Строение вещества. Молекулы. Диффузия в газах, жидкостях и твердых телах. Взаимное притяжение и отталкивание молекул
46. Камни малосжимаемы, но металлы (даже очень плотные) с помощью мощного пресса удается сжать до 0,75 от начального объема. Почему возможно такое сильное сжатие?
Данное свойство обусловлено особенностями строения кристаллической решетки металлов.
47. В стеклянную бутылку налили воды и поместили ее в морозильную камеру. Что произойдет с бутылкой и почему?
Вода в бутылке замерзнет, увеличится в объеме, и бутылка лопнет.
48. Меняется ли вместимость сосудов при изменении их температуры?
Меняется
49. Отличаются ли молекулы воды в горячем чае от молекул воды в холодном лимонаде?
Не отличаются
50. Стоит ли наливать полный чайник воды, если в нем нужно вскипятить воду?
Не стоит, так как при увеличении температуры вода может пролиться.
51. Как называется физическое явление, благодаря которому можно засаливать овощи на зиму? Как происходит переход соли из воды в овощи при засолке?
Диффузия. Молекулы соли проникают в пространство между молекулами овощей.
52. Сильно завинченную крышку банки легче отвинтить, если ее подогреть. Почему?
Нагретая крышка увеличится в объеме.
53. Если перенести надутый воздушный шарик из тепла в холод, что произойдет с его объемом? Почему?
Шарик уменьшится. Частицы воздуха внутри будут двигаться медленнее.
54. Горячие стеклянные стаканы не рекомендуется вставлять друг в друга. Почему?
Остывшие стаканы уменьшатся, и их сложно будет вынимать друг из друга.
55. Почему сложенные вместе стекла трудно разъединить?
Действуют силы молекулярного притяжения.
56. Прижмите поплотнее две деревянные линейки. Легко ли их разъединить? Объясните наблюдаемое явление.
Легко. Из-за неровностей на поверхностях линеек их не удается сблизить на такое расстояние, на котором частицы могут притягиваться друг к другу.
57. Положите в стакан крупинку марганцовки, а затем осторожно налейте в него воду. Что вы наблюдаете? Как называется это явлений?
Марганцовка растворяется в воде. Диффузия.
58. Возьмите две чашки. Наполните их водой и осторожно положите несколько крупинок лимонной кислоты. Одну чашку оставьте на столе, а вторую поместите в холодильник. Через некоторое время попробуйте воду. Объясните наблюдаемое явление.
Теплая вода более кислая, так как диффузия в теплой воде протекает быстрее.
59. Слишком соленую рыбу можно положить на некоторое время в воду при комнатной температуре, и рыба станет менее соленой. Почему?
Часть соли из рыбы растворится в воде.
60. На улице вблизи хлебозавода чувствуется запах хлеба. Почему?
Происходит диффузия газов.
61. Возле кондитерской фабрики обычно пахнет ванилью и шоколадом. Объясните это явление, используя понятие о молекулах.
Молекулы ванили и шоколада переносятся из области высокой концентрации в область низкой концентрации.
62. Пятно от йода на ткани можно прогладить горячим утюгом, и оно исчезнет. Почему?
Йод испаряется.
63. Почему пыль садится даже на обращенные вниз поверхности?
За счет межмолекулярного соединения.
64. Почему при сварке металлов необходима очень высокая температура?
Металл необходимо расплавить.
65. У флакончика для духов тщательно шлифуют горлышко и пробку в месте их соприкосновения. Почему?
Чтобы флакон закрывался плотнее, не давая запаху проникнуть наружу.
66. Белье после стирки, вывешенное на мороз, после замерзания трудно разгибается. Почему?
Остатки воды в белье превращаются в лед.
67. Почему при одинаковой температуре диффузия в жидкостях идет медленнее, чем в газах?
Частицы воздуха движутся быстрее, чем частицы воды.
68. Почему разбитые вазы не «срастаются» обратно, как бы сильно мы не прижимали друг к другу осколки?
Из-за неровностей не удается их сблизить на такое расстояние, на котором частицы могут притягиваться друг к другу.
69. Почему разорванный пластилин можно соединить обратно в один кусок?
Структура пластилина позволяет приблизить его молекулы настолько, что притяжение между ними восстанавливается.
70. Почему пыль с мебели устраняется мокрой тряпкой лучше, чем сухой?
Вода связывает молекулы пыли с тряпкой, заполняя промежутки между молекулами.
71. Почему после плавания на человеческом теле остаются капельки воды?
Молекулы жидкости притягиваются к телу сильнее, чем друг к другу.
72. Почему на стыках железнодорожных рельсов оставляют промежутки, а не соединяют их плотно?
Рельсы увеличиваются и уменьшаются в зависимости от температуры.
73. Почему телеграфная проволока провисает летом больше, чем зимой?
Летом проволока расширяется.
74. Чтобы вынуть плотно засевшую стеклянную пробку, надо на слабом огне нагреть снаружи горлышко склянки. Почему это нагревание может помочь делу?
Горлышко увеличится.
75. При литье расплавленный чугун выливают в формы, в которых он и застывает. Литье производят при температуре около 1300°. Зачем формы делают больше, чем будет сам предмет?
При остывании объем детали уменьшится и деталь будет проще вынуть из формы.
76. Можно ли сделать термометр, используя для его наполнения керосин?
Можно, но его показания будут не точными.
