Оборудование для контактной сварки | Мастер Сварщик
MZ 1000 (M308)
353 340 ₽Оборудование представляет собой мощный инверторный источник питания и передвижную каретку, […]
В корзинуMZ 1250 (М310)
405 740 ₽Оборудование представляет собой мощный инверторный источник питания и передвижную каретку, […]
В корзинуАппарат точечной сварки AuroraPRO SHOOT M10
101 700 ₽Аппарат для точечной сварки со шпилечным пистолетом, известный также как […]
В корзинуКлещи сварочные КТР-8 (1,5+1,5мм)
15 300 ₽Клещи сварочные КТР-8 FOXWELD (1,5+1,5; 8кВт; 220V) Настоящий сварочный аппарат […]
В корзинуМашина контактной сварки МТ-100
603 000 ₽Аппарат контактной точечной сварки с пневмоцилиндром МТ-100. Это надежная установка, […]
В корзинуМашина контактной сварки МТ-125
648 000 ₽Аппарат контактной точечной сварки с пневмоцилиндром МТ-125. Это надежная установка, […]
В корзинуМашина контактной сварки МТ-25
335 000 ₽Аппарат контактной точечной сварки с пневмоцилиндром МТ-25.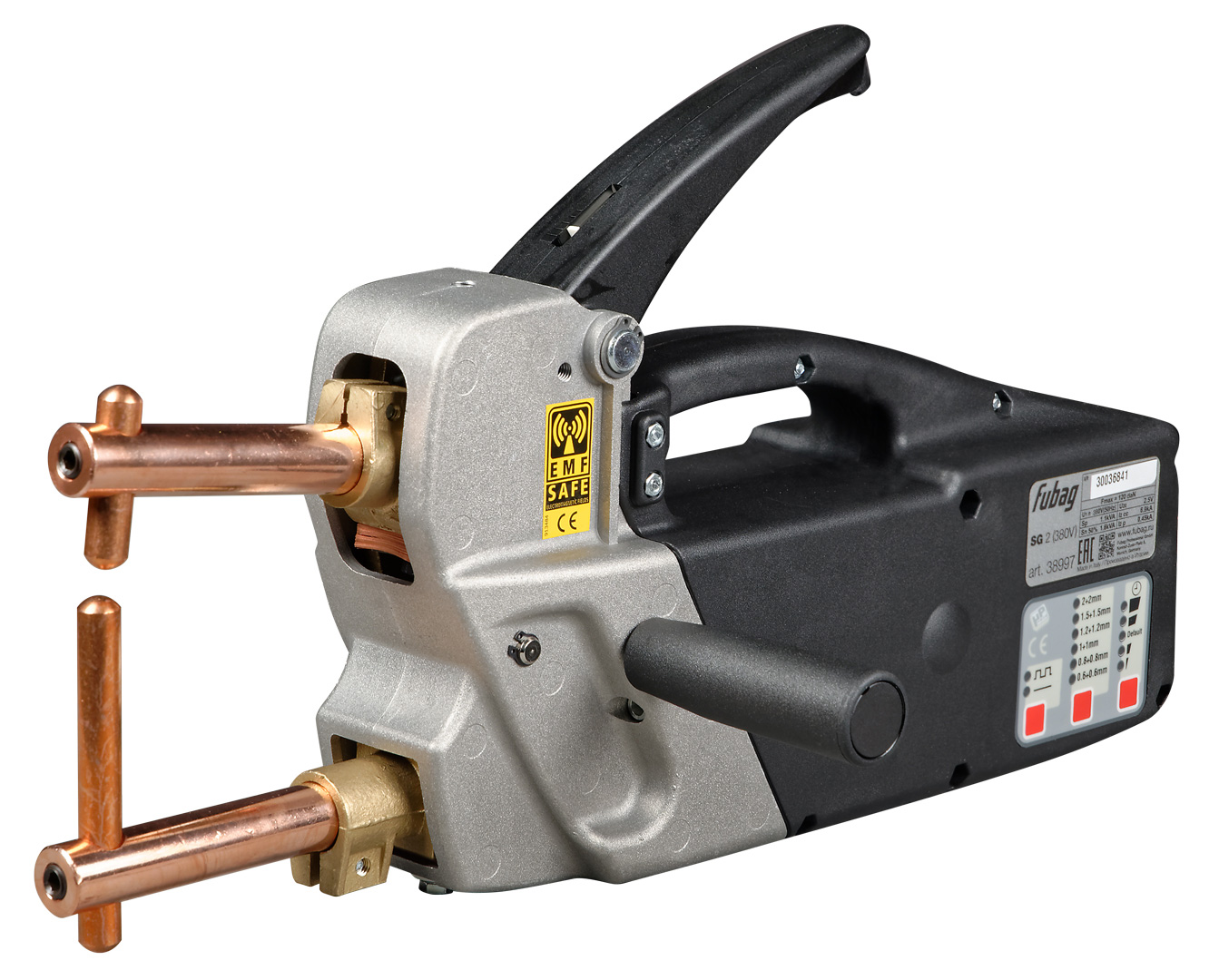
Машина контактной сварки МТ-40
397 000 ₽Аппарат контактной точечной сварки с пневмоцилиндром МТ-40. Это надежная установка, […]
В корзинуМашина контактной сварки МТ-63
523 000 ₽Аппарат контактной точечной сварки с пневмоцилиндром МТ-63. Это надежная установка, […]
В корзинуМашина контактной сварки МТ-80
563 000 ₽Аппарат контактной точечной сварки с пневмоцилиндром МТ-80. Это надежная установка, […]
В корзинуМашина контактной сварки МТР-10
76 300 ₽Машина контактной сварки МТР-10 380В / 10КВА / мех.привод Машины […]
В корзинуМашина контактной сварки МТР-16
83 800 ₽Машина контактной сварки МТР-16 380В / 16КВА / мех.привод Машина […]
В корзинуМашина контактной сварки МТР-25
101 300 ₽Машина контактной сварки МТР-25 380В / 25КВА / мех.привод Машина […]
В корзинуМашина контактной сварки МТР-35
160 500 ₽Машина контактной сварки МТР-35 380В / 35КВА / мех.
Машина контактной сварки МТРА-16
219 500 ₽Машина контактной сварки МТРА-16 Машины контактной точечной сварки МТРА с […]
В корзинуАппарат контактной точечной сварки серии SA
Машина контактной точечной сварки серии SA использует безмаслянные пневмоцилиндры новой патентованной конструкции, обеспечивающие высокую механическую скорость работы и длительный срок службы сварочного модуля.
Встроенный микропроцессорный контроллер позволяет осуществлять различные сварочные операции на одном и том же рабочем участке, предварительно задавая до 15 программируемых точек. Это позволяет строить на базе данных машин автоматизированные сварочные комплексы.
Использование опционального «широкого» электрода увеличивает производительность по проволочным изделиям в разы.
Оборудование контактной сварки имеет прочную конструкцию корпуса и систему водяного охлаждения, которые обеспечивают скоростную и бесперебойную работу станков.
Вылет электродов для всех машин контактной точечной сварки составляет 600 мм. По желанию заказчика размер вылета может быть изменён.
Аппарат контактной точечной сварки вертикального типа
В устройствах данного типа используется прямой вертикальный ход сварочного электрода. В оборудовании может быть применен механический ножной привод либо пневмопривод. Во втором случае пневмоцилиндр располагается непосредственно над электрододержателем для устранения эффекта проскальзывания электрода. Такое расположение пневмоцилиндра характерно для современных аппаратов контактной сварки вертикального типа.
