Балка Сварная
Завод производит сварную двутавровую балку типоразмеров Б, Ш, К из углеродистых сталей С255 (3сп) и низколегированных сталей С345 (09Г2С). Балка изготавливаются на высокопроизводительном оборудовании – на линии автоматической сварки под флюсом. Оборудование позволяет выпускать балку длиной от 4000 мм до 17000 мм, высотой вертикальной стенки от 200 мм до 2000 мм, с шириной полки от 200 мм до 800 мм.
Изготовление балок
На сегодняшний день довольно много компаний, которые специализируются на изготовлении балок и сварной конструкции. Балки являются основным элементом сварных каркасов и основой сооружений из металлоконструкций. Изготовление балок – ответственный род деятельности, поскольку сварная балка выполняет несущую функцию, что подразумевает большую нагрузку на металл и сварные швы. Именно от качества изготовления балок и сварной конструкции зависит долговечность и безопасность будущего здания из сварной балки.
Наш завод по производству сварных конструкций занимается производством балок самой разной конструкции. Любая сварная балка, которою мы изготавливаем, специально рассчитывается под условия эксплуатации и определенные нагрузки. Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.
Мы и наше производство обладаем всеми необходимыми производственными и техническими мощностями, которые гарантируют необходимые объемы готовых изделий из металлопроката (сварные конструкции), также их качество и надежность. Наши квалифицированные работники выполняют все виды сварочных работ, четко придерживаются данных из проектной документации.
Технология изготовления сварной балки
Каждое производство имеет свои нормы и технологию, изготовление сварных конструкций (балок) не исключение. Технология изготовления балки включает пять основных пунктов:
- Разделение листового металла на полосы. Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство.
- Фрезеровка кромок. Благодаря этой процедуре обеспечивается надежность и необходимая плотность будущих швов и самой сварной конструкции. Весь процесс происходит на специализированном оборудовании.
- Сборка балки. Если все элементы изготовлены с точным соблюдением проектных данных, то процесс сборки балки не предоставляет особых затруднений. Необходимо в точности соблюдать симметрию и перпендикулярность деталей.
- Сварка элементов. Этот процесс полностью автоматизирован, сварные швы контролируются специальными приборами.
- Правка геометрии балок. Во время изготовления балок, часто наблюдается смещение полок и стенок. Необходимо тщательно следить за всем процессом производства, и когда это необходимо поправлять расположение элементов.
Сортировать:
Не сортировать
Завод по изготовлению балок
Наш завод по изготовлению балок уже много лет изготавливает сварные конструкции для каркасов зданий. В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе ГОСТ 26020-83 и СТО АСЧМ 20-93
В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе ГОСТ 26020-83 и СТО АСЧМ 20-93
От качества балок непосредственно зависит долговечность и надежность всего сооружения, и экономить на безопасности уж точно не стоит. Доверяя изготовление балок опытному и ответственному заводу, Вы гарантированно получаете только высококачественные изделия. Наши сварные конструкции (балки) проверены временем. Если вам необходимо реализовать заказ на изготовление балок, более профессионального производителя, чем наш завод, не найти! Доверяйте только лучшим!
Балка сварная стальная двутавровая (сварной двутавр) это сварная конструкция из стальных листов, по форме и размерам аналогична горячекатаной балке, которая выпускается металлургическими комбинатами по ГОСТ 26020-83 или по СТО АСЧМ 20-93. Сварной двутавр обычно используется в стальных строительных конструкциях перекрытий и каркасов жилых, общественных, сельскохозяйственных и промышленных зданий.
ЗАО «Арнако» изготавливает сварную балку любых типоразмеров по запросу заказчика, в том числе, нестандартные большие размеры от 100 до 150мм. Найти горячекатаные балки таких размеров (даже от 60 до 90мм) на рынке в текущий момент проблематично, так как их выпуск металлургическими комбинатами в последние годы не осуществляется. Преимущества использования сварного двутавра (сварной балки):
ЗАО «Арнако» производит сварную двутавровую балку (сварной двутавр) типоразмеров Б, Ш, К из углеродистых сталей С245, С255 (ст3) и низколегированных сталей С345 (09Г2С), 10ХСНД, 15ХСНД. Балка изготавливается на высокопроизводительном оборудовании – на линии автоматической сварки под флюсом. Оборудование позволяет выпускать балку длиной от 3000 мм до 12000 мм, высотой вертикальной стенки от 200 мм до 1500 мм, с шириной полки от 200 мм до 800 мм. Так же изготавливаются специальные балки по чертежам заказчика. Производимая балка не имеет поперечных стыков по длине, так как при изготовлении используется цельный 12-метровый лист. По согласованию с Заказчиком для экономии денежных средств
могут использоваться 6-метровые листы. Для производства балочной продукции используется только сертифицированный металлопрокат. Ассортимент (размеры) балок которые вы можете заказать на нашем производстве:
|

Балки сварные двутавровые | Металлоторговый портал
Рис. 1. Сварной двутавр
1. Сварной двутавр
Условные обозначения: h — высота двутавра; b — ширина полки; S — толщина стенки; t — толщина полки.
