Pressure Welding Machines Limited — Что такое холодная стыковая сварка?
Для получения анимированного изображения процесса нажмите сюда
Холодная стыковая сварка – это вид сварки в твердой фазе, являющейся уникальной, поскольку осуществляется при температуре окружающей среды. (Прочие формы сварки в твердой фазе осуществляются при повышенных температурах, однако, не смотря на то что температура высокая, металл не подвергается плавке, скорее становится вязким.)
Еще в 3 000 году до н.э. египтяне изготавливали железные изделия, проковывая губчатый металл с целью соединения друг с другом разогретых докрасна частей. В течение многих веков кузнецы изготавливали сварное железо также методом перековки. Такой тип сварки всегда осуществлялся при высоких температурах.
Первый известный пример сварки ковкой при температуре окружающей среды в Британии (то есть пример настоящей холодной сварки) относится к позднему Бронзовому веку, примерно 700 г. до н.э. Материалом, применяемым в данном процессе, было золото: при раскопках были найдены золотые ларцы, сделанные этим методом.
Открытие стыковой холодной сварки
Первое научное наблюдение холодной стыковой сварки было осуществлено в 1724 году преподобным Джоном Теофилом Дезагюлье. Он продемонстрировал этот феномен Королевскому обществу и затем опубликовал подробности в научных журналах того времени. Преподобный Дезагюлье обнаружил, что если взять два свинцовых шарика, около 25 мм в диаметре каждый, сжать их и закрутить, то они соединятся. Прочность соединения была проверена на безмене, и хотя результаты измерения оказались изменчивыми, было получено соединение достаточно хорошего качества, иногда качество соединения равнялась прочности самого материала.
Так получилось, что после открытия преподобного Дезагюлье в 18 веке, данная технология получила очень малое развитие вплоть до Второй Мировой войны, когда стыковая сварка стала развиваться ускоренными темпами, особенно в Германии, где охлаждающие элементы для самолетов, изготавливаемые из легкого сплава, производились этим методом. Однако надо понимать, что данный вид сварки осуществлялся при повышенных температурах.
С первого взгляда может показаться, что процесс холодной стыковой сварки – практически магия. Люди, незнакомые с ней часто не желают принимать всерьез метод сварки, в котором не используются нагрев или электричество или флюс какого-либо вида для производства соединений. После демонстрации они постоянно удивленно восклицают «Как же два куска оказались соединены?»
Существовало несколько объяснений того, как в реальности осуществляется механизм холодной стыковой сварки. Например, было выдвинуто предположение, что это происходит вследствие рекристаллизации, а также энергетическая гипотеза, но большинство объяснений были либо экспериментально опровергнуты, либо была доказана их несостоятельность на теоретической основе.
Принятая в настоящий момент гипотеза заключается в том, что в основе холодной стыковой сварки лежит принцип, заставляющий атомы металлов притягиваться друг к другу за счет металлической «связи», названной так, поскольку присуща металлическим субстанциям.
Образование шва
Следовательно, если две металлических поверхности приблизить друг к другу таким образом, чтобы расстояние между ними составило всего несколько ангстремов (в одном сантиметре 300 миллионов ангстремов) – то между свободными электронами и ионизированными атомами может произойти взаимодействие. Это приведет к устранению потенциального барьера, и электроны металлов могут стать общими. В свою очередь это приведет к образованию связи и, как следствие – шва.
Более простой способ объяснить этот чудесный процесс следующий: если две поверхности совмещаются друг с другом, при этом обе являются структурно чистыми и структурно плоскими на атомном уровне, происходит связь, по прочности соответствующая исходному веществу.
Раннее применение
Однако на практике связь практически невозможна при большинстве условий вследствие неравномерности поверхности, загрязнения поверхности органическими веществами и химическими пленками, такие как оксидные пленки.
С целью достижения максимальной эффективности сварки любая форма загрязнений должна быть сведена к минимуму, в то время как область контакта, то есть область сварки, должна иметь максимально возможную площадь.
На раннем этапе применения холодной стыковой сварки радиальное смещение и обсадка поверхностей осуществлялись за один шаг. У данной техники имелся ряд недостатков: необходимо было обточить свариваемые концы; обе поверхности необходимо было очищать от загрязнений; кроме того, количество материала, который вступал во взаимодействие в зажимной матрице, было таким, что изделие могло согнуться, а также случиться нарушение соосности изделий, в силу чего расплющивание металла в заданном направлении нарушается.
Принцип многократной обсадки
Затем на смену пришла система стыковой сварки, разработанная компанией GEC, основанная на принципе, известном как «принцип многократной обсадки». Когда материал помещается в матрицу, всякий раз при срабатывании аппарата, материал зажимается матрицей и подается вперед.
Таким образом, два противоположных торца изделий растягиваются и удлиняются по всей своей поверхности и прижимаются друг к другу. Оксидная пленка и прочие загрязнения поверхности выдавливаются из серединной части материала, что приводит к образованию связи. Для того чтобы обеспечить удаление всех загрязнений с поверхности рекомендуется проводить минимум четыре процедуры обсадки.
Преимущества данного типа сварки хорошо видны на практике. Перед сваркой не требуется подготовка концов проволоки или прутка, а также позиционирование двух свариваемых концов по отношению друг к другу происходит автоматически, как только материал оказывается помещённым в матрицу. Нет необходимости в установке температурного режима, который необходимо достичь; нет необходимости настраивать зазор, поскольку эта процедура автоматически осуществляется в матрице; нет необходимости в настройке давления пружин. Неправильная установка какого-либо из вышеназванных параметров на аппарате контактной сварки, приведет к образованию брака.![]()
Подходящие металлы
Холодная стыковая сварка ограничивается цветными металлами или, в лучшем случае, мягким железом, не содержащим углерода. Холодной сварке подвергается большинство цветных металлов, в то время как медь и алюминий имеют наибольшее распространение, различные сплавы, такие как Альдрей, Triple E, константан, а также 70/30 латунь, цинк, серебро и серебряные сплавы, никель, золото и многие другие сплавы отлично свариваются при помощи аппаратов холодной стыковой сварки. Проволока с покрытием, включая медную луженую проволоку, проволоку с серебряным и никелевым покрытием может свариваться друг с другом или с проволокой из чистой меди.
Обычные методы соединения разнородных металлов, таких как медь и алюминий, в частности контактная сварка, сварка трением или газопламенная сварка приведут к быстрому разлому шва. Эта реакция при соединении меди с алюминием происходит сразу при совмещении металлов.
Причиной данной проблемы являются в большей мере образование оксидов и воздушных камер, которые сохраняются между поверхностями при проведении данных методов сварки, нежели чем разнородность между самими металлами.
Холодная стыковая сварка представляет собой наиболее удовлетворительный способ соединения меди и алюминия без образования хрупких интерметаллических соединений. Качество сварки отличное, поскольку в результате сварки образуется кованая структура, в отличие от сварки плавлением в результате которой получается литая структура. Кроме того отсутствуют зоны, подвергнутые воздействию высокими температурами с неподходящими свойствами.
Большинство, с целью проверки прочности сварки, полагается на приборы для испытания на растяжение. В качестве альтернативы можно провести испытание на изгиб. Однако наиболее жестким испытанием качества сварки является пропускание сварного шва через значительное число фильер в волочильной машине.
Роль матриц
Матрицы играют важную роль в процессе холодной стыковой сварки. Прежде всего, они должны плотно захватывать материал и, следовательно, внутренняя полость матрицы либо вытравлены при помощи электроискрового аппарата, либо, когда матрица применяется для сварки изделий из алюминия больших габаритов, зажимные насечки наносятся на поверхность полости перед термической обработкой матрацы.
Прежде всего, они должны плотно захватывать материал и, следовательно, внутренняя полость матрицы либо вытравлены при помощи электроискрового аппарата, либо, когда матрица применяется для сварки изделий из алюминия больших габаритов, зажимные насечки наносятся на поверхность полости перед термической обработкой матрацы.
Зазор между двумя лицевыми сторонами или носиками матрицы также крайне важен. Если он будет слишком большим – то материал просто разрушиться или изогнется. Данный габаритный размер задается в процессе производства матрицы и не может быть изменен.
Наконец, существует такой параметр как смещение носиков матрицы, который заставляет сварной шов выглядывать за линию по окружности материала. Назначение данного смещения в том, чтобы разламывать грат на две половины, что делает процесс его удаления очень простым; в противном случае вокруг материала накапливается грат, по форме напоминающий плотное кольцо, который затем необходимо отдельно удалять. Носики матрицы также должны быть достаточно острыми для того, чтобы, по сути, откусить грат, расположенный вокруг сварного шва для того чтобы, опять же, упростить процедуру удаления всего грата.
Прочность и вид термообработки матрицы также являются одними из наиболее важных параметров. На заре истории холодной сварки поломка матрицы было достаточно распространенное явление, а спустя годы, когда появилась машина для сварки медного прутка диаметром 8 мм, появилась проблема накопления достаточного усилия в матрице такого размера.
В течение более чем 30 лет компания PWM производит матрицы по крайне высоким стандартам с крайне малой допустимой погрешностью при производстве. По мере развития технологии производства проволоки, росло и требование к ее точности. Научно-исследовательская и опытно-конструкторская программа компании PWM, которая продолжается и по сей день, позволила освоить производство матриц, обеспечивающих сварку проволоки сверхмалого сечения. Компания PWM стала первой компанией за пределами США, которая разработала матрицу, способную осуществлять сварку проволоки диаметром 0,08 мм на обычных устройствах холодной сварки. Матрицы PWM изготавливаются вручную с малой допустимой погрешностью и формируются в подобранный комплект опытными специалистами.
На сегодняшний день матрицы промышленного стандарта PWM могут быть изготовлены в диапазоне размеров от 0,08 до 6,50 мм. Также матрицы могут быть изготовлены как для сварки проводов круглого или фасонного сечения, так и для прутков, в соответствии со спецификациями клиента.
Также PWM может изготавливать матрицы, которые могут произвести сварку изделий любого профиля, в том случае если имеется возможность соблюсти два условия: профиль позволяет изготовить матрицу, состоящую из двух половин – которые необходимы для удаления сваренных проволок из матрицы, и сечение профиля соответствует рабочему диапазону сварочного аппарата.