Вертикальный прямолинейный ход электрода наиболее предпочтителен для выполнения рельефной сварки, т.к. сила распределяется равномерно по всему контуру сварочного электрода. В установках вертикального типа длина вылета электрода фиксирована. При необходимости варьировать величину зазора между электродами, требуется наличие опции возвратного движения или регулируемого хода пневмоцилиндра.
Вертикальный тип машин имеет следующие преимущества:
- Отсутствует эффект проскальзывания электрода;
- Отлично адаптированы к рельефной сварке.
Минусы оборудования:
- Над верхней рукой пространство ограничено;
- Возможность использования узкого круга сварочных операций за счет меньшего разлета и отсутствия возможности регулировки вылета сварочных электродов.
Машины контактной точечной сварки серии SA являются станками вертикального типа.
В вертикальных станках используется прямолинейный ход электрода. Они имеют пневмопривод и работают от ножной педали. Данные сварочные машины оснащены пневмоцилиндром, расположенным непосредственно над держателем электрода. Таким образом, удается устранить проскальзывание электрода.
Такой вертикальный ход является более предпочтительным для рельефной сварки, поскольку сила может быть равномерно распределена по всем рельефам электрода.
Длина вылета вертикальной контактной машины фиксирована и составляет 560мм. Если требуется больший зазор между электродами, есть опция обратного или регулируемого хода цилиндра.
Если требуется больший зазор между электродами, есть опция обратного или регулируемого хода цилиндра.
Преимущества вертикального типа:
- Нет проскальзывания электрода;
- Возможность применения для рельефной сварки.
К недостаткам можно отнести:
- Ограниченный доступ над верхней рукой;
- Меньший разлёт электродов;
- Фиксированный вылет.
Данное оборудование всегда есть в наличии на нашем складе по адресу: г. Истра, ул. Советская, 45
Контактная сварка, аппараты контактной сварки – низкие цены, всегда в наличии в «ГК ПРОМОБОРУДОВАНИЕ».
Главная > Каталог > Сварочное оборудование > Аппараты контактной сварки
В компании «ПРОМОБОРУДОВАНИЕ» можно приобрести аппарат контактной сварки на выгодных условиях. Здесь Вы получите исчерпывающую информацию по любому интересующему оборудованию и самые конкурентные цены.
Аппарат контактной сварки состоит из управления и трех взаимосвязанных частей: электрической, механической и силовой. Электрическая часть обеспечивает протекание тока через свариваемые детали. Задача механической части создать условия для сжатия свариваемых деталей и перемещения их по время сварки. В силовой части машины находиться трансформатор, батареи конденсаторов, выпрямитель.
Электрическая часть обеспечивает протекание тока через свариваемые детали. Задача механической части создать условия для сжатия свариваемых деталей и перемещения их по время сварки. В силовой части машины находиться трансформатор, батареи конденсаторов, выпрямитель.
Преимущества контактного
сварочного аппарата:- Высокая производительность и полная автоматизация
- Расход электродов и электроэнергии максимально экономичен
- Оборудование может использоваться персоналом с начальной сварочной квалификацией
- Сварной шов имеет аккуратный внешний вид и высокую прочность
- Сваривать можно металлы разной породы и структуры
Аппараты контактной сварки оснащены водяным охлаждением электродов и электрододержателей. Система охлаждения рассчитана на давление воды до 0.30 Мпа.
Сварочный результат различают по виду:
- Контактная точечная сварка – это высокопроизводительный процесс, позволяющий создавать до 800 точек в минуту.
 Прочность данного соединения зависит от параметров сварной точки.
Прочность данного соединения зависит от параметров сварной точки. - Контактная шовная сварка – одна из разновидностей точечного метода предполагает перекрытие листовой зоны прямой или ломаной линией. Если нужно создать более герметичную сварку применяют полное перекрытие. Такой метод применяют при сварке труб, топливных баков и хранилищ для жидкостей.
- Контактная рельефная сварка создается после придания металлическому элементу необходимой формы. Таким образом заготовки свариваются по поверхности, шов может быть односторонним или двухсторонним. Чаще всего данный метод применим в автомобильной промышленности и радиотехнике.
- Контактная стыковая сварка применяется тогда, когда нужно создать цельнолитое новообразование при сваривании металлических заготовок. Такая сварка применяется при работе с трубами, в сварке рельс, якорных цепей и для соединения металлорежущих инструментов.
 Прочность данного соединения зависит от параметров сварной точки.
Прочность данного соединения зависит от параметров сварной точки.В нашем разделе сварочного оборудования Вы найдете большой выбор аппаратов контактной сварки, отличающихся мощностью, габаритами и специализированным назначением. Если Вы сомневаетесь в выборе модели, обратитесь к нашим специалистам, которые подберут для Вас недорогой, универсальный вариант.
Если Вы сомневаетесь в выборе модели, обратитесь к нашим специалистам, которые подберут для Вас недорогой, универсальный вариант.
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
Помимо новых аппаратов и решений для контактной точечной сварки, T. J. Snow предлагает услуги для существующих сварщиков, включая реконструкцию, ремонт, переоснащение и ремонт.
Использованный аппарат для контактной сварки, либо имеющийся у заказчика, либо выбранный из обширного перечня бывших в употреблении аппаратов для контактной сварки T. J. Snow, разбирается до последней гайки и болта. Затем рама машины профессионально подвергается пескоструйной очистке и окрашивается распылением высококачественной промышленной эмалью.
Все компоненты очищены и проверены на износ. Любая деталь, не отвечающая новым машинным допускам, подвергается повторной обработке или замене.
Сварочный трансформатор подвергается тем же испытаниям на влажность и короткое замыкание, что и новое устройство.
Затем начинается повторная сборка в соответствии с новыми спецификациями сварочного аппарата, с упором на механические, электрические, воздушные и водяные системы.Процесс включает, но не ограничивается:
- Механический
- Роликовые подшипники / толкатели кулачков и другие движущиеся части часто заменяются
- Электрооборудование
- Проверка правильности монтажа медных соединений вторичной обмотки сварщика, от выхода трансформатора до электродов
- Новая проводка
- Новый твердотельный контроль сварки с текущим программным обеспечением
- Инициирование (ножной переключатель, кнопка для двух ладоней)
- Воздух
- Установить новый фильтр-регулятор-лубрикатор (FRL)
- Ремонт или замена пневмоцилиндра
- Стенки цилиндров при необходимости обрабатываются
- Замена сальников, втулок и сальников цилиндров
- Вода
- Установить новый водяной контур
- Включая визуальные индикаторы потока и визуальные краны
Перед восстановлением
После восстановления
ТОЧЕЧНАЯ СВАРКАПеред восстановлением
После восстановления
ПРОЕКЦИОННАЯ СОПРОТИВЛЕНИЕ СВАРКАПеред восстановлением
После восстановления
ТОЧЕЧНАЯ СВАРОЧНАЯ МАШИНА ДЛЯ ТЯЖЕЛЫХ УСИЛИЙПеред восстановлением
После восстановления
СВАРОЧНЫЙ МАШИНАПеред восстановлением
После восстановления
Есть сварочная головка, которую нужно отремонтировать? Отправьте его в наш головной магазин.
