Сварка чугуна электродом в домашних условиях
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
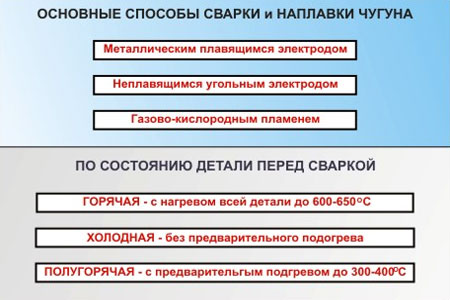
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
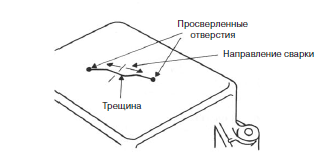
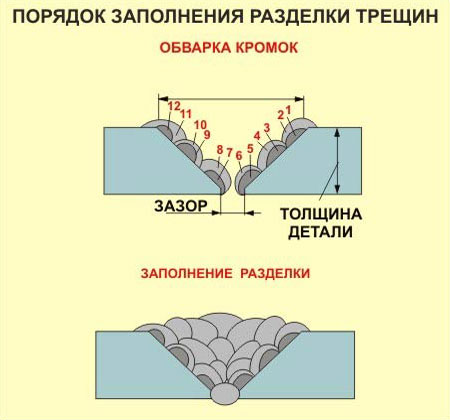
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Разделка трещины при сварке чугуна
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
2. Разделка кромок.
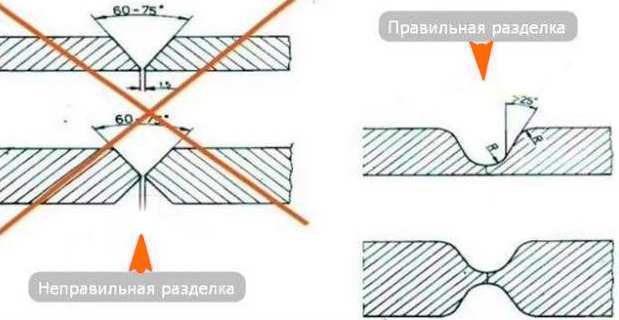
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
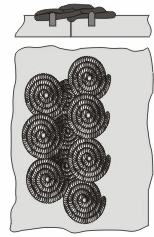
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Как сварить чугун электросваркой: оборудование, технологии
Для надёжного соединения металлических деталей применяют сварочные аппараты. С помощью этого оборудования можно сделать прочный шов, который выдержит нагрузку в десятки тонн. Сварочное оборудование применяется как на предприятиях, так и в домашних условиях. Начинающие сварщики часто сталкиваются с потребностью в сварке чугунных деталей, но это не так просто. Важно знать, как сварить чугун электросваркой, исходя из особенностей этого сплава.
 Сварка чугуна
Сварка чугунаОсобенности сварки чугуна
Способы сварки чугуна отличаются от тех, которые применяются для других металлов и сплавов. Связано это с особенностями материала. Чугун содержит в своём составе до 6% углерода, из-за чего считается хрупким металлом. Из-за этого его свариваемость ухудшается. Негативными факторами для сварки этого материала являются сторонние компоненты, содержащиеся в его составе. К ним относится марганец, фосфор и сера.
При проведении сварочных работ стоит учитывать некоторые особенности:
- Плохой показатель свариваемости из-за необычной структуры материала.
- Готовые соединения не будут обладать высокой прочностью из-за большого количества трещин, образующихся при сварке.
- Расплавленный чугун подвержен окислению.
- Большое количество углерода в составе способствует образованию пор во время сварочных работ.
Промышленные марки чугуна практически не поддаются воздействию сварочного оборудования.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
Способы сварки
Существует две технологии сварки чугуна — горячая и холодная. Сварщик сам выбирает какую применить в зависимости от обрабатываемых деталей.
Холодный способ сварки
Холодный способ соединения чугунных деталей подразумевает под собой использование специальных расходных материалов. Нельзя использовать обычные стальные электроды. В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
Чтобы сделать качественное соединение используются электроды малого диаметра. Работают с ними на малом токе. Холодный способ применяется в тех случаях, когда нужно провести небольшое количество работы без изначального нагревания заготовок.
Горячий способ
Чаще всего, применяется в домашних условиях. При повышении температуры нагрева сварочного шва его качество улучшается. Перед тем как обрабатывать детали электросваркой нужно решить, как будет разогреваться заготовка — частично или целиком.
Особенность технологии горячего способа сварки заключается в том, чтобы перед использованием сварочного аппарата заготовку разогревают, а после окончания работ дать ей самостоятельно остыть. Максимальная температура разогрева деталей — 650 градусов по Цельсию. В противном случае будет разрушена структура материала.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.
 Подготовка поверхности
Подготовка поверхностиСваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.

Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.

Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
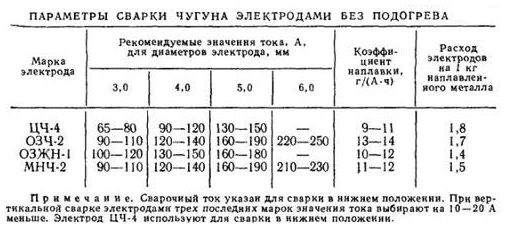
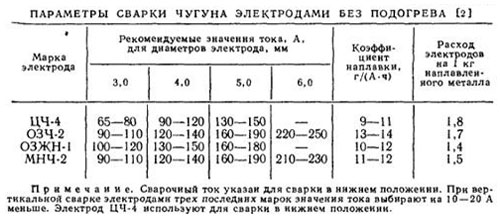
В зависимости от марки электродов и диаметра выбирается сила тока:
| Марка | Ток, А Ø 3 мм | Ток, А Ø 4 мм | Ток, А Ø 5 мм | Ток, А Ø 6 мм |
| ЦЧ-4 | 63 — 80 | 90 — 120 | 130 — 150 | ― |
| ОЗЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 220 — 250 |
| ОЗЖН-1 | 100 — 120 | 130 — 150 | 160 — 180 | ― |
| МНЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 210 — 230 |
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
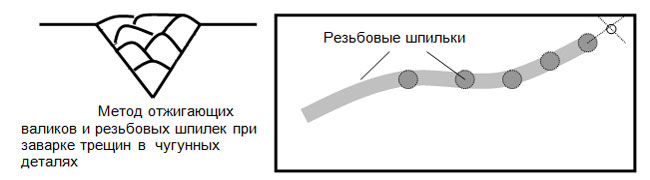
Сварка чугуна по шпилькам
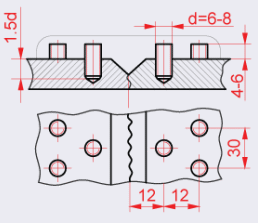
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Как варить чугун электросваркой или сварка чугуна
 Как варить чугун электросваркой или сварка чугуна
Как варить чугун электросваркой или сварка чугунаЧугун — это особый сплав железа и углерода, который имеет температуру плавления гораздо меньше чем у стали. При всем этом, расплавленный чугун, очень быстро затвердевает, образуя на поверхности крупные поры из-за выделения газов. Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну, но и определённые знания.
Что касается электродов для сварки чугуна, то они имеют в составе обмазки особые компоненты, которых нет в рутиловых электродах. В состав электродной обмазки входят такие компоненты, как: термит, ферросилиций, алюминий, жидкое стекло, и, некоторые другие компоненты. Отличной альтернативой электродам для чугуна, являются графитовые электроды. Они позволяют варить чугун электросваркой, точно так же, как угольные и вольфрамовые электроды.
В отличие от сварки стали, сварка чугуна требует особой подготовки поверхности. Подготовка чугуна перед сваркой позволит не допустить появление многих дефектов. О том, как варить чугун электросваркой, будет рассказано в этой статье сайта mmasvarka.ru.
Подготовка чугуна к сварке
Чтобы сварить чугун его нужно должным образом подготовить. Свариваемые поверхности необходимо зачистить наждаком или болгаркой, можно использовать для этого и щетку по металлу. Для заваривания трещин в чугуне, дефектные места, также подвергаются особой подготовке.

В первую очередь, трещины необходимо немного расширить, делается это чаще всего механическим путём (вырубкой металла). Разделка трещин должна быть осуществлена, таким образом, чтобы дефект увеличился в разменах, не менее чем на 5 мм с обеих сторон. Концы трещин после разделки необходимо засверлить, чтобы остановить их дальнейшее распространение.
Электроды для сварки чугуна
Для того чтобы варить чугун электросваркой потребуются следующие виды электродов:
- Для сварки ковкого чугуна — электроды ЦЧ-4, ОЗЧ-2 и ОЗЧ-6 или электроды МНЧ-2;
- Для сварки серого чугуна, применяются электроды ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2, а также электроды МНЧ-2;
- Для сварки высокопрочного чугуна, можно использовать электроды МНЧ-2, ОЗЧ-3 или электроды ОЗЖН.

