С В А Р Щ И К | |
| Родственные профессии, специальности: ЭЛЕКТРОСВАРЩИК, ГАЗОСВАРЩИК, СТАЛЕВАР, ГОРНОВОЙ, ГАЛЬВАНИК, КУЗНЕЦ, АРМАТУРЩИК… | |
Тип профессии:
По системе Климова — «Человек-техника». (Узнайте Ваш тип и класс профессий: экспресстестирование, тест акцентуации характера («реки-метафоры»), тест Кейрси). | |
| Класс профессии: Исполнительский (алгоритмический) | |
Содержание деятельности: Электрогазосварщик соединяет (сваривает) элементы металлоконструкций, трубопроводы, детали
машин и механизмов с помощью сварочного аппарата. Совершенствуйтесь, читая ПРОФАНЕКДОТЫ | |
Условия
труда: Работает как в помещении, так и на открытом
воздухе. Возможно выполнение работ на высоте и в очень неудобных и опасных
позах. Большая нагрузка на опорно-двигательный и зрительный аппарат. Для
защиты от тепловых и световых излучений использует спецодежду и маску (щиток),
имеющую защитные светофильтры. Режим работы в основном двухсменный. Темп
работы свободный. Профессия имеет 1-6 разряды. Возможно выполнение работ на высоте и в очень неудобных и опасных
позах. Большая нагрузка на опорно-двигательный и зрительный аппарат. Для
защиты от тепловых и световых излучений использует спецодежду и маску (щиток),
имеющую защитные светофильтры. Режим работы в основном двухсменный. Темп
работы свободный. Профессия имеет 1-6 разряды. | |
| Доминирующие
интересы: Техника, металлообработка. Сопутствующие интересы: Физика. Химия. Математика. Черчение. Тест «Черчение-всё на букву Ш»Строительство. … | |
Области применения: Производственные
предприятия, заводы, лаборатории по разработке и испытанию новых производственных
образцов, строительство… | |
| Доминирующая профессиональная направленность: На работу с техникой, инструментами и чертежами (знаковыми системами). | |
| Необходимые
качества, обеспечивающие успешность в профессии: Физическая сила и выносливость. Острота зрения и цветовосприятия. Гибкость, подвижность рук, ног и всего тела. Развитый вестибулярный аппарат. Умение длительно сосредотачивать внимание. Хорошая зрительно-моторная координация. Пространственное воображение и техническое мышление. Аккуратность.  Уравновешенность. Уравновешенность. | |
| Медицинские ограничения: Сердечно-сосудистые заболевания. Заболевания дыхательных органов. Нарушения в работе опорно-двигательного аппарата (радикулит, остеохондроз…). Психические недуги и расстройства нервной системы. Раздражительность. Аллергические заболевания. Выраженные дефекты зрения и слуха | |
| Востребованность специалистов: Высокая на рынке труда СПб и Лен. области. Зарплата высокая | |
| Начальное
профессиональное образование: + На производстве +СПб ПУ 123. Красное Село, ул.Гвардейская, 25 или ул.Спирина,13. Тел. 741-7926, 149-10-95, 741-52-91.  Большая, 1. Тел. 466-4852 Большая, 1. Тел. 466-4852+СПб ПУ № 25. Кировский район (1-й корпус) — Ул.Кронштадтская, 5. Тел.783-1500. м.»Технологический институт» — 2-й корпус. Ул. Мясная, 11. Тел.318-7837 +СПб ПУ № 84. Ул.Кронштадтская, 15. Тел. 784-4612 +СПб ПУ № 89. Кировский район. Ул. Стойкости, 28, кор.2. Тел.759-9151 В ОУ Ленинградской области | |
| Высшее образование: Как продолжение образования по техническим специальностям. | |
| Возможность
продолжения образования и перспективы профессионального роста: Повышение
сложности работ. Повышение разряда. Рост заработной платы. Административный
рост: сварщик — бригадир — техник… Возможность переквалификации: повышение образовательного уровня в технических колледжах и институтах, предпринимательской деятельности. Переобучение на родственные профессии.  | |
 Собирает заготовки (узлы)
конструкций, осуществляет их транспортировку в пределах рабочего места,
налаживает сварочное оборудование, устанавливает требуемый режим сварки,
осуществляет зрительный контроль швов. Предупреждает возникновение напряжений
и деформаций в изделии. Основным орудием труда ручной сварки является
электрод. В процессе деятельности электросварщик выполняет поступательные
и колебательные перемещения электрода, регулирует температуру, длину дуги
и образование шва. Для сварки тонкого металла, цветных металлов, их сплавов
и чугуна используется газовая горелка, в которой происходит смещение горючего
газа с кислородом и образование пламени.
Собирает заготовки (узлы)
конструкций, осуществляет их транспортировку в пределах рабочего места,
налаживает сварочное оборудование, устанавливает требуемый режим сварки,
осуществляет зрительный контроль швов. Предупреждает возникновение напряжений
и деформаций в изделии. Основным орудием труда ручной сварки является
электрод. В процессе деятельности электросварщик выполняет поступательные
и колебательные перемещения электрода, регулирует температуру, длину дуги
и образование шва. Для сварки тонкого металла, цветных металлов, их сплавов
и чугуна используется газовая горелка, в которой происходит смещение горючего
газа с кислородом и образование пламени.  Металловедение. Физические
и химические свойства черных и цветных металлов. Способы их соединения
в зависимости от размеров деталей. Устройство, принципы и режимы работы
сварочных аппаратов. Свойства электродов и способы их подбора для различных
марок свариваемых металлов. Правила подготовки деталей и узлов под сварку.
Причины возникновения внутренних напряженностей и деформаций в свариваемых
изделиях. Технические требования к качеству сварных соединений. Меры предупреждения
брака и пути его устранения.
Металловедение. Физические
и химические свойства черных и цветных металлов. Способы их соединения
в зависимости от размеров деталей. Устройство, принципы и режимы работы
сварочных аппаратов. Свойства электродов и способы их подбора для различных
марок свариваемых металлов. Правила подготовки деталей и узлов под сварку.
Причины возникновения внутренних напряженностей и деформаций в свариваемых
изделиях. Технические требования к качеству сварных соединений. Меры предупреждения
брака и пути его устранения. 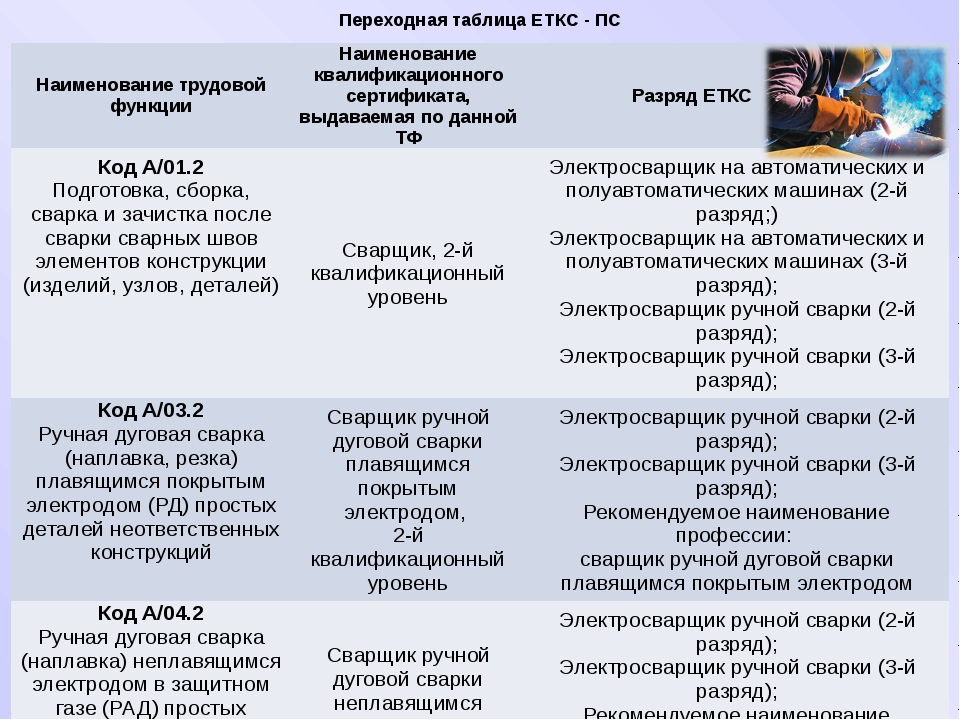 Могут работать в бригадах, взаимодействуя со специалистами
других профилей. В это случае им необходимо умение работать в команде,
развитое чувство ответственности за работу бригады в целом, а также за
качественное выполнение всей работы, производимой разными специалистами.
Могут работать в бригадах, взаимодействуя со специалистами
других профилей. В это случае им необходимо умение работать в команде,
развитое чувство ответственности за работу бригады в целом, а также за
качественное выполнение всей работы, производимой разными специалистами.Чем электросварщик отличается от электрогазосварщика?
Описание процессаК электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
* ручную дуговую сварку
* полуавтоматическую дуговую сварку
* автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
* электрическая дуга, питаемая постоянным током прямой полярности (минус на электроде)
* электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
* электрическая дуга, питаемая переменным током
По типу дуги различают
* дугу прямого действия (зависимую дугу)
* дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают
* способы сварки плавящимся электродом
* способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
* открытую
* закрытую
* полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
* дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
* дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
* дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
* дуговая сварка с газовой защитой (в среде защитных газов)
* дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Работа сварщика: обязанности и предостережения
Представители рабочих профессий уже несколько лет входят в перечень самых востребованных соискателей на рынке труда Украины. Профессия сварщика находится на особом счету, ведь сварочные работы являются неотъемлемой частью любых промышленных работ. Сварщики нужны повсюду, где изготовляются или применяются изделия из металла. Работодатели предлагают соискателям на эту специальность хороший заработок. Но стоить отметить, что сварочные работы признаны одними из самых вредных для человека технологических процессов. Они плохо воздействуют на глаза и здоровье рабочего в целом. Рассмотрим особенности профессии, опасности, которым подвергается сварщик, рекомендации, как их избежать или уменьшить.
Профессия сварщика находится на особом счету, ведь сварочные работы являются неотъемлемой частью любых промышленных работ. Сварщики нужны повсюду, где изготовляются или применяются изделия из металла. Работодатели предлагают соискателям на эту специальность хороший заработок. Но стоить отметить, что сварочные работы признаны одними из самых вредных для человека технологических процессов. Они плохо воздействуют на глаза и здоровье рабочего в целом. Рассмотрим особенности профессии, опасности, которым подвергается сварщик, рекомендации, как их избежать или уменьшить.
Как и большинство рабочих специальностей, обязанности и требования к квалификации сварщика отличаются в зависимости от разряда. Всего их существует шесть, при этом выпускники училищ получают третий разряд, а специалисты самого высокого класса имеют шестой разряд.
Обязанности электрогазосварщика сводятся к выполнению подобных функций:
- сварка аппаратуры, арматуры, балок и блоков в различных условиях, в том числе во время проведения ремонта и в цехах;
- наплавка раковин и трещин, наплавление дефектов оборудования, пайка деталей;
- вырезка косых отверстий;
- подварка в труднодоступных местах сложных форм
Чтобы справляться с возложенными обязанностями, специалист должен знать:
- электрические схемы, конструкции разнообразных сварочных машин, автоматов, полуавтоматов, источников питания;
- свойства металлов, которые подлежат обработке;
- принципы действия, устройство электросварочных машин, аппаратов для дуговой сварки, газосварочной аппаратуры, прочего оборудования, а также правила пользования;
- виды сварных соединений, типы швов, построение сварочного шва;
- нормы техники безопасности, охраны труда, противопожарной защиты.


