Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минут | Генератор идей
Сегодня будет весьма полезный материал для каждого, кто хоть раз сталкивался с такой проблемой, как пайка алюминия.
Да простят меня сварщики-аргонщики, которые работают в автосервисах и оказывают услуги по пайке алюминиевых радиаторов. Сначала маленькое вступление, а потом, очень интересные фото и видео.
У моего знакомого, весьма дорогой автомобиль, но любой автомобиль ломается, не важно, сколько он стоит.
У него начал подтекать масляный радиатор охлаждения коробки передач. В небольшой алюминиевой трубке образовалась маленькая щель, ее даже не видно визуально, но если завести машину, то оттуда начинает капать масло.
Согласитесь, менять радиатор на новый, который стоит 17.000 руб, как-то не целесообразно. Ехать к аргонщикам, тоже весьма дорогое удовольствие.
Можно конечно запаять, но это будет очень сложно, из-за оксидной пленки. Еще, можно залепить холодной сваркой) кто-то так делает.
Еще, можно залепить холодной сваркой) кто-то так делает.
Но времена меняются и на рынках появился вот такой припой, под названием HTS-2000 или Castolin 192.
Это цинковая трубка с наполнением из порошкового флюса. Как раз, данный флюс и растворяет оксидную пленку алюминия.
Сам процесс пайки очень простой, для этого, нам понадобится обычная газовая горелка.
Но, нужно понимать, что обычная газовая горелка не в силах справится с большими заготовками.
Изделие, нужно прогревать до 400-500 градусов, иначе, ничего не получится.
Для примера, я возьму алюминиевую банку. Сделал два отверстия, сейчас, попробуем их запаять.
Зажимаем в тиски и начинаем нагревать с помощью газовой горелки.
Но, тут я перестарался и перегрел банку((( а как вы хотели, нужно будет немного научиться ей пользоваться. Да и сами понимаете, какая толщина стенок у банки)
Но мы не останавливаемся, давайте попробуем на другом примере.
Зачистил два провода.
Нагреваем, буквально 30 секунд.
Легким движением, припой начинает растекаться в необходимую для нас область.
В итоге получаем даже не пайку, а наверное сварку, которую невозможно разорвать руками.
Найти такой припой можно на строительных рынках или на авито, только ценник там будет весьма внушительный. Лучше всего, брать на али, тут вы точно купите то, что будет работать и по хорошей цене. Ссылка тут. Внимание, там есть трубки дешевле, но они без припоя !
Оцените, пожалуйста, материал и подписывайтесь на наш канал) Еще, мы тут: YouTube; ВКонтакте; Одноклассники
Как припаяться к алюминию
Паять алюминий очень сложно, т.к. он мгновенно окисляется при контакте с атмосферой, даже если только что зачищен. Для его пайки существуют мощные кислотные флюсы, вроде проверенного Ф-64А (радиотехнические магазины), но есть далеко не везде.
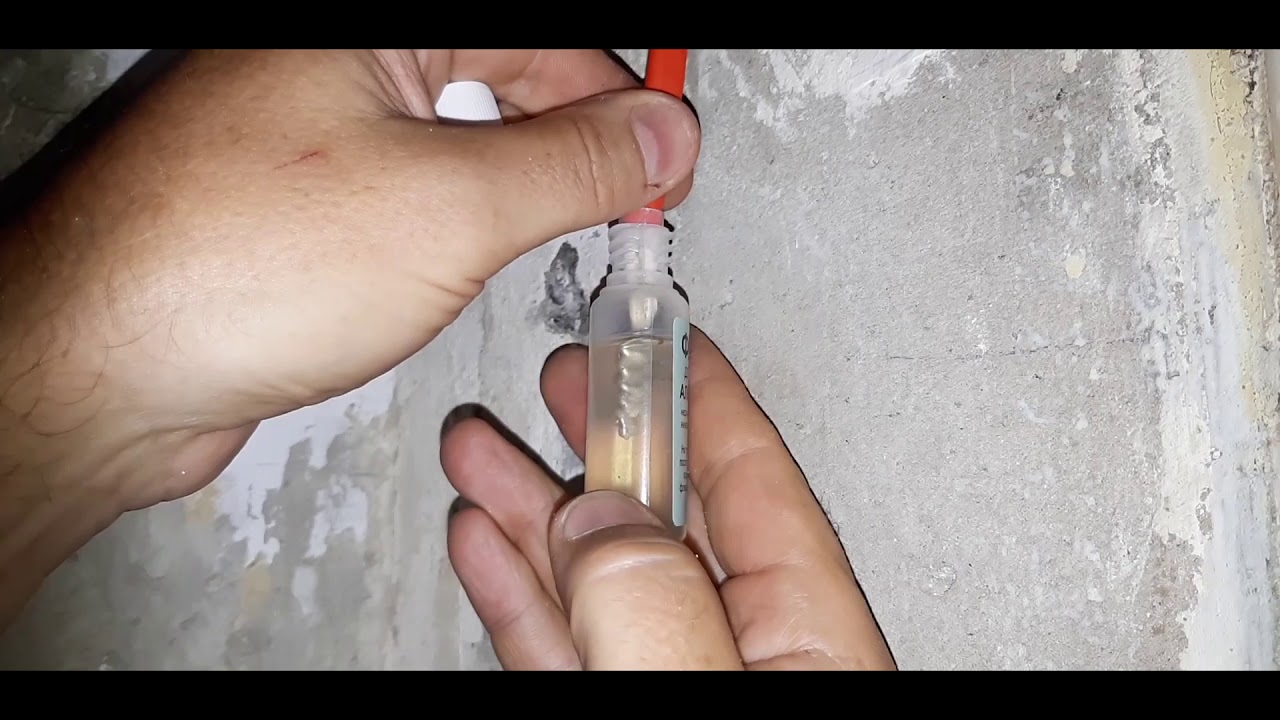
Встретил в советском учебнике хитрость, чтобы обойти эти сложности. Берётся раствор медного купороса (продаётся в удобрениях в виде синего порошка), и затем на зачищенный и обезжиренный алюминий наносится несколько капель раствора. В раствор осторожно (чтобы не задеть алюминий) окунается медная проволока, к которой подключен «+» источника напряжения. Алюминиевая деталь подключается, соответственно, к «-» этого источника. Ток идёт через раствор купороса и осаждает из него медь. Время выдержки зависит от силы тока и напряжения (это может быть пальчиковая батарейка 1.5В или аккумулятор 12В).
Берётся раствор медного купороса (продаётся в удобрениях в виде синего порошка), и затем на зачищенный и обезжиренный алюминий наносится несколько капель раствора. В раствор осторожно (чтобы не задеть алюминий) окунается медная проволока, к которой подключен «+» источника напряжения. Алюминиевая деталь подключается, соответственно, к «-» этого источника. Ток идёт через раствор купороса и осаждает из него медь. Время выдержки зависит от силы тока и напряжения (это может быть пальчиковая батарейка 1.5В или аккумулятор 12В).
В моём случае это был аккумулятор 12В и я даже не парился с раствором — просто на несколько крошек купороса капнул воды из под крана 🙂 вот результат:
Эксперимент был проведён сумбурно и тщательность процедур не соблюдалась, кроме зачистки и обезжиривания. Просто один специалист хотел мне доказать, что медь не осадить без серной кислоты или подобного восстановителя. После данных фоток, специалист спорить перестал.
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха.
 Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ. - Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600 0 С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
 Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.

Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650 0 С.
- Пайка при пониженных температурах, составляющих 250-300 0 С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.

 youtube.com/embed/uMYnZHWBy7Y»/>
youtube.com/embed/uMYnZHWBy7Y»/>
Довольно часто можно услышать такую точку зрения, что сплавы алюминия и сам алюминий довольно плохо паять. Однако данное мнение будет справедливым лишь в случае, если для него использовать те же флюсы и припои, что и для меди, стали и ряда других материалов. Сегодня в продаже можно найти специальные материалы, которые были разработаны непосредственно для пайки алюминия. В итоге, паять его стало так же возможно, как и медь.
Сложность пайки алюминия при использовании стандартных припоев и флюсов заключается в целом ряде химических и физических особенностей такого материала. Прежде всего, следует отметить, что на поверхности этого металла всегда находится довольно прочная пленка оксида, которая к тому же способна хорошо сопротивляться воздействию самых разных химических соединений.
