Установка аргонодуговой сварки Кедр UltraTIG-200P AC/DC 220В, 10-200А 8009774 способна работать в нескольких режимах, которые значительно расширяют возможности сварочного аппарата:
Конструкция воздушного канала улучшена по сравнению со стандартной моделью, что увеличивает ПВ.
 org/PropertyValue»> Охлаждение горелки воздушное org/PropertyValue»> Охлаждение горелки воздушное org/PropertyValue»> Класс товара Профессиональный org/PropertyValue»> Класс товара ПрофессиональныйЭтот товар из подборокКомплектация *
Параметры упакованного товара Единица товара: Штука Длина, мм: 493
Произведено
Указанная информация не является публичной офертой Отзывы об установке аргонодуговой сварки Кедр UltraTIG-200P AC/DCОставить свой отзыв На данный момент для этого товара нет расходных материаловСпособы получения товара в МосквеДоставка Вес брутто товара: 13.43 кг В каком городе вы хотите получить товар? выберите городАбаканАксайАктауАлександровАльметьевскАнадырьАнгарскАрзамасАрмавирАрсеньевАртемАрхангельскАстраханьАхтубинскАчинскБалаковоБалашовБалезиноБарнаулБатайскБелгородБелогорскБерезникиБийскБиробиджанБлаговещенскБодайбоБокситогорскБорБорисоглебскБратскБрянскБугульмаБугурусланБуденновскБузулукВеликие ЛукиВеликий НовгородВеликий УстюгВельскВитебскВладивостокВладикавказВладимирВолгоградВолгодонскВолжскВолжскийВологдаВолховВольскВоркутаВоронежВоскресенскВыборгВыксаВышний ВолочекВязьмаВятские ПоляныГеоргиевскГлазовГорно-АлтайскГрозныйГубкинскийГусь-ХрустальныйДальнегорскДедовскДербентДзержинскДимитровградДмитровДонецкДудинкаЕвпаторияЕгорьевскЕкатеринбургЕлецЕссентукиЗаводоуковскЗеленодольскЗлатоустЗубовоИвановоИгнатовоИжевскИзбербашИнтаИркутскИшимЙошкар-ОлаКазаньКалининградКалугаКаменск-УральскийКаменск-ШахтинскийКамень-на-ОбиКанашКанскКарагандаКарасукКаргопольКемеровоКерчьКинешмаКиришиКировКиселевскКисловодскКлинКлинцыКоломнаКолпашевоКомсомольск-на-АмуреКоролевКостромаКотласКраснодарКрасноярскКропоткинКудьмаКузнецкКуйбышевКумертауКунгурКурганКурскКызылЛабинскЛабытнангиЛаговскоеЛангепасЛенинск-КузнецкийЛесосибирскЛипецкЛискиЛуневоЛюдиновоМагаданМагнитогорскМайкопМалые КабаныМахачкалаМеждуреченскМиассМинскМихайловкаМичуринскМоскваМуравленкоМурманскМуромНабережные ЧелныНадымНазраньНальчикНаро-ФоминскНарьян-МарНаходкаНевинномысскНерюнгриНефтекамскНефтеюганскНижневартовскНижнекамскНижний НовгородНижний ТагилНовая ЧараНовозыбковНовокузнецкНовороссийскНовосибирскНовочебоксарскНовочеркасскНовый УренгойНогинскНорильскНоябрьскНурлатНяганьОбнинскОдинцовоОзерскОктябрьскийОмскОнегаОрелОренбургОрехово-ЗуевоОрскПавлодарПангодыПензаПермьПетрозаводскПетропавловскПетропавловск-КамчатскийПикалевоПлесецкПолярныйПригородноеПрокопьевскПсковПятигорскРеутовРоссошьРостов-на-ДонуРубцовскРыбинскРязаньСалаватСалехардСамараСанкт-ПетербургСаранскСарапулСаратовСаянскСвободныйСевастопольСеверныйСеверобайкальскСеверодвинскСеверскСерпуховСимферопольСлавянск-на-КубаниСмоленскСоликамскСочиСтавропольСтарый ОсколСтерлитамакСургутСызраньСыктывкарТаганрогТаксимоТамбовТаштаголТверьТихвинТихорецкТобольскТольяттиТомскТуапсеТулаТуркестанТюменьУдомляУлан-УдэУльяновскУрайУральскУрюпинскУсинскУсолье-СибирскоеУссурийскУсть-ИлимскУсть-КутУсть-ЛабинскУфаУхтаФеодосияХабаровскХанты-МансийскХасавюртЧайковскийЧебоксарыЧелябинскЧеремховоЧереповецЧеркесскЧитаЧусовойШарьяШахтыЭлектростальЭлистаЭнгельсЮгорскЮжно-СахалинскЯкутскЯлтаЯлуторовскЯрославль Самовывоз: бесплатно
 716292]» data-short-name=»м. Авиамоторная» data-all-goods-available=»0″> м.Авиамоторная, 716292]» data-short-name=»м. Авиамоторная» data-all-goods-available=»0″> м.Авиамоторная,2-й Кабельный проезд, д. 1 пн. – пт.: 10:00 – 19:00 сб. – вс.: 10:00 – 18:00 В корзину 656776,37.618805]» data-short-name=»м. Варшавская» data-all-goods-available=»0″> м.Варшавская, 656776,37.618805]» data-short-name=»м. Варшавская» data-all-goods-available=»0″> м.Варшавская,Варшавское шоссе, д. 72к2 пн. – вс.: 9:00 – 20:00 В корзину 511335,37.574057]» data-short-name=»ул. 40 лет Октября, д. 14А» data-all-goods-available=»0″> м.МЦД D2 Щербинка, 511335,37.574057]» data-short-name=»ул. 40 лет Октября, д. 14А» data-all-goods-available=»0″> м.МЦД D2 Щербинка,г. Щербинка, ул. 40 лет Октября, д. 14А пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 983132,37.142229]» data-short-name=»Андреевка, ул. Жилинская, стр. 1″ data-all-goods-available=»0″> 983132,37.142229]» data-short-name=»Андреевка, ул. Жилинская, стр. 1″ data-all-goods-available=»0″>Московская обл., р.п. Андреевка, ул. Жилинская, стр. 1 пн. – вс.: 10:00 – 21:00 В корзину 817043]» data-short-name=»м. Новогиреево» data-all-goods-available=»0″> м.Новогиреево, 817043]» data-short-name=»м. Новогиреево» data-all-goods-available=»0″> м.Новогиреево,проспект Свободный, д. 16Ас2 пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 849959,37.669992]» data-short-name=»м. Свиблово» data-all-goods-available=»0″> м.Свиблово (платформа Северянин), 849959,37.669992]» data-short-name=»м. Свиблово» data-all-goods-available=»0″> м.Свиблово (платформа Северянин),ул. Енисейская, д. 1, стр. 1 пн. – вс.: 9:00 – 20:00 В корзину 415891,38.284122]» data-short-name=»ул. Советская, д. 155с1″ data-all-goods-available=»0″> 415891,38.284122]» data-short-name=»ул. Советская, д. 155с1″ data-all-goods-available=»0″>г. Бронницы, ул. Советская, д. 155с1 пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 7″ data-all-goods-available=»0″> 7″ data-all-goods-available=»0″>г. Дмитров, пер. Вокзальный, д. 7 пн. – вс.: 9:00 – 20:00 В корзину 369111,39.067714]» data-short-name=»ш. Касимовское, 1А» data-all-goods-available=»0″> 369111,39.067714]» data-short-name=»ш. Касимовское, 1А» data-all-goods-available=»0″>г. Егорьевск, ш. Касимовское, д. 1А пн. – вс.: 9:00 – 21:00 В корзину 331471,36.731602]» data-short-name=»ул. Гагарина, д. 31/36″ data-all-goods-available=»0″> 331471,36.731602]» data-short-name=»ул. Гагарина, д. 31/36″ data-all-goods-available=»0″>г. Клин, ул. Гагарина, д. 31/36 пн. – вс.: 9:00 – 20:00 В корзину 685162,37.897501]» data-short-name=»ул. Инициативная д. 7с2″ data-all-goods-available=»0″> 685162,37.897501]» data-short-name=»ул. Инициативная д. 7с2″ data-all-goods-available=»0″>г. Люберцы, ул. Инициативная, д. 7с2 пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 12, корп. 1″ data-all-goods-available=»0″> 12, корп. 1″ data-all-goods-available=»0″>г. Мытищи, Новомытищинский пр-т, д. 12, корп. 1 пн. – вс.: 9:00 – 20:00 В корзину 426854,37.498686]» data-short-name=»ул. Ленинградская, д. 10А» data-all-goods-available=»0″> 426854,37.498686]» data-short-name=»ул. Ленинградская, д. 10А» data-all-goods-available=»0″>г. Подольск, ул. Ленинградская, д. 10А пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину , вл. 16 Б» data-all-goods-available=»0″> , вл. 16 Б» data-all-goods-available=»0″>г. Химки, Ленинградская ул., вл. 16 Б пн. – вс.: 9:00 – 20:00 В корзинуСервис от ВсеИнструменты. ру руМы предлагаем уникальный сервис по обмену, возврату и ремонту товара! Средний срок ремонта для данной модели составляет 35 дней Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантия производителя
По данным сервисного центра ВсеИнструменты.ру у товара Установка аргонодуговой сварки Кедр UltraTIG-200P AC/DC 220В, 10-200А 8009774 процент брака выше среднего Гарантийный ремонтЗдесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Может понадобиться |



 Котельники, Яничкин проезд, д. 3 В магазине >10 шт., забирайте сегодня В корзину
Котельники, Яничкин проезд, д. 3 В магазине >10 шт., забирайте сегодня В корзину 54 По предзаказу на завтра, после 11:00 В корзину
54 По предзаказу на завтра, после 11:00 В корзину 29 По предзаказу на завтра, после 11:00 В корзину
29 По предзаказу на завтра, после 11:00 В корзину МЦД D2 Нахабино, пгт Нахабино, ул. Институтская, д. 17 По предзаказу на завтра, после 11:00 В корзину
МЦД D2 Нахабино, пгт Нахабино, ул. Институтская, д. 17 По предзаказу на завтра, после 11:00 В корзину Нагатинская, Варшавское шоссе, д. 26с32 По предзаказу на завтра, после 11:00 В корзину
Нагатинская, Варшавское шоссе, д. 26с32 По предзаказу на завтра, после 11:00 В корзину Октябрьское поле, ул. Народного Ополчения, д. 48 корп.1 По предзаказу на завтра, после 14:00 В корзину
