Сварка нержавеющей стали — чем и как проводить сварочные работы
Содержание
- 1 Разновидности нержавейки
- 1.1 Аустенитная
- 1.2 Мартенситная
- 1.3 Ферритная
- 2 Почему сложно сваривать нержавейку
- 3 Как подготовить металл
- 4 Способы сваривания нержавеющей стали
- 4.1 Ручной и полуавтоматический способ с использованием аргона (AC/DC TIG, MIG)
- 4.2 Ручная дуговая
- 4.3 Полуавтоматическая в среде аргона
- 4.4 Холодное сваривание
- 5 Сваривание разнородных металлов с нержавейкой
- 6 Как исключить дефекты при сварке
Процедура сварки нержавейки в целом довольно не простая, а в домашних условиях она усложняется некоторыми факторами, но вполне выполнима. Сплав, содержащий никель и хром в целом неплохо контактируют друг с другом. Проводя сварку подобных металлов необходимо принимать во внимание их физические и химические свойства. Лишь зная особенности сплава и особенности работы с ним можно рассчитывать на успешное завершение операции.
Содержание
- Разновидности нержавейки
- Аустенитная
- Мартенситная
- Ферритная
- Почему сложно сваривать нержавейку
- Как подготовить металл
- Способы сваривания нержавеющей стали
- Ручной и полуавтоматический способ с использованием аргона (AC/DC TIG, MIG)
- Ручная дуговая
- Полуавтоматическая в среде аргона
- Холодное сваривание
- Сваривание разнородных металлов с нержавейкой
- Как исключить дефекты при сварке
Разновидности нержавейки
Как в промышленных условиях, так и бытовых при сварке нержавеющей стали требуется правильный выбор методов работы, которые учитывают вид обрабатываемого сплава. Исходя из основных свойств можно классифицировать следующие типы:
Аустенитная
Получила название по основной своей фазе. Сплав имеет высокое содержание хрома (18%) и никеля (10%). В качестве примера можно назвать пищевую сталь AISI 304 (08Х18Н10 по ГОСТ), которую широко применяют в производстве посуды и строительных элементов. Отсутствуют магнитные свойства, хорошая пластичность, высокая механическая прочность и химическая стойкость.
Отсутствуют магнитные свойства, хорошая пластичность, высокая механическая прочность и химическая стойкость.
Мартенситная
Имеют специфичную внутреннюю структуру – низкое содержание углерода (0,10-0,12%) и хрома (до 13%). Сплав отличается высокой твердостью, но одновременно хрупкостью. Подобная нержавеющая сталь в основном используется в производстве режущих инструментов, крепежа, применяемых в неагрессивной среде. При проведении должной термической обработки приобретается соответствующая вязкость и стойкость к температуре. В качестве примера можно назвать AISI 410 (12Х13 по ГОСТ).
Ферритная
Имеет среднее содержание хрома. Закалка подобной нержавейкине проводится, отличная устойчивость к агрессивным средам. Обладают меньшей пластичностью, чем аустенитная и хрупкостью, чем ферритная. Трудносвариваемый сплав. Примером может служить AISI 430 (12Х17 по ГОСТ). Хром — 17%, углерод — 0,10-0,12%.
Почему сложно сваривать нержавейку
Сварка нержавеющей стали осложняется тем, что это высоколегированный сплав, который имеет значительное содержание компонентов, оказывающих влияния на основные свойства. В данном случае это хром. Содержание этого материала в сплаве может достигать 30%. Хром, аналогично никелю, титану, марганцу и молибдену обеспечивает антикоррозийную защиту, но одновременно влияет на другие свойства, снижающие уровень свариваемости.
В данном случае это хром. Содержание этого материала в сплаве может достигать 30%. Хром, аналогично никелю, титану, марганцу и молибдену обеспечивает антикоррозийную защиту, но одновременно влияет на другие свойства, снижающие уровень свариваемости.
Проводить сварочные работы нержавеющей стали необходимо с учетом следующих особенностей сплава:
- Высокий коэффициент линейного расширения. Это свойство всегда приводит к существенной деформации свариваемых элементов. В ситуациях, когда соединяются толстые детали и не предусматривается зазор, деформация способна способствовать возникновению больших трещин.
- Невысокая теплопроводность. Эта характеристика до 2 раз ниже, чем в случае с низкоуглеродистыми сплавами. Подобное свойство приводит к сквозному проплавлению деталей (особенно тонких) даже при незначительных силах тока.
- Межкристаллическая коррозия. В процессе значительного нагревания (более 500°С) в нержавейке происходит такой процесс. Характеризуется он тем, что в структуре металла возникает прослойка, состоящая из карбида хрома и железа.
 Исключается подобный фактор путем щепетильного выбора режимов сваривания и проведением дополнительного охлаждения соединяемых элементов, например, водой. Но при этом следует учитывать, что использовать для охлаждения воду возможно исключительно в случае с обработкой хромоникелевой стали с аустенитной структурой.
Исключается подобный фактор путем щепетильного выбора режимов сваривания и проведением дополнительного охлаждения соединяемых элементов, например, водой. Но при этом следует учитывать, что использовать для охлаждения воду возможно исключительно в случае с обработкой хромоникелевой стали с аустенитной структурой.
 Исключается подобный фактор путем щепетильного выбора режимов сваривания и проведением дополнительного охлаждения соединяемых элементов, например, водой. Но при этом следует учитывать, что использовать для охлаждения воду возможно исключительно в случае с обработкой хромоникелевой стали с аустенитной структурой.
Исключается подобный фактор путем щепетильного выбора режимов сваривания и проведением дополнительного охлаждения соединяемых элементов, например, водой. Но при этом следует учитывать, что использовать для охлаждения воду возможно исключительно в случае с обработкой хромоникелевой стали с аустенитной структурой.Существует и еще один негативный фактор, влияющий на результативность работы. Низкая теплопроводность и повышенное электрическое сопротивление способствуют сильному нагреву электродов с хромоникелевым составом. Для исключения данного негативного влияния варить нержавеющую сталь необходимо соответствующими электродами длиной до 35 сантиметров.
Как подготовить металл
Сваривать сплав можно как обычным дуговым, так и аргонодуговым сварочным аппаратом. Однако вне зависимости от способа необходима предварительная подготовка заготовок. Процесс подразумевает выполнение следующих операций:
- Очищение от загрязнений.
- При соединении тонких пластин (0,5-1,5 мм) необходимо плотно прижать друг к другу.
- При сваривании деталей толщиной более 4 миллиметров необходимо провести разделку кромок, которая нужна для лучшего проваривания, так как швы получаются чуть шире и глубже. Осуществляется с помощью УШМ или напильника.
- Выставить зазор в 1-2 миллиметра.
- При стыковании деталей более 7 миллиметров желательно их прогреть.
- Для надежной фиксации в процессе работы рекомендуется использовать струбцины или прихватки.
- Начало сваривания.

Способы сваривания нержавеющей стали
Соединение деталей из нержавейки может проводиться по нескольким технологиям:
- Аргонодуговая – применяются вольфрмовые электроды и режимы работы AC/DC TIG.
- Ручная дуговая (режим ММА).
- Полуавтоматическая электросварка с использованием защитной аргоновой среды (режим MIG). При этом используется проволока из нержавейки.
- Холодная сварка. Процесс не предполагает нагревание и плавление сплава при его соединении. Стыковка производится под воздействием значительного давления.

Из перечисленных методов некоторые весьма распространены, а отдельные не очень. В каждом конкретном случае решение о выборе способа сварки принимается в соответствии с текущими условиями и требованиями к конечному итогу.
Ручной и полуавтоматический способ с использованием аргона (AC/DC TIG, MIG)
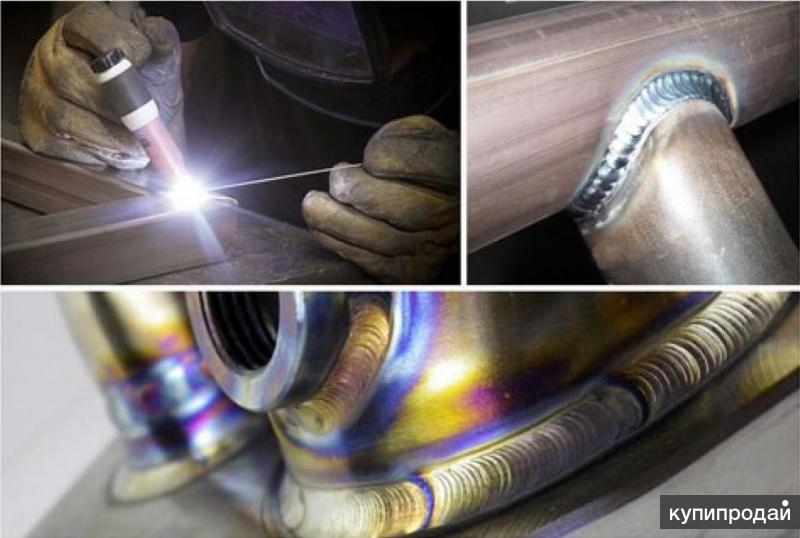
При ручном сваривании нержавейки используются вольфрамовые электроды. Благодаря подобной технологии даже в домашних условиях возможно получить качественное и надежное соединение, даже довольно тонких. Сваривание подобными электродами зачастую осуществляется труб из нержавеющей стали, которые транспортируют разнообразные газы или жидкости.
Метод обладает некоторыми нюансами.
- Для исключения попадания вольфрама (из электрода) в зону сварочной ванны дуга поджигается бесконтактным способом. Если на заготовке это провести невозможно, то дуга поджигается в стороне и не торопясь перемещается на свариваемые детали.
- Проводиться работа может на аппарате как с постоянным, так и переменным током.
- Режим выбирается в соответствии с толщиной заготовок. Сюда относится выбор толщины электрода из вольфрама, типа проволоки для присадки, род тока, скорость подачи защитной среды (газа) и скорость проведения работы.
- Важным моментом является то, что степень легирования проволоки для присадки должна быть больше, чем у свариваемой нержавейки.
- Во время сварки нельзя проводить колебательные движения электродом. В противном случае нарушается сварочная зона, а металл начинает окисляться.

Работая по подобной технологии возможно снизить расход электрода из вольфрама. Необходимо лишь после завершения сварки на протяжении секунд 15 не прекращать подачу защитного газа. Благодаря этому раскаленный электрод защищается от активных процессов окисления.
Полуавтоматическая сварка нержавеющей стали, по-большому счету, не отличается от ручной работы. Главным различием будет подача присадочной проволоки специальным оборудованием. Именно частичная автоматизация процесса позволяет увеличить точность сварки и скорость проведения работы.
Ручная дуговая
Является наиболее распространенным способом сваривания нержавеющей стали. Он не отличается высокой сложностью и доступен для выполнения в домашних условиях. Однако одновременно не позволяет добиться идеальных швов.
Для проведения работ потребуется инвертор. Чтобы качественно провести задуманную операцию с приемлемым качеством соединения необходимо приобрести специальные электроды для нержавейки. Их можно разделить на 2 вида:
- Имеющие рутиловое покрытие. Позволяют работать с постоянным током обратной полярности, формируют условия для незначительного разбрызгивания металла, поддерживают стабильное горение дуги.
- Имеющие покрытие из карбоната магния и кальция. Аналогично предыдущим работают с обратной полярностью на постоянном токе.
Для того, чтобы разобраться с каким рабочим элементом начинать работать следует обратиться к ГОСТ 10052-75. Именно в нем рассматриваются подобные расходники и определяется тип для определенного вида металла или сплава. Для правильного выбора потребуется определить тип нержавейки, с которой придется работать.
Именно в нем рассматриваются подобные расходники и определяется тип для определенного вида металла или сплава. Для правильного выбора потребуется определить тип нержавейки, с которой придется работать.
Полуавтоматическая в среде аргона
Нержавеющая сталь может свариваться и полуавтоматом. В общем процедура будет выглядеть более изящной и позволять отлично сваривать детали любых толщин. В качестве источника тока может выступать инвертор или выпрямитель с постоянным напряжением. Масса будет размещаться на деталях, а плюсовой контакт – на специальной горелке.
Горелка представляет собой устройство, которое одновременно осуществляет подачу в рабочую зону сварочного тока и защитного газа. Присадочным материалом выступает специальная проволока, подающаяся в автоматическом режиме.
Важной особенностью является то, что присадочная проволока должна быть из такого же материала, как и свариваемые элементы. Сечение и скорость подачи определяются в зависимости от толщин деталей и их размещения в пространстве. Для комфортной работы рекомендуется использовать следующие значения:
Сечение и скорость подачи определяются в зависимости от толщин деталей и их размещения в пространстве. Для комфортной работы рекомендуется использовать следующие значения:
В промышленных условиях при необходимости создания особо прочного шва, стойкому к химически агрессивному воздействию, применяется порошковая проволока. Она обладает трубчатым сечением, а внутри размещается флюс, с помощью которого дополнительно защищается зона сваривания. После того, как наложение шва окончено, застывший флюс образует защитную поверхность.
Стоимость полуавтоматических аппаратов выше, чем инверторов. При этом потребуется дополнительное оборудование (баллон с газом, редуктор, шланги) и навыки работы с ним. Однако подобная технология работы позволяет увеличить скорость сваривания и улучшить качество шва.
Холодное сваривание
Этот метод единственный, который не предполагает применение специальных аппаратов и устройств, а также нагрева деталей.
По своей сути, это разновидность двухкомпонентного клея со специальными присадками.
Холодную сварку в основном применяют во время ремонта трубок, емкостей из нержавеющей стали. Может использоваться как в сухих емкостях, так и заполненных жидкостью.
Производится в форме трубочки. Процесс применения очень прост: поверхность очищается от загрязнений и наносятся заметные царапины. Для улучшения сцепления поверхностей рекомендуется провести обезжиривание. От трубки отделяется небольшая часть, которая соответствует размеру образовавшегося отверстия или трещины. Далее необходимо размять кусочек в руках и разогреть его. После этого наносится в достаточном объеме на трещину. Следует обратить внимание на то, что наносить тонким слоем не стоит, так как после высыхания она может раскрошиться. Лучше разместить кусок с запасом по толщине. По завершению застывания нужно провести полировку.
Работа с холодной сваркой и нержавейкой имеет свою нюансы:
- Временный эффект. Материал можно использовать в качестве временного устранения в неотложном случае. Спустя определенное время произойдет разрушение состава и отверстия появятся вновь.
- Не эффективна с разнородными материалами.
- Не подойдет для соединения двух деталей. Прикладываемые нагрузки на швы будут критические и в итоге разрушать их.

Однако за счет низкой цены, малого расхода и простой технологии работы повышают удобство данного метода.
Сваривание разнородных металлов с нержавейкой
При необходимости соединения сварным швом разнородных сплавов следует учитывать физико-химические свойства каждого из них и подбирать соответствующие режимы работы и расходные элементы. Именно присущие свойства каждого металла будут передаваться швам, а если какая-либо составляющая будет выгорать, то характеристики станут передаваться неравномерно.
Разберем нюансы сварочного соединения в домашних условиях латунных, медных и титановых деталей.
Главной особенностью титана является то, что металл обладает высокой прочностью, стойкостью к агрессивным средам, жаростойкостью и пластичностью. В сварных швах титана с разнородными сплавами будет присутствовать водород. Это оказывает негативное воздействие и способствует растрескиванию, особенно если дополнительно включается азот.
В сварных швах титана с разнородными сплавами будет присутствовать водород. Это оказывает негативное воздействие и способствует растрескиванию, особенно если дополнительно включается азот.
Технология сварки титана с нержавейкой выглядит следующим образом:
- В соответствии с ГОСТ необходимо защитить место сваривания от насыщения газами и понижение уровня азота до 0,05%.
- Может использоваться дуговая сварка в защитном газе или точечная контактная. Промышленность задействует также лазерные сварочные аппараты.
- В качестве присадки применяется специальная проволока для соединения титановых деталей.
Соединение медных деталей с нержавеющей сталью также сопровождается техническими сложностями в связи с невысокой температурой плавления меди и ее высоким уровнем поглощения веществ в газообразных состояниях. Эти свойства значительно осложняют проведение сваривания толстых медных деталей обычными электродами даже с использованием защитных газов.
