Как и чем варить нержавейку в домашних условиях
Приступая к работе с нержавейкой, сварщик должен учесть особенности физических свойств и химического состава материала. Только в этом случае можно будет рассчитывать на качественно выполненное и надежное сварное соединение.
Сварка нержавейки: основные факторы сложности
Выполнение работы осложняется, прежде всего, за счет того, что металл относится к высоколегированным сплавам. То есть в его составе много элементов, которые определяют свойства заготовки. В нержавеющей стали основным таким элементом является хром. В процентном соотношении его доля может достигать 12-30%.
Количество хрома предопределяет антикоррозийные свойства материала. Справедливости ради нужно подчеркнуть на устойчивость к воздействию влаги влияют и другие компоненты – молибден, титан, никель, марганец. В то же время эти составляющие влияют и на другие характеристики нержавеющей стали, в частности на ее свариваемость.
Высокий коэффициент линейного расширения
В силу того, что под воздействием высоких температур нержавейка сильно меняет свои размеры, возникают нежелательные деформации. В случаях, когда соединяемые детали имеют толстые полки, а зазор между поверхностями очень мал или же отсутствует вовсе, не исключается появление трещин. Изъяны могут быть и крупного размера.
Низкая теплопроводность
Рассматривая нержавейку с точки зрения теплопроводности, нужно отметить, что данный показатель у нее в два раза ниже по сравнению с низкоуглеродистыми металлами. Результатом такой особенности при сварочных работах является высокая проплавляемость заготовок. Они начинают плавиться при значениях тока на 15-20% ниже, чем при соединении деталей из низкоуглеродистых составов.
Межкристаллитная коррозия
Если нержавеющую сталь нагреть до температуры в 500 градусов Цельсия и выше, то образуется так называемая межкристаллическая коррозия.
Чтобы предупредить подобное, следует тщательно выбирать режим сварки, исключающий перегрев металлической решетки заготовок. Помимо этого, металл можно принудительно охлаждать в процессе работ, используя воду или обдув. Важно запомнить, что вода может быть использована исключительно на хромоникелевых заготовках. Они отличаются тем, что имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
В силу слабой теплопроводности и высокого электрического сопротивления заготовки из нержавеющей стали провоцируют перегрев электродов. Это происходит из-за того, что расходные материалы имеют сердечники из хромоникелевого сплава. Явление очень нежелательно, а избежать его очень просто. Достаточно применять в работе специальные электроды для работы по нержавейке длиной не более 35 см.
Самые распространенные способы сварки нержавеющей стали
Соединение деталей из нержавеющей стали с высоким содержанием хрома можно выполнять разными технологическими приемами. Например, на практике часто применяются такие виды сварки:
Например, на практике часто применяются такие виды сварки:
- аргонодуговая. Лучше всего подходят вольфрамовые электроды в сочетании с режимом работы AC/DC TIG;
- MMA. Ручная сварка или резка выполняется покрытыми электродами;
- полуавтоматическая. Работы аппаратами электродуговой сваркой ведутся в защищенной среде. Лучше всего подходит аргон. Режим работы – MIG, а в качестве присадки применяется проволока из нержавеющей стали;
- холодная сварка. Для соединения нержавеющей стали разработан специальный технологический процесс. Он проходит под высоким давлением. Название выбрано, исходя из того, что плавление металла не предусматривается;
- контактная точечная сварка и шовная.
Перед тем как сваривать заготовки из нержавеющей стали, необходимо тщательно обезжирить стыки и прилегающую поверхность, а также зачистить. Для этих целей чаще всего используется ацетон или авиационный бензин. Благодаря предварительной подготовке удается снизить пористость шва, а сварочная дуга будет стабильной и достаточно мощной. Только после тщательной зачистки кромок можно надеяться на качественный конечный результат.
Благодаря предварительной подготовке удается снизить пористость шва, а сварочная дуга будет стабильной и достаточно мощной. Только после тщательной зачистки кромок можно надеяться на качественный конечный результат.
Какую именно сварку, а точнее метод выполнения работ, использовать в конкретном случае, решает сам специалист. Помимо основных методов, которые выше рассмотрены, существую и другие технологические приемы, которые применяются редко. В любом случае, на выбор технологии влияет набор требований к будущей конструкции и особенности используемых в работе материалов.
Сварка покрытыми электродами (ММА)
Технология ММА является одной из наиболее распространенных и очень часто применяется при соединении заготовок из нержавеющей стали. Она подразумевает использование покрытых электродов. Способ отличается простотой и нередко выполняется в домашних условиях. Его недостаток заключается в том, что высококачественным сварной шов не получится.
Тем не менее, простота и распространенность обуславливают востребованность технологии. Единственное, что необходимо сварщику – это специальное сварочное оборудование – инвертор. Чтобы стык получился достаточно надежным, необходимо уделить внимание выбору расходного материала. То есть, найти нужного размера электрод для конкретной марки нержавеющей стали. К слову, существует два основных типа расходных материалов, которые используются при сварке нержавейки:
Единственное, что необходимо сварщику – это специальное сварочное оборудование – инвертор. Чтобы стык получился достаточно надежным, необходимо уделить внимание выбору расходного материала. То есть, найти нужного размера электрод для конкретной марки нержавеющей стали. К слову, существует два основных типа расходных материалов, которые используются при сварке нержавейки:
- с рутиловым покрытием. Электроды изготовлены на основе двуокиси титана. Варить такими электродами следует при постоянном токе с обратной полярностью. Процесс сопровождается стабильным горением дуги и разбрызгиванием расплавленного металла;
- с покрытием на основе карбоната кальция и магния. Потребуется постоянный сварочный ток и обратная полярность.
Чтобы определиться с маркой наиболее подходящих для конкретной операции электродов, достаточно иметь под рукой ГОСТ. В положениях под номером 10052-75 детально расписано какие марки электродов рекомендуется применять для сваривания металлов в зависимости от их химического состава. Другими словами, чтобы быстро подобрать нужный электрод для сварки нержавеющей стали с помощью ГОСТа, требуется знать марку металла, который необходимо соединить.
В положениях под номером 10052-75 детально расписано какие марки электродов рекомендуется применять для сваривания металлов в зависимости от их химического состава. Другими словами, чтобы быстро подобрать нужный электрод для сварки нержавеющей стали с помощью ГОСТа, требуется знать марку металла, который необходимо соединить.
Сварка нержавеющей стали в аргоне
В защитной аргонной среде применяются вольфрамовые электроды. Это достаточно простой и в то же время высокотехнологичный метод, дающий возможность создавать надежные соединения даже в домашних условиях. Технология чаще всего востребована при монтаже трубопроводных коммуникаций, предназначенных для транспортировки различных жидкостей или газов. Она обладает некоторыми особенностями:
- чтобы вольфрам не попадал в рабочую зону, дуга поджигается бесконтактным способом. В случаях, когда поджечь сварочную дугу на соединяемых деталях нельзя, то она разжигается в специальной угольной плите. После этого осторожно перемещается на стык;
- данный способ одинаково хорошо работает как на переменном, так и на постоянном токе;
- выбор режима работы зависит от толщины полок заготовок.
 К понятию «режима работы» в данном случае относится не только выбранные на сварочном оборудовании параметры, но и диаметр вольфрамового электрода и проволоки, которая используется в качестве присадки; скорость проведения сварочных работ, расход инертного газа и т.д.;
К понятию «режима работы» в данном случае относится не только выбранные на сварочном оборудовании параметры, но и диаметр вольфрамового электрода и проволоки, которая используется в качестве присадки; скорость проведения сварочных работ, расход инертного газа и т.д.; - важно проверить перед началом работ уровень легирования присадочной проволоки и соединяемых элементов. У расходника это показатель должен быть выше;
- при сваривании металла не следует делать электродом колебательных движений. В противном случае высока вероятность окисления металла и нарушения зоны сварки.
 К понятию «режима работы» в данном случае относится не только выбранные на сварочном оборудовании параметры, но и диаметр вольфрамового электрода и проволоки, которая используется в качестве присадки; скорость проведения сварочных работ, расход инертного газа и т.д.;
К понятию «режима работы» в данном случае относится не только выбранные на сварочном оборудовании параметры, но и диаметр вольфрамового электрода и проволоки, которая используется в качестве присадки; скорость проведения сварочных работ, расход инертного газа и т.д.;Практика показывает, что можно свести к минимуму расход вольфрамового электрода. Для этого достаточно выключать подачу инертного газа через 10-15 секунд после разрыва сварочной дуги. Благодаря такой простой процедуре исключается активное окисление вольфрама из-за контакта с атмосферным кислородом по окончанию сваривания.
Касательно полуавтоматической сварки, то работа с ней практически ничем не отличается. Единственная разница состоит в том, что проволока в зону сварки подается автоматически. Благодаря этому, значительно быстрее протекают сварочные процессы. Благодаря применению полуавтоматических установок, можно реализовать разные способы соединения заготовок из нержавеющей стали. Некоторые из них:
- Метод струйного переноса. Благодаря технологии удается качественно соединить заготовки большой толщины.
- Сварка короткой дугой. Отлично подходит в случаях, когда требуется соединить детали небольшой толщины.
- Импульсная сварка. Наиболее выгодный со всех сторон вариант. Он наименее затратный и универсальный в плане сваривания заготовок разного размера.
Другие технологии и приемы
Помимо рассмотренных на практике используются и другие методы сварки заготовок из нержавеющей стали. Они узкоспециализированы и в силу своей специфики менее востребованы. Эти методы требуют наличия специального оборудования или оснастки.
Сварка с использованием лазера
Данный метод обладает весомым набором достоинств. Первое из них – металл не теряет свою прочность и не деформируется из-за длительного воздействия высокой температуры. Шов быстро остывает, на его поверхности и внутри не образуются трещины, а структура сформирована из зерен небольшого размера. Лазерная технология используется в машиностроении и других отраслях промышленности: производство сельхозтехники, автомобильная промышленность, укладка трубопроводов и прочих.
