Аппарат для сварки медных проводов. Какой выбрать: дуговой, электронно-лучевой, инвертор
Медные провода используются повсеместно в электрике. Согласно Правилам Устройств Электроустановок соединение их может быть произведено 3 способами: опрессовка, сжим, сварка. Естественно, что самый качественный из них тот, при котором используется сварочный аппарат.Учитывая, что у меди довольно высокая температура плавления (1080 градусов по Цельсию), но при нагреве до 300 °С она уже может сломаться, нужны определенные навыки в сварке меди. Примечательно, что сварку можно выполнить, как переменным, так и постоянным током. С работой, при определенном умении сварщика, может помочь справиться инвертор, электронно-лучевой аппарат или трансформатор. Допустима и дуговая сварка меди.
Сварка скруток обеспечивает надежный контакт
Аппарат для сварки медных проводов
Параметры для сварочных работ с медью
Сварка проводов, в том числе и дуговая, должно проводиться при напряжении от 12 до 36 В.
Для достижения нужного эффекта необходимо при выборе силы тока учесть сечение и количество жил. Для этих работ применяются электроды, наличие меди в составе которых обязательно. Сила сварочного тока зависит от количества проводов и их сечения.
| Сварочный ток | Количество проводов | Сечение проводов |
| 70 А | 2 | 1,5 мм2 |
| 80 А | 3 | 1,5 мм2 |
| 100 А | 2 | 2,5 мм2 |
| 120 А | 4 | 2,5 мм2 |
И все же оптимальным считается режим, при котором электрод не прилипает к проводам. Описать его, практически, не реально. Достигается он опытным путем.
Описать его, практически, не реально. Достигается он опытным путем.
Где применяется аппарат сварки медных проводов
Практически, любой аппарат для создания прочного сварного соединения проводов подающих ток, может проводить работы в
- Электрических щитках,
- Электрических шкафах,
- Распределительных коробках,
- Трансформаторных подстанциях,
- На производстве,
- При ремонте и создании электронно — бытовых или научных приборов,
- В быту.
Естественно, что главным в любом случае будет соблюдении Правил Техники Безопасности. Для каждого производства существует установленный гост работы с электротехническими приборами и гост, по которому может проводиться их ремонт.Объединяет их один общий пункт об обесточивании ремонтируемого объекта, где должна вестись сварка электрических проводов. Дальше необходимо концы крепко соединить, возможно, методом скрутки, настроить аппарат и провести сварку.
Сварочный процесс
О выборе сварочных аппаратов для медных проводов поговорим чуть позже. Примечательно, что независимо от того, какой будет выбран аппарат, сварка должна проходить в целом одинаково и состоять из нескольких этапов:
Примечательно, что независимо от того, какой будет выбран аппарат, сварка должна проходить в целом одинаково и состоять из нескольких этапов:
- С проводов нужно снять верхнюю оболочку. Делать это лучше ножом или ножницами, отступив от края заготовки на пару сантиметров, минимум, и аккуратно подрезав оболочку. Затем ее нужно просто стянуть.
- Далее можно (некоторые профессионалы настаивают) сделать скрутку для не слишком объемных проводов с небольшим количеством стандартных по диаметру жил, она должна быть общей длиной сантиметра 2,5, а лучше 3.
- Непосредственно на готовое соединение одевается зажим и подключается масса сварочного аппарата.
- Выставляется сила и мощность тока, прогревается электрод.
- В течение пары секунд проводится сварка.
За столь короткое время должен успеть образоваться небольшой шар из расплавленной меди. Если передержать электрод чуть больше установленного времени, то соединяемые концы просто расплавятся. Не додержать – соединение будет внутри пористым, а значит ломким.
Не додержать – соединение будет внутри пористым, а значит ломким.
По идее, правильно проведенная работа по сварке медных электрических проводов должна обеспечить после остывание их безопасное раскручивание. После чего место сварки изолируют. Потом можно подключать напряжение.
А теперь о выборе идеального аппарата.
В чью пользу сделать выбор
На промышленном производстве и даже в угольных сверхкатегорийных шахтах, опасных по внезапным выбросам пыли и газа, периодически проводятся работы по сварке медных проводов. Там обычно это делается стационарными или переносными аппаратами способными заварить многожильный силовой кабель, подающий электричество высокого напряжения.А вот для мелких работ в быту, например, на электронно-компьютерной плате нужна маленькая головка сварочного аппарата и регулировка параметров напряжения и силы тока. Здесь справятся – инверторы
- Либо те аппараты, где дуговая сварка,
- Возможно использование электронно-лучевой сварки.


Перед свариванием обязательна зачистка провода
Есть умельцы, которые способны выполнить отличную сварку медных, тонких проводов, самодельным сварочным аппаратом и им не нужна автоматическая регулировка силы тока и защита от скачков напряжения.
Дуга для сварочных работ
Согласно гост 22917 – 78 для соединения электрического кабеля должна быть применена дуговая сварка. Сварочный процесс в этом случае проходит в защищенной среде. Газ (аргон, углекислый газ, гелий) будет при нагревании меди, защищать ее от окисления. Его подача осуществляется из сварочной головки непосредственно во время сварки.От того, как зажигается и поддерживается сварочная дуга дуговая сварка делится на
- Ручную
- Полуавтоматическую
- Автоматическую.
Принцип работы аппарата
Для сварщика важно, чтобы дуга была непрерывной. Газ поможет создать нужную среду, при которой возможно расплавление меди без окисления. Высокая температура дуги расплавляет самый крепкий металл. Максимальная теплота выделяется дуговым разрядом. Дуговая сварка, неважно ручная или полностью автоматическая, проводится угольным электродом с содержанием меди. От последнего зависит, будет ли застывшая капля пористой внутри. Если работы выполнены так, как рекомендует гост, то соединение должно получиться крепким.
Максимальная теплота выделяется дуговым разрядом. Дуговая сварка, неважно ручная или полностью автоматическая, проводится угольным электродом с содержанием меди. От последнего зависит, будет ли застывшая капля пористой внутри. Если работы выполнены так, как рекомендует гост, то соединение должно получиться крепким.
Инвертор
Аппарат инверторного типа считается универсальным. Потому, что
- Он легкий,
- Заботиться о натяжении дуги не нужно,
- Контролировать бесперебойное поступление газа так же.
Для медных проводов нужно только подобрать электрод, включить напряжение и силу тока (смотри таблицу, приведенную выше) и пробовать работать. Единственный минус – возможная пористость соединения. Принцип работы аппарата инверсия – главное в работе инвертора. Фазовый сдвиг напряжения происходит при каскадном увеличении силы тока и его частоты на выходе. Преобразование возможно в два этапа:
- Переменный ток (220 В, 50 Гц) становится постоянным.
- Постоянный ток вновь становится переменным, но с низким напряжением, высокой частотой и большой силой.

При работе нет необходимости удерживать постоянный зазор между дугой и свариваемыми деталями.
Заваривание в вакууме
Электронно-лучевое заваривание осуществляется в вакууме. В домашних условиях провести этот высокотехнологический процесс не реально. Специальный сварочный аппарат используется в лабораториях и заваривание, в частности, медных проводов проводится в особых камерах.Сварка электронно-лучевым способом обеспечивает:
- Минимальное нагревание проводов при сварке. Количество теплоты в пять раз меньше, чем когда проводится дуговая сварка. Это резко снижает вероятность коробления проводов.
- При малых температурах, электронно-лучевая сварка дает нужную концентрацию теплоты в изделие (в частности в провода). В отличие от других аппаратов, электронно-лучевой прибор нагреет не только поверхность детали, но и подаст тепло на достаточную для качественного шва, глубину.
- Медь, которая за короткое время была нагрета, а затем расплавлена, в вакууме не обогащается газами. У медных проводов образуется качественное соединение, которое обладает пластичными свойствами.
Принцип работы аппарата электронно-лучевой способ сварки базируется на проплавлении, в том числе меди на передней стенке кратера. Электронный луч, как установил гост, должен иметь форму конуса. Во время процесса проплавления происходит:
- Давление потока электронов,
- Выделение теплоты,
- Реактивное давление испаряющегося металла,
- Излучение электронов.
Все это осуществляется во время передвижения меди по бокам к задней стенке. И здесь происходит кристаллизация меди. Электронно-лучевой аппарат дает возможность проводить работу с паузами, а так же непрерывным лучом.Первый сварочный аппарат появился более ста лет. За это время ученые, взяв первоначальный принцип сварки за основу, модернизировали ее процесс, создали разновидности аппаратов, способных соединять тугоплавкие либо, наоборот, легко плавящиеся металлы.
Аппарат для сварки скруток | Главный механик
Сварные соединения практически не имеют ограничения по ПУЭ (правила устройств электроустановок) и превосходят все виды соединений по надежности, а для выполнения операции на специализированных аппаратах для сварки скруток требуется невысокая квалификация исполнителя.
Любой монтаж силовых электрических цепей проходит в несколько этапов: выбор силового провода; прокладка кабелей согласно схемы и их соединение. В статье речь пойдёт о видах соединения проводов с акцентом на более распространенный и прогрессивный метод – сварку.
[content-egg module=GdeSlon template=list]
1. Медный или алюминиевый провод
Для электропроводки в бытовых помещениях используются провода с медными или алюминиевыми жилами, предпочтение какому-либо материалу принципиального значения не имеет, основной принцип выбора – это соответствие суммарной мощности нагрузки сечению провода. Медь перед алюминием имеет некоторые преимущества: у неё более большая пропускная способность (примерный расчет – 10 А / мм2, у алюминия – 8,5 А /мм2), она более пластична, а главное, при возникновении дуги не дает искрения. Обычно для прокладки в бытовых помещениях применяют кабель ВВГ (с индексом гн – изоляция не горючая, либо ВВГнг-LS негорючая без выделения вредных веществ).
Медь перед алюминием имеет некоторые преимущества: у неё более большая пропускная способность (примерный расчет – 10 А / мм2, у алюминия – 8,5 А /мм2), она более пластична, а главное, при возникновении дуги не дает искрения. Обычно для прокладки в бытовых помещениях применяют кабель ВВГ (с индексом гн – изоляция не горючая, либо ВВГнг-LS негорючая без выделения вредных веществ).
2. Разъемные и неразъёмные соединения
Разъемные соединения
К разъемному соединению относятся: клеммные колодки различного рода зажимов; соединение на скрутку без пайки.
Разъемные соединения имеют преимущества и недостатки перед неразъемным. Преимущества: быстрое соединение, возможность смены монтажа, доступность осмотра. Недостатки: в связи с неполным контактным соединениям поверхности провода, разъемные соединения используются от 50 – 60% от номинальной мощности провода, также они более дорогие чем пайка.
Рис.1. Разъемное соединение. а) без зажимное, б) зажимное, в) пружинное.Неразъемные соединение
К неразъемным соединениям относится: обжимка гильзой, скрутка с пайкой и сварка.
Одним из самых надежных способов соединения является сварка провода специальным аппаратом для сварки скруток медных жил. Современные приборы позволяют проводить соединения жил сваркой из любых материалов, в том числе и алюминиевых. Аппарат для сварки скруток можно купить, зайдя на страницу Яндекс Маркета или в магазин ВсеИнструменты. Ру
Соединение жил проводов в гильзах
Опрессовка гильзами является надежным способом механического соединения. Втулки могут быть: алюминиевые, латунные, медные, луженые, комбинированные. Принцип работы понятен из названия – в гильзу помещается пучок очищенных от изоляции проводов, которые затем специальной обжимкой прижимается в нескольких местах. Обеспечивает надежный механический и электрический контакт между проводами. Недостатки метода: необходимо иметь большой набор втулок различного диаметра и специальные механические обжимки, высокую квалификацию исполнителя.![]()
Соединение пайкой
Соединение подобного рода производится проводами с током нагрузки до 10А, свыше этого значения ПУЭ не рекомендует (глава 4.2 п. 4.2.46) в связи с усилением окислительных процессов, происходящих в оловянисто – свинцовых припоях с последующим нагревом и повреждением соединения.
