Инверторный сварочный аппарат: выбор, устройство, характеристики
Для проведения сварочных работ в домашних условиях можно приобрести инверторный сварочный аппарат. В продаже можно встретить просто огромное количество различных вариантов исполнения этого устройства, что дает возможность подобрать наиболее подходящую модель. Довольно распространенным является вопрос о том, как выбрать инверторный сварочный аппарат для дома, а также какими эксплуатационными характеристиками он должен обладать. Инвертор – устройство, обладающее компактными размерами и незначительным весом, что существенно упрощает процесс транспортировки и хранение. При применении сварочного инверторного аппарата можно проводить практически все виды работ, главное подобрать более подходящую модель.
Инверторный сварочный аппарат
Содержание
Устройство инверторов
Рассматривая то, как работают сварочные инверторы, нужно вспомнить принцип действия трансформаторов, предназначенных для преобразования силы тока и напряжения. Аппарат инверторного типа обладает следующими особенностями:
Аппарат инверторного типа обладает следующими особенностями:
- Магнитная индукция применяется для существенного снижения напряжения, которое подается на рабочий орган.
- При снижении напряжения в условии постоянного сопротивления существенно повышается сила тока. Сварочные аппараты инверторного типа обычное напряжение 220 В снижают до показателя 30 В, за счет чего сила тока увеличивается на несколько сотен ампер.
- Повышение рассматриваемого показателя приводит к образованию дуги, которая становится источником тепла. За счет излучения происходит расплавка металла.
Инверторный сварочный аппарат изнутри
Простота конструкции определяет то, что домашний сварочный аппарат получил широкое распространение, применяется для осуществления различных по сложности задач. Однако, для повышения качества шва нужно точно контролировать параметры образующейся дуги. Именно поэтому преобразование напряжения проводится в несколько этапов.
При рассмотрении того, как правильно выбрать сварочный аппарат для дома, отметим, что типовая конструкция инвертора представлена следующими элементами:
- На первом этапе проводится выпрямление напряжения, которое поступает от сети питания.

- Далее проводится сглаживание импульсов, возникающие после выпрямления.
- Постоянное напряжение преобразуется в переменный, частота которого варьируется в пределе от 20-50 кГц.
- Выполняется понижение величины напряжения высокочастотного тока до 70-80 В. За счет этого сила тока возрастает до показателя 100-250 А.
- Последний шаг заключается в преобразовании переменного тока в постоянный, что обеспечивает более благоприятные условия для образования сварочного шва.

Инверторы в последнее время получили более широкое распространение по причине того, что обладают достаточно большим количеством различных функций, которые могут быть полезными на момент проведения сварочных работ.
Инверторный сварочный аппарат может обладать следующими функциями:
- Ускоренный процесс зажигания дуги.
- Форсирование образующей дуги в зоне резания. Эта функция связана с увеличением силы тока при сближении электрода с обрабатываемой поверхностью, что позволяет снизить вероятность его прилипания.
- Снижение вероятности прилипания электрода к обрабатываемой поверхности. Подобная функция заключается в автоматическом прекращении подачи напряжения на электрод, после его размыкания с поверхностью инверторный аппарат автоматически возобновляет ранее установленные режимы преобразования напряжения.

Схема конструкции инверторного сварочного аппарата
Для применения дома рекомендуется выбирать именно инверторный сварочный аппарат. Это связано с тем, что за счет дополнительных функций можно обеспечить наиболее высокое качество обработки.
Основные характеристики
Выделяют довольно большое количество различных характеристик, которые следует учитывать при выборе наиболее подходящего оборудования. Для начала отметим, что инверторный аппарат характеризуется высокой надежностью и практичностью в применении. К его ключевым моментам можно отнести:
- Величину питающего напряжения. Некоторые модели предназначены для работы в сети с напряжением 220 В, другие же подключаются к трехфазной цепи питания. Для бытового применения подходит вариант исполнения, работающий от стандартной сети. Применение специальной цепи преобразования напряжения определяет то, что при включении инверторного сварочного аппарата в сеть не происходит скачка напряжения. Это достигается за счет применения устройства плавного пуска.
- Продолжительность цикла обработки. Данный параметр можно назвать одним из основных. При показателе ПВ 60% после работы в течение 10 минут нужно обеспечить отдыха продолжительностью 10 минут. При работе устройство может серьезно нагреваться, и даже эффективная система охлаждения не позволяет беспрерывно проводить сварку на протяжении нескольких часов.
- Диапазон регулировок. Этот показатель определяет область применения устройства. Бытовые инверторы способны выдавать то с значением силы в диапазоне от 150 до 200 А. У промышленных инверторных аппаратов диапазон существенно расширяется, что позволяет их применять для выполнения сварочных работ в различных условиях.
- Подходящий диаметр электродов, применяемых при проведении сварочных работ. Он зависит от максимальной силы тока. В зависимости от особенностей оборудования могут применяться электроды со диаметром от 1,4 до 6 мм. Стоит учитывать, что этот показатель всегда указывается в маркировке инверторного аппарата.
- Эффективность системы охлаждения. Как ранее было отмечено, во время работы инвертор может существенно нагреваться. Продлить непрерывный цикл работы можно за счет установки эффективной системы охлаждения. Как правило, она представлена сочетанием нескольких вентиляторов. Эффективность охлаждения зависит от количества вентиляторов, правильности их расположения, размеров и максимальной скорости вращения лопастей.
- Рекомендуемые условия эксплуатации. Большинство моделей не может эксплуатироваться при температуре ниже -15 градусов Цельсия, что связано с включением в конструкцию большого количества электрических схем. При хранении инверторного аппарата следует исключать вероятность образования конденсата на поверхности, так как он может привести к повреждению микросхем и других элементов. Бытовые варианты исполнения могут храниться и использоваться при температуре от -10 до +40 градусов Цельсия.
 Для бытового применения подходит вариант исполнения, работающий от стандартной сети. Применение специальной цепи преобразования напряжения определяет то, что при включении инверторного сварочного аппарата в сеть не происходит скачка напряжения. Это достигается за счет применения устройства плавного пуска.
Для бытового применения подходит вариант исполнения, работающий от стандартной сети. Применение специальной цепи преобразования напряжения определяет то, что при включении инверторного сварочного аппарата в сеть не происходит скачка напряжения. Это достигается за счет применения устройства плавного пуска. Он зависит от максимальной силы тока. В зависимости от особенностей оборудования могут применяться электроды со диаметром от 1,4 до 6 мм. Стоит учитывать, что этот показатель всегда указывается в маркировке инверторного аппарата.
Он зависит от максимальной силы тока. В зависимости от особенностей оборудования могут применяться электроды со диаметром от 1,4 до 6 мм. Стоит учитывать, что этот показатель всегда указывается в маркировке инверторного аппарата. Бытовые варианты исполнения могут храниться и использоваться при температуре от -10 до +40 градусов Цельсия.
Бытовые варианты исполнения могут храниться и использоваться при температуре от -10 до +40 градусов Цельсия.Характеристики инвертора в зависимости от толщины металла
Рассматривая то, как выбрать сварочный инвертор для дома, также следует уделить внимание популярности бренда. Подобрать можно модель с бюджетной группы известного производителя или приобрести устройство, которое применимо для выполнения работ на профессиональном уровне. Инверторный сварочный аппарат (какой лучше выбрать вариант для дома зависит от поставленных задач) может иметь различные размеры и вид, что следует учитывать.
Сварочный ток
Преобразователи постоянного тока, которые называют инверторами, могут обладать различными эксплуатационными характеристиками. Изменение показателей сварочного тока проводится для того, чтобы сформировать дугу с наиболее подходящими характеристиками. Наиболее важным показателем считается сила тока: с ее повышением увеличивается показатель излучаемого тепла.![]()
В продаже встречается довольно большое количество моделей, которые имеют регулировку показателей в обширном диапазоне. За счет этого можно существенно расширить область применения устройства.
Напряжение холостого хода
Этот показатель может варьироваться в достаточно большом диапазоне. При холостом ходе инверторный аппарат находится в режиме ожидания и не должен нагреваться. Слишком высокий показатель приводит к снижению срока работы.
Сварка инверторным сварочным аппаратом
Все основные показатели работы устройства должны указываться в технической документации. Некоторые производители наносят информацию на обратной стороне корпуса, размещая табличку
Питающее напряжение
При выборе инверторного сварочного аппарата для применения дома следует рассматривать варианты исполнения, которые работают с напряжением 220-230 В. Некоторые производители указывают на то, что устройство может применяться при отклонении показателя на 10-15%. Это свойство позволяет работать при скачках напряжений и его падении. Однако, для обеспечения продолжительного срока службы рекомендуется приобретать устройство, которое отвечает за контроль подаваемого напряжения. Слишком большой скачок напряжения может привести к повреждению основных элементов конструкции инверторного сварочного аппарата.
Однако, для обеспечения продолжительного срока службы рекомендуется приобретать устройство, которое отвечает за контроль подаваемого напряжения. Слишком большой скачок напряжения может привести к повреждению основных элементов конструкции инверторного сварочного аппарата.
Режим работы на максимальном токе
Для того чтобы существенно расширить область применения инертного сварочного аппарата некоторые производители снабжают их режимом работы на максимальном токе. Он применяется в том случае, если нужно кратковременно увеличить показатель силы тока. Стоит учитывать, что этот режим не может применяться на протяжении длительного периода, так как слишком высокое значение становится причиной перегрева устройства.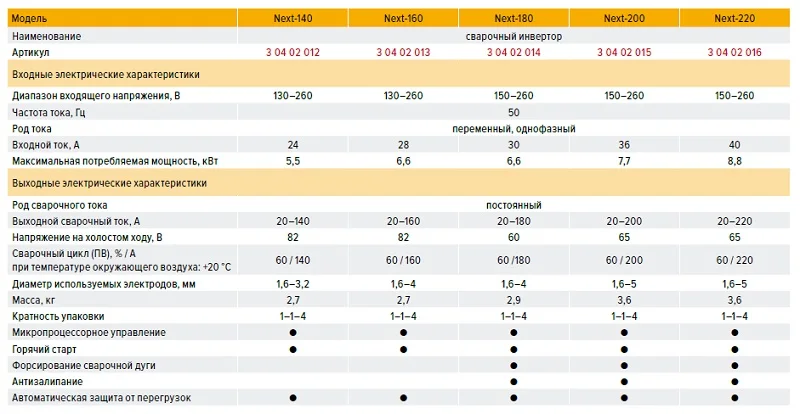
Режим работы на максимальном ток – полезная функция, которая позволяет существенно расширить область применения сварочного инвертора.
Разновидности инверторов
Аппарат инвертор подбирается под конкретные условия эксплуатации. Основная классификация выглядит следующим образом:
- Модели для бытовых целей.
- Профессиональные, предназначенные для проведения различных работа на высоком уровне качества.
- Промышленные, применяемые при массовом производстве.
Рассматривая сварочный аппарат инвертор и какой лучше для дома уделим внимание также классификации по типу режима сварки:
- Аргоновая сварка.
- Плазменная резка.
- Ручная сварка.
- Полуавтомат.
- Инверторный сварочный аппарат для сварки аргоном
- Плазморез, сделанный из инвертора
- Инверторный сварочный мини-аппарат
Для начинающих подходит мини сварочный аппарат из бюджетной группы. Это связано с тем, что небольшой аппарат подходит для большей части работ в домашней мастерской и при этом обходится не дорого. Переносной автомат сварочный также выбирается по показателю максимальной силы тока. Даже портативный инвертор способен подавать ток большой силы, чего будет достаточно для работы с металлами большой толщины.
Это связано с тем, что небольшой аппарат подходит для большей части работ в домашней мастерской и при этом обходится не дорого. Переносной автомат сварочный также выбирается по показателю максимальной силы тока. Даже портативный инвертор способен подавать ток большой силы, чего будет достаточно для работы с металлами большой толщины.
Дополнительные функции инверторных сварочных аппаратов
Выбирая хороший сварочный аппарат следует учитывать, что многие оснащаются дополнительными функциями, которые позволяют существенно упростить работу и сделать ее безопасной. Примером приведем нижеприведенную информацию:
- Защита от перегрева. При фиксации на одном из узлов высокой температуры термодатчик отключает подачу тока.
- Некоторые приборы имеют повышенную защиту от воздействия пыли и влаги. При этом больше всего внимания уделяется системе охлаждения, которая захватывает воздух: устанавливаются специальные фильтры для защиты внутреннего устройства.
- Большинство мастеров уделяет больше всего внимания функции антиприлипания. Она позволяет существенно повысить качество сварки и снизить вероятность того, что электрод прилипнет к поверхности.
 Она позволяет существенно повысить качество сварки и снизить вероятность того, что электрод прилипнет к поверхности.
Она позволяет существенно повысить качество сварки и снизить вероятность того, что электрод прилипнет к поверхности.Сварочный аппарат бытовой инверторный может обладать большим количество дополнительных функций, которые обеспечивают условия для качественного проведения сварки. Лучший сварочный инвертор также понижает силу тока на момент сварки в режиме холостого хода, что снижает вероятность получения травмы из-за случайного поражения электричеством.
Выбор марки инвертора
Какой сварочный аппарат лучше для дома – довольно распространенный вопрос, дать ответ на который можно только при рассмотрении особенностей каждой фирмы производителя. Недорогой сварочный инверторный аппарат выпускается также известными производителями, но при этом они обладают высоким качеством сборки и весьма привлекательными эксплуатационными характеристиками.
Популярные марки сварочных аппаратов обходятся дороже, но, как показывает практика, они служат намного дольше. Больше всего пользуются спросом сварочное оборудование, которое производится на территории Германии, Италии и Финляндии. Выбрать инвертор из средней ценовой категории можно при рассмотрении предложений, которые производятся на территории Китая и России. Самым доступным предложением можно назвать китайскую продукцию малоизвестных производителей. Некоторые европейские производители также включают в линейку продаж недорогие модели с заниженными эксплуатационными характеристиками.
При выборе недорогой модели стоит учитывать, что она будет существенно уступать в плане функциональности и надежности. К примеру, регулировка показателей образующейся дуги проводится в очень узком диапазоне с большим шагом.