Октябрьское поле, ул. Народного Ополчения, д. 48 корп.1 По предзаказу на завтра, после 14:00 В корзину Свиблово (платформа Северянин), ул. Енисейская, д. 1, стр. 1 По предзаказу на завтра, после 11:00 В корзину
Свиблово (платформа Северянин), ул. Енисейская, д. 1, стр. 1 По предзаказу на завтра, после 11:00 В корзину Университет, Ломоносовский проспект, д. 5 По предзаказу на завтра, после 11:00 В корзину
Университет, Ломоносовский проспект, д. 5 По предзаказу на завтра, после 11:00 В корзину Дмитров, пер. Вокзальный, д. 7 По предзаказу на завтра, после 11:00 В корзину
Дмитров, пер. Вокзальный, д. 7 По предзаказу на завтра, после 11:00 В корзину Звенигород, ул. Московская, д. 24 По предзаказу на завтра, после 11:00 В корзину
Звенигород, ул. Московская, д. 24 По предзаказу на завтра, после 11:00 В корзину Королев, проспект Королева, д. 6Г По предзаказу на завтра, после 11:00 В корзину
Королев, проспект Королева, д. 6Г По предзаказу на завтра, после 11:00 В корзину Мытищи, Новомытищинский пр-т, д. 12, корп. 1 По предзаказу на завтра, после 11:00 В корзину
Мытищи, Новомытищинский пр-т, д. 12, корп. 1 По предзаказу на завтра, после 11:00 В корзину Серпухов, ул. Ворошилова, д. 82 По предзаказу на завтра, после 11:00 В корзину
Серпухов, ул. Ворошилова, д. 82 По предзаказу на завтра, после 11:00 В корзину Чехов, Вишневый бульвар, д. 3-1 По предзаказу на завтра, после 11:00 В корзину
Чехов, Вишневый бульвар, д. 3-1 По предзаказу на завтра, после 11:00 В корзину Багратионовская,
Багратионовская, Выхино,
Выхино,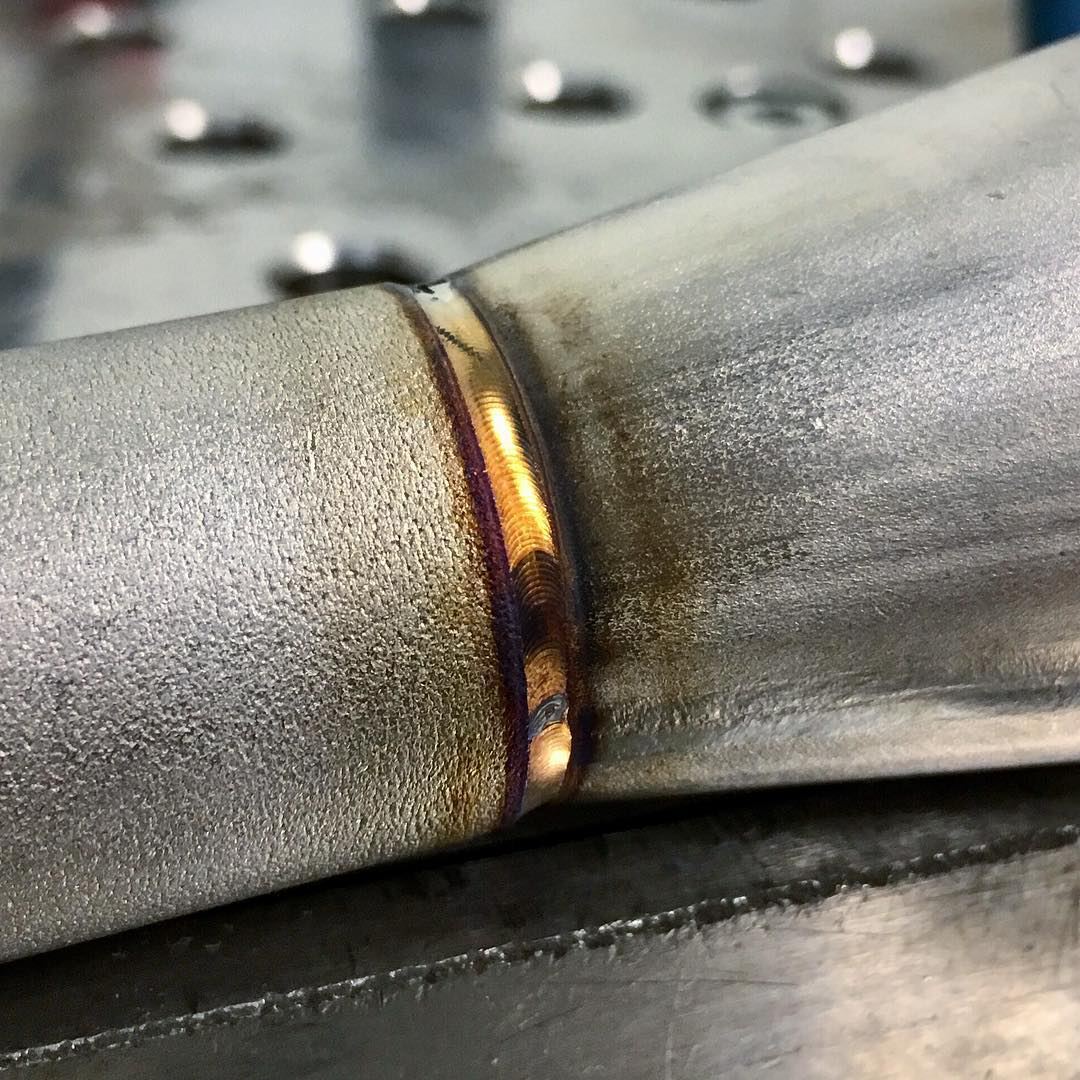 Коломенская,
Коломенская, 116Д
116Д Озерная,
Озерная, 2с2
2с2 Скобелевская,
Скобелевская, 5
5 – пт.: 9:00 – 20:00
– пт.: 9:00 – 20:00 6Г
6Г – пт.: 9:00 – 20:00
– пт.: 9:00 – 20:00 Сергиев Посад, проспект Красной Армии, д. 209
Сергиев Посад, проспект Красной Армии, д. 209 – вс.: 9:00 – 20:00
– вс.: 9:00 – 20:00 Чехов, Вишневый бульвар, д. 3-1
Чехов, Вишневый бульвар, д. 3-1модели ac/dc от ведущих производителей по низкой стоимости, описания и отзывы.

Аргонодуговой сварочный инвертор TIG предназначен для сварки неплавящимися электродами в среде защитных газов. Благодаря автоматизированному управлению и высокому качеству получаемого шва, аргонные инверторы используют при изготовлении ответственных конструкций, нефте- и газопроводов, резервуаров для жидкостей под высоким давлением.
Устройство и принцип работы
Выглядит инвертор аргонодуговой сварки практически как обычный аппарат для TIG-сварки, только обладает меньшим весом и габаритами. Особенностью является наличие встроенного выпрямителя и инвертора, за счет чего поступающий переменный ток преобразуется сначала в постоянный, а затем в переменный с повышенной частотой. Наличие электронного блока управления позволяет плавно регулировать силу тока и выставить наиболее точное значение для достижения качественного результата. Также аргонодуговые инверторы можно использовать для сварки с помощью покрытых электродов (ММА-процесс). Эти аппараты имеют такие функции как «Антизалипание», «Горячий старт», «Форсаж дуги» и защиту от перегрева.
Важные характеристики
- Тип тока . Если сварочный инвенторт TIG имеет маркировку dc, значит, он выдает только постоянный ток и подойдет для обработки стали. Если сварочный инвертор TIG маркирован ac/dc, он может выдавать и постоянный и переменный ток, что дает возможность сваривать алюминиевые сплавы.
- Максимальный сварочный ток. Если вы планируете работать непродолжительное время и соединять тонкие детали, подойдет аппарат, выдающий ток величиной до 200 А. Для более интенсивного использования в условиях производства лучше отдать предпочтение моделям, у которых максимальное значение тока достигает 400 – 500 А.
- Напряжение. Одни аппараты работают от сети или генератора с напряжением в 220 В (применяются обычно в быту, в гараже, в небольшой мастерской), другие аргонодуговые инверторы подключаются к промышленной трехфазной сети и рассчитаны на напряжение в 380 В.
В нашем интернет-магазине представлены аргонные сварочные инверторы TIG  Оформить заказ можно через сайт или по телефону.
Оформить заказ можно через сайт или по телефону.
Особенности аргонодуговой сварки: применение, технология, преимущества
Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет к образованию плавильной ванны и соединения металлических поверхностей между собой.
Электроды для аргонодуговой сварки могут быть двух видов.
Сварка поверхностей таким методом может осуществляться с помощью электрода-расплава или электрода из вольфрама, который остается целым и плавит соединяемые кромки.
В технической номенклатуре аргонодуговые сварочные аппараты обозначаются следующими аббревиатурами:
- РАД – сварка аргонодуговая ручная с помощью вольфрамового электрода;
- ААД – сварка аргоном в автоматическом режиме, когда газовая горелка подается к сварным кромкам автоматически с помощью специального суппорта;
- ААДП – добавочное “П” означает, что в данном аппарате используются плавящиеся электроды.


В международном стандарте используются следующие аббревиатуры, как правило, в аппаратах с неплавящимися электродами:
- TIG – сварка производится с помощью вольфрама в инертной среде;
- GTAW – газовая сварка вольфрамом.
Самостоятельная, без участия профессионалов, но качественная и быстрая сборка металлических конструкций во время ремонтных работ, пайка швов, а также резка различных металлических изделий возможна при помощи хорошего сварочного аппарата для дома. Как же выбрать простой в использовании сварочный аппарат для дома?
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью. Детальнее о лазерной резке металла здесь.
Технические характеристики аргонодуговой сварки
Аргон используется прежде всего для того, чтобы вытеснить воздух из сварочной среды и свести к нулю взаимодействие расплавленных кромок с воздухом, попадание которого может привести к возникновению каверзности.
Изначально данный прием использовался для сварки алюминиевых поверхностей (аргонодуговая сварка алюминия). Вся сварка производится с помощью капель расплавленного металла (крупнокапельное и капельное).
Однако, следует помнить, что при использовании крупнокапельного метода возможно разбрызгивание, используется при сваривании поверхностей, где нет необходимости класть идеально ровный шов.
Крупнокапельный или капельный метод качественно уступают струйному методу, который достигается за счет увеличения тока в инверторе и при использовании присадочной проволоки из меди.
Проволока для аргонодуговой сварки наматывается спиралью на вольфрамовый электрод и позволяет делать наплавку на чугун и прочие хрупкие металлические сплавы.Область применения аргонодуговой сварки
Самой основной областью применения является соединение цветных металлов и легированных сталей, особенно малой толщины. В противном случае используются присадки.
Присадки для аргонодуговой сварки представляют собой металлы большей плотности и меньшей температуры плавления, которые напыляются наплавкой и являются соединяющей “прослойкой”.
В таком случае возможна сварка только в среде инертных газов или углекислого газа, так как попадание воздуха приведет к разбрызгиванию мягких расплавленных металлов.
Технология аргонодуговой сварки
Вообще условно технологические нормы можно разделить на два вида:
- ручной режим, когда горелка с вольфрамовым электродом и присадочный пруток подаются специалистом вручную к месту соединения и наплавки;
- автоматический режим, когда все подается в автоматическом режиме. Аргонодуговая сварка труб ярчайший пример, так как при соединении трубопроводов шов должен отвечать требованиям к типоразмерам.Установка аргонодуговой сварки в этом случае осуществляется на специальных рамах-лонжеронах, которые обеспечивают передвижение относительно своей плоскости и оси.
Сварочным швом принято называть неразъемное соединение, которое образуется в процессе застывания сварочной ванны от оплавления электродом кромок металлов. Читайте подробнее о сварочных швах.
Чрезвычайно похожая на аргонную, плазменная сварка, происходит при помощи потока плазменной дуги. Подробнее тут.

