Сварщик. Электрогазосварщик. Итоговая аттестация
ПРЕДИСЛОВИЕ 3
Глава 1. ПРИМЕРНЫЕ ЭКЗАМЕНАЦИОННЫЕ БИЛЕТЫ 5
Глава 2. ОТВЕТЫ НА ЭКЗАМЕНАЦИОННЫЕ ВОПРОСЫ И ПРАКТИЧЕСКИЕ ЗАДАНИЯ 10
Билет № 1
Вопрос 1. Преимущества и недостатки сварки перед другими способами соединения деталей, ее общая классификация и сущность 10
Вопрос 2. Сварка трубных конструкций дуговой сваркой 15
3. Задача 20
Билет № 2 Вопрос 1. Сварные соединения (виды, определение, достоинства, недостатки, применение) 22
Вопрос 2. Сварочные редукторы (назначение, классификация, устройство, принцип действия, техника безопасности при эксплуатации) 23
3. Задача 26
Билет № 3
Вопрос X. Классификация сварных швов 27
Вопрос 2. Контроль качества сварных швов (назначение, виды) 28
3. Задача 33
Билет № 4
Вопрос 1. Обозначение сварных швов на чертежах 34
Вопрос 2. Колебательные движения электродов (назначение, разновидности) 37
3. Задача 39
Вопрос 1. Подготовка металла под сварку 40
Вопрос 2. Сварочные горелки (назначение, классификация, устройство, маркировка, подготовка к работе, требования техники безопасности) 41
3. Задача 45
Билет № 6
Вопрос 1. Оборудование и классификация сварочного поста электросварщика и газосварщика 46
Вопрос 2. Режимы дуговой сварки (назначение, сущность, принцип выбора основных и дополнительных показателей) 50
3. Задача 53
Билет № 7
Вопрос 1. Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качества шва, окончание шва) 54
Вопрос 2. Технология выполнения швов различной протяженности 60
3. Задача 62
Билет № 8
Вопрос 1. Устройство и назначение сварочного трансформатора 63
Вопрос 2. Способы заполнения шва по сечению 65
3. Задача 68
Билет № 9
Вопрос 1.
 Сварочное пламя (способы получения виды, основные характеристики, строение) 69
Сварочное пламя (способы получения виды, основные характеристики, строение) 69Вопрос 2. Технология и техника выполнения швов в нижнем положении 70
3. Задача 73
Билет № 10
Вопрос 1. Дефекты швов сварных соединений (причины возникновения, способы их устранения) 74
Вопрос 2. Ацетиленовый генератор (назначение, классификация, устройство, подготовка к обслуживанию, требования техники безопасности) 75
3. Задача 78
Билет № 11
Вопрос 1. Понятие свариваемости металла. Классификация сталей по свариваемости 80
Вопрос 2. Техника и технология выполнения швов в горизонтальном, вертикальном и потолочном положении 81
3. Задача 84
Билет № 12
Вопрос 1. Сварочная проволока (назначение, требования, химический состав, маркировка) 86
Вопрос 2. Высокопроизводительные виды ручной дуговой сварки (значение, виды, техника выполнения) 87
3. Задача 93
Вопрос 1. Электроды (классификация, маркировка, требования к хранению) 95
Вопрос 2. Предохранительные затворы (назначение, классификация, устройство, требования техники безопасности) 101
3. Задача 106
Билет № 14
Вопрос 1. Назначение и устройство сварочного выпрямителя 108
Вопрос 2. Защитные газы (назначение, классификация, свойства) 109
3. Задача 114
Билет № 15
Вопрос 1. Основные требования к сварке низко- и среднеуглеродистых сталей 115
Вопрос 2. Сварочные автоматы (назначение, устройство, принцип действия, основные характеристики) 119
3. Задача 127
Билет № 16
Вопрос 1. Флюсы (назначения, классификация, применение) 128
Вопрос 2. Способы газовой сварки (назначение, техника выполнения) 130
3. Задача 133
Билет № 17
Вопрос 1. Металлургические процессы при сварке плавлением 134
Вопрос 2. Ручные резаки (назначение, устройство, принцип действия, требования техники безопасности) 138
3. Задача 143
Билет № 18
Вопрос 1. Устройство и назначение сварочного преобразователя 144
Вопрос 2.
 Наплавочные работы (виды, назначение, технология, материалы) 146
Наплавочные работы (виды, назначение, технология, материалы) 1463. Задача 153
Билет № 19
Вопрос 1. Напряжения и деформации при сварке (понятия, виды, классификация, причины их возникновения, способы борьбы) 154
Вопрос 2. Технология и техника кислородной резки (основные условия резки металлов, назначение, сущность) 161
3. Задача 166
Билет № 20
Вопрос 1. Кислородно-флюсовая резка металла 167
Вопрос 2. Баллоны для сжатых и сжиженных газов (типы, давление, окраска, надписи на баллонах, требования техники безопасности) 171
3. Задача 177
Билет № 21
Вопрос 1. Сварка цветных металлов (медь и ее сплавы, алюминий, титан) 179
Вопрос 2, Сварочные полуавтоматы (назначение, классификация, устройство, требования техники безопасности) 185
Билет № 22
Вопрос 1, Особенности сварки легированных сталей 191
Вопрос 2. Газовая сварка трубных конструкций 195
3. Задача 197
Билет № 23
Вопрос 1. Газовые шланги (рукава) (назначение, классификация, требования техники безопасности) 198
Вопрос 2. Сварка чугуна (газовая, дуговая) 199
3. Задача 206
Глава 3. ПЕРЕЧЕНЬ ПРИМЕРНЫХ ДОПОЛНИТЕЛЬНЫХ ВОПРОСОВ, ПРЕДЛАГАЕМЫХ НА ЭКЗАМЕНЕ 207
Приложения 211
Литература 218КУПИТЬ КНИГУ СВАРЩИК. ЭЛЕКТРО-ГАЗОСВАРЩИК. ИТОГОВАЯ АТТЕСТАЦИЯ
© Автолитература 2008
Все материалы, опубликованные на сайте http://avtoliteratura.ru
, фотоизображение или тексты, являются объектом авторского права.
Торговые знаки и логотипы, а так же авторские и смежные права
принадлежат их законным владельцам. Частичное или полное копирование
текстов, слоганов и фотоизображений без письменного согласия владельцев
сайта запрещено и влечет за собой ответственность согласно действующему
законодательству.
Главное отличие нашего магазина от всех других магазинов автокниги в том, что у нас действительно есть в наличии та автомобильная литература, которая представлена на сайте
Билеты для проверки знаний у электрогазосварщиков
УТВЕРЖДАЮ:
Гл.инженер организации
_______________ (Ф.И.О.)
«___»______________20__г.
Б И Л Е Т Ы для проверки знаний у электрогазосварщиков.
БИЛЕТ № 1
- Баллоны сжиженного газа их назначение, устройство и типы.
- Порядок допуска к работе рабочих, обслуживающих оборудование для газопламенной обработки металлов.
- Оборудование рабочего места электрогазосварщика.
- Требования безопасности при выполнении электросварочных работ.
____________________________________________________________________________
БИЛЕТ № 2
- Основные свойства сжиженного пропан-бутана.
- Назначение, общее устройство и принцип работы баллонного регулятора давления газа типа РДГ.
- Источники питания сварочной дуги, сварочная проволока, электроды для дуговой сварки.
- Требования предъявленные к помещениям для хранения баллонов с горючими газами.
- Какие меры безопасности нужно соблюдать при погрузочно-разгрузочных работах и хранении баллонов.
____________________________________________________________________________
БИЛЕТ № 3
- Электробезопасность.
- Окраска баллонов и надписи на них.
- Какие меры безопасности нужно соблюдать при погрузочно-разгрузочных работах и хранение баллонов.
- Действия рабочего при появлении хлопков или обратных ударов пламени.

- Какие меры безопасности нужно соблюдать при транспортировке баллонов сжиженного газа на автомашинах.

____________________________________________________________________________
БИЛЕТ № 4
- Индивидуальные средства защиты при выполнении электрогазосварочных работ.
- Что нужно сделать, если в процессе работы обнаружится неисправность в баллоне или запорном вентиле к нему.
- Хранение баллонов сжиженного газа на территории предприятия.
- Где запрещается производить работы по газопламенной обработке металлов и прочих материалов с применением сжиженного газа.
____________________________________________________________________________
БИЛЕТ № 5
- Какие меры безопасности необходимо соблюдать при размещении газобаллонных установок сжиженного газа для газопламенной обработки металлов в помещении цеха.
- Правила обращения с баллонами для сжатых и сжиженных газов.
- Устойчивая работа горелок. Явления проскока и отрыва пламени от горелок, их причины и способы предупреждения.
- Устройство и оборудование передвижных постов по газопламенной обработке металлов.
- Требования предъявляемые резинотканевым, порядок их соединения.
БИЛЕТ № 6
- Общее устройство и оборудование стационарных постов по газопламенной обработке металлов, по электрической сварке.
- Какие меры безопасности нужно соблюдать при работе с баллонами сжиженного газа непосредственно в помещении.
- Основные свойства сжиженного газа – пропан-бутана.
- Присадочные материалы, применяемые при газопламенной обработке, требования предъявляемые к ним.
- Сколько горелок или резаков можно присоединить при ручных работах к одному баллону и какое максимальное давление газа в газопроводе допускается у рабочего поста.
_____________________________________________________________________________
БИЛЕТ № 7
- Назначение горелки для газовой сварки.
- Где запрещается установка баллонов сжиженного газа.
- Требования к складкам хранения баллонов с сжиженным газом.
- Требования, предъявляемые к рукавам (шлангам), применяемые при газопламенной обработке.
- Какие требования безопасности должны соблюдаться при размещении баллонов сжиженного газа в производственных помещениях, общественных зданиях на коммунально-бытовых объектах.

____________________________________________________________________________
БИЛЕТ № 8
- Требования безопасности при выполнении электросварочных работ.
- Порядок замены баллонов сжиженного газа непосредственно в процессе работы поста или установки.
- Причины аварий и несчастных случаев при эксплуатации оборудования для газопламенной обработки.
- Меры безопасности при сварке, наплавке и резке металла.
- Наиболее характерные причины аварий и несчастных случаев при эксплуатации оборудования для газопламенной обработки металлов и меры предупреждения их.
_____________________________________________________________________________
БИЛЕТ № 9
- Отравление газом, его признаки и меры первой помощи.
- Принцип действия редуктора.
- Причины взрывов баллонов.
- Требования к тележкам, перевозящим баллоны.
- Проведение газосварочных работ вне мест постоянной работы.
_____________________________________________________________________________
БИЛЕТ № 10
- Оказание первой помощи при ожогах, отравлениях газом, при поражении эл.током.
- Кто допускается к выполнение газосварочных работ с применением пропана.
- Максимально допустимая температура баллона с сжиженным газом.
- На каком расстоянии от баллонов с кислородом и горючими газами можно проводить работы по газовой резке, сварке.
- Назовите причины возникновения обратных ударов пламени и меры избежания их.
_____________________________________________________________________________
СОСТАВИЛ: ______________ (Ф.И.О.)
Поделиться «Билеты для проверки знаний у электрогазосварщиков»
Разработка билетов квалификационного экзамена по профессиональному модулю с критериями оценки результатов
Разработка билетов квалификационного экзамена по профессиональному
модулю с критериями оценки результатов в Тацинском казачьем
кадетском техникуме
Профессия СПО: 15.01.05 Сварщик ручной и частично механизированной
сварки (наплавки).
ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым
электродом.
Готовый объект квалификационного экзамена по ПМ.02 (опора) на снимке
ниже:
Изготовление сварных конструкций на квалификационном экзамене
выполняется из профильных металлов (труб, уголков, швеллеров), а также
пластин из листового металла цветмет и стальных.
Условия выполнения заданий квалификационного экзамена
1. Практические задания выполняются в сварочной мастерской.
2.Теоретические задания и подведение итогов квалификационного экзамена
выполняются в кабинете теоретических основ сварки и резки металлов после
выполнения практического задания.
3. Максимальное время выполнения заданий: 6 час.
4. Во время выполнения заданий студент может использовать:
источники питания дуги;
материалы для изготовления деталей, сварных конструкций; слесарный инструмент;
контрольноизмерительный инструмент;
комплект визуальноизмерительного контроля
средства индивидуальной защиты;
средства коллективной защиты;
универсальные сборочносварочные приспособления;
пожарный щит;
плакаты и планшеты по электрогазосварочным работам;
макеты, наглядные пособия;
справочную литературу
Справочная литература для экзаменующихся:
1.

 П. Дудка
Подпись мастера производственного обучения _____________В.А. Краснянский
_______________А.Н. Мартынец
2.2 Критерии оценки.
Освоение знаний модуля:
основные типы, конструктивные элементы и размеры сварных соединений,
выполняемых ручной дуговой сваркой (наплавкой, резкой) плавящимся
покрытым электродом, и обозначение их на чертежах;
основные группы и марки материалов, свариваемых ручной дуговой сваркой
(наплавкой, резкой) плавящимся покрытым электродом;
сварочные (наплавочные) материалы для ручной дуговой сварки (наплавки,
резки) плавящимся покрытым электродом;
технику и технологию ручной дуговой сварки (наплавки, резки) плавящимся
покрытым электродом различных деталей и конструкций в пространственных
положениях сварного шва;
основы дуговой резки;
причины возникновения дефектов сварных швов, способы их
предупреждения и исправления при ручной дуговой сварке (наплавке, резке)
плавящимся покрытым электродом.
Оценка «отлично»:
выставляется студенту за 95100% выполнение теоретического задания, при
полных ответах на все вопросы сформулированного экзаменационного билета по ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым
электродом. Ответ студента на каждый вопрос должен быть развернутым,
содержать достаточно четкие формулировки. Такой ответ должен
продемонстрировать систематизированные знания теоретического
материала.
Оценка «хорошо»:
выставляется студенту за 7595% выполнение теоретического задания,
такой ответ должен продемонстрировать знание теоретического материала с
правильными но неполными ответами на все вопросы сформулированного
экзаменационного билета по ПМ.02 Ручная дуговая сварка (наплавка, резка)
плавящимся покрытым электродом.
Оценка «удовлетворительно»:
выставляется студенту за 5075% выполнение теоретического задания,
допускаются нарушения в последовательности изложения материала на
поставленные вопросы сформулированного экзаменационного билета по
ПМ.
П. Дудка
Подпись мастера производственного обучения _____________В.А. Краснянский
_______________А.Н. Мартынец
2.2 Критерии оценки.
Освоение знаний модуля:
основные типы, конструктивные элементы и размеры сварных соединений,
выполняемых ручной дуговой сваркой (наплавкой, резкой) плавящимся
покрытым электродом, и обозначение их на чертежах;
основные группы и марки материалов, свариваемых ручной дуговой сваркой
(наплавкой, резкой) плавящимся покрытым электродом;
сварочные (наплавочные) материалы для ручной дуговой сварки (наплавки,
резки) плавящимся покрытым электродом;
технику и технологию ручной дуговой сварки (наплавки, резки) плавящимся
покрытым электродом различных деталей и конструкций в пространственных
положениях сварного шва;
основы дуговой резки;
причины возникновения дефектов сварных швов, способы их
предупреждения и исправления при ручной дуговой сварке (наплавке, резке)
плавящимся покрытым электродом.
Оценка «отлично»:
выставляется студенту за 95100% выполнение теоретического задания, при
полных ответах на все вопросы сформулированного экзаменационного билета по ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым
электродом. Ответ студента на каждый вопрос должен быть развернутым,
содержать достаточно четкие формулировки. Такой ответ должен
продемонстрировать систематизированные знания теоретического
материала.
Оценка «хорошо»:
выставляется студенту за 7595% выполнение теоретического задания,
такой ответ должен продемонстрировать знание теоретического материала с
правильными но неполными ответами на все вопросы сформулированного
экзаменационного билета по ПМ.02 Ручная дуговая сварка (наплавка, резка)
плавящимся покрытым электродом.
Оценка «удовлетворительно»:
выставляется студенту за 5075% выполнение теоретического задания,
допускаются нарушения в последовательности изложения материала на
поставленные вопросы сформулированного экзаменационного билета по
ПМ. 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым
электродом, демонстрируются поверхностные знания поставленных
вопросов, допускаются нарушения норм профессиональной речи и не ответ
на один вопрос экзаменационного билета.
Оценка «неудовлетворительно»:
выставляется студенту за менее 50% выполнение теоретического задания,
студент демонстрирует поверхностные знания, либо звучит отказ дать ответ.
Освоение умений модуля через профессиональные компетенции:
проверять работоспособность и исправность сварочного оборудования для
ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
настраивать сварочное оборудование для ручной дуговой сварки (наплавки,
резки) плавящимся покрытым электродом;
выполнять сварку различных деталей и конструкций во всех
пространственных положениях сварного шва;
владеть техникой дуговой резки металла. 2.3. Пакет экзаменатора1для (квалификационного) экзамена
Результаты освоения2
(объекты оценивания)
Основные показатели оценки
результата
Тип
задания;
№ задания4
Критерии3 оценки
Р=0 критерий
отсутствуют
Р=1 критерий
присутствует
частично
Р=2 критерий
присутствует в
полном объеме
Форма
аттестации
(в
соответстви
и с учебным
планом)
ПК 2.1. Выполнять ручную дуговую
сварку различных деталей из
1.Выбор инструментов и материалов. Максимальное
2.Выбор режимов ручной дуговой сварки.
количество баллов и
оценка
Практическо
е задание для
проведения
Экзамен
(квалификацио
нный)
1 Пакет экзаменатора может быть сформирован как по всем заданиям (если оценивание проводится единовременно и / или объем заданий
невелик), так и по каждому заданию (если оценивание рассредоточено во времени и проводится по накопительной системе и / или объем
заданий велик). Приведен макет для одного задания.
2 Указываются коды и наименования результатов обучения в соответствии с программой учебной дисциплины (знания,
умения) или профессионального модуля (общие, профессиональные компетенции, умения, знания, практический опыт).
02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым
электродом, демонстрируются поверхностные знания поставленных
вопросов, допускаются нарушения норм профессиональной речи и не ответ
на один вопрос экзаменационного билета.
Оценка «неудовлетворительно»:
выставляется студенту за менее 50% выполнение теоретического задания,
студент демонстрирует поверхностные знания, либо звучит отказ дать ответ.
Освоение умений модуля через профессиональные компетенции:
проверять работоспособность и исправность сварочного оборудования для
ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
настраивать сварочное оборудование для ручной дуговой сварки (наплавки,
резки) плавящимся покрытым электродом;
выполнять сварку различных деталей и конструкций во всех
пространственных положениях сварного шва;
владеть техникой дуговой резки металла. 2.3. Пакет экзаменатора1для (квалификационного) экзамена
Результаты освоения2
(объекты оценивания)
Основные показатели оценки
результата
Тип
задания;
№ задания4
Критерии3 оценки
Р=0 критерий
отсутствуют
Р=1 критерий
присутствует
частично
Р=2 критерий
присутствует в
полном объеме
Форма
аттестации
(в
соответстви
и с учебным
планом)
ПК 2.1. Выполнять ручную дуговую
сварку различных деталей из
1.Выбор инструментов и материалов. Максимальное
2.Выбор режимов ручной дуговой сварки.
количество баллов и
оценка
Практическо
е задание для
проведения
Экзамен
(квалификацио
нный)
1 Пакет экзаменатора может быть сформирован как по всем заданиям (если оценивание проводится единовременно и / или объем заданий
невелик), так и по каждому заданию (если оценивание рассредоточено во времени и проводится по накопительной системе и / или объем
заданий велик). Приведен макет для одного задания.
2 Указываются коды и наименования результатов обучения в соответствии с программой учебной дисциплины (знания,
умения) или профессионального модуля (общие, профессиональные компетенции, умения, знания, практический опыт). Подробнее см. разъяснения по разработке КОС
3 Критерии указываются, если необходимы для того чтобы впоследствии эксперты могли дать ответ в экспертном листе,
используя дуальную систему: «выполнил – не выполнил»; «да-нет» и т.п. Чаще всего помимо показателей требуются
критерии при разработке оценочных средств по программам СПО.
4 № задания указывается, если предусмотрен. углеродистых и конструкционных
сталей во всех пространственных
положениях сварного шва.
ПК 2.2. Выполнять ручную дуговую
сварку различных деталей из
цветных металлов и сплавов во
всех пространственных
положениях сварного шва.