Холодная сварка под давлением
Технология уникальна тем, что не подразумевает плавление металла. Детали соединяются между собой, благодаря образованию новых связей на уровне кристаллической решетки металла. В зависимости от особенностей и конфигурации соединения, давление может оказываться как на одну, так и на обе заготовки. Визуально это выглядит так, будто две детали вдавливаются одна в другую.
Контактная сварка
Сварка может выполняться точечно или же по методу роликового соединения металлов. Метод чаще всего востребован при необходимости создания изделий из тонких листовых материалов, толщина которых не превышает 2 мм. Применяется то же самое оборудование, что и при сварки других материалов данным способом.
Метод чаще всего востребован при необходимости создания изделий из тонких листовых материалов, толщина которых не превышает 2 мм. Применяется то же самое оборудование, что и при сварки других материалов данным способом.
Сварка нержавейки электродом – способы и особенности
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.
Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов.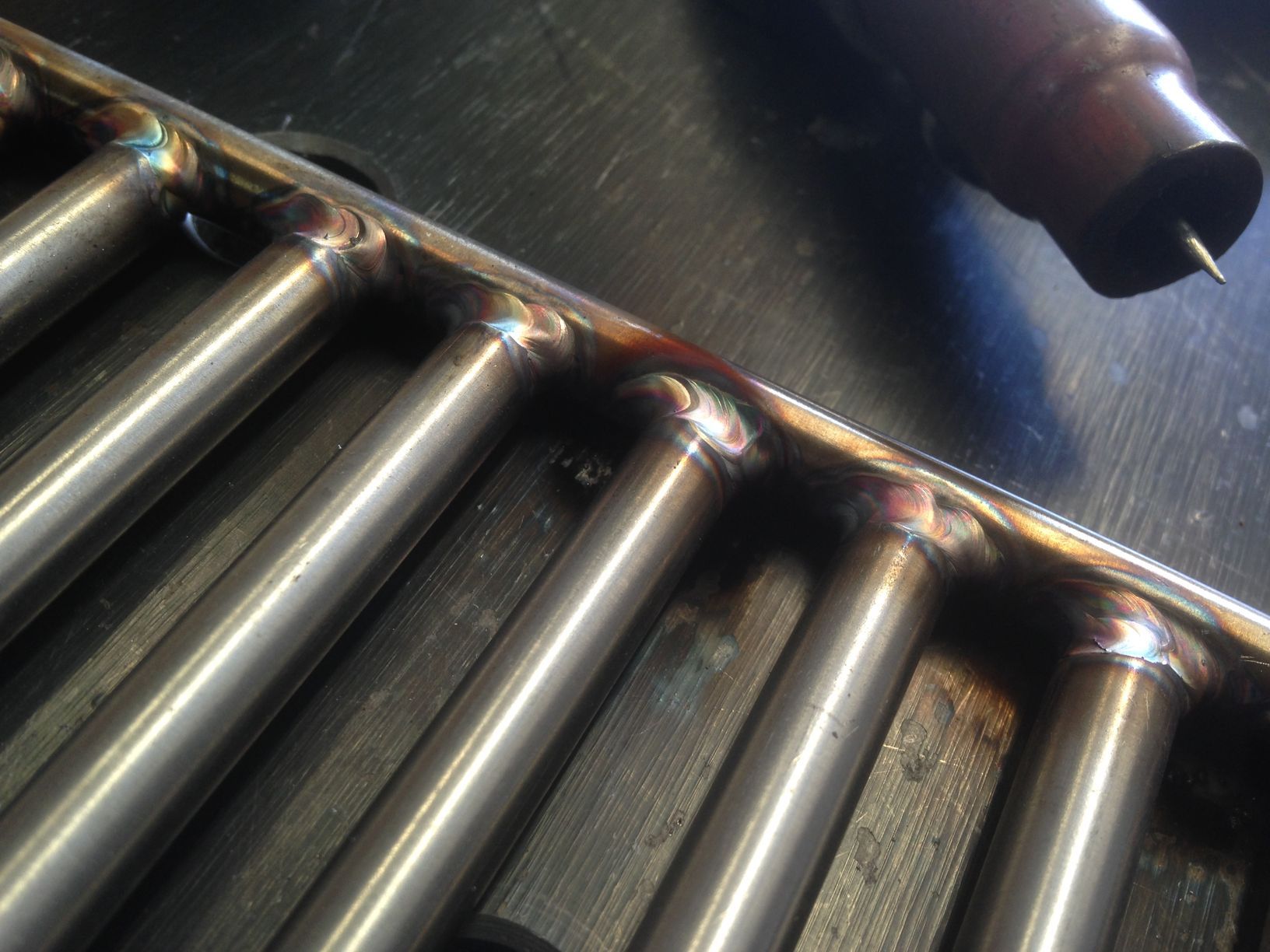 В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
 Чтобы не допускать перегрева, шов ведут в шахматном порядке.
Чтобы не допускать перегрева, шов ведут в шахматном порядке.Электрооборудование, свет, освещение
134 votes
+
Голос за!
—
Голос против!
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 — 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали — аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.
Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.
Ферритные стали в качестве основной фазы имеют феррит. Данные стали содержат хром и железо. Основной вид подобной нержавеющей стали – сталь 430, что содержит 17% хрома. Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах. Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
- Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.

Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали. Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
- Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.

Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе — для листов, что имеют толщину больше 3,0 миллиметров.
Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.
Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.
Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
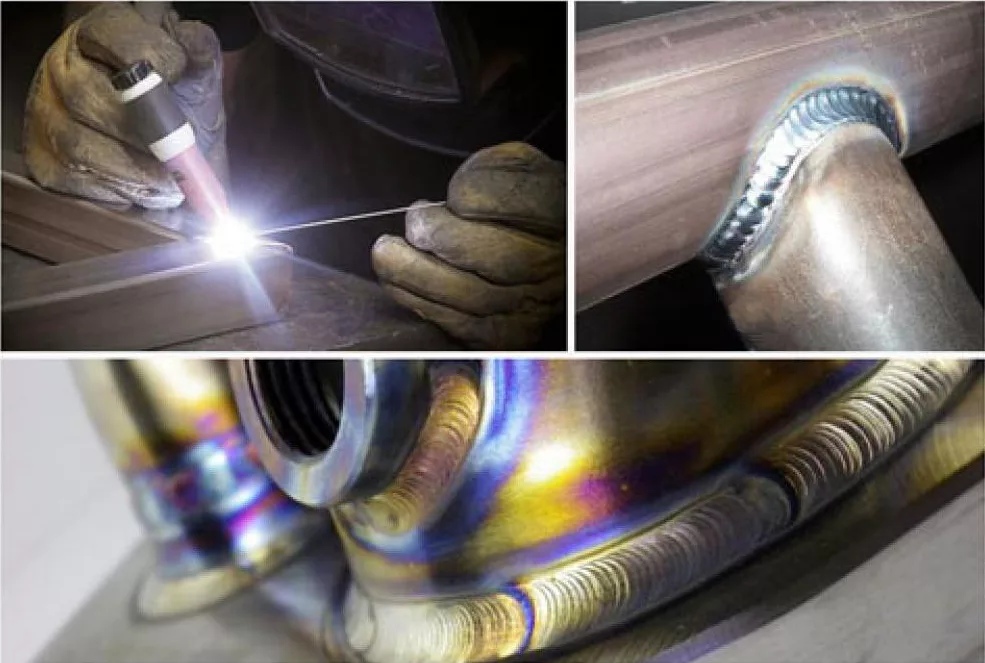
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.
Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
 Сварка и шлифовка перил.» src=»https://www.youtube.com/embed/Mn1C1un6jvU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Сварка и шлифовка перил.» src=»https://www.youtube.com/embed/Mn1C1un6jvU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
 youtube.com/embed/POzoyvTFnkc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/POzoyvTFnkc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
 youtube.com/embed/v4L8XYbfD9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/v4L8XYbfD9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Расходные материалы для сварки нержавейки с черным металлом
Иногда появляется необходимость присоединить два различных металла. Согласно техническим правилам, такая связь является неверной, а необходимость соединения присутствует не часто. Для этих целей производители предлагают специальные электродные прутки.
Для этих целей производители предлагают специальные электродные прутки.
Сварка нержавейки с черным металлом
Сварщик должен учитывать возможно ли осуществить соединение между соответствующими видами металла. Выделяются два варианта для соединения:
- Операция вольфрамовыми стержнями.
- Операция с черным сплавом покрытыми стержнями.
Самыми частыми электродами являются АНЖР-1 и АНЖР-2. Такие электроды позволят провести сварку во всех пространственных положениях.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
 Все эти компоненты вспенивают ванну расплава.
Все эти компоненты вспенивают ванну расплава.Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.

 youtube.com/embed/4brzrlbwm6I?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/4brzrlbwm6I?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Какое оборудование необходимо
Для проведения работ потребуется следующее оборудование для аргонодуговой сварки нержавеющей стали:
- Сварочный инвертор — его марка выбирается в зависимости от характеристик свариваемых изделий и объема работ. Лучше выбирать прибор, работающий на выпрямленном токе.
- Осциллятор — для получения дуги при выполнении работ с использованием неплавящегося вольфрамового электрода.
- Горелка с токопроводящим узлом, включающая неплавящийся электрод и форсунку для подачи газа.
- Баллон с аргоном или его смесью с другим инертным газом, находящимся под большим давлением.
- Неплавящиеся электроды. Для коррозионно-стойких сталей сегодня есть огромный ассортимент этих изделий. Выбирать стоит, ориентируясь на сплавляемые материалы и характеристики шва.
- Присадочная проволока, выбор которой целиком зависит от марки свариваемых сплавов;
- Защитная маска, роба, рукавицы, а также металлическая щетка и обезжиривающая жидкость.
 Лучше выбирать прибор, работающий на выпрямленном токе.
