пайка радиатора, чем заклеить, как паять, заварить, заделать
Содержание:
Почему трудно устранять дефекты у алюминия
Как правильно запаять радиатор
Использование железно-канифольного флюса
Самостоятельный ремонт большой поверхности
Ремонт и пайка алюминиевого радиатора сложной конфигурации
Когда автомобильный или отопительный радиатор из алюминия выходит из строя, многие ошибочно полагают, что починить его самостоятельно нет никакой возможности. На самом деле, решить задачу, как запаять радиатор, не так уж и сложно, если есть желание разобраться во всех тонкостях и немного потренироваться.
Почему трудно устранять дефекты у алюминия
Алюминий — третий по распространенности химический элемент на нашей планете и сочетает в себе массу великолепных качеств: прочность и хорошую теплопроводность при очень малой массе. Он незаменим тогда, когда требуется изготовить изделие большой площади с интенсивной теплопередачей.
Однако при всех своих неоспоримых достоинствах, у алюминия есть большой минус — он трудно поддаётся ремонту. Поэтому пайка алюминиевого радиатора автомобиля или отопительной системы превращается в большую проблему.
Дело в том, что этот металл относится к химически активным. Высокую стойкость к коррозии обеспечивает прочная оксидная плёнка, предохраняющая алюминий от атмосферного воздействия.
Именно эта плёнка и нарушает процесс пайки. Чтобы добиться соединения металла с металлом, нужно его нагреть. При этом обязательно образуется слой оксидов, который воспрепятствует контакту. Задача мастера, когда встаёт вопрос как запаять алюминиевый радиатор, разорвать этот круг.
Кстати, в случае с медью действует тот же принцип. Медные изделия ценятся именно из-за своей стойкости к ржавчине, но уникальная способность к самозащите от коррозии оборачивается проблемой при ремонте.
Как правильно запаять радиатор
Чтобы убрать оксиды с поверхности алюминия, используют специально приготовленные флюсы.
Стоимость готовых флюсов с хорошими качественными характеристиками достаточно высокая. Поэтому домашние мастера предпочитают самостоятельно делать подобные составы (плавни).
Чтобы оградить участок изделия, который нуждается в ремонте, от контакта с воздухом, есть несколько способов:
- с использованием железно-канифольного флюса
- с помощью самодельного плавня;
- применение низкотемпературного припоя с проклейкой.
Иногда для решения проблемы, чем заделать алюминиевый радиатор, предлагают применить холодную сварку. Однако это очень ненадёжно, и работает как экстренная мера. Рано или поздно повреждение придётся чинить заново.
Использование железно-канифольного флюса
Есть несложный способ, как запаять радиатор паяльником с помощью флюса на основе канифоли. Для этого повреждённый металл подготавливают по следующей схеме:
Для этого повреждённый металл подготавливают по следующей схеме:
- убирают остатки лакокрасочного покрытия и всевозможные загрязнения;
- тщательно зачищают металл абразивом;
- обезжиривают специальным растворителем.
Подготовка должна быть очень добросовестной, от этого зависит весь ремонт. Флюс приготавливают в металлическом тигле. Расплавляют канифоль и постепенно добавляют туда железные опилки в соотношении 1:2. Размешивают до однородного состояния. Опилки в данном случае будут абразивом.
Далее поверхность, которую нужно отремонтировать, покрывают тонкой плёнкой расплавленного флюса. От тщательности процедуры зависит качество будущей пайки. Таким образом алюминий предохраняют от окисления.
Материалы, которые используются в работе, выделяют токсины. Поэтому нужно всё делать под вытяжкой, либо проводить ремонт в тщательно проветриваемом помещении.
Если позволяют условия — на открытом воздухе.
 Если позволяют условия — на открытом воздухе.
Если позволяют условия — на открытом воздухе.
Далее приступают к процессу пайки. Паяльником следует захватить немного припоя и плавными круговыми движениями нанести его поверх флюса. Делать это надо не спеша, внимательно следить за тем, чтобы припой равномерно распределялся по поврежденной площади.
Как ведёт себя в данном случае флюс? Железные опилки счищают оксиды, а канифоль перекрывает доступ воздуха к алюминию. Условия для контакта между металлами соблюдены.
Этот способ работает, когда нужно решить задачу, как паять алюминиевый радиатор, если повреждение не велико. Большие площади таким способом отремонтировать не получится. Флюс очень быстро становится холодным, поэтому запаять большую поверхность будет проблемно.
Самостоятельный ремонт большой поверхности
Иногда приходится сталкиваться с необходимостью ремонта большой площади алюминиевого изделия. Обычные способы в домашних условиях не эффективны. Чем заклеить алюминиевый радиатор в таком случае, или как его запаять?
Чем заклеить алюминиевый радиатор в таком случае, или как его запаять?
Для того чтобы починить большие поврежденные поверхности, можно использовать плавень, изготовленный в домашних условиях.
Участок, который нужно отремонтировать, предварительно зачищают и обезжиривают специальным составом. Алгоритм действий такой же, как и при подготовке поверхности при использовании железно-канифольного флюса.
Компоненты для плавня берут в следующем процентном соотношении:
- хлорид калия — 56%;
- хлорид лития — 23%;
- поваренная соль — 75%;
- сульфат натрия — 4%;
- криолит — 10%.
Сырьё для плавня перетирают в ступке до состояния пудры, ссыпают в тигель и перемешивают до однородного состояния, затем аккуратно расплавляют.
Если полученные порошки предназначены для длительного хранения, их нужно пересыпать в темные ёмкости с плотными пробками и убрать подальше от солнечных лучей и других источников тепла.
Как паять радиатор с использованием плавня:
- поврежденный участок прогревают с помощью газовой горелки;
- на прогретое место наносят тонкий слой плавня;
- пропаивают повреждение с применением оловянно-свинцового припоя с небольшой добавкой висмута.
Необходимо знать, что нельзя прогревать место повреждения сильным огнём от газовой горелки. Это приведёт к тому, что участок просто будет прожжён. Важно подобрать тот уровень горения газа, который позволит именно прогреть, а не прожечь алюминиевое изделие.
Если газовой горелкой пользуется не профессионал, он может не знать, как её правильно зажигать. Бывает, что горелку сразу включают на полную мощность. В результате газ, не успевая воспламенится, резко «проносится» сквозь пламя зажигалки. Горелка зажжётся сразу, если уменьшить её мощность.
Ремонт и пайка алюминиевого радиатора сложной конфигурации
Когда надо решить, как заварить алюминиевый радиатор автомобиля, способы с использованием железно-канифольного флюса и самодельного плавня оказываются не эффективными.
В такой ситуации можно прибегнуть к альтернативному способу с использованием припоя с низкой температурой плавления и специальной проклейкой.
Подготовительные этапы перед началом пайки:
- снимают оксидную плёнку с помощью наждака или специальной насадки на дрель или шуруповёрт;
- обезжиривают место дефекта растворителем;
- обжимают поврежденный участок трубки радиатора плоскогубцами для уменьшения отверстия.
Затем приступают к процессу пайки. Сначала прогревают нужный участок огнём газовой горелки. Затем в пламя вносят пруток припоя с низкой температурой плавления и проводят им несколько раз по повреждённому месту. С каждым разом частички припоя будут цепляться за края отверстия, попадать внутрь дыры. Дефект на трубке будет постепенно «затягиваться».
Последнее, что нужно сделать при таком способе: дополнительно герметизировать дефект с помощью высокотемпературного клея для алюминия. Он закроет мельчайшие микропоры, и ремонт окажется более качественным.
Он закроет мельчайшие микропоры, и ремонт окажется более качественным.
Пайка алюминия в домашних условиях: обзор способов и средств
Пайка алюминия — достаточно сложный процесс, требующий определенных навыков, умений, и без специального оборудования здесь не обойтись. Обычно пайка происходит в специально оборудованных мастерских или в промышленных условиях, что позволяет получить качественный шов и уверенное соединение нескольких алюминиевых деталей или фрагментов. Но как быть, если потребовалось приварить два профиля друг к другу в домашних условиях?
Содержание:
- Для чего это нужно
- Где приобрести материалы
- Процесс пайки: поэтапно
- Секрет порошкового припоя
- Другие способы пайки
 org/ListItem»> Определимся с материалами
org/ListItem»> Определимся с материаламиСуществуют способы, помогающие провести пайку самостоятельно. В большинстве случаев для этой цели применяется аргонная сварка, т. к. данная технология помогает добиться нужного результата. В домашних условиях можно воспользоваться другим методом.
к содержанию ↑
Для чего это нужно
Способ, о котором будет рассказано далее, позволяет решить проблему на скорую руку. Он применим, когда необходимо:
- починить раму велосипеда;
- запаять радиатор;
- собрать теплицу или алюминиевый каркас.

У описанного далее метода есть два важных преимущества:
- он получается эффективнее холодной сварки;
- данный способ не требует больших затрат.
Благодаря перечисленным качествам этот метод приобрел популярность среди мастеров и народных умельцев.
к содержанию ↑
Определимся с материалами
Для соединения алюминиевых деталей достаточно воспользоваться подручными материалами, имеющимися в любом гараже или мастерской. Первое и основное — газовая горелка. Подойдет любая, главное, чтобы ее мощности было достаточно для плавки алюминия. Второй компонент — порошковая проволока. Она удобна в работе и отлично подходит для создания надежного и крепкого соединительного шва.
Если горелка отсутствует, можно воспользоваться стандартной насадкой на газовый баллон. Этого будет достаточно для работы с порошковой проволокой. Разумеется, работая с подобными приборами, необходимо соблюдать предельную осторожность, не забывая о технике безопасности.
Порошковая проволока играет роль припоя. В ее структуре содержатся мелкие крупицы, которые быстро плавятся и столь же быстро отвердевают, создавая крепкий шов. Такой припой отлично подходит для соединения алюминиевых деталей.
к содержанию ↑
Где приобрести материалы
Все необходимое продается в специализированных магазинах. Можно спросить в салонах, продающих автозапчасти или на строительном рынке. Хозяйственные магазины так же реализуют материалы для пайки алюминия в домашних условиях. На крайний случай можно заказать горелку и порошковый припой с популярного китайского маркетплейса AliExpress, причем многие продавцы не берут плату за доставку.
Паяльная горелка с Алиэкспресск содержанию ↑
Процесс пайки: поэтапно
Перейдем непосредственно к технологии пайки. Ключевым элементом является профиль, который необходимо запаять. Рассмотрим процесс на примере квадратного алюминиевого профиля небольшого сечения, поскольку он легок и прост в обращении.
Чтобы пайка была качественной, надежной, долговечной, необходимо зачистить поверхность профиля металлической щеткой. Это помогает избавиться от тонкого поверхностного слоя, препятствующего соединению компонентов, а также устраняет жирные пятна. При отсутствии щетки подойдет обыкновенная наждачная бумага, главное, чтобы ее зерна были крупными, грубыми.
Правило простое: грубые и глубокие шероховатости обеспечивают качественную пайку. Соединить идеально гладкие детали можно, но малейшее усилие приведет к растрескиванию шва.
Алюминиевая конструкция собирается по чертежу и фиксируется. Для этого рекомендуется воспользоваться струбциной, поскольку данное приспособление надежно удерживает алюминиевый профиль, исключая смещение.
Все стыки прогреваются газовой горелкой, после чего достаточно поднести припой и пройтись им по краям, соединяя их вместе. Работая горелкой, можно заметить, что порошковый припой легко плавится и растекается по стыкам, быстро схватываясь при охлаждении.
Работая горелкой, можно заметить, что порошковый припой легко плавится и растекается по стыкам, быстро схватываясь при охлаждении.
к содержанию ↑
Секрет порошкового припоя
Именно мелкие гранулы обеспечивают быструю плавку и прекрасную текучесть. Данные качества необычайно важны, поскольку припой без труда проникает глубоко в стыки, обеспечивая качественное соединение. В результате шов образуется с нескольких сторон, а не только на поверхности алюминиевого профиля, что делает соединение более качественным.
Порошковая алюминиевая сварочная проволокаКогда припой полностью расплавился и растекся по стыку, рекомендуется прогреть место соединения еще немного. Это поможет усилить эффект скрепления, что особенно важно в углах. Далее при необходимости можно зачистить шов шкуркой, сделав его более ровным, гладким, однако в случае с порошковым припоем соединение получается достаточно эстетичным.
Как видите, данный метод не отнимает много времени. Он прост и необычайно эффективен, а главное — применим в домашних условиях. Горелку нужно разогреть до температуры примерно 450 градусов Цельсия. Этого будет вполне достаточно для плавки припоя.
Он прост и необычайно эффективен, а главное — применим в домашних условиях. Горелку нужно разогреть до температуры примерно 450 градусов Цельсия. Этого будет вполне достаточно для плавки припоя.
к содержанию ↑
Другие способы пайки
Существует еще несколько способов соединения алюминиевых деталей в домашних условиях. Например, можно воспользоваться надфилем и шкуркой. Покрыв стык канифолью, и воспользовавшись надфилем, можно соединить алюминиевые детали при помощи паяльника мощностью 50 Вт. Возможно, потребуется попрактиковаться, но в целом данный метод достаточно эффективен.
Многие умельцы приноровились использовать железные опилки. Они добавляются в канифоль, растворенную в этиловом спирте до тягучего состояния. Полученная смесь наносится на паяльник в небольшом количестве, после чего можно приступать к пайке алюминия.
Удивительно, но добиться желаемого результата помогает даже анальгин. Он используется вместо канифоли и втирается в место соединения.
 Поверхность залуживается припоем и горячим паяльником, а после соединения можно обработать поверхность ацетоном. Дополнительно прогрев стык паяльником, получаем качественное и прочное соединение.
Поверхность залуживается припоем и горячим паяльником, а после соединения можно обработать поверхность ацетоном. Дополнительно прогрев стык паяльником, получаем качественное и прочное соединение.Вот еще несколько советов, которые могут пригодиться при пайке алюминиевых деталей:
- минеральное машинное масло, смешанное с абразивными веществами (например, с железными опилками) помогает добиться хороших результатов, причем припой должен содержать более 50% олова;
- промышленные флюсы — верный способ получить качественный и крепкий шов, устойчивый к механическому воздействию;
- если есть вакуумная камера, то можно обойтись без предварительной зачистки детали;
- как вариант, можно создать своего рода гальваническую установку, используя медный купорос (алюминий покрывается медью и тщательно залуживается).