Сварка проволок разного диаметра также возможна. Обычно больший диаметр не должен превышать меньший более чем на 30%. Если медная проволока будет значительно меньше в диаметре чем алюминиевая, то медь окажется попросту вдавлена в алюминий, и сварка не произойдет.
Сварка чугуна — холодная, горячая, при помощи аргона, со сталью
Под сплавами мы привыкли понимать соединение нескольких металлов. В данном случае мы имеем дело со сплавом железа с углеродом — чугуном. Фактически, это железо, насыщенное углеродом в количестве от 2,14% до 6,67%. Присутствие углерода кардинально меняет свойства железа. Вместо привычной пластичности и вязкости появляются хрупкость и жесткость. В связи с изменением свойств меняются способы сваривания чугунных деталей.
В данном случае мы имеем дело со сплавом железа с углеродом — чугуном. Фактически, это железо, насыщенное углеродом в количестве от 2,14% до 6,67%. Присутствие углерода кардинально меняет свойства железа. Вместо привычной пластичности и вязкости появляются хрупкость и жесткость. В связи с изменением свойств меняются способы сваривания чугунных деталей.
1 / 1
Под сплавами мы привыкли понимать соединение нескольких металлов. В данном случае мы имеем дело со сплавом железа с углеродом — чугуном. Фактически, это железо, насыщенное углеродом в количестве от 2,14% до 6,67%. Присутствие углерода кардинально меняет свойства железа. Вместо привычной пластичности и вязкости появляются хрупкость и жесткость. В связи с изменением свойств меняются способы сваривания чугунных деталей.
Специфика чугуна
Сплав действительно очень специфичен. Не являясь благородным металлом, чугун чрезвычайно устойчив к коррозии, что, наряду с хорошими литейными характеристиками, делает его самым распространенным сплавом для изделий художественного литья, предназначенных для установки на открытом воздухе. Высокая жаропрочность позволяет применять его в печах.
Некоторые особенности свойств чугуна дают возможность получения сплавов с различными физико-химическими свойствами не только изменениями в химическом составе, но и изменением вида термической обработки. Наиболее широкое применение нашли следующие виды чугуна:
- белые – очень хрупкие и твердые;
- ковкие – получаются при отжиге белых;
- половинчатые – средняя стадия между белыми и ковкими;
- антифрикционные – хорошо работаю в узлах с интенсивным трением;
- износостойкие – работают в условиях внешней среды;
- жаростойкие и жаропрочные – работают в коксовых печах и газотурбинных двигателях;
- коррозионностойкие – применяются в химической промышленности.


Как подготовить чугун к свариванию
Трещины на чугуне имеют склонность к развитию из-за особенной хрупкости этого сплава. Поэтому перед свариванием необходимо исключить возможность их дальнейшего развития путем засверливания их концов. Далее необходимо тщательно разделать болгаркой трещину до самого дна на ширину, достаточную для обеспечения процесса сваривания. В случае загрязнения сварочной зоны маслом, его нужно удалить с помощью соответствующих растворителей.
Технология и способы сварки чугуна
Специфические особенности сварки чугуна не способствуют широкому применению этого способа соединения деталей при сборке сложных конструкций. В основном, сваривают чугун при ремонтных работах. Применяют следующие виды сварки:
- газовую;
- термитную;
- электродуговую;
- электрошлаковую.
Для работ используют стальные, угольные, графитовые электроды. Также применяют электроды из высоколегированных сталей и цветных металлов. Характерной особенностью при сваривании чугунных деталей является частое применение предварительного нагрева деталей, как местного, так и общего. Сила тока рассчитывается из условия 60 – 90 ампер на каждый миллиметр диаметра электрода. Нетрудно подсчитать, что сваривание «тройкой» потребует от 180 до 270 ампер.
Характерной особенностью при сваривании чугунных деталей является частое применение предварительного нагрева деталей, как местного, так и общего. Сила тока рассчитывается из условия 60 – 90 ампер на каждый миллиметр диаметра электрода. Нетрудно подсчитать, что сваривание «тройкой» потребует от 180 до 270 ампер.
Особенности горячей сварки чугуна
Технологи разработали множество специальных режимов прогрева чугуна перед сваркой, но наибольшее распространение получил метод с нагревом до 600 – 650С0. Идея состоит в том, что после сварки происходит не быстрое остывание шва, а постепенное остывание всей массы изделия. Постепенное остывание способствует графитизации (не образуется белый чугун), и не образуется трещин на изделии. Применяются специальные электроды типа ОМЧ – 1, представляющие собой чугунные прутки со специальным покрытием.
Несмотря на хорошее качество шва при горячей сварке, широкого распространения она не получила. Виной тому – сложность технологического процесса, большие расходы на организацию и проведение предварительного подогрева.
Особенности холодной сварки чугуна
Холодная сварка чугуна — наиболее распространенный способ. В основном, применяется методика, описанная выше: с тщательной разделкой трещины. Иногда, в особо ответственных местах, в кромки шва вкручиваются стальные шпильки, которые сперва обваривают по кругу. А затем варят основной шов.
При повышенных требованиях к обрабатываемости шва используются электроды, содержащие никель: МНЧ-1 или МНЧ-2. Никель не вступает в реакцию с углеродом, не создает с ним соединений, характеризующихся высокой твердостью, и поэтому хорошо обрабатывается механическими способами.
В случае отсутствия специальных электродов, можно выйти из положения при помощи медной проволоки, которая наматывается на простой низкоуглеродистый электрод. Вместо проволоки можно использовать медную трубку. Такие электроды получили название биметаллических.
Сварка при помощи аргона
В большинстве случаев сваривания чугуна происходит закаливание материала шва, что затрудняет последующую механическую обработку и провоцирует образование трещин. От этого недостатка можно избавиться применением аргонодугового способа сварки. Этот метод позволяет получить характеристики шва, сравнимые с характеристиками основного металла.
От этого недостатка можно избавиться применением аргонодугового способа сварки. Этот метод позволяет получить характеристики шва, сравнимые с характеристиками основного металла.
Сварка ведется графитовым электродом в среде защитного газа по специально разработанным токовым режимам. Имеет массу различных особенностей. Применяется как горячая, так и холодная сварка. Наличие графита не дает образовываться белому чугуну. Защитный газ способствует малому образованию окислов. По окончанию сварки обеспечивается режим медленного остывания изделия путем накрывания его теплоизолирующими материалами. При сваривании ответственных образцов может использоваться газосварочное оборудование для поддержания тепла в остывающем изделии.
Соединение чугуна со сталью
Выбор режима сварки чугуна со сталью зависит от напряжения холостого хода. При напряжении до 54 вольт сварка производится током обратной полярности. Переменный ток используется при напряжении холостого хода более 54 вольт. Сварка ведется короткими валиками. Длина их не должна превышать 30 мм. Швы большой глубины провариваются слоями с проковкой каждого слоя. Для получения шва хорошего качества рекомендуется применять горячий способ сварки и обеспечить постепенное охлаждение сваренного изделия.
Сварка ведется короткими валиками. Длина их не должна превышать 30 мм. Швы большой глубины провариваются слоями с проковкой каждого слоя. Для получения шва хорошего качества рекомендуется применять горячий способ сварки и обеспечить постепенное охлаждение сваренного изделия.
Медь Холодная сварка — Энциклопедия по машиностроению XXL
Свариваемость металлов при холодной сварке зависит от их пластичности и качества подготовки поверхности. Чем пластичнее, металлы, ровнее и чище их поверхности, тем качественнее они свариваются. Хорошо свариваются пластичные сплавы алюминия, меди, никеля, серебра, золота и подобные металлы и сплавы в однородных и разнородных сочетаниях. В недостаточно пластичных металлах при больших деформациях могут образовываться трещины. Высокопрочные металлы и сплавы холодной сваркой не сваривают. [c.116]Процесс холодной сварки протекает при нормальной или даже отрицательной температуре практически мгновенно, только в результате схватывания, и диффузионные процессы в данном случае практически не успевают развиться.
 В связи с этим холодную сварку целесообразно применять для соединения таких разнородных материалов, которые могут давать при плавлении и диффузионном взаимодействии хрупкие интерметаллиды (например, для соединения меди с алюминием).
[c.136]
В связи с этим холодную сварку целесообразно применять для соединения таких разнородных материалов, которые могут давать при плавлении и диффузионном взаимодействии хрупкие интерметаллиды (например, для соединения меди с алюминием).
[c.136]Необходимость довольно значительной деформации при холодной сварке ограничивает область применения этого процесса как по материалам (преимущественно медь, алюминий и другие пластичные материалы), так и по площади соединяемых поверхностей из-за необходимости приложения значительных усилий для деталей с большой свариваемой поверхностью. [c.136]
Холодная сварка давлением применяется для скрепления деталей из пластичных металлов (алюминия, меди, никеля) и некоторых их сплавов путем большой пластической деформации в зоне контакта обезжиренных очищенных от окислов поверхностей [8 ]. [c.259]
Холодной сваркой соединяют металлы и сплавы толщиной 0,2. .. 15 мм. Необходимое давление на металл зависит от состава и толщины свариваемого материала и в среднем составляет 150. .. 1000 МПа. Холодной сваркой сваривают однородные или неоднородные металлы и сплавы, обладающие высокой пластичностью при нормальной температуре. В недостаточно пластичных металлах при больших деформациях при сварке могут образовываться трещины. Высокопрочные металлы и сплавы холодной сваркой не сваривают, так как для этого требуются очень большие давления, которые практически трудно осуществить. Хорошо свариваются сплавы алюминия, кадмия, свинца, меди, никеля, золота, серебра, цинка.
[c.256]
.. 1000 МПа. Холодной сваркой сваривают однородные или неоднородные металлы и сплавы, обладающие высокой пластичностью при нормальной температуре. В недостаточно пластичных металлах при больших деформациях при сварке могут образовываться трещины. Высокопрочные металлы и сплавы холодной сваркой не сваривают, так как для этого требуются очень большие давления, которые практически трудно осуществить. Хорошо свариваются сплавы алюминия, кадмия, свинца, меди, никеля, золота, серебра, цинка.