Наиболее перспективным способом будет использование вольфрамовых электродов в аргоновой среде. Однако в отдельных случаях медную проволоку можно использовать в качестве присадки, так как она способствует улучшению качества сварных швов. Иногда можно вместо аргона применять азот. Правда в этом случае вольфрамовый электрод расходуется быстрее, что снижает экономическую целесообразность использование азота. Наибольшая эффективность достигается при совместном использовании вольфрамовых электрод в аргоновой среде, а в азотной – графитовых.
Однако в отдельных случаях медную проволоку можно использовать в качестве присадки, так как она способствует улучшению качества сварных швов. Иногда можно вместо аргона применять азот. Правда в этом случае вольфрамовый электрод расходуется быстрее, что снижает экономическую целесообразность использование азота. Наибольшая эффективность достигается при совместном использовании вольфрамовых электрод в аргоновой среде, а в азотной – графитовых.
Процесс сварки латуни с нержавейкой весьма затруднен. Латунь обладает значительным количеством цинка, снижающего прочность соединений с любыми разнородными сплавами. Прочность соединения минимальна. В этом случае целесообразнее проводить пайку. Нержавеющая сталь с латунными деталями может соединяться с помощью легкоплавких припоев, но их расход будет чувствительным. При этом образовавшееся соединение не будет иметь свойств, присущих латуни, поэтому будет обладать достаточной прочностью.
Как исключить дефекты при сварке
Процедура сваривания нержавейки обладает своими особенностями. Без их учета и проработки могут возникать определенные дефекты на сварных швах и отрицательные свойства. Например, спустя определенное время в определенных точках вокруг швов могут возникать очаги «ножевой» коррозии.
Без их учета и проработки могут возникать определенные дефекты на сварных швах и отрицательные свойства. Например, спустя определенное время в определенных точках вокруг швов могут возникать очаги «ножевой» коррозии.
Итогом воздействия повышенной температуры становится возникновение горячих трещин. Они формируются из-за того, что сварные швы обладают аустенитной структурой. Хрупкость швов объясняется продолжительным влиянием повышенных температур и стигматации.
Для исключения возникновения горячих трещин используется специальные присадочный материал, добавляющий шву прочности. В этом случае процентное содержание феррита в сплаве будет составлять не менее 2%. Для этих же целей используется дуговая сварка и малую длину дуги. Не нужно кратер сварочной ванны выводить на основную плоскость металла.
Автоматический сварочный процесс целесообразно проводить при небольшой скорости. Оптимально провести работу с меньшим количеством подходов. Благодаря повышению скорости и работе с короткой дугой значительно снижается риск возникновения деформации, а также достигается экономия на материале. Максимальная скорость сваривания нержавеющей стали способствует увеличению стойкости к коррозийным явлениям.
Максимальная скорость сваривания нержавеющей стали способствует увеличению стойкости к коррозийным явлениям.
Представленные видео помогут разобраться с самыми актуальными способами сваривания нержавеющей стали: при помощи электродов и инвертора и инвертором с защитным газом – аргоном. Исходя из планируемого конечного результата, вы обязательно подберете оптимальный для себя.
доступные способы сваривать, чем лучше, как дома, чем тонкую
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.

Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:

- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Необходимые меры предосторожности
При выборе любой технологии сварки соблюдают следующие правила безопасности:
- Нельзя применять неисправные аппараты. Основные блоки оборудования проверяют перед началом работы. Провода не должны иметь повреждений. При необходимости кабели заменяют.
- Для работы подходят только новые электроды с неповрежденным покрытием. Использование треснутых стержней недопустимо.
- Рабочее место обустраивают заранее. Из зоны сварки убирают легковоспламеняющиеся жидкости и материалы, посторонние предметы, способные затруднять процесс.
- При работе применяют сварочную маску, специальный костюм, перчатки, кирзовые сапоги. Возле оборудования стелют диэлектрический коврик, исключающий вероятность поражения человека током.
- Помещение снабжают мощной вентиляционной системой.
- Работу ведут на специальном столе. Не рекомендуется держать детали на весу.
- При использовании инертного газа или кислорода на сварочном столе не должно быть следов масел.
/5000bed0a5d4e58.ru.s.siteapi.org/img/bf9fa9e25a5b8d1ee121043eeceb2f62a0ee61ac.jpg)
Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.

Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.

Читать также: Какой провод нужен для заземления частного дома
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.
Технология и правила работы
Правильный выбор метода сварки черного металла с нержавейкой помогает получить прочное долговечное соединение.
Подходящие режимы
Для соединения деталей из разнородных материалов чаще всего применяют следующие технологии:
- электродуговую сварку с плавкими электродами;
- работу в аргоновой среде с неплавкими вольфрамовыми стержнями и присадочной проволокой или без таковой.

Для получения качественного шва электродуговым способом применяют электроды для сварки нержавейки.
Аргонодуговой метод подразумевает использование проволоки из стали с легирующими добавками: никелем, хромом, марганцем. Шовный материал должен содержать больше нержавейки, рекомендуемая концентрация этого металла – 40-60%.
Электроды для сварки нержавейки и их классификация
От правильности выбора стержней зависит стабильность сварочной дуги, качество получаемого шва. Для работы с черметом и нержавейкой применяют переходные электроды следующих марок:
- ОЗЛ-25Б, используемые для сварки деталей из жаропрочных сталей;
- НИАТ-5, применяемые для работы с аустенитными материалами;
- ЦТ-28, предназначенные для сварки содержащих никель сплавов;
- Э50Ф, применяемые для работы с термостойкими металлами.
Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами
При силе тока до 60 А используют стержни толщиной 2 мм.
 Если значение достигает 80 А, диаметр электрода должен составлять 3 мм.
Если значение достигает 80 А, диаметр электрода должен составлять 3 мм.Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
 Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Завершающий этап
Качество соединения проверяют до зачистки нержавейки после сварки. Если нет трещин, приступают к удалению окалины, сажи, чтобы на металле образовался оксидный слой. Это делают двумя способами:
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.

После обработки рабочей зоны на шов накладывают пассивирующий слой.
Самостоятельный монтаж или ремонт металлоизделий из нержавейки требует определенной квалификации от сварщика. Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63. 20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине. Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая. Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая. Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.

Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
 Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.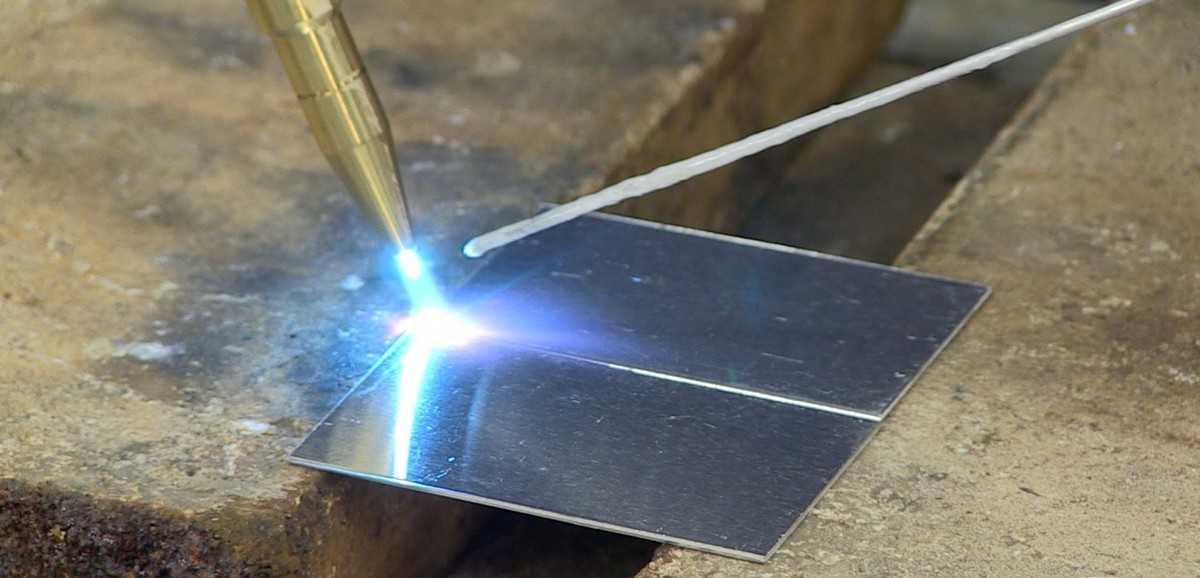
Электроды ММА для нержавеющих сталей
Вопрос №2. В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется. Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3 Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали. Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами. В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Среди множества сталей, по некоторым данным их общее количество насчитывает около 600 наименований, особняком стоят нержавеющие (коррозионностойкие). Состав этих сталей позволяет их использовать в различных условиях эксплуатации, например, на морском воздухе или в химически агрессивных средах.
Из нержавейки производят трубопроводную арматуру, емкости, в том числе, работающие под давлением и многие другие детали и агрегаты. Для соединения между собой частей трубопровода устанавливают разъемное или неразъемное соединение. Для первого типа востребованы фланцы, муфты и пр. Для создания неразъемных соединений (стыков) используют сварку.
Надо понимать, что наличие в составе нержавеющих сталей различных элементов, предъявляет особые требования к способу соединения и материалов для этого используемых.
Читать также: Как убрать супер клей с кожи рук
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Почему важно использовать специальные электроды для сварки нержавейки
Нержавейка, с момента ее появления на рынке металлов широко используется для производства деталей и сборочных единиц, которые применяют в различных отраслях. Популярность нержавейки обусловлена не только ее стойкостью к воздействию коррозии, но и рядом других свойств. К ним можно отнести, высокие прочностные параметры, внешний вид, длительность эксплуатации. Но сплавы этого класс обладают одним существенным недостатком – плохая свариваемость. Надо сказать, что такой недостаток существенно осложняет работу с нержавейкой. Она обусловлена рядом причин, в частности:
Она обусловлена рядом причин, в частности:
- Нержавеющие сплавы имеют низкую теплопроводность. Этот показатель в два раза меньше, чем у традиционных углеродистых сталей. Именно поэтому, во время выполнения сварочных работ этот материал хуже отводит излишнее тепло, возникающее в процессе работы. Такое явление привело к тому, что для уменьшения тепла, используют сварочный ток на 15-20% меньший, чем тот, который необходим для сварки черных сплавов.
- Во время соединения изделий из нержавеющей стали с большой массой между заготовками необходимо оставлять довольно большой зазор. Если это требование проигнорировать, то в металле, который расположен рядом со швом будут появляться трещины микроскопического размера. Их наличие приведет к тому, что будет снижено качество соединения, в том числе и его надежность.
- При сварке нержавеющей стали, в зоне шва образуется зона высокого электрического соединения. Соответственно это приводит к сильному нагреву инструмента. Именно это и определило то, что для выполнения сварочных работ необходимо использовать специальные расходные материалы по нержавейке, предназначенные для работы с такими сталями. Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
 Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются:
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.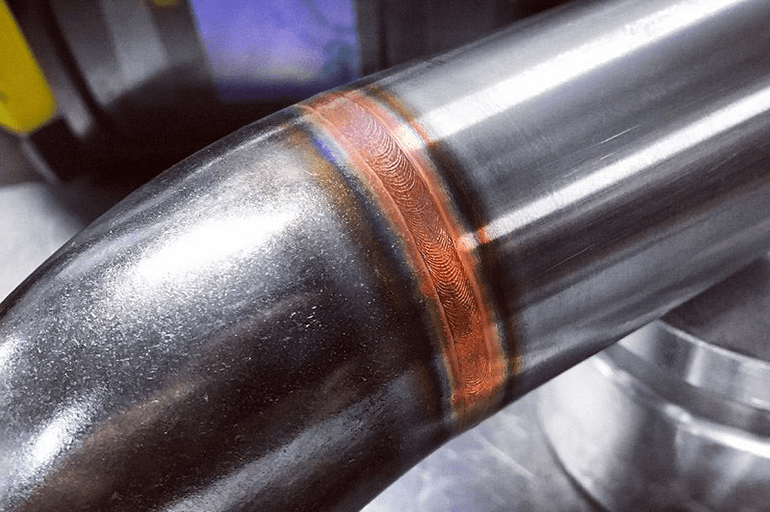
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
- короткой дугой;
- со струйным переносом;
- импульсной.
Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Электроды по нержавейке, в чем особенности
При выполнении работ с заготовками, произведенными из нержавеющих сталей необходимо не только правильно выбрать электроды, но и квалифицированно использовать сварочное оборудование, в частности, подобрать рабочий ток, определить расход газа и пр.
Электроды для сварки нержавейки
Нарушение некоторых технологических правил приводит к такому явлению как межкристаллическая коррозия. Она снижает стойкость к коррозии шва и расположенного рядом металла. Кроме того, по достижении определенной температуры в структуре начинают образовываться карбиды хрома и железа. Они придают металлу излишнюю хрупкость и снижают его антикоррозионные характеристики.
Электроды для нержавейки помогают избежать этого явления, и при их правильном использовании качество шва будет отвечать всем техническим требованиям.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
Он определяется видом металла. По основным свойства нержавейка классифицируется на:
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.

На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
Особенности сварки разнородных сталей
Черный металл и нержавейка обладают разными химическими составами, физическими свойствами. Процесс сварки деталей из разнородных материалов сопряжен со следующими трудностями:
- Сварной шов является самым слабым местом металлоконструкции. Это объясняется разницей в коэффициентах линейного расширения. После затвердевания расплава сохраняется внутреннее напряжение, снижающее устойчивость соединения к нагрузкам.
- Стык проплавляется неравномерно, что связано с разницей в показателях теплопроводности. Это отрицательно отражается на прочности сварного шва.
- Атомы углерода мигрируют, ухудшая антикоррозионные свойства металла. Шов быстро покрывается ржавчиной и разрушается.
 Шов быстро покрывается ржавчиной и разрушается.
Шов быстро покрывается ржавчиной и разрушается.Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Популярные производители электродов и выбор прочего оборудования
Многие компании предлагают сварщикам широкий ассортимент электродов, применяемых при сварке разнородных металлов. Ведущими производителями стержней считаются:
- ESAB;
- «Лосиноостровский завод электродов»;
- «Кировская электродная фабрика»;
- Quattro Elementi;
- «Спецэлектрод»;
- Lincoln Electric.
Электроды для сварки нержавеющей стали 12×18н10т
Сталь 12×18Н10Т относят к материалам аустенитного типа. Эту сталь широко применяют для изготовления оборудования пищевой и фармацевтической промышленности.
Для соединения заготовок из этой стали применяют следующие типы изделий:
- ЦЛ-9, сварку с его применением можно выполнять во всех пространственных положениях.
- ОК 61.30, обеспечивают качество шва, самоотслаивание шлака.
Какими электродами варить нержавейку 1 мм
Один из самых сложных процессов в сварочных процессах – это обработка деталей с тонкими стенками. Это обусловлено тем, что:
- Излишнее тепло, выделяемое при сварке, может привести к образованию отверстия.
- Высокая температура может привести к деформации поверхности.
- Электрическая дуга, которая используется при обработке тонкостенных деталей, имеет небольшой размер. Даже небольшой отрыв ее от поверхности обрабатываемых заготовок может привести к ее отключения.
Читать также: Как выбрать паз в доске циркуляркой
Сварка стали 1мм
Все вышеназванные сложности существенно осложняют работу сварщика. Помочь в устранении этих проблем может оказать правильный выбор сварочного материала. Например:
- ОК 63.34 – можно отнести к универсальным электродам, их можно использовать для работы с заготовками разной толщины.
- ОК 63.20 – их применяют для обработки труб и тонкостенного материала.
Популярные электроды для сварки нержавейки
К самым популярным электродам для нержавейки относят те, которые выпускают ведущие мировые производители. Использование брендовых изделий гарантирует получение качественного сварного шва.
Эта шведская компания признанный лидер в разработке и изготовлении сварочного оборудования и расходных материалов, применяемого для работы с металлами разных типов.
На ее предприятиях производят такие марки как:
- ОК 61.35 – их применяют для сварки особо ответственных конструкций, например, трубопроводов, работающих под давлением.
- ОК 67.72 — электроды, применяемые для сварки разнородных металлов.
ЦЛ 11
Электроды этой марки применяют для работы с такими сплавами как — 09×18Н12Т, 12×18Н10Т, ×14Г14Н3Т и их аналогами.
Ключевое достоинство этого расходного материала заключается в том, что шов, выполненный с этим электродом с успехом, противостоит межкристаллической коррозии.
МОНОЛИТ
Эта отечественная компания, которая выпускает электроды, применяемые для сварки углеродистых и нержавеющих сталей.