Подготовка проводов
Перед пайкой провода необходимо подготовить:
- снять поверхностный слой изоляции очистить от лака или окисла механическим путем;
- подготовленные провода скрутить плотно между собой на длину не менее 6 см.;
- покрыть слоем флюса, для этого используют отпущенная цинком соляная кислота (паяльная кислота) либо растворенную в спирте канифоль.
На заметку! Паяльная кислота продается в специализированных магазинах или приготавливается в домашних условиях из расчёта 412 г. цинка на 1 л. соляной кислоты.
После нанесения флюса на поверхность провода разогретого паяльником, мощностью не менее 60 Вт начинается лужение припоем. Для этого лучше использовать припой в виде проволоки намотанный в небольших бобинах. После процедуры, припой должен полностью охватить весь периметр скрутки.
Для этого лучше использовать припой в виде проволоки намотанный в небольших бобинах. После процедуры, припой должен полностью охватить весь периметр скрутки.
Если провод многожильный, алгоритм пайки одинаков: производится механическая очистка контактного соединения, скрутка, затем лужение флюсом и пайка.
На заметку! Охлаждение места пайки каким-либо искусственным путем типа дутья, не допускается.
3. Медь и алюминий
Соединение меди и алюминия
Любое соединение разнородных цветных металлов вызывает электролитический ток между электронами различных материалов, поэтому возникает коррозия вместе контакта и как следствие, потери целостности соединения. В бытовых электросетях часто приходится соединять, причём вынуждено, алюминий и медь, например, сетевая проводка из алюминиевого провода, разводка люстры медная. В этом случае скрутка или зажим недопустимы. Соединение меди и алюминия допускаются только через нейтральной материал. Наиболее ходовые являются резьбовые переходники со стальными зажимами (именно со стальными, а не латунными).
4. Сварка проводов
Сварка является наиболее надежным способом неразъемного соединения проводов, для качественного соединение достаточно капли расплава по торцу скрутки жил, которая полностью захватывает соединяемые провода.
Положительные характеристики сварки:
- Полностью отсутствует переходное сопротивление;
- Отсутствие влияния состояния окружающей среды;
- Высокая прочность соединения;
- Полное отсутствие коррозии в соединении.
Виды применяемой сварки:
- Специальным прибором;
- Инверторным сварочным аппаратом;
- Специальным прибором;
- Термитная карандашом (в помещении запрещен к применению)
Процесс сварки проводов
Сварка скруток осуществляется по общим стандартам зажигания сварочной дуги электросварки. Соединения проводов в бытовых помещениях имеет небольшие диаметры, поэтому сварочный ток дуги ограничивается от 15 до 90 А, среднее напряжение 24В. Процесс сварки заключается с подсоединения «земляного» кабеля на зачищенную от изоляции часть скрутки. Для зажигания дуги достаточно поднести угольный электрод к торцу, горения дуги достаточно 1 – 2 сек. Если нет специального угольного электрода, вполне подойдёт электрощетка от электродвигателей либо угольный стержень от круглой батарейки. При этом сварка медных проводов в цене значительно уменьшится.
Процесс сварки заключается с подсоединения «земляного» кабеля на зачищенную от изоляции часть скрутки. Для зажигания дуги достаточно поднести угольный электрод к торцу, горения дуги достаточно 1 – 2 сек. Если нет специального угольного электрода, вполне подойдёт электрощетка от электродвигателей либо угольный стержень от круглой батарейки. При этом сварка медных проводов в цене значительно уменьшится.
Если при осмотре обнаружится не провар, то процесс можно повторить.
Применение сварочных инверторов для сварки проводов
Рис. 4. Сварочные инверторные аппаратыСовременные сварочные инверторы можно использовать для сварки скруток медных проводов. Инвертор может быть бытовым маломощным с регулировкой тока от 15А и напряжению от 25 В. К сварочным кабелям подсоединяются провода сечением от 8 мм2 с держателем на угольный электрод .
Хорошо показали себя инверторы:
1. РЕСАНТА САИ-160 имеющий характеристики:
- Регулировка тока: 10-160 А.;
- Тип выходного тока постоянный.
- Вес 4,51 кг.
2. Eurolux IWM-190 с характеристиками:
- Регулировка тока в диапазоне: 10-185 А.;
- Устойчиво работает при напряжении: 141-252 В.;
- Тип выходного тока постоянный;
- Вес 4,62 кг.
5. Прибор для сварки медных жил кабеля
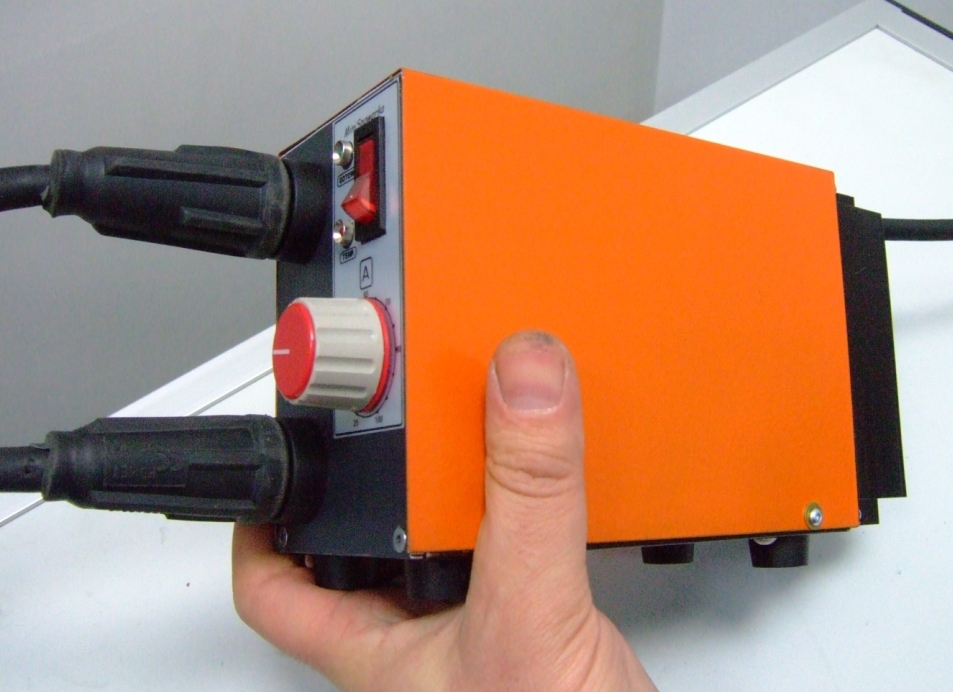
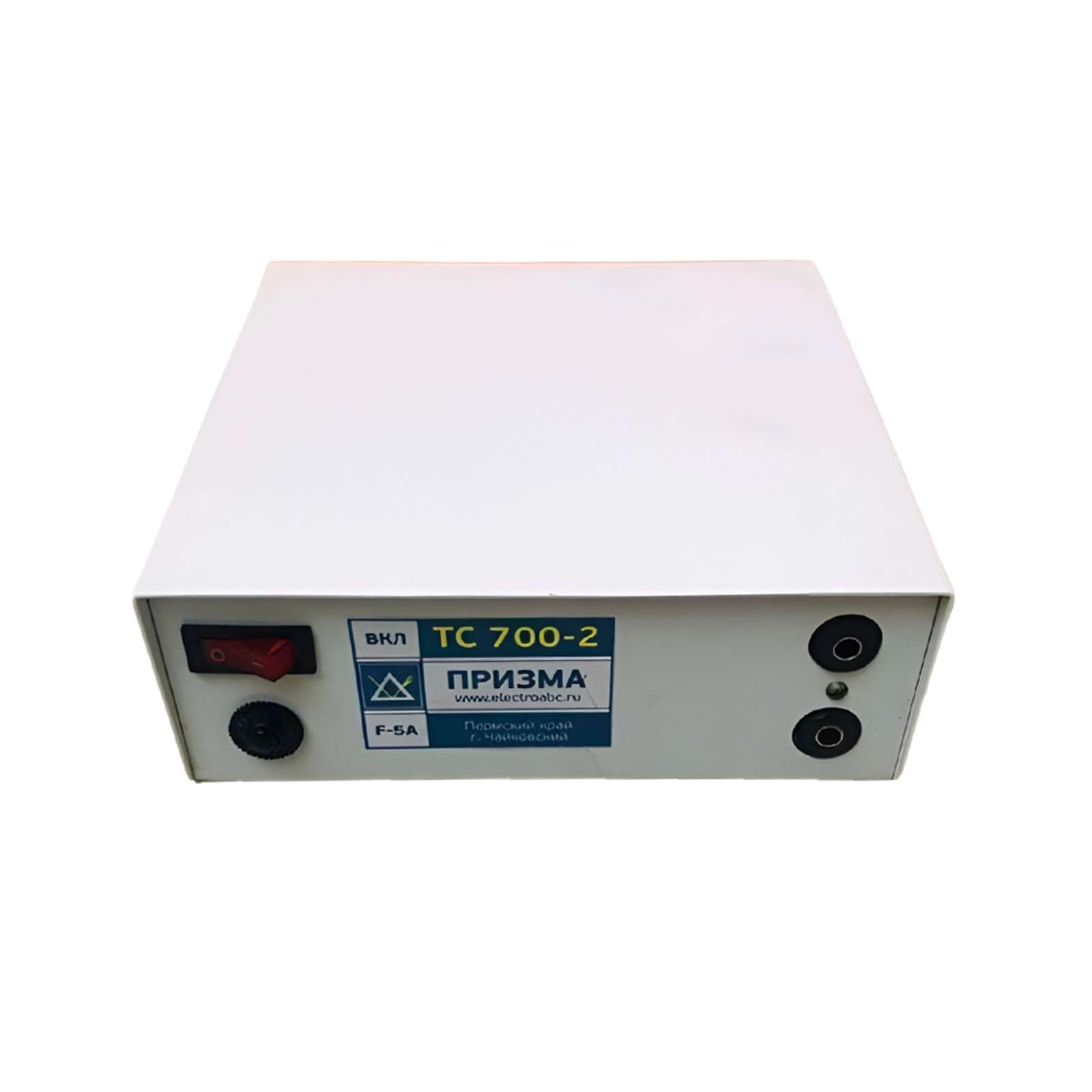
Рис. 5. Аппараты для сварки скруток серии ТС-700.Для профессионального использования инверторный аппарат не совсем удобен, всё-таки – это сварочник.
Более качественно можно выполнить процедуру специализированным аппаратом серии ТС 700. (модификации ТС 700 -1, ТС 700-2, ТС 700 -3). Аппаратура лёгкая – 4,5 кг. Комплектуется специальной сумкой для размещения на груди или подвешивания на стене. Позволяет производить сварку не только медных, но алюминиевых проводов. Аппарат для сварки скруток по низкой цене можно произвести на специализированных площадках интернет ресурсов.
Характеристики прибора:
- Сетевой кабель 3 м.,
- Силовые кабеля, 1,4 м;
- Мощность – 1,5 кВт.
- Имеется встроенная защита от токовой перегрузки и перегрева.

Аппарат для сварки скруток медных проводов можно купить в специализированных дилерских центрах или найти в магазинах на интернет ресурсах.