[c.256]
Возможна сварка чугунных деталей без предварительного нагрева (холодная сварка). Сварку ведут электродами из цветных металлов на медной основе. Медь не образует химических соединений с углеродом и нерастворима в железе, и шов получается неоднородным. Медно-железные электроды различной конструкции применяют чаще для заварки трещин, при сварке разбитых деталей с обеспечением хорошей прочности 18…25 кгс/мм (180…250 МПа). Электроды со стержнем из никелевого сплава используют в тех случаях, когда необходимо обеспечить хорошую обрабатываемость сварного соединения. Однако такие швы весьма склонны к усадке. И поэтому сварку необходимо вести при минимальном токе и малом проплавлении металла, при небольшой длине валиков с обязательной проковкой.
[c.129]
Однако такие швы весьма склонны к усадке. И поэтому сварку необходимо вести при минимальном токе и малом проплавлении металла, при небольшой длине валиков с обязательной проковкой.
[c.129]
Холодная сварка — это способ неразъемного соединения деталей путем их совместной глубокой пластической деформации, достигающей 60…90 %. Для этого требуются большие удельные давления, превышающие предел текучести свариваемого материала в 3…5 раз. Время сварки составляет 1…2 с. Холодная сварка используется в массовом производстве для соединения деталей из пластичных металлов алюминия, меди, золота, индия, серебра и их сочетаний. В этой области сварки Россия является ведущей страной как по масштабам разработки и выпуска оборудования, так и по объемам промышленного освоения. [c.265]
Отсутствие нагрева позволяет сваривать холодной сваркой термически разупрочняемые металлы, герметизировать емкости, нагрев которых не допустим. Холодная сварка обладает малой энергоемкостью, гигиенична (не выделяется газ, нет брызг, излучений, шума). Обеспечивается надежное соединение разнородных металлов, например алюминия с медью, без образования хрупкой интерметаллидной прослойки. Недостатки холодной сварки возможность соединения только пластичных металлов, глубокие вмятины при нахлесточном соединении, ограничения в форме и размерах свариваемых деталей, малая универсальность (она не применима в труднодоступных местах, для соединения деталей сложной формы, мелких деталей).
[c.265]
Обеспечивается надежное соединение разнородных металлов, например алюминия с медью, без образования хрупкой интерметаллидной прослойки. Недостатки холодной сварки возможность соединения только пластичных металлов, глубокие вмятины при нахлесточном соединении, ограничения в форме и размерах свариваемых деталей, малая универсальность (она не применима в труднодоступных местах, для соединения деталей сложной формы, мелких деталей).
[c.265]
Несмотря на недостатки холодная сварка широко применяется во многих отраслях производства. С ее помощью в электротехнике соединяют алюминиевые детали с медными, обеспечивая надежный электрический контакт. На кабельных заводах соединение концов бухт проводов обеспечивает намотку катушек без отходов. В радиотехнике и электронике холодную сварку на высокопроизводительных полуавтоматах используют для герметизации корпусов полупроводниковых приборов из меди, алюминия и ковара. На электрифицированном транспорте холодная сварка обеспечивает соединение контактных проводов. В бытовой технике холодная сварка заменяет клепку деталей посуды из алюминия. В производстве алюминиевых испарителей холодильников применяют холодную сварку прокаткой.
[c.265]
В бытовой технике холодная сварка заменяет клепку деталей посуды из алюминия. В производстве алюминиевых испарителей холодильников применяют холодную сварку прокаткой.
[c.265]
При стыковой холодной сварке (рис. 137, г) детали 1 надо установить в зажимах 3 так, чтобы вылеты и k концов деталей были равными 1…1,2 диаметра или толщины свариваемых прутков или полос. Если свариваю 5ся разнородные металлы, то вылет и усилие зажатия деталей в зажимах 3 со стороны более прочного металла делают больше. Например, при сварке алюминия с медью вылет медного конца устанавливают на 30…50 % больше, алюминиевую деталь зажимают усилием в 0,5, а медную — в 0,8 усилия осадки. После зажатия деталей торцы их обрезают ножом 4, удаляя загрязнения и пленки с торцевых поверхностей и обеспечивая их параллельность. Затем детали сближают, сдавливают и производят сварку. Погрешности установки вылета концов деталей и непараллельность их торцов можно компенсировать при сварке увеличением осадки вплоть до ее удвоения. [c.267]
[c.267]
Для холодной сварки можно применять прокладки 7 из пластичного материала толщиной до 0,5 диаметра или толщины свариваемого материала (рис. 138, г). Такой способ получил название холодная пайка . В качестве прокладок применяют алюминий, медь, олово, свинец. Прочность таких соединений не превышает 50 % прочности свариваемого материала. [c.268]
Области применения холодной сварки. Холодная сварка уже довольно широко применяется в промышленности. Она используется для заварки алюминиевой оболочки кабелей, при сварке корпусов полупроводниковых приборов, при изготовлении бытовых приборов из алюминия — чайников, подставок, различного рода каркасов нашла применение в электромонтажном производстве для сварки проводов и шин внахлестку и встык при монтаже электролизных ванн, сетей связи и троллейных проводов и электропроводки в домах имеется возможность сваривать разнородные металлы, например медь с алюминием. [c.16]
Холодную сварку применяют для соединения цветных металлов и их сплавов (алюминия, меди и др. ). При этом происходит взаимодействие поверхностных слоев металлов локаль-
[c.282]
). При этом происходит взаимодействие поверхностных слоев металлов локаль-
[c.282]
При непрерывной сварке листов, полос, труб применяют-специальные ролики. Непрерывное шовное соединение может быть получено путем сдавливания одновременно по всей длине или прокатыванием ролика. Этот способ применяется главным образом для соединения деталей из сплавов алюминия, дюралюминия, сплавов кадмия, свинца, меди, никеля, золота, серебра, олова, цинка и т. п. Металлы и сплавы можно сваривать в однородных и разнородных сочетаниях. К преимуществам холодной сварки относятся малый расход энергии, незначительное изменение свойств металла, высокая производительность, легкость автоматизации. В настоящее время холодная сварка нашла применение в электротехнической и приборостроительной промышленности. [c.411]
Холодная сварка давлением. Такая сварка (рис. 98,6) осуществляется за счет сближения молекул металла в твердом состоянии при глубокой пластической деформации его в месте сварки. Этим способом соединяют детали из достаточно пластичных материалов алюминия, меди, свинца, цинка, титана, никеля и др., а также разнородные металлы, например алюминий с медью или свинцом, медь с никелем, латунью, нержавеющей сталью и др.
[c.328]
Этим способом соединяют детали из достаточно пластичных материалов алюминия, меди, свинца, цинка, титана, никеля и др., а также разнородные металлы, например алюминий с медью или свинцом, медь с никелем, латунью, нержавеющей сталью и др.
[c.328]
Холодная сварка осуществляется без нагрева свариваемых деталей и применяется для пластичных цветных металлов (меди, алюминия) и их сплавов. Сварное соединение при этом способе получается внедрением одного металла в другой при их соприкосновении под местным давлением. [c.502]
Холодная сварка. Этот вид сварки осуществляется давлением без нагрева, путем пластического деформирования металлов в местах сварки. Применяют для соединения металлов, обладающих достаточной пластичностью, например алюминия, меди, дюралюминия. Прочное, неразъемное соединение образуется в результате [c.168]
При производстве изделий из алюминия, его сплавов с медью, а также деталей из меди, никеля, цинка применяют холодную сварку. Она выполняется без нагрева с помощью одного давления и возможна только для металлов с высокой пластичностью при нормальной температуре.
[c.266]
Она выполняется без нагрева с помощью одного давления и возможна только для металлов с высокой пластичностью при нормальной температуре.
[c.266]
Холодная сварка применяется для соединения деталей небольших сечений из цветных металлов — меди, латуни, алюминия, в частности проводов, стержней небольших диаметров, и приварки шпилек к плоским поверхностям. [c.21]
Большое применение в практике начинает находить холодная сварка разнородных металлов, в частности приварка меди к алюминию в различных электрических контактах в электромашиностроении. [c.271]
Более распространенным методом сварки серого чугуна является холодная сварка электрической дугой. В этом случае в качестве электродов применяют чугунные или стальные стержни со специальной обмазкой, стержни из сплавов меди с никелем (монель-металл) и др. [c.340]
Холодную сварку осуществляют без нагрева свариваемых деталей и применяют главным образом для пластичных металлов (меди, алюминия и их сплавов). Сварное соединение получается внедрением одного металла в другой при их соприкосновении под давлением за счет пластической деформации металла в месте сварки при комнатной и даже отрицательной температурах.
[c.347]
Сварное соединение получается внедрением одного металла в другой при их соприкосновении под давлением за счет пластической деформации металла в месте сварки при комнатной и даже отрицательной температурах.
[c.347]
Холодная сварка давлением основана на сближении молекул металла за счет глубокой пластической деформации свариваемых участков. Этим способом можно сваривать металлы, обладающие высокой пластичностью, такие, как медь, алюминий. [c.5]
Она применяется главным образом для нахлесточных соединений. Схема холодной сварки приведена на рис. 374, е, /. В начальный период пуансоны 2 давят на свариваемые детали, зажатые в кондукторе 3. На рис. 374, е, II к III показаны окончание процесса сварки и сварное соединение. Неразъемное соединение получается в виде точки, диаметр которой обычно больше диаметра пуансона d (рис. 374, е, III). Этим способом можно осуществлять сварку меди, алюминия и других металлов, обладающих высокой пластичностью. [c.388]
[c.388]
Холодная сварка давлением. Этот вид сварки осуществляется только давлением без нагрева. Применяется для сварки металлов, обладающих достаточной пластичностью,— алюминия, меди, кадмия, дюралюминия и др. Детали перед сваркой укладываются друг на друга внахлестку и затем сдавливаются [c.319]
Холодной сваркой хорошо сваривается алюминий, дюралюминий, сплавы кадмия, свинца, меди, никеля, цинка и серебра. Можно сваривать медь с серебром. Толщины свариваемых деталей могут быть от 0,2 до 12 — 15 мм, удельное давление от 15 до 100 кГ мм . Оборудованием для холодной сварки служат винтовые, гидравлические, рычажные или эксцентриковые прессы. [c.367]
Холодная сварка давлением позволяет осуществлять надежные соединения из алюминия и его сплавов, меди, никеля, свинца, олова, цинка и других металлов. [c.247]
Возможна холодная сварка титана с медью по. методу вдавливания , указанная в работах К. К. Хренова .
[c.224]
К. Хренова .