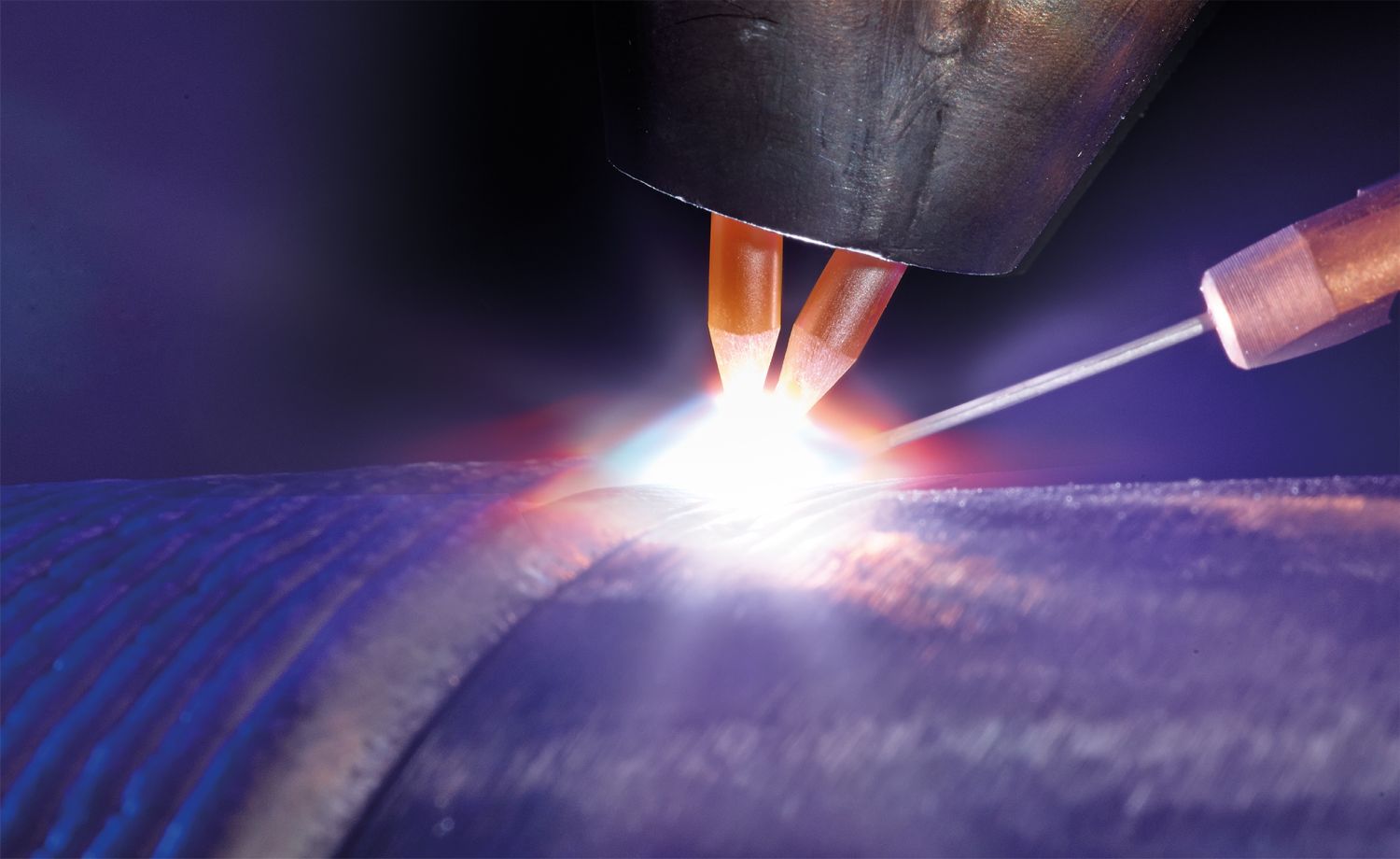
Аргоновая горелка содержит в себе жесткий вольфрамовый электрод, на который с осциллятора подается высокочастотный ток. Этим током происходит воспламенение “струи”.
При воздействии струйного разряда на соприкасающиеся металлические поверхности происходит их нагрев и оплавление, после чего в среду наплавки подается присадочный пруток, которые и будет соединять между собой кромки в общей сварочной ванне.
При этом необходимо помнить, что присадочный пруток должен быть 90 градусов относительно горелки, а наклон горелки не превышать 75 градусов относительно сварных поверхностей – это обеспечит наилучшее взаимодействие прутка и ванны.
Относительно электрода к плавильной ванне подается аргон, который изолирует поверхность от атмосферы.
Аргонодуговые сварочные аппараты представляют собой баласные инверторы(инвертор аргонодуговой сварки) с замкнутой схемой и контуром: горелка – электрод – осциллограф.
Преимущества и недостатки аргонодуговой сварки
Плюсы:
- надежная изоляция от окружающей среды, повышение качества и отсутствие нарушений кристаллической решетки в соединенной поверхности;
- показательная тепловая мощность дугового разряда, что положительно сказывается на качестве и скорости сварки;
- аргонодуговая сварка позволяет соединять разнородные металлы;
- весь процесс может быть произведен под наблюдением.
Минусы:
- защита аргоном от окружающего воздуха может быть нарушена при работе на ветру или сквозняке, так как газ может попросту “сдувать”;
- горелку необходимо периодически охлаждать при сварке дугой большой силы тока;
- сильное излучение ультрафиолета, особенно при использовании гелия в качестве инертного газа.
Так как огневые и сварочные работы требуют особенных навыков у производителя работ, соблюдения норм технической и промышленной безопасности, а так же допусков, то проводиться периодическая аттестация с целью продления или получения разрешения и допуска к огневым работам различных категорий.
Информацию о сварочном карандаше, можно почерпнуть здесь.
Читайте также:
Технология аргонодуговой сварки
Изделия из алюминия, никеля, титана и их сплавов широко применяют в производстве и жизни человека. Для получения этих изделий, часто нужна сварка. Чем же их сваривают?
Наибольшее применение, для сварки этих сталей и сплавов, получила аргонодуговая сварка. Что это за аргонодуговая сварка?
Аргонодуговая сварка относится к виду сварки плавлением. Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом.
Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла. Вольфрам относят к тугоплавким металлам. Поэтому, назначение вольфрамовых электродов в зажигании и поддержании сварочной дуги.
Аргонодуговая сварка
Аргонодуговую сварку относят к видам газоэлектрической сварки. Газы защищают сварочную зону от воздействий ветра, осадков и других погодных явлений. Так же алюминий, титан, никель подвержены окислению. Применение газов защищает их от окислительных процессов.
Газы защищают сварочную зону от воздействий ветра, осадков и других погодных явлений. Так же алюминий, титан, никель подвержены окислению. Применение газов защищает их от окислительных процессов.
В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси. Основным газом считают аргон. Поэтому, сварка получила название аргонодуговая сварка.
Аргон производят трех сортов. Сорт аргона, для аргонодуговой сварки, зависит от содержания в нем чистого аргона. Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах.
Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров. Основным элементом ее является источник питания (сварочный аппарат). На нем выставляют силу и напряжение сварочного тока.
Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка. В нее, вставляют вольфрамовый электрод и подают аргон из баллона. Аргон подается по резиновым шлангам. Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток.
Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток.
Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей. Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва.
Сварочную проволоку, для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали. Ее поставляют на производство в мотках. Сварщик нарезает ее, для удобства, по размерам сварочного шва. На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена.
Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей.
Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку.
Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют
Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды.
Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение.
Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке.
Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!
Техника аргонодуговой сварки | Электросварщик оборудования АЭС | Архивы
Страница 10 из 26
Началу аргонодуговой сварки предшествует ряд подготовительных операций:
а) вольфрамовый пруток рубится на части, затачивается на конус на длине, равной 3—4 диаметрам прутка (рис. 3-4), и вставляется в аргонодуговую горелку.
Рис. 3-4. Заточенный вольфрамовый электрод.
3-4. Заточенный вольфрамовый электрод.
Длина части вольфрамового электрода, выступающего из сопла горелки, не должна превышать 3—5 мм. При выдвижении вольфрамового электрода на большую величину надежность защиты аргоном зоны сварки значительно уменьшается;
б) сварочная проволока очищается от загрязнений, масла, ржавчины и рубится на куски длиной 200— 300 мм;
в) устанавливаются необходимый сварочный ток на источнике питания дуги и расход аргона на редукторе;
г) продуваются газоподводящие шланги и горелки некоторым количеством аргона. Эта операция делается, чтобы воздух, находящийся в шлангах и горелке, не попал в зону сварки.
Возбуждение дуги обычно выполняется легким касанием конца вольфрамового электрода поверхности свариваемого изделия в разделке. При этом сварщик не должен внести в металл шва включений вольфрама. Подачу аргона в зону сварки начинают за 2—3 с до возбуждения дуги,
Гашение дуги производится путем дистанционного отключения сварочного преобразователя либо постепенным удлинением дугового промежутка. Повторное возбуждение дуги следует производить на ранее наплавленном металле на расстоянии, 20—30 мм от границы его окончания.
Повторное возбуждение дуги следует производить на ранее наплавленном металле на расстоянии, 20—30 мм от границы его окончания.
Рис. 3-5. Положение присадочной проволоки и вольфрамового электрода при аргонодуговой сварке.
Аргонодуговая сварка возможна в двух вариантах: без применения присадочной проволоки и с применением проволоки. В первом случае сварной шов создается только за счет расплавления основного металла, во втором случае — за счет расплавления основного и присадочного металлов. Аргонодуговую сварку без присадочной проволоки применяют, например, для сварки усиковых соединений, соединений с отбортовкой и др.
Рис. 3-6. Схема введения присадочной проволоки в сварочную ванну.
1 — вольфрамовый электрод; 2 — сварочная ванна; 3 — присадочная проволока; 4 — зона действия защитного газа; 5 — сварной шов
При сварке без присадочной проволоки вольфрамовый электрод держат под углом 90° к плоскости сварки. Длина дуги поддерживается в пределах 1,5—2 мм. Движение горелки по шву — поступательное без поперечных колебаний.
Движение горелки по шву — поступательное без поперечных колебаний.
Правильное расположение горелки и присадочной проволоки показано на рис. 3-5.
Аргонодуговая сварка с применением присадочной проволоки выполняется слева направо (левый способ). Присадочная проволока подается в ванну расплавленного металла впереди дуги под небольшим углом к поверхности сварочной ванны. Конец присадочной проволоки должен находиться на некотором расстоянии от столба дуги, в начале сварочной ванны (рис. 3-6), но обязательно под защитой струи аргона,
Рис. 3-7. Зависимость проплавления корня шва от формы сварочной ванны. а — хорошее проплавление; б — недостаточное проплавление.
Обычно при аргонодуговой сварке применяют сварочную проволоку диаметром 1,6—2,0 мм. В отдельных случаях при сварке толстого металла может применяться проволока диаметром 3 мм. Применять присадочную проволоку большого диаметра при аргонодуговой сварке не рекомендуется.
При сварке стыковых соединений с разделкой кромок корневой слой выполняется только за счет поступательного движения горелки и сварочной проволоки, и поперечные колебания не применяют. Степень проплавления кромок определяют по форме сварочной ванны: хорошему проплавлению соответствует продолговатая форма сварочной ванны, круглая форма ванны свидетельствует о недостаточном проплавлении (рис, 3-7). При заполнении остальной части разделки техника аргонодуговой сварки меняется: кроме поступательного движения, горелке также придают поперечные колебательные движения.
Степень проплавления кромок определяют по форме сварочной ванны: хорошему проплавлению соответствует продолговатая форма сварочной ванны, круглая форма ванны свидетельствует о недостаточном проплавлении (рис, 3-7). При заполнении остальной части разделки техника аргонодуговой сварки меняется: кроме поступательного движения, горелке также придают поперечные колебательные движения.
При сварке с присадочной проволокой заделка кратера производится вводом в кратер капли присадки с одновременным плавным ускорением поступательного движения горелки до естественного обрыва дуги. Подача аргона должна продолжаться в течение последующих 6—8 с до момента потемнения сварочной ванны.
При сварке в среде аргона коррозионно-стойких сталей необходимо производить защиту от окисления обратной стороны шва. Это достигается подачей аргона внутрь трубы при сварке первых двух проходов. Схема организации защиты обратной стороны шва при сварке стыков труб показана на рис. 4-9.
При аргонодуговой сварке могут образовываться следующие основные дефекты: неполное проплавление корня шва (непровары), несплавления между наплавленным и основным металлом, поры и включения вольфрама, а также кратерные дефекты (трещины и раковины). Непровары корня шва и несплавления могут возникнуть при неправильном выборе режима сварки, при неправильном введении присадочной проволоки в зону дуги, при увеличении угла наклона присадочной проволоки.
Непровары корня шва и несплавления могут возникнуть при неправильном выборе режима сварки, при неправильном введении присадочной проволоки в зону дуги, при увеличении угла наклона присадочной проволоки.
Поры образуются в сварных швах при сварке увлажненным аргоном, при загрязнении кромок и присадочной проволоки при плохой защите зоны сварки.
Иногда при выполнении корневого слоя (особенно при сварке толстого металла) в наплавленном металле возникают трещины. Одной из возможных причин возникновения трещин может быть недостаточная толщина корневого слоя. В этих случаях необходимо при сварке увеличить подачу присадочной проволоки.
Дефекты могут иметь место и при неправильной технике заделки кратера.
Правила и контроль аргонодуговой сварки Кипо Системз
Сварка нержавеющей стали в аргоновой среде, как и любая другая, требует соблюдения определенных правил и норм, которые сделают процесс безопасным, а конечный результат удовлетворяющим всем требованиям качества. В нашей стране разработаны многочисленные ГОСТы и стандарты, регламентирующие проведение сварочного процесса. Вот лишь некоторые из них:
В нашей стране разработаны многочисленные ГОСТы и стандарты, регламентирующие проведение сварочного процесса. Вот лишь некоторые из них:
- ГОСТ 6032-89. Регламентирует проверку нержавеющей стали на стойкость к межкристаллитной коррозии.