Сварщики высокого разряда с хорошим опытом ценятся работодателями очень высоко. Оклад, в основном, зависит от профессиональной сферы и сложности выполняемой работы. Если новички отрасли, разместившие свои резюме на кадровом онлайн-портале, готовы согласиться на зарплату около 5 тыс. грн, то сварщики с опытом работы более 6 лет претендуют на минимальную оплату труда от 10 тыс. грн. Максимальная ожидаемая зарплата составляет 5 тыс. EUR.
Работа сварщика — это преимущественно специальность для мужчин. Количество резюме сварщиков значительно меньше количества открываемых вакансий. Работа для сварщиков предлагается в профессиональной сфере «Рабочий персонал», в производственной отрасли и машиностроении. Часто названия вакансий сформулированы так, чтобы соискатель сразу сориентировался в специфике предлагаемой работы. Например, «Сварщик-сборщик», «Сварщик-слесарь», «Сварщик ручной дуговой сварки», «Сварщик-рихтовщик». Немало предложений открывают для желающих работать за рубежом.
Как и многие другие профессии, связанные с действием небезопасных веществ, эта специальность имеет вредность — сварщика могут поджидать неприятные последствия выполнения обязанностей. Конечно, компании, где задействованы эти специалисты, пристально следят за соблюдение всех правил и норм. Тем не менее, сварщик остается одной из наиболее вредных профессий.
Во время процесса сварки на работника действует ряд факторов, которые могут навредить здоровью. Среди них — искры, дым, расплавленный металл, яркий свет, ультрафиолетовое и инфракрасное излучение, испарения, которое выделяется во время сварки.
Сварка небезопасна тем, что может привести к травмам глаза — длительное воздействие ультрафиолета вызывает повреждение сетчатки глаза, роговицы и хрусталика. Поскольку любые сварочные работы подразумевают яркий свет очень высокой интенсивности, длительное наблюдение за процессом может привести к ожогам.
Когда сварщик работает, неизбежно вылетают капли металла и искры. Поэтому профессия связана с опасностью получения ожогов. Дым, испарения негативно влияют на глаза и дыхательные органы. При сварке различных металлов образуются пары. К примеру, при работе с алюминием выделяются пары марганца и кремния, а при сварке оцинкованных изделий — пары цинка. Все они, попадая в дыхательные пути человека, могут вызвать тяжёлые заболевания.
Поэтому профессия связана с опасностью получения ожогов. Дым, испарения негативно влияют на глаза и дыхательные органы. При сварке различных металлов образуются пары. К примеру, при работе с алюминием выделяются пары марганца и кремния, а при сварке оцинкованных изделий — пары цинка. Все они, попадая в дыхательные пути человека, могут вызвать тяжёлые заболевания.
Существует ряд профессиональных заболеваний, которым подвержены сварщики. Они возникают из-за постоянного присутствия негативных факторов. Чем больше стаж работы, тем больше оснований включить работника в группу риска.
Чтобы рабочие меньше подвергались болезням, предприятия должны уделять достаточное внимание профилактике. Прежде всего, это внедрение новых безопасных способов и технологий, направленных на защиту рабочего. Также следует придерживаться правила о постоянном применении средств защиты сварщиком. Не менее важны коллективные средства защиты — в том числе, вентиляция, поддержка влажности и норм чистоты. Среди мер профилактики следует упомянуть также качественное проведение профосмотров.
Среди мер профилактики следует упомянуть также качественное проведение профосмотров.
Специальность «Сварочное производство». Профессия «Сварщик»
Специальность «Сварочное производство». Профессия «Сварщик»
31.10.2012
Со времен появления у человечества металлоизделий, появилась необходимость соединения частей металла в изделия, конструкцию, агрегат. Четкой границы и даты появления этого процесса в истории сварки не отмечено, но уже в древние времена люди соединяли части металла кузнечным способом – он так и назывался кузнечным способом сварки.
Сварщика можно увидеть издали на любой стройке – склоненная фигура человека над ослепительно ярким пламенем дуги. Это поистине кудесник, «сшивающий» из разрозненных кусков металла стройную конструкцию. От его знаний, умений, добросовестности зависит прочность и долговечность сварочного изделия. Сварку можно выполнять на земле и под водой – в любых пространственных положениях, в т. ч. и в космосе.
ч. и в космосе.
С помощью сварки соединяют между собой различные металлы, их сплавы, некоторые керамические материалы, пластмассы, стёкла и разнородные материалы. Основное применение сварка металлов и их сплавов находит при сооружении новых конструкций, ремонте различных изделий, машин и механизмов, создание двухслойных материалов.
Предполагают, что слово «сварка» произошло от имени древнеславянского бога кузнечного дела СВАРОГА, сыном которого считался огонь и назывался СВОРОЖИТЕЛЬ.
1882 год – русский изобретатель Николай Бенардос предложил способ прочного соединения металлов непосредственным действием электрического тока. Он практически осуществил способ сварки и резки металлов электрической дугой угольным электродом. Ему также принадлежит много важных изобретений в области сварки: спиральношовные трубы; порошковая проволока и др.
Электрическая дуговая сварка получила дальнейшее развитие в работах Н. Г.Славянов. Он применил флюс для защиты металла шва от воздуха, предложил способы наплавки и горячей сварки чугуна, организовал впервые в мире электросварочный цех.
Г.Славянов. Он применил флюс для защиты металла шва от воздуха, предложил способы наплавки и горячей сварки чугуна, организовал впервые в мире электросварочный цех.
В 1907 году шведский инженер О.Кьелберг применил металлические электроды с нанесенным на их поверхность покрытием. Это покрытие предохраняло металл шва от вредного воздействия воздуха (окисление и азотирование) и стабилизировало горение дуги.
В конце 30-х годов новый способ сварки, получивший название – автоматическая сварка под флюсом. В середине 40-х годов сварка под флюсом была применена и для полуавтоматического процесса. Высокое качество сварного соединения и равнопрочность его с основным металлом предопределяют применение сварки под флюсом конструкций и аппаратуры, работающих в условиях глубокого холода, высоких температур, сверхвысоких давлений, агрессивных жидких и газовых сред и нейтронного излучения.
1949 год разработка вида электрошлаковой сварки позволила успешно решить весьма важные для дальнейшего развития промышленности вопросы качественной и производительной сварки металла практически неограниченной толщины и механизации сварки металла вертикальных швов.
В конце 40-х годов разработан и получил применение способ дуговой сварки в углекислом газе плавящимся электродом.
В конце 50-х, французским ученым был создан новый вид сварки, получивший название электролучевого процесса.
Электролучевая сварка находит широкое применение при соединении тугоплавких химических активных металлов и сплавов, а также ряда специальных сталей.
Последняя разработка сварки – применение оптических квантовых генераторов-лазеров.
XX век открыл перед сварными металлоконструкциями широкие перспективы и возможности. Нет сомнения, что им принадлежала и принадлежит ведущая роль в новом веке. На смену широкоприменяемым сталям и сплавам, пришли новые – более экономичные, прочные, с высокими эксплуатационными свойствами. В связи с этим и специалисты сварочного производства, т.е. сварщики должны быть умными, высококвалифицированными специалистами в своей области.
Сварка является одним из ведущих технологических процессов обработки металлов. Перспективы сварки, как в научном, так и в техническом плане, безграничны. Развитие сварки требует серьёзного повышения уровня теоретических знаний и практической подготовки квалифицированных рабочих, а чтобы ими стать, надо знать основы химии, физику, технологию, металлы и конструкционные материалы, электротехнику и другие технические предметы. Кроме того, профессионально-важные качества специалиста по сварке обязывают его определять зону термического влияния по цвету нагретого металла, различать запахи горючих газов и жидкостей, удерживать в памяти технологическую последовательность выполнения работ и требования ГОСТов и другие знания.
Перспективы сварки, как в научном, так и в техническом плане, безграничны. Развитие сварки требует серьёзного повышения уровня теоретических знаний и практической подготовки квалифицированных рабочих, а чтобы ими стать, надо знать основы химии, физику, технологию, металлы и конструкционные материалы, электротехнику и другие технические предметы. Кроме того, профессионально-важные качества специалиста по сварке обязывают его определять зону термического влияния по цвету нагретого металла, различать запахи горючих газов и жидкостей, удерживать в памяти технологическую последовательность выполнения работ и требования ГОСТов и другие знания.
Таким образом, сварщик – это многоплановая профессия, которая сочетает в себе много разнообразных умений и навыков.
Наше учебное заведение в 1990 г. сделало первый набор в количестве 25 человек в группу № 15 на профессию «Электрогазосварщик».
В истории нашей страны есть факты, которые доказывают, что сварщик – это одна из основных профессий, которые обеспечивают нам защиту от внешних врагов. К моменту начала Великой Отечественной войны сварка была уже основным процессом изготовления металлоконструкций, в том числе и военной техники.
К моменту начала Великой Отечественной войны сварка была уже основным процессом изготовления металлоконструкций, в том числе и военной техники.
Легендарный танк Т-34 занявший прочное место лучшего танка ВОВ – типичная сварная конструкция. Он состоял более чем из 3-х тысяч деталей.
Пистолет – пулемёт Г.С.Шпагина (ППШ) – это штампосварная конструкция. Если говорить про него, то надо отметить, что даже знатоки оружейного дела не верили в возможность создания штампосварного автомата.
Этим же способом были изготовлены самоходные артиллерийские установки, названные в народе «Катюша», снаряды для ракетных установок и другая военная продукция.
В годы войны возникла насущная потребность в подводной сварке и резке металлов при ремонте кораблей, мостов, при аварийных и спасательных работах.
Как правильно: газоэлектросварщик или электрогазосварщик?
С определённой долей уверенности можно утверждать, что правильно говорить «электрогазосварщик». Чтобы обосновать это утверждение обратимся, как говорится, «к Марксу», то есть к правовым актам.
Чтобы обосновать это утверждение обратимся, как говорится, «к Марксу», то есть к правовым актам.
1.
Постановление Минтруда РФ от 15 ноября 1999 года № 45 «Об утверждении Единого тарифно-квалификационного справочника работ и профессий рабочих, выпуск 2, разделы: «Литейные работы», «Сварочные работы», «Котельные, холодноштамповочные, волочильные и давильные работы», «Кузнечно-прессовые и термические работы», «Механическая обработка металлов и других материалов», «Металлопокрытия и окраска», «Эмалирование», «Слесарные и слесарно-сборочные работы».
В указанном «Справочнике» по разделу «Сварочные работы» в числе прочих находим:
ГАЗОСВАРЩИК,
СВАРЩИК НА ДИФФУЗИОННО-СВАРОЧНЫХ УСТАНОВКАХ,
СВАРЩИК НА МАШИНАХ КОНТАКТНОЙ (ПРЕССОВОЙ) СВАРКИ,
СВАРЩИК НА ЭЛЕКТРОННО-ЛУЧЕВЫХ СВАРОЧНЫХ УСТАНОВКАХ,
СВАРЩИК ТЕРМИТНОЙ СВАРКИ,
ЭЛЕКТРОГАЗОСВАРЩИК,
ЭЛЕКТРОСВАРЩИК НА АВТОМАТИЧЕСКИХ И ПОЛУАВТОМАТИЧЕСКИХ МАШИНАХ,
ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ.
Профессии «газоэлектросварщик» в «Справочнике» нет.
2.
Постановление Госстандарта РФ от 26 декабря 1994 года № 367 (в редакции от 19 июня 2012 года) «О принятии и введении в действие Общероссийского классификатора профессий рабочих, должностей служащих и тарифных разрядов ОК 016-94».