[c.224]
Холодную сварку давлением применяют при изготовлении изделий из алюминия и его сплавов, меди, никеля, цинка, а также из алюминия с медью. [c.291]
Изложите сущность аргонно-дуговой сварки и ее преимущества. 5. Какие источники питания дуги током применяют при электросварке 6. Каковы особенности сварки и наплавки стальных деталей 7. Чем обусловлены трудности при сварке чугунных деталей 8. Изложите приемы горячей сварки чугунных деталей. 9. Изложите приемы холодной сварки чугунных деталей. 10. Каковы особенности и приемы сварки деталей из меди и ее сплавов II. Каковы особенности и приемы сварки деталей из алюминия и его сплавов 12. Изложите сущность газопламенной сварки. Назовите ее преимущества и недостатки по сравнению с ручной электродуговой сваркой. 13. Расскажите о процессе автоматической наплавки под слоем флюса, его преимуществах и недостатках. 14. В чем заключаются особенности и преимущества автоматической сварки в защитных газах 15.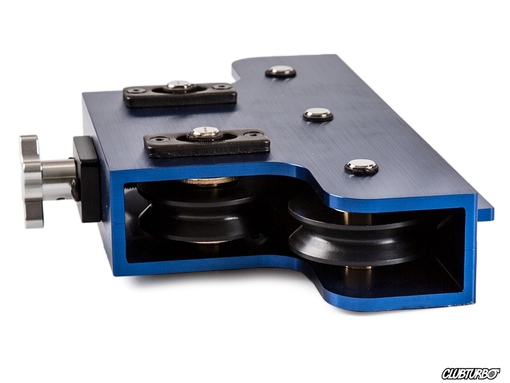 Какие присадочные материалы и оборудование используют при механизированных способах сварки 16. Перечислите особенности вибродуговой наплавки, ее преимущества и недостатки. 17. В чем заключается сущность плазменно-дуговой сварки и наплавки и каковы
[c.97]
Какие присадочные материалы и оборудование используют при механизированных способах сварки 16. Перечислите особенности вибродуговой наплавки, ее преимущества и недостатки. 17. В чем заключается сущность плазменно-дуговой сварки и наплавки и каковы
[c.97]
Первым способом, т. е. одним давлением без нагрева, можно сваривать в отдельных случаях только очень пластичные металлы алюминий, медь, свинец и др. Это так называемая холодная сварка. Второй способ применим для металлов и сплавов, которые способны переходить в пластическое состояние при нагревании до температур, более низких, чем температура плавления (сталь, алюминий и др.), что позволяет производить их сварку в пластическом состоянии путем сжатия двух предварительно нагретых частей металла. При сжатии с поверхностей соприкосновения удаляется (выжимается) пленка окислов и становится возможным взаимное проникание (диффузия) зерен одного куска в зерна другого, что обеспечивает их сваривание. С повышением температуры нагрева требуемая величина усилия сжатия уменьшается.
 [c.8]
[c.8]Холодная сварка чугуна электродами из никелевых сплавов дает наплавленный металл с повышенной пластичностью и предупреждает образование с расплавленным чугуном хрупких сплавов, 1ак как никель не растворяет углерода и не образует с ним карбидов, но хорошо сплавляется с железом. Для холодной сварки применяют электроды со стержнем из монель-металла состава меди [c.675]
ДО 15 мм. Соединение выполняется отдельными точками или непрерывным швом. Величина давления выбирается в зависимости от состава и толщины свариваемого материала, в среднем оно может быть от 15 до 100 кГ/мм (147—980 Мн/м ). При непрерывной сварке листов, полос, труб применяются специальные ролики. Непрерывное шовное соединение может быть получено путем сдавливания одновременно по всей длине или прокатыванием ролика. Этот способ применяется главным образом для соединения деталей из сплавов алюминия, дюралюминия, сплавов кадмия, свинца, меди, никеля, золота, серебра, олова, цинка и т. д. Металлы и сплавы можно сваривать в однородных и разнородных сочетаниях. К преимуществам холодной сварки относятся малый расход энергии, незначительное изменение свойств металла, высокая производительность, легкость автоматизации. В настоящее время холодная сварка нашла
[c.350]
д. Металлы и сплавы можно сваривать в однородных и разнородных сочетаниях. К преимуществам холодной сварки относятся малый расход энергии, незначительное изменение свойств металла, высокая производительность, легкость автоматизации. В настоящее время холодная сварка нашла
[c.350]
В том случае, когда желательно ограничить температуру материала, в зоне соединения применяют холодную и ультразвуковую сварку. Применение этих способов сварки ограничено небольшой толщиной материала (до 1,5— 2,0 мм при ультразвуковой сварке и до 10—15 мм — при холодной сварке меди и алюминия). [c.384]
Холодную сварку осуществляют без нагрева соединяемых деталей, создавая с помощью пуансонов или роликов давление в месте сварки. Свариваемые поверхности должны быть хорошо очищены. Этот вид сварки применяют для соединения пластичных материалов (меди, алюминия) при толщине еоедппяемых деталей, пе превышающей 3. .. 4 мм. [c.366]
Холодной пластической сваркой могут быть получены прочные вакуум-ялотные соединения, особенно пластических материалов (медь, алюминий, никель и др.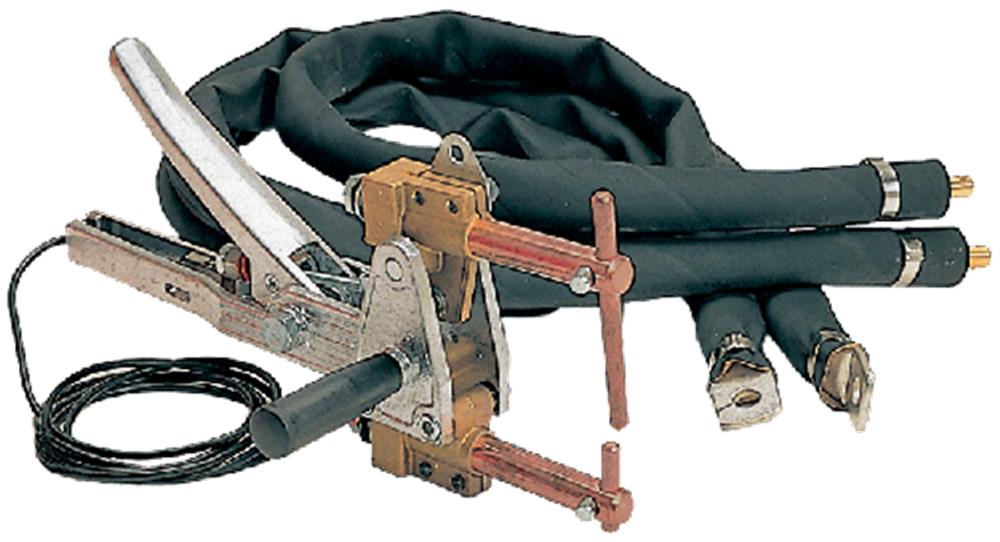 ). Холодная сварка металлических штенгелей может пр.именяться при отпайке некоторых специальных тазоразрядных ламп.
[c.230]
). Холодная сварка металлических штенгелей может пр.именяться при отпайке некоторых специальных тазоразрядных ламп.
[c.230]
Если металлическую поверхность очистить вращаюш.ейся стальной щеткой, то вместе с загрязнениями снимается верхний исходный слой металла. Одновременно произойдет окисление металла и наклеп верхних слоев. О степени наклепа можно судить по тому, что у алюминия твердость повышается в 5,6, а у меди — в 3,2 раза. В результате очистки образуются пленки высокой твердости из наклепанного металла. Наличие такой пленки способствует схватыванию металла при совместном пластическом деформировании образцов при холодной сварке. Такова точка зрения С. Б. Айбиндера на процесс схватывания. [c.203]
Для холодной сварки деталей из серого чугуна применяют электроды 034-1, МНЧ-2, ЦЧ-4, УЗТМЧ-74, МСТ, ЦНИИВТ, биметаллические, пучок из меди и железа, порошковую проволоку ПП-4-1 для деталей из ковкого чугуна — латунь Л62, монель-металл, 034-1, ЛОК-59-1-03. [c.194]
[c.194]
Электроды АНЧ-1 (стержнем служит проволока Св-04Х19Н9 и Св-04Х19Н9Т в оболочке из меди М2 или М3) с фтористо-кальциевым покрытием предназначены для холодной сварки чугуна в нижнем и в вертикальном положениях постоянным током обратной полярности. Металл шва — меднохромоникелевый сплав, хорошо обрабатываемый режущим инструментом. [c.206]
Применяется также метод холодной сварки чугуна комбинированными электродами из меди и стали. Впервые этот способ применили на Ленинградском заводе им. Кирова при исправле- [c.153]
Хорошие результаты при холодной сварке чугуна дают электро- ды АНЧ-1 со стержнем из аустенитной хромоникелевой проволоки Св-04Х19Н9 или Св-06Х19Н9Т, снабженным медной оболочкой и фтористо-кальциевым покрытием типа УОНИ-13/55. Сварку этим электродом ведут постоянным током 100… 120 А обратной полярности. Наплавленный шов плотный, легко поддается обработке, но недостаточно прочен, так как электрод содержит 75. ..80% меди.
[c.79]
..80% меди.
[c.79]
В реальных условиях на контактных поверхностях всегда имеется некоторое количество окислов и загрязнений, которые остаются в зоне соединения металлов. Однако в тех случаях, когда эти включения разобщены, сцепление будет достаточно прочным. С. Б. Айнбиндером и Г. А. Семеновой [50] исследована зона сцепления при холодной сварке алюминия, меди и стали. [c.93]
Для сварки бронзы угольным электродом применяют флюсы и присадочную проволоку того же состава, что при газовой сварке. Можно применять также флюс № 5. При этом для алюминиевой бронзы лучшие результаты дает применение флюса БЛ-3, а присадочные прутки рекомендуются следующего состава 8,5—9,5% алюминия, 1,5— 2,5% марганца, 1% железа, остальное — медь. Перед сваркой для предотвращения образования трещин целесообразен общий подогрев до 200 00°. После сварки полезен отжиг при температуре 600—650 с охлаждением о воде. Сварные соединения из прокатной латуни и бронзы для увеличения плотности и прочности шва можно проковывать в холодном состояиии. [c.447]
[c.447]
Холодная сварка чугунных изделий осуществляется электродами 034-1, МНЧ-1, ЖНБ-1 и др. с фтористо-каль-циевым покрытием типа УОНИ-13/55. Стержень электрода 034-1 изготавливается из меди М-2 или М-3. Для электрода МНЧ-1 используется мо-нельметалл (63% N1, 37% Си), для ЖНБ-1-сплав, содержащий 55% № и 45 Ре. Сварка этими электродами производится постоянным током при обратной полярности и небольшими (20-30 мм) участками предельно короткой дугой с проковкой каждого участка и возобновлением сварки после охлаждения шва до 50… 60 °С. Сила сварочного тока берется согласно данным табл. 13.22. [c.160]
Сварка чугуна электродом с медной проволокой
Данный железоуглеродистый сплав является практически основным материалом (уступая первенство лишь стали) для изготовления нагруженных металлических конструкций. В чем сложность его сварки чугуна? Основной недостаток полученного шва – пониженная прочность (из-за образования множественных пор в результате выгорания углерода) и появление сетки трещин в месте соединения. О том, как правильно выполнить сварку чугунных изделий электродом с медной проволокой, и пойдет речь в данной статье.