- ГОСТ 8713-79. Требования к сварке под флюсом.
- ГОСТ 10052-75, ГОСТ 23949-80, ГОСТ Р ИСО 3581-2009 . Требования к обычным и вольфрамовым электродам для сварки высоколегированной стали
- ГОСТ 23518-79, ГОСТ 14771-76. Обозначают параметры сварки в защитных газах (аргон и др.)
- РДП 26-17-071-86. Регламентирует правила по охране труда при сварочных работах.
Все материалы, используемые для сварочных работ, должны иметь сертификаты и маркировку изготовителя. Инертные газы поставляются в специальных баллонах с указанием даты выпуска, параметров содержимого (процентное соотношение примесей и т. д.).
д.).
Важным моментом является степень очистки аргона, в котором будет производиться сварка (регулируется ГОСТ 10157-79). Ведь присутствие даже минимальных примесей приводит к тому, что они поглощаются расплавленным металлом и тем самым ухудшают свойства сварного шва, вызывая дефекты, коррозию и т.д. Содержание азота в аргоне не должно превышать 0,3%, кислорода 0,03%, должна отсутствовать влага. Кроме того, специалист должен постоянно следить за расходом аргона – меньшее количество не способно защитить сварочную ванну, а перерасход приводит к образованию пор. Использование гелия вместо аргона позволяет избежать пористости и увеличить проплавляющую способность дуги, однако серьезно увеличивает стоимость работ из-за высокой цены гелия.
Для того чтобы обеспечить максимальную прочность сварного шва, необходимо очистить свариваемые поверхности и присадочный материал. Кромки и прилегающие площади тщательно зачищают металлической щеткой непосредственно перед сваркой. При толщине материала в пределах 3-6 мм производят односторонний скос кромок, при толщине же порядка 10-20 мм делают двусторонний скос. Если до этого сталь подвергалась нагреву (при гибке, например), то проводят отжиг и травление, которое позволяет удалить насыщенный кислородом слой металла, повышающий хрупкость. Поверхность стали перед сваркой должна быть сухой.
При толщине материала в пределах 3-6 мм производят односторонний скос кромок, при толщине же порядка 10-20 мм делают двусторонний скос. Если до этого сталь подвергалась нагреву (при гибке, например), то проводят отжиг и травление, которое позволяет удалить насыщенный кислородом слой металла, повышающий хрупкость. Поверхность стали перед сваркой должна быть сухой.
Еще один серьезный аспект – требования, предъявляемые к используемым электродам. Аргонодуговая сварка возможна с применением как неплавящихся (вольфрамовых или графитовых), так и плавящихся электродов. Важно, чтобы электрод соответствовал типу основного металла, особенно при использовании высоколегированных электродов. Сварка вольфрамовыми электродами проводится чаще всего при постоянном токе прямой полярности, значение которого зависит от толщины свариваемых поверхностей. Соблюдение допустимого токового диапазона важно из-за того, что превышение силы тока приводит к перегреву электродного стержня и меняет характеристику плавления, что может привести к разрушению шовного материала. Сварка постоянным током (до 600 А) прямой полярности позволяет достичь максимальной проплавляемости металла, при этом доля тепловой мощности в изделии достигает значений 50-90%, сварочная дуга легче возбуждается.
Сварка постоянным током (до 600 А) прямой полярности позволяет достичь максимальной проплавляемости металла, при этом доля тепловой мощности в изделии достигает значений 50-90%, сварочная дуга легче возбуждается.
Сварка постоянным током обратной полярности используется реже по причине ряда недостатков: большие энергозатраты, меньшая глубина швов. Но есть у такого способа и преимущества – стабильность горения дуги и разрушение окисной пленки. Применяют такой тип сварки обычно для работы со стыковыми соединениями, содержащими алюминий, так как это позволяет разрушить оксидную пленку.
Такой параметр, как длина дуги, непосредственным образом влияет на формирование шва. В зависимости от использования присадочной проволоки, длина дуги колеблется от 0,5 до 4 мм, при этом учитывается толщина и тип свариваемой стали. Существует определенная линейная зависимость: при увеличении длины дуги уменьшается глубина проплавления и растет ширина шва. Использование длинных (больше 4 мм) дуг нецелесообразно вследствие нестабильности проплавления.
По завершении сварочного процесса обязательно проводится контроль работ, который позволяет исключить возможные дефекты. Существует несколько групп методов контроля:
- Для определения поверхностных недостатков (прожоги, трещины, газовые поры и т.д.) используют визуальный осмотр и цветную дефектоскопию.
- Выявление внутренних недостатков проводят при помощи ультразвука и рентгенограммы.
- Для проверки герметичности швов и конструкции применяют пневматические и гидравлические испытания, а также тесты при помощи керосина и гелиевых маркеров.
Подводя определенные итоги, надо отметить следующее. Аргонодуговая сварка – сложный технологический процесс, который должен проводиться профессионалами своего дела на современном и безопасном оборудовании. Если стоит задача получить качественное и отвечающее всем требованиям изделие, то недопустимо экономить на материалах и выполнении работ, ведь, как известно, скупой платит дважды.
Сварка в режиме ручной аргонодуговой сварки (ТИГ).

Сварка в режиме ручной аргонодуговой сварки (ТИГ).
1.1. Подключите аппарат к сети.
1.2. Для проведения сварочных работ подключите сварочную горелку. При использовании горелки с естественным охлаждением (на токах до 200-250 А) подключите ее к соответствующему разъему на сварочном аргонодуговом аппарате. При использовании горелки с жидкостным охлаждением (на токе более 250А) необходимо обеспечить подачу охлаждающей жидкости. Для подачи охлаждающей жидкости в аргонодуговую горелку используют устройство водяного охлаждения типа блок водяного охлаждения Super Cooler-29 BRIMA.
1.3. Выбрать электрод (вольфрамовый) нужного типа и диаметра, установить в горелку (вылет электрода 3-10 мм). Горелку подключите к сварочному аппарату.
1.4. Подключить к сварочному аппарату баллон с аргоном. На баллон устанавливается регулятор аргона, типа У30/АР40. Шланг (трубку) от газового баллона (регулятора) подключите к штуцеру в сварочном аппарате.
1.5. Подать напряжение на установку. При этом должна загореться сигнальная лампа. В зависимости от вида сварки (AC или DC) проверьте полярность на горелке. При работе в режиме DC – прямая полярность («-» установки соединен с горелкой).
1.6. Откройте вентиль на баллоне и проверьте подачу защитного газа, нажав кнопку на горелке.
1.7. Потенциометрами (регулировкой) установите необходимые параметры сварочного процесса (в первую очередь значения сварочного тока).
1.8. Подвести горелку к изделию на расстояние 1-2 мм (дуговой промежуток), нажмите кнопку и начните процесс сварки. При необходимости откорректируйте величину сварочного тока и значения параметров цикла.
1.9. После завершения сварки сварочную горелку положите на изолированную поверхность, выключите установку и закройте вентиль на баллоне.
1.10 Регулирование очищающей и проплавляющей способности дуги (режим ТИГ-АС) необходимо применять при выборе оптимального технологического режима сварки. При этом синусоида сварочного тока может уходить или в отрицательную область (на 30%) или в положительную область (на 30%) относительно оси абсцисс. Сварка при смещении синусоиды сварочного тока называется сваркой асимметричным током. Сварка, при нулевом положении регулятора и положении синусоиды тока симметрично относительно оси абсцисс, называется сваркой симметричным током.
При этом синусоида сварочного тока может уходить или в отрицательную область (на 30%) или в положительную область (на 30%) относительно оси абсцисс. Сварка при смещении синусоиды сварочного тока называется сваркой асимметричным током. Сварка, при нулевом положении регулятора и положении синусоиды тока симметрично относительно оси абсцисс, называется сваркой симметричным током.
При преобладании на изделии отрицательного потенциала, происходит наиболее эффективная катодная зачистка свариваемой поверхности, глубина проплавления уменьшается и ресурс работы вольфрамового электрода снижается. Если на изделии преобладает положительный потенциал то эффективность катодной зачистки уменьшается, глубина проплавления увеличивается, ресурс работы вольфрамового электрода наибольший. В приложении приведены характерные технологические режимы сварки алюминиевых сплавов различной толщины симметричным и ассиметричным током.
1.11 При сварке алюминия и его сплавов рекомендуется производить подогрев свариваемых изделий. Это вызвано необходимостью удаления абсорбционной влаги на свариваемых поверхностях и высокой теплопроводностью свариваемого материала. В приложении приведены рекомендуемые температуры предварительного подогрева для разных марок алюминиевых сплавов и рекомендуемые марки проволоки для сварки различных сплавов.
Это вызвано необходимостью удаления абсорбционной влаги на свариваемых поверхностях и высокой теплопроводностью свариваемого материала. В приложении приведены рекомендуемые температуры предварительного подогрева для разных марок алюминиевых сплавов и рекомендуемые марки проволоки для сварки различных сплавов.
|
Диаметр электрода, мм |
Толщина свариваемого металла, мм |
Ориентировочный сварочный ток, А |
|
2,0 |
1,0-2,0 |
50-70 |
|
3,0 |
1,5-4,0 |
80-130 |
|
4,0 |
3,0-6,0 |
130-170 |
|
5,0 |
5,0-20,0 |
170-250 |
|
6,0-8,0 |
15,0-40,0 |
250-300 |
Ориентировочные режимы сварки алюминиевых сплавов неплавящимся вольфрамовым электродом переменным симметричным током.
|
Тип соединения |
b, мм |
d, мм |
IСВ, А |
Расход аргона, л/мин |
Число проходов |
|
|
Вольфрамового электрода |
Присадочной проволоки |
|||||
|
С отбортовкой кромок |
1. 1.5 2.0 |
1.0 1.5-2.0 1.5-2.0 |
- - - |
45-50 70-75 80-85 |
4-5 5-6 7-8 |
1 1 1 |
|
Встык, без разделки кромок, одностороннее |
2. 3.0 4.0 |
1.5-2.0 3.0-4.0 3.0-4.0 |
1.0-2.0 2.0-3.0 2.0-3.0 |
55-75 100-120 120-150 |
5-6 7-8 8-10 |
1 1 1 |
|
Встык, без разделки кромок, двустороннее |
4. 5.0 6.0 |
3.0-4.0 4.0-5.0 4.0-5.0 |
3.0-4.0 3.0-4.0 3.0-4.0 |
120-180 200-250 240-270 |
7-8 8-10 8-10 |
2 2 2 |
|
Встык, с разделкой кромок |
6. 8.0 10.0 |
4.0-5.0 4.0-5.0 5.0-6.0 |
3.0-4.0 4.0-5.0 4.0-5.0 |
220-280 270-300 270-300 |
7-8 9-12 9-12 |
3 3 5 |
|
Тавровое, угловое и нахлесточное |
2-4 4-8 10 |
2. 4.0-5.0 5.0-6.0 |
1.5-4.0 3.0-4.0 4.0-5.0 |
100-200 200-300 270-320 |
5-7 7-8 9-10 |
1-2 2-4 2-4 |
 0
0
 0
0
 0.
0.
 0
0
 0-4.0
0-4.0
Режимы сварки стыковых соединений из алюминиевого сплава АМг5 толщиной 3 мм асимметричным током
|
Iпр. |
Iобр. средн, А |
I, А |
Uд, В |
|
115 |
45 |
205 |
10 |
|
97 |
75 |
200 |
11 |
|
60 |
110 |
195 |
12 |
Максимальная температура подогрева некоторых алюминиевых сплавов.
|
Сплав |
Толщина металла, мм |
Температура, 0С |
Продолжительность нагрева, мин |
|
А99, АД1 |
Любая |
350 |
60 |
|
АМц |
Любая |
250 |
60 |
|
АМг3, АМг4, АМг5 |
< 12 > 12 |
100 150 |
30 10 |
|
АД31, АД33, АВ |
< 12 > 12 |
180 200 |
60 30 |
|
1915 |
< 12 > 12 |
140 160 |
30 20 |
Выбор защитного газа для дуговой сварки
Профиль валика и проплавления, содержание легирующих элементов и внешний вид поверхности можно улучшить с помощью правильной газовой смеси.