Лучше выбирать прибор, работающий на выпрямленном токе. youtube.com/embed/CJWsJXC_KuY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/CJWsJXC_KuY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Mig mag сварка
Такое решение применяется для сварочного материала с тонкой стенкой и высокими требованиями к качеству шва. Такую сварку применяют для ответственных работ для системы в условиях повышенного давления.
Сварка mig mag
Соединения производят постоянным током в среде инертного газа, с использованием высоколегированной посадочной проволоки. Соединение происходит без колебаний, в противном случае нарушается защитный газовый слой. Внешний участок шва часто охлаждаю водой. Для сохранения вольфрамового стержня рекомендуется выключать поток газа спустя 15 сек после окончания работы.
Придумано, как сваривать титан и нержавеющую сталь
Сибирские учёные разрабатывают технологию сварки металлов, которые обычно клепают
Работники Института теоретической и прикладной механики им. С. А. Христиановича СО РАН разрабатывают технологию сварных соединений несочетаемых, казалось бы, металлов такой прочности, которая пригодна для аэрокосмической промышленности. Об этом сообщают «Новосибирские новости».
«100 лет назад по морям плавали клёпаные корабли. Они изготавливались, потому что заклёпка – это очень прочное соединение. Сегодня все корабли сварены – эту задачу люди решили, технологию такую создали. Но, к сожалению, мы все летаем на самолётах клёпаных. То есть задачу сварных соединений, которая бы обеспечила прочность, необходимую для авиационной промышленности, решить пока не удалось», – рассказал заместитель директора по науке института Анатолий Оришич. И новосибирские учёные первыми в мире оказались на пороге большого открытия. Оказалось, что медь под действием лазера соединяет другие металлы на молекулярном уровне.
«Если сварить без нашего ноу-хау, просто титан с нержавейкой, то, как мы видим, образец сразу развалился. Применив материалы специальные (мы перепробовали разные вставки), мы нашли, что медь – самая оптимальная. Она не позволяет сварному соединению разваливаться», – объяснил научный сотрудник Александр Маликов.
Сейчас полученные образцы проходят последние испытания в научно-исследовательском институте в Екатеринбурге. Затем сваренные металлы проверят на прочность в Сибирском НИИ авиации им. Чаплыгина. В успех эксперимента уже поверили специалисты Конструкторского бюро им. Туполева и предварительно согласовали с учёными двухлетнюю программу, по которой для авиастроителей будут сваривать элементы корпуса самолётов.
Также технология лазерной сварки могла бы совершить революцию в строительстве атомных станций. После трагических событий на «Фукусиме» новая технология сварки металлов заинтересовала японских, а вслед за ними китайских и корейских энергетиков. Однако до внедрения технологии ещё далеко.
4 способа, как варить нержавейку
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 110315
[~ID] => 110315
[NAME] => 4 способа, как варить нержавейку
[~NAME] => 4 способа, как варить нержавейку
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки. Об этом вы узнаете в этом материале.
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением. Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии. Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении.
Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых. То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на: аустенитную; мартенситную; ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля.
Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически. Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям. Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером. Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются: температура плавления ниже, чем у углеродистых сталей; значительное тепловое расширение; низкая теплопроводность. Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники: короткой дугой; со струйным переносом; импульсной. Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами. Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла. При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин. При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска. Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика. Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке. Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Источник:
wikimetall.ru
[~DETAIL_TEXT] =>
Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки. Об этом вы узнаете в этом материале.
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением. Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии. Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении.
Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых. То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на: аустенитную; мартенситную; ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля.
Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически. Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям. Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером. Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются: температура плавления ниже, чем у углеродистых сталей; значительное тепловое расширение; низкая теплопроводность. Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники: короткой дугой; со струйным переносом; импульсной. Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами. Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла. При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин. При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска. Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика. Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке. Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Источник:
wikimetall.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки.
[~PREVIEW_TEXT] => Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 08.09.2020 09:09:27
[~TIMESTAMP_X] => 08.09.2020 09:09:27
[ACTIVE_FROM] => 08.09.2020
[~ACTIVE_FROM] => 08.09.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/110315/
[~DETAIL_PAGE_URL] => /news/115/110315/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => 4_sposoba_kak_varit_nerzhaveyku
[~CODE] => 4_sposoba_kak_varit_nerzhaveyku
[EXTERNAL_ID] => 110315
[~EXTERNAL_ID] => 110315
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 08.09.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => 4 способа, как варить нержавейку
[SECTION_META_KEYWORDS] => 4 способа, как варить нержавейку
[SECTION_META_DESCRIPTION] => Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки.
[SECTION_PAGE_TITLE] => 4 способа, как варить нержавейку
[ELEMENT_META_TITLE] => 4 способа, как варить нержавейку
[ELEMENT_META_KEYWORDS] => 4 способа, как варить нержавейку
[ELEMENT_META_DESCRIPTION] => Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки.
[ELEMENT_PAGE_TITLE] => 4 способа, как варить нержавейку
[SECTION_PICTURE_FILE_ALT] => 4 способа, как варить нержавейку
[SECTION_PICTURE_FILE_TITLE] => 4 способа, как варить нержавейку
[SECTION_DETAIL_PICTURE_FILE_ALT] => 4 способа, как варить нержавейку
[SECTION_DETAIL_PICTURE_FILE_TITLE] => 4 способа, как варить нержавейку
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => 4 способа, как варить нержавейку
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => 4 способа, как варить нержавейку
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => 4 способа, как варить нержавейку
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => 4 способа, как варить нержавейку
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
4 способа, как варить нержавейку08.09.2020
Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки. Об этом вы узнаете в этом материале.
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением. Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии. Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении.
Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых. То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на: аустенитную; мартенситную; ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля.
Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически. Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям. Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером. Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются: температура плавления ниже, чем у углеродистых сталей; значительное тепловое расширение; низкая теплопроводность. Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники: короткой дугой; со струйным переносом; импульсной. Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами. Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла. При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин. При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска. Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика. Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке. Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Источник: wikimetall.ru
Просмотров: 124
Сварка MIG из нержавеющей стали — Советы и хитрости
Нержавеющая сталь — привлекательный металл для сварки MIG. Однако его легко укутать из-за тепла. Здесь вы получите ценную информацию о сварке нержавеющей стали методом MIG.
Обзорнержавеющая сталь Сталь популярна для сварки, так как она очень устойчива к коррозии. В Основная причина в том, что он содержит более высокий процент хрома по сравнению с другие металлы. Использование стали для сварки MIG немного сложно.Однако это будет обеспечивают качественную резку по сравнению с другими металлами, оставляющими шлак.
Is нержавеющая сталь — единственный металл для сварки MIG? Нет. Углеродистая сталь — альтернатива; однако он не пользуется популярностью, так как подвержен ржавчине.
В то время как сварка MIG углеродистой стали проста, этого нельзя сказать о нержавеющей стали. Здесь мы рассмотрим сварку нержавеющей стали методом MIG и способы получения качественной резки. Продолжайте читать
Даже когда мы будем разбирать нержавеющую сталь, сварку MIG, мы рассмотрим, почему это замечательный металл требует особого ухода.Мы также рассмотрим меры предосторожности. чтобы получить качественные порезы.
Все любят металл из нержавеющей стали в основном из-за его блеска и гладкости, которые придают ему эстетический вид. Для лучшего сварочного аппарата с миграцией глянцевитость может не иметь большого значения, если вы получаете хороший результат. Нержавеющую сталь можно использовать для ремонта и создания новых проектов.
Учебное пособие по сварке нержавеющей стали Какая нержавеющая сталь лучше всего подходит для MIG w elding?Возможно главный вопрос, который вы думаете, будет заключаться в том, какой тип нержавеющей стали лучше всего это для сварки MIG? Есть несколько типов стали, и у каждого есть разные качества.
Тип имеет значение? Да. Вот и ответ. Вам необходимо тщательно выбирать лучший тип нержавеющей стали, который даст отличные результаты.
- Аустенитная сталь популярна, поскольку состоит из большого количества хрома и никеля. Это не похоже на ферритные и мартенситные типы, которые содержат высокоуглеродистый материал, который делает их магнитными. Металл с сильным магнитным полем по-прежнему будет давать искры.
- Вам понадобятся металлические фильтры, аналогичные основным металлам. Для достижения наилучших результатов сварки фильтрующий материал должен иметь тот же состав, что и основной металл.
- Большинство сварщиков, особенно новичков, сталкиваются с проблемами при сварке стали из-за высокого удержания тепла, что может привести к наматыванию.
- В результате процесса также образуется много шлаков, что затрудняет охлаждение металла.
Преимущество сварки MIG в том, что ей легко и быстро научиться. Кроме того, внутри есть присадочная проволока, и стыки быстро остынут.Он идеально подходит для домашнего использования или для самостоятельного использования.
Как использовать сварку MIG для соединения металласамое главное, чтобы нержавеющая сталь не заворачивалась во время сварочный процесс. Убедитесь, что ваше рабочее место чистое.
Существуют различные методы предотвращения деформации металла из нержавеющей стали. Вы можете либо укрепить металлические стыки, либо распределить тепло.
Статья по теме: Обзор лучших малых и мини-сварщиков
Как закрепить стыкиМесто металлической нержавеющей стали над столом и крепко удерживайте с помощью зажима.Ты также можно положить деревянную доску между стыками, чтобы убедиться, что они не совпадают.
Затем соедините металлы с помощью сварки MIG. Однако при работе с большими металлическими листами вам потребуется больше распорок. В этом случае лучшим выбором будет сварка TIG.
Хитрость в том, что для достижения наилучших результатов закрепите сустав идеально. Этим способом, тепло распространяется, и это сводит к минимуму деформацию вашего металла.
Возможно вам может быть интересно, как вы распределяете тепло?
Это довольно простая процедура, при которой вы шатаетесь или делаете шаг назад во время сварки.Это более например, вытащить сварной шов и дать стыку остыть, а затем продолжить сварка.
Поскольку нержавеющая сталь очень быстро нагревается, вы можете держать сварочный аппарат MIG в течение длительного времени. В этом отличие от углеродистой стали, которую вы держите в руках только на короткое время.
