Аппарат для сварки ленточных пил
Инструмент для ленточнопильных станков постоянно работает при воздействии растягивающих напряжений, отчего пилы часто разрываются. Несмотря на то, что инструментальные стали не очень охотно свариваются, единственным способом восстановления работоспособности лезвий считается всё же сварка пильного полотна. Для чего, естественно, потребуется аппарат для сварки ленточных пил.
Особенности сварки
При обрыве части ленточной пилы, необходимо подготовить лезвие к сварке. Оксидную плёнку тщательно удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Следующей подготовительной стадией является шлифование торцов свариваемого пильного полотна. В домашних условиях для этих целей используют фрезер, а при надёжном закреплении кромок полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском. Кромки затачивают под углом 45º, а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
Кромки затачивают под углом 45º, а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
Бывает, что разорванное пильное полотно деформировано. Сварка ленточных пил по металлу со скрученным лезвием невозможна, поэтому придётся предварительно провести отпуск, режим которого подбирается соответственно марке стали. Для ленточных пил, которые изготовлены из быстрорежущих сталей, режим отпуска заключается в их нагреве до 300…400ºС, выдержке при этой температуре в течение 2…3 минут и последующем медленном охлаждении на спокойном воздухе. Ленточные пилы из углеродистых легированных сталей отпускают при более низкой температуре – 180…250ºС.
Сварка кромок может быть только стыковой.
Оборудование
Станки для сварки ленточных пил подразделяются на стационарные и мобильные. Последние представляют собой импульсные агрегаты использующие принцип сварочного инвертора. Стационарные станки для сварки ленточных пил работают от трёхфазной сети 380 В, и обладают повышенными технологическими возможностями.
Последовательность действия аппарата для стыковой сварки ленточных пил такова. Фиксация заготовки происходит в зажимном устройстве, которое имеет две стороны. Левая, неподвижная часть электрически изолирована. Правая – подвижная – соединяется с заземлителем. После зажима краёв разорванного пильного полотна обе части сближаются, и к ним прикладывается давление прижима. Источником давления могут быть:
- Механические передачи типа «винт-гайка» (для портативных аппаратов).
- Пружина (используется также в самодельных устройствах).
- Энергия сжатого воздуха.
- Гидравлика.
В большинстве конструкций используется пневматический прижим, что удобно, поскольку для охлаждения сварочного аппарата всё равно потребуется достаточно мощный вентилятор.
В процессе разогрева сжимаемые кромки лезвия плавятся. После этого давление должно поддерживаться ещё некоторое время, для того, чтобы удалить легкоплавкие примеси из сварного шва. При этом расход электроэнергии практически не снижается. Такой недостаток отсутствует в аппаратах для сварки ленточных пил, которые реализуют контактный флеш-метод сварки. При этом давление к заготовке прикладывается не всё время, а лишь в конечный момент процесса, когда ток (из-за больших зазоров) уже разогрел кромку лезвия до достаточно высокой температуры.
Такой недостаток отсутствует в аппаратах для сварки ленточных пил, которые реализуют контактный флеш-метод сварки. При этом давление к заготовке прикладывается не всё время, а лишь в конечный момент процесса, когда ток (из-за больших зазоров) уже разогрел кромку лезвия до достаточно высокой температуры.
Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.


Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.
Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.

В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.
Аппарат для сварки ленточных пил G 10-40
- Поставщик: Griggio Италия
Модель G 10-40
Аппарат для сварки ленточных пил. Отрезка, контактная сварка и отжиг. Ширина полотна 10-40 мм
Общая информация о станке для сварки лент и напайки стеллита G10-40
Сварочный аппарат мод. G 10-40 предназначен для контактной сварки в стык с последующим отжигом ленточных пил шириной 10-40 мм постоянным током.
В комплект входят: аппарат для сварки ленточных пил и ножницы для обрезки концов ленточных пил.
G 10-40 предназначен для контактной сварки в стык с последующим отжигом ленточных пил шириной 10-40 мм постоянным током.
В комплект входят: аппарат для сварки ленточных пил и ножницы для обрезки концов ленточных пил.Опции, описания
Базовая комплектация станка:
- Ножницы для обрезки концов ленточных пил.
- Руководство по эксплуатации на русском языке.
Технические характеристики оборудования для сварки лент и напайки стеллита G10-40
| |||||||||||
Запчаcти других производителей
Пилы ленточные
Продажа оборудования для сварки лент и напайки стеллита – пожалуйста, уточняйте наличие товара на складе. Информация о станке для сварки лент и напайки стеллита размещенная на этом сайте не является публичной офертой.
Информация о станке для сварки лент и напайки стеллита размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор — ИНТЕРВЕСП,
дата публикации 23.12.2011 12:54, дата последнего изменения 23.12.2011 12:54.
intervesp-stanki.ru © 2002-2021, Все права защищены.
Публикация разрешена с письменного разрешения автора.
Оборудование IDEAL-BAS (Германия) для сварки ленточных пил
Основной показатель качества ленточной пилы – точность сварки её концов. Высокотехнологичное оборудование IDEAL-BAS обеспечивает идеальное круговое соединение полотна за короткое время.
