|
1. Ширина свариваемых пил, мм: наибольшая наименьшая |
150 30 |
| 2. Толщина свариваемых пил, мм:
наибольшая наименьшая |
1,6 0,8 |
|
3. Диаметр шлифовального круга, мм. |
100 |
|
4. Толщина шлифовального круга, мм. |
50 |
|
5. Окружная скорость шлифовального круга, м/c. |
16 |
|
6. Габаритные размеры сварочного аппарата, мм, не более: длина/ширина/высота |
700/450/670 |
|
7. длина/ширина/высота |
935/350/250 |
|
8. Габаритные размеры приспособления для зачистки сварочного шва, мм, не более длина/ширина/высота |
650/260/380 |
|
9. Масса сварочного аппарата, кг. |
185 |
|
10. Масса ножниц, кг. |
50 |
|
11. Масса приспособления для зачистки сварочного шва, кг. |
40 |
|
12. Класс точности по ГОСТ 8 |
Н |
|
13. Норма обслуживания, чел. |
1 |
|
Характеристика электрооборудования |
|
|
14. |
Переменный трёхфазный |
|
15. Частота тока, Гц. |
50 |
|
16. Количество электродвигателей, шт. |
1 |
|
17. Электродвигатель привода шлифовального круга: мощность, кВт. синхронная частота вращения, об/мин. |
0,12 3000 |
|
18. Сварочный трансформатор: напряжение, В. мощность, кВА. |
380/3,3 19 |
 Габаритные размеры ножниц, мм, не более:
Габаритные размеры ножниц, мм, не более: Род тока питающей сети
Род тока питающей сетиОборудование IDEAL-BAS (Германия) для сварки ленточных пил
Основной показатель качества ленточной пилы – точность сварки её концов. Высокотехнологичное оборудование IDEAL-BAS обеспечивает идеальное круговое соединение полотна за короткое время.
Высокотехнологичное оборудование IDEAL-BAS обеспечивает идеальное круговое соединение полотна за короткое время.
Немецкая компания выпускает несколько видов машин для сварки ленточных пил. Это 4 стыкосварочных аппарата семейства BAS. Они работают по принципу контактной сварки непрерывным оплавлением и отличаются друг от друга такими характеристиками, как:
мощность трансформаторов;
максимальное усилие осадки;
тип привода устройства зажима пилы.
Область применения каждого из этих аппаратов также различна.
Станок IDEAL ВAS 051 сваривает:
полотна по дереву;
лобзиковые полотна;
ножи;
любые биметаллические пилы шириной до 34 мм;
пилы некоторых производителей полотна – до 41 мм.
Станок IDEAL ВAS 052, помимо всего вышеперечисленного, надёжно и точно варит все биметаллические пилы шириной до 41 мм и в зависимости от производителя полотна пилы до 54 мм.
Станок IDEAL ВAS 100 способен сварить:
полотна по дереву шириной от 20 до 100 мм;
биметаллические пилы по металлу шириной до 81 мм в зависимости от производителя.
Этот аппарат, как и следующий, не подходит для сварки лобзиковых полотен.
Ширина полотен, которые сваривает станок IDEAL ВAS 120, – от 25 до 120 мм и биметаллических пил по металлу до 105 мм с учётом опять же производителя полотна.
Весь процесс сварки и термообработки на этих аппаратах автоматизирован. У немецкой компании есть и оборудование для сварки ленточных пил сопротивлением. Такие станки не автоматизированы и подходят для сваривания единичных пил в районах, где установка машин-автоматов нецелесообразна.
Нужна ленточная пила за час? На высокотехнологичном оборудовании IDEAL-BAS её легко изготовить. При этом гарантируется главное – высокое качество сварного шва.
Технология сварки ленточных пил | Technoweld
Соединение ленточных пил в кольцо для работы на ленточнопильном станке или пилораме возможно:
- Пайкой.

Метод применялся ранее для не широких пил по древесине, до распространения аппаратов контактной стыковой сварки ленточных пил методами сопротивления и оплавления. Требует трудоемкой подготовки, в серийном производстве слабо применим, однако может быть использован для ремонта. - Сваркой полуавтоматом на формирующей подкладке.
В данном случае применяется легированная сварочная проволока и подогрев полотна перед и в процессе сварки.
Станки такие есть, часть оснащена встроенным нагревателем подкладки. Метод соединения не трудоемкий но длительный. Применяется для широких полотне по древесине. Имеет частичную замену в виде аппаратов для сварки ленточных пил оплавлением с возможностями сварки полотен до 210 мм, однако в России всего несколько таких машин. - Стыковой контактной сваркой сопротивлением.
Метод применим для сварки пил в небольших объемах так как по физике процесса чувствителен к дефектам обрезки торца полотна. Последнее трудно выполнить при резке больших объемов полотна, особенно биметаллического по металлу. - Стыковой контактной сваркой оплавлением.
На сегодняшний день это основной метод сварки полотен от столярки до широких биметаллических пил по металлу и по древесине.


О двух последних методах и пойдет речь ниже.
Сварка ленточных пил сопротивлением
Суть метода в процессе разогрева материала пилы под воздействием проходящего через контакт торцев тока и усилия осадки. Происходит разупрочнение полотна в основном в зоне стыка, так как именно там локализуется основное выделение тепла. Под действием усилия осадки разупрочнённый материал начинает выдавливаться в грат, а расстояние между губками аппарата для сварки ленточных пил сокращается.

Параметрами режима являются:
- Начальное расстояние между губками (электродами) аппарата.
Это расстояние в основном зависит от толщины и жесткости материала полотна. При превышении этого расстояния полотно может терять устойчивость под действием усилия осадки, при малом расстоянии недостаточно материала выдавливается в грат и в шве вероятны непровары, свищи и посторонние включения. - Усилие осадки – чем больше сечение полотна и чем более вязкий металл тем больше необходимо усилие.
- Момент отключения тока при осадке – этот параметр регулирует степень осадки полотна и предупреждает опасное сближение электродов сварочного аппарата и их повреждение
Специфика состоит в том что распределение тока по ширине полотна будет неравномерно и зависеть от равномерности прижима полотна к электродам по ширине, и от состояния торцевых поверхностей.
Если первое достигается регулировками прижима и состоянием поверхности электродов (шлифованная или чисто фрезерованная плоская поверхность свободная от загрязнений) то второе только чистотой обрезки и выдерживанием строго перпендикулярного реза. Это необходимо для того чтобы нагрев происходил равномерно по всей ширине полотна на примерно одинаковую глубину.
Это необходимо для того чтобы нагрев происходил равномерно по всей ширине полотна на примерно одинаковую глубину.
Заусенцы, не перпендикулярность реза оси ленточного полотна , попадание загрязнений в зону зажима пилы, дефекты поверхности пилы в виде потертостей, отклонения толщины ленты будут вызвать неравномерный нагрев и либо получение шва с выраженной неравномерностью свойств либо визуальный брак.