6. Самостоятельное изготовление аппарата
Рис. 6. Трансформатор для переделки.Производить сварку можно и переменным током, аппарат для сварки скруток медных можно изготовить самостоятельно (Рис.6). Для этого не нужно иметь особых навыков работы в электротехнике. Для изготовления аппарата подойдёт силовой понижающий трансформатор мощностью не менее 0,6 кВт. Провод сечением или шина сечением не менее15 мм2, и несколько метров кабеля 8 мм2.
Далее необходимо снять вторичную обмотку и на освободившееся место намотать 20-25 витков медной жилы сечением 10-15 мм2. Вместо «земляного» держателя подойдут пассатижи, еще нужен кабель для держателя электрода. В качестве электрода можно использовать электрощетку от двигателя или используемый графитовый стержень от использованной батарейки.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
zakaz@themechanic. ru
ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Сварочный аппарат для сварки медных проводов
Описание Сварочный аппарат для сварки медных проводов
Аппараты сварочные для сварки медных скруток проводки Мини «ДОН» – это сварочные аппараты с электронным управлением и импульсным электронным преобразователем и миниатюрными размерами.Сварочный источник постоянного тока, цифровой инверторный, предназначен для ручной сварки графитовым омедненным электродом скруток из медных проводов. Питание от однофазной сети 220 В 50 Гц,
Источник снабжен:
— устройством «форсаж дуги», позволяющим регулировать увеличение сварочного тока в момент близкий к короткому замыканию;
— устройством «антистик», защищающим от приваривания электрода, при коротком замыкании между электродом и деталью более 1 сек.
 , источник переходит в ждущий режим и протекание сварочного тока уменьшается до минимального значения
, источник переходит в ждущий режим и протекание сварочного тока уменьшается до минимального значения— цифровой индикацией тока сварки
— цифровой индикацией напряжения электросети, что дает возможность оценить нагрузочную способность однофазной сети и возможность применения электрода требуемого диаметра;
— устройством блокировки работы при скачках напряжения электросети
— по согласованию с заказчиком возможна поставка аппаратов с устройством снижения напряжения холостого хода ( в исполнении 01) для сварки в особо опасных условиях.
ДИАМЕТР ЭЛЕКТРОДОВ
Основное назначение аппарата – сварка электродами диаметром до Ф3,2 мм. При нормальной температуре воздуха (20-25 гр.С) и токах сварки до 110 ампер, отключений по перегреву не происходит. В жаркую погоду (35-40гр.С) и при тяжелой эксплуатации оборудования возможно периодическое срабатывание термозащиты. После продувки аппарата встроенными вентиляторами системы охлаждения в течение 5-7 мин.
 и остывании малогабаритного силового трансформатора работа источника возобновляется.
и остывании малогабаритного силового трансформатора работа источника возобновляется.При сварке электродами диаметром Ф4,0 мм при максимальном токе, термозащита срабатывает примерно после 2-х непрерывно, один за другим, сожженных электродов.
НАПРЯЖЕНИЕ ЭЛЕКТРОСЕТИ
Аппарат разработан для устойчивой работы в отечественных электросетях со значительными перепадами напряжения.
— При напряжении в пределах 180 – 250 вольт сварочный источник обеспечивает полный выходной ток, отличный поджиг и стабильное горение дуги для электродов всех типов.
— При напряжении 160 вольт поджиг и горение дуги для электродов с основным покрытием (УОНИ) ухудшается, для электродов с рутил-целлюлозным покрытием – хорошее.(АНО-21, МР-3С, и др.). Выходной ток аппарата снижается до 130 ампер.
— При напряжении 140 вольт возможно производить сварку электродами с рутил-целлюлозным покрытием.
 Ток сварки снижается до 110 ампер.
Ток сварки снижается до 110 ампер. — При напряжении 120 вольт сварочный ток уменьшается до 80 ампер. Поджечь и удержать дугу практически невозможно.
— При напряжении менее 85 вольт и более 255 вольт срабатывает защита от пониженного/повышенного напряжения питания. Цифровой индикатор на передней панели начинает мигать, индицируя значение аварийного напряжения, включается красный светодиод «перегрев».
Технические характеристики.
| МИКРОША-160ПНЦ | МИКРОША-180ПНЦ | |
| Напряжение и частота электросети, В/Гц | 220/50 | 220/50 |
| Диапазон изменения напряжения электросети,, В * | 140-250 | 140-250 |
| Максимальная потребляемая мощность, кВа | 5,6 | 6,0 |
| Максимальный потребляемый ток в сети 220 В, А | 25 | 30 |
| Сварочный ток, регулируемый, А | 10 -160 | 10 — 180 |
| ПН, %, при выходном токе 110А | 100 % | 100 % |
| ПН, %, при выходном токе 130A | 60 % | 60 % |
| ПН, %, при выходном токе 160A | 35 % | 35 % |
| ПН, %, при выходном токе 180A | — | 30 % |
| Cos φ | 0,7 | 0,7 |
| Выходное напряжение холостого хода, В | 67 | 67 |
Габаритные размеры,мм (дл. , шир., выс.) , шир., выс.) |
220х90х130 | 220х90х130 |
| Вес, кг | 2,7 | 2,7 |
| Температура эксплуатации, град. С | -20 +40 | -20 +40 |
Организации могут приобрести сварочный аппарат ДОН «МИКРОША» по безналичному расчету с добавленным НДС.
Сварочный аппарат для сварки медных проводов
Часто при ремонте или строительстве возникает необходимость в соединении проводников методом скрутки, но использовать пайку весьма затруднительно и долго. Можно собрать аппарат своими руками или же использовать инвертор для сварки медного провода. Понижающий трансформатор много весит, а сварку кабелей зачастую необходимо производить на высоте, поэтому инвертор с ремнём для переноски и небольшим весом вполне подойдёт в качестве устройства для сварки кабельных скруток.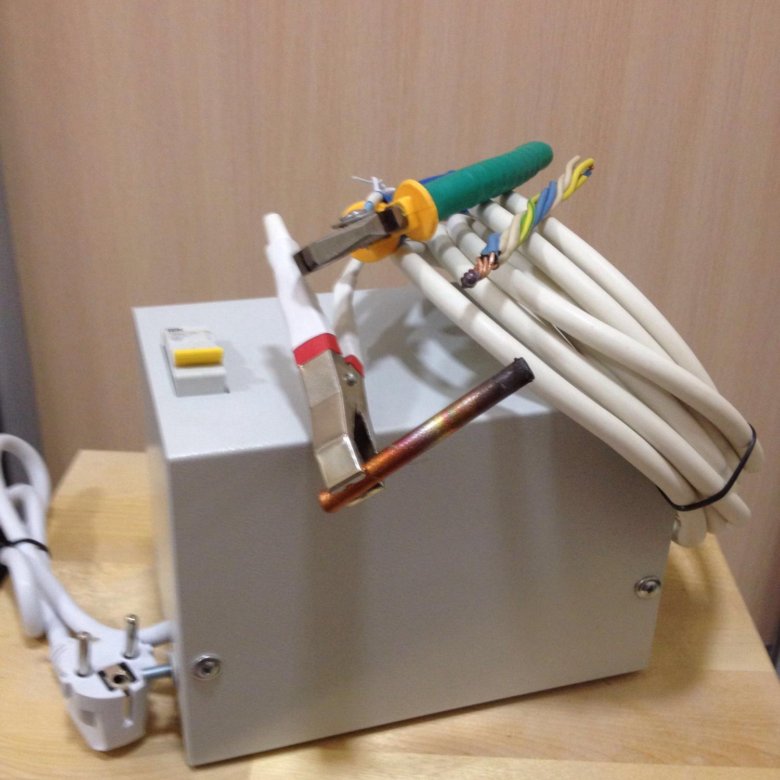 Мы расскажем, как его настроить или внести незначительные усовершенствования для удобства работы.
Мы расскажем, как его настроить или внести незначительные усовершенствования для удобства работы.
Виды проводников и способы их соединения
В любом здании присутствует электрическая проводка, которую нужно развести по разным частям сооружения. Также часто возникает потребность запитать то или иное оборудование, например создать комплект сварочных проводов для аппарата. Алюминиевые провода не всегда подходят, потому что они при одной проводимости с медными больше весят и являются менее прочными на изгиб. Поэтому в современном строительстве используется медная проводка и необходимо быстрое и надёжное сваривание электрических контактов. Для этой цели используют сварочный аппарат для сварки проводов, обеспечивающий надёжное и долговечное соединение жил электрических кабелей.
Важно помнить, что скручивать алюминиевые и медные провода напрямую нельзя, их, в случае необходимости, нужно соединять с помощью специальных клеммных соединителей.
Существует ряд способов соединения проводников, здесь важно соблюдать принцип надёжного контакта, дабы избежать паразитного сопротивления, а также необходимы компактность и надёжная изоляция. Допустимо соединять жилы проводов следующим образом:
Допустимо соединять жилы проводов следующим образом:
- скрутка, допустима на слаботочных линиях;
- пайка, требует большого времени, зачистки жил и использования мощного паяльника;
- соединение резьбовое, не отличается компактностью, необходима гровершайба, процесс трудоёмкий;
- соединение с помощью клемм или клеммных колодок;
- с помощью зажима и бандажирования соединяются провода, очищенные от изоляции;
- соединение прокалыванием, не требует зачистки жил, герметично, отсутствует необходимость отключения напряжения;
- термитная сварка с использованием смеси титана, магния, алюминия и кальция;
- электродуговая сварка.
Мы рассмотрим процесс дуговой сварки медных проводников — как наиболее популярный, компактный, надёжный и быстрый способ соединения жил при прокладке электрических цепей. Использование этого метода требует учёта температуры плавления материала и определённого порядка действий для обеспечения прочного и долговечного контакта.![]()
Последовательность сварки проводов
Сварка алюминиевых проводников происходит с обязательной аккуратной зачисткой жил от изоляции и оксидного слоя, а также необходимо использовать специальный флюс для защиты от агрессивного воздействия атмосферного кислорода. Для медных жил флюс не нужен, но зачистка от изоляции и окисного слоя механическим способом также необходима. Этим способом можно эффективно провести разводку электрических линий, а можно изготовить комплект сварочных проводов для аппарата. Существует несколько способов скрутки жил с целью их дальнейшей сварки, а именно:
- бандажный способ соединения параллельных последовательных проводников либо в виде ответвления под различными углами;
- желобковая скрутка проводников различной толщины;
- соединение с помощью простой скрутки.
Поскольку скрутка осуществляется в основном на высоте, инструмент должен быть компактным и удобным, а для приваривания жил подбирать сварочный провод для инвертора следует с позиции максимальной лёгкости и гибкости, например марки КОГ 1Х16.
С целью облегчения процесса сваривания, возможно, придётся изготовить специализированный набор сварочных проводов для инвертора с облегченным держателем и зажимом. Это делается для работы в стеснённых условиях, и суть переделки состоит в том, чтобы изготовить компактный и надёжный зажим для скрутки и держатель для угольного или омеднённого электрода небольшого размера.
Важно, чтобы самодельные элементы имели надёжную изоляцию и соответствовали требованиям безопасности, а также необходимо помнить об использовании сварочной маски.
После скрутки проводников одним из способов и усовершенствования кабеля можно приступать к сварке медных проводов инвертором, имеющим обычно ремень для переноски, что увеличивает мобильность. Последовательность подготовки медных проводов и их сварки заключается в следующем:
- свариваемую жилу зачищают от изоляции, окисного слоя и делают скрутку;
- минусовым зажимом фиксируют скрутку на 1.5—2 см ниже места сварки;
- добиваются устойчивой дуги короткого замыкания и сваривают провода в течение 1—2 секунд, до образования характерной капли расплавленной меди;
- затем место соединения изолируется термоусадочным материалом.