Электроды, выпускаемые под этой маркой, применяют как для работы с углеродистой, так и с нержавеющей сталью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Среди всех разновидностей, сварка нержавейки выделяется особым образом. Дело в том, что при обыкновенном процессе ванная с раскаленным металлом получается в меру вязкой, что обеспечивает четкое формирование шва. Это также позволяет относительно легко делать вертикальные и потолочные швы. Но когда в дело вступает нержавеющая сталь, то здесь возникает ряд нюансов. Ведь ванна получается очень текучей, словно в ней находится вода. Это создает сложности не только при формировании потолочных и вертикальных швов, когда металл попросту стекает с поверхности, но и обыкновенных. Даже когда идет сварка нержавейки переменным током в горизонтальном положении, то есть большой риск, что все будет растекаться. Здесь требуются четкие и аккуратные движения, чтобы сформировать качественный шов.
Из-за повышенной текучести возникает сложность формирования сварочных «чешуек» на шве, поэтому, перед тем как варить нержавейку электродом, следует набраться опыта в этом деле.
Полезные рекомендации
Опытные сварщики дают начинающим мастерам следующие советы:
- При сварке разнородных металлов желательно применять расходники, содержащие никель. Перед началом работы стержни прокаливают в течение часа.
- Сварочный аппарат должен выдавать постоянный ток.
- Нельзя пропускать этап предварительной обработки деталей. При наличии грязи или ржавчины шов становится хрупким.
- При газовой сварке нельзя использовать принудительные методы охлаждения. Деталь должна остывать естественным путем.
- Нанесение флюса способствует повышению прочности соединения.
- Наконечники неплавких электродов нужно регулярно затачивать.
- При сварке стараются захватывать как можно больше черного металла. Это помогает установить прочную молекулярную связь.
- Электрод нужно вести медленно и аккуратно.
Соблюдение рекомендаций помогает быстро освоить методы сварки деталей из разнородных металлов.
Способы сварки
Существует несколько способов, как варить нержавеющую сталь электросваркой. Заключаются они в применении различных инструментов и дополнительных расходных материалов. В качестве основных, которые используются как в домашних, так и в промышленных условиях, можно выделить три:
- Сварка с помощью нержавеющих электродов с покрытием, которая является универсальной и может использоваться практически в любой сфере. В данном случае, электрод образует материал для шва.
- Сваривание с помощью вольфрамового электрода с помощью защитного газа аргона. Здесь используется неплавкий электрод, который расплавляет металл самой заготовки, что и служит основным материалом для образования шва.
- Электродуговая аргонная сварка, в которой используется вместо электрода нержавеющая проволока. Проволока поставляется без покрытия, а его функции выполняет защитный газ аргон.
Контроль за сварными соединениями
Для оценки прочности соединения между железом и нержавеющей сталью применяют следующие способы:
- Обработка шва керосином. Если жидкость проступает с обратной стороны, соединение является некачественным.
- Использование ацетона. Его наносят также, как керосин. Появляющиеся на изнаночной стороне капли свидетельствуют о наличии сквозных дефектов.
- Гидравлический метод. Применяется в промышленных условиях. После подачи воды под давлением осматривают соединение.
- Ультразвуковые методы. Применяются при предъявлении высоких требований к качеству металлоконструкций.
Сварка нержавейки электродом обычным
Главная » Статьи » Сварка нержавейки электродом обычным
Как варить нержавейку простым электродом — фото, видео, личный опыт
Понятное дело, что профессионалы скажут, что не стоит варить нержавейку «черным» электродом. Ни иногда в жизни бывают ситуации, когда требования к изделию не так уж высоки, а искать электроды по нержавейке нет времени. Как показал продемонстрированный ниже эксперимент, вполне можно заварить даже «на воду» емкость из нержавки простым электродом.
Что мы имели: лопнувший из-за закипания теплообменник банной печи «Термофор», инвертор сварочный Elitech, электроды АНО-4 диаметром 3мм. Вода с системе бани течет самотеком, давления нет. А лопнул теплообменник из-за замершей пробки в трубе. Было решено заварить и заодно проверить вопрос сварки нержавеющей стали ржавеющим электродом на личном опыте. Тем более, что поиски по интернету показали, что профессионалы и знатоки называют единственным минусом то, что шов заржавеет. В данном случае это совсем не страшно.
Вот эта трещина крупным планом.
Выставляем ток на 60.
Варим двумя проходами.
Шов с отбитым шлаком. Чуток поточил шов болгаркой, посмотреть какой он внутри.
А вот и видео.
Стоит также в заключение добавить, что баня работает, теплообменник исправно исполняет свою функцию, ничего не течет, вода греется. Если требования к сварному шву не критичны, то вполне можно варить.
kovka-svarka.net
Сварка нержавейки (нержавеющей стали) штучным электродом с применением инвертора (РДС метод) | Тиберис
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.
Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Таблица 1.
| Толщина свариваемого металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-10 | 12-15 | 15-18 |
| Рекомендованные значения сварочного тока, А | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
| Диаметр сварочного электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и более |
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки — аустенитных сталей представлены в таблице.
Таблица 2.
| Марка стали | Условия работы | Марка электрода | Тип электрода | Содержание α фазы (%) и структура шва |
| Жаропрочные стали | ||||
Х25Н38ВТ ХН75МБТЮ | Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная |
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 | Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность | ОЗЛ ОЗЛ-9-1 | Э-12Х24Н14С2 Э-28Х24Н16Г6 | 3-10 % Аустенитно- карбидная |
| Коррозионно-стойкие стали | ||||
| 08Х18Н10 | Агрессивные среды; стойкость к межкристаллитной коррозии | ЦЛ-11 | Э-04Х20Н9 | 2,5-7,0 |
12Х18Н10Т 08Х22Н6Т | Температура до 600оС; жидкие среды; стойкость к межкристаллитной коррозии | Л38М | Э 07Х20Н9 Э-08Х19Н10Г2Б Э-02Х10Н9Б | 3-5 |
10Х17НИМ2Т 08Х18Н19Б 08Х21Н6М2Т | Температура до 700 °С; стойкость к межкристаллитной коррозии | СЛ-28 | Э-08Х19Н10Г2МБ Э-09Х19Н10Г2М2Б | 4-5 |
| 10Х17Н13МЗТ | Стойкость к межкристаллитной коррозии | НЖ-13 | Э-09Х19НЮГ2М2Б | 4-8 |
| Жаростойкие стали | ||||
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 | Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность | ОЗЛ ОЗЛ-9-1 | Э-12Х24Н14С2 Э-28Х24Н16Г6 | 3-10 % Аустенитно- карбидная |
Х25Н38ВТ ХН75МБТЮ | Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная |
Какие электроды для сварки нержавейки необходимо использовать?
Для ручной дуговой сварки нержавеющей стали различают два основных типа электродов.
- с основным покрытием (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2) которые применяются лишь на постоянном токе на обратной полярности («+» на электроде), где основным покрытием наиболее часто выступают карбонаты кальция и магния;
- с рутиловым покрытием (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0) в основном из двуокиси титана, которые используются, если требуется сваривать на переменном токе и постоянном токе обратной полярности. Они обеспечивают стабильность горения дуги и уменьшают количество брызг при сварке.
Ответ на вопрос, какими электродами варить нержавейку, зависит от того, какой именно вид стали необходимо сваривать. В таблице 2 приведены оптимальные марки электродов в зависимости от типа и марки свариваемого металла.
Какие модели сварочных аппаратов лучше всего подойдут для сварки нержавейки?
Выбирая инвертор для РДС, необходимо учесть следующие моменты:
- Рабочий диапазон температур (поскольку некоторые модели не способны функционировать при низких температурах в условиях открытого воздуха).
- Мощность и сила сварочного тока агрегата. Для применения в быту достаточно инвертора, который выдает на выходе 180А. Более 200А выдают уже более профессиональные сварочники.
- Возможные отклонения не менее ± 20% напряжения сети от номинального параметра без вреда качеству сварки.
Также важно наличие дополнительных функций, самые популярные из них: Hotstart, Arcforce, Antistick
На нашем сайте представлены современные сварочники известных производителей, успешно зарекомендовавших себя на рынке сварочного оборудования. В зависимости от требуемого напряжения можно выбрать:
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 220В,
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 380В.
В ассортименте Тиберис представлены бюджетные агрегаты, применимые для работы в домашних условиях.
И сложные многофункциональные установки премиум класса для профессиональной сварки.
Вывод: Выбор определенной модели сварочного инвертора зависит от имеющейся рабочей задачи, условий работы и финансовых возможностей исполнителя. В Тиберис вы без труда подберете тот аппарат, который устроит по всем параметрам.
Особенности сварки нержавейки электродом при помощи ручной дуговой сварки
Каждый, кто не сталкивался с таким способом сварки, спрашивает, как варить нержавейку электродом. Принцип сваривания нержавейки электросваркой состоит в том, что возбуждение дуги происходит между электродом и плоскостью свариваемого изделия.
- К свариваемой поверхности необходимо прикрепить кабель массы (-), который выходит из сварочного аппарата.
- Второй кабель (+) с электродом нужно приблизить к свариваемой поверхности, вследствие чего, образуется сварочная дуга.
- Для надежности процесса стоит помнить, что оптимальное расстояние между кончиком электрода (который необходимо так же правильно выбрать в соответствии с толщиной металла) и свариваемым элементом находится в пределах от 2 до 6 мм. За счет влияния высоких температур происходит проплавление металла, а затем заполняется образуемая во время воздействия дуги на поверхность свариваемого металла канавка.
- Электрод в ходе сваривания должен находиться под правильным углом. Это обеспечит контроль над сварочным процессом. Угол наклона должен составлять приблизительно 80 градусов. Наклон должен осуществляться к дуге. Дуга возникает из-за того, что электрод касается поверхности свариваемого металла или же за счет ударов со средней силой по свариваемой поверхности.
- Силу тока тоже подбирать нужно правильно. Несоответствие этой величины толщине металла не приведут к положительному результату. При слабой силе тока электрод будет постоянно затухать, и процесс сварки окажется не эффективным. При излишне высокой силе тока металл будет прожигаться. Рекомендуемые значения этого параметра приведены в таблице 1.
Вывод: Процесс ММА сварки не особенно сложен, хотя и требует определенной внимательности от исполнителя.
Обработка нержавейки после сварки инвертором
После сварки нержавейку необходимо обработать. Игнорирование подобных манипуляций способно привести к отрицательным последствиям: возникновению коррозии и снижению качества изделия.
Технология обработки изделий из нержавейки после ММА сварки включает:
- механическую зачистку сварного шва, такая операция улучшает внешний вид изделия и выполняется жесткими щетками из стали;
- пескоструйную обработку, после которой шов смотрится еще более эстетично;
- шлифование, позволяющее добиться однородности и гладкости поверхности шва. Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Но все подобные мероприятия являются лишь предварительной обработкой изделия, так как влияют только на внешний вид детали. Для надежной защиты места сварки от разрушения, необходимо прибегнуть к пассивации и травлению.
Пассивацией называют нанесение на место сварки специального вещества, под влиянием которого на металлической поверхности появляется защитная пленка из оксида хрома.
Травление представляет собой обработку места сварки химически активными средствами (специальными жидкостями либо кислотами). Кислоты разрушают окалину, которая способна вызвать возникновение ржавчины.
Только после осуществления химической обработки зона сварки надежно противостоит коррозийным процессам.
Вывод: Обработка шва после сварки повысит качество проделанной работы и продлит долговечность свариваемой детали, снизив риск появления коррозии.
Смотрите также:
www.tiberis.ru
Сварка нержавеющей стали электродом
Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является — сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
— Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом — инвертором.
— Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
Вольфрамовые прутки для сварки
— Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
| Толщина металла, мм | Род тока | Сила тока,А | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Напряжение, В | Расход аргона, л/мин |
| 1 | Постоянный | 30..60 | 2 или 1,6 | 12 – 28 | 11…15 | 2,5…3 |
| 1 | Переменный | 35…75 | 2 или 1,6 | 15 – 33 | 12…16 | 2,5…3 |
| 1,5 | Постоянный | 40. .75 | 2 или 1,6 | 9 – 19 | 11…15 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 2 или 1,6 | 1 — 14 | 12…16 | 2,5…3 |
| 4 | Постоянный | 85…130 | 4 или 2,5 | — | 11…15 | 10 |
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
svarkaed.ru
Инверторная сварка по нержавейке — особенности работы с материалом
18.01.2017
Сварка нержавеющей стали – процесс, требующий определенных навыков. Особенности материала могут поставить в тупик даже опытного сварщика, привыкшего работать с традиционными материалами. Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Особенности нержавеющей стали, влияющие на процессы сварки
Для придания стали антикоррозийных свойств, материал легируется. В качестве добавочных присадок применяется проверенный материал, имеющий 100% устойчивость к ржавчине – хром.
Массовая доля этого материала в сплаве может достигать 1/5 части.
Кроме того, в состав качественной нержавейки добавляется никель, молибден и другие материалы, осложняющие образование классической сварочной дуги.
Какие факторы осложняют сварочный процесс:
- Нержавеющая сталь имеет слабую теплопроводность. В сравнении с обычным составом, этот показатель ниже на 50%. Поэтому следует уменьшить ток на 15%-25%. Это непривычно для сварщика.
- При нагреве железо и хром вступают в химическую реакцию, в результате чего выделяется большое количество карбида. Если не охлаждать зону сварки, железная часть сплава полностью теряет стойкость к коррозии. Причем это не сплошная поверхность, покрытая ржавчиной, а межкристаллическое окисление. Коррозия проникает внутрь, полностью разрушая изделие.
- Избыточное расширение при нагреве. При сварке тонкой нержавейки, изделие покрывается волнами, которые невозможно устранить. Заготовки большой толщины могут расшириться настолько, что конструкция деформируется. Поэтому требуется обеспечить зазор между деталями.
- Рекомендуется присадочная проволока для сварки, выполненная из нержавейки. Если зазор слишком велик – могут образоваться пустоты внутри шва.
- При высоком содержании титана (в качестве легирующего материала), нержавейку лучше варить рутиловыми электродами. В состав обмазки входит двуокись титана, снижающая разбрызгивание металла.
Сварка нержавейки в домашних условиях с помощью инвертора
Поскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия.
- Сварка короткой дугой. Наиболее щадящий режим для листовой нержавейки, однако, требует большого опыта
- Импульсная сварка полуавтоматом. Каждый импульс тока сопровождается дискретной подачей проволоки. За один импульс образуется одна капля. Края листа не успевают покоробиться от температуры, а шов получается ровным, и практически не требует после сварочной обработки.
Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа.
Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично.
Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться.
Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом.
Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт.
Сварка нержавейки электродом в домашних условиях
Полуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный недорогой инвертор.
Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий:
- Ни в коем случае не перегревать место шва и всю заготовку. Надо стараться не выходить за температуру 200°С
- Можно использовать толстые медные пластины для теплоотвода
- Сварка производится малыми токами, короткой дугой и без колебательных движений
- Если вы работаете с материалом большой толщины, с разделкой шва – необходимо варить в несколько непродолжительных проходов
- Тщательная зачистка заготовок стальной щеткой перед началом работ
- Электроды обязательно прокаливаются, в соответствии с инструкцией
- Сразу после зачистки шва, его необходимо обработать травильной пастой. Иначе межкристальная коррозия неизбежна.
Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки.
Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока.
Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию.
Шлифовка после сварки
Если вы изготавливаете утилитарное изделие (бак для воды, канистру, трубопровод) придание «товарного вида» после сварки необязательно.
Достаточно удалить черные шлаки и провести элементарную шлифовку.
Шлаки удаляются с помощью травильной пасты или кислоты. Чтобы кислота не стекала по поверхности, не нуждающейся в обработке – ее необходимо загустить.
Например – деревянными опилками. Затем растворенный шлак обильно промывается проточной водой, а место сварки насухо вытирается.
Шлифовка производится стандартными средствами – абразивными кругами. Никакой технологии нет, просто зачищаете поверхность до ровного слоя. Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Полировка нержавейки после сварки
Другое дело, если вы варите декоративную деталь, где требуется эстетичный внешний вид. Место сварки шлифуется несколькими кругами от крупнозернистого до «бархатного», для выведения шва. Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Вывод: Сварка нержавеющей стали относится к трудоемким операциям. Однако при наличии опыта и правильных расходных материалов, варить нержавейку можно даже в домашних условиях и самым обычным инвертором.