Каждый приведенный способ был опробован на практике, а эффективность пайки алюминия доказана богатым опытом. Обратите внимание, что в обычных условиях в ходе пайки алюминиевых деталей на поверхности образуется оксидная пленка, вследствие чего соединение получается менее прочным, ломким, хрупким. Избавиться от нее помогает аргон — инертный газ. С его помощью пайка алюминиевых деталей становится возможной, поэтому в промышленной сфере чаще применяется именно этот метод.
Обратите внимание, что в обычных условиях в ходе пайки алюминиевых деталей на поверхности образуется оксидная пленка, вследствие чего соединение получается менее прочным, ломким, хрупким. Избавиться от нее помогает аргон — инертный газ. С его помощью пайка алюминиевых деталей становится возможной, поэтому в промышленной сфере чаще применяется именно этот метод.
Не забывайте обезжиривать детали перед соединением. Простой обработки металлической щеткой может быть недостаточно (жирные пятна могут проникнуть глубоко в рубцы). Воспользуйтесь обезжиривающими веществами, и сможете добиться действительно качественного соединения.
Расскажите в комментарии о том, какой способ вы готовы применить на практике и каким уже успели воспользоваться. Поделитесь накопленным опытом с другими читателями.
Поделитесь накопленным опытом с другими читателями.
Как запаять алюминиевую канистру из под бензина — mad wheels
В данном обзоре автор поделится с нами довольно простым способом, как запаять алюминий оловом. Этот способ может пригодиться как в домашних условиях, так и в процессе ремонта авто.
Вообще паять алюминий можно разными способами. Одни делают это с помощью аргонно-дуговой сварки. Другие используют специальный припой.
Если же у вас нет ни того, ни другого, то можно воспользоваться альтернативным способом, который можно применить в условиях гаража или домашней мастерской.
Для этого потребуется небольшой кусочек олова, газовый баллон с горелкой (туристический), а также шуруповерт или дрель с щеткой-насадкой по металлу.
Рекомендуем также прочитать статью-обзор: как изготовить приспособление для рихтовки кузова и удаления вмятин . Самоделка пригодится всем, кто занимается ремонтом авто своими руками.
Самоделка пригодится всем, кто занимается ремонтом авто своими руками.
Первым делом зачищаем поверхность рядом с отверстием или прорезью при помощи щетки по металлу. После этого нагреваем эту область газовой горелкой и расплавляем небольшое количество олова.
На данном этапе наша задача — залудить поверхность алюминия. Для этого продолжаем нагревать деталь горелкой и «царапаем» щеткой по металлу.
Таким образом, мы снимаем оксидную пленку, а новая пленка просто не успевает образовываться, так как поверхность «затягивается» оловом.
После того, как залудили поверхность алюминия, начинаем запаивать отверстие в детали оловом. Потом запаянное место останется только отшлифовать.
Подробно о том, как запаять алюминий оловом без аргона, можно посмотреть на видео ниже. Обзор создан на основе видеоролика с YouTube канала «АС МАСТЕР ремонт авто в омске».
[Голосов: 145 Средняя оценка: 4.6]
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.
После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.
Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.
Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.
Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.
Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота. Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
Содержание
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
- Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Обозначение на схемах радиодеталей
Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650С.
- Пайка при пониженных температурах, составляющих 250-300С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
Какое соединение проводников называется параллельным
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.
Рекомендуем статьи по теме
Как научиться паять паяльником с нуля
Как правильно паять провода паяльником
Сварка чугуна электродом в домашних условиях
Как правильно паять паяльником
Паяльник с регулировкой температуры
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Как паять алюминий без аргона: способ пайки припоем
Самой качественной сваркой алюминия является — аргонодуговая сварка. Однако для данного способа необходимо как дорогостоящее оборудование, так и высокая квалификация сварщика, что зачастую не всегда соответствует реальности. Кроме того, оборудование для данного способа сварки достаточно громоздкое и в некоторых местах его использование вообще запрещено. В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
Содержание
- Способ 1: использование электрода по алюминию Zeller 480
- Преимущества и области применения
- Инструкция по использованию
- Способ 2: Использование припоя HTS-2000 или Castolin 192
- Преимущества и области применения
- Инструкция по использованию
- Общие рекомендации для достижения наилучшего результата при работе с припоем
Способ 1: использование электрода по алюминию Zeller 480
Ремонтный электрод Zeller 480 c 12% содержанием кремния предназначен для сварки широкого спектра алюминиевых сплавов включая силумин и дюраль. Этот способ позволяет надежно сваривать алюминий без применения дорогостоящего аргонодугового оборудования.
Преимущества и области применения
- При соблюдении технологического процесса сварки, по своему качеству сварочный шов, сделанный при помощи электрода Zeller 480, не уступает аргонодуговой сварке;
- Высокая производительность наплавки;
- Плотный наплавленный металл без пор;
- Благодаря мягкой, равномерной дуге, шов получается ровный и гладкий;
- Zeller 480 единственный алюминиевый электрод, выпускаемый в «низкотемпературном» размере 2 мм;
- Электрод снабжен специальной защитной обмазкой, которая обладает высокой влагостойкостью, что существенно продлевает срок эксплуатации электрода;
- Сварка осуществляется без флюса, так как все необходимые элементы для удаления оксидной пленки находятся в защитной обмазке электрода;
- Используется для сварки алюминиевых листов, профилей, токопроводящих шин, резервуаров, алюминиевого литья, устранение дефектов литья, картеров, кузовов автомобилей и т. п.
Важно! Так как в покрытии алюминиевых электродов содержатся гигроскопические соли, после выполнения всех сварочных работ, следует герметично закрыть упаковку и убрать ее в сухое, теплое место.
Инструкция по использованию
Шаг 1. Перед началом сварки, убедитесь, что подготовленный образец из металла сухой, так как алюминий гигроскопичен (впитывает влагу). При помощи нержавеющей щетки зачистить соединения до металлического блеска, и удалить остатки загрязнений в зоне около шва.
Шаг 2. Если необходимо, просушите электроды 1-1,5 часа при температуре 100°С.
Шаг 3. Подогреваем алюминиевый образец до температуры 150-200°С при помощи горелки.
Важно! Без подогрева сварку проводить нельзя!
Шаг 4. Сварка осуществляется на постоянном токе обратной полярности. Наиболее вертикальное положение электрода с поддержанием короткой дуги. Подавать электрод в зону сплавления следует быстро, максимально продвигая вперед и поддерживая очень короткую дугу.
Шаг 5. Выполняйте сварку в один слой за один проход.
Будьте внимательны! Скорость сварки такая же, как и у полуавтоматической сварки.
Предел прочности сварочного шва — 200 ньютонов на миллиметр кв., что близко к пределу прочности основного металла. Поэтому этот метод сварки можно использовать на ответственных конструкциях.
Способ 2: Использование припоя HTS-2000 или Castolin 192
Припой HTS-2000 или Castolin 192 — это сплав в виде цинковой трубки, наполненный твердым порошком флюса по центру, при помощи которого сварка становится быстрой и легкодоступной. Припой сделан при помощи высоких технологий и специально предназначен для того, чтобы проводить работы по восстановлению деталей, сделанных из алюминия. При этом сварка не предполагает использования технологий высокой стоимости.
При этом сварка не предполагает использования технологий высокой стоимости.
Все что потребуется для ремонта алюминиевых деталей, это только сам припой и газовая горелка для сварки.
Преимущества и области применения
- Прост в применении и не требует высокой квалификации;
- Высокая скорость пайки;
- Температура плавления ниже чем у алюминия;
- 100% металлическое соединение как при сварке;
- Незаменим в «полевых» условиях;
- Паяльный шов по прочности не уступает сварке;
- Не подвержен коррозии и не имеет срока годности;
- Для работы подойдет любой источник тепла;
- Используется при ремонте любых изделий из алюминия: радиаторов, двигателей, велосипедных рам, профилей, кузовов, трубопроводов, арматуры, топливных баков, картеров и т.п.
Инструкция по использованию
Шаг 1. ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
Шаг 2. Нагреваем рабочую поверхность образца из алюминия (не сам стержень припоя) до температуры 200° C.
Совет: для лучшего проникновения припоя, можно зачистить поверхность еще раз, так как при нагревании алюминия сваркой, на поверхности проявляется оксидная пленка.
Нагревание позволит открыть структурные поры рабочей поверхности для лучшего проникновения сплава вглубь металла.
Шаг 3. Когда соответствующая температура при сварке будет достигнута, нужно равномерно и как можно лучше залудить рабочую поверхность: проводя прутиком по отверстию, натягивая припой с краев, как мыльную пену.
Припой обладает достаточным поверхностным натяжением, что делает удобным заделывание отверстий до 1 см без использования дополнительных заплаток.
Совет: чтобы исключить повторное возникновение оксидной пленки под слоем припоя, следует, поддерживая горелкой жидкое его состояние, еще раз пройтись щеткой (стальным прутом) по поверхности.
 В этот момент и происходит проникновения припоя в поры металла.
В этот момент и происходит проникновения припоя в поры металла.Шаг 4. Если вам требуется соединить несколько деталей, то для начала, по отдельности залудите обе поверхности, затем, соединив и нагрев оба элемента, притирающими движениями сцепите их друг с другом.
Шаг 5. После завершения сварки, дайте алюминию остыть естественным путем, не используя при этом воздух или воду для ускорения остывания.
Важно помнить, что чем толще и массивнее материал, тем больше потребуется времени для достижения необходимой температуры при сварке алюминия.
Общие рекомендации для достижения наилучшего результата при работе с припоем
- Зачищайте рабочую поверхность непосредственно перед нанесением припоя.
- Не стоит плавить припой в пламени горелки, так как это не позволит ему соединиться с металлом. Припой должен плавиться сам на поверхности детали!
- В жидком состоянии припой достаточно текучий, поэтому стоит хорошо лудить поверхность, чтобы исключить наличие щелей, особенно в месте пайки.
- Также убедитесь, что формообразующие элементы плотно прилегают друг к другу.
- При нанесении припоя дожидайтесь его впитывания. В противном случае не произойдет достаточное сцепление металлов, и, как следствие, не будет достигнута требуемая прочность изделия.

Сварочный провод — паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.
Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.
Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.
Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.
Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Всем добра =)
методики и принципы, флюсы и припои
Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
- Пайка алюминия
- Зачистка под слоем флюса
- Абразивные материалы
- Использование медного купороса
- Специальные припои
Пайка алюминия
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
- Зачистка небольших деталей под слоем жидкого флюса.
- Применение флюсов совместно с абразивными материалами.
- Использование медного купороса для создания медной плёнки на алюминиевом изделии.
- Применение специальных флюсов и припоев.
Зачистка под слоем флюса
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота. Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Тем же защитным эффектом обладает и обычное трансформаторное масло.
Абразивные материалы
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Использование медного купороса
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Специальные припои
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
- Низкой температурой плавления (390 градусов Цельсия).
- Возможностью применения без флюса.
- Надёжностью соединения (во многих случаях способен заменить аргонную сварку).
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
Алюминиевый ремонтный стержень | Kapp Alloy
Меню
Учетная запись
KappRad ™ — Алюминиевый ремонтный стержень радиатора
- Более низкая температура плавления облегчает деликатный ремонт алюминиевых радиаторов.
- Соответствие Kapp Golden Flux™ действует как ориентир температуры, обеспечивая простоту нанесения и успешное склеивание.
- Используйте любой источник тепла — кислородно-ацетиленовую, газовую или пропановую горелку, тепловую пушку или паяльник.

- Превосходный многоцелевой припой, может использоваться на алюминии, нержавеющей стали, белом металле, олове, меди, латуни и оцинковке.
- В большинстве случаев ремонт прочнее исходного металла.
- Может быть покрыт хромом, никелем или медью.
Физические свойства:
Композиция: 40 Олово — 27 Цинк — 33 Кадмия
Диапазон плавления: 350 — 500 ° F / 176 — 260 ° C
Электрическая проводимость: 23 (%IACS @ 68 O F)
Прочность на растяжение: 20 000 фунтов на квадратный дюйм
Прочность на сдвиг: 11 000 фунтов на квадратный дюйм
Успешные пайки с Kapprad ™
Этап 1 — Предварительно очистите основной металл или соединяемые металлы. Используйте наждачную бумагу, проволочную щетку, пескоструйную обработку и т. д. Подготовьте алюминиевые поверхности с помощью чистой проволочной щетки из нержавеющей стали .
Шаг 2 — Нанесите неагрессивную жидкость Kapp Golden Flux™ на место ремонта. Вы можете использовать стержень для распространения флюса.
Этап 3 – Используйте мягкое пламя, тепловую пушку или паяльник для нагрева основного металла, прилегающего к области ремонта. Прямое пламя на ремонтируемом участке может привести к перегреву припоя и флюса.
Шаг 4 — Держите наконечник горелки на расстоянии от 4 до 6 дюймов от основного металла. Если необходимо подать пламя
непосредственно на стержень или флюс, оттяните наконечник горелки еще дальше от рабочей поверхности и держите его в движении.
Этап 5 — Флюс начнет пузыриться и станет светло-коричневым. Это подготавливает основной металл к припою и указывает на правильную рабочую температуру. (Если флюс почернел, значит, он перегрелся. Дайте участку остыть, очистите его и начните сначала с шага 1. ) Проведите стержнем припоя по участку, подлежащему пайке, пока он не начнет течь. ПРЕКРАТИТЕ НАГРЕВАТЬ! При необходимости нанесите дополнительные слои.
) Проведите стержнем припоя по участку, подлежащему пайке, пока он не начнет течь. ПРЕКРАТИТЕ НАГРЕВАТЬ! При необходимости нанесите дополнительные слои.