В «Классификаторе» среди великого множества находим следующие профессии:
Газосварщик,
Сварщик арматурных сеток и каркасов,
Сварщик выпрямителей,
Сварщик изделий из тугоплавких металлов,
Сварщик на диффузионно-сварочных установках,
Сварщик на лазерных установках,
Сварщик на машинах контактной (прессовой) сварки,
Сварщик на установках ТВЧ,
Сварщик на электронно-лучевых сварочных установках,
Сварщик печной сварки труб,
Сварщик пластмасс,
Сварщик стеклянных изделий,
Сварщик термитной сварки,
Сварщик швейных изделий на установках ТВЧ,
Сварщик электровакуумных приборов,
Электрогазосварщик,
Электрогазосварщик-врезчик,
Электросварщик листов и лент,
Электросварщик на автоматических и полуавтоматических машинах,
Электросварщик ручной сварки,
Электросварщик труб на стане.
О профессии «газоэлектросварщик» в «Классификаторе» речи также не идёт.
3.
Приказ Минобрнауки России от 02 июля 2013 года № 513 (в редакции от 03 февраля 2017 года) «Об утверждении Перечня профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение».
В этом «Перечне» по разделу «Сварочные работы» находим в числе прочих следующие профессии:
Газосварщик,
Контролер сварочных работ,
Сварщик на диффузионно-сварочных установках,
Оператор лазерных установок,
Сварщик на машинах контактной (прессовой) сварки,
Сварщик на электронно-лучевых сварочных установках,
Сварщик термитной сварки,
Электрогазосварщик,
Электросварщик на автоматических и полуавтоматических машинах,
Электросварщик ручной сварки.
И в этом «Перечне» нет упоминания профессии «газоэлектросварщик».
4.
Приказ Росстандарта от 12 декабря 2014 года № 2020-ст «О принятии и введении в действие Общероссийского классификатора занятий (ОКЗ) ОК 010-2014 (МСКЗ — 08)».
В указанном «Классификаторе» в основной группе «7. Квалифицированные рабочие промышленности, строительства, транспорта и рабочие родственных занятий» в подгруппе «71.
Рабочие, занятые в строительстве, и рабочие родственных занятий (за исключением электриков)» в малой группе «721. Формовщики, сварщики, вальцовщики, подготовители конструкционного металла и рабочие родственных занятий» есть начальная группа «7212. Сварщики и газорезчики». В качестве примеров занятий, отнесённых к данной начальной группе, в «Классификаторе» указаны в числе прочих профессии:
Газосварщик,
Сварщик,
Сварщик на диффузионно-сварочных установках,
Сварщик на лазерных установках,
Электрогазосварщик.
Как и предыдущие документы, данный «Классификатор» не содержит сведений о профессии «газоэлектросварщик».
Обучение электрогазосварщиков в Москве недорого
оставить заявку или позвонить нам
определиться с нужными темпами обучения
заключить договор
прислать необходимые документы
обучить персонал
Особенности учебного процесса
Сварочные работы имеет право проводить только профессиональный рабочий, который может подтвердить разряд соответствующим удостоверением. Программа обучения построена таким образом, чтобы охватить тонкости профессии и дать необходимые навыки:
Программа обучения построена таким образом, чтобы охватить тонкости профессии и дать необходимые навыки:
- занятия можно проводить в разном формате;
- для изучения предлагается коллекция учебных видеоматериалов, образцов и стендов;
- доступ к обширной библиотеке, где собрана техническая литература и нормативно-техническая документация;
- возможность проходить удалённое обучение и получать методические пособия в электронном виде.
Работодатель должен быть уверен в эффективности нанятых специалистов. Ошибки, несоблюдение техники безопасности и плохое качество сварки – это убытки компании. «Юниконс» построил курс так, чтобы электрогазосварщик получил обучение по низкой цене, но высокого уровня.
Стоимость и преимущества обучения
Обучение сварщиков в Москве в «Юниконс» отличается низкой стоимостью. Это стало возможно благодаря партнёрским отношениям с зарекомендовавшими себя учебными базами. Занятия проводятся в оснащённых кабинетах. Будущие сварщики получают необходимые навыки и знания, а после экзамена получают удостоверение НАКС, запись о котором вносится в единый реестр. Наши выпускники – это грамотные и высокооплачиваемые сварщики.
Занятия проводятся в оснащённых кабинетах. Будущие сварщики получают необходимые навыки и знания, а после экзамена получают удостоверение НАКС, запись о котором вносится в единый реестр. Наши выпускники – это грамотные и высокооплачиваемые сварщики.
Мероприятия по выполнению сварочных работ регламентированы техническим заданием и требованиями нормативных документов. Опыт, внимательность и тщательное соблюдение инструкций – это гарантия последующей безопасной эксплуатации объекта.
На что направлена подготовка:
- работа с трубопроводом;
- прохождение аттестации НАКС;
- обучение аргонщиков;
- монтаж инженерно-коммуникационных систем;
- строительство быстровозводимых конструкций;
- сварка на высоте, которая потребует навыков обращения с альпинистским снаряжением.
В центре доступно прохождение обучение всем видам сварки с последующей аттестацией. Есть возможность организовать курсы для повышения квалификации сварщиков по коллективной заявке. Так получится дешевле, а современные технологии позволят дать необходимую информацию без отрыва от производства.
Есть возможность организовать курсы для повышения квалификации сварщиков по коллективной заявке. Так получится дешевле, а современные технологии позволят дать необходимую информацию без отрыва от производства.
Сварщик (ручной и частично механизированной сварки (наплавки)) — КТПС
Профессиограмма
У профессии сварщика солидные исторические корни. Ковка и сварка металла – древнее ремесло. Более 2,5 тысяч лет назад люди уже плавили и соединяли металлы. Прообразом сварщика был кузнец. Наконец, чуть больше 100 лет тому назад промышленная революция привела к использованию электрической энергии, появлению сварочного аппарата (газовой горелки) и сварщика как самостоятельной рабочей профессии.
Сварщик – это не просто рабочий по сварке металлов. Он выполняет работы по газовой сварке деталей и конструкций, строго соблюдая технологические режимы сварки, нормы расхода материалов, правила технической эксплуатации оборудования и техники безопасности. Это специалист, который способен применять методы, направленные на предотвращение возникновения дефектов в области сварного шва и контроль их уровней в процессе сварки. И в этом его суть работы сварщика близка к деятельности инженера. Хорошо выполненное сварное соединение не уступает по прочности основному металлу. От качества работы сварщика зависит очень многое: надежность и долговечность оружия, орудий труда, труб нефтегазопровода и строительных конструкций.
Это специалист, который способен применять методы, направленные на предотвращение возникновения дефектов в области сварного шва и контроль их уровней в процессе сварки. И в этом его суть работы сварщика близка к деятельности инженера. Хорошо выполненное сварное соединение не уступает по прочности основному металлу. От качества работы сварщика зависит очень многое: надежность и долговечность оружия, орудий труда, труб нефтегазопровода и строительных конструкций.
Родственные профессии: электрогазосварщик-врезчик, газорезчик. Газосварщик, кроме сварки, выполняет работы по резке деталей различной длины и по различным контурам, осуществляет наплавку, пайку и подогрев металла.
Сварка бывает ручная, автоматическая, в защитных газах. Существует большое разнообразие видов технологии сварки: контактная, газовая, плазменная, автоматическая, электронно-лучевая, аргонно-дуговая сварка, сварка трением, наплавка и напыление, лазерная, орбитальная сварка (в космосе).
В России идет разработка принципиально новых способов сварки. В 2010 году появилась новейшая установка для осуществления сварки неплавящимся электродом в среде инертных газов. Проводятся наноэксперименты в области сварки (в Екатеринбурге для трехмерной лазерной резки и сварки используется уникальный многофункциональный лазер).
В 2010 году появилась новейшая установка для осуществления сварки неплавящимся электродом в среде инертных газов. Проводятся наноэксперименты в области сварки (в Екатеринбурге для трехмерной лазерной резки и сварки используется уникальный многофункциональный лазер).
Профессия сварщика является очень перспективной и стабильно востребованной на рынке труда Москвы.
Преимущества профессии: устойчивый высокий спрос на квалифицированных специалистов; разнообразие специализаций в рамках профессии, возможность выбора наиболее подходящей, интересной работы.
Ограничения профессии: интенсивный физический труд, требует одновременно физической выносливости и аккуратности.
Профессия сварщика относится к типу: «Человек – Техника», она ориентирована на монтаж, сварку технических объектов. В этой профессии требуется высокий уровень развития наглядно-образного и пространственного мышления, хорошие двигательные навыки, физическая выносливость, склонности к ручной и технической работе.
Дополнительный тип профессии: «Человек – Знак», поскольку она связана с работой со знаковой информацией: цифрами, схемами. Для этого требуются логические способности, умение сосредотачиваться, интерес к работе с информацией, развитое внимание и усидчивость, умение оперировать числами, пространственное мышление.
Профессия сварщика относится к классу исполнительских, поскольку она связана с исполнением решений, работой по заданному образцу, соблюдением имеющихся правил и нормативов, следованием инструкциям. Эта профессия требует организованности, исполнительности, умения заниматься конкретными проблемами.
Содержание деятельности
В зависимости от применяемой технологии и средств труда содержание деятельности разных сварщиков (электросварщиков, газосварщиков, электрогазосварщиков) серьезно отличается. Приведем здесь универсальные действия сварщика.
Сварщик выполняет работы по газопламенной обработке металлических деталей, узлов и конструкций. Он собирает металлические заготовки, налаживает сварочное оборудование, выбирает способ сварки, устанавливает положение горелки и необходимую мощность горелки, подбирает размер присадочной проволоки. Он подготавливает изделия, узлы и соединения под сварку, зачищает швы после сварки и резки, обслуживает переносные газогенераторы. Основным инструментом сварщика является сварочная горелка, в которой происходит смешение горючего газа с кислородом и образование сварочного пламени, расплавляющего металл заготовок изделия и присадочный металл. Регулируя тепловую мощность пламени, сварщик может выполнять не только сварку, но и наплавку, пайку, зачистку металла и его подогрев. Сварщик предупреждает возникновение напряжений и деформаций в изделии, проводит зрительный контроль швов. Он контролирует образование шва, качество сварного соединения, проводит термообработку сварных стыков после сварки.
Он подготавливает изделия, узлы и соединения под сварку, зачищает швы после сварки и резки, обслуживает переносные газогенераторы. Основным инструментом сварщика является сварочная горелка, в которой происходит смешение горючего газа с кислородом и образование сварочного пламени, расплавляющего металл заготовок изделия и присадочный металл. Регулируя тепловую мощность пламени, сварщик может выполнять не только сварку, но и наплавку, пайку, зачистку металла и его подогрев. Сварщик предупреждает возникновение напряжений и деформаций в изделии, проводит зрительный контроль швов. Он контролирует образование шва, качество сварного соединения, проводит термообработку сварных стыков после сварки.
Требования к знаниям и умениям специалиста
Для успешного освоения профессии сварщика необходимо иметь базовые знания по физике (электричество), математике, химии. Квалифицированный сварщик должен знать:
- виды сварных швов и соединений,
- устройство, принципы и режимы работы различных сварочных машин, автоматов, полуавтоматов и источников питания,
- свойства газов и жидкостей, применяемых при сварке,
- физические и химические свойства металлов (черных, цветных) и правила подбора электродов для различных марок металлов,
- правила подготовки деталей и узлов для сварки,
- выбор технологической последовательности наложения сварных швов,
- влияние термической обработки на свойства сварного шва,
- правила резки металлов в особых условиях (под водой; в невесомости),
- технические требования к качеству сварных соединений,
- причины возникновения дефектов при сварке и пути их устранения,
- нормы труда и правила техники безопасности.