Инверторная сварка по нержавейке — особенности работы с материалом Ссылка на основную публикацию
obinstrumente. ru
как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Как варить нержавейку самостоятельно?
Любой из способов сварки деталей из высокоуглеродистых сталей подходит для соединения нержавейки в домашних условиях, но прочность в каждом случае будет разной. Наиболее популярным остается «союз» инвертора и электрода — ММА.
Оборудование, материалы, инструменты и защита
Подобная (созидательная) работа всегда подразумевает отдельный этап — подготовку всех элементов, аппаратуры и инструментов. Так как варить нержавейку достаточно сложно, то набор для этой работы потребуется большой. В него входит:
- Инверторный аппарат — прибор компактный и максимально эффективный. Кабель для подключения инвертора к электросети.
- Присадочные материалы. К ним относятся электроды, соответствующие классу нержавеющей стали. Если выбран вариант с аргоном, то потребуется баллон с газом, шланги для его подачи, газовая горелка.
- Инструменты для подготовки нержавейки. Это болгарка с шлифовальными кругами для этого вида металла, щетки (тоже именно для него), а также приспособления для надежной фиксации элементов будущей конструкции.
- Сварочные кабели, предназначенные для подачи тока в рабочую зону: это кабель «массы» (клеммы заземления) и кабель электродержателя. Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.
К обязательной экипировке сварщика относится:
- защитный костюм, или плотная одежда, которая предотвратит контакт кожи с расплавленным металлом, защитит от высокой температуры;
- перчатки, краги, маска, обязательно с темным стеклом;
- ботинки из толстой кожи с такой же подошвой.
После завершения основной работы мастеру не помешают очки, которые предохранят глаза от «скачущего» шлака. Сварка — операция, которая делится на три отдельных процесса. Это подготовка, сама сварка и завершение работы.
Подготовка нержавеющей стали
Этот этап, состоящий из нескольких операций необходим любому материалу. Если говорить о «главной героине», то перед тем как варить нержавейку, мастеру нужно:
- очистить соединяемые участки деталей — от загрязнений и оксидного слоя: для этого используют металлическую щетку, напильник, наждачную бумагу или инструмент со шлифовальными насадками;
- подготовить к операции кромки: если толщина заготовок больше 4 мм, то их разделывают болгаркой, либо спиливают под углом;
- предварительно нагреть элементы, чья толщина более 7 мм, температура зависит о марки материала;
- уложить детали, соблюдая необходимый зазор между ними, его размер находят в справочнике;
- сделать прихватки — короткие (точечные) швы, предотвращающие деформацию изделия.
Вместо механической очистки металла можно использовать химический метод. Как правило, в этом случае выбирают серную или соляную кислоту. Обработанные поверхности тщательно промывают. Перед началом сварки требуется обезжирить участки ацетоном либо авиационным бензином. После проведения всех подготовительных мероприятий можно начинать основную работу.
Сверка нержавеющей стали
Соединение деталей из нержавеющей стали выполняют так:
- Сначала подключают инвертор, создавая обратную полярность: кабель «массы» подключают на минус, кабель держателя на плюс. Такой метод позволяет снизить температуру плавления металла, а значит, дает возможность избежать прожога материала.
- После надежной фиксации заготовок выполняют предварительный этап — создают прихваточные швы. Их длина и шаг зависит от нескольких факторов — от толщины металла заготовок, от протяженности будущего соединения.
Если толщина зоны соединения большая (свыше 7 мм), то сначала ее разогревают до 150°, затем активизируют электрод, поджигая дугу. Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Завершающий этап
Он сводится к освобождению места соединения от образовавшегося шлака, окалины.Первую помеху удаляют небольшим (шлакоотбойным) молотком. После освобождения шва от несовершенств обязательно проверяют качество работы. Если «непровары» все-таки обнаруживают, то стыки вырезают, а сварку повторяют. Окончательную зачистку шва производят металлической щеткой, доводочным кругом, шлифовальным валиком и т. д.
Работа со сварочным оборудованием совсем не проста. Еще труднее операция с нержавеющей сталью, а рассказать о ней с помощью букв нереально. Ошибки неминуемы, поэтому только многочисленные тренировки на «подопытном» материале, а также советы мастеров помогут понять, а затем досконально изучить технологию.
Чтобы увидеть и узнать, как варить нержавейку правильно, лучше всего уделить немного времени популярному видео:
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм. , необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Другие марки смотрите в разделах для коррозионностойких высокопрочных сталей и для коррозионностойких кислотостойких сталей.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67. 42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Классификация нержавеющих сталей
Процесс сварки нержавейки считается более сложным, чем сварка обычных стальных изделий. Это связано с уникальной микроструктурой металла, которая зависит от преобладающей кристаллической фазы. Наличие того или иного компонента приводит к разной реакции на термообработку, поэтому выбор способа сваривания во многом зависит от класса материала.
- Аустенитный класс. В таком сплаве основной фазой выступает аустенит. Дополнительными элементами обычно являются хром (до 20%) и никель (до 10%). Хром способствует антикоррозийности, а никель – пластичности, что позволяет применять данный материал в машиностроении. При термообработке аустенитные сплавы не теряют своих характеристик, поэтому хорошо переносят сварочный процесс.
- Ферритный класс. Основной фазой в этом случае является феррит. Добавление хрома придает изделию антикоррозионные свойства, однако, в отличие от аустенитного, ферритный сплав не обладает большой гибкостью. Главной особенностью ферритов является повышенная устойчивость к агрессивным средам, поэтому такой материал часто используют в химической промышленности. Вместе с тем, устойчивость к сверхвысоким температурам делает его неудобным для сварки.
- Мартенситный класс. Наличие в качестве основной фазы мартенсита придает металлу повышенную твердость. Мартенситный сплав в основном применяют для изготовления работающих на износ деталей и режущих инструментов (ножей). В то же время, материал является довольно хрупким, это нужно учитывать во время его обработки и эксплуатации.
Читать также: Точилка для ножниц своими руками
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
чем и как варить в домашних условиях, способы и особенности
Сварка нержавеющей стали — занятие, требующее определенных навыков и знания теоретических основ. Если у вас нет опыта со сваркой обычной низколегированной стали, то за нержавейку браться не стоит, даже на полуавтомате. Особенности металла непременно дадут о себе знать. Но это совершенно не значит, что сварка нержавейки в домашних условиях невозможна.
Как и любой металл, нержавеющая сталь сваривается плавлением, причем некоторые марки поддаются сварке довольно беспроблемно. Для сварки применяются практически все известные способы — сварка покрытым электродом, в аргоновой атмосфере вольфрамом и полуавтоматом. Если на обычной стали эти методы освоены, то можно переходить к нержавейке.
Особенности сварки деталей из нержавеющей стали
Сначала о том, можно ли варить легированный металл как черный. Да, ММА, TIG MIG – все эти способы актуальны. Но при сварке нержавеющей стали нужно учитывать некоторые особенности сплавов:
- высокий коэффициент термического расширения, складывать детали из нержавеющей стали нужно с зазором;
- высокая теплопроводность нержавейки, чтобы не создавать большую температуру в рабочей зоне, заготовки с содержанием углерода меньше 0,2%, предварительно прогревают, сварочный ток снижают на 20%;
- высокое сопротивление нержавеющих сталей, металл быстро нагревается, поэтому для сварочных работ подбирают специальные электроды длиной 35 см;
- при нагреве хромоникелевой нержавейки образуются термостойкие пленки оксидов легирующих элементов, процесс сварки из-за этого затрудняется, рабочую зону необходимо охлаждать.
Варить нержавейку в домашних условиях нужно, учитывая особенностей стали, иначе соединение получится некачественным.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
- Аустенитную;
- Мартенситную;
- Ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Подготовительные работы
Чтобы правильно сварить нержавейку, перед проведением работ требуется провести ряд работ:
- заготовки предварительно очищают от грязи, пыли, снимают с поверхности оксидный слой до металлического блеска щеткой, мелким напильником или наждачной бумагой;
- кромки толще 4 мм разделывают болгаркой или спиливают под углом;
- нержавейку толще 7 мм подвергают предварительному нагреву, температура зависит от марки стали;
- детали укладывают с зазором, его размер определяют по справочнику.
Перед проваркой шва стык прихватывают в нескольких местах, чтобы детали не смещались во время работы.
Соединение нержавеющего металла электродом при домашних условиях
В стандартных бытовых условиях соединение производится с аппаратами инверторного варианта. Такая техника питается от сети 220 В, а небольшой вес позволит легко перемещать технику и производить сварку дома или в гараже. Инвертор сможет создать надежные соединения металлических заготовок.
Для успешной операции применяют следующие параметры:
- Напр. 60 А, для материала толщиной 1,5 мм, электроды – 2 мм.
- Электрическое напряжение 75-85 А, для 3 мм толщины, следует применять электроды 3 мм.
- Величина настройки 100 А, для толщины 4 мм, электроды 3мм.
- При режиме работы 150 А, для 6 мм с электродами 4 мм.
Распространенные способы сварки нержавеющей стали
Любые способы горячего соединения высокоуглеродистых сплавов подходят для сварки нержавейки в домашних условиях, но прочность соединения будет разной. Наплавочные электродуговые швы надежны, но не рассчитаны на разнонаправленную нагрузку. Тонколистовую нержавейку лучше варить аргоном, для них наплавка не нужна, главное уберечь металл от прожогов. Полуавтоматическая с использованием инвертора – универсальная, подходит для многих марок нержавейки, работы с деталями разной толщины. Каждый из способов стоит рассмотреть подробнее.
Классификация материала по составу элементов
Хромистые виды включающие Мартенситные, Полуферритные, Ферритные сплавы используют для клапанов гидравлических прессов, лопаток для турбин, пружин и прочей бытовой техники.
Хромоникелевые (аустенитные) нержавейки идут в качестве ресурса для столовых приборов, стоматологических изделий.
Стабилизированные аустенитные марки являются ресурсом для создания сварных конструкций для работы в агрессивных условиях, высоких температурах (до 800 °C).
Другие способы сварки нержавейки
На производстве используют другие методы соединения легированных деталей. Для соединения заготовок на промышленном оборудовании не применяется наплавочный материал, нержавеющий сплав расправляется ограниченно, на большую глубину.
Холодная сварка под большим давлением
Технология основана на способности сплавов преобразовывать кинетическую энергию в тепловую. При сдавливании внутренняя структура стали изменяется с выделением энергии, нержавейка становится пластичной. Один слой вдавливается в другой с образованием диффузного слоя. Сварка нержавеющей стали производится односторонним или двухсторонним давлением. На прессы устанавливают специальные штампы. Получаются очень аккуратные точечные или линейные соединения без окалины, трещин, внутренних напряжений в рабочей зоне.
Соединение металла сваркой
Сварки нержавейки имеет свои особенности, которые стоит учитывать при работе для избегания брака и дефектов.
- Материал склонен к утрате коррозийного сопротивления. При температуре более 500 °С материалы начинают терять включения хрома и феррума. Для предотвращения выхода молекул из раскаленной сварочной ванны, когда проводится работа с различной нержавейкой, требуется быстрое охлаждения участка нового шва.
- Нержавейке свойственен высокий уровень усадки и эффекта расширения. Во время охлаждения сталь сужается. При сварочном нагреве нержавейка наоборот незначительно увеличивается в размерах.
- Коррозионностойкая сталь имеет в два раза меньшую теплопроводность, чем у прочих металлов используемых для сварки. Это приводит к скапливанию тепловой энергии во время проведения сварки в зоне нагрева. Чтобы предотвратить значительное неравномерное распределение энергии, сварочный ток, как правило подается на 15% меньше нормы.
Создавать связь нержавейки можно несколькими методами, но практически применяют:
- Электросварочные работы по нержавеющей стали покрытыми электродами (ММА).
- Сварка полуавтоматом с нержавеющей проволокой (МИГ).
- Аргоновый метод с вольфрамовым электродом (TIG).
Завершающий этап
Качество соединения проверяют до зачистки нержавейки после сварки. Если нет трещин, приступают к удалению окалины, сажи, чтобы на металле образовался оксидный слой. Это делают двумя способами:
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.
После обработки рабочей зоны на шов накладывают пассивирующий слой.
Самостоятельный монтаж или ремонт металлоизделий из нержавейки требует определенной квалификации от сварщика. Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Mig mag сварка
Такое решение применяется для сварочного материала с тонкой стенкой и высокими требованиями к качеству шва. Такую сварку применяют для ответственных работ для системы в условиях повышенного давления.
Сварка mig mag
Соединения производят постоянным током в среде инертного газа, с использованием высоколегированной посадочной проволоки. Соединение происходит без колебаний, в противном случае нарушается защитный газовый слой. Внешний участок шва часто охлаждаю водой. Для сохранения вольфрамового стержня рекомендуется выключать поток газа спустя 15 сек после окончания работы.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Сварка лазером и сварка электронным лучом
Разогрев деталей проходит под воздействием лазерного луча. Метод высокоточный и проходит с большой скоростью.
Сварка нержавейки лазером
Лазер позволяет создать герметичное соединение различной герметичной формы. Для осуществления сварки нет необходимости в среде вакуума. Метод не применяется для толстых заготовок, кроме того лазерное оборудование обладает низким КПД (1-2%) и имеет высокую стоимость. Электронно-лучевая неразъемная связь производит операцию с использование потока заряженных частиц, которые бомбардируют необходимый участок направляемые специальной электронной пушкой. Полученный таким методом шов характеризуется высоким качеством. Такой метод редко используется в виду сложности и дороговизны реализации процесса, необходимости в вакуумной камере.
чем и как лучше варить нержавейку в домашних условиях
Популярные электроды для сварки нержавейки
К самым популярным электродам для нержавейки относят те, которые выпускают ведущие мировые производители. Использование брендовых изделий гарантирует получение качественного сварного шва.
ESAB
Эта шведская компания признанный лидер в разработке и изготовлении сварочного оборудования и расходных материалов, применяемого для работы с металлами разных типов.
ESAB OK 61.30
На ее предприятиях производят такие марки как:
- ОК 61.35 – их применяют для сварки особо ответственных конструкций, например, трубопроводов, работающих под давлением.
- ОК 67.72 — электроды, применяемые для сварки разнородных металлов.
ЦЛ 11
Электроды этой марки применяют для работы с такими сплавами как — 09Х18Н12Т, 12Х18Н10Т, Х14Г14Н3Т и их аналогами.
Ключевое достоинство этого расходного материала заключается в том, что шов, выполненный с этим электродом с успехом, противостоит межкристаллической коррозии.
МОНОЛИТ
Эта отечественная компания, которая выпускает электроды, применяемые для сварки углеродистых и нержавеющих сталей.
Электроды «Монолит»
Особенности сварки нержавеющей стали
Существует масса нюансов работы инвертором с нержавейкой. Требуется ответственно и внимательно подойти к каждому из них предварительно изучив все особенности.
Что из себя представляет инверторный аппарат
Каждый агрегат имеет свои конструктивные особенности, и перед началом любой работы требуется ознакомится с его инструкцией. Однако принцип действия и итоговый результат, при грамотном подходе, у всех схож.
Основным предназначением инвертора является преобразование переменного тока с напряжением 220В в постоянный, и увеличение его частоты одновременно со снижением высокого напряжения.
Когда сила тока будет переведена в необходимую и установленную на аппарате, можно производить сваривание заготовок.
Настройка инвертора
Чтобы результат был такой, как нужно, необходимо правильно настроить значение агрегата до начала работы. Для сварки нержавейки подойдет абсолютно любой инвертор (даже самый менее мощный или самодельный).
Параметры будут зависеть непосредственно от толщины нержавеющей стали:
- с толщиной металла 1.5мм требуется выбрать диаметр электрода 2мм, выставить минимальное напряжение 13V, выбрать силу тока 40А;
- при 3мм потребуется электрод 3мм, напряжение 15V, а сила тока 75-85А;
- если толщина металла 6мм, то электрод следует выбирать не менее 4мм, выставлять напряжение в 18V, а силу тока увеличить до 140-150А.
Обратите внимание! Все параметры указаны приблизительно. Перед началом сваривания нужной заготовки, неопытному сварщику необходимо потренироваться на подобном материале получив требующийся опыт.. https://www.youtube.com/embed/izmnVdZ0ZhM
Важные нюансы сваривания нержавейки
Несмотря на относительную несложность работы с нержавейкой, следует ознакомиться с необходимыми для успешной работы правилами и некоторыми нюансами:
- лучше при покупке электродов выбирать не простые, а со специальной обмазкой, которая будет изолировать зону сварки и защищать сварочный материал от всевозможных внешних газов.