Оксидная пленка не допускает попадания припоя непосредственно на поверхность металла. Для ее преодоления прибегают к одному из 2 способов:
- Механическая обработка, за счет которой пленка удаляется с поверхности провода, после чего можно его начинать паять.
- Применение сильнодействующих флюсов, которые попросту растворяют ее и обнажают поверхность чистого металла.

Сложность при пайке алюминия заключается также и в том, что у этого металла невысокая температура плавления, которая составляет всего лишь 660 градусов. Прочность провода при нагревании до 250-300 градусов становится значительно ниже, из-за чего он становится неустойчивым.
Температура пайки должна находиться в пределах от 500 до 640 градусов. Это не слишком большой интервал, особенно, если планируется использование высокотемпературной пайки, где очень высока вероятность перегрева материала, после чего происходит расплавление провода.
В отличие практически от всех металлов, используемых в легкоплавких припоях:
- свинец;
- кадмий;
- висмут;
- сурьма и т.д., алюминий обладает такой характеристикой, как невысокая взаимная растворимость. Это приводит к тому, что прочность соединений, полученных в результате спаивания, оставляет желать лучшего.

Что использовать?
Выбор флюса для алюминия зависит от целого ряда немаловажных факторов. В частности, наибольшей популярностью пользуется так называемый бинарный флюс, представляющий собор раствор концентрированной фосфорной кислоты.
У него есть большое количество положительных моментов:
- Этот состав является безотмывочным, то есть он не будет нуждаться в дополнительной промывке после завершения паяльных работ.
- Он очень быстро действует, поэтому приступать к пайке можно практически сразу же после его нанесения на поверхность провода.
- Вещество универсальное, поэтому является подходящим для ряда других металлов, в частности, стали или меди.
Чтобы пайка алюминия получилась как можно лучше, нужно использовать припои, где содержится алюминий, серебро, кремний, цинк и медь. В продаже можно найти расходные материалы, где содержатся все эти материалы.
Выбирая припой, принимают во внимание, что соединение будет иметь наивысшую способность к сопротивлению коррозионным процессам, если в припое содержалось большое количество цинка.
Вполне допустимо использовать для пайки алюминия припои, сделанные на базе свинца и олова, однако здесь невозможно будет обойтись либо без механической зачистки материала, либо без использования надежных флюсов. Не рекомендуется использовать припой такого рода, так как алюминий не будет с ним достаточно надежно соединяться. Еще одним отрицательным моментом является подверженность соединения развитию коррозии.
Помимо припоя и флюса, понадобится паяльник. Ширина жала здесь будет напрямую зависеть от того, насколько большое сечение у провода – чем оно выше, тем шире жало следует подбирать. Стоит отметить, что паяльники с нерегулируемой температурой нагрева сейчас постепенно уходят в прошлое.
Им на смену приходят так называемые паяльные станции. Эти изделия хороши тем, что имеют регулятор температуры нагрева жала паяльника, а также целый набор этих сменных жал. В работе с таким материалом как алюминий, это очень полезный момент. На дисплее можно выставить необходимую температуру с точностью до градуса и приступить к работе.
Эти изделия хороши тем, что имеют регулятор температуры нагрева жала паяльника, а также целый набор этих сменных жал. В работе с таким материалом как алюминий, это очень полезный момент. На дисплее можно выставить необходимую температуру с точностью до градуса и приступить к работе.
Как паять?
Перед тем, как приступить к непосредственной пайке, необходимо правильно подготовить поверхность проводов. Для начала необходимо, чтобы поверхность была обезжирена. Этого добиваются путем обработки участка пайки ацетоном, бензином или же растворителем другого рода.
Если под рукой отсутствует флюс, необходимо механическим путем удалить оксидную пленку с поверхности провода. Это делают при помощи наждачной бумаги, стальной щетки, протравливающей жидкости и так далее.
Когда оксид снят, провода фиксируют, прогревают паяльником и наносят на разогретый участок припой.
Как спаять алюминиевые провода в домашних условиях
- Чем паять алюминий в домашних условиях
- Пайка алюминия оловом и флюсом Ф 64
- Пайка алюминия с медью оловом и канифолью
- Что нужно для пайки паяльником
- Процесс пайки электропаяльником
- Спаивание проводов из алюминия
- В работе спаивания проводов из алюминия присутствуют затруднения из-за некоторых нюансов, в связи с которыми сложно добиться необходимого по качеству соединения. Подобные осложнения вызываются свойствами металла и особенностями работы.
- Главной проблемой является образование оксидной пленки, находящейся на поверхности алюминия при взаимодействии с воздушной атмосферой, причем появляется практически мгновенно. Такая пленка из оксида может быть удалена, если металл будет нагрет до 2000 градусов по Цельсию, в то время как плавление самого алюминия происходит в три раза быстрее, не считая уже температуру расплавления припоя, поэтому пленка из оксида не позволяет осуществить надежное соединение, обволакивая металл припоя. При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии. В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.
- Однако даже если учесть все эти осложнения с низким спаиванием алюминия, мастера все равно осуществляют подобные процессы, используя разные вещества и приспособления, которые помогают устранить образовавшуюся проблему.
- Алюминий слабо совмещается с различными другими сплавами, поэтому при спаивании двух разных проводов, свойства соединения станут еще хуже. Спаивание алюминиевых проводов друг с другом по ГОСТ 21930-76. Таблица режимов пайки
- Сложности при спаивании проводов из алюминия
- Методы спаивания алюминиевых проводов
- Подготовительные процедуры к спаиванию
 При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии. В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.
При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии. В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять.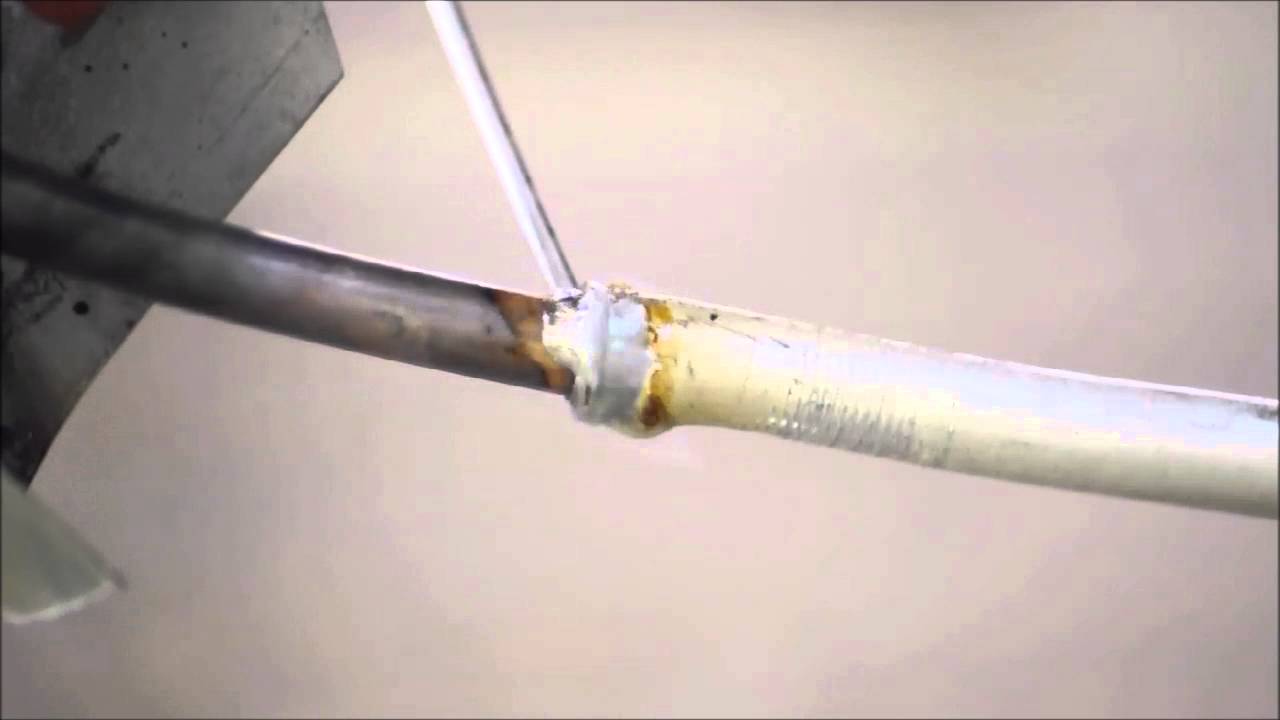 В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
 После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т. п.