Варить чугун рекомендуется на малых токах и непрерывно. Сварка чугунных изделий угольными электродами, производится только на постоянных токах прямой полярности.
Как варить чугун электросваркой
Сварка чугуна электродами осуществляется за несколько этапов, включая этап подготовки свариваемых изделий.

Для того чтобы варить чугун в домашних условиях, потребуются следующие инструменты для сварки:
- Сварочный инвертор;
- Электроды, рекомендуется брать электроды не более 3 мм диаметром;
- Болгарка или щетка по металлу;
- Маска сварщика;
- Молоток для удаления шлака и проковки сварного шва.
Как и положено, сначала производится подготовка изделия. На данном этапе чугун зачищается, осуществляется распил трещин и других дефектов.
Затем следует нагревание чугунной детали и её сваривание. На данном этапе очень важно избежать не только перегрева поверхности, но и не допустить её резкого остывания. По этой причине, силу тока для сварки чугуна следует выбирать несколько меньших значений, чем при сварке стали.

Для заваривания трещин в чугуне, как было сказано ранее, вести корневой шов нужно непрерывно, то есть, без колебаний. При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80°С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
Чтобы сварить чугун, сначала необходимо выполнить наплавку металла с краёв фаски, затем, по мере расплавления металла, заполнить им сварочный шов. Обязательно после каждого прохода необходимо не забывать, и делать «по горячему» проковку валика.
Поделиться в соцсетях
Сварка чугуна электродом в домашних условиях инвертором: каким, как правильно
 Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
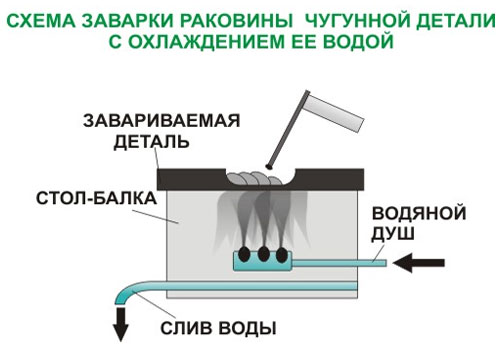
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;

- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.

Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура – 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
[ads-pc-2][ads-mob-2]
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.

Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.

1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
 2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.[ads-pc-3][ads-mob-3]
Сварка неплавящимися электродами
 Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
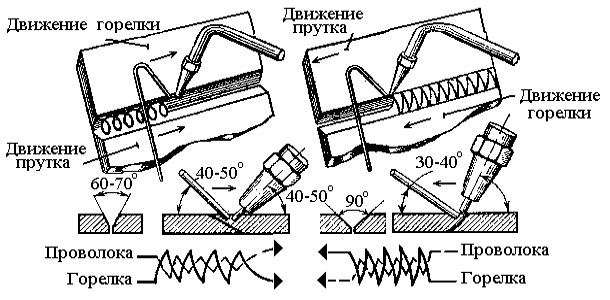
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
Предупреждение! Этот способ мы еще не пробовали на практике, он был найден в открытых источниках, за результат мы не отвечаем. Если будете делать, то на свой страх и риск. О результатах просим поделиться в комментариях к данной статье. Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;
проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55). - Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.
Как варить чугун электросваркой, сварка чугуна в домашних условиях
- Содержимое:
- Технология сварки чугуна
- Как сваривать чугун электросваркой
- Методы сварки чугуна
- Газовая сварка чугуна
- Холодная сварка чугуна
- Горячая сварка чугуна
- Проволока для сварки чугуна
- Какие электроды используют для сварки чугуна
- Техника безопасности при сварке чугуна
Выполнение сварочных работ требует специального профильного образования, но и мастера — самоучки добиваются хороших результатов, особенно при сварке деталей или заготовок из простой стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), или тугоплавкий металл, отличающийся особенным химическим составом или свойствами. К примеру, чугун.

Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
- Как варить чугун электросваркой?
- Какие методы проведения работ по чугуну существуют?
- Какие расходные материалы понадобятся?
- Существуют ли рекомендации по безопасному проведению сварки?
Технология сварки чугуна
Сварка чугуна электродом в домашних условиях возможна, но требует соблюдения определенных рекомендаций и практических навыков у человека, который будет выполнять работы. Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.
Существует горячая и холодная сварка чугуна. При выполнении любого из методов от мастера требуется учитывать следующее:
- Категорически запрещается быстрое охлаждение поверхности чугуна. Если выполняется сварка чугуна со сталью, для увеличения времени остывания последней рекомендуется засыпать деталь угольной пылью или сухим песком. Быстрый нагрев или охлаждение чугуна в результате влияет на появление трещин и создает трудности в процесс дальнейшей обработки детали. Сварка стали с чугуном выполняется безникелевым электродом, обычно в два прохода.
- В жидком состоянии металл отличается текучестью, что требует использования подформовки и может быть причиной деформации и напряжения при сварке чугуна.
- Трудности при сварке TIG связанны в основном с необходимостью обеспечить прочное прилегание сварного шва. Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.
Некоторые расходные материалы предназначены исключительно для обработки чугуна, другие можно использовать при комбинации двух металлов. Профессиональная сварка и наплавка деталей из чугуна заключается в строгом соблюдении технологического процесса обработки поверхности и выполнения последующих работ.
Как уже отмечалось, работы с чугуном выполняются двумя способами: горячим и холодным методом, при этом используются как уже готовые электроды, так и изготовленные кустарным способом. Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
В электрод для чугуна входит следующий состав термитной смеси для сварки:
- Ферросицилий
- Термит
- Мрамор
- Алюминий
- Жидкое стекло
- Измельченный порошок титана
- Жидкое стекло
Альтернативой электродам по чугуну может быть специальная присадочная проволока с графитовым стержнем.
Особенности восстановления чугунных деталей сваркой вне зависимости от выбранного метода включают в себя следующее:
- Подготовка поверхности — дефекты необходимо удалить. Дефекты вырубают механическим или ручным методом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину свыше 20 мм, вырубают отдельно, меньше вместе.
- Определение химического состава материала. Подготовка чугуна под сварку включает и определение всех возможных работ, которые придется провести. Обычно мастер смотрит на торец материала и определяет его устойчивость к термической обработке. На серую чугунину наложить сварной шов проще, но по мере потемнения потребуется соблюдение дополнительных мер. Хуже всего поддается обработке черный металл, а промасленный чугун могут не взяться варить даже в кузнечном цеху. Выбор режима сварки ковкого чугуна также ограничивается необходимостью предварительного разогрева детали. Остальные способы обработки ковкого чугуна не дадут хорошего результата.
Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).- Сварочные работы — чугун подлежит сварке ТИГ, при этом наилучшие результаты могут быть достигнуты при соблюдении нескольких условий. Обязательно необходимо поддерживать небольшое количество расплавленного металла в сварной ванне и его равномерное перемешивание в процессе выполнения работ. Во время сварки используются присадочные прутки чугуна. Может понадобиться применение смеси состоящей из азотнокислого натрия, соды и технической буры.
- После выполнения работ, закончив наложение сварного шва, детали засыпаются сухими составами, не позволяющими быстро остыть. Контроль сварки осуществляется с помощью визуального осмотра шва. В материале должны отсутствовать непровары или прожоги, а также сквозные трещины. При обнаружении подобных дефектов поверхность зачищается, и шов накладывается заново. Повторный проход электродом потребуется и в случае сваривания между собой неоднородных материалов. Принцип сварки чугуна и сплавов цветных металлов заключается в наложении двойного шва.