3.Выполнение трудовых приемов и
способов выполнения ручной дуговой
сварки, настраивать сварочное
оборудование для ручной дуговой сварки
(наплавки, резки) плавящимся покрытым
электродом
4.Применение технологии выполнения
ручной дуговой сварки на практике.
5.Применение ГОСТов на сварные швы,
сварочные материалы на практике;
6.Выполнение ручной дуговой сварки с
учетом требований техники безопасности
труда.
1.Выбор инструментов и материалов.
2.Выбор режимов ручной дуговой сварки
деталей из цветных металлов и сплавов во
всех пространственных положениях
сварного шва.
3.Выполнение трудовых приемов и способов
выполнения ручной дуговой сварки,
проверять работоспособность и исправность
сварочного оборудования для ручной
дуговой сварки (наплавки, резки)
плавящимся покрытым электродом.
Р=12
экзамена
«5» Р ≥ 0,9(1012)
«4» Р ≥ 0,8 (810)
«3» Р ≥ 0,7 (68)
«2» Р < 0,7 (<5)
Практическо
е задание для
проведения
экзамена
Экзамен
(квалификацио
нный)
Р=12
«5» Р ≥ 0,9(1012)
«4» Р ≥ 0,8 (810)
«3» Р ≥ 0,7 (68)
«2» Р < 0,7 (<5) ПК 2.3. Выполнять ручную дуговую
наплавку покрытыми электродами
различных деталей.
4.Применение технологии выполнения
ручной дуговой сварки на практике.
5.Применение ГОСТов на сварные швы,
сварочные материалы на практике;
6.
Подробнее см. разъяснения по разработке КОС
3 Критерии указываются, если необходимы для того чтобы впоследствии эксперты могли дать ответ в экспертном листе,
используя дуальную систему: «выполнил – не выполнил»; «да-нет» и т.п. Чаще всего помимо показателей требуются
критерии при разработке оценочных средств по программам СПО.
4 № задания указывается, если предусмотрен. углеродистых и конструкционных
сталей во всех пространственных
положениях сварного шва.
ПК 2.2. Выполнять ручную дуговую
сварку различных деталей из
цветных металлов и сплавов во
всех пространственных
положениях сварного шва.
3.Выполнение трудовых приемов и
способов выполнения ручной дуговой
сварки, настраивать сварочное
оборудование для ручной дуговой сварки
(наплавки, резки) плавящимся покрытым
электродом
4.Применение технологии выполнения
ручной дуговой сварки на практике.
5.Применение ГОСТов на сварные швы,
сварочные материалы на практике;
6.Выполнение ручной дуговой сварки с
учетом требований техники безопасности
труда.
1.Выбор инструментов и материалов.
2.Выбор режимов ручной дуговой сварки
деталей из цветных металлов и сплавов во
всех пространственных положениях
сварного шва.
3.Выполнение трудовых приемов и способов
выполнения ручной дуговой сварки,
проверять работоспособность и исправность
сварочного оборудования для ручной
дуговой сварки (наплавки, резки)
плавящимся покрытым электродом.
Р=12
экзамена
«5» Р ≥ 0,9(1012)
«4» Р ≥ 0,8 (810)
«3» Р ≥ 0,7 (68)
«2» Р < 0,7 (<5)
Практическо
е задание для
проведения
экзамена
Экзамен
(квалификацио
нный)
Р=12
«5» Р ≥ 0,9(1012)
«4» Р ≥ 0,8 (810)
«3» Р ≥ 0,7 (68)
«2» Р < 0,7 (<5) ПК 2.3. Выполнять ручную дуговую
наплавку покрытыми электродами
различных деталей.
4.Применение технологии выполнения
ручной дуговой сварки на практике.
5.Применение ГОСТов на сварные швы,
сварочные материалы на практике;
6. Выполнение ручной дуговой сварки с
учетом требований техники безопасности
труда.
1.Выбор инструментов и материалов.
2.Выбор режимов ручной дуговой наплавки.
Р=12
«5» Р ≥ 0,9(1012)
«4» Р ≥ 0,8 (810)
«3» Р ≥ 0,7 (68)
«2» Р < 0,7 (<5)
3.Выполнение трудовых приемов и способов
выполнения ручной дуговой наплавки.
4.Применение технологии выполнения
ручной дуговой наплавки на практике.
5.Применение ГОСТов на сварные швы,
сварочные материалы при наплавке на
практике;
6.Выполнение ручной дуговой наплавки с
учетом требований техники безопасности
труда.
ПК 2.4. Выполнять дуговую резку
различных деталей.
1.Выбор инструментов и материалов.
2.Выбор режимов ручной дуговой резки
Р=10
Практическо
е задание для
проведения
Экзамен
(квалификацио
нный) экзамена
«5» Р ≥ 0,9(910)
«4» Р ≥ 0,8 (89)
«3» Р ≥ 0,7 (68)
«2» Р < 0,7 (<5)
различных деталей.
3.Применение технологии выполнения
ручной дуговой резки на практике.
4.Применение ГОСТов на оборудование и
сварочные материалы на практике;
5.Выполнение ручной дуговой резки
металлов с учетом требований техники
безопасности труда.
Выполнение ручной дуговой сварки с
учетом требований техники безопасности
труда.
1.Выбор инструментов и материалов.
2.Выбор режимов ручной дуговой наплавки.
Р=12
«5» Р ≥ 0,9(1012)
«4» Р ≥ 0,8 (810)
«3» Р ≥ 0,7 (68)
«2» Р < 0,7 (<5)
3.Выполнение трудовых приемов и способов
выполнения ручной дуговой наплавки.
4.Применение технологии выполнения
ручной дуговой наплавки на практике.
5.Применение ГОСТов на сварные швы,
сварочные материалы при наплавке на
практике;
6.Выполнение ручной дуговой наплавки с
учетом требований техники безопасности
труда.
ПК 2.4. Выполнять дуговую резку
различных деталей.
1.Выбор инструментов и материалов.
2.Выбор режимов ручной дуговой резки
Р=10
Практическо
е задание для
проведения
Экзамен
(квалификацио
нный) экзамена
«5» Р ≥ 0,9(910)
«4» Р ≥ 0,8 (89)
«3» Р ≥ 0,7 (68)
«2» Р < 0,7 (<5)
различных деталей.
3.Применение технологии выполнения
ручной дуговой резки на практике.
4.Применение ГОСТов на оборудование и
сварочные материалы на практике;
5.Выполнение ручной дуговой резки
металлов с учетом требований техники
безопасности труда.Экзаменационные билеты с ответами по программе “ПБ 211.10 | by Arrival On
Экзаменационные билеты с ответами по программе “ПБ 211.10 Эксплуатация систем газораспределения и газопотребления” в системе Олимпокс.
Актуально на февраль 2017 года.Всего — 30 билетов, в каждом по 5 вопросов. Сначала идет вопрос, а под ним сразу ответ (выделен курсивом).
Также прилагаю ссылку на файл с билетами и ответами в формате word
Билет 1
1. Что является документальным подтверждением соответствия построенных или реконструированных сетей газораспределения и газопотребления требованиям, установленным в Техническом регламенте о безопасности сетей газораспределения и газопотребления?
Акт приемки, подписанный всеми членами приемочной комиссии
2. Каким документом по газораспределительной организации или организации, имеющей собственную газовую службу, назначаются лица, имеющие право выдачи нарядов-допусков к выполнению газоопасных работ?
Каким документом по газораспределительной организации или организации, имеющей собственную газовую службу, назначаются лица, имеющие право выдачи нарядов-допусков к выполнению газоопасных работ?
Распорядительным документом по организации
3. На какие организации требования ФНП “Правила безопасности сетей газораспределения и газопотребления” не распространяются?
Осуществляющие деятельность по проектированию, строительству и реконструкции сетей газораспределения и газопотребления
4. При каком давлении газа в газопроводе разрешается устранение в газопроводах закупорок путем шуровки металлическими шомполами, заливки растворителей или подачи пара?
Не более 0,005 МПа
5. За счет чего, в соответствии с требованиями Технического регламента о безопасности сетей газораспределения и газопотребления, обеспечивается энергетическая эффективность построенных, отремонтированных, реконструированных сетей газораспределения и газопотребления?
За счет их герметичности (отсутствия утечек газа)
Билет 2
1. Какие требования установлены Техническим регламентом о безопасности сетей газораспределения и газопотребления к оснащению газоходов от газоиспользующего оборудования взрывными предохранительными клапанами?
Должны устанавливаться на горизонтальных участках газоходов от газоиспользующей установки; площадь клапанов — не менее 0,05 кв. метра каждый; клапаны должны быть оборудованы защитными устройствами на случай срабатывания
2. Какие газоопасные работы могут выполняться без оформления наряда-допуска по утвержденным производственным инструкциям?
Периодически повторяющиеся газоопасные работы, выполняемые постоянным составом бригады
3. Кто в организации утверждает перечень газоопасных работ, в том числе выполняемых без оформления наряда-допуска по производственным инструкциям, обеспечивающим их безопасное проведение?
Технический руководитель организации
4. В каком из приведенных случаев объект технического регулирования идентифицируется в качестве сети газораспределения?
В каком из приведенных случаев объект технического регулирования идентифицируется в качестве сети газораспределения?
Если объект транспортирует природный газ по территориям населенных пунктов с давлением, не превышающим 1,2 МПа.
5. Что должна обеспечивать автоматика безопасности при ее отключении или неисправности?
Блокировку возможности подачи природного газа на газоиспользующее оборудование в ручном режиме
Билет 3
1. Какими системами контроля загазованности, в соответствии с требованиями Технического регламента о безопасности сетей газораспределения и газопотребления, должны быть оснащены помещения зданий и сооружений, в которых устанавливается газоиспользующее оборудование, с выводом сигнала на пульт управления?
По метану и оксиду углерода
2. По каким существенным признакам сети газораспределения и газопотребления идентифицируются в качестве объекта технического регулирования Технического регламента о безопасности сетей газораспределения и газопотребления?
По всем указанным признакам, рассматриваемым исключительно в совокупности
3. Допускается ли замена прокладок фланцевых соединений на внутренних газопроводах под давлением газа?
Нет, не допускается
4. Кто принимает решение о консервации и расконсервации сетей газораспределения и сетей газопотребления?
Организация-собственник с уведомлением федерального органа исполнительной власти, осуществляющего функции по контролю (надзору) в сфере промышленной безопасности
5. Какая из приведенных газоопасных работ выполняется по специальному плану, утвержденному техническим руководителем газораспределительной организации?
Ремонтные работы в газорегуляторном пункте с применением сварки и газовой резки
Билет 4
1. Какое из перечисленных требований должно выполняться при работе в шланговом противогазе?
Воздухозаборные патрубки шланговых противогазов должны располагаться с наветренной стороны и закрепляться
2. В каком из приведенных случаев объект технического регулирования идентифицируется в качестве сети газопотребления?
В каком из приведенных случаев объект технического регулирования идентифицируется в качестве сети газопотребления?
Если объект транспортирует природный газ к газоиспользующему оборудованию, размещенному вне зданий, с давлением, не превышающим 1,2 МПа
3. Какие из перечисленных требований, в соответствии с Техническим регламентом о безопасности сетей газораспределения и газопотребления, должна обеспечить
эксплуатирующая организация при эксплуатации надземных газопроводов?
Должна обеспечивать мониторинг и устранение всех перечисленных неисправностей
4. В каком случае не предусматриваются защитные покрытия и устройства, обеспечивающие сохранность газопровода?
В местах наличия подземных неразъемных соединений по типу “полиэтилен-сталь”
5. После выполнения каких условий в газовых колодцах допускается сварка и резка, а также замена арматуры, компенсаторов и изолирующих фланцев?
При выполнении всех перечисленных условий
Билет 5
1. Какой воздухообмен должна обеспечивать вентиляция для помещений котельных, в которых установлено газоиспользующее оборудование, с постоянным присутствием обслуживающего персонала?
Не менее трехкратного в час
2. Для чего предназначен продувочный газопровод?
Для вытеснения газа или воздуха (по условиям эксплуатации) из газопроводов и технических устройств
3. По завершении каких работ осуществляется приемка сети газопотребления в эксплуатацию?
По завершении строительных, монтажных работ, а также пусконаладочных работ и комплексного опробования оборудования
4. Каким образом должна проверяться герметичность резьбовых и фланцевых соединений, которые разбирались для устранения закупорок?
Мыльной эмульсией или с помощью высокочувствительных газоанализаторов (течеискателей)
5. Кому предоставляется право выдачи нарядов-допусков на производство газоопасных работ?
Лицам, назначенным распорядительным документом по организации, из числа руководителей и специалистов, аттестованных в установленном порядке и имеющих опыт работы на объектах сетей газораспределения и газопотребления не менее одного года
Билет 6
1. В течение какого времени должны храниться наряды-допуски на производство газоопасных работ?
В течение какого времени должны храниться наряды-допуски на производство газоопасных работ?
Наряд-допуск на производство газоопасных работ (за исключением нарядов-допусков, выдаваемых на первичный пуск газа, врезку в действующий газопровод, отключение газопровода с заваркой наглухо в местах ответвлений) должен храниться не менее одного года с момента его закрытия
2. К какой категории относятся газопроводы с давлением газа свыше 0,6 до 1,2 МПа включительно?
Высокого давления 1 категории
3. В течение какого времени допускается работать в кислородно-изолирующем противогазе без перерыва?
Не более 30 минут
4. Когда должно быть назначено приказом лицо, ответственное за безопасность эксплуатации сетей газораспределения и газопотребления?
До приемки сетей газораспределения и газопотребления
5. Что должно быть установлено на продувочном газопроводе внутреннего газопровода?
Отключающее устройство, а после него — штуцер с краном для отбора проб газа
Билет 7
1. Каким должно быть давление природного газа на входе в газорегуляторную установку?
Не должно превышать 0,6 МПа
2. Какие мероприятия должны быть предусмотрены при консервации сетей газораспределения и сетей газопотребления?
Все перечисленные мероприятия
3. Кем осуществляется федеральный государственный надзор за соблюдением требований промышленной безопасности при эксплуатации, техническом перевооружении, ремонте, консервации и ликвидации сетей газораспределения и газопотребления?
Федеральным органом исполнительной власти, выполняющим функции по надзору в области промышленной безопасности
4. Каким образом определяется окончание продувки газопровода при пуске газа?
Путем анализа или сжиганием отобранных проб газа
5. При каком давлении допускается замена прокладок фланцевых соединений на наружных газопроводах?
0,0004–0,002 МПа
Билет 8
1. В каком случае при пересечении надземных газопроводов высоковольтными линиями электропередачи должны быть предусмотрены защитные устройства, предотвращающие падение на газопровод электропроводов при их обрыве?
В каком случае при пересечении надземных газопроводов высоковольтными линиями электропередачи должны быть предусмотрены защитные устройства, предотвращающие падение на газопровод электропроводов при их обрыве?
При напряжении ВЛ свыше 1 кВ
2. Каким образом устанавливаются предельные сроки дальнейшей эксплуатации газопроводов?
Предельные сроки дальнейшей эксплуатации газопроводов должны устанавливаться по результатам технического диагностирования
3. Сколько должна составлять объемная доля кислорода в газопроводе после окончания продувки?
Не должна превышать 1% по объему
4. Какой документ устанавливает предельные сроки эксплуатации газопроводов, зданий и сооружений, технических и технологических устройств, по истечении которых должно быть обеспечено их техническое диагностирование?
Проектная документация
5. Каким требованиям должны соответствовать заглушки, устанавливаемые на газопроводы природного газа?
Должны соответствовать максимальному давлению газа в газопроводе, иметь хвостовики, выступающие за пределы фланцев, и клеймо с указанием давления газа и диаметра газопровода
Билет 9
1. Какова норма контрольной опрессовки внутренних газопроводов промышленных, сельскохозяйственных и других производств, котельных, оборудования и газопроводов газорегуляторных пунктов (ГРП), блочных газорегуляторных пунктов (ГРПБ), шкафных регуляторных пунктов (ШРП), газорегуляторных установок (ГРУ)?
Величина давления воздуха (инертного газа) при опрессовке — 0,01 МПа, падение давления не должно превышать 0,0006 МПа за 1 час
2. Какой документ выдается на производство газоопасных работ?
Наряд-допуск
3. Что должно быть установлено на продувочном газопроводе внутреннего газопровода?
Отключающее устройство, а после него — штуцер с краном для отбора проб газа
4. Допускается ли эксплуатация газопроводов, зданий и сооружений и технологических устройств сетей газораспределения и газопотребления по истечении срока, указанного в проектной документации?
Эксплуатация может быть допущена после технического диагностирования газопроводов, зданий и сооружений и технологических устройств
5. В каком документе установлен порядок осуществления федерального государственного надзора за соблюдением требований промышленной безопасности при эксплуатации, техническом перевооружении, ремонте, консервации и ликвидации сетей газораспределения и газопотребления?
В каком документе установлен порядок осуществления федерального государственного надзора за соблюдением требований промышленной безопасности при эксплуатации, техническом перевооружении, ремонте, консервации и ликвидации сетей газораспределения и газопотребления?
В Федеральном законе N 116-ФЗ “О промышленной безопасности опасных производственных объектов”
Билет 10
1. За счет чего, в соответствии с требованиями Технического регламента о безопасности сетей газораспределения и газопотребления, обеспечивается энергетическая эффективность построенных, отремонтированных, реконструированных сетей газораспределения и газопотребления?
За счет их герметичности (отсутствия утечек газа)
2. При соблюдении каких требований должна производиться разборка (замена) установленного на наружных и внутренних газопроводах оборудования?
Только на отключенном участке газопровода с установкой заглушек
3. Каким должно быть максимальное значение величины давления природного газа в сетях газопотребления газоиспользующего оборудования в котельных, отдельно стоящих на территории поселений?
0,6 МПа
4. Какая из приведенных газоопасных работ выполняется по специальному плану, утвержденному техническим руководителем газораспределительной организации?
Отключение и последующее включение подачи газа на промышленные производства
5. Представители какого федерального органа исполнительной власти не входят в состав комиссии по приемке сетей газораспределения и газопотребления в эксплуатацию?
Минэнерго России
Билет 11
1. Какие меры необходимо предпринять во избежание превышения давления газа в газопроводе при проведении газовой сварки или резки на действующем наружном газопроводе?
Избыточное давление следует сбрасывать на свечу, используя имеющиеся конденсатосборники, или на свечу, специально установленную на месте работ
2. Каким образом должны быть продуты газопроводы, присоединенные к газоиспользующему оборудованию, при вводе сети газопотребления в эксплуатацию и после выполнения ремонтных работ?
Каким образом должны быть продуты газопроводы, присоединенные к газоиспользующему оборудованию, при вводе сети газопотребления в эксплуатацию и после выполнения ремонтных работ?
Природным газом до вытеснения всего воздуха
3. Каков количественный состав бригады работников, выполняющих газоопасные работы в колодцах, туннелях и коллекторах?
Газоопасные работы выполняются бригадой в составе не менее 3 человек под руководством специалиста
4. В каком случае не предусматриваются защитные покрытия и устройства, обеспечивающие сохранность газопровода?
В местах наличия подземных неразъемных соединений по типу “полиэтилен-сталь”
5. Кто осуществляет государственный контроль (надзор) за соблюдением требований, устанавливаемых Техническим регламентом о безопасности сетей газораспределения и газопотребления, при их эксплуатации (включая техническое обслуживание и текущий ремонт)?
Федеральная служба по экологическому, технологическому и атомному надзору
Билет 12
1. Какая из перечисленных газоопасных работ может выполняться бригадой из двух рабочих, руководство которой поручается наиболее квалифицированному рабочему?
Проверка и откачка конденсата из конденсатосборников
2. Какое из приведенных требований должно выполняться при выполнении сварочных работ и газовой резки на газопроводах в колодцах, туннелях, коллекторах?
До начала работ по сварке (резке) газопровода, а также замене арматуры, компенсаторов и изолирующих фланцев в колодцах, туннелях, коллекторах следует снять (демонтировать) перекрытия
3. Какой воздухообмен должна обеспечивать вентиляция для помещений котельных, в которых установлено газоиспользующее оборудование, с постоянным присутствием обслуживающего персонала?
Не менее трехкратного в час
4. Каким должно быть максимальное значение величины давления природного газа в сетях газопотребления газоиспользующего оборудования в котельных, отдельно стоящих на территории производственных предприятий?
1,2 МПа
5. Какие из перечисленных документов не входят в состав приемо-сдаточной документации после строительства или реконструкции?
Какие из перечисленных документов не входят в состав приемо-сдаточной документации после строительства или реконструкции?
Положительное заключение экспертизы промышленной безопасности проектной документации.
Билет 13
1. Каким образом производятся испытания спасательных поясов?