п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Алюминий обладает положительными физическими и механическими свойствами, благодаря чему считается весьма популярным материалом в создании различных деталей в промышленных сферах. Так же металл является относительно легким, имеет большую прочность, а еще имеет хорошую проводимость, поэтому из него можно изготовлять провода для разных электрических установок.
Спаивание проводов из алюминия считается тонкой ювелирной работой, поскольку большинство проводов изготавливаются из тонкого металла, из-за чего усложняется процесс пайки, свойства алюминия не позволяют осуществить качественного соединения без применения необходимых дополнительных инструментов. Практически все движения необходимо осуществлять быстро и аккуратно, что бы ни перепалить текущие провода. Схожесть в процессе спаивания и сваривания алюминия в том, что появляются затруднения с образованием оксидной пленки и другими различными появлениями. Но поскольку производится частая эксплуатация, приходится встречаться с такими негативными эффектами, в промышленных сферах, и в домашних условиях.
При спаивании алюминия в большинстве случаем приходиться работать с тонкими проводами, поэтому большие требования к стойкости предстоящего соединения отсутствуют, поскольку провода не будут подвергаться большим механическим нагрузкам. Благодаря этому, становится легче процесс подбора припоя для спаивания алюминия. Основным нюансом является принцип сохранения большой проводимости электричества, что бы избежать перегревания контактов из-за высокого сопротивления.
Основным нюансом является принцип сохранения большой проводимости электричества, что бы избежать перегревания контактов из-за высокого сопротивления.
Спаивание проводов из алюминия
В работе спаивания проводов из алюминия присутствуют затруднения из-за некоторых нюансов, в связи с которыми сложно добиться необходимого по качеству соединения. Подобные осложнения вызываются свойствами металла и особенностями работы.
Главной проблемой является образование оксидной пленки, находящейся на поверхности алюминия при взаимодействии с воздушной атмосферой, причем появляется практически мгновенно. Такая пленка из оксида может быть удалена, если металл будет нагрет до 2000 градусов по Цельсию, в то время как плавление самого алюминия происходит в три раза быстрее, не считая уже температуру расплавления припоя, поэтому пленка из оксида не позволяет осуществить надежное соединение, обволакивая металл припоя. При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии.
 В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.
В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.Однако даже если учесть все эти осложнения с низким спаиванием алюминия, мастера все равно осуществляют подобные процессы, используя разные вещества и приспособления, которые помогают устранить образовавшуюся проблему.
Алюминий слабо совмещается с различными другими сплавами, поэтому при спаивании двух разных проводов, свойства соединения станут еще хуже. Спаивание алюминиевых проводов друг с другом по ГОСТ 21930-76. Таблица режимов пайки
Диаметр провода, мм
Расход материала, граммы
Продолжительность пайки, сек
Сложности при спаивании проводов из алюминия
Несмотря на то, что имеются такие затруднения как пленка из оксида и воздействия необходимой температуры на материал, еще есть небольшие сложности. Спаивание одножильных проводов из алюминия необходимо производить всего за несколько секунд, что бы избежать повреждения провода. Когда алюминий подвергается температурным воздействиям, то его структура меняется, из-за чего прочность и гибкость теряются. Абсолютно любые процедуры при спаивании алюминия, независимо от того какой вид применяется, должны осуществляться после прохождения всех необходимых подготовительных работ, в которые входит зачистка, лужения и обработка флюсом. Именно благодаря подобным приспособлениям можно избежать некачественного соединения из-за образования различных негативных веществ, таких как пленка из оксида.
Когда алюминий подвергается температурным воздействиям, то его структура меняется, из-за чего прочность и гибкость теряются. Абсолютно любые процедуры при спаивании алюминия, независимо от того какой вид применяется, должны осуществляться после прохождения всех необходимых подготовительных работ, в которые входит зачистка, лужения и обработка флюсом. Именно благодаря подобным приспособлениям можно избежать некачественного соединения из-за образования различных негативных веществ, таких как пленка из оксида.
В подобном процессе спаивание необходимо правильно осуществлять выбор параметров регулировки, поскольку предстоит сталкиваться с тонкими материалами, где необходим аккуратный подход. Но в домашних условиях, подобный процесс соединения тонких заготовок происходит без всяких проблем, и не присутствует явное отсутствие качества.
Методы спаивания алюминиевых проводов
В домашних условиях, спаивание проводов из алюминия может происходить разными способами. Главным и более популярным, является спаивание с помощью паяльника, поскольку это считается самым удобным и популярным приспособлением, который у многих имеется в наличии.
Необходимо лишь выбрать соответственный паяльник с необходимой мощностью, для расплавления припоя и изготовить соединение. Подобный метод считается гораздо удобнее и проще в подготовке, в отличие от остальных методов, однако необходимо наличие источника электричества. В отличие от горелки, паяльник считается методом гораздо грубее, поскольку осуществить соединение тонких материалов, практически невозможно. Так же можно осуществлять процесс спаивания с помощью горелки, которая может быть газовой или бензиновой. Процесс спаивания происходит по более деликатным процедурам, поскольку есть возможность в регулировке температуры и газа, что способствует хорошему прогреванию не только провода или припоя, но и необходимой области, которая располагается рядом с ними.
Подготовительные работы к такому способу являются на много длительными, потому что горелку необходимо заправлять, выбирать необходимый правильный режим и так далее. Еще подобный вариант считается не безопасным, поскольку в работе с ним используется взрывоопасный расходный материал, который рекомендуется ставить на необходимое расстояние от места подобных процедур, однако при завершении процесса не требуется ждать, пока приспособление остынет, как это происходит с использованием паяльника.
Подготовительные процедуры к спаиванию
Особого значения не имеет то, когда проходит спаивание проводов из алюминия с медными или с подобными ему проводами, необходимо произвести подготовительные работы, поскольку от этого зависит качественное соединение в завершении процесса. В начале, требуется произвести необходимую зачистку поверхности металла, благодаря чему будет удалена пленка из оксида.
Для работы с проводами отлично подходит мелкая наждачная бумага, или какой ни будь похожий вариант. Затем необходимо произвести лужение конца провода предстоящего к спаиванию, а еще залудить конец паяльника, если такое приспособление будет использоваться для работы. Существуют небольшие затруднения в применении нескольких видов флюса, для его замены может неплохо послужить стружка из металла.
Пошаговая инструкция
1. В начале, требуется подготовить все требуемые приспособления и расходные материалы, а так же убрать со стола все ненужные предметы для более удобной работы;
2. Провести подготовительные работы, подготовив металл к пайке, произведя очищение, лужение, обработку флюсом и другие необходимые процедуры, для дальнейшего качественного соединения материалов;
Провести подготовительные работы, подготовив металл к пайке, произведя очищение, лужение, обработку флюсом и другие необходимые процедуры, для дальнейшего качественного соединения материалов;
3. Затем требуется выставить правильные параметры и регулировку режимов на технике, для максимально качественного результата, и отсутствию различных браков в материале;
4. В самом процессе следует осуществлять спаивание, точными и быстрыми движениями, поднеся малую часть припоя к проводам, и нанеся его на их концы, соединив материалы в одно целое;
5. В окончании необходимо дать время остыть металлу, и произвести осмотр на прочность соединения.
Меры осторожности
Подобные работы необходимо осуществлять только с помощью исправных приспособлений. Когда применяется флюс, рекомендуется обеспечить необходимое проветривание в помещении, потому что большинство из них являются токсичными для дыхательной системы.
У паяльника в наличие должна быть специальная металлическая подставка, в которую его необходимо помещать во время вашего недолгого отсутствия, а так же ставить в места, где нет в наличии легковоспламеняющихся предметов. Подобные меры осторожности необходимо применять и в использовании горелки, однако тут присутствует емкость с расходным материалом, которую рекомендуется оставлять на расстоянии не менее 5 метров от места данных работ, что бы избежать возможного взрыва.
Подобные меры осторожности необходимо применять и в использовании горелки, однако тут присутствует емкость с расходным материалом, которую рекомендуется оставлять на расстоянии не менее 5 метров от места данных работ, что бы избежать возможного взрыва.
