доступные способы сваривать, чем лучше, как дома, чем тонкую
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Необходимые меры предосторожности
При выборе любой технологии сварки соблюдают следующие правила безопасности:
- Нельзя применять неисправные аппараты.
 Основные блоки оборудования проверяют перед началом работы. Провода не должны иметь повреждений. При необходимости кабели заменяют.
Основные блоки оборудования проверяют перед началом работы. Провода не должны иметь повреждений. При необходимости кабели заменяют. - Для работы подходят только новые электроды с неповрежденным покрытием. Использование треснутых стержней недопустимо.
- Рабочее место обустраивают заранее. Из зоны сварки убирают легковоспламеняющиеся жидкости и материалы, посторонние предметы, способные затруднять процесс.
- При работе применяют сварочную маску, специальный костюм, перчатки, кирзовые сапоги. Возле оборудования стелют диэлектрический коврик, исключающий вероятность поражения человека током.
- Помещение снабжают мощной вентиляционной системой.
- Работу ведут на специальном столе. Не рекомендуется держать детали на весу.
- При использовании инертного газа или кислорода на сварочном столе не должно быть следов масел.
 Основные блоки оборудования проверяют перед началом работы. Провода не должны иметь повреждений. При необходимости кабели заменяют.
Основные блоки оборудования проверяют перед началом работы. Провода не должны иметь повреждений. При необходимости кабели заменяют.Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм. , необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
 , необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
, необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
Читать также: Какой провод нужен для заземления частного дома
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм. ;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.
 ;
;Технология и правила работы
Правильный выбор метода сварки черного металла с нержавейкой помогает получить прочное долговечное соединение.
Подходящие режимы
Для соединения деталей из разнородных материалов чаще всего применяют следующие технологии:
- электродуговую сварку с плавкими электродами;
- работу в аргоновой среде с неплавкими вольфрамовыми стержнями и присадочной проволокой или без таковой.
Для получения качественного шва электродуговым способом применяют электроды для сварки нержавейки.
Аргонодуговой метод подразумевает использование проволоки из стали с легирующими добавками: никелем, хромом, марганцем. Шовный материал должен содержать больше нержавейки, рекомендуемая концентрация этого металла – 40-60%.
Электроды для сварки нержавейки и их классификация
От правильности выбора стержней зависит стабильность сварочной дуги, качество получаемого шва. Для работы с черметом и нержавейкой применяют переходные электроды следующих марок:
Для работы с черметом и нержавейкой применяют переходные электроды следующих марок:
- ОЗЛ-25Б, используемые для сварки деталей из жаропрочных сталей;
- НИАТ-5, применяемые для работы с аустенитными материалами;
- ЦТ-28, предназначенные для сварки содержащих никель сплавов;
- Э50Ф, применяемые для работы с термостойкими металлами.
Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами
При силе тока до 60 А используют стержни толщиной 2 мм. Если значение достигает 80 А, диаметр электрода должен составлять 3 мм.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Завершающий этап
Качество соединения проверяют до зачистки нержавейки после сварки. Если нет трещин, приступают к удалению окалины, сажи, чтобы на металле образовался оксидный слой. Это делают двумя способами:
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.
После обработки рабочей зоны на шов накладывают пассивирующий слой.
Самостоятельный монтаж или ремонт металлоизделий из нержавейки требует определенной квалификации от сварщика. Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.

Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине. Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.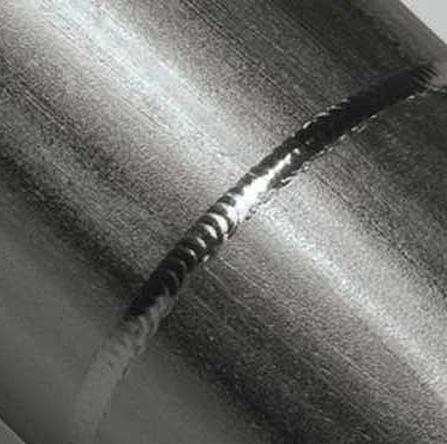 Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.

Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
 Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.Электроды ММА для нержавеющих сталей
Вопрос №2. В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется. Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3 Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали. Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами. В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Среди множества сталей, по некоторым данным их общее количество насчитывает около 600 наименований, особняком стоят нержавеющие (коррозионностойкие). Состав этих сталей позволяет их использовать в различных условиях эксплуатации, например, на морском воздухе или в химически агрессивных средах.
Из нержавейки производят трубопроводную арматуру, емкости, в том числе, работающие под давлением и многие другие детали и агрегаты. Для соединения между собой частей трубопровода устанавливают разъемное или неразъемное соединение. Для первого типа востребованы фланцы, муфты и пр. Для создания неразъемных соединений (стыков) используют сварку.
Надо понимать, что наличие в составе нержавеющих сталей различных элементов, предъявляет особые требования к способу соединения и материалов для этого используемых.
Читать также: Как убрать супер клей с кожи рук
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Почему важно использовать специальные электроды для сварки нержавейки
Нержавейка, с момента ее появления на рынке металлов широко используется для производства деталей и сборочных единиц, которые применяют в различных отраслях. Популярность нержавейки обусловлена не только ее стойкостью к воздействию коррозии, но и рядом других свойств. К ним можно отнести, высокие прочностные параметры, внешний вид, длительность эксплуатации. Но сплавы этого класс обладают одним существенным недостатком – плохая свариваемость. Надо сказать, что такой недостаток существенно осложняет работу с нержавейкой. Она обусловлена рядом причин, в частности:
Она обусловлена рядом причин, в частности:
- Нержавеющие сплавы имеют низкую теплопроводность. Этот показатель в два раза меньше, чем у традиционных углеродистых сталей. Именно поэтому, во время выполнения сварочных работ этот материал хуже отводит излишнее тепло, возникающее в процессе работы. Такое явление привело к тому, что для уменьшения тепла, используют сварочный ток на 15-20% меньший, чем тот, который необходим для сварки черных сплавов.
- Во время соединения изделий из нержавеющей стали с большой массой между заготовками необходимо оставлять довольно большой зазор. Если это требование проигнорировать, то в металле, который расположен рядом со швом будут появляться трещины микроскопического размера. Их наличие приведет к тому, что будет снижено качество соединения, в том числе и его надежность.
- При сварке нержавеющей стали, в зоне шва образуется зона высокого электрического соединения. Соответственно это приводит к сильному нагреву инструмента. Именно это и определило то, что для выполнения сварочных работ необходимо использовать специальные расходные материалы по нержавейке, предназначенные для работы с такими сталями. Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются:
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
- короткой дугой;
- со струйным переносом;
- импульсной.
Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Электроды по нержавейке, в чем особенности
При выполнении работ с заготовками, произведенными из нержавеющих сталей необходимо не только правильно выбрать электроды, но и квалифицированно использовать сварочное оборудование, в частности, подобрать рабочий ток, определить расход газа и пр.
Электроды для сварки нержавейки
Нарушение некоторых технологических правил приводит к такому явлению как межкристаллическая коррозия. Она снижает стойкость к коррозии шва и расположенного рядом металла. Кроме того, по достижении определенной температуры в структуре начинают образовываться карбиды хрома и железа. Они придают металлу излишнюю хрупкость и снижают его антикоррозионные характеристики.
Электроды для нержавейки помогают избежать этого явления, и при их правильном использовании качество шва будет отвечать всем техническим требованиям.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
Он определяется видом металла. По основным свойства нержавейка классифицируется на:
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.