Какой газ следует использовать на MIG с полевой нержавеющей сталью ?Для получения отличных результатов вам понадобится защита от газов аргона и углекислого газа. Предпочтительно использовать соотношение 2,5% для диоксида углерода и 90% для гелия и 7.5% для аргона.
MIG-сварка нержавеющей стали в чистом аргоне ЗаключениеОт Из нашего обсуждения MIG Welding нержавеющей стали очевидно, что металл деликатный и требует особой осторожности при сварке.
Кому получить лучший результат;
- Используйте умеренную мощность, чтобы не допустить плавления стали.
- Если есть тепло, можно выключить питание, чтобы жидкость стала гладкой.
- Где брызги металла, значит, тепла недостаточно
Наши Заключительные мысли, сталь — элегантный металл, который нравится людям; однако есть когда дело доходит до сварки, больше, чем кажется на первый взгляд.Надеюсь, из нашего обзора, вы получите качественные порезы.
Сварка | Оутокумпу
Методы сварки можно разделить на два типа: методы сварки и методы давления.
Методы сварки
Способы сварки, при которых две соединяемые кромки или поверхности нагреваются и соединяются с наполнителем или без него. Сюда входят:
- Ручная металлическая дуга (MMA)
- Металлический инертный газ (MIG)
- Металлический активный газ (MAG)
- Дуговая сварка порошковой проволокой (FCAW)
- Вольфрамовый инертный газ (TIG)
- Плазменно-дуговая сварка (PAW)
- Дуговая сварка под флюсом (SAW)
- Лазерная сварка (LBW)
- Лазерная гибридная сварка (LHW)
Методы давления
Методы давления, при которых две чистые поверхности приводят в тесный контакт для образования металлической связи между двумя поверхностями.Сюда входят:
- Контактная точечная сварка
- Сварка швов
- Высокочастотная сварка
Микроструктура сварных швов нержавеющей стали во многом зависит от химического состава. Структурные диаграммы, такие как диаграмма Шеффлера-Де Лонга, могут использоваться в качестве приблизительного прогноза микроструктуры сварного шва, но тепловая история, особенно скорость охлаждения после сварки, также имеет большое влияние. Важно понимать, что микроструктуру сварного шва не следует рассматривать как свойство материала.Скорее, для сборной сварной конструкции следует принимать во внимание технологические свойства, такие как механическая прочность, пластичность / формуемость и коррозионная стойкость в различных средах.
Другими важными аспектами для производителя являются производительность и риск неожиданных дефектов или дефектов при сварке новых сталей или форм изделий. По этой причине аттестация процедуры сварки всегда должна выполняться до внедрения нового материала или процесса для выявления неожиданных отклонений.
Свойства сварных деталей
Ферритные нержавеющие стали
Основным ограничением ферритных сварных швов по сравнению с их аустенитными аналогами является отсутствие ударной вязкости в более толстых сечениях. Листовые материалы обычно используются для обеспечения достаточной прочности и пластичности сварного шва.
Свойства сварного изделия сильно зависят от параметров сварки. Рекомендуется сваривать ферритные сорта с минимальным тепловложением, чтобы предотвратить избыточный рост зерна в зоне термического влияния (ЗТВ).Следует избегать использования влажных электродов и защитных газов, содержащих водород или азот. Из-за их меньшего теплового расширения и более высокой теплопроводности деформация и коробление во время сварки у ферритных нержавеющих сталей ниже, чем у аустенитных или дуплексных марок.
Мартенситные нержавеющие стали
Поскольку мартенситные нержавеющие стали поддаются закалке, их труднее сваривать, чем другие типы нержавеющей стали. Независимо от предшествующих условий, сварка создает твердую мартенситную зону, прилегающую к сварному шву, которая склонна к растрескиванию.Твердость увеличивается с увеличением содержания углерода в стали, что усложняет сварку. Присутствие водорода увеличивает риск холодного растрескивания, вызванного водородом.
Тем не менее, мартенситные стали можно успешно сваривать при соблюдении надлежащих мер предосторожности во избежание растрескивания в ЗТВ. Предварительный нагрев и термообработка после сварки (PWHT) обычно требуются для получения надежных сварных швов, и следует использовать соответствующие присадочные материалы, чтобы максимизировать прочность сварного соединения. Если PWHT невозможна, для повышения пластичности можно использовать аустенитные или дуплексные наполнители.
Дуплексные нержавеющие стали
Свариваемость и сварочные характеристики дуплексных нержавеющих сталей лучше, чем у ферритных нержавеющих сталей, но в целом не так хороши, как у аустенитных сталей. Современные дуплексные стали со значительным содержанием азота легко свариваются. На свойства сварного шва сильно влияют параметры сварки, такие как диапазон подводимого тепла, поэтому для получения правильной структуры сварного шва необходимо соблюдать соответствующие процедуры.
Дуплексные нержавеющие стали обычно затвердевают с полностью ферритной структурой с зародышеобразованием и ростом аустенита во время охлаждения. Присадочные металлы специально разработаны с более высоким содержанием никеля для обеспечения фазового баланса, аналогичного таковому в основном материале. Автогенная сварка (без присадки) обычно не рекомендуется для дуплексных сталей. Дуплексная микроструктура более чувствительна к влиянию последующих проходов по сравнению, например, со стандартными аустенитными марками. Чтобы уменьшить влияние на микроструктуру от предыдущих проходов, температура между проходами должна быть максимум 150 ° C для стандартной или бедной дуплексной стали и 100 ° C для сверхдуплексной стали.
Аустенитная нержавеющая сталь
В целом аустенитные нержавеющие стали обладают отличной свариваемостью. Металлическая структура окончательного сварного шва обычно содержит несколько процентов дельта-феррита, что является признаком качественной сварки. Уровень тепловложения для наиболее распространенных аустенитных марок может достигать примерно 2,5 кДж / мм. Если сварка выполняется на стабилизированных или полностью аустенитных сплавах, могут потребоваться несколько более низкие уровни, чтобы избежать трещин затвердевания (≤1,5 кДж / мм). Аустенитные стали имеют примерно на 50% большее тепловое расширение по сравнению с ферритными и дуплексными сталями.Это означает, что сварка может привести к большей деформации и более высоким усадочным напряжениям.
Для высоколегированных аустенитных марок стойкость к питтинговой коррозии может быть снижена из-за микросегрегации, в первую очередь молибдена, во время затвердевания. Поэтому присадочные металлы в большинстве случаев чрезмерно легированы хромом, никелем и молибденом для повышения коррозионной стойкости. Наполнители на основе никеля используются для высших легированных аустенитных марок. Легированные марганцем аустенитные марки обладают относительно высокой прочностью при умеренной стоимости.Эти стали демонстрируют более низкую свариваемость, чем стандартные марки Cr-Ni, в первую очередь потому, что они более подвержены горячему растрескиванию — трещинам в сварном шве, образовавшимся во время затвердевания.
Для некоторых применений метастабильные аустенитные стали используются в холоднокатаном состоянии, при котором они подвергаются дрессировке до очень высоких уровней прочности. Сварка, естественно, будет иметь смягчающий эффект в зоне сварного шва, и это следует учитывать на этапе проектирования.
Дефекты сварного шва
Типичные примеры дефектов сварных швов:
- Неполное проникновение
- Выточка
- Отсутствие плавления
- Поры
- Включения шлака
- Сварочные брызги
- Возникновение дуги
Эти дефекты отрицательно сказываются на механических свойствах и устойчивости к местной коррозии, а также затрудняют поддержание чистоты поверхности.Поэтому их следует удалять, обычно шлифованием, хотя иногда может потребоваться ремонтная сварка.
Глоссарий
Температура между проходами
Рекомендуемая температура материала между проходами сварки. Может быть указана минимальная или максимальная температура.
Дельта-феррит
Немагнитная форма феррита, стабильная при температуре от 1403 ° C до 1535 ° C, что является температурой плавления.
Как избежать окрашивания сварного шва?
Цвет сварных швов особенно важен для нержавеющих сталей.Фактически, это семейство сталей имеет защитную пленку, защищающую металл от коррозии. Но эта пленка может изменяться при определенных условиях, особенно при сварке.
Откуда идет окраска?Нержавеющая сталь естественным образом «пассивирует» себя, если окружающая среда может обеспечить достаточное количество кислорода для ремонта пленки, состоящей из оксида хрома. Пассивация помогает защитить сталь от коррозии.
Когда эта защитная пленка из оксида хрома изменяется в результате царапины, она восстанавливается сама, если условия окружающей среды хорошие; это означает, что в зоне сварки было достаточно кислорода для воссоздания пленки.Но сварка труб из нержавеющей стали может ухудшить эту способность, если условия не соблюдаются.
В процессе сварки температура повышается, и металл сильно вступает в реакцию с кислородом воздуха. Это причина того, что вы используете защитные газы для сварки TIG, которые удаляют кислород из воздуха. После сварки вблизи сварного шва металл может покрываться цветными оксидами. Эти оксиды оказывают неблагоприятное воздействие, поскольку являются источником коррозии.
На какую информацию может указывать цвет сварного шва?Каждый цвет соответствует определенной температуре и определенному составу оксидов.В некоторых местах может наблюдаться уменьшение процентного содержания хрома, с которым трудно справиться для образования защитной пленки и, как следствие, снижение стойкости нержавеющей стали к коррозии.
Соломенно-желтый цвет указывает на небольшой недостаток защиты, приемлемый для некоторых приложений, но цвет также может измениться на синий или черный. Приемлемость цвета должна быть определена в спецификациях заказчика и / или быть одобрена заказчиком.
Почему так важно избегать окрашивания сварного шва?После сварки трубы можно легко проверить окраску на внешней поверхности трубы.С другой стороны, согласно заявке, сложнее проверить внутреннюю поверхность трубки в корневом слое.
Это причина, по которой вы никогда не должны пренебрегать важностью резервного газа. Если эту операцию не выполнить правильно, может возникнуть окраска.