Сварщики часто упускают из виду защитные газы и их индивидуальный вклад в сварочный процесс. Защитные газы могут влиять на режим переноса металла, содержание сплава, форму валика, образование дыма и многие другие характеристики сварного шва.
Правильный выбор защитного газа для процессов газовой дуговой сварки (GMAW), порошковой дуговой сварки (FCAW) и газовой вольфрамовой дуговой сварки (GTAW) может значительно улучшить скорость, качество и скорость наплавки данного сварного изделия (см. Рисунок 1 ).
Чистые газы
Чистые газы, используемые для сварки, включают аргон, гелий и диоксид углерода. Эти газы могут оказывать как положительное, так и отрицательное воздействие на сварочную дугу.
Аргон. Аргон — одноатомный (одноатомный) газ, обычно используемый для GTAW для всех материалов и GMAW для цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных или тугоплавких металлов.
Этот газ имеет низкую теплопроводность и потенциал ионизации, свойства, которые приводят к низкой передаче тепла к внешним областям дуги.Это формирует узкий столб дуги, который, в свою очередь, создает традиционный профиль проникновения чистого аргона: глубокий и относительно узкий (см. , рис. 2, ).
Имеется небольшая тенденция к подрезанию или опрокидыванию борта из-за отсутствия тепла на внешних краях лужи как при GTAW, так и GMAW. В процессе GMAW чистый аргон способствует переносу распыления.
Гелий. Гелий также является одноатомным инертным газом, наиболее часто используемым для GTAW на цветных металлах.В отличие от аргона, гелий обладает высокой проводимостью и потенциалом ионизации, что дает противоположные эффекты. Гелий обеспечивает широкий профиль (см. , рис. 3, ), хорошее смачивание краев шарика и более высокое тепловложение, чем чистый аргон.
Высокий потенциал ионизации может затруднить зажигание дуги, если для GTAW не используется высокочастотный или емкостный запуск дуги. Рекомендуются несколько более высокие скорости потока, поскольку газ имеет тенденцию подниматься в воздухе. Чистый гелий способствует глобулярному переносу и редко используется для GMAW, за исключением чистой меди.
Рекомендуются несколько более высокие скорости потока, поскольку газ имеет тенденцию подниматься в воздухе. Чистый гелий способствует глобулярному переносу и редко используется для GMAW, за исключением чистой меди.
Двуокись углерода. CO 2 обычно используется для передачи короткого замыкания GMAW и FCAW. CO 2 — сложная молекула с довольно сложными взаимодействиями в столбе дуги. CO 2 диссоциирует на CO и O 2 при температурах дуги. Это создает возможность окисления основного металла и удаления сплава из сварочной ванны. или бусинка.
Рекомбинация CO / O 2 дает довольно широкий профиль проплавления на поверхности сварного шва, в то время как низкий потенциал ионизации и теплопроводность создают горячую зону в центре столба дуги.Это имеет тенденцию давать всему сварному шву хорошо сбалансированный профиль проплавления по ширине и глубине (см. , рис. 4, ). Для приложений GMAW чистый CO 2 не может
производят перенос распылением, и это способствует глобулярному переносу, который может вызвать большое количество брызг.
Рисунок 1 У изготовителя есть множество защитных газов, которые следует учитывать при дуговой сварке.
Другие газы, используемые в смесях
Кислород. Кислород — это двухатомный (двухатомная молекула) активный компонент защитного газа, обычно используемый в смесях GMAW при концентрациях менее 10 процентов.Кислород имеет потенциал подвода тепла, возникающий в результате его энергии ионизации и энергии диссоциации (энергия, высвобождаемая при расщеплении молекулы на отдельные атомы в дуге).
Кислород создает очень широкий и довольно неглубокий профиль проникновения с большим тепловложением на поверхность изделия. Так как высокая температура снижает поверхностное натяжение расплавленного металла, облегчается перенос распыла, а также смачивание на носке сварного шва. Смеси кислорода / аргона демонстрируют характерный профиль проникновения «гвоздя» для углеродистой стали GMAW, которая является наиболее распространенным применением. Кислород также используется в тримиксах с CO 2 и аргоном, где он обеспечивает преимущества смачивания и распыления.
Кислород также используется в тримиксах с CO 2 и аргоном, где он обеспечивает преимущества смачивания и распыления.
Водород. Водород — это двухатомный активный компонент защитного газа, обычно используемый в сварочных смесях при концентрациях менее 10 процентов.
Водород в основном используется с аустенитными нержавеющими сталями для улучшения удаления оксидов и увеличения тепловложения. Как и у всех двухатомных молекул, получается более горячая и широкая поверхность шарика. Водород не подходит для ферритных или мартенситных сталей из-за проблем с растрескиванием.Увеличивается и проникновение.
Водород также может использоваться в более высоких процентах (от 30 до 40 процентов) в операциях плазменной резки нержавеющей стали для увеличения производительности и уменьшения шлаков.
Азот. Азот — наименее широко используемая добавка для защиты. Он в основном используется для повышения аустенита и повышения коррозионной стойкости дуплексных и супердуплексных сталей.
Газовые смеси
В зависимости от процесса и материала при сварке используется множество различных газовых смесей (см. Рисунок 5 ).
GMAW, углеродистая сталь. Большинство обычно используемых смесей для этого материала состоит из аргона / CO 2 , аргона / O 2 или всех трех газов вместе.
В смесях аргон / CO 2 содержание CO 2 варьируется от 5 до 25 процентов. Смеси с низким содержанием CO 2 обычно используются для распыления на тяжелые материалы или когда для тонких материалов желательны низкое тепловложение и неглубокое проникновение. Высокое содержание CO 2 способствует передаче короткого замыкания и может обеспечить дополнительное очищающее действие и глубокое проникновение в
тяжелые материалы (см. Рисунок 6 ).Однако увеличение содержания CO 2 также означает повышенную скорость истощения легирующих элементов.
В смесях аргон / O 2 процентное содержание кислорода обычно составляет от 2 до 5. Эти газы обычно используются для распыления на довольно чистые материалы (см. , рис. 7, ). Многие производители металлоконструкций используют смеси аргон / O 2 , потому что они позволяют производить сварку на слабо окисленных основных металлах. Кислородсодержащие газы должны быть оценены на предмет истощения их сплава. что может быть значительным в более высоких процентах.
Рисунок 2 Традиционный профиль проникновения чистого аргона глубокий и узкий.
Содержание трех смесей O 2 и CO 2 составляет от 2 до 8 процентов. Смеси этого типа хорошо работают как в режиме распыления, так и в режиме короткого замыкания, и могут использоваться для материалов различной толщины. Кислород имеет тенденцию способствовать переносу распыления при низких напряжениях, а CO 2 способствует проникновению. Тримиксы, содержащие аргон, CO 2 и O 2 , позволяют
режимы короткого замыкания и распыления при более низких напряжениях, чем у многих бинарных смесей аргон / CO 2 .
Тримиксы, содержащие аргон, CO 2 и O 2 , позволяют
режимы короткого замыкания и распыления при более низких напряжениях, чем у многих бинарных смесей аргон / CO 2 .
GMAW, нержавеющая сталь. Наиболее распространенными газами для сварки нержавеющей стали являются смеси аргон / O 2 и гелий / аргон / CO 2 . Смеси аргон / O 2 обычно содержат около 2 процентов кислорода и хорошо справляются с переносом распылением, если можно допустить некоторое изменение цвета сварного шва.
Тримиксы доступны в двух основных типах: с высоким содержанием аргона и с высоким содержанием гелия. Обогащенные гелием газы (около 90 процентов гелия) используются для передачи короткого замыкания и включают небольшое количество аргона для стабилизации дуги и очень небольшое количество CO 2 для проникновения и очистки.Смеси, богатые аргоном, обычно содержат около 80 процентов аргона и от 1 до 2 процентов CO 2 с
остаток гелий. Смеси, богатые аргоном, традиционно используются для переноса распылением, поскольку высокое содержание аргона позволяет перенос распылением происходить при относительно низких напряжениях, а гелий обеспечивает хорошее смачивание, плоский профиль валика и хорошее цветовое соответствие.
Смеси, богатые аргоном, традиционно используются для переноса распылением, поскольку высокое содержание аргона позволяет перенос распылением происходить при относительно низких напряжениях, а гелий обеспечивает хорошее смачивание, плоский профиль валика и хорошее цветовое соответствие.
GMAW, алюминий. Алюминий GMAW обычно выполняется с чистым аргоном, но если встречаются тяжелые секции, гелий может быть добавлен до 75 процентов.Гелий обеспечивает значительно лучшее смачивание, чем чистый аргон, и более жидкую лужу, что дает больше времени для выхода примесей, вызывающих пористость. Более высокие концентрации гелия требуют значительно большего напряжения для работы в перенос распылением, чем 100% аргон.
FCAW, углеродистая и нержавеющая сталь. FCAW чаще всего выполняется с газом, содержащим от 20 до 25 процентов CO 2 с остаточным аргоном. Эта смесь обеспечивает хорошие характеристики дуги: CO 2 обеспечивает проплавление и хорошее образование шлака, а содержание аргона способствует уменьшению образования дыма и дыма. Иногда часть CO 2 заменяют на
гелий для дальнейшего уменьшения дыма.
Иногда часть CO 2 заменяют на
гелий для дальнейшего уменьшения дыма.
представляет меньшую проблему при FCAW, поскольку элементы, подверженные воздействию CO 2 , могут быть компенсированы составом флюса во время производства проволоки.
GTAW, нержавеющая сталь и алюминий. Хотя чистый аргон используется в большинстве процессов GTAW для всех материалов, ряд смесей разработан для облегчения проникновения и смачивания алюминия и нержавеющей стали.Большинство этих смесей представляют собой смеси аргона и гелия с содержанием гелия от 10 до 75 процентов. Как и в GMAW, эта добавка гелия способствует смачиванию алюминия толстого сечения. и применения из нержавеющей стали, в которых неповоротливость ванны расплава является вредной.
Для нержавеющих сталей серии 300 доступны газы, содержащие от 2 до 5 процентов водорода. Благодаря этой добавке готовый сварной шов будет выглядеть намного лучше.
Системы снабжения
Системы подачи защитного газа могут влиять на качество подаваемого газа по-разному.
Требования к поставкам чистого газа. Для доставки чистых газов чаще всего используются четыре метода подачи.
Рисунок 5 Различные комбинации сварочных процессов и материалов требуют разных комбинаций сварочных газов.
Баллоны со сжатым газом обычно имеют наибольший риск загрязнения, поскольку они постоянно опорожняются и наполняются. Некоторые поставщики газа используют баллонные клапаны со встроенным обратным клапаном, чтобы уменьшить проблемы с чистотой газа.Кроме того, доступно несколько сортов сжатого газа с анализируемыми уровнями примесей, таких как влажность, кислород и общее количество углеводородов (THC).
Баллоны с жидкостью, также известные как баллоны Дьюара или VGL, обычно обеспечивают более качественный газ, поскольку продукт не испаряется, не сжимается и не переупаковывается. Для этих продуктов также может быть доступен анализ качества.
Сливные жидкие газы, как правило, имеют наивысшую чистоту, потому что они поступают прямо с производственного объекта в хранилище пользователя.
Системы хранения труб обычно монтируются на прицепах, но могут быть наземными связками или салазками. Пустые прицепы часто заменяют на полную систему или, как наземные модели, можно пополнять на месте или «толкать».
Требования к подаче смешанного газа. Некоторые из наиболее распространенных газовых смесей, используемых для сварки, — аргон / CO 2 , аргон / O 2 и аргон / гелий — можно подавать с помощью баллонов со сжатым газом или комбинации систем хранения. Режимы подачи могут быть от крупных систем со всеми компонентами, подаваемыми из резервуаров с жидкостью, до отдельных баллонов соответствующей газовой смеси.
Газы, поступающие из систем подачи жидких сыпучих материалов, обычно объединяются в промышленном газовом смесителе для обеспечения надлежащего смешивания. Часто потребность в газе для небольших производителей такова, что используются либо баллоны с жидкостью, либо блоки сжатого газа. Доступны переключаемые коллекторы на этих компонентах для автоматизации и снижения вероятности загрязнения.