На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
Особенности сварки разнородных сталей
Черный металл и нержавейка обладают разными химическими составами, физическими свойствами. Процесс сварки деталей из разнородных материалов сопряжен со следующими трудностями:
- Сварной шов является самым слабым местом металлоконструкции. Это объясняется разницей в коэффициентах линейного расширения. После затвердевания расплава сохраняется внутреннее напряжение, снижающее устойчивость соединения к нагрузкам.
- Стык проплавляется неравномерно, что связано с разницей в показателях теплопроводности. Это отрицательно отражается на прочности сварного шва.
- Атомы углерода мигрируют, ухудшая антикоррозионные свойства металла. Шов быстро покрывается ржавчиной и разрушается.
 Шов быстро покрывается ржавчиной и разрушается.
Шов быстро покрывается ржавчиной и разрушается.Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Популярные производители электродов и выбор прочего оборудования
Многие компании предлагают сварщикам широкий ассортимент электродов, применяемых при сварке разнородных металлов. Ведущими производителями стержней считаются:
- ESAB;
- «Лосиноостровский завод электродов»;
- «Кировская электродная фабрика»;
- Quattro Elementi;
- «Спецэлектрод»;
- Lincoln Electric.
Электроды для сварки нержавеющей стали 12×18н10т
Сталь 12×18Н10Т относят к материалам аустенитного типа. Эту сталь широко применяют для изготовления оборудования пищевой и фармацевтической промышленности.
Для соединения заготовок из этой стали применяют следующие типы изделий:
- ЦЛ-9, сварку с его применением можно выполнять во всех пространственных положениях.
- ОК 61.30, обеспечивают качество шва, самоотслаивание шлака.
Какими электродами варить нержавейку 1 мм
Один из самых сложных процессов в сварочных процессах – это обработка деталей с тонкими стенками. Это обусловлено тем, что:
- Излишнее тепло, выделяемое при сварке, может привести к образованию отверстия.
- Высокая температура может привести к деформации поверхности.
- Электрическая дуга, которая используется при обработке тонкостенных деталей, имеет небольшой размер. Даже небольшой отрыв ее от поверхности обрабатываемых заготовок может привести к ее отключения.
Читать также: Как выбрать паз в доске циркуляркой
Сварка стали 1мм
Все вышеназванные сложности существенно осложняют работу сварщика. Помочь в устранении этих проблем может оказать правильный выбор сварочного материала. Например:
Например:
- ОК 63.34 – можно отнести к универсальным электродам, их можно использовать для работы с заготовками разной толщины.
- ОК 63.20 – их применяют для обработки труб и тонкостенного материала.
Популярные электроды для сварки нержавейки
К самым популярным электродам для нержавейки относят те, которые выпускают ведущие мировые производители. Использование брендовых изделий гарантирует получение качественного сварного шва.
Эта шведская компания признанный лидер в разработке и изготовлении сварочного оборудования и расходных материалов, применяемого для работы с металлами разных типов.
На ее предприятиях производят такие марки как:
- ОК 61.35 – их применяют для сварки особо ответственных конструкций, например, трубопроводов, работающих под давлением.
- ОК 67.72 — электроды, применяемые для сварки разнородных металлов.
ЦЛ 11
Электроды этой марки применяют для работы с такими сплавами как — 09×18Н12Т, 12×18Н10Т, ×14Г14Н3Т и их аналогами.
Ключевое достоинство этого расходного материала заключается в том, что шов, выполненный с этим электродом с успехом, противостоит межкристаллической коррозии.
МОНОЛИТ
Эта отечественная компания, которая выпускает электроды, применяемые для сварки углеродистых и нержавеющих сталей.
Электроды, выпускаемые под этой маркой, применяют как для работы с углеродистой, так и с нержавеющей сталью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Среди всех разновидностей, сварка нержавейки выделяется особым образом. Дело в том, что при обыкновенном процессе ванная с раскаленным металлом получается в меру вязкой, что обеспечивает четкое формирование шва. Это также позволяет относительно легко делать вертикальные и потолочные швы. Но когда в дело вступает нержавеющая сталь, то здесь возникает ряд нюансов. Ведь ванна получается очень текучей, словно в ней находится вода. Это создает сложности не только при формировании потолочных и вертикальных швов, когда металл попросту стекает с поверхности, но и обыкновенных. Даже когда идет сварка нержавейки переменным током в горизонтальном положении, то есть большой риск, что все будет растекаться. Здесь требуются четкие и аккуратные движения, чтобы сформировать качественный шов.
Даже когда идет сварка нержавейки переменным током в горизонтальном положении, то есть большой риск, что все будет растекаться. Здесь требуются четкие и аккуратные движения, чтобы сформировать качественный шов.
Из-за повышенной текучести возникает сложность формирования сварочных «чешуек» на шве, поэтому, перед тем как варить нержавейку электродом, следует набраться опыта в этом деле.
Полезные рекомендации
Опытные сварщики дают начинающим мастерам следующие советы:
- При сварке разнородных металлов желательно применять расходники, содержащие никель. Перед началом работы стержни прокаливают в течение часа.
- Сварочный аппарат должен выдавать постоянный ток.
- Нельзя пропускать этап предварительной обработки деталей. При наличии грязи или ржавчины шов становится хрупким.
- При газовой сварке нельзя использовать принудительные методы охлаждения. Деталь должна остывать естественным путем.
- Нанесение флюса способствует повышению прочности соединения.
- Наконечники неплавких электродов нужно регулярно затачивать.
- При сварке стараются захватывать как можно больше черного металла. Это помогает установить прочную молекулярную связь.
- Электрод нужно вести медленно и аккуратно.

Соблюдение рекомендаций помогает быстро освоить методы сварки деталей из разнородных металлов.
Способы сварки
Существует несколько способов, как варить нержавеющую сталь электросваркой. Заключаются они в применении различных инструментов и дополнительных расходных материалов. В качестве основных, которые используются как в домашних, так и в промышленных условиях, можно выделить три:
- Сварка с помощью нержавеющих электродов с покрытием, которая является универсальной и может использоваться практически в любой сфере. В данном случае, электрод образует материал для шва.
- Сваривание с помощью вольфрамового электрода с помощью защитного газа аргона. Здесь используется неплавкий электрод, который расплавляет металл самой заготовки, что и служит основным материалом для образования шва.