О том, как правильно выполнить сварку чугунных изделий электродом с медной проволокой, и пойдет речь в данной статье.
Существуют два основных вида сварки чугуна. В быту, при недостатке соответствующего оборудования, применяется «холодная» технология. Ее специфика – в использовании специальных электродов, сердечник которых выполнен из никеля или меди. По отношению к углероду эти металлы нейтральны, поэтому выгорание данного элемента периодической таблицы и образование новых хим/соединений не происходит. Следовательно, и сварной шов получается более плотным (без микропустот) и надежным.
На заметку!
При использовании электродов с медным сердечником соединение получается более твердое и не такое однородное, как после работы с аналогом из никеля. Причина – медь не «растворяется» в железе.
Марки электродов для сварки чугуна
- ОЗЧ- (2 или 6). «Сердцевина» – медная проволока, поверхностный слой – железный порошок.
- МНЧ –2. Состав проволоки более сложный, так как она композитная. Кроме элемента Cu, еще есть Fe и Ni. Но, по отзывам профессионалов, именно такие электроды позволяют получить действительно высококачественный шов. Единственный недостаток этой разновидности продукции – высокая стоимость.
- Марка ОЗЖН (любой модификации), которая также используется при «холодной» сварке – на основе никелевой проволоки.
 Кроме элемента Cu, еще есть Fe и Ni. Но, по отзывам профессионалов, именно такие электроды позволяют получить действительно высококачественный шов. Единственный недостаток этой разновидности продукции – высокая стоимость.
Кроме элемента Cu, еще есть Fe и Ni. Но, по отзывам профессионалов, именно такие электроды позволяют получить действительно высококачественный шов. Единственный недостаток этой разновидности продукции – высокая стоимость.Специфика «холодной» сварки чугуна
Примечание. На упаковке указаны все рекомендации производителя по режимам работы с конкретной модификацией электродов. Ими и следует руководствоваться.
Что учесть
Все перечисленные ниже правила являются общими, независимо от марки изделий. Задача – обеспечить минимальную глубину проплавления. Именно это гарантирует качественный шов.
- Сечение электродов – как можно меньше.
- Небольшой ток.
- Швы – короткие. После каждой «проходки» необходимо делать перерыв, чтобы обрабатываемый участок охладился (хотя бы до +55 ºС). Излишняя закалка сплава провоцирует хрупкость соединения.
 Излишняя закалка сплава провоцирует хрупкость соединения.
Излишняя закалка сплава провоцирует хрупкость соединения.
Порядок работы по сварке чугунных изделий
Подготовка участка
Если свариваются 2 детали, то обрабатываются их кромки. При необходимости заделки трещины в чугуне поврежденный участок разделывается. Для выравнивания краев наиболее подходящий инструмент – напильник. В некоторых случаях мастеру приходится работать и зубилом. Нужно учитывать хрупкость сплава, поэтому материал «снимается» аккуратно, постепенно, тонким слоем порядка 1 мм, не более.
Особенности:
- Чтобы исключить увеличение трещины по длине, на ее концах, с отступами порядка в 1 см от краев, высверливаются отверстия.
- Если трещина сквозная, то обработка кромок производится с обеих сторон.
- На близкорасположенные дефектные участки накладывается общая «латка».
На последнем этапе все срезы выравниваются, а поверхность детали вдоль краев трещины зачищается (примерно на 2,5 см с каждой стороны).
Непосредственно сварка
Сначала обвариваются кромки, после чего производится заполнение полости. Рисунок все наглядно поясняет:
В зависимости от специфики дефекта используются разные схемы и способы скрепления деталей.
Полезный совет
В таблице приведены ориентировочные данные, которыми можно руководствоваться:
Нередко бывает так, что подходящих для сварки чугуна электродов под рукой нет. Их можно изготовить самостоятельно, если найти медную проволоку сечением от 3 до 5 мм. Как?
- Чтобы получить вещество для обмазки сердечника, необходимо снять защитное покрытие с обычного (стального) электрода. Он не является дефицитом.
- Вся масса тщательно измельчается. При этом в нее вводится порошкообразное железо. Его несложно получить, поработав напильником. В качестве сырья подойдет любая металлическая болванка или проволока.
- После качественного перемешивания добавляется клей (силикатный; его еще называют «жидким стеклом»). В результате должна получиться масса в виде жирной сметаны.
- С меди снимается лаковое покрытие (например, «наждачкой»), после чего металл обезжиривается.
- Остается залить «сметану» в емкость вертикальной конфигурации (отрезок трубы с заглушенным концом, бутылка и тому подобное) и поочередно окунать в нее проволочки. Чтобы характеристики электродов были идентичны, следует строго контролировать время выдержки сердечника в растворе.
 В результате должна получиться масса в виде жирной сметаны.
В результате должна получиться масса в виде жирной сметаны.Такие самодельные электроды для сварки подвешиваются и высушиваются. Дополнительно производится их прокалка (достаточно при +260 ºС). Например, в духовом шкафу, эл/печи для сушки и прокалки электродов. После этого они готовы к применению.
Если немного потренироваться, то вполне можно наладить изготовление электродов, ничуть не уступающих по своим свойствам изделиям марки ОЗЧ.
Превосходные аппараты для холодной сварки медной проволоки Привлекательные предложения Местное послепродажное обслуживание
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационных аппаратов для холодной сварки медной проволоки , доступных по привлекательным предложениям на Alibaba. com. Эти аппараты для холодной сварки медной проволоки оснащены революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы.Аппараты для холодной сварки медной проволоки потребляют мало электроэнергии при сохранении заданной мощности, независимо от того, используются ли они в личных целях или в коммерческих целях.
com. Эти аппараты для холодной сварки медной проволоки оснащены революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы.Аппараты для холодной сварки медной проволоки потребляют мало электроэнергии при сохранении заданной мощности, независимо от того, используются ли они в личных целях или в коммерческих целях.
Передовые изобретения, лежащие в основе этих аппаратов для холодной сварки медной проволоки Дизайн и стиль делают их очень гибкими и применимыми для решения широкого круга сварочных задач. Аппараты для холодной сварки медной проволоки не подвергаются неблагоприятному воздействию экстремальных температур или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий.Они имеют широкий выбор, который учитывает множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящие аппараты для холодной сварки медной проволоки , соответствующие их потребностям.
Доступность этих аппаратов для холодной сварки медной проволоки на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Аппараты для холодной сварки медной проволоки эксплуатационные расходы и расходы на техническое обслуживание также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами аппаратов для холодной сварки медной проволоки на месте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью привлекательных аппаратов для холодной сварки медной проволоки на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящие аппараты для холодной сварки медной проволоки для их выполнения. Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Производитель аппаратов для сварки холодным давлением и сварочных штампов, аппаратов для сварки проводов и кабелей с 30-летним стажем.
Аппараты для холодной сварки SGT уже более 30 лет поставляются по всему миру для производства проволоки и кабеля.
Сварка холодным давлением — это самый простой и наиболее экономичный метод соединения электрических катушек из медных и алюминиевых лент с помощью соединительных шин или проводов без использования тепла, наполнителей или флюсов.С помощью технологии холодной сварки SGT можно производить холодную сварку круглого сечения из разнородных материалов и материалов разных размеров. Холодный сварной шов обычно прочнее основного материала и имеет те же электрические характеристики.
Поверхности проволоки свариваются холодным способом под высоким давлением при комнатной температуре, в результате чего молекулярные связи отличаются высокой прочностью и надежностью. Чтобы получить хороший сварной шов, необходимо удалить все загрязнения, такие как оксиды, масла, химикаты и т. Д., И соединить вместе только чистые поверхности.В аппарате для холодной сварки SGT это достигается за счет использования технологии многократной осадки, при которой загрязненный материал выталкивается из зоны сварки, что исключает необходимость какой-либо специальной подготовки.
Чтобы получить хороший сварной шов, необходимо удалить все загрязнения, такие как оксиды, масла, химикаты и т. Д., И соединить вместе только чистые поверхности.В аппарате для холодной сварки SGT это достигается за счет использования технологии многократной осадки, при которой загрязненный материал выталкивается из зоны сварки, что исключает необходимость какой-либо специальной подготовки.
Доступен широкий спектр аппаратов для сварки под давлением, охватывающих различные области применения — от прутка и ленты до тонкой проволоки. Алюминий и медь можно сваривать холодным давлением в любой комбинации (Al-Al, Al-Cu, Cu-Cu). SGT предлагает оборудование для тестирования материалов клиентов, чтобы подтвердить их пригодность для холодной сварки.
Сварочные матрицы SGT относятся к промышленному стандарту и могут быть адаптированы в соответствии с вашими спецификациями для некоторых специальных проволок. Также наши сварочные матрицы подходят для аналогичных аппаратов для холодной сварки под давлением других производителей.
SGT Сварочный аппарат для проводов и кабелей специально разработан для эффективного соединения проводов и кабелей, а также секторных и сплошных проводов из алюминия и меди с помощью процесса камерной сварки, что создает однородное соединение без пор и заусенцев.
Спасибо за постоянную поддержку нашей компании. Мы твердо убеждены в том, что «Кредитное качество — это основа успеха», и мы стремимся работать над улучшением продуктов, чтобы удовлетворить требованиям мирового рынка наивысшего качества. Мы будем вашим самым надежным партнером.