77. Чтобы вывернуть старый заржавевший винт, к его головке подносят нагретый паяльник, которым нагревают винт. Когда винт остынет, он легко вывинчивается. Как объяснить это явление?
Винт сначала увеличится, а затем уменьшится и его будет легко вывинтить.
78. Почему из полного чайника вода при нагревании выливается, хотя объем чайника при нагревании тоже увеличивается?
Вода расширяется сильнее, чем металл.
79. Следует ли зимой покупать полный бидон керосина, если его приходится хранить дома в теплом помещении?
Не стоит. В теплом помещении его объем увеличится.
80. Зачем железную шину, надеваемую на обод колеса телеги, кузнец перед надеванием сильно нагревает?
При остывании шина уменьшится и будет более плотно держаться на колесе.
81. Если склепать железную и медную полоски одинакового размера и затем нагреть их, то вся пластинка изогнется. Почему?
Коэффициенты расширения железа и меди разные.
82. На блюдце с водой поставили опрокинутый горячий стакан. Почему через некоторое время вода внутри стакана будет стоять выше, чем в блюдце (рис. 10)?
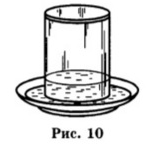
Стакан остынет. Уменьшится его объем. Объем воды в нем останется прежним.
83. Почему глубокие пруды не промерзают до дна?
Плотность льда меньше плотности воды, теплопроводность льда плохая, поэтому глубокие водоемы не промерзают до дна.
84. Можно ли делать термометры, взяв вместо подкрашенного спирта подкрашенную воду?
Нет.
Учебно-методический материал по физике (7 класс) по теме: Задачи 7 класс по теме «Строение вещества. Диффузия»
По теме: методические разработки, презентации и конспекты
Решение задач методом Ключевых ситуаций. Контрольная работа №1. 7-ой класс.» Плотность характиеризует вещество». «Архимедова сила»..Дистанционный курс повышения квалификации «Как научиться решать задачи по физике (основная школа).Подготовка к ГИА». В школьном курсе огромное количество задач, которые можно сгруппировать вокруг неск…
Решение задач методом Ключевых ситуаций. Контрольная работа №1. 7-ой класс.» Плотность характиеризует вещество». «Архимедова сила»..Дистанционный курс повышения квалификации «Как научиться решать задачи по физике (основная школа).Подготовка к ГИА». В школьном курсе огромное количество задач, которые можно сгруппировать вокруг неск…
Решение задач методом Ключевых ситуаций. Контрольная работа №1. 7-ой класс.» Плотность характиеризует вещество». «Архимедова сила»..Дистанционный курс повышения квалификации «Как научиться решать задачи по физике (основная школа).Подготовка к ГИА». В школьном курсе огромное количество задач, которые можно сгруппировать вокруг неск…
Открытый урок по химии в 8 классе по теме : Решение расчетных задач по теме «Количество вещества. Моль».Решение расчетных задач по теме » Количество вещества. Моль.»…
Пр/р «Решение экспериментальных задач на распознавание растворов веществ и определение их качественного состава» 9 классРабота расчитана на учеников 9 класса, поэтому содержит подробную инструкцию выполнения экспериментальных задач…
Итоговая работа по курсу повышения квалификации «Система расчетных задач по химии»: «Система решения задач на нахождение формул веществ».Приводится итоговая работа по курсу повышения квалификации «Система расчётных задач по химии»: «Система решения задач на нахождение формул веществ»….
Методическая разработка урока по физике на тему «Движение частиц вещества. Диффузия. Броуновское движение. Силы взаимодействия молекул»Конспект урока по теме: движение частиц вещества. Диффузия.Броуновское движение. Силы взаимодействия молекул. Раскрывает понятия броуновского движения, диффузии (в чем различия), отражены примеры, где…
Чугунное литье: способы отливки, инструменты
Сплав железа, в котором содержится более 3% углерода, называется чугуном. Металл обладает высокой жидкотекучестью и твердостью, благодаря чему заполняет форму с конфигурацией любой сложности. Чугунное литье способно длительное время находиться на открытом воздухе, не подвергаясь коррозии и разрушению.
Технология производства чугуна была освоена еще в 17 веке. Из него изготавливали перила мостов, скульптуры, решетки для каминов и колосники в печи. Простая технология формовки и выплавки позволяет лить чугун в промышленных масштабах и домашних условиях.
 Чугунное литье в промышленных масштабах
Чугунное литье в промышленных масштабахОбщие свойства чугуна
Чугун производят в доменных печах. Температура нагрева от горения газа и угольной пыли повышается. В результате получают 2 типа высокоуглеродистых сплавов:
- передельный;
- литейный.
Передельный сплав, в основном белый, очень твердый. Он содержит углерод в связанной форме, на изломе зерно белого цвета. Очень твердый, режущим инструментом не обрабатывается. Используется как основное сырье для получения сталей различных марок.
Остальные виды чугуна: серый, ковкий, высокопрочный. Они имеют высокую жидкотекучесть, используются для изготовления деталей методом литья в формы с последующей обработкой резанием. Твердость значительно выше, чем у незакаленных сталей. Высокое сопротивление стиранию. К недостаткам относится хрупкость, низкий предел сопротивления на изгиб и кручение.
Ковким назвали чугун за относительно высокую пластичность и устойчивость к динамическим нагрузкам. Он прочнее серого, благодаря компактным хлопьевидным включениям графита, расположенным между зерен. У высокопрочного сплава графит имеет шарообразную форму. Остальные виды чугуна содержат свободный углерод в виде пластин графита по границам зерен и относительно легко ломаются. На самом деле никакой вид чугуна ковать нельзя.