- Электродуговая аргонная сварка, в которой используется вместо электрода нержавеющая проволока. Проволока поставляется без покрытия, а его функции выполняет защитный газ аргон.
Контроль за сварными соединениями
Для оценки прочности соединения между железом и нержавеющей сталью применяют следующие способы:
- Обработка шва керосином. Если жидкость проступает с обратной стороны, соединение является некачественным.
- Использование ацетона. Его наносят также, как керосин. Появляющиеся на изнаночной стороне капли свидетельствуют о наличии сквозных дефектов.
- Гидравлический метод. Применяется в промышленных условиях. После подачи воды под давлением осматривают соединение.
- Ультразвуковые методы. Применяются при предъявлении высоких требований к качеству металлоконструкций.
переходные электроды, как инвертором – Определенных металлов на Svarka.guru
Нержавеющая сталь является неотъемлемой частью многих, самых разнообразных отраслей. Данный материал активно применяется в производстве товаров широкого потребления и в различных сферах промышленности. Обусловлено это несколькими важными достоинствами сплавов данной категории. Они отличаются твердостью, прочностью, долговечностью и привлекательным внешним видом. Поэтому электроды для сварки нержавеющих сталей особенно востребованы среди расходных материалов. Здесь мы рассмотрим какими электродами варить нержавейку.
Данный материал активно применяется в производстве товаров широкого потребления и в различных сферах промышленности. Обусловлено это несколькими важными достоинствами сплавов данной категории. Они отличаются твердостью, прочностью, долговечностью и привлекательным внешним видом. Поэтому электроды для сварки нержавеющих сталей особенно востребованы среди расходных материалов. Здесь мы рассмотрим какими электродами варить нержавейку.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже. Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
- Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества. То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.

 Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
| Химический элемент | Относительное содержание,% |
| Углерод | 0,09 |
| Марганец | 1,9 |
| Кремний | 0,38 |
| Никель | 12,8 |
| Хром | 24,9 |
| Сера | 0,011 |
| Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
| Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные . Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
| Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
| 2 | 30…50 | ||
| 2,5 | 40…60 | ||
| 3 | 50…100 | 50…60 | 50…60 |
| 4 | 90…150 | 100…120 | 100…120 |
| 5 | 120…180 | 120…150 |
Сварка нержавейки с черным металлом
Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
- Ручную дуговую сварку плавящимся электродом.
- Неплавящимся вольфрамовым электродом в среде защитных газов с присадкой или без таковой.
Кстати, в качестве присадочного материала нужно использовать нержавеющую проволоку.
Сказать, что первый способ сварки лучше, а второй нет, или наоборот, нельзя. В каждой технологии есть свои особенности и нюансы. К примеру, чтобы сварной шов при ручной электродуговой сварки был качественным, нужно использовать электроды, с помощью которой можно варить саму нержавейку. Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Что касается плавящихся электродов, то они подбираются с учетом состава обоих свариваемых металлов: нержавейки и обычной стали. Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
К тому же присутствие никеля в двух сплавах делит их на несколько категорий: легированные, низко- или высоколегированные, углеродистые или теплоустойчивые. Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Стержень таких электродов обладает высокими прочностными характеристиками.
Марки каких электродов подойдут для сварки черной стали и стали нержавеющей:
- НИАТ-5 – прекрасно варит аустенитных металлов.
- ЦТ-28 – для нержавейки.
- Э50А – для сплавов с высоким показателем теплоустойчивости.
- ОЗЛ-25Б – для жаропрочных металлов.
Особенности сварки черного металла с нержавейкой
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Режимы для сварки
| Толщина соединяемых заготовок, мм | Диаметр электрода, мм | Род тока | Сила сварочного тока, А |
| 1 | 2 | постоянный | 30-60 |
| 2 | 3 | постоянный | 50-80 |
| 4 | 4 | постоянный | 90-130 |
Технология сварки
Как и во всех сварочных процессах, свариваемые заготовки необходимо подготовить: очистить кромки или торцы металлической щеткой до блеска, обезжирить, если есть такая необходимость. Для обезжиривания можно использовать растворитель или спирт. Если буде производится газосварка, то в стык укладывается флюс.
Сваривать черный металл и нержавеющую сталь лучше в нижнем положении. Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
При газосварке все эти же процесс происходят точно также, только медленнее. Шов надо формировать глубоким и широким. Чем больше однородного металла между заготовками, тем лучше. Самое главное никаких быстрых способов охлаждения, металл сварочного шва должен остывать медленно.
Конечно, чтобы добиться качества конечного результат, надо иметь опыт сваривания разнородных металлов. Поэтому после завершения сварочной процедуре рекомендуется провести контроль качества шва. Это можно сделать несколькими способами.
- С помощью обычного керосина. Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.
- То же самое можно сделать, используя ацетон. Можно его подкрасить пигментом для лучшего проявления с обратной стороны сварного шва.
- Существует так называемый гидравлический способ контроля. Обычно с его помощью проверяется шов на прочность. Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
 Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.Применение полуавтомата
Для сваривания деталей из нержавеющей стали, как и для сварки металла с нержавейкой, может применяться полуавтомат. Для создания защитной среды чаще всего используется смесь аргона (98%) и углекислого газа (2%), которая обеспечивает отличную растекаемость металла при плавлении и увеличивает качество соединительного шва. Отличительная черта этого метода – сильное разбрызгивание расплавленной присадочной проволоки. Ещё одна функция защитного газа – снижение разбрызгивания до минимума.
Схема сварки нержавейки полуавтоматом
Есть три способа выполнения сваривания полуавтоматом:
- Импульсный – самая точная и эффективная методика. Проволока подаётся каплями, что уменьшает её расход и исключает разбрызгивание.
- Струйным переносом – применяют для сваривания более толстых деталей, для защиты рекомендуется использование флюса, а не газа.
- Короткой дугой – идеально для тонколистового материала, главное преимущество – снижение до минимума рисков прожигания стали.