Выбор инвертора для сварки медных проводов
Подбор инвертора для сварки медных проводов нужно производить с позиций универсальности и дешевизны, ведь использовать вы его будете с разными целями. Соединение скруток жил электрического кабеля лишь одна из задач, поэтому характеристики надёжности, малого веса и широкий диапазон регулировок выходного тока и напряжения должны быть определяющими. В нижнем ценовом диапазоне находится масса инверторных аппаратов разных производителей, а для сварки медных проводов важны малые значения выходного напряжения и стабильность дуги. Также у большинства инверторов есть возможность сварки постоянным и переменным импульсным напряжением.
По ориентировочным данным, провода с сечением от 1 мм2 до 2.5 мм2 свариваются при выходном напряжении от 20 В до 50 В и током от 50 А до 110 А. Столь широкие диапазоны выходных параметров объясняются качеством проводов, количеством жил в скрутке и составом применяемого электрода. Этими техническими характеристиками обладает подавляющее большинство инверторных аппаратов, поэтому выбор следует сосредоточить на весе и стоимости, а также репутации изделия. Для повсеместного использования, в том числе и для сварки медных или алюминиевых скруток, можно порекомендовать следующие инверторы:
Столь широкие диапазоны выходных параметров объясняются качеством проводов, количеством жил в скрутке и составом применяемого электрода. Этими техническими характеристиками обладает подавляющее большинство инверторных аппаратов, поэтому выбор следует сосредоточить на весе и стоимости, а также репутации изделия. Для повсеместного использования, в том числе и для сварки медных или алюминиевых скруток, можно порекомендовать следующие инверторы:
- аппарат Кедр ММА 160 весом 3.5 кг, сварочный ток от 20 до 160 А, ПВ 60 %;
- инвертор EWM Pico 162 с током от 10 до 150 А и весом 4.8 кг;
- Kemppi Minarc Evo 150, ток от 10 до 150 А, вес 5.4 кг;
- Ресанта САИ 160, вес 4.5 кг, ток от 10 до 130 А;
- Fubag IN 163 с весом 4.1 кг, ток от 10 до 160 А.
При приобретении аппаратов необходимо выбрать тот, у которого наилучшая элементная база, сервисное обслуживание и гарантийный срок.
Важным параметром для сварочного аппарата, которым, кроме сварки медных проводов, вы будете пользоваться и по прямому назначению, является его устойчивая работа при нестабильном входном напряжении. Здесь нужно обратить внимание на мнение специалистов сварочного дела, поскольку проверка качеств инвертора в условиях практической работы гораздо важнее заявленных характеристик.
Здесь нужно обратить внимание на мнение специалистов сварочного дела, поскольку проверка качеств инвертора в условиях практической работы гораздо важнее заявленных характеристик.
Заключение
Мы рассмотрели виды проводников и способы их соединения, последовательность сварки медных проводов и рекомендовали некоторые модели инверторов. Несложный в реализации и надёжный способ соединения жил медного кабеля наверняка пригодится при строительстве нового дома или ремонте старых электрических сетей. Надеемся, что наши советы вам помогут.
Как изготовить аппарат для сварки скруток?
Как применяется аппарат для сварки скруток? Скрутка проводов состоит из меди, а медные провода очень часто распространены в электрике. Данное соединение можно провести тремя способами, такими как опрессовка, сжим и сварка. Самым качественным способы профессионалы считают сварку.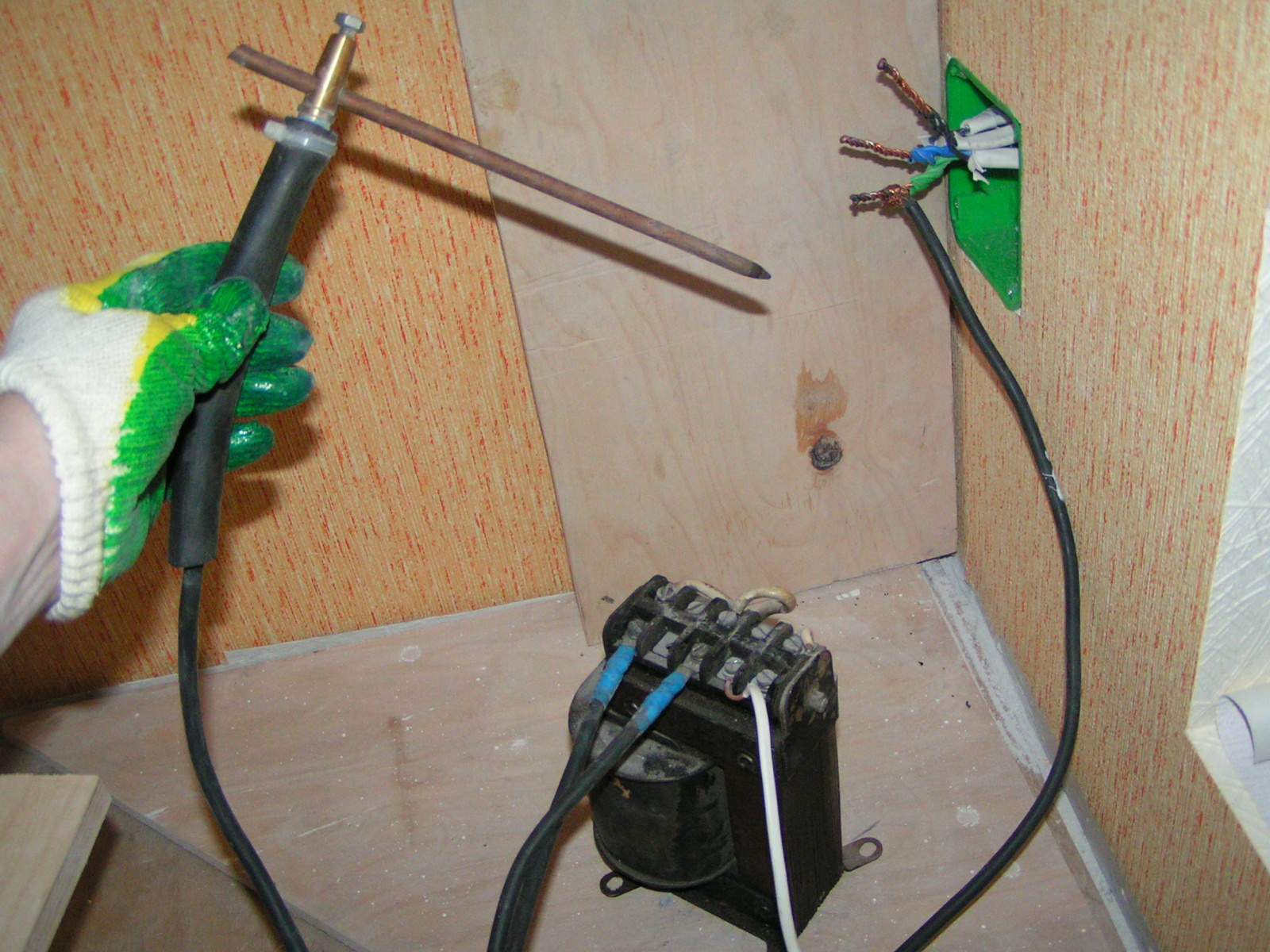 Но, чтобы заниматься сваркой меди, надо знать, что температура плавления должна быть где-то 1080 градусов по Цельсию. Меньше температуру не рекомендуется использовать, так как медь сломается. Так что при работе агрегата для данного вида пайки надо иметь определенные навыки в работе.
Но, чтобы заниматься сваркой меди, надо знать, что температура плавления должна быть где-то 1080 градусов по Цельсию. Меньше температуру не рекомендуется использовать, так как медь сломается. Так что при работе агрегата для данного вида пайки надо иметь определенные навыки в работе.
Сварочный аппарат для сварки проводов.
Прибор для сварки проводов должен иметь напряжение от 12 до 36 В. Самым хорошим вариантом является такой, чтобы аппарат имел функцию регулировки силы тока. Сам процесс пайки скруток составляет несколько секунд, в этот момент образуется капля для надежного крепкого соединения. Чтобы добиться максимального эффекта во время работы, необходимо учесть сечение и количество жил в проводе.
Для соединения применяют сварочные электроды, и сила тока при подаче на прибор будет зависеть от сечения и количества проводов. Так что давайте рассмотрим некоторые примеры подачи сварочного тока, а именно:
Соединение алюминиевых и медных проводов с помощью сварки.
- Если сечение провода 1,5 мм2, а количество медных проводов два, вам необходимо применять ток с мощностью 70 А.
- Если сечение 1,5 мм2, а количество медных проводов три, вам необходимо использовать ток с мощностью 80 А.
- Если сечение 2,5 мм2, а количество медных проводков два, вам необходимо использовать ток мощностью 100 А.
- Если сечение 2,5 мм2, а количество медных проводков четыре, вам необходимо использовать ток с мощностью 120 А.
Давайте рассмотрим, где можно применять аппарат для сварки скруток. Данный вид работы создается для того, чтобы провода прочно проводили через себя электрический ток. Такими объектами являются электрические щиты и шкафы, распределительные коробки, трансформаторы. Сварка скруток необходима во время выполнения ремонтных работ, на производстве и в быту.
Читайте также:
Какими бывают дефекты сварных швов.
Основные обозначения сварных швов на чертежах.
О сварке полипропиленовых труб читайте здесь.
Как происходит сварочный процесс?
Сам процесс состоит из нескольких главных этапов, которые необходимо знать каждому, кто собирается заниматься этим нехитрым делом. Сварочные этапы во время соединения скруток:
Материалы для изготовления сварочного аппарата для скруток.
- Необходимо взять кухонный нож или специальный строительный, а затем аккуратненько подрезать оболочку провода и снять нужные вам сантиметры.
- Для создания скруток берем несколько жил и скручиваем длиной около трех сантиметров.
- На место, где необходимо запаять, нужно надеть зажим и подключить массу сварочного аппарата.
- Необходимо выставить силу тока на сварочном аппарате и дождаться, когда электрод нагреется до нужной температуры.
Сам процесс сварки займет у вас буквально пару секунд. В этот маленький промежуток времени должен образоваться маленький шар меди. Если передержать установленное время, то концы проволоки просто расплавятся и станут очень ломкими. После того как закончится процесс работы, вам необходимо будет изолировать голые провода, а потом уже подключать напряжение.
После того как закончится процесс работы, вам необходимо будет изолировать голые провода, а потом уже подключать напряжение.
На промышленных предприятиях применяют большие переносные сварочные агрегаты, к которым подключен многожильный силовой кабель, а напряжение подается с очень большой силой. Но для домашнего быта вам подойдет аппарат на электронно-компьютерной плате. Дополнительно используется маленькая головка на сам аппарат и регулировка напряжения параметров и силы тока. Бывает так, что лишних средств не имеется для приобретения сварочного аппарата. Вот тогда приходит мысль о создании такого агрегата своими руками. Но только необходимо помнить, что согласно государственным стандартам 22917-78 нужно применять сварочную дугу.
Вернуться к оглавлению
Сварочный аппарат для сварки скруток своими руками
Электрическая схема аппарата для точечной сварки.
Материалы и инструменты:
- трансформатор;
- зажимы;
- угольный электрод;
- алюминиевый кабель;
- регулировка напряжения.

Если вам не по карману или нет лишних средств для приобретения данного вида устройства для домашнего использования, его можно изготовить своими руками.
Этот прибор можно сделать на основе трансформатора мощностью 450 Вт, дополнительно потребуется несколько подручных материалов.