Советы по выбору
При рассмотрении того, как выбрать сварочный аппарат для дома, следует уделить внимание нижеприведенным моментам:
- Продолжительности рабочего цикла.
- Спектру нагрузочных характеристик.
- Наличию дополнительных функций.
- Диапазону напряжений, при котором устройство может подключаться к сети.
Лучше купить инвертор у производителя, который обеспечивает сервисное обслуживание. Кроме этого, многие проводят сравнение сварочных инверторов для определения того, какой именно вариант исполнения в большей степени подойдет для применения в конкретном случае.
В заключение отметим, что сварочный инверторный аппарат для гаража (какой выбрать инвертор или трансформатор можно понять только после составления списка критериев) должен подбираться в соответствии с условиями сварки. Некоторые модели не могут использоваться под открытым небом во время выпадения осадков или повышенной влажности, другие производятся при применении качественных материалов, которые могут обеспечить защиту от воздействия окружающей среды. Сравнить основные параметры можно по спецификации, входящей в комплект поставки. Стоит учитывать, что не всегда заявленные технические характеристики соответствуют реальным. Подобная ситуация часто встречается в случае приобретения продукции малоизвестного производителя.
Некоторые модели не могут использоваться под открытым небом во время выпадения осадков или повышенной влажности, другие производятся при применении качественных материалов, которые могут обеспечить защиту от воздействия окружающей среды. Сравнить основные параметры можно по спецификации, входящей в комплект поставки. Стоит учитывать, что не всегда заявленные технические характеристики соответствуют реальным. Подобная ситуация часто встречается в случае приобретения продукции малоизвестного производителя.
Как выбрать сварочный аппарат. Часть первая: КПД
Как выбрать сварочный аппарат (сварочный инвертор). Часть первая: читаем паспорт сварочного инвертора.
Автор: Дмитрий Атеев, интернет-магазин «Силовик».
В России более 70 торговых марок сварочных инверторов с ценами, отличающимися в несколько раз. Большинство из них сделаны в Китае, но продаются у нас как «Германия», «Латвия», «Италия», «Россия». Некоторые сделаны в России и по качеству либо хуже китайских, либо дороже, хотя падение рубля сделало Китай дорогим и дает реальный шанс нашим производителям. В любом случае, доля китайского сварочного оборудования на рынке инверторов выше 90%, не только у нас в России, но и во всём мире.
Некоторые сделаны в России и по качеству либо хуже китайских, либо дороже, хотя падение рубля сделало Китай дорогим и дает реальный шанс нашим производителям. В любом случае, доля китайского сварочного оборудования на рынке инверторов выше 90%, не только у нас в России, но и во всём мире.
По моим наблюдениям, 99% тех, кто продаёт сварочные аппараты, ничего о них не знают или знают лишь минимальную информацию, написанную в паспорте на аппарат.
Если бы в паспортах писали правду, всё было бы просто — скачал в интернете 10-15 паспортов и выбирай что лучше по своим критериям.
Но проблема в том, что 90% технических характеристик из паспортов — враньё, ошибки и пропаганда (пропаганда иногда бывает правдивой).
Тем не менее разобраться с этим нужно, а где и что правда, а что ложь — об этом позже.
Беру типичный паспорт типичного сварочного инвертора. Один из лидеров российского рынка. По теории вероятности, если вы находитесь в России, то велика вероятность, что именно этот паспорт может оказаться у вас в руках.
В паспорте 10 характеристик:
-
Диапазон рабочего напряжения
-
Максимальный потребляемый ток в амперах
-
Напряжение холостого хода
-
Напряжение дуги
-
Диапазон регулирования сварочного тока в амперах
-
Продолжительность нагружения в процентах
-
Максимальный диаметр электрода в милиметрах
-
Класс защиты
-
Рабочий диапазон температур
- Масса
Здесь есть несущественные, неважные характеристики и нет самой главной, о чем напишу ниже.
Несущественные эти характеристики потому, что у всех производителей и увсех моделей они почти одинаковые и сравнить их нельзя. Но разобрать смысл есть, так как попутно мы получим важную информацию так сказать «между строк».
Разберем их подробнее.
Пункт 1. Диапазон рабочего напряжения.
Даже если у вас нормальное напряжение дома или на даче, столкнуться с проблемой низкого напряжения в сети вы сможете за свою «сварочную» жизнь не раз. Для профессионалов это более актуально, так как никогда не знаешь где, когда и при каком напряжении придётся сваривать. Даже простой удлинитель садит напряжение, а длинный удлинитель в десятки метров садит его на десятки вольт, потому что толщина проводов в удлинителе как правило не соотвествует норме для такой мощной нагрузке, как сварочный аппарат.
И тут лучше взять нормальный сварочный инвертор, чем такой, что будет работать только по большим праздникам. И вот тут чтение паспорта нам скорее всего вообще ничего не даст. Два аппарата, номер один и номер два из предыдущего размера. В первом написано 160 вольт-260 вольт в паспорте. Во втором — 220вольт+-10%. По паспорту надо брать первый. Фактически — второй. Почему они так пишут — непонятно. Для первого — это завышение возможностей, для второго — занижение. У первого логика — «лишь бы продать», у второго — «как бы чего не вышло», так как низкое напряжение — это всегда дополнительная нагрузка на аппарат. Ведь если напряжение падает, а ток растёт, идет нагрев всей электроники. По сути сварочный процесс это и есть понижение напряжения при росте тока. Поэтому одни производители всегда будут скромно умалчивать о своих возможностях, чтобы сохранить репутацию, а другие будут наоборот преувеличвать свои возможности, чтобы продать свою технику любыми путями.
И вот тут чтение паспорта нам скорее всего вообще ничего не даст. Два аппарата, номер один и номер два из предыдущего размера. В первом написано 160 вольт-260 вольт в паспорте. Во втором — 220вольт+-10%. По паспорту надо брать первый. Фактически — второй. Почему они так пишут — непонятно. Для первого — это завышение возможностей, для второго — занижение. У первого логика — «лишь бы продать», у второго — «как бы чего не вышло», так как низкое напряжение — это всегда дополнительная нагрузка на аппарат. Ведь если напряжение падает, а ток растёт, идет нагрев всей электроники. По сути сварочный процесс это и есть понижение напряжения при росте тока. Поэтому одни производители всегда будут скромно умалчивать о своих возможностях, чтобы сохранить репутацию, а другие будут наоборот преувеличвать свои возможности, чтобы продать свою технику любыми путями.
В жизни среди людей также: есть «наглые» и есть «скромные». Наглость помогает не всегда. В природе между ними баланс. Ну и тут также.
Какой аппарат перед вами — вы по паспорту не узнаете. Напряжение питания — это один из самых частых способов обмануть покупателя.
Мой совет — пока сами своими глазами не увидите, что аппарат нормально работает на пониженном напряжении — не надейтесь на паспорт
Паспорт вам может помочь лишь в одном случае.
Если аппарат действительно не работает, по Закону о защите прав потребителей его можно вернуть продавцу на законных основаниях, так как это неустранимый недостаток.
В общем и целом подводя итог раздела — все аппараты должны нормально работать при 160 вольтах. Все инверторные сварочные аппараты. Ниже тоже, но хуже. А до 160 — нормально.
Если аппарат на пониженном напряжении не работает или теряет свою мощность — это плохой аппарат. На рынке слишком много хороших аппаратов, чтобы покупать плохие.
Пункт 3. Напряжение холостого хода .
Прежде чем писать этот раздел, посмотрел, что пишут по этому поводу в интернете на форумах. Как и ожидалось даже продвинутые специалисты спорят месяцами об этом вопросе. То есть это единственный раздел, по поводу которого точного мнения нет. Основных точек зрения две — чем больше тем лучше (чем выше напряжение, тем лучше зажигается дуга) и вторая точка зрения, что значения это никакого не имеет. На электродах стоит указание напряжения холостого хода, но только для трансформаторных сварочников, то есть для переменного тока, а инверторы — это постоянный ток, там имеет значение полярность (прямая или обратная), но не напряжение. Наш сервис, интернет-магазина «Силовик» придерживается той точки зрения, что реально для розжига дуги достаточно напряжения и 60 вольт холостого хода и от 90 вольт они почти не отличимы, тем более нельзя сказать, что лучше — 60 или 90 или что то посередине. Почти все аппараты за редким исключением укладываются в этот диапазон напряжений. Однако дыма без огня не бывает и первая точка зрения тоже основана не на пустом месте. С точки зрения физики, чем выше напряжение холостого хода, тем лучше будет зажигаться дуга через грязь, ржавчину, и прочие наслоения неподготовленного к сварке металла.
Как и ожидалось даже продвинутые специалисты спорят месяцами об этом вопросе. То есть это единственный раздел, по поводу которого точного мнения нет. Основных точек зрения две — чем больше тем лучше (чем выше напряжение, тем лучше зажигается дуга) и вторая точка зрения, что значения это никакого не имеет. На электродах стоит указание напряжения холостого хода, но только для трансформаторных сварочников, то есть для переменного тока, а инверторы — это постоянный ток, там имеет значение полярность (прямая или обратная), но не напряжение. Наш сервис, интернет-магазина «Силовик» придерживается той точки зрения, что реально для розжига дуги достаточно напряжения и 60 вольт холостого хода и от 90 вольт они почти не отличимы, тем более нельзя сказать, что лучше — 60 или 90 или что то посередине. Почти все аппараты за редким исключением укладываются в этот диапазон напряжений. Однако дыма без огня не бывает и первая точка зрения тоже основана не на пустом месте. С точки зрения физики, чем выше напряжение холостого хода, тем лучше будет зажигаться дуга через грязь, ржавчину, и прочие наслоения неподготовленного к сварке металла.
 Кстати, разница реального напряжения в паспортах и в аппаратах оказалась довольно высокой — 7-8 вольт. И это при разбеге всех или почти всех аппаратов в 30 вольт (от 60 до 90).
Кстати, разница реального напряжения в паспортах и в аппаратах оказалась довольно высокой — 7-8 вольт. И это при разбеге всех или почти всех аппаратов в 30 вольт (от 60 до 90).Остались две характеристики из паспорта сварочного инвертора из десяти. И эти характеристики из заявленных самые важные.
Пункт 4, напряжение дуги.
Последний несущественный показатель. Напряжение дуги у всех указывается примерно одинаковое. Если мерять этот показатель на балластном реостате, то он значительно ниже паспортного. Указывается обычно 28, реально 16-19 вольт. Возможно, мерять надо между электродом и заготовкой на зажженой дуге. Возможно. Только зачем? Что даст этот показатель? Что в нём полезного? Измерить мощность аппарата? Тут нужен балластный реостат (тогда напряжение будет 16-19 вольт). К напряжению холостого хода напрямую этот показатель также значения не имеет, это другой, независимый показатель. Для чего его вставляют в паспорта, я не понимаю.
Дальше начинают существенные и очень существенные характеристики.
Пойду от менее важному к более важному.
Пункт 5. Диапазон регулирования сварочного тока в амперах. Пункт 6. Продолжительность нагружения в процентах
Эти две характеритики считаются обычно самыми важными. Они напрямую связаны между собой через реальную мощность сварочного аппарата.
Каждый по отдельности этот пункт косвенно отвечает на вопрос насколько мощный сварочный инвертор мы имеем. По отдельности — косвенно, а вместе — прямо. Поэтому и рассматривать мы их будем вместе.
За силу сварочного инвертора отвечают силовые транзисторы («силовики»), это такие небольшие детали по технологии изготовления родственные процессору компьютера. Это самые главные детали сварочного аппарата и разумеется самые дорогие. Для специалистов: дальше речь пойдет о IGBT-транзисторах, а не MOSFET, так как последние почти не представлены на рынке в последнее время
Это самые главные детали сварочного аппарата и разумеется самые дорогие. Для специалистов: дальше речь пойдет о IGBT-транзисторах, а не MOSFET, так как последние почти не представлены на рынке в последнее время
Когда нужен дешевый сварочный инвертор, берут два «силовика» поменьше и послабее, а когда нужен мощный профессиональный — берут мощные силовые транзисторы и ставят их не по две штуки, а по 4 или даже 8 штук в один аппарат. Номинал «силовиков» как правило 20 ампер, 40 ампер и 60 ампер, они выдерживают напряжение 600 вольт и температуру до 150 градусов. Несмотря на то, что 95% сварочных аппаратов в мире производятся в Китае, а потом перепродается местными компаниями как продукция местного производства, силовые транзисторы бывают как китайские, так и японские и американские. Производство таких материалов относится к высоких технологиям и американцы, скажем так, не брезгуют этим заниматься. Хотя на рынке стремительно растет доля и китайской продукции в том числе. Даже мой многолетний опыт работы в этой сфере не позволяет мне точно сказать, какие «силовики» лучше — японские или американские, потому что большиснтво фирм собирающих сварочные аппараты сами силовые транзисторы не производят, а покупают, при этом часто меняя поставщиков. Из-за это не только у нас, но и у самих производителей нет четкой статистики отказов по этой детали, хотя обычно если выгорает силовая часть инвертора, винят не силовые транзисторы в этом, а перегрев или выход из строя управления инвертора. Но что точно известно — чем более мощные силовые транзисторы стоят на аппарате, чем больше их количество, тем мощнее аппарат и надежнее.
Даже мой многолетний опыт работы в этой сфере не позволяет мне точно сказать, какие «силовики» лучше — японские или американские, потому что большиснтво фирм собирающих сварочные аппараты сами силовые транзисторы не производят, а покупают, при этом часто меняя поставщиков. Из-за это не только у нас, но и у самих производителей нет четкой статистики отказов по этой детали, хотя обычно если выгорает силовая часть инвертора, винят не силовые транзисторы в этом, а перегрев или выход из строя управления инвертора. Но что точно известно — чем более мощные силовые транзисторы стоят на аппарате, чем больше их количество, тем мощнее аппарат и надежнее.