После выполнения работ деталь может использоваться после полного остывания. В этот момент проводится повторный контроль качества. Соединение чугунных труб проверяется с помощью наполнения их жидкостью.
Электросварка чугуна в домашних условиях может быть выполнена только холодным методом. Холодный метод сварки чугуна ограничивает возможность выполнения работ исключительно определенными марками металла. Легче всего наложить сварной шов на серый чугун. Работы с черным или промасленным металлом требуют соответствующей квалификации мастера и применения необходимого оборудования.
Как сваривать чугун электросваркой
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.
Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:
- ОЗЧ-2 — имеют медный стержень, покрытый специальным составом, включающим в себя графит.
- МНЧ-2 — для стержня используют сплав металлов из никеля, меди, марганца и железа. Электроды МНЧ-2 являются оптимальным решением, но стоят они существенно дороже.
Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Методы сварки чугуна
В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
- С использованием инертного газа — метод используют для ремонта канализационных труб, деталей автомобиля. Способ сварки с инертным газом подходит, если необходимо сварить неоднородные металлы.
- Горячий метод используют в промышленности. В результате предварительного прогревания ремонтируемой детали удается получить прочное сварное соединение высокого качества. Горячий способ сварочных работ по чугуну требует особой подготовки мастера и соблюдения требований безопасности.
- Холодный метод обычно выполняется в домашних условиях, когда к качеству сварного шва и плотности его примыкания к детали не предъявляют высоких требований.
Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Газовая сварка чугуна
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла. При этом технология газовой сварки чугуна подразумевает большое разнообразие используемых режимов наложения шва, от которых и зависит конечный результат. На качество влияют следующие составляющие:
- Режимы подачи напряжения.
- Техника наложения шва.
- Сила тока.
- Скорость прохождения.
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
- напряжение дуги 18-21В
- сила тока 100-120А
- скорость прохождения не больше 12 м в час
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:
- Медно-железные.
- Медно-никелевыми.
- Железно-никелевыми.
- Стальными.
- Чугунными.
Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Холодный способ не может обеспечить качественный и долговременный шов. Применение холодного метода ограничивается деталями с мелкими дефектами и не несущими конструкциями.
Горячая сварка чугуна
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы:
Механическая обработка детали — трещина расширяется, убираются все поврежденные участки поверхности.- Формовка деталей — обрабатываемая поверхность заключается в специальную графитовую форму для исключения вытекания металла во время его термической обработки.
- Сварка — проходит с использованием литых электродов. Предварительно деталь нагревают до температуры от 300° до 650° градусов. Допускается применение порошковой проволоки с присадкой стержня из керамики.
- Охлаждение.
Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:
- Для работ в среде защитных газов — обязательным является использование углекислого газа для препятствия воздействия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего качества чем получаемый с помощью порошковых расходников.
- Порошковая проволока — это сварочная проволока для чугуна ПАНЧ-11. Преимуществом проволоки ПАНЧ-11 является то, что в состав входят вещества, при нагревании образующие необходимую защиту сварного шва. Применение ПАНЧ-11 рекомендуется в случае укрепления трещин стальными шпильками.
Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Какие электроды используют для сварки чугуна
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва.
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
- Никель — растворяется без остатка в железе, входящем в состав чугуна. При этом никель полностью нейтрален по отношению к углероду и вступает с ним в химическую реакцию. Это дает определенные преимущества. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
- Медь — из этого металла состоят применяемые специальные электроды для сварки жаропрочного чугуна. Медь не растворяется в железе и в результате образует более твердый шов, что часто и требуется при обработке материала.
Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
- Сварочные электроды для чугуна СЧ 20 — для работ с серым чугуном используют электроды с графитовым покрытием. Электроды СЧ 20 позволяют на выходе получить шов полностью идентичный по своей структуре и химическому составу обрабатываемому металлу.
- Электроды для чугуна ЦЧ 4 — используются для проведения работ холодным способом. Основное предназначение электродов ЦЧ 4 — проведение мелких ремонтов дефектов поверхности. Также рекомендовано использовать электроды ЦЧ 4 для сварки чугуна со сталью при условии подачи постоянного тока малой полярности.
- Сварка чугуна электродом по нержавейке — еще один эффективный способ обработки черного чугуна. Технология работы с электродом по нержавейке включает в себя обязательный прогрев заготовки и наложение нескольких сварных швов.
- Сварка медными электродами — к этому классу относятся самые «редкие» расходники МНЧ-2. Электроды МНЧ-2 позволяют получить максимально качественный шов. МНЧ-2 можно использовать как для холодной, так и горячей сварки.
Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
- Снять обмазку с обычного электрода. Полученный состав измельчить и смешать в равных пропорциях порошка железа. Допускается использование мелкой стружки.
- В отдельную посуду наливают жидкое стекло. В жидкое стекло постепенно высыпают смесь, доводя состав до консистенции густой сметаны. Сварка медными электродами удовольствие достаточно дорогое, а изготовление самодельной обмазки существенно сокращает себестоимость проведения ремонтных работ.
- Берется медная проволока с маркировкой М2, М3. Проволоку зачищают с помощью наждака, после чего обезжиривают и нарезают необходимой длины.
- Полученные заготовки обмакивают в обмазку. В результате должен получиться электрод с медной проволокой толщиной не более 1,5 мм. Чтобы свойства изготовленных расходников были практически идентичны, их необходимо обрабатывать в течение одинакового времени.
- Заготовки развешивают в вертикальном положении и ждут полного высыхания и затвердевания смеси.
Категорически запрещается использовать в качестве стержня латунную проволоку. В состав латунной проволоки входит большое количество цинка, который является ядовитым. Во время сжигания электрода будет испаряться токсичное вещество, что может стать причиной серьезного отравления.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
- ОЗЧ-2, ОЗЧ-6 — эти электроды изготавливаются путем нанесения ферритового порошка на медный стержень. Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.
- ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 — эти расходники имеют в своем составе большое количество никеля. Согласно ГОСТ в процентном соотношении количество никеля может достигать 90% от общей массы. В группе ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 представлены как никелевые, так и никелево-железные электроды.
- МНЧ-2 — наиболее редкие из всех типов продукции. В состав МНЧ-2 входит никель, медь, железо. Это обеспечивает качественный и ровный шов высокой прочности.