Трубопровод. Качество трубопровода, по которому газ проходит от точки подачи до дуги, очень важно для поддержания чистоты газа.В критических случаях применения GTAW от 20 до 30 частей на миллион влаги или кислорода могут создать неприемлемый сварной шов. Для этого типа применения идеально подходят сварные трубы из нержавеющей стали. Качественные компрессионные фитинги также можно использовать с почти идентичные результаты.
В соответствии с требованиями к обычному качеству медная трубка, припаянная серебром, дает отличные результаты, особенно если система труб продувается азотом во время пайки. Доступны несколько композитных систем трубопроводов, обычно состоящих из слоя алюминия между двумя слоями сшитого полиэтилена, которые очень легко установить, с возможностью подачи газа хорошего качества.Сварные трубы из черного чугуна можно использовать, если тщательно очистить внутреннюю часть.
Рисунок 6
Профиль проникновения аргона / CO2 можно регулировать с помощью количества CO2, содержащегося в газовой смеси.
| Во время Второй мировой войны , a n аргонодуговая сварка p r oc ess был изобретен — снова в Соединенных Штатах — который […] позволил эффективно сваривать магний в авиастроении. smrw.de | Whrend des Zweiten Weltkrieges wurde in den […] Vereinigten S taat en e дюйм Argon- Ar c-Sc hutz ga slichtbogenschweien fr di ewon ew209 ew202Magn es ium im […] Flugzeugbau entwickelt. smrw.de |
Гофрированный вверх […]на вершину с использованием эксклюзивного производственного процесса […] и enti re l y аргонодуговая сварка u s дюйм g TIG [. ..] ..](вольфрамовый инертный газ). acv.com | Er ist auf der ganzen Hhe durch eine […]эксклюзивный метод Fabrikationsmethode gesickt und nach dem TIG- Verfahren (Tungsten Inert […] Газ) unter V er wendu ng von Argon Verschweit .acv.com |
Новые рейсы […] приварен к свиткам с помощью u si n g аргонодуговая сварка , I n корпус меньшего свитка […]повреждения мы отремонтируем только сваркой внешнего диаметра спирали. westfalia-separator.com | Neue Schneckenblt te r wer den pe r Argon-S chweiverfahren geschweit . I m Fal le kleinerer […] Schneckenschden erfolgt die Reparatur nur du RC h Aufschweien d es Schneckenauendurchmessers. вестфалия-сепаратор.com |
| Все муфты a r e аргон w e lde d ( ARGON- ARGON- сварка) o шланги. wis-industries.de | Smtliche […] Anschlsse wer de n na ch ARGON-AR C Ve RF ahren mit den Schl u chen verschweit .wis-industries.de |
Он гофрирован по высоте эксклюзивным производством […] процесс и является enti re l y аргонодуговая сварка u s дюйм g TIG (вольфрам […]Инертный газ) метод. acv.com | Er ist ber seine gesamte Hhe […]mithilfe eines besonderen Fertigungsverfahrens gesickt und […] vollstndig un te r WolframIn ert gas geschweit (TI G-S chwei v erfahren). acv.com |
Гофрирован по всей высоте эксклюзивным производственным процессом. […] и enti re l y аргонодуговая сварка b y t he TIG (Tungsten […]Инертный газ) метод. acv.com | Er ist in ganzer Hhe mit einem exklusiven Verfahren gesickt und vollstndig […] TIG- (вольфрам In ert G as- ) Аргон Verschweit .acv.com |
| Это f ul l y аргонно-дуговая сварка f o ll из-за […] Техника вольфрамового инертного газа. acv.com | Er ist vollstndig nach der […] Tungsten-Inert-Technik mit de m Schut zga s Argon geschweit .acv.com |
Ремонт и обслуживание сельскохозяйственных тракторов, Ремонт гидроусилителя руля, Ремонт и модернизация гидроцилиндров и пневмоцилиндров, Полировка [. ..] ..]блоков цилиндров и […] коленчатые валы, Услуги по ремонту и техническому обслуживанию оборудования Hydrauli c , Сварка аргонно-дуговая , P обработка металла, Ремонт оборудования, Услуги по ремонту методом сварка […], Восстановление изнашиваемых деталей. мкр. All-biz.info | Die Dienstleistungen der technischen Wartung und der Reparatur der landwirtschaftlichen Traktoren, Die Reparatur der Hydroverstrker der Steuerlenkung, Die Dienstleistungen der Reparatur und der Modernisierung der Hydraulischen Schneider Electric, , Der. […]technischen Wartung der […] Hydraulisc he n Ausrstung, D as Argon -Schweien, D ie Be ar beitung des Metalls, Die Reparatender der Maschur 209 e des Schweiens, Di e Wiederherstellung […] der leicht abnutzbaren Подробная информация. мкр. All-biz.info |
Глушители внутри и снаружи […] сварены в шов из морилки le s s аргонодуговая i n a T I G 9020 e ch nology.el-tec.pl | Die Schalldmpfer sowohl in der Mitte als auch nach auen werden mit der […] rostfre ie n Schweinah t i m Argonschutz, in der T IG — Te chnik geschweit .el-tec.pl |
| A отдельно supp li e d аргон s h ie lding gas защищает t h e arc arc arc 902 n dt h e сварка z o ne из […] атмосферы. lorch. lorch.biz | Ein separat zu gef hrte s Argon -S chut zgas sch tzt den10 dieiz …] vor dem Zutritt der Atmosphre. lorch.biz lorch.biz |
| Автомат на i c дуговая сварка ( s ee глоссарий) с роботами, часто используемыми в автомобильной промышленности, была бы невозможна без благородного g a s аргон ( A r) . boeckler.b-99.de | A ut omat isch es Lichtbogenschweien (s iehe Glo ss ar) mit Robotern wie in der Automobilindustrie das das газ Аргон (Ar ) n icht m glich. boeckler.b-99.de |
От ацетилена до ксенона Messer предлагает ассортимент продукции, который, несомненно, должен считаться одним из самых разнообразных на рынке — компания производит [.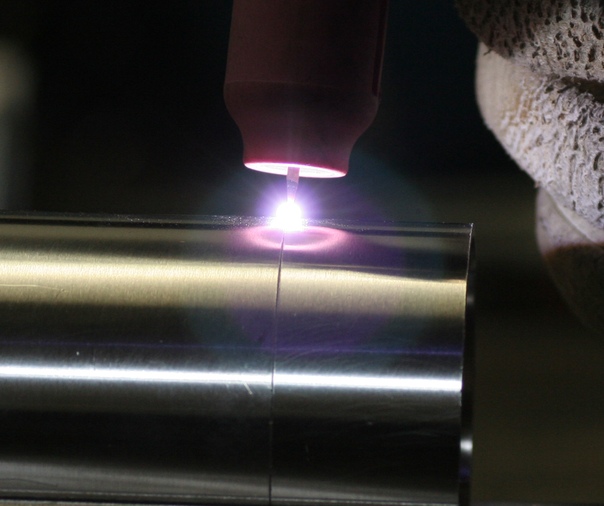 ..] ..]промышленных газов, таких как […] кислород, нитро ge n , аргон , c ar диоксид углерода, водород, гелий, защитные газы f o r r , s pe cialty gas, […]медицинских газов и различных смешанных газов. messergroup.com | Von Acetylen bis Xenon bietet Messer ein Produktportfolio, das als eines der vielfltigsten im Markt gilt — das Unternehmen produziert […]Industriegase wie […] Sauerstoff , Stic ksto ff , Argon, Ko hlen diox id , Wasserstoff, Helium, Schweischutzchegase, Medizin.Gase und viele verschiedene Gasgemische. messergroup.com |
Трубопроводные и сварочные работы выполняются сварщиками, прошедшими официальные испытания на сварку в соответствии со стандартами STN EN 287 и STN EN 729-2, часть 1, включая сварку пламенем, дугу [. ..]
Сварка ..]
Сварка, сварка […] предварительный нагрев материала класса 15 (пламя a n d дуговая сварка ) , дюйм ert- ga s 902 902 аргон ) s hi сварка на материалах классов 17 и 15.energoteam.sk | Rohrleitungs- und Schweiarbeiten realisieren wir mit amtlich geprften Schweiern STN EN 287 и STN EN 729-2, […]Часть 1 с автогенемом […] Schwei en , Lichtbogen, Vo rwrmen auf Material Gr. 1 5 (Flam me, Lichtbogen) , Inertgasschweiung Argon M ate rial Gr . 17 и 15.energoteam.sk |
Сформирована команда высококвалифицированных профессионалов / специалистов — проектировщиков, монтажников металлоконструкций и […]системы отопления и газа, [. ..]
Сварочные аппараты (газовые, электр. tr i c arc , C O 2 , 0 902 902 902 th e основные виды деятельности […] ..]