Трансформатор можно использовать любой, но только чтобы у него была первичная медная обмотка толщиной 2х75 мм и вторичная обмотка на 6 мм с алюминиевым силовым кабелем. И дополнительно возьмите угольный электрод.
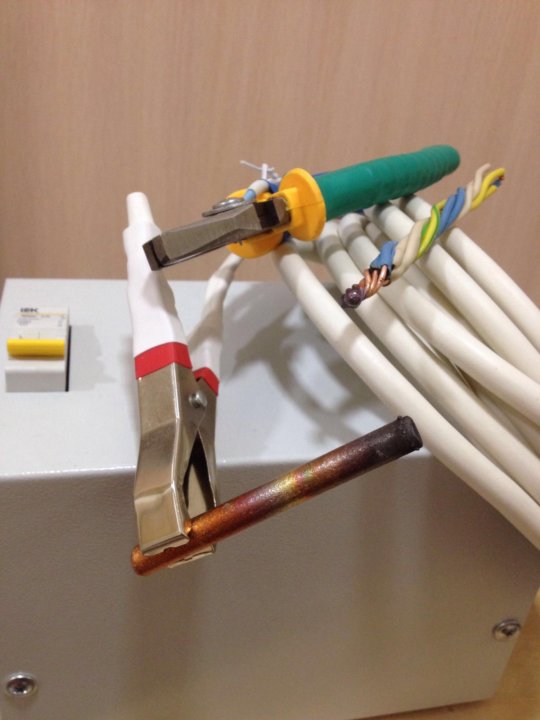
Помните, что в аппарате переменный электрический ток составляет от 30 до 40 А. Но максимальная точка напряжения составляет 15,5 Вт. Для того чтобы сделать ручку, которая будет выполнять функцию держателя электрода, вы можете использовать два зажима по типу «крокодил».
А для проводника вы можете использовать угольный электрод, который произведен из щетки троллейбусного контакта.
Самое главное преимущество в том, что прибор очень аккуратный в эксплуатации и прослужит вам не один год. Только не забывайте заряжать аккумулятор и обязательно следите за состоянием контактов. Ваш самодельный аппарат справится с любым видом работ. Конечно, самодельный агрегат не такой массивный, как тот, который используют на производстве. Он очень компактный, и его легко можно хранить в домашних условиях.
Только не забывайте заряжать аккумулятор и обязательно следите за состоянием контактов. Ваш самодельный аппарат справится с любым видом работ. Конечно, самодельный агрегат не такой массивный, как тот, который используют на производстве. Он очень компактный, и его легко можно хранить в домашних условиях.
Можно, конечно, пойти в магазин и потратить достаточно большую сумму для приобретения сварочного аппарата, но зачем? Ведь сделанный своими руками вам обойдется дешевле, и будет чем похвастаться перед друзьями. Так что дерзайте и попытайтесь удивить не только себя, но и своих друзей новым приспособлением, сделанным своими руками. Ведь так приятно выполнять домашние работы и осознавать, что вы это сделали сами!
инструкция и обзор сварочных аппаратов
Электрические провода, как для промышленных сетей, так и для автомобильных жгутов, могут соединяться различными способами. Наиболее надежным, рациональным и простым в последнее время стал метод сварочного соединения проводов. Давайте разберемся, почему специалисты сферы электротехники предпочитают подобную технологию всем остальным и какой сварочный аппарат лучше использовать.
Давайте разберемся, почему специалисты сферы электротехники предпочитают подобную технологию всем остальным и какой сварочный аппарат лучше использовать.
Подготовительные мероприятия
Любой вид сварочных работ принадлежит к категории опасных операций. Сварка медных проводов – тому не исключение, она так же опасна, как и сварка стальных деталей. Велика опасность возникновения пожара, поражения людей брызгами раскаленного металла.
Каждый участник может нахвататься зайчиков от вспышек электродов. Место проведения огневых операций необходимо тщательно подготовить.
Возле площадки, где осуществляются сварочные работы, должна быть установлена емкость с водой и лежать плотная кошма из негорючего материала. Наличие как минимум двух порошковых огнетушителей – обязательно.
Перед началом осуществления сварочных работ необходимо подобрать удобную, по размеру защитную маску и одеть сварочные рукавицы, покрытые специальной негорючей пропиткой. Работать только в сварочной спецодежде, соблюдая все меры пожарной безопасности и правил техники безопасности на производстве. Сваривать медные провода необходимо специальными угольными обмедненными электродами.
Сваривать медные провода необходимо специальными угольными обмедненными электродами.
Бывалые сварщики называют такие электроды «карандаш» за то, что внутри у них находится спрессованный графит. При отсутствии таких электродов, их можно заменить угольным стержнем от использованной обыкновенной батарейки. Величина сварочного тока, необходимого для соединения электрических проводов, приводится в специальных расчетных таблицах. При отсутствии таких таблиц, величину тока можно рассчитать самостоятельно.
Она зависит от сечения и числа свариваемых проводов. Следует учитывать, что характеристики электротехнической меди, используемой для производства медной катанки, из которой состоят жгуты проводов, значительно отличается по своим свойствам и составу. Разные производители изготавливают разную медь. Поэтому режимы сварки необходимо тоже корректировать. Ориентировочные расчеты необходимых значений тока приводятся ниже.
Сваривая два провода, изготовленные из меди, сечением 1,5 мм², необходимо использовать сварочный ток величиной 70А. Выполняя сварочные операции с тремя такими же проводами, потребуется сварочный ток величиной 80-90А. Взяв в работу два-три провода сечением 2,5 мм², следует установить рабочий ток величиной 80-100А. Для трех-четырех таких проводов необходим сварочный ток величиной 100-120А.
Выполняя сварочные операции с тремя такими же проводами, потребуется сварочный ток величиной 80-90А. Взяв в работу два-три провода сечением 2,5 мм², следует установить рабочий ток величиной 80-100А. Для трех-четырех таких проводов необходим сварочный ток величиной 100-120А.
Опытные профессиональные сварщики считают самым оптимальным такой режим сварки, когда электрод не прилипает к сопрягаемым деталям. При этом сохраняется устойчивый режим электрической дуги. Такое сочетание рабочих характеристик достигается опытным путем после многократных повторений в процессе работы.
Инверторный сварочный аппарат следует приобретать для сварки медных проводов с такими характеристиками, которые описаны выше. Если предполагается использование сварочной техники только для подобных операций, более мощная машина не нужна. С инверторным аппаратом можно успешно и эффективно сваривать медные провода сечением до 10 мм², используя сварочный ток величиной до 500А.
Технология сварки проводов
Выполнение соединения проводов посредством сварочного аппарата осуществляется с последовательной разбивкой на технологические операции.
Пошаговая инструкция:
- Тщательно зачистить кончики проводов на длину 100 мм, сняв оболочку ПВХ и изоляционный слой.
- Выполнить плотную скрутку зачищенных медных жил.
- Скрутку подрезать таким образом, чтобы торцы всех проводков были в одной плоскости. Длина скрутки должна быть не менее 50 мм.
- Подключить к скрутке массу сварочного аппарата. Надеть на нее медный зажим для отвода выделяющегося тепла.
- Зарядить в держатель угольный карандаш. Подвести его торец к концу скрутки, произвести сварку. В результате круговых движений угольным электродом по всем проводам скрутки, от воздействия электрической дуги на ней образуется шарик расплавленной меди. После образования шарика сварка прекращается.
- Во избежание расплавления изоляции, которой покрыты провода, сварочная обработка каждой отдельной скрутки не должна длиться более 1-2 секунд.
- Остывшие скрутки следует плотно изолировать лентой ПВХ либо термоусадочными трубками.

Соединения электрических проводов, выполненные с использованием сварочного аппарата, имеют современный дизайн, высокие нагрузочные характеристики, непревзойденное качество и хорошие эксплуатационные свойства.
Инверторный аппарат
Сварка медных проводов осуществляется постоянным и переменным током. Процесс обработки происходит при напряжении от 12 до 36 В. Необходимым условием должно быть регулирование сварочного тока в процессе выполнения работ. Эксперты в сфере электротехники утверждают, что наиболее подходящим инструментом, используемым для сварки проводов, является инверторный сварочный аппарат.
Инверторный аппаратСварочные аппараты инверторного типа давно и устойчиво завоевали популярность при соединении деталей из различных материалов. Широко известны такие их достоинства:
- удобные габаритные размеры;
- небольшая масса;
- наличие в комплекте надежного ремня для ношения через плечо.
Последняя опция особенно нравится сварщикам. Большинство распаечных коробок со жгутами проводов располагаются на высоте 2,5 – 3 метра от уровня пола. Поднявшись по лестнице-стремянке, специалисту удобно производить сварку проволочных скруток, повесив аппарат на ремне через плечо, чтобы руки оставались свободными.
Большинство распаечных коробок со жгутами проводов располагаются на высоте 2,5 – 3 метра от уровня пола. Поднявшись по лестнице-стремянке, специалисту удобно производить сварку проволочных скруток, повесив аппарат на ремне через плечо, чтобы руки оставались свободными.
У аппаратов инверторного типа используется весьма широкий диапазон регулирования сварочного тока. Подобные машины располагают крайне устойчивой дугой. Даже при использовании незначительных сварочных токов она отлично зажигается. Любой сварщик, даже без практического опыта, очень быстро осваивает данную технику. Используя инверторные сварочные аппараты, специалисты добиваются очень хороших результатов, получая высокое качество сварных соединений проводов.
Если сравнивать инверторные сварочные аппараты с привычными для всех трансформаторными аппаратами, то сразу бросается в глаза их малое потребление электрической энергии. Это большой плюс данным машинам, поскольку их можно безбоязненно подключать к бытовой энергосистеме. Свет при этом мигать не будет. Также исключены перебои в работе приборов различной бытовой аппаратуры. Никто из соседей жаловаться не будет.
Свет при этом мигать не будет. Также исключены перебои в работе приборов различной бытовой аппаратуры. Никто из соседей жаловаться не будет.
Трансформатор серии ТБС
Сварочные установки инверторного типа являются прекрасными машинами, отлично выполняющими качественное соединение проводов с медными жилами. При всем техническом совершенстве данных агрегатов все же есть у них один минус. Это высокая стоимость. Не каждая компания электротехнического профиля может позволить приобрести себе эту технику.
Трансформатор ТС 700-2Если предстоит разовая работа по соединению проводов в машине либо ремонтных работах в квартире, можно обойтись простым трансформатором серии ТБС.
Характеристики трансформатора:
- мощность 600 Вт;
- напряжение вторичной обмотки 9-36В.
Подключить к вторичной обмотке зажим массы и держатель электрода. Вместо угольного электрода – карандаша, можно взять стержень от использованной батарейки.
Как видно из статьи, аппарат для сварки проводов представляет собой несложный механизм. Его функции простые, доступные каждому пользователю. Чтобы сварить провода, необходим минимум материалов. Если необходимо производить ежедневную сварку проводов, следует приобрести инверторный аппарат. Для разовой сварки можно воспользоваться простым трансформатором ТБС. Выбирать вам. Удачи в работе!
Его функции простые, доступные каждому пользователю. Чтобы сварить провода, необходим минимум материалов. Если необходимо производить ежедневную сварку проводов, следует приобрести инверторный аппарат. Для разовой сварки можно воспользоваться простым трансформатором ТБС. Выбирать вам. Удачи в работе!
Сварочный аппарат для проволоки | FURUKAWA BUSSAN CO., LTD.