Таблица 1. Размеры, масса
производства Днепропетровского завода металлоконструкций им. Бабушкина
| Обозначение балки | Размеры, мм | Теоретическая масса 1 м, кг | Количество метров в тонне | |||
| h | b | S | t | |||
| 45БС1 | 444 | 200 | 8 | 12 | 64,06 | 15,6 |
| 45БС2 | 460 | 300 | 12 | 20 | 133,8 | 7,48 |
| 45БС3 | 448 | 180 | 8 | 14 | 65,94 | 15,2 |
| 50БС1 | 482 | 200 | 10 | 16 | 85,57 | 11,7 |
| 50БС2 | 482 | 300 | 12 | 16 | 117,8 | 8,49 |
| 50БС3 | 500 | 300 | 12 | 25 | 160,1 | 6,24 |
| 50БС4 | 510 | 300 | 14 | 30 | 190,8 | 5,24 |
| 55БС1 | 551 | 220 | 10 | 18 | 102,6 | 9,75 |
| 55БС2 | 547 | 200 | 10 | 16 | 90,67 | 11,0 |
| 60БС1 | 577 | 240 | 12 | 16 | 111,6 | 8,96 |
| 60БС2 | 585 | 240 | 12 | 20 | 126,7 | 7,89 |
| 60БС3 | 585 | 320 | 12 | 20 | 151,8 | 6,59 |
| 60БС4 | 595 | 320 | 14 | 25 | 185,5 | 5,39 |
| 60БС5 | 605 | 320 | 16 | 30 | 219,2 | 4,56 |
| 60БС6 | 597 | 190 | 12 | 16 | 101,0 | |
| 70БС1 | 685 | 260 | 12 | 20 | 142,4 | 7,02 |
| 70БС2 | 685 | 320 | 14 | 20 | 171,4 | 5,84 |
| 70БС3 | 695 | 320 | 14 | 25 | 196,5 | 5,09 |
| 70БС4 | 705 | 320 | 16 | 30 | 231,7 | 4,32 |
| 70БС5 | 725 | 320 | 20 | 40 | 302,2 | 3,31 |
| 70БС6 | 692 | 230 | 12 | 16 | 119,9 | 8,34 |
| 80БС1 | 791 | 280 | 14 | 18 | 162,1 | 6,17 |
| 80БС2 | 815 | 300 | 18 | 30 | 248,0 | 4,03 |
| 90БС1 | 895 | 300 | 16 | 20 | 201,6 | 4,96 |
| 90БС2 | 927 | 300 | 16 | 36 | 276,9 | 3,61 |
| 100БС1 | 995 | 320 | 16 | 25 | 244,3 | 4,09 |
| 100БС2 | 1005 | 320 | 16 | 30 | 269,4 | 3,71 |
| 100БС3 | 1017 | 320 | 20 | 36 | 329,2 | 3,04 |
| 120БС1 | 1280 | 400 | 12 | 20 | 242,4 | 4,13 |
| 120БС2 | 1280 | 450 | 14 | 20 | 277,6 | 3,60 |
| 140БС1 | 1440 | 400 | 12 | 20 | 257,5 | 3,88 |
| 140БС2 | 1440 | 450 | 12 | 20 | 273,2 | 3,66 |
| 140БС3 | 1450 | 500 | 14 | 25 | 350,1 | 2,86 |
| 160БС1 | 1640 | 450 | 12 | 20 | 292,0 | 3,42 |
| 160БС2 | 1640 | 500 | 12 | 20 | 307,7 | 3,25 |
| 160БС3 | 1650 | 500 | 14 | 25 | 372,1 | 2,69 |
| 160БС4 | 1650 | 560 | 14 | 25 | 395,6 | 2,53 |
| 180БС1 | 1800 | 560 | 12 | 25 | 384,7 | 2,60 |
| 180БС2 | 1800 | 500 | 14 | 25 | 388,6 | 2,57 |
| 180БС3 | 1810 | 500 | 14 | 30 | 427,8 | 2,34 |
| 180БС4 | 1810 | 600 | 16 | 30 | 502,4 | 1,99 |
| 200БС1 | 2000 | 560 | 12 | 25 | 403,5 | 2,48 |
| 200БС2 | 2010 | 500 | 16 | 30 | 480,4 | 2,08 |
| 200БС3 | 2010 | 600 | 16 | 30 | 527,5 | 1,90 |
Примечание. Масса 1 м сварного двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Масса 1 м сварного двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
вернуться наверх
Металлические сварные балки от компании Stahlberg
Двутавровые сварные балки сегодня – это неотъемлемый элемент каркасного строительства, без которого было бы невозможным построить магазины, дома и фермы, склады и стадионы, огромные здания и даже мосты.
Изготавливаться они могут из различного металла методом сварки нескольких деталей, быть нестандартных размеров и типовых размеров.