Что такое холодная сварка? (Преимущества, недостатки и применение)
Перед тем, как холодная сварка сможет соединить два или более металлов вместе, необходимо удалить оксидные слои с поверхностей материалов.Большинство металлов (при нормальных условиях) имеют оксидный слой на поверхности, который образует барьер, препятствующий связыванию атомов металла. После удаления этого оксидного слоя металлы можно спрессовать вместе под высоким давлением, чтобы создать металлургические связи. Оксидный слой можно удалить с помощью металлической щетки, обезжиривания или других химических или механических методов.
Оксидный слой можно удалить с помощью металлической щетки, обезжиривания или других химических или механических методов.
После очистки металлы можно сжимать, но материалы должны быть пластичными и не должны подвергаться сильному упрочнению.В результате для холодной сварки часто предпочтительны более мягкие металлы.
Процесс холодной сварки вызывал механические проблемы на первых спутниках и других космических аппаратах, поскольку этот процесс не исключает относительного движения между соединяемыми поверхностями. Это означает, что адгезия, истирание и заедание могут накладываться друг на друга, поэтому, например, холодная сварка и истирание могут происходить одновременно. Однако, с другой стороны, возможность плавить металлы вместе без жидкой или расплавленной фазы позволяет астронавтам быстро и эффективно работать вне космического корабля для выполнения любых необходимых ремонтных работ.
Холодная сварка также может выполняться в наномасштабе, с демонстрациями, показывающими, что монокристаллические ультратонкие золотые нанопроволоки (с диаметром менее 10 нм) могут быть соединены за секунды посредством механического контакта. Результаты оказались почти идеальными, с той же ориентацией кристаллов, электропроводностью и прочностью, что и остальная нанопроволока. Такое высокое качество сварки достигается за счет наноразмерных размеров образца, механической поверхностной диффузии и ориентированных механизмов крепления.Холодная сварка в наномасштабе была продемонстрирована для соединения золота с серебром и серебра с серебром.
Результаты оказались почти идеальными, с той же ориентацией кристаллов, электропроводностью и прочностью, что и остальная нанопроволока. Такое высокое качество сварки достигается за счет наноразмерных размеров образца, механической поверхностной диффузии и ориентированных механизмов крепления.Холодная сварка в наномасштабе была продемонстрирована для соединения золота с серебром и серебра с серебром.
Объясняя, как работает холодная сварка, Ричард Фейнман в своих «Лекциях Фейнмана» отметил, что «Причина такого неожиданного поведения в том, что, когда все контактирующие атомы имеют одинаковый вид, атомы не могут« знать » что они в разных кусках меди. Когда есть другие атомы, в оксидах и смазках и в более сложных тонких поверхностных слоях загрязняющих веществ между ними, атомы «знают», когда они не находятся в одной и той же части.”
Холодная сварка впервые была признана явлением в 1940-х годах, но история методов холодной сварки уходит корнями в гораздо более далекую историю.
Археологи нашли инструменты бронзового века, которые были соединены с помощью холодной сварки, но первый научный эксперимент по этому методу не проводился до 1724 года, когда преподобный Джон Теофил Дезагульерс использовал два свинцовых шара, чтобы проверить концепцию, удерживая их вместе и скручивая, при этом Он заметил, что они держатся вместе.Дальнейшие испытания показали, что образовавшаяся связка имеет ту же прочность, что и основной металл.
Холодная сварка имеет ряд преимуществ по сравнению с другими сварочными процедурами, в том числе:
1. Нет HAZ
Холодная сварка не создает зоны термического влияния (HAZ), что значительно снижает риск негативных химических или механических изменений соединяемых основных материалов.
2. Прочные, чистые сварные швы
Холодная сварка позволяет получить чистые сварные швы, прочность которых равна прочности самого слабого из основных материалов.Этот процесс сварки не приводит к образованию хрупких интерметаллических соединений на стыках.
3. Соединение разнородных материалов
Разнородные металлы, которые сложно соединить с помощью других технологий, например алюминий и медь, можно соединить с помощью холодной сварки.
4. Сварка алюминия
Холодная сварка показывает свои преимущества не только при соединении меди с алюминием, но и при сварке алюминия серий 2ххх и 7ххх, что невозможно при использовании других технологий сварки металлов.
Несмотря на то, что холодная сварка дает некоторые заметные преимущества, она также имеет ограничения. Эти недостатки в большинстве случаев затрудняют рассмотрение холодной сварки в качестве основного метода соединения. Однако, как показано выше, в некоторых случаях холодная сварка все же может быть полезной. К проблемам и проблемам холодной сварки относятся:
1. Чистота
Основная проблема холодной сварки заключается в том, что материалы должны быть чистыми и не содержать оксидов для получения удовлетворительного сварного шва.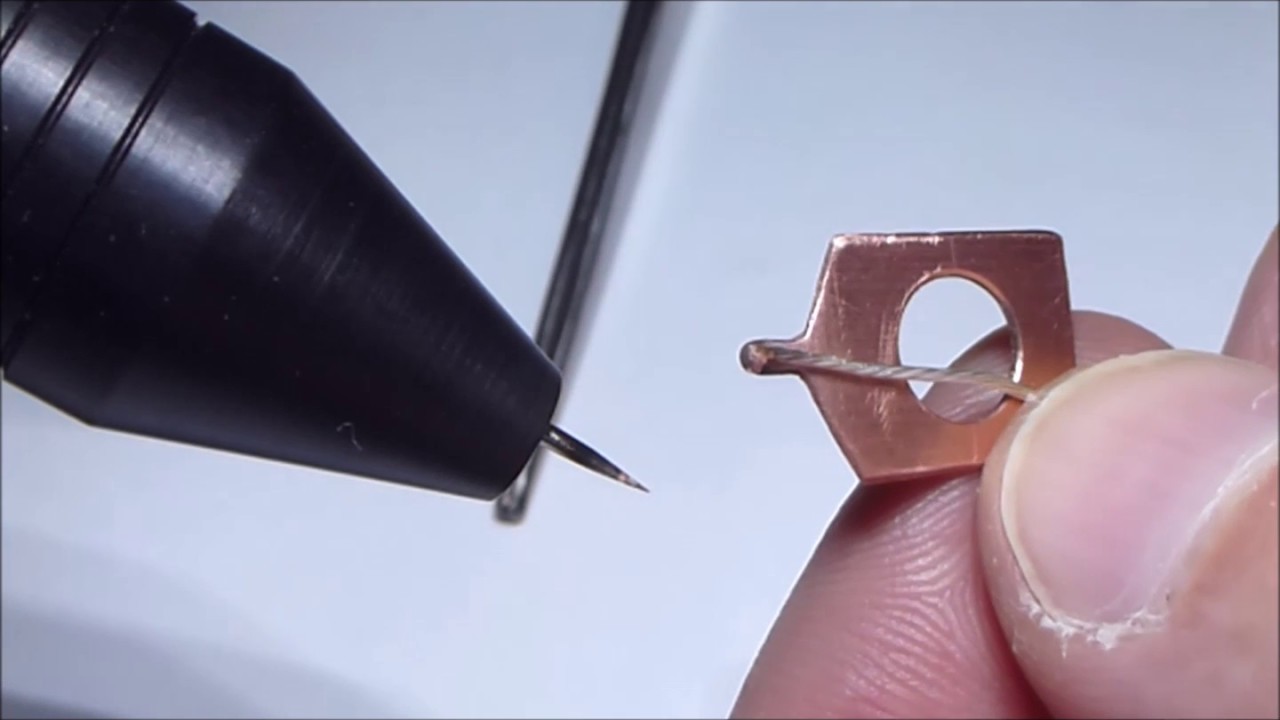 Это может быть трудно достичь, а также дорого и сложно управлять в условиях крупносерийного производства.
Это может быть трудно достичь, а также дорого и сложно управлять в условиях крупносерийного производства.
2. Типы материалов
Существуют ограничения на типы материалов, которые можно сваривать холодной сваркой, поскольку металлы должны быть пластичными и не должны подвергаться тяжелым процессам закалки. Кроме того, с помощью этого метода нельзя соединять металлы, содержащие углерод в любой форме.
3. Форма материала
Неровности на металлических поверхностях могут затруднить их соединение, даже если были приняты все остальные меры.Холодная сварка требует, чтобы материалы имели правильную форму и не имели неровностей поверхности. Самая прочная холодная сварка достигается с плоскими ровными поверхностями.
Несмотря на все проблемы, которые ставит технология, холодная сварка находит широкое применение в различных отраслях промышленности.
Чаще всего этот метод применяется для сварки проволокой, где тепловая энергия может быть проблемой. Холодная сварка может обеспечить быстрое и прочное соединение проволоки и обычно используется с алюминием, латунью 70/30, медью, золотом, никелем, серебром, сплавами серебра и цинком.
Холодная сварка может обеспечить быстрое и прочное соединение проволоки и обычно используется с алюминием, латунью 70/30, медью, золотом, никелем, серебром, сплавами серебра и цинком.
Холодная сварка также хороша для соединения разнородных металлов, которые иначе сложно сваривать. Этот метод особенно полезен для соединения меди и алюминия, он также позволяет соединять вместе сварку алюминия серий 2ххх и 7ххх.
Холодная сварка, используемая в таких отраслях, как авиакосмическая и автомобильная, часто применяется для стыковых соединений или соединений внахлест.
Какие металлы можно сваривать холодным способом?
Металл для холодной сварки должен быть пластичным, но этот метод обычно используется для соединения алюминия (включая несвариваемые марки, такие как серия 7XXX), латунных сплавов 70/30, меди, цинка, серебра и серебряных сплавов, никеля и золота, особенно как провода.
Холодная сварка также может использоваться для соединения металлов, таких как нержавеющая сталь, под большим давлением.
Металлы, содержащие углерод, нельзя сваривать холодным способом.
Насколько сильна холодная сварка?
Холодная сварка может обеспечить такое же прочное соединение, как и сами основные материалы, если условия правильные. Как упоминалось выше, это означает, что металлы должны быть пластичными, очищенными от оксидов на поверхности и в идеале иметь правильную форму. Материалы не могут быть сильно закаленными или содержать углерод.
Несмотря на эти факторы, при холодной сварке можно получить одни из самых прочных сварных швов.
Холодная сварка постоянна?