Спасательные пояса с кольцами для карабинов испытываются застегнутыми на обе пряжки с грузом массой 200 килограмм, в подвешенном состоянии в течение 5 минут. После снятия груза на поясе не должно быть следов повреждений
2. В какие сроки должны быть устранены неисправности регуляторов давления газа, приводящие к изменению давления газа до значений, выходящих за пределы, установленные в проектной документации, а также к утечкам природного газа?
Незамедлительно при их выявлении
3. В соответствии с требованиями каких документов должны осуществляться эксплуатация, техническое перевооружение, ремонт, консервация и ликвидация сетей газораспределения и газопотребления?
Всех перечисленных документов
4. При каком давлении допускается набивка сальников запорной арматуры, разборка резьбовых соединений конденсатосборников на наружных газопроводах среднего и высокого давления?
Не более 0,1 МПа
5. Какими системами контроля загазованности, в соответствии с требованиями Технического регламента о безопасности сетей газораспределения и газопотребления, должны быть оснащены помещения зданий и сооружений, в которых устанавливается газоиспользующее оборудование, с выводом сигнала на пульт управления?
По метану и оксиду углерода
Билет 14
1. Когда должны включаться в работу регуляторы давления при прекращении подачи природного газа?
После выявления причины срабатывания предохранительного запорного клапана и принятия мер по устранению неисправности
2. К какой категории относятся газопроводы с давлением газа свыше 0,3 до 0,6 МПа включительно?
Высокого давления 2 категории
3. Каким образом проводятся испытания спасательных веревок?
Каким образом проводятся испытания спасательных веревок?
Спасательные веревки должны быть испытаны грузом массой 200 килограмм в течение 15 минут. После снятия груза на веревке в целом и на отдельных нитях не должно быть повреждений
4. В каком случае при пересечении надземных газопроводов высоковольтными линиями электропередачи должны быть предусмотрены защитные устройства, предотвращающие падение на газопровод электропроводов при их обрыве?
При напряжении ВЛ свыше 1 кВ
5. Кем должны выдаваться распоряжения при проведении газоопасной работы?
Только лицом, ответственным за работу
Билет 15
1. В какой документации устанавливаются сроки эксплуатации газопроводов, по истечении которых должно проводиться их техническое диагностирование?
В проектной документации
2. Каким должно быть давление природного газа на входе в газорегуляторную установку?
Не должно превышать 0,6 МПа
3. Допускается ли проведение разборки фланцевых, резьбовых соединений и арматуры на внутренних газопроводах без их отключения?
Разборка фланцевых и резьбовых соединений и арматуры должна производиться на отключенном и заглушенном участке внутреннего газопровода
4. Какие меры необходимо предпринимать, если при проведении газовой резки (сварки) на действующем газопроводе произошло снижение или превышение давления газа сверх установленных пределов: ниже 0,0004 МПа или выше 0,002 МПа?
Работы следует прекратить
5. В течение какого времени организация, осуществляющая деятельность по эксплуатации сетей газораспределения и газопотребления должна хранить проектную и исполнительную документацию?
В течение всего срока эксплуатации опасного производственного объекта (до ликвидации)
Билет 16
1. Какой инструмент следует применять при ремонтных работах в загазованной среде?
Следует применять инструмент из цветного металла, исключающий искрообразование. При применении инструментов из черного металла их рабочая часть должна обильно смазываться солидолом или другой аналогичной смазкой. Применение электрических инструментов, дающих искрение, не допускается
При применении инструментов из черного металла их рабочая часть должна обильно смазываться солидолом или другой аналогичной смазкой. Применение электрических инструментов, дающих искрение, не допускается
2. Какие требования установлены Техническим регламентом о безопасности сетей газораспределения и газопотребления к оснащению газоходов от газоиспользующего оборудования взрывными предохранительными клапанами?
Должны устанавливаться на горизонтальных участках газоходов от газоиспользующей установки; площадь клапанов — не менее 0,05 кв. метра каждый; клапаны должны быть оборудованы защитными устройствами на случай срабатывания
3. На каком расстоянии от места проведения работ должен быть установлен манометр для контроля давления в газопроводе при проведении газовой резки и сварки?
Не далее 100 м
4. Каким должно быть максимальное значение величины давления природного газа в сетях газопотребления газоиспользующего оборудования в котельных, пристроенных к жилым зданиям, крышным котельным жилых зданий?
0,005 МПа
5. Что из перечисленного должна обеспечивать эксплуатирующая организация при эксплуатации подземных газопроводов в соответствии с Техническим регламентом о безопасности сетей газораспределения и газопотребления?
Должна обеспечивать мониторинг и устранение всех перечисленных неисправностей
Билет 17
1. В какой документации должны быть регламентированы пределы значений давления газа, при изменении которых предохранительными запорными клапанами и предохранительными сбросными клапанами должно обеспечиваться автоматическое и ручное прекращение или сброс природного газа в атмосферу?
В проектной документации
2. В какое время суток могут выполняться газоопасные работы по локализации и ликвидации аварий?
Независимо от времени суток под непосредственным руководством специалиста
3. К какой категории относятся газопроводы с давлением газа до 0,005 МПа включительно?
Низкого давления
4. Какое из приведенных требований должно выполняться при ремонтных работах в загазованной среде?
Какое из приведенных требований должно выполняться при ремонтных работах в загазованной среде?
Обувь у лиц, выполняющих газоопасные работы в колодцах, помещениях ГРП (ГРПБ), ГРУ, не должна иметь стальных подковок и гвоздей
5. В каком случае не предусматриваются защитные покрытия и устройства, обеспечивающие сохранность газопровода?
В местах наличия подземных неразъемных соединений по типу “полиэтилен-сталь”
Билет 18
1. С какой периодичностью должны проводиться испытания спасательных поясов с веревками и карабинов?
Не реже 1 раза в 6 месяцев
2. На какие сети, а также на связанные с ними процессы проектирования, строительства, реконструкции, монтажа, эксплуатации (включая техническое обслуживание, текущий ремонт), капитального ремонта, консервации и ликвидации требования Технического регламента о безопасности сетей газораспределения и газопотребления не распространяются?
На сети газопотребления жилых зданий
3. Каким образом должны проводиться работы по присоединению газового оборудования к действующим внутренним газопроводам с использованием сварки (резки)?
Газопроводы должны быть отключены с продувкой их воздухом или инертным газом
4. Каким должно быть давление природного газа на входе в газорегуляторную установку?
Не должно превышать 0,6 МПа
5. В каком случае не допускается эксплуатация сети газопотребления?
Эксплуатация не допускается в любом из перечисленных случаев
Билет 19
1. Что должны обеспечить сети газораспределения и газопотребления как объекты технического регулирования?
Безопасность и энергетическую эффективность транспортирования природного газа с параметрами по давлению и расходу, определенными проектной документацией и условиями эксплуатации
2. Каким требованиям должны соответствовать спасательные пояса и веревки?
Спасательная веревка должна быть длиной не менее 10 метров. Спасательные пояса должны иметь наплечные ремни с кольцом для крепления веревки на уровне лопаток (спины)
Спасательные пояса должны иметь наплечные ремни с кольцом для крепления веревки на уровне лопаток (спины)
3. На кого возлагается ответственность за наличие у рабочих средств индивидуальной защиты, их исправность и применение?
На руководителя работ, а при выполнении работ без технического руководства — на лицо, выдавшее задание
4. В какой форме осуществляется оценка соответствия сетей газораспределения и газопотребления требованиям Технического регламента о безопасности сетей газораспределения и газопотребления при эксплуатации?
В форме государственного контроля (надзора)
5. Какими системами контроля загазованности, в соответствии с требованиями Технического регламента о безопасности сетей газораспределения и газопотребления, должны быть оснащены помещения зданий и сооружений, в которых устанавливается газоиспользующее оборудование, с выводом сигнала на пульт управления?
По метану и оксиду углерода
Билет 20
1. Какая из перечисленных газоопасных работ может выполняться без оформления наряда-допуска по утвержденной производственной инструкции?
Техническое обслуживание запорной арматуры, расположенной вне колодцев
2. К какой категории относятся газопроводы с давлением газа свыше 0,005 до 0,3 МПа включительно?
Среднего давления
3. За счет чего, в соответствии с требованиями Технического регламента о безопасности сетей газораспределения и газопотребления, обеспечивается энергетическая эффективность построенных, отремонтированных, реконструированных сетей газораспределения и газопотребления?
За счет их герметичности (отсутствия утечек газа)
4. В соответствии с какими документами должны проводиться проверка срабатывания предохранительных запорных и сбросных клапанов, техническое обслуживание, текущие ремонты и наладка технологических устройств?
В соответствии с инструкциями изготовителей
5. Какое из приведенных требований должно выполняться при организации проведения газоопасных работ?
В организации должен быть разработан и утвержден техническим руководителем перечень газоопасных работ, в том числе выполняемых без оформления наряда-допуска
Билет 21
1. Какова норма контрольной опрессовки наружных газопроводов всех давлений?
Какова норма контрольной опрессовки наружных газопроводов всех давлений?
Величина давления воздуха (инертного газа) при опрессовке — 0,02 МПа, падение давления не должно превышать 0,0001 МПа за 1 час
2. Какое требование должно выполняться при внутреннем осмотре и ремонте газоиспользующих установок?
Газоиспользующие установки должны быть отключены от газопроводов с помощью заглушек
3. При каком содержании кислорода в газовоздушной смеси розжиг горелок не допускается?
Более 1,0% по объему
4. Какие требования установлены Техническим регламентом о безопасности сетей газораспределения и газопотребления к оснащению газоходов от газоиспользующего оборудования взрывными предохранительными клапанами?
Должны устанавливаться на горизонтальных участках газоходов от газоиспользующей установки; площадь клапанов — не менее 0,05 кв. метра каждый; клапаны должны быть оборудованы защитными устройствами на случай срабатывания
5. Что из перечисленного не входит в состав сети газораспределения?
Что из перечисленного не входит в состав сети газораспределения?
Билет 22
1. Какие из перечисленных требований, в соответствии с Техническим регламентом о безопасности сетей газораспределения и газопотребления, должна обеспечить эксплуатирующая организация при эксплуатации надземных газопроводов?
Должна обеспечивать мониторинг и устранение всех перечисленных неисправностей
2. Что должно быть установлено на продувочном газопроводе внутреннего газопровода?
Отключающее устройство, а после него — штуцер с краном для отбора проб газа
3. По каким существенным признакам сети газораспределения и газопотребления идентифицируются в качестве объекта технического регулирования Технического регламента о безопасности сетей газораспределения и газопотребления?
По всем указанным признакам, рассматриваемым исключительно в совокупности
4. Какой воздухообмен должна обеспечивать вентиляция для помещений котельных, в которых установлено газоиспользующее оборудование, с постоянным присутствием обслуживающего персонала?
Какой воздухообмен должна обеспечивать вентиляция для помещений котельных, в которых установлено газоиспользующее оборудование, с постоянным присутствием обслуживающего персонала?
Не менее трехкратного в час
5. Каким образом необходимо проверять на герметичность шланговые противогазы перед выполнением работ?
При надетом противогазе путем зажима конца гофрированной трубки
Билет 23
1. В течение какого времени организация, осуществляющая деятельность по эксплуатации сетей газораспределения и газопотребления должна хранить проектную и исполнительную документацию?
В течение всего срока эксплуатации опасного производственного объекта (до ликвидации)
2. Кто в организации утверждает перечень газоопасных работ, в том числе выполняемых без оформления наряда-допуска по производственным инструкциям, обеспечивающим их безопасное проведение?
Технический руководитель организации
3. После выполнения каких условий в газовых колодцах допускается сварка и резка, а также замена арматуры, компенсаторов и изолирующих фланцев?
При выполнении всех перечисленных условий
4. В какой документации устанавливаются сроки эксплуатации газопроводов, по истечении которых должно проводиться их техническое диагностирование?
В проектной документации
5. В каком документе установлен порядок осуществления федерального государственного надзора за соблюдением требований промышленной безопасности при эксплуатации, техническом перевооружении, ремонте, консервации и ликвидации сетей газораспределения и газопотребления?
В Федеральном законе N 116-ФЗ “О промышленной безопасности опасных производственных объектов”
Билет 24
1. В какое время суток могут выполняться газоопасные работы по локализации и ликвидации аварий?
Независимо от времени суток под непосредственным руководством специалиста
2. Что из перечисленного не входит в состав сети газораспределения?
Внутренние газопроводы
3. Когда должно быть назначено приказом лицо, ответственное за безопасность эксплуатации сетей газораспределения и газопотребления?
Когда должно быть назначено приказом лицо, ответственное за безопасность эксплуатации сетей газораспределения и газопотребления?
До приемки сетей газораспределения и газопотребления
4. В течение какого времени должны храниться наряды-допуски на производство газоопасных работ?
Наряды-допуски на производство газоопасных работ (за исключением нарядов-допусков, выдаваемых на первичный пуск газа, врезку в действующий газопровод, отключение газопровода с заваркой наглухо в местах ответвлений) должны храниться не менее одного года с момента их закрытия
5. В каком случае при пересечении надземных газопроводов высоковольтными линиями электропередачи должны быть предусмотрены защитные устройства, предотвращающие падение на газопровод электропроводов при их обрыве?
При напряжении ВЛ свыше 1 кВ
Билет 25
1. Кто осуществляет государственный контроль (надзор) за соблюдением требований, устанавливаемых Техническим регламентом о безопасности сетей газораспределения и газопотребления, при их эксплуатации (включая техническое обслуживание и текущий ремонт)?
Федеральная служба по экологическому, технологическому и атомному надзору
2. Какой документ выдается на производство газоопасных работ?
Наряд-допуск
3. Каким образом определяется окончание продувки газопровода при пуске газа?
Путем анализа или сжиганием отобранных проб газа
4. Когда должны включаться в работу регуляторы давления при прекращении подачи природного газа?
После выявления причины срабатывания предохранительного запорного клапана и принятия мер по устранению неисправности
5. Каким должно быть давление природного газа на входе в газорегуляторную установку?
Не должно превышать 0,6 МПа
Билет 26
1. Допускается ли эксплуатация газопроводов, зданий и сооружений и технологических устройств сетей газораспределения и газопотребления по истечении срока, указанного в проектной документации?
Эксплуатация может быть допущена после технического диагностирования газопроводов, зданий и сооружений и технологических устройств
2. К какой категории относятся газопроводы с давлением газа свыше 0,005 до 0,3 МПа включительно?
К какой категории относятся газопроводы с давлением газа свыше 0,005 до 0,3 МПа включительно?
Среднего давления
3. Какое из перечисленных требований должно выполняться при работе в шланговом противогазе?
Воздухозаборные патрубки шланговых противогазов должны располагаться с наветренной стороны и закрепляться
4. На каком расстоянии от места проведения работ должен быть установлен манометр для контроля давления в газопроводе при проведении газовой резки и сварки?
Не далее 100 м
5. В каком случае при пересечении надземных газопроводов высоковольтными линиями электропередачи должны быть предусмотрены защитные устройства, предотвращающие падение на газопровод электропроводов при их обрыве?
При напряжении ВЛ свыше 1 кВ
Билет 27
1. Каким должно быть максимальное значение величины давления природного газа в сетях газопотребления газоиспользующего оборудования в котельных, отдельно стоящих на территории поселений?
0,6 МПа
2. Сколько должна составлять объемная доля кислорода в газопроводе после окончания продувки?
Не должна превышать 1% по объему
3. В течение какого времени допускается работать в кислородно-изолирующем противогазе без перерыва?
Не более 30 минут
4. Каким образом должны быть продуты газопроводы, присоединенные к газоиспользующему оборудованию, при вводе сети газопотребления в эксплуатацию и после выполнения ремонтных работ?
Природным газом до вытеснения всего воздуха
5. Какой воздухообмен должна обеспечивать вентиляция для помещений котельных, в которых установлено газоиспользующее оборудование, с постоянным присутствием обслуживающего персонала?
Не менее трехкратного в час
Билет 28
1. С какой периодичностью должны проводиться испытания спасательных поясов с веревками и карабинов?
Не реже 1 раза в 6 месяцев
2. Какая из приведенных газоопасных работ выполняется по специальному плану, утвержденному техническим руководителем газораспределительной организации?
Какая из приведенных газоопасных работ выполняется по специальному плану, утвержденному техническим руководителем газораспределительной организации?
Ремонтные работы в газорегуляторном пункте с применением сварки и газовой резки
3. К какой категории относятся газопроводы с давлением газа свыше 0,6 до 1,2 МПа включительно?
Высокого давления 1 категории
4. Какие требования установлены Техническим регламентом о безопасности сетей газораспределения и газопотребления к оснащению газоходов от газоиспользующего оборудования взрывными предохранительными клапанами?
Должны устанавливаться на горизонтальных участках газоходов от газоиспользующей установки; площадь клапанов — не менее 0,05 кв. метра каждый; клапаны должны быть оборудованы защитными устройствами на случай срабатывания
5. Кто принимает решение о консервации и расконсервации сетей газораспределения и сетей газопотребления?
Организация-собственник с уведомлением федерального органа исполнительной власти, осуществляющего функции по контролю (надзору) в сфере промышленной безопасности
Билет 29
1. В каком случае не допускается эксплуатация сети газопотребления?
Эксплуатация не допускается в любом из перечисленных случаев
2. При каком давлении допускается замена прокладок фланцевых соединений на наружных газопроводах?
0,0004–0,002 МПа
3. Каким документом по газораспределительной организации или организации, имеющей собственную газовую службу, назначаются лица, имеющие право выдачи нарядов-допусков к выполнению газоопасных работ?
Распорядительным документом по организации
4. На какие организации требования ФНП “Правила безопасности сетей газораспределения и газопотребления” не распространяются?
Осуществляющие деятельность по проектированию, строительству и реконструкции сетей газораспределения и газопотребления
5. Какими системами контроля загазованности, в соответствии с требованиями Технического регламента о безопасности сетей газораспределения и газопотребления, должны быть оснащены помещения зданий и сооружений, в которых устанавливается газоиспользующее оборудование, с выводом сигнала на пульт управления?
По метану и оксиду углерода
Билет 30
1. За счет чего, в соответствии с требованиями Технического регламента о безопасности сетей газораспределения и газопотребления, обеспечивается энергетическая эффективность построенных, отремонтированных, реконструированных сетей газораспределения и газопотребления?
За счет чего, в соответствии с требованиями Технического регламента о безопасности сетей газораспределения и газопотребления, обеспечивается энергетическая эффективность построенных, отремонтированных, реконструированных сетей газораспределения и газопотребления?
За счет их герметичности (отсутствия утечек газа)
2. Кем должны выдаваться распоряжения при проведении газоопасной работы?
Только лицом, ответственным за работу
3. Кому предоставляется право выдачи нарядов-допусков на производство газоопасных работ?
Лицам, назначенным распорядительным документом по организации, из числа руководителей и специалистов, аттестованных в установленном порядке и имеющих опыт работы на объектах сетей газораспределения и газопотребления не менее одного года
4. Каким должно быть максимальное значение величины давления природного газа в сетях газопотребления газоиспользующего оборудования в котельных, отдельно стоящих на территории производственных предприятий?
1,2 МПа
5. Что должна обеспечивать автоматика безопасности при ее отключении или неисправности?
Блокировку возможности подачи природного газа на газоиспользующее оборудование в ручном режиме
Общий экзамен Уровень 3 (Сварка пластмасс)
Какие факторы вызывают старение полимеров?
тепло, кислород, озон
Наличие сварных соединений
Контакт с грунтом
Для замедления старения в полимеры добавляют
Стабилизаторы
Ионизаторы
Консерванты
В полиэтилен в качестве стабилизатора добавляют:
Сажу .
Кварцевый песок
Алюминиевую пудру
Являются ли пластмассы диэлектриками?
Да
Нет
Зависит от их состава
На какие основные группы делятся пластмассы?
Термопласты и реактопласты
Жидкие и твердые
Ковкие и хрупкие
Более пластичны в твердом состоянии:
Термопласты
Реактопласты
Пластичность всех полимеров одинакова
Свариваемость пластмасс повышают;
Стабилизаторы
Красители
Пластификаторы
Какие пластмассы могут многократно плавиться?
Только термопласты
Только реактопласты
Все
Сколько раз можно плавить термопласты?