С визуальными дефектами всё ясно – они очевидны. Однако, при нарушениях технологии, шов ленточной пилы может и не иметь визуальных дефектов. грат есть но он не равномерный по ширине полотна и разный по толщине. Такой дефект, в зависимости от чувствительности материала пилы к отжигу, может как критически сказаться на работе ленточной пилы, так и оказаться допустимым. Скорость охлаждения металла после сварки пилы в той зоне, где зона вблизи шва была более нагрета, будет меньше чем скорость охлаждения там где в контакт вступили относительно более холодные участки. Закалка структуры пилы произойдёт по разному, а кроме того,- в зоне замедленного остывания может не хватить давления осадки и появиться крупное зерно.
Если полотно жесткое, то оно скорее всего окажется требовательным к соблюдению параметров термообработки с целью получения приближенных к упругим свойствам основного материал пилы свойств шва и околошовной зоны.
В случае если полотно относительно мягкое и податливое, если при нормальной сварке допускает значительные отклонения температуры и времени термообработки при этом резко не меняя свойств,- скорее всего такой дефект окажется допустимым и, если и повлияет на работоспособность пилы,- то только в долговременной перспективе.
При простоте оборудования и относительной дешевизне аппаратов для сварки пил методом сварки сопротивлением именно эта “капризность” технологии к равномерному подводу тока при сварке и сдерживает применение при поточной сварке, сварке полотен с дефектами. Сферой применения метода сварки пил по технологии сварки сопротивлением оказывается сварка не широких полотен по древесине в небольших объемах, сварка части ленточных ножей, эпизодическая сварка биметаллических пил, сварка лент при производстве других видов продукции таких как бронирование кабелей, производство порошковой сварочной проволоки, шовных труб малого диаметра.
Сферой применения метода сварки пил по технологии сварки сопротивлением оказывается сварка не широких полотен по древесине в небольших объемах, сварка части ленточных ножей, эпизодическая сварка биметаллических пил, сварка лент при производстве других видов продукции таких как бронирование кабелей, производство порошковой сварочной проволоки, шовных труб малого диаметра.
Сварка ленточных пил контактной сваркой оплавлением.
При этом методе сварки процесс после зажима концов полотна в губки аппарата сварки пил происходит по другой технологической последовательности:
- Губки аппарата для сварки пил разводятся приводом на небольшое расстояние составляющее около 0.2 мм и включается подача напряжения на сварочный трансформатор и к губкам;
- Начинается сближение губок с нарастающей скоростью. По мере сближения микро неровности торцов полотна вступают в контакт и проходящий через это локальное соединение ток расплавляет участки поверхности, а , также частично испаряет вступивший в контакт ( короткое замыкание) мостик их жидкого металла пилы.
По мере сближения в контакт вступают соседние участки полотна, количество микродуг от разрыва мостиков увеличивается, дуги перемешаются по всему сечению полотна равномерно прогревая торец.
Испарение части металла и выбрасываемые брызги выжигают кислород воздуха из зоны сварки и служат защитой нагретого металла торцов от окисления. - При достижении некоторого пути оплавления и желаемого прогрева концов пилы происходит резкое закрытие зазора с приложением к полотну усилия осадки. Сварочный ток при этом остается включенным до сближения губок аппарата до регулируемого расстояния между ними или отключается с настраиваемой задержкой времени (в зависимости от технологии заложенной в аппарат для сварки пил).
- Остывание полотна происходит при приложенном усилии осадки, в дальнейшем так же выполняется перезахват в положение отжига (либо вручную, либо автоматически) и дальнейшая термообработка с освобождением полотна от осевого давления при нагреве и остывании.
Подвижная губка при включенном отжиге должна свободно перемещаться хотя бы на небольшое расстояние. Будет это 0.3 или 1.0 мм с точки зрения технологии для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть!
То же относится и сварке сопротивлением, однако далеко не все сварщики пил после зажима пилы в положение для отжига дополнительно ещё немного дожимают пружину осадки с этой же целью.

 Будет это 0.3 или 1.0 мм с точки зрения технологии для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть!
Будет это 0.3 или 1.0 мм с точки зрения технологии для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть!Равномерность прижима и электрического контакта пила – электрод
При этом методе должна быть достигнута как можно лучше, однако небольшие отклонения не приводят ни к каким последствиям при сварке и могут сказаться лишь на неравномерности отжига. Возможное явление – при точно настроенных прижимах отжиг всё равно начинается не равномерно именно на сваренном полотне. Это обусловлено усадкой шва и короблением полотна в сочетании с недостаточным усилием прижима пилы к электродам аппарата.
В таком случае уместно вспомнить что отжиг (отпуск) полотна процесс зависящий от температуры и времени. Снижение температуры и увеличение времени отжига в большинстве случаев позволяет подавить отрицательные проявления.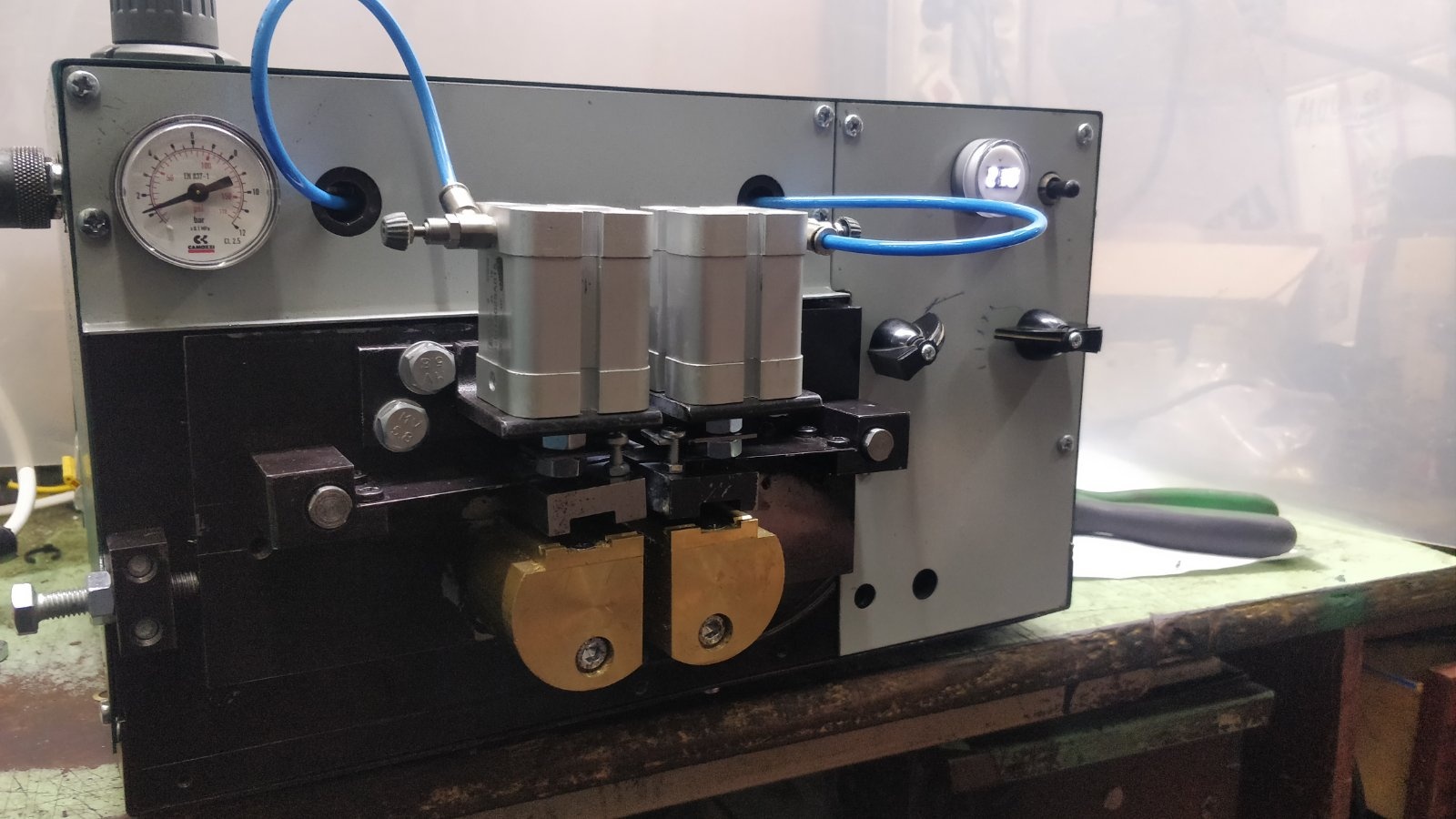 Исключением являются те полотна которые очень резко меняют механические свойства при небольших отклонениях отжига по температуре и по длительности.. Увы, такие полотна так же не выносят различия свойств по ширине полотна в месте сварки а в данном случае они будут.