- нержавейка склонна подвергаться быстрому расплавлению если на нее будет долго воздействовать высокие температуры. Поэтому во время работы, желательно снижать мощность силы тока своего инвертора на 20% в отличие от сварки стали и вести работу в шахматном порядке. Это предотвратит деформацию металла;
- одним из важнейших правил является грамотно выбранный электрод. Именно от его материала будет зависеть успешное завершение дела. Если присадочный материал выбран неверно это грозит образованию на стали микротрещин и нарушению герметичности.
Как выбрать электрод
Важно помнить, что для нержавеющей стали не подходят обычные электроды. Для такого металла они должен соответствовать определенным требованиям:
- снижать затраченную на сварку мощность;
- экономно расходоваться;
- изготавливать шов ровно, без больших отложений шлака;
- уменьшать длину и глубину зоны, подвергшейся термической обработке.
Для этих целей отлично подойдут электроды таких маркировок:
- ОЗЛ-8, ЦП-11 – если требования к полученному шву минимальны;
- ОК-45, МР-3 – более комфортен в процессе сварки. Шлак после них легко отчищается с поверхности;
- ОК-61-30, ОК-67-45 – электроды, которые нужно использовать, когда необходимо сваривать между собой нержавейку с черным металлом;
- неплавящиеся электроды – для сваривания нержавейки и алюминия;
- самое высокое качество: ЭА-981-15, ОЗЛ-9-1. Они хорошо подойдут для сваривания жаропрочных сталей.
Чтобы технология была соблюдена полностью нужно помнить и об угле наклона. Он должен соответствовать приблизительно 75° к образовавшейся дуге.
Подготовка металла
Важно правильно подготовить материал, обработав его до процесса сварки. При работе с инвертором, нержавейку необходимо полностью зачистить, кромки разделать (если на то имеется необходимость)
Обратите внимание! Заготовки лучше всего зачищать специально предназначенной для этого щеткой.
Инверторный способ в домашних условиях, этапы работы
Инверторы для сварки нержавейки – это сварочные аппараты, которые отличаются компактными габаритами и небольшим весом. А если добавить их невысокую стоимость, получится отличный вариант сварки нержавейки в домашних условиях. Ток использовать постоянный с обратной полярностью.
Этапы инверторного способа рассмотрим поподробнее:
- Прежде всего хорошенько очистить металлической щеткой поверхность от всех загрязнений.
- Толщина краев заготовок не должна превышать 4-х мм, поэтому кромки необходимо разделать напильником или болгаркой.
- Если металл тонкий, края плотно прижать друг к другу – сделать прихватки.
- Если толщина металла выше 7 мм, заготовки нужно разогреть до 150°С. Для разогрева можно использовать паяльную лампу.
- Поджечь дугу, произвести шов с соединением на короткой дуге.
- Для профилактики образования трещин или свищей конец шва закончить «замком».
- Остывание должно быть самостоятельным, никаких принудительных действий!
- Очистить шов от шлаковой корки, отшлифовать и отполировать.
Свойства электродов для сварки нержавеющей стали.
Для инверторного способа используются электроды для сварки нержавейки с коррозионностойкими и жароустойчивыми свойствами:
- ОЗЛ-6 – жаростойкие расходники, которые отличаются отличными техническими свойствами. При их использовании риск образования трещин и пор намного снижается.
- АНО-27 – специальные расходники для работ при сильном морозе и при значительных нагрузках на конструкцию.
Выбор самого оптимального способа сварки нержавейки нужно делать с учетом трех моментов, все они про толщину стали:
- Если толщина заготовок меньше 1,5 мм, варить лучше в аргоне с вольфрамовыми неплавящимися электродами. Способ – хоть ручной, хоть полуавтоматический.
- При толщине в диапазоне от 1,5 мм до 3,0 мм самый лучший способ – электродуговой.
- С толщиной больше 3-х мм – только электродуговой способ со струйным переносом металла.
Как варить нержавейку самостоятельно?
Любой из способов сварки деталей из высокоуглеродистых сталей подходит для соединения нержавейки в домашних условиях, но прочность в каждом случае будет разной. Наиболее популярным остается «союз» инвертора и электрода — ММА.
Оборудование, материалы, инструменты и защита
Подобная (созидательная) работа всегда подразумевает отдельный этап — подготовку всех элементов, аппаратуры и инструментов. Так как варить нержавейку достаточно сложно, то набор для этой работы потребуется большой. В него входит:
- Инверторный аппарат — прибор компактный и максимально эффективный. Кабель для подключения инвертора к электросети.
- Присадочные материалы. К ним относятся электроды, соответствующие классу нержавеющей стали. Если выбран вариант с аргоном, то потребуется баллон с газом, шланги для его подачи, газовая горелка.
- Инструменты для подготовки нержавейки. Это болгарка с шлифовальными кругами для этого вида металла, щетки (тоже именно для него), а также приспособления для надежной фиксации элементов будущей конструкции.
- Сварочные кабели, предназначенные для подачи тока в рабочую зону: это кабель «массы» (клеммы заземления) и кабель электродержателя. Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.
К обязательной экипировке сварщика относится:
- защитный костюм, или плотная одежда, которая предотвратит контакт кожи с расплавленным металлом, защитит от высокой температуры;
- перчатки, краги, маска, обязательно с темным стеклом;
- ботинки из толстой кожи с такой же подошвой.
После завершения основной работы мастеру не помешают очки, которые предохранят глаза от «скачущего» шлака. Сварка — операция, которая делится на три отдельных процесса. Это подготовка, сама сварка и завершение работы.
Подготовка нержавеющей стали
Этот этап, состоящий из нескольких операций необходим любому материалу. Если говорить о «главной героине», то перед тем как варить нержавейку, мастеру нужно:
- очистить соединяемые участки деталей — от загрязнений и оксидного слоя: для этого используют металлическую щетку, напильник, наждачную бумагу или инструмент со шлифовальными насадками;
- подготовить к операции кромки: если толщина заготовок больше 4 мм, то их разделывают болгаркой, либо спиливают под углом;
- предварительно нагреть элементы, чья толщина более 7 мм, температура зависит о марки материала;
- уложить детали, соблюдая необходимый зазор между ними, его размер находят в справочнике;
- сделать прихватки — короткие (точечные) швы, предотвращающие деформацию изделия.
Вместо механической очистки металла можно использовать химический метод. Как правило, в этом случае выбирают серную или соляную кислоту. Обработанные поверхности тщательно промывают. Перед началом сварки требуется обезжирить участки ацетоном либо авиационным бензином. После проведения всех подготовительных мероприятий можно начинать основную работу.
Сверка нержавеющей стали
Соединение деталей из нержавеющей стали выполняют так:
- Сначала подключают инвертор, создавая обратную полярность: кабель «массы» подключают на минус, кабель держателя на плюс. Такой метод позволяет снизить температуру плавления металла, а значит, дает возможность избежать прожога материала.
- После надежной фиксации заготовок выполняют предварительный этап — создают прихваточные швы. Их длина и шаг зависит от нескольких факторов — от толщины металла заготовок, от протяженности будущего соединения.
Если толщина зоны соединения большая (свыше 7 мм), то сначала ее разогревают до 150°, затем активизируют электрод, поджигая дугу. Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Завершающий этап
Он сводится к освобождению места соединения от образовавшегося шлака, окалины.Первую помеху удаляют небольшим (шлакоотбойным) молотком. После освобождения шва от несовершенств обязательно проверяют качество работы. Если «непровары» все-таки обнаруживают, то стыки вырезают, а сварку повторяют. Окончательную зачистку шва производят металлической щеткой, доводочным кругом, шлифовальным валиком и т. д.
Работа со сварочным оборудованием совсем не проста. Еще труднее операция с нержавеющей сталью, а рассказать о ней с помощью букв нереально. Ошибки неминуемы, поэтому только многочисленные тренировки на «подопытном» материале, а также советы мастеров помогут понять, а затем досконально изучить технологию.
Чтобы увидеть и узнать, как варить нержавейку правильно, лучше всего уделить немного времени популярному видео:
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.
Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Сварочные электроды
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Особенности сварки
Варить нержавеющую сталь возможно несколькими способами, но в каждом из них необходимо учитывать специфические особенности материала. Работа с легированной сталью отличается от низкоуглеродистой тем, что свариваемый металл позволяет формировать ровные швы, требующие минимальной обработки. Благодаря шлифовке и полировке можно получить идеальный вид поверхности, которую не нужно красить.
Но в том, как сваривать нержавейку, есть и свои трудности. Они заключаются в следующем:
- Линейное расширение металла проявляется сильнее, чем у других видом стали. Из-за этого изделие значительно удлиняется во время нагрева от сварки, а по окончании процесса возвращается в первоначальную форму. Это создает два распространенных дефекта при сварке нержавейки. Во-первых, изделие сильно деформируется (образовываются волны, дугообразные прогибы), что портит внешний вид и требует правки геометрических форм. Во-вторых, происходит растяжение сварочного шва, который может не выдержать такого микродвижения и дать трещины. Правильная сварка нержавеющей стали подразумевает ведение дуги на меньших токах, чтобы минимизировать прогрев изделия, и подбор качественных присадочных материалов. В изделиях, которые толще 7 мм, применяется предварительный подогрев всей поверхности током.
- В расплавленном состоянии нержавейка быстро взаимодействует с кислородом, находящимся в окружающем воздухе. Если вести сварку без защитного облака, то металл будет сильно пениться и шов не получится. Слабая защита сварочной ванны позволяет выполнить работу, но дает много пор. Поэтому заварить легированную сталь качественно можно только в хорошей защитной среде. Это обеспечивает специальная обмазка электродов или инертные газы.
- Хорошая теплопроводность и низкая температура плавления материала создают еще одну трудность для сварки нержавеющей стали — выгорание легирующих элементов. Так, после нескольких месяцев, на свариваемом материале можно обнаружить следы коррозии. Чтобы предупредить этот дефект, необходимо выполнять шов немного быстрее, чем на низкоуглеродистой стали. Правильно установленная сила тока тоже играет важную роль.
Зная о вышеописанных свойствах металла можно выбирать верные режимы сварки и правильные расходные материалы, что позволит получить качественный результат.
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Особенности сварки нержавейки
Нержавеющая сталь сложная для сваривания вследствие повышенного содержания хрома — в сплаве его от 13 до 30%. При соединении с кислородом, хром образует оксидную пленку, которая препятствует сплавлению металла в сварочной ванне. Низкая теплопроводность металла вызывает перегрев в зоне шва и частичное изменение структуры материала, что приводит к снижению прочности.
Но бороться с этими трудностями вполне возможно, просто необходимо помнить об особенностях металла и выбирать оптимальный режим работы.
Важен и второй вопрос — чем лучше всего варить нержавейку в домашних условиях? Однозначного ответа здесь нет. Все зависит от марки стали и опыта сварщика. Если есть выбор, то лучше всего выбрать инверторный аппарат, как самый удобный в использовании и обладающий широким диапазоном точных настроек.
В бытовых условиях чаще всего используется сварка покрытыми электродами, но подходят не все виды. Необходимо выбирать только электроды с основным или рутиловым покрытием. Если ориентироваться на марки, то покупать следует ОЗЛ-8, НИАТ-1, ЦЛ-11 или их зарубежные аналоги. В каждом магазине, торгующим сварочным оборудованием, вам подскажут, какие электроды для какой стали подходят лучше всего.
Наиболее распространенными марками стали, с которыми приходится встречаться домашнему мастеру, являются AISI 304, 304L, 316L и 321. Аналогами по ГОСТ выступают 08Х18Н10, 03Х18Н11, 03Х17Н14М3 и 12Х18Н10Т. Именно такие металлы используются для посуды, изготовления труб и листов, из которых делают ворота, ограды и другие декоративные архитектурные элементы.
Настраивается аппарат на обратную полярность (+ на электроде) и сила тока выставляется на процентов 20-25 ниже, чем для сварки обычной стали такой же толщины. Также следует учесть тот факт, что электрическое сопротивление нержавеющей стали ощутимо выше, чем обычной. Электроды с низколегированным стержнем могут перегреваться и разрушаться в процессе работы.
https://youtube.com/watch?v=Zngv3j_zh5g
Под свариваемые листы нержавейки необходимо установить медную подложку, чтобы она отводила тепло из зоны сваривания и не возникало перегрева и металл не изменял своей структуры. Также не следует стыковать кромки вплотную — тепловой коэффициент расширения нержавеющей стали достаточно высокий, поэтому при охлаждении шов может покрываться микротрещинами. Зазор не должен превышать 2 мм. Электрод ведут вдоль прямой линии, колебательная траектория при сварке нержавейки не применяется.
Перед тем, как варить нержавейку покрытым электродом в домашних условиях, позаботьтесь о наличии всего необходимого для подготовки металла к работе и финишной обработки шва. Подготовка заключается в тщательной очистке зоны шва от пыли, грязи и следов технических жидкостей. Если есть возможность — пройдитесь зачистным кругом болгарки или мелкой наждачной бумагой. Затем необходимо промыть поверхность ацетоном или чистым бензином для удаления остатков масел и жиров.
Где чаще всего применяется метод
Области, в которых применяется сварка нержавейки инвертором, обширны за счет мобильности инвертора. Он не привязан к единому месту, поэтому работы могут выполняться как в домашних условиях, так и на производстве.
Сварка нержавеющей стали электродами будет полезна только при создании коротких швов. РДС востребована в следующих видах работ:
- Изготовление деталей в малых масштабах
- Установка металлоконструкций. Имейте ввиду, что данный вид сварки возможен при условии, что объем запланированных работ небольшой
- Сооружение прихваток во время установки конструкций под сварочные работы
- Устранение дефектов на небольших участках шва
- Наплавка
Резюмируя вышесказанное, стоит еще раз отметить, что сварка нержавейки электродом используется в случае, если предстоящие работы не имеет большого масштаба. Поэтому инверторное соединение нержавеющих сталей подходит для использования в личных целях, и в целях производства на малых участках. Соединяемыми элементами выступают металлические конструкции, предметы из нержавеющей стали или трубы.
Если вы все же намерены выполнить сварку нержавейки с помощью электродов, то последовательность выполнения работ описана ниже.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 – 40 | 12 |
| 1,5 | 40 – 60 | 13 |
| 2 – 3 | в пределах 80 | 14 – 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Дизайн кабинета: основные правила современного оформления
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Как сварить нержавеющую сталь MIG — что нужно знать!
Последнее обновление
Являетесь ли вы сварщиком, работающим с автозапчастями в гараже, или ремонтируете поврежденные кухонные раковины, знание того, как сваривать нержавеющую сталь с помощью сварки MIG, полезно. Нержавеющая сталь наиболее известна своими долговечными и прочными свойствами. Изучение процесса сварки MIG может показаться сложным, но основы относительно просты.
Машинная сварка в среде инертного газа (MIG) с использованием непрерывного сплошного проволочного электрода. Метод эффективен при сварке нержавеющей стали, так как не оставляет брызг. Имейте в виду, что есть разница между сваркой стали и сваркой нержавеющей стали. Последний заслуживает уважения благодаря своей коррозионной стойкости.
Использование нержавеющей стали рекомендуется в местах, требующих высоких гигиенических мер, а также в местах, где происходит деформация при воздействии тепла. Этот материал имеет более низкую теплопроводность, что позволяет уменьшить рассеивание тепла во время сварки.
Факторы, которые необходимо учитывать при сварке нержавеющей стали с использованием MIG
Большинство сварщиков предпочитают MIG для сварки нержавеющей стали и других металлических форм из-за прямолинейности и простоты сварки. За прошедшие годы технологический прогресс в сварочной отрасли позволил использовать сварочные роботы MIG, особенно в промышленности, для увеличения производства.
Вот некоторые факторы, которые необходимо учитывать для достижения отличных результатов сварки.
1. Выбор смеси инертных газовНаиболее важной задачей при сварке МИГ является выбор идеального инертного газа. Вы не хотите использовать полностью инертные защитные газы, такие как аргон или гелий, для процесса MIG с нержавеющей сталью. Помните, дуга в процессе MIG предполагает использование присадочного материала, который отличается от других методов, таких как TIG. Игнорирование этого жизненно важного фактора может негативно сказаться на эффективности процесса сварки.