Один
Два
Несколько
Температура воспламенения полиэтилена:
180 градусов Цельсия
220 градусов Цельсия
365 градусов Цельсия
Гарантийный срок хранения полиэтиленовых труб:
6 мес
1 год
2 года
Гарантийный срок хранения соединительных деталей из полиэтилена определяется:
СНиПом
ГОСТом
Документом на продукцию
Свариваемость полимеров зависит от:
Текучести расплава полимера
Плотности полимера
Относительного удлинения полимера
Полиэтиленовые трубы производят в основном:
Литьем под давлением
Прессованием
Непрерывной шнековой экструзией
Соединительные детали производят в основном:
Литьем под давлением
Прессованием
Непрерывной шнековой экструзией
Как влияет солнечный свет на полиэтиленовые трубы?
Вызывает разрушение
Вызывает старение
Положительно
SDR обозначает:
Отношение номинального наружного диаметра трубы к номинальной толщине стенки
Сокращённое наименование материала
Предел текучести материала
Для изготовления газопроводных труб применяют;
ПЭ63 и ПЭ80
ПЭбЗ И ПЭ100
ПЭ80 и ПЭ100
Можно ли использовать вторичный полиэтилен для производства газопроводных труб и
соединительных деталей?
Да
Нет.
Да, только для соединительных деталей
Какой из полимеров нельзя сваривать токами высокой частоты:
Полиэтилен «
Поливинилхлорид
Полиамид
Сварка нагретым инструментом основана на:
Плавлении
Склеивании
Химической реакции
Сварка полимеров плавлением основана на:
Прочностных свойствах полимера
Свойствах полимера иметь трехмерные макроструктуры
Вэаимодиффузии макромолекул полимера в вязко-текучем состоянии
Основные параметры сварки встык полимеров:
Температура и время нагрева поверхностей, давление при сварке и время его воздействия г
Сила тока и напряжение на режущем устройстве
Напряжение питания сварочного аппарата
Режимы сварки пластмасс нагретым инструментом задают в интервале:
Ниже температуры текучести, но выше температуры деструкции
Выше температуры текучести, но ниже температуры деструкции •
Ниже температуры текучести
К какому классу относятся такие виды сварки, как экструзионная, расплавом, нагретым газом?
Механическому
Термическому
Электромагнитному
При сварке нагретым газом присадочный материал:
Используется
Не используется
Оба варианта верны
При сварке нагретым газом присадочный материал подается в зону сварки в виде:
Порошка
Прутка
Жидкости
Какой теплоноситель обычно используют при сварке нагретым газом неответственных конструкций?
Кислород
Воздух
Азот
Какова прочность сварного соединения полиэтилена, выполненного сваркой нагретым газом?
30-60% от прочности основного материала.
Достигается равнопрочность
110% от прочности основного материала
Сварка расплавленной присадкой заключается в подаче на свариваемые поверхности термопласта:
Находящегося в вязко-текучем состоянии
Нагретого горячим газом
Нагретого горелкой инфракрасного излучения
Экструзионная сварка заключается в том, что:
Расплавленный материал, выходящий из экструдера, нагревает поверхности до температуры
сварки и сплавляется с ней
Экструдируемой присадка распыляется
Экструдируемая присадка склеивает соединяемые поверхности
Какова прочность сварного соединения полиэтилена, выполненного эксгрузионной сваркой?
Достигается равнопрочность
120% от прочности основного материала
65-75% прочности основного материала
Каковы основные технологические параметры сварки литьем под давлением?
Температура и давление впрыскивания присадочного расплава
Температура присадочного расплава и время сварки
Давление впрыскивания присадочного расплава и время остывания
Сварка трением основана на:
Превращении энергии звуковых колебаний в тепловую энергию
Введении третьего компонента
Превращении механической энергии трения свариваемых поверхностей в тепловую энергию ,
Можно ли сваривать трением разнородные пластмассы?
Да
Нет
Только ПВХ с полиамидом ПА-6
Раструбная сварка пластмассовых груб относится к сварке:
Нагретым газом
Нагретым инструментом
Эксгрузионной
Сварка с помощью инфракрасного излучения основана на превращении энергии:
Нагретого излучением газа в тепловую энергию
Источника ИК- излучения в тепловую энергию
Тока высокой частоты в тепловую энергию
Основные технологические параметры сварки излучением:
Глубина проплавления, усилие и скорость осадки г
Глубина проплавления и технологическая пауза
Время проплавления и время осадки
К какому виду сварки относится сварка токами высокой частоты?
Электромеханический
Механический
Электрический
В каком электромагнитном поле производится сварка ТВЧ пластмасс?
Постоянном
Вихревом
Переменном
Полиэтиленовые трубы, как правило, сваривают:
ТВЧ, лазером
Химическим способом
Нагретым инструментом, экструзией, трением
Соединительные детали из полиэтилена для трубопроводов, как правило, сваривают:
Нагретым инструментом, трением
ТВЧ,. излучением, экструзией
излучением, экструзией
Химическим способом
Пленочные упаковки, покрытия из полимеров сваривают:
ТВЧ,нагретым инструментом, ультразвуком, излучением
Лазером, экструзией
Трением, нейтронной сваркой
Интервал вязко-текучего состояния полиэтилена:
30 градусов Цельсия
40 градусов Цельсия
70-100 градусов Цельсия
Контактной сваркой проплавлением соединяют, как правило:
Трубы
Пленки
Листовой полиэтилен
Технологическая пауза при сварке встык, это:
Время между выходом первичного грата и соединением свариваемых поверхностей
Время между окончанием нагрева и соединением свариваемых поверхностей
Время между соединением свариваемых поверхностей и охлаждением стыка
Почему технологическая пауза при сварке встык должна быть минимальной?
Из — за охлаждения вследствие контакта с воздухом
Из-за возможной деформации деталей
Из — за возможного контакта с инородными телами
К чему приводит перегрев нагревателя при сварке встык?
Деструкции полимера
Улучшению качества сварного соединения
Отвердению полимера
Что способствует деструкции полимера при сварке встык?
Певышение значений давления и технологической паузы
Певышение значений давления и времени торцевания
Певышение заданной температуры нагревателя и времени нагрева
На чем основано образование сварного соединения полиэтиленовых труб?
Взаимодиффузии макромолекул на соединяемых поверхностях
Изменении химического состава соединяемых поверхностей
Электромагнитном взаимодействии
Чем нагревают зеркало нагревательного инструмента при сварке встык?
Электрическим током или газовой горелкой
Токами высокой частоты
В электрической муфельной печи
Чем определяются требования к режимам сварки встык?
Техническими условиями на свариваемые трубы
Нормативными документами по строительству
Инструкциями на сварочные аппараты
В чем заключается сварка встык?
В сильном сдавливании торцов полимерных труб с одновременным нагревом
В нагреве торцов полимерных труб или деталей до вязко-текучего состояния при контакте с нагревателем и соединении под давлением после удаления нагревателя
В обжатии нагревателями полимерных труб до вязко-текучего состояния с последующим охлаждением
Что используют для защиты полиэтиленовой трубы от повреждения о стенки стального
футляра после протяжки?
Редукционные вкладыши
Пластиковые втулки, раструбы
Асбоцементные полукольца
Привод зажимов центратора в аппаратах для сварки встык бывает:
Ручным
Гидравлическим
Гидравлическим, ручным, электрическим
Аппараты для сварки встык по степени автоматизации бывают:
Высокой степени, средней степени, с ручным управлением
Автоматизированные и механизированные
С низкой и высокой степенью автоматизации
Аппараты для сварки деталями с закладным нагревателем с тремя и более способами ввода
технологических параметров относятся к:
Многоцелевым
Универсальным
Таких аппаратов не существует
При разматывании длинномерных полиэтиленовых труб с барабана стяжки следует обрезать:
Все сразу
По мере разматывания, не допуская перехлеста витков
Обрезка не допускается, стяжки должны лопнуть сами
При сооружении полиэтиленовых газопроводов допускается использование соединительных деталей:
С закладным нагревателем
Без закладного нагревателя (гладких)
Оба варианта верны
Электропитание аппарата для сварки деталями с закладным нагревателем может осуществляться:
От электрогенератора, напряжением 220 В, 48 В
От аккумулятора
Оба варианта верны
Какова максимальная сменная производительность при стыковой сварке лояйзтиленовых труб О 110 мм?
Около 10 стыков
Около 30 стыков
Около 40 стыков
Максимальное рабочее давление полиэтиленового газопровода зависит от:
Вида поставки труб и вида используемых соединительных деталей
Способа сварки труб, квалификации сварщиков
Марки полиэтилена и SDR-труб, коэффициента запаса прочности
Разрешено ли возобновлять прерванную аппаратом сварку полиэтиленовых труб деталями с
закладным нагревателем?
Зависит от SDR труб
Нет
Да, после полного остывания соединения
Для сварки встык труб с диаметром, отличным от максимального для используемого
аппарата, следует использовать:
Опорные ролики
Специальные струбцины
Редукционные вкладыши
Общая потребляемая аппаратом для стыковой сварки мощность обычно составляет:
От 1 до 2 кВт
Не менее 3,5 кВт
Не более 1 кВт
Для обеспечения надежной работы сварочных аппаратов наиболее важными параметрами автономных источников электропитания являются:
Вид привода и вид используемого топлива
Цена, простота обслуживания
Величина и стабильность напряжения и силы тока, вырабатываемого генератором, мощность, надежность
При работе на аппарате для сварки встык возможны следующие виды травм персонала
Поражение электрическим током
Ожог нагревателем, защемление движущимися зажимами
Оба варианта верны
При работе на аппарате для сварки деталями с закладным нагревателем возможны следующие виды травм персонала:
Поражение электрическим током
Ожог нагревателем
Оба варианта верны
Возможно ли последовательное включение в заземляющий проводник нескольких сварочных
аппаратов?
Да
Нет
Оба варианта верны
Какой источник электропитания аппаратов для сварки полиэтиленовых труб редпочтительней?
САК
Автономный электрогенератор переменного тока
Электрическая сеть ближайшего к месту сварки здания
По окончании работе электрооборудованием сварщик должен:
Выключить сетевой рубильник
Отсоединить клеммы сетевого кабеля
Отсоединить сварочные кабели
Электрическое сопротивление закладного нагревателя в соединительной детали обычно составляет:
1 — 100 кОм
До нескольких десятков Ом
0,1 — 1 МОм
Редукционные вкладыши используют для изменения диаметра труб:
Закрепляемых в зажимах центратора, позиционера
Монтируемого трубопровода, согласно проекту
Оба варианта верны
Устройство постели под основание полиэтиленового газопровода должно проводиться:
Перед началом сварки тру
После завершения монтажа и опрессовкb
Оба варианта верны
Для перекрытия потока газа в полиэтиленовом газопроводе можно использовать:
Задвижку
Механический или гидравлический передавливатель
Оба варианта верны
При нехватке рабочего времени для сварки очередного стыка полиэтиленовых труб можно:
Не проводить механическую обработку труб
Сократить время остывания сварного соединения
Перенести сварку на другой день
Для фиксации длинномерных полиэтиленовых труб при сварке тройникового соединения с
закладным нагревателем О 160 мм следует использовать:
Центратор
Ломы, тросы, клинья
Позиционер
Допускается ли принудительное охлаждение сварного соединения?
Да, при слишком высокой температуре воздуха
Нет
Да, с разрешения инспектора ФАТН
Какое оборудование можно использовать для выравнивания овальности труб?
Передавливатели
Калибрующие зажимы — струбцины,
Позиционеры
При протяжке полиэтиленовых труб в футлярах тяговое усилие на тросе лебедки
ограничивают во избежание:
Выхода лебедки из строя
Повреждения протягиваемой трубы
Обрыва троса
Допускается ли применение электрических кабелей и проводов с поврежденной оплеткой и золяцией?
Да, при разрешении инженера по технике безопасности
Да, если длина поврежденного участка менее 20 мм
Нет
Тяжесть поражения человека электрическим током зависит от:
Силы электрического тока
Пути протекания электрического тока по его организму
Оба варианта верны
Минимальная сила тока, которая может оказаться смертельной для человека:
1 мА~
10 мА
100 мА
Какие вредные вещества выделяются при плавлении полиэтилена?
Пары металла
Сернистые соединения, перекись водорода
Пары формальдегида, ацетальдегида, окись углерода
Какие вредные, вещества выделяются при нагревании поливинилхлорида?
Фтористые соединения
Углеродистые соединения
Хлористые соединения
Какие вредные вещества выделяются при нагревании фторопластов?
Фтористые соединения
Углеродистые соединения
Хлористые соединения
Чем заземляют поверхность полиэтиленовых труб при выполнении ремонтных операций?
Медным многожильным проводом
Прядью хлопчатобумажного волокна, пропитанного водой. Необходимо также обильно смочить поверхность трубы и почву возле заземляющего пикета
Необходимо также обильно смочить поверхность трубы и почву возле заземляющего пикета
Оба варианта верны
Допускается ли совместное хранение горюче-смазочных материалов с полиэтиленовыми трубами и
деталями?
Нет
Да
Нормативными документами не регламентируется
Постоянное давление при расходе газа поддерживает:
Ротаметр
Резистор
Редуктор
Постоянный расход газа поддерживает:
Ротаметр
Резистор
Редуктор
Давление газа измеряют
Ротаметром
Манометром
Тонометром
Расход газа измеряют:
Ротаметром
Резистором
Редуктором
Определение дефекта сварного соединения:
Нормированное отклонение, указанное в нормативно-технической документации
Отдельное несоответствие требованиям, установленным нормативной документацией
Отклонение от требований конструкторской документации
Дефекты в сварном шве подразделяются на:
Внешние и внутренние
Краевые и боковые
Местные и общие
Пора — это дефект сварного шва в виде:
Округлой полости, заполненной расплавом
Округлой полости, заполненной газом
Полости, заполненной продуктами деструкции
Основная причина образования пор, это:
Наличие сквозняков и ветра
Наличие воздуха между свариваемыми поверхностями
Длительный контакт с воздухом оплавленных поверхностей перед осадкой
Несплавление — это дефект в виде:
Отсутствия сплавления в сварном шве между свариваемыми кромками или между кромками и материалом шва
Отсутствия сквозного проплавления по всей ширине детали
Сквозного отверстия в шве
Основные причины образования несплавления, это:
Превышение допустимых зазоров, неплотный контакт сплавляемых поверхностей
Превышение технологической паузы, недостаточное давление осадки
Оба варианта верны
Основная причина образования трещин, это:
Низкая квалификация сварщика
Неравномерность и повышенная скорость охлаждения сварного шва, вызывающие повышенный уровень усадочных напряжений
Низкое давление и недостаточная длительность осадки
Основная причина образования непровара, это:
Низкая квалификация сварщика
Длительный контакт с воздухом оплавленных поверхностей перед их осадкой
Низкое давление и недостаточная длительность осадки, нарушение параметров сварки
Дефектами сварных соединений называют:
Структурные микро- и макро- неоднородности, возникающие в сварном шве вследствие нарушений технологии подготовки свариваемых конструкций, их сборки и сварки
Отклонения от требований конструкторской документации
Нормированные отклонения, указанные в нормативно-технической документации
Непровар — это дефект в виде:
Отсутствия наплавленного материала на участке сварного шва
Несплавления в сварном соединении вследствие неполного расплавления кромок основного материала или поверхностей или наплавного материала с основной поверхностью
Неровностей поверхностей основного или наплавного материала
Какие бывают трещины по расположению и внешнему виду?
Внутренние; продольные, сквозные, глухие
Наружные; кратерные, продольные, поперечные
Наружные и внутренние, продольные, поперечные, разветвленные, радиальные и кратерные
Какие виды контроля применяют при изготовлении (монтаже, ремонте) сварных соединений?
Предварительный, операционный контроль и контроль качества готового сварного соединения
Контроль сборки под сварку, контроль качества сварного соединения
Контроль материалов: основных и сварочных
На какие две основные группы делятся методы контроля по воздействию на материал сварного соединения?
Разрушающие и щадящие
Механические и электрические
Разрушающие и неразрушающие
Чем выявляют дефекты формы шва и его размеры?
Специальными шаблонами и измерительными инструментам 1
Металлографическими исследованиями
Ультразвуковым или рентгенографическим методами
Контроль качества готовых сварных соединений
Формы, размеров, сплошности шва и свойств материала
Формы и размеров шва
Свойств материала в различных зонах
Каким должен быть характер разрушения при испытании образцов контрольных стыков газопровода?
Пластичным
Низкопластичным
Хрупким
По каким признакам способы сварки пластмасс делятся на классы?
По видам энергии, используемой для сварки
По давлению осадки
По температуре нагревателя
К чему приводит превышение установленной температуры нагретого инструмента при сварке полиэтиленовых труб встык?
К расплавлению полиэтилена
К деструкции полиэтилена
К переходу пластмассы в стеклообразное состояние
На чем основан механизм сварки ультразвуком?
Превращении электрической энергии в тепловую
Превращении электрических колебаний ультразвуковой частоты в механическую, а затем в тепловую энергию в условиях статического давления рабочего торца волновода
Превращении тепловой энергии в электрическую
С какой целью при сварке полиэтиленовых труб нагретым инструментом встык необходимо
прикладывать давление к торцам труб на этапе осадки (Рн = Роп):
Для обеспечения плотного контакта свариваемых поверхностей с нагревательным инструментом
Для обеспечения течения расплава в зоне сварки и сближения макромолекул на
расстояния, соизмеримые с радиусом действия сил межмолекулярного взаимодействия
Для продвижения теплового потока вглубь свариваемых деталей и получения необходимой глубины расплавленного материала
Для уменьшения упругих напряжений, возникающих в расплаве материала
Какой способностью должен обладать полимерный материал, чтобы детали из него могли соединяться
сваркой плавлением:
Способностью сохранять при нагреве высокую вязкость расплава
Способностью переходить в вязкотекучее состояние
Способностью образовывать при нагреве новые физические и химические связи
Укажите физико-механическую характеристику полимера, которая в наибольшей степени
характеризует его свариваемость:
Относительное удлинение при растяжении
Предел текучести при растяжении
Плотность
Показатель текучести расплава
Для изготовления каких труб предназначен полиэтилен желтого цвета?
Напорных для водоснабжения
Напорных для газопроводов
Безнапорных для канализации
С какой целью полиэтилен средней плотности контролируется на стойкость к постоянному
внутреннему давлению при 800С?
Для уточнения прочностных свойств
Для подтверждения 50-летнего срока службы труб и фитингов, изготовленных из него
Для определения массовой доли летучих веществ
В чем проявляется «старение» полимеров?
В повышении молекулярной массы
В изменении структуры, сопровождающейся изменением механических характеристик
В повышении плотности
К какому виду пластмасс относятся трубы и соединительные детали из полиэтилена?
Реактопластам
Термопластам
Пенопластам
Почему для транспорта газа используются трубы из полиэтилена средней и высокой плотности?
Имеют низкую газопроницаемость в виду высокой плотности материала и высокую стойкость к трещинообразованию
Полиэтилен хорошо сваривается
Срок службы труб-50 лет
В чем основное различие полиэтилена ПЭ80 и ПЭ100?
В значении относительного удлинения при разрыве и плотности материала
В значении минимальной длительной прочности
В термостабильности
Какова длительная прочность ПЭ80 и ПЭ100?
8,0 и 10,0 МПа, соответственно
80 и 100 МПа, соответственно
0,8 и 1,0 МПа, соответственно
В каком физическом состоянии находится полиэтилен при изготовлении и сварке труб из него?
Вязкотекучем
Стеклообразном
Высокоэластичном
Как оцениваются прочностные характеристики сварных соединений пластмасс?
По применимости способа сварки
Сопоставлением характеристик сварного соединения с аналогичными характеристиками основного материала или с их заданными значениями
По температуре текучести
Из каких материалов изготавливается закладной нагревательный элемент, используемый в деталях с
закладным электронагревателем?