При обработке чугуна резанием на малой подаче и скорости получается поверхность с высокой чистотой. Размеры с точностью до 0,02 мм.
Производство чугуна
При запуске доменной печи в нее послойно засыпают кокс и агломерат — обогащенная железная руда с флюсом. Снизу через форсунки вдувается кислород, подогретый газ. В процессе сгорания угля происходит химическое превращение его в двуокись углерода CO2, затем в окись — CO, которая окисляет железо, выделяя его из руды и делая твердым.
Доменный процесс непрерывный. Руда и флюс добавляются регулярно. Когда скапливается определенное количество чугуна, его выпускают в ковш, затем разливают по формам. Жидкий шлак предотвращает окисление расплавленного металла. Его сливают после чугуна через леток, расположенный выше, и вывозят за пределы цеха. В дальнейшем используют как сырье для производства цемента и в строительстве.
Преимущества чугунного литья
Изготовление деталей из чугуна стоит значительно дешевле, чем сделать аналогичные изделия из стали или бронзы. Повышенное содержание фосфора делает чугун жидкотекучим. Он легко заполняет все пустоты в форме, включая мелкие элементы. По красоте и разнообразию чугунные решетки выглядят лучше кованых. Они устойчивы к влаге, не требуют регулярного ухода.
Литье из чугуна имеет самые разные формы, может длительное время находится в воде и земле, невосприимчивы к низким температурам. Изготовление труб и фитингов, муфт, вентилей имеет простую технологию,по сравнению с другими материалами.
Усадка чугуна во время остывания практически отсутствует. Это позволяет делать отливки с минимальными отходами: малыми прибылями, без накопителей. Обработка деталей сводится к проточке посадочных мест.
Чугунные втулки ставятся в подшипники скольжения на низкооборотистые валы. Имея высокую износостойкость стиранием, они служат дольше шарикоподшипников и стоят в несколько раз дешевле.
 Изделия из чугуна
Изделия из чугунаТехнология литья из чугуна
Литье чугуна производится в строгой последовательности:
- загрузка шихты;
- непрерывный процесс плавления в доменной печи;
- заливка готового чугуна в ковш;
- разливка по подготовленным формам;
- охлаждение;
- отжиг;
- очистка от окалины.
При изготовлении труб и полых деталей применяют центробежное литье. При этом способе в быстро вращающуюся форму заливают чугун. Под действием центробежной силы жидкий металл растекается по поверхности на заданную толщину.
Остальные детали заливают по форме, которая заранее изготавливается, в землю.
Процесс литья из чугуна
При накоплении в нижней части печи достаточного количества жидкого металла пробивают леток, и раскаленная масса льется в ковш, из которого и производится непосредственно литье чугуна в формы. Инструмент для разливки — ковш, имеет внизу отверстие с пробкой. Через него производится заливка мелких деталей. Для габаритных тяжеловесных отливок, когда надо быстро заполнить форму, могут использовать носик в верхней части ковша, наклонив его с помощью крана.
Подготовка моделей
Модели изготавливаются из различных материалов. Для изготовления малых партий и единичных заготовок крупногабаритных деталей используют дерево. Модель повторяет наружную форму детали с припусками на усадку. В места расположения отверстий вставляют стержни из формовочной смеси.
В качестве материала для изготовления моделей используют:
- воск;
- гипс;
- пластмассу;
- пенопласт.
Для изготовления больших партий отливок, начиная с нескольких сотен, со сложной конфигурацией используют изготовленные на станках ЧПУ и другом оборудовании модели из бронзы, латуни, алюминиевых сплавов. В результате получается отливка с большой точностью наружных размеров, не нуждающаяся в обработке.
Формовка
Модель вставляют в металлическую форму, и оставшееся пространство заполняют песчано-глиняной смесью. Для получения плотной оболочки смесь уплотняют на вибростендах или утрамбовывают ручным пневмоинструментом.
Большие формы заполняют в несколько этапов, подсыпая смесь. Затем модель вынимают. Поверхность формы обрабатывают антипригарным составом и сушат.
 Металлическая форма
Металлическая формаЗаливка металла
Формы выставляют в один ряд на специально подготовленное место. Над ними устанавливаются литники для заливки. Ковш заводится над формами и быстро заполняет их. Если чугун льется долго, отливки будут неравномерно охлаждаться, могут образоваться расслоения металла внутри.
Завершающие операции
После заливки формы остаются в яме для равномерного остывания на 12–60 часов. Продолжительность процесса зависит от наибольшего сечения отливки.
Остывшую форму достают, освобождают деталь от формовочной смеси и вместе накопителями и прибылями помещают в термическую печь на отжиг. Металл нагревают до 800⁰–900⁰, в зависимости от массы отливки и марки чугуна. Затем выдерживают при заданной температуре несколько часов. Чугун вместе с печью медленно остывает до 300⁰. Затем отливку достают, и охлаждение продолжается на воздухе.
После отжига структура чугуна выравнивается, снимаются напряжения. Теперь обрезаются технологические надставки и другие элементы. Производится зачистка поверхности от остатков формовочной смеси, окалины.
Способы литья в домашних условиях
Литье чугуна в домашних условиях возможно. В середине 20 века в Китае почти на каждом огороде стояли маленькие печи и каждый производил чугунные детали.