Шаг 6 — Иногда необходимо слегка нагреть кончик стержня пламенем, чтобы припой легче проникал в ремонтируемую область. НЕ НАГРЕВАТЬ СТЕРЖЕНЬ ДО ТОЧКИ ПЛАВЛЕНИЯ!
Шаг 7 — Обратите внимание на отложение припоя. Припой должен плавно соединиться. НЕ ПЕРЕГРЕВАТЬ! Стержень расплавится при перегреве, но не склеится должным образом.
Шаг 8 — Если вы прекратили пайку и хотите нанести больше припоя или вылить существующий осадок, дайте ему остыть, добавьте больше флюса и снова нагрейте. Флюс поможет процессу склеивания, будь то добавление большего количества стержня или просто вытекание предыдущего депозита.
Шаг 9 – Удалите излишки флюса с помощью теплой воды и ткани или проволочной щетки.
Ремонт алюминия с помощью низкотемпературного припоя KappAloy™ для алюминия
До
Разрушение оксидного покрытия перемешиванием и флюсованием является одним из ключей к успешной пайке, особенно для алюминиевых деталей. Важно своевременно выполнять эти шаги в непрерывной последовательности 1-2-3…. В противном случае сильное оксидное покрытие может измениться и затруднить соединение припоем. Итак, убедитесь, что все ваши инструменты и расходные материалы подготовлены и готовы к работе, прежде чем начать.
Предварительное лужение
Для некоторых сложных для пайки соединений и соединений с большой площадью поверхности может оказаться чрезвычайно полезным предварительно облудить место соединения на каждой детали припоем перед установкой для соединения деталей. Просто следуйте приведенным ниже шагам, чтобы покрыть область соединения каждой детали ровным слоем припоя. Затем, после того как детали остынут, повторите шаги, чтобы соединить детали.
Затем, после того как детали остынут, повторите шаги, чтобы соединить детали.
Здесь также действует правило 1-2-3. Не делайте предварительное лужение в один день и не припаивайте на следующий. Свежая поверхность без окислов важна для успешной пайки. Предварительное лужение деталей подходящим припоем может значительно улучшить качество соединений на трудно паянных металлах и деталях с большой площадью поверхности.
Шаг 1
Предварительно очистите основной металл или соединяемые металлы. Скосите края деталей в месте соединения, чтобы припой мог заполнить и скрепить детали. Подготовьте алюминиевые поверхности с помощью проволочной щетки из нержавеющей стали. Разрушение прочного оксидного покрытия на алюминиевых деталях — секрет прочных и надежных паяных соединений. Эти барьеры быстро восстанавливаются, поэтому взбалтывайте, флюсуйте и припаивайте в быстрой последовательности.
Шаг 2
Нанесите флюс Kapp Golden™ Flux, чтобы разрушить оксидный барьер, и нанесите припой на место соединения/ремонта. Не забудьте оставить достаточный зазор для протекания флюса и припоя между деталями. Активный диапазон Kapp Golden Flux составляет 350-550°F. Вы можете легко использовать стержень для припоя для распределения флюса.
Не забудьте оставить достаточный зазор для протекания флюса и припоя между деталями. Активный диапазон Kapp Golden Flux составляет 350-550°F. Вы можете легко использовать стержень для припоя для распределения флюса.
Шаг 3
Используйте мягкое пламя, тепловую пушку или паяльник, чтобы нагреть основной металл, прилегающий к области ремонта. Прямое пламя на ремонтируемом участке может привести к перегреву припоя и флюса.
НЕ НАГРЕВАЙТЕ ПАЯЛЬНИК ИЛИ ФЛЮС НАПРЯМУЮ!
Шаг 4
При использовании резака держите наконечник резака на расстоянии от 4 до 6 дюймов от основного металла. Если необходимо подать пламя непосредственно на стержень или флюс, отведите наконечник горелки еще дальше от рабочей поверхности и держите его в движении.
Шаг 5
Флюс начнет пузыриться и станет светло-коричневым. Помимо подготовки основного металла к припою, эти изменения указывают на правильную рабочую температуру флюса. Если флюс станет черным, дайте области остыть, очистите ее и начните сначала.
Если флюс станет черным, дайте области остыть, очистите ее и начните сначала.
Этап 6
Когда флюс начнет пузыриться и станет коричневым, пора применять стержень. Перетащите стержень по области, подлежащей пайке, пока он не начнет течь. КОГДА СТЕРЖЕНЬ ТЕЧИТ, ПРЕКРАТИТЕ НАГРЕВАТЬ!
Если необходимы дополнительные слои, продолжайте перетаскивать стержень по области. В некоторых случаях, например, для очень тонких проводов, может быть полезно залудить алюминиевую поверхность стержнем перед пайкой деталей. В этом случае выполните шаги 1-6, чтобы нанести ровный слой припоя на алюминиевые детали. Дайте этим деталям остыть, а затем снова выполните шаги 1-6, спаивая детали вместе. Это часто приводит к более стабильному паяному соединению для мелких деталей.
Шаг 7
Иногда необходимо нагреть кончик стержня пламенем, чтобы припой легче проникал в ремонтируемую область. НЕ НАГРЕВАТЬ СТЕРЖЕНЬ ДО ТОЧКИ ПЛАВЛЕНИЯ!
Шаг 8
Обратите внимание на отложение припоя. Припой должен плавно соединиться. НЕ ПЕРЕГРЕВАТЬ! Стержень расплавится при перегреве, но не склеится должным образом.
Припой должен плавно соединиться. НЕ ПЕРЕГРЕВАТЬ! Стержень расплавится при перегреве, но не склеится должным образом.
Шаг 9
Если вы прекратили пайку и хотите нанести больше припоя или вылить наплавку, дайте ей немного остыть, добавьте больше флюса и подогрейте. Флюс поможет процессу склеивания, будь то добавление большего количества припоя или просто вытекание предыдущего покрытия.
Шаг 10
Удалите излишки флюса с помощью теплой воды и проволочной щетки.
Ремонт литого алюминия, литья под давлением и металлической кастрюли с помощью Alumite
До
Разрушение оксидного покрытия перемешиванием и флюсованием является ключом к успешной пайке, особенно для деталей из алюминия, нержавеющей стали и никелированных деталей. Важно своевременно выполнять эти шаги в непрерывной последовательности 1-2-3…. В противном случае сильное оксидное покрытие может измениться и затруднить соединение припоем. Итак, убедитесь, что все ваши инструменты и расходные материалы подготовлены и готовы к работе, прежде чем начать.
В противном случае сильное оксидное покрытие может измениться и затруднить соединение припоем. Итак, убедитесь, что все ваши инструменты и расходные материалы подготовлены и готовы к работе, прежде чем начать.
Предварительное лужение
Для некоторых сложных для пайки соединений и соединений с большой площадью поверхности может оказаться чрезвычайно полезным предварительно облудить место соединения на каждой детали припоем перед установкой для соединения деталей. Просто следуйте приведенным ниже шагам, чтобы покрыть область соединения каждой детали ровным слоем припоя. Затем, после того как детали остынут, повторите шаги, чтобы соединить детали. Здесь также действует правило
1-2-3. Не делайте предварительное лужение в один день и не припаивайте на следующий. Свежая поверхность без окислов важна для успешной пайки. Предварительное лужение деталей подходящим припоем может значительно улучшить качество соединений на трудно паянных металлах и деталях с большой площадью поверхности.
Пайка с алюмитом и капповским лунным флюсом
Для пайки алюминия припой должен разрушить невидимую оксидную пленку, чтобы обеспечить контакт металла с металлом. ЕСЛИ вся поверхность соединения доступна для взбалтывания щеткой и припоем, оксид можно легко и эффективно разрушить без химического флюса с помощью ALUMITE. Однако для стыковых и других труднодоступных соединений поверхность стыка должна быть хорошо залужена ALUMITE, иначе потребуется флюс Kapp LUNAR.
НЕОБХОДИМО НАГРЕВАТЬ ДЕТАЛИ ДО ТЕМПЕРАТУРЫ, ПРИ КОТОРОЙ КОНЕЦ ПАЛОЧКИ ПРИПОЯ РАСПЛАВИТСЯ ПО ПОВЕРХНОСТИ НАГРЕВАЕМОЙ ДЕТАЛИ.
Твердый конец алюмитового стержня сначала прокалывает и ослабляет оксидный слой, позволяя припою течь под ним. Это известно как «лужение поверхности».
Многие виды ремонта и строительства возможны с использованием этого бесфлюсового метода; тем не менее, алюминиевая поверхность должна быть доступна для поглаживания припоем ALUMITE. Припой не потечет сам по себе в узкое соединение. Для втягивания припоя в узкий шов требуется сопутствующий флюс — Lunar Flux.
Припой не потечет сам по себе в узкое соединение. Для втягивания припоя в узкий шов требуется сопутствующий флюс — Lunar Flux.
ВСЕГДА ИСПОЛЬЗУЙТЕ НЕЙТРАЛЬНОЕ ПЛАМЯ! ВСЕГДА ДЕРЖИТЕ ПЛАМЯ В ДВИЖЕНИИ! ВСЕГДА МЕДЛЕННО ОХЛАЖДАЙТЕСЬ! НИКОГДА НЕ ПОГРУЖАЙТЕ НАГРЕВАЕМЫЕ ДЕТАЛИ В ВОДУ!
Т-образные соединения
Для максимальной прочности залудите оба элемента, как описано выше, и соедините их вместе. Нагрейте детали и нанесите на место пересечения полоску припоя. Скругления создаются путем пропускания палочки припоя вдоль установочных элементов, где требуется контакт. Пусть тепло участников, а НЕ ПЛАМЯ, расплавит припой. Проведите твердым концом палочки припоя через расплавленное филе, чтобы удалить захваченный оксид. Во многих случаях достаточную прочность можно получить без предварительного лужения. Однако, когда элементы предварительно не залужены, только галтели несут нагрузку на соединение, поскольку элементы соединены не друг с другом, а только с галтелями.
Однако, когда элементы предварительно не залужены, только галтели несут нагрузку на соединение, поскольку элементы соединены не друг с другом, а только с галтелями.
Стыковые соединения
Наиболее эффективно лужение поверхностей стыков с помощью алюмитового стержня перед сборкой деталей для окончательной сборки. Нанесите Kapp Lunar Flux на суставные поверхности. Концы скошены и сведены вместе. Следуйте процедуре лужения, проглаживая обе скошенные поверхности стыка ALUMITE.
Соединения внахлестку
Детали можно лужить и соединять вместе, пока припой еще расплавлен. В качестве альтернативы, на края соединения внахлест можно нанести большое количество припоя, удостоверившись в лужении, пропустив стержень через расплавленный припой.
Стыки под углом в окнах, дверях, экранах, рамах
Элементы должны быть прочно закреплены. нейтральным пламенем воздействуют на область соединения до тех пор, пока ALUMITE не расплавится при проведении по месту соединения. Убедитесь в эффекте лужения, протянув твердый конец палочки припоя через слой расплавленного припоя. После лужения шов можно нарастить и обработать по желанию. Эти швы устойчивы к повышенной влажности и остаются в идеальном состоянии после многих лет воздействия.
нейтральным пламенем воздействуют на область соединения до тех пор, пока ALUMITE не расплавится при проведении по месту соединения. Убедитесь в эффекте лужения, протянув твердый конец палочки припоя через слой расплавленного припоя. После лужения шов можно нарастить и обработать по желанию. Эти швы устойчивы к повышенной влажности и остаются в идеальном состоянии после многих лет воздействия.
Ремонт и изменение конструкции алюминиевых спичек и штампов
Секция, подлежащая обработке, очищается напильником или шлифованием, затем лужится путем нагревания алюминия до температуры, при которой палочка припоя плавится, трущаяся о поверхность. ВО ВРЕМЯ ЛУДЕНИЯ АЛЮМИТОВУЮ ПАЛКУ СЛЕДУЕТ ВСЕГДА ДЕРЖАТЬ ВНЕ ПЛАМЕНИ. Наращивайте материал мягким пламенем. Предварительный нагрев всей пластины пресс-формы примерно до 600°F облегчает эту процедуру.
Сварка отливок на основе цинка с ALUMITE
Удалите любое покрытие, естественный оксид или посторонние вещества с соединяемых поверхностей. «V» выровнял перелом и надежно приступил к работе. Используйте насадку № 1 или № 2 для предварительного нагрева области вокруг перелома. Затем сварка выполняется путем непосредственного нагревания трещины нейтральным пламенем до тех пор, пока ПОВЕРХНОСТЬ основного металла не сможет быть разрушена касанием ее алюминиевым стержнем. ПРИ НАЧАЛЕ СВАРКИ ДЕРЖИТЕ СТЕРЖЕНЬ ДАЛЕКО ОТ ПЛАМЕНИ. Продолжайте заваривать трещину, вдавливая припой в основной металл. НИКОГДА НЕ ПОГРУЖАЙТЕСЬ В ВОДУ ДЛЯ ОХЛАЖДЕНИЯ. Закончите по желанию.
«V» выровнял перелом и надежно приступил к работе. Используйте насадку № 1 или № 2 для предварительного нагрева области вокруг перелома. Затем сварка выполняется путем непосредственного нагревания трещины нейтральным пламенем до тех пор, пока ПОВЕРХНОСТЬ основного металла не сможет быть разрушена касанием ее алюминиевым стержнем. ПРИ НАЧАЛЕ СВАРКИ ДЕРЖИТЕ СТЕРЖЕНЬ ДАЛЕКО ОТ ПЛАМЕНИ. Продолжайте заваривать трещину, вдавливая припой в основной металл. НИКОГДА НЕ ПОГРУЖАЙТЕСЬ В ВОДУ ДЛЯ ОХЛАЖДЕНИЯ. Закончите по желанию.
Сварка белого металла с ALUMITE
Очистите покрытие и окалину со свариваемой поверхности. «V» выровнял перелом и надежно приступил к работе. Обычно предварительно нагревают нейтральным или ацетиленовым пламенем. Нагревайте непосредственно до тех пор, пока основной металл не начнет плавиться, затем погрузите стержень припоя в расплавленную ванну и извлеките из нее до желаемого нароста.