Чем можно сломать силовой транзистор? В основном только перегревом. От чего греется «силовик» — от внутреннего сопротивления току. Более мощный силовой транзистор греется на таком же токе меньше, а менее мощный — больше. Если допустить перегрев, транзистор гарантированно выйдет из строя и потащит за собой остальные силовые транзисторы в этом аппарате (при ремонте меняют даже выжившие силовые транзисторы, так как они уже нормально работать не смогут). Чтобы не допустить перегрев, транзисторы сажают на мощные аллюминиевые радиаторы через термопасту, а для охлаждения радиаторов используют вентилляторы. Вентилляторы дешевле силовых транзисторов, поэтому производители дешевых инверторов предпочитают ставить по два вентиллятора в аппарат, а не увеличить реальную мощность номиналов.
Чтобы не допустить перегрев, транзисторы сажают на мощные аллюминиевые радиаторы через термопасту, а для охлаждения радиаторов используют вентилляторы. Вентилляторы дешевле силовых транзисторов, поэтому производители дешевых инверторов предпочитают ставить по два вентиллятора в аппарат, а не увеличить реальную мощность номиналов.
И вот тут самый главный обман и кроется. Можно поставить 4 силовых транзистора по 20 ампер и аппарат будет выдавать 200 ампер, можно поставить 8 силовых транзисторов по 40 ампер и аппарат будет выдавать 200 ампер, хотя реальный номинал силовых транзисторов выше в 4 раза. Выдавать аппарат будет столько, насколько его настроят на заводе. Разница будет только в том, что первый вариант начнет сильно грется в работе, но его будут усиленно охлаждать двумя вентилляторами до того, как сработает датчик, а второй греться чильно не будет и вентиллятор легко справиться и один. Надо понимать, что вентиллятор охлаждает тем воздухом, который есть и если на улице температура +30 градусов, то будет вот такое охлаждение. При этом нагрев идет не постоянный, а волнами, то есть дуга горит — нагрев идёт, дуга погасла нагрев прекратился, вентиллятор работает. Фактически это выливается в то, что вентилляторы не успевают охлаждать слабые транзисторы и через какое-то время срабатывает термодатчик аварийного отключения. Время до срабатывания термодатчика обычно обозначают буквами ПН (продолжительность нагружения) или ПВ (продолжительность включения). То есть, грубо, проработал 6 минут из десяти — 60% ПВ (ПН). Проработал 3 минуты — 30% ПВ (ПН). Не отключился — 100% ПН(ПВ). Меряют на максимальном токе, выкручивая ручку регулировки по часовой стрелке до максимума. Делают несколько измерений подряд, потом выводят среднюю цифру. Таким образом, слабый инвертор может выдать большой ток, но не способен держать его долго, а мощный инвертор способен выдать большой ток и способен держать его долго. Обычно, бытовые инверторы настраивают так, что они держат большой ток недолго в расчете на то, что долго в быту работать инвертором не будут.
При этом нагрев идет не постоянный, а волнами, то есть дуга горит — нагрев идёт, дуга погасла нагрев прекратился, вентиллятор работает. Фактически это выливается в то, что вентилляторы не успевают охлаждать слабые транзисторы и через какое-то время срабатывает термодатчик аварийного отключения. Время до срабатывания термодатчика обычно обозначают буквами ПН (продолжительность нагружения) или ПВ (продолжительность включения). То есть, грубо, проработал 6 минут из десяти — 60% ПВ (ПН). Проработал 3 минуты — 30% ПВ (ПН). Не отключился — 100% ПН(ПВ). Меряют на максимальном токе, выкручивая ручку регулировки по часовой стрелке до максимума. Делают несколько измерений подряд, потом выводят среднюю цифру. Таким образом, слабый инвертор может выдать большой ток, но не способен держать его долго, а мощный инвертор способен выдать большой ток и способен держать его долго. Обычно, бытовые инверторы настраивают так, что они держат большой ток недолго в расчете на то, что долго в быту работать инвертором не будут. Профессиональные инверторы настраивают так, что они, допустим, смогут держать ток 300 ампер, но настраивают их только на 200, чтобы остался запас мощности и вентиллятор смог охлаждать радиаторы силовых элементов бесконечно долго, столько сколько сможет работать сварщик. Считается что аппарат с ПВ (ПН) более 60% включительно — профессиональный аппарат, а все что ниже — бытовые. Фактически в паспортах пишут что угодно, но не правду. Например аппарат №1 и аппарат №2 из предыдущих разделов. Первый аппарат указан ток 220 ампер, реально выдал 193 ампера, в паспорте указан ПВ 70% — реально проработал первый раз 6 минут, второй 4 минуты, третий 3. В среднем ПВ реально около 40%. Второй аппарат выдал 200 ампер, заявлен 200 ампер, проработал 48 минут, не отключился, эксперимент закончили, так как температура на выходе не росла, таким образом он бы не отключился совсем. А ПВ был заявлен 60%.
Профессиональные инверторы настраивают так, что они, допустим, смогут держать ток 300 ампер, но настраивают их только на 200, чтобы остался запас мощности и вентиллятор смог охлаждать радиаторы силовых элементов бесконечно долго, столько сколько сможет работать сварщик. Считается что аппарат с ПВ (ПН) более 60% включительно — профессиональный аппарат, а все что ниже — бытовые. Фактически в паспортах пишут что угодно, но не правду. Например аппарат №1 и аппарат №2 из предыдущих разделов. Первый аппарат указан ток 220 ампер, реально выдал 193 ампера, в паспорте указан ПВ 70% — реально проработал первый раз 6 минут, второй 4 минуты, третий 3. В среднем ПВ реально около 40%. Второй аппарат выдал 200 ампер, заявлен 200 ампер, проработал 48 минут, не отключился, эксперимент закончили, так как температура на выходе не росла, таким образом он бы не отключился совсем. А ПВ был заявлен 60%.
Но окончательно запутывает вопрос следующая проблема. Отключает аппараты по перегреву не термодатчики силовых транзисторов, которых у тех нет, а термодатчики аппаратов на радиаторах охлаждения. Термодатчик каждый производитель ставит туда, куда считает нужным — на трансформатор, на диоды, на силовые транзисторы, подальше от элементов, поближе к элементам. Каждый раз разный результат. И термодатчики тоже могут быть с разными температурами срабатывания.
Термодатчик каждый производитель ставит туда, куда считает нужным — на трансформатор, на диоды, на силовые транзисторы, подальше от элементов, поближе к элементам. Каждый раз разный результат. И термодатчики тоже могут быть с разными температурами срабатывания.
Поэтому вывод № 1. Читать раздел с ПН и ПВ надо лишь для общей картины, но никак не верить на слово — завышают почти все, но есть и те, кто занижает.
Вывод второй. Раздел с регулировкой тока читать тоже нужно только для общего понимания. Если написано 220 ампер — может быть будет 200, а может и 120. У нас и такие и такие есть.
Пункт 7 — максимальный диаметр электрода.
Это предпоследний несущественный показатель. Напомню, что полезную информацию дают и несущественные пункты, но так как они у всех одинаковые или почти одинаковые, мы их называем несущественными.
«Как же так?» — скажут мне — «Это же самый главный показатель». Нет. Не самый и не главный. Это пропаганда. Реклама. Причем этим пунктом забили голову огромному количеству любителей-сварщиков, профессионалы же на этот пункт никак не ориентируются, они знают, что электроды бывают разные и ток подбирать нужно и под электрод и под заготовку и под ситуацию.
Нет. Не самый и не главный. Это пропаганда. Реклама. Причем этим пунктом забили голову огромному количеству любителей-сварщиков, профессионалы же на этот пункт никак не ориентируются, они знают, что электроды бывают разные и ток подбирать нужно и под электрод и под заготовку и под ситуацию.
Таким образом и максимальный размер электрода — это просто рекламный ход, чтобы продать более мощный аппарат и больше ни для чего этот пункт не нужен.
На пачке элетродов ОК46 2.5 мм указан ток сварки 60-100 ампер, а на «четверке» (4 милиметра)100-200 ампер.
А где же «тройка» тогда? Самый популярный размер электродов.
Часто задают вопрос: «что, этот аппарат и «четверку» потянет?»
Да, у нас самый слабый аппарат на 110 ампер. Даже он потянет, говорим мы.
«Пятёрка» (5 миллиметров) горит и на 90 амперах неплохо. Так что выбросите эти максимальные размеры электродов из головы. Ориентируйтесь на то, что тройка — это примерно 100 ампер в среднем. Хотите запас тока и надежности — берите больше. Не хотите переплачивать, можно и не переплачивать. У сварочного аппарата своего штангенциркуля нет и если вы ему принесете электрод не того размера, что написан в паспорте, он не откажется работать под этим предлогом.
Хотите запас тока и надежности — берите больше. Не хотите переплачивать, можно и не переплачивать. У сварочного аппарата своего штангенциркуля нет и если вы ему принесете электрод не того размера, что написан в паспорте, он не откажется работать под этим предлогом.
Гораздо полезнее читать инструкцию к электродам.
Номер 8, класс защиты.
У всех аппаратов или почти всех класс защиты IP21 или IP21S (что в сути то же самое). Если коротко, то первая цифра 2 говорит о том, что такой толстый предмет как палец внутрь аппарата не попадет. Вторая цифра — 1 говорит о том, что вертикальные капли дождя не попадут внутрь. Сделать аппарат пылевлагозащищенным, так чтобы работать под водой не столько невозможно, сколько бессмысленно. Подводный инвертор спросом пользоваться будет в 0.001%, поэтому все делают аппараты открытые для вентилляции, а следовательно для пыли и влаги. А потому у всех IP21 (написать можно что угодно, реально это будет все таки 21).
Однако по степени пылезащищенности они сильно отличаются, а информация о классе защиты нам в данном случае никак помочь не может. Для этого надо взглянуть на аппарат. Сварочные аппараты инверторного типа бывают одноплатные (внутри одна основная плата) и трехплатные (внутри три основных платы). Есть небольшие вспомогательные платы, но грубо все инвертора можно разбить на эти две категории с многочисленными вариациями. Трехплатные аппараты намного лучше защищены от пыли и грязи, чем одноплатные.
Одноплатный аппарат представляет собой одну большую плату почти размером с корпус аппарата, на которой размещены все элементы — управление, питание, силовые элементы, кондесаторы, радиаторы силовых элементов и вентилляторы. Всё это должно находиться на разных платах, но умещено в одну. Места между элементами очень мало и 12-вольтовые дорожки управления часто соседствуют с 300-вольтовыми дорожками силовой части.Отсюда часты пробои при попадании влаги с пылью, что влечет выход из строя сварочного инвертора.
Вентиллятор охлаждения (иногда их два) стоит (стоят) также на этой плате и поток воздуха идёт с задней части аппарата в переднюю через всю плату, забрасывая её пылью, грязью и мелкими металлическими частицами, которые в виде сварочных искр обильно попадают на место сварки.
Двойные вентилляторы одноплатных аппаратов делают эту работу (засорение инвертора) вдвойне эффективнее. Два вентиллятора — это тот пример, когда явное зло выдаётся за добро и даже конкурентное преимущество аппарата. «Как же?» — спросите вы, «два вентиллятора лучше охлаждают силовую часть инвертора! Где логика? Ведь это дополнительные затраты».
Логика в том, что на профессиональные аппараты с трехплатной компоновкой ставят всегд только один вентиилятор и он прекрасно справляется с охлаждением. На слабые инвертора, о чём подробнее немного позже, ставят слабые силовые транзисторы, которые при длительной работе сильно греются (физика!) и которые надо усиленно охлаждать. Вот для этого и ставят копеечные 12 вольтовые вентилляторы в пару, так как один вообще не будет справляться.
Вот для этого и ставят копеечные 12 вольтовые вентилляторы в пару, так как один вообще не будет справляться.
Трехплатные аппараты сделаны по другой схеме. Три платы — не одна. Места намного больше, дорожки не примыкают друг к другу, радиаторы силовой части расположены в виде тоннеля («тоннельное охлаждение») в виде квадратной трубы, на входе которой стоит вентиллятор (один), а выход этого тоннеля идет на переднюю вентилляционную решетку. Пыль организованным строем идёт на выход. Разумеется, полной герметичности процесса добиться не получается и часть пыли попадает на электронику, но только часть, а не почти вся, как на одноплатных «пылесосах». В итоге процент поломок аппаратов «из-за пыли» на «трехплатниках» снизился даже не в разы, а на порядок, то есть в десятки раз.
Можно сделать вывод, что я не люблю «одноплатники» и люблю «трехплатники». Ничего подобного. На рынке примерно 30% трехплатных аппаратаов и 70% одноплатных. Одноплатные аппараты — это в первую очередь дешевизна. Они в полтора-два раза дешевле трехплатных. Поэтому бытовые аппараты как правило делают одноплатными. В быту частники достают свои сварочные инвертора порой пару раз в год и буквально пылинки с них сдувают. Откуда взяться грязи и пыли внутри? Тем не менее количество поломок по причине попадания грязи внутрь одноплатного аппарата все равно очень высокое.
Одноплатные аппараты — это в первую очередь дешевизна. Они в полтора-два раза дешевле трехплатных. Поэтому бытовые аппараты как правило делают одноплатными. В быту частники достают свои сварочные инвертора порой пару раз в год и буквально пылинки с них сдувают. Откуда взяться грязи и пыли внутри? Тем не менее количество поломок по причине попадания грязи внутрь одноплатного аппарата все равно очень высокое.
Разбираем характеристики дальше, итак
Пункт 9 паспорта — рабочий диапазон температур.
Широты у нас холодные, зима длинная а лето короткое, поэтому вопрос не праздный. Большинство аппаратов по паспортам как бы не могут работать на морозе. На практике работают почти все. Строго говоря не совсем понимаю, почему аппарат не может работать при температуре минус 40, если основная проблема с температурой у сварочных инверторов — перегрев, а не наоборот замерзание. Аппарат сам себя греет как приличный конвектор. Около 2 квт остаются в самом аппарате или выходят через вентилляционную щель на передней панели, так что от него ещё грется можно. Теоретически.
Теоретически.