Сварщик встык
[Целевые материалы] Сталь, медь, желтая латунь, латунь, алюминий, нержавеющая сталь и другие сплавы
[Формы мишеней] Материал проволоки, материал стержня и листовой материал
[Характеристики мощности] 200 ВА (стандарт), 50/60 Гц, однофазный (можно настроить на 220/230/240 В переменного тока)
Контакт отдельно для напряжений, отличных от указанных выше.
■ Тип шины (стандартный тип)
Зажим сварочного материала: ручной рычаг
Давление стыка материала: пружина (ручной)
Включается кнопочным переключателем
| Модель | АВТОБУС-6-Б | АВТОБУС-13. 5-Б 5-Б | АВТОБУС-35-Б | |
|---|---|---|---|---|
| Номинальная мощность (кВА) | 6 | 13,5 | 35 | |
| Сварочная мощность | Стальная проволока (ммφ) | 3 ~ 6 | 3 ~ 10 | 4 ~ 14 |
| Медный провод (ммφ) | 3 ~ 5 | 3 ~ 8 | 4 ~ 10 | |
| Размеры станка (мм) | Ширина | 800 | 750 | 900 |
| Глубина | 440 | 415 | 520 | |
| Высота | 950 | 1,025 | 1,330 | |
| Использует | Различные проволочные материалы | |||
Диаметр проволоки является приблизительным справочным значением. Мы проведем для вас испытание на сварку, если вы предоставите нам материал проволоки, который будет фактически свариваться.
Мы проведем для вас испытание на сварку, если вы предоставите нам материал проволоки, который будет фактически свариваться.
Если существует несколько размеров проволоки или форма проволоки отличается от круглой, канавка для электрического штампа должна быть спроектирована отдельно.
■ КНБК (серийное производство)
Зажим сварочного материала: Пневматическое давление
Давление стыка материала: Пневматическое давление
Зажатие, включение, нагнетание давления, электрический возврат в исходное положение и отпускание зажима выполняются автоматически с помощью педали
| Модель | КНБК-12 | КНБК-25 | ||
|---|---|---|---|---|
| Номинальная мощность (кВА) | 12 | 25 | ||
| Сварочная мощность | Стальная проволока (ммφ) | 3 ~ 6 | 3 ~ 10 | |
| Медный провод (ммφ) | 3 ~ 5 | 3 ~ 8 | ||
| Размеры станка (мм) | Ширина | 730 | 927 | |
| Глубина | 340 | 540 | ||
| Высота | 970 | 1,100 | ||
| Использует | Провода медные, кольца, рамки | |||
Диаметр проволоки является приблизительным справочным значением. Электрическая матрица, соответствующая размеру материала проволоки, должна быть разработана отдельно.
Электрическая матрица, соответствующая размеру материала проволоки, должна быть разработана отдельно.
■ Тип BUB (стандартный тип)
Зажим сварочного материала: Пневматическое давление
Давление стыка материала: Пневматическое давление
После зажима с помощью ножного переключателя включение питания, нагнетание давления, электрический сброс матрицы и отпускание зажима выполняются автоматически с помощью кнопочного переключателя.
* Дополнительно: устройство автоматического отжига, монитор, контрольная лампа, таймер
| Модель | БУБ-35 | БУБ-50 | ||
|---|---|---|---|---|
| Номинальная мощность (кВА) | 35 | 50 | ||
| Сварочная мощность | Стальная проволока (ммφ) | 6 ~ 13 | 10 19 | |
| Медный провод (ммφ) | 6 ~ 9 | 7 ~ 13 | ||
| Размеры станка (мм) | Ширина | 1,200 | 1,300 | |
| Глубина | 850 | 900 | ||
| Высота | 1,470 | 1,490 | ||
| Использует | Проволока круглая, трубы | |||
Диаметр проволоки является приблизительным справочным значением.
■ Тип BOE (тип сильного наддува для качественной сварки)
Зажим сварочного материала: сильное пневматическое давление
Давление стыка материала: сильное пневматическое давление
После зажима с помощью ножного переключателя включение питания, повышение давления, электрический сброс штампа и отпускание зажима выполняются автоматически с помощью кнопочного переключателя.
* Дополнительно: устройство автоматического отжига, монитор, контрольная лампа
| Модель | БОЭ-4 | БОЭ-8 | БОЭ-12 | БОЭ-30 | БОЭ-50 | |
|---|---|---|---|---|---|---|
| Номинальная мощность (кВА) | 4 | 8 | 12 | 30 | 50 | |
| Сварочная мощность | Стальная проволока (ммφ) | 3 ~ 6. 5 5 | 6 ~ 10 | 7 ~ 13 | – | – |
| Медный провод (ммφ) | – | – | – | 7 ~ 11 | 10 ~ 16 | |
| Размеры станка (мм) | Ширина | 1,330 | 1,660 | 1,720 | 1,600 | 1,720 |
| Глубина | 915 | 1 050 | 1,100 | 1 050 | 1,100 | |
| Высота | 1,175 | 1,300 | 1,350 | 1,300 | 1,350 | |
| Использует | Стальная проволока, легированная проволока, алюминиевая проволока, желтая латунная проволока, нержавеющая проволока | Медные провода | ||||
Диаметр проволоки является приблизительным справочным значением. Электрическая матрица, соответствующая размеру материала проволоки, должна быть разработана отдельно.
Электрическая матрица, соответствующая размеру материала проволоки, должна быть разработана отдельно.
■ Тип BOJ (крупногабаритный ручной зажим)
Зажим сварочного материала: зажим большого размера (ручной)
Давление стыка материала: сильное пневматическое давление
Включение питания и повышение давления выполняются автоматически с помощью кнопочного переключателя.
* Дополнительно: устройство автоматического отжига, монитор, контрольная лампа
| Модель | BOJ-15 | BOJ-25 | ||
|---|---|---|---|---|
| Номинальная мощность (кВА) | 15 | 23.5 | ||
| Сварочная мощность | Стальная проволока (ммφ) | 6 ~ 13 | 9 13 | |
| Медный провод (ммφ) | – | – | ||
| Размеры станка (мм) | Ширина | 1,200 | 1,200 | |
| Глубина | 1 000 | 1 000 | ||
| Высота | 1,600 | 1,600 | ||
| Использует | Различные проволочные материалы | |||
Диаметр проволоки является приблизительным справочным значением. Электрическая матрица, соответствующая размеру материала проволоки, должна быть разработана отдельно.
Электрическая матрица, соответствующая размеру материала проволоки, должна быть разработана отдельно.
Аппарат для стыковой сварки микросхем
[Целевые материалы] Сталь, медь, никель, различные сплавы
[Форма мишени] Материал провода
[Характеристики мощности] 100/200 В переменного тока (стандарт), 50/60 Гц, однофазный (можно настроить на 110/220/230 / 240 В перем. Тока)
SB-8-41 и SB-8-8 не поддерживают 100 В перем. Тока.
Контакт отдельно для напряжений, отличных от указанных выше.
BMS-4 2016 年 3 月 25 日 を っ て 製造 中止 と な り た。 後 継 機 種 は SB-8-41 と な り ま す。。
BMS-8 、 25 。 後 継 機 種 は SB-8-8 と な り ま す。
■ BMS тип
Зажим сварочного материала: ручной рычаг
Давление стыка материала: пружина (ручной)
Включается кнопочным переключателем
| Модель | БМС-0.1 | БМС-1 | СБ-8-41 | СБ-8-8 | |
|---|---|---|---|---|---|
| Номинальная мощность (кВА) | 0,1 | 1 | 4 | 8 | |
| Сварочная мощность | Стальная проволока (ммφ) | 0. 15 0,60 15 0,60 | 0,35 ~ 1,80 | 1,20 4,00 | 4,00 8,00 |
| Медный провод (ммφ) | – | 0,50 ~ 1,60 | 1,40 ~ 3,60 | 4,00 6,00 | |
| Размеры станка (мм) | Ширина | 150 | 150 | 350 | 350 |
| Глубина | 195 | 195 | 270 | 270 | |
| Высота | 255 | 255 | 400 | 400 | |
| Использует | Проволока из различных материалов | ||||
Диаметр проволоки является приблизительным справочным значением.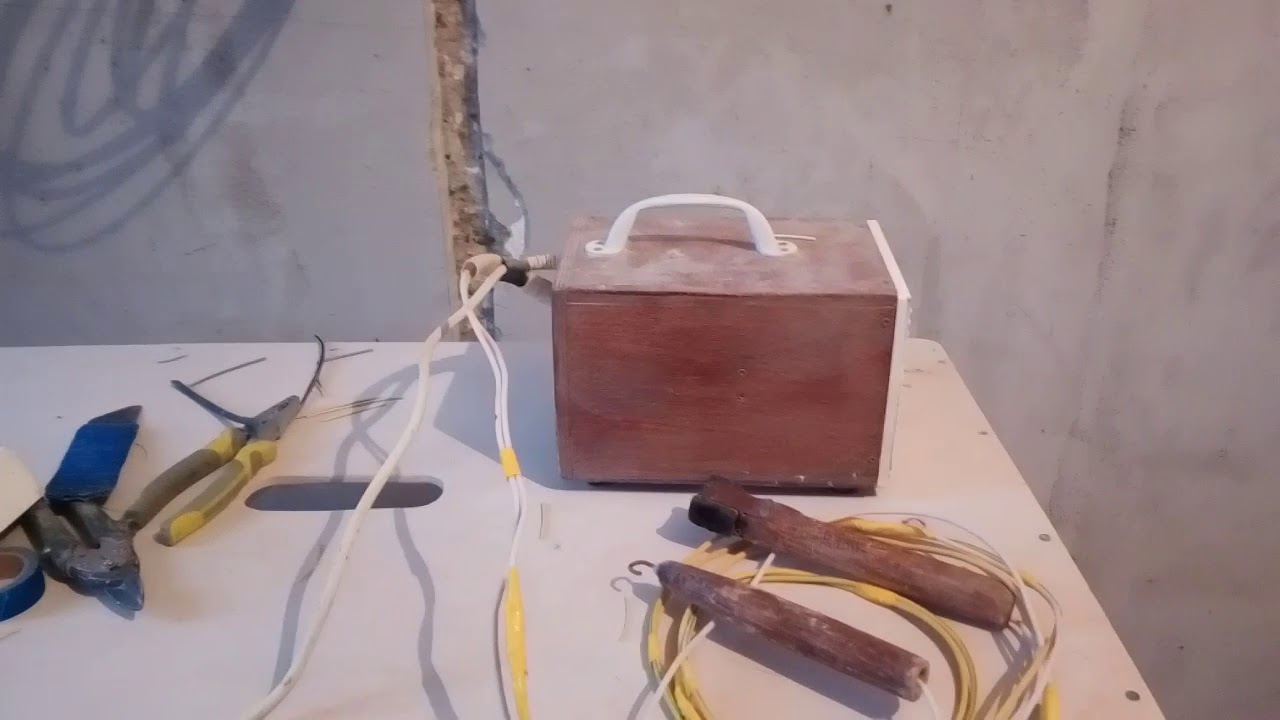 Мы проведем для вас испытание на сварку, если вы предоставите нам материал проволоки, который будет фактически свариваться.
Мы проведем для вас испытание на сварку, если вы предоставите нам материал проволоки, который будет фактически свариваться.
Если существует несколько размеров проволоки или форма проволоки отличается от круглой, канавка для электрического штампа должна быть спроектирована отдельно.
Станок для стыковой сварки деформированных стержней / проволоки
[Материал мишени] Деформированные стержни / проволока
[Форма мишени] Материал стержня
[Характеристики питания] 200/220/230/240 В переменного тока, 50/60 Гц, однофазный (можно настроить на 380/400/415/440)
Диаметр проволоки является приблизительным справочным значением.Мы проведем для вас испытание на сварку, если вы предоставите нам материал проволоки, который будет фактически свариваться.