Немецкая компания выпускает несколько видов машин для сварки ленточных пил. Это 4 стыкосварочных аппарата семейства BAS. Они работают по принципу контактной сварки непрерывным оплавлением и отличаются друг от друга такими характеристиками, как:
мощность трансформаторов;
максимальное усилие осадки;
тип привода устройства зажима пилы.

Область применения каждого из этих аппаратов также различна.
Станок IDEAL ВAS 051 сваривает:
полотна по дереву;
лобзиковые полотна;
ножи;
любые биметаллические пилы шириной до 34 мм;
пилы некоторых производителей полотна – до 41 мм.
Станок IDEAL ВAS 052, помимо всего вышеперечисленного, надёжно и точно варит все биметаллические пилы шириной до 41 мм и в зависимости от производителя полотна пилы до 54 мм.
Станок IDEAL ВAS 100 способен сварить:
полотна по дереву шириной от 20 до 100 мм;
биметаллические пилы по металлу шириной до 81 мм в зависимости от производителя.
Этот аппарат, как и следующий, не подходит для сварки лобзиковых полотен.
Ширина полотен, которые сваривает станок IDEAL ВAS 120, – от 25 до 120 мм и биметаллических пил по металлу до 105 мм с учётом опять же производителя полотна.
Весь процесс сварки и термообработки на этих аппаратах автоматизирован.![]()
Нужна ленточная пила за час? На высокотехнологичном оборудовании IDEAL-BAS её легко изготовить. При этом гарантируется главное – высокое качество сварного шва.
Назначение аппарата сварки ленточных пил
Сварка ленточных пил является узкоспециализированной распространенной операцией. Ее назначение заключается в подготовке к интенсивной работе ленточных пил различных типов. Для проведения сварки используются специальные аппараты. Помимо прямого назначения они позволяют восстанавливать требующие ремонта (обычно порванные) ленточные пилы. Сварочное оборудование используется и для изготовления новых пил из бухт.
Аппараты выполнены в виде устройства, в котором пропускается электрический ток через состыкованные в зажимных элементах концы пилы. Электрический ток позволяет плавить и одновременно сваривать кромки торцов полотна. Для подвода тока используются электроды, которые прочно соединены с зажимными фиксаторами пилы.
Для подвода тока используются электроды, которые прочно соединены с зажимными фиксаторами пилы.
Принцип, по которому осуществляется сварка ленточных пил – частный случай контактно-стыкового сваривания методом оплавления или сопротивления. Технологичные сварочные аппараты для работ с ленточными пилами делятся на три группы:
- оборудование для сваривания сопротивлением. Недорогие и компактные устройства для ремонта пил по дереву на производственных объектах по распиловке леса. Аппараты отличаются простой конструкцией, невысокой производительностью. За смену с их помощью можно выполнить несколько десятков сварок;
- оборудование для сваривания оплавлением. Это техника среднего класса, которая функционирует по принципу непрерывного оплавления. Она используется для оперативного сваривания всех разновидностей ножей, даже биметаллических с напайкой. При полной загрузке можно сделать примерно сотню сварок в течение смены;
- аппараты для сваривания оплавлением с автоматизацией цикла. При работе этого оборудования осуществляется съем сваренного полотна при частичном удалении грата. Высокая производительность техники позволяет легко делать несколько сотен сварок за смену.
Подобное сварочное оборудование применяется на крупных производствах, в сервисных центрах. Для подготовки и контроля процесса помимо сварочной техники используются станки для зачистки и пирометры. Весь процесс контролируется оператором.
 При работе этого оборудования осуществляется съем сваренного полотна при частичном удалении грата. Высокая производительность техники позволяет легко делать несколько сотен сварок за смену.
При работе этого оборудования осуществляется съем сваренного полотна при частичном удалении грата. Высокая производительность техники позволяет легко делать несколько сотен сварок за смену. Для запуска сварочного процесса необходимо нажать пусковую кнопку либо повернуть рукоятку. Вследствие этих простых манипуляций к концам пилы подводится ток. В месте стыковки плавится металл. Происходит смещение подвижного зажима в сторону неподвижного. Смещение на величину усадки приводит к образованию сварного валика в области шва.
Важная характеристика – период подачи импульса тока. В автоматическом сварочном режиме импульс подается за 1–2 секунды. В процессе ручного управления это время контролирует оператор. Когда результат сварки неудовлетворительный, то подбирается подходящий режим, производится настройка оборудования, которую можно записывать. В дальнейшем записанные настройки применяются для сваривания пил с аналогичными характеристиками.
В дальнейшем записанные настройки применяются для сваривания пил с аналогичными характеристиками.
Для качественной работы поверхности электродов должны быть чистые. При нарушении контакта между электродами и полотном увеличивается сопротивление и нарушается рабочий режим.
Возврат к списку
Сварочный аппарат для ленточных пил Ideal BSS 050 Б/У
Аппарат контактно-стыковой сварки сопротивлением ленточных пил и ножей Ideal типа BSS подходит для проведения контактной сварки в стык с последующим отжигом ленточных пил по дереву и металлу (биметаллические и легированные вольфрамом – при наличии блока пирометрического контроля или регулятора EG ), упаковочных лент и т.п.