Квалифицированный сварщик должен уметь:
- читать любые чертежи сварных пространственных металлоконструкций,
- резать и сваривать детали различных конфигураций и размеров, разными способами и в разных пространственных положениях,
- правильно выбирать нужный режим сварки,
- подготовить детали под сварку,
- заваривать дефекты в узлах и обшивках, производить наплавку изношенных деталей,
- осуществлять контроль режимов сварки,
- производить приемку сварных соединений,
- строго соблюдать требования техники безопасности,
- соблюдать требования нормативно-технических документов.
Требования к индивидуальным особенностям специалиста. Для успешной деятельности в качестве сварщика необходимо наличие следующих профессионально-важных качеств:
- пространственное мышление,
- точная моторику рук (четкую координацию движений рук, кистей и пальцев) и гибкость всего тела,
- склонность к ручному труду,
- склонность к работе с техникой,
- способность к концентрации внимания,
- физическая выносливость,
- эмоциональная устойчивость.

Условия труда
Сварщик трудится и в специально оборудованном помещении, и на открытом воздухе, и под водой, и в открытом космосе. Работа требует высокой физической выносливости. У сварщика особые условия труда: у него бывает работа на высоте, порой в неудобных и опасных позах. В связи с повышенными требованиями безопасности труда у сварщиков введено обязательное ношение спецодежды, в том числе масок с защитными светофильтрами, которые предохраняют глаза от тепловых и световых излучений.
Главным рабочим инструментом классического электрогазосварщика является газовая горелка. Хотя бывают (в зависимости от специфики работы) и ручные инструменты, и электрические приборы, и полуавтоматы, и многофункциональные лазерные устройства.
Сварщик выполняет ясные, четко сформулированные цели, решает стандартные, типичные задачи. Сварщик выполняет поставленные другими задачи согласно заданным стандартам, правилам, алгоритмам.
Медицинские ограничения для сварщика:
- быстрая утомляемость (из-за хронической анемии, плоскостопия),
- болезни, связанные с потерей сознания,
- нарушение координации движений,
- нарушение функций опорно-двигательного аппарата (радикулит),
- хронические заболевания суставов,
- нарушения зрения и слуха,
- заболевания органов дыхания,
- заболевания сердечно-сосудистой системы,
- кожные и аллергические заболевания,
- раздражительность,
- нервно-психические заболевания.

Базовое образование
Профессия сварщика не требует получения высшего образования. Базовые знания по профессии сварщика можно получить на уровне начального профессионального образования, в профессиональном училище либо в профильном учреждении среднего профессионального образования.
Пути получения профессии
В профессию сварщика приходят физически крепкие молодые люди с техническим складом ума и интересом к ручной работе. Одни ребята начинают знакомство с этой профессией на базе начального профессионального образования (в профессиональном училище), другие – в учреждении среднего профессионального образования (в колледже).
Области применения профессии. Сварщики работают в любой отрасли промышленности, где необходима металлообработка:
- на производственных предприятиях, заводах,
- в строительных компаниях,
- в лабораториях по разработке и испытанию новых производственных образцов,
- в компаниях по оформлению интерьера,
- в автосервисе.

Перспективы карьерного роста. Специализация и освоение смежных областей.
- Можно двигаться по линии оттачивания профессионализма: выполнять все более сложные и ответственные задачи, повышать свой разряд, постоянно совершенствовать свои профессиональные знания, умения и навыки, осваивать все новые специальности в рамках профессии. Например, при наличии художественного вкуса и выраженного эстетического интереса можно заняться художественной ковкой. Если выражен интерес к инновационным технологиям, можно освоить трехмерную лазерную сварку.
- Либо сварщик может заняться наставничеством, преподаванием. В таком случае рекомендуется развивать педагогические навыки, осваивать профессии учителя, мастера производственного обучения.
- Управленческое карьерное развитие.
- Со временем, имея стаж и опыт работы, достигнув высшей квалификации и повышая сложность работы, сварщик может претендовать на должность бригадира, техника. При выборе такого варианта карьеры необходимо образование не ниже среднего специального (повысить образовательный уровень можно в техническом колледже либо профильном институте). При выборе варианта административного роста рекомендуется развивать управленческие навыки, осваивать профессии менеджера , менеджера проекта.
 При выборе варианта административного роста рекомендуется развивать управленческие навыки, осваивать профессии менеджера , менеджера проекта.
При выборе варианта административного роста рекомендуется развивать управленческие навыки, осваивать профессии менеджера , менеджера проекта.Документы:
Информация от 06.06.2020
Газовая сварка против дуговой сварки
Если вы новичок в сварке и взяли ее как хобби , не помешает провести исследования и изучить все аспекты сварки. Двумя основными типами сварки являются дуговая сварка и газовая сварка. Оба они используются для соединения металлов в зависимости от характера работы.
Сегодня мы собираемся сравнить разницу между газовой сваркой и дуговой сваркой и определить, какой метод лучше всего подходит для какого применения.Чтобы получить больше информации об этом, продолжайте читать.
Что такое дуговая сварка?
Это процесс соединения металлов с использованием электричества . Чтобы не усложнять задачу, при сварке электричество создает электричество, а сама дуга выделяет большое количество тепла, которое плавит основные металлы с присадочной проволокой, позволяя сплавлять их в одну цельную деталь.
Если вы ищете новый аппарат для дуговой сварки, вы можете прочитать этот пост
Что такое газовая сварка?
Некоторые люди путают сварку MIG с газовой сваркой , потому что при сварке металла в инертном газе используется защитный газ, который покрывает сварной шов и защищает его от кислорода.Это сделано для того, чтобы металл не окислялся, создавая пористость.
Под газовой сваркой, я имею в виду кислородно-ацетиленовую сварку. В кислородно-топливной сварке обычно используется пропан и, как следует из названия, кислород для создания тепла, необходимого для плавления или сварки металла. Фактически, благодаря кислороду вы можете даже резать металлы с помощью подходящей горелки, я имею в виду толстые листы из мягкой стали.
Газовая сварка появилась в начале 20-го, -го, -го века и является прародителем современной сварки.Это был единственный доступный метод для создания высококачественных сварных швов. Однако сам процесс занимает очень много времени и требует очень высокого уровня квалификации для получения хороших сварных швов. По сути, вы используете горелку для нагрева свариваемых металлов, создания общей лужи металла и последующего добавления присадочного металла, но, поскольку вы используете горелку и газ, вам нужно действительно точно нацелить и нагреть металлы перед добавлением присадочной проволоки в микс.
Однако сам процесс занимает очень много времени и требует очень высокого уровня квалификации для получения хороших сварных швов. По сути, вы используете горелку для нагрева свариваемых металлов, создания общей лужи металла и последующего добавления присадочного металла, но, поскольку вы используете горелку и газ, вам нужно действительно точно нацелить и нагреть металлы перед добавлением присадочной проволоки в микс.
Разница между газовой сваркой и дуговой сваркой
- Выработка тепла
Дуговая сварка использует электричество для выработки тепла, используемого для сварки металлов.Тогда как при газовой сварке горючие газы используются для выработки тепла. В этом основное различие между этими двумя процессами. - Результирующая температура
Дуговая сварка вызывает более высокие температуры по сравнению с использованием газовой сварки. Результирующая температура дуги составляет около 6000 ° C, тогда как газовая сварка дает только около 3600 ° C. Благодаря этому ваши металлы будут быстро плавиться, а также иметь прочную связь и лучшее проникновение. - Результирующее соединение
Дуговая сварка создает более прочное соединение по сравнению с газовой сваркой.Даже на грязных поверхностях адгезия сильнее у сварочных аппаратов. Это происходит из-за высоких температур, при которых плавятся металлы, и у новичка меньше шансов испортить сварной шов. - Присадочная проволока
В аппарате для дуговой сварки присадочный металл используется в сочетании с защитным газом, тогда как при газовой сварке при необходимости отдельно используется присадочный стержень. - Факторы риска
Из-за высокого напряжения высока опасность взрыва. В то же время риск взрыва при газовой сварке связан с высоким давлением.Оба эти процесса сопряжены с риском, но я бы сказал, что газовая сварка более опасна. При сварке необходимо соблюдать меры предосторожности, независимо от того, какой метод вы используете. - Скорость сварки
Скорость сварки высокая при дуговой сварке, тогда как газовая сварка имеет низкую производительность. - Стоимость установки
Первоначальная стоимость дуговой сварки высока, тогда как установка газосварочного аппарата сравнительно дешевле. Но в долгосрочной перспективе дуговая сварка намного дешевле, чем газовая.Одна из причин этого в том, что вам не нужно покупать газовый баллон очень часто, если вообще покупать. При дуговой сварке не обязательно использовать защитный газ, что позволяет сэкономить много денег. - Эффективность
Если учесть все факторы, дуговая сварка более эффективна, чем газовая сварка, но у обеих есть свои преимущества и недостатки.
 Благодаря этому ваши металлы будут быстро плавиться, а также иметь прочную связь и лучшее проникновение.
Благодаря этому ваши металлы будут быстро плавиться, а также иметь прочную связь и лучшее проникновение.
Это основных различий между дуговой сваркой и газовой сваркой . Хотя есть и другие, они являются наиболее важными, и вы можете решить, какой из них лучше всего подходит для вас.Это поможет вам определиться с типом сварщика, который соответствует вашим требованиям.
Самый большой недостаток газовой сварки:
Одним из основных недостатков газосварочного аппарата является то, что он имеет тенденцию создавать сварные швы, которые в большинстве случаев не соответствуют современным стандартам. Готовые сварные швы не выглядят эстетично, так как часто тепло от газовой сварки обволакивает основные металлы из-за высокого распределения тепла, которое делает соединение грубым. Но для некоторых внешний вид может быть не так важен.
Преимущества дуговой сварки перед газовой сваркой
На мой взгляд, современную дуговую сварку невозможно превзойти кислородно-ацетиленовой сваркой. Технологии приносят нам столько преимуществ, но все же я перечислю несколько.
Если есть что-то стоящее Упомянув о методе газовой сварки, он действительно универсален. Ты вы можете паять металлы, вы можете резать металлы, вы можете сваривать различные металлы чем при дуговой сварке, но сам процесс — головная боль.
Основным применением ацетиленовой горелки в наши дни должна быть резка металлов, если вы не можете позволить себе плазменную резку и можете использовать ее для пайки, в остальном проще использовать дуговой сварочный аппарат
Некоторые Плюсы методов дуговой сварки:
- Более простой процесс для освоения
- Лучшее проплавление
- Меньше шансов испортить сварной шов
- Намного быстрее
- Более точный
- Меньше нагрева означает меньшую вероятность ожога
Окончательный Вердикт:
По эффективности дуговая сварка эффективнее. Если вы находитесь на этапе покупки и хотите знать, какой из них лучше всего подойдет вам, вам необходимо изучить свои рабочие требования. Тщательно изучите оба типа сварки и посмотрите, что вам нужно, а какой соответствует вашим требованиям. Это решение в ваших руках, и вы можете сделать этот выбор. В статье содержится достаточно информации, чтобы облегчить вам это решение, но я должен сказать, что, на мой взгляд, нет причин возвращаться в каменный век, поэтому, учитывая все обстоятельства, я бы просто купил обычный сварочный аппарат GMAW для выполнения своих проектов. как новичок.
Если вы находитесь на этапе покупки и хотите знать, какой из них лучше всего подойдет вам, вам необходимо изучить свои рабочие требования. Тщательно изучите оба типа сварки и посмотрите, что вам нужно, а какой соответствует вашим требованиям. Это решение в ваших руках, и вы можете сделать этот выбор. В статье содержится достаточно информации, чтобы облегчить вам это решение, но я должен сказать, что, на мой взгляд, нет причин возвращаться в каменный век, поэтому, учитывая все обстоятельства, я бы просто купил обычный сварочный аппарат GMAW для выполнения своих проектов. как новичок.