| CLCS FlexFast Lite | Стандартный FlexFast | FlexFast HD | Окно FlexFast HD | |
| Опции привода | OHMA Воздух / Масло (одинарное или двойное) | OHMA Воздух / Масло (одиночный, двойной или тройной), сервопривод, пневматический | OHMA Воздух / Масло (1-8 цилиндров), сервопривод, пневматический | OHMA Воздух / Масло (1-8 цилиндров), сервопривод, пневматический |
| Приводы для фиксированной сварки (Ручная регулировка положения) | 2 максимум | 4 максимум | 8 максимум | 8 максимум |
| Программируемый сварочный позиционер | Нет в наличии | 2 макс., Ход 300 мм / каждый (из стороны в сторону) | 4 макс., Ход 300 мм / каждый (из стороны в сторону) | 4 макс., Ход 300 мм / каждый (из стороны в сторону) |
| Максимальное сварочное усилие | 13,3 кН (3000 фунтов) | 35,6 кН (8000 фунтов) | 70 кН (16000 фунтов) | 70 кН (16000 фунтов) |
Макс. Размер стола для инструментов Размер стола для инструментов (ширина и глубина) | 152 мм x 460 мм | 225 мм x 500 мм | 225 мм x 800 мм 225 мм x 1400 мм | 225 мм x 800 мм или 225 мм x 1400 мм |
| Рабочий конверт | Ширина 400 мм Нижняя плита неподвижная | 200 мм x 400 мм | 200 мм x 1400 мм | 200 мм x 800 мм или 200 мм x 1400 мм |
| Глубина горла | 320 мм или 600 мм (12.6 дюймов или 23,6 дюйма) | 410 мм (16,1 дюйма) | 410 мм (16,1 «) | Безлимитный |
| Диапазон высоты горловины (от цилиндра до стола) | 421 мм (16,6 дюйма) | 402 мм (15,8 дюйма) | 402 мм (15,8 дюйма) | 466 мм (18,3 дюйма) |
| Сменный стол для инструментов Автомат «Locate & Lock» | Сменный инструмент, фиксированные нижние электроды | Фиксированный или 200 мм программируемый (спереди назад) | Фиксированный или 200 мм программируемый (спереди назад) | Фиксированный или 200 мм программируемый (спереди назад) |
| Трансформаторы | MFDC: Размер 2, 3, 4 | MFDC: Размер 2, 3, 4, 6 | MFDC: Размер 2, 3, 4, 6 | MFDC: Размер 2, 3, 4, 6 |
| Двухстанционная машина | Нет в наличии | Любая комбинация FlexFast Standard, FlexFast HD и FlexFast HD Window | Любая комбинация FlexFast Standard, FlexFast HD и FlexFast HD Window | Любая комбинация FlexFast Standard, FlexFast HD и FlexFast HD Window |
Оборудование для контактной сварки: Maine Welding Company
Оборудование для контактной сварки используется в группе сварочных процессов, в которых соединение металлов происходит за счет тепла, полученного в результате сопротивления изделия электрическому току, в цепи которого работа является частью, и путем приложения давления. Три фактора, участвующие в сварке сопротивлением, — это количество тока, проходящего через изделие, давление, которое электроды передают на изделие, и время, в течение которого ток протекает через изделие. Тепло генерируется при прохождении электрического тока через ток сопротивления, при этом максимальное количество тепла выделяется на соединяемых поверхностях. Давление требуется на протяжении всего цикла сварки, чтобы обеспечить непрерывную электрическую цепь во время работы. Величина используемого тока и период времени связаны с подводимой теплотой, необходимой для преодоления тепловых потерь и повышения температуры металла до температуры сварки.Выбор оборудования для контактной сварки обычно определяется конструкцией стыка, конструкционными материалами, требованиями к качеству, графиками производства и экономическими соображениями. Стандартные аппараты для контактной сварки способны сваривать различные сплавы и компоненты различных размеров. Существует семь основных процессов контактной сварки: контактная контактная сварка, контактная точечная сварка, контактная контактная сварка оплавлением, контактная сварка с высадкой, контактная сварка швом, контактная ударная сварка и контактная высокочастотная сварка.
Три фактора, участвующие в сварке сопротивлением, — это количество тока, проходящего через изделие, давление, которое электроды передают на изделие, и время, в течение которого ток протекает через изделие. Тепло генерируется при прохождении электрического тока через ток сопротивления, при этом максимальное количество тепла выделяется на соединяемых поверхностях. Давление требуется на протяжении всего цикла сварки, чтобы обеспечить непрерывную электрическую цепь во время работы. Величина используемого тока и период времени связаны с подводимой теплотой, необходимой для преодоления тепловых потерь и повышения температуры металла до температуры сварки.Выбор оборудования для контактной сварки обычно определяется конструкцией стыка, конструкционными материалами, требованиями к качеству, графиками производства и экономическими соображениями. Стандартные аппараты для контактной сварки способны сваривать различные сплавы и компоненты различных размеров. Существует семь основных процессов контактной сварки: контактная контактная сварка, контактная точечная сварка, контактная контактная сварка оплавлением, контактная сварка с высадкой, контактная сварка швом, контактная ударная сварка и контактная высокочастотная сварка.
Основные элементы аппаратов для контактной сварки
Аппарат контактной сварки состоит из трех основных элементов:
- Электрическая цепь со сварочным трансформатором и регулятором тока и вторичная цепь, включая электроды, которые проводят сварочный ток к изделию.
- Механическая система, состоящая из рамы машины и связанных с ней механизмов для удержания работы и приложения сварочного усилия.
- Управляющее оборудование (устройства времени) для определения времени и продолжительности текущего потока.Это оборудование также может контролировать величину тока, а также последовательность и время других частей сварочного цикла.
Электрические операции. Сварка сопротивлением выполняется на полуавтоматическом или механизированном оборудовании. В полуавтомате сварщик перемещает изделие между электродами и нажимает переключатель, чтобы начать сварку; программист сварки завершает последовательность. В механизированной установке детали автоматически загружаются в машину, а затем свариваются и выгружаются без помощи сварщика. Машины для контактной сварки подразделяются на две основные группы в зависимости от их электрического режима: прямая энергия и накопленная энергия. Машины обеих групп могут быть рассчитаны на работу как от однофазной, так и от трехфазной сети.
Машины для контактной сварки подразделяются на две основные группы в зависимости от их электрического режима: прямая энергия и накопленная энергия. Машины обеих групп могут быть рассчитаны на работу как от однофазной, так и от трехфазной сети.
Точечная сварка
Существует несколько типов аппаратов для точечной сварки, включая коромысло, прессы, переносные и несколько типов. Типичный аппарат для точечной сварки с основными элементами управления для ручного управления показан на рисунке 5-39.В этих машинах электродные губки выдвинуты таким образом, чтобы можно было выполнить сварку на значительном расстоянии от края основного металлического листа. Электроды состоят из медного сплава и собраны таким образом, чтобы в процессе сварки к металлу можно было приложить значительную силу или сжатие.