НИКОГДА НЕ ПОГРУЖАЙТЕСЬ В ВОДУ ДЛЯ ОХЛАЖДЕНИЯ . Закончите по желанию.
Закончите по желанию.
Восстановление сорванной резьбы с помощью ALUMITE
Рассверлите старую резьбу слишком большого размера, чтобы при добавлении новой галтели все сверления и нарезания резьбы выполнялись в ALUMITE. Это облегчит работу и повысит прочность. После сверления нагрейте основной металл снизу вверх. Залудите стержень в стенке отверстия, начиная снизу и работая вверх. Заполните отверстие, охладите, просверлите и нарежьте по мере необходимости.
Alumite™ Физические свойства и технические данные | |
Область плавления | 715°F — 735°F / 379°C — 391°C |
Прочность на растяжение | 39 000 фунтов на кв. дюйм |
Прочность на сжатие | от 60 000 до 75 000 фунтов на кв. |
Прочность на сдвиг | 34 000 фунтов на кв. дюйм |
Ударная вязкость (Шарпи) | 4 футофунта. для разрушения стержня 1/4″ |
Твердость (нагрузка по Бринеллю-500 кг) | 100 |
Пластичность | Хорошо |
Плотность | 0,25 фунта/куб. в. |
Удлинение | 3% в 2 дюймах |
Коэффициент линейного расширения | 15,4 x 106 / °F |
Электропроводность | 24,9(%IACS) |
Теплопроводность | 0,24 кал/см 3 /°C |
Проникновение коррозии | 300 x 106 дюймов 1 1 / R |
Флюс | Нет на доступных соединениях |
Технические характеристики Мил | Соответствует стандарту MIL-R4208 |
*Примечание. зависит от основных металлов, методов пайки и типа соединения. | |
 дюйм
дюйм Прочность на сдвиг для соединения внахлестку, прочность на растяжение
Прочность на сдвиг для соединения внахлестку, прочность на растяжение Методы и этапы пайки алюминия
Возможно, вам приходилось сталкиваться со многими алюминиевыми предметами домашнего обихода, нуждающимися в ремонте, такими как треснутая алюминиевая труба, алюминиевая деталь со сломанным ухом, дырявая фара или крышка заднего фонаря вашего автомобиля или мотоцикл. Такой ремонт можно выполнить пайкой в домашних условиях, а оборудование для пайки недорогое и простое в использовании.
В этой статье рассказывается, как паять алюминий, почему вы выбираете пайку для соединения алюминия, а также о присадочных прутках, используемых для пайки.
Как паять алюминий?
Прежде чем перейти к методам пайки алюминия, давайте разберемся, как подготовить заготовки и роль флюса при пайке.
Подготовка заготовок к пайке :
- Очистите алюминиевые заготовки или детали обезжиривающим раствором, чтобы удалить масло, жир и грязь.
- Используйте наждачную бумагу с зернистостью 220, чтобы удалить оксидное покрытие с поверхностей пайки и очистить зону пайки.
- Паяные соединения могут быть внахлестку, встык, внахлестку, тавровое соединение и угловое соединение. Для прочного паяного соединения важно иметь оптимальный (от 0,075 до 0,125 мм) и равномерный зазор, чтобы обеспечить капиллярное действие для заполнения зазора расплавленным присадочным металлом. В случае соединения внахлест количество перехлестов не должно быть больше оптимального, так как большее перекрытие может привести к образованию пустот или флюсовых включений в паяном соединении.
- Чистая поверхность пайки и равномерный зазор играют важную роль в получении хорошего паяного соединения.
- Обеспечьте свою безопасность, выполняя пайку в хорошо проветриваемом помещении и надев рекомендуемое оборудование для пайки, включая автоматически затемняющийся шлем, очки и респираторы.
- Прислушайтесь к совету своих опытных друзей, изучите инструкции по пайке и усвойте их.
- Зажимные элементы, используемые для зажима заготовок, должны быть из металлов с низкой теплопроводностью, чтобы потери тепла были минимальными.


Роль флюса в пайке :
Нанесение флюса на место пайки помогает при пайке на открытом воздухе.
Функция флюса:
- Устранение или уменьшение окисления присадочного и основного металла.
- Уменьшить поверхностное натяжение расплавленного присадочного металла и улучшить его текучесть.
- Вступает в реакцию с любыми оставшимися примесями в зоне пайки и выводит их на поверхность в виде шлака (может быть удален после пайки).
Бура и борная кислота обычно используются в качестве флюсов для пайки, и их необходимо очищать после пайки, чтобы избежать коррозии.
Алюминий Типы пайки?
Вы можете выполнять пайку алюминия следующими способами:
- Пайка алюминия своими руками.
- Горелка для пайки алюминия.
- Пайка алюминия погружением.
- Печь для пайки алюминия.

1. Пайка алюминия своими руками
Для начала пайки дома вам потребуются следующие предметы: и пропан)», оснащенный пламенной горелкой.
Выполните пайку алюминия в соответствии со следующими этапами :
Шаг 1 : Тщательно очистите детали и зону пайки от масла, жира и оксида алюминия. Используйте наждачную бумагу для удаления оксидного покрытия на месте пайки. Протрите место пайки начисто. Чистая поверхность пайки очень важна для хорошей пайки.
Шаг 2 : Надежно зажмите алюминиевую заготовку струбциной или тисками.
Шаг 3 : Нанесите рекомендуемый флюс с помощью кисти. Если вы используете присадочную проволоку с флюсовым покрытием, то этот шаг не требуется. Присадочные стержни с флюсовым покрытием автоматически наносят флюс во время пайки алюминия.
Шаг 4 : Нагрейте место пайки с помощью пропановой горелки или горелки MAPP. Если у вас есть пирометр, вы можете проверить температуру. Температура плавления алюминия составляет около 660ºC (1220ºF), а пайка должна производиться при температуре от 350ºC до 450ºC (от 662ºF до 842ºF, температуру плавления см. на коробке с присадочными прутками).
Если у вас нет пирометра, вы можете вынуть пламя и запустить присадочный стержень в месте пайки. Присадочный стержень плавится и образует прочное паяное соединение при правильной температуре. Если присадочный стержень не расплавится, можно еще раз нагреть и повторить попытку. Не расплавляйте присадочный стержень пламенем.
Если вы заполняете отверстие пайкой, используйте прут для пайки, чтобы заполнить отверстие, а затем сгладьте шероховатый шов с помощью пламени.
Шаг 5 : Дайте расплавленному присадочному металлу затвердеть, чтобы завершить пайку. Окуните заготовку в горячую воду или полейте горячей водой место пайки и протрите металлической щеткой, чтобы удалить флюс. Как только заготовка остынет, используйте наждачную бумагу (зернистость 220), чтобы отполировать соединение до блеска.
Вы можете использовать алюминиевую пайку для соединения алюминиевых деталей в своем проекте «сделай сам» или для ремонта любых бытовых приборов или деталей.
2. Пайка алюминия горелкой
Если у вас уже есть установка для кислородно-топливной или ацетиленовой горелки, вы можете использовать ее для пайки. В кислородно-топливной горелке обычно используется смесь кислорода и топливного газа, такого как пропан или ацетилен; однако вы можете использовать воздух или сжатый воздух вместо кислорода, когда требуемая температура ниже.
В кислородно-топливной горелке обычно используется смесь кислорода и топливного газа, такого как пропан или ацетилен; однако вы можете использовать воздух или сжатый воздух вместо кислорода, когда требуемая температура ниже.
Процедура пайки аналогична описанной выше; однако газовое пламя дает вам больше гибкости. Для пайки алюминия можно использовать нейтральное кислородно-ацетиленовое пламя.
Флюс, используемый для пайки алюминия, выпускается в виде порошка. Вы можете смешать порошок флюса и воду, чтобы получить пасту и нанести ее. Присадочным металлом может быть стержень или тонкая полоса с флюсовым покрытием по всему периметру.
3. Пайка алюминия погружением
Детали, подлежащие пайке, тщательно очищают и собирают (с соблюдением правильного зазора), а присадочный металл располагают рядом с стыком для обеспечения легкого течения при нагревании. Вы можете нанести флюс на шов перед укладкой присадочного металла (флюс плавится и растворяется в соляной ванне).
Сборка предварительно нагревается, а затем помещается в ванну с расплавленной солью. Расплав соли действует как флюс, а присадочный металл плавится и затекает в зазор за счет капиллярного действия. После окончания пайки выньте сборку из соляной ванны, дайте ей немного остыть на воздухе, а затем закалите. Закалка делает сустав твердым. Сборку можно очистить, чтобы удалить остатки флюса, если таковые имеются.
4. Пайка в печи
Как следует из названия, эта пайка производится в печи. Этот процесс может быть адаптирован для пайки больших партий паяных деталей или для массового производства.
Заготовки для пайки собираются вместе с присадочным металлом и затем загружаются в печь. В случае серийного производства собранные детали, предназначенные для пайки, подаются в печь, и после пайки они закаливаются, охлаждаются и выходят в виде готовой детали. Обычно в печи вакуум или инертная атмосфера (нет воздуха, который мог бы загрязняться).
Типы алюминиевых стержней для пайки
Алюминиевые стержни для пайки могут быть сплавом алюминия и цинка или алюминия, кремния и меди. Цинк и кремний добавляются к чистому алюминию для снижения температуры его плавления, а также для улучшения текучести расплавленного присадочного металла. Точный состав присадочного стержня варьируется от производителя к производителю, и они его не раскрывают.
Припой может быть покрыт флюсом, или может потребоваться отдельный флюс на основе соли. Форма присадочного стержня может быть круглым стержнем или плоской полосой и иметь длину 8 дюймов.
Присадочный стержень с цинком может плавиться при температуре около 800ºF/426ºC (в зависимости от марки), а температура плавления присадочного стержня с кремнием будет немного выше (600ºC/1112ºF). Температура плавления будет намного меньше, чем температура плавления алюминия.
На рынке можно найти множество коммерческих марок присадочных стержней, а также можно приобрести набор, содержащий присадочные стержни и флюс, для своих проектов «сделай сам». Многие коммерческие бренды называют этот сварочный пруток, поскольку его также можно использовать для сварки TIG.
Многие коммерческие бренды называют этот сварочный пруток, поскольку его также можно использовать для сварки TIG.
Почему вы выбираете пайку для соединения алюминия?
Причины выбора пайки для соединения алюминиевых деталей могут быть следующими:
- Все алюминиевые соединения не требуют сварки. Многие алюминиевые детали нуждаются в соединении, но требования к прочности соединения или рабочей температуре не высоки. Для соединения таких алюминиевых деталей вы можете использовать простой и доступный процесс пайки вместо сравнительно более дорогостоящей и квалифицированной сварки алюминия.
- Пайка работает при умеренной нагрузке и рабочей температуре.
- Пайка не требует высоких навыков и легко осваивается. Наборы для пайки доступны по цене, и вы можете сразу же приобрести их и начать паять свой проект «сделай сам». Когда рабочая температура и нагрузка на соединение невелики, паяное соединение работает просто отлично.

Статья по теме: Сварка VS Пайка | В чем разница?
Заключение
Мы обсудили некоторые важные вопросы, касающиеся пайки алюминия. Вы, должно быть, теперь уверены в себе, чтобы делать пайку своими руками. Однако не забывайте о собственной безопасности. Удачной пайки!
Ссылки:
- Youtube-канал Пола Броди.
Как лучше всего соединить алюминий: крепеж, пайка, пайка или сварка? | Статьи
Любой, у кого когда-либо был гоночный автомобиль, вероятно, занимался изготовлением алюминия. Будь то простой кронштейн, сформированный вручную, или более сложная конструкция, низкая стоимость алюминия, доступность в крупных магазинах, высокое соотношение прочности к весу и в основном безвредность делают его идеальным материалом даже для начинающего производителя.
Но когда дело доходит до соединения двух кусков алюминия, какой метод лучше всего? Ответ заключается в том, что, вероятно, нет единого ответа, а существует ряд вариантов, которые варьируются в зависимости от материала, доступного времени и навыков производителя. Итак, ниже, хотя и не полный список, будут рассмотрены некоторые из наиболее распространенных вариантов, к которым вы, вероятно, будете иметь доступ в своем домашнем магазине, а также плюсы и минусы каждого из них.
Итак, ниже, хотя и не полный список, будут рассмотрены некоторые из наиболее распространенных вариантов, к которым вы, вероятно, будете иметь доступ в своем домашнем магазине, а также плюсы и минусы каждого из них.
Саморезы
Посмотрим правде в глаза, если бы не саморезы, наверное, не было бы и любительского автоспорта. Саморезы — это стяжки и клейкая лента в мире аппаратного обеспечения, и их низкотехнологичная эффективность выручала нас из многих проблем.
Но их простота может быть и их слабостью. Резьба саморезов упирается в рабочий материал с довольно крупным шагом, поэтому в более тонких материалах каждая резьба не приобретает большого значения. Для крепления тонких материалов к более толстым они работают лучше.
Под этим заголовком мы также поместим обычные шурупы для листового металла с отдельно просверленным направляющим отверстием, но действительно, у кого есть время брать два разных сверла, когда ваш шуруп может просто сделать отверстие сам по себе?
Плюсы: Простая застежка. Дешево и много. Сильное сопротивление сдвигу. Можно использовать для крепления разнородных материалов. Можно использовать как «глухую» застежку (где у вас нет доступа к обратной стороне застежки). Легко снимается.
Дешево и много. Сильное сопротивление сдвигу. Можно использовать для крепления разнородных материалов. Можно использовать как «глухую» застежку (где у вас нет доступа к обратной стороне застежки). Легко снимается.
Минусы: Прочность сильно зависит от толщины материала, и в лучшем случае она невелика. Для максимальной прочности соединения самый толстый материал должен находиться вдали от головки винта. Не устойчив к вращению, и вращение может вызвать ослабление. Создает острый, выпуклый предмет на противоположной стороне сустава. Удаление возможно, но каждое приложение немного ослабляет отверстие. Отверстие должно быть подходящего размера.
Подходит для: Аварийный ремонт, некритичные или малопрочные изделия, временное крепление во время сборки, когда вы только что сдались.