Производство Stahlberg имеет собственную линию по изготовлению сварных балок, которые имеют следующие преимущества и параметры:
- перекрывают большие пролеты до 12 метров;
- пропорционально распределяют вертикальную и горизонтальную нагрузку;
- оптимальная эластичность позволяет иметь возможность изгиба
- сталь является пожаростойкой с сохранением несущей способности при нагревании;
- обладают стабильной антикорозийностью и устойчивостью к воздействиям внешней среды;
- позволяют снизить общую массу здания.
Преимущества сварного метода производства балок Stahlberg
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка, как метод, хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 12 метров, а ведь это все невозможно в производственных условиях с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Размеры сварных балок Stahlberg
Вы можете приобрести или заказать у нас сварные двутавровые балки для конструкций с механическими параметрами СТО АСЧМ 20-93 типа Б, Ш, К из горячекатаного проката.
Длина балки: от 3000 мм до 12000 мм
Высота балки: от 200 мм до 1500 мм
Ширина полок: от 200 мм до 800 мм
Толщина стенки и полок: от 6 мм до 40 мм
Виды обработки двутавровых балок
Завод Stahlberg производит сварные балки трех видов обработки: не обработанные (предназначены для дальнейшей приварки дополнительных деталей), грунтованные, крашенные по цвету заказчика РАЛ. По умолчанию цена предоставляется за балки грунтованного типа. Стоимость покраски балок в заводских условиях оговаривается индивидуально.
Качество Stahlberg
Для специалистов Stahlberg не существует «несущественных моментов». Каждая деталь, к которым относятся и сварные двутавры, имеет колоссальную роль в безопасной эксплуатации зданий и домов. Производство балок не исключение в жестко установленных стандартах Штальберга «ТРИ «Т» – Точность. Требовательность. Технологии».
- Сварные балки изготавливаются только из высококачественной стали марок Ст3сп-5 или 09Г2С, строго соответствующие проектной документации и расчетным нагрузкам.
- Вся проектная документация и рабочий комплект чертежей при изготовлении сварных балок изготавливается согласно ТУ и ГОСТами стандартизации РФ.
- Сварные соединения выполняются аттестованными сварщиками и соответствует правилам аттестации, утвержденными Госгортехнадзором СССР от 22.06.1971
- После завершения производства балки проверяются внешним осмотром и простукиванием металлическом молотком.
- По желанию заказчика сварная балка может быть дополнительно обработана грунтовочными растворами для защиты от коррозии (Грунт ГФ021)
Изготовление сварной балки.
 Производство балок перекрытий
Производство балок перекрытийСпецпредложение. Сварная балка 55Б2 L=12 м, 24 шт — 20 тн по 37 т.р./тн
Кораблинский завод модульных конструкций (КЗМК) производит сварные балки постоянного и переменного сечений, изготавливает металлические балки перекрытий.
Основное направление использования сварных двутавровых балок — несущие конструкции современных зданий гражданского и промышленного назначения, они используются при возведении мостов.
Основные преимущества сварных балок по сравнению с прокатными — это снижение стоимости изготовления и монтажа за счет пониженной массы, сокращение времени на монтажные работы. Балка двутаврового профиля примерно 7 раз прочнее и в 30 раз жестче балки квадратного профиля аналогичной площади сечения. Металлическаой балкой перекрытий можно перекрывать большие пролеты со значительной нагрузкой, металлическая стальная балка при соответствующей обработке обладает повышенной стойкостью к огню и устойчива к биологическим воздействиям.
Линия «КЗМК» сварных балок двутавровых включает в себя импортное оборудование и комплектующие от ведущих производителей. Общая протяженность линии — 200 м.
Раскрой листа производится на установке термической резки с ЧПУ. Сборочный стан представляет собой современное, высокотехнологичное автоматизированное оборудование, позволяющее собирать тавровые, равнополочные и неравнополочные симметричные двутавровые балки, а также — балки переменного сечения.
Стан для сборки двутавровых балок | Консольная сварочная установка, 4 шт |
Стан для правки геометрии полок | Камера дробеметной очистки |
4 сварочных установки консольного типа предназначены для сварки равнополочных симметричных двутавровых балок и колонн. Сварка происходит под флюсом, в положении «в лодочку» , что обеспечивает глубину проплавления, высокое качество сварного соединения и отличный внешний вид. Установка оснащена системой слежения за сварным швом.
Сварка происходит под флюсом, в положении «в лодочку» , что обеспечивает глубину проплавления, высокое качество сварного соединения и отличный внешний вид. Установка оснащена системой слежения за сварным швом.
Высокоскоростной стан для правки полок сварной двутавровой балки предназначен для исправления грибовидности полок, образующейся в процессе сварки.
Финишной операцией при изготовлении тавровых и двутавровых балок является очистка поверхности изделий в дробеметной камере проходного типа.
Проверка качества сварных балок производится ультразвуковым методом без нарушения целостности изделия.
Узнать цену на сварную балку и сформировать заказ можно по телефонам (4912) 46-63-70, (495) 775-84-14.