Техника безопасности при сварке чугуна
Проведение работ с чугуном требует соблюдения мер безопасности, направленных на обеспечение надлежащих условий на рабочем месте. При этом требуется учитывать следующие нюансы:
- Электросварка чугуна в домашних условиях должна проводиться в хорошо освещенном и проветриваемом помещении.
- Аппарат должен иметь заземление.
- Металл плохо реагирует на быстрое охлаждение. Необходимо защитить его поверхность от попадания влаги.
- Обязательно использование индивидуальных средств защиты:
- перчаток
- очков
- спецодежды
- перчаток
При работах с чугуном методом электросварки действуют все основные требования, относящиеся к проведению всех сварочных работ без исключений. От мастера требуется придерживаться правил безопасной эксплуатации электрического сварного оборудования.
Сварка чугуна — Википедия
Материал из Википедии — свободной энциклопедии
Сварная чугунная вывеска в ВенгрииСварка чугуна — технология сварка изделий из чугуна. Чугун является трудносвариваемым металлом. Он сваривается плавящимися или неплавящимися электродами с подогревом или без него.
Чугун представляет собой сплав железа с углеродом. Содержание углерода в чугуне — от 2,14 % — 6,67 %. Углерод придаёт сплавам железа твёрдость, снижает пластичность и вязкость. Углерод в чугуне содержатся в виде цементита и графита.
Температура плавления чугуна — от 1 150 до 1 200 °C , что на 300 °C ниже, чем у чистого железа. Теплопроводность чугуна ниже, чем у сталей, коэффициент теплового расширения такой же. Электропроводность чугуна зависят от распределения включений графита.
При быстром охлаждении чугуна от температуры более 750°С металла, графит превращается в цементит, при этом чугун превращается из серого в белый. Образуется закаленная структура с внутренними напряжениями, приводящими к трещинам.
Трудности сварки чугуна обусловлены образованием трещин из-за включений графита; выгоранием углерода и образованием пор в шве; образованием тугоплавких окислов с температурой плавления выше, чем у чугуна; его высокая жидкотекучесть.
Чугун сваривается ручной дуговой сваркой плавящимися (ЦЧ-4) или неплавящимися (вольфрамовый, угольный, графитовый) электродами с подогревом или без него. Сварочные напряжения, возникающие в шве при охлаждении металла снимаются проковкой швов.
При горячей сварке металл предварительно подогревается до 500—700°С. Используются чугунные электроды со стержнями марок А и Б — ОМЧ-1 и УЗТМ-74. Электроды должны быть большого диаметра — от 8 до 16 мм.
Для повышения качества шва при сварке чугуна проводится подогрев детали и её медленное охлаждение после сварки.
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. М.: Машиностроение, 1978.
- Глизманенко Д. Л. Сварка и резка металлов. М.: Высшая школа, 2002.
- Лашко Н. Ф. Лашко-Авакян С. В. Металловедение сварки. М.: Машгиз, 2002.
- Рыбаков В. М. Дуговая сварка. М.: Высшая школа, 2003.
- Соколов И. И. Дуговая сварка и резка металлов. М.: Высшая школа, 2003.
- Яковлев А. П. Фоминых В. П. Электросварка. М.: Высшая школа, 2002.
- Калинин Н. К. Метлицкий В. А. Новое в сварке чугуна 1987