Тип коромысла. Эти машины по существу состоят из цилиндрического плеча или удлинителя плеча, который передает электродную силу и, в большинстве случаев, сварочный ток.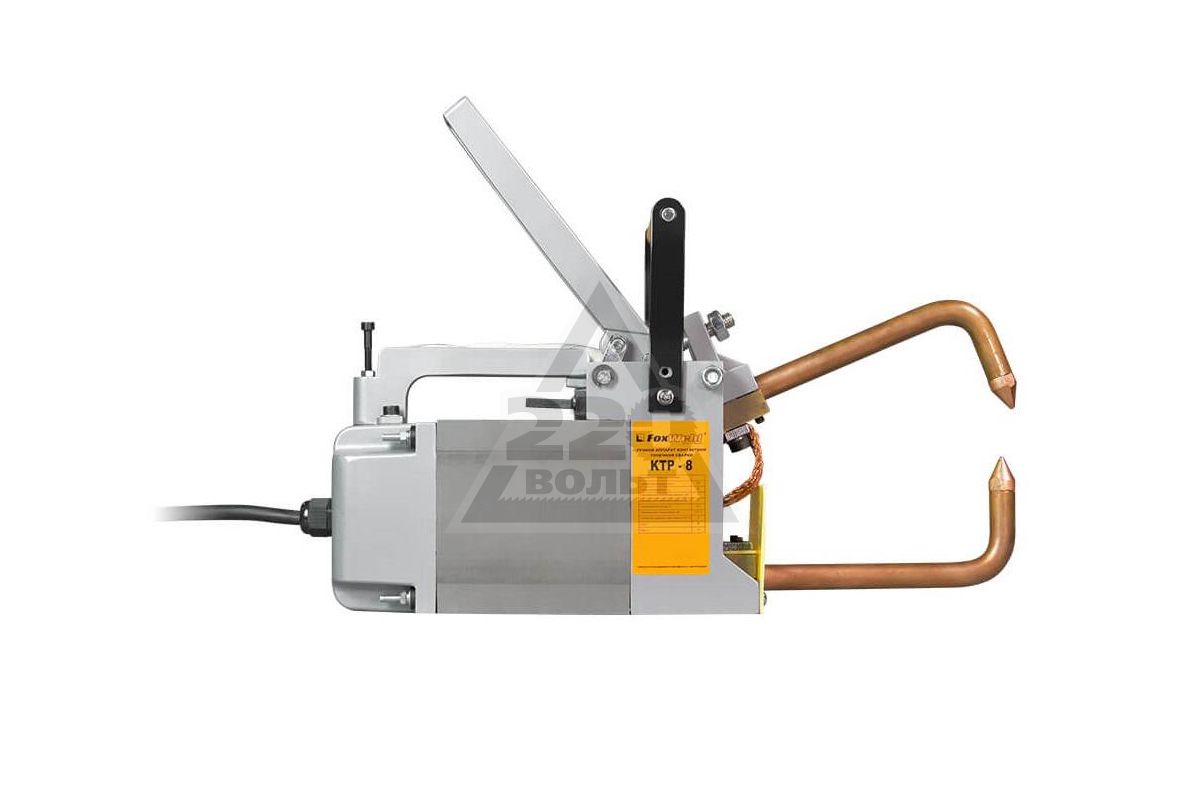 Их легко адаптировать для точечной сварки большинства свариваемых металлов. Путь перемещения верхнего электрода представляет собой дугу вокруг оси плеча. Электроды необходимо располагать так, чтобы оба находились в плоскости осей рупора. Из-за радиального движения верхнего электрода эти аппараты не рекомендуются для выступающей сварки.
Их легко адаптировать для точечной сварки большинства свариваемых металлов. Путь перемещения верхнего электрода представляет собой дугу вокруг оси плеча. Электроды необходимо располагать так, чтобы оба находились в плоскости осей рупора. Из-за радиального движения верхнего электрода эти аппараты не рекомендуются для выступающей сварки.
Тип пресса. В аппарате этого типа подвижная сварочная головка движется по прямой линии в направляющих подшипниках или траекториях. Машины прессового типа классифицируются в зависимости от их использования и способа приложения силы.Они могут быть предназначены для точечной сварки, сварки выступами или того и другого. Усилие можно прикладывать с помощью пневматических или гидравлических цилиндров или вручную с помощью небольших стендов.
Переносной тип. Типичный переносной аппарат для точечной сварки состоит из четырех основных блоков: переносного сварочного пистолета или инструмента; сварочный трансформатор и, в некоторых случаях, выпрямитель; электрический контактор и таймер последовательности; и блок кабеля и шланга для передачи энергии и охлаждающей воды между трансформатором и сварочной горелкой. Типичный переносной сварочный пистолет состоит из рамы, пневматического или гидравлического исполнительного цилиндра, рукояток и пускового переключателя.Конструкция пистолета адаптирована к потребностям свариваемого узла.
Типичный переносной сварочный пистолет состоит из рамы, пневматического или гидравлического исполнительного цилиндра, рукояток и пускового переключателя.Конструкция пистолета адаптирована к потребностям свариваемого узла.
- Тип многоточечной сварки. Это машины специального назначения, предназначенные для сварки определенной сборки. В них используется ряд трансформаторов. Сила прикладывается непосредственно к электроду через держатель с помощью воздушного или гидравлического цилиндра. Для большинства применений нижний электрод изготовлен из куска твердого медного сплава с одной или несколькими вставками из электродного сплава, которые контактируют с свариваемой деталью. Выравнивающие пистолеты часто используются там, где стандартные электроды необходимы с обеих сторон сварного шва для достижения хорошего теплового баланса, или когда вариации в деталях не позволяют обеспечить постоянный контакт с большим твердым нижним электродом.В конструкциях используется та же основная сварочная горелка, но она установлена на специальной C-образной раме, аналогичной той, что используется для переносной горелки для точечной сварки. Вся сборка может перемещаться при приложении силы электрода к месту сварки.
- При точечной сварке алюминия можно использовать обычные аппараты для точечной сварки, используемые для сварки листового металла. Однако наилучшие результаты достигаются только в том случае, если в эти машины будут внесены определенные усовершенствования. Эти функции включают следующее:
- Способность выдерживать большой ток в течение короткого времени сварки.
- Точный электронный контроль силы тока и продолжительности применения.
- Быстрое отслеживание силы электродов за счет использования антифрикционных подшипников и легких малоинерционных головок.
- Высокая структурная жесткость рычагов, держателей и плит сварочного аппарата для минимизации прогиба под действием высоких электродных сил, используемых для алюминия, и для уменьшения магнитных прогибов, цикла переменной или двойной силы, позволяющего ковку сварного шва.
- Регулировка крутизны для постепенного увеличения и уменьшения сварочного тока.
- Ток последующего нагрева для более медленного охлаждения сварного шва.
- Хорошее охлаждение электродов класса I для предотвращения захвата или прилипания наконечника. Холодное охлаждение часто бывает полезным.
 Вся сборка может перемещаться при приложении силы электрода к месту сварки.
Вся сборка может перемещаться при приложении силы электрода к месту сварки.
Проекционная сварка. Матрицы или электроды для выступающей сварки имеют плоские поверхности с большей площадью контакта, чем электроды для точечной сварки. Эффективность этого вида сварки зависит от однородности выступов или выпуклостей на основном металле, с которым контактируют электроды (рис.5-40). Аппарат контактной сварки прессового типа обычно используется для выпуклой сварки. Используются плоские электроды или специальные электроды.