Двутавровая балка сварная
Что такое двутавровая балка ― это один из основных видов профилей, применяемых в строительстве и вообще один из самых известных и широко распространённых видов профилей в мире. Двутавровая балка применяется в качестве несущего элемента перекрытий и колонных конструкций. Благодаря применению сварки, удаётся изготавливать двутавровые балки разных типоразмеров, что при современной технологии производства невозможно реализовать в горячекатаных балках.
Производят балки сварные двутавровые, высотой от 240 до 3500 мм, толщиной листа от 8 до 50 мм, длиной до 16 метров. Металлические сварные балки, изготовливаются из стальной низколегированной или углеродистой стали.
При незначительном весе, двутавровые балки обладают великолепной прочностью и жёсткостью, поэтому идеальны для строительства различных сооружений.
Из-за простоты конструкции, используется балка сварная двутавровая в промышленном и гражданском строительстве для перекрытий, опор, мостовых сооружений.
Сварные балки их виды и различия.
Сварные балки бывают нескольких видов – двутавры, в которых грани полок имеют наклон, и двутавры, в которых грани параллельны. Которые в свою очередь разделяются на нормальные, широкополочные и колонные.
- колонные балки с маркировкой «К»;
- широкополочные балки с маркировкой «Ш»;
- нормальные балки с маркировкой «Б».
Сварные балки разделяют по способу производстава — это сварка и метод горячей прокатки. Отличие сварной балки от горячекатанной … Так же различают, сварные двутавровые балки по назначению, толщине (сечению) стенки.
Различия балки по конструкции.
Разделяют металлические балки коробчатого и двутаврового сечения.
Двутавровые металлические балки делятся по расположению граней полок:
- сварные балки с уклоном внутренних граней
- сварные балки с параллельными гранями полок
Сварные балки — производство.
Производят сварные балки в специальнных цехах с помощью автоматизированного стана TWH6015. Качество сварной балки подтверждается документом о качестве стальных строительных конструкций по ГОСТ 23118-99, ГОСТ 8239-89, ГОСТ 19425-74, ГОСТ 26020-83.
Сварка балок двутавровых позволяет наиболее рациональным образом сочетать размеры и толщины полок с вертикальной стенкой. Варьирование разных толщин стенок и полок позволяет подобрать оптимальную площадь сечения балки и тем самым уменьшить вес балки и всей металлоконструкции в целом.
Сварная двутавровая балка обладает высокой жёсткостью при незначительном весе и по своим характеристикам значительно превосходит по жёсткости квадратный профиль и уголок.
Применяют при изготовлении сварной двутавровой балки различные марок стали — когда, наиболее напряжённые участки балки, изготавливаются из стали повышенной прочности, а наименее напряжённые участки — из малоуглеродистой стали, что позволяет снизить стоимость балки, а возможность изготовления балок заданной длины, позволяет экономить на отходах.
Металлические конструкции из сварной балки экономически выгодны в строительстве зданий и сооружений, особенно промышленного и социального назначения. Использование сварных балок, в том числе сварных балок переменного сечения, в качестве строительных металлоконструкций и металлокаркасов даёт возможность не только облегчить элементы конструкций, имеющие неоправданно большой коэффициент запаса прочности, но и создать более экономичную форму опор и сечения отдельных элементов, и тем самым уменьшить массу и стоимость металлической конструкции.
Изготовление балок двутаврового сечения
Самое частое использование, получила двутавровая сварная балка с поясными швами, выполняемыми на автоматических скарочных установках под слоем флюса. Для изготовления качественной сварной балки необходимо серьёзно отнестись ко всем операциям по производству двутавра, начиная с подготовительных операций:
- получения листа заданной длины и ширины
- правка листа
- резки на штрипсы
- зачистка кромок
Качественное выполнении этих операций поможет сократить брак при изготовлении и существенно повысить качество выпускаемой продукции.
Используйте стан для автоматизированной сборки т.к. сборка должна быть максимально точной, что позволяет добиться высокого качества позиционирования, симметрии расположения и взаимной перпендикулярности полок и стенки двутавровой балки, а так же заметно увеличивает производительность. Сборка на стеллаже применяться только в единичном производстве.
Сварка балки наклоненным электродом позволяют одновременно проваривать тавр с обеих сторон стенки балки. Выполнение швов «в лодочку» обеспечивает лучшие условия формирования шва, зато поворачивать изделие приходится после сварки каждого шва. Для этого используют позиционеры-кантователи.
Необходимой операцией также является правка «грибовидности» полок двутавровой балки, неизбежно возникающей при проваре.
Устойчивость сварных двутавров из высокопрочной стали
Особенности
- •
Уникальные экспериментальные результаты по продольному изгибу двутавров из высокопрочной стали.
- •
Тщательная оценка геометрических дефектов.
- •
Измерение остаточных напряжений с помощью неразрушающей дифракции нейтронов.
- •
Оценка экстраполяции существующих рекомендаций по проектированию для стали нормальной прочности на высокопрочную сталь.