Ванну или другую емкость с отверстием внизу необходимо обложить огнеупорным кирпичом, заполнить ее чугунным ломом, добавить кокс и раскислитель. Нагревать можно газовой горелкой. Важно помнить — чем меньше объем, тем хуже качество металла.
Художественное литье из чугуна: история, технология отливки
По мере развития металлообработки люди учились не только создавать различные детали и предметы сложных форм, но и старались сделать их красивее. Таким образом развивалось литейное искусство. По мере развития технологий декоративная отделка металлом практически не изменилась. Одной из интереснейших теv является художественное литье из чугуна. Чтобы знать, как украсить детали или готовые предметы, необходимо разбираться в процессе и используемых материалах.
 Ворота из чугуна
Ворота из чугунаИстория и суть технологии
История работы человека с металлом начинается в 4 тысячелетии до нашей эры. Об этом говорят разнообразные археологические находки. Однако качество и точность работ начало появляться во 2 тысячелетии. Археологические находки этого временного периода свидетельствуют о том, что истоки мастерства проявляются именно тогда. С этого момента металлообработка становится не только ремеслом, но и декоративно-прикладным искусством.
Суть технологии изготовления скульптур из чугуна заключается в том, что изначально создаётся полая форма, в которую заливается расплавленный металл. При застывании он повторяет все линии, грани и детали, которые обрисованы в полой форме. Когда металл застывает, его освобождают от формы. На сегодняшний момент одним из известнейших направлений работы с чугуном является каслинское литье.
Этапы изготовления скульптур:
- Изготавливается оригинальная скульптура из пластичных материалов.
- Создаётся литейная форма по готовой скульптуре.
- Плавится и заливается в готовый шаблон металл.
- После застывания металла с него снимается внешний каркас. Поверхность зачищается.
Сложнее всего изготавливать отливки с пустотами внутри.
Используемые материалы
На протяжении всей истории человек использовал различные металлы для художественной отливки. Изначально главными соединениями металлов для декоративного литья считались сплавы, в которых преобладала медь. Начиная с 19 века, начали использоваться соединения с преобладанием цинка и свинца. Чугунное художественное литье появилось чуть позже. На сегодняшний момент в этом процессе используется нержавеющая сталь и алюминий.
Серый чугун
Помимо использования железа и бронзы в художественном литье и изготовлении различных предметов большую популярность получил чугун. Из него изготавливали пушки, ядра, памятники, фонтаны. Однако в развитии декоративного направления в металлообработке чугун получил популярность только во второй половине 19 века.
Самым распространённым сплавом при изготовлении скульптур являлся серый чугун. Он обладал такими преимуществами:
- Хорошая текучесть благодаря добавлению фосфора.
- Низкая стоимость материала.
- Привлекательный внешний вид.
Однако фосфор делал металл более хрупким.
Применяемые методы
Классическое искусство отливки не потеряло популярность с течением времени. Основными технологиями являются отливка в формы, изготавливаемые в земле или отливка по уже готовым предметам. На сегодняшний день эти два метода продолжают своё соперничество.
 Отливка в формы
Отливка в формыЛитье в землю
Можно отливать будущие скульптуры в формы из земли, песка или глины. Главная задача заключается в том, чтобы получить отпечаток от шаблона на смеси. В дальнейшем с помощью трамбовки изменяются её качества. Формируются каналы для заполнения формы расплавленным металлом. Этот способ отличается своей простотой и низкой себестоимостью.
По выплавляемым моделям
Древний способ литья, который подразумевал под собой отливку по формам, снятым с готовых предметов или оружия. Для создания форм использовали воск, резину, гипс.
Этапы проведения работ с воском:
- Изначально создаётся скульптура или предмет с точными размерами из воска.
- Изготавливается форма, с помощью нанесения глиняной смеси на поверхность воска.
- Форма запекается в печи до полного отвердевания. Воск вытекает из неё по изначально подготовленным каналам.
- Плавка металла и переливание его в готовую форму.
- Удаление внешнего каркаса после застывания металла.
После изготовления скульптуры её поверхность дополнительно шлифуется и обрабатывается.
Художественное литье из чугуна активно используется для создания скульптур и различных деталей. Этот металл обладает множеством преимуществ и небольшой ценой, благодаря чему он ценится среди мастеров металлообработки.