Холодная сварка позволяет создавать прочные сварные швы при правильных условиях. Если все сделано правильно, то соединение может быть отменено только при повреждении заготовок. Однако, если холодная сварка не выполняется в правильных условиях, соединения могут выйти из строя.
Холодная сварка — это уникальная технология склеивания, позволяющая создавать очень прочные соединения без использования тепла. Он использовался с бронзового века, но по-настоящему научился понимать его только в 16 веке.
Он использовался с бронзового века, но по-настоящему научился понимать его только в 16 веке.
Несмотря на то, что с холодной сваркой возникают проблемы, при правильном выполнении она может связывать разнородные материалы и даже некоторые «несвариваемые» сорта алюминия. Холодная сварка, обычно используемая для соединения проволоки, также находит применение в таких отраслях, как авиакосмическая и автомобильная.
Связанные часто задаваемые вопросы (FAQ)
Медно-алюминиевая сварочная проволока для установки для холодной сварки ESD
медно-алюминиевая сварочная проволока для установки для холодной сварки ESDПродукт представляет: медно-алюминиевый припой |
Фотографии продукта
NO7-One, который вам нужен, все, что мы поддерживаем.
Преимущество продукта
NO7-One, который вам нужен, все, что мы поддерживаем. Хорошая текучесть.
Хорошая текучесть.
1. Хорошая текучесть.
2. Хорошая электропроводность и коррозионная стойкость
3. Подходит для пайки меди с алюминием, алюминия с алюминием, алюминия с сталью, алюминия с нержавеющей сталью и т. Д.
Медно-алюминиевая сварочная проволока для установки для холодной сварки электростатическим разрядом Индекс
NO7-One you need, Все мы поддерживаем.
Название продукта | Модель | Состав | Температура плавления (℃) | Заявка | |
Припой | Паяльный флюс | ||||
Cu-Al Порошковая проволока | QX0215 | Zn, Al, прочие | KcsAlF4 15% -20% | 420-480 | Подходит для пайки меди с алюминием, алюминия с алюминием, алюминия со сталью, алюминия с нержавеющей сталью и т. |
QX22 | Zn, Al, прочие | ||||
Q20A | Zn, Al, прочие | ||||
Проволока для пайки Cu-Al | 200 кв. | Zn, Al, прочие | —— | 380-420 | Вместе с флюсом подходит для пайки меди с алюминием, алюминия со сталью, алюминия с нержавеющей сталью и т. Д. |
220 кв. | Zn, Al, прочие | 420-480 | |||
Паяльная паста Cu-Al | QXFU312C | KcsAlF4 | 380-420 | Подходит для наших сплавов серии Q | |
 Д.
Д.
Медно-алюминиевая сварочная проволока для установки для холодной сварки ESD Пакет
NO7-One, который вам нужен, все, что мы поддерживаем.
1. Стандартная экспортная мореходная упаковка: 500 г / рулон; 1 кг / рулон; 2 кг / рулон; 5 кг / рулон.
2. Упаковка в соответствии с различными требованиями заказчика
Изображение компании
NO7-One вам нужно, все мы поддерживаем.
Профиль
NO7-One вам нужен, все, что мы поддерживаем.
Xinxiang Qixing Welding Materials Co., Ltd, является членом Китайской ассоциации сварщиков, самого профессионального производителя сварочных материалов, стремящегося создать самый лучший бренд сварочного материала в мире.
История | Основано в 2008 году Экспортировано на международный рынок в 2010 году | Персонал | Более 120 сотрудников Научно-исследовательский персонал: 10 Помощники по контролю качества: 8 |
Вместимость | Годовой объем производства: 2000 тонн. | Размер | 5000 квадратных метров |
Орган | Сертифицировано ISO9001: 2008 | Честь | Член Китайской ассоциации сварщиков |

Основной бизнес
NO7-One вам нужно, все, что мы поддерживаем.
Компания Advantage
NO7-One вам нужен, все, что мы поддерживаем.
1. Член Китайской ассоциации сварщиков , и полагающийся на кафедру сварки Университета Цинхуа с мощной технологической поддержкой.
2. Полная система менеджмента качества, утвержденная ISO9001: 2008.
3. Современное производственное оборудование, обеспечивающее качество и количество продукции.
4. Современное испытательное оборудование для проверки стабильности ингредиентов продуктов
5. Производство припоев на основе фос-меди занимает лидирующие позиции в Китае.
The Lab
NO7-One you need, Все, что мы поддерживаем.
Испытательное оборудование: Современное испытательное оборудование для проверки стабильности ингредиентов продуктов.
Наша репутация
7-One вам нужно, все, что мы поддерживаем.
Наш рынок
NO7-One вам нужен, все, что мы поддерживаем.
Продукция экспортируется в основном во Вьетнам, Камбоджу, Малайзию и другие страны Юго-Восточной Азии, а также в США, Великобританию, Германию, Францию, Италию, Испанию, Австралию, Новую Зеландию, Чили, Бразилию, Японию и Нигерию и другие африканские страны и регионы.
Наш клиент
NO7-One вам нужен, все, что мы поддерживаем.
Как профессиональное производство сварочных материалов, наши партнеры со всего мира.Чтобы глубже изучить историю и культуру нашей компании, большинство клиентов приходят к нам напрямую. Пообщавшись друг с другом лицом к лицу, мы установили с ними долгие хорошие отношения.
Пообщавшись друг с другом лицом к лицу, мы установили с ними долгие хорошие отношения.
Процесс холодной сварки с помощью PWM
Холодная сварка крупным планом
Холодная сварка — это разновидность твердофазной сварки, которая уникальна тем, что выполняется при температуре окружающей среды. Другие формы твердофазной сварки выполняются при повышенных температурах.Египтяне изготавливали железо, ударяя молотком по металлической губке, чтобы сварить раскаленные частицы вместе, а кузнецы веками молотили сварное кованое железо, но эти виды сварки всегда выполнялись при высоких температурах.
В 1724 году британский священнослужитель преподобный Дезагюльерс сумел создать прочную связь между двумя свинцовыми шарами без использования какого-либо тепла, просто скрутив их вместе. Это была первая успешная британская попытка сварки под давлением.
Сегодня холодная сварка составляет значительную часть всех сварочных процессов в проволочной и кабельной промышленности. Многие производители проводов и кабелей предпочитают чистый, бесшумный и «экологичный» процесс сварки, который позволяет им соединять цветные металлы без нагрева, флюса или наполнителей, экономя средства и материалы.
Многие производители проводов и кабелей предпочитают чистый, бесшумный и «экологичный» процесс сварки, который позволяет им соединять цветные металлы без нагрева, флюса или наполнителей, экономя средства и материалы.
Простой процесс
Процесс холодной сварки прост, что снижает потребность в обучении оператора. Проволоку небольшого диаметра можно соединить за секунды с помощью ручного аппарата для холодной сварки; Склеивание больших секций стержней занимает немного больше времени и требует использования машины с приводом, но это намного более энергоэффективно, чем использование электрического устройства для стыковой сварки оплавлением.Холодная сварка позволяет получить постоянные сварные швы, которые прочнее основного материала, без потери электрической целостности, и может использоваться для соединения полосы и профиля, а также круглой проволоки. Холодной сваркой можно сваривать большинство цветных металлов, а также различные сплавы, и этот процесс также можно использовать для соединения разнородных металлов, таких как алюминий и медь.
Принцип множественной осадки
В современной технике сварки холодным давлением используется принцип «множественной осадки», усовершенствованный британской компанией GEC.Когда материал вставляется в матрицу, каждый раз, когда машина приводится в действие, материал захватывается матрицей и подается вперед. Когда они прижимаются друг к другу, две противоположные поверхности материала растягиваются и увеличиваются по всей площади своей поверхности. Оксид и другие поверхностные примеси вытесняются наружу из сердцевины материала, и возникает связь. Рекомендуется минимум четыре «осадки», чтобы гарантировать удаление всех примесей из поверхностей раздела.
Простая установка
Концы проволоки или прутка не нуждаются в какой-либо подготовке перед сваркой, а выравнивание двух торцевых концов происходит автоматически, когда материал помещается в матрицу.Не требуется настройки нагрева, настройки зазора (он встроен в матрицу) и давления пружины. Любая из этих вещей, неправильно установленная на аппарате для контактной стыковой сварки, может привести к отказу сварного шва.
Любая из этих вещей, неправильно установленная на аппарате для контактной стыковой сварки, может привести к отказу сварного шва.
Как происходит холодная сварка
В настоящее время принятая гипотеза, объясняющая наличие холодной сварки, выглядит следующим образом:
Атомы металлов удерживаются вместе металлической «связью», названной так потому, что она свойственна металлическим веществам.Связь можно описать как «облако» свободных отрицательно заряженных электронов, объединяющее ионизированные положительно заряженные атомы в единое целое в результате сил притяжения.
Итак, если две металлические поверхности соединить вместе с разделением всего в несколько ангстрем (есть 300 миллионов ангстрем на один сантиметр), может произойти взаимодействие между свободными электронами и ионизированными атомами. Это устранит потенциальный барьер, позволяя электронному облаку стать обычным явлением. Это, в свою очередь, приводит к соединению и, следовательно, сварному шву.
Более простой способ объяснить этот довольно сложный процесс состоит в том, что если две поверхности (обе поверхности, являющиеся атомарно чистыми и атомарно плоскими, если рассматривать их в атомном масштабе) соединяются под давлением, получается связь, равная прочности связи исходного материала. .
Видео демонстрации
Чтобы помочь производителям проводов и кабелей понять процесс холодной сварки, британская компания PWM (Машины для сварки под давлением) разработала серию онлайн-демонстраций видео, которые можно просмотреть на сайте www.pwmltd.co.uk. В видеороликах показаны в действии большие аппараты для холодной сварки для соединения прутков от 5 до 30 мм (от 0,197 до 1,181 дюйма), а также устройства меньшего размера, HP200 и M101, для сварки проволоки от 2 до 6,50 мм (от 0,079 до 0,256 дюйма). и от 1 мм до 5 мм (от 0,040 до 0,197 дюйма) соответственно.
Компания PWM, специализирующаяся на разработке и производстве машин и штампов для холодной сварки давлением, уже более 30 лет поставляет высокопроизводительное оборудование для холодной сварки производителям проводов и кабелей по всему миру. Ассортимент продукции PWM включает ручные, настольные и тележки, а также большие отдельно стоящие модели для холодной сварки стержней большого сечения.Доступны как ручные, так и приводные аппараты для холодной сварки, с диапазоном мощности от 0,10 мм (0,0039 дюйма) до 30 мм (1,181 дюйма).