Реферат
Национальные стандарты проектирования конструкционных сталей исключают использование многих высокопрочных закаленных и отпущенных марок стали, и с ростом количества таких сталей в конструкционных приложениях необходимы пересмотр или новое руководство. В данной статье представлены эксперименты и численные исследования сварных двутавровых балок из высокопрочной стали (HSS), изготовленных сваркой BISPLATE-80 (номинальный предел текучести f y = 690 МПа) и BISPLATE-100 ( f ). y = 890 МПа) пластин.Для экспериментальной программы три BISPLATE-80 и пять двутавровых секций BISPLATE-100 были изготовлены и испытаны в сценариях равномерного изгиба и градиента момента. Образцы были спроектированы таким образом, чтобы развивать либо поперечно-скручивающий, либо местный режим потери устойчивости, при этом разрушение при растяжении не наблюдалось во время испытаний. Полученная таким образом способность к изгибу значительно превысила прогнозы Еврокода 3 и австралийского AS4100, особенно для промежуточной гибкости балок, в то время как директивы ANSI / AISC 360–16 незначительно оценили устойчивость образцов к изгибу.Было также обнаружено, что продольное изгибание при кручении возникает после частичной деформации сжатой полки. Численные исследования состояли из двух моделей конечных элементов (FE) ABAQUS, являющихся тестовой имитационной моделью, а также общим представлением, чтобы облегчить расширение пула экспериментальных данных, которые показали, что Еврокод 3 и AS4100 недооценивают прочность на изгиб промежуточных и тонких элементов. балок, в то время как кривые ANSI / AISC 360–16 переоценивают прогнозы КЭ для устойчивости балок к продольному изгибу при кручении на неупругих участках.Параметр, зависящий от свойств материала, вводится в формулу прочности на изгиб балки AS4100, и предлагается новая кривая потери устойчивости изгибных элементов из быстрорежущей стали.
В данной статье представлены эксперименты и численные исследования сварных двутавровых балок из высокопрочной стали (HSS), изготовленных сваркой BISPLATE-80 (номинальный предел текучести f y = 690 МПа) и BISPLATE-100 ( f ). y = 890 МПа) пластин.Для экспериментальной программы три BISPLATE-80 и пять двутавровых секций BISPLATE-100 были изготовлены и испытаны в сценариях равномерного изгиба и градиента момента. Образцы были спроектированы таким образом, чтобы развивать либо поперечно-скручивающий, либо местный режим потери устойчивости, при этом разрушение при растяжении не наблюдалось во время испытаний. Полученная таким образом способность к изгибу значительно превысила прогнозы Еврокода 3 и австралийского AS4100, особенно для промежуточной гибкости балок, в то время как директивы ANSI / AISC 360–16 незначительно оценили устойчивость образцов к изгибу.Было также обнаружено, что продольное изгибание при кручении возникает после частичной деформации сжатой полки. Численные исследования состояли из двух моделей конечных элементов (FE) ABAQUS, являющихся тестовой имитационной моделью, а также общим представлением, чтобы облегчить расширение пула экспериментальных данных, которые показали, что Еврокод 3 и AS4100 недооценивают прочность на изгиб промежуточных и тонких элементов. балок, в то время как кривые ANSI / AISC 360–16 переоценивают прогнозы КЭ для устойчивости балок к продольному изгибу при кручении на неупругих участках.Параметр, зависящий от свойств материала, вводится в формулу прочности на изгиб балки AS4100, и предлагается новая кривая потери устойчивости изгибных элементов из быстрорежущей стали.
Ключевые слова
Высокопрочная сталь
Двутавровая балка
Продольный изгиб
Местный изгиб
Конечный элемент
Расчетная модель
Рекомендуемые статьи Цитирующие статьи (0)
Полный текст© 2020 Elsevier Ltd. Все права защищены.
Рекомендуемые статьи
Ссылки на статьи
Конструкционная сталь Vs.
 Формованные / сварные стальные пластины: сравнение прочности и дизайна | Томас Лакас
Формованные / сварные стальные пластины: сравнение прочности и дизайна | Томас ЛакасНиже приводится сравнение конструкции конструкционных стальных профилей с фасонными и сварными стальными листовыми профилями, включая сравнение прочности на изгиб. Важно отметить, что эти настраиваемые разделы не являются абсолютными; Это просто примеры замены стальных конструкционных элементов.
Конструкционная сталь чаще, чем когда-либо, заменяется формованными и сборными стальными листами.
Примеры тому можно увидеть на рамах современных автомобилей. Вместо использования труб прямоугольного сечения, два пластинчатых канала соединяются внахлест и свариваются.
Конструкционная сталь часто в разы дороже и расточительнее, чем лист, потому что ее разрезают на определенную длину. Если вам нужна 6-футовая балка, но ваш поставщик предоставляет только 8-футовую балку, вы в конечном итоге потратите 2 фута. Стальные пластины позволяют создавать собственные балки нужной длины, прочности и формы. Однако у обоих типов разделов есть свои плюсы и минусы.3
Вес, сварная, двутавровая балка = 380 фунтов
Конструкционная балка на 4,40% прочнее вдоль оси изгиба и на 6,24% легче. Однако важно помнить о преимуществах использования тарелки, упомянутых ранее. Кроме того, структурные двутавровые балки бывают только определенных размеров, а некоторые большие балки, такие как балки моста, должны быть созданы с использованием пластин.