|
Определения литья в землю Литейная продукция Литье в песчаные формы – метод литья металлов и сплавов, при котором расплавленный металл заливается в форму сделанную из плотно утрамбованного песка. Для связи песчинок между собой, песок смешивают с глиной, водой и другими связующими материалами. Есть шесть шагов в этом процессе: -Удалить из опоки модель и соединить полуформы. -Заполнить полость формы расплавленным металлом. -Выдержать застывающий металл в опоках согласно технологии. -Выбить отливку и освободить от литников и выпоров. По чертежам и литейным технологиям, разработанных технологом или конструктором, опытный модельщик изготавливает модель детали из дерева, металла или пластмассы или пенополистирола. Металл в процессе охлаждения даёт усадку, и кристаллизация может быть неоднородной из-за неравномерного охлаждения. Таким образом, модель должна быть чуть больше, чем готовая отливка, с применением, так называемого, коэффициента усадки металла. Различные усадочные коэффициенты используются для различных металлов. Модели в процессе формовки оставляют в песке полости-отпечатки в форме, в которые помещают стержень из песка. Такие стержни иногда усиливается проволочной арматурой, которые используются для создания полостей, которые не могут быть сформированы основной моделью, например, внутренние проходы клапанов или места охлаждения в блоках двигателей. Опоки для формовочных материалов Охлаждение металла Производство Разработка технологии Способы литья в землю Технология ЖСС (жидко-стекольная смесь) Эта технология состоит в следующем: Точность литья напрямую связана с типом формовочной смеси и формовки. Сырые формы создают на поверхности отливки повышенную шероховатость. Поэтому литье в землю можно сразу отличить от литья по ЖСС и ХТС. Литье в формы из мелкого песка значительно чище и менее шероховато. Технология ЖСС позволяет изготавливать отливки с гладкой поверхности, особенно при использовании пластиковых моделей. В отдельных случаях, например при литье корпусных деталей, можно обойтись даже без механической обработки на больших поверхностях – это позволяет отливать крупногабаритные чугунные блоки цилиндров. Остатки пригоревшей к отливке формовочной смеси удаляются дробеструйной обработкой. Холодно твердеющая смесь (литье в ХТС) Формовка ХТС Похожие статьи: Следующие статьи: |
Основные виды литья для изготовления отливок armtorg.ru
Литьё в песчаные формы
Литьё в песчаные формы — дешёвый, самый грубый, но самый массовый (до 75-80 % по массе получаемых в мире отливок) вид литья. Вначале изготовляется литейная модель (ранее — деревянная, в настоящее время часто используются пластиковые модели, полученные методами быстрого прототипирования), копирующая будущую деталь. Модель засыпается песком или формовочной смесью (обычно песок и связующее), заполняющей пространство между ею и двумя открытыми ящиками (опоками). Отверстия в детали образуются с помощью размещённых в форме литейных песчаных стержней, копирующих форму будущего отверстия. Насыпанная в опоки смесь уплотняется встряхиванием, прессованием или же затвердевает в термическом шкафу (сушильной печи). Образовавшиеся полости заливаются расплавом металла через специальные отверстия — литники. После остывания форму разбивают и извлекают отливку. После чего отделяют литниковую систему (обычно это обрубка), удаляют облой и проводят термообработку.
Новым направлением технологии литья в песчаные формы является применение вакуумируемых форм из сухого песка без связующего. Для получения отливки данным методом могут применяться различные формовочные материалы, например песчано-глинистая смесь или песок в смеси со смолой и т.д. Для формирования формы используют опоку (металлический короб без дна и крышки). Опока имеет две полуформы, то есть состоит из двух коробов. Плоскость соприкосновения двух полуформ — поверхность разъёма. В полуформу засыпают формовочную смесь и утрамбовывают её. На поверхности разъёма делают отпечаток промодели (промодель соответствует форме отливки). Также выполняют вторую полуформу. Соединяют две полуформы по поверхности разъёма и производят заливку металла.
Литьё в кокиль
Литьё металлов в кокиль — более качественный способ. Изготавливается кокиль — разборная форма (чаще всего металлическая), в которую производится литьё. После застывания и охлаждения, кокиль раскрывается и из него извлекается изделие. Затем кокиль можно повторно использовать для отливки такой же детали.
Литьё в кокиль, кокильное литьё, способ получения фасонных отливок в металлических формах — кокилях. В отличие от других способов литья в металлические формы (литьё под давлением, центробежное литьё и др.), при литьё в кокиль заполнение формы жидким сплавом и его затвердевание происходят без какого-либо внешнего воздействия на жидкий металл, а лишь под действием силы тяжести. Основные операции и процессы: очистка кокиля от старой облицовки, прогрев его до 200—300°С, покрытие рабочей полости новым слоем облицовки, простановка стержней, закрывание частей кокиля, заливка металла, охлаждение и удаление полученной отливки. Процесс кристаллизации сплава при литье в кокиль ускоряется, что способствует получению отливок с плотным и мелкозернистым строением, а следовательно, с хорошей герметичностью и высокими физико-механическими свойствами. Однако отливки из чугуна из-за образующихся на поверхности карбидов требуют последующего отжига. При многократном использовании кокиль коробится и размеры отливок в направлениях, перпендикулярных плоскости разъёма, увеличиваются.
В кокилях получают отливки из чугуна, стали, алюминиевых, магниевых и др. сплавов. Особенно эффективно применение кокильного литья при изготовлении отливок из алюминиевых и магниевых сплавов. Эти сплавы имеют относительно невысокую температуру плавления, поэтому один кокиль можно использовать до 10000 раз (с простановкой металлических стержней). До 45 % всех отливок из этих сплавов получают в кокилях. При литье в кокиль расширяется диапазон скоростей охлаждения сплавов и образования различных структур. Сталь имеет относительно высокую температуру плавления, стойкость кокилей при получении стальных отливок резко снижается, большинство поверхностей образуют стержни, поэтому метод кокильного литья для стали находит меньшее применение, чем для цветных сплавов. Данный метод широко применяется при серийном и крупносерийном производстве.
Литьё под давлением
ЛПД занимает одно из ведущих мест в литейном производстве. Производство отливок из алюминиевых сплавов в различных странах составляет 30—50 % общего выпуска (по массе) продукции ЛПД. Следующую по количеству и разнообразию номенклатуры группу отливок представляют отливки из цинковых сплавов. Магниевые сплавы для литья под давлением применяют реже, что объясняется их склонностью к образованию горячих трещин и более сложными технологическими условиями изготовления отливок. Получение отливок из медных сплавов ограничено низкой стойкостью пресс-форм.