Если имеется несколько размеров проводов, канавку для электрического штампа необходимо проектировать отдельно.
■ Тип БУЭ
Зажим сварочного материала: Пневматическое давление
Давление стыка материала: Пневматическое давление
После зажима с помощью ножного переключателя включение питания, нагнетание давления, электрический сброс матрицы и отпускание зажима выполняются автоматически с помощью кнопочного переключателя.
* Дополнительно: устройство автоматического отжига, монитор, контрольная лампа, таймер
| Модель | БУЭ-60-У | БУЭ-80-У | БУЭ-100-У | ||
|---|---|---|---|---|---|
| Номинальная мощность (кВА) | 60 | 80 | 100 | ||
| Свариваемость Стальная проволока (ммφ) | D10-D16, SD295, SD345 | D10-D25, SD295, SD345 | |||
| Размеры станка (мм) | Ширина | 1 000 | 1,550 | 1,250 | |
| Глубина | 700 | 1,450 | 850 | ||
| Высота | 1,600 | 1820 | 1,800 | ||
| Использует | 異形 鉄 筋 | ||||
Диаметр проволоки является приблизительным справочным значением. Пожалуйста, обращайтесь отдельно для получения подробной информации о высокопрочных материалах. Электрическая матрица, соответствующая размеру материала проволоки, должна быть разработана отдельно.
Пожалуйста, обращайтесь отдельно для получения подробной информации о высокопрочных материалах. Электрическая матрица, соответствующая размеру материала проволоки, должна быть разработана отдельно.
Электропайка
【対 象 材質】 異形 鉄 筋
【対 象 形状】 棒材
【電源 仕 200/220/230/240 В переменного тока 、 50/60 Гц 、 単 相 (380/400/415/440 注)
Пайка осуществляется прямым сопротивлением нагрев целевого объекта, такого как материал проволоки, листовой материал и трубы.
Это не только помогает достичь высокой производительности за счет экономии энергии по сравнению с другими методами пайки, но и имеет ряд преимуществ, таких как отсутствие загрязнения окружающей среды, отсутствие необходимости в квалифицированных операторах, высокая безопасность и низкие эксплуатационные расходы.
Диаметр проволоки является приблизительным справочным значением. Мы проведем для вас испытание на сварку, если вы предоставите нам материал проволоки, который будет фактически свариваться. Если имеется несколько размеров проводов, канавку для электрического штампа необходимо проектировать отдельно.
Если имеется несколько размеров проводов, канавку для электрического штампа необходимо проектировать отдельно.
■ Тип RBD (малая электрическая установка для стыковой пайки)
Области применения: пайка стыковыми концами коммуникационных кабелей, коаксиальных кабелей и тонких медных проводов.
Особенности: Поскольку этот аппарат имеет небольшие размеры, легкий вес, безопасен и прост в эксплуатации, его может легко использовать любой.
Источник питания: 100/110 В переменного тока, 50/60 Гц, однофазный (RBD-0,15 (E), -0,3 (E))
200/220 В переменного тока, 50/60 Гц, однофазный (RBD-0,5 (E) , -1)
| Модель | РБД-0.15 (Э) | РБД-0.3 (Э) | РБД-0.5 (Э) | РБД-1 | |
|---|---|---|---|---|---|
| Номинальная мощность (кВА) | 0.15 | 0,3 | 0,5 | 1 | |
| Свариваемость Стальная проволока (ммφ) | 0,3 ~ 1,0 | 0,5 ~ 2,0 | 0,6 ~ 3,0 | 1,2 ~ 4,0 | |
| Размеры станка (мм) | Ширина | 200 | 200 | 280 | 280 |
| Глубина | 160 | 160 | 280 | 280 | |
| Высота | 250 | 250 | 280 | 280 | |
| Использует | Кабели связи, коаксиальные кабели, тонкие медные провода и т. Д. Д. | ||||
(E) указывает, что электрическая секция матрицы может перемещаться.
Диаметр проволоки является приблизительным справочным значением.
■ Тип РПН (переносная электрическая паяльная машина)
Применение: пайка внахлест конца трансформатора и различных обручей, а также пайка конца кабеля и клемм, гильзы для конца кабеля и кабелей связи.
Характеристики: трансформатор и электрическая паяльная секция разделены, и, кроме того, перемещение легко из-за небольшого размера и легкий вес.
Источник питания: 100/110 В переменного тока, 50/60 Гц, однофазный (RPH-1.5)
200/220 В переменного тока, 50/60 Гц, однофазный (RPH-2.5)
| Модель | РПН-1.5 | РПН-2,5 | |||
|---|---|---|---|---|---|
| Номинальная мощность (кВА) | 0,15 | 0,3 | |||
| Свариваемость Стальная проволока (ммφ) | МАКС.10 MM ширина X1MM толщина | MAX. 15 15 MM ширина X1MM толщина | |||
| Размеры станка (мм) | Ширина | 300 | 300 | ||
| Глубина | 400 | 400 | |||
| Высота | 340 | 340 | |||
| Использует | Конец трансформатора, различные обручи, конец кабеля | ||||
(E) указывает, что электрическая секция матрицы может перемещаться.
Диаметр проволоки является приблизительным справочным значением.
— Производитель аппарата для стыковой сварки высаженной проволоки from Taloja
| Мощность | 3 кВА |
| Вес | 25 кг |
| Размеры | 275x235x225 мм |
| Входное напряжение | 230 В |
| Рабочий цикл | 50 циклов |
| 13 Amp |
 Они разработаны для облегчения надежной и простой эксплуатации. Концы полотна ленточной пилы были соединены пайкой внахлест. Этот модельный ряд сварочных аппаратов, получивший признание благодаря своим уникальным характеристикам, предлагается по очень разумным ценам.
Они разработаны для облегчения надежной и простой эксплуатации. Концы полотна ленточной пилы были соединены пайкой внахлест. Этот модельный ряд сварочных аппаратов, получивший признание благодаря своим уникальным характеристикам, предлагается по очень разумным ценам. Характеристики:
- Простота использования
- Точный размер
- Легкий
- Устойчивость к повреждениям
Процесс сварки:
Оборудование для стыковой сварки, лезвие пилы или концы проволоки срезаются прямо под прямым углом и без заусенцев, на специальной насадке для резки.Сварочный ток, давление настройки и способ настройки устанавливаются в соответствии с шириной лезвия, концы лезвия правильно зажимаются специальными быстродействующими зажимами, предусмотренными на аппарате. При нажатии на рычаг сварки происходит автоматический цикл сварки. Два конца нагреваются до температуры ковки за несколько секунд, а затем автоматически штампуются (осаживаются).
 В этот момент; сварочный ток отключается автоматически. Работа завершена, и сварка завершена.
В этот момент; сварочный ток отключается автоматически. Работа завершена, и сварка завершена. Приставка для отжига:
Рычаг переключателя пути установки вверх теперь повернут в положение отжига, и задание снова надежно закреплено с увеличенным расстоянием между губками, которое составляет J, автоматически переводя рычаг в положение отжига.При нажатии переключателей отжига, на которых предусмотрены два положения нагрева, выполняется отжиг задания для нормализации хрупкости в зоне сварки. В зависимости от типа материала процесс отжига при необходимости следует повторять несколько раз.
Precision Welding:
Минутный контроль точности обеспечивается за счет использования новейшего устройства управления. Подвижные губки вращаются по прецизионным шариковым направляющим, которые практически полностью снижают трение и обеспечивают высочайшую точность сварки.
Режущая насадка:
Ножницы специальной ширины для установки на передней части станка доступны в качестве аксессуара
Шлифовальная насадка:
Шлифовальная насадка доступна в качестве аксессуара; установлен на верхней части машины и необходим для удаления сварочной пленки.
Технические характеристики:
| Модель | Рабочий материал | Диаметр диапазона сварки. | Емкость | Grinde r | Вес (приложение) | Размеры (приложение) | Входное напряжение | Ток | Рабочий цикл |
| SBBW-325 | Ленточные пилы CS | от 3 мм до 25 мм, От 1/8 дюйма до 1 дюйма | 3 кВА (номинал) | 0,12 кВА | 25 кг (нетто) 35 кг (брутто) | 275x235x225 мм | 230 В 50 циклов | 13 ампер | 20% |
| SBBW-535 | Ленточные пилы CS | 5-35 мм, от 1/4 «до 11/2» | 5 кВА (номинальное значение) | 0. 12 кВА 12 кВА | 28 кг (Нетто) 37 кг (Брутто) | 275x235x225 мм | 230 В 50 циклов | 18 А | 20% |
ПРОВОД МЕДНЫЙ ДЛЯ СВАРОЧНОЙ СВАРКИ (SUDRONIC)
AVISO LEGALEn virtud de la Ley 34/2002 de servicios de la sociedad de la información y de comercio electrónico, le informamos que esta página Web es propiedad de TORNS ENTERPRISES S.L., CIF. B63934640, en adelante VICENTE TORNS, domicilio social sito en Cl Compositor Bach, 37 P.L Ca Jardí, 0891 Rubí España
ОПРЕДЕЛЕНИЯ
ИНТЕРНЕТ: Dominio que se pone aposición de los Usuarios de Internet. Опишите систему доступа к информации через Интернет. Páginas disñadas y publicadas bajo un nombre de Dominio en Internet y que son el resultado de la información que el titular pone a disición del Usuario.
USUARIO: Persona física o jurídica que navega por la Web.
CONTENIDO: Información y servicios que Complan la totalidad del dominio que VICENTE TORNS pone a распорядок Усуарио. Contiene mensajes, textos, gráficos, fotografías, iconos, logos, links, software, aspecto, design gráfico y, en general, toda la información contenida en la Web.
HIPERENLACE: Técnica por la que el Usuario puede navegar por differentes páginas de la Web, o por Internet, с простым щелчком мыши по тексту, значком или ботом, показывающим, что contiene el enlace.
COOKIES: Medio técnico para la trazabilidad y seguimiento de la navegación en los sitios Web, son pequeños ficheros de texto que se escriben en el ordenador del Usuario. Al tener implaciones sobre la privacidad, VICENTE TORNS avisará oportuna y fehacientemente al Usuario de su utilización.
USO DE LA WEB
El Acceso y uso de esta Web atribuye a quién lo realiza la condición de Usuario y está condicionado a la previa lectura y aceptación, exresa y sin reservas de las presentes condiciones generales de uso vigentes en el momento PRIVACIDAD, que rogamos lea detenidamente.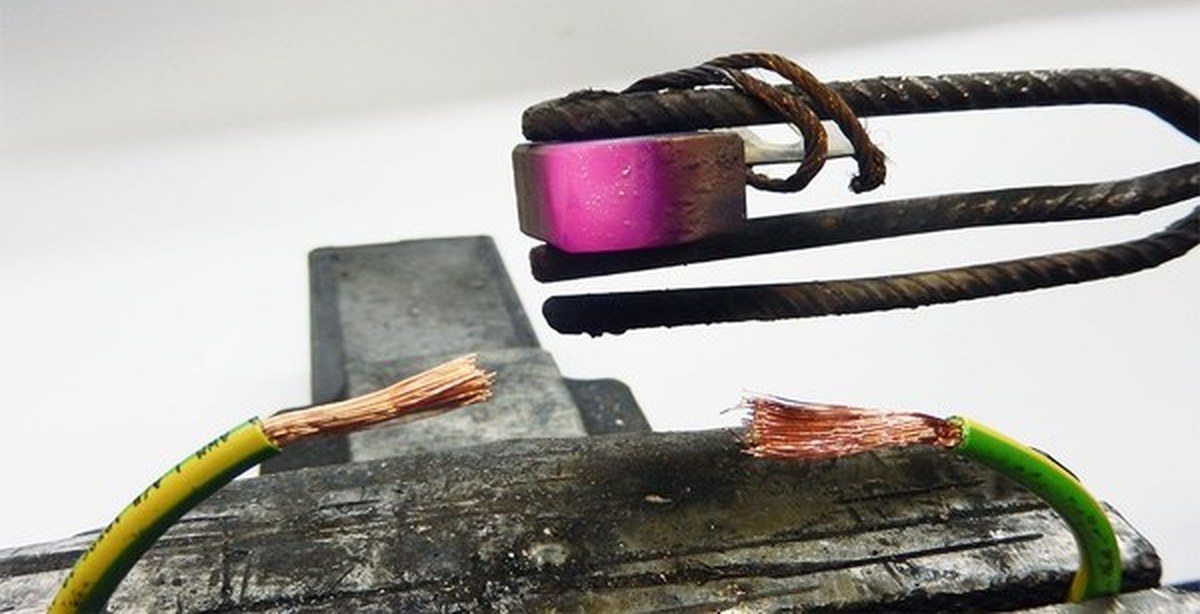 Чтобы получить доступ к веб-сайту, вы можете узнать, что делать, если у вас есть ограничения на использование ресурсов.