Канал:
Канал слева — это C 6 X 13, а канал справа — сформированная пластинчатая балка 1/2 дюйма. Радиус изгиба составляет 1/2 дюйма.3
Вес, формованная труба = 329 фунтов
Конструкционная труба равна прочности сварной трубы и равна массе. Есть и другие способы изготовления квадратных труб из пластин, но это мой личный фаворит, потому что можно использовать угловой сварной шов полной прочности.
Хотя первоначальные затраты на лист дешевле, время сварки и цеха, необходимое для изготовления формованных и сварных деталей, иногда равно или превышает затраты на конструктивные элементы. Пластина по-прежнему полезна, поскольку снижает количество материалов, требуемых для сварки.Это также уменьшает количество конструкционной стали на складе. Однако иногда проще использовать конструкционную сталь, особенно в случае небольших двутавровых балок, которые имеют тенденцию к короблению при сварке, если они сделаны из листа.
Пластина по-прежнему полезна, поскольку снижает количество материалов, требуемых для сварки.Это также уменьшает количество конструкционной стали на складе. Однако иногда проще использовать конструкционную сталь, особенно в случае небольших двутавровых балок, которые имеют тенденцию к короблению при сварке, если они сделаны из листа.
У конструкционной стали и листового металла есть свои преимущества и недостатки, поэтому инженер должен решить, какой вариант лучше при проектировании сварного изделия.
Изготовление стальных соединений двутавровых балок и колонн из CHS с лазерной резкой с минимальной сваркой
Основные моменты
- •
Представлен новый метод соединения, позволяющий преодолеть сложность стальных соединений между колоннами CHS и двутавровыми балками .
- •
Это будет достигнуто с использованием технологии лазерной резки (LCT) во время изготовления стыков.
- •
Параметры LCT, допуски профиля и типы сварки были исследованы с использованием нескольких размеров колонн и балок.
- •
Общее время резания в основном зависит от толщины профиля, качества поверхности и угла фаски.
- •
Предлагается комплексный подход к изготовлению, при котором профили автоматически измеряются, разрезаются и маркируются.
Реферат
Доступные способы соединения двутавровых балок с колоннами CHS сложны и дороги. Обычно им требуются местные ребра жесткости и косынки, чтобы обеспечить эффективную передачу нагрузки между балкой и колонной, что приводит к чрезмерному количеству сварочных работ, поскольку прямая приварка балок к поверхности колонны увеличивает уязвимость соединения к местным деформациям. Эти проблемы препятствуют широкому использованию профилей CHS в качестве колонн в строительном секторе, хотя они обладают превосходными структурными и архитектурными свойствами.Исследователи во всем мире изучают возможности упрощения изготовления и повышения структурных характеристик таких соединений. В данной статье предлагается решение «LASTEICON» для достижения этой цели: стыки с «проходящими» лучами, полученные с помощью технологии лазерной резки (LCT). Благодаря LCT количество сварочных работ и время изготовления таких трубных соединений могут быть значительно сокращены, что позволяет добиться большей точности и более высокого качества сборки стыков, а также повысить безопасность на рабочем месте за счет меньшего количества ручной работы и большей автоматизации, запрограммированной на компьютере.При разработке этого нового типа соединения первым шагом было исследование деталей изготовления, включая допуски, необходимые для пазов, параметры лазерной резки и аспекты сварки. В этой статье представлен весь процесс изготовления, применяемый к соединениям, собранным с различными размерами колонн и балок, а также типами сварки, с количественной оценкой времени и ресурсов, затраченных на этот процесс. Кроме того, было предоставлено подробное описание процедуры лазерной резки, чтобы показать ее потенциал в секторе стальных конструкций.
В данной статье предлагается решение «LASTEICON» для достижения этой цели: стыки с «проходящими» лучами, полученные с помощью технологии лазерной резки (LCT). Благодаря LCT количество сварочных работ и время изготовления таких трубных соединений могут быть значительно сокращены, что позволяет добиться большей точности и более высокого качества сборки стыков, а также повысить безопасность на рабочем месте за счет меньшего количества ручной работы и большей автоматизации, запрограммированной на компьютере.При разработке этого нового типа соединения первым шагом было исследование деталей изготовления, включая допуски, необходимые для пазов, параметры лазерной резки и аспекты сварки. В этой статье представлен весь процесс изготовления, применяемый к соединениям, собранным с различными размерами колонн и балок, а также типами сварки, с количественной оценкой времени и ресурсов, затраченных на этот процесс. Кроме того, было предоставлено подробное описание процедуры лазерной резки, чтобы показать ее потенциал в секторе стальных конструкций.
Ключевые слова
Технология лазерной резки
Трубчатые конструкции
Соединения CHS
Соединения с полым профилем
Допуски
Изготовление стыков
Проходящие соединения
Угловой шов
РекомендуемыйЧастичный проплав
статьиЦитирующие статьи (0)
Полный текст© 2018 Elsevier Ltd. Все права защищены.