Номенклатура выпускаемых отечественной промышленностью отливок очень разнообразна. Этим способом изготовляют литые заготовки самой различной конфигурации массой от нескольких граммов до нескольких десятков килограммов. Выделяются следующие положительные стороны процесса ЛПД:
- Высокая производительность и автоматизация производства, наряду с низкой трудоёмкостью на изготовление одной отливки, делает процесс ЛПД наиболее оптимальным в условия массового и крупносерийного производств.
- Минимальные припуски на мехобработку или не требующие оной, минимальная шероховатость необрабатываемых поверхностей и точность размеров, позволяющая добиваться допусков до ±0,075 мм на сторону.
- Чёткость получаемого рельефа, позволяющая получать отливки с минимальной толщиной стенки до 0,6 мм, а также литые резьбовые профили.
- Чистота поверхности на необрабатываемых поверхностях, позволяет придать отливке товарный эстетический вид.
Также выделяют следующие негативное влияние особенностей ЛПД, приводящие к потере герметичности отливок и невозможности их дальнейшей термообработки:
- Воздушная пористость, причиной образования которой являются воздух и газы от выгорающей смазки, захваченные потоком металла при заполнении формы. Что вызвано неоптимальными режимами заполнения, а также низкой газопроницаемостью формы.
- Усадочные пороки, проявляющиеся из-за высокой теплопроводности форм наряду с затрудненными условиями питания в процессе затвердевания.
- Неметаллические и газовые включения, появляющиеся из-за нетщательной очистки сплава в раздаточной печи, а также выделяющиеся из твёрдого раствора.
Задавшись целью получения отливки заданной конфигурации, необходимо чётко определить её назначение: будут ли к ней предъявляться высокие требования по прочности, герметичности или же её использование ограничится декоративной областью. От правильного сочетания технологических режимов ЛПД, зависит качество изделий, а также затраты на их производство. Соблюдение условий технологичности литых деталей, подразумевает такое их конструктивное оформление, которое, не снижая основных требований к конструкции, способствует получению заданных физико-механических свойств, размерной точности и шероховатости поверхности при минимальной трудоёмкости изготовления и ограниченном использовании дефицитных материалов. Всегда необходимо учитывать, что качество отливок, получаемых ЛПД, зависит от большого числа переменных технологических факторов, связь между которыми установить чрезвычайно сложно из-за быстроты заполнения формы.
Основные параметры, влияющие на процесс заполнения и формирования отливки, следующие:
- давление на металл во время заполнения и подпрессовки;
- скорость прессования;
- конструкция литниково-вентиляционной системы;
- температура заливаемого сплава и формы;
- режимы смазки и вакуумирования.
Сочетанием и варьированием этих основных параметров, добиваются снижения негативных влияний особенностей процесса ЛПД. Исторически выделяются следующие традиционные конструкторско-технологические решения по снижению брака:
- регулирование температуры заливаемого сплава и формы;
- повышение давление на металл во время заполнения и подпрессовки;
- рафинирование и очистка сплава;
- вакуумирование;
- конструирование литниково-вентиляционной системы;
Также, существует ряд нетрадиционных решений, направленных на устранение негативного влияние особенностей ЛПД:
- заполнение формы и камеры активными газами;
- использование двойного хода запирающего механизма;
- использование двойного поршня особой конструкции;
- установка заменяемой диафрагмы;
- проточка для отвода воздуха в камере прессования;
Литьё по выплавляемой модели
Ещё один способ литья металлов — по выплавляемой модели — применяется в случаях изготовления деталей высокой точности (например лопатки турбин и т. п.) Из легкоплавкого материала: парафин, стеарин и др., (в простейшем случае — из воска) изготавливается точная модель изделия и литниковая система. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина, для крупногобаритных изделий применяются солевые составы менее склонные к короблению. Затем модель окунается в жидкую суспензию на основе связующего и огнеупорного наполнителя. В качестве связующего применяют гидролизованный этилсиликат марок ЭТС 32 и ЭТС 40, гидролиз ведут в растворе кислоты, воды и растворителя (спирт, ацетон). В настоящее время в ЛВМ нашли применения кремнезоли не нуждающиеся в гидролизе в цеховых условиях и являющиеся экологически безопасными. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т. д. На модельный блок (модель и ЛПС) наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС.Таким образом получаем отливку.
В силу большого расхода металла и дороговизны процесса ЛВМ применяют только для ответственных деталей.
Процесс литья по выплавляемым моделям базируется на следующем основном принципе:
• Копия или модель конечного изделия изготавливаются из легкоплавкого материала.
• Эта модель окружается керамической массой, которая затвердевает и образует форму.
• При последующем нагревании (прокалке) формы модель отливки расплавляется и удаляется.
• Затем в оставшуюся на месте удалённого воска полость заливается металл, который точно воспроизводит исходную модель отливки.