Из любого токопроводящего материала
Из металлической проволоки с низким электрическим сопротивлением
Из металлической проволоки с высоким электрическим
Каким путем должна обеспечиваться безопасность обслуживающего персонала и посторонних лиц при
работе на электрифицированном оборудовании:
Применения надлежащей изоляции, а в отдельных случаях — повышенной; применением двойной изоляции;
соблюдения соответствующих расстояний до токоведущих частей или путем закрытия, ограждения токоведущих частей; применения блокировки аппаратов и ограждающих устройств для предотвращения ошибочных операций и доступа к токоведущим частям
Надежного и быстродействующего автоматического отключения частей электрооборудования, случае оказавшихся под напряжением, и поврежденных участков сети, в том числе защитного отключения
Заземления или зануления корпусов электрооборудования и элементов электроустановок, которые могут
оказаться под напряжением вследствие повреждения изоляции; выравнивания потенциалов; применения
разделительных трансформаторов; применения напряжений 42 В и ниже переменного тока частотой 50 Гц
и 110 В и ниже постоянного тока;применения предупреждающей сигнализации надписей и плакатов;
применения устройств, снижающих напряженность электрических полей; использование средств защиты
и приспособлений, в том числе для защиты от воздействия электрического поля в электроустановках, в которых его напряженность превышает допустимые нормы
Все ответы правильные
Какие установки до 1кВ должны проверяться по режиму короткого замыкания:
Трансформаторы тока
Распределительные щиты, токопроводы, силовые щиты
Правильные ответы 1 и 2
Что называют заземлителем:
Случайное соединение находящихся под напряжением частей электроустановки
Проводник или их совокупность металлически соединенных между собой проводников, находящихся в соприкосновении с землей
Зона земли, находящаяся за пределами зоны растекания электрического тока
Что называют естественным заземлителем при реализации защитных мер электробезопасности
Случайное соединение находящихся под напряжением частей электроустановки с конструктивными частями, не изолированными от земли или непосредственно с землей
Заземлитель, специально выполняемый для целей заземления
Находящиеся в соприкосновении с землей электропроводящие части коммуникаций, зданий и сооружений производственного или иного назначения, используемые для целей заземления
Что называют искуственным заземлителем при реализации защитных мер электробезопасности
Случайное соединение находящихся под напряжением частей электроустановки с конструктивными частями, не изолированными от земли или непосредственно с землей
Заземлитель, специально выполняемый для целей заземления
Находящиеся в соприкосновении с землей электропроводящие части коммуникаций, зданий и сооружений производственного или иного назначения, испольэуемыек для целей заземления
Дайте определение термину «напряжение шага»
Напряжение между двумя точками земли, обусловленное растеканием тока замыкания на землю, при одновременном касании их ногами человека
Напряжение между двумя точками цепи тока замыкания на землю (на корпус) при одновременном прикосновении к ним человека
Область земли при стекании тока на землю
Что называется защитным отключением в электроустановках напряжением до 1кВ:
Автоматическое отключение всех фаз (полюсов) участка сети
Автоматическое отключение одной из фаз участка сети
Автоматическое отключение нулевых проводников участка сети
Какая из следующих защитных мер должна быть применена по крайней мере для защиты людей
поражения электрическим током при повреждении изоляции:
Малое напряжение, двойная изоляция, дублирующая проводка
Заземление, зануление, защитное отключение, разделительный трансформатор, малое напряжем двойная изоляция, выравнивание потенциалов
Выполнение защитных ограждений, специальные защитные костюмы
При каких номинальных напряжениях не требуется заземление или зануление электроустановок:
До 36 В переменного тока и до 120 В постоянного тока
До 42 В переменного тока и до 110 В постоянного тока
До 24 В переменного тока и до 140 В постоянного тока
Могут ли в целях защиты людей от поражения электрическим током использоваться естественные заземлители (проложенные в земле металлические водопроводы, обсадные трубы скважин и т. п.) для заземления электроустановок:
п.) для заземления электроустановок:
Нет, могут использоваться только искусственные горизонтальные и вертикальные заземлители
Могут только в случае/если использование искусственных заземлителей вызывает трудности
Могут преимущественно использоваться естественные заземлители
В каких случаях рекомендуется применять для заземления электроустановок одно
заземляющее устройство:
Если электроустановки имеют одинаковое напряжение питания
Если электроустановки имеют одинаковое назначение
Если электроустановки территориально приближены друг к другу
Все варианты ответов правильные
В электроустановках до 1 кВ, в местах, где в качестве защитной меры применяются разделительные
или понижающие трансформаторы, вторичное напряжение трансформаторов должно быть:
Для разделительных трансформаторов — не более 380 В, для понижающих трансформаторов не более 42\ В
Для разделительных трансформаторов — не более 220 В, для понижающих трансформаторов — не более 42 В
Для разделительных трансформаторов — не более 360 В, для понижающих трансформаторов — не более 24 В
Какие стальные электроды могут быть использованы в качестве искусственных заземлителей:
Имеющие окраску
Не имеющие окраску
Покрытые специальным битумным раствором для защиты от коррозии
Какие проводники должны использоваться в качестве нулевых защитных проводников, идущих к
переносным электроприемникам?
Нулевые рабочие проводники, присоединяемые к корпусу электроприемника
Отдельный проводник, присоединяемый к специальному контакту вилки втычного соединения и к корпусу электроприемника
Все ответы правильные
С каким напряжением следует предусматривать питание переносных электроприемников от сети
Не выше 127 В
Не выше 220 В
Не выше 380/220 В
Каким должно быть сечение заземляющей или зануляющей жилы переносных электроприемников:
Должно быть равным сечению фазных проводников
Должно быть не менее 75% сечения фазных проводников
Должно превышать сечение фазных проводников на не менее чем 25%
Как должны быть подведены электрические проводники во втычных соединениях переносных электроприемников?
К розетке подведены проводники со стороны питания, а к вилке — со стороны электроприемников
К розетке подведены проводники со стороны электроприемников, а к вилке-со стороны питания Подвод проводников может быть выбран произвольно, исходя из удобства в работе
Какой цвет должны иметь провода электропроводки по всей длине:
Иметь разный цвет, при этом цвет должен обозначать назначение проводника
Иметь разный цвет, при этом комбинация цветов не имеет значения
Быть одного цвета: черного или белого
243ПУЭ Какие кабели следует использовать для питания переносных и передвижных электроприемников:
Специальные шнуры и гибкие кабели с медными жилами
Специальные шнуры и гибкие кабели с алюминиевыми жилами
Любые провода и кабели, сечение которых соответствует мощности электроприемника
Где должны быть установлены предохранители, предназначенные для защиты электрических сетей
На всех нормально незаземленных полюсах или фазах
На всех заземленных фазах сети и в нулевом рабочем проводнике
В нулевом рабочем проводнике
Какими следует выбирать номинальные токи плавких вставок предохранителей и токи установок автоматических выключателей, служащих для защиты отдельных участков сети
Наименьшими по расчетным токам этих участков
Наибольшими по расчетным токам этих участков
Равными по расчетным токам этих участков
Где должны быть нанесены надпись на каждом аппарате защиты, указывающие значение
номинального тока аппарата, уставки расцепителя:
хеме, расположенной вблизи места установки
аппаратов защиты
Надписи наносятся на электрических проводника
Надписи наносятся только на аппарате
Как следует предусматривать присоединения к электрическим сетям переносных и передвижных
электросварочных установок (кроме автономных):
Непосредственно кабелем или кабелем через троллеи (тяговое устройство). Длина троллейных проводников не нормируется, их сечение должно быть выбрано с учетом мощности источника сварочного тока •
Длина троллейных проводников не нормируется, их сечение должно быть выбрано с учетом мощности источника сварочного тока •
Непосредственно кабелем или кабелем через троллеи. Длина троллейных проводников нормируется и не должна превышать 10 м
Непосредственно кабелем, без применения троллейных проводников
Допускается для постоянных работ, выполняемых с соблюдением требований, изложенных в действующих положениях и инструкциях, согласованных и утвержденных пожарными службами
Не допускается
Допускается для временных работ, выполняемых с соблюдением требований, изложенных в действующих! положениях и инструкциях, согласованных с пожарными службами и утвержденных Ростехнадзором (Госгортехнадзором) России
Возможно ли выполнение сварочных работ в зонах постоянно действующих и потенциально опасных производственных факторов, не связанных с характером выполнения сварочных работ:
Возможно при оформлении наряда-допуска на опасные виды работ %
Возможно в течение не более 4 часов в день
Сварочные работы в опасных зонах проводить запрещается
Какие зоны, вне пределов которых должны располагаться места размещения сварочного
борудования, относятся к зонам постоянно действующих и потенциально опасных производственных
факторов?
Места вблизи от неизолированных токоведущих частей установок, места, где возможно превышение предельных концентраций вредных веществ в воздухе
Места вблизи от неогражденных перепадов по высоте более 1,3 м
Зоны перемещения машин, оборудования их рабочих органов, места, над которыми происходит перемещения грузов кранами
Правильные ответы 1,2 и 3 —
Какое напряжение применяется для светильников местного освещения в помещениях с повышенной
опасностью?
Для стационарно установленных на более 42 В, а для переносных светильников — 12 В.
Для стационарно установленных на более 42 В, а для переносных светильников — 36 В.
Для стационарно установленных на более 220 В, а для перекосных светильников — 12 В.
На какой минимальной высоте над рабочим местом разрешается подвешивать временную
электропроводку?
2,5 м
3,5 м
6 м
На какой минимальной высоте над проходами разрешается подвешивать
временную электропроводку?
2,5 м
3,5 м «
6 м
На какой минимальной высоте над проездами разрешается подвешивать
временную электропроводку?
2,5 м
3,5 м
6 м.
В каких случаях ручные электроинструменты (входящие в комплект сварочного оборудования)
должны быть выключены и отсоединены от электрической сети:
При перерывах в работе и по окончанию работы
При смазке и очистке
При смене рабочего инструмента (ножей и
Правильные ответы 1,2 и3
Какую группу по электробезопасносги должны иметь лица, допускаемые к управлению ручными
электрическими машинами на площадках (в помещениях), не отнесенных к повышенной опасности
I группу по электробезопасности, подтверждаемую ежегодно
группу по электробезопасности, подтверждаемую ежемесячно
II группу по электробезопасности, подтверждаемую ежего*
В какие сроки должен осматриваться инструмент, применяемый в строительстве, на предмет его исправности:
Не реже одного раза в день
Не реже одного раза в 10 дней, а также непосредственно перед применением
Не реже одного раза в месяц, а также непосредственно перед применением
При получении инструмента со склада организации
На каком расстоянии должны находиться сварочные кабели от баллонов с
кислородом?
Не менее 5 м.
Не менее 0,5 м.
Не менее 8,5 м.
Письменное разрешение какого руководителя или специалиста в организации
требуется получить при производстве сварочных работ вне постоянных сварочных постов:
Руководителя или специалиста, отвечающего за пожарную безопасность
Руководителя или специалиста, аттестованного в качестве специалиста не ниже III уровня
Руководителя или специалиста, имеющего право руководства газоопасными работами
Мастера (прораба) строительного участка
КВАЛИФИКАЦИОННАЯ ХАРАКТЕРИСТИКА. Профессия: Электрогазосварщик. Квалификация: Электрогазосварщик ручной сварки 3-го разряда газосварщик 3-го разряда.
КВАЛИФИКАЦИОННАЯ ХАРАКТЕРИСТИКАПрофессия: Электрогазосварщик.
Квалификация: Электрогазосварщик ручной сварки 3-го разряда; газосварщик 3-го разряда.
Электросварщик ручной сварки 3-го разряда, газосварщик 3-го разряда должен знать
1. Принцип действия обслуживаемых электросварочных машин и аппаратов для дуговой сварки переменного и постоянного тока, газосварочных аппаратов, газогенераторов, кислородных и ацетиленовых баллонов, редуцирующих приборов и сварочных грелок;
2. Виды сварных соединений и типы швов;
3. Подготовку кромок изделий под сварку;
4. Типы разделок и обозначение сварных швов на чертежах;
5. Основные свойства применяемых при сварке электродов; свариваемого металла и сплавов, газов и жидкостей;
6. Допускаемое остаточное давление газа в баллонах;
7. Назначение и марки флюсов, применяемых при сварке;
Электросварщик ручной сварки 3-го разряда, газосварщик 3-го разряда должен уметь:
Сварить простые детали и конструкции из углеродистых сталей ручной, дуговой, плазменной и газовой сваркой;
Проводить наплавку простых неответственных деталей
Устранять раковины и трещины в простых деталях и отливах заваркой или наплавкой;
Выполнять прихватку деталей, изделий и конструкций во всех пространственных положениях сварного шва;
Выполнять работы по кислородной и плазменной резке в нижнем и вертикальном положениях сварного шва деталей и конструкций из углеродистых сталей по разметке вручную;
Проводить нагрев изделий и деталей перед сваркой, подогрев конструкций и деталей приправке;
Экономно и рационально использовать сырьевые, топливно-энергетические и материальные ресурсы;
Подготавливать оборудование, инструменты, приспособления к работе и содержать их в надлежащем состоянии; своевременно и рационально подготавливать к работе и производить уборку рабочего места;
Соблюдать требования безопасности труда и внутреннего распорядка;
Пользоваться средствами предупреждения и тушения пожара на своем рабочем месте и на участке;
15
Приложенные файлы
- 12938886
Размер файла: 24 kB Загрузок: 0
14 советов по минимизации сварочной деформации
В процессе сварки металл шва и прилегающий основной металл расширяются и сжимаются в течение всего цикла нагрева и охлаждения. Во время этих циклов неизбежно возникнет некоторая деформация из-за движения металла. Однако важно по возможности минимизировать это искажение. Вот несколько советов, как минимизировать сварочные деформации.
Во время этих циклов неизбежно возникнет некоторая деформация из-за движения металла. Однако важно по возможности минимизировать это искажение. Вот несколько советов, как минимизировать сварочные деформации.
1. Размер сварного шва
Важно избегать переваривания.Чем больше размер сварного шва, тем больше будет усадка. Обеспечение правильного размера сварного шва минимизирует деформацию и сэкономит металл и время сварного шва.
2. Прерывистая сварка
Прерывистая сварка, а не непрерывная сварка, минимизирует количество используемого металла сварного шва. Это, в свою очередь, минимизирует деформацию во время процесса сварки.
3. Меньше сварочных проходов
В процессе сварки усадка будет накапливаться с каждым проходом.Следовательно, меньшее количество проходов приведет к меньшим искажениям. Старайтесь выполнять небольшое количество больших сварочных проходов, а не большое количество малых проходов.
4. Сварочные работы
Важно размещать сварные швы рядом с нейтральной осью или центром детали. Такое размещение приведет к меньшему усилию усадки, которое может вывести пластины из выравнивания. Если вы не вытаскиваете пластины из выравнивания, это сведет к минимуму деформацию продукта.
5. Баланс вокруг нейтральной оси
Уравновешивание сварных швов вокруг нейтральной оси изделия и сварка с обеих сторон листа, чтобы компенсировать одну силу усадки другой.Этот баланс минимизирует искажения, поскольку силы будут противодействовать друг другу.
6. Техника обратной сварки
При использовании техники обратной сварки обычно выполняется сварка слева направо с нанесением каждого сегмента валика справа налево. По мере размещения каждого сегмента борта нагретые края расширяются, временно разделяя пластины. Однако по мере удаления тепла расширение по краям снова сближает пластины. Последовательные валики заставляют пластины расширяться все меньше и меньше на протяжении всего процесса из-за ограничений, которые вызывают предыдущие сварные швы. Этот метод сводит к минимуму искажения в процессе сварки.
Этот метод сводит к минимуму искажения в процессе сварки.
7. Предварительная настройка деталей
Проведя несколько пробных сварных швов в начале, вы можете определить количество предварительных настроек, необходимых для предыдущих сварных швов. Затем вы можете использовать эту информацию для предварительной настройки деталей перед сваркой, чтобы усадка работала за вас. Такой контроль усадки минимизирует деформацию вашего продукта.
8. Альтернативная последовательность сварки
Тщательно спланированная последовательность сварки может помочь минимизировать искажения.Во время сборки конструкция будет давать усадку в одном месте, противодействуя усадке в другом. Это противодействие создаст баланс, который предотвратит искажение.
9. Зажим
Использование зажимов позволит зафиксировать детали в желаемом положении и удерживать их до завершения сварки. Хотя снятие зажимов может вызвать минимальную деформацию, это вызовет значительно меньшую деформацию, чем перемещение во время сварки.
10. Прокаливание
Ковка — это процесс нанесения ударов по изделию тыльной стороной молотка.Уплотнение сварного шва растянет его и снимет напряжения, сводя к минимуму деформацию. Однако его следует выполнять осторожно и не выполнять на последнем проходе, где он может закрыть возможную трещину.
11. Устройство для снятия термического напряжения
Еще одним методом снятия напряжения с целью минимизации деформации является снятие термического напряжения. Этот процесс включает контролируемый нагрев сварного соединения до повышенной температуры с последующим контролируемым охлаждением. Такой контроль температуры снизит нагрузку на изделие.
12. Минимизация времени сварки
Чем дольше длится процесс сварки, тем больше вероятность деформации. Сведение к минимуму времени сварки — хороший способ уменьшить сварочные деформации. Использование механизированного сварочного оборудования сократит время сварки и искажения.
13. Приспособление с водяным охлаждением
Использование кондуктора с водяным охлаждением — эффективный инструмент для минимизации деформации при сварке листового металла. Инструмент отводит тепло от свариваемых деталей и обеспечивает циркуляцию воды по трубам во время сварки.В этом процессе также используются зажимы, чтобы минимизировать искажения.
14. Крепкая спина
Спинка — это инструмент, используемый для контроля деформации при стыковой сварке листов. Зажимы привариваются к краю одной из пластин, а клинья вбиваются под зажимы для выравнивания кромок, удерживая их во время сварки. Этот инструмент может помочь уменьшить искажения в этом специфическом сварочном процессе.
CAMM Metals | CT Сварочные услуги
Для обеспечения минимальных искажений при сварке обращайтесь к профессионалам! Как подрядчик по КТ-сварке, мы специализируемся на сварке MIG и TIG стали, нержавеющей стали и алюминия и используем аппараты для импульсной сварки, чтобы контролировать нагрев детали, минимизировать деформацию и улучшать качество производимых нами деталей.
После завершения сварки мы предлагаем множество собственных услуг. Эти услуги включают в себя проверку сварных швов с применением красителя, кислотную очистку и полировку сварных швов из нержавеющей стали. Кроме того, мы также можем сваривать и тестировать водонепроницаемые корпуса. Для тех клиентов, которым требуются сертифицированные сварные швы, мы можем сертифицировать наши сварные швы по AWS D1.1 и AWS D1.6.
Процессы для сварки резервуаров и сосудов под давлением
Заказчик K-TIG из США сваривает сосуд высокого давления, приваренный к ASME-9 с использованием технологии K-TIG Keyhole GTAW.
Только в США рынок резервуаров и сосудов высокого давления оценивается в 11 миллиардов долларов США. От обработки пищевых продуктов и ферментации до хранения ядерных отходов и обработки фармацевтических препаратов — сосуды используются во многих отраслях промышленности как для хранения, так и для перекачки жидкостей и газов под высоким давлением.
Учитывая критический характер сосудов под давлением, сварные швы, используемые при их изготовлении, проходят строгий контроль качества и гарантии, включая рентгеновский контроль, ультразвуковой контроль и множество других форм неразрушающего контроля (NDT).Если сварной шов сосуда высокого давления не соответствует этим процессам контроля и обеспечения качества, а также неразрушающим испытаниям, исправление отражения дефектного сварного шва может быть как трудным, так и дорогостоящим.
Таким образом, использование наилучшего возможного процесса сварки сосудов высокого давления имеет решающее значение — это повышает вероятность получения прочного сварного шва без дефектов, таких как пористость и вкрапления. Это, в свою очередь, помогает сварочным мастерским реализовывать прибыльные проекты и обеспечивать повторный бизнес.
Итак, каков наилучший (наивысшая производительность и высочайшее качество) процесс изготовления сосудов высокого давления?
Это очень широкий вопрос, на ответ на который влияет множество потенциальных факторов.К наиболее важным соображениям (каждое из которых более подробно описано ниже) относятся:
- Какой код или спецификации клиента должны соблюдаться?
- Какого типа и какой толщины сваривается материал?
- Сколько резервуаров или сосудов необходимо сварить?
Первым фактором, который следует учитывать, скорее всего, будет код или спецификации заказчика, которые должны быть соблюдены. Спецификации могут определять, какие сварочные процессы разрешены, какие процессы не подходят, и какая требуется подготовка, а также тип испытаний, необходимых для подтверждения качества, прочности и долговечности сварных швов.На основе этих спецификаций вам может потребоваться составить новый набор протоколов квалификации процедур (PQR) для конкретных заданий.
Именно на этом этапе вам также может потребоваться поделиться своим опытом с вашим клиентом, порекомендовав наиболее подходящий материал для его нужд на основе таких критериев, как коррозионная стойкость, долговечность для циклов нагрева и охлаждения и необходимое рабочее давление содержание.
- Если материал устойчив к коррозии, могу ли я эффективно отделить его от любых работ из углеродистой стали?
- Есть ли у меня оборудование для формирования корпусов сосудов указанной толщины?
- Каков оптимальный процесс сварки для этого материала?
- Как сделать процесс сварки максимально эффективным?