Исключением являются те полотна которые очень резко меняют механические свойства при небольших отклонениях отжига по температуре и по длительности.. Увы, такие полотна так же не выносят различия свойств по ширине полотна в месте сварки а в данном случае они будут.
Начальное расстояние между губками и путь оплавления полотна.
На большинстве аппаратов кроме последних серий автоматов с сервоприводом путь оплавления задаётся механически формой кулачка аппарата для сварки пил. Он не изменяем и фиксирован и обычно составляет величину 2.5…3.0 мм. В таком случае начальное расстояние между губками рассчитывается исходя из толщины полотна но ” с конца”.
Расстояние между губками после сварки должно составлять не менее 2 толщин полотна,- в противном случае выдавливание расплава и разупрочнённого слоя в грат окажется затруднено и в шве могут быть дефекты; кроме того, скорость остывания будет высокой из за близкого расположения зоны шва к электродам и уровень закалки может быть такой сто полотно получит микротрещины ещё до того как будет произведён отжиг.
С точки зрения срока службы электродов до очередной перешлифовки рабочей поверхности это расстояние желательно увеличить. В большинстве случае его можно принять равным 2.5 толщинам полотна.
В грат должно выйти не менее чем 1 толщина полотна с каждой стороны – то есть минимальная потеря при осадке 2 толщины полотна пилы.
Искровой зазор не должен быть более чем 2 толщины полотна – это приведёт к дефектам.
Имеем для полотна толщиной 0.9 мм 0.9*2.5 +0.9*2+0.9*2+2.5 мм = 8.35 мм – начальное расстояние не должно быть меньше этого – то есть подбор режима начинать надо примерно с 8.5 мм.
Превышение оптимального начального расстояния может повлечь за собой как потерю устойчивости при осадке, так и неравномерность прогрева. Дело в том что при приближении зоны разогрева к охлаждаемым губкам аппарата для сварки ленточных пил возникает эффект выравнивания температуры по ширине полотна.
Слишком малое расстояние чревато повреждением электродов и прижимов или недостаточно глубокой осадкой полотна с дефектами в сварном соединении.
В случае если ваш аппарат имеет другой или регулируемый путь оплавления эту величину и требуется подставить в расчёт ориентировочной величины начального расстояния.
Скорость оплавления.
Она не постоянна при сближении полотна, однако для аппаратов где нарастание скорости задаётся кулачком она может быть изменена путём изменения постоянной частоты вращения двигателя. На аппаратах с сервоприводом подвижной губки это делается программно и позволяет менять и кривую нарастания линейной скорости сближения губок.
Скорость должна находится в балансе с током и напряжением на губках. Если ток и напряжение велико а скорость мала то в конце оплавление при разогреве полотна может увеличиваться искровой зазор. Это слышно и не слух, и видно как крупная и редкая искра, можно и пронаблюдать – попытаться сквозь искры, стоя чуть сбоку и, как минимум надев очки, разглядеть в процессе оплавления грани торца полотна. Если удалось – скорость и ток выбраны НЕ верно!
В случае малой мощности трансформатора и высокой скорости чаще не хватает нормально начать оплавление. Начало запаздывает и выглядит как закрытая расплавом часть шва из которой вылетают редкие искры, которая затем проваливается и начинается подобие нормального оплавления. Подобие – потому как цель достигнуть равномерного подогрева торца перед осадкой уже провалена! Провалена потом что через эту долго существовавшую зону короткого замыкания проходил большой ток и он разогрел только часть сечения полотна.
Начало запаздывает и выглядит как закрытая расплавом часть шва из которой вылетают редкие искры, которая затем проваливается и начинается подобие нормального оплавления. Подобие – потому как цель достигнуть равномерного подогрева торца перед осадкой уже провалена! Провалена потом что через эту долго существовавшую зону короткого замыкания проходил большой ток и он разогрел только часть сечения полотна.
Это тоже потенциальный дефект.
Давление (усилие) осадки и момент отключения тока
Так как трансформаторы на аппаратах для сварки пил питаются через тиристорные контакторы переменным током 50 гц то момент физического отключения тока всегда может запаздывать на разное время в пределах до 10 микросекунд от времени подачи команды на отключение тока. Этот эффект вызывает некоторый разброс конечного расстояния между губками даже при неизменности остальных параметров протекания процесса сварки. И , этот эффект и можно использовать для подбора соотношения указанных параметров с оглядкой на оптимальные величины и разброс.
Оптимальная величина 2.5 * толщина полотна, меньше чем 2* толщина полотна вероятен брак, и как правило при неглубокой осадке менее 3* толщина полотна тоже вероятны включения в шве со снижением прочностных свойств.
Для полотна с толщиной 0.9 получаем диапазон значений от 1.8 до 2.7 мм, но при настройке стараемся ориентироваться на среднюю часть диапазона – то есть 2.0..2.5 мм.
После того как удалось при некотором соотношении получить несколько сварок в указанном диапазоне можно посмотреть что произойдёт если чуть задержать момент выключения тока. При нормальном усилии осадки это вызовет не резкое и предсказуемое сокращение усреднённой по сварке нескольких стыков дистанции между губками аппарата после сварки.