Литьё по газифицируемым (выжигаемым) моделям
Литьё по газифицируемым моделям (ЛГМ) из пенопласта по качеству фасонных отливок, экономичности, экологичности и высокой культуре производства наиболее выгодно. Мировая практика свидетельствует о постоянном росте производства отливок этим способом, которое в 2007 году превысило 1,5 млн т/год, особенно популярна она в США и Китае (в одной КНР работает более 1,5 тыс. таких участков), где всё больше льют отливок без ограничений по форме и размерам. В песчаной форме модель из пенопласта при заливке замещается расплавленным металлом, так получается высокоточная отливка. Чаще всего форма из сухого песка вакуумируется на уровне 50 кПа, но также применяют формовку в наливные и легкоуплотняемые песчаные смеси со связующим. Область применения ЛГМ — отливки массой 0,1—2000 кг и более, тенденция расширения применения в серийном и массовом производстве отливок с габаритными размерами 40—1000 мм, в частности, в двигателестроении для литья блоков и головок блоков цилиндров и др.
На 1 тонну годного литья расходуется 4 вида модельно-формовочных (неметаллических) материалов:
- кварцевого песка — 50 кг,
- противопригарного покрытия — 25 кг,
- пенополистирола — 6 кг,
- плёнки полиэтиленовой — 10 кв.м.
Отсутствие традиционных форм и стержней исключает применение формовочных и стержневых смесей, формовка состоит из засыпки модели песком с повторным его использованием на 95-97 %.
Центробежное литье и центробежный метод литья
Центробежный метод литья (центробежное литьё) используется при получении отливок, имеющих форму тел вращения. Подобные отливки отливаются из чугуна, стали, бронзы и алюминия. При этом расплав заливают в металлическую форму, вращающуюся со скоростью 3000 об/мин.
Под действием центробежной силы расплав распределяется по внутренней поверхности формы и, кристаллизуясь, образует отливку. Центробежным способом можно получить двухслойные заготовки, что достигается поочерёдной заливкой в форму различных сплавов. Кристаллизация расплава в металлической форме под действием центробежной силы обеспечивает получение плотных отливок.
При этом, как правило, в отливках не бывает газовых раковин и шлаковых включений. Особыми преимуществами центробежного литья является получение внутренних полостей без применения стержней и большая экономия сплава в виду отсутствия литниковой системы. Выход годных отливок повышается до 95 %.
В нашем производстве используют машины с горизонтальными осями вращения. Широким спросом пользуются отливки втулок, гильз и других заготовок, имеющих форму тела вращения, произведенные с помощью метода центробежного литья. Что такое центробежное литьё?
Центробежное литье — это способ получения отливок в металлических формах. При центробежном литье расплавленный металл, подвергаясь действию центробежных сил, отбрасывается к стенкам формы и затвердевает. Таким образом получается отливка. Этот способ литья широко используется в промышленности, особенно для получения пустотелых отливок (со свободной поверхностью).
Технология центробежного литья обеспечивает целый ряд преимуществ, зачастую недостижимых при других способах, к примеру:
- Высокая износостойкость.
- Высокая плотность металла.
- Отсутствие раковин.
- В продукции центробежного литья отсутствуют неметаллические включения и шлак.
Центробежным литьём получают литые заготовки, имеющие форму тел вращения:
- втулки;
- венцы червячных колёс;
- барабаны для бумагоделательных машин;
- роторы электродвигателей.
Наибольшее применение центробежное литьё находит при изготовлении втулок из медных сплавов, преимущественно оловянных бронз.
По сравнению с литьём в неподвижные формы центробежное литьё имеет ряд преимуществ: повышаются заполняемость форм, плотность и механические свойства отливок, выход годного. Однако для его организации необходимо специальное оборудование; недостатки, присущие этому способу литья: неточность размеров свободных поверхностей отливок, повышенная склонность к ликвации компонентов сплава, повышенные требования к прочности литейных форм.
Литьё в оболочковые формы
Литьё в оболочковые формы
Оболочковую форму получают одним из двух методов. Смесь насыпают на металлическую модель, нагретую до 300°С, выдерживают в течение нескольких десятков секунд до образования тонкого упрочнённого слоя, избыток смеси удаляют. При использовании плакированной смеси её вдувают в зазор между нагретой моделью и наружной контурной плитой. В обоих случаях необходимо доупрочнение оболочки в печи (при температуре до 400°С) на модели. Полученные оболочковые полуформы скрепляют, и в них заливают жидкий сплав. Во избежание деформации форм под действием заливаемого сплава перед заливкой их помещают в металлический кожух, а пространство между его стенками и формой заполняют металлической дробью, наличие которой воздействует также на температурный режим охлаждающейся отливки.
Этим способом изготавливают различные отливки массой до 25 кг. Преимуществами способа являются значительные повышение производительности по сравнению с изготовлением отливок литьём в песчаные формы, управление тепловым режимом охлаждения отливки и возможность механизировать процесс.
Основание | технология | Britannica
Изготовление церковных колоколов Обзор изготовления церковных колоколов с обсуждением процесса литья. Contunico © ZDF Enterprises GmbH, Майнц См. Все видео для этой статьиЛитье , процесс заливки расплавленного металла в полость, которая была отлита в соответствии с шаблоном желаемой формы. Когда металл затвердевает, в результате получается отливка — металлический объект соответствующей формы. В какой-то момент в процессе изготовления так отливают самые разные металлические предметы.
Подробнее по этой теме
Сталь: Сталелитейное производство
Литейные заводы, которые разливают сталь в товарную продукцию, в основном используют индукционные печи без сердечника или электродуговые печи для плавки лома ….