Технические характеристики:
- Способ сварки быстрый и легкий, он экономит время и гарантирует высокое качество.
- Подходит для сварки ленточных пил и стальной полосы различного качества.
- Подойдет для материала шириной больше 60 мм и 1,0 мм толщиной.

Основные преимущества:
- Сваренные пилы обладают высокой прочностью и эластичностью
- Соединения без смещения
- Нет необходимости в припое
- Простота управления и обслуживания
- Несложная подготовка концов на сварку
- Прочная конструкция, надежность, долгий срок службы
Дополнительное оборудование
- гильотина и зачистное устройство;
- Система пирометрического контроля отжига Otris CTLaser и Кельвин
Ленточная пила после сварки Ленточная пила после зачистки шва
Технические характеристики | BSS050 |
Мощность номинальная при 50% ПВ, кВА | 8 |
Напряжение | 380 В |
Ленточные пилы по металлу, мм | 6-34 |
Ленточные пилы по дереву, мм | 6-50 |
Вес, кг | 66/96 |
Габаритные размеры Ш*В*Д, мм | 720*590*630 |
Аппарат для сварки ленточных пил.
 Технология и оборудование
Технология и оборудованиеСварка ленточных пил – узкоспециализированная распространенная операция, назначение которой заключается в подготовке к работе ленточных пил разного назначения. Сварку используют для восстановления требующих ремонта (порванных) ленточных пил и для производства новых пил из бухт.
Аппарат для сварки ленточных пил представляет собой устройство, в котором через состыкованные в зажимах концы пилы пропускается электрический ток, плавящий и сваривающий кромки торцов полотна пилы. Подвод тока осуществляется через электроды, соединенные с зажимами-фиксаторами пилы.
Принцип сварки ленточных пил. Классификация аппаратов
Принцип, лежащий в основе сварки ленточных пил, является частным случаем контактно-стыковой сварки методом сопротивления или оплавления. Предлагаемый аппарат для сварки ленточных пил включает оборудование, предназначенное для разных объемов сварочных работ и профиля деятельности.
Условно оборудование стыковой сварки для ленточных пил можно разделить на три группы:
- Аппараты сварки сопротивлением
Представляют собой недорогое компактное сварочное оборудование, предназначенные для ремонта пил по дереву своими силами на производственных участках по распиловке леса. Отличаются простотой конструкции и небольшой производительностью (несколько десятков сварок за смену)
Отличаются простотой конструкции и небольшой производительностью (несколько десятков сварок за смену)
- Аппараты сварки оплавлением
Сварочное оборудование среднего класса, работающие на принципе непрерывного оплавления, предназначены для сварки всех типов пил и ножей (в т.ч. биметаллических с напайкой) при загрузке около сотни сварок в смену
- Аппараты сварки оплавлением с автоматизацией сварочного цикла
Автоматизированные сварочные аппараты с циклом «установка пилы в аппарат — съем сваренного полотна с частичным удалением грата». Производительность такого оборудования несколько сотен сварок в смену, и используются они, в основном, в сервисных центрах
Кроме сварочного, предлагается вспомогательное оборудование для подготовки и контроля процесса:
- Станок (гильотина) для ленточных пил
- Станок (устройство) для зачистки
- Пирометры и т.д.
Технологическая последовательность процесса сварки ленточной пилы
Полотно режут на специальных гильотинных ножницах. При отсутствии ножниц можно использовать зубило или отрезной станок. Если сварка полотна ведется по месту, которое сваривалось ранее, с каждой стороны от предыдущего сварного шва следует отрезать по 5 мм. Резка полотна делается между вершинами зуба. С каждой стороны оставляется припуск около 1,5 мм. Линия реза после ножниц должна быть ровной строго под прямым углом к спинке пилы.
При отсутствии ножниц можно использовать зубило или отрезной станок. Если сварка полотна ведется по месту, которое сваривалось ранее, с каждой стороны от предыдущего сварного шва следует отрезать по 5 мм. Резка полотна делается между вершинами зуба. С каждой стороны оставляется припуск около 1,5 мм. Линия реза после ножниц должна быть ровной строго под прямым углом к спинке пилы.
- Зачистка свариваемых концов
Концы пилы зачищаются от загрязнений, при необходимости обезжириваются спиртом или ацетоном. Кромки соединения обрабатываются абразивом до отсутствия неровностей и заусенцев. Удобно использовать заточной станок с зачистным абразивом.
- Установка пилы в сварочный аппарат, выбор режима сварки
Подготовленное полотно устанавливается в зажимной механизм сварочного аппарата так, чтобы кромки полностью совпадали и сходились на середине пространства между зажимами. В зависимости от размера пилы выбирается усилие, ход осадки и режим сварки. В документации к аппаратам прилагаются таблицы с установками режимов в зависимости от размера пилы.![]() Таким образом, для определенной пилы рукоятки управления устанавливаются в определенные положения, что является настройкой режима сварки.
Таким образом, для определенной пилы рукоятки управления устанавливаются в определенные положения, что является настройкой режима сварки.
Включается пусковой кнопкой или поворотом рукоятки. Ток подводится к концам пилы, и в месте стыка происходит расплавление металла. Подвижной зажим смещается к неподвижному на величину усадки с образованием сварного валика на месте шва.