Если давление ( сила) осадки велико – произойдёт резкое сокращение, мало – практически никакой реакции.
Так же существует способ оценки соответствия по галтели в зоне выхода грата со стороны спинки пилы. Если усилие велико а ток отключен очень рано возникает низкий прочно сцепленный с пилой гребень и выраженная галтель с радиусным переходом в него. При обратной ситуации грат выходит как будто резко под углом 90 град и слабо сцеплен с пилой.
При обратной ситуации грат выходит как будто резко под углом 90 град и слабо сцеплен с пилой.
И та и другая ситуация не является оптимальной – при большом давлении осадки будет разброс параметров, а при малом недостаточная прочность шва.
По отжигу
К отработке режима отжига не стоит приступать ранее того как будут получены более менее стабильные результаты сварки- это пустая трата времени. Состояние пилы после сварки может быть различным и режим отжига зависеть будет от него. Изменяя параметры режима сварки вы изменяете и это состояние.
Затруднения при подборе режимов
- Разброс конечного расстояния при любых параметрах сварки выше разумного, хотя внешне всё выглядит нормально. Тут стоит проверить:
– Нет ли проскальзывания пилы в губках при осадке,
– Проведя ряд отжигов на не сваренном полотне,- оценить насколько повторяемо и однозначно полотно зажимается в губки и нет ли у полотна отклонений по толщине в сечении или дефектов покрытия с разной электропроводностью
– Поменять ступень трансформатора и попробовать подобрать режим при другом токе, на аппаратах для сварки пил с регулировкой скорости оплавления можно и попробовать менять скорость оплавления.
– Посмотреть не отклоняется ли в больших пределах уровень напряжения в сети
– Проверить нет ли в присоединении машины к электросети проводов заниженного сечения и некачественных контактных соединений - Полотно нарушено по геометрии – видно при зачистке зоны шва.
– состояние и настройка взаимного положения электродов и прижимов
– неправильный боковой зазор на гильотине или износ ножей вызывает деформацию полотна при резке в размер
– увеличена сверх необходимого установочная длина (начальное расстояние) между электродами аппарата для сварки пил
– слишком большое давление осадки при раннем отключении тока
– люфты в следствии износов в направляющих аппарата или деталях прижимной системы - Полотно имеет прогиб “саблю” по спинке, как его сваривать?
Ответ
– если полотно будучи размотанным и свободно лежащим некоторое время на столе выпрямляется – сваривать после того как полежит
– если такого не происходит устанавливать упоры аппарата по полотну ( по спинке) и при сварке пытаться точно повторить форму полотна и в зоне стыка тоже - Как лучше ставить полотно по зубу или по спинке?
– столярку, узкие биметаллические полотна, полотна по древесине если они не имеют прогибов – по зубу
– биметаллические по металлу, полотна с саблей – по спинке
Это связано с особенностями приработки пил в начальный период эксплуатации, так как в зоне сварки небольшие отклонения геометрии более чем вероятны

В старой версии сайта существовала не только подобное описание технологии, но со временем набралось немало комментариев с вопросами и ответами по различным вопросам технологии и реальным ситуациям с браком при сварке ленточных пил, а так же вопросами по обслуживанию оборудования накопленным за много лет. Восстановить всё это увы возможности нет.
Восстановить всё это увы возможности нет.
Если у вас возникают технологические затруднения, вопросы по диагностике аппаратов для сварки пил, или проблемы с браком при сварке пил – обращайтесь, чем сможем поможем.
Аппарат для сварки ленточных пил
Контроль качества
При небрежной сварке возможно образование следующих дефектов:
- смещение плоскостей полотна относительно друг друга случается из-за большого хода или малого тока;
- выплески расплавленного металла на поверхности ленты возникают при завышенном токе;
- непровар случается при низком усилии и малом ходе подвижного зажима или недостаточном токе.
У качественно сваренного полотна валик шва выступает над плоскостью не меньше 1,5 мм. Проверка осуществляет сгибанием ленты с радиусом 20 -25 см. Если получается окружность, а на шве не образуются трещины, беспокоиться не о чем. Если полотно изгибается в виде буквы V — металл передержали на отжиге. Появление трещин свидетельствует о поспешном охлаждении.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима.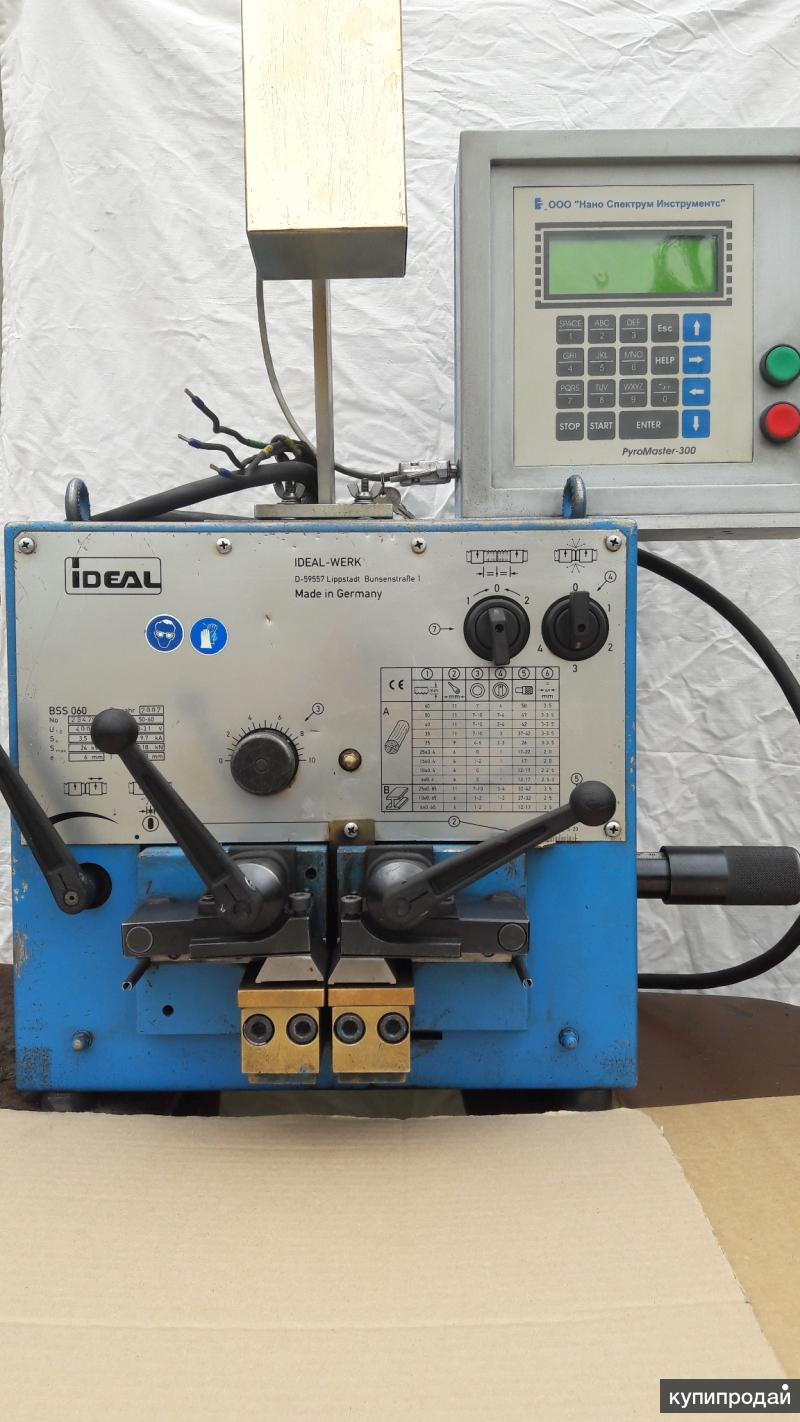 Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Аппарат для сварки пил ленточных
Сварка пил ленточных – это процесс, требующий максимальной концентрации внимания и высокого профессионализма исполнителя. Однако для того, чтобы получить готовое изделие, не обязательно прибегать к помощи посторонних лиц. Изготовить пилу можно и самостоятельно, предварительно приобретя аппарат для сварки ленточных пил.