Сварочные аппараты (газовые, электр. tr i c arc , C O 2 , 0 902 902 902 th e основные виды деятельности […]этого отдела составляют mak-co.eu | Es wurde ein Team von hochqualifizierten Fachleuten gebildet — Projektleuten, Montagearbeitern von […]Metallkonstruktionen, Heizungs- und Gasanlagen und […] Schweiarbeitern (f r G as-, Elektroschwei- , CO 2 -, u nd Argonschweien) .mak-co.eu |
Трубосварочные аппараты с дуговой сваркой под слоем флюса [преимущественно для труб большого диаметра […]производство, o от 426 до 1420 […] мм] и wi t h дуговая сварка t h e inert ga s 09 ar209 902 9010 902 h eliu m ) arc p r ot ection (для [. ..] ..]производство труб […]из коррозионно-стойких и других высоколегированных сталей) ence.ch | Die Rohrschweiwalzwerke mit Anwendung der vollautomatischen UP-Schweiung [hauptschlich zur Herstellung der Rhre mit groem […]Durchmesser (426-1420 мм)] […] und der E delga s-Lichtbogenschweiung ( Argon un d Heliu m) zur He rste ll ung der […]Rhre aus korrosionsbestndiger […]und anderer hochlegierter Stahlsorten ence.ch |
Продолжилось сотрудничество с Messer Technogas: […]Messer Technogas поставляет дополнительно 300 000 […] кубические метры li qu i d аргон a n d газы f o r 902 902 сварка n d лазерная резка. messergroup. | Die Zusammenarbeit mit Messer Technogas wurde weiter […]ausgebaut: Messer Technogas liefert zustzlich 300.000 […] Kubikmete r flss ige s Argon u nd Gas e z um Schweien un d L nesers nesers nesersmessergroup.com |
| По всей стране, продажа s o f аргон m i xt резцы для резки a n d сварка a ve увеличилось в […] в частности. messergroup.com | Landesweit ist […] besonders de r Absat z v on Argongemischen zu m Schweien un d Schneiden g es .messergroup.com |
Защитный газ аргон в T I G сварка o f t he вольфрамовый электрод a n d 902 arc10 902 arc10 d 902 arc10 d r aw n между [. ..] ..]первичных гзбурок в окружении. aluminiumhegesztes.info | Argon Schu tz ga s beim WIG -Schweien der Wolf ra m-Elektrode z ..] primren gzburok umgeben gezogen. aluminiumhegesztes.info |
Тогда как при введении […] защитный газ di n g дуговая сварка o n ly обычно использовалось несколько отдельных газов — например, pu r e e e аргон f o r WIG и MIG […]сварка, а чистая […]диоксид углерода для сварки MAG — сегодня в этой области преобладают смеси газов. messergroup.com | Waren bei der Einfhrung des Schutzgasschweiens nur wenige […] Einzelgase blich, so z.B. fr das WIG- u и MI G-Schweien r ein es Argon un d fr d as MAG-Schweien reines Kohlendioxid, [. ..] ..]so dominieren heute die Mischgase. messergroup.com |
Это будет способствовать производству кислорода высокой чистоты для лазерных применений, азота, отвечающего требованиям […]все требования к качеству и законодательству для использования в […] пищевая промышленность, an d o f аргон t h at в первую очередь требуется f o r 902 902 сварка.messergroup.com | Das ermglicht das Gewinnen von hochreinem Sauerstoff fr Laseranwendungen, von Stickstoff, der allen qualityn und gesetzlichen […]Anforderungen fr den Einsatz in der Lebensmittelindustrie […] entspr ic ht, u nd vo n Argon, da sv or al lem zu m Schweien b m Schweien b ряд . messergroup.com |
| Аргон i s a благородный газ, который составляет только 1% нашей атмосферы; он имеет температуру разжижения минус 186 С.Он даже более инертен, чем азот, и поэтому используется в операциях по покрытию, в том числе в качестве защитного газа s i n сварка a n d в некоторых высокоинертных процессах […] по электронике и металлургии. eur-lex.europa.eu | Argon i st ein Edel ga s, dessen Anteil an unserer Atmosphre nur 1% Betrgt: sein Verflssigungspunkt liegt bei минус 186 C.Argon ist noch inerter als Stickstoff und wird daher in der Frostschutzberegnung verwendet, ferner auch als Schu tz gas beim Schweien und bei bei hoch inerten Prozessen […] in der Elektronik und Metallurgie. eur-lex.europa.eu |
Этикетки / символы сварки Вся информация, чертежи и таблицы без гарантии Дополнительные символы для поверхностных швов согласно DIN 1912 (отрывок) и ISO 2553 […]Этикетки процесса сварки […] G Gas fu si o n сварка E Manu a l дуговая сварка U U ubme rg e d дуговая сварка U Su bmerged rail […]сварка SG Inert […]газовая сварка MSG Сварка металл-инертный газ MIG-металл-Inter газовая сварка MAG Металл-активная газовая сварка WSG Сварка вольфрамом-инертным газом Идентификация процесса сварки Идентификация процесса сварки WIG Сварка вольфрамом-инертным газом WP Сварка вольфрам-плазмой WHG Вольфрамово-водородная сварка Ультразвуковая сварка FR Сварка трением FS Кузнечная сварка D Диффузионная сварка GP Сварка под давлением газа KP Сварка под давлением в холодном состоянии Дополнительные символы Форма поверхности полая (вогнутая) плоская (уровень) Уплотнительный валик (противоположное положение) изогнутый (выпуклый) Дополнительные символы, ход и тип шва Круговой шов Монтажный шов demmeler. | Kennzeichnungen und Schweisymbole Alle Angaben, Zeichnungen und Tabellen ohne Gewhr Ergnzungssymbole FR? Chennhte nach DIN 1912 (Auszug) und ISO 2553 Kennzeichen der Schweiverfahren G Gasschmelzschweien E Lichtbogen […]Unterpulverschweien U […] Unterschienenschwei en SG Schutzgasschweien MSG M eta ll -Schutzgasschweien MI G Metall-Intergasschweien […]MAG Metall-Aktivgasschweien […]WSG Вольфрам-Schutzgasschweien Kennzeichen дер Schweiverfahren Kennzeichen дер Schweiverfahren WIG Вольфрам-Intergasschweien WP Вольфрам-Plasmaschweien WHG Вольфрам-Wasserstoffschweien США Ultraschallschweien FR Reibschweien FS Feuerschweien D Diffusionsschweien GP Gaspressschweien KP Kaltpressschweien Zusatzsymbole Oberflchenform Hohl (konkav) Флэч (Эбен) Gegennaht (Gegenlage) gewlbt (konvex) Ergnzungssymbole Verlauf und Art der Naht ringum verlaufende Naht Montagenaht demmeler. |
Особенно здесь учтены […] научно-исследовательские работы связаны с d t o дуговой сваркой a n d процессами резки, особенно теми […]фундаментального значения […], что, как можно ожидать, приведет к дальнейшему развитию автоматизации и механизации; это включает соответствующие процессы управления и производственные методы, а также подходящие стратегии передачи знаний. dvs-ev-bw.de | Bercksichtigt werden […] vor a ll em Forschungs- u nd Entwicklungsarbe it en z u Lichtbogenschweiprozessen u nd — sc hneidprozesbesonders solche […] von grundstzlicher Bedeutung, die eine weitere Entwicklung der Mechanisierung und Automatisierung erwarten lassen; dabei sind auch prozessrelevante Steuerungs-, Regelungs- und Fertigungstechniken sowie geeignete Wissenstransferstrategien eingeschlossen. dvs-ev-bw.de |
| (1) Материал должен быть расплавлен в электролите tr i c arc f u rn ace и, при необходимости, обработан t h e аргон — o x yg en процесс обезуглероживания (AOD) или процесс электрошлакового переплава. kta-gs.de | (1) Der Werkstoff soll im Elektrolichtbogenofen erschmolzen und gegebenenfalls zustzlich nach dem AOD-Verfahren oder nach d em Elektro- Sc hlacke-Umschmelzverfahren behandelt. kta-gs.de |
| W h e n сварка w i th покрывающий газ (CO2 a n d Argon i t бывает, что, […] из-за воздействия высоких температур СО2 отделяет […] в O + CO, снова восстанавливаясь в CO2 после охлаждения. comau.it | B ei m Schweissen m it Schut zg as (C O2 und Argon) er gib10 tic. ..] sich durch die hohen Temperaturen das CO2 in O + CO spaltet […]und sich nach Abkhlung in CO2 zusammensetzt. comau.it |
| Среди них t h e сварка g a s e s Argon 902 10 , Аргон H e 3 1 и аргон […] He 51; все три устанавливают новый стандарт сварки алюминия и его сплавов. westfalen-ag.de | Dazu zhl en die Schweischutzgase Argon H e 1 1 , Argon H e 31 u nd […] Аргон He 51; Alle drei prgen eine neue Gteklasse fr das [. ..] ..]Schweien von Aluminium und Aluminiumlegierungen. westfalen-ag.de |
В конце 2010 года было принято решение о начале строительства плавильного цеха на ThyssenKrupp Stainless . […]USA, включая 160 метрических […] тонна elec tr i c arc f u rn ace, 180 тонн AOD conver te r O x yg ru Обезуглероживание) […]и непрерывный […] МНЛЗ, способная производить плиты шириной 1900 мм. thyssenkrupp.com | Ende 2010 wurde zudem der Baubeginn eines Stahlwerks bei ThyssenKrupp Stainless USA beschlossen, bestehend aus einem Elektro-Lichtbogenofen […]mit einem Fassungsvolumen […] von 160 t, einem A OD -Kon vert er (Argon O xy gen Deca rb urization) mit 180 [. ..] ..]т Fassungsvolumen und einer […]Stranggieanlage, die 1.900 мм breite Brammen produzieren kann. thyssenkrupp.com |
| (1) Материал должен быть расплавлен в электролите tr i c — arc f u rn ace и может подвергаться дальнейшей обработке в t h e аргон — o x yg en конвертер обезуглероживания (AOD) или электрошлаковым переплавом […] процесс. kta-gs.de | (1) Der Werkstoff soll i m Elektrolichtbogenofen e rschmolzen werden, gegebenenfalls mit zustzlicher Behandlung im AOD-Konverter oder durch Elektro-Schlacke-Umschmelzen. kta-gs.de |
Некоторые газы, в принципе, могут быть заменены другими для конкретных целей, для […] например, диоксид углерода a n d аргон f o r сварка . eur-lex.europa.eu | Im Prinzip knnen bestimmte Gase fr konkrete Anwendungen durch andere ersetzt werden, z. […] B. Koh le ndiox id und Argon bei m Schweien .eur-lex.europa.eu |
Новое направление исследований — […] по диагностике, моделированию, моделированию, расчетам и визуализации n o f дуговой сварке p r oc esses: Новые подходы, относящиеся к физике плазмы и диагностики, для моделирования и изображение ac tu a l дуговой сварки p r oc esses, может использоваться для получения всесторонней и фундаментальной оценки и контроля эффектов и влияний вспышка дуги, для визуализации и лучшего понимания g o f сварочная дуга p r oc ess механизмы. dvs-ev-bw.de | Ein neuer Forschungsschwerpunkt sind Arbeiten zur Diagnose, Modellierung, […]Моделирование, Berechnung und […] Visualisie ru ng von Lichtbogenprozessen : Neu e Anstze der Plasmaphysik und Diagnose, zur Modellierung und zur Darste ll ung10 en genutzt werden um eine ganzheitliche, grundlegende Einschtzung und Beherrschung der Wirkungen und Einflsse des Schweilichtbogens, eine Visualisierung und Verstndnisbildung fr Mechanis meerstndnisbildung fr dvs-ev-bw.de |


 biz
biz com
com
 com
com com
com

Аппарат для аргонно-дуговой сварки, Аппарат для аргонно-дуговой сварки Поставщики и производители на Alibaba.com
Если вы ищете высокопроизводительные, надежные и современные. Аппарат для аргонно-дуговой сварки , не более чем у Alibaba.com. Огромная коллекция умелых и технологичных.Эти качественные и экономичные. Аппарат для аргонно-дуговой сварки Аппарат сам по себе изготовлен из прочных качественных материалов, чтобы обеспечивать стабильную производительность и непревзойденную надежность. Эти. Аппарат для аргонно-дуговой сварки Аппарат оснащен современными технологиями, такими как инвертор MMA на постоянном токе, аппарат для дуговой сварки на переменном токе, и имеет различные допустимые напряжения.Компетентный. Аппарат для аргонно-дуговой сварки на месте также имеет легкий вес и переносное инверторное сварочное оборудование с IGBT, которое отличается длительным сроком службы и минимальными затратами на техническое обслуживание.
Alibaba.com имеет огромную коллекцию. Аппарат для аргонно-дуговой сварки различных форм, размеров, цветов, характеристик, мощностей и может соответствовать любым требованиям. Эти продуктивные. Аппарат для аргонно-дуговой сварки используется в мастерских по ремонту оборудования, в быту, на производственных предприятиях, в автомастерских и т.д.Эти. Аппарат для аргонно-дуговой сварки также доступен в индивидуальных вариантах и обеспечивает отличное формирование сварного шва.
Посетите Alibaba.com и узнайте о разнообразных возможностях. Аппарат для аргонодуговой сварки , соответствующий вашему бюджету и требованиям Эти продукты имеют сертификаты ISO, CE, ROHS, EMC и доступны по заказу OEM. Для некоторых моделей также доступна установка на месте и послепродажное обслуживание.
 Аппарат для аргонно-дуговой сварки доступны на сайте для покупки по самым доступным ценам.Эти. Аппарат для аргонно-дуговой сварки идеально подходит для всех типов тяжелых сварочных работ, независимо от того, являются ли они промышленными, коммерческими или даже жилыми. Эти машины сертифицированы и испытаны ответственными органами и отмечены как безопасные и эффективные в использовании.
Аппарат для аргонно-дуговой сварки доступны на сайте для покупки по самым доступным ценам.Эти. Аппарат для аргонно-дуговой сварки идеально подходит для всех типов тяжелых сварочных работ, независимо от того, являются ли они промышленными, коммерческими или даже жилыми. Эти машины сертифицированы и испытаны ответственными органами и отмечены как безопасные и эффективные в использовании. 
Проволока для сварки TIG — Проволока для аргонодуговой сварки
Стандартный
Проволока для сварки TIG Применение
AWS ER308L широко используется в нефтехимическом, пищевом оборудовании, медицинском оборудовании, сосудах высокого давления, ядерных реакторах, оборудовании для внесения химических удобрений, текстильном оборудовании, таком как 022Cr19Ni10 (SUS 304L) и других сварочных материалах.

AWS ER316 широко используется в нефтехимическом оборудовании, оборудовании для внесения химических удобрений, таком как 06Cr17Ni12Mo2 (SUS 316) и других сварочных материалах.
AWS ER308 широко используется в нефтехимии, сосудах высокого давления, пищевом оборудовании, медицинском оборудовании, оборудовании для внесения химических удобрений, текстильном оборудовании и ядерных реакторах, таких как 12Cr18Ni9 (SUS 302), 06Cr19Ni10 (SUS 304) и других сварочных материалах.
AWS ER70S-6 может использоваться для ручной сварки вольфрамовым электродом и аргонодуговой сваркой на подкладке во всех положениях и дуговой сварки на трубопроводах, и в обоих случаях можно производить качественные сварные соединения.Его можно использовать для сварки углеродистой стали и некоторых низколегированных сталей.
Проволока для сварки TIG
Проволока для аргонодуговой сварки
Проволока для сварки TIG (проволока для аргонодуговой сварки) (AWS ER70S-6) обладает высокой устойчивостью к поверхностным окалинам и масляным пятнам на основном металле.