Разница между дуговой сваркой и газовой сваркой
Сварка — это процесс соединения, при котором два или более компонента могут быть соединены на постоянной основе с или без приложения тепла, давления и присадочного металла. Все сварочные процессы можно условно разделить на две категории — сварка плавлением и сварка в твердом состоянии. При сварке плавлением необходимо применять тепло для расплавления соединительных поверхностей основного компонента для слияния или образования сварного шва. При сварке в твердом состоянии такое плавление или фазовый переход не происходит, скорее соединение происходит в твердой фазе.Сварка плавлением, опять же, состоит из нескольких групп различных сварочных процессов, а именно дуговой сварки, газовой сварки и сварки пучком высокой интенсивности. Дуговая сварка — это все такие процессы сварки плавлением, в которых электрическая дуга используется для подачи тепла, необходимого для плавления намеченных поверхностей исходных компонентов для образования слияния. С другой стороны, пламя, полученное при сжигании газообразного топлива с кислородом, используется для подачи необходимого тепла в процессах газовой сварки .Таким образом, основное различие между дуговой сваркой и газовой сваркой заключается в источнике тепла; однако их возможности и качество сварки значительно различаются.
При сварке в твердом состоянии такое плавление или фазовый переход не происходит, скорее соединение происходит в твердой фазе.Сварка плавлением, опять же, состоит из нескольких групп различных сварочных процессов, а именно дуговой сварки, газовой сварки и сварки пучком высокой интенсивности. Дуговая сварка — это все такие процессы сварки плавлением, в которых электрическая дуга используется для подачи тепла, необходимого для плавления намеченных поверхностей исходных компонентов для образования слияния. С другой стороны, пламя, полученное при сжигании газообразного топлива с кислородом, используется для подачи необходимого тепла в процессах газовой сварки .Таким образом, основное различие между дуговой сваркой и газовой сваркой заключается в источнике тепла; однако их возможности и качество сварки значительно различаются.
При дуговой сварке между основными компонентами и электродом требуется электрическая дуга, поэтому компоненты должны обладать высокой проводимостью.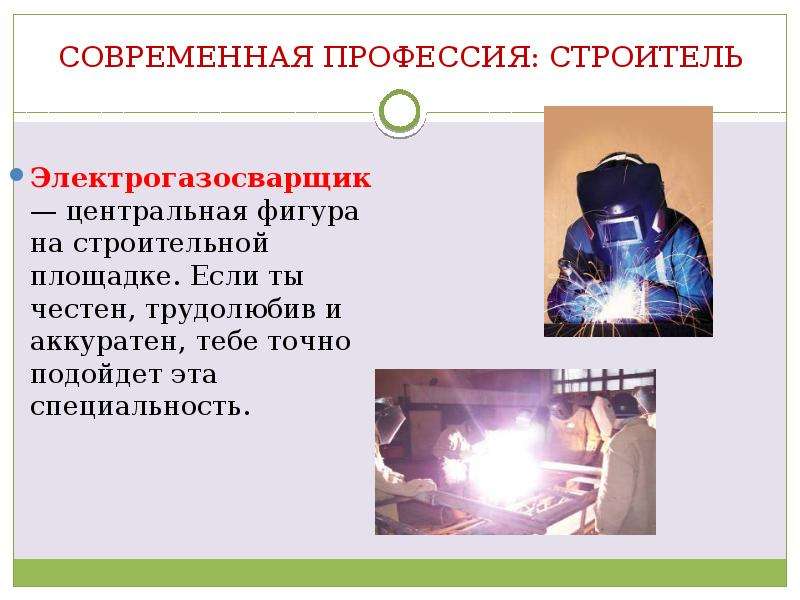 Компоненты также необходимо заземлить или подключить к источнику питания для замыкания электрической цепи. Кроме того, лавинообразный поток электронов к или от поверхностей компонента по своей сути помогает очистить зону сварки (это действие называется дуговой очисткой).Такого преимущества при газовой сварке нет. Фактически, здесь не требуется никакого электрического питания. Однако баллон, содержащий газообразное топливо, и другой баллон, содержащий кислород, необходимы в любом процессе газовой сварки. Еще один недостаток газовой сварки — более широкое и менее температурное пламя по сравнению с дугой. Это, с одной стороны, увеличивает ширину сварного шва, а с другой стороны, ограничивает интенсивность нагрева, которая в конечном итоге отражается в низкой скорости сварки. Различные сходства и различия между дуговой сваркой и газовой сваркой приведены ниже в виде таблицы.
Компоненты также необходимо заземлить или подключить к источнику питания для замыкания электрической цепи. Кроме того, лавинообразный поток электронов к или от поверхностей компонента по своей сути помогает очистить зону сварки (это действие называется дуговой очисткой).Такого преимущества при газовой сварке нет. Фактически, здесь не требуется никакого электрического питания. Однако баллон, содержащий газообразное топливо, и другой баллон, содержащий кислород, необходимы в любом процессе газовой сварки. Еще один недостаток газовой сварки — более широкое и менее температурное пламя по сравнению с дугой. Это, с одной стороны, увеличивает ширину сварного шва, а с другой стороны, ограничивает интенсивность нагрева, которая в конечном итоге отражается в низкой скорости сварки. Различные сходства и различия между дуговой сваркой и газовой сваркой приведены ниже в виде таблицы.
- Все процессы дуговой и газовой сварки основываются на основном принципе сварки плавлением. При сварке плавлением стыковые поверхности и окружающие области основных металлов (а также присадочного металла, если он применяется) в обязательном порядке плавятся для образования коалесценции. Напротив, в процессах сварки в твердом состоянии плавление не происходит, хотя основные металлы можно нагревать до повышенной температуры (ниже точки плавления).
- Во всех процессах дуговой и газовой сварки тепло подводится извне (хотя и другими способами).Внутреннего тепловыделения не происходит.
- При необходимости в обоих случаях присадочный металл может поставляться извне. Здесь стоит упомянуть, что все процессы дуговой сварки по своей природе не наносят присадочный материал на сварной шов (например, сварка TIG). Подобно газовой сварке, некоторые процессы дуговой сварки (хотя и не все) могут выполняться в автономном режиме.
- Хотя процессы дуговой сварки и газовой сварки предпочтительны для однородного соединения, их также можно использовать для гетерогенного соединения (соединение разнородных металлов) после обеспечения химической, металлургической и термической совместимости.
- Развитие зоны термического влияния (ЗТВ) и изменение металлургических свойств вокруг сварного шва присуще всем процессам дуговой и газовой сварки. Однако ширина ЗТВ и степень металлургических изменений могут варьироваться от одного процесса к другому.
 Напротив, в процессах сварки в твердом состоянии плавление не происходит, хотя основные металлы можно нагревать до повышенной температуры (ниже точки плавления).
Напротив, в процессах сварки в твердом состоянии плавление не происходит, хотя основные металлы можно нагревать до повышенной температуры (ниже точки плавления). Однако ширина ЗТВ и степень металлургических изменений могут варьироваться от одного процесса к другому.
Однако ширина ЗТВ и степень металлургических изменений могут варьироваться от одного процесса к другому.| Дуговая сварка | Газовая сварка |
|---|---|
| Электрическая дуга создается для подачи необходимого тепла для плавления основных металлов с целью образования коалесценции. | Тепло подается с помощью пламени, образующегося при химическом сгорании газообразного топлива с кислородом. |
| Процессы дуговой сварки применимы к электропроводящим металлам только потому, что основные металлы представляют собой электроды для образования дуги. | Процессы газовой сварки могут применяться к электропроводящим и непроводящим металлам. Электропроводность не играет роли в процессе газовой сварки. |
| Основные компоненты должны быть либо заземлены, либо подключены к источнику питания. | Такое электрическое соединение не требуется. |
Электропитание является обязательным условием для каждого процесса дуговой сварки, чтобы обеспечить необходимый ток, напряжение и частоту. | При газовой сварке такой источник питания не требуется. |
| Необходимо экранирование высокотемпературной дуги и сварного шва. Это экранирование может быть обеспечено либо разрушающимся флюсовым покрытием, имеющимся на электроде, либо внешней подачей инертного газа. | Обычно при газовой сварке защита не обеспечивается. |
| Баллоны, содержащие топливо или кислород, не используются. Однако баллоны можно использовать для подачи защитного газа в некоторых процессах дуговой сварки (но не во всех процессах дуговой сварки). | Один баллон, содержащий газообразное топливо (например, ацетилен, пропилен, водород, пропан, газ MAPP и т. Д.), И другой баллон, содержащий кислород, незаменимы для любого процесса газовой сварки. Однако здесь не требуется защитный газ. |
| Электрическая дуга обычно имеет узкую площадь поперечного сечения. Это помогает уменьшить ширину сварного шва и зону термического влияния. | Газовое пламя имеет сравнительно большую площадь поперечного сечения, что приводит к увеличению ширины сварного шва и зоны термического влияния. |
| Температура дуги очень высока (внутренняя температура может превышать 6000 ° C). Таким образом, он может практически расплавить любой металл. | Температура пламени обычно ограничивается 3300 ° C. Поэтому он не подходит для соединения металлов с очень высокой температурой плавления. |
| Высокая температура вместе с узкой дугой увеличивает плотность тепла, что, в свою очередь, помогает быстро сплавлять основные металлы во время сварки. Таким образом, можно использовать более высокую скорость сварки, что делает процессы дуговой сварки более экономичными и производительными. | Более широкое пламя и меньшая температура приводят к меньшей плотности тепла. Соответственно, скорость тепловложения на единицу площади поверхности основного металла низкая. Это делает процессы газовой сварки трудоемкими и неэкономичными. |
Высокая плотность нагрева также улучшает текучесть расплавленного металла шва.В результате расплавленный металл может глубоко проникнуть в корневую щель, что приведет к более глубокому проникновению. | Провар металла сварного шва в процессах газовой сварки ограничен из-за недостаточной текучести расплавленного металла. |
| Дуговая сварка предпочтительна для соединения сравнительно более толстых компонентов (обычно толщиной> 2,5 мм). При использовании тонких пластин может наблюдаться чрезмерная деформация. | Процессы газовой сварки могут применяться как для тонких листов, так и для листового металла. |
| Действие «очистки дуги» присуще каждому процессу дуговой сварки благодаря потоку лавины электронов. Однако возможности зависят от полярности сварки (DCSP, DCRP, AC) и самого процесса. | Никакой «дуговой очистки» здесь не происходит. Таким образом, основные металлы необходимо полностью очистить перед газовой сваркой для получения надежного бездефектного соединения. |
| Процессы дуговой сварки нельзя применять для нагрева, очистки, резки и т. Д. | Помимо соединения, процессы газовой сварки могут применяться для предварительного нагрева, последующего нагрева, термообработки, газовой резки, очистки металла, пайки, пайки и т. Д. Д. |
Некоторые процессы дуговой сварки включают:
| Некоторые процессы газовой сварки включают:
|
- Учебник технологии производства: производственные процессы Р.К. Раджпут (Laxmi Publications Pvt. Ltd.).
- Workshop Technology, автор: Равиндра Пракаш Киран (Vikas Publishing House Pvt. Ltd.).
Различия между оборудованием для электродуговой, MIG, TIG и кислородной сварки
17 мая 2017 Остерегайтесь различий в сварочном оборудовании. Существуют большие различия в том, как работают эти нагревательные инструменты, и в принципах работы этих опасных станков, поэтому даже не рассматривайте сварку, если вы не знаете, как работает тот или иной метод.Как правило, в ходе сегодняшнего обсуждения мы будем рассматривать оборудование для электродуговой, MIG, TIG и кислородной сварки, так что приступим.