2. Фиксация соединения во время сварки Во время сварки вы можете скрепить соединения, чтобы предотвратить скольжение заготовки и нарушение угла соединения. В качестве альтернативы вместо раскосов можно использовать деревянные бруски, вырезанные на фрезерном станке по дереву. Скрепление с использованием дерева можно сделать, создав систему опор, похожую на леса, которые контролируют искажения. Удалите эти обрезки дерева, как только закончите сварку.
Изображение предоставлено: PaulWestYorks, Flickr. Прежде чем использовать приспособления для крепления, вы должны определить необходимое количество сварного шва. Чем больше требований к сварным швам, тем больше крепление.
3. Очистка сварного шваПри сварке стали необходимо работать на чистой поверхности. Независимо от того, насколько чистой будет ваша сварочная поверхность, образование брызг неизбежно, так как при сварке приходится использовать присадочные материалы.
Эти сварочные брызги могут образовываться даже при использовании быстрого и эффективного сварочного аппарата. По мере продолжения сварки брызги становятся более острыми или образуют заусенцы, которые могут нанести травму сварщику.
Большинство сварщиков предпочитают подвергать сварную проволоку из нержавеющей стали вторичным процессам. Эти процессы включают электрополировку или шлифование. Обратите внимание, что выбор этих вторичных процессов зависит исключительно от применения специальной металлической формы.
Равномерное распределение тепла предполагает передачу тепла в равных пропорциях в течение всего процесса сварки. Равномерное распределение тепла может быть достигнуто за счет отступления, смещения или предоставления стыку возможности остыть перед дальнейшей сваркой. Если тепло распределяется неравномерно, вы, скорее всего, получите трещины и ожоги. Вы можете использовать сварочных роботов MIG для равномерного распределения тепла.
Как сваривать нержавеющую сталь с помощью MIG
Сварка MIG нержавеющей стали требует от сварщика непрерывной подачи сплошной электродной проволоки в сварочную ванну. Вам также необходимо обеспечить защитный газ для защиты сварного шва от загрязнения примесями. Вот шаги, которые необходимо выполнить во время сварки MIG.
1. Настройка резака Начните с настройки резака. Эта процедура включает в себя установку присадочной проволоки с катушки сварочного аппарата MIG на наконечник сварочной горелки. Убедитесь, что только ¼ дюйма сварочной проволоки остается видимым на конце горелки. Затем активируйте защитный газ, чтобы начать процесс сварки.
Изображение предоставлено Weldscientist, Wikimedia Commons
2. Определение правильного угла Вы можете добиться такой точности, поместив горелку под углом 30 градусов от конца соединения.В зависимости от выполняемой работы убедитесь, что вы находитесь под правильным углом движения.
Угол хода в диапазоне от 5° до 15° дает наилучшие результаты, когда вы держите пистолет в положении 90°.
Большие углы от 45° до 70° желательны при работе с Т-образными соединениями и соединениями внахлестку.
3. Поднимите валикиВключите питание и аккуратно подтяните валик к краю. Убедитесь, что вы используете умеренную мощность и скорость, чтобы избежать образования брызг.
Советы по выбору лучшей нержавеющей стали для сварки MIG
В настоящее время рынок наводнен различными типами стали. Каждый вид имеет свое отличительное качество. Всегда проявляйте большую осторожность при покупке определенного вида стали.
Вот несколько советов, которые следует учитывать.
1. Выбирайте аустенитную стальЭти типы известны высоким содержанием никеля и хрома. Аустенитная сталь лучше, чем мартенситная и ферритная стали. Последние два содержат большое количество углеродных элементов. Это свойство делает их очень магнитными.
2. Присадочные материалыУбедитесь, что вы получаете присадочные материалы, которые аналогичны и имеют ту же конфигурацию, что и металлическая основа.
Наиболее распространенные газы и электроды для сварки нержавеющей стали MIG
При сварке нержавеющей стали MIG большое значение имеет правильный выбор газа. Вы можете использовать чистый аргон или смесь аргона и других газов. Вы также можете использовать нержавеющую газовую смесь, такую как серия Stainshield от BOC, состоящая из гелия, углекислого газа и аргона. Эти газовые смеси для нержавеющей стали необходимы для сварки MIG нержавеющей стали, которая является более экзотической. Эти экзотические типы стали включают Hastelloy, сплавы Monel и Inconel.
Изображение предоставлено: 6782865, Pixabay
Сварка нержавеющей стали MIG также требует использования газа с немного большей скоростью потока. Рекомендуемая скорость потока должна быть около 14-16 литров в минуту. Не забудьте обсудить с поставщиками газа требования к газу, прежде чем приступать к конкретному проекту.
Наиболее распространенным электродом, используемым для сварки нержавеющей стали, является электрод ER308 L. При использовании этого типа электрода используется тип газа C2. C2 состоит из 2,5% углекислого газа, 7,5% аргона и 90% гелия. Обратите внимание, что настройки для нержавеющей стали и некоторых сплавов на основе никеля очень похожи. Перед покупкой обязательно уточните у поставщика электродов, какие типы электродов имеются на складе. Вы также можете приобрести таблицу выбора электродной проволоки и газа, которая поможет вам выбрать наиболее подходящий вариант для вашей сварки.
Какие шестерни необходимы для сварки MIG?
Защитные приспособления обязательны при любом виде сварки. Вам потребуется:
Средства индивидуальной защиты
- Сварочная рубашка или рукава
- Защитные очки и перчатки для сварки
- Маска сварщика с автоматическим затемнением
- Наколенники и сварочные накладки
- Сварочные сапоги
- Респиратор или маска
Сварочные инструменты
- Сварочные зажимы
- Металлическая щетка
- Угловая шлифовальная машина
- Защитный газ
- Электроды
- Сварочный аппарат MIG
Часто задаваемые вопросы
Какая проволока для сварки нержавеющей стали лучше всего? Лучше всего использовать нержавеющую проволоку MIG. Вы также можете использовать проволоку MIG из мягкой стали. Основная проблема, связанная с использованием проволоки MIG из мягкой стали, заключается в том, что она образует ржавчину. Вы можете предотвратить эту ржавчину, покрывая сварочную проволоку.
В настоящее время рынок наводнен многими изделиями из нержавеющей стали. Некоторые из них являются законными, в то время как другие являются поддельными. Производители мошенников используют покрытие, чтобы воспроизвести внешний вид настоящей нержавеющей стали. Как профессионал в области сварки, вы можете провести по нему обычным магнитом, чтобы определить, является ли ваш продукт подлинным. Настоящая нержавеющая сталь является проводником с низким магнитным полем.
Зачем использовать шпульный пистолет?Катушка удерживает сварочную проволоку в сварочном аппарате. Это также помогает сварщику переключить нержавеющую проволоку на катушку. Это действие экономит время при сварке. Прежде чем приступить к работе на машине, убедитесь, что вы правильно загрузили шпульный пистолет.
Почему обратная продувка? Обратная продувка необходима для предотвращения загрязнения сварного шва примесями. Следите за продувкой задней части трубок машины. Вы можете выполнить обратную продувку, установив шланг с Т-образным соединением. Убедитесь, что вы закрепили трубу шланга оловянной фольгой для большего усиления. Эту процедуру необходимо проделать на внутренней стороне труб, чтобы заполнить их сварочным газом.
Заключение
Знание того, как сваривать нержавеющую сталь MIG, должно быть важным навыком в вашей карьере сварщика. Нержавеющая сталь является чувствительным материалом, а также одним из наиболее широко используемых элементов на рынке. Детали, представленные выше, помогут вам в вашей миссии по сварке нержавеющей стали с использованием процесса MIG.
Вас также может заинтересовать: Можно ли сваривать нержавеющую сталь с флюсовым сердечником? Все факты!
Избранное изображение: kinganowak_22, Pixabay
- Факторы, которые необходимо учитывать при сварке нержавеющей стали методом MIG
- 1. Выбор смеси инертных газов
- 2. Усиление соединения во время сварки
- 3. Очистка сварного соединения
- 4. Распределение тепла от сварного шва
- Сварка нержавеющей стали с помощью MIG
- 1. Настройка горелки
- 2. Определение правильного угла
- 3. Поднимите валики
- Советы по выбору оптимальной нержавеющей стали для сварки MIG
- 1. Выбирайте аустенитную сталь
- 2. Присадочные материалы
- Наиболее распространенные газы и электроды, используемые для сварки нержавеющей стали MIG
- Какие шестерни необходимы для сварки MIG?
- Часто задаваемые вопросы
- Какая проволока для сварки нержавеющей стали лучше всего подходит для MIG?
- Как отличить подлинную нержавеющую сталь от поддельной?
- Зачем использовать шпульный пистолет?
- Почему обратная продувка?
- Вывод
Mig Сварка нержавеющей стали. Как? (Газ, сварочная проволока и наконечники)
Для соединения нержавеющей стали можно использовать различные методы. Сварка MIG является одним из самых универсальных методов сварки. Но можно ли использовать MIG для сварки нержавеющей стали?
В этой статье рассматриваются основы сварки нержавеющей стали MIG, лучший защитный газ, сварочная проволока и отличия процесса от других видов сварки.
Содержание страницы
- Можно ли сваривать нержавеющую сталь MIG?
- Защитный газ для сварки нержавеющей стали
- Можно ли сваривать нержавеющую сталь MIG со 100% аргоном?
- Можно ли сваривать с использованием 75/25 аргона/CO2?
- Лучшие газы для сварки MIG нержавеющей стали
- Сварочная проволока
- Лучшая проволока для сварки MIG нержавеющей стали
- Сварка MIG нержавеющей стали с флюсовой проволокой
- Как сварить нержавеющую сталь MIG?
- 1. Соберите необходимое оборудование
- 2. Выберите расходные материалы
- 3. Подготовьте сварной шов
- 4. Настройте сварочный аппарат и газовый поток на требуемые параметры
- 5. Начните сварку
- Советы по сварке MIG нержавеющей стали
Можно ли сваривать MIG нержавеющую сталь?
Несомненно, вы можете сваривать нержавеющую сталь с помощью сварочного аппарата MIG с большим эффектом. Сварка MIG нержавеющей стали при правильном выполнении дает чрезвычайно прочные сварные швы с высокой производительностью. Важно отметить, что процесс сварки нержавеющей стали с помощью аппарата MIG отличается от процесса сварки мягкой стали. Пожалуйста, прочитайте дальше, чтобы узнать больше о том, как сваривать нержавеющую сталь MIG и о связанных с этим процессах.
Защитный газ для сварки нержавеющей стали
Как и в большинстве процессов сварки MIG, защитный газ требуется для защиты сварного шва от внешних атмосферных загрязнений, которые в противном случае могли бы повлиять на целостность сварного шва. Наиболее эффективной и часто используемой является комбинация двуокиси углерода и аргона, однако можно сваривать и с другими газами. Два наиболее частых вопроса, которые мы слышим от наших читателей, следующие.
Можно ли сваривать нержавеющую сталь MIG со 100% аргоном?
Вопрос актуален и проще говоря да , вы можете сваривать MIG нержавеющую сталь с чистым аргоном, но это сложно. 100% аргон, безусловно, защитит сварной шов от атмосферных загрязнений (которые могут негативно повлиять на ваш сварной шов), поэтому он функционирует как защитный газ. Однако на этом функциональность заканчивается.
Сварка MIG с использованием чистого аргона становится проблемой для нержавеющей стали, поскольку она влияет на качество конечного сварного шва и общие характеристики сварки.
Электрическое соединение между сталью и сварочным аппаратом (также известное как дуга ) прерывается при использовании 100-процентной газовой смеси аргона. Другими словами, стабильность дуги в целом очень низкая. При сварке с нестабильностью дуги полученный шов будет казаться несовместимым с дефектами, такими как подрезы и провары, которые составляют половину от того, что должно быть. Сварной шов также будет располагаться на поверхности стыка, и хотя стык действительно будет сплавляться, по отраслевым стандартам он не будет проходимым сварным швом.
Кроме того, на теплопроводность сварного шва влияет использование чистого аргона для получения менее жидкой сварочной ванны.
Это менее чем оптимально для сварки, поскольку, как правило, целью сварки является создание прочного и постоянного соединения между стальными деталями. Это означает, что при использовании 100-процентного аргона цель сварки теряется.
Я не рекомендую использовать MIG со 100-процентным аргоном на нержавеющей стали, если у вас нет абсолютно другого выбора. Это особенно актуально, когда вы свариваете конструкцию или изделие, которые требуют долговечности и прочности и/или могут нанести травму человеку или повредить имущество в случае разрыва сварного шва.
Можно ли сваривать с использованием 75/25 аргона/CO2?
Многие сварщики, работающие дома, часто сталкиваются с тем, что в повседневной работе они преимущественно сваривают мягкую сталь, а затем однажды сталкиваются с изделием из нержавеющей стали, используя только газ 75/25 . работать с. Вопрос в том, можно ли в описанной ситуации (или в любой момент) успешно использовать 75/25 при сварке нержавейки?
Ответ: да и довольно хороший эффект. При сварке нержавеющей стали MIG с аргоном 75/25/CO 2 , все ключевые аспекты хорошего сварного шва остаются неизменными; проплавление нормальное, подрез не представляет большой проблемы, стабильность дуги стабильна. Мы рекомендуем использовать газ 75/25 для нержавеющей стали, а не 100% аргон.
Однако защитный газ 75/25 не обходится без недостатков. При сварке MIG всегда образуются сварочные брызги, особенно при использовании газа 75/25. Проблема с брызгами и нержавеющей сталью заключается в том, что они могут повлиять на эстетически важные проекты, и иногда их трудно удалить. Брызги прилипают к металлу, и там, где эстетика сварного шва действительно имеет решающее значение, лучше избегать брызг и следов, которые они оставляют. Простое решение состоит в том, чтобы нанести спрей для защиты от брызг перед сваркой или, что еще лучше, инвестировать в усовершенствованный аппарат MIG с настройкой защиты от брызг.
С 75/25 окончательный шов также выглядит немного тусклым и бесцветным. Хотя это не влияет на какие-либо структурные аспекты сварного шва, это может быть важно, когда эстетика считается решающей. Помимо этого, 75/25 отлично подходит для сварки нержавеющей стали и является одним из наших наиболее рекомендуемых вариантов.
Лучшие газы для сварки MIG нержавеющей стали
Ниже приведены наиболее эффективные защитные газы для сварки MIG нержавеющей стали.
- Комбинации аргона и двуокиси углерода (CO2), такие как 75/25, 90/10, 95/5, или 98/2.
- Tri-Mix Gas: содержит 90 % гелия, 7,5 % аргона и 2 % CO2 и отлично подходит для повышения теплопроводности.
Сварочная проволока
Лучшая проволока для сварки MIG нержавеющей стали
Всегда выбирайте специально разработанную проволоку MIG для нержавеющей стали. Провод с маркировкой « ER308L » является безопасным выбором и используется чаще всего. Не используйте проволоку для сварки MIG из мягкой стали, так как она немедленно загрязнит сварной шов и в будущем вызовет ржавчину.
При выборе толщины проволоки это будет полностью зависеть от конкретного проекта, для более крупных проектов с более толстым материалом выбирайте проволоку большей толщины (до 0,35–0,45 дюйма). С большинством других проектов меньшего и среднего размера отлично подойдет проволока толщиной 0,30 дюйма.
Сварка MIG нержавеющей стали с использованием проволоки с флюсовым сердечником
Сварка MIG с использованием проволоки с флюсовым сердечником (также известная как безгазовая сварка MIG) должна рассматриваться как совершенно отдельный процесс по сравнению со сваркой MIG с использованием другой проволоки. Использование порошковой проволоки устраняет необходимость во внешнем защитном газе; это связано с тем, что, когда флюсовое покрытие проволоки подвергается нагреву, оно выделяет собственный газ, и поэтому сварочная ванна надежно защищена от внешних атмосферных загрязнений.
Проволока с флюсовым сердечником в целом становится все более популярной за последние несколько лет. Это связано с тем, что многие люди, работающие дома над металлическими проектами, не хотят покупать или арендовать газовые баллоны для сварки.
Итак, что получается при использовании порошковой проволоки на нержавеющей стали?
