренгейту. Если вы выйдете за пределы 1400 градусов по Фаренгейту, вы рискуете достичь критической температуры, из-за которой кусок треснет.
Предварительный нагрев означает, что затем деталь необходимо будет медленно охладить, чтобы сохранить сварной шов. Сварите деталь с помощью бусинок диаметром один дюйм, используя слабый ток.
Этот метод уменьшает напряжение в секции и предотвращает растрескивание. Выполненная на этом этапе упрочнение стабилизирует сварной шов.
Опции
Выберите сварку без предварительного нагрева, если вам нужно нагреть деталь как минимум до 100 градусов по Фаренгейту. Но ни в коем случае не допускайте нагрева выше температуры, к которой вы можете безопасно прикоснуться голой рукой.
Опять же, эксперты рекомендуют короткие сварные швы толщиной примерно один дюйм в сочетании с упрочнением.
Охлаждение
Дайте изделию остыть естественным образом без использования вентиляторов или воды. Теперь безопасно работайте над другой частью проекта, пока остывает только что выполненная часть.
Убедитесь, что все бусинки идут в одном направлении. Работая параллельно с новым сварным швом, не выравнивайте валики.
Конечный результат
Трещины появляются возле сварного шва.Эти трещины кажутся нормальными. Но если деталь кажется водонепроницаемой, необходимо нанести герметик. Без герметика проникновение воды вызывает ржавчину.
Продолжайте этот процесс, пока детали проекта не будут снова сварены вместе. Положите кусок в песок на ночь, чтобы он остыл, если вы используете метод предварительного нагрева. Для получения дополнительной информации попробуйте проверить некоторые символы сварки и их значение.
Применение сварки чугуна
Посуда
Наиболее широко применяется сварка чугуна в кухонной посуде.Многие любят готовить из чугуна из-за его равномерного нагрева.
Хорошо выдержанная чугунная сковорода обеспечивает антипригарные свойства без использования агрессивных химикатов, которые иногда используются для достижения этой характеристики в современной посуде.
В отличие от более дешевых современных сковородок, чугунная сковорода служит вечно. Ржавый чугун пригоден для очистки, восстановления и повторного использования.
Печи
Чугун отлично подходит для изготовления красивых и функциональных печей.Аппарат формирует одну деталь, что устраняет проблемы, связанные со сварными печами, такие как усталость стыков.
Трубы
Сварочные чугунные трубы очень популярны в строительной отрасли за их шумопоглощение и антивибрационные свойства. Они обладают высокой прочностью и могут даже предотвратить распространение пожара по зданиям, поскольку в отличие от пластиковых труб они негорючие.
Блоки двигателя
Практически все старые автомобили имеют чугунные блоки цилиндров.Производители более новых автомобилей используют алюминий, чтобы сделать свои автомобили легче. Однако некоторые автомобильные компании могут вернуться к чугуну из-за его большей прочности.
Также можно найти чугун, используемый для головок цилиндров, заготовок шестерен и других частей двигателя.