Схема ленточной пилы.
Технология изготовления пил
Производство пил не занимает много времени, однако оно требует от исполнителя четкого соблюдения технологического процесса. В противном случае об изготовлении пилы, которая действительно пригодится в хозяйстве, можно будет забыть. Для того чтобы конечный результат оказался положительным, необходимо:
Для того чтобы конечный результат оказался положительным, необходимо:
Схемы установки заготовок и определение максимальной длины резания.
- Сварить полотно в кольцо. На начальном этапе необходимо подобрать полотно нужного размера и подготовить его к процессу сварки. Для этих целей ленточное полотно хорошо обезжиривается и очищается даже от незначительных крошек пыли. Только после этого происходит сварка ленточных пил, с предварительно выбранным режимом. Теперь полученный шов отжигается, заново очищается и снова отжигается.
- Правильная разводка зубьев. Оптимальная разводка осуществляется по следующей схеме: первый зубчик – вправо, последующий – влево, а третий остается по центру. По сходному принципу разводятся и все остальные зубья.
- Заточка. Для нормального функционирования ленточной пилы необходимо позаботиться и о корректной заточке, которая должна проводиться на специальном станке. В процессе работы будут отшлифованы все зазоры и микротрещины, образовавшиеся во время разводки. Так на выходе можно получить окончательное изделие, полностью готовое к использованию.
 Так на выходе можно получить окончательное изделие, полностью готовое к использованию.
Так на выходе можно получить окончательное изделие, полностью готовое к использованию.В действительности этот процесс занимает не более 2-х часов, однако прежде, чем браться за дело, необходимо позаботиться и о наличии таких инструментов и материалов, как:
- аппарат для сварки ленточных пил;
- гильотинные ножницы для нарезки полотна;
- полотно;
- мягкая ткань для удаления мусора.
В ряде случаев сварка ленточных пил осуществляется и методом пайки, с помощью самодельного аппарата, однако вероятность получения на выходе неработоспособного изделия существенно возрастает.
Читайте также:
Как выглядит обозначение сварных швов на чертежах.
для чего используют обратную полярность.
Об электросварке читайте здесь.
Вернуться к оглавлению
Как изготовить пилу самостоятельно?
Схема стыковой контактной сварки.
Для того чтобы сделать ленточную пилу своими руками, не придется тратиться на приобретение каких-либо дорогостоящих инструментов, одним из которых является и сварочный аппарат для ленточных пил.
Он с легкостью заменяется самодельными приспособлениями, с помощью которых и будет осуществляться пайка. Одно из самых бюджетных решений – это газовая горелка.
Перед началом работ важно будет позаботиться и о наличии припоев. Лучшие из них – с повышенным содержанием серебра, например, ПСР-45 или ПСР-65. В комплексе с ним должен идти и паяльный флюс, который будет наноситься на стыки. После того как вспомогательные элементы будут подготовлены, можно приступать и к непосредственному процессу изготовления.
Зачищенное полотно устанавливается на станок, фиксирующий его в заданном положении. После этого на стык наносится припой и подвергается тепловой нагрузке с помощью газовой горелки. После завершения процесса пила должна остыть в течение нескольких минут, а потом ее смело можно будет снимать.
Если же технология не нарушена, подтеков от припоя практически не будет наблюдаться. В противном случае их придется подвергнуть тщательной зачистке.
Всего за один час, руководствуясь данным способом, можно сделать с десяток ленточных пил по дереву! Однако в случае, если целостность стыка будет нарушена, даже готовое изделие необходимо переделывать заново.
|
|
 .. подробнее
.. подробнее 430 мм)
430 мм)
|
|
 м. Деревообрабатывающее оборудование импортного производства свыше 20 ед, покрасочная камера … подробнееКаталог GRIGGIO: обновление! Теперь Вам предоставлен обновленный каталог деревообрабатывающего оборудования GRIGGIO для деревообработки и производителей мебели. Каталог GRIGGIO включает в себя три группы: 1) Деревообрабатывающие оборудование и станки Гриджио , традиционные и … подробнее
м. Деревообрабатывающее оборудование импортного производства свыше 20 ед, покрасочная камера … подробнееКаталог GRIGGIO: обновление! Теперь Вам предоставлен обновленный каталог деревообрабатывающего оборудования GRIGGIO для деревообработки и производителей мебели. Каталог GRIGGIO включает в себя три группы: 1) Деревообрабатывающие оборудование и станки Гриджио , традиционные и … подробнее При небольших размерах оборудования …… подробнее
При небольших размерах оборудования …… подробнееПревосходный сварочный аппарат для ленточной пилы
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационного сварочного аппарата для ленточных пил , доступного по привлекательным предложениям на Alibaba.com. Аппарат для сварки ленточной пилы оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Сварочный аппарат для полотна ленточной пилы потребляет мало электроэнергии при сохранении заданной производительности, независимо от того, используется ли он в личных целях или в коммерческих целях.
Сварочный аппарат для полотна ленточной пилы потребляет мало электроэнергии при сохранении заданной производительности, независимо от того, используется ли он в личных целях или в коммерческих целях.
Передовые изобретения, лежащие в основе этого аппарата для сварки полотна ленточной пилы Конструкции и стили делают его очень гибким и применимым в широком спектре сварочных задач. Сварочный аппарат для полотна ленточной пилы не подвержен неблагоприятному воздействию экстремальных температур или холода, что делает его пригодным и применимым в широком диапазоне погодных условий.Они поставляются с широким выбором, учитывающим множество факторов и предпочтений пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий сварочный аппарат для ленточной пилы для своих нужд.
Доступность этих аппаратов для сварки ленточных пил на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Аппарат для сварки ленточной пилы Стоимость эксплуатации и технического обслуживания аппарата также невероятно низка благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами машины для сварки ленточной пилы на сайте, если вам потребуются дополнительные инструкции.