Важной характеристикой является время подачи импульса тока. Автоматический режим сварки предполагает подачу импульса в течение 1-2 секунд, при ручном управлении время контролируется оператором. При неудовлетворительном результате сварки подбирается подходящий режим, настройки записываются и в дальнейшем своими настройками пользуются для сварки пил с аналогичными характеристиками.
Поверхности электродов должны быть чистыми. Нарушение контакта между полотном и электродами увеличивает сопротивление и нарушает режим сварки.
- Отжиг сварного шва
Отжиг нужен для того, чтобы материал полотна, ставший при сварке твердым и хрупким, вернул первоначальную вязкость и пластичность. Производится в тех же зажимах, но без осадки и в другом режиме тока. Разогрев до температуры отжига и медленное охлаждение регулируется кнопкой подачи тока на отжиг. Если в комплектацию аппарата не входит пирометр, температура контролируется по цвету металла. При оптимальной температуре отжига цвет должен быть вишнево-красным. Нельзя допускать разогрева металла до оранжевого или желтого цвета, что является свидетельством перегрева. Постепенное охлаждение может длиться 3-5 минут. Некоторым полотнам требуется два цикла отжига.
Производится в тех же зажимах, но без осадки и в другом режиме тока. Разогрев до температуры отжига и медленное охлаждение регулируется кнопкой подачи тока на отжиг. Если в комплектацию аппарата не входит пирометр, температура контролируется по цвету металла. При оптимальной температуре отжига цвет должен быть вишнево-красным. Нельзя допускать разогрева металла до оранжевого или желтого цвета, что является свидетельством перегрева. Постепенное охлаждение может длиться 3-5 минут. Некоторым полотнам требуется два цикла отжига.
- Зачистка полотна
Наплыв металла с участка сварки удаляется зачисткой. Также должна быть выведена правильная форма впадины между зубьями пилы в месте сварного шва. Зачистку можно производить любым абразивом. Прекрасно подходит заточной станок. Движения абразивного круга должны быть направлены вдоль сварного шва.
Некоторые технологические подробности процесса сварки ленточных пил
Специфика, которую нужно учитывать при сварке ленточных пил:
- Сплавы, из которых изготовлены ленточные пилы, являются трудно свариваемыми
- Полотно пилы является деталью развитого сечения при контактно-дуговой сварке
- Сварочный шов при работе пилы подвергается предельным нагрузкам
- Геометрия зуба пилы на участке сварного шва влияет на уровень нагрузки при работе
Принципы сварки ленточных пил
Существуют два принципа сварки – сопротивлением и оплавлением.
1. Сварка сопротивлением
Оборудование для сварки, работающее по этому принципу, конструктивно проще и дешевле, но имеет серьезные ограничения в использовании.
К особенностям технологии относятся требования:
- Высокого качества подготовительных операций. При обрезке полотна не должно быть деформаций кромки и заусенцев, что практически часто бывает недостижимым. Как правило, изношенные ножи гильотины вовремя не меняются и отрезаемая кромка полотна не отвечает необходимым требованиям.
- Высокого качества контактной поверхности сварочных электродов, прижимных сегментов и регулировки их положения.
- Обеспечение правильного режима стыковой сварки. Материал полотна, как правило, не разглашается производителем, поэтому настройка режима сварки выполняется своими силами. При этом часто ресурс эксплуатации сварочного шва оказывается ниже ресурса режущей части до полного износа.
2. Сварка оплавлением
Особенности принципа:
- Высокие требования к подготовке полотен и поверхности электродов
- Соблюдение правильного шага (последовательности зуба) полотна с учетом потери металла при сварке. Для пил по дереву со стандартным шагом зуба 22 мм это несложно, а для пил по металлу с переменным шагом имеет свои сложности (требуется удаление некратной части и расположение шва в месте наименьшего шага зубьев)
 Для пил по дереву со стандартным шагом зуба 22 мм это несложно, а для пил по металлу с переменным шагом имеет свои сложности (требуется удаление некратной части и расположение шва в месте наименьшего шага зубьев)
Для пил по дереву со стандартным шагом зуба 22 мм это несложно, а для пил по металлу с переменным шагом имеет свои сложности (требуется удаление некратной части и расположение шва в месте наименьшего шага зубьев)Правильность подобранного сварочного режима можно определить по следующим признакам:
- Процесс оплавление ровный и непрерывный от начала до осадки
- При визуальном осмотре сварного шва должны хорошо просматриваться выдавленный расплав и деформация подстилающей поверхности
Материал электродов аппаратов сварки ленточных пил
Материал электродов должен быть твердым и обладать хорошей электропроводностью. Медь слишком мягкая. Более подходит бронза, но железо полотна в условиях высокой температуры и напряжения начинает дрейфовать в поверхность электрода, меняя свойства его проводимости и сопротивление. После 25-30 сварок изначальный режим начинает смещаться и становится некорректным для дальнейшей работы.
Автоматная (свинцовистая) латунь часто используется в качестве электродов, но свинец и цинк также переходят с поверхности электродов, меняя сопротивление. Таким образом, электрод аппарата выходит из строя гораздо быстрее своего физического износа.