На практике зимой в тридцатиградусный мороз нагреть аппарат довольно сложно, так как вентиллятор (а у некоторых и два) загоняют кубометры морозного воздуха в электронику аппарата, в то время пока вы возитесь с железяками. Профессиональным сварщикам проще — они больше сваривают, и меньше возятся. Поэтому у них аппараты на морозе работают. Остальным могу посоветовать приделать на аппарат выключатель вентилятора, это совсем не сложно. Ну или подождать короткого лета, что ещё проще.
Номер 10 — «масса».
Как и предыдущая характеристика эта ни о чём не говорит. На неё даже производители не обращают внимание, поэтому чаще всего масса указана с ошибкой. Их никто не взвешивает, потому что производители знают, что 200 амперный аппарат весит примерно 5 кг, 140 амперный — 3.5 кг и так далее. Специально взвешали аппарат из примера, который разбираем сейчас. Реально меньше на 300 грамм или примерно 8% веса. Все конкуренты весят примерно также.
Но вот что бросилось в глаза и на что есть смысл обратить внимание. Аппарат на 190 ампер весит 4.7 кг, на 200 грамм меньше чем 220 ампер и на 300 грамм меньше чем на 250 ампер. Такого быть не может! Уважающий себя производитель никогда так не сделает. Вот пример из другого паспорта — аппарат на 180 ампер весит 5.1 кг, 200 ампер весит 5.6 кг, аппарат на 250 ампер весит 9.1 кг, то есть почти на 4 кг больше. Цифры кстати говоря ошибочные везде, но общий смысл передан верно. У первого производителя все три аппарата примерно одинаковые, а у второго сильно и заметно отличаются в размерах и следовательно в весе.
Теоретически 250 ампер из 5 килограммового аппарата выжать можно, он даже проработает какое-то время без особых проблем. Минут 15. Так что если увидите сварочный аппарат на 250 ампер весом в 5 кг — отдайте паспорт продавцу и пожелайте ему удачи.
Некоторые владельцы «250 амперных аппаратов» могут поспорить со мной, что у них такие есть и работают они прекрасно. Не соглашусь по двум причинам — у вас НЕ «250 амперник», а «200 амперник», вас обманули. А во вторых, сваривают такими аппаратами все равно «тройкой» на 100-130 амперах, то есть не давая ему реальной нагрузки. Но с такой нагрузкой спарвиться и самый простой и дешевый сварочный инвертор, для этого вовсе необязательно было покупать аппарат «на 250 «как бы» ампер».
Не соглашусь по двум причинам — у вас НЕ «250 амперник», а «200 амперник», вас обманули. А во вторых, сваривают такими аппаратами все равно «тройкой» на 100-130 амперах, то есть не давая ему реальной нагрузки. Но с такой нагрузкой спарвиться и самый простой и дешевый сварочный инвертор, для этого вовсе необязательно было покупать аппарат «на 250 «как бы» ампер».
Пункт 11. Максимальный потребляемый ток в амперах.
Ток в амперах это очень важно. В паспорте на аппарат, который я привел в пример, максимальный переменный входящий ток указан 30 ампер и О, ЧУДО! Он действительно 30 ампер. Угадали. Возможно измеряли. Так или иначе, это единственный показатель в этом паспорте абсолютно точно отражающий реальность. Ток указывает на потреблямую аппаратом мощность. Ток умножаете на напряжение, получаете мощность. То есть 30 ампер умножили на 220 вольт, получили 6.6 квт.
«Хорошо» — скажете вы,-«Мы поняли сколько заплатим за свет в конце месяца. Но нам это совсем не важно. Мощный аппарат потребляем больше, менее мощный меньше. Более мощный можно регулятором сделать менее мощным понизив мощность. Что в этом такого важного».
Но нам это совсем не важно. Мощный аппарат потребляем больше, менее мощный меньше. Более мощный можно регулятором сделать менее мощным понизив мощность. Что в этом такого важного».
А вот что. Действительно потребляемая мощность важна тогда, когда собираешься работать от генератора или выбираешь сечение удлинителя или предохранитель в щиток. Но сварочные инвертора не относятся к классу энергосберегающей техники, это все знают.
Этот показатель важен в другом. При помощи его мы можем отличить слабенькие аппараты с примитивными схемами стабилизации дуги от тех, у которых есть запас мощности, а значит более надежных и с более дорогими схемами. Для этого нам будут нужны: тестируемый аппарат, токовые клещи переменного тока, ЛАТР (лабораторный трансформатор) киловатт на 10, который понизит напряжение с 220 вольт до, допустим, 160 вольт, балластный реостат, который будет заменителем сварочного процесса и калькулятор для подсчёта итогового результата.
Суть метода в следующем. При падении напряжения ниже установленного в 220 вольт для сохранения стабильной мощности, аппарат должен начать повышать ток. То есть по паспорту 30 ампер. Это на 220 вольт. Понижаем напряжение до 160 вольт и смотрим. При 160 вольтах у всех аппаратов произведение напряжение на ток должно быть примерно таким же как и и при 220вольтах. По идее — будет падать (закон Ома). Но инвертор на то и инвертор, что может стабилизировать ток при падении напряжения. Но для этого на инверторе нужна мощная силовая электроника, так как повышение тока может вызвать выход аппарата из строя. Приведу пример(реальный, но без названий фирм и моделей): аппарат №1 — при напряжении 220 вольт входящий ток 30 ампер. Аппарат № 2 при напряжении 220 вольт входящий ток 27 ампер. При понижении напряжения оба начинают наращивать ток, но ниже 180 вольт первый сдаётся и на 160 вольтах потребляет 25 ампер, а второй на 160 вольтах потребляет 38 ампер.
При падении напряжения ниже установленного в 220 вольт для сохранения стабильной мощности, аппарат должен начать повышать ток. То есть по паспорту 30 ампер. Это на 220 вольт. Понижаем напряжение до 160 вольт и смотрим. При 160 вольтах у всех аппаратов произведение напряжение на ток должно быть примерно таким же как и и при 220вольтах. По идее — будет падать (закон Ома). Но инвертор на то и инвертор, что может стабилизировать ток при падении напряжения. Но для этого на инверторе нужна мощная силовая электроника, так как повышение тока может вызвать выход аппарата из строя. Приведу пример(реальный, но без названий фирм и моделей): аппарат №1 — при напряжении 220 вольт входящий ток 30 ампер. Аппарат № 2 при напряжении 220 вольт входящий ток 27 ампер. При понижении напряжения оба начинают наращивать ток, но ниже 180 вольт первый сдаётся и на 160 вольтах потребляет 25 ампер, а второй на 160 вольтах потребляет 38 ампер.
Теперь берем калькулятор и умножаем: первый аппарат забирал из сети 220вольт*30ампер=6600 ватт. То есть 6.6 квт. При понижениии напряжения он стал забирать 160 вольт*25 ампер=4000 ватт. То есть 4 квт. Второй аппарат брал 27 ампер*220 вольт=5940 ватт, при пониженном напряжении стал потреблять 38 ампер*160вольт=6080 ватт, то есть мощность аппарата не упала совсем. Вы бы взяли себе аппарат №1?
То есть 6.6 квт. При понижениии напряжения он стал забирать 160 вольт*25 ампер=4000 ватт. То есть 4 квт. Второй аппарат брал 27 ампер*220 вольт=5940 ватт, при пониженном напряжении стал потреблять 38 ампер*160вольт=6080 ватт, то есть мощность аппарата не упала совсем. Вы бы взяли себе аппарат №1?
Это не единственный подобный тест сварочных инверторов, но довольно показательный. В совокупности несколько тестов дадут полную картину.
А теперь пойдём дальше.
Из всего этого возникает следующий вопрос: а зачем тогда воообще читать паспорта?
Ответ: да ни за чем. Я шесть лет продаю сам или имею отношение к процессу продажи сварочных инверторов прямое отношение, но внимательно прочитал паспорта только сейчас, когда готовился писать статью про технические характеристики сварочных инверторов. Мне и раньше было понятно, что читать там нечего. Отсюда вытекает следующий вопрос:
Как тогда выбрать сварочный инвертор?
Я предложу свой вариант технических характеристик для паспорта сварочного инвертора. Если их заполнить так как есть на самом деле, выбор сварочного аппарата можно будет делать по бумажным данным. Вот мой список с моими комментариями.
Если их заполнить так как есть на самом деле, выбор сварочного аппарата можно будет делать по бумажным данным. Вот мой список с моими комментариями.
-
Производитель и марка силовых транзисторов инвертора. Включая номинал «силовика» и количество, установленное на инверторе. Как правило 20, 30, 40, 50 или 60 ампер. Как правило от 2 штук до 8 штук.
-
Размеры сварочного инвертора. Покупатель должен видеть что этот аппарат меньше а этот больше и делать выбор. Это важно, но мало у кого есть.
-
Минимальное напряжение сети, при котором сохраняется заявленная мощность инвертора. То есть минимальное напряжение в сети при котором аппарат будет работать полноценно.
-
Наличие/отсутствие тоннельной системы охлаждения. От этого зави
Сварочный аппарат PIT 205, 285, PMI 200 D:характеристики, аналоги
На сегодняшний день сварка стала самым распространенным способом соединения металлов, так что многие производители производят соответствующие аппараты для проведения этого процесса. Сварочный аппарат p i t является представителем средней категории техники, которая подходит для домашнего и профессионального использования. Данная продукция обладает относительно низкой стоимостью, так как производится в Китае. Тем не менее, согласно отзывам пользователям она оказывается весьма практичной и надежной. Естественно, что все зависит от конкретной модели, так как встречаются различные варианты, рассчитанные на большую степень компактность или мощность.
Сварочный аппарат p i t является представителем средней категории техники, которая подходит для домашнего и профессионального использования. Данная продукция обладает относительно низкой стоимостью, так как производится в Китае. Тем не менее, согласно отзывам пользователям она оказывается весьма практичной и надежной. Естественно, что все зависит от конкретной модели, так как встречаются различные варианты, рассчитанные на большую степень компактность или мощность.
Сварочный аппарат PIT
Сложности в эксплуатации техники не должно быть, так как все сделано по современным стандартам с максимально легким уровнем подключения. Инверторы легко подключаются в обыкновенную бытовую сеть и обладают достаточно высоким уровнем защиты от перегрева и скачков напряжения. Сварочный аппарат ПИТ выполняется в нескольких вариантах, которые отличаются не только максимальным пределом по току, но и по сфере применения. Ведь данная компания является многопрофильной и помимо сварочного оборудования выпускает еще множество других инструментов.
Отличительные особенности сварочного аппарата PIT
Сварочный аппарат pit относится к средней и бюджетной категории. Он принадлежит к большому разнообразию техники, которая выпускается этой компанией. Основное производство находится в Китае, что и объясняет относительно низкую стоимость. К особенностям можно отнести и более широкое разнообразие типов моделей, которые встречаются на современном рынке.
Преимущества
- Есть возможность подобрать технику как для ручной дуговой сварки и полуавтоматической, так и для соединения полипропиленовых труб;
- Низкая стоимость при достаточно высоком качестве оборудования;
- Достаточно большой запас по сварочному току, что обеспечивает широкую сферу применения;
- Легкость и компактность моделей;
- Отсутствие проблем с подключением, переноской и транспортировкой;
- В некоторых моделях имеются штативы и коляски для перевозки.
Недостатки
- Для профессиональной сферы их сложно использовать из-за отсутствия видов техники с большим диапазоном по току;
- Также в некоторых моделях возникают проблемы с беспрерывной работой на высоких мощностях;
- Сложность ремонта и восстановления, если случится какая-либо серьезная поломка;
- Инверторы чувствительны к ударам, что может сильно повредить;
- Не рекомендуется использовать технику на максимальной мощности в течение долгого времени, так как это приведет к перегреву;
- Отсутствие широкого разнообразия дополнительных функций, которые бы облегчали процесс сварки.

Виды сварочного аппарата PIT
Самым распространенным видом является аппарат для ручной дуговой сварки покрытыми электродами. Это наиболее простой вид, который может пригодиться во всех сферах. Его не используют для сложных видов работ, при сваривании нержавеющей стали или алюминия, но для многих других процессов он вполне пригоден. Здесь имеется несколько моделей различных мощностей, что позволяет подобрать нужный вариант под заданный бюджет и условия работы.
Гибридные аппараты, в которых сочетается агрегат для ручной дуговой сварки покрытыми электродами и сварочный полуавтомат. Такая разновидность больше подходит для специалистов, которые могут работать как с покрытыми электродами, так и со сварочной проволокой. Естественно, что сочетание двух типов сильно отображается на стоимости, но для профессионалов это отличная возможность сэкономить место и стоимость двух аппаратов будет явно выше, чем одного.
Аппарат для сварки полипропиленовых труб. В современной ситуации, когда многие люди ставят пластиковые трубы, ремонт их возможен только при наличии такого приспособления, так как качественное соединение пластика может осуществиться только сваркой. Эти модели также относятся к бюджетной категории и их активно применяют в частной сфере, как специалисты, так и новички.
Эти модели также относятся к бюджетной категории и их активно применяют в частной сфере, как специалисты, так и новички.
Технические характеристики основных моделей
Сварочный аппарат PIT 180
Что входит в комплектацию: Защитный щиток, кабель длиною 1,5 метра с клеммой, инструкция по эксплуатации, корщетка.
| Параметры | Значения параметров |
| Номинальное напряжение | 220-230 В |
| Широта диапазона тока | 20-180 А |
| Номинальная мощность модели | 4,2 кВА |
| Максимальный диаметр рабочего электрода | 4 мм |
| Масса | 11,5 кг |
Сварочный аппарат PIT 200
Что входит в комплектацию: Защитный щиток, кабель длиною 1,5 метра с клеммой, инструкция по эксплуатации, корщетка.
| Параметры | Значения параметров |
| Номинальное напряжение | 220-230 В |
| Широта диапазона тока | 20-200 А |
| Номинальная мощность модели | 5,6 кВА |
| Максимальный диаметр рабочего электрода | 5 мм |
| Масса | 12 кг |
Сварочный аппарат PIT 200
Сварочный аппарат PIT 250
Что входит в комплектацию: Защитный щиток, кабель длиною 1,5 метра с клеммой, инструкция по эксплуатации, корщетка.
| Параметры | Значения параметров |
| Номинальное напряжение | 220-230 В |
| Широта диапазона тока | 20-250 А |
| Номинальная мощность модели | 7,5 кВА |
Максимальный диаметр рабочего электрода | 5 мм |
| Масса | 12 кг |
Сварочный аппарат PIT 250
Инструкция по эксплуатации
Инверторные сварочные аппараты pit необходимо устанавливать в таких местах, в которых был бы максимальный уровень естественного проветривания. Проблемы с принудительным охлаждением встречаются у всех инверторов, а не только этой марки, поэтому, правильная эксплуатация начинается с выбора соответствующего места установки. Это поможет искусственно повысить такой показатель как ПВ и при этом убережет технику от лишнего перегрева.