Сварка швов. Аппарат для шовной сварки в принципе похож на аппарат для точечной сварки, за исключением того, что используются электроды в форме колеса, а не наконечники электродов, используемые при точечной сварке. Для шовной сварки используются несколько типов машин, которые зависят от требований к обслуживанию. В некоторых машинах работа удерживается в фиксированном положении, и над ней пропускается электрод колесного типа.Переносные аппараты для сварки швов используют этот принцип. В машине для шовной сварки подвижного типа с приспособлением электрод неподвижен, а изделие перемещается. Органы управления аппаратом для сварки швов должны обеспечивать последовательное включение и выключение сварочного тока и контроль вращения колеса. Компоненты стандартной машины для сварки швов включают в себя основную раму, в которой находятся сварочный трансформатор и переключатель ответвлений; сварочная головка, состоящая из пневмоцилиндра, плунжера и механизма крепления и привода верхнего электрода; механизм крепления и привода нижнего электрода, если он используется; соединения вторичной цепи; электронное управление и контактор; и колесные электроды.
В некоторых машинах работа удерживается в фиксированном положении, и над ней пропускается электрод колесного типа.Переносные аппараты для сварки швов используют этот принцип. В машине для шовной сварки подвижного типа с приспособлением электрод неподвижен, а изделие перемещается. Органы управления аппаратом для сварки швов должны обеспечивать последовательное включение и выключение сварочного тока и контроль вращения колеса. Компоненты стандартной машины для сварки швов включают в себя основную раму, в которой находятся сварочный трансформатор и переключатель ответвлений; сварочная головка, состоящая из пневмоцилиндра, плунжера и механизма крепления и привода верхнего электрода; механизм крепления и привода нижнего электрода, если он используется; соединения вторичной цепи; электронное управление и контактор; и колесные электроды.
Сварка оплавлением и оплавлением. Аппараты для сварки оплавлением и осаждением аналогичны по конструкции. Основное различие заключается в движении подвижной плиты во время сварки и в механизмах, используемых для передачи движения. Сварка оплавлением обычно предпочтительна для соединения компонентов равного поперечного сечения встык. Сварка с осадкой обычно используется для сварки проволоки, прутка или стержня небольшого поперечного сечения, а также для непрерывного соединения шва трубы или трубопровода. Машины для сварки оплавлением обычно имеют гораздо большую мощность, чем машины для сварки с осаждением.Однако оба эти процесса могут выполняться на машине одного и того же типа. Соединяемые металлы служат электродами.
Сварка оплавлением обычно предпочтительна для соединения компонентов равного поперечного сечения встык. Сварка с осадкой обычно используется для сварки проволоки, прутка или стержня небольшого поперечного сечения, а также для непрерывного соединения шва трубы или трубопровода. Машины для сварки оплавлением обычно имеют гораздо большую мощность, чем машины для сварки с осаждением.Однако оба эти процесса могут выполняться на машине одного и того же типа. Соединяемые металлы служат электродами.
Стандартный аппарат для оплавления состоит из основной рамы, неподвижной плиты, подвижной плиты, зажимных механизмов и приспособлений, трансформатора, переключателя ответвлений, электрических элементов управления, а также механизма оплавления и осадки. На плитах установлены электроды, которые удерживают детали и проводят к ним сварочный ток.
Сварочные аппараты с высаженной кромкой состоят из основной рамы, на которой размещены трансформатор и переключатель ответвлений, электроды для удержания деталей и проведения сварочного тока, а также средства для разрушения стыка. Для управления сварочным током используется первичный контактор.
Для управления сварочным током используется первичный контактор.
Ударная сварка. В этом процессе для соединения металлов используется тепло дуги, возникающей при быстром разряде электрической энергии. Давление прикладывают постепенно во время или сразу после электрического разряда. Этот процесс аналогичен сварке оплавлением и осаждением. При ударной сварке используются два типа сварочных аппаратов: магнитные и конденсаторные. Установка обычно состоит из модифицированного пресса для контактной сварки со специально разработанным преобразователем, элементами управления и инструментами.
Высокочастотная сварка. Этот процесс соединяет металлы с теплом, выделяемым из-за сопротивления заготовок высокочастотному переменному току в диапазоне от 10 000 до 500 000 Гц, и быстрое приложение осаждающей силы после завершения нагрева. Процесс полностью автоматизирован и использует оборудование, разработанное специально для этого процесса.
Аппараты для контактной сваркиот Gatwick Technologies
Управление сваркой состоит из стандартного пакета, включающего 5 независимых программ, 1/2 — 100 циклов, наклон, режим пульсации, возможность двойной сварки, сжатие, удержание, охлаждение, включение / выключение сварки и сетевой выключатель. .Цифровая синхронизация времени сварки обеспечивает точные повторяемые периоды сварки, что позволяет минимизировать переходные режимы и улучшить сварные швы. Альтернативный полупериод включен для сварки драгоценных металлов и специальных применений. Предусмотрено управление нагревом с высоким разрешением в сочетании с трехпозиционным переключателем ответвлений, обеспечивающим чрезвычайно точную регулировку сварочного тока во всем диапазоне.
.Цифровая синхронизация времени сварки обеспечивает точные повторяемые периоды сварки, что позволяет минимизировать переходные режимы и улучшить сварные швы. Альтернативный полупериод включен для сварки драгоценных металлов и специальных применений. Предусмотрено управление нагревом с высоким разрешением в сочетании с трехпозиционным переключателем ответвлений, обеспечивающим чрезвычайно точную регулировку сварочного тока во всем диапазоне.
Может быть поставлен альтернативный усовершенствованный таймер / монитор с полной возможностью SPC и 16 отдельными программами сварки с нарастающим наклоном, двойным нагревом, внутренней памятью на 8000 сварных швов и многими другими функциями.
Ассортимент контроллеров Gatwick позволяет полностью контролировать параметры сварки, включая:
- Время сжатия до сварки
- Наклон мощности сварки
- Время сварки
- Мощность сварки
- Количество импульсов
- Время между импульсами
- Время кузнечной сварки после сварки
Сварка сопротивлением — это наука о соединении двух или более металлических частей вместе в определенной области за счет приложения тепла и давления.
Тепло возникает из-за сопротивления материала пропусканию сильного тока.
Чем больше путь сопротивления, тем выше интенсивность нагрева.
Это тепло регулируется с помощью приложения времени и уровня приложенного тока.
Давление прикладывается для штамповки соединения и консолидации самородка для обеспечения прочности сварного шва.
Никаких посторонних материалов, таких как стержни, флюсы, инертные газы, кислород или ацетилен, не требуется.
Сварочные аппараты трением FPE и Gatwick Fusions подходят для следующих отраслей промышленности:
- AEROSPACE
- АВТОМОБИЛЬНЫЕ
- РЕЗНЫЕ ИНСТРУМЕНТЫ
- ЭЛЕКТРИЧЕСКИЕ
- ПРОМЫШЛЕННЫЕ
- Нефть и горные породы
20
15 БЕЛЫЕ ТОВАРЫ | Сопротивление и односторонняя сварка - Ведра металлические
- Расходные материалы и автомобилестроение — где процесс может быть полностью автоматизирован с помощью сварочных роботов.