Чтобы получить доступ к веб-сайту, вы можете узнать, что делать, если у вас есть ограничения на использование ресурсов.
A través de nuestra Web http://www.vicentetorns.com les ofrecemos información sobre VICENTE TORNS.
DERECHOS DE AUTOR
Todos los contenidos, textos e imágenes presentes en esta Web son propiedad de VICENTE TORNS, incluso todo el contenido que a título enunciativo, gráficos, logotipos, marcas, dibujos Industriales, iconos, clips de audio reco de vosdeacion , informaciones y cualquier otro signo, quedan sujetos y protegidos por los derechos de propiedad intelligent в пользу VICENTE TORNS.Queda prohibida su воспроизводится, distribución, transformación, total o parcial, sin la autorización expresa de VICENTE TORNS.
El Usuario únicamente tiene derecho a un uso privado de los mismos, necesitando autorización expresa de VICENTE TORNS para modificarlos, reproducirlos, explotarlos, distribuirlos o cualquier otro derecho perteneciente a su titular.
Sin perjuicio de lo anterior se Concede al Usuario los derechos de Acceso, descarga, impresión, воспроизводится en cualquier soporte, así como, la utilización de los contenidos de la Web a los que se le permite tener Acceso, con fin meramente informa.
Para el caso de que considere que se está уязвимость en la presente Web cualquier normativa referente a los derechos de propiedad intelligent u otros derechos, rogamos nos lo comuniquen con el objeto de restablecer el orden perturbado, si es que se hub.
CONTENIDO DE LA WEB
Los contenidos de esta Web tienen como finalidad informar y dar a conocer las actividades, productos y servicios prestados por VICENTE TORNS.Queda prohibido el uso de contenidos de la Web para promocionar, contratar, o divulgar publicidad o información propia o de terceras personas, sin la autorización de VICENTE TORNS, ni remitir publicidad o información valiéndose para ello de losoni servicios дель Усуарио на пути к сети.
CONDICIONES DE ACCESO
El acceptso a nuestra Web es gratuito y no exige previa suscripción o registro.El Usuario deberá accept a la Web conforme a la buena fe y a las presentes condiciones generales de uso y, realizará el acceptso bajo su propia y exclusiva responsabilidad.
El Usuario tiene expresamente prohibido la utilización y obtención de los servicios y contenidos ofrecidos en la presente Web para процедурии, отличительные от estipulados en las condiciones de uso.
CONSENTIMIENTO Y AUTORIZACIÓN AL TRATAMIENTO AUTOMATIZADO DE SUS DATOS PERSONALES
Finalidad: como responsable del Fichero, le informa que en el momento que el Usuario nos coefica sus datos de carácter personal, mediante correos electrónicos, está otorgando su autorización y consentimiento expreso para la incinformation enrosiónest , si bien con carácter revocable y sin efectos retroactivos, aceptando la presente política de Privacidad Respecto a los datos suministrados, que en todo momento serán tratados confidencialmente, observando todas las exigencias dem legales recogidas en la Ley Orgacción de Legacián de Ley Orgacción de Legacián de Ley Orgaccios. La presente política de privacidad se rige por la normativa exclusivamente aplicable en España, quedando sometida a ella todo Usuario que utilice esta Web, tanto nacionales como extranjeros.
La presente política de privacidad se rige por la normativa exclusivamente aplicable en España, quedando sometida a ella todo Usuario que utilice esta Web, tanto nacionales como extranjeros.
Legitimación: Su consentimiento
Destinatarios: No sederán a terceros ajenos a las empresas de VICENTE TORNS, salvo Oblivación legal.
Derechos: Tiene usted derecho a obtener confirmación sobre si en VICENTE TORNS estamos tratando datos personales que le conciernan, o no.Tiene derecho accessder a sus datos personales, así como a solicitar la rectificación de los datos notactos o, en su caso, solicitar su supresión cuando, entre otros motivos, los datos ya no sean necesarios para los fines que fueron recogidos. Enterminadas circunstancias, puede solicitar la limitación del tratamiento de sus datos, en cuyo caso únicamente los conservaremos para el ejercicio o la defensa de reclamaciones o por обязательный юридический. Enterminadas circunstancias y por motivos relacionados con su situación, в частности, puede oponerse al tratamiento de sus datos.En este caso, dejaremos de tratar sus datos personales, salvo por motivos legítimos imperiosos, o el ejercicio o la defensa de posibles reclamaciones. También puede solicitar la portabilidad de sus datos personales, cuando sea técnicamente posible. Puede ejercer sus derechos a la empresa. (Подробные сведения о юридических лицах).
Enterminadas circunstancias y por motivos relacionados con su situación, в частности, puede oponerse al tratamiento de sus datos.En este caso, dejaremos de tratar sus datos personales, salvo por motivos legítimos imperiosos, o el ejercicio o la defensa de posibles reclamaciones. También puede solicitar la portabilidad de sus datos personales, cuando sea técnicamente posible. Puede ejercer sus derechos a la empresa. (Подробные сведения о юридических лицах).
VICENTE TORNS como responsable del Fichero, le informa que en el momento que el Usuario nos coefica sus datos de carácter personal, mediante correos electrónicos, está otorgando su autorización y consentimiento expreso para la incustimus datosus, bien con carácter revocable y sin efectos retroactivos, aceptando la presente política de privacidad correo a los datos suministrados, que en todo momento serán tratados confidencialmente, observando todas las exigencias legales recogidas en la Ley Orgánica de la GDPR применимо.![]() La presente política de privacidad se rige por la normativa exclusivamente aplicable en España, quedando sometido a ella todo Usuario que utilice esta Web, tanto nacionales como extranjeros.
La presente política de privacidad se rige por la normativa exclusivamente aplicable en España, quedando sometido a ella todo Usuario que utilice esta Web, tanto nacionales como extranjeros.
DATOS SOLICITADOS Y FINALIDAD
La recogida y tratamiento automatizado de los datos personales por VICENTE TORNS a través de la presente Web tiene como finalidad la gestión y administración de los servicios ofrecidos por VICENTE TORNS или uncrease of uncreated gertas de empleos, ofrecerle un correcerle información para la recogida y procedure de información de los datos del Usu en el desarrolílo de la Активные данные ofertas comerciales en el futuro, sobre productos y servicios que pueden resultar de su interés, el envío de actualizaciones de servicios, el envío por medios tradicionales o electrónicos de información técnica, portiva ocomrcial, sobre productErecid oORNicios of por terceras Empresas Colaboradoras, envío periódico de avisos o envío de información expresamen te solicitada por el Usuario. Примените меры по защите данных в соответствии с реальным декретом 1720/2007, 21 декабря и GDPR в 2016 году, в соответствии с нормативными требованиями к материалам Protección de Datos de Carácter Personal, como garantía en la tratidencialidadto.
Примените меры по защите данных в соответствии с реальным декретом 1720/2007, 21 декабря и GDPR в 2016 году, в соответствии с нормативными требованиями к материалам Protección de Datos de Carácter Personal, como garantía en la tratidencialidadto.
VICENTE TORNS le informa que en ningún caso el Usuario está обязательный кейс, который используется для облегчения работы с данными, личными данными, que para el caso que decida fasteners, éstos son los adecuados, pertinentes y estrictamente necesarios, en corredencia con la consulta oertas el servicio trabajo y, que resultan imprescindibles para proporcionarle las informaciones pertinentes.
DERECHOS
Tiene usted derecho a obtener confirmación sobre si en VICENTE TORNS estamos tratando datos personales que le conciernan, o no. Tiene derecho accessder a sus datos personales, así como a solicitar la rectificación de los datos notactos o, en su caso, solicitar su supresión cuando, entre otros motivos, los datos ya no sean necesarios para los fines que fueron recogidos. Enterminadas circunstancias, puede solicitar la limitación del tratamiento de sus datos, en cuyo caso únicamente los conservaremos para el ejercicio o la defensa de reclamaciones o por обязательный юридический.Enterminadas circunstancias y por motivos relacionados con su situación, в частности, puede oponerse al tratamiento de sus datos. En este caso, dejaremos de tratar sus datos personales, salvo por motivos legítimos imperiosos, o el ejercicio o la defensa de posibles reclamaciones. También puede solicitar la portabilidad de sus datos personales, cuando sea técnicamente posible. Puede ejercer sus derechos dirigiéndose a la dirección indicada en esta página.
Enterminadas circunstancias, puede solicitar la limitación del tratamiento de sus datos, en cuyo caso únicamente los conservaremos para el ejercicio o la defensa de reclamaciones o por обязательный юридический.Enterminadas circunstancias y por motivos relacionados con su situación, в частности, puede oponerse al tratamiento de sus datos. En este caso, dejaremos de tratar sus datos personales, salvo por motivos legítimos imperiosos, o el ejercicio o la defensa de posibles reclamaciones. También puede solicitar la portabilidad de sus datos personales, cuando sea técnicamente posible. Puede ejercer sus derechos dirigiéndose a la dirección indicada en esta página.
GARANTIA DE CONFIDENCIALIDAD Y SEGURIDAD DE LOS FICHEROS
VICENTE TORNS se compromete al cumplimiento de su Obligación de secretto de los datos de carácter personal y de su deber de tratarlos con confidencialidad y, asume a estos efectos, las medidas de índole técnica, organativa y su deber de segaridad, pérdida, tratamiento o acceptso no autorizado, de acuerdo con lo establecido en la Ley Orgánica 15/1999, de 13 de diciembre, de Protección de Datos de Carácter Personal, RGPD del 2016 y demás legalaciones aplicables.
VICENTE TORNS se reserva el derecho a modificar su Política sobre Protección de Datos en cualquier momento con el fin de adaptarla a novedades o cambios законодательные, юриспруденции или, de los criterios seguidos por la Agenor de la Protección de la Protección de la Protección de la Protección de la Protección de La comptente en cada momento, lo que anunciará oportunamente a través de la Web.
ОТВЕТСТВЕННОСТЬ
Al poner a displición del Usuario nuestra Web intentamos ofrecerle contenidos y servicios de calidad, utilizando la máxima diligencia no solo en la prestación de los mismos, sino también en los medios tecnológicos utilizados.Нет постоянно никаких ответов на наличие вируса о cualquier otro elemento que de algún modo puedan dañar el sistema informático, documentos y ficheros del Usuario.
VICENTE TORNS не гарантирует правильного функционирования в отношении использования и непрерывности работы в Интернете.