Проблемы с принудительным охлаждением встречаются у всех инверторов, а не только этой марки, поэтому, правильная эксплуатация начинается с выбора соответствующего места установки. Это поможет искусственно повысить такой показатель как ПВ и при этом убережет технику от лишнего перегрева.
Затем нужно подключить к инвертору все провода. Делать это следует максимально надежно, так как не закрученные до конца контакты могут привести к перегреву соединения и серьезной поломке. Перед непосредственной эксплуатацией нужно убедиться, что аппарат полностью работоспособный. Следующим этапом является подключение к источнику питания.
Для начала нужно определиться, что именно придется варить и какой толщины заготовки и расходные материалы. Исходя из этого, выбирается соответствующий режим, который практически для всех инверторов одинаковый. Тогда можно гарантировать, что сварочный процесс пройдет максимально качественно и результат будет соответствовать ожиданиям. Все правила инструкции эксплуатации относятся практически ко всем моделям, так что не имеет большого значения, используете вы инверторный сварочный аппарат ПИТ 205 или 285.
Зажим следует ставить максимально близко к месту расположения шва, но при этом не так, чтобы на него попали брызги и он сам расплавился. Не рекомендуется использовать влажные электроды, так как это будет приводить к частым залипаниям, что в свою очередь создает короткие замыкания, вредные для сварочного аппарата. В те периоды, когда сварка не производится, но вскоре будет начат второй шов, не стоит выключать технику, так как принудительные системы охлаждения работают только при включенном аппарате.
Во время работы всегда нужно соблюдать технику безопасности. Требуется использовать щитки, защитную одежду и прочие вещи. Щитки идут в комплекте с большинством инверторов от этого производителя, но их всегда можно заменить на новые маски и прочие разновидности.
Аналоги
Такая техника как сварочный аппарат pit 205 или pit 285 являются далеко не единственными моделями в своем роде. Существует много разновидностей техники от других компаний, которые обладают подобными параметрами. Наиболее близким аналогом являются инверторы от Ресанта, таких моделей как 180, 200 и 250, выпускаемых в стандартных диапазонах по величине тока. Во многом их объединяет страна производитель, что дает относительно невысокую стоимость при достаточно неплохих характеристиках.
Существует много разновидностей техники от других компаний, которые обладают подобными параметрами. Наиболее близким аналогом являются инверторы от Ресанта, таких моделей как 180, 200 и 250, выпускаемых в стандартных диапазонах по величине тока. Во многом их объединяет страна производитель, что дает относительно невысокую стоимость при достаточно неплохих характеристиках.
АО «Лаборатория электроники»
Презентация: КОРД 1-250
Сварочный инвертор КОРД 1-250 предназначен для ручной дуговой сварки в непрерывном и импульсном режиме на постоянном токе покрытым электродом диаметром от 1 до 7 мм, а также для использования в качестве источника тока при аргонодуговой сварке. Сварочный аппарат обладает превосходными сварочными характеристиками.
Приобрести в нашем интернет-магазине
Особенности сварочного аппарата КОРД 1 -250
- Встроенное устройство ограничения напряжения холостого хода
- Высокое выходное напряжение, позволяющее работать со сварочными кабелями до 300 метров
- Полное отсутствие пульсаций сварочного тока, что уменьшает эффект «обжатия дуги» и способствует лучшему расплавлению обмазки электрода
- Беспроводной пульт дистанционного управления
- Непрерывный и импульсный режим работы
- Регулировка крутизны наклона вольтамперной характеристики (жесткость дуги) для сварки электродами с основным, целлюлозным или рутиловым покрытием и для компенсации сопротивления сварочного кабеля
- Режим «горячий старт», облегчающий возбуждение дуги
- Режим «форсаж дуги», увеличивающий сварочный ток в момент, близкий к прилипанию электрода
- Режим «антистик», выключающий сварочный ток при прилипании электрода
- Цифровой индикатор тока сварки и напряжения дуги
- Защита от перегрева и перекоса фаз.

При огромном разнообразии существующего на ранке сварочного оборудования для ручной дуговой сварки возникла необходимость в разработке еще одного сварочного источника, обладающего особенными характеристиками, требующимися при проведении ремонтных работ на объектах в энергетике, атомной промышленности, газо- и водоснабжении, при ремонте крупногабаритных конструкций.
Особенностью проведения ремонтных сварочных работ в подземных коммуникациях, на высотных конструкциях, в стесненных и опасных условиях, а также при высокой влажности является невозможность подведения напряжения 380В к месту сварки. Поэтому возникает необходимость в использовании длинных сварочных кабелей и обязательном применении блока снижения напряжения (БСН) холостого хода. Однако большое падение напряжения на сварочных кабелях требует применения источников с высоким выходным напряжением или значительного увеличения сечения сварочного кабеля. Как правило, выходное напряжение подавляющего числа сварочных аппаратов лишь незначительно превышает (а на максимальных режимах часто даже и не достигает) значение UД=20+0,04Iсв, необходимое для стабильного горения дуги. Поэтому для сварки на расстоянии до сотен метров от сварочного источника требуется или использование дорогостоящих и тяжелых сварочных кабелей большого сечения, или применение сварочного аппарата с номинальным током сварки, значительно превышающим требуемый рабочий ток. Как правило, сварочные аппараты с выходным током свыше 300А не имеют в своем составе БСН и его необходимо приобретать дополнительно. Все это увеличивает стоимость сварочного оборудования для проведения ремонтных работ в 2 и более раза.
Поэтому для сварки на расстоянии до сотен метров от сварочного источника требуется или использование дорогостоящих и тяжелых сварочных кабелей большого сечения, или применение сварочного аппарата с номинальным током сварки, значительно превышающим требуемый рабочий ток. Как правило, сварочные аппараты с выходным током свыше 300А не имеют в своем составе БСН и его необходимо приобретать дополнительно. Все это увеличивает стоимость сварочного оборудования для проведения ремонтных работ в 2 и более раза.
Основным преимуществом сварочного аппарата «Корд 1-250» является высокое выходное напряжение 52В при номинальном выходном токе 250А, что позволяет использовать его для сварки на кабелях длиной до нескольких сотен метров. В таблице 2 приведена зависимость максимального тока дуги от сечения и длины сварочного кабеля (при номинальном напряжении питания 380В). Кроме того, высокое выходное напряжение позволяет эффективно вести резку металла.
Серьезной проблемой, при применении длинных сварочных кабелей, является использование пульта дистанционного управления для регулирования тока сварки. Применение проводного пульта, как правило, затруднено из-за сложности его удлинения до необходимых размеров и возможности его повреждения и «запутывания». Сварочный аппарат «Корд 1-250» комплектуется беспроводным пультом дистанционного управления, работающим на частоте 433МГц и позволяющим регулировать ток сварки на расстоянии до 400 метров при прямой видимости и до 100 метров в условиях зданий.
Применение проводного пульта, как правило, затруднено из-за сложности его удлинения до необходимых размеров и возможности его повреждения и «запутывания». Сварочный аппарат «Корд 1-250» комплектуется беспроводным пультом дистанционного управления, работающим на частоте 433МГц и позволяющим регулировать ток сварки на расстоянии до 400 метров при прямой видимости и до 100 метров в условиях зданий.
Большинство ремонтных работ производятся от передвижных электростанций, обладающих большим уровнем пульсации выходного напряжения при резком изменении нагрузки, что характерно для сварочных работ, когда нагрузка практически мгновенно изменяется от нуля до максимума. Применение сварочного аппарата «Корд 1-250» позволит обеспечить стабильные характеристики сварочной дуги в диапазоне питающих напряжений от -20% до +15% от номинального значения. Источник работоспособен при снижении напряжения питания до -40%, что приведет к снижению выходного напряжения до 30В, что, в свою очередь, достаточно для проведения сварки на токе 250А на стандартных коротких сварочных кабелях. Силовая элементная база применена на напряжение 1200В, что позволяет сохранять работоспособность сварочного аппарата при бросках входного напряжения более чем на 15%, однако встроенный контроллер автоматически выключит аппарат для предотвращения выхода его из строя.
Силовая элементная база применена на напряжение 1200В, что позволяет сохранять работоспособность сварочного аппарата при бросках входного напряжения более чем на 15%, однако встроенный контроллер автоматически выключит аппарат для предотвращения выхода его из строя.
Особенностью ремонтных работ является необходимость сварки любых типов соединений из металлов различных толщин и марок в различных пространственных положениях. Это все требует применения универсального сварочного аппарата, позволяющего работать с любыми электродами и имеющего широкий диапазон регулировок выходных параметров. Сварочный аппарат «Корд 1-250» имеет диапазон регулировки тока сварки от 1 до 250А и регулировку наклона вольт-амперной характеристики о 0,4 до 2В/А, что позволяет использовать электроды с основным, целлюлозным или рутиловым покрытием толщиной от 1 до 7мм. Импульсный режим позволяет регулировать время импульса и паузы от 0,02 до 2,5 секунд, а ток паузы от 1 до 100% от тока импульса, что позволяет подобрать оптимальный режим сварки для любого соединения из металла толщиной от 0,5мм, а также значительно облегчить сварку швов в вертикальном и потолочном положении.
Сварочный аппарат «Корд 1-250» имеет встроенные сервисные функции:
- «горячий старт» обеспечивает повышение тока дуги на 30% в течение 1 секунды после касания электродом изделия для облегчения зажигания дуги
- «форсаж дуги» повышает ток дуги на 50% в условиях, близких к замыканию электрода о поверхность изделия, что предотвращает «залипание»
- «антистик» отключает сварочный ток через 1 секунду после замыкания электрода на изделие, что позволяет безопасно оторвать залипший электрод
- «снижение напряжения холостого хода» обеспечивает выключение сварочного аппарата через 1 секунду после окончания сварки, что снижает напряжение холостого хода до значения не более 10В.
Применение этих функций позволяет повысить качество сварки или снизить требования к квалификации сварщика при сварке ответственных соединений.
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 1В/А
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 2В/А
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 0,4В/А
Воль-амперная характеристика сварочного аппарата при уставке 150А и 200А и при изменении наклона ВАХ от вертикальной до 0,4В/А.
Технические характеристики
| Параметр | Значение |
| Напряжение питания первичной трехфазной сети | 380В +20% -15% |
| Максимальная потребляемая мощность, КВт | 14 |
| Номинальный выходной ток, А | 250 |
| Ток короткого замыкания, А | 320 |
| ПН при номинальном токе, % | 60 |
| ПН при токе 200А, % | 100 |
| Диапазон регулировки выходного тока, А | 1 . . . 250 |
| Напряжение холостого хода, В | 80±5 |
| Максимальное выходное напряжение при токе 250А, В | 52 |
| Выходное напряжение при ограничения холостого хода, В | <10 |
| Наклон выходной вольтамперной характеристики, В/А | 0,4…2 |
| Вид выходной характеристики при аргонодуговой сварке | штыковая |
| Параметры импульсного режима | |
| Отношение тока паузы к току импульса | от 1:1 до 1:100 |
| Время импульса, с | от 0,02 до 2,5 |
| Время паузы, с | от 0,02 до 2,5 |
| Коэффициент полезного действия (при 200А) | > 0,9 |
| Температура окружающей среды, ° С | -40…+45 |
| Габаритные размеры, мм | 180х220х400 |
| Вес, кг | 13 |
Аттестат НАКС для работы на объектах КО, ПТО, ГО, НГДО, ОХНВП
Таблица 2. Зависимость максимального тока дуги от сечения и длины сварочного кабеля
Зависимость максимального тока дуги от сечения и длины сварочного кабеля
|
Сечение кабеля, мм2 Длина кабеля, м |
16 | 25 | 35 | 50 |
| 50-100 | 180 | 230 | 250 | 250 |
| 100-150 | 130 | 180 | 225 | 250 |
| 150-200 | 100 | 150 | 190 | 230 |
| 200-250 | 85 | 125 | 160 | 200 |
| 250-300 | 75 | 110 | 140 | 180 |
Беспроводной пульт дистанционного управления сварочным аппаратом КОРД 1-250
Беспроводной пульт дистанционного управления сварочным аппаратом КОРД 1-250 предназначен для установки значения сварочного тока на сварочном инверторе.
Основные характеристики
- Пульт состоит из двух блоков (передатчик и приёмник)
- Гарантированная дальность действия 100 м
- 2 регулятора для установки двух значений сварочного тока от 0 до 250А
- Переключатель, для быстрого выбора одного из двух предустановленных значений
- Светодиодная индикация работы
- Магнитное основание для крепления пульта к металлическим деталям
- Металлический корпус
Конструктивно пульт состоит из двух блоков: приемник (изображен на рисунке снизу) и передатчик (изображен на рисунке сверху).
Приёмник подключается к сварочному инвертору. На лицевую панель выведены два светодиодных индикатора: «Питание», означающий наличие питания на приёмном блоке и «Приём», сигнализирующий изменение сварочного тока.
Передатчик предназначен для установки или корректировки значения сварочного тока электросварщиком во время работы. На передатчике установлены два аналоговых регулятора тока, переключатель и светодиодный индикатор. Каждым регулятором задаётся значение сварочного тока в пределах от 0 до 250 А. Переключатель предназначен для выбора регулятора, которым устанавливается значение тока во время работы. «0» соответствует левому регулятору, «1» – правому. Индикатор «Передача» означает изменение сварочного тока регулятором или переключателем.