Коррозия еще более опасна, когда газ или жидкости транспортируются в трубах, где коррозия не допускается. Это имеет место в различных промышленных областях, где стандартным является высокий уровень чистоты, таких как производство полупроводников, пищевая и авиационная промышленность.
Как избежать окрашивания сварного шва? 1. Предварительное изготовление — важный вопросДля правильного контроля сварного шва необходимо выполнить определенные операции перед сваркой. Пример: если в вашем цехе вы свариваете углеродистую и нержавеющую сталь, вам придется разделить две производственные линии, чтобы избежать загрязнения железом.
Ни в коем случае во время обработки нержавеющая сталь не должна соприкасаться с углеродистой сталью.
2. Хорошая подготовка поверхности под сваркуПоверхность нержавеющей стали должна быть зачищена, чтобы удалить с поверхности любые оксиды или другие загрязнения; затем его нужно очистить сухим средством. После выполнения этих процессов прикасайтесь к заготовке (заготовкам) только в перчатках, чтобы предотвратить образование следов масла на поверхности.
В зависимости от требований заказчика в отношении окраски сварного шва у сварщика есть две возможности относительно процедуры сварки нержавеющей стали.
Либо они должны избегать любых следов окраски, либо заказчик соглашается на окраску во время сварки. Это означает, что заготовки необходимо «пассивировать», обрабатывать, чтобы обеспечить идеальную защиту после сварки.
3. Если вы хотите избежать окрашивания сварного шва:Для начала вы будете использовать адаптированный защитный газ, обычно аргон с индексом чистоты выше 99,99%, чтобы удалить весь кислород вблизи корня сварочной ванны.Этот газ должен быть как можно более сухим, чтобы избежать небольшого количества влаги, которая может разложиться на кислород и, таким образом, вызвать окраску.
Этот первый вариант еще более важен, если основной материал очень дорогой или если геометрия и состояние поверхности не позволяют провести ремонтную сварку.
Вы также можете добавить кислородный счетчик, который будет информировать вас о количестве кислорода в защитном газе. В случае запрограммированного уровня, указанного на кислородном счетчике, вы можете выполнять сварку, контролируя окраску.
4. Иногда допускается окраска:С другой стороны, для определенных применений окраска сварного шва может быть принята, если впоследствии это значение по умолчанию для сварного шва будет исправлено.
В этом случае вам придется очистить сварочную поверхность механическими или химическими средствами, а затем повторно пассивировать химически путем погружения или распыления азотной кислоты, что позволит восстановить защитную пленку.
Но имейте в виду, что это дополнительная операция, которую вам придется выполнить, и иногда результаты не лучше, чем первый вариант.
Заключение:Для контроля окраски и затрат на рабочую силу (что является самой высокой стоимостью сварочной операции) может быть интересно контролировать защитный газ (предварительный газ и резервный газ) путем точного контроля параметров защиты.
Если вы хотите получить сварные швы высокой чистоты на тонких трубах для серийного производства, использование закрытой сварочной головки позволит вам получить сварные швы без окрашивания. Это происходит из-за предварительного и поддерживающего газа в сварочной камере, окружающей трубу.
Еще раз: предварительное изготовление сварного шва имеет первостепенное значение. Не стесняйтесь обращаться к нам, чтобы обсудить ваш проект.
MIG-сварка нержавеющей стали — [Настройки сварщика, советы, приемы и общие проблемы 2021]
Нержавеющая сталь — одна из величайших вещей, когда-либо созданных руками человека. Этот металл незаменим в современной промышленности.
Это чудо техники, которое используется во всем, от аэрокосмической и автомобильной промышленности до медицины и хирургических инструментов.Лучшая посуда изготавливается из нержавеющей стали и многих других видов продукции.
Его основными характеристиками являются долговечность и существенная коррозионная стойкость. Последнее является наиболее важным и является основным фактором, по которому большинство продуктов производится из нержавеющей стали.
Но вы здесь не для того, чтобы изучать его достоинства, вы здесь, чтобы научиться сваривать нержавеющую сталь…
Что ж, есть несколько способов снять шкуру с кошки, но вы, вероятно, здесь для сварки нержавеющей стали MIG, так что Давайте углубимся в это…
Есть разные способы сваривать нержавеющую сталь.Выбор правильного процесса сварки в основном зависит от толщины металла, над которым вы работаете, и отделки, которую вы хотите получить. Тем не менее, здесь имеет значение и больше факторов.
Есть три основных процесса сварки, которые используют сварщики при работе с нержавеющей сталью:
Использование одного из упомянутых процессов дает разные результаты.
При выборе процесса, который вам нужен, сварщик должен будет учитывать внешний вид валика и эстетику детали, над которой он работает, толщину металла и дополнительные затраты на работу с ним, а также время, необходимое для завершения сварки. проект, и ваш собственный уровень квалификации.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами для каждого символа!
Экономичный способ сварки нержавеющей стали — MIG-сварка нержавеющей стали
Многие люди прибегают к дуговой сварке защищенным металлом или сварке MIG, когда дело касается обработки нержавеющей стали. Сварка нержавеющей стали MIG — отличный метод, когда вам не нужно, чтобы ваша работа была эстетичной. Вместо этого этот метод обеспечивает эффективность и рентабельность.
Сварка нержавеющей сталиMIG — это метод, не требующий слишком сложного оборудования или оборудования, которое трудно перемещать.Еще одним преимуществом является то, что сварка MIG очень проста для освоения и позволяет быстро выполнять свою работу. Идеально подходит для домашнего ремонта и проектов DIY.
Настройки сварочного аппарата MIG для нержавеющей стали — настройка машины
Во-первых, если ваш станок умеет сваривать сталь, он может сваривать и нержавеющую сталь.
Использование сварочного аппарата MIG для нержавеющей стали требует от вас правильной настройки сварочного аппарата перед началом работы. Большинство из них поставляются с инструкцией по эксплуатации с таблицей рекомендуемых настроек.Однако если это не так, вы должны знать, как настроить сварщика.
Прежде всего, сварочные аппараты MIG должны быть настроены на полярность DC +. Скорость подачи проволоки и напряжение должны устанавливаться в зависимости от толщины листового металла из нержавеющей стали, с которым вы работаете. В большинстве случаев вам придется использовать немного более высокую скорость подачи проволоки, чем при работе с низкоуглеродистой сталью. Это приведет к снижению текущего уровня. Кроме того, необходимо использовать более высокие настройки напряжения, так как это немного смачивает лужу и позволяет получить более плоскую поверхность и лучшую смывку на носках сварного шва.
Первое — Выбор проволоки для сварки MIG
Лучше всего использовать проволоку для сварки MIG из нержавеющей стали, так как в этом случае конечный продукт сохранит свои свойства коррозионной стойкости, которые вы хотели бы иметь. Тип проволоки, которую вам нужно использовать, будет зависеть от типа основного материала из нержавеющей стали, с которым вы планируете работать.
308L — это проволока, которую чаще всего используют сварщики. Его можно использовать на аустенитных нержавеющих сталях, таких как 301, 302, 304, 305, а также на сплавах CF-8 и CF-3.
Присадочная проволока316L подходит для основных металлов 316L и 316, в то время как присадочный металл 309L используется при соединении низкоуглеродистой или низколегированной стали с нержавеющими сталями.
Секунда — Выбор защитного газа
Важным (или самым важным!) Фактором при выборе правильной смеси защитного газа является то, что нержавеющая сталь имеет неплотный сварной шов. Таким образом, при использовании метода передачи короткого замыкания рекомендуется трехкомпонентный защитный газ: 90% He / 7,5% Ar / 2,5% CO2. Другой приемлемой смесью является 98% Ar / 2% O2 или эквивалент 98% Ar / 2% CO2.
Имейте в виду, что использование полностью инертного защитного газа, такого как 100% гелий или 100% аргон, может привести к ухудшению характеристик дуги.
Режим переноса металла
Существует три основных варианта переноса металла при сварке нержавеющей стали : перенос распылением через дугу, перенос при коротком замыкании и шаровидный перенос металла.
1. Распылительная дуга
Метод переноса распылением включает разбрызгивание мелких капель расплавленного металла с электрода на сварное соединение.Это чистый процесс с постоянным напряжением, при котором поток сварочного металла проходит через дугу и к основному металлу. Однако в этом процессе используется большое количество тепла, и опасность ожога высока.
2. Короткое замыкание переключения
Метод передачи короткого замыкания использует низкое напряжение и фактически является самым холодным способом сварки MIG. В основном электрод контактирует с основным металлом и замыкается на короткое замыкание. Короткое замыкание приводит к тому, что проволока достигает точки плавления и образует сварочную лужу.
3. Шаровидный перенос металла
Шаровидный перенос металла на самом деле очень похож на перенос при коротком замыкании. Основное различие заключается в том, как долго расходный электрод должен плавиться. Проволока нагревается дольше, что создает «шарик», который падает с основного металла и образует соединение.
Возможные проблемы и проблемы при сварке MIG / MAG нержавеющего сплава
Правильная сварка нержавеющей стали требует времени и усилий.Вы не можете ожидать, что начнете делать это сразу же. Практика нужна, и могут возникнуть определенные проблемы.
- Перегрев и трещины
Неравномерно распределенное тепло, выделяемое в процессе сварки, может вызвать ожоги и трещины. Слишком большое нагревание сварного шва основного металла может привести к образованию карбида хрома, который не является коррозионно-стойким. - Выбор правильных настроек
Важной частью процесса дуговой сварки является выбор правильных настроек.Вы должны выбрать подходящий газ для материала, с которым вы планируете работать, правильный сорт проволоки и немного увеличить силу тока, в отличие от сварки более мягкой стали. - Брызги при сварке
Брызги при сварке — один из нежелательных побочных эффектов использования присадочного металла. Брызги могут привести к образованию острых предметов или заусенцев на сварном шве, что может привести к травмам людей, которые в конечном итоге будут использовать изделие. - Обслуживание CTDW
Сварка нержавеющей стали требует постоянного контакта наконечника с рабочим расстоянием, в отличие от работы с другими типами металла.