Пайка алюминия в домашних условиях газовой горелкой и паяльником с использованием оловянно-свинцовых припоев
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.

Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.
Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Содержание: Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами. Технические трудности пайки изделий и деталей из алюминияПаять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия. Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
Подготовка к пайке алюминиевых деталейБольшое значение придается подготовке алюминия к предстоящей пайке. Для этого существует несколько способов, обеспечивающих надежность соединения:
Выбор припоя и флюса для алюминияПрипои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии. Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения. Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки. Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие. Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности. Спаивание компонентов из алюминияПорядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов. Среди домашних мастеров чаще всего используются следующие два варианта:
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт. Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
|
 Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия. Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
 На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
 Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
 Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.

 Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
 Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
 Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.

 Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой. Недогрели — не плавится тугоплавкий припой.
Недогрели — не плавится тугоплавкий припой.
 Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».Как спаять алюминий в домашних условиях.
Здравствуйте!
Расскажу как можно спаять алюминий без аргоновой сварки в домашних условиях.
Соединения получаются достаточно прочными, а выполнять спайку очень просто, Но нужно немного попрактиковаться.
Для спайки понадобятся следующие инструменты и материалы:
- алюминиевый лом
- газовая горелка
- проволока для пайки алюминия
Проволоку я заказывал на Aliexpress. 20 прутков, длиной 50 см и толщиной 2 мм, стоили 5$.
Горелка тоже не простая, а для пайки низкотемпературных припоев. Температура нагрева достигает 1300°C.
Перед тем, как приступить к спайке, советую потренироваться на не нужных алюминиевых остатках (трубки, пластины). Дело в том, чтобы получить прочный сварной шов, нужна определенная температура. Нельзя перегревать деталь, но и недогов тоже плохо. Если перегреете, деталь прославится. Если слабо нагреете, припой не будет растекаться, а будет собираться в шарики.
Нельзя перегревать деталь, но и недогов тоже плохо. Если перегреете, деталь прославится. Если слабо нагреете, припой не будет растекаться, а будет собираться в шарики.
Тренировался на алюминиевой трубке. Сделал на ней несколько разрезов и приступил. Как говорится «первый блин комом». Первый разрез я перегрел и трубка прогорела. Вторая попытка была более удачна, единственно остались небольшие наплывы алюминия, но от них можно легко избавиться наждачной бумагой.
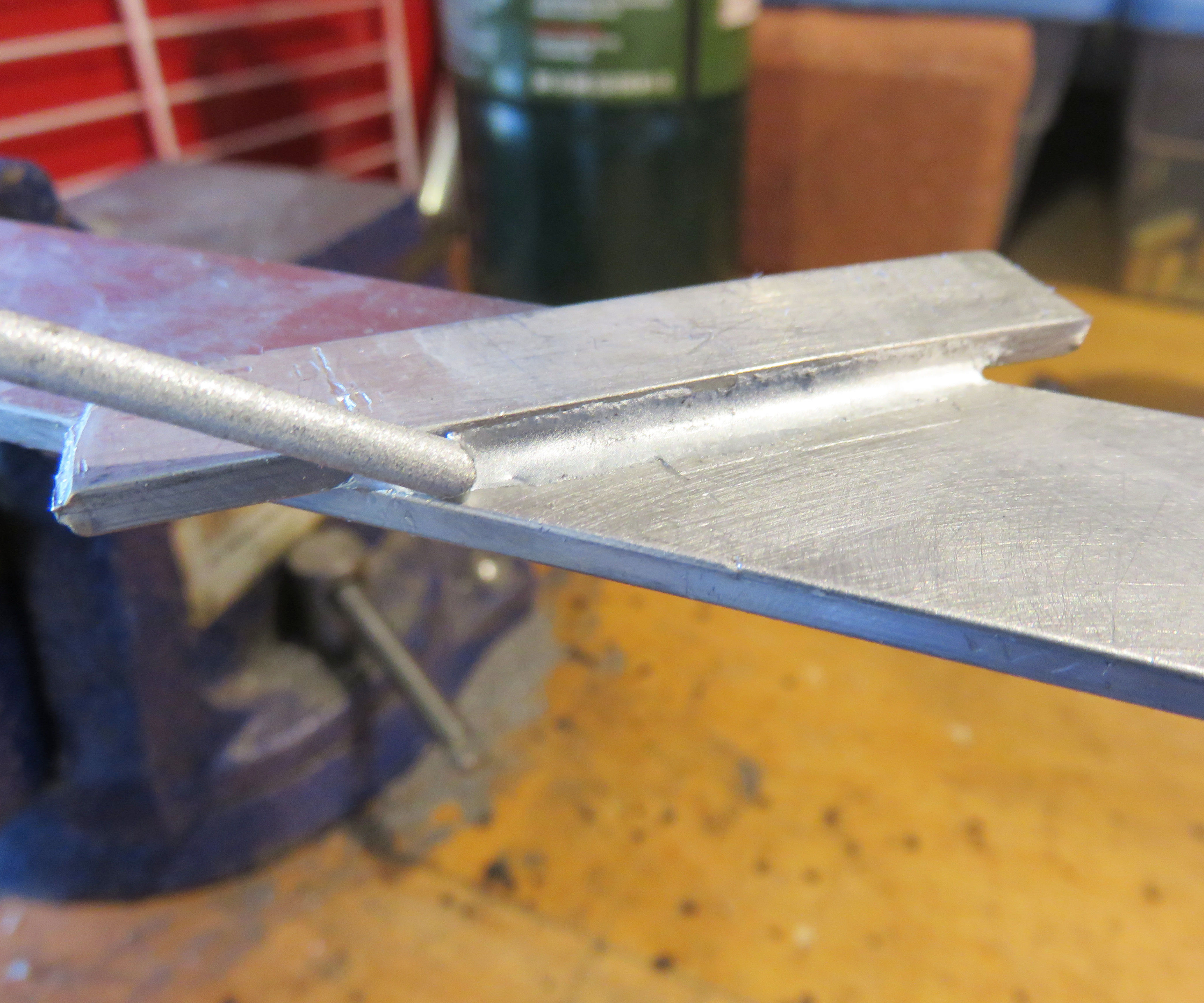
Теперь попробую сварить две трубки, отрезанные под углом.
Верхний шов пропаялся хорошо. Припой равновероятно растекся по трубкам. Теперь спаяю внутренний угол.
При попытке поломать трубку нижний шов не выдержал, а вот верхний был довольно прочный. Я слабо прогрел нижний шов. припой собрался в каплю на поверхности и не растекся по шву.
На фото видно, что разрыв пошел в сторону.
Дальше буду экспериментировать с профильной трубой. У трубы стенки потолще и прогревать нужно дольше.
Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.
Тогда я увеличил мощность горелки и еще немного прогрел припой. Он расплавился и заполнил пропил.
Часть припоя попала внутрь профиля.
Осталось зачистить место пайки посмотреть на результат.
Напоследок я решил попробовать приварить к болту гайку.
После того как все остыло, я попробовал открутить гайку. Но ничего не вышло. Я слизал всю резьбу на винте, а гайка даже не пошевелилась 😉 Соединение вышло прочное.
Способ мне понравился. Он достаточно прост и не сильно бьет по кошельку. И у меня появились новые задумки для моих самоделок.
Друзья, берите способ на вооружение и пользуйтесь!
До новых встреч!
Припой для пайки алюминия, припой, пайка алюминия, пайка, как паять алюминий, ремонт холодильников, пайка холодильников
Припой Castolin 192 FBK – припой с флюсовым сердечником, поэтому при пайке, как правило, нет необходимости наносить дополнительный флюс.
 Припой Castolin 192 FBK предназначен для пайки с зазором. Отличительной особенностью припоя является низкая текучесть в процессе пайки, поэтому он отлично подходит для решения ремонтных задач, заделки (запайки) достаточно крупных отверстий и трещин. Припой характеризуется низкой температурой плавления, что позволяет не перегревать алюминий в процессе пайки.