- Нужно ли мне использовать многопроцессный подход для достижения максимально возможной эффективности?
- Могу ли я автоматизировать процесс сварки для обеспечения стабильности и скорости?
- Какое время выполнения проекта?
- Какой процесс сварки обеспечит наилучшее качество?
- Какой процесс сварки обеспечит наибольшую стабильность?
- Какой процесс сварки даст самые быстрые результаты?
- Какая комбинация из вышеперечисленного идеальна?
- Какие части работы можно сваривать с помощью автоматики?
GTAW
Обычная TIG / GTAW — это процесс плавления. Обычно в результате получается широкая неглубокая сварочная ванна. Обычная сварка TIG имеет тенденцию ограничиваться токами ниже 250 ампер, поскольку более высокая сила тока (приводящая к высокому давлению дуги) понижает поверхность сварочной ванны и создает нестабильную турбулентную сварочную ванну.
Практический верхний предел для однопроходной сварки GTAW обычно составляет 2 мм. При превышении этой толщины обычно применяется корневой проход с V-образной канавкой, а затем — шпатлевка.Обработка канавок предпочтительна из-за единообразия процесса, что увеличивает стоимость, а снятый металл стыка необходимо заменять присадочным металлом. Соединения со скосом вручную часто приводят к неоднозначным результатам сварки.
Дуга с низкой плотностью энергии имеет ограниченную проникающую способность, а корневой и заполняющий проходы выполняются с низкой скоростью движения, что обычно приводит к большому количеству сварочных проходов и длительному времени сварки.
Плазменная сварка
Плазменная сварка — самый сложный из процессов дуговой сварки.Он чрезвычайно чувствителен, с точными уровнями плазмы и защитного газа, необходимыми для образования плазменной струи и защиты отверстия. Это требует тщательной настройки и частого обслуживания. Для плазменной сварки требуются высококвалифицированные операторы, способные настраивать и контролировать многие параметры, обслуживать систему и обеспечивать частую замену электродов.
Практический верхний предел для однопроходной сварки PAW обычно составляет от 8 мм до 10 мм, хотя он чаще используется для корневых проходов от 4 до 6 мм, за которыми следуют присадочные проходы с использованием TIG / GTAW.
К-ТИГ
Вариант GTAW с высокой плотностью энергии, K-TIG (Keyhole TIG) — это высокоскоростная однопроходная технология сварки с полным проплавлением, позволяющая сваривать материалы толщиной до 5/8 дюйма (16 мм) в 100 раз быстрее, чем TIG. , и обычно работает с удвоенной скоростью плазменной сварки.
K-TIG работает в широком диапазоне применений и особенно хорошо подходит для материалов с низкой проводимостью, таких как нержавеющая сталь, никелевые сплавы, титановые сплавы, а также большинство коррозионно-стойких и экзотических материалов.Он выполняет продольные и кольцевые сварные швы на трубах, листах, намотках, резервуарах, резервуарах и других объектах за один проход:
Титан толщиной до 5/8 дюйма (16 мм)
Нержавеющая сталь толщиной до ½ дюйма (13 мм)
Никелевые сплавы и суперсплавы толщиной до ½ дюйма (13 мм)
Высококачественная углеродистая сталь толщиной до ¼ дюйма (6 мм)
Чрезвычайно быстрое время сварки K-TIG приводит к значительному сокращению затрат на рабочую силу, продолжительности цикла сварки, затрат на доработку и ремонт, использования газа и электроэнергии. Однопроходные сварные швы с полным проплавлением K-TIG значительно сокращают или исключают шлифовку и доработку. Процесс K-TIG значительно снижает или устраняет необходимость в проволоке, устраняет скашивание кромок и требует только квадратного стыкового соединения, но также может использоваться для сварки при всех стандартных приготовлениях GTAW. Никакого корневого зазора не требуется.
Однопроходные сварные швы с полным проплавлением K-TIG значительно сокращают или исключают шлифовку и доработку. Процесс K-TIG значительно снижает или устраняет необходимость в проволоке, устраняет скашивание кромок и требует только квадратного стыкового соединения, но также может использоваться для сварки при всех стандартных приготовлениях GTAW. Никакого корневого зазора не требуется.
K-TIG (Keyhole TIG) — это усовершенствованная версия TIG / GTAW, разработанная Австралийской государственной организацией по науке и промышленным исследованиям (CSIRO).Этот процесс сварки был незаметно принят на вооружение некоторыми из самых производительных мировых производителей и крупнейших производителей сосудов.
K-TIG имеет 8-кратную глубину проплавления по сравнению с GTAW, что позволяет выполнять сварочные швы с рентгеновским качеством материалов толщиной до 5/8 дюйма (16 мм) за один проход без необходимости скашивания кромок. Результирующие сварные швы выполняются со скоростью до 100 раз быстрее, чем при обычной TIG / GTAW. Расход газа снижается более чем на 90%, а расход проволоки снижается более чем на 90% или полностью исключается.
Физика процесса K-TIG создает высокую плотность энергии в сварочной дуге, позволяя ей открывать «замочную скважину» и полностью проникать в свариваемый материал и сваривать на высокой скорости.
Сведение к минимуму поверхностной энергии, связанной с геометрией замочной скважины, и относительно неограниченный выход дуговых газов в совокупности обеспечивают чрезвычайно стабильную и безопасную сварочную ванну. Расплавленный металл внутри сварочной ванны предотвращается от падения с поверхности корня за счет поверхностного натяжения, создаваемого процессом.
Если вы используете плазменную сварку для изготовления нержавеющей стали, дуплексной или супер-дуплексной стали толщиной от 3 до 13 мм (от 1/8 до 13/32 дюйма), весьма вероятно, что вы получите значительную выгоду от внедрения K-TIG. Вполне вероятно, что вы уже вложили средства в оборудование автоматизации для обеспечения постоянной скорости движения, обычно это позиционер, ротатор, закаточная машина или колонна и стрела. Возможно, ваше применение — сосуды под давлением, всасывающие сосуды, криогенные установки или резервуары. Вероятно, вы выполняете продольный шов, за которым следуют два кольцевых шва, и испытываете недопустимый уровень дефектов, и вам приходится бороться с более толстыми материалами.
Возможно, ваше применение — сосуды под давлением, всасывающие сосуды, криогенные установки или резервуары. Вероятно, вы выполняете продольный шов, за которым следуют два кольцевых шва, и испытываете недопустимый уровень дефектов, и вам приходится бороться с более толстыми материалами.
В отличие от плазменной сварки, K-TIG прост в эксплуатации. Структура дуги и замочная скважина возникают спонтанно и автоматически поддерживаются контроллером на протяжении всего сварного шва. Здесь нет плазменного сопла или диафрагмы, не требуется точной центровки электродов, используется только один сварочный газ, скорость потока не критична, а горелки очень надежны.
K-TIG имеет обширный опыт как в GTAW, так и в плазменной сварке, и может помочь вам быстро и просто перейти на K-TIG.
Пример использования: K-TIG в производстве сосудов под давлениемK-TIG недавно работал с Titan Metal Fabricators над улучшением их процессов продольной сварки на 9.Сосуды высокого давления из титана Grade 2 диаметром 5 мм.
Для процесса сварки TIG вручнуюTITAN требовался большой скос, 4 прохода под сварку вручную и обширное шлифование. Все это привело к значительному времени на подготовку и, соответственно, к высоким затратам на рабочую силу, газ и проволоку. Хотя TITAN сохранил исключительное качество сварных швов, несколько проходов создавали возможности для дефектов, приводящих к переделке.
Благодаря установке K-TIG, Titan сократил время сварки на 83% и время подготовки на 66%, снизил затраты на 69% и уменьшил дефекты сварных швов на 42%.
K-TIG работает в широком спектре областей применения и особенно хорошо подходит для производства сосудов высокого давления, где бездефектные сварные швы являются критически важным требованием.
Загрузите тематическое исследование TITAN Metal Fabrication.
| Определения Газовая сварка металлом-дугой Тем не менее, если все сделано правильно, то сварка MIG будет привлекательной для оператора, а внешний вид сварного шва будет превосходным, и это излюбленный процесс большинства сварщиков.Хорошая техника даст отличный результат. Правильно сделанный готовый сварной шов не имеет шлака и практически без брызг. Угол наклона пистолета-распылителя обычно используется для увеличения газового покрытия и получения наилучших результатов. Если свариваемый материал грязный, ржавый или окрашенный, его необходимо очистить шлифованием до появления блестящего голого металла. Сварка MIG может использоваться со всеми основными коммерческими металлами, включая низкоуглеродистую сталь, низколегированную сталь, а также нержавеющую сталь и алюминий, что может дать отличный результат для новичка. Сварка алюминия MIG Чистота проволоки и основного металла имеет решающее значение. Протрите материал ацетоном чистой тряпкой. Используйте проволочные щетки из нержавеющей стали, которые использовались только для алюминия. Натяжение приводного ролика и длина пистолета должны быть минимизированы.Для минимизации трения при подаче проволоки требуется тефлоновая, нейлоновая или аналогичная футеровка для пистолета, а для защиты требуется 100% чистый аргон. Часто рекомендуются специальные контактные подсказки. Часто очень желательны особые приемы движения оружия. Это вызов, но это можно сделать. Самозащитная порошковая сварка |
 цилиндр давления) для защиты.Проволока обычно представляет собой низкоуглеродистую сталь, обычно окрашенную в медный цвет, потому что на нее гальванически нанесен тонкий слой меди для защиты от ржавчины, улучшения электропроводности, увеличения срока службы контактного наконечника и в целом улучшения характеристик дуги. Сварщик должен быть настроен на положительную полярность постоянного тока. Защитный газ, который обычно представляет собой диоксид углерода или смесь диоксида углерода и аргона, защищает расплавленный металл от реакции с атмосферой. Защитный газ проходит через горелку и кабельную сборку и выходит из сопла пистолета вместе со сварочной проволокой для экранирования и защиты расплавленной сварочной ванны.Расплавленный металл очень реактивен по отношению к кислороду, азоту и водороду из атмосферы, если подвергнуть его воздействию. Инертный газ обычно продолжает течь в течение некоторого времени после сварки, чтобы защитить металл при его охлаждении. Легкий ветерок может сдуть экран и вызвать пористость, поэтому сварку на открытом воздухе обычно избегают, если только не установлены специальные ветровые стекла.
цилиндр давления) для защиты.Проволока обычно представляет собой низкоуглеродистую сталь, обычно окрашенную в медный цвет, потому что на нее гальванически нанесен тонкий слой меди для защиты от ржавчины, улучшения электропроводности, увеличения срока службы контактного наконечника и в целом улучшения характеристик дуги. Сварщик должен быть настроен на положительную полярность постоянного тока. Защитный газ, который обычно представляет собой диоксид углерода или смесь диоксида углерода и аргона, защищает расплавленный металл от реакции с атмосферой. Защитный газ проходит через горелку и кабельную сборку и выходит из сопла пистолета вместе со сварочной проволокой для экранирования и защиты расплавленной сварочной ванны.Расплавленный металл очень реактивен по отношению к кислороду, азоту и водороду из атмосферы, если подвергнуть его воздействию. Инертный газ обычно продолжает течь в течение некоторого времени после сварки, чтобы защитить металл при его охлаждении. Легкий ветерок может сдуть экран и вызвать пористость, поэтому сварку на открытом воздухе обычно избегают, если только не установлены специальные ветровые стекла. Сначала научитесь комфортно сваривать сталь. Поскольку алюминий очень мягкий, для него требуются алюминиевые приводные ролики с U-образной канавкой и без зубцов, которые могут перекусить или вызвать отслаивание проволоки.
Сначала научитесь комфортно сваривать сталь. Поскольку алюминий очень мягкий, для него требуются алюминиевые приводные ролики с U-образной канавкой и без зубцов, которые могут перекусить или вызвать отслаивание проволоки.
10 советов, которые помогут контролировать усадку и деформацию сварных швов — изготовление оси
Что такое искажение?
Усадка сварных швов поражает как опытных сварщиков, так и любителей.Усадка вызывает деформацию сварного изделия. Искривление опорной плиты вызвано теплом от сварочной дуги. Деформация возникает в результате расширения и сжатия металла шва и прилегающего основного металла в процессе сварки.
Причины перекоса
Когда металлический брусок нагревается равномерно, он расширяется во всех направлениях. Когда стержень остывает, он равномерно сжимается до своих первоначальных размеров. Сдерживая штангу каким-либо образом — тисками или другими средствами — равномерного расширения не произойдет.Поскольку расширение все еще должно происходить, полоса искажается, поскольку она расширяется в любом беспрепятственном направлении. Сжатие происходит равномерно независимо и постоянно сохраняет деформацию. Такой же основной процесс происходит при сварке.
10 советов по контролю усадки сварного шва
1. Не переваривайте
Чем больше металла в соединении, тем больше силы усадки. Уменьшение количества сварных швов экономит металл, экономит время и защищает сварной шов от деформации.Если металлическая пластина толще 0,25 дюйма, снятие фаски может помочь предотвратить деформацию.
2. Используйте прерывистую сварку
Использование прерывистой сварки вместо непрерывной, где это возможно, значительно снижает деформацию. Несмотря на то, что металл шва и теплопередача уменьшаются на 75%, прочность сварного шва остается относительно бескомпромиссной.
3. Используйте как можно меньше сварочных проходов
Меньшее количество проходов с большим электродом предпочтительнее, чем большое количество проходов с меньшими электродами, когда поперечная деформация может быть проблемой.Усадка накапливается при каждом проходе. Чем больше проходов, тем больше усадка.
4. Поместите сварные швы около нейтральной оси
Обеспечение меньшего воздействия усилий усадки для смещения мест смещения за счет размещения сварных швов вблизи нейтральной оси сводит к минимуму деформацию.
5. Выровняйте швы вокруг нейтральной оси
Смещайте одну силу усадки с другой, чтобы эффективно минимизировать деформацию. Дизайн сборки и последовательность сварки являются важными факторами, которые следует учитывать.
6. Используйте сварку с обратным шагом
Общее продвижение сварного шва может быть, например, слева направо, но каждый последовательный сегмент валика располагается справа налево. После размещения каждого валика нагретые края расширяются на дальней стороне сварного шва. Как только тепло распространяется по пластине, расширение на противоположном крае снова сближает пластины. Этот процесс значительно снижает искажения.
7. Предвидеть силы усадки
Предварительная установка деталей перед сваркой может вызвать усадку при выполнении конструктивных работ.При предварительной настройке, предварительном изгибе или предварительном сжатии деталей для сварки используются противодействующие механические силы для противодействия деформации. Например, удлинение вершины сварной канавки при предварительной установке пластин может помочь уменьшить деформацию. Полученный сварной шов немного длиннее, чем на плоской пластине. После снятия зажимов последний сварной шов снимает свои продольные усадочные напряжения за счет укорачивания до прямой линии. В результате получается плоская пластина. Другой метод уравновешивает усадку, располагая идентичные сварные детали спиной к спине и плотно зажимая их вместе.Сварные швы помещают на оба узла и дают остыть перед снятием зажимов. Сочетание этого процесса с предварительной гибкой может еще больше предотвратить искажение. Схема поможет
8. Планирование последовательности сварки
Правильная последовательность сварки включает размещение сварочного металла в разных точках сборки так, чтобы усадка происходила только в одном месте за раз, и ей противодействовали последовательные сварные швы. Чередование сварных швов по обе стороны от нейтральной оси особенно полезно при сварке с проплавлением и разделкой кромок.В угловых сварных швах прерывистые швы, чередующиеся вниз, уравновешивают усадку.
Чередование сварных швов по обе стороны от нейтральной оси особенно полезно при сварке с проплавлением и разделкой кромок.В угловых сварных швах прерывистые швы, чередующиеся вниз, уравновешивают усадку.
9. Устранить усадочные усилия после сварки
Упрочнение противодействует усилиям усадки сварного шва при его охлаждении. Упрочнение растягивает валик и делает его тоньше, тем самым снимая напряжения, вызванные сжатием при охлаждении металла. Этот процесс требует осторожности; упрочнение неприменимо к корневому валику или на последнем проходе, так как процесс может скрыть или вызвать трещины. Другой метод — снятие термического напряжения.Снятие термического напряжения включает контролируемый нагрев сварного изделия с последующим контролируемым охлаждением для снятия напряжений, вносимых сварным швом.
10. Минимизируйте время сварки
Минимизация времени при сварке сводит к минимуму количество нагреваемого металла. Уменьшение нагрева уменьшает усадку и, как следствие, деформацию.
Дополнительная литература: Сварка и изготовление и MIG против сварки TIG
Hobart Brothers Performance Сварочные изделия
Быстрое и эффективное устранение проблем при сварке может иметь большое значение, помогая свести к минимуму простои и ненужные расходы.Изучение того, как предотвратить проблемы в первую очередь, даже более полезно, независимо от материала, используемого для приложения. В частности, алюминий создает некоторые уникальные проблемы. Помимо низкой температуры плавления и высокой теплопроводности, алюминий особенно склонен к прожиганию на более тонких участках и может испытывать недостаток плавления на более толстых деталях. Дефекты сварных швов, такие как трещины, сажа / сажа и пористость, также вызывают серьезную озабоченность.
Коррозионная стойкость алюминия и высокое отношение прочности к весу |
Тем не менее, коррозионная стойкость алюминия и высокое отношение прочности к весу, а также его высокая электрическая проводимость делают его отличным выбором для всего: от аэрокосмических приложений до теплообменников, изготовления прицепов и, в последнее время, панелей кузова и кадры.
Чтобы избежать негативного воздействия на производительность и качество, важно понимать причины дефектов сварных швов алюминия, предпринимать меры по их предотвращению и находить способы быстрого исправления ошибок в случае их возникновения.Вот ответы на некоторые общие вопросы, которые помогут устранить неполадки в процессе.
Каковы причины распространенных типов растрескивания при сварке алюминия?
Горячее растрескивание и растрескивание под напряжением возможно при использовании процесса газовой дуговой сварки металлическим электродом (GMAW) или газовой вольфрамовой дуговой сварки (GTAW) на алюминии. Оба типа трещин могут помешать сварным швам соответствовать требованиям норм и в конечном итоге привести к разрушению сварного шва, даже если трещины небольшие. Горячее растрескивание — это преимущественно химический вопрос, в то время как растрескивание под напряжением является результатом механических напряжений.
Существует три основных фактора, которые влияют на вероятность возникновения горячих трещин при сварке алюминия. Во-первых, насколько подвержен растрескивание алюминиевый основной материал; некоторые сплавы, такие как серия 6000, более подвержены этой проблеме. Во-вторых, в процессе используется присадочный металл. Три, наиболее подходящая совместная конструкция; некоторые конструкции швов ограничивают добавление присадочного металла.
Растрескивание под напряжением может произойти, когда алюминиевый сварной шов охлаждается и при затвердевании присутствуют чрезмерные усадочные напряжения.Это может быть связано с вогнутым профилем валика, слишком низкой скоростью перемещения, сильно зажатым стыком или углублением в конце сварного шва (кратерная трещина).
Какие меры могут предотвратить растрескивание сварных швов алюминия?
Чтобы предотвратить образование горячих трещин, выбирайте присадочный металл, который обеспечивает химический состав металла сварного шва с меньшей чувствительностью к образованию трещин. Каждый алюминиевый присадочный металл имеет классификацию Американского сварочного общества (AWS), которая соответствует регистрационному номеру алюминиевой ассоциации, и вместе они определяют химический состав конкретного сплава.Всегда обращайтесь к авторитетному руководству по выбору присадочного металла, чтобы сделать лучший выбор, поскольку не все алюминиевые присадочные материалы подходят для каждого основного алюминиевого материала. Некоторые алюминиевые направляющие для присадочного металла содержат конкретные рекомендации по нескольким характеристикам сварного шва, а именно: растрескивание, прочность, пластичность, коррозионная стойкость, эксплуатация при повышенных температурах, соответствие цвета после анодирования, PWHT и ударная вязкость. Если есть проблема с растрескиванием, выберите присадочный металл с наивысшим рейтингом в категории трещин.
Также помогает предотвратить образование горячих трещин за счет использования соответствующей конструкции шва. Соединение с пазом со скошенной кромкой — хороший вариант. Он позволяет добавлять большее количество присадочного металла, что увеличивает степень разбавления основного металла, делая его менее склонным к растрескиванию.