Во-первых, важно отметить, что нержавеющая сталь является сложным материалом для обработки и сварки. Это потому, что он очень быстро поглощает тепло и темпераментен к изменениям. Когда мы соединяем это вместе с проволокой с флюсовым сердечником, окончательный результат не так уж велик. Сварка проволокой с флюсовым сердечником, как правило, предназначена для работ по сварке MIG, которые считаются неважными, выполняются на открытом воздухе или когда нет других доступных вариантов.
Оператор MIG с флюсовой сердцевиной должен использовать метод перетаскивания (вытягивания), очень похожий на сварку электродом. Вы заметите, что сварной шов будет сопровождаться шлаком, который необходимо сколоть после сварки. Окончательный результат сварки будет казаться мягким и слабым на вид, что, опять же, не является тем, на что на самом деле должен выглядеть готовый сварной шов из нержавеющей стали.
Имея под рукой так много препятствий, очень легко получить дефектные сварные швы при использовании флюсовой сердцевины MIG на нержавеющей стали. Избегайте этих проблем, хорошо изучив свою машину и попрактиковавшись на нержавеющей стали, чтобы понять, какие скорости перемещения проволоки и настройки нагрева необходимы.
Как сварить нержавеющую сталь MIG?
Следуйте нашему простому пошаговому руководству, чтобы успешно сварить нержавеющую сталь с помощью сварочного аппарата MIG.
1. Соберите необходимое оборудование
Сюда входит ваш сварочный аппарат MIG (в комплекте со сварочной горелкой, зажимом заземления и запасными частями, такими как наконечники насадок), сварочная маска, кожаные перчатки и огнеупорная закрытая одежда.
2. Выберите расходные материалы
Катушка сварочной проволоки из нержавеющей стали, смесь аргона/CO2 или защитный газ Trimix. Мы обсудили, как выбрать проволоку, которая лучше подойдет для вашей работы, но если вы все еще не уверены, что 0,30-дюймовая проволока из нержавеющей стали — это безопасная ставка.
3. Подготовьте сварной шов
Это важный шаг. Если вы попытаетесь сварить поверх смазки, масла, ржавчины или краски, то сварка будет сложной, и в конечном итоге сварка будет низкого качества. Используйте угловую шлифовальную машину с лепестковым диском, чтобы удалить ржавчину, краску и стойкие загрязнения. Очистите поверхность сварного шва чистящим средством, например растворителем для сварки. Распылите на соединение раствор против брызг, чтобы предотвратить большой процесс очистки после сварки.
4. Настройте сварочный аппарат и подачу газа на требуемые параметры
Проверить, что все в порядке и работает. Чтобы правильно установить параметры сварочного аппарата, это снова будет зависеть от размера материала, который вы собираетесь сваривать. Я рекомендую выполнить несколько тестовых прогонов на ломе нержавеющей стали той же толщины и соответствующим образом настроить параметры.
5. Начало сварки
Как и любой другой процесс сварки, сварка MIG нержавеющей стали требует внимания и хорошей техники.
Приступая к сварке, старайтесь не торопиться в сварной шов. Позволив сварочной ванне в начале образоваться секунду и сохранив этот размер, вы получите более ровный шов.
Угол сварки
Идеальный угол, под которым вы должны держать сварочную горелку, должен составлять около 5–15 градусов. При более горизонтальном угле будет недостаточен провар и образуется больше брызг, а при более вертикальном угле сварной шов будет выглядеть как капля.
Скорость сварки
Не торопитесь, помните о сварочной ванне при движении, чтобы не двигаться слишком медленно или быстро; медленный сварной шов будет чрезмерно проникать в нержавеющую сталь и выглядеть большим, в то время как быстрый сварной шов будет казаться узким и вязким.
Завершая сварку, не останавливайтесь сразу и не отрывайте сопло от заготовки. Лучший способ остановить сварку MIG на нержавеющей стали — это использовать настройку «спада», которая есть у большинства сварочных аппаратов; здесь температура дуги медленно снижается, что позволяет постепенно охлаждать сварочную ванну.
Как я уже говорил ранее, нержавеющая сталь особенно чувствительна к нагреву, и настройка наклона вниз очень поможет с чувствительными характеристиками нержавеющей стали. Кроме того, оставив сопло MIG вблизи нержавеющей стали еще на 1–2 секунды, вы позволите защитному газу продолжать защищать бассейн, пока он полностью не остынет. Слишком быстрое удаление сопла MIG увеличивает вероятность загрязнения из-за отсутствия защитного газа.
Насадки для сварки MIG из нержавеющей стали
- Не забывайте, насколько чувствительна нержавеющая сталь к высоким температурам. Сварка MIG является горячей, поэтому, если сварка нержавеющей стали ведется в течение длительного времени и вы беспокоитесь о деформации нержавеющей стали, прежде чем начать сварку, прикрепите нержавеющую сталь к верстаку или распорке. По окончании сварки дайте заготовке полностью остыть, а затем удалите прихватки или распорку. Ваш проект из нержавеющей стали сохранит свои первоначальные размеры намного лучше, чем при сварке без опор.
- Используйте спрей от брызг! Брызги особенно заметны на нержавеющей стали. Применяя спрей для защиты от брызг, вы сэкономите много времени на уборке беспорядка после сварки.
- Подумайте об использовании импульсных настроек, если они у вас есть. Импульсная настройка быстро изменяет температуру сварочной ванны между более высокой температурой и более низкой температурой при сварке. Это чрезвычайно полезно при сварке MIG нержавеющей стали, поскольку позволяет лучше управлять нагревом и часто приводит к более красивому внешнему виду сварного шва.
- Потренируйтесь перед совершением. Сварка нержавеющей стали любым способом непроста. Потратьте время, чтобы отточить свои навыки работы с металлоломом разной толщины и в разных положениях, чтобы лучше узнать нержавеющую сталь и ее характеристики, а также личность вашего индивидуального сварщика.
Сварка нержавеющей стали – унифицированные сплавы
Нержавеющая сталь, известная своей коррозионной стойкостью и выдающейся долговечностью, может выдерживать суровые условия, с которыми мало какие металлы могут сравниться. Это делает его идеальным для целого ряда отраслей — от медицинского оборудования до химической обработки.
Однако при работе с металлом часто требуется сварка для изготовления сложных форм, возведения крупных конструкций или усиления важных компонентов конструкции.
Сохраняет ли нержавеющая сталь преимущества после сварки, и являются ли сварные швы с использованием нержавеющей стали прочными и надежными?
Это руководство охватывает все, от свариваемости нержавеющей стали до идеальных методов сварки и присадочных материалов для различных марок и форм нержавеющей стали, представленных на рынке.
Итак, можно ли сваривать нержавеющую сталь?
Да.
Сварка нержавеющей стали мало чем отличается от сварки других металлов.
Однако при сварке нержавеющей стали необходимо тщательно контролировать циклы нагрева и охлаждения, чтобы не допустить роста зерен или снижения прочности стали.
Воздействие на нержавеющую сталь высоких температур, например, при сварке, может привести к соединению хрома в стали с углеродом.
Без этого хрома слой оксида хрома, который обеспечивает характерную коррозионную стойкость и стойкость к пятнам, которыми известна нержавеющая сталь, не может самовосстанавливаться.
Присадочные металлы также должны соответствовать свариваемым материалам, чтобы обеспечить прочный сварной шов и сохранить коррозионную стойкость мест сварки.
Какие методы сварки лучше всего подходят для нержавеющей стали?
Большинство методов сварки хорошо работают с нержавеющей сталью, если вы соблюдаете требования к присадочному материалу и температуре соединяемых металлов.
Опции включают:
Сварочные аппараты с подачей проволоки и стержнем хорошо работают с нержавеющей сталью. Однако для сварки нержавеющей стали MIG и сварочных аппаратов с подачей проволоки потребуется газ, поскольку нержавеющая сталь с флюсовой сердцевиной недоступна.
TIG лучше всего подходит для сварки тонких металлов, так как потребляет меньше тепла. Это предотвращает коробление и повышает коррозионную стойкость при использовании одновременно с процессом односторонней сварки.
Точечная сварка является наиболее экономичным вариантом, но может не обеспечивать такой же прочности, как сварка нержавеющей стали MIG или TIG.
В большинстве случаев форма, толщина, семейства и сорта стали, используемые в вашем проекте, а также размер необходимых сварных швов помогут выбрать наиболее подходящий вариант.
Для аустенитных сталей вам потребуется выполнить сварку за несколько проходов из-за максимальных межпроходных температур для большинства марок стали.
Если температура основного металла достигает примерно 176°C (350°F), дайте металлу время остыть, прежде чем продолжить, чтобы избежать риска ухудшения коррозионной стойкости или растрескивания металла.
В противоположность этому, мартенситные стали требуют предварительного нагрева и должны поддерживаться в определенном диапазоне между приблизительно 204C (400F) и 315C (600F) во время сварки из-за минимальной межпроходной температуры.
Невыполнение этого требования может привести к охрупчиванию металла и преждевременному затвердеванию.
Ферритные стали имеют одни из самых низких максимальных межпроходных температур для нержавеющей стали с пределами около 148°C (300F).
Более высокие температуры могут привести к росту зерна и снижению прочности. Высокоуглеродистые ферритные стали также могут потребовать предварительного нагрева для получения оптимальных результатов.
Наконец, дуплексные стали требуют специальных подходов с использованием высоких тепловложений и низких межпроходных температур из-за разного состава дуплексных марок и их сочетания аустенитных и ферритных свойств.
5 советов по обеспечению безопасной и долговечной сварки нержавеющей стали
Несмотря на то, что лучше всего адаптировать свой подход к потребностям вашего проекта, следующие советы обеспечат прочный сварной шов и долговечные результаты независимо от нержавеющей стали. ты используешь.
Нержавеющая сталь подвержена загрязнению высокоуглеродистыми сталями и другими металлами. Когда это происходит, это значительно снижает коррозионную стойкость нержавеющей стали.
Очистка поверхности нержавеющей стали не только помогает снизить риск загрязнения, но и укрепляет сварной шов.
Если вы очищаете поверхность с помощью проволочной щетки, убедитесь, что щетка используется только для нержавеющей стали, так как любые микроскопические частицы, оставшиеся на щетке от других металлов, могут проникнуть в поверхность стали во время очистки, что впоследствии приведет к проблемам.
Специализированные процедуры травления и очистки могут обеспечить бесщеточный метод очистки нержавеющей стали, который безопасен для сварки, что еще больше снижает риск загрязнения.
2. Выберите присадочный материал, аналогичный свариваемым металлам Выбор подходящего присадочного материала важен как для обеспечения прочного сварного шва, так и для поддержания коррозионной стойкости вашей нержавеющей стали.
При выборе наполнителя учитывайте как марки стали, так и любые используемые суффиксы.
Например, вы не захотите использовать высокоуглеродистую нержавеющую сталь, такую как 316H, в качестве наполнителя при сварке низкоуглеродистой нержавеющей стали, такой как 316L.
Хотя точные рекомендации различаются в зависимости от используемых металлов, обычно рекомендуется использовать наполнитель, который соответствует классу основного металла или превосходит его, чтобы обеспечить оптимальные результаты.
Для дуплексных сталей может потребоваться химическая корректировка присадочных металлов, например добавление никеля, чтобы учесть баланс аустенитных и ферритных свойств в дуплексной нержавеющей стали, которую вы свариваете.
3. Используйте надежный инструмент для отслеживания температуры материалаЭффективная сварка нержавеющей стали заключается в контроле температуры.
Контроль температуры в течение всего процесса сварки — это простой способ обеспечить долгосрочные результаты и избежать ухудшения качества вашей нержавеющей стали.
Популярные варианты контроля температуры включают:
Палочки для индикации температуры: Эти палочки надежны и проверены для отслеживания температуры во время сварки. Однако они часто ограничены в диапазоне температур, которые они могут отслеживать. Если вы выполняете сварку в нескольких диапазонах, вам понадобятся несколько типов стержней для точного отслеживания температуры.
Электронные инфракрасные (ИК) термометры: Если у вас есть прямая видимость основного металла, ИК-термометры позволяют точно и быстро контролировать температуру. Однако условия освещения и отделка металла могут создавать проблемы с точностью.
Электронные датчики температуры поверхности: Датчики идеальны, если их можно установить в зоне сварки. Они должны касаться поверхности основного металла, чтобы считывать температуру, поэтому перед продолжением помните об ограничениях рабочего пространства и проблемах с размещением.
Перегрев нержавеющей стали может повлиять на ее коррозионную стойкость и прочность. Однако при работе с тонкими деталями или листами из нержавеющей стали существует дополнительный риск воздействия высоких температур — коробление.
Чтобы свести к минимуму риск коробления, начните с низких температур и используйте прихваточные сварные швы для закрепления деталей, прежде чем заполнять сварной шов позже.
Если вы не можете использовать прихваточные сварные швы для позиционирования основных металлов, сварка короткими импульсами от 3 до 5 секунд может помочь избежать перегрева, обеспечивая при этом точную и быструю сварку.
5. Всегда учитывайте коррозионную стойкость сварных швовЕсли вы не используете устойчивый к коррозии наполнитель, обязательно обработайте места сварки во избежание коррозии.
Грунтовка, прозрачная краска или обработка травлением и пассивацией могут помочь улучшить коррозионную стойкость и обеспечить такую же прочность и долговечность сварных швов, как и окружающая их нержавеющая сталь.
Являясь надежным поставщиком нержавеющей стали для промышленности по всей Канаде на протяжении более 40 лет, Unified Alloys является ведущим поставщиком деталей, форм и компонентов. Если вы ищете, как нержавеющая сталь может помочь в вашем следующем проекте, проконсультируйтесь с одним из наших экспертов-аналитиков. От идеальных марок для использования по назначению до проблем, связанных со сваркой нержавеющей стали, мы можем гарантировать, что вы используете оптимальные варианты нержавеющей стали, доступные на рынке.
Каталожные номера:
Изготовитель: весь мир сварки нержавеющей стали
Сварочный гуру: сварка нержавеющей стали: краткое руководство
Weld My World: полезные советы по сварке нержавеющей стали
Наиболее распространенные методы сварки нержавеющей стали
Tulsa Welding School: какой тип сварки лучше всего подходит для нержавеющей стали?
Kobelco Welding: Азбука дуговой сварки
Как лучше всего сваривать нержавеющую сталь?
Нержавеющая сталь — очень популярный материал, используемый благодаря своим антикоррозионным свойствам, долговечности и красивой отделке. Его качества делают его идеальным для посуды и приборов для приготовления пищи, медицинского оборудования и устройств, средств транспортировки веществ, которые могут разъедать другие типы материалов, и так далее.
Если у вас есть проект, связанный со сваркой нержавеющей стали, читайте дальше и проведите исследование, чтобы получить наилучший результат для своей задачи.
Что такое нержавеющая сталь?Основное преимущество нержавеющей стали заключается в том, что она не так легко ржавеет, что объясняется содержанием в ней хрома (от 10% до 30%). Этот сплав на основе железа отлично работает в широком диапазоне температур, как горячих, так и холодных, что делает его таким подходящим для изготовления трубопроводов, медицинских приборов и инструментов, осветительных приборов, а также в больших масштабах в зданиях и других сооружениях.
Среди других замечательных качеств нержавеющей стали мы хотели бы отметить, что ее легко формовать и изготавливать, а также ее можно перерабатывать, что делает ее устойчивым материалом для широкого применения.
Нержавеющая сталь может быть не самым легким металлом для сварки из-за ее склонности к деформации и того факта, что вам придется использовать более низкую температуру нагрева, чем для других металлов.
- Ожидания. Для неопытного сварщика работа с нержавеющей сталью может иногда вызывать разочарование, поскольку она показывает любые небольшие ошибки, которые вы совершаете, влияя на конечный результат. Кроме того, как уже упоминалось, он имеет тенденцию к деформации при воздействии высоких температур, особенно если он поставляется в виде тонких листов. Он также может деформироваться при остывании.
- Избегайте деформации. Чтобы избежать коробления нержавеющей стали, при сварке за шов можно подложить кусок меди. Это охладит область и предотвратит прогорание сварного шва с другой стороны. Вы также можете не торопиться и сваривать короткие сегменты, давая металлу остыть, прежде чем переходить к следующему сегменту.
- Подготовить. Подготовка зоны и нержавеющей стали к процессу сварки также играет большую роль в успехе вашей задачи, поскольку в первую очередь необходимо принять определенные меры предосторожности. Вы должны помнить, что нержавеющая сталь будет ржаветь, если на нее будут воздействовать такие мелкие частицы, как пыль от углеродистой стали, поэтому перед началом сварки убедитесь, что ваши материалы, инструменты и рабочая зона полностью чистые.