Припой Castolin 192 FBK предназначен для пайки с зазором. Отличительной особенностью припоя является низкая текучесть в процессе пайки, поэтому он отлично подходит для решения ремонтных задач, заделки (запайки) достаточно крупных отверстий и трещин. Припой характеризуется низкой температурой плавления, что позволяет не перегревать алюминий в процессе пайки.Хим. состав припоя: Zn, Al
Прочностные характеристики Rm=100 МПа
Тип пайки: капиллярная пайка, напайка
Плотность припоя 7,0 г/см3
Форма поставки припоя: пруток
 В качестве источников нагрева могут служить газовое пламя, индукционный или ультразвуковой метод нагрева. Остатки флюса не оказывают коррозионного воздействия и в большинстве случаев могут оставаться на месте соединения.
В качестве источников нагрева могут служить газовое пламя, индукционный или ультразвуковой метод нагрева. Остатки флюса не оказывают коррозионного воздействия и в большинстве случаев могут оставаться на месте соединения.Область применения
Ремонт радиаторов. Климатическая и холодильная техника, теплообменники, испарители, конденсаторы, трубопроводы, арматура, кузова, сосуды, медно-алюминиевые соединения в теплообменниках, фасонные изделия, бытовые изделия, защитные кожухи, медно-алюминиевые соединения в электрических моторах и трансформаторах, коммуникационное оборудование. Для водяных кипятильников и высоко-температурных теплообменников применяют припой Castоlin 190.
шов медь-алюминий
Особенности и преимущества
Температура плавления значительно ниже температуры плавления алюминия.
Некоррозионные остатки флюса.
Хорошие смачивающие свойства флюса.
Высокая скорость пайки.
Эвтектический сплав — практически мгновенная кристаллизация припоя.
Высокая прочность соединения.
Указания по применению
Поверхность детали очистить до чистого металла. Кромки закруглить. В качестве источников тепла могут служить газопламенная пайка, индукционная пайка или ультразвук. Рекомендуемый зазор 0,2 — 0,25 мм
Как припаять алюминий к нержавеющей стали с помощью суперсплава 1 —
125 Как припаять алюминий к нержавеющей стали с помощью мультиметаллического припоя Super Alloy 1
Мультиметаллический припой Super Alloy 1 можно использовать для соединения различных разнородных металлов. Из этого видео вы узнаете, как припаять алюминий к нержавеющей стали с помощью пропановой горелки. Раньше сварочное сообщество считало соединение алюминия с нержавеющей сталью «невозможным». К счастью, набор припоя и флюса Super Alloy 1 упрощает эту, казалось бы, невозможную работу.
Этот же метод можно использовать для пайки многих металлов в любой комбинации:
- горшок металлический
- цинковое литье под давлением
- свинец
- бронза
- сталь
- алюминий
- нержавеющая сталь
- медь
- латунь
- бронза
Перед началом пайки необходима предварительная очистка алюминия и нержавеющей стали. Отсутствие предварительной очистки алюминия и / или нержавеющей стали может привести к неправильному соединению, что приведет к выходу готового паяного соединения из строя.
Уникальный флюс Super Alloy 1 работает как визуальный ориентир температуры, превращая корень пива в коричневый цвет, когда алюминий и нержавеющая сталь достигают надлежащей рабочей температуры 350 ° F. Когда флюс изменит цвет, нанесите припой Super Alloy 1 там, где алюминий и нержавеющая сталь образуют соединение. Примечание. Если флюс станет черным, просто удалите его металлической щеткой и теплой водой и начните заново.
Совет: Косвенный нагрев очень важен при использовании этого дуэта.Прямой нагрев алюминия или нержавеющей стали может привести к перегреву / плавлению основного металла.
Хотя можно использовать практически любую систему резака, мы рекомендуем более крупные наконечники резака для широкого нагрева заготовки. Оксиацетилен можно использовать при пониженном уровне кислорода. С этим низкотемпературным припоем можно также использовать тепловую пушку.
ProTip : Держите резак постоянно в движении, чтобы избежать перегрева алюминия и / или нержавеющей стали
Дайте алюминию и нержавеющей стали остыть естественным образом, затем удалите флюс, как указано выше.
Конечный результат — соединение алюминия с нержавеющей сталью 20 000 фунтов на квадратный дюйм.
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Узнайте, как припаять алюминиевый провод | by Ildiko
Припой — это плавкий металл, расплавленный с помощью паяльника или даже горелки для соединения металлических стыков друг с другом. Обычно это сплав олово-свинец, но он также может входить в состав других металлов, таких как серебро, сурьма или алюминий, которые производятся специально для различных целей.Алюминиевые провода обычно припаяны для электронных целей, поэтому для сплавления металлов друг с другом требуется паяльник.
Обычно это сплав олово-свинец, но он также может входить в состав других металлов, таких как серебро, сурьма или алюминий, которые производятся специально для различных целей.Алюминиевые провода обычно припаяны для электронных целей, поэтому для сплавления металлов друг с другом требуется паяльник.
Очистите место пайки тряпкой, а также щеткой, чтобы удалить жир, грязь и мусор. Используйте спирт вместе с металлической щеткой, чтобы избавиться от стойких пятен.
Отрежьте алюминиевую ленточную проволоку 5052 необходимой длины с помощью ножниц или, возможно, кусачки. Используйте пинцет или плоскогубцы для обработки проволоки, чтобы предотвратить притягивание жира.
Нанесите флюс кистью на место пайки. Флюс избавит от окислов на металлических поверхностях. Вы найдете 3 вида флюсов, включая органическую кислоту или хлорид, органику и смолу. Смоляной флюс часто используется при пайке электроники; органические кислоты и хлориды притягивают влагу и обладают высокой коррозионной активностью.
Очистите жало паяльника, протерев жало влажной тканью. Слегка покройте наконечник припоем. Этот метод известен как «лужение» и защищает паяльник от повреждений, вызванных окислением, а также способствует передаче тепла на протяжении всего процесса пайки.
Подожгите или нагрейте паяльник или горелку, чтобы убедиться, что они достигли температуры, необходимой для плавления алюминиевого провода катушки 3003. При использовании паяльника убедитесь, что он нагревается до температуры не менее 400 ° C для соответствующей пайки.
Оберните провод вокруг места пайки. Затем аккуратно проведите паяльником по проводу. Убедитесь, что паяльник касается как алюминиевой проволоки, так и стыка. Нагрейте припой так, чтобы он равномерно расплавился вдоль паяемого соединения.Также убедитесь, что флюс пузырится, но не горит. Не применяйте также существенный припой, поскольку он может заполнить другие зазоры и вызвать короткое замыкание.
Удалите припой, затем наконечник. Будьте осторожны, чтобы не сдвинуть паяное соединение.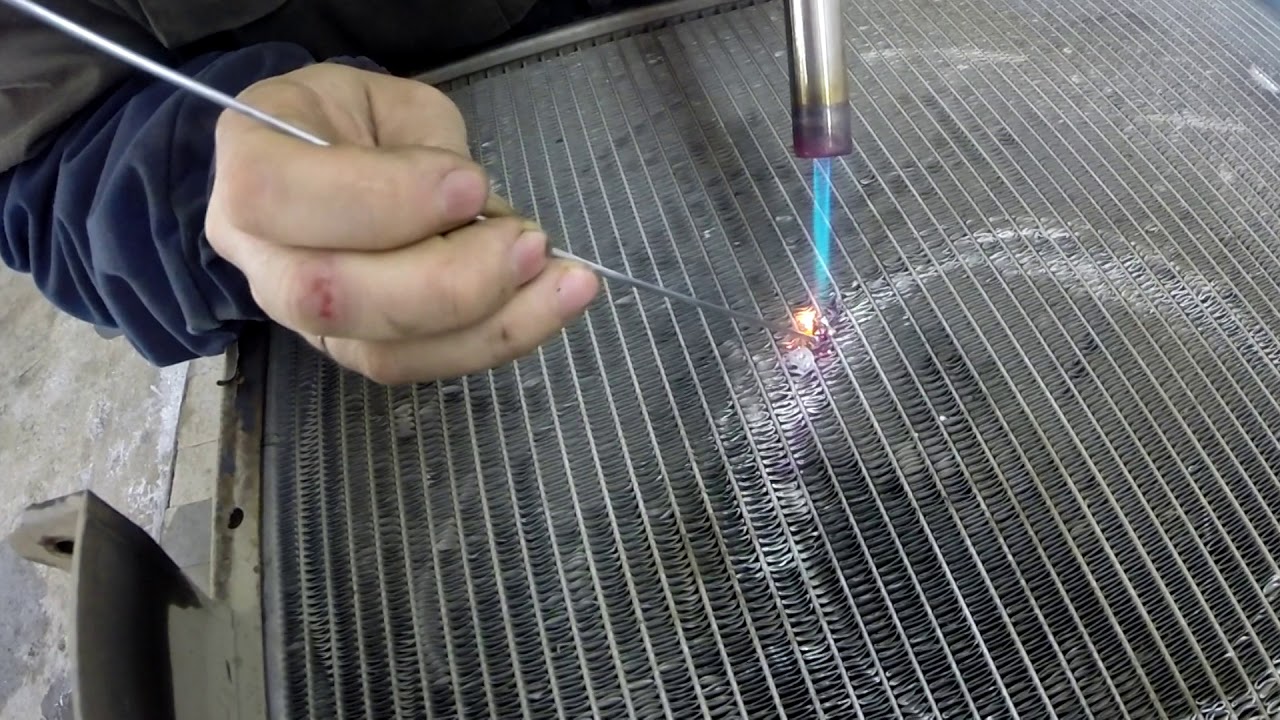
Дайте стыку остыть. Не дуй на это. Обрежьте излишки свинца, выступающие на поверхности, но не проверяйте заранее прочность паяного соединения, поскольку это может ослабить соединение. После охлаждения паяное соединение будет выглядеть гладким и плотным.