Алюминиевые заклепки
Заклепки — это стильный инструмент для саморезов, который гораздо больше подходит и лучше выглядит для капитальных конструкций. При использовании с опорной шайбой заклепка переносит нагрузку соединения на поверхность материала, а не на изгибающую силу материала для удержания резьбы, как в случае с винтом для листового металла.
При использовании с опорной шайбой заклепка переносит нагрузку соединения на поверхность материала, а не на изгибающую силу материала для удержания резьбы, как в случае с винтом для листового металла.
И эти опорные шайбы очень важны. Заклепки можно использовать в качестве «глухих» крепежных деталей для крепления заготовок, доступ к которым возможен только с одной стороны, но сама их природа как пластичных, деформируемых объектов делает их по своей природе восприимчивыми к возможному ослаблению под нагрузкой.
И хотя заклепки, как правило, просты и быстры в использовании, использование передового опыта особенно важно для получения максимально прочного соединения. Очень важно выбрать правильную длину заклепки для соединения. Эмпирическое правило: длина заклепки должна быть равна общей глубине отверстия (включая опорную шайбу, если она используется) плюс 1,5 диаметра заклепки. Не то, чтобы мы когда-либо рекомендовали использовать неправильное оборудование для проекта, но если вы когда-нибудь попадете в затор, лучше немного больше, чем немного короче.
Кроме того, при креплении материалов разной твердости самое прочное соединение достигается, когда головка (инструментальный конец) заклепки помещается на более мягкий из двух материалов.
Достоинства: Превосходная прочность, законченный внешний вид, возможность установки вслепую, доступность. Расширяется, чтобы соответствовать отверстию.
Минусы: Требуется несколько операций (сверлить, выравнивать, заклепывать). Высокая вариабельность прочности соединения в зависимости от применения (толщина материала, использование шайбы и т. д.). Позволяет вращение. Может сжимать и деформировать мягкие материалы. Удаление более сложное, но удаление обычно не влияет на заготовку.
Подходит для: Легких изделий, которые не нужно разбирать для обслуживания. Соединения, которые будут испытывать сильную вибрацию. (Резьбовые соединения имеют тенденцию ослабляться при вибрационных нагрузках; заклепки более устойчивы к вибрации, но не выдерживают ударных нагрузок так же, как резьбовые соединения. )
)
Болтовые соединения
Болтовое соединение с резьбовым соединением и гайкой является -сварное соединение для алюминия или любого другого обрабатываемого материала. Как правило, правильно установленное болтовое соединение такое же прочное или прочное, как и материал вокруг него при использовании в листовых или тонких пластинах. Болты правильного размера и конструкции обладают превосходной устойчивостью к растяжению и сдвигу и легко снимаются, не оказывая долговременного воздействия на заготовку.
Но у болтовых соединений есть свои недостатки. Во-первых, соединение должно быть физически сконфигурировано таким образом, чтобы было возможно болтовое соединение. Как правило, это две плоские параллельные поверхности по обе стороны от соединения с хорошим контактом между ними. Для стыковых соединений или чего-то еще, где нет плоских сопрягаемых поверхностей, болты обычно не подходят.
Кроме того, все резьбовые соединения подвержены ослаблению при вибрациях. С этим можно бороться с помощью химических фиксаторов резьбы и виброустойчивых шайб, таких как Nord-Locks, но это все же необходимо учитывать в условиях высокой вибрации.
Плюсы: Надежное, простое, доступное оборудование. Высокая расчетная сила. Съемный. Натяжение сустава можно контролировать с высокой точностью.
Минусы: Требуется доступ к обеим сторонам соединения. Большой вес по сравнению с винтами или заклепками. Подвержен вибрации, особенно если отверстие не рассверлено до нужного размера.
Подходит для: Сделайте болты и гайки первым выбором для любого механического крепежа, а затем оцените, действительно ли они вам нужны и могут ли они использоваться в каждой ситуации.
Пайка и пайка
Пайка и пайка — аналогичные процессы. Оба соединяют металлы с помощью среды, которая плавится и прилипает к соседним поверхностям до затвердевания, и все это без плавления основных металлов. Различие в основном связано с температурой.
Пайка, по существу, представляет собой низкотемпературную форму пайки. Обычно используется присадочный материал, который плавится при температуре ниже 450 градусов, а при пайке используется материал, который плавится при температуре выше этой. В случае с алюминием большинство припоев плавится при температуре около 800-900 градусов, что все еще на несколько сотен градусов меньше температуры плавления алюминия.
В случае с алюминием большинство припоев плавится при температуре около 800-900 градусов, что все еще на несколько сотен градусов меньше температуры плавления алюминия.
Вы сразу же увидите преимущества пайки: это неразрушающий процесс, который сохраняет неповрежденными детали, которые он соединяет. Думайте об этом как о металлическом горячем клее, и вы на правильном пути.
Пайка также позволяет соединять разнородные металлы. Нужно приклеить медь к алюминию? Алюминий к стали? Сталь к вольфраму? Все возможно с помощью пайки, и, скорее всего, у вас есть кухонная посуда, велосипед или огнестрельное оружие, в которых используется одно или несколько таких соединений.
Эксперты будут клясться вверх и вниз, что правильно спаянное соединение так же прочно, как и основные металлы, которые оно соединяет, но слово «правильно» делает много тяжелой работы в этом предложении. Правильная пайка, особенно с алюминием, — невероятно сложный процесс, который требует хирургической чистоты, установки с нулевым допуском и святого терпения для получения этих прочных, как основной металл, соединений. Нередко вы в конечном итоге получаете кусок паяльного стержня, который просто падает с соединения, проклиная ночную телевизионную рекламу за то, что она выглядит такой простой.
Нередко вы в конечном итоге получаете кусок паяльного стержня, который просто падает с соединения, проклиная ночную телевизионную рекламу за то, что она выглядит такой простой.
Фото: Cyfac
Плюсы: Способен соединять разнородные металлы. Не требует инструментов, более специализированных, чем горелка. Недорогие материалы. Сильные суставы, если вы делаете это правильно.
Минусы: Крепкие соединения Только , если все сделать правильно — намного сложнее, чем кажется по телевизору. Требует тщательной подготовки поверхности и точности для формирования наилучших соединений.
Подходит для: Изготовлений, не связанных с безопасностью, с большим количеством нахлестов на стыках, трубных соединений, склеивания панелей, тонких материалов, где сварка может быть слишком разрушительной для заготовки.
Сварка MIG
Одним из самых сложных аспектов сварки алюминия являются его термические свойства. В отличие от стали, которая охватывает широкий диапазон температур, от раскаленного до мягкого, от жидкого до супержидкого, плавящегося через вашу обувь, алюминий делает все это в гораздо более сжатом температурном диапазоне. Алюминий также поглощает и впоследствии отдает тепло намного быстрее, чем сталь, а это означает, что физические свойства детали, с которой вы работаете, фактически изменяются в процессе сварки.
В отличие от стали, которая охватывает широкий диапазон температур, от раскаленного до мягкого, от жидкого до супержидкого, плавящегося через вашу обувь, алюминий делает все это в гораздо более сжатом температурном диапазоне. Алюминий также поглощает и впоследствии отдает тепло намного быстрее, чем сталь, а это означает, что физические свойства детали, с которой вы работаете, фактически изменяются в процессе сварки.
Нигде это так не заметно, как при сварке MIG. Как и в случае со сталью, при сварке алюминия методом MIG используется присадочная проволока, которая подается в соединение, а также заземляется много электричества, создавая очень горячую дугу, которая образует расплавленную лужу в заготовке. Эта расплавленная лужа перемещается вдоль стыка, питаясь присадочной проволокой, образуя сварное соединение, которое является прочным, но, благодаря быстрой скорости охлаждения, также хрупким, что не подходит для ситуаций, в которых наблюдается много вибраций.
В отличие от стали, для MIG-сварки алюминия требуется чистый аргон, а не смесь аргона и CO2, а более мягкая алюминиевая проволока обычно подается в сварочную горелку через шпульный пистолет, поэтому проволоку не нужно проталкивать слишком далеко. Но кроме этого, основы сварки MIG стали и алюминия схожи.
Но кроме этого, основы сварки MIG стали и алюминия схожи.
За исключением того, что это не так. Как мы упоминали ранее, термический профиль алюминия может иногда вызывать разочарование при сварке MIG. Поскольку он плавится намного быстрее и агрессивнее, чем сталь, сварные швы обычно должны двигаться намного быстрее, чем сталь. В некоторых случаях так быстро, что вы действительно не очень хорошо видите расплавленную лужу. Таким образом, вам нужно выровнять сварной шов, зажечь дугу и двигаться по нему с большой точностью — в основном за счет мышечной памяти, поскольку вы не можете на глаз проложить свой путь через него, как с более медленно плавящейся сталью.
Кроме того, алюминий очень быстро поглощает тепло во время процесса, а это означает, что ваш проход сварки должен быть не только быстрым, но и ускоренным. В противном случае конец сварного шва будет слишком горячим по сравнению с началом.
Сварка МИГ может быть разочаровывающей, но как только вы освоите ее, вы получите удовольствие и вознаграждение.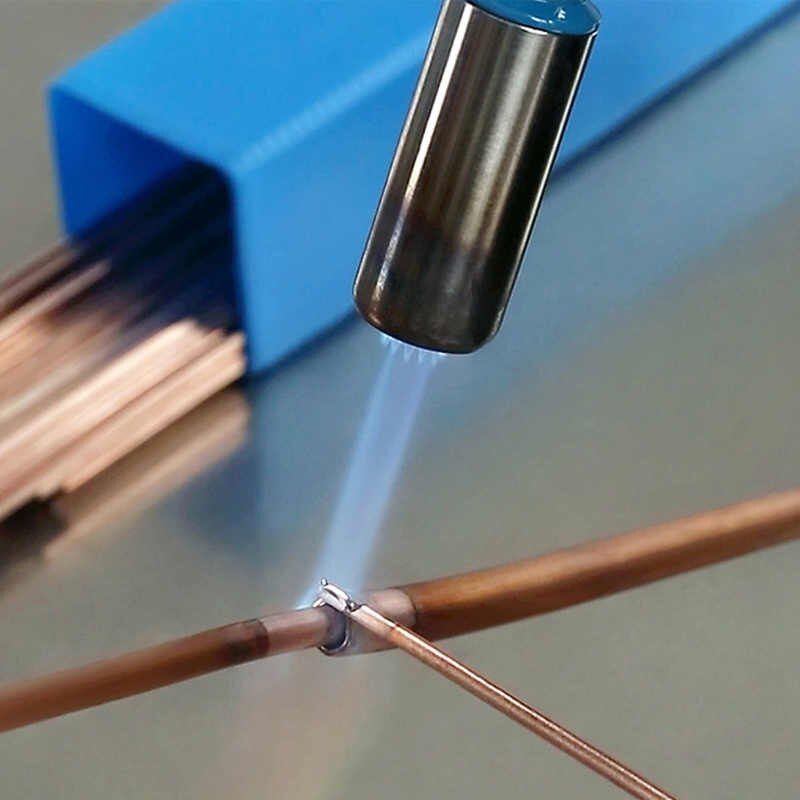 И самое главное, это можно сделать с помощью недорогих аппаратов MIG. MIG 175 от Eastwood можно заказать с шпульным пистолетом примерно за 500 долларов. Поменяйте местами провода и газ, и вы сварите сталь за несколько минут.
И самое главное, это можно сделать с помощью недорогих аппаратов MIG. MIG 175 от Eastwood можно заказать с шпульным пистолетом примерно за 500 долларов. Поменяйте местами провода и газ, и вы сварите сталь за несколько минут.
Фотография предоставлена ВВС США/Элизабет Бейкер
Плюсы: Низкая стоимость по сравнению с другими методами сварки. Очень легко обучаемому, если вы знаете, как сваривать сталь MIG. Быстро. Настоящая молекулярная связь.
Минусы: Сварка алюминия разной толщины может быть сложной задачей. Не самые красивые сварные швы в мире, даже для опытных операторов. Обычно неумолим по сравнению со сваркой MIG для стали. Хрупкое соединение.
Подходит для: Начинающие сварщики алюминия, которые могут адаптировать свои навыки сварки стали к новому материалу.
Сварка ВИГ
Когда мы думаем о сварных соединениях алюминия, большую часть времени мы представляем сварные швы ВИГ. Эта стопка идеально выровненных десятицентовиков (или монет разного номинала, в зависимости от вашего уровня мастерства) на пересечении двух кусков металла является культовым изображением, и на то есть веская причина: правильные соединения TIG прочны и долговечны, и даже дрянные соединения TIG чертовски хороши. Неуклюжий новичок с TIG, вероятно, может сделать более прочное соединение, чем неуклюжий новичок с MIG, хотя мы не рекомендуем доверять этим соединениям чью-либо безопасность.
Эта стопка идеально выровненных десятицентовиков (или монет разного номинала, в зависимости от вашего уровня мастерства) на пересечении двух кусков металла является культовым изображением, и на то есть веская причина: правильные соединения TIG прочны и долговечны, и даже дрянные соединения TIG чертовски хороши. Неуклюжий новичок с TIG, вероятно, может сделать более прочное соединение, чем неуклюжий новичок с MIG, хотя мы не рекомендуем доверять этим соединениям чью-либо безопасность.
Подобно сварке МИГ, сварка ВИГ плавит область в месте соединения, а затем позволяет ему восстановиться после заливки в него плавящегося наполнителя. Но в отличие от MIG, TIG дает вам гораздо больший контроль над количеством и точкой приложения тепла, поступающего в соединение. С помощью TIG вы поджигаете дугу от горелки с вольфрамовым наконечником к заготовке, а затем контролируете силу тока и, следовательно, теплоту этой дуги в режиме реального времени в процессе сварки. Таким образом, соединение материалов разной толщины становится намного проще, как и работа с тонкими материалами, которые просто стерлись бы сварщиком MIG.
Если это звучит как сложный процесс, так оно и есть. Сварка TIG требует, чтобы оператор поддерживал дугу с горелкой в одной руке, накладывал присадочную проволоку другой и регулировал мощность с помощью ножной педали. Много чего происходит, но плюс в том, что вы можете довольно точно контролировать темп.