Существуют большие различия в том, как работают эти нагревательные инструменты, и в принципах работы этих опасных станков, поэтому даже не рассматривайте сварку, если вы не знаете, как работает тот или иной метод.Как правило, в ходе сегодняшнего обсуждения мы будем рассматривать оборудование для электродуговой, MIG, TIG и кислородной сварки, так что приступим.
Электродуговая сварка
Как следует из первого слова инженерного термина, этот тип сварочного оборудования использует электричество для создания искры. Массивный корпус, в котором находится массивный электрический трансформатор, находится сбоку от сварщика, хотя сейчас все более эффективные модели выпрямителей / инверторов вступают в силу. Отсюда на конце ручного электрода возникает электрическая дуга.Заготовка заземляется, создается электрическая цепь, и резистивный нагрев обеспечивает сварку.
Технология изготовления MIG
При сварке MIG (инертный газ для металла) используется инертный газ для защиты сварного шва, поэтому присутствие кислорода воздуха не оказывает отрицательного воздействия на качество расплава. На сварочной рукоятке установлены два механизма подачи. Прежде всего, это спусковая проволока. На второй рукоятке выходит инертный защитный газ. Это все еще электрический процесс, в котором используется электрод, но теперь в смесь добавлен присадочный стержень и аргон или гелий.
На сварочной рукоятке установлены два механизма подачи. Прежде всего, это спусковая проволока. На второй рукоятке выходит инертный защитный газ. Это все еще электрический процесс, в котором используется электрод, но теперь в смесь добавлен присадочный стержень и аргон или гелий.
Сварка TIG
В оборудовании для инертного газа вольфрама используются уникальные свойства этого экзотического металла, позволяющие выдерживать высокие температуры. Это также процесс сварки, выполняемый двумя руками, поэтому его методика работы требует немного большего внимания. Первоначально вольфрамовый токодержатель обеспечивает энергию расплава. Важно отметить, что термостойкий электрод (нерасходуемый) не плавится, поэтому подержанный должен предоставить присадочный металл, стержень плавкого припоя, который заполняет зазоры между сварным швом и вокруг него.Опять же, это еще один метод электросварки.
Различия в кислородной сварке
Мы оставили кислородную сварку (также известную как кислородно-ацетиленовая сварка) до конца. И для этого конечного заказа есть веская причина. В основном, в то время как все вышеупомянутое оборудование использует вариации на электрическую тему, кислородная сварка превращается в воспламеняющийся газ. Воспламеняющийся газ ацетилен выходит из одной линии, а кислород — из другой. Два газа смешиваются, образуя сфокусированную сварочную горелку. После того, как раскаленная добела горелка начнет работать с заготовкой, для сварки или резки плотной металлической детали доступно 3500 ° C тепловой энергии.
И для этого конечного заказа есть веская причина. В основном, в то время как все вышеупомянутое оборудование использует вариации на электрическую тему, кислородная сварка превращается в воспламеняющийся газ. Воспламеняющийся газ ацетилен выходит из одной линии, а кислород — из другой. Два газа смешиваются, образуя сфокусированную сварочную горелку. После того, как раскаленная добела горелка начнет работать с заготовкой, для сварки или резки плотной металлической детали доступно 3500 ° C тепловой энергии.
По сути, методы дуговой сварки используют электричество либо от трансформатора, либо от мощного инверторного узла. Вы узнаете старое трансформаторное оборудование как старые, почти неподвижные блоки. Конечно, инверторные модели легче достать на месте. Между тем, в процессе кислородной сварки используются газовые баллоны и клапаны для создания сверхгорячей горелки, ореола пламени, который может расплавить практически любой сплав.
различных типов электросварщиков — Baker’s Gas & Welding Supplies, Inc.

Сварка развивалась по-разному с тех пор, как была изобретена сотни лет назад.В настоящее время обычным домовладельцам нередко есть электросварщик. Электросварщики стали более популярными, поскольку их стало так легко транспортировать из одного места в другое. Сварщики считают, что портативность лучше, когда им нужно брать с собой сварочный аппарат. Поскольку большинство электросварщиков могут получать питание от общей электрической розетки, электросварочные аппараты можно использовать практически везде. Есть несколько различных типов электросварочных аппаратов на выбор, мы собираемся объяснить разницу и основное использование каждого из этих типов.
- Дуговый сварщик — Дуговый сварщик, или сварщик штанги, вероятно, является наиболее распространенным типом электросварщика. Сварочный аппарат использует источник питания для создания дуги между электродом и основным металлом. Этот процесс фактически заставляет материал плавиться, когда он достигает точки сварки. Аппараты для дуговой сварки также популярны благодаря простоте использования и доступности. Аппараты для дуговой сварки обычно можно купить в любом магазине товаров для дома.
- Сварочный аппарат MIG — Сварщик MIG или сварочный аппарат в среде инертного газа популярен среди сварщиков, потому что они способны обеспечить большую мощность за небольшие деньги. Сварочные аппараты MIG питаются от источника электроэнергии и относительно просты в использовании. Эти типы сварочных аппаратов популярны среди сварщиков автомастерских, которым требуется немного больше мощности.
- Сварщик TIG — Сварщик TIG или вольфрамовый инертный газ требует использования вольфрамового электрода для создания дуги.Сварочный аппарат TIG питается от источника постоянного тока, который позволяет дуге оставаться устойчивой во время сварки. Этот процесс сварки требует опыта в постоянном поддержании дуги.
- Сварщик для точечной сварки — Точечная сварка — это наиболее распространенный метод соединения листов металла с использованием концентрированного выброса энергии, сосредоточенного в одной точке. Чтобы выполнить точечную сварку, вы помещаете свариваемые куски металла между двумя медными электродами, которые используются для создания электрического тока.Этот метод сварки обычно используется, когда необходимо выполнить сварку в одном конкретном месте. Этот метод сварки вызывает нагрев не всего металла, а только той области, где производится сварка.
- Устройство для сварки шпилек — Устройство для сварки шпилек используется для приваривания определенного болта или гайки к другому металлу. Этот метод сварки используется, когда сварщику необходимо создать прочную конструкцию, в которой не будет усталости болта или гайки.Эти типы сварщиков относительно невелики из-за характера и расположения сварных швов.
 Аппараты для дуговой сварки также популярны благодаря простоте использования и доступности. Аппараты для дуговой сварки обычно можно купить в любом магазине товаров для дома.
Аппараты для дуговой сварки также популярны благодаря простоте использования и доступности. Аппараты для дуговой сварки обычно можно купить в любом магазине товаров для дома. Чтобы выполнить точечную сварку, вы помещаете свариваемые куски металла между двумя медными электродами, которые используются для создания электрического тока.Этот метод сварки обычно используется, когда необходимо выполнить сварку в одном конкретном месте. Этот метод сварки вызывает нагрев не всего металла, а только той области, где производится сварка.
Чтобы выполнить точечную сварку, вы помещаете свариваемые куски металла между двумя медными электродами, которые используются для создания электрического тока.Этот метод сварки обычно используется, когда необходимо выполнить сварку в одном конкретном месте. Этот метод сварки вызывает нагрев не всего металла, а только той области, где производится сварка.Пост «Различные типы электросварщиков» впервые появился на сайте Weld My World.
Как выполнять сварку: обзор различных стилей и методов сварки
Хотя тема сварки охватывает множество областей, на самом деле не требуется много техники или дорогостоящего оборудования для небольших (а иногда и не очень мелких) работ, которые средний домашний мастер мог бы выполнять в своей мастерской в гараже. Вероятно, вы будете работать со сталью толщиной от 1/16 до ¼ дюйма. (Доверьте сварку алюминия профессионалу, пока не научитесь сваривать.) Эти работы могут быть выполнены с помощью аппарата для кислородно-ацетиленовой сварки, небольшого аппарата для дуговой сварки на 110 В или сварочного аппарата с подачей проволоки, который часто называют сварщиком MIG. . А можно научиться сваривать днем. Конечно, вы можете арендовать оборудование. Но вы можете подумать о его покупке, потому что он относительно недорогой. Вы можете купить небольшой аппарат для дуговой сварки примерно за 120 долларов, в то время как сварщик mig или кислородно-ацетиленовый сварщик будет стоить дороже.Сегодня аппараты для кислородно-ацетиленовой сварки почти устарели (если вы думаете только о сварке). Если вы можете позволить себе потратить больше, мы рекомендуем сварщика mig (подача проволоки).
Вероятно, вы будете работать со сталью толщиной от 1/16 до ¼ дюйма. (Доверьте сварку алюминия профессионалу, пока не научитесь сваривать.) Эти работы могут быть выполнены с помощью аппарата для кислородно-ацетиленовой сварки, небольшого аппарата для дуговой сварки на 110 В или сварочного аппарата с подачей проволоки, который часто называют сварщиком MIG. . А можно научиться сваривать днем. Конечно, вы можете арендовать оборудование. Но вы можете подумать о его покупке, потому что он относительно недорогой. Вы можете купить небольшой аппарат для дуговой сварки примерно за 120 долларов, в то время как сварщик mig или кислородно-ацетиленовый сварщик будет стоить дороже.Сегодня аппараты для кислородно-ацетиленовой сварки почти устарели (если вы думаете только о сварке). Если вы можете позволить себе потратить больше, мы рекомендуем сварщика mig (подача проволоки).
То, что на самом деле происходит при сварке, очень просто. По сути, вы плавите два куска стали вместе. К тому же вы добавляете немного стали со сварочным стержнем. Тепло для плавления материала исходит от пламени кислородно-ацетиленового сварочного аппарата. Или это вызвано электрической дугой от прутка или проволоки к изделию, если вы пользуетесь дуговой сваркой или сварочным аппаратом MIG.Хорошая техника просто означает, что вы научились делать это плавно и таким образом, чтобы обеспечить хорошее проникновение и тщательное перемешивание расплавленных металлов. Если вы просто расплавите пруток или проволоку и позволите им прилипнуть к поверхности изделия, это плохая техника… и сварной шов не выдержит. Хорошая техника приходит с практикой, и действительно не нужно много времени, чтобы овладеть ею.
К тому же вы добавляете немного стали со сварочным стержнем. Тепло для плавления материала исходит от пламени кислородно-ацетиленового сварочного аппарата. Или это вызвано электрической дугой от прутка или проволоки к изделию, если вы пользуетесь дуговой сваркой или сварочным аппаратом MIG.Хорошая техника просто означает, что вы научились делать это плавно и таким образом, чтобы обеспечить хорошее проникновение и тщательное перемешивание расплавленных металлов. Если вы просто расплавите пруток или проволоку и позволите им прилипнуть к поверхности изделия, это плохая техника… и сварной шов не выдержит. Хорошая техника приходит с практикой, и действительно не нужно много времени, чтобы овладеть ею.
Естественно, вы носите темные очки, чтобы защитить глаза от пламени газосварщика. Надевайте полнолицевую маску и сварочные перчатки при дуговой или миграционной сварке, чтобы защитить себя от брызг металла, выбрасываемого из сварного шва.Помощник не должен смотреть прямо на дугу или пламя. Оба достаточно сильны, чтобы вызвать серьезные ожоги глаз. Убедитесь, что поблизости нет легковоспламеняющихся материалов.
Оба достаточно сильны, чтобы вызвать серьезные ожоги глаз. Убедитесь, что поблизости нет легковоспламеняющихся материалов.
Кислородно-ацетиленовая сварка:
Мы начинаем с кислородно-ацетиленовой сварки, потому что именно там изначально были разработаны методы. Если вы разбираетесь в этом типе сварки, у вас будет основа для хорошего понимания дуговой и миграционной сварки.