Таким образом, электрод аппарата выходит из строя гораздо быстрее своего физического износа.
Специальные бронзы, содержащие хром, замедляют дрейф металлов и схватывание пограничных поверхностей. Такие электроды выдерживают до 600 сварок, после чего восстанавливаются шлифовкой поверхности. Шлифовка не должна быть зеркальной, чтобы избежать проскальзывания пилы по электродам при осадке. С другой стороны, электрод не должен иметь грубых рисок. Оптимальную по шероховатости обработку можно получить, если использовать фрезерный станок.
Термообработка (отжиг) сварного шва
Для низколегированных полотен по дереву температура отжига составляет 420-450 °С, для легированных биметаллических полотен по металлу — 630 -650 °С и выше.
Температура отжига указывается производителем приблизительно по следующим причинам:
- Отжиг не самостоятельный процесс, а составная часть режима сварки
- Время изменения структуры металла зависит от температуры (выше температура – меньше времени отжига). Для обеспечения равномерного прогрева сечения предпочтителен режим при более низких температурах с большим временем процесса.
 Для обеспечения равномерного прогрева сечения предпочтителен режим при более низких температурах с большим временем процесса.
Для обеспечения равномерного прогрева сечения предпочтителен режим при более низких температурах с большим временем процесса.Наиболее надежен ступенчатый отжиг: первичный прогрев с выдержкой и выравниванием температуры по всему сечению и последующий быстрый нагрев с управляемым охлаждением.
Настройка режима термообработки проводится только после отладки стабильного по качеству режима сварки (визуально сварочные швы должны быть правильны и одинаковы)
Не следует торопиться освобождать прижимы полотна после сварки, нужно дать время ему остыть на электродах. Спешка для части полотен может привести к некорректной закалке зоны шва. После сварки выждите 5 секунд, после чего освобождайте полотно.
Не следует вынимать пилу после сварки, чтобы очистить поверхности электродов, т.к. закаленная область очень хрупкая и могут образоваться трещины.
После обдува сжатым воздухом прижимов и электродов нужно освободить полотно, вторично обдуть электроды и зафиксировать сваренную пилу для отжига.
Существует мнение, что обдув электродов и прижимов приводит к ускоренному износу линейных направляющих подвижной губки. Обратите внимание на то, что в аппаратах хорошего качества подшипники закрыты сальниками, поэтому операция обдува на рабочем ресурсе направляющих не отражается.
Похожие статьиОборудование для ремонта и обслуживания ленточных пил
Современное оборудование для ремонта и обслуживания ленточных пил
В настоящее время для раскроя древесины, деревообрабатывающие предприятия все чаще используют ленточные станки. Которые отличаются высокой продуктивностью, качеством распила и малым количеством оставляемых отходов. Однако, стоит учесть, что даже самый современный, правильно настроенный станок, является лишь механизмом, приводящим в движение ленточную пилу. А она является непосредственным исполнителем разделки бревен и принимает на себя основную нагрузку. Именно от ее состояния зависит качество выполняемых работ. Поддержать работоспособность и обеспечить долговечность инструмента, можно с помощью регулярного обслуживания и правильной эксплуатации. Для этих целей используется специальное оборудование для ремонта и обслуживания ленточных пил.
Для этих целей используется специальное оборудование для ремонта и обслуживания ленточных пил.
Всё для сварки и разводки ленточных пил
Компания Армот представляет качественное оборудование, которое позволит поддерживать высокие эксплуатационные свойства используемой в пилораме пильной ленты.
Прежде всего, это заточные станки, способные обеспечить наиболее качественную подготовку инструмента к работе. Автоматизация процесса позволяет исключить влияние на результат человеческого фактора и выполнить заточку с высокой точностью.
Ещё один важный аспект- правильная разводка пил. Это также влияет на их долговечность и качество распила древесины. Для того, чтобы привести инструмент в порядок, Armoth может предложить разводной станок ленточных пил. С его помощью можно настроить инструмент под конкретный вид древесины, обеспечив минимальную шероховатость поверхности дерева на месте распила. И предельно малое количество отходов, в виде опилок.
Для восстановления пильной ленты либо ее подгонки под имеющиеся пилорамы, компания Армот предлагает специальный аппарат сварки для ленточных пил.
Специалисты компании Armoth всегда готовы ответить на любые вопросы, касающиеся оборудования для деревообработки.
Это поможет сделать правильный выбор, в вопросе приобретения техники. Обращайтесь к нам прямо сейчас!
производителей машин для стыковой сварки ленточных пил в Индии
Описание продукта
производителей машин для стыковой сварки ленточной пилы в Индии за надежное, долговечное и высокоточное качество сварочного аппарата для промышленности. Машина для стыковой сварки ленточной пилы была разработана нашей производственной командой с множеством изменений во время производства для улучшения, предложенного клиентами и командой R & D. в унисон.