 Имеет низкую чувствительность к дыхало.
Имеет низкую чувствительность к дыхало. Используется для сварки углеродистых сталей и высокопрочных сталей 500 МПа, используемых в автомобилях, строительстве, кораблях и мостах. Также может использоваться для скоростной сварки листов и труб.
Наши преимущества — стабильная дуга, небольшое количество брызг, меньше дыма; более высокая эффективность осаждения; отличные сварочные характеристики; легкий повторный удар.
Проволока для аргонодуговой сварки (проволока TIG)
Стандарт: AWS A5.18 ER70S-6, GB ER50-6, G3Si1 (SG2), DIN SG2, BS A18, JIS YGM12
Диаметр: 1,2 мм, 1,6 мм, 2,0 мм , 2,5 мм
Длина: 0,5 м, 1 м
Детали упаковки: OEM приемлемо
5 кг / коробка, 10 кг / коробка
Условия оплаты: 100% LC в предъявлении или 30% TT авансом по сравнению с копией BL. Условия торговли: FOB, CFR, CIF, порт загрузки: Xingang, Tianjin, China Детали поставки: в течение 15 дней после подтверждения
Ключевые слова: проволока для аргонодуговой сварки, проволока TIG, GTAW, TIG, ER70S-6, GB ER50-6, G3Si1, SG2, ER70S -6, DIN SG2, BS A18, JIS YGM12, сварочная проволока TIG
CNNC разрабатывает оборудование для аргонно-дуговой сварки в узкий зазор
После двух лет работы Китай разработал оборудование для аргонодуговой сварки в узкий зазор для сварки магистральных трубопроводов атомных электростанций, сообщила Китайская национальная ядерная корпорация.
Китаю до сих пор приходилось полагаться на импортную технологию, которая стала проблемой при сварке магистральных трубопроводов.
8 декабря полномасштабное моделирование горячего участка магистрального трубопровода завода, сваренного с помощью робота для аргонно-дуговой сварки в узкий зазор, независимо разработанного CNNC, прошло неразрушающие испытания и соответствовало ядерным требованиям качества. Это указывает на то, что Китай обладает «способностью самостоятельно разрабатывать высокоточное сварочное оборудование для ядерной энергетики и добился независимости в основном строительном оборудовании ядерной энергетики», — сообщила CNNC.
«Качество сварки стыков магистральных трубопроводов напрямую влияет на безопасную эксплуатацию атомных электростанций. Ядерная энергетика развивалась от второго поколения до третьего поколения. Согласно проектным требованиям, процесс сварки магистральных трубопроводов также претерпел изменения от ручной до автоматической. По сравнению с традиционной ручной сваркой, автоматическая сварка в узкий зазор имеет преимущество в виде меньшего количества термических циклов, меньшей сварочной деформации, более точного позиционирования и более высокой эффективности сварки », — отметили в CNNC.
Группе технических инноваций Китайской национальной ядерной корпорации № 5 потребовалось более двух лет, чтобы самостоятельно разработать оборудование для аргонодуговой сварки в узкий зазор. «От проектирования, обработки, сборки до отладки, компания преодолела более 20 технических трудностей и успешно разработала робота для аргонно-дуговой сварки в узкий зазор», — заявили в CNNC.
Независимо разработанный сварочный робот настроен и разработан на основе более чем 10-летней практики, опыта и данных в ядерной энергетике, добавили в CNNC.«Он включает в себя интеллектуальные технологии, такие как удаленная обработка данных, визуальное восприятие и распознавание языка, чтобы еще больше снизить сложность работы».
Фото: Робот для узкозазорной аргонно-дуговой сварки, разработанный CNNC (Источник: CNNC)
Численное исследование аргоновой дуги с плавлением анода
 org/ScholarlyArticle»> 1.
org/ScholarlyArticle»> 1.М. Танака, Х. Тересаки, М. Ушио и Дж. Дж. Лоуке, Metall. Пер. A 33A , 2043–2052 (2002).
Google ученый
M. Tanaka, T. Shimizu, H. Terasaki, M. Ushio, F. Koshi-ishi, and C. L. Yang, Sci. и Тех. Сварка и соединение 5 , 397 (2000).
Google ученый
Х. Терасаки, М. Танака и М. Ушио, Металл. Пер. A 33А , 1183 (2002).
Google ученый
А. Мацунава, Труды 3-й Международной конференции по тенденциям в исследованиях в области сварки , Гатлинбург, Теннесси, 1–5 июня 1992 г.
Google ученый
K. C. Hsu, E. Pfender, J. Appl. Phys. 54 , 4359 (1983).
Google ученый
P. Kovitya, J. J. Lowke, J. Phys. D: Прил. Phys. 18 , 53–70 (1985).
Google ученый
М. Ушио, Дж. Секели и К. В. Чанг, Производство чугуна и стали , № 6 , 279 (1981).
Google ученый
J. J. Lowke, P. Kovitya, H. P. Schmidt, J. Phys. D: Прил. Phys. 25 , 1600 (1992).
Phys. 25 , 1600 (1992).
Google ученый
К. С. Ву, М. Ушио и М. Танака, Computa. Мат. Sci. 7 , 308–314 (1997).
Google ученый
M. Goodarzi, R. Choo, J. M. Toguri, J. Phys. D: Прил. Phys. 30, , 2744 (1997).
Google ученый
Т. Захария, С. А. Дэвид, Дж. М. Витек, Т. Деброй, Metall. Пер. B 21В , 600 (1990).
Google ученый

С. А. Дэвид, Т. Деброй и Дж. М. Витек, Бюллетень MRS 19 , 29 (1994).
Google ученый
Т. Захария, С. А. Дэвид, Дж. М. Витеканд и Х. Г. Краус, Приложение к исследованиям в области сварки , ноябрь 1995 г., с. 353.
Y. Lei, Y. Shi, H. Murakawa, Y. Ueda, Trans.JWRI , Научно-исследовательский институт сварки и сварки Университета Осаки 26 , 1–8 (1997).
К. Винклер, Г. Амберг, Х. Иноуэ, Т. Косеки и М. Фудзи, Sci. и Тех. Сварка и соединение 5 , 8–20 (2000).
Google ученый
 org/ScholarlyArticle»> 16.
org/ScholarlyArticle»> 16.Р. Т. Чу и Дж. Секели, Приложение к исследованиям в области сварки , март 1992 г., стр. 77.
M. Goodarzi, R.Чу, Т. Такасу и Дж. М. Тогури, J. Phys. D: Прил. Phys. 31 , 569 (1998).
Google ученый
L. Sansonnens, J. Haidar и J. J. Lowke, J. Phys. D: Прил. Phys. 33 , 148 (2000).
Google ученый
M. Tanaka, M. Ushio, and C. S. Wu, J. Phys. D: Прил. Phys. 32 , 605 (1999).
Google ученый
 org/ScholarlyArticle»> 20.
org/ScholarlyArticle»> 20.R. Morrow, J. J. Lowke, J. Phys. D: Прил. Phys. 26, , 634–642 (1993).
Google ученый
R. S. Devoto, Phys. Жидкости 10 , 354 (1967).
Google ученый
R. S. Devoto, Phys. Жидкости 10 , 2105 (1967).
Google ученый
M. I. Hoffert, H. Lien, Phys. Жидкости 10 , 1769–1777 (1967).
Google ученый

E. Hinnov, J. G. Hirschberg, Phys. Сборка 125 , 795–801 (1962).
Google ученый
E. Pfender, Электрические дуги и газовые нагреватели, гл.6, опубликовано в M. H. Hirsh and H. J. Oskam, Gaseous Electronics , Academic Press, New York (1978), pp. 291–398.
Google ученый
H. F. Winters, H. Coufal, C. T. Rettner, D. S. Bethune, Phys. Ред. B 41 , 6240–6256 (1990).
Google ученый
К. Р. Хейпл и Дж. Р. Ропер, Welding Journal 60 , 143с-145с (1981).
Google ученый
 org/ScholarlyArticle»> 28.
org/ScholarlyArticle»> 28.К. Р. Хейпл и Дж. Р. Ропер, Welding Journal 61 , 97с-102с (1982).
Google ученый
К. Р. Хейпл и Дж. Р. Ропер, Welding Journal 65 , 150с-155с (1986).
Google ученый
М. Ушио, Д. Фан и М.Tanaka, J. Phys. D: Прил. Phys. 27, , 561–566 (1994).
Google ученый
С. В. Патанкер, Численный перенос тепла и поток жидкости , Hemisphere Publishing Corporation.

Дж. Ф. Эллиотт и М. Глейзер, Термохимия в сталеплавильном производстве , Vol. 1 , Эддисон-Уэсли (1960).
Японский институт. Металлы, Справочник по металлам , Марузен, Токио (1984) (на японском языке).
Google ученый
Японская ассоциация нержавеющей стали, Справочник по нержавеющей стали , Nikkan Kogyo Shimbun, Токио (1995) (на японском языке).
Google ученый
M. I. Boulos, P. Fauchais, E. Pfender, Thermal Plasmas , Vol. 1 , Plenum Press, Нью-Йорк (1994).
Google ученый
 org/ScholarlyArticle»> 36.
org/ScholarlyArticle»> 36.X. Zhou, J. Heberlein, J. Phys. D: Прил. Phys. 31 , 2577–2590 (1998).
Google ученый
M. Tanaka, M. Ushio, J. Phys. D: Прил. Phys. 32, , 1153–1162 (1999).
Google ученый
S. C. Snyder, R. E. Bentley, J. Phys. D: Прил. Phys. 29 , 3045–3049 (1996).
Google ученый
Дж. Ф. Ланкастер, The Physics of Welding , Pergamon Press, Oxford (1984).
Google ученый
 org/ScholarlyArticle»> 40.
org/ScholarlyArticle»> 40.J. J. Lowke, J. Phys. D: Прил. Phys. 12 , 1873–1886 (1979).
Google ученый
В чем преимущество аргонно-дуговой сварки по сравнению с обычной дуговой сваркой?
Аргонодуговая сварка — это разновидность дуговой сварки в среде, защищающей аргон.Он должен включать GTAW и FTAW. Обычно называемая сваркой TIG, за рубежом она также известна как GTAW, и наиболее распространена ручная сварка GTAW.
Самым большим преимуществом дуговой сварки ARGON по сравнению с обычной дуговой сваркой является очень стабильное горение дуги. После зажигания дуги даже при очень небольшом токе (несколько ампер) горение дуги остается стабильным, что позволяет выполнять сварку некоторых небольших и тонких деталей. Поскольку присадочная проволока обычно не электризуется, она нагревается косвенно. дугой, поэтому подвод тепла легко контролировать и регулировать, и нет проблем с переходом капель, поэтому в процессе сварки нет брызг, а форма сварного шва прекрасна. Что еще более важно, сварной шов хорошего качества. Gtaw широко используется при основной сварке некоторых важных сосудов под давлением и трубопроводов, а также в авиации и сварке других цветных металлов. Сварка TIG может использоваться почти для всех металлов и сплавов из-за фактора стоимости, обычно используется для обработки алюминия, магния, титана, меди и других цветных металлов, нержавеющей стали, жаропрочной стали и низкотемпературной стали.
Что еще более важно, сварной шов хорошего качества. Gtaw широко используется при основной сварке некоторых важных сосудов под давлением и трубопроводов, а также в авиации и сварке других цветных металлов. Сварка TIG может использоваться почти для всех металлов и сплавов из-за фактора стоимости, обычно используется для обработки алюминия, магния, титана, меди и других цветных металлов, нержавеющей стали, жаропрочной стали и низкотемпературной стали.
Аргон — одноатомный газ, бесцветный, безвкусный, на 25% тяжелее воздуха, газ аргона и гелия, водород, чем его атомный объем, при высокой температуре движение частиц и скорость диффузии медленные, и в то же время его низкая способность рассеивать тепло, его удельная теплоемкость и теплопроводность невелики, все эти факторы способствуют ионизации аргона при высокой температуре дуги, получают больше заряженных частиц, таким образом, напряжение дуги низкое, при хорошей безопасности сварки.
К недостаткам GTAW относятся: стоимость сварки выше, чем при электродуговой сварке; сварочный ток ограничен, поскольку ток через подшипник вольфрамового электрода ограничен.