Чтобы выбрать наилучший метод сварки нержавеющей стали, необходимо учитывать несколько факторов: опыт сварщика, толщину нержавеющей стали, с которой вы работаете, способ эстетически приятным должен быть конечный результат, каков ваш бюджет и сроки.
- Дуговая сварка металлическим электродом в среде защитного газа (MIG): Эффективная с точки зрения времени и затрат, MIG-сварка нержавеющей стали выполняется до тех пор, пока конечный результат не должен выглядеть абсолютно безупречным.
- Дуговая сварка вольфрамовым электродом в среде защитного газа (TIG): Этот метод лучше подходит для проектов, требующих большой точности, например, для небольших или сложных деталей, или для тех, в которых сварка будет показана как часть эстетичного конечного результата. Сварка TIG медленнее и требует большего опыта, поэтому не начинайте, пока не проверите свои навыки или пока не будете уверены в своих навыках сварки.
- Сварка электродом: При выборе сварочного прутка или проволоки убедитесь, что вы выбираете материал той же марки или выше. Используйте стержни из нержавеющей стали или, если вам нужно использовать другой тип материала, имейте в виду, что сварной шов может заржаветь, и защитите его грунтовкой или краской.
Как видите, у вас есть несколько вариантов на выбор, и три описанных выше распространенных метода должны быть вам уже знакомы. Используйте TIG, если вы работаете с тонкими листами. Если вы сосредоточены на снижении затрат, вам следует использовать точечную сварку. Если вам нужен совет о том, что будет лучше для вас, обратитесь к эксперту.
Сварке нержавеющей стали нужно научиться. Каким бы прочным и гибким ни был этот материал, сварка может стать неприятностью, если вы не будете достаточно осторожны.
Команда Vern Lewis Welding Supply всегда к вашим услугам, предоставляя высококачественные сварочные материалы, курсы и поддержку. Если у вас есть проект, связанный со сваркой нержавеющей стали, не стесняйтесь обращаться к нам и запрашивать рекомендации, материалы и инструменты, поскольку у нас есть опыт, необходимый для достижения наилучшего результата.
Похожие сообщения
Какой газ лучше всего подходит для сварки MIG — выбор правильного газа для правильной работы
Для сварки методом МИГ
используется ручной пистолет с проволочным электродом с катушки и газовым соплом, которое подает струю газа к месту сварки. Этот газ предотвращает контакт кислорода, азота и других газов из окружающей среды с валиком сварного шва, что помогает обеспечить стабильные и надежные результаты. Загрязнение может привести к…
Читать дальше Какой газ лучше всего подходит для сварки MIG — выбор правильного газа для правильной работыПродолжить
Какой сварочный аппарат лучше всего подходит для начинающих?
Пытаться определить, какой тип сварочного аппарата лучше всего подходит для начинающих, сложно, потому что на это влияет очень много факторов. Как многие из вас уже знают, существует множество различных типов сварочных процессов. Наиболее распространенными являются Stick, MIG, TIG и Flux Core. МИГ вообще считается самым простым, так что логично…
Подробнее Какой сварочный аппарат лучше всего подходит для начинающих?Продолжить
Интересные факты о сварке – 7 уникальных фактов, которые могут вас удивить
Сварка — это многообещающая отрасль, выгодная компенсация и огромное разнообразие различных профессий. Если вы уже являетесь сварщиком, подумываете о карьере сварщика или просто интересуетесь некоторыми уникальными фактами об этом процессе соединения металлов, вы попали по адресу! В этом блоге Vern Lewis Welding Supply мы расскажем…
Читать еще Интересные факты о сварке — 7 уникальных фактов, которые могут вас удивитьПродолжить
Советы для тех, кто не знаком с пропаном
У вас на заднем дворе стоит большой баллон с пропаном? Если это так, и если вы впервые владеете или используете баллон с пропаном, вы можете не знать, как его использовать и когда вам нужно его наполнить. К счастью, это на самом деле достаточно просто и безопасно, а во многих…
Прочитайте больше советов для людей, которые плохо знакомы с пропаномПродолжить
Является ли сварка MIG безопасной и эффективной для профессионалов и любителей?
Поскольку технологии продолжают развиваться, сварка металлов в среде инертного газа (MIG) считается стандартным методом в отрасли. Благодаря использованию гибкого оборудования и материалов, сварка MIG остается любимой как среди профессионалов, так и среди любителей. Точно так же гибкость сварки MIG иногда заставляет пользователей чувствовать себя более комфортно, чем это требует безопасность. Если вы заинтересованы в добавлении…
Подробнее Является ли сварка MIG безопасной и эффективной для профессионалов и любителей?Продолжить
Как сваривать нержавеющую сталь
Нержавеющая сталь известна своей долговечностью и прочностью. Вы можете найти его практически в любом домашнем хозяйстве с растущей популярностью, но есть важные соображения при сварке этого материала. От подготовки до ухода за сваркой, этот процесс требует квалифицированного специалиста, готового изучить передовой опыт.
Узнайте больше о том, как сваривать нержавеющую сталь, и о лучших технологиях для этого.
Можно ли сваривать нержавеющую сталь?
Нержавеющая сталь — очень популярный материал, из которого изготавливают различные изделия, от кухонной техники до кузовов автомобилей. Это универсальный тип металла, на 100 % пригодный для вторичной переработки, который может работать во многих областях. В 2019 году объем мирового рынка нержавеющей стали превысил 111 миллиардов долларов, и сегодня он продолжает расти.
При надлежащем уходе можно сваривать нержавеющую сталь. Несмотря на то, что ее термостойкость и коррозионная стойкость делают нержавеющую сталь популярным товаром, работать с ней может быть сложно. Его термические свойства могут представлять еще большую проблему для сварщиков.
Какой метод сварки лучше всего подходит для нержавеющей стали?
Сварщики должны соблюдать особую осторожность при работе с этим материалом. Ряд его характеристик затрудняет его совершенствование. Например, нержавеющая сталь сохраняет тепло, вызывая коробление. Его поверхность легко маркируется и подвержена царапинам. Явление, называемое засахариванием, может вызвать обесцвечивание, которое в конечном итоге приводит к ржавчине и коррозии. Принимая во внимание все эти факторы, важно, чтобы сварщики знали, как обращаться с нержавеющей сталью для получения наилучшего конечного результата.
Для сварки нержавеющей стали лучше всего подходят следующие методы:
Сварка вольфрамовым электродом в среде инертного газа
Сварка вольфрамовым электродом в среде инертного газа (TIG), сокращенно от дуговой сварки вольфрамовым электродом, считается лучшим способом сварки нержавеющей стали.
Профессионал сварит нержавеющую сталь методом TIG для критически важных соединений или проектов, требующих тщательного контроля. Этот метод хорош для точных сварных швов и особенно тонких профилей, потому что этот процесс формирует низкое тепловложение. Сварщики часто используют газ аргон для защиты и охлаждения вольфрама, потому что он производит меньше дыма, чем альтернативные варианты, и может предотвратить неприглядный оттенок тепла.
Несмотря на то, что это один из самых медленных методов, сварка ВИГ имеет много преимуществ. Он обеспечивает низкий износ электрода и не содержит пор, что приводит к узкой зоне плавления и меньшему количеству остатков окисления, которые необходимо очищать впоследствии.
Сварка металла в среде инертного газа
Сварка металла в среде инертного газа (MIG), также называемая дуговой сваркой в среде защитного газа, является еще одним распространенным методом работы с нержавеющей сталью. Методы MIG используют электричество для плавления и соединения металлов. Некоторые люди называют эту технику сваркой горячим клеем.
При сварке MIG нержавеющей стали проволока подключается к источнику прямого электричества, который действует как электрод, проходящий через сварочный пистолет. Этот метод имеет множество преимуществ, в том числе:
- Эффективность: MIG более эффективен, чем обычные методы сварки электродом.
- Толщина: Может работать с более толстыми деталями из нержавеющей стали, для которых требуются длинные линии сварки.
- Чистота: Эта процедура дает меньше брызг и более чистый сварной шов.
Сварка электродом
Сварка электродом – очень распространенный метод со многими преимуществами. Он работает, используя электричество для одновременного расплавления металлического соединения и электрода, чтобы сварщик мог сплавить детали вместе, заполняя соединение.
Сварщики могут использовать его с различными типами металлов, включая нержавеющую сталь. Однако этот метод не идеален для особо толстых или тонких листов.
Некоторыми из самых больших преимуществ сварки электродами являются низкие затраты на настройку и минимальные требования к оборудованию. Все, что вам нужно, это профессиональный сварщик и правильный электрод. Это удобный для начинающих метод, идеально подходящий для простых проектов из нержавеющей стали.
Сварка сопротивлением
Сварка сопротивлением использует силу, которая преобразуется в тепло. Тепло плавит металлические листы в каждой точке, где они соединяются с другим листом, в результате чего получается прочное металлическое соединение.
Одним из преимуществ контактной сварки нержавеющей стали является то, что она производит меньше дыма и более безопасна для рабочей среды. Он более экономичен, чем другие методы, и очень эффективен. Производители могут автоматизировать контактную сварку, что делает ее еще более эффективной.
Процесс сварки нержавеющей стали
Сварка нержавеющей стали может быть сложной задачей. Неправильное движение может привести к таким проблемам, как деформация или обесцвечивание. Из-за этого особенно важно выбрать правильный метод для вашего проекта и желаемых результатов.
Решая, какой метод лучше, сначала рассмотрите следующее:
- Затраты: Каждый метод связан с различными затратами с учетом оборудования и эффективности.
- Оборудование: Прежде чем остановиться на идеальном методе сварки для вашего проекта, подумайте, какое оборудование потребуется для каждого метода. Это также повлияет на расходы.
- Качество: Некоторые сварочные работы нацелены на получение эстетически привлекательных результатов, в то время как другим требуется прочное соединение. Полезно определить, насколько безупречной должна быть сварочная работа на готовом изделии, прежде чем выбирать технику.
После того, как вы выбрали предпочтительный метод, вам нужно выбрать правильный электрод для работы. Соберите все необходимое защитное снаряжение, чтобы защитить себя и окружающих от опасностей сварки.
Когда вы разберетесь с этими вещами, вы сможете перейти к трем этапам процесса сварки.
1. Подготовка
Нержавеющая сталь особенно чувствительна, и вы часто можете увидеть каждый дефект в процессе сварки. Даже мелкие частицы пыли из углеродистой стали могут оставить после себя неприглядные пятна. Из-за этого лучше всего подготовить свою рабочую среду, прежде чем приступать к делу.
В процессе подготовки может быть полезно очистить поверхности и инструменты, которые будут соприкасаться с коррозионностойкой сталью, с которой вы работаете. Убедитесь, что ваши металлические листы выровнены правильно и не имеют зазоров. Если вы работаете с более толстыми деталями, вам может потребоваться снять фаску или скос на краях, чтобы подготовиться к сварке.
2. Создание сварки
Процесс сварки немного отличается в зависимости от выбранного вами метода. При сварке для достижения наилучших результатов учитывайте следующее:
- Оборудование: Прежде чем приступить к работе, проверьте свое оборудование, чтобы убедиться, что у вас есть все необходимые расходные материалы и оно готово к использованию. Может быть полезно держать дополнительные предметы поблизости на случай, если вам нужно будет внести изменения во время работы.
- Освещение: Сварочные работы требуют достаточного освещения для повышения видимости, чтобы вы могли видеть каждую деталь во время работы.
- Вентиляция: Во время сварки лучше всего работать в хорошо проветриваемом помещении. Работа на открытом воздухе — хорошая идея, но если вы не можете, убедитесь, что у вас есть работающая вытяжная система и много свежего воздуха.
- Безопасность: Помимо защитного снаряжения и средств индивидуальной защиты, важно выполнять сварку только в состоянии бдительности и сосредоточенности.
Следуя этим рекомендациям, сварщики могут выполнять свою работу наилучшим образом и оставаться при этом в большей безопасности.
Уход после сварки
После завершения сварки важно очистить нержавеющую сталь. Существует три метода ухода за сварными швами:
- Механическая очистка сварных швов
- Электрохимическая очистка сварных швов
- Химическая очистка сварных швов
Нержавеющая сталь лучше всего подходит для электрохимической очистки сварных швов, называемой электрополировкой, при которой используется электричество и окисление кислых электролитов до удаляйте пятна и шероховатости поверхности, создавая тот блестящий вид, которым известна нержавеющая сталь.
Свяжитесь с PBZ Manufacturing для получения индивидуального предложения
PBZ — универсальный магазин в Пенсильвании, где можно найти изобретательное производство металлов. Наша команда опытных профессионалов может помочь вам на нескольких этапах производственного процесса, от изготовления до логистики.
Хотите узнать больше? Свяжитесь с нами через нашу онлайн-форму или получите индивидуальное предложение сегодня!
Лучшие сварочные аппараты для нержавеющей стали для продажи онлайн по самой низкой цене
Поиск
Все категории/ Магазин по использованию/ Дуговые сварщики/ Сварщики по металлу/ Сварщики стали
112 штук найдено
Сварочный аппарат Millermatic 211 с автоматической установкой MIG
Сварочный комплект Miller Diversion 180AC/DC TIG
Millermatic 211 Auto-Set/Small Cart Сварочный аппарат Mig 110/220 В
Hobart Handler 190 Сварочный аппарат с подачей проволоки
ESAB Fabricator 186 Сварочный аппарат переменного/постоянного тока
Multimatic 200 упаковок с комплектом TIG (ранее 951586)
НОВИНКА! Millermatic 141 W/Auto Set 110 Вольт сварочный аппарат MIG с тележкой
ЭСАБ #W1006313 ArcMaster 141 AC/DC
Сварочный аппарат Miller Dynasty 280 DX TIG
Miller Dynasty 280 DX (Auto-Line 208-575 В) с CPS
Dynasty 280 Dx (с CPS) TIGrunner
Miller Dynasty 280 Dx (с Cps) Полная упаковка с ножным управлением
Miller Dynasty 280 Dx (с Cps) в комплекте с беспроводной педалью управления
Сварочный аппарат/генератор Blue Star 185
ESAB Fabricator 186i AC/DC Stick/TIG Kit/Reg/Torch Ct.
Династия Миллера 210 DX (120–480 В)
Miller Dynasty 210 DX 120–480 В, CPS
Miller Dynasty 210 (120–480 В), полный комплект педали управления
Miller Dynasty 210 120–480 В, полный комплект беспроводной педали управления
Miller Dynasty 210 DX 120–480 В, полный комплект педали управления
Miller Dynasty 210 DX 120–480 В, комплект беспроводного педального управления
Миллер XMT 350 CC/CV, Dinse
ESAB Rebel EMP 215ic Multi-Process MIG/TIG/Stick Package
Miller Multimatic 215 Сварочный аппарат MIG/Stick/TIG
Сварочные аппараты MIG и TIG для нержавеющей стали
Сварка нержавеющей стали широко используется в промышленности, а также в ремеслах, искусствах и бесчисленных ремонтных работах. Коррозионная стойкость нержавеющей стали делает ее идеальной для многих применений. Однако более высокое содержание сплавов (хрома и никеля) снижает его свариваемость. Welders Supply предлагает инновационные технологии сварки, поэтому вы можете сваривать что угодно.
Welders Supply предлагает аппараты для сварки MIG и TIG. Покупайте сварочные аппараты Miller TIG, Hobart Ironman и ESAB. Если вы не уверены, какой сварочный аппарат для нержавеющей стали лучше всего подойдет для ваших конкретных нужд, позвоните нам, и один из наших опытных представителей будет рад вам помочь.
Необходимые инструменты для сварки нержавеющей стали
Плазменные резаки — лучший вариант для получения точной резки. Они не только самые быстрые, но и самые точные. Для мелкосерийных работ подойдут электроинструменты. Для крупномасштабных работ вам понадобится плазменный резак. Welders Supply предлагает лучшее оборудование для плазменной резки. Ознакомьтесь с нашим полным ассортиментом станков плазменной резки.
Для бесшовного сварного шва необходимо зашлифовать все неровности. Существует множество абразивных материалов, которые облегчают шлифовку и выдалбливание: от ручных инструментов, таких как жернова/напильники, до проволочных щеток, которые помогают сглаживать и удалять мусор, до более крупных шлифовальных станков, которые быстрее сглаживают острые края.