Фотография предоставлена USAF/Aaon Jenne
Плюсы: Несмотря на свою сложность, TIG довольно удобен для новичков, в основном потому, что работает интуитивно и очень медленно. Делает прочными, пластичными, красивыми суставы. Возможность соединения материалов разной толщины.
Минусы: Дороже, чем MIG, хотя цены снижаются, и хорошие машины TIG можно приобрести менее чем за 1000 долларов. Требует много расходных материалов. Медленный, кропотливый процесс. Независимо от того, насколько вы хороши, в Instagram есть сотни людей намного лучше вас.
Подходит для: Проектов, требующих высокой степени точности. Люди с терпением.
Нравится, что вы читаете? Мы рассчитываем на вашу финансовую поддержку. Всего за 3 доллара вы можете поддержать Grassroots Motorsports, став покровителем сегодня.
Комментарии
Просмотр комментариев на форумах GRM
Ларри
Новый читатель
01.12.20 9:19
Что насчет связи? Сейчас это предпочтительный метод большинства производителей. И этим занимаются многие автомастерские.
Поскольку тепло ослабляет закаленный алюминий, а склеиваемая поверхность распределяет нагрузки, соединения становятся прочнее. Я хотел бы увидеть больше о приложениях DIY/массовых связей. Сравнение таких продуктов, как Hysol /Loctite E-60HP и 3M 7333, простота подготовки, нанесения, прочность и т. д.
captdownshift (Спонсор форума)
Участник GRM+ и UltimaDork
01. 12.20 9:36
Забавный факт, большая часть воздуховодов ОВКВ изготовлена из алюминия. Клейкая лента, очевидно, является ответом.
Джимбски
Супердорк
01.12.20 11:07
Ларри сказал:Что насчет склеивания? Сейчас это предпочтительный метод большинства производителей. И этим занимаются многие автомастерские.
Поскольку тепло ослабляет закаленный алюминий, а склеиваемая поверхность распределяет нагрузки, соединения становятся прочнее. Я хотел бы увидеть больше о приложениях DIY/массовых связей. Сравнение таких продуктов, как Hysol /Loctite E-60HP и 3M 7333, простота подготовки, нанесения, прочность и т. д.
Подходит для некоторых суставов, но не для всех. Вам нужен контакт поверхности к поверхности, чтобы иметь прочную связь, и часто у вас ее нет. При проектировании детали это можно учитывать, но для разовых деталей, которые вы делаете, и если важен вес, я бы выбрал сварное соединение.
ваэ
UberDork
01.12.20 11:32
Для проекта, который я только что закончил, мне нужно было приклеить алюминиевый кровельный отлив к стальному уголку. Внутри нет места для застежки или заклепки, поэтому мне нужно было что-то заподлицо. Оглядываясь назад, я мог бы просверлить и нарезать сталь, а затем использовать очень короткий крепежный винт, но эта идея пришла поздно. Я использовал строительный клей Loctite на одном (PL-375), строительный клей DAP (Dynagrip MAX) на двух и обычный силикон на одном. Все они работали довольно хорошо, но из-за длительного времени отверждения требуется зажим. Там, где я не мог правильно зажать вещи, я немного отступил из-за упругости мигания, но в остальном он довольно прочный. Он не является структурным, и я не проверял его, чтобы точно определить, какое усилие потребуется, чтобы снять кожу, но он работал довольно хорошо и был довольно дешевым.
Шон
Придурок
01.12.20 12:38
Действительно очень хороший двухсторонний скотч и заклепки мне подошли.
Ларри
Новый читатель
01.12.20 13:00
В ответ на wae :
Это поднимает хороший вопрос. Для многих из нас мы будем добавлять алюминий в стальную конструкцию или композиты в алюминиевую конструкцию, чтобы уменьшить вес. Сварка там не пройдет, а склеивание прочнее механического крепежа.
Хотя это не подходит для некоторых соединений, для соединений с необходимой площадью поверхности соединение оказывается более прочным и легким, чем заполняющая проволока или припой (точечные сварные швы не добавляют наполнитель, но они не такие прочные). Склеивание панелей в настоящее время очень распространено, но применение в строительстве продолжает расти.
Склеивание заклепками работает хорошо, два метода компенсируют слабину другого: склеивание помогает распределить нагрузку на большую площадь, чем обычно способны заклепки, и может сопротивляться ослаблению с течением времени. Заклепки могут помочь противостоять отслаиванию и расслаиванию, что является слабостью клеевого соединения.
Джтилли
Новый читатель
01.12.20 16:06
Вы пропустили твердые заклепки — опора монокока старой школы гоночных автомобилей и самолетов. Самый большой минус, конечно же, в том, что вам нужен доступ к обеим сторонам сустава.
Leif_In_Calif
Новый читатель
01.12.20 21:34
Еще забыл газовую сварку… как строились все эти крутые тачки в 50-х. Требуется немного практики, но оборудование не дорогое.
французский
PowerDork
01.12.20 22:27
BA5 сказал:Склеивание заклепками работает хорошо, два метода компенсируют слабину другого: склеивание помогает распределить нагрузку на большую площадь, чем обычно способны заклепки, и может сопротивляться ослаблению с течением времени. Заклепки могут помочь противостоять отслаиванию и расслаиванию, что является слабостью клеевого соединения.
3M прекрасно склеивает боковые стороны заклепок. Проблема в том, что я использую Cleco в качестве инструмента для выравнивания, но это означает, что некоторая утечка неизбежно попадает на Cleco. Я не нашел ничего, что помогло бы избавиться от 3M, так что используйте их и выбросьте». Дорогой.
Для негоночных работ я использовал в основном выкидные заклепки и пневматический заклепочник, чтобы работать достаточно быстро, чтобы не дать соединению схватиться до окончания.
Поскольку некоторые авиационные приложения допускают «заклепки», возможно, мне не следует быть таким придирчивым.
Leif_In_Calif
Новый читатель
02.12.20 10:34
Кроме того, это было несправедливо по отношению к пайке. Многие британские гоночные автомобили были спаяны в 50-х и 60-х годах, потому что используемые тонкостенные трубы не выдерживали тепло сварки. На самом деле, если вы посмотрите видео продолжения автомобилей XKSS, которые производятся сегодня, некоторые детали рамы спаяны. Это доказательство идиотизма? Вовсе нет, но люди на этом сайте умеют!
АДЖОР
03.12.20 22:41
В ответ на Leif_In_Calif :
Далее от Leif_In_California; Кислородно-топливная сварка алюминия насчитывает более 100 лет и была широко используемой техникой до Первой мировой войны. Сварка GTAW / TIG стала использоваться в начале Второй мировой войны. (1942 год, я полагаю). Я с нетерпением жду дальнейшего обсуждения этой темы с любым заинтересованным лицом на этом сайте.
триумф7
Читатель
04.12.20 21:01
В ответ на frenchyd :
Обычно заклепки типа «выталкивающие» для самолетов называются заклепками Cherry Max. Они алюминиевые (да, я знаю, что есть и другие) со штифтом из нержавеющей стали, который остается внутри вытянутой заклепки, что позволяет использовать его в качестве структурного крепежа.
пират
Полудорк
5/12/20 9:50 утра
триумф7 сказал:В ответ на frenchyd :
Типичными заклепками для самолетов являются так называемые заклепки Cherry Max.
Все заклепки не созданы равными тому типу, который вы найдете в больших магазинах на нижней ступени и Cherry Max наверху. Существует множество головок стилей и моделей того, как задняя часть заклепки формируется при вытягивании. Преимущество заклепки более дорогого типа заключается в том, что стержень всегда удерживается и уплотняется, в отличие от более дешевых заклепок, у которых стержень может выпасть после вытягивания. Реальным преимуществом сохранения стержня является прочность на сдвиг, которую он добавляет к соединению. Если вы пойдете в Aircraft Spruce, Wicks (есть и другие), у них обычно есть раздел, объясняющий различные типы заклепок.
Если вы используете заклепку нужной длины и диаметра, соединение может быть невероятно прочным. Клей может сделать его еще прочнее. После разметки и сверления отверстий я удаляю заусенцы с обеих соединяемых частей металла, соединяю их с помощью clecos, чтобы проверить соответствие, затем очищаю поверхности ацетоном перед нанесением клея. Я часто использую шарик силикона RTV, чтобы сделать соединение водонепроницаемым и прочным, особенно если я думаю, что когда-нибудь захочу разобрать две части в будущем. Я использую пневматический съемник заклепок, чтобы убедиться, что все заклепки плотно затянуты, и это экономит руки и кисти, если вам нужно много тянуть. Мне на самом деле нравится, как выглядят заклепки, если они сделаны хорошо.
французский
PowerDork
5/12/20 11:17
триумф7 сказал:В ответ на frenchyd :
Типичными заклепками для самолетов являются так называемые заклепки Cherry Max. Они алюминиевые (да, я знаю, что есть и другие) со штифтом из нержавеющей стали, который остается внутри вытянутой заклепки, что позволяет использовать его в качестве структурного крепежа.
Да, я это знаю, но вы поднимаете хорошие вопросы. У меня также есть регулируемое встречное отверстие, необходимое для установки их на одном уровне с кожей. И иметь пневматический заклепочник, соответствующий стандартам NAS. Что ж, срок его калибровки давно истек, поэтому я не могу легально использовать его в самолетах.
Семигонщик
Читатель
15.12.20 11:28
Итак, приложение из реального мира. Мне нужно переподключить кронштейн к интеркуллеру. Похоже, что на заводе они были одновременно склепаны и склеены (хотя не совсем уверен, как это было склеено, материал выглядит очень похожим на кристаллический алюминий).
Думаю, это довольно простое решение. Высверлите заклепки и замените их, а также используйте что-нибудь, чтобы склеить их. Пока я не просверлю ребра интеркулера в решетку, я золотой, верно? Есть ли причина не использовать стальные заклепки вместо алюминиевых?
В ответ на sevenracer :
Немного сложно сказать по картинкам, где именно крепится скоба, но насколько я могу судить, да, похоже, вы должны быть в состоянии склеить и заклепать этот кронштейн обратно.
Go_Gators (сторонник форума)
Участник GRM+и HalfDork
29.06.21 7:25
У меня есть успешная подача проволоки обычным способом (без шпульного пистолета) через мой MIG, манипулятор Hobart 140… Я бы не стал использовать его для чего-либо водонепроницаемого или сверхмощного, но для легких скоб и тому подобного это выглядит очень эффективным!
OzRaceFan
Новый читатель
9/12/21 2:26
В ответ на sevenracer :
Запоздалый ответ….но лучше, чем ничего?
Эта кристаллическая поверхность представляет собой паяльную пасту для пайки в печи. Наносится на все сопрягаемые поверхности концевых баков, фланцы коллектора, трубы в тех местах, где они выступают в концевые баки, и монтажные кронштейны. Вся смесь скрепляется и отправляется через печь, похожую на гончарную, паста содержит флюс и низкотемпературный алюминиевый порошок.
Подойдет четыре стальных заклепки, алюминиевые заклепки или даже заклепки/гайки, разбросанные по углам кронштейна. Вы можете просверлить ребра на глубину 5/16 дюйма сзади, но НЕ в трубку за ними. Держите язык под прямым углом, чтобы не просверлить слишком глубоко. Нет необходимости приклеивать его, производитель сделал это, потому что это удобно, так как время клепки.
Наиболее важно закрепить охладитель на вибрации, используя резиновые втулки в монтажных отверстиях.
ВСЕ РАДИАТОРЫ, КОНДЕНСАТОРЫ И КРЕПЛЕНИЯ ХОЛОДИЛЬНИКА ДОЛЖНЫ БЫТЬ ОТСОЕДИНЕНЫ ОТ АВТОМОБИЛЯ. Проверьте любое OEM-приложение.
проповедовать (дудеистский священник)
GRM+ Memberand Dork
01.03.22 10:47
https://www.youtube. com/embed/fKIKsDfRAcs?rel=0
Присматриваюсь к алюминиевой пайке, чтобы сделать симулятор Sim Racing из алюминиевых труб.
Ю. Г. Пастерьяк
Производство / Арт-директор
3/3/22 11:49
проповедник (дудеист священник) сказал:https://youtube.com/watch?v=fKIKsDfRAcs%3Frel%3D0
Присматривался к алюминиевой пайке, чтобы сделать симулятор Sim Racing из алюминиевых труб.
Мне не повезло с пайкой алюминия с использованием стержней нескольких разных марок. Например, я убежден, что просто генетически не способен на это. Я смотрю это видео, пока мы разговариваем, чтобы попытаться понять, почему моя жизнь превращается в настоящий ад, когда дело доходит до этой техники.
большой Бен
Читатель
19. 05.22 22:52
Ю. Г. Пастерьяк сказал:проповедник (дудеист священник) сказал:https://youtube.com/watch?v=fKIKsDfRAcs%3Frel%3D0
Присматривался к алюминиевой пайке, чтобы сделать симулятор Sim Racing из алюминиевых труб.
Мне не повезло с пайкой алюминия с использованием стержней нескольких разных марок. Например, я убежден, что просто генетически не способен на это. Я смотрю это видео, пока мы разговариваем, чтобы попытаться понять, почему моя жизнь превращается в настоящий ад, когда дело доходит до этой техники.
Как дела в сантехнике?
Я обнаружил, что использование метода, аналогичного тому, который вы используете для протирки соединений медных труб, работает очень хорошо. Нагрейте основной металл, пока он не станет достаточно горячим, чтобы стержень припоя плавился, когда вы проталкиваете его или втираете его в соединение. Держите пламя подальше от стержня и позвольте теплу, проходящему через основной металл, сделать свою работу. Припой будет проникать в соединение и немного вдоль него. Держите резак перед стержнем и продолжайте подавать припой в соединение по мере продвижения. Как и в случае с медью, вы хотите, чтобы ваш основной металл был красивым и чистым, прежде чем вы начнете.
Я сделал этот турбовпуск для своей первой попытки. Сустав не красивый, но я бы назвал его приличным. Я использовал штангу Bernzomatic и газовую горелку.