Сварка нержавеющей стали может оказаться сложной задачей. Однако использование сварочного аппарата MIG и процесса MIG значительно упрощает работу по сравнению с использованием других типов машин и процессов. У него есть определенные ограничения, но если вы учесть их перед тем, как начать, выгода будет намного выше, чем отдача.
Часто задаваемые вопросы (F.A.Q)Обратитесь к этим часто задаваемым вопросам для получения дополнительной информации.
Можно ли сваривать сталь MIG с нержавеющей сталью?
Да, можно. Нержавеющую сталь обычно сваривают с углеродистой сталью, что является гораздо более экономичным выбором. Углеродистая сталь включает мягкие и низколегированные сплавы и служит для снижения затрат, поскольку изготовление всей конструкции из нержавеющей стали может оказаться намного дороже.
Как лучше всего сваривать нержавеющую сталь?
Существуют различные способы сварки нержавеющей стали. Процесс сварки, который вы хотите использовать, будет зависеть от результатов, которые вы хотите получить.Каждый процесс имеет разные свойства и использование.
Можно ли подавать проволоку для сварки нержавеющей стали?
Да, можно. При сварке нержавеющей стали можно использовать как ручные, так и проволочные сварочные аппараты.
Могу ли я сваривать нержавеющую сталь методом MIG с 100 аргоном?
Да, можно, но не рекомендуется, поскольку это может привести к плохим характеристикам дуги.
Источники:
- Распространенные методы сварки нержавеющей стали, ATWF Inc,
- Плюсы, минусы и лучшие способы сварки нержавеющей стали, от American Torch Tip,
- Настройки сварочного аппарата, варианты проволоки и защитного газа от Lincoln Electric,
- Сварочные переносные устройства для сварки MIG, от AED moto sport,
- Скорость движения и расстояние контакта с работой, EWI.
Как (MIG / TIG) сваривать нержавеющую сталь: пошаговое руководство
Нержавеющая сталь, несомненно, является одним из наиболее широко используемых металлов на планете. Мы используем его из-за непреодолимых преимуществ, которые он предлагает. Не говоря уже о том, что самым прибыльным атрибутом нержавеющей стали является ее коррозионная стойкость.
Поскольку нержавеющая сталь обычно не добывается природой и образуется путем объединения двух или более элементов, каждый начинающий сварщик задается вопросом на миллион долларов, можем ли мы сваривать нержавеющую сталь?
Ну, посмотрим…
Темы, затронутые в этой статье
Можно ли сваривать нержавеющую сталь?Ответ на этот вопрос, конечно же! Видите ли, почти все типы материалов, инструментов и оборудования, которые мы используем в повседневной жизни, хотя бы частично или полностью изготовлены из нержавеющей стали.И этот процесс определенно включает от небольшого до большого количества сварочных операций, чтобы прочно соединить несколько его частей. Но это правда, что, поскольку нержавеющая сталь является уникальным материалом, каждый сварщик должен выполнять некоторые важные инструкции, чтобы эффективно выполнять сварочную задачу.
Сложно ли сваривать нержавеющую сталь?
Что ж, ответ спорный. Прежде чем приступить к сварке нержавеющей стали, сварщику необходимо ознакомиться с некоторыми общими фактами и факторами.Теперь это может включать в себя знание всех различных типов нержавеющей стали, которые в основном включают в себя пять типов в соответствии с их микроструктурой.
Кроме того, он должен также знать, чем подготовка металла нержавеющей стали отличается от подготовки металла других материалов, и какие диапазоны температур и другие меры предосторожности должен соблюдать сварщик при сварке нержавеющей стали.
Подготовка металла шваПеред тем, как приступить к сварке любого материала, очень важно его тщательно очистить, чтобы предотвратить возможное загрязнение.Кроме того, в случае с нержавеющей сталью нужно быть осторожным, используя молоток или щетку для ее очистки.
Вам определенно следует использовать отдельную щетку, молоток и зажим для использования только поверх нержавеющей стали, потому что, если щетка ранее использовалась для любого другого типа материала, такого как углеродистая сталь, высока вероятность того, что некоторое количество этого металла было сильно повреждено. прикреплен к этой щетке, что впоследствии может привести к загрязнению и ржавчине на вашей нержавеющей стали.
Как сваривать нержавеющую сталь?Существует пять основных способов сварки нержавеющей стали, два из которых являются наиболее распространенными и часто используемыми для соединения этого популярного металла. Это сварка MIG и сварка TIG. Самое приятное то, что наше руководство будет охватывать пошаговый процесс для обоих этих методов сварки, чтобы вы могли эффективно сваривать нержавеющую сталь, используя любой из этих методов.
Какие шестерни требуются?Теперь часть сварочного оборудования можно разделить на две части, которые в основном состоят из средств индивидуальной защиты и сварочного инструмента.Часть личного защитного снаряжения будет охватывать всю основную одежду или инструменты, которые сварщик должен обязательно надеть перед началом сварочных работ. Во второй части будет подробно описано все необходимое оборудование, которое необходимо или частично необходимо для эффективной и действенной сварки нержавеющей стали с использованием сварки MIG или TIG.
Средства индивидуальной защиты- Сварочный шлем с автозатемнением: Основная цель ношения этого шлема — защитить глаза от искр всех видов и других горячих веществ, которые могут попасть в глаза во время сварки.Кроме того, если каска оснащена функцией автоматического затемнения, у вас будет более яркое и прозрачное зрение в области сварного шва, и вы сможете более точно сваривать нержавеющую сталь.
- Сварочная куртка или рукава: Сварочные куртки или рукава обычно предназначены для защиты рук и верхней части тела от огня, искр и других вредных веществ. Однако сварочная куртка закрывает большую часть вашего тела, но вы можете выбрать любую из них в зависимости от вашего комфорта и продолжительности службы.
- Защитные очки и перчатки для сварки: Поскольку безопасность всегда превыше всего, сварщик должен иметь сварочные очки и перчатки, чтобы защитить глаза и область запястья, которая в основном находится в непосредственной близости от дуги.
- Наколенники и насадки для сварки: Наколенники полезны, когда вы собираетесь сваривать в течение долгих часов. Вы почувствуете комфорт в синовиальной области. С другой стороны, насадки для сварки просто необходимы, так как они полностью защищают нижнюю часть тела, за исключением ступней.
- Респиратор или маски : Сварка выделяет большое количество токсичных паров, которые не подходят нашему телу для вдыхания. Наличие респиратора или хотя бы маски защитит ваше тело от этих вредных газов и воздуха.
- Сварочные ботинки: Как следует из названия, сварочные ботинки защитят область ваших ног.
- Сварщик: Независимо от того, какой процесс сварки вы используете, вам понадобится сварщик, чтобы включить горелку и произвести дугу.Вы можете использовать сварочный аппарат MIG или TIG для сварки нержавеющей стали в зависимости от вашего выбора. В противном случае есть также многоцелевые сварочные аппараты, которые могут выполнять несколько процессов в соответствии с вашими требованиями. Просто убедитесь, что он обладает всеми функциональными возможностями и мощностью для сварки необходимых деталей.
- Электроды: Если вы собираетесь сваривать нержавеющую сталь TIG, вам потребуется стандартный неплавящийся вольфрамовый электрод. Кроме того, кончик электрода должен быть достаточно острым для эффективного выполнения операции.Шлифовальный станок также может это сделать.
- Присадочные материалы: Выбор подходящего типа присадочного металла для нержавеющей стали чрезвычайно важен, как и умение точно сваривать его. Потому что нержавеющая сталь может быть хромовой или хромоникелевой, которая также состоит из трех различных групп, называемых ферритной, мартенситной и аустенитной.
Теперь существует особый код AISI для основного металла всех видов нержавеющей стали. В зависимости от кода AISI вашего металла вы можете узнать рекомендуемый базовый код присадочного металла, который также может включать от одного до трех альтернативных типов.Чтобы определить подходящий присадочный металл, вам необходимо найти точную AISI.
- Защитный газ: Для защитного газа мы будем использовать соотношение 98: 2 смеси аргона и диоксида углерода соответственно. Это газ, который должным образом защитит нашу работу от всевозможных атмосферных загрязнений. Кроме того, если вы планируете сваривать нержавеющую сталь методом MIG, лучшим защитным газом, который вы можете использовать, будет 2,5% углекислого газа, 7,5% аргона и 90% гелия. Хотите сваривать нержавеющую сталь без защитного газа? У меня для вас есть интересная статья в этой теме!
- Угловая шлифовальная машина : Угловая шлифовальная машина — еще один очень важный инструмент, который можно использовать для шлифования заготовки от всех видов ржавчины и краски, которые могут привести к загрязнению после сварки. Кроме того, после того, как вы закончите сварку, вы можете нанести шлифовальный станок на сварной шов, чтобы придать ему окончательную отделку и удалить оставшиеся шлаки.
- Сварочные зажимы: Сварочные зажимы очень важны.Вам может потребоваться как минимум несколько из них, чтобы без усилий выполнять сварку. Они будут использоваться для надежного удержания заготовок сварочным столом.
- Магниты и калибр листового металла: Магниты необходимы для легкого выполнения сварки под разными углами. Кроме того, измеритель листового металла будет полезен для измерения толщины любой детали.
- Металлическая щетка: Как было сказано ранее, металлическая щетка понадобится только для нанесения на нержавеющую сталь.
Как известно, при сварке выделяется большое количество токсичных газов и дыма.Вы всегда должны работать в хорошо проветриваемом помещении. Кроме того, обеспечьте заземление всех основных рабочих инструментов, особенно рабочего стола.