Оборудование для кислородно-ацетиленовой сварки состоит из двух больших резервуаров (один содержит кислород, а другой — ацетилена), узла регулятора в верхней части каждого резервуара, пары шлангов, ведущих от регуляторов к ручке горелки и ручке горелки. сам.Первое, что нужно сделать, это отрегулировать давление в линии, которое регулируется большой барашковой гайкой на передней панели каждого регулятора. Закройте оба клапана на ручке резака (один контролирует кислород, а другой — ацетилен). Затем медленно откройте большие клапаны в верхней части резервуаров. При этом рекомендуется стоять в стороне, потому что внезапное давление может вырвать лицевую часть неисправного манометра и отправить детали в полет. Затем откройте один клапан на ручке резака примерно на пол-оборота, затем закрутите или выкрутите барашковую гайку регулятора до тех пор, пока давление в линии не станет примерно 5 фунтов на квадратный дюйм.Закройте клапан, затем отрегулируйте другую линию до того же давления.
При этом рекомендуется стоять в стороне, потому что внезапное давление может вырвать лицевую часть неисправного манометра и отправить детали в полет. Затем откройте один клапан на ручке резака примерно на пол-оборота, затем закрутите или выкрутите барашковую гайку регулятора до тех пор, пока давление в линии не станет примерно 5 фунтов на квадратный дюйм.Закройте клапан, затем отрегулируйте другую линию до того же давления.
Используйте сварочную насадку № 2 или № 3 и начните с экспериментов с куском металлолома. Основная идея состоит в том, чтобы с помощью горелки создать на изделии небольшую лужу расплавленного металла, а затем опустить конец сварочного стержня в лужу. Это расплавляет стержень, заставляя его смешиваться с расплавленным металлом, который связывает две части вместе. Если вы сделаете это правильно, у вас получится хороший сварной шов. Если вы не приложите достаточно тепла для образования лужи, а вместо этого быстро расплавите стержень на изделии, сварной шов не выдержит.
Если приложить слишком много тепла к одной точке, работа полностью растает, и останется большое отверстие. Хорошая техника включает в себя настройку резака на правильную интенсивность для толщины работы, создание хорошей лужи и перемещение лужи с правильной скоростью, когда вы подаете правильное количество стержня. Несмотря на то, что мы описываем газовую сварку, такой же тип образования луж должен возникать и при дуговой сварке или сварке с переносом газа. Ощущение этого приходит только с практикой.
Как бы вы ни старались, вы не сможете сделать хороший шов, если правильно не отрегулируете горелку.На рисунке 1 показаны четыре типа пламени. Разница между ними вызвана соотношением количества кислорода и ацетилена, которое регулируется двумя клапанами на ручке горелки. Пламя, которое вам нужно, — это нейтральное пламя, которое возникает в тот момент, когда ацетиленовое перо карбюризирующего пламени исчезает во внутреннем конусе. Правильная интенсивность определяется толщиной работы и тем, насколько быстро вы перемещаете лужу. Новички, как правило, лучше справляются с более низким пламенем, потому что это позволяет им работать медленнее.
Новички, как правило, лучше справляются с более низким пламенем, потому что это позволяет им работать медленнее.
На рисунках 2, 3 и 4 показано, как удерживать и перемещать резак. Направьте пламя к работе, чтобы стержень входил в противоположную сторону. Как только образовалась лужа, перемещайте горелку по кругу или полукругу по сварному шву, медленно продвигая лужу. Продолжайте подавать стержень, но не вдавливайте его в работу, иначе он прилипнет. Когда все пойдет правильно, вы поймете, что это правильно.
Дуговая сварка:
Как и при регулировке интенсивности пламени при газовой сварке, при дуговой сварке вам нужно будет установить диапазон нагрева, изменив настройку силы тока на сварочном аппарате.Это делается либо с помощью шкалы, либо путем подключения горячего кабеля к одной из нескольких розеток с фиксированной силой тока на сварочном аппарате. Как правило, используйте штангу диаметром 5/32 дюйма и силу тока 75 ампер для материала 1/8 дюйма, а для материала толщиной ¼ дюйма измените значение на 100 ампер. Более тонкий (1/16 дюйма) материал труднее сваривать, и вам придется поэкспериментировать с меньшим стержнем и меньшим диапазоном нагрева (настройки усилителя).
Более тонкий (1/16 дюйма) материал труднее сваривать, и вам придется поэкспериментировать с меньшим стержнем и меньшим диапазоном нагрева (настройки усилителя).
Хотя то, что вам нужно, в основном то же самое, но техника дуговой сварки отличается. Вы должны создать дугу, которая одновременно расплавляет изделие и стержень и накладывает стержень на изделие.Чтобы создать дугу, просто поцарапайте конец электрода (стержня) по заготовке, как спичку. (В сварочном аппарате MIG вы просто держите наконечник близко к изделию и нажимаете на спусковой крючок.)
Как только искра подскочит, слегка отодвиньте кончик электрода от изделия, затем переместите дугу на сварной шов и начните сварку. Если отодвинуть электрод слишком далеко, дуга разорвется. Если он подойдет слишком близко, электрод прилипнет к работе, что, вероятно, произойдет несколько раз, прежде чем вы освоитесь.Хорошая дуга издает четкий потрескивающий звук.
Рекомендуется немного подавать дугу электродом, чтобы было видно, как образуется лужа. Имейте в виду, что электрод продолжает плавиться, поэтому вам придется пододвигать его ближе к изделию во время сварки. Медленно перемещайте электрод по сварному шву, позволяя расплавленной луже следовать за ним. Если двигаться слишком быстро, лужа не разовьется полностью и сварной шов будет слабым. На рис. 5 графически показана дуговая сварка. Кроме того, просмотрите видеоролики с советами по дуговой сварке, перейдя по ссылкам внизу этой страницы.
Сварка МИГ:
Сварку Mig на сегодняшний день освоить проще всего. После нескольких минут практики вы сможете делать профессиональные сварные швы. Сварка МИГ аналогична дуговой сварке, но проволока автоматически подается с конца горелки с заданной скоростью. Газовый баллон обеспечивает газ, который выпускается из конца пистолета, чтобы защитить сварной шов от окружающей атмосферы и избежать окисления, вызванного кислородом. Вы можете делать неэкранированные сварные швы (без газа), но сварные швы будут сильно окислены, что сделает их слабыми и хрупкими. Если ваша система не оснащена газом, вы должны использовать порошковую проволоку, чтобы избежать сильно окисленных сварных швов. Ключом к хорошей сварке MIG является установка скорости подачи проволоки и интенсивности электрической дуги на правильные значения для материала. Сделать это можно только экспериментально. Размер проволоки при сварке MIG также важен, и наконечник должен соответствовать размеру проволоки. Следуйте инструкциям, прилагаемым к вашей машине. Ваша машина, вероятно, будет поставляться с наконечниками и проволокой для тонкостенного материала (примерно 0.От 0625 до 0,120 дюйма). Возможно, вам придется купить проволоку большего размера и соответствующий наконечник для более толстого материала. Для получения дополнительной информации о настройке скорости подачи проволоки и диапазона нагрева, а также о методах нанесения сварного шва, посмотрите онлайн-видео, ссылки на которые приведены ниже. Первые два звена предназначены для сварки MIG, а последние два — для дуговой сварки.
Если ваша система не оснащена газом, вы должны использовать порошковую проволоку, чтобы избежать сильно окисленных сварных швов. Ключом к хорошей сварке MIG является установка скорости подачи проволоки и интенсивности электрической дуги на правильные значения для материала. Сделать это можно только экспериментально. Размер проволоки при сварке MIG также важен, и наконечник должен соответствовать размеру проволоки. Следуйте инструкциям, прилагаемым к вашей машине. Ваша машина, вероятно, будет поставляться с наконечниками и проволокой для тонкостенного материала (примерно 0.От 0625 до 0,120 дюйма). Возможно, вам придется купить проволоку большего размера и соответствующий наконечник для более толстого материала. Для получения дополнительной информации о настройке скорости подачи проволоки и диапазона нагрева, а также о методах нанесения сварного шва, посмотрите онлайн-видео, ссылки на которые приведены ниже. Первые два звена предназначены для сварки MIG, а последние два — для дуговой сварки.
Рекомендации:
Если вы только начинаете и хотите выполнять сварку с наименьшими затратами на оборудование, купите недорогой аппарат для дуговой сварки — от 120 долларов и выше.Но для хорошей дуговой сварки потребуется немного больше практики, чем для сварки MIG. Если вы можете потратить больше, взгляните на HTP MIG 130 (ссылка выше). В базовую цену включена порошковая проволока (без газовой системы). Лично я не люблю порошковую проволоку. Потратьте лишние деньги и получите газовый баллон, расходомер и жесткий провод (без сердечника). Вы будете намного счастливее с системой. И вы будете делать хорошие сварные швы быстрее, чем вы думаете — практически с самого начала. Видео по ссылкам ниже показывают, насколько это просто.На веб-сайте, на который есть ссылка на изображение HTP MIG 130 (вверху справа), также есть очень хорошие сварочные видео. Я рекомендую вам просмотреть их все, прежде чем принимать решение о выборе сварочного аппарата.
Видеоуроки онлайн:
Сварка— разница между сваркой MIG, TIG и Stick
Существует более тридцати видов сварки методов. Наиболее популярными и часто используемыми являются сварные швы MIG, TIG и Stick.
Но что это значит?
BMC Metalworks, сварщик из Нэшвилла, объясняет различия между этими популярными стилями сварки.
Сварка МИГ
Сварка металла в среде инертного газа (MIG) — это способ соединения двух основных материалов вместе. Это пример процесса дуговой сварки, который выполняется с использованием сварочного пистолета. Внутри горелки находится катушка с проволокой, которая нагревается и подается в сварочную ванну. Газ проходит через горелку одновременно с проволокой, чтобы защитить сварочную ванну от загрязнения.
Подумайте о проводе, который нагревается электрическим током, как о клее, скрепляющем два куска металла. Сварочная ванна — это область, которую вы хотите соединить, и сварка MIG просто укладывает нагретую проволоку поверх нее.
Это популярный вид сварки, потому что ему довольно легко (сравнительно) научиться. Это позволяет непрофессионалам в Нэшвилле выполнять основные сварочные швы, хотя опытный сварщик рекомендуется для всего, что выходит за рамки простого проекта DIY.
На самом деле, некоторые люди говорят, что сварка MIG почти так же проста, как использование клеевого пистолета. Это немного упрощает процесс, но мы упоминаем его, чтобы подчеркнуть доступность сварки MIG.
Во избежание травм всегда следует носить соответствующее защитное снаряжение, включая толстое негорючее пальто, защитные очки и сварочный шлем.
Нужен сварщик в Нэшвилле? Свяжитесь с BMC Metalworks сегодня.
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) — еще один очень популярный вид дуговой сварки.Он был создан авиационной промышленностью в 1930-х и 1940-х годах для сварки магния. Этот процесс включает в себя отдельные предметы в каждой руке сварщика, что немного усложняет нанесение.
Тепло исходит от неплавящегося вольфрамового электрода. Это позволяет нагревать материал до высоких температур без его ухудшения. Электрод используется для создания сварочной ванны в основном металле. В эту сварочную ванну подается проволока, которая плавит ее, обеспечивая материал, соединяющий две части металла.
Как и при сварке MIG, для защиты электрода и сварочной ванны от загрязнения используется инертный газ.
СваркаTIG часто используется в кузовных ремонтных мастерских, особенно на крыльях, из-за антикоррозионных свойств получаемых сварных швов. Он также часто используется в аэрокосмической промышленности, как при строительстве самолетов, так и космических аппаратов.
Сварка TIG при правильном выполнении дает привлекательные и прочные швы. Вот почему многие скульпторы по металлу используют этот метод для своих творений.
Многие отрасли промышленности используют сварку TIF из-за большого разнообразия используемых материалов.