- Автомобили — кузовной ремонт
- Бытовая техника «Белые товары»
Контроллер таймера с адаптивным управлением инвертором
Инвертор / Адаптивное управление / Серия переменного тока
- Адаптивное управление, постоянный ток и управление пуском
- 0.Управление обратной связью 5 мс
- Выбор управления с обратной связью по первичному / вторичному току
- При коэффициенте использования 10%, выход M600 до 600A, выход M400 до 400A
- Использует трансформаторы MFDC 400–2000 Гц
- 100 недавних случаев нештатных происшествий, включая время возникновения
- Мониторинг сварки
- 1000 точек недавних записей сварочных данных и 50 точек записей сварочных сигналов внутри
- Монитор тока, напряжения, сопротивления, допустимого отклонения мощности
- Контроль заправки наконечника электрода
- 255 серий, доступно 63 ссылки
- Выход пневматического пропорционального клапана — до 5 В, 10 В по выбору
- Функция контроля давления усилителя тензодатчика
- Функция контроля температуры охлаждающей жидкости
- Два клапана пистолета и втягивающие клапаны могут использоваться независимо
- Выбираемый метод охлаждения воздушного / водяного охлаждения
- Простая настройка и контроль условий сварки с дополнительным 7-дюймовым сенсорным экраном (корейский, английский, китайский, японский)
- HTB-25 Учебный бокс (опция) Подключение RS-485 (корейский, английский, китайский)
- Управление до 254 устройств с помощью сетевых программ VNET
- Поддержка настройки адаптивного управления и мониторинга VRC
- Выбираемые модули ввода-вывода и полевой шины — DIO, DeviceNet, CC-Link, Profibus-DP, Ethernet / IP
Инверторный преобразователь MFDC серии
Серия TSP / Серия N / Серия NP / Серия UL
- Сделано в соответствии со стандартом ISO
- Включено точное управление
- Обеспечивает отличные выходные характеристики
Портативный аппарат для точечной сварки переменного тока
TP серии
- Система трубопроводов воздушного охлаждения
- Система трубопроводов водяного охлаждения
- Змеевик пресс-формы высокого вакуума (0.
Точечная сварка сопротивлением используется во многих отраслях промышленности по производству листового металла, включая автомобилестроение и производство кухонной техники. Процесс сварки, в котором для расплавления и соединения металла требуется тепло, создается за счет электрического сопротивления между двумя листами, таким образом создавая точечные сварные швы. Узнайте больше об этих старых сварочных процессах в нашем блоге «Руководство по точечной сварке».
Процесс сварки, в котором для расплавления и соединения металла требуется тепло, создается за счет электрического сопротивления между двумя листами, таким образом создавая точечные сварные швы. Узнайте больше об этих старых сварочных процессах в нашем блоге «Руководство по точечной сварке».
Мы поставляем широкий выбор аппаратов для точечной сварки Resistance и аппаратов для точечной сварки — независимо от того, ищете ли вы новую или отремонтированную машину, с Westermans вы можете сегодня значительно сэкономить. Гарантия прилагается к каждой машине. Точечные сварочные аппараты с подставкой, педалью, подвесные или односторонние сварочные аппараты вы обязательно найдете машину, соответствующую вашему проекту и бюджету, из широкого ассортимента предлагаемых на продажу марок.
Точечная сварка позволяет сваривать два тонких листа металла за короткое время. Это популярный вид сварки, потому что выделяемое тепло не влияет на остальную часть металлического листа.
работают, зажимая два металлических листа и пропуская электрический ток через два электрода к точке, требующей сварки.Аппараты для точечной сварки можно отрегулировать для подачи разной амплитуды тока, что позволяет использовать их на металле разного типа и толщины.
Сегодня на рынке присутствует ряд высококлассных брендов, но мы придерживаемся тех, которые, как мы знаем, можем поддержать послепродажным обслуживанием. British Federal, CEA, Meritus, PW — Portable Welders, Tecna, Sciaky, Pei и ProSpot.
Зачем нужны аппараты точечной сварки?
Аппараты для точечной сваркичасто используются для обработки листового металла из-за простоты использования и преимуществ, связанных с его использованием.Более низкий уровень тепловыделения по сравнению с другими методами сварки и гораздо более короткое время сварки делают этот вид сварки довольно привлекательным.
Примеры использования:

Присоединяйтесь к сопротивлению — Сварка
Для каждой машины, которую мы ведем, для каждого самолета, который мы берем, и для целого ряда других продуктов, которые мы используем в повседневной жизни, сварка сопротивлением играет важную роль.Но по сравнению с другими видами сварки, такими как MIG и TIG, контактная сварка кажется более второстепенной.
«Все автомобили, большинство самолетов и тяжелых грузовиков, а также многочисленные бытовые приборы, товары для дома, инструменты, водонагреватели, офисная мебель, шкатулки, электроника и смартфоны содержат сварные швы сопротивлением, и этот список можно продолжать и продолжать», — говорит Дон. ДеКорте, вице-президент RoMan Mfg. Inc., производителя сильноточных и маломощных источников для контактной сварки с водяным охлаждением.«И многие из этих элементов на 100% сварены сопротивлением. Несмотря на то, что контактная сварка является одним из наиболее непонятых и недооцененных сварочных процессов, по иронии судьбы, она является одним из самых надежных, проверенных и простых из всех используемых сегодня сварочных процессов ».
ДеКорте, вице-президент RoMan Mfg. Inc., производителя сильноточных и маломощных источников для контактной сварки с водяным охлаждением.«И многие из этих элементов на 100% сварены сопротивлением. Несмотря на то, что контактная сварка является одним из наиболее непонятых и недооцененных сварочных процессов, по иронии судьбы, она является одним из самых надежных, проверенных и простых из всех используемых сегодня сварочных процессов ».
Ключевые преимущества контактной сварки включают прочное соединение, отсутствие необходимости в присадочных материалах, простой мониторинг и контроль, низкие общие эксплуатационные расходы и практически полное отсутствие выбросов.В то время как специалист по дуговой сварке должен развивать навыки, чтобы наладить успешный сварной шов, специалисты по контактной сварке работают с оборудованием, которое производит сварные швы. В отличие от процесса дуговой сварки, успех контактной сварки во многом зависит от конструкции оборудования, настроек, а также процессов и процедур технического обслуживания.
В отличие от процесса дуговой сварки, успех контактной сварки во многом зависит от конструкции оборудования, настроек, а также процессов и процедур технического обслуживания.
Основываясь на его текущем положении на сварочной опоре, можно с уверенностью сказать, что контактная сварка может выиграть от объявления общественной службы. Таким образом, с помощью Американского общества сварщиков (AWS) и таких экспертов, как DeCorte, компания Welding Productivity была удостоена чести взять на себя эту задачу.
ДеКорте начал свою карьеру в Детройте в 1979 году, занимаясь восстановлением машин для контактной сварки и средств управления. Он работает в RoMan Mfg. В течение 25 лет и является пожизненным членом, советником и бывшим национальным директором AWS.
Описание процесса Веб-сайт AWS определяет контактную сварку как «соединение металлов путем приложения давления и пропускания тока в течение некоторого времени через металлическую область, которую необходимо соединить». DeCorte определяет это немного проще: «Сварку сопротивлением лучше всего описать как процесс сварки нагревом, выдержкой времени и давлением.”
DeCorte определяет это немного проще: «Сварку сопротивлением лучше всего описать как процесс сварки нагревом, выдержкой времени и давлением.”
Под зонтиком контактной сварки можно найти несколько подкатегорий, включая точечную и шовную сварку, выпуклую сварку, стыковую сварку оплавлением и сварку с высадкой. Хотя в этих подкатегориях используется схожая технология обработки, оборудование часто специально разрабатывается для различных применений. Например, при шовной сварке заготовка катится между электродами в форме колеса при приложении сварочного тока. Для выступающей сварки сварные швы локализуются в заранее определенных точках с помощью выступов, выпуклостей или пересечений, чтобы сосредоточить тепло в точке контакта.