Каждым регулятором задаётся значение сварочного тока в пределах от 0 до 250 А. Переключатель предназначен для выбора регулятора, которым устанавливается значение тока во время работы. «0» соответствует левому регулятору, «1» – правому. Индикатор «Передача» означает изменение сварочного тока регулятором или переключателем.
Для установки сварочного тока беспроводным дистанционным пультом необходимо:
- Подключить приёмный блок к сварочному инвертору (допускается подключение во время работы инвертора).
- Выбрать переключателем регулятор тока.
- Установить значение сварочного тока, согласно шкале, нанесенной на лицевую панель.
- При необходимости, выбрать переключателем другой регулятор и установить новое значение тока, аналогично п. 3.
Для задания значение сварочного тока, установленного первым регулятором, достаточно выбрать его переключателем. Таким образом, обеспечивается быстрое переключение между двумя предустановленными значениями тока.
115 фото лучших экземпляров и их характеристики
Выбор инструментов для сварочных работ важный и ответственный процесс. Для дома лучше приобрести один раз сварочную установку, чем каждый раз платить специалисту и за аренду оборудования.
Инверторные сварочные аппараты делятся на 2 группы, газовые и электрические экземпляры. Для использования в домашних условиях лучше приобрести электрический, он более безопасный.
Краткое содержимое статьи:
Лучшие фирмы сварочных инструментов
Каждый производитель сварочных аппаратов заслуживает внимания. Все они достойные и делают хорошие инструменты.
Aurora, это фирма, которая выпускает множество различной техники предназначенной для работы в строительстве и ремонте. Сварочные аппараты не исключение, данная фирма производит их в лучшем качестве. Купить технику фирмы Aurora можно в 65 регионах РФ. У каждой техники есть гарантия от 12 до 24 месяцев, что придает спокойствие при покупке.
Фирма Daewoo Корейская и производит технику с 1967 года. Сварочные аппараты и другую технику для строительства данной компании можно купить в онлайн магазинах.
Компания Elitech также производит большое количество аппаратов и инструментов для строительства и ремонта. Качество продукции европейское, поэтому и срок использования большой.
FUBAG немецкая фирма, которая производит качественное оборудование уже больше 40 лет. Торговые точки с товаром этой компании расположены по всей России.
Patriot Американское производство, пользующиеся популярностью с 1970-ых годов. Производит пилы, сварочные аппараты и другие инструменты для строительства.
Ассортимент очень большой, аппараты данной фирмы можно найти любой ценовой категории и соответственно качества. Отличие этой фирмы в том, что все оборудование производится в оранжевых оттенках.
Инструменты производства «Интерскол» самые востребованные в России.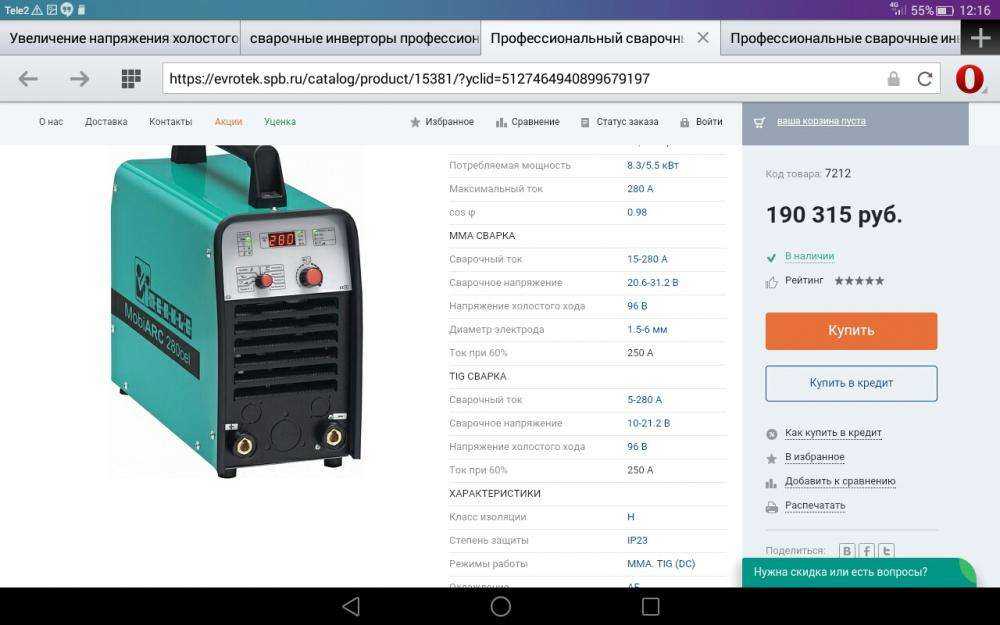 Покупатели ценят качество и стоимость продукции.
Покупатели ценят качество и стоимость продукции.
Как сделать правильный выбор при покупке сварочного аппарата
Необходимо знать ответы на следующие вопросы:
- Какое напряжение, пониженное или нет?
- Как часто будете пользоваться сварочным аппаратом?
- Сколько по времени аппарат будет включен?
- Какая будет толщина металла для сварки?
- Сумма денег, в которую вы готовы уложиться при покупке?
- Сможете ли найти замену сломавшимся деталям?
- Есть ли у вас опыт работы со сваркой?
Судя по ответам можно сделать вывод, какой тип сварочного аппарата вам лучше подойдет.
Действия при выборе
Лучше приобретать инструмент там, где дают возможность опробовать его на месте.
Если у ваших знакомых есть инструмент и вам он нравится, вы уверены, что вам подойдет такой же. То приобретайте в магазине его. Не нужно экспериментировать.
Покупайте аппарат только тогда, когда точно уверены в нем.
Главное при работе со сваркой вы должны обезопасить себя, это значит должен быть подобран правильный сварочный аппарат и должна соблюдаться техника безопасности.
Не стоит приступать к сварке без знаний и понимания, как это все работает. Прочитанной инструкции мало, чтобы научиться работать со сварочным аппаратом.
При выборе аппарата необходимо ориентироваться на тип сварки. При дуговой сварке результат будет зависеть не от аппарата, а от опыта работника. Полуавтоматические сварочные аппараты стоят дороже, но это того стоит.
Лучшие экземпляры
По отзывам пользователей и таким критериям, как мощность, качество электродов, напряжение, вес и т.д определены наилучшие экземпляры сварочных аппаратов. Представленные ниже характеристики помогут принять решение в вопросе, какую марку выбрать.
Ресанта САИ-220. Имеет корпус из алюминия серого цвета, весит около 5 килограмм, имеет высокий класс защиты. Если его уронить, то он выдержит это и будет по-прежнему хорошо работать. Единственный минус этой марки, вентилятор сделан из некачественного материала.
Если его уронить, то он выдержит это и будет по-прежнему хорошо работать. Единственный минус этой марки, вентилятор сделан из некачественного материала.
FUBAG IR 200. Является самым лучшим в своей ценовой категории, компактный и легкий.
Форсаж-161. Имеет высокий класс защиты и мощность, благодаря чему процесс сварки проходит быстро.
Можете посмотреть фото сварочных аппаратов перечисленных выше, чтобы посмотреть, как они выглядят внешне.
Фото сварочного аппарата
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
с контроллером постоянного тока Forwel с обратной связью — Kirti Pressings
- Описание
- Особенности
- Технические характеристики
- Преимущества приварки гаек
- Превосходство в производстве
Для
предпочтительны машины KirtiПрочный, без вибраций
Прочный корпус толщиной 10 мм .
Толстые листы согнуты и сварены в прочный корпус, который не вибрирует и дает точные сварные швы.
Точечная и рельефная сварка
Та же машина может использоваться как для точечной, так и для рельефной сварки.
Low Friction High Speed
Технология Low mµ существенно снижает трение, обеспечивает высокую скорость работы. Колебания до 800 циклов/мин без сварки.
Низкое и простое техническое обслуживание
Модульная конструкция и быстроразъемный жгут проводов облегчают снятие сборочной детали.
Термическая и электрическая стабильность
Новый Специально разработанный тиристор обеспечивает более высокую термическую и электрическую стабильность и высокую устойчивость к внешним электрическим/магнитным помехам/импульсам.
Высокий рабочий цикл
Трансформатор HighQ обеспечивает высокий КПД, низкие тепловые потери и увеличенный рабочий цикл.
Экосистема контролируемой сварки
Блокировка машины и монитор тока в режиме реального времени для идеального выполнения каждого сварного шва
Мы разработали систему
POKA-YOKE для каждого важного параметра, такого как давление воды, давление воздуха, ток, количество заправок и контроль температуры для тиристора и трансформатора.Лампа башни подает звуковой и визуальный сигнал, если значение любого параметра увеличивается или уменьшается от соответствующего «установленного значения». Машина перестает работать и запускается только тогда, когда параметр возвращается к установленному значению.
Эта система Poka-Yoke гарантирует, что процесс сварки будет выполняться только тогда, когда все параметры идол, что делает сварку безошибочной.
Контроллер обеспечивает стабильный сварочный ток по методу
вторичной обратной связи постоянного тока . Таким образом поддерживается ток в соответствии с заданным значением на протяжении всего процесса сварки.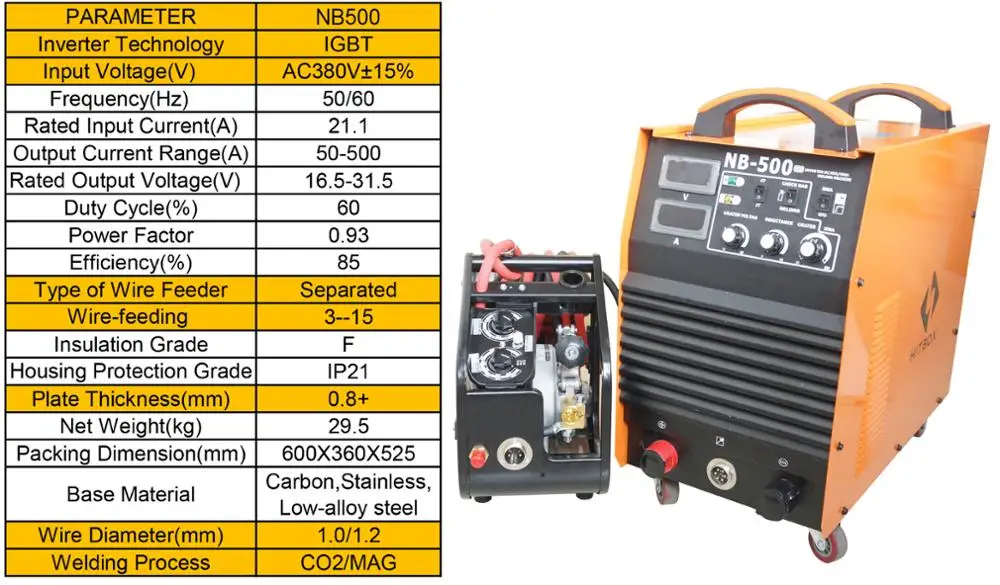
Технические характеристики
| Технические характеристики машины | Блок | СС75И | СС100И | СС125И |
|---|---|---|---|---|
| Номинальная мощность при рабочем цикле 60 % | кВА | 75 | 100 | 125 |
| Вторичное напряжение | Вольт | 5,9, 7,4 | 6,5,9 | 8.2, 10.2 |
| Максимальный сварочный ток | кА | 15 | 20 | 24 |
| Тип управления | Контроллер постоянного тока вторичной обратной связи Forwel, Корея | |||
| Настройка времени сварки Наименьшее значение (WL) | мс | 10 | 10 | 10 |
| Глубина горловины* | мм | 250~300 | 250~300 | 250~300 |
| Максимальный зазор** | мм | 300 | 300 | 300 |
Сила электрода Мин. -Макс. -Макс. | кгс | от 150 до 486 | от 150 до 984 | от 150 до 984 |
| Расход свободного воздуха при 1 бар | ||||
| для 100 точек и хода 25 мм | литров | 157 | 314 | 314 |
| Давление охлаждающей воды | кг/см² | 2 | 2 | 2 |
| Расход охлаждающей воды | л/мин | 6 | 6 | 6 |
Мощность сварки (ориентировочное сравнение) | ||||
| Листовой металл CRCA | мм | 2,5/2,5 | 03 марта | 3,5/3,5 |
| Листовой металл HR | мм | 2,5/2,5 | 03 марта | 3,5/3,5 |
| Е34 | мм | 1,5/1+ | 03 марта | 3,5/3,5 |
| Листовой металл SS | мм | 04 апреля | 4,5/4,5 | 05 мая |
Приварка выступающей гайки — макс. размер размер | М8 | М12 | М16 | |
| Размеры | мм | 1050 х 410 | 1050 х 410 | 1050 х 410 |
| Высота | мм | 1780 | 1780 | 1780 |
| Вес | кг | 520 | 600 | 680 |
* Индивидуальные модели доступны по запросу
Преимущества приварки гаек с выступом
- Сварная гайка выдерживает разрывной крутящий момент в 2 раза больше, чем стандартная спецификация
- Без повторного нарезания резьбы
- Без маркировки Co2
- Минимизирует переделок, снижает стоимость
- Позволяет избежать частых испытаний на уничтожение
- Не оказывает неблагоприятного воздействия на потоки и, таким образом, дает положительный ответ на тест «годен-не-годен»
Наши производственные процессы делают машины более
Прочный и надежный
- Корпус толщиной 10 мм (сталь TATA)
- Прочный корпус станка благодаря гибке и сварке на станке с ЧПУ
- Корпус с лазерной резкой Обеспечивает взаимозаменяемость сборочных деталей
- Обработка головки блока цилиндров и латунного колена на HMC
- Корпус с порошковым покрытием
Модульная конструкция и жгут проводов быстрого подключения делают
Простота обслуживания и устранения неисправностей
- Машины имеют жгут проводов быстрого подключения с защелкивающимися разъемами
- Легко снимается – контроллер, тиристор и другие монтажные детали
- Также помогает в поиске неисправностей
Аппарат для точечной сварки
Western Arc Rocker Arm Технические характеристики
Оборудование
- Восстановленные аппараты для контактной сварки
- Аппараты для точечной сварки коромысла Western Arctronics
- Аппараты для точечной сварки с коромыслом и прессом
- Устройство точечной сварки Western Arctronics
- Аппараты для стыковой сварки
- Аппараты для сварки стальных дверей и рам
- Маленькие сварочные головки
- Портативный сварочный пистолет
- Сварочные аппараты емкостного разряда
- Средства управления контактной сваркой
- Визуальный индикатор расхода воды
- Трансформаторы для контактной сварки
- SCR
- Охладители воды
- Кулеры для воды
- Пневматические цилиндры
- Портативные тестеры точечной сварки
- Анализатор сварки
- Приспособления для проверки сварных швов
- Микро- и миллиметры
- Датчики силы сварки
- Защитное устройство Detect-A-Finger®
- Запасные части для точечной сварки
- Паяльные системы
Ознакомьтесь с нашим полным ассортиментом запасных частей для точечной сварки Western Arctronics | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|




Spotwelding Consultants Inc.