Иногда растрескивание под напряжением можно предотвратить, если это допустимо, используя присадочный металл, содержащий кремний. Этот тип присадочного металла снижает усадочные напряжения, особенно в чувствительных к трещинам областях, таких как начало и конец сварного шва (или кратеры).Кроме того, используйте функцию автоматического заполнения кратера или другие одобренные методы заполнения кратера, чтобы свести к минимуму возможность растрескивания кратера. Увеличение скорости движения может помочь уменьшить возможность растрескивания алюминия под напряжением за счет сужения зоны термического влияния (HAZ) и уменьшения степени плавления основного металла. Предварительный нагрев также является вариантом защиты от растрескивания под напряжением, поскольку он помогает минимизировать уровни остаточных напряжений в основном материале во время и после сварки. Важно внимательно следить за подводимым теплом; слишком большое количество тепла может снизить прочность на разрыв основного материала в некоторых сплавах до неприемлемого уровня.
Предварительный нагрев также является вариантом защиты от растрескивания под напряжением, поскольку он помогает минимизировать уровни остаточных напряжений в основном материале во время и после сварки. Важно внимательно следить за подводимым теплом; слишком большое количество тепла может снизить прочность на разрыв основного материала в некоторых сплавах до неприемлемого уровня.
Как лучше всего предотвратить прожог или непробивание алюминия?
Использование процесса импульсной сварки GMAW — отличная защита от прожога на алюминии толщиной 1/8 дюйма или меньше. Источники питания с этой возможностью работают путем переключения между высоким пиковым током и низким фоновым током. В фазе пикового тока капля от алюминиевой проволоки отрывается и продвигается к сварному соединению, в то время как во время фазы низкого фонового тока дуга остается стабильной без переноса металла.Комбинация этих высоких пиковых и низких фоновых токов снижает тепловложение, предотвращая прогорания, и предлагает дополнительное преимущество в виде небольшого разбрызгивания или его отсутствия.
Чтобы избежать негативного воздействия на производительность и качество, |
При сварке более толстых алюминиевых профилей особенно важно иметь достаточную силу тока для адекватного проплавления сварного шва.Хорошее общее практическое правило состоит в том, что для сварки алюминия толщиной 1/4 дюйма требуется около 250 ампер, а для сварки алюминия толщиной 1/2 дюйма — около 350 ампер. В некоторых случаях может потребоваться добавление гелия в смесь защитного газа из-за его способности обеспечивать более горячую и проникающую дугу на более толстых участках. Для процесса GMAW хорошим вариантом является смесь 75% гелия и 25% аргона. Используйте смесь 25 процентов гелия и 75 процентов аргона при сварке GTA более толстых алюминиевых профилей, чтобы увеличить проплавление.
Используйте смесь 25 процентов гелия и 75 процентов аргона при сварке GTA более толстых алюминиевых профилей, чтобы увеличить проплавление.
Как лучше всего предотвратить изменение цвета сварных швов алюминия?
Обесцвечивание и образование копоти возникают, когда оксиды алюминия и / или магния собираются на основном материале и свариваются. Это явление наиболее часто встречается при сварке MIG и происходит потому, что по мере того, как присадочная проволока проходит через дугу и плавится, часть ее достигает температуры испарения и конденсируется на более холодном основном металле, который недостаточно защищен защитным газом. Уменьшите вероятность возникновения этой проблемы, выбрав подходящий присадочный металл.Например, присадочный металл из алюминия серии 4000 содержит мало магния или совсем не содержит магния, что снижает вероятность испарения этого элемента в дугу и конденсации на сварном шве в виде сажи (по сравнению с присадочными материалами из алюминия серии 5000, которые содержат около 5 % магния).
Уменьшение расстояния между контактом и заготовкой (CTWD) и использование соответствующего угла наклона пистолета и расхода защитного газа также может минимизировать изменение цвета сварного шва. Используйте толкающий угол, который помогает очистить дугу перед сварным швом, чтобы удалить копоть.Увеличение размера сопла пистолета GMAW или горелки GTAW помогает защитить дугу от сквозняков, которые могут ввести кислород в технологический процесс. Всегда держите сопло чистым от брызг, чтобы обеспечить постоянный поток защитного газа для защиты сварочной ванны.
Как лучше всего предотвратить образование пористости в сварных швах алюминия?
Пористость — обычное нарушение сплошности при сварке алюминия. В первую очередь это происходит, когда водород попадает в сварочную ванну во время плавления, а затем попадает в сварной шов во время затвердевания.Есть несколько способов предотвратить эту проблему. Во-первых, убедитесь, что основной металл и присадочный металл чистые и сухие. Протрите алюминий перед сваркой, используя растворитель и чистую ткань, чтобы удалить всю краску, масло, жир или смазочные материалы, которые могут привести к попаданию углеводородов в сварной шов. Затем почистите сварное соединение чистой щеткой из нержавеющей стали, предназначенной для работы. Если основной алюминиевый материал хранился в прохладном месте, дайте ему адаптироваться к температуре в магазине в течение 24 часов перед началом процесса сварки, чтобы предотвратить образование конденсата на алюминии.Хранение неупакованных присадочных материалов в отапливаемом шкафу или комнате также может помочь снизить риск пористости. Это может предотвратить циклическое прохождение продуктов через точки росы и сводит к минимуму образование гидратированного оксида на поверхности проволоки GMAW или отрезков с отрезками GTAW. Покупка присадочного металла у известного производителя всегда является хорошей идеей, так как эти компании обычно бреют проволоку алмазом и режут отрезки GTAW для удаления вредных оксидов и следуют процедурам для получения соединений с низким остаточным водородом.Наконец, подумайте о покупке защитных газов с низкой точкой росы в качестве защиты от пористости. Соблюдайте все рекомендуемые процедуры сварки в отношении расхода защитного газа и циклов продувки.
Во-первых, убедитесь, что основной металл и присадочный металл чистые и сухие. Протрите алюминий перед сваркой, используя растворитель и чистую ткань, чтобы удалить всю краску, масло, жир или смазочные материалы, которые могут привести к попаданию углеводородов в сварной шов. Затем почистите сварное соединение чистой щеткой из нержавеющей стали, предназначенной для работы. Если основной алюминиевый материал хранился в прохладном месте, дайте ему адаптироваться к температуре в магазине в течение 24 часов перед началом процесса сварки, чтобы предотвратить образование конденсата на алюминии.Хранение неупакованных присадочных материалов в отапливаемом шкафу или комнате также может помочь снизить риск пористости. Это может предотвратить циклическое прохождение продуктов через точки росы и сводит к минимуму образование гидратированного оксида на поверхности проволоки GMAW или отрезков с отрезками GTAW. Покупка присадочного металла у известного производителя всегда является хорошей идеей, так как эти компании обычно бреют проволоку алмазом и режут отрезки GTAW для удаления вредных оксидов и следуют процедурам для получения соединений с низким остаточным водородом.Наконец, подумайте о покупке защитных газов с низкой точкой росы в качестве защиты от пористости. Соблюдайте все рекомендуемые процедуры сварки в отношении расхода защитного газа и циклов продувки.
Последние мысли
Как и при любом сварочном процессе и при сварке любого материала, соблюдение некоторых основных рекомендаций имеет решающее значение для получения наилучших результатов. Что касается алюминия, его механический и химический состав может немного усложнить процесс. Всегда следуйте рекомендациям по очистке и хранению материала и присадочного металла и тщательно выбирайте подходящее оборудование.В конце концов, легче привести все в порядок перед сваркой, чем пытаться исправить проблемы позже.
Назад к основам — сварка GTAW и GMAW
GTAW, GMAW, поддуговая и электродная сварка — в чем разница? Часть 1
Вы все задавались вопросом, что я недавно узнал? Что ж, я решил начать с типов сварки.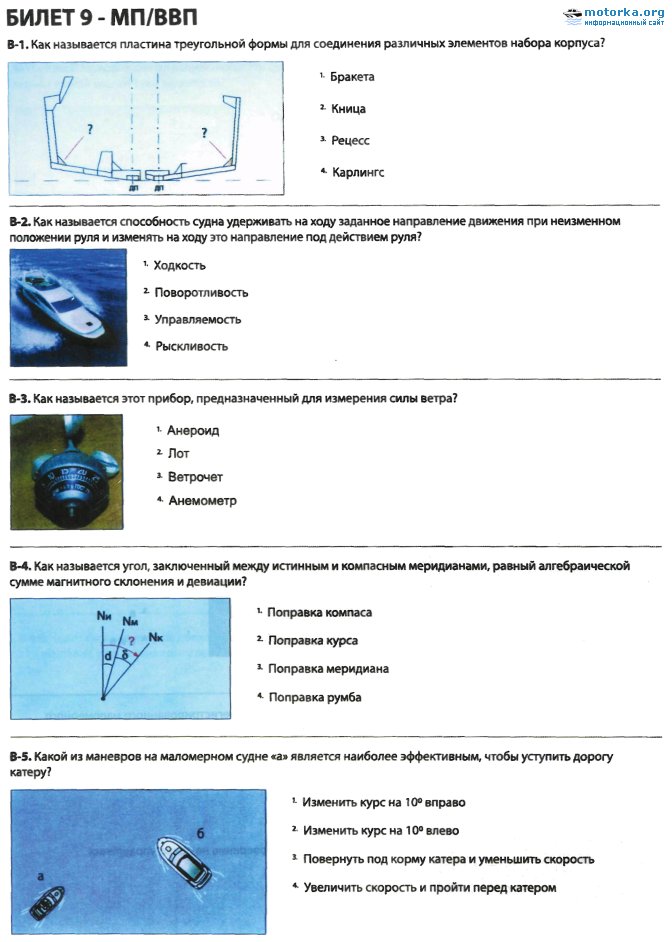 Я начну с самого красивого, так как это моя сильная сторона. Сварка TIG, также известная как GTAW, также известная как сварка Heliarc.Вы спросите, какие сокращения? TIG означает инертный газ вольфрама. Американское общество сварки называет этот процесс GTAW — газо-вольфрамовая дуговая сварка. Почему для одной и той же процедуры используются разные аббревиатуры? Что ж, ваше предположение на этот счет так же хорошо, как и мое. Если у кого-нибудь есть ответ на этот вопрос, я всем внимателен и хотел бы знать.
Я начну с самого красивого, так как это моя сильная сторона. Сварка TIG, также известная как GTAW, также известная как сварка Heliarc.Вы спросите, какие сокращения? TIG означает инертный газ вольфрама. Американское общество сварки называет этот процесс GTAW — газо-вольфрамовая дуговая сварка. Почему для одной и той же процедуры используются разные аббревиатуры? Что ж, ваше предположение на этот счет так же хорошо, как и мое. Если у кого-нибудь есть ответ на этот вопрос, я всем внимателен и хотел бы знать.
GTAW-сварка — это процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Это самый эстетичный вид сварного шва, но он также может быть самым сложным в изготовлении.В этом стиле вам нужно создать постоянный ток — обычно с помощью лепестка ножки — поддерживать равномерный зазор между электродом и металлом и, при необходимости, использовать присадочный металл одновременно. Скажем так, тем, кто не может одновременно жевать жвачку и ходить, вероятно, не стоит пробовать этот метод сварки. Это занимает немного больше времени, но требует небольшого шлифования и создает вид «сложенных десятицентовиков».
Я заручился помощью Шона Хоглунда, инженера по сварке C4 Welding, чтобы выяснить кое-что из того, что происходит здесь, в C4.«Мы используем GTAW для различных видов сварки. Мы используем его ежедневно в областях комплектов труб для выполнения корневых и горячих проходов в сварных швах труба-труба или труба-фланец. Мы используем его в линейке резервуаров, чтобы исправить любые недостатки, которые могут возникнуть, такие как недоработка, пористость, опрокидывание или смешивание пусков и остановок. В зависимости от различных типов используемого материала (алюминий, нержавеющая сталь или другие цветные материалы) или толщины материала (обычно тонкие материалы), которые мы свариваем, предпочтительнее использовать GTAW, потому что сварщик будет иметь больший контроль над процессом сварки.”
Движение вперед, сварка MIG (металл в инертном газе), также известная как GMAW (газовая дуговая сварка металла), также известная как сварка проволокой, — это процесс сварки, при котором между расходуемым проволочным электродом MIG и заготовкой образуется электрическая дуга, которая нагревает металл, вызывая их таять и соединяться. Наряду с проволочным электродом через сварочную горелку проходит защитный газ, который защищает процесс от загрязнений в воздухе. Хотя сварные швы при использовании этого метода не самые красивые, их легче всего создать; этот метод требует наименьших затрат времени, поскольку сварщик может наплавить больше металла шва за более короткий период времени; но обычно требует некоторой шлифовки после завершения.Сварка MIG лучше всего подходит для новичков и обычно используется на каждой ферме в Америке. Я надеюсь, что смогу убедить кого-нибудь здесь научить меня этому, чтобы я мог сказать, что «умею сваривать».
Наряду с проволочным электродом через сварочную горелку проходит защитный газ, который защищает процесс от загрязнений в воздухе. Хотя сварные швы при использовании этого метода не самые красивые, их легче всего создать; этот метод требует наименьших затрат времени, поскольку сварщик может наплавить больше металла шва за более короткий период времени; но обычно требует некоторой шлифовки после завершения.Сварка MIG лучше всего подходит для новичков и обычно используется на каждой ферме в Америке. Я надеюсь, что смогу убедить кого-нибудь здесь научить меня этому, чтобы я мог сказать, что «умею сваривать».
По словам Шона, «GMAW используется для основной части нашей рабочей нагрузки и наиболее распространен для повседневного использования. Основная причина этого в том, что скорость наплавки намного выше; повышение производительности и эффективности. GMAW используется во всех областях магазина. От заполнения канавок / проходов покрытия в области комплекта труб до сварки всех сопел и муфт в наших резервуарах и строительных столов в производственной зоне механического цеха.”
Это была захватывающая неделя, когда я узнал так много нового. Я начинаю понимать, что происходит в цехе, что резко сократило количество глупых вопросов, срывающихся у меня изо рта. Загляните сюда через пару недель, когда я закончу Часть 2; Дуговая сварка и сварка электродом. И, надеюсь, я смогу рассказать пару историй о моем первом опыте сварки!
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО И ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ.НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ПРОЦЕССА СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами владения процессом сварки. что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса порошковой сварки в среде защитного газа, что в тех общих сварочных цехах «зачем менять то, что мы всегда делали», то через пятьдесят с лишним лет после введения -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки. Также реальность сварки заключается в том, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
Также реальность сварки заключается в том, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужные, ДОЛГОСРОЧНЫЕ переделки сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ НА ИГРАТЬ С КОНТРОЛЯМИ», МОЖНО БЫТЬ ЗАПИСАНО НА МУЗЫКУ И БЫТЬ ИЗГОТОВЛЕНО В МИРОВОЙ МАГАЗИН СВАРКИ.
Возможно, это отражение недостатка опыта в области контроля сварочного процесса и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы стандартного качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, это немногочисленные сварочные цеха. знают о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой от простого в использовании процесса сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям будет применен, по крайней мере, высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об одном инженере, который вместе с задействованными инженерами не мог контролировать простые роботизированные сварные швы стали и алюминия на заводах Tesla, и я также думаю о сварных швах нержавеющей стали в SpaceX и многих годы и миллионы долларов потрачены впустую, поскольку Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для получения результатов испытаний на разрушающие сварные швы из нержавеющей стали, которые он требовал для удовлетворения НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я показал на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки, полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIG, обеспечивая при этом максимальную энергию сварки в инертной атмосфере уникален тем, что обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность к растрескивание с минимально возможным искажением.
TIP TIG — это также процесс сварки, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также исключает проблемы с разбрызгиванием сварочного шва или сварочным дымом.
Преимущества процесса TIP TIG при сварке качественных сталей и сплавов CODE необычайны, и столь же необычным было то, что мировая сварочная промышленность медленно реагировала на значительные преимущества в отношении качества / стоимости, которые могли быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общей нехватки средств управления процессом сварки и передового опыта в области сварки, который преобладает во всех отраслях промышленности, где используются обычные процессы дуговой сварки, такие как импульсная сварка MIG, GTAW. и газозащитный флюсовый порошок. 2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, обеспечивает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «экономически эффективные, все позиции , используйте качественные сварные швы, которые не требуют доработки.
и газозащитный флюсовый порошок. 2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, обеспечивает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «экономически эффективные, все позиции , используйте качественные сварные швы, которые не требуют доработки. TIP TIG самый простой в использовании процесс позиционирования. Никакого дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG обеспечивает на 200–400% больше наплавки, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с увеличенными скоростями сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, полученные по сравнению с любым другим процессом дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG — всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки при отсутствии проблем с пористостью сварного шва.
- Используйте TIP TIG для больших или малых приложений, один процесс от корня до заполнения, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.

____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс непосредственно в офисе и медленное развитие процесса сварки, которое преобладает, особенно в отраслях, которые должны лидировать, таких как аэрокосмическая промышленность, оборона, медицина, нефть и электроэнергетика.
Получение верфи военно-морского флота, которая обычно ежегодно тратит сотни миллионов на сверхбюджетную переделку сварных швов или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления на оборудовании MIG, которое мало изменилось за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду удивляться, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десятилетие, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но буду вежливее предоставить его здесь.И даже при широком использовании TIP TIG сейчас, в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о полностью ручных и автоматических возможностях сварки и возможностях этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
десятилетие, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но буду вежливее предоставить его здесь.И даже при широком использовании TIP TIG сейчас, в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о полностью ручных и автоматических возможностях сварки и возможностях этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы они постоянно развивались в сторону процессов сварки, которые обеспечат превосходное качество сварки при более низких затратах на сварку.
СВАРОЧНАЯ ИНЖЕНЕРНАЯ ПРОМЫШЛЕННОСТЬ В США ПОЗВОЛИЛА КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ Сварки, что просто невозможно в большинстве сварочных цехов, обслуживающих нефтедобывающую промышленность Северной Америки.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовало пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, чтобы компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем у этой компании потребовался месяц, чтобы сделать TIP TIG своим основным ручным и автоматизированным процессом сварки, который будет использоваться для большинства сварных швов качества их нормативных требований на подводных, нефтегазовых и сжиженных газах.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века вместе с устаревшими спецификациями сварных швов, процедуры и практики. В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям процесса сварки, которые могут улучшить качество, производительность и стоимость сварки, они могут с таким же успехом закрыть двери сварочных цехов и выпить чашечку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите другой мой веб-сайт https://tiptigwelding.com
В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям процесса сварки, которые могут улучшить качество, производительность и стоимость сварки, они могут с таким же успехом закрыть двери сварочных цехов и выпить чашечку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите другой мой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварки в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварочные швы с порошковой сердцевиной в среде защитного газа важны.- Ежедневное качество сварки и производство сварных швов часто мало меняются за шесть десятилетий.
- Отклонение сварного шва и ожидается доработка сварного шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, которая требует различных процедур, оборудования, расходных материалов, методов и навыков, часто используется более одного процесса сварки.
- В отделениях сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки».
- Часто можно найти опытный сварщик, который «поиграет» со своим руководством. . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, у которой есть сварочный отдел, всегда трудно найти кого-то в своем главном офисе, который понимает требования к контролю процесса, необходимые для владения процессом сварки.Также почти невозможно найти кого-то, кто менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых сварных швов 1/14 MIG.

________________
Отсутствие права собственности на сварочный процесс во всем мире — обычное недостающее звено
Как только персонал фронт-офиса осознает, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения по сварке, легко найти ресурсы, которые они требуется для этого на этом сайте.Меня зовут Эмили Крейг раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов на протяжении более 40 лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную сварку MIG — GTAW — Flux. Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт позволяет мне выразить свое разочарование, которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН НЕПЛАВНЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССА, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные сварные швы, а также платить цену за низкую производительность сварки? Моя реальность, связанная с сваркой, заключалась в том, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой. Какая польза от квалифицированного инспектора сварного шва AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварных швов.
Какая польза от квалифицированного инспектора сварного шва AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварных швов.