Машина не требует дополнительного припоя, флюса или любого другого материала.Оборудование предназначено для простой и надежной работы. Концы полотна ленточной пилы были соединены с помощью пайки внахлест , которая требует высокой степени мастерства при пайке и все же дает слабое соединение из-за введенного в него постороннего материала.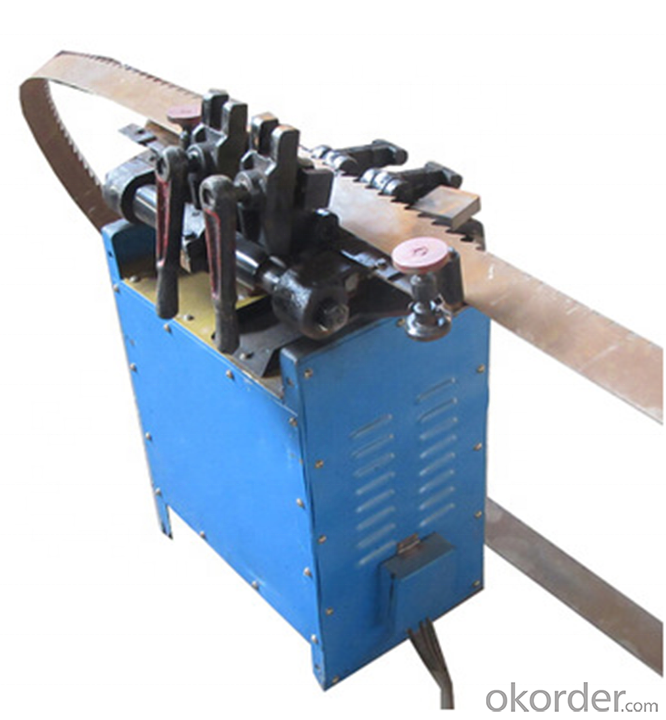 Стыковая сварка электрическим сопротивлением — это современный метод, при котором прочность соединения на 25 % выше прочности основного металла, а также быстрая и автоматическая сварка, исключающая человеческий фактор и обеспечивающая идеальное прочное соединение.
Стыковая сварка электрическим сопротивлением — это современный метод, при котором прочность соединения на 25 % выше прочности основного металла, а также быстрая и автоматическая сварка, исключающая человеческий фактор и обеспечивающая идеальное прочное соединение.
Процесс начинается с прямой обрезки концов проволоки под прямым углом без заусенцев с помощью специальной насадки для стрижки, поставляемой вместе со станком.Ток для сварки, давление осадки и способ осадки устанавливаются в соответствии с шириной лезвий, концы лезвий должным образом зажимаются специальными быстродействующими зажимами, которые поставляются с машинами. Когда мы нажимаем рычаг сварки, начинается автоматический цикл сварки. Два конца нагреваются до температуры ковки за кратчайшее время в секундах, а затем автоматически проковываются. Сварочный ток в этот момент автоматически отключается. Работа снята с зажима, и сварка завершена.
Рычаг переключателя пути осадки теперь повернут в положение отжига, и заготовка снова надежно закреплена, так что выдвинутая губка входит автоматически, переводя рычаг в положение отжига. Как только мы нажимаем переключатель отжига, обеспечивается два положения нагрева, работа отжигается, чтобы нормализовать хрупкость в зоне сварки. При необходимости отжиг может потребовать повторения.
Как только мы нажимаем переключатель отжига, обеспечивается два положения нагрева, работа отжигается, чтобы нормализовать хрупкость в зоне сварки. При необходимости отжиг может потребовать повторения.
Пожалуйста, подпишитесь на нас и поставьте лайк:
Машина для стыковой сварки ленточной пилы из мягкой стали, 10 кг, Shreeji Weld,
О компании
Год создания2000
Юридический статус фирмы Физическое лицо — Собственник
Сфера деятельностиПроизводитель
Количество сотрудников от 11 до 25 человек
Годовой оборотRs.1–2 крор
IndiaMART Участник с сентября 2011 г.
GST27AEEPT0239G1ZJ
Код импорта-экспорта (IEC) 03169 *****
Экспорт в Бразилию, Филиппины, Индонезию, Кению, Эфиопию
Мы, Shreeji Weld Industries из 2000 , производим и экспортируем высококачественный ассортимент машин для стыковой и точечной сварки. Ассортимент предлагаемой продукции состоит из машин для стыковой сварки, машин для точечной сварки и машин для шовной сварки.Все предлагаемые продукты разработаны с использованием проверенного материала. Кроме того, обеспеченные продукты восхищаются их высокой производительностью, низкими эксплуатационными расходами, крепостью, высокой длительностью и крепкими конструкциями.
Ассортимент предлагаемой продукции состоит из машин для стыковой сварки, машин для точечной сварки и машин для шовной сварки.Все предлагаемые продукты разработаны с использованием проверенного материала. Кроме того, обеспеченные продукты восхищаются их высокой производительностью, низкими эксплуатационными расходами, крепостью, высокой длительностью и крепкими конструкциями. Наша рабочая зона оснащена надежной инфраструктурой, которая обеспечивает бесперебойную работу всего производственного процесса. В дополнение к этому, мы хорошо оснащены всем оборудованием, которое помогает нам производить качественную продукцию за меньшее время. Кроме того, наши обширные знания и опыт помогли нам разработать широкий ассортимент машин для стыковой и точечной сварки.С помощью наших преданных своему делу членов команды мы способны выполнять разнообразные требования рынка и требовать меньше времени для выхода на рынок нашего ассортимента продукции. Кроме того, наши страны-экспортеры: Соединенные Штаты Америки и Австралия .