Как паять алюминий: руководство для начинающих
Алюминий — плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для пайки своими руками. Вот почему я решил поделиться несколькими советами и рекомендациями по пайке алюминия .Обо всем по порядку — для пайки алюминия не подходит любой обычный припой или флюс, рекомендуется использовать специализированные марки. Также я хотел бы объяснить, что такое пайка алюминия .
Пайка алюминия применяется, когда необходимо отремонтировать некоторые детали, сделанные из этой муки или сплавов, содержащих этот металл. Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно когда речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
В большинстве случаев пайка проще и эффективнее сварки, особенно когда речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Что нужно для припоя алюминия
- Горелка газовая для нагрева концов проводов;
- Мощный паяльник или станция;
- Припой и флюс специальный;
- Щетка стальная для очистки верхних слоев паяных деталей;
- Необходимо использовать маску, респиратор и защитные очки;
- Перчатки защитные;
Выбор паяльника для алюминия
Для соединения такого прочного материала, как алюминий, понадобится паяльник большой мощности, порядка 100-200 Вт.Для небольших проводов — 60-100 Вт вполне достаточно. Более мощное устройство может расплавить металл и разрушить его структуру!
Припой и флюс требуются для пайки алюминия
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова. Также можно использовать олово с цинком. Добиться хороших соединений с другими типами припоя будет сложно. Главное, как припаять алюминий .
Добиться хороших соединений с другими типами припоя будет сложно. Главное, как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина.Но лучше все сделать правильно и использовать материалы, предназначенные для пайки алюминия , а именно флюс. Чем лучше флюс, тем легче будет весь процесс.
При пайке алюминия оловянно-свинцовые припои выбираются вместе с высокоактивными флюсами. Однако такие припои не очень надежны, а также эти сплавы склонны к развитию коррозионных процессов. Чтобы такие составы были более устойчивыми к коррозии, их необходимо покрыть специальными составами.
Самые качественные, надежные и коррозионно-стойкие припои на основе припоев, содержащих цинк, медь, кремний и алюминий.
Припои оловянно-свинцовые имеют самую низкую температуру плавления из всех вышеупомянутых типов припоев — около 9300F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Отличные результаты можно получить после пайки алюминия такими сплавами:
- 2 части цинка и 8 частей олова;
- 1 часть меди и 99 частей олова;
- 1 часть висмута и 30 частей олова;
Важно! Перед пайкой сплав и деталь необходимо нагреть.
Как паять алюминий припоем?
Большинство припоев содержат химические элементы, которые практически не растворяются с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавкого кадмия, олова или цинка.
Плавкие композиции более удобны в использовании, поскольку процесс пайки можно проводить при низких температурах, чтобы избежать резких изменений свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала.Учтите это при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои — это алюминий. Также они могут включать:
Также они могут включать:
Лучшим из них является сплав на основе алюминия с кремнием. Самый надежный результат можно получить после нанесения состава из алюминия, меди и цинка.
Важное замечание: при использовании этих типов припоя жало паяльника должно быть нагрето до температуры 6600F.В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить дома, если вы знаете, что делаете. Однако купить специальный припой и флюс для пайки алюминия не составит труда.
Как припаять алюминий: самый простой способ
Перед пайкой алюминия деталь или провод должны быть должным образом подготовлены для очистки соединения. Для этого с поверхности проволоки снимается оксидная пленка.Такое обезжиривание можно проводить бензином или ацетоном. Или подойдет любой другой растворитель.
Поверхность можно обработать наждачной бумагой. Оксидная пленка восстанавливается практически сразу — это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше оригинала, и паяльником уже можно работать.
Проволоки, покрытые флюсом, необходимо нагреть паяльником. Делать это нужно аккуратно, не перегревая металл.Рекомендуется использовать нагревательный прибор с контролем температуры. В общем, этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и при соединении необходимых элементов равномерно распределяется по поверхности алюминия. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Стык получится очень прочным.
Канифольные припои для пайки алюминиевых деталей
Чтобы припаять два алюминиевых провода, их сначала нужно залудить.Чтобы покрыть провод канифольным припоем, поместите его на наждачную бумагу (средней зернистости) и прижмите к ней горячим луженым паяльником. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник не снимается с проволоки, а на луженый конец добавляется канифоль.
Проволока алюминиевая залужена идеально, но все действия нужно повторять несколько раз. После этого пайку алюминия можно будет легко производить в домашних условиях. Вы также можете получить хороший результат, если вместо канифольных припоев будете принимать минеральное / щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место соединения необходимо нагреть паяльником. После пайки необходимо проделать следующие действия:
- Промыть специальной щеткой в горячей воде (150 — 1800F) в течение 15–20 минут;
- Промыть в холодной проточной воде еще 20-30 минут;
- Обработать раствором хромового ангидрида;
- Прополоскать в холодной воде;
- Высушите соединение при температуре около 1750F в течение 30 минут;
Полезные насадки для пайки алюминия
- Для упрощения процесса соединения 2-х алюминиевых деталей можно использовать паяльную горелку, нагревая ею детали.После такого нагрева припой быстрее покроет детали. Главное, не допускать перегрева металлов. Нагревая любые алюминиевые детали, лучше держать их плоскогубцами, а не голыми руками;
- Важно работать в хорошо проветриваемом помещении, поскольку пары флюса и припоя токсичны и вредны для человеческого организма. Также в этом случае важно использовать находящийся поблизости огнетушитель;
 Главное, не допускать перегрева металлов. Нагревая любые алюминиевые детали, лучше держать их плоскогубцами, а не голыми руками;
Главное, не допускать перегрева металлов. Нагревая любые алюминиевые детали, лучше держать их плоскогубцами, а не голыми руками;Заключительные мысли
Для пайки этого металла необходимо приобрести специальное оборудование для пайки алюминия и выбрать один из методов пайки: с механическим разрушением оксида или химическим разрушением пленки.Оба метода пайки достаточно эффективны для соединения алюминиевых деталей.
Привет! Меня зовут Том и я автор блога. Мое хобби — электронные схемы и паяльники.
Использование алюминиевой пайки для ремонта двигателей — Журнал газовых двигателей
Автор: Брэд Э.
 Смит | 1 декабря 1996 г.
Смит | 1 декабря 1996 г.1/9
Фото 1. Возьмите шило и проткните дно банки.
2/9
Фото 4 — Сторона картера газового двигателя, через которую был пробит шатун.
3/9
Фото 2. «Лужа» тонким слоем поперек дыры.
4/9
Фото 3. Возьмите две алюминиевые банки и спаяйте их вместе.
5/9
Фото 5 — Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом до тех пор, пока он не заполняет канавку. Снова отшлифуйте стык заподлицо, и никто не узнает.
6/9
Фото 7. На новой металлической накладке нет пористости, поэтому винт теперь можно балансировать и красить.
7/9
Фото 6 — Обратите внимание, что часть коллектора также была припаяна к коллектору.
8/9
Дисплей ремонта алюминия.