Контактная сварка — это основная форма соединения для целого ряда применений, включая автомобильное, аэрокосмическое и тяжелое оборудование. «Существует множество уровней оборудования для контактной сварки, от простого оборудования с ручной подачей до очень сложных полностью автоматических машин», — говорит ДеКорте. «В небольших магазинах, например, операторы несут ответственность за вытаскивание деталей через определенные промежутки времени, чтобы проводить проверки качества, чтобы убедиться, что машины работают правильно. В других случаях с более сложным оборудованием контроллеры и мониторы машин могут останавливать машины и указывать на то, что что-то не так.”
«В небольших магазинах, например, операторы несут ответственность за вытаскивание деталей через определенные промежутки времени, чтобы проводить проверки качества, чтобы убедиться, что машины работают правильно. В других случаях с более сложным оборудованием контроллеры и мониторы машин могут останавливать машины и указывать на то, что что-то не так.”
«Меня можно считать предвзятым, но контактной сварке не уделяется особого внимания, если рассматривать всю сварочную отрасль в целом», — говорит ДеКорте. «Хотя MIG и другие разновидности дуговой сварки обеспечивают 98 процентов сварочных работ в мире, контактная сварка занимает важную нишу на рынке, поскольку позволяет выполнять сварные швы, недоступные другим процессам».
Поскольку контактная сварка не так хорошо известна, как другие сварочные процессы, найти квалифицированных сварщиков и инженеров, обученных работе и обслуживанию этих аппаратов, сложно.
«Часто, — продолжает ДеКорте, — операторы и, в некоторых случаях, обслуживающий персонал испытывают проблемы с определением истинной природы проблемы, потому что большая часть процесса контролируется машинами и электронными контроллерами, которые управляют оборудованием».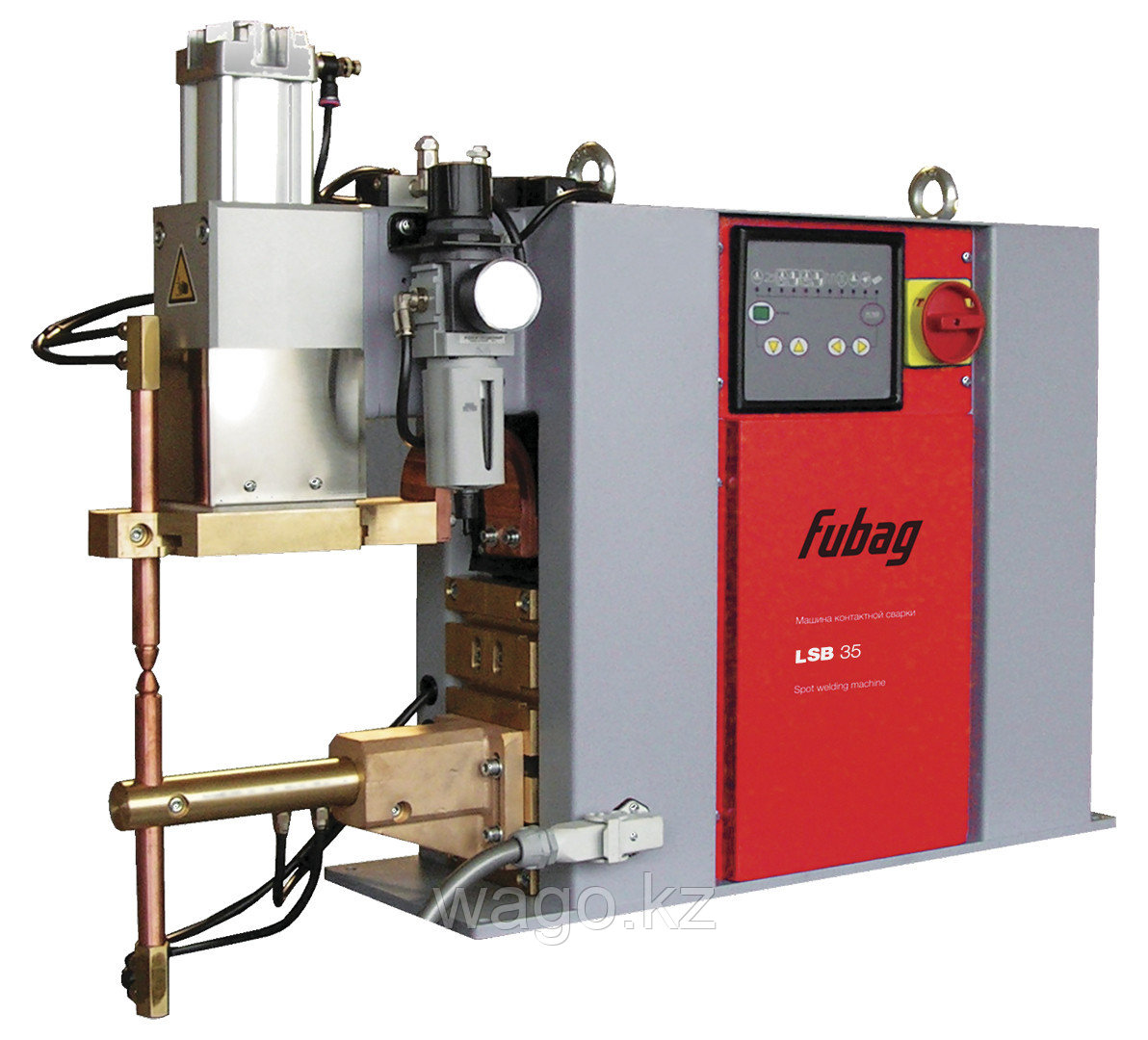
Так как же обучиться технологии и применению контактной сварки? В отличие от традиционных курсов по сварке, доступных в профессиональных школах и общественных колледжах по всему миру, обучение по контактной сварке не так широко и не так легко найти.Чаще всего обучение проводится только самими OEM-производителями, которые хотят, чтобы их новые клиенты полностью понимали, как работать с их новым оборудованием.
Альянс производителей контактной сварки (RWMA), постоянный комитет в рамках AWS, признал эту важную потребность и сыграл важную роль в разработке образовательных программ по контактной сварке.
Все в курсеБолее 40 лет RWMA предлагает интенсивный 1.5-дневная школа контактной сварки, охватывающая все аспекты контактной сварки. Их школа по сварке сопротивлением падению будет проходить с 11 по 14 ноября в McCormick Place в Чикаго. Более подробная информация, включая способ регистрации, доступна в Интернете.
Также через AWS доступен онлайн-курс под названием «Основы сварки II», в котором основное внимание уделяется науке, оборудованию, расходным материалам, параметрам, мерам безопасности, а также преимуществам и недостаткам, присущим контактной сварке, плазменно-дуговой сварке, электронно-лучевой сварке, лазерной сварке, резке. и бурение.Более подробная информация доступна на веб-сайте AWS.
и бурение.Более подробная информация доступна на веб-сайте AWS.
AWS и RWMA также рады представить новую сертификацию (и первую в области контактной сварки), сертификат сертифицированного специалиста по контактной сварке (CRWT), который будет предложен в конце 2019 года. Эта сертификация предназначена для квалифицированных специалистов, техников и инженеров. которые работают с контактной сваркой в своей повседневной работе и хотят более глубокого понимания процесса.
«До сих пор единственной реальной мерой для работодателей, которая могла бы измерить знания человека о процессе контактной сварки, было спросить, прошли ли они курсы по сварке RWMA», — поясняет ДеКорте.«Начиная с конца этого года, добавление CRWT и тот факт, что он будет управляться и поддерживаться таким же образом, как и все сертификаты AWS, позволит работодателям до найма кого-то знать, что у них есть конкретные практические знания о процессе . Это беспроигрышный вариант как для работодателя, так и для работника ».