4209 Промышленность
Rowlett, Texas 75088
БЕСПЛАТНЫЙ — Сварочное оборудование
ISO 669:1981
Рейтинг оборудования для контактной сварки
ISO 669:2000
Сварка сопротивлением. Оборудование для сварки сопротивлением. Механические и электрические требования
Оборудование для сварки сопротивлением. Механические и электрические требования
ISO 669:2016
Сварка сопротивлением. Оборудование для сварки сопротивлением. Механические и электрические требования
ISO 693:1982
Размеры заготовок колес для шовной сварки
ISO 700:1982
Источники тока для ручной дуговой сварки металлическим электродом с покрытыми электродами и для процесса TIG
ISO 865:1981
Прорези в плитах для аппаратов рельефной сварки
ISO 1089:1980
Конус электрода подходит для оборудования для точечной сварки — Размеры
ISO/DIS 1089
Оборудование для контактной сварки. Конус электрода подходит для оборудования для точечной сварки. Размеры
Конус электрода подходит для оборудования для точечной сварки. Размеры
ISO 2503:1983
Регуляторы давления для газовых баллонов, используемых при сварке, резке и родственных процессах
ISO 2503:1983/Add 1:1984
Регуляторы давления для газовых баллонов, используемых при сварке, резке и подобных процессах — Приложение 1
ISO 2503:1998
Оборудование для газовой сварки. Регуляторы давления для газовых баллонов, используемых при сварке, резке и подобных процессах до 300 бар
Регуляторы давления для газовых баллонов, используемых при сварке, резке и подобных процессах до 300 бар
ISO 2503:2009
Газосварочное оборудование. Регуляторы давления и регуляторы давления с расходомерами для газовых баллонов, используемых при сварке, резке и подобных процессах до 300 бар (30 МПа)
ISO 2503:2009/Amd 1:2015
Газосварочное оборудование. Регуляторы давления и регуляторы давления с расходомерными устройствами для газовых баллонов, используемых при сварке, резке и подобных процессах до 300 бар (30 МПа) — Поправка 1
Регуляторы давления и регуляторы давления с расходомерными устройствами для газовых баллонов, используемых при сварке, резке и подобных процессах до 300 бар (30 МПа) — Поправка 1
ISO 3253:1975
Шланговые соединения для оборудования для сварки, резки и родственных процессов
ISO 3253:1998
Оборудование для газовой сварки. Шланговые соединения для оборудования для сварки, резки и родственных процессов
Шланговые соединения для оборудования для сварки, резки и родственных процессов
ISO 3821:1977
Сварка. Гибкие шланги для газовой сварки и родственных процессов
ISO 3821:1992
Сварка. Резиновые шланги для сварки, резки и родственных процессов
ISO 3821:1998
Оборудование для газовой сварки. Резиновые шланги для сварки, резки и родственных процессов
Резиновые шланги для сварки, резки и родственных процессов
ISO 3821:2008
Оборудование для газовой сварки. Резиновые шланги для сварки, резки и родственных процессов
ISO 3821:2019
Оборудование для газовой сварки. Резиновые шланги для сварки, резки и родственных процессов
ISO 5171:1980
Манометры, используемые при сварке, резке и родственных процессах
ISO 5171:1995
Манометры, используемые при сварке, резке и родственных процессах
ISO 5171:2009
Оборудование для газовой сварки. Манометры, используемые при сварке, резке и родственных процессах
Манометры, используемые при сварке, резке и родственных процессах
ISO 5171:2019
Оборудование для газовой сварки. Манометры, используемые при сварке, резке и родственных процессах
ISO 5172:1977
Ручные горелки для сварки и резки
ISO 5172:1995
Ручные горелки для сварки, резки и нагрева. Технические характеристики и испытания
Технические характеристики и испытания
ISO 5172:1995/Amd 1:1995
Ручные горелки для сварки, резки и нагрева. Технические условия и испытания. Поправка 1
ISO 5172:2006
Оборудование для газовой сварки. Горелки для газовой сварки, нагрева и резки. Технические характеристики и испытания
ISO 5172:2006/Amd 1:2012
Оборудование для газовой сварки. Горелки для газовой сварки, нагрева и резки. Технические условия и испытания. Поправка 1
Горелки для газовой сварки, нагрева и резки. Технические условия и испытания. Поправка 1
ISO 5172:2006/Amd 2:2015
Оборудование для газовой сварки. Горелки для газовой сварки, нагрева и резки. Технические условия и испытания. Поправка 2
ISO 5175-1:1983
Оборудование для газовой сварки и резки и родственные процессы. Предохранительные устройства для топливных газов и кислорода или сжатого воздуха. Часть 1. Общие технические условия и требования
Предохранительные устройства для топливных газов и кислорода или сжатого воздуха. Часть 1. Общие технические условия и требования
ИСО 5175-1:2017
Оборудование для газовой сварки. Устройства безопасности. Часть 1. Устройства, включающие пламегаситель (обратный удар)
ISO 5175-2:2017
Газосварочное оборудование. Предохранительные устройства. Часть 2. Устройства без пламегасителя
Предохранительные устройства. Часть 2. Устройства без пламегасителя
ISO 5175:1987
Оборудование, используемое для газовой сварки, резки и родственных процессов. Предохранительные устройства для топливных газов и кислорода или сжатого воздуха. Общие технические условия, требования и испытания
ISO 5175:1987/Amd 1:2015
Оборудование, используемое для газовой сварки, резки и родственных процессов. Предохранительные устройства для топливных газов и кислорода или сжатого воздуха. Общие технические условия, требования и испытания. Поправка 1
Предохранительные устройства для топливных газов и кислорода или сжатого воздуха. Общие технические условия, требования и испытания. Поправка 1
ISO 5183-1:1988
Точечная контактная сварка. Адаптеры электродов, конус 1:10. Часть 1. Коническое крепление, конус 1:10
ISO 5183-1:1998
Оборудование для контактной сварки. Адаптеры для электродов, конус 1:10. Часть 1. Коническое крепление, конус 1:10
Адаптеры для электродов, конус 1:10. Часть 1. Коническое крепление, конус 1:10
ISO 5183-2:1988
Точечная контактная сварка. Адаптеры электродов, конус 1:10. Часть 2. Крепление параллельного хвостовика для электродов с торцевым упором
ISO 5183-2:2000
Точечная контактная сварка. Адаптеры электродов, конус 1:10. Часть 2. Крепление параллельного хвостовика для электродов с торцевым упором
Часть 2. Крепление параллельного хвостовика для электродов с торцевым упором
ISO 5186:1995
Пистолетные трубки для кислорода/топливного газа (типа режущей машины) с цилиндрическими цилиндрами. Общие технические условия и методы испытаний
ISO 5821:1979
Колпачки электродов для контактной точечной сварки
ISO 5821:2009
Сварка сопротивлением. Колпачки электродов для точечной сварки
Колпачки электродов для точечной сварки
ISO 5822:1982
Оборудование для точечной сварки. Конические калибры-пробки и конические калибры-кольца
ИСО 5822:1988
Оборудование для точечной сварки. Конические калибры-пробки и конические калибры-кольца
ISO 5826:1983
Трансформаторы для машин контактной сварки. Общие технические условия, применимые ко всем трансформаторам
Общие технические условия, применимые ко всем трансформаторам
ISO 5826:1999
Оборудование для контактной сварки. Трансформаторы. Общие технические условия, применимые ко всем трансформаторам
ISO 5826:2014
Оборудование для контактной сварки. Трансформаторы. Общие технические условия, применимые ко всем трансформаторам
ISO 5827:1983
Точечная сварка. Опоры электродов и зажимы
Опоры электродов и зажимы
ISO 5828:1983
Оборудование для контактной сварки. Вторичные соединительные кабели с наконечниками, соединенными с наконечниками с водяным охлаждением. Размеры и характеристики
ISO 5828:2001
Оборудование для контактной сварки. Вторичные соединительные кабели с наконечниками, соединенными с наконечниками с водяным охлаждением. Размеры и характеристики
Размеры и характеристики
ISO 5829:1984
Точечная контактная сварка. Адаптеры электродов, внутренний конус 1 : 10
ISO 5830:1984
Точечная контактная сварка. Колпачки электродов с наружной резьбой
ISO 6210-1:1991
Цилиндры для роботизированных контактных сварочных горелок. Часть 1. Общие требования
Часть 1. Общие требования
ISO 7284:1984
Оборудование для контактной сварки. Особые технические условия, применимые к трансформаторам с двумя отдельными вторичными обмотками для многоточечной сварки, которые используются в автомобильной промышленности
ISO 7284:1993
Оборудование для контактной сварки. Особые технические условия, применимые к трансформаторам с двумя отдельными вторичными обмотками для многоточечной сварки, которые используются в автомобильной промышленности
ISO 7285:1995
Пневматические цилиндры для механизированной многоточечной сварки
ISO 7286:1986
Графические обозначения оборудования для контактной сварки
ISO 7287:1992
Графические символы для оборудования для термической резки
ISO 7287:2002
Графические символы для оборудования для термической резки
ISO 7289:1990
Быстроразъемные соединения с запорным клапаном для сварки, резки и родственных процессов
ISO 7289:1996
Быстроразъемные соединения с запорной арматурой для газовой сварки, резки и родственных процессов
ISO 7289:2010
Оборудование для газовой сварки. Быстроразъемные соединения с запорной арматурой для сварки, резки и родственных процессов
Быстроразъемные соединения с запорной арматурой для сварки, резки и родственных процессов
ISO 7289:2018
Оборудование для газовой сварки. Быстроразъемные соединения с запорными клапанами для сварки, резки и родственных процессов
ISO 7291:1990
Сварка, резка и родственные процессы. Регуляторы коллектора
ИСО 7291:1999
Газосварочное оборудование. Регуляторы давления для коллекторных систем, используемых при сварке, резке и подобных процессах до 300 бар
Регуляторы давления для коллекторных систем, используемых при сварке, резке и подобных процессах до 300 бар
ISO 7291:2010
Оборудование для газовой сварки. Регуляторы давления для коллекторных систем, используемых при сварке, резке и подобных процессах до 30 МПа (300 бар)
ISO 7291:2010/Amd 1:2015
Газосварочное оборудование. Регуляторы давления для коллекторных систем, используемых при сварке, резке и подобных процессах до 30 МПа (300 бар) — Поправка 1
Регуляторы давления для коллекторных систем, используемых при сварке, резке и подобных процессах до 30 МПа (300 бар) — Поправка 1
ISO 7292:1997
Регуляторы расхода, используемые на цилиндрах для сварки, резки и родственных процессов. Классификация и спецификации
ISO 7931:1985
Изоляционные колпачки и втулки для оборудования для контактной сварки
ISO 8166:2003
Сварка сопротивлением. Процедура оценки срока службы электродов для точечной сварки с использованием постоянных настроек машины
Процедура оценки срока службы электродов для точечной сварки с использованием постоянных настроек машины
ISO 8167:1989
Выступы для контактной сварки
ISO 8167:2021
Сварка сопротивлением. Рельефная рельефная сварка. Выступы для контактной сварки
ISO 8205-1:1993
Вторичные соединительные кабели с водяным охлаждением для контактной сварки. Часть 1. Размеры и требования к двухжильным соединительным кабелям
Часть 1. Размеры и требования к двухжильным соединительным кабелям
ISO 8205-1:2002
Вторичные соединительные кабели с водяным охлаждением для контактной сварки. Часть 1. Размеры и требования к двухжильным соединительным кабелям
ISO 8205-2:1993
Вторичные соединительные кабели с водяным охлаждением для контактной сварки. Часть 2. Размеры и требования к одножильным соединительным кабелям
Часть 2. Размеры и требования к одножильным соединительным кабелям
ISO 8205-2:2002
Вторичные соединительные кабели с водяным охлаждением для контактной сварки. Часть 2. Размеры и требования к одножильным соединительным кабелям
ИСО 8205-3:1993
Вторичные соединительные кабели с водяным охлаждением для контактной сварки. Часть 3. Требования к испытаниям
Часть 3. Требования к испытаниям
ISO 8205-3:2012
Вторичные соединительные кабели с водяным охлаждением для контактной сварки. Часть 3. Требования к испытаниям
ISO 8205:2021
Оборудование для контактной сварки. Вторичные соединительные кабели с водяным охлаждением
ISO 8206:1991
Приемочные испытания машин кислородной резки. Воспроизводимая точность. Эксплуатационные характеристики
Воспроизводимая точность. Эксплуатационные характеристики
ISO 8207:1996
Оборудование для газовой сварки. Спецификация шлангов в сборе для оборудования для сварки, резки и родственных процессов
ISO 8430-1:1988
Точечная контактная сварка. Держатели электродов. Часть 1. Крепление конусом 1:10
ISO 8430-1:2016
Точечная контактная сварка. Держатели электродов. Часть 1. Крепление конусом 1:10
Держатели электродов. Часть 1. Крепление конусом 1:10
ISO 8430-2:1988
Точечная контактная сварка. Держатели электродов. Часть 2. Крепление с помощью конуса Морзе
ISO 8430-2:2016
Точечная сварка сопротивлением. Держатели электродов. Часть 2. Крепление с помощью конуса Морзе
ISO 8430-3:1988
Точечная контактная сварка. Держатели электродов. Часть 3. Крепление параллельного хвостовика для концевого упора
Держатели электродов. Часть 3. Крепление параллельного хвостовика для концевого упора
ISO 8430-3:1988/Cor 1:1990
Точечная контактная сварка. Держатели электродов. Часть 3. Крепление параллельного хвостовика для осевого упора. Техническое исправление 1
ISO 8430-3:2016
Точечная контактная сварка. Держатели электродов. Часть 3. Крепление параллельного хвостовика для концевого упора
Держатели электродов. Часть 3. Крепление параллельного хвостовика для концевого упора
ISO 9012:1988
Ручные аспирационные духовые трубки. Технические характеристики