9/9
Облицовка фары от антикварного авто, отремонтированная алюминиевым припоем.
❮ ❯На нескольких выставках старинных тракторов и двигателей в этом районе есть мужчина в небольшом трейлере, который демонстрирует использование алюминиевого паяльного стержня, который он продает.По рекомендации других моделистов и реставраторов двигателей, которые использовали продукт, я наблюдал и слушал его демонстрацию. Затем он позволил мне припаять немного алюминия прямо на его дисплее. Затем я купил некоторые из алюминиевых паяльных стержней, которые он продает, и взял их домой, чтобы поэкспериментировать. Из всего этого я узнал, что алюминиевый припой ДЕЙСТВУЕТ и может быть очень ценным в нашем хобби.
Давайте начнем с описания некоторых вещей, которые можно сделать с помощью алюминиевого припоя, а затем обсудим методы.Картер картера небольшого бензинового двигателя, у которого была сломана сторона, потому что сломанный шатун прошел через картер, был залатан алюминиевым припоем. Крышка клапана мотоцикла, у которой была сломана резьбовая втулка, была припаяна на место. Крышка коробки передач, через которую протерлась незакрепленная цепь, была отремонтирована алюминиевым припоем. Резьба крепления карбюратора на впускном коллекторе двигателя была снята. Для вставки места не было, но деталь спасла алюминиевый припой.С помощью изделия отремонтированы двигатели авиамоделей. Детали отделки антикварных автомобилей, изготовленные из литого под давлением металла, были отремонтированы и заделаны припоем. Алюминиевый гребной винт лодки (настоящий гребной винт, а не модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем.
Крышка клапана мотоцикла, у которой была сломана резьбовая втулка, была припаяна на место. Крышка коробки передач, через которую протерлась незакрепленная цепь, была отремонтирована алюминиевым припоем. Резьба крепления карбюратора на впускном коллекторе двигателя была снята. Для вставки места не было, но деталь спасла алюминиевый припой.С помощью изделия отремонтированы двигатели авиамоделей. Детали отделки антикварных автомобилей, изготовленные из литого под давлением металла, были отремонтированы и заделаны припоем. Алюминиевый гребной винт лодки (настоящий гребной винт, а не модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем.
Это улучшенная версия алюминиевого припоя. Более ранний припой работал так же хорошо, но требовал более тщательной подготовки поверхности, а именно очистки стыка щеткой из нержавеющей стали (никогда не используйте стальную щетку) в горячем состоянии.Новый припой не требует такой подготовки, хотя старая литература все еще отправляется вместе с новым припоем.
Процесс довольно простой. Сначала очистите поверхность паяемого металла. Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, фрезой в инструменте Dremel и т. Д. Никогда не используйте наждачную бумагу, потому что некоторые наждачные полотна содержат масло, которое может загрязнить поверхность.Вам нужно будет «зарезать» трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой выше точки плавления припоя 732 градусов. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполняет эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку соприкосновения стержня припоя с основным металлом. Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.
Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.
Единственный способ научиться использовать алюминиевый припой — это попробовать и попрактиковаться. Хорошее место для начала — алюминиевая банка газировки. Это также покажет прочность припоя. Возьмите шило и проткните дно банки. (ФОТО 1) Слегка отшлифуйте поверхность и заполните отверстие припоем. Припой имеет тенденцию покрывать пленку и заполнять дыры, поэтому все, что вам нужно сделать, это нанести тонкий слой на отверстие.(ФОТО 2) После того, как банка остынет, попробуйте проткнуть шилом отверстие в припое. У тебя не получится. Припой намного прочнее и тверже основного металла. Это метод заполнения небольших отверстий. Теперь возьмите две алюминиевые банки и спаяйте их вместе. (ФОТО 3)
Для более крупных отверстий, таких как сторона картера газового двигателя, через которую был прорван шатун, существует другой метод. (ФОТО 4) Помните, что припой не прилипает к окисленному алюминию. Сначала зачистите область разрыва наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одной стороны, работая расплавленным металлом через отверстие. Подложка предотвращает вытекание расплавленного металла. Необязательно, чтобы он идеально подходил, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите подложку.Подложка может быть плоской или круглой, например трубкой, в зависимости от того, что будет соответствовать внутреннему контуру. Если хотите, притирайте заплатку заподлицо, и никто никогда не узнает, что картер был залатан.
Сначала зачистите область разрыва наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одной стороны, работая расплавленным металлом через отверстие. Подложка предотвращает вытекание расплавленного металла. Необязательно, чтобы он идеально подходил, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите подложку.Подложка может быть плоской или круглой, например трубкой, в зависимости от того, что будет соответствовать внутреннему контуру. Если хотите, притирайте заплатку заподлицо, и никто никогда не узнает, что картер был залатан.
Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом до тех пор, пока он не заполняет канавку. Снова отшлифуйте стык заподлицо, и никто не узнает. (ФОТО 5)
Для ремонта резьбы, которая была снята с коллектора, где установлен карбюратор, был использован действительно новый метод.Сначала просверлите отверстие большего диаметра, чем основной диаметр резьбы. Вставьте болт в отверстие и как-нибудь удерживайте его на месте. Теперь нагрейте основной металл и расплавьте припой в отверстие вокруг болта. Припой будет прилипать к открытым порам алюминия, но не прилипнет к неочищенному стальному болту. Когда остынет, открутите болт и у вас будет новая резьба. Если это звучит слишком хорошо, чтобы быть правдой, я видел, как это было сделано! (ФОТО 6) Обратите внимание на фото, что часть коллектора также была припаяна к коллектору.
Ремонт деталей, отлитых под давлением, может производиться таким же образом, так как припой прилипает к отливкам под давлением, а также к «металлической ванне». Был произведен ремонт игрушечного колеса со спицами «металлический горшок», у которого отсутствовала спица, путем изготовления новой спицы из расплавленного алюминия. Спица была «отлита» на месте и доведена до окончательной формы. Таким образом была восстановлена старинная игрушка. Металл также можно расплавить и отлить в форму.
Спица была «отлита» на месте и доведена до окончательной формы. Таким образом была восстановлена старинная игрушка. Металл также можно расплавить и отлить в форму.
В алюминиевом гребном винте лодки был выломан кусок. Сломанный край обработали щеткой из нержавеющей стали, чтобы удалить краску и оксид.К плоскому краю гребного винта приставили кусок окисленной меди. Алюминиевый припой был использован для формирования нового участка от скошенной кромки винта. Сделайте ремонт немного больше оригинального металла. После остывания винт стачивался до исходного контура. Новая металлическая накладка не имеет пористости, поэтому винт теперь можно балансировать и красить. (ФОТО 7)
А как это соотносится с нашим хобби? Алюминиевые детали, которые пришлось бы выбросить, можно сэкономить, если нет замены.Изношенные поверхности можно наращивать и повторно обрабатывать. Отливки с дефектами можно отремонтировать. Вы можете изготовить практически любую форму, спаяв секции вместе. Используйте свое воображение, и вы сможете найти еще больше применений для этого продукта. Когда паяльный стержень становится слишком коротким, не выбрасывайте его, а приварите к новому стержню.
СТАТЬИ ПО ТЕМЕ
Узнайте о высоковольтной системе зажигания и о том, почему существует конденсатор, чтобы вернуть искру в двигатель Клинтона 1952 года.
Следуйте за Рональдом Макклелланом через создание карбюратора и замену воздухозаборника для восстановления его газового двигателя Франклина.
Повторная сборка начинается со сложной фазы восстановления и заканчивается магнето, топливной системой и стартером, часть 3 из 3.
Алюминиевое соединение »S-Bond
Алюминий может соединяться с использованием сплавов S-Bond® и является отличной альтернативой процессу соединения алюминия. Время цикла может быть сокращено, и, особенно для термочувствительных приложений или небольших партий деталей, ограниченный набор инструментов и простота настройки для соединения S-Bond могут значительно снизить затраты.
Припои Active S-Bond® легко вступают в реакцию и прорывают оксидные слои на алюминии и меди, чтобы быстро и необратимо реагировать с металлом без использования гальванических покрытий или флюсов, что снижает стоимость пайки для соединения алюминия, а также устраняет агрессивные химические вещества, которые создают опасность для окружающей среды. Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250 ° C) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Доступен ряд сплавов S-Bond с различными рабочими температурами от 100 ° C до 390 ° C. Эти же продукты также хорошо сочетаются с медью, карбидом кремния и алюминия и другими терморегулирующими материалами и позволяют экономично безфлюсовую сборку полных систем терморегулирования.