Пошаговый процесс сварки нержавеющей стали (сварка MIG и TIG)Итак, теперь, когда у нас есть все части, давайте объединим их и приступим к работе! Для начала:
- Наденьте защитное снаряжение: Верно; это самая важная вещь номер один, которую должен сделать каждый сварщик перед началом сварки.Сначала вам нужно надеть сварочную куртку или хотя бы рубашку с длинными рукавами, чтобы защитить руки и верхнюю часть тела. Во-вторых, наденьте сварочные чулки, ботинки и перчатки.
- Определите соответствующий код AISI для вашего основного металла: Теперь это очень важно, поскольку мы знаем, что нержавеющая сталь является одним из самых чувствительных материалов на планете, вам обязательно нужно выяснить фактический код AISI для основного металла, который вы буду варить. Это позволит вам получить наиболее подходящий присадочный металл для обработки заготовки.
Как мы уже говорили, присадочные металлы также подпадают под определенный код, и у большинства из них снова есть некоторые альтернативные типы, которые могут использоваться взаимозаменяемо только с этим определенным кодом / типом присадочного металла.
- Очистите заготовку надлежащим образом: Это очень важно. Как и любой другой металл, сварщик должен тщательно очистить его от всех видов ржавчины, масла, смазки и других веществ, вызывающих загрязнение, перед началом сварочных работ. Для этого можно использовать металлическую щетку.
- Зажим: На этом этапе мы закрепим наши заготовки с помощью С-образных струбцин. Для этого мы сначала разместим все заготовки под правильным углом и в правильном месте. Вы можете просто зажать их над сварочным столом. Просто убедитесь, что они надежно зажаты и нет возможности промахов, иначе весь ваш проект может быть провален.
Как выполнить сварку нержавеющей стали методом MIG:
Процесс MIG-сварки нержавеющей стали в основном требует от вас непрерывной подачи твердой электродной проволоки внутрь сварочной ванны вместе с небольшим количеством защитного газа, чтобы защитить сварной шов от всех видов загрязнения.Кроме того, этот процесс довольно прост и удобен, чем сварка TIG.
- Подготовка горелки к работе: Теперь во-первых, вам нужно протянуть присадочную проволоку от барабана сварочного аппарата MIG до конца сварочной горелки. Просто убедитесь, что после конца вашего фонаря видно 1/4 дюйма этого провода. Теперь активируйте защитный газ, и все готово.
- Определите правильный угол: Расположите фонарь на высоте более 30 градусов от стыка и убедитесь, что пламя попадает прямо в эту область.
- Draw The Beads: Наконец, включите питание и медленно протяните сварной шов до конца. Не пытайтесь двигаться слишком быстро или медленно. Кроме того, старайтесь использовать соответствующую мощность, не слишком большую или низкую, иначе это может привести к разбрызгиванию. В случае более тонких деталей вы можете перемещать резак немного быстрее, чем обычно, потому что он быстро плавится.
Как выполнять сварку TIG нержавеющей стали:
Это общий и уникальный процесс соединения нержавеющей стали.Сварка нержавеющей стали TIG выполняется с использованием одноразового вольфрамового электрода с аппаратом TIG для зажигания дуги. В этом процессе также используется защитный газ от загрязнения, но с его помощью можно более эффективно сваривать более тонкие металлы.
- Настройте сварочный аппарат: Сначала вам необходимо соответствующим образом настроить сварочный аппарат. Поскольку мы свариваем сталь, мы выберем отрицательную мощность постоянного тока, также называемую DCEN. Вы также можете использовать положительный ток постоянного тока или DCEP, но он используется только для стали, сваренной палочкой.Однако вместо алюминия используется переменный ток.
- Подготовка резака: Теперь поместите вольфрамовый электрод внутрь резака. Вы должны убедиться, что кончик электрода достаточно заострен и видимая часть 1/4 дюйма остается за пределами резака, которую можно назвать соплом.
- Определите правильный угол: В отличие от сварки MIG, на этот раз мы будем держать горелку под углом 75 градусов над краем стыка. Но убедитесь, что вы не прикасаетесь электродом к стыку, иначе вам, возможно, придется снова стачивать наконечник.
- Нарисуйте сварные швы: Теперь возьмите ножную педаль сварочного аппарата TIG и нарисуйте линии. Процесс аналогичен сварке MIG, за исключением того, что вам необходимо непрерывно подавать присадочный металл каждые несколько секунд.
- Готово! : Наконец, подождите, пока металл остынет, и вы готовы к работе.
Всегда кладите огнетушитель рядом с местом работы, потому что в любой момент могут произойти несчастные случаи, и это обеспечит общую безопасность.Кроме того, как только вы закончите работу, сверните все и положите в безопасное и чистое место для следующего использования.
Заключительные словаЗнание того, как сваривать нержавеющую сталь, может дать вам огромную фору в вашей карьере сварщика только потому, что этот материал очень чувствительный, а также один из широко используемых. Мы считаем, что это руководство предоставило вам все инструкции по сварке нержавеющей стали.
Спасибо, что прочитали весь пост. Оставайтесь с нами для наших предстоящих статей
Последнее обновление: 12 марта 2021 г., Гэри Харгрейв.
Как выполнять сварку методом MIG нержавеющая сталь
Нержавеющая сталь является отличным основным материалом для сварки, поскольку она устойчива к ржавчине и другим формам коррозии, а также чрезвычайно долговечна для большинства применений.Но можно ли сваривать нержавеющую сталь методом MIG? Ответ — громкое «да!» Сварка MIG — отличный метод для обработки нержавеющей стали, отчасти потому, что он дает прочные сварные швы, а также потому, что это хороший метод для начинающих сварщиков. Итак, если у вас уже есть один из лучших сварочных аппаратов серии MIG , вы готовы приступить к сварке нержавеющей стали!
Как вы относитесь к сварке нержавеющей стали методом MIG? Вот где мы и пришли: мы расскажем вам всю важную информацию, которую вам нужно знать для создания прочных и привлекательных сварных швов на нержавеющей стали с помощью вашего сварочного аппарата MIG.
Процедуры сварки MIG нержавеющей стали
Первым шагом в любом процессе сварки, конечно же, является соблюдение надлежащих процедур безопасности . Это включает ношение необходимых средств безопасности, таких как сварочный шлем, перчатки, респираторы и огнестойкая одежда. Также важно, чтобы у вас была аккуратная, ухоженная рабочая среда с надлежащей вентиляцией. Кроме того, обязательно соблюдайте все правила техники безопасности, прилагаемые к вашему сварочному оборудованию.
Убедившись, что вы приняли все необходимые меры безопасности, перечисленные выше, вы готовы начать процесс сварки MIG.
В то время как сварка MIG в целом является довольно простым процессом сварки, особенно для начинающих сварщиков, сварка нержавеющей стали MIG может быть немного сложнее, чем сварка других основных металлов. Главное, о чем следует помнить, — не использовать слишком много тепла, так как это может повлиять на коррозионно-стойкие свойства вашей нержавеющей стали (подробнее об этом позже).
MIG-сварка нержавеющей стали: основы
Прежде чем приступить к сварке, конечно, необходимо правильно вырезать и подготовить компоненты из основного металла с помощью ручного шлифовального станка.Это гарантирует, что ваши основные металлы будут в надлежащем состоянии для любых сварных швов.
Также рекомендуется сначала сделать основной прихваточный шов на компонентах из основного металла, прежде чем приступить к выполнению сплошного сварного шва. Это позволит вам внести любые корректировки, необходимые для обеспечения правильной установки ваших компонентов, прежде чем выполнять постоянную сварку. Если вы пропустите этот шаг, вы потеряете возможность внести изменения, которые в конечном итоге могут вас укусить. Поэтому обязательно отнеситесь к этому шагу серьезно, чтобы в дальнейшем избежать серьезных головных болей.
Настройки MIG для сварки нержавеющей стали
Для сварки нержавеющей стали MIG вам не нужно много делать. И любой достойный сварщик MIG будет иметь таблицу в руководстве по эксплуатации или на дверце машины, которая предоставит вам рекомендуемые настройки для конкретного сварщика MIG. Тем не менее, если у вас нет такой таблицы, проверьте , этот как руководство по настройкам MIG для сварки нержавеющей стали.Эта таблица предоставит вам необходимую информацию в зависимости от размера проволоки MIG из нержавеющей стали и выбранного вами метода переноса металла.
Как и следовало ожидать, чем толще размер используемой проволоки, тем выше требуемый сварочный ток и тем меньше скорость подачи проволоки. Это верно как для переноса при коротком замыкании, так и для переноса распылением с использованием процесса MIG.
Режим переноса металла
Когда дело доходит до сварки нержавеющей стали методом MIG, у вас есть три основных варианта переноса металла: перенос распылением через дугу, перенос при коротком замыкании, глобулярный перенос металла и перенос импульсной дуги.В этом руководстве мы сосредоточим внимание на первых трех. Некоторые, как мы заметим, труднее использовать, чем другие. Мы подробно рассмотрим каждый из них, чтобы дать вам лучшее представление о том, когда использовать каждый из этих режимов, чтобы вы могли принять наилучшее решение для своих конкретных потребностей.
Распылительный переносВ режиме распылительного переноса вы прикладываете более высокое напряжение и не позволяете электроду контактировать с металлом. Как и следовало ожидать из названия, проволока извергает туман, который переходит на металл.Однако, несмотря на название, дуга должна быть чистой, а брызг не будет. На самом деле существует два типа распыления:
Истинный распылитель: Благодаря характерному шипящему звуку, истинный перенос распылением не дает разбрызгивания. Его следует использовать только для плоских и горизонтальных сварочных работ. Это хороший вариант для нержавеющей стали, особенно если вам нужен красивый и чистый сварной шов.
Распылительный перенос для более толстых основных металлов: В то время как настоящий распылительный перенос шипит, этот распылительный перенос, как известно, трескается.Вы никогда не будете соприкасаться электродом с металлом.
Короткозамкнутый переходРежим короткозамкнутого перехода лучше всего подходит, когда вы используете низкое напряжение при сварке MIG. По сути, провод контактирует с основным металлическим компонентом и, как вы уже догадались, замыкается. Короткое замыкание вызывает плавление проволоки и образование сварочной лужи. Оттуда процесс повторяется. Характерный звук при передаче от короткого замыкания похож на пронзительное шипение, похожее на удар сырого мяса о горячий гриль.