Аппарат для сварки ленточной пилы Стоимость эксплуатации и технического обслуживания аппарата также невероятно низка благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами машины для сварки ленточной пилы на сайте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью привлекательного сварочного аппарата для полотна ленточной пилы на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящий сварочный аппарат для ленточной пилы для их выполнения.Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
Превосходный сварочный аппарат для полотна ленточной пилы по привлекательным сделкам
Повысьте производительность и эффективность своего сварочного бизнеса с сенсационным сварочным аппаратом для полотна ленточной пилы , доступным по привлекательным предложениям на Alibaba.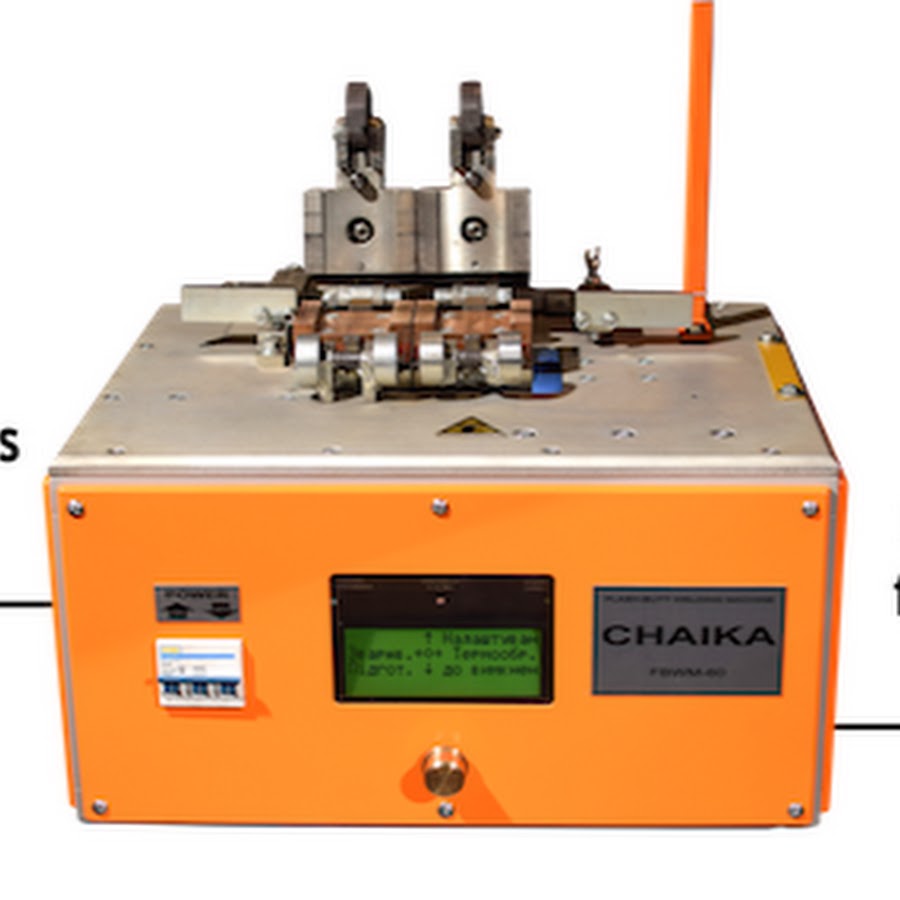 com. Этот сварочный аппарат для полотна ленточной пилы оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы.Сварочный аппарат для полотна ленточной пилы потребляет мало электроэнергии при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в коммерческих целях.
com. Этот сварочный аппарат для полотна ленточной пилы оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы.Сварочный аппарат для полотна ленточной пилы потребляет мало электроэнергии при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в коммерческих целях.
Передовые изобретения, лежащие в основе сварочного аппарата для полотна ленточной пилы , конструкции и стили делают его очень гибким и применимым в широком спектре сварочных задач. Сварочный аппарат для полотна ленточной пилы не подвержен неблагоприятным воздействиям сильной жары или холода, что делает его пригодным и применимым в широком диапазоне погодных условий.Они имеют широкий выбор, учитывающий множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий сварочный аппарат для полотна ленточной пилы для своих нужд.![]()
Доступность сварочного аппарата для полотна ленточной пилы на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Сварочный аппарат для полотна ленточной пилы также требует невероятно низких затрат на эксплуатацию и техническое обслуживание благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами сварочного аппарата для ленточной пилы на сайте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью привлекательного сварочного аппарата для полотна ленточной пилы на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящий сварочный аппарат для полотна ленточной пилы . Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
производителей оборудования для стыковой сварки ленточных пил в Индии
Описание продукта
производителей машин для стыковой сварки ленточной пилы в Индии за надежные, долговечные и высокоточные сварочные аппараты для промышленности. Машина для стыковой сварки ленточной пилы была разработана нашей производственной командой с множеством изменений во время производства для улучшения, предложенного клиентами и командой R&D в унисон.
Станок не требует дополнительного припоя, флюса или других материалов. Оборудование спроектировано таким образом, чтобы обеспечить простую и надежную работу. Концы полотна ленточной пилы были соединены посредством пайки внахлест, которая требует высокого мастерства пайки и все же дает слабое соединение из-за попадания в него инородного материала. Электрическая контактная стыковая сварка — это современный метод, при котором прочность соединения на 25% выше, чем прочность основного металла, но при этом он также является быстрым и автоматическим, что исключает человеческую ошибку и дает идеальное прочное соединение.
Процесс начинается с прямой обрезки концов проволоки под прямым углом и без заусенцев с помощью специальной режущей насадки, поставляемой с машиной. Сила тока при сварке, давление осадки и способ осадки устанавливаются в соответствии с шириной лопастей, концы лопаток правильно зажимаются специальными быстродействующими зажимами, поставляемыми с аппаратами. Когда мы нажимаем на рычаг сварки, начинается автоматический цикл сварки. Два конца нагреваются до температуры ковки за самое короткое время за секунды, а затем автоматически коваются.Сварочный ток в этот момент автоматически отключается. Работа отключена, и сварка завершена.
Рычаг переключателя способа осадки теперь повернут в положение отжига, и работа снова надежно зажата, так что выдвинутая губка входит автоматически, переводя рычаг в положение отжига. Как только мы нажимаем переключатель отжига, обеспечивается два положения нагрева, работа отжигается, чтобы нормализовать хрупкость в зоне сварки. При необходимости отжиг может потребоваться повторить.
Следите за нами и ставьте лайки:
Шлифовальные, сварочные и поперечные станки для ленточных пил — Шлифовальные — Лесопильный завод — Продукция
Ленточнопильный станок шлифовальный
Наш станок типа A45-B90 предназначен для заточки ленточных пил, используемых в деревообрабатывающей промышленности.Есть два типа, один …
Ленточнопильный станок шлифовальный
A45-WM разработан специально для шлифования различных ленточных пил по профилю с помощью шлифовального круга CBN. Компактное и жесткое измельчение …
Шлифовальный станок для ленточных, групповых и дисковых пил
В зависимости от типа и назначения пропила PNK-AB предназначена для заточки различных ленточных пил различной формы, ширины и…
Шлифовальный станок для ленточной, ленточной и дисковой пилы
В зависимости от вида и назначения пропила PNK-S предназначена для заточки различных ленточных пил различной формы, ширины и . ..