Ручная сварка
Ручная сварка также известна как дуговая сварка защищенного металла (SMAW). Он довольно популярен как потому, что ему довольно легко научиться, так и потому, что его можно использовать в самых разных ситуациях. В нем используется сварочный пистолет, в центре которого проходит прочный металлический стержень, окруженный флюсовым покрытием. Электрический ток используется для создания тепла, необходимого для плавления металлического стержня (также называемого электродом), которое затем используется для соединения двух металлических частей.
Он довольно популярен как потому, что ему довольно легко научиться, так и потому, что его можно использовать в самых разных ситуациях. В нем используется сварочный пистолет, в центре которого проходит прочный металлический стержень, окруженный флюсовым покрытием. Электрический ток используется для создания тепла, необходимого для плавления металлического стержня (также называемого электродом), которое затем используется для соединения двух металлических частей.
Чугун и сталь — это основные металлы, используемые при сварке стержнем. Метод часто используется при обслуживании и ремонте, а также для тяжелых стальных конструкций.
Сварка палкой обеспечивает чистые сварные швы с помощью недорогого оборудования. Простота использования делает его часто используемым вариантом для проектов DIY и людей, которым нужна простая работа по дому. Но хотя основы сварки штангой можно освоить довольно быстро, для любых громких проектов по строительству больших конструкций требуются экспертные знания.
Все типы сварки в Нэшвилле
Несмотря на то, что основы некоторых из этих проектов можно освоить довольно быстро, экспертов следует вызывать для всего, кроме простых домашних проектов. Все три типа сварных швов позволяют получить прочные и чистые соединения, которые можно использовать в течение длительного времени. Но это только при правильном их выполнении.
Те, кто работает в районе Нэшвилла, могут обращаться к специалистам BMC Metalworks по всем вопросам, связанным с сваркой. Мы часто работаем над проектами различной сложности: от простых соединений до сложных инженерных конструкций.И даже если мы не будем обслуживать ваши сварочные потребности напрямую, мы будем сотрудничать с субподрядчиками, чтобы выполнить вашу работу.
По всем вопросам сварки в Нэшвилле обращайтесь в BMC Metalworks.
4 типа сварочных процессов
Если вы хотите научиться сварке, а также ищете самый простой способ сварки…
Если вы хотите сократить время обучения сварке…
ИЛИ, если вы хотите узнать, почему некоторые сварочные процессы могут заставить новичка в отчаянии бросить своего сварщика об стену, то я собираюсь раскрыть правду о том, какой процесс сварки легче всего изучить для начинающих. .
.
Четыре основных процесса сварки
- Оксиацетилен (газовая сварка)
- Дуговая сварка (также известная как ручная сварка)
- Сварка МИГ
- Сварка TIG
Если вы новичок, то выбор неправильного процесса сварки может означать разницу между тем, что вы наслаждаетесь этим в качестве хобби, или просто разочарованы.
Сварка может занимать очень много времени и быть трудной, если все сделано неправильно.
Давайте кратко поговорим о каждом процессе, а затем я расскажу о самом простом процессе, с которого вы можете начать.
Сварочный процесс №1: Кислородно-ацетиленовая сваркаВ этом процессе сварки используются 2 баллона газа, смешанные вместе в горелке, а затем воспламеняются очень горячим пламенем. Чаще всего это ацетилен, смешанный с кислородом, но иногда это пропан, смешанный с кислородом.
В любом случае топливный газ всегда смешивается с кислородом для достижения высокой температуры, необходимой для плавления стали.
Температура пламени кислородно-ацетиленового пламени составляет около 6 632. Это чертовски жарко!
Пламя используется для нагрева металла до образования сварочной лужи.На этом этапе вы перемещаете лужу, изменяя направление движения резака, одновременно погружая присадочный стержень.
Присадочный стержень — это просто металлический стержень, который погружают в сварочную ванну, которая становится сварным валиком.
Такая кислородно-топливная установка очень универсальна. Вы можете не только сваривать сталь, алюминий, медь, нержавеющую сталь и многое другое…
Вы также можете использовать его как резак, чтобы гнуть металл и даже паять его (когда вы соединяете 2 куска металла вместе с бронзовым присадочным металлом).
При использовании кислородно-топливной установки важно носить защитные очки 5. При резке или сварке вы будете слышать «треск фонаря» или летящие куски металла. Вы же не хотите, чтобы один из них попал вам в глаза.
Но какой бы универсальной ни была установка кислородного топлива, это очень медленный и неуклюжий процесс, позволяющий эффективно выполнять сварку. Другими словами, на укладку сварного шва уходит много времени, а на то, чтобы добиться хорошего результата, еще больше.
Если вы сначала изучите этот процесс (как это делают во многих сварочных школах), это позволит вам научиться управлять расплавленной сварочной лужей, в этом нет необходимости.
Этот процесс сварки потерял популярность с появлением электричества, но он широко использовался в середине 1800-х годов вплоть до начала 20-го века.
Сварочный процесс № 2: Дуговая сваркаДуговая сварка также известна как сварка стержнем. Это был первый изобретенный процесс электросварки, который до сих пор широко используется.
Образ сварщика штанги — это, вероятно, то, о чем вы думаете сегодня, когда представляете, как кто-то сваривает.
К стингеру прикреплен длинный электрод (стержень), который пропускает электрический ток через электрод, вызывая короткое замыкание на заготовке.
Сваривать можно практически любой металл и даже резать с помощью дуговой сварки.
Видите ли, вы можете купить электроды из любого металла, который хотите сваривать. Итак, если у вас есть алюминиевая лодка, которую вы хотите сварить, просто купите алюминиевые электроды. То же для низкоуглеродистой стали, нержавеющей стали и т. Д.
Ручная сварка известна своей способностью проникать глубоко в металл.Таким образом, его часто используют при сварке на верфях, в котельных и других областях, где требуется максимально глубокое проплавление сварного шва.
Штучные электроды, используемые при дуговой сварке, фактически выгорают по длине во время сварки. Вот почему их называют расходными материалами. И когда вы смотрите на готовый сварной шов, вы видите сварной валик, который на самом деле сгорел, образовав валик.
Однако это означает, что вам придется довольно часто останавливаться, чтобы выбросить старый электрод и добавить новый.
Попытка изучить сварку штангой для новичка может быть довольно неприятной. Еще одна причина, по которой это называется сваркой электродом, заключается в том, что электрод часто прилипает к металлу при зажигании дуги. Это может быть неприятно, мягко говоря.
Еще одна причина, по которой это называется сваркой электродом, заключается в том, что электрод часто прилипает к металлу при зажигании дуги. Это может быть неприятно, мягко говоря.
Нередко тратят хотя бы первые 30 минут или час на изучение того, как начать работу с нуля.
Электродыимеют флюсовое покрытие на внешней стороне стержня. Это покрытие абсолютно необходимо, и без него ваши сварные швы будут очень слабыми.Это связано с тем, что для того, чтобы сварной шов был твердым на всем протяжении, вы должны не допускать попадания атмосферных газов в лужу.
В противном случае газы, такие как азот и кислород, будут «загрязнять» сварной шов, вызывая небольшие проколы. Итак, мы используем покрытие из флюса, которое создает продувку этих газов в месте сварки. Это помогает поддерживать надлежащий сварной шов.
Сварочный процесс № 3: Сварка MIG Если вы новичок в сварке, сварка MIG — это, без сомнения, процесс, который поможет вам быстро и плавно приступить к работе.
При MIG (также известной как GMAW Welding) электрод приходит на катушке с непрерывно подаваемой проволокой, а не на «стержне».
А с MIG у вас есть ручной пистолет. Вы просто нажимаете на курок, и машина начинает подавать проволоку. По сути, это бесконечный запас сварочной проволоки, так как катушку с проволокой менять не нужно очень часто. По крайней мере, не для домашнего любителя или воина на выходных.
У вас есть 2 варианта использования сварочного аппарата MIG.
Можно выбрать сварку проволокой с флюсовым сердечником или сплошной проволокой.Если вы используете проволоку с флюсовым сердечником, то флюс (защитный агент) находится внутри проволоки. В отличие от сварки штучной сваркой.
Но если вы используете сплошной провод, вам необходимо использовать защитный газ. Обычно вы используете газ C25, который представляет собой комбинацию 25% диоксида углерода и 75% аргона. Этот защитный газ выполняет то же действие, что и флюс. Он очищает зону сварки от кислорода или азота, которые могут загрязнить сварной шов.
Будьте осторожны, если вы новичок в покупке сварочного аппарата MIG. Я рекомендую покупать тот, у которого есть возможность использовать его с газом и с сердечником из флюса.Некоторые предлагают только вариант сердечника из флюса. Вы будете разочарованы, если пойдете по этому пути.
С помощью сварочного аппарата MIG можно сварить практически любой металл. Сварка алюминия требует использования пистолета с алюминиевой катушкой.
После правильной настройки сварочного аппарата MIG вы сможете каждый раз создавать прочные и гладкие сварные швы. Настройка сварочного аппарата MIG (т. Е. Правильная установка скорости подачи проволоки и напряжения) приведет к разрыву сварных швов.
Многие новички делают сварные швы, которые выглядят как птичий помет, просто потому, что они неправильно сделали эту деталь.Но как только он настроен и настроен, вы просто нажимаете на курок и начинаете сварку.
Однако я немного упростил это.
Для успешного обучения сварке с помощью сварочного аппарата MIG вам необходимо освоить не только сварку в плоском положении, но также горизонтальные, вертикальные и потолочные сварные швы. Кроме того, необходимо освоить сварочные швы.
Кроме того, необходимо освоить сварочные швы.
Не начинайте проект, пока не сделаете это. Вам нужно будет уметь сваривать угловые соединения, соединения внахлест, угловые соединения, тавровые соединения и многое другое.Поверьте, вы можете потратить кучу денег, начав проект слишком рано, прежде чем вы действительно поймете, что делаете.
Я обучаю всем этим методам сварки MIG и многому другому в моем курсе 90 Minute MIG Mastery.
Если вам нужен самый простой, легкий и увлекательный способ научиться сварке, начните со сварщика MIG. Обещаю, ты не пожалеешь об этом.
Сварочный процесс №4: Сварка TIGСварка TIG — это сложный процесс сварки, которому можно научиться дома.
Используется в основном в промышленности, где сварные швы должны быть очень точными. Я называю TIG сварку кадиллаком сварочных процессов. Если вы когда-нибудь видели безупречный сварной шов, похожий на упавшую стопку монет, это, вероятно, TIG.
TIG очень точен. Хотя сварка 2 банок из-под соды с помощью сварочного аппарата, несомненно, приведет к разрушению банок, нагрев можно отрегулировать, чтобы вы могли сварить их с помощью TIG.
Хотя сварка 2 банок из-под соды с помощью сварочного аппарата, несомненно, приведет к разрушению банок, нагрев можно отрегулировать, чтобы вы могли сварить их с помощью TIG.
С такой точностью можно даже сварить 2 бритвенных лезвия TIG вместе.
Персональные аппараты TIG будут работать больше, чем аппараты MIG или Stick. $ 1000 +.
Видите ли, TIG можно сравнить с кислородно-ацетиленовой сваркой, поскольку у вас есть нагревательная горелка и погружной стержень. Итак, это 2 руки.
Разница в том, что при сварке TIG металл нагревается электрической дугой при погружении присадочного стержня. И то, что сварка TIG настолько чиста и точна, заключается в том, что в ней не используется сварка коротким замыканием.
Другими словами, искры не везде летают.Только вы, тепло горелки и присадочный стержень. Для увеличения напряжения есть педали ножного управления, так что это будет непросто, поэтому новичкам не рекомендуется изучать этот способ сварки.
Как и при сварке MIG, при сварке TIG необходимо использовать защитный газ.