В конце концов, когда менеджеры или инженеры понимают, что их дорогостоящий отдел контроля качества и сварочный персонал не обеспечивают эффективных решений процесса сварки для ежедневных ручных или роботизированных сварочных проблем, менеджер может затем обратиться к более дорогостоящим решениям, таким как использование большего количества сварщиков , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N.Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплата ниже, или, что еще лучше, в Мексику, которая платит еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может подумать о другом костыле, например о покупке еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке со всего мира, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как в течение десятилетий ежедневно производились посредственные сварные швы. качество и производительность, а создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКА ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
УПРАВЛЕНИЕ ПОЛУЧИЛО РЕШЕНИЕ УПРАВЛЕНИЯ RESOUT ПРОБЛЕМЫ: Существенным требованием к владению процессом сварки со стороны фронт-офиса является понимание ключевыми лицами компаний, принимающих решения по сварке, ценности того, что на протяжении десятилетий известно немногим менеджерам или инженерам, является важным требованием: средства контроля процесса сварки — передовой опыт в области сварочных работ. При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварочного шва. Опыт управления процессами и передовой практики, который позволяет организации последовательно достигать максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварочного шва. Опыт управления процессами и передовой практики, который позволяет организации последовательно достигать максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
ОБЯЗАТЕЛЬНО, ЭТО НЕ ЭТО ИНЖИНИРИНГ: Когда у инженеров, менеджеров или руководителей сварочного цеха есть проблема, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно возникают в течение десятилетий, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки. .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения управлению сварочным процессом почти для четырех тысяч сотрудников отдела продаж сварочных швов в Северной Америке, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна из областей, которая всегда резко свидетельствует об отсутствии средств контроля сварочного процесса MIG и передовых методов сварки, которые преобладают на большинстве мировых автомобильных и грузовых заводов, заключается в часто плохих, постоянно меняющихся данных сварки, которые имеют К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварки в ячейке робота, не является признаком просвещенной инженерии и производителя. управление. Это показатель того, что руководство компании просто не осведомлено об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
управление. Это показатель того, что руководство компании просто не осведомлено об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и супервизоры на предприятиях автомобильной и грузовой техники не понимают процесс сварки роботов контролировать требования к опыту владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический руководитель настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками управления сварочным процессом и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса сварки, выполняемой роботом или вручную, то тот же самый менеджер также быть достаточно мудрым, чтобы гарантировать, что на их эксперта по контролю сварочного процесса была возложена ответственность обучить всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению процессом сварки, чтобы их мог представить любой, независимо от их опыта в области сварки. Между прочим, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова «Должен иметь необходимый контроль процесса сварки и опыт передовой практики сварки».
ЭТО БУДЕТ ШОКОВАТЬ МНОГО. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
КОМАНДА СВАРОК: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не имеют контроля над процессом сварки и опыта передовой практики, они часто создают команду сварщиков, команду, которая по иронии судьбы также не будет такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварщики, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение было предоставлено всему персоналу компании, который ежедневно влияет на решения по сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно проходить один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ ПРОЦЕССОМ обеспечивается My MIG — Flux Cored and TIP TIG, Ручное и роботизированное управление процессом сварки и передовая практика сварки, программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной бригады».Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы гарантировать, что продукты для роботизированных ячеек должны быть доставлены своевременно, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы нормального качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и защита, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаружите, что их сварочные отделы придерживаются менталитета «так они всегда делали это». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, который позволит сварочным цехам использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG — это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. На этой странице вкратце обсуждаются подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW — импульсная MIG, порошковая сварка и сварка горячей проволокой, а самые обширные в мире данные TIP представлены в TIP TIG. раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 г. Однако я хорошо осведомлен о том, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, которые не имеют права собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
THE АГРЕССИВНЫЙ ЭВОЛЮЦИЯ БЫСТРОГО ДУГОВОГО ПРОЦЕССА СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ : Мне хорошо известны причины, по которым «ИЗМЕНЕНИЯ» для многих сварочных цехов в конце концов трудно осуществить. Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding.com заключается в том, что в аэрокосмическом, энергетическом, нефтяном и оборонном секторах, когда речь идет о ручной и автоматической дуговой сварке, Китай (помимо двух сварщиков) уже на десять лет является главой Северной Америки.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА КОНСУЛЬТАЦИИ ПО ПРОДАЖЕ СВАРКИ, ЧАСТО ТРАТИТЕ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ МИГ-СВАРКИ, ЧТО БЫЛА СТАЛЬ И НЕРЖАВЕЮЩАЯ СТАЛЬ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стального или нержавеющего углового шва на стали толщиной> 5 мм, узнает о сварочном аппарате MIG. В режиме распыления, который, к сожалению, имеет низкое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или предельной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить такой же потенциал наплавки, как и распыление, но при этом 50% времени тратится на низкий фоновый ток, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва и не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, называемого «Экспертиза в области контроля сварочного процесса».
В 1970-е и 1980-е годы, используя дешевое оборудование для сварки сварочным электродом в газовой среде, я показывал сварочные цеха, как выполнять сварку короткого замыкания MIG без разбрызгивания.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без разбрызгивания. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимально возможное короткое замыкание в секунду ЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН.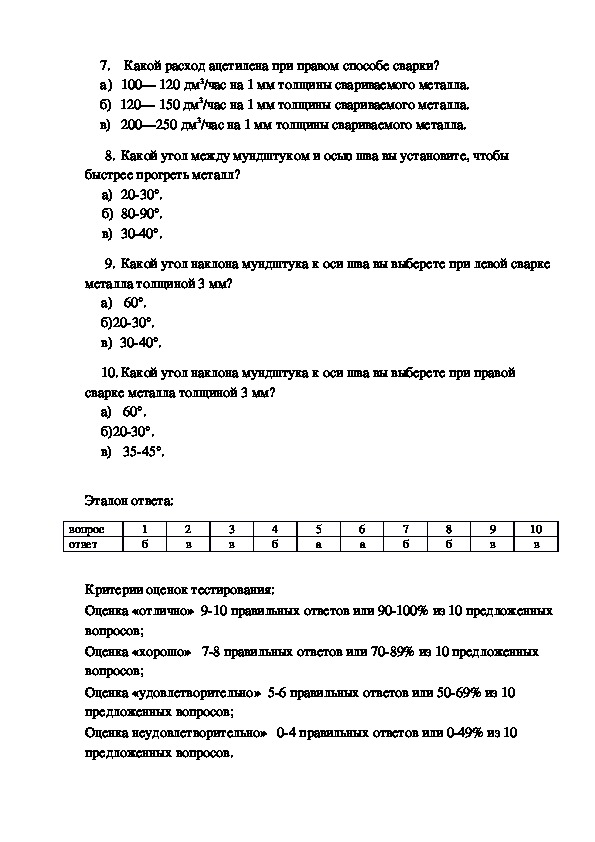 ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, и сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый 2020 года за 2500 долларов. Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносной импульсный аппарат MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварочные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: Хотя некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые В дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые В дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
ГАЗОЗАЩИТНАЯ ФЛЮСОВАЯ СЕРДКА: В 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что как GTAW, так и процесс с нанесением порошковой проволоки с защитным газом — плохой выбор для многих сварных швов с нормальным качеством. Для тех, кто использует в 2020 году все позиционные порошковые проволоки с защитным газом в приложениях, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему сварочный цех выбрал бы такой процесс сварки, как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, чрезмерная пористость, проблемы с плавлением шлака, избыточное разбрызгивание и избыток сварочного дыма будут нормой.
ЕЕ 2020 И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫЕ МАГАЗИНЫ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, их оборудованием и проблемами расходных материалов при ручной сварке и сварке роботов, посетите разделы моих программ.Хотя импульсная сварка MIG, TIG на постоянном токе и сварка порошковой проволокой в среде защитного газа с 1960-х гг. Отвечали за выполнение большинства ежедневных сварочных швов, отвечающих требованиям международного стандарта, в 2019 г. немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
TIP TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором, когда требуются сварные швы стандартного качества, TIP TIG обеспечивает более высокие характеристики сварки, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (лучший сварочный шов с самой низкой пористостью) наряду с достижением самого низкого тепловложения свариваемой детали от полярности постоянного тока и увеличения скорости перемещения. В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварной части с помощью простого в использовании процесса для сварки любых металлов, любых применений размер, и сварные швы в любом положении.
. https://tiptigwelding.com КОГДА ТИП ТИГ В СЕВЕРНОЙ АМЕРИКЕ В 2009 ГОДУ И Я НАЧИНАЛ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРКИ И МАГАЗИНОВ СВАРКИ В Северной Америке. КИТАЙ.2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области безопасности сварки, металлургии, механики, коррозии, а также защиты от сварочного дыма, полученных от TIP TIG, преимуществ, изложенных на этой странице, и особенно в моей комплексной программе «TIP TIG», которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварки такова, что когда требуется максимально возможное качество во всех положениях, корнях или насыпях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще использовать (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG на постоянном и переменном токе — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG Качество сварных швов и экономичность превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, может не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих, качественных глобальных сварочных цехов. Обратите внимание: сравнение процессов сварки будет иметь большее значение, когда те, кто заинтересован в сопоставлении, имеют средства управления процессом сварки и опыт передовой практики сварки, которые необходимы для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, делает процесс дуговой сварки идеальным? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества. Ниже будет мой список.
- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сваривать как открытые корневые проходы, так и заполняющие проходы для любых применений и металлов, и подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварки (текучесть) для достижения оптимального сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должны обеспечивать умеренные скорости наплавки во всех положениях, чтобы при производстве экономичных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и переданной энергией сварки.
- Должен обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление сварных швов и пористость.
- Не должно быть брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должна соблюдаться полярность EN, обеспечивающая при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.

Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПОЛНЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ ЛУЧШУЮ СВАРКУ В ВСЕХ ПОЛОЖЕНИЯХКогда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь высочайшее качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скорость сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут быть дублированы никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скорость сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут быть дублированы никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение затрат на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм наименьший нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными процессами дуговой сварки, которые используются сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнений процессов сварки полезно, если те, кто проводит сравнение процессов, в первую очередь, имеют средства контроля процесса сварки и передовой опыт сварочных работ, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показателям качества сварки в верхнем левом углу.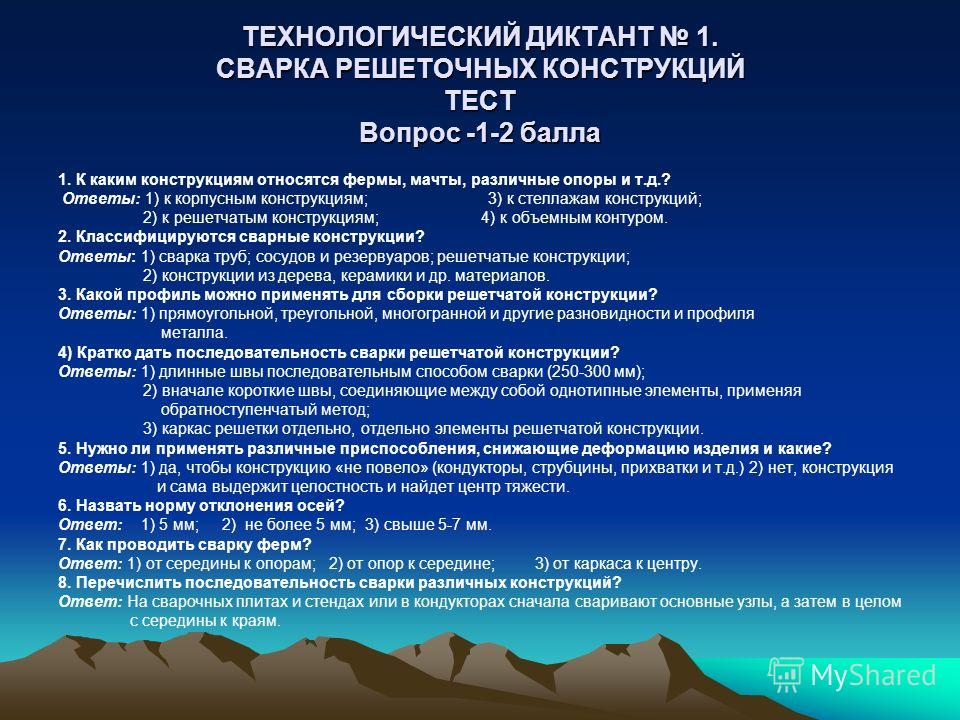 а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильное оптимальное качество сварки. Сварочные мастерские знают, что при ручной сварке, независимо от навыков сварщика, такие процессы дуговой сварки, как импульсная MIG и порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои обучающие программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах, связанных со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сваркой и владения инжинирингом, а также отсутствия опыта в области контроля сварочного процесса, обычно всегда проводится обширная ненужная дорогостоящая ручная доработка сварных швов. И в авто. на заводах по производству грузовиков, бункеры, которые выстилают проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и лишь немногие роботы на заводах будут достигать оптимального потенциала производительности роботизированных сварных швов.
На десятилетия. В результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие контроля за процессом сварки и передового опыта в области сварочных работ.
В 2020 году, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на ремонт сварных швов, часто на миллионы долларов, и все же судостроительный завод;
- ИСПОЛЬЗУЮТСЯ ТРЕБУЕМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- КВАЛИФИЦИРОВАННЫЕ ПРОЦЕДУРЫ СВАРКИ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ДЕЯТЕЛЬНОСТИ ЕЖЕДНЕВНО ДОЛЖНЫ УБЕДИТЬСЯ, ЧТО БЫЛ ЭФФЕКТИВНОЙ ЧАСТЬЮ СТРОИТЕЛЬСТВА СУДНА.
- МОЖНО ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЕТСЯ СВАРКА И ЧТО ТАКОЕ ОТСУТСТВУЕТ ССЫЛКА?
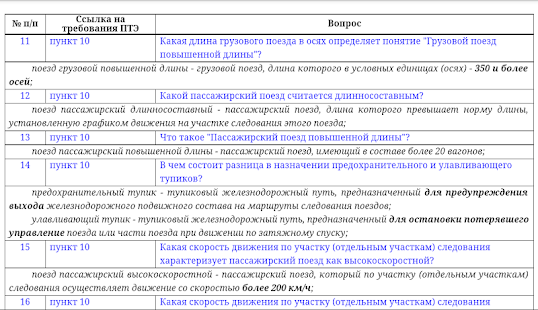
___________
С любым предприятием, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов, как правило, снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССОВ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер может спросить, почему с простой настройкой два режима управления, сварка MIG и сварка порошковой проволокой, которые в большинстве своем используются ежедневно Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами существует мало свидетельств того, что контроль процесса сварки и эволюция передовых методов сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями, или почему большинство из них авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века. Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой;
Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой;
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ — СУЩЕСТВУЮЩАЯ ЭКСПЕРТИЗА.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО ИЗМЕНИТЬ РАСХОДЫ НА ОБЫЧНУЮ СВАРКУ МИГ ИЛИ ФИЛЕТА 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ НА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был когда-то, однако обсуждаемые сварочные процессы и приложения разнообразны, процесс сварки требует значительных затрат, а также последствия дорогостоящего качества сварного шва и Проблемы производительности, которые ежедневно затрагивают большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли.Как бы то ни было, на самом деле сварка такова, что контроль процесса — темы передовых методов сварки должны быть интересны всем, кто называет себя профессионалом в области сварочных работ.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой, а также решениям по управлению технологическим процессом. Я всегда стремился упростить и сконцентрировать внимание на вопросах управления процессом сварки и передовых методов сварки и передать их всем лицам, принимающим решения в области сварки. Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула. пить воду из поилки.
Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула. пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсная сварка MIG, порошковая сварка в среде защитного газа и наиболее важным из них будет TIP TIG процесс. Читатель найдет с этими тремя сварочными процессами наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем сварочного цеха, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать единственный путь, необходимый для оптимизации процесса сварки, путь, который гарантирует каждому из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно же, получаются с наименьшими затратами на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG. ДЛЯ МЕНЯ, В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, которые возникают в 2020 году.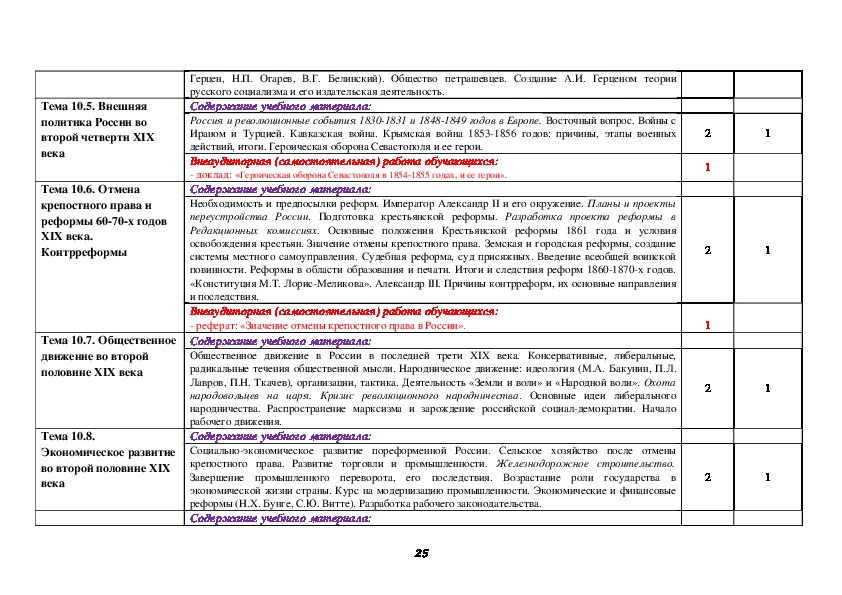 Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG».
Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG».
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ УЗНАЛИЛИ О ДЕСЯТИЛЕТИЯХ НЕПРАВИЛЬНОЙ ЭФФЕКТИВНОСТИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЧТО ЯВЛЯЕТСЯ ЕЩЕ ОДИН УКАЗАТЕЛЬ ОТСУТСТВИЯ ПРОЦЕССА СВАРКИ, ВЫПОЛНЯЕМОГО ЭКСПЕРТАМИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, зачем им нужно оборудование для импульсной MIG сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, вероятно, расскажут вам все причины, по которым их местные торговые представители. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно, когда требуются стальные сварные швы любого нормативного качества.Если у вас, как и у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы считаете логичным, чтобы лица, ответственные за решения по сварке роботов MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, должны знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, необходимых для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И СВАРОЧНОГО ЦЕХА MIG BS:
В Северной Америке доступно более сорока газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых газовых смесей MIG — это просто результат яркого воображения менеджера по маркетингу или продажам газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИТ УПРОЩЕНИЕ, СОДЕРЖАНИЕ И ОБЕСПЕЧЕНИЕ СОТРУДНИКОВ ОБУЧЕНИЯ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЮТСЯ ЛУЧШИЕ ПРАКТИКИ.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем самообучении / самообучении «Контроль процесса сварки MIG и порошковой порошковой проволокой в среде защитного газа — программы передовой практики сварки», читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или порошковой проволокой, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварным швам и инженерно-технический менеджер много знали о сварке штучной сваркой и ничего не знали о флюсовой порошковой сварке и управлении сварочными процессами MIG и передовых методах сварки.На этой верфи. В течение трех месяцев после моего обучения управлению технологическим процессом качество сварных швов и производительность были ошеломляющими. Информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе, посвященном порошковой проволоке.
С ЧРЕЗМЕРНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА СВАРОЧНЫЙ РЕМОНТ НА АМЕРИКАНСКИЙ РЕМОНТ НА ПРОИЗВОДСТВО СУДОВ ВМФ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ БЫСТРО СОЗДАТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАТЬ, ПОСЛЕ УПРАВЛЕНИЯ ВМФ США, УПРАВЛЯЮЩЕГО УПРАВЛЕНИЕМ ВМФ США. ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не открывали сварочный цех, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось решением дорогостоящих вопросов сварки, и редко свидетельствовало понимание или важность использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГОЙ СВАРКЕ ВОПРОСАХ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ДЕЙСТВОВАТЬ.
передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже.
2020… КОГДА ОНА ДОХОДИТ НА СВАРКУ СУДОВ ВМФ, НЕКОТОРЫЕ СВАРОЧНЫЕ ОТДЕЛЫ ГЛОБАЛЬНОЙ ВОФНО-ВЕРФИ ОКАЗЫВАЮТСЯ ЗАСТРЕВАЮЩИМИСЯ В ХХ ВЕКЕ. Еще один пример отсутствия в 2019 году управления фронт-офисом и владения процессом инженерной сварки. Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Для тех лиц, принимающих решения в области сварки, которые игнорируют или не знают об эволюции процесса дуговой сварки, произошедшей за последние десять лет, а также для тех, кто также не осведомлен о преимуществах управления процессом сварки и передовых методов сварки которые должны быть реализованы на их судостроительных верфях, вы можете, когда закончите эту страницу, захотите посетить мой процесс обучения — программы самообучения.Следите за самыми полными в мире данными о процессах на моем веб-сайте tiptigwelding.com.
2019. Большинство глобальных оборонных проектов 21-го века в настоящее время строятся с использованием процессов дуговой сварки 20-го века с устаревшими спецификациями и процедурами сварки.