..
Шлифовальный станок для ленточных, групповых и дисковых пил
В зависимости от вида и назначения пропила PNK-SP предназначен для заточки различных ленточных пил различной формы, ширины и…
Автоматические ленточные пилы с ЧПУ шлифовальный станок
PNK-CNC предназначена для заточки всех типов полотен ленточных пил, используемых при распиловке древесины. PNK-CNC гарантирует безупречный, быстрый и …
Ленточная пила для опрокидывания стеллита
СУК-92 предназначена для приваривания стеллитового стержня к концам режущих зубьев полотна ленточной пилы.Наконечник из стеллита …
Ленточнопильный станок двусторонний выравнивающий
EM-92 — идеальный станок для выравнивания обеих сторон зубьев ленточной пилы со стеллитовыми наконечниками или обжатыми зубьями. ЭМ-92 одновременно измельчает …
ЭМ-92 одновременно измельчает …
Гидравлическая ленточная пила двусторонняя выравнивающая машина
EM-92H — идеальный станок для выравнивания обеих сторон зубьев ленточной пилы со стеллитовыми наконечниками или обжатыми зубьями.ЭМ-92Н одновременно …
Инструмент для удаления заусенцев при сварке ленточной пилой
ST — разборный станок из группы ленточных пил. Он специально разработан для очистки сварочных заусенцев на сварной ленточной пиле. …
Станок для закалки зубьев ленточной пилы
Автоматическая закалка с помощью индукционной системы. НД-3500 специально разработан для закалки кончиков зубьев полотна ленточной пилы…
Ленточнопильный станок натяжной
STDM-I специально разработан для натяжения и правки ленточных пил, чтобы избавить ленточную пилу от прогибов и деформации.
Как сваривать полотна для ленточной пилы (требования)
Итак, вы использовали ленточную пилу довольно долгое время — и неизбежное происходит.
Если у вас мало свободного времени, ничего страшного, вы можете прочитать наш краткий обзор того, как сваривать полотна ленточной пилы ниже.
- Сломанные лезвия можно сваривать и использовать в вашей ленточной пиле, часто обеспечивая длительный период обслуживания после ремонта
- Сварочные лезвия — более дешевая альтернатива, чем покупка сменных лезвий
- Всегда проверяйте лезвие на наличие повреждений ржавчины и тщательно очистите перед шлифовкой и сваркой
- Замочите в мыльной воде или используйте некоррозионное чистящее средство, чтобы удалить скопившуюся смолу после использования. а также регулярное техническое обслуживание
Вы замечаете, что лезвие сломалось — и все, о чем вы можете думать, — это сколько это будет стоить, чтобы все снова заработало, чтобы вы могли продолжить работу. К счастью для вас — сломанное полотно ленточной пилы не должно быть концом вашей работы.
К счастью для вас — сломанное полотно ленточной пилы не должно быть концом вашей работы.
Вы можете просто приварить полотно ленточной пилы к нужной форме.
В этой статье мы объясним, как именно это можно сделать, а также о важности этого при необходимости.
Зачем вам нужно сваривать полотно ленточной пилы и как это сделать
Далее мы обсудим, когда и почему вам нужно сварить полотно ленточной пилы, а также пошаговое руководство о том, как сделать так.
Не совсем уверены, что вам понадобится? Нет проблем, мы это тоже покрываем.
Зачем нужно сваривать полотно ленточной пилы?
Лезвия могут сломаться и погнуться — к сожалению, это часть работы. Конечно, у вас есть более чем возможность купить новое полотно ленточной пилы, но сварка — гораздо более дешевая альтернатива, которая дает вам больше возможностей использовать ваши полотна.
Сломанные лезвия могут возникнуть по многим причинам. Общий износ, а также забвение ухода за лезвиями — распространенные причины, которые приводят к поломке. . Иногда это неизбежно.
. Иногда это неизбежно.
Однако это не означает, что вам нужно спешить в ближайший строительный магазин и покупать сменное лезвие. Если у вас есть все необходимые инструменты, вы можете заменить их самостоятельно — это звучит намного дешевле, не так ли?
Кроме того, большинство сломанных лезвий нужно просто приварить, и они могут вернуться к тому, чтобы обеспечить часы работы.
Однако будут ситуации, когда лезвие не подлежит ремонту.
Со временем лезвие может повредиться, ржавчина может привести к тому, что лезвие станет хрупким и станет непрактичным в использовании. С учетом общего возраста лезвия вы столкнетесь с ситуацией, когда вам придется подсчитать свои потери и согласиться на покупку нового лезвия.
Что нужно для сварки полотна ленточной пилы?
Вот что вам понадобится для сварки полотна ленточной пилы. Конечно, есть много других способов и альтернативных шагов, которым вы можете следовать, но это самый простой.
Конечно, есть много других способов и альтернативных шагов, которым вы можете следовать, но это самый простой.
Необходимые предметы
- 1 х ленточная пила с поломкой
- 1 х тиски
- 1 х Tig Welder
- 1 х шлифовальный станок
Не забудьте надеть относительное защитное оборудование при сварке и быть в курсе вашего окружающая среда.
Сварка сломанного полотна ленточной пилы: инструкция
Итак, теперь мы закончили разбираться в причинах поломки полотна и важности их сваривания, теперь мы можем перейти к интересным вещам.
То есть сварка сломанного полотна в одно, удобное и прочное полотно ленточной пилы, способное делать те же пропилы, что и раньше, прежде чем оно расколется на две части. Мы сузили процесс сварки ленточных пил до трех этапов.
Установка лезвия
В этом методе есть два шага, которым вы должны следовать при установке сломанных лезвий.
Очистка полотна
Во-первых, лучше всего выключить ленточную пилу у источника и проверить полотно после снятия.
Осмотр лезвия имеет решающее значение, поскольку вы сможете определить, не подлежит ли лезвие ремонту или достаточно изучено, чтобы прослужить.
Ранее мы упоминали о воздействии ржавчины на лезвие, которая со временем может привести к его ослаблению.
Это то, что вы будете проверять при осмотре лезвия, на наличие каких-либо пятен ржавчины.
Хрупкое лезвие не принесет вам никакой пользы, даже если вы собираетесь его сваривать.
Если вы проверили все лезвие и не обнаружили следов ржавчины, следующим шагом будет его очистка.
Очистить лезвие очень просто. Можно использовать обезжиривающее средство или замочить в мыльной воде.
Это должно быть понятно. Не используйте коррозионные вещества, это повредит ваше лезвие.
Промывка обезжиривающим средством, мыльной водой или альтернативным средством (чистящие средства для духовки и Simple Green) удалит любую смолу, которая образовалась с течением времени.Вы заметите улучшение качества своего лезвия, если снова воспользуетесь им после очистки.