S-Bond® может быть процессом, альтернативным сварке или пайке, где требуется низкотемпературное соединение, а условия эксплуатации или напряженной среды позволяют паяное соединение.S-Bond очень эффективен при пайке алюминия с алюминием, а также алюминия с медью. В некоторых случаях соединение S-Bond может заменить пайку в контролируемой атмосфере или пайку погружением.
Активные припои S-Bond® реагируют и прорывают оксидные слои на алюминии, а также с медью, чтобы быстро реагировать и связываться с металлом без использования гальванических покрытий или флюсов, тем самым снижая стоимость процесса пайки алюминиевых или алюминиево-медных компонентов а также устранение агрессивных химикатов, которые создают опасность для окружающей среды. Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250 ° C) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250 ° C) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Преимущества соединения алюминия S-Bond
- Склеивание при более низких температурах (от 120 до 250 ° C) снижает проблемы несоответствия теплового расширения.
- Позволяет соединять алюминий с медью и другими металлами и керамикой при условии устранения несоответствия теплового расширения в конструкции компонентов.
- Металлическое паяное соединение S-Bond обеспечивает теплопроводящие склеенные интерфейсы
- Для подготовки алюминиевых поверхностей не требуется дополнительного металлического покрытия, что снижает затраты на подготовку.
Алюминиевые конструкции обычно паяют, сваривают или паяют. Для соединения алюминия пайкой используются алюминиевые сплавы с высоким содержанием кремния, температура пайки которых на ~ 25–50 ºC ниже температуры плавления основного алюминия. Кроме того, чтобы разрушить оксиды алюминия, которые естественным образом образуются на алюминии, для склеивания алюминия необходимо использовать агрессивные химические флюсы и / или вакуумные печи.Таким образом, пайка алюминия в печах требует точного контроля и атмосферы. После пайки высокая температура обработки значительно размягчает и снижает прочность основного алюминия.
Кроме того, чтобы разрушить оксиды алюминия, которые естественным образом образуются на алюминии, для склеивания алюминия необходимо использовать агрессивные химические флюсы и / или вакуумные печи.Таким образом, пайка алюминия в печах требует точного контроля и атмосферы. После пайки высокая температура обработки значительно размягчает и снижает прочность основного алюминия.
S-Bond — альтернатива пайке
S-Bond может быть альтернативным процессом соединения при более низких температурах и заменять пайку в некоторых областях применения. S-Bond очень эффективен при пайке алюминия с алюминием, а также алюминия с медью. Во многих случаях для соединения алюминия также используется «пайка погружением».При пайке погружением используются аналогичные алюминиевые присадочные металлы с высоким содержанием кремния и предварительные вставки или алюминиевые пасты с химическими флюсами в солевую ванну, которая нагревает алюминиевые компоненты, которые закреплены для удержания позиций деталей в ванне. Как и при пайке в печи, высокие температуры процесса пайки размягчают основной алюминий, и детали необходимо промывать от флюса и соли, образующихся в результате воздействия ванны. Из-за агрессивности химикатов и солей, рабочая среда и проблемы с удалением отходов в настоящее время ограничивают доступные источники пайки погружением.
Как и при пайке в печи, высокие температуры процесса пайки размягчают основной алюминий, и детали необходимо промывать от флюса и соли, образующихся в результате воздействия ванны. Из-за агрессивности химикатов и солей, рабочая среда и проблемы с удалением отходов в настоящее время ограничивают доступные источники пайки погружением.
Свяжитесь с нами для получения дополнительной информации или перейдите в наш раздел технических ресурсов и блог для получения дополнительной информации.
A Припой для алюминия без флюса
Просмотреть техническое описание продукта
Просмотреть паспорт безопасности продукта
МЕЖДУНАРОДНАЯ КЛАССИФИКАЦИЯ |
DIN: 1707: L-Zn Sn20
Идеально подходит для соединения алюминиевых профилей, используемых при производстве и ремонте алюминиевых дверей и окон.Также для ремонта поводков, водостоков, сайдинга, алюминиевых лодок и ящиков для инструментов. Большинство отливок из кирксита и цинка можно отремонтировать с помощью этого сплава. Также может использоваться в качестве износостойкого сплава для алюминия.
Большинство отливок из кирксита и цинка можно отремонтировать с помощью этого сплава. Также может использоваться в качестве износостойкого сплава для алюминия.
- Самофлюсующийся припой максимальной прочности для соединения, наплавки и наплавки алюминия.
- Высокое содержание цинка обеспечивает хорошее соответствие цвета алюминию.
- Флюс не требуется — устраняется необходимость в последующей очистке.
- Низкая рабочая температура предотвращает коробление, деформацию и изменение цвета.
Анализ металла сварного шва (типичный вес,%) |
Типичные механические свойства |
Неразбавленный металл шва Максимальное значение До:
Предел прочности на разрыв 260 МПа (35000 фунтов на кв. Дюйм)
Дюйм)
Рабочая температура прибл. 710 ° F (375 ° C)
Очень хорошая коррозионная стойкость
Очень хорошее соответствие цветов
Методы пайки: Зона стыка должна быть тщательно очищена, предпочтительно механическими средствами (соскабливанием, опиливанием и т. Д.)). Срезание тяжелых участков. Используйте зажимы или зажимы, чтобы удерживать детали на одном уровне. С помощью пламени науглероживания нагрейте основной металл примерно до 750 ° F (400 ° C) и протрите соединение сплавом. Не нагревайте стержень пламенем, но позвольте теплу от припаянной детали расплавить стержень. Сильное трение поверхности основного металла позволяет стержню пробить твердый оксид и соединиться с прочным металлом. Более высокая прочность и лучшее сцепление могут быть получены при использовании чистой проволочной щетки из нержавеющей стали через расплавленный припой к поверхности основного металла.Дайте детали медленно остыть.
СохранитьСохранить
Как паять алюминиевый провод |
Автор: Nikki Cash
Написано: 14 июля 2020 г.
Припой представляет собой плавкий металл, плавящийся паяльником или горелкой для соединения металлических соединений. Обычно это сплав олова и свинца, но он также может быть изготовлен из других металлов, таких как серебро, сурьма или алюминий, специально для различных целей.
Алюминиевые провода обычно припаяны для электронных целей, поэтому для сплавления металлов требуется паяльник.
Очистите место пайки тряпкой и щеткой, чтобы удалить жир, грязь и мусор. Удалите стойкие пятна с помощью спирта и металлической щетки.
- Припой — это плавкий металл, плавящийся паяльником или горелкой для соединения металлических соединений между собой.
- Очистите место пайки тряпкой и щеткой, чтобы удалить жир, грязь и мусор.
Отрежьте необходимую длину алюминиевой проволоки ножницами или кусачками.Для обработки проволоки используйте пинцет или плоскогубцы, чтобы избежать притягивания жира.
Нанесите кисточкой флюс на место пайки. Флюс удалит любые оксиды с металлических поверхностей. Существует три типа флюсов, включая органические кислоты или хлориды, органические и смолистые. Смоляной флюс — обычное дело для электронной пайки; органические кислоты и хлориды притягивают влагу и обладают высокой коррозионной активностью.
Флюс удалит любые оксиды с металлических поверхностей. Существует три типа флюсов, включая органические кислоты или хлориды, органические и смолистые. Смоляной флюс — обычное дело для электронной пайки; органические кислоты и хлориды притягивают влагу и обладают высокой коррозионной активностью.
Очистите жало паяльника, протерев жало влажной тканью. Слегка покройте наконечник припоем.Этот процесс называется «лужением» и защищает паяльник от повреждений, вызванных окислением, а также способствует передаче тепла в процессе пайки.
- Нанесите флюс кистью на место пайки.
- Этот процесс называется «лужением» и защищает паяльник от повреждений, вызванных окислением, а также способствует передаче тепла в процессе пайки.
Подожгите или нагрейте паяльник или горелку до температуры, необходимой для плавления алюминиевой проволоки.Если вы используете паяльник, убедитесь, что он достигает температуры не менее 400 градусов C для правильной пайки.
Оберните провод вокруг области пайки.