Ассортимент продукции PWM включает ручные, настольные и тележки, а также большие отдельно стоящие модели для холодной сварки стержней большого сечения.Доступны как ручные, так и приводные аппараты для холодной сварки, с диапазоном мощности от 0,10 мм (0,0039 дюйма) до 30 мм (1,181 дюйма).
Для обеспечения максимальной точности все машины и матрицы для холодной сварки PWM спроектированы и изготовлены собственной командой квалифицированных инженеров PWM в соответствии со строгими стандартами качества. Матрицы, которые играют важную роль в процессе холодной сварки, изготавливаются индивидуально вручную в согласованных наборах. Они могут быть изготовлены в стандартных отраслевых размерах или изготовлены на заказ для индивидуальных применений.
Joe Snee Associates Inc. является эксклюзивным дистрибьютором PWM в США и Канаде: [адрес электронной почты защищен]
медный алюминиевый сварочный аппарат медной проволоки сварочный аппарат
Описание:
* Применение: Широко используется при холодной сварке проволоки из меди, алюминия, никеля, платины и других цветных металлов
* Диапазон сварки медной проволоки: 0. 06 мм-0,50 мм
06 мм-0,50 мм
Алюминиевая проволока: 0,06-0,50 мм
* Структура: импортная пресс-форма Сталь
* Габаритные размеры: 190 мм * 50 мм * 60 мм (Д * Ш * В)
* Рама- материал: точное литье под давлением
* Вес нетто: 0,7 кг
* вес упаковки: 1,3 кг
* Упаковка: красивый алюминиевый корпус
* Код HS: 8468800000
* MOQ: 1 комплект
Спецификация:
* Основные преимущества использования холодной сварки
Этот процесс быстрый, надежный и экономичный.Цикл сварки занимает всего несколько секунд и обеспечивает прочное соединение, более сильное, чем у основного материала, без использования тепла, наполнителей или флюсов.
* Какие материалы можно сваривать холодным давлением?
Холодная сварка может использоваться для соединения большинства цветных проволок и полос диаметром от 0,06 мм до 10 мм из меди и 15 мм из алюминия.
* Можно ли сваривать разные металлы с помощью холодного давления?
Холодная сварка может использоваться для соединения разнородных материалов, например алюминия с медью.
* Допуск матриц к проволоке
-0,01 мм + 0,03 мм проволоки к допуску матрицы.
* Например: штампы 0,9 мм могут сваривать проволоку диаметром от: 0,89 мм до 0,93 мм
Введение: Сварочный аппарат холодным давлением: также может называться аппаратом для сварки кабелей и проволоки, сварочным аппаратом под давлением. По своему применению и форме эту машину можно разделить на ручные зажимные, настольные / настольные и гидравлические.
Сварочная часть очень прочная, мы попробовали следующие испытания.
* Проверка сопротивления:
Значение сопротивления не больше, чем у оригинального провода.
* Испытание на тянущее усилие:
Постоянно для суставов, никогда не нарушается в суставах.
Преимущество:
* Один год гарантии качества на пресс для экструзии алюминия.
* Доступная цена.
* Гибкая доставка на выборку и большой заказ.
* 14 лет опыта работы в сфере производства и исследований и разработок.
Транспорт:
* DHL доступна.
* Возможна доставка морским и воздушным транспортом.
* Добро пожаловать в ваш агент, который занимается сварочным аппаратом для меди, алюминия, сварочного аппарата для медной проволоки.
Срок поставки:
Гибкое время доставки, готовность к отправке, наличие на складе для медно-алюминиевого сварочного аппарата, сварочного аппарата для медной проволоки.
Введение в компанию:
Shanghai shengzao Mechanical & Electrical Equipment Co., ООО была основана в 2000 году. Комплексное обслуживание, включая детали / аксессуары / дизайн металла, производство, машинную обработку и постобработку. Совместная работа с каждым продуктом. Возможность замены в течение 3 месяцев с даты продажи. Годовая гарантия качества и техническое руководство. .Мы являемся отличным производителем оборудования для холодной сварки и сварки под давлением.
Совместная работа с каждым продуктом. Возможность замены в течение 3 месяцев с даты продажи. Годовая гарантия качества и техническое руководство. .Мы являемся отличным производителем оборудования для холодной сварки и сварки под давлением.
Краткая контактная информация:
(MISS) Алиса Фу
Shanghai Shengzao Mechanical & Electrical Equipment Co., ltd
ТЕЛ: + 86-0532-55782086-8002 Факс: + 86-0532-55782083
Мобильный: + 86-13326397826; + 86-13793251855
SKYPE: fyy6506
MSN: alice
Веб-сайт: www.szlenghan.com
Медно-алюминиевый сварочный аппарат Изображения медной проволоки |
Китай Заводская установка для переработки медной проволоки — Установка для холодной сварки — LINT TOP Производитель и поставщик
1.
Введение Электрический кабель используется в качестве промежуточного звена для соединения каждой функциональной части всей электронной системы. Любой неплотный контакт или некачественное сварное соединение поставят под угрозу безопасность работы всей системы. Холодный сварочный аппарат в основном используется в процессе волочения проволоки.2. Применяемый материал
Как правило, аппарат для холодной сварки подходит для металлической проволоки с низкой твердостью и хорошей пластичностью, такой как алюминиевая проволока и проволока из меди (сплава).3. Классификация сварки
Процесс сварки прост и удобен в эксплуатации, в основном он включает в себя холодную сварку и горячую сварку.Холодная сварка — это метод сварки в твердом состоянии путем приложения давления, обеспечивающего сильную пластическую деформацию металла при комнатной температуре. Приложенное давление обычно должно быть выше предела текучести материала при деформации на 60% ~ 90%. А горячая сварка выполняется при температуре от 100 до 300 ℃ выше комнатной. При холодной сварке оксид или другой загрязнитель на поверхности алюминия и меди разрушается и удаляется под давлением.
Поверхность соединения алюминия и меди не вызывает дефектов сварки, связанных с плавлением и затвердеванием, и не возникает расплавления.При использовании горячей сварки соединения, как правило, не требуется очищать перед сваркой, а температура нагрева при сварке ниже, чем точка эвтектики алюминия и меди, а основные материалы алюминия и меди не плавятся. При формировании зоны механического смешения алюминия и меди увеличьте давление, чтобы улучшить микроструктуру, улучшить соединение и улучшить прочность соединения.
При холодной сварке оксид или другой загрязнитель на поверхности алюминия и меди разрушается и удаляется под давлением.
Поверхность соединения алюминия и меди не вызывает дефектов сварки, связанных с плавлением и затвердеванием, и не возникает расплавления.При использовании горячей сварки соединения, как правило, не требуется очищать перед сваркой, а температура нагрева при сварке ниже, чем точка эвтектики алюминия и меди, а основные материалы алюминия и меди не плавятся. При формировании зоны механического смешения алюминия и меди увеличьте давление, чтобы улучшить микроструктуру, улучшить соединение и улучшить прочность соединения.4. Подходящие штампы и техническое обслуживание
4.1 Плашки для холодной сварки изготовлены из высококачественной стали и обработаны вакуумной закалкой.Его твердость составляет около HRC 56 ~ 60 с характеристиками небольшой деформации и износостойкости. При использовании, помимо выбора матрицы, соответствующей техническим характеристикам проволоки, для продления срока службы матрицы и достижения лучшего результата сварки очень важно техническое обслуживание. 4.2 Необходимо разбирать его и протирать чистой белой тканью каждый день после использования (мы рекомендуем использовать сжатый воздух, чтобы сдуть грязь внутри штампов), чтобы гарантировать отсутствие посторонних предметов в четырех небольших блоках и штифте колонны. заржаветь.В частности, в относительно влажных прибрежных районах штампы следует опрыскивать смазкой, если они не используются в течение длительного времени, и не следует оборачивать влажной тканью, чтобы предотвратить ржавчину.
В случае ежедневного использования вам нужно только протереть его чисто, но не использовать любую смазку. Канавка для проволоки в матрицах очень важна, протирайте ее каждый день, чтобы канавка для проволоки не ржавела. Если во время электромонтажа на головке провода есть масло или грязь, очистите ее перед подключением.
Если он не был подключен более 20 раз, выньте матрицу и очистите ее, затем продолжите.
4.2 Необходимо разбирать его и протирать чистой белой тканью каждый день после использования (мы рекомендуем использовать сжатый воздух, чтобы сдуть грязь внутри штампов), чтобы гарантировать отсутствие посторонних предметов в четырех небольших блоках и штифте колонны. заржаветь.В частности, в относительно влажных прибрежных районах штампы следует опрыскивать смазкой, если они не используются в течение длительного времени, и не следует оборачивать влажной тканью, чтобы предотвратить ржавчину.
В случае ежедневного использования вам нужно только протереть его чисто, но не использовать любую смазку. Канавка для проволоки в матрицах очень важна, протирайте ее каждый день, чтобы канавка для проволоки не ржавела. Если во время электромонтажа на головке провода есть масло или грязь, очистите ее перед подключением.
Если он не был подключен более 20 раз, выньте матрицу и очистите ее, затем продолжите.5. Технические параметры и преимущества
Мы предлагаем ручные сварочные аппараты (LT-10A), сварочные аппараты настольного типа (LT-3B, LT-4A) и гидравлические сварочные аппараты (LT-1510B, LT-2013B). Диапазон сварки и применяемый материал представлены в следующей таблице:
Диапазон сварки и применяемый материал представлены в следующей таблице:Модель | LT-3B | LT-4A | LT-10A | LT-1510B | LT-2013B |
Диапазон проволоки (мм) | Cu: Φ0.80-Φ4,00 | Cu: Φ0,80-Φ4,20 | Cu: Φ0,05-Φ0,50 | Cu: Φ3-Φ10 | Cu: Φ5-Φ12,5 |
Al: Φ0,80-Φ5,50 | Al: Φ0,80-Φ5,30 Сплав: Φ1. | Al: Φ0,07-Φ0,50 | Al: Φ3-Φ15 | Al: Φ5-Φ18 Сплав: Φ5-Φ9.50 |