Кандидаты, сдавшие экзамен CRWT, продемонстрируют, что они обладают знаниями и навыками для работы с оборудованием для контактной сварки, выполнения проверок качества сварных швов и производства согласованной продукции.У тех, кто получил удостоверение CRWT, может быть больше возможностей для карьерного роста и более высокий доход.
Контактная сварка хорошо подходит для автоматизации, что еще больше повышает управляемость и повторяемость процесса. «Когда компании ищут высококвалифицированных специалистов в отрасли дуговой сварки, они осознают ценность сертификации AWS CWI и готовы платить физическим лицам больше, когда они у них есть», — говорит ДеКорте. «С CRWT отрасль контактной сварки получит признанный сертификат, который работодатели могут использовать в качестве ориентира при приеме на работу новых операторов, техников и инженеров.Школа RWMA вместе с добавлением сертификата CRWT гарантирует, что люди обладают знаниями о машинах, настройках, испытаниях и процессах качества, которые напрямую связаны с контактной сваркой ».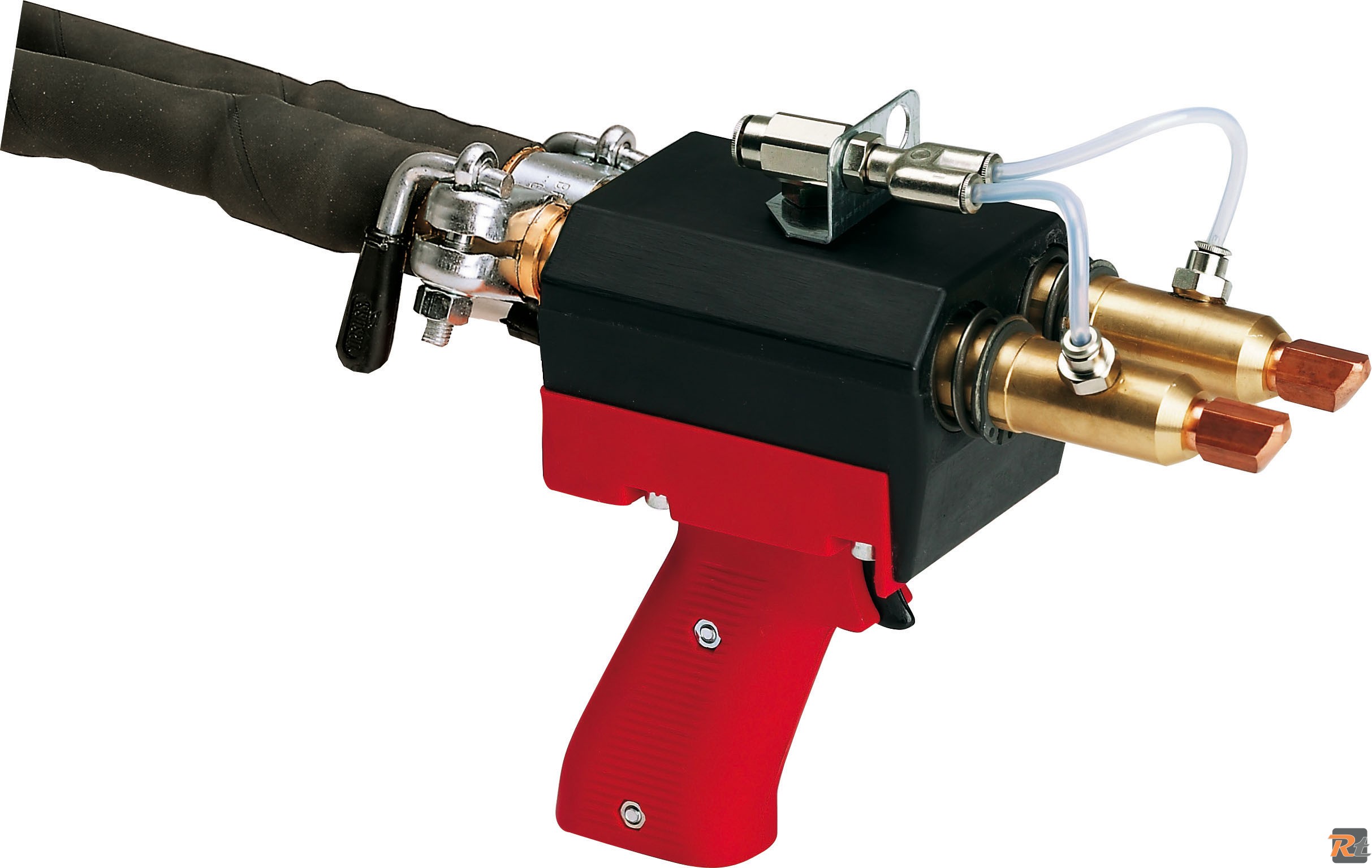
В дополнение к сертификации CRWT, AWS также находится на заключительной стадии рассмотрения 6-го издания своего Стандарта C1.1, Рекомендуемые методы сварки сопротивлением , а также C1.5, Спецификации для квалификации сопротивления. Сварщики .Обе публикации будут доступны в книжном магазине AWS позднее в этом году.
Собственные усилияВ сочетании с обширными усилиями AWS, DeCorte заявляет, что производители оборудования для контактной сварки, такие как RoMan Mfg., Также должны взять на себя ответственность за обучение сварщиков работе с оборудованием и продуктами, а также процессом в целом.
«У нас есть огромная потребность в том, чтобы наши сотрудники понимали, как используется наш продукт и как он должен работать для клиентов», — говорит он.«Чем лучше наши люди понимают процесс и то, какую ключевую роль играет наша продукция в работе оборудования, тем лучше будет наш продукт и тем лучше мы сможем обслуживать клиентов и помогать им».
Несмотря на то, что RoMan Mfg. Не производит весь аппарат для контактной сварки, он производит специальные источники питания и трансформаторы, которые используются в аппаратах для контактной сварки и роботизированных сварочных горелках, которые выполняют настоящую сварку. Компоненты компании являются неотъемлемой частью успеха операций контактной сварки, поэтому глубокое понимание всего процесса имеет решающее значение для всех, кто там работает.
«До сих пор нам приходилось проводить обучение всех наших сотрудников и клиентов», — поясняет ДеКорте. «С недавним запуском онлайн-обучения AWS, изменением дизайна школы контактной сварки RWMA и новой сертификацией CRWT мы сможем привлечь больше сотрудников к базовому и повышенному обучению.
«Когда я говорю кому-то, что работаю в области контактной сварки, неудивительно, что меня спрашивают, какого цвета мой сварочный шлем», — размышляет ДеКорте. «Возможно, мы сможем это изменить.”
Американское общество сварки
RoMan Mfg. Inc.
Inc.
Hyosung Heavy Industries> Сфера деятельности> Сварочные решения> Аппараты для контактной сварки
Аппараты для контактной сваркиот Hyosung Heavy Industries оптимизированы для различных пользовательских интерфейсов и характеристик каждого материала и обеспечивают отличные сварочные и выходные характеристики. Они продаются как внутри страны, так и за рубежом. страны, включая Японию и Китай.
Тип продукта
Контроллер таймера с адаптивным управлением инверторомПортативная машина для точечной сварки переменного тока MFDC