При использовании этого режима переноса металла для сварки MIG нержавеющей стали обязательно используйте входное напряжение 120 или 230 В, особенно при сварке нержавеющей стали калибра.
Шаровидный перенос металлаХотя шаровидный перенос металла во многом схож с переносом при коротком замыкании, есть несколько ключевых отличий. По сути, глобулярный перенос металла включает создание «шарика», свисающего с проволоки, который затем падает на основной металл и заполняет соединение.Он известен своим более медленным «хлопающим» звуком. Это может быть более сложный режим переноса металла для новичков, только изучающих, как сваривать нержавеющую сталь методом MIG, поэтому, если вы новичок, вы можете использовать один из других режимов переноса металла, упомянутых ранее.
Выбор правильных газов и электродов для сварки MIG нержавеющей стали
Конечно, очень важно выбрать правильный газ и электроды, когда вы планируете сварку нержавеющей стали MIG. Есть несколько вариантов на выбор; однако мы обнаружили, что наиболее эффективным и наиболее часто используемым газом для сварки MIG нержавеющей стали является C2, то есть 89% аргона и 2% двуокиси углерода.В идеале вы должны использовать трехкомпонентную смесь из 90% аргона, 7,5% гелия и 2,5% кислорода, но работайте с тем, что у вас есть. Вы также можете потенциально обойтись 98% аргона и 2% кислорода.
Что касается электродов, которые вам следует использовать, мы настоятельно рекомендуем ER308L. Этот электродный материал аналогичен материалу 308; однако он содержит в среднем 0,02% углерода. В результате получается сварной шов, устойчивый к межкристаллитной коррозии. Просто полезный факт: обозначение «L» материала электрода просто указывает на то, что уровень углерода в данном расходном материале попадает в нижний диапазон содержания углерода.Вы также можете использовать проволоку 309, которая является хорошей универсальной проволокой.
Сварочные стержни для нержавеющей стали
Если вы используете нержавеющий сварочный стержень, вы захотите использовать, как указано выше, 309L (или ER309LSi). Просто убедитесь, что на конце используемого сварочного стержня стоит буква «L». Это, как указывалось ранее, просто означает, что он содержит низкий уровень углерода. Просто не забудьте сравнить присадочный металл с используемым основным металлом, чтобы убедиться, что эти компоненты будут правильно свариваться.Существует множество ресурсов, включая наш собственный сайт, которые могут помочь вам определить, используете ли вы подходящие присадочные металлы для компонентов из недрагоценных металлов из нержавеющей стали.
Возможные проблемы и проблемы
Одна потенциальная проблема, с которой вы можете столкнуться при сварке нержавеющей стали методом MIG, — это использование слишком большого количества тепла. Если он станет слишком горячим, зоны термического влияния вдоль сварного шва на основном металле могут вызвать химическую реакцию, в результате которой образуется карбид хрома, который не устойчив к коррозии.Фактически, более высокие уровни сплава, которые создают большую коррозионную стойкость, как раз и делают нержавеющую сталь труднее сваривать.
Вам также необходимо убедиться, что вы используете правильный защитный газ, правильный сорт провода и используете немного более высокую силу тока, чем при работе с более мягкими сталями.
Также важно убедиться, что компоненты из основного металла идеально выровнены на сварочном столе. Если вы работаете с деталями, которые не помещаются на вашем столе, вам нужно будет использовать дополнительные опоры и убедиться, что ваши компоненты идеально выровнены, прежде чем начинать сварку.
Еще один важный фактор, о котором следует помнить, — это то, что при сварке нержавеющей стали очень важно поддерживать постоянное расстояние контакта наконечника до рабочего расстояния, чем при работе с другими металлами. Это важно для нержавеющей стали, потому что, если вы слишком сильно измените свой CTWD, вы можете создать слишком большое отклонение в текущих уровнях.
Как сваривать нержавеющую сталь, используя два основных процесса
Как сваривать нержавеющую сталь, во многом зависит от толщины металла и его отделки, не говоря уже об использовании готового продукта.Есть несколько методов сварки на выбор, однако три наиболее часто используемых процесса для этого конкретного материала включают MIG, сопротивление и TIG. Благодаря своей прочности нержавеющая сталь — отличный материал для начинающих, и она определенно более щадящая, чем другие металлы, такие как алюминий. Для новичка обучение сварке различных типов металлов всегда будет сопряжено с новыми проблемами. Тем не менее, нержавеющая сталь считается гораздо более щадящей, чем более тонкие металлы.
Способ сварки нержавеющей стали будет зависеть от используемого вами процесса, толщины металла и предполагаемого использования. Одно можно сказать наверняка, когда вы свариваете нержавеющую сталь, важно начинать с низкой температуры, чтобы избежать деформации металла. Поскольку нержавеющая сталь очень прочная, это отличный выбор для новичков, которым необходимо практиковать различные методы сварки. Кроме того, его легче сваривать, и он более доступен по сравнению с другими металлами.
Прочтите, чтобы узнать о различных сварочных процессах, которые вы можете выбрать, и ознакомьтесь с важными советами по сварке нержавеющей стали, которые обеспечат получение прочного сварного шва.
Какой процесс обработки нержавеющей стали наиболее часто используется?
TIG часто является предпочтительным способом сварки нержавеющей стали, поскольку он может обеспечить более прочный сварной шов. Этот процесс обеспечивает меньшее тепловложение, поэтому он также является хорошим выбором при работе с более тонким материалом. При сварке TIG вы будете использовать аргон, смешанный с другими газами. Однако это может зависеть от конкретного проекта. Варианты газа включают азот, водород и гелий. Чтобы повысить устойчивость к коррозии и предотвратить окисление, следует использовать односторонний процесс для создания защиты инертным газом между внешними и внутренними сварными швами.
MIG Сварка нержавеющей стали
MIG — еще один популярный вариант сварки нержавеющей стали, поскольку он позволяет пользователю использовать импульсный источник тока. Это значительно упрощает сварку сложных проектов из нержавеющей стали или труднодоступных мест. Используемые газовые смеси включают диоксид углерода, кислород и гелий. Эти газы помогут улучшить качество сварки и стабилизировать дугу.
Лучший процесс для работы
Выбор подходящего процесса сварки для вашего проекта нержавеющей стали будет зависеть от качества, которое вы ищете.Точечная сварка может быть лучшим вариантом, если вы ищете более доступный способ сварки. Однако, если вы работаете с очень тонкой нержавеющей сталью, сварка TIG может быть лучшим выбором. Но для новичков этот процесс может быть довольно сложным. MIG часто выбирают новички, однако, если вам нужны сварные швы наилучшего качества, мы рекомендуем попрактиковаться в методах сварки TIG.
Наконечники для сварки нержавеющей стали
При сварке нержавеющей стали можно кое-что сделать, чтобы облегчить работу.
- Прежде всего, убедитесь, что вы тщательно очистили сталь перед началом сварки. Из-за высокого содержания хрома нержавеющую сталь всегда следует очищать. Проволочная щетка — идеальный инструмент для этой задачи. Очистка стали удалит грязь, краску, масла, жир и отложения хрома. Вы должны убедиться, что сталь полностью очищена от грязи и мусора, чтобы сваривать ее правильно.
- При сварке нержавеющей стали всегда используйте слабый огонь. Нержавеющая сталь обычно бывает очень тонкой.Если вы включите слишком сильный огонь, вы рискуете искривить его. Начните с холодных настроек и постепенно добавляйте тепло, если вам нужно лучшее проплавление или более прочный сварной шов. Лист нержавеющей стали нужно прихватывать. Сталь следует прихватывать в нескольких местах, а затем заливать заливкой. Это помогает свести к минимуму вероятность деформации, позволяя легко гарантировать, что сварные швы выровнены должным образом. Вы также можете сваривать более короткими очередями, чтобы избежать деформации. Эти короткие всплески следует делать короткими периодами от трех до пяти секунд.Между взрывами необходимо дать стали остыть перед повторной сваркой.
- Если вы используете сварочный аппарат для нержавеющей стали, используйте только нержавеющие стержни. Если вы планируете использовать обычные стержни или проволоку для сварки MIG, то вы должны помнить, что любые сварные части в конечном итоге заржавеют. Чтобы предотвратить коррозию, можно добавить прозрачную краску или грунтовку.
Связанные вопросы
Какой процесс сварки наиболее удобен для начинающих?
С помощью лучшего сварочного аппарата MIG и правильного рисунка вы легко сможете добиться профессионального качества, гладкого и надежного сварного шва.Если вы ищете доступную модель, мы рекомендуем сварочный аппарат Hobart Handler 210 MVP MIG Welder, который отличается интуитивно понятным управлением, прочной конструкцией и универсальным дизайном, что делает его идеальным для сварщиков любого уровня подготовки.
Как я могу стать сварщиком?
Сегодня нет недостатка в сварочных программах в любом местном техникуме. Многим работодателям потребуется множество сертификатов для различных сварочных процессов, поэтому часто лучше изучить структурированную программу и убедиться, что вы получаете солидное образование.Однако обучение у профессионального сварщика с многолетним опытом также может быть вариантом, причем более доступным. Изучение того, как стать сварщиком, может быть настоящим испытанием вначале, но как только вы освоите наиболее часто используемые сварочные процессы, такие как MIG и TIG, у вас не должно возникнуть проблем с выполнением небольших и крупных сварочных работ в домашних условиях. , или получить квалификацию на должность сварщика начального уровня.
Последние мысли
Как сваривать нержавеющую сталь — задача намного проще, чем некоторые могут подумать.Конечно, контроль температуры может быть проблемой для новичка, но с терпением и постепенным увеличением нагрева вы можете легко практиковать даже сложные сварные швы с использованием процессов сварки MIG или TIG для более гладкого и жесткого шва, который будет длиться год за годом.
.