Рекомендуемые артикулы
Ссылки на артикулы
Балка стальная двутавровая, купить балку двутавровую у производителя Метинвест
Различные стандарты (европейские, американские, японские, страны СНГ и другие) имеют разные классификации, обозначения и диапазоны размеров двутавровых балок.Основным классификационным признаком, общим для всех систем, является взаимное расположение полок балок, на основании чего балки подразделяются на балки с параллельными полками и балки с коническими полками.
В стандартный ассортимент горячекатаных двутавров входят балки высотой 100-710 мм, шириной полки 55-440 мм, толщиной стенки 3,8-100 мм и длиной балки 4-12 м. Другие размеры также могут быть изготовлены в соответствии с индивидуальными потребностями клиентов.
Другие размеры также могут быть изготовлены в соответствии с индивидуальными потребностями клиентов.
для двутавровых балок также определяют такие параметры, как толщина полки, радиус основания, площадь поперечного сечения и вес в погонных метрах, в дополнение к нескольким другим справочным значениям для расчета свойств балки.
Двутавры по европейским нормам
Основными европейскими стандартами технических характеристик горячекатаных двутавровых балок являются EN 10025-1, EN 10025-2, а в отношении размеров и веса — EN 10365. Следующие типы двутавровых балок производятся в соответствии с этими стандартами. :
- IPE — двутавр с параллельными фланцами
- HE — балки широкополочные
- HL и HLZ — балки сверхширокие полки
- HD — колонны широкополочные
- ВС и УБП — сваи опорные широкофланцевые
- УБ — балки универсальные
- UC — стойки универсальные
- ИПН и J — двутаврово-конические
Основными марками стали, используемыми для производства горячекатаных двутавровых балок в соответствии со стандартом EN 10025-2, являются S235JR, S235J0, S235J2, S275JR, S275J0, S275J2, S355JR, S355J0 и S355J2.Балки также могут изготавливаться нормализованными, термообработанными, закаленными и отпущенными из марок стали, произведенных в соответствии со стандартами EN 10025-3, EN 10025-4 и EN 10025-6.
Балка двутавровая по нормам Украины и СНГ
В Украине и СНГ двутавры производятся по техническим условиям стандартов ДСТУ 4484 / ГОСТ 535 и ДСТУ 8541 / ГОСТ 19281 из Ст3кп, Ст3пс, Ст3сп, Ст3Гпц, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, Ст5сп. , Стали марок Ст5Гпс, 09Г2С и др.При этом конструкция и размеры стальных горячекатаных двутавров должны соответствовать параметрам, указанным в ГОСТ 8239, а специальные двутавры (для подвесных путей и армирования шахтных стволов) должны соответствовать критериям ГОСТ 19425. Такие балки могут иметь следующую точность прокатки:
По ГОСТ 8239 двутавры изготавливаются высотой 100-600 мм, шириной полки 55-190 мм, толщиной стенки 4,5-12,0 мм и длиной 4-12 м (изготовление более длинных двутавров возможно. также возможно).По ГОСТ 19425 изготавливаются двутавры высотой 140-450 мм, шириной полки 80-150 мм, толщиной стенки 5,5-14,0 мм и длиной 4-13 м.
также возможно).По ГОСТ 19425 изготавливаются двутавры высотой 140-450 мм, шириной полки 80-150 мм, толщиной стенки 5,5-14,0 мм и длиной 4-13 м.
Двутавры с параллельными полками, изготовленные в соответствии с техническими условиями ДСТУ 4484 / ГОСТ 535 и ДСТУ 8541 / ГОСТ 19281, должны соответствовать критериям ГОСТ 26020. Настоящий стандарт распространяется на двутавры нормальные, широкополочные и столбчатые с поперечным сечением. высота 100-1000 мм, ширина фланца 55-400 мм и длина 6-24 м.
В России действует стандарт ГОСТ Р 57837, устанавливающий технические требования к горячекатаным двутаврам с параллельными полками из нелегированной и легированной стали, предназначенным для сварных и болтовых стальных конструкций.В зависимости от условий эксплуатации и размеров эти двутавровые балки классифицируются как:
.- балки
- столбцов
- свай
- дополнительных приложений
В зависимости от длины изделия могут быть:
- по длине
- на заказ со случайной длиной
- случайная длина
- Ограниченная длина в рамках размера для обрезки Прокат
также можно классифицировать по прочности (согласно ГОСТ Р 57837, ГОСТ 27772 и ГОСТ 19281) и состоянию поставки (горячекатаный или прокат с ускоренным охлаждением).По ГОСТ 57837 изготавливаются двутавры высотой 100-780 мм, шириной полки 55-435 мм, толщиной стенки 3,8-96 мм и длиной 4-24 м.
Производство балок
Наиболее распространенными двутавровыми балками являются стальные горячекатаные двутавры, изготавливаемые на рельсовых и строительных, балочных или сортовых станах. В качестве сырья для балок используются блюмы и квадратные заготовки из углеродистых и низколегированных марок сталей, а требуемые размеры и допуски обеспечиваются специальной конструкцией валков.