 В дополнение к этому мы предлагаем нашу продукцию под торговой маркой Shreeji Weld Industries на рынке.
В дополнение к этому мы предлагаем нашу продукцию под торговой маркой Shreeji Weld Industries на рынке.Видео компании
Сварочный аппарат для стыковой сваркидля полотна ленточной пилы
Являясь одной из ведущих компаний, мы предлагаем широкий ассортимент сварочного аппарата для стыковой сварки .Эти сварщики доступны и в ручных и в пневматических вариантах согласно требованиям клиентов. Они применимы при отжиге, резке и шлифовке железа, стали, меди и алюминия. Они потребляют меньше энергии и доступны на рынке по разумным ценам.
5 Особенности:
- Оптимальное качество
- LAVE LIFE
- Высокая прочность
Тип :
Автоматическая проволочная стыковая сварочная машина типа WBW, разработанная как портативные модели на подвижной троллейке, с пружиной нагруженные зажимные устройства и ножная педаль.

Конструкция :
Основной корпус, содержащий сварочный трансформатор, неподвижные и подвижные плиты, изготовлен из легкого сплава.
Перемещение в осадке :
Подвижная плита перемещается по двум параллельным направляющим прецизионного дизайна и конструкции, обеспечивая точное перемещение без трения и идеальное выравнивание сварного шва.
Давление осадки :
Обеспечивается прецизионной пружиной, действующей на подвижную плиту.
Хомуты :
Подпружиненные хомуты из медного сплава прецизионной быстродействующей конструкции обеспечивают надежное заданное давление зажима.Каждый зажим освобождается отдельной ножной педалью.
Электроды :
Специальные износостойкие электроды из медного сплава с прецизионными V-образными канавками для проводов различного диаметра позволяют быстро и точно выравнивать провода.
Регулировка сварочного тока:
Поворотный переключатель, установленный сбоку, позволяет легко регулировать сварочный ток от 50% до 100% в 6 шагов.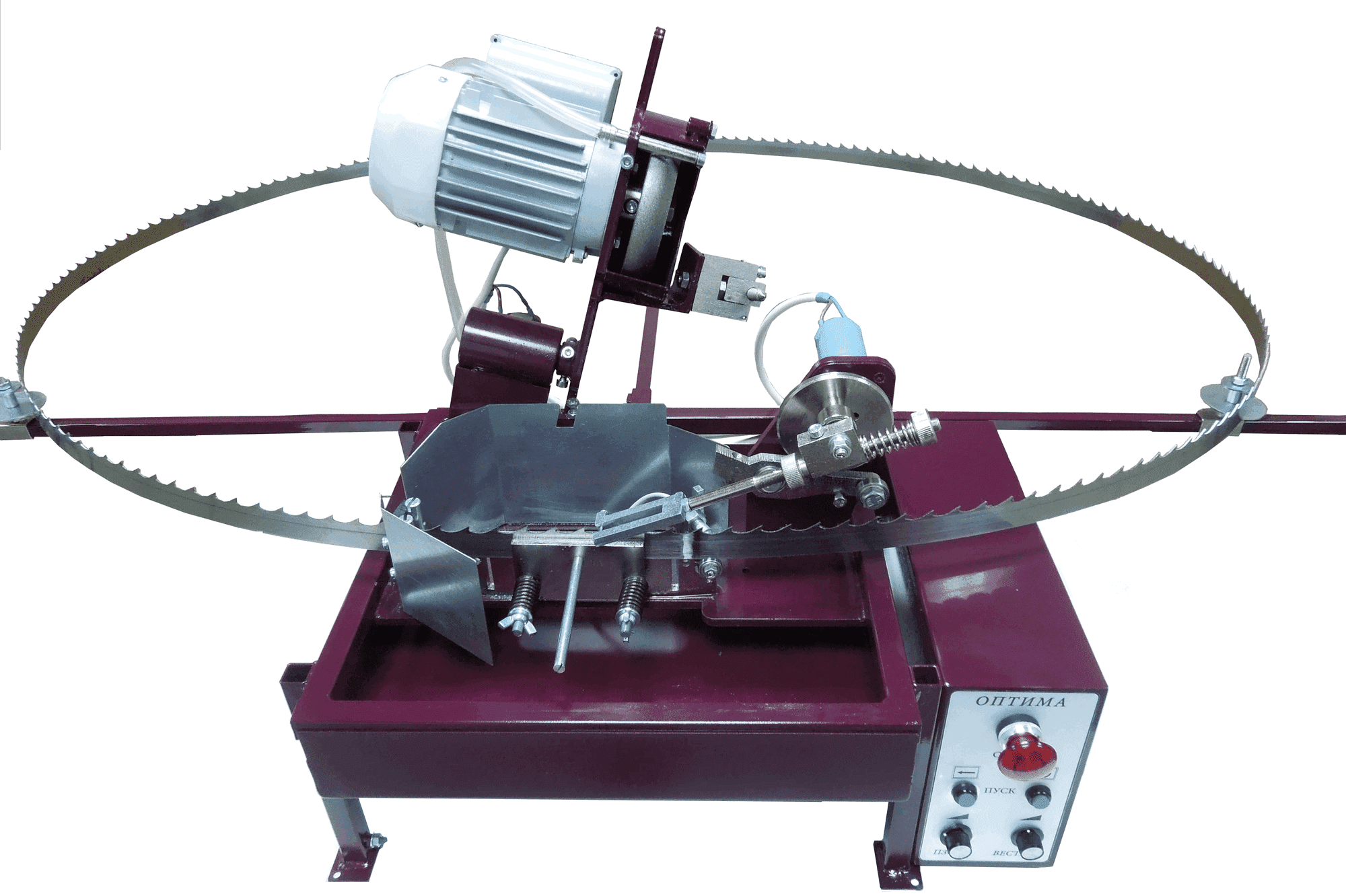
Изменение начального зазора осадки :
Получается путем регулировки уровня, установленного на калиброванной плите, установленной на подвижной плите.