ISO 9012:1998
Оборудование для газовой сварки. Ручные горелки с аспирацией. Технические характеристики и испытания
ISO 9012:2008
Оборудование для газовой сварки. Ручные горелки с аспирацией. Технические характеристики и испытания
Ручные горелки с аспирацией. Технические характеристики и испытания
ISO/CD 9012
Оборудование для газовой сварки. Ручные горелки с аспирацией. Технические характеристики и испытания
ISO 9090:1989
Газонепроницаемость оборудования для газовой сварки и родственных процессов
ISO 9090:2019
Газонепроницаемость оборудования для газовой сварки и родственных процессов
ISO 9312:1990
Оборудование для контактной сварки. Изолированные штыри для использования в опорах электродов
Изолированные штыри для использования в опорах электродов
ISO 9312:2013
Оборудование для контактной сварки. Изолированные штыри для использования в опорах электродов
ISO 9313:1989
Оборудование для контактной точечной сварки. Охлаждающие трубки
ISO 9539:1988
Материалы для оборудования, используемого в газовой сварке, резке и родственных процессах
ISO 9539:2010
Оборудование для газовой сварки. Материалы для оборудования, используемого для газовой сварки, резки и родственных процессов
Материалы для оборудования, используемого для газовой сварки, резки и родственных процессов
ISO 9539:2010/Изм. 1:2013
Оборудование для газовой сварки. Материалы для оборудования, используемого для газовой сварки, резки и родственных процессов. Поправка 1
ISO 10225:2013
Оборудование для газовой сварки. Маркировка оборудования, используемого для газовой сварки, резки и родственных процессов
Маркировка оборудования, используемого для газовой сварки, резки и родственных процессов
ISO 10656:1996
Электросварка сопротивлением. Встроенные трансформаторы для сварочных горелок
ISO 10656:1996/Cor 1:2000
Электросварка сопротивлением. Встроенные трансформаторы для сварочных горелок. Техническое исправление 1
ISO 10656:2016
Оборудование для контактной сварки. Трансформаторы. Встроенные трансформаторы для сварочных горелок
Трансформаторы. Встроенные трансформаторы для сварочных горелок
ISO/TR 11032:1994
Управление промышленными роботами. Испытания, ориентированные на применение. Точечная сварка
ISO 12145:1998
Оборудование для контактной сварки. Уголки для установки электродов для точечной сварки
ISO 12166:1997
Оборудование для контактной сварки. Особые спецификации, применимые к трансформаторам с одной вторичной обмоткой для многоточечной сварки, используемым в автомобильной промышленности
Особые спецификации, применимые к трансформаторам с одной вторичной обмоткой для многоточечной сварки, используемым в автомобильной промышленности
ISO 12170:1996
Оборудование для газовой сварки. Термопластичные шланги для сварки и родственных процессов
ISO 14112:1996
Оборудование для газовой сварки. Небольшие комплекты для газовой пайки и сварки
ISO 14113:1997
Оборудование для газовой сварки. Резиновые и пластиковые шланги в сборе для сжатых или сжиженных газов с максимальным расчетным давлением 450 бар
Резиновые и пластиковые шланги в сборе для сжатых или сжиженных газов с максимальным расчетным давлением 450 бар
ISO 14113:2007
Оборудование для газовой сварки. Резиновые и пластмассовые шланги и шланги в сборе для использования с техническими газами до 450 бар (45 МПа)
ISO 14113:2013
Оборудование для газовой сварки. Резиновые и пластмассовые шланги и рукава в сборе для использования с техническими газами до 450 бар (45 МПа)
Резиновые и пластмассовые шланги и рукава в сборе для использования с техническими газами до 450 бар (45 МПа)
ISO 14114:1999
Газосварочное оборудование. Системы ацетиленовых коллекторов для сварки, резки и родственных процессов. Общие требования
ISO 14114:2014
Газосварочное оборудование. Системы ацетиленовых коллекторов для сварки, резки и родственных процессов. Общие требования
Общие требования
ISO 14114:2017
Газосварочное оборудование. Системы ацетиленовых коллекторов для сварки, резки и родственных процессов. Общие требования
ISO 14744-1:2000
Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 1. Принципы и условия приемки
ISO 14744-1:2008
Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 1. Принципы и условия приемки
Приемочный контроль машин для электронно-лучевой сварки. Часть 1. Принципы и условия приемки
ISO 14744-2:2000
Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 2. Измерение характеристик ускоряющего напряжения
ISO 14744-3:2000
Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 3. Измерение характеристик тока луча
Часть 3. Измерение характеристик тока луча
ISO 14744-4:2000
Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 4. Измерение скорости сварки
ISO 14744-5:2000
Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 5. Измерение точности биения
ISO 14744-6:2000
Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 6. Измерение стабильности положения точки
Приемочный контроль машин для электронно-лучевой сварки. Часть 6. Измерение стабильности положения точки
ISO 15012-1:2004
Здоровье и безопасность при сварке и родственных процессах. Требования к испытаниям и маркировке оборудования для фильтрации воздуха. Часть 1. Испытания эффективности отделения сварочного дыма
ISO 15012-1:2013
Здоровье и безопасность при сварке и родственных процессах. Оборудование для улавливания и отделения сварочного дыма. Часть 1. Требования к испытаниям и маркировке эффективности отделения
Оборудование для улавливания и отделения сварочного дыма. Часть 1. Требования к испытаниям и маркировке эффективности отделения
ISO 15012-2:2008
Охрана труда и техника безопасности при сварке и родственных процессах. Требования, испытания и маркировка оборудования для фильтрации воздуха. Часть 2. Определение минимального объемного расхода воздуха в колпаках и насадках
ISO 15012-4:2016
Здоровье и безопасность при сварке и родственных процессах. Оборудование для улавливания и отделения сварочного дыма. Часть 4. Общие требования
Оборудование для улавливания и отделения сварочного дыма. Часть 4. Общие требования
ISO 15296:2004
Оборудование для газовой сварки. Словарь. Термины, используемые для оборудования для газовой сварки
ISO 15296:2017
Газосварочное оборудование. Словарь
ISO 15615:2002
Газосварочное оборудование. Системы ацетиленовых коллекторов для сварки, резки и родственных процессов. Требования безопасности в устройствах высокого давления
Системы ацетиленовых коллекторов для сварки, резки и родственных процессов. Требования безопасности в устройствах высокого давления
ISO 15615:2013
Газосварочное оборудование. Системы ацетиленовых коллекторов для сварки, резки и родственных процессов. Требования безопасности в устройствах высокого давления
ISO 15615
Газосварочное оборудование. Системы ацетиленовых коллекторов для сварки, резки и родственных процессов. Требования безопасности в устройствах высокого давления
Системы ацетиленовых коллекторов для сварки, резки и родственных процессов. Требования безопасности в устройствах высокого давления
ISO 15616-1:2003
Приемочные испытания установок с лазерным излучением CO2 для высококачественной сварки и резки. Часть 1. Общие принципы, условия приемки
ISO 15616-2:2003
Приемочные испытания лазерных установок для высококачественной сварки и резки. Часть 2. Измерение статической и динамической точности
Часть 2. Измерение статической и динамической точности
ISO 15616-3:2003
Приемочные испытания установок с лазерным излучением CO2 для высококачественной сварки и резки. Часть 3: Калибровка приборов для измерения расхода и давления газа
ISO 15616-4:2008
Приемочные испытания установок с лазерным лучом CO2 для высококачественной сварки и резки. Часть 4. Машины с двумерной подвижной оптикой
ИСО/ТС 17477:2003
Приемочные испытания машин с лазерным лучом CO2 для сварки и резки с использованием двумерной движущейся оптики, тип
ISO 17662:2005
Сварка. Калибровка, проверка и валидация оборудования, используемого для сварки, включая вспомогательные работы
ISO 17662:2016
Сварка. Калибровка, проверка и аттестация оборудования, используемого для сварки, включая вспомогательные виды деятельности
ISO 21904-4:2020
Здоровье и безопасность при сварке и родственных процессах. Оборудование для улавливания и отделения сварочного дыма. Часть 4. Определение минимального объемного расхода воздуха улавливающих устройств
ISO 22827-1:2005
Приемочные испытания машин для лазерной сварки Nd:YAG. Машины с подачей оптического волокна. Часть 1. Сборка лазера
ISO 22827-2:2005
Приемочные испытания машин для лазерной сварки Nd:YAG. Машины с подачей оптического волокна. Часть 2. Механизм перемещения
ISO 22829:2007
Сварка сопротивлением. Трансформатор-выпрямитель для сварочных горелок со встроенными трансформаторами. Трансформатор-выпрямитель, работающий на частоте 1000 Гц
ISO 22829:2017
Оборудование для контактной сварки. Трансформаторы. Интегрированные трансформаторно-выпрямительные блоки для сварочных горелок, работающих на частоте 1000 Гц
ISO/TR 28821:2012
Оборудование для газовой сварки. Соединения шлангов для оборудования для сварки, резки и родственных процессов. Список соединений, которые либо стандартизированы, либо широко используются
IEC 60974-1:1998
Оборудование для дуговой сварки — — Часть 1: Источники сварочного тока
Полупроводниковый лазерный сварочный аппарат серии WS
Особенности Технический параметр Введение частей Приложение
Характеристики
Работая с отличной направленностью и высокой плотностью мощности лазерного луча,
лазерный луч фокусируется на небольшой площади с помощью оптической системы, а область сварки очень быстро образует область высококонцентрированного источника тепла. ,
, плавясь и образуя прочное паяное соединение или сварной шов.
1. Лазерная сварка имеет преимущества высокой эффективности сварки, большого отношения глубины к ширине и высокой точности;
2. Мелкий размер зерна и узкая зона термического влияния, меньшая деформация после сварки;
3. Гибкое рабочее волокно, бесконтактная сварка легко добавляется на текущую производственную линию;
4. Экономия материала
5. Точный контроль энергии сварки, стабильная производительность сварки, красивый сварочный эффект.
Technical Parameter
WS1000-A Laser Welding Machine Specifications
| Model | WS-A Laser Welding Machine |
| Laser wave length (nm) | 915 |
| Сплит волокна (N) | 1/2 Линия |
| Диаметр волокна (UM) | 400/600 (опционально) |
| 400/600. ) | |
| Средняя мощность (W) | 1000 |
| Охлаждающий путь | Водяной охлаждение |
| Рабочая среда | 9 . Рабочая температура:10°C~35°C;Влажность:<70% |
| Мощность (кВт) | <1,5 |
| Электропитание | Трехфазное 380 В переменного тока ±10%; 50/60Hz |
| Total weight (KG) | 70 |
| Overall dimension (mm) | 485*237*663 |
WTA-A Welding Worktable Specifications
| Working площадь | 4000*300 (стандартная, индивидуальная) |
| Минимальный диаметр фокусного пятна (мм) | 0,2 |
| Точность позиционирования (мм) | < 0,02 |
| Способ обучения сварки | COASIAL CCD |
| 666666666666666666666666666666666666666666666666666666666666666666666668. SLADENTIONS | (MANDALINGINGIST HISTING (|
| Поддерживаемый формат | PLT и т. д. |
| Рабочая среда | Темп. :-20°С~60°С; Влажность: <70% Рабочая температура: 10°C~35°C; Влажность: <70% |
| Полная мощность (кВт) | 5 |
| Электропитание | Трехфазное 380 В переменного тока ±10%; 50/60Hz |
| Total weight (KG) | 200 |
| Overall dimension (mm) | 1000*1200*1600 (Excluding the support frame) |
Parts Introduction
Применение
Для нержавеющей стали, низкоуглеродистой стали, в пределах 3 мм можно добиться превосходного качества сварки.
Образец:
Оставить сообщение
Мы обработаем ваше сообщение в течение 24 часов
Электронная почта:
*
Тел./моб.:
Материал:
*
Страна:
*
Компания:
GD HAN’S YUEMING LASER GROUP CO., LTD,
, дочерняя компания Shenzhen Han’s Laser Technology Co., Ltd
(код запаса: 002008), является высокотехнологичным предприятием, которое производит лазерные машины и занимается исследованиями и разработками плюс продажа промышленной лазерной продукции. Расположенная в зоне высокотехнологичного промышленного развития озера Суншань, в окружении высокотехнологичных предприятий, входящих в список 500 лучших, компания Han’s Yueming Laser неуклонно развивается и получает выгоду от разнообразных ИТ и высокотехнологичных кадров в Гуанчжоу, Шэньчжэне, Гонконге, а также Продвижение Dongguan в производстве, легкой промышленности, машиностроении и электронных продуктах. Yueming создала современные заводы в Дунгуане, Шанхае и Цзянсу с более чем 100 автоматизированным и высокоточным обрабатывающим оборудованием, общей площадью 100 000 квадратных метров и с более чем 500 хорошо обученными работниками, включая 6 молодых специалистов по оптике, 33 исследователя со степенью магистра и 86 инженеры со степенью бакалавра. Yueming создала институты лазерного применения и технологии электронного управления в Шанхае и Шэньчжэне. Кроме того, компания наладила долгосрочное, стабильное и интерактивное сотрудничество со многими известными университетами и институтами, такими как Южно-Китайский технологический университет и Шанхайский институт оптики и точной механики.
Компания Han’s Yueming Laser придерживается своего девиза «завоевывать рынок с помощью передовых технологий, вознаграждать клиентов лучшим обслуживанием». Мы верим в корпоративный дух «Сотрудничество, взаимовыгодность, признательность и обмен».