Заточка лезвия
После того, как вы протерли лезвие тканью, пора заточить лезвие. Шлифовка лезвия является важным этапом, так как она обеспечивает более плотную посадку после сварки, повышая прочность лезвия.
Для заточки лезвия лучше всего делать это под углом, используя тиски. Оба защелкнутых конца лезвия должны будут перекрываться, поэтому они будут компактными и плотными.
Когда вы закончите шлифование лезвий, снова поместите их оба в тиски, убедившись, что концы почти перекрывают друг друга.
Сварка полотна
Теперь вы готовы к сварке, и это должен быть простой и относительно быстрый процесс.
Вы заметите, насколько важно плотно прикасаться концами лезвия друг к другу — лезвие будет слабым, не касаясь, когда сварка будет завершена. Надеюсь, вам не о чем беспокоиться.
После завершения сварки можно переходить к сварке другой стороны лезвия.Вы сделаете это один раз, как и первую сторону.
Двусторонняя сварка важна, так как это еще один способ укрепить лезвие.
После сварки и обслуживание лезвия
Теперь, когда вы завершили сварку с обеих сторон, дайте лезвию быстро отожгнуть с помощью паяльной лампы с обеих сторон. Это полезный совет, о котором часто можно забыть, когда лезвие снова будет усилено после нагрузки.
После того, как лезвие остынет, вы можете использовать шлифовальный станок на отремонтированном участке, чтобы сгладить любые дефекты, возникшие в результате сварки.Вы можете еще раз почистить лезвие, но вы также готовы снова установить лезвие в ленточную пилу.
Естественно, повреждение может произойти в результате обычного сверхурочного использования, и в конечном итоге потребуется замена лезвия. Между тем, свежеприваренное лезвие может прослужить довольно долго при регулярном обслуживании.
Это включает в себя смазку лезвий после использования и их регулярную очистку для удаления отложений смолы после проверки на предмет возможных повреждений ржавчины.
Обзор
Теперь, когда вы закончили читать эту статью, у вас должно быть довольно твердое представление о том, как сварить сломанное полотно ленточной пилы, если вы еще этого не сделали. Вы можете многое сделать, чтобы этого не произошло, но в конечном итоге это происходит со всеми нами.
Вы можете многое сделать, чтобы этого не произошло, но в конечном итоге это происходит со всеми нами.
Если у вас есть функция регулировки слежения за полотном, а также возможность регулировки натяжения полотна — вы можете использовать и то, и другое для контроля общего состояния вашего полотна. Как только придет время сварить сломанное лезвие — будьте готовы!
Я бы хотел узнать, что вы думаете.Используете ли вы аналогичный метод при сварке ленточных пил?
Или вы другим методом пользуетесь? Как бы то ни было, я хотел бы услышать ваши мысли в комментариях ниже.
Связанные вопросы
Могу ли я использовать кусок дерева, чтобы удерживать лезвия в тисках?
Очевидно, что огонь и дрова несовместимы даже в лучшие времена. Тем не менее, кусок фанеры обладает высокой огнестойкостью.
Он может удерживать лезвия в качестве заполнителя и оставаться относительно невредимым, хотя вы заметите случайное пламя или два один раз под пламенем.
Я заметил, что на моем лезвии немного ржавчины, когда я осматривал его. Можно ли им пользоваться?
В зависимости от количества ржавчины ваше лезвие должно быть достаточно прочным, чтобы его можно было сварить и использовать снова.
Густую глубокую ржавчину часто можно удалить нетоксичными растворами, специфичными для ржавчины. А вот тонкая ржавчина — ее можно удалить легкой чисткой.
Лучше не тереть ржавые лезвия, так как это может снизить общую прочность лезвия.
Устройство для стыковой сварки полотна ленточной пилы
Будучи одной из ведущих компаний, мы предлагаем широкий ассортимент сварочных аппаратов для стыковой сварки проволоки .Эти сварочные аппараты доступны как в ручных, так и в пневматических вариантах согласно требованиям клиентов. Они применимы для отжига, резки и шлифования железа, стали, меди и алюминия. Они потребляют меньше энергии и доступны на рынке по разумным ценам.
Характеристики:
- Оптимальное качество
- Долгий срок службы
- Высокая прочность
Тип :
Автоматический аппарат для стыковой сварки проволоки типа WBW, сконструированный как переносные модели на передвижной тележке, с пружиной нагруженные зажимные устройства и педаль отпускания.
Конструкция :
Основной корпус, в котором находится сварочный трансформатор, неподвижные и подвижные плиты, изготовленные из легкого сплава.
Upset Travel :
Подвижный рабочий ход на двух параллельных направляющих точной конструкции и конструкции, обеспечивающий точный ход без трения и идеальное совмещение сварного шва.
Давление осадки :
Обеспечивается прецизионной пружиной, действующей на подвижную плиту.
Хомуты :
Пружинные хомуты из медного сплава прецизионной быстродействующей конструкции обеспечивают жесткое заданное давление зажима.Каждый зажим освобождается отдельной ножной педалью.
Электроды :
Электроды из специального износостойкого медного сплава, снабженные прецизионными V-образными канавками для проволоки разного диаметра, позволяют быстро и точно выравнивать проволоку.
Регулировка сварочного тока:
Поворотный выключатель, установленный на боковых опорах, простая регулировка сварочного тока от 50% до 100% за 6 шагов.
Вариация начального зазора высадки :
Получается путем регулировки уровня, установленного на калиброванной пластине, установленной на подвижной плите.
Технические характеристики:
| Тип машины | WBW — 28 | WBW — 28 C | WBW — 14 | WBW — 256 | |
| Сварные материалы | Чугун | Сварные материалы Сталь и углеродистая стальМедь, латунь и алюминий | Медь, латунь и алюминий | ||
| Диапазон сварки, мм | 2-8 | 2-8 | 1-5 | 3-7 | |
Дополнительная информация:
- Код товара: ESSKAYWBW
- Минимальное количество заказа: 1 шт. ГОТОВЫЙ ЗАПАС
- Детали упаковки: BOX PACK
 ГОТОВЫЙ ЗАПАС
ГОТОВЫЙ ЗАПАСBlade Welder 2.0 кВА на Grizzly.com
{{#if рейтинг}}{{#each stars}} {{#xif ‘this.index {{еще}} {{/ xif}} {{/каждый}}
{{/если}}{{title}}
{{shortDate creationDate}} {{#if imageKeys}} {{#each imageKeys}} {{/каждый}} {{/если}} {{#if комментарии. длина}} {{#each комментарии}}
{{#if isOfficial}}
длина}} {{#each комментарии}}
{{#if isOfficial}}{{автор}} {{shortDate creationDate}}
{{/если}} {{/каждый}} {{/если}} {{#if комментарии. длина}}
длина}}{{#each комментарии}}
{{автор}} {{shortDate creationDate}}
{{/каждый}} {{/если}} .