французский
Мегадорк
20.05.22 10:07
Leif_In_Calif сказал:Кроме того, это было несправедливо по отношению к пайке. Многие британские гоночные автомобили были спаяны в 50-х и 60-х годах, потому что используемые тонкостенные трубы не выдерживали тепло сварки. На самом деле, если вы посмотрите видео продолжения автомобилей XKSS, которые производятся сегодня, некоторые детали рамы спаяны. Это доказательство идиотизма? Вовсе нет, но люди на этом сайте умеют!
Не только XKSS, но и предшествующий ему тип D, и следующий за ним XKE. XKE произвела более 60 000 автомобилей с пайкой. А вся передняя рама весила всего 22 фунта. Google Фотографии рам Jaguar XKE.
Стальная труба квадратного сечения размером 1 дюйм с очень тонкой стенкой (1/2 толщины листового металла). Она называлась велосипедной трубой, но по своим характеристикам почти идентична нашей 4130
. Учитывая, что двигатель XKE весил более 700 фунтов, плюс цельнокованый стальные рычаги подвески и т. д. На раме весом всего 22 фунта было более 1000 фунтов.
Примечательно, что он прошел обязательные краш-тесты без проникновения в салон. Неплохо для автомобиля ограниченного производства, которому скоро исполнится 60 лет.
Мэтт
Читатель
20.05.22 15:58
Я сделал крыло из 2024 года и «стратегического клена». она приклеена, других креплений нет. никаких проблем 3 года. Сплиттер, который я сделал, также склеен и сращен. я использовал закаленные вставки в точках крепления крепления, но вставки вклеены и рассчитаны на нагрузку 400 дюймов/фунт каждая…
БиммерМейвен
Новый читатель
26.07.22 22:17
В ответ на Go_Gators (Поддержка форума):
What ga. Ал, а какой длины твой шланг МИГ?
Подпитывается кофеином
Мегадорк
26.07.22 22:34
Не могу заклеить скотчем. Сварной шов
Вам необходимо войти в систему, чтобы опубликовать сообщение. Авторизоваться
Какой припой прилипнет к алюминию? | PopularAsk.net
Правильный припой: Ваша цель при пайке — создать интерметаллическую связь с алюминием. Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи.
Читать полный ответ
Короткий ответ — нет! Серебряный припой не действует на алюминий! Материал эвтектического типа и царапание поверхности соединяемого материала действительно работают. Во многом это вопрос техники.
Кроме того, что используется в качестве припоя для пайки алюминия?
Мягкие оловянно-цинковые припои обычно используются с первыми двумя флюсами, поскольку их температура плавления ниже 330°C, а цинковая часть помогает предотвратить гальваническую коррозию. Твердые припои на основе цинка используют флюсы с более высокой температурой плавления для активации.
Аналогично, какой тип флюса используется для алюминия?
Флюс Nocolok®
Кроме того, как паять литой алюминий?
Можно ли использовать паяльник для сварки алюминия?
Для соединения алюминиевых проводов можно использовать паяльник, но для других работ потребуется горелка. Как правило, используется низкотемпературная горелка с факелом пламени, температура которого достигает 600–800ºF (315–425ºC). Если на вашем рабочем месте невозможно использовать горелку, попробуйте паяльник мощностью 150 Вт.
Можно ли паять украшения из алюминия?
Нет! Не пытайтесь использовать серебряный припой. У вас получится бардак! … температура плавления алюминиевого припоя и обычного паяльника.
Можно ли использовать паяльник для сварки?Припой в основном используется для пайки, но его можно использовать и для сварки. Имейте в виду, однако, что припой не такой прочный, как другие типы материалов, которые можно использовать для сварки. Припой следует использовать для минимальных, менее напряженных проектов, таких как электроника или соединение двух небольших деталей.
Как лучше всего сваривать литой алюминий? Какой флюс вы используете для алюминия?Флюс Nocolok®
Какой припой используется для алюминия? Правильный припой: Ваша цель при пайке — создать интерметаллическое соединение с алюминием. Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи.
Вам нужен флюс для пайки алюминия?
Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. … Правильный флюс: Вам нужен флюс для пайки алюминия – флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно силен для пайки таких сплавов, как нержавеющая сталь, не означает, что он будет работать и с алюминием.
Можно ли использовать серебряный припой на алюминии?
Короткий ответ — нет! Серебряный припой не действует на алюминий! Материал эвтектического типа и царапание поверхности соединяемого материала действительно работают. Во многом это вопрос техники.
Что можно использовать вместо сварки?
– Пайка. Пайка похожа на сварку, но вместо того, чтобы расплавить два куска металла, чтобы соединить их вместе, вы плавите присадочный металл, который вы помещаете между двумя металлами, которые хотите соединить вместе. …
– Пайка. …
— Клепка. …
– Металлическая строчка. …
– Ищете станки для обработки листового металла?
Что можно использовать для сварки дома?
Сварщик, такой как Millermatic 141 MIG, как правило, способен справиться с большинством бытовых задач, но некоторые сварщики предпочитают использовать дома сварочный аппарат на 220 В, чтобы они могли сваривать более толстую сталь в тяжелых условиях и получать достаточно тепла для создания сильный сварной шов.
Можно ли использовать паяльник для алюминия?
Для соединения алюминиевых проводов можно использовать паяльник, но для других работ потребуется горелка. Как правило, используется низкотемпературная горелка с факелом пламени, температура которого достигает 600–800ºF (315–425ºC). Если на вашем рабочем месте невозможно использовать горелку, попробуйте паяльник мощностью 150 Вт.
Какой тип флюса используется для пайки алюминиевых проводников?
Твердые припои на основе цинка используют флюсы с более высокой температурой плавления для активации. Остатки некоторых флюсов для мягкой пайки могут оставаться активными после пайки и должны быть удалены. Припои, используемые для алюминия, обычно содержат цинк с небольшим количеством свинца, кадмия, олова, меди или алюминия.
Можно ли плавить алюминий паяльником?
Оксид алюминия не поддается пайке, поэтому его необходимо соскоблить. В этом случае пайка должна выполняться очень быстро, прежде чем образуется больше оксида алюминия. Алюминий также имеет относительно низкую температуру плавления, около 660 градусов, а это означает, что вам, вероятно, понадобится специальный паяльник с более низкой температурой.
Последнее обновление: 6 дней назад – Соавторов: 6 – Пользователей: 9
Какие металлы нельзя спаивать? —
Пайка, пайка, сварка, боже мой! Если вы хотите склеить два куска металла, у вас есть несколько вариантов, и пайка погружением — отличный средний выбор.
Имеет более прочное соединение, чем пайка, но не так сложно, как сварка. Если вас интересует пайка погружением, подумайте, что это такое и какие металлы вы можете использовать для этого процесса.
Что такое погружение?
Пайка погружением представляет собой процесс нагревания двух кусков металла до достаточно высокой температуры перед их сплавлением. Пайка погружением делает соединения двух металлических частей очень прочными, и вы можете паять металлы различной толщины.
Сплавленные металлы могут выдерживать большое давление, поэтому пайка — отличный вариант, если вы хотите, чтобы сплав длился долго. Пайка погружением также очень гибка, что означает, что вы можете использовать ее для различных проектов и для многих целей.
В мире металлообработки вы можете задаться вопросом, что такое пайка погружением и чем она отличается от пайки?
Пайка и припой
Подобно пайке погружением, пайка предполагает соединение двух металлов вместе при высокой температуре. Но разница в том, насколько высокой может быть температура.
Для пайки погружением требуется нагрев до 840 градусов по Фаренгейту или выше. С другой стороны, при пайке используются температуры ниже 840 градусов. Оба метода могут достигать одинаковых целей, но более высокая температура означает, что паяные металлы могут быть более долговечными.
При пайке также используется присадочный металл, который помещается между двумя деталями для перекрытия зазора. Однако пайка может оставить небольшой зазор, если ее не выполняет профессионал.
Для пайки также не требуется такая толстая чашка для присадочного металла, как при пайке. В целом, эти две процедуры похожи, но важно учитывать разницу в температуре при выборе подходящих металлов для использования.
Металлы, которые можно паять погружением
Можно паять различные металлы погружением, но необходимо использовать металлы, которые не будут отрицательно реагировать при высоких температурах. Теперь вы можете задаться вопросом, можно ли паять алюминий?
И да, алюминий — один из металлов, которые можно паять. При пайке алюминия погружением следует использовать алюминиевую пайку и сварочные стержни, чтобы получить наилучшие результаты.
Вы также можете паять такие металлы, как нержавеющая сталь, сталь, сплавы меди, сплавы никеля и чугун. Для этих металлов вы должны использовать никель-серебряную пайку и сварочные стержни.
Для пайки латуни, меди и бронзы используйте медно-фосфорные припои и сварочные прутки. А если вы хотите спаять ковкое железо и никель, то и бронзовые стержни следует использовать.
Металлы, которые не следует паять погружением
Если вы будете осторожны, вы сможете спаять почти любой металл, который захотите. Но есть несколько вещей, которые следует учитывать при принятии решения о том, следует ли вам паять тот или иной металл.
Нагрев металлов, таких как серебро или золото, до такой высокой температуры требует большой точности. Эти металлы чаще паяют, чем паяют.
Золото и серебро лучше справляются с низким нагревом, а пайка все же дает хорошее соединение, даже если оно не такое прочное.
Как паять алюминий и другие металлы
Если вы хотите спаять два куска металла погружением, вам потребуются правильные инструменты и техника. При пайке погружением в первый раз делайте это медленно.
Всегда надевайте защитное снаряжение при работе с высокой температурой и убедитесь, что у вас есть стержень, который можно использовать для пайки погружением.
Рассмотрим следующие шаги для успешной пайки алюминия.
Очистка металла
Перед тем, как начать нагревать какой-либо металл, убедитесь, что вы очистили его как можно тщательнее. Сначала вы должны удалить любое масло или жир, чтобы у вас была чистая поверхность для дальнейшей очистки.
Затем вы можете использовать кислотный травильный раствор, чтобы избавиться от ржавчины и провести общую химическую очистку.
После того, как вы начнете чистить металл, надевайте перчатки, когда прикасаетесь к нему, и убедитесь, что у вас есть чистая поверхность, на которую можно положить металл. Затем вы можете убедиться, что на металле нет отпечатков пальцев или другой грязи.
По этой причине старайтесь очищать металл как можно ближе к месту пайки, чтобы на нем не собиралась пыль.
Установка на место
После очистки металла установите две детали для пайки. Возможно, вам понадобится инструмент, чтобы скрепить детали.
На этом этапе вам нужно убедиться, что все в порядке. После пайки может быть трудно разорвать соединение, поэтому вы хотите свести к минимуму вероятность ошибки.
Простой способ удержать детали вместе — использовать гравитацию. Тогда вам не нужно будет использовать что-либо еще, чтобы удерживать металл на месте.
Пайка металла
Наконец, пришло время нагреть металл и залить присадочный металл в соединение. Вы должны нагреть область вокруг соединения, которое вы припаиваете, и убедиться, что вы нагреваете область равномерно.
Прежде чем заливать присадочный металл, подождите, пока температура металла достигнет температуры не менее 840 градусов. Если вы используете ручную пайку погружением, держите стержень рядом с соединением во время заливки.
Вы можете заметить, что немного присадочного металла проходит через соединение, но это нормально. Он должен пройти через стык, чтобы заполнить пространство между двумя металлическими частями.
Повторная очистка
После завершения пайки необходимо очистить узел пайки. Вы можете поместить в горячую воду, которая находится на уровне или выше 120 градусов по Фаренгейту.
Вода поможет растворить лишний металл и остатки. Тем не менее, вы хотите, чтобы присадочный металл стал твердым, прежде чем вы поместите его в воду.
После этого вы можете использовать травильный раствор, чтобы избавиться от всего, что осталось на поверхности.
Два становятся одним
Пайка погружением — отличный способ сплавить вместе два куска металла. Вы можете паять алюминий, медь и другие металлы, и вы можете использовать этот процесс для разных целей.
Если вам нужно спаять две части машины или вы хотите сделать что-то еще, пайка будет полезным вариантом.
Вам нужна помощь с пайкой погружением? Свяжитесь с нами, чтобы узнать больше о наших услугах.
Припой для алюминия и способ пайки
Настоящее изобретение относится к трубчатому порошковому припою для пайки алюминия, а также к способу пайки алюминия. В частности, изобретение относится к трубчатому порошковому припою из практически чистого олова, имеющему сердцевину из флюса, полученного сплавлением смеси хлорида металла, такого как хлорид цинка, и органической кислоты с более высокой молекулярной массой, такой как одна из высших жирные кислоты молекулярной массы, стеариновая, пальмитиновая или олеиновая.
Хотя пайке алюминия уделялось большое внимание специалистов в этой области, насколько нам известно, до сих пор не было разработано полностью удовлетворительного припоя или метода пайки алюминия. По-видимому, это произошло в основном из-за недостаточного понимания проблем, связанных с пайкой алюминия.
Серьезным препятствием для получения удовлетворительной пайки алюминия является активность алюминия по отношению к кислороду и плотная, плотно прилегающая оксидная пленка, которая постоянно образуется на всех алюминиевых поверхностях.
Еще одна проблема при пайке алюминия связана с относительно плохой растворяющей или легирующей способностью металлов для пайки алюминия и чрезвычайно медленным характером алюминиевого сплава, образующегося при пайке. Поскольку пайка алюминия включает образование раствора или сплава между металлом припоя и алюминием, очевидно, что необходимо проникнуть через оксидную пленку на алюминии, если нужно получить удовлетворительное соединение. Оксид алюминия, однако, не поддается восстановительному действию флюсов, как оксиды других распространенных металлов. Мы обнаружили, что при пайке алюминия необходимо разрывать окисную пленку механически, а не химически, например, царапая оксидированную поверхность паяльником.