Чаще всего формы изготавливаются из песка и глины; керамика, песок с цементом, металлы и другие материалы также используются для форм. Эти материалы набиты на поверхность рисунка (обычно сделанного из дерева, металла или смолы), который образует полость, в которую должен заливаться расплавленный металл.Рисунок удаляется из формы, когда его форма может быть сохранена материалом формы. Формы обычно состоят из двух половин, и две половинки соединяются вместе после удаления с них рисунка. Штифты и втулки обеспечивают точное соединение двух половин, которые вместе помещены в пресс-форму. Затем металл через специальные затворы заливается в форму и распределяется по направляющим по разным участкам отливки. Форма должна быть достаточно прочной, чтобы выдерживать давление расплавленного металла, и достаточно проницаемой, чтобы обеспечивать выход воздуха и других газов из полости формы; в противном случае они останутся дырами в отливке.Материал формы также должен сопротивляться плавлению с расплавленным металлом, а песок на поверхности формы должен быть плотно уплотнен, чтобы получить гладкую поверхность отливки.
Изготовление лекал для литейных цехов требует осторожности и умения. Образцы равномерно больше, чем желаемая отливка, чтобы компенсировать усадку при падении температуры и переходе от жидкой фазы к твердой. Рисунки из пенополистирола остаются в форме и испаряются при контакте с разлитым металлом; восковые модели выплавляются из формы перед заливкой расплавленного металла.Металлические формы используются при литье под давлением. Часто внутри отливки требуется пустое пространство; в этом случае в одну из половинок формы помещается стержень из мелкого песка. В этом отношении также используются стержневые ящики из дерева, металла или смолы.
Современные литейные цеха, способные к крупносерийному производству, характеризуются высокой степенью механизации, автоматизации и робототехники, а микропроцессоры позволяют точно управлять автоматизированными системами. Достижения в области химических связующих привели к созданию более прочных форм и стержней и более точных отливок.Точность и чистота повышаются в условиях вакуума, и дальнейшее развитие ожидается от литья в условиях невесомости в космосе.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 с вашей подпиской. Подпишитесь сегодня .Кастинг: Джеки Хо. Литье Процесс, при котором материал вводится в форму в жидком состоянии, и ему дают затвердеть внутри формы,
Презентация на тему: «Отливка: Джеки Хо. Отливка Процесс, при котором материал вводится в форму в жидком состоянии, и ему дают затвердеть внутри формы», — стенограмма презентации:
1 Кастинг: Джеки Хо
2 Литье Процесс, при котором материал вводится в форму в жидком состоянии, и ему дают затвердеть внутри формы, создавая готовую деталь.
3 Литье в песчаные формы Полость, образованная узором из дерева или металла Требуется стояк, поскольку расплавленный металл дает усадку при затвердевании Материал, используемый при литье в песчаные формы: низкотемпературная сталь, сплавы Al, Mg и Ni
4 Подъемник используется для учета усадки расплавленного металла при его затвердевании.Функция стояка — просто подавать расплавленный металл в пустоту, где происходит усадка.
5 Отливка в постоянную форму Форма: На подготовку уходит несколько недель Изготовлена из чугуна Перед заливкой предварительно нагревается до 200 ° C Расширяется во время заливки Полость больше желаемых размеров Материал, используемый при заливке постоянной формы: Fe, Al, Mg , Сплавы на основе меди
6 Литье под давлением Подобно постоянному литью в форму (разница в том, что в этом типе литья используется высокое давление) (разница в том, что при этом типе литья используется высокое давление) Полость формы может быть очень точной Очень техничная и высокая квалификация требуется для создания штампа. Металл, используемый при литье под давлением: сплавы на основе не Fe, Al, Mg, Zn, Cu.
7 Центробежное литье Имеет прядильную камеру со скоростью 300-3000 об / мин Вращение при заливке расплавленного металла Расплавленный металл отбрасывается в сторону, где он затвердевает Изготовленные детали имеют мелкозернистую внешнюю поверхность и примеси во внутреннем диаметре. Материал, используемый при центробежном литье: Fe, сталь, нержавеющая сталь и сплавы Al, Cu, Ni
8 Преимущества Литье в песчаные формы Производство крупных деталей Возможность вторичной переработки Быстрая подготовка песчаной формы Постоянное литье в формы Высокая производительность Низкая стоимость производства на единицу
9 Преимущества (продолжение) Литье под давлением Подходит для массового производства Срок службы до 500000 отливок Очень высокая производительность Центробежное литье Очень мелкозернистая внешняя поверхность Стойкость к атмосферной коррозии
10 Недостатки Литье в песчаные формы Возможно производство в ограниченных количествах Металл попадает в отходы в стояке Постоянное литье формы Формы занимают место для хранения Литье под давлением Требуется много времени для подготовки формы Центробежное литье Подходит только для производства цилиндрических деталей
.Расплавленного золота выливают в формы для слитков. Заливка расплавленного золота в формы для слитков. Отливка металла или золота Stock Image
Похожие изображения
Литье золота на фабрике
Расплавленное золото
Награда за музыкальный диск с золотой литой или плавленной пластиной
Расплавленный золотой слиток весом 250 грамм на фоне долларовых купюр
Расплавленное золото в специальной чаше, крупный план.Рабочий процесс в ювелирной мастерской
Сибирь, Россия — расплавленное золото
Раскаленное раскаленное раскаленное золото заливается в изложницу
Расплавленное золото разливается из литейного тигля
Расплавленное золото
кусочек расплавленного золота. Капля расплавленного золота
Туземцы выливают расплавленное золото в испанского конкистадора
Золотая фоновая фотография из расплавленного металла.
Расплавленное золото заливается в формы для статуи Будды
Проверка золота
.