Сварка металлических лент — еще одна широко используемая технология изготовления двутавровых балок. В этом случае в качестве исходного материала используются стальные листы и рулоны разных марок и размеров.
Купить двутавр от производителя
Метинвест производит двутавры из углеродистых и низколегированных марок сталей для строительного и специализированного машиностроения. Продукцию можно приобрести через глобальную сеть Группы, состоящую из 38 офисов продаж в Европе, Азии, Африке и Северной Америке, а также через 16 сервисных центров металлообработки в Украине.Двутавры также можно приобрести у официальных дилеров, предлагающих полный ассортимент продукции Метинвеста.
Анализ прочности и жесткости сварной двутавровой балки
а — изменение поперечного сечения по длине балки; б — сечение балки и диаграммы напряжений.
Цель: Проверка режима сопротивления сечений в постпроцессоре «Сталь» SCAD
Задача: Проверить расчетное сечение сварной двутавровой балки для главных балок с пролетом 18 м в обычной системе коротких балок.Верхний пояс основных балок ограничен стрингерами, расположенными с шагом 1125 м.
Источник: Металлоконструкции: Пособие для студентов / [Кудишин Ю.И., Беленя Е.И., Игнатьева В.С. и др.] — 13-е изд. rev. — М .: Издательский центр «Академия», 2011. 195 с.
.Соответствие нормам: СНиП II-23-81 *, СП 16.13330.2011, ДБН В.2.6-163: 2010.
Файл исходных данных:
4.1 SectionResistance_Example_4.1.spr; Отчет
— 4.1 РазделResistance_Example_4.1.doc
Исходные данные:
| M 1 = 3469,28 кНм = 353,6473 Tm | Расчетный изгибающий момент; |
| Q 1 = 925 кН | Расчетное усилие сдвига; |
| R y = 23 кН / см 2 , R s = 0,58 * 23 = 13,3 кН / см 2 | Сталь марки С255 толщиной t> 20 мм; |
| л = 18 м | Пролет балки; |
| W y = 15187 794 см 3 | Геометрические свойства сварного шва |
| I y = 12,5 см 4 S y = 9108,75 см 3 i y = 63,715 см, i z = 4265 см | двутавр с фланцами 240 × 25 мм и стенкой 1650 × 12 мм; |
Параметры SCAD. СТАЛЬНЫЙ Постпроцессор:
СТАЛЬНЫЙ Постпроцессор:
[Элемент № 1] Силы
N Макс. 0 Т | M y Макс. 353,65 т * м | M z Макс.0 T * m |
M k Макс. 0 T * m | Q z | Q y Макс.0 Т |
Длина стержня 3,75 м |
Расчет соответствует СНиП II-23-81 *
Конструкционный элемент Раздел
Сталь: C255
Длина стержня 3,75 м
Предельная гибкость для стержней при сжатии: 220
Предельная гибкость для стержней при растяжении: 300
Фактор обслуживания 1
Фактор важности 1
Фактор эффективной длины в плоскости XoY 1,125 м
Фактор эффективной длины в XoZ плоскость 18 м
Длина между ограничителями вне плоскости 1,125 м
Раздел
Профиль: балка двутавровая с наклонными внутренними полками ГОСТ 8239-89 24
 {3}.{2} \]
{3}.{2} \] Так чем же именно эти двое отличаются друг от друга? И когда лучше выбрать одно?
Так чем же именно эти двое отличаются друг от друга? И когда лучше выбрать одно?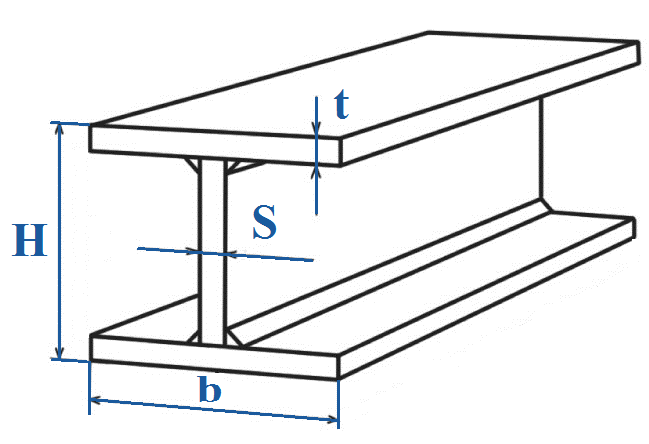 Однако, как и в случае с большинством жизненных выборов, окончательное решение зависит от ситуации.
Однако, как и в случае с большинством жизненных выборов, окончательное решение зависит от ситуации. Бан, Г. Ши, Й. Ши, М.А. Брэдфорд, Экспериментальное исследование общего поведения продольного изгиба
Бан, Г. Ши, Й. Ши, М.А. Брэдфорд, Экспериментальное исследование общего поведения продольного изгиба Виндзор, К. Андреани, Нейтронографические методы
Виндзор, К. Андреани, Нейтронографические методы