Поскольку такое механическое разрывание оксидной пленки приводит к примеси оксида к металлу припоя и придает паяному соединению пористость и шероховатость, перед завершением операции пайки необходимо удалить загрязненный оксидом припой. Таким образом, в соответствии с нашим методом предварительные этапы пайки включают механический разрыв пленки оксида 00, чтобы позволить припою смочить и растворить металлический алюминий, а затем удаление избытка расплавленного припоя и примеси оксида и растворенного алюминия.
Этот предварительный этап удаления любого избытка расплавленного припоя и растворенного оксида алюминия также устраняет трудности, с которыми ранее приходилось сталкиваться из-за вялого характера, придаваемого припою растворенным алюминием. Присутствие алюминия даже в таких малых количествах, как 0,01%, придает расплавленному припою чрезмерную вялость и изморозь, в результате чего паяное соединение становится шероховатым, пористым и неприглядным, если не принять меры для удаления загрязненного расплавленного припоя перед завершением пайки. сустава. Из-за большого сродства алюминия к кислороду для получения удовлетворительной связи между алюминием и припоем необходимо защищать вновь образованные алюминиевые поверхности от воздуха. Мы обнаружили, что лучше всего этого можно добиться, используя относительно неподвижный флюс некоррозионного характера и применяя такой флюс в качестве основного материала трубчатого оловянного припоя. Таким образом, флюс наносится одновременно с оловянным припоем и защищает как олово, так и алюминиевую поверхность.
До сих пор при пайке алюминия либо вообще не применялся флюс, либо этот флюс использовался как внешний флюс. Когда флюс наносится снаружи, а припой расплавляется поверх зафлюсованной алюминиевой поверхности, сам припой имеет достаточно времени для окисления во время плавления. Кроме того, тепло пайки приводит к тому, что флюс стекает с места нанесения, оставляя обугленный и неэффективный остаток. О том, что ранее использовавшиеся флюсы, как правило, неадекватны, свидетельствует тот факт, что практически все алюминиевые припои рекомендуется использовать без флюса. Мы обнаружили, что в качестве припоя для пайки алюминия наиболее удовлетворительным образом может быть использовано практически чистое олово как потому, что олово растворяется в алюминии во всех соотношениях, так и потому, что олово полностью жидкое при температуре около 232°С и, следовательно, позволяет использовать обычные припои. температуры «мягкого припоя» в процессе пайки. Очевидно, что лучший припой с точки зрения эффективности пайки тот, который минимально растворим в припаиваемом металле. Использование олова также устраняет необходимость использования высоких температур плавления, которые вызывают большее окисление алюминия и, таким образом, затрудняют операцию пайки.
Более того, из-за высокой теплопроводности алюминия трудно, когда требуется плавление при высокой температуре, подавать достаточное количество тепла на алюминиевую деталь, чтобы поднять температуру детали до требуемой.
Таким образом, важной целью настоящего изобретения 2 2052 является создание трубчатого припоя с порошковым оловом для использования при пайке алюминия.
Еще одной важной целью настоящего изобретения является создание трубчатого припоя с сердцевиной, состоящего, по существу, из чистого олова и имеющего сердцевину из флюсового материала, по существу не вызывающего коррозию, и специально приспособленного для использования при пайке алюминия.
Еще одной важной целью настоящего изобретения является создание способа пайки алюминия с использованием практически чистого олова в качестве припоя и с использованием флюса, содержащего продукт реакции хлорида металла и жирной кислоты с более высокой молекулярной массой.
Еще одной важной задачей настоящего изобретения является создание усовершенствованного способа пайки алюминия, который включает предварительное лужение участка алюминиевой поверхности, предназначенного для пайки, с последующим удалением избытка расплавленного оловянного припоя и содержащихся в нем примесей и последующая пайка луженой поверхности.
Другие важные цели настоящего изобретения станут очевидными из следующего описания и прилагаемой формулы изобретения.
Мы предпочитаем использовать практически чистое олово в качестве припоя для пайки алюминия. Мы обнаружили, что чем чище олово, используемое в качестве припоя, тем более удовлетворительной является операция пайки. Следовательно, при приготовлении нашего алюминиевого припоя используется самое чистое коммерческое олово.
С другой стороны, следует понимать, что преимущества нашего изобретения все еще могут быть обеспечены, но в меньшей степени, если в оловянном припое присутствуют небольшие проценты легирующих ингредиентов. Поскольку добавление легирующих элементов, таких как цинк, кадмий, висмут, свинец и медь, не повышает эффективность оловянного припоя для пайки алюминия, мы предпочитаем использовать практически чистое олово в качестве единственного металла припоя.
В своей предпочтительной форме припой по нашему изобретению получают в виде трубчатого припоя с сердцевиной из практически чистого олова, имеющей сердцевину из флюсового материала, который относительно неподвижен при температурах пайки. Такой флюс может быть получен реакцией хлорида металла, такого как хлорид цинка, магния или кальция, с органической кислотой с более высокой молекулярной массой, такой как любая из так называемых высокомолекулярных жирных кислот, стеариновой, пальмитиновой и олеиновой, или органические кислотные компоненты жиров, масел, восков и смол. Жирные кислоты, воски или смолы сами по себе пригодны для использования, но слишком подвижны, чтобы быть полностью удовлетворительными. Наш предпочтительный флюс получают путем взаимодействия безводной смеси хлорида цинка и стеариновой кислоты при температуре плавления смеси или выше, предпочтительно при около 250°С. При получении такого продукта реакции стеариновую кислоту сначала нагревают примерно до 250°С и постепенно при перемешивании добавляют твердый хлорид цинка, и нагревание продолжают до тех пор, пока свободное неорганическое вещество, которое первоначально не осядет на дно реакционный сосуд, прореагировал со стеариновой кислотой с образованием полностью гомогенного продукта.0003
Поскольку скорость реакции зависит от поверхности компонентов, находящихся в контакте друг с другом, реакцию можно ускорить путем интенсивного перемешивания. Если соль очень тонко измельчить, а материал взболтать механической мешалкой, реакция протекает очень быстро и при небольших количествах хлорида цинка может завершиться за несколько минут. Максимальная массовая доля хлорида цинка в стеариновой кислоте, которая может реагировать со стеариновой кислотой для получения продукта, практически не содержащего свободного хлорида цинка, составляет приблизительно 2 части хлорида цинка на 3 части стеариновой кислоты.
Обычно соотношение хлорида цинка к стеариновой кислоте должно составлять от 1 до 4 частей хлорида цинка на 6 частей стеариновой кислоты по весу. Наша предпочтительная композиция содержит около 20% хлорида цинка по массе реакционной смеси. Конечный продукт реакции полностью гомогенен при исследовании под микроскопом и не содержит свободных кристаллов свободного хлорида цинка.
Трубчатый припой с сердцевиной по нашему изобретению может быть приготовлен любым из известных способов, например методом экструзии. Предпочтительно флюс составляет от 3 до 4% по весу трубчатого припоя с сердцевиной и в любом случае не более 10%.
При использовании порошкового трубчатого припоя процесс пайки в основном состоит в следующем. соскабливание, напильник или шлифовка для удаления любого жира и оксидного покрытия, которое всегда присутствует:. на алюминиевой посуде. Если необходимо отремонтировать толстую, тяжелую алюминиевую деталь, такую как треснувший картер двигателя, головка блока цилиндров или литой алюминиевый предмет значительного веса, рекомендуется выточить или стачивать значительную часть общей толщины поврежденной стенки в форма V-образной траншеи около 90°, сохраняя трещину на дне траншеи.
Паяльник, который должен быть относительно тяжелым для пайки алюминия, нагревают и рабочие поверхности паяльника покрывают плавленым припоем из трубчатого оловянного припоя с сердцевиной по нашему изобретению. Небольшое количество трубчатого припоя с сердцевиной затем расплавляют под утюгом на месте пайки и медленным вращательным движением поверхность утюга протирают взад и вперед по этому месту, используя достаточное давление. Когда это движение будет продолжаться в течение минуты или около того, можно заметить, что припой начинает прилипать местами.
Таким же образом добавляется небольшое количество припоя к припаиваемому участку алюминиевой поверхности, и притирка продолжается, при этом поверхность железа плотно прижимается к заготовке. Припой вскоре проявляет явную адгезию к алюминию, а также имеет гранулированную и тягучую консистенцию. «Как только припой равномерно прилипает» ко всей поверхности изделия, паяльник поднимают и расплавленный припой полностью стирают с изделия, как бы протирая стальной ватой. e Это следует делать быстро, так как припой очень быстро затвердевает после удаления паяльника.
c Поверхность ремонтируемых работ c должна. теперь будет полностью луженым, так как будет видно разницу в цвете между луженой и нелуженой поверхностями. Затем паяльник снова нагревают и тщательно очищают от расплавленного, тягучего или гранулированного припоя, который может прилипнуть к его рабочим поверхностям из-за трения. н эрация. Затем достаточное количество трубчатого* припоя с сердцевиной наплавляют на ремонтируемый участок поверхности, чтобы заполнить трещину и т.п.
,y Во время этого этапа заливки утюг не следует двигать вперед и назад, как при лужении, потому что, если это произойдет, в припой будет введено столько алюминия, что ремонт будет грубым и тягучим.
)- Оловянный припой и флюс должны растекаться и распределяться равномерно и плавно без большого движения железа. 2,065 Затем изделию дают остыть в покое, чтобы избежать каких-либо трещин или дефектов в паяном ремонте.
Важной особенностью нашего процесса является то, что ремонтируемая алюминиевая поверхность сначала лужится, а затем выполняется операция пайки в соответствии с обычными методами пайки мягким припоем. Для удовлетворительного лужения поверхности ремонтируемого алюминиевого изделия необходимо, конечно, чтобы флюс предотвращал повторное окисление алюминиевых поверхностей в температурных условиях операции пайки. Было обнаружено, что флюс по нашему изобретению, описанный выше, выполняет эту функцию наиболее эффективно.
Нам известно, что многочисленные детали процесса могут варьироваться в широких пределах без отхода от принципов настоящего изобретения, и поэтому мы не ставим своей целью ограничение выданного патента иначе, чем это необходимо в предшествующем уровне техники.
В качестве нашего изобретения мы заявляем: 1. Трубчатый припой с сердцевиной для использования при пайке алюминия, включающий трубчатый припой, состоящий из практически чистого олова и сердцевины из практически неагрессивного продукта реакции хлорида металла и органической кислоты.
2. Трубчатый припой с сердцевиной для использования при пайке алюминия, содержащий трубчатый припой, состоящий, по существу, из чистого олова и сердцевины сплавленного продукта реакции хлорида цинка и высшей жирной кислоты.
3. Трубчатый припой с сердцевиной для пайки алюминия, содержащий трубчатый припой, состоящий из практически чистого олова и сердцевины из продукта реакции, полученного сплавлением смеси хлорида цинка и стеариновой кислоты в пропорции не более 2 частей хлорида цинка на 3 части по массе стеариновой кислоты.
4. Трубчатый припой с сердцевиной для пайки алюминия, содержащий трубчатый припой, состоящий из практически чистого олова и сердцевины из продукта реакции, полученного сплавлением смеси хлорида цинка и стеариновой кислоты в пропорции примерно 1 часть цинка. хлорида на 4 части стеариновой кислоты.
5. Трубчатый припой с сердцевиной для пайки алюминия, содержащий трубчатый припой из практически чистого олова и сердцевину, состоящую из безводного продукта плавления не менее 1 части и не более 4 частей хлорида цинка на 6 частей стеариновой кислоты. кислоты по массе.6. Трубчатый оловянный припой с сердцевиной для пайки алюминия, часть припоя которого представляет собой в основном чистое олово, а сердцевина — относительно неподвижный, неагрессивный флюс, процентное содержание 2740 3 флюсовой сердцевины к общему количеству припоя плюс сердцевины менее 10% по весу.
7. Способ пайки алюминия, включающий механическую очистку алюминиевой поверхности, подлежащей пайке, расплавление припоя из чистого олова с сердцевиной из чистого олова, имеющего относительно неподвижную некорродирующую сердцевину флюса, на очищенной поверхности для лужения поверхности, удаление избытка расплавленного олова , добавляли оксиды и растворенный алюминий с поверхности и наносили дополнительное количество расплавленного чистого олова на луженую поверхность для завершения паяного соединения, причем указанное расплавленное олово поддерживали при температуре, достаточной для предотвращения затвердевания олова.
8. Способ пайки алюминия, включающий механическую очистку припаиваемой алюминиевой поверхности для разрушения оксидной пленки на ней, расплавление порции трубчатого припоя из чистого олова с сердцевиной, имеющего относительно неподвижное некорродирующее флюсовое ядро, на очищенную поверхность ilumin, механическое соскабление указанной поверхности с постоянным приложением к ней тепла до тех пор, пока расплавленный металл на указанной поверхности не приобретет волокнистый характер, удаление избытка указанного расплавленного металла и нанесение большего количества указанного чистого оловянного припоя и флюса на указанную поверхность без механического нарушения указанного поверхности, причем указанное расплавленное олово поддерживается при температуре, достаточной для предотвращения затвердевания металла.
9. Способ пайки алюминия, включающий механическую очистку части поверхности алюминия, предназначенной для пайки, наплавление на указанную поверхность трубчатого припоя из чистого олова с сердцевиной, имеющего относительно неподвижную неагрессивную сердцевину из флюса, при непрерывном нагреве и перемешивании расплавленного олова. после этого удаляют избыток расплавленного олова с указанной поверхности и наносят на нее дополнительное количество порошкового припоя из чистого олова и флюса, при этом указанный оловянный припой поддерживают при температуре, достаточной для предотвращения затвердевания металла. 10. Способ пайки алюминия, включающий расплавление на алюминиевой поверхности трубчатого припоя из чистого олова с сердцевиной, содержащей продукт реакции хлорида металла и органической кислоты, механическое скобление указанной поверхности при непрерывном приложении к ней тепла до тех пор, пока расплавленный металл на поверхности приобретает волокнистый характер, стирая избыток указанного расплавленного металла и повторно нанося указанный трубчатый припой из чистого олова с сердцевиной и флюс на указанную поверхность без механического нарушения указанной поверхности, причем указанный оловянный припой поддерживается при температурах, достаточных только для предотвращения затвердевания из этого.