Технические характеристики:
| Тип машины | WBW — 28 | WBW — 28 C | WBW — 14 | WBW — 256 | WBW — 256 | |
| Материалы для сварных материалов | Greate & Steel | Сталь и углерода сталь | медь, латунь и алюминий | медь, латунь и алюминий | ||
| ассортимент сварки в мм | 2-8 | 2-8 | 1-5 | 3-7 | ||
Дополнительная информация:
- Код товара: EsskayWBW
- Минимальный заказ Количество: 1 шт.
- Порт диспетчеризации: INDORE
- Производительность
- Производственная мощность: 10Month
- Время доставки: STOCK
- Детали упаковки: BOX PACK

Китай Ленточная пила Машина для стыковой сварки Производители и поставщики и фабрика
Защищая экологическую среду и заботясь о здоровье населения и сотрудников, мы стремимся обеспечить безопасность, надежность и качество для общества для достижения стратегического решения устойчивого развития.Наша компания будет приветствовать весь рынок с более качественными продуктами и безупречными услугами, а также создаст более широкую прибыль для наших клиентов. Мы эффективно решили рыночную ситуацию, которая была занята иностранными брендами, и предоставили много местных продуктов для китайского рынка. Наша сеть продаж по всему миру гарантирует, что товары будут доставлены клиентам в кратчайшие сроки. Мы выступаем за самоотверженность и поощряем наших сотрудников улучшать свои рабочие навыки и быть достаточно смелыми, чтобы брать на себя больше ответственности за свою работу.
Введение продукта
Сварочный аппарат под флюсом используется для автоматической наплавки кругового шва заготовки методом MAG. Его сварочные части будут рулонами, а применимая длина заготовки составляет 400-2000 мм. Сварочная горелка фиксируется при вращении заготовки, а также заготовка зажимается и поддерживается кронштейном. Сварочный аппарат SAW отличается высоким напряжением и медленной подачей проволоки, гарантируя надежное и стабильное зажигание дуги.Он принимает режим подачи проволоки толкающего типа, чтобы обеспечить высокое качество и прочность.
Характеристики
Сварочный аппарат под флюсом надежно зажимает заготовку, обеспечивая высокое качество сварки. В его подвижном приспособлении используются линейные подшипники, электрод движется плавно, а выравнивание точное. Он принимает режим подачи проволоки толкающего типа для обеспечения стабильной и эффективной работы. Его компактная конструкция также обеспечивает стабильную рабочую производительность, не требует специального обслуживания, проста в установке, эксплуатации и очистке.
Мы хорошо понимаем потребности наших клиентов и надеемся точно уловить будущие тенденции в области машин для стыковой сварки с ленточными пилами. Мы поощряем и поддерживаем наших сотрудников в решении жизненных задач и создании позитивной атмосферы на рабочем месте. Предпринимательский дух является важным содержанием корпоративной культуры, душой предприятия, производительностью и характеристиками жизнеспособности предприятия, а также основой развития предприятия.
Автоматический сварочный аппарат с ленточной пилой
Автоматический сварочный аппарат с ленточной пилой
Автоматический сварочный аппарат для ленточных пил представляет собой тип стыковой сварки оплавлением, обеспечивающий точное оплавление и контроль смещения, который можно использовать для достижения долговечных результатов сварки биметаллических ленточных пил различных размеров и многих других ленточных пил, изготовленных из различных материалов.
Характеристики
Этот аппарат для стыковой сварки оплавлением использует полностью автоматический цикл сварки и отжига со строгим контролем времени.Вы можете установить параметры распиловки, правильную скорость диска и скорость резки, чтобы обеспечить правильную резку материала. Регулируемое расстояние между губками для процесса отжига может гарантировать оптимальный отжиг по всей свариваемой полосе.
Параметр
 5
5 д. Мы заслужили доверие клиентов в стране и за рубежом.
д. Мы заслужили доверие клиентов в стране и за рубежом. 15, 2022
15, 2022
 a.r.l., все права защищены. ©2004 — 2021 — Партнер Neuron Soundware
a.r.l., все права защищены. ©2004 — 2021 — Партнер Neuron Soundware