Схема импульсной сварки
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Популярные производители
Практически все изготовители предлагают клиентам широкий выбор электродов для коррозионностойких сталей. Востребованность нержавейки, а, соответственно, и сварочных материалов для нее, требует этого от заводов. Среди ведущих производителей следует отметить следующие концерны: “Лосиноостровский электродный завод”, “Спецэлектрод” (Москва), “Зеленоградский электродный завод”, “Кировский завод”, ESAB, “Lincoln Electric”, “Quattro Elementi”.
Среди ведущих производителей следует отметить следующие концерны: “Лосиноостровский электродный завод”, “Спецэлектрод” (Москва), “Зеленоградский электродный завод”, “Кировский завод”, ESAB, “Lincoln Electric”, “Quattro Elementi”.
Данная статья дает полный и четкий ответ на многие вопросы, возникающие у сварщиков во время работы с изделиями и конструкциями из нержавейки. Ознакомившись с представленной информацией каждый исполнитель сможет решить какими электродами варят нержавеющую сталь.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».

Типы покрытия и стандарты маркировки.
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие. Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.

Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
[ads-pc-2][ads-mob-2]
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Особенности сварочного процесса
На выбор технологии соединения значительное влияние оказывает толщина изделий. Например, детали толщиной 1,5-3 мм варят короткой дугой. Более толстые заготовки соединяют электрической сваркой со струйным переносом электродного материала.
Работы выполняются как постоянным, так и переменным током. Каждый способ имеет свои особенности.
Например, постоянный ток препятствует разбрызгиванию металла, что снижает расход электродного материала. Кроме того, повышается производительность и качественные характеристики шва.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм. ;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.
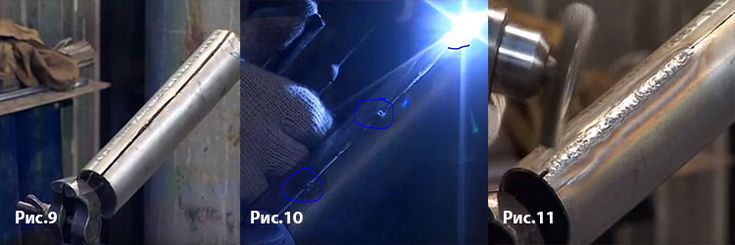 ;
;Выбор необходимого инструмента
Чтобы наиболее точно подобрать инструмент для сварки нержавейки и чёрного металла необходимо знать химический состав обеих заготовок, что не всегда бывает возможно и приходится ориентироваться приблизительно. Для сваривания могут применяться электроды следующих основных типов:
- ОЗП-25Б – для сталей, имеющих высокую жаропрочность.
- Э50ф – для сварки материалов с высокой теплоустойчивостью.
- НИАТ-5 – используется для обработки высоколегированных аустенитных металлов.
- ЦТ-28 – для тех материалов, у которых присутствует никель в составе.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.

Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Советы бывалых, экспертное ассорти
Важные советы по сварке нержавеющей стали:
- Пресловутая МКК – межкристаллитная коррозия, которую все опасаются и о которой много говорят, появляется только при температурном режиме выше 500°С. Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
- За температурой нужно следить всегда и очень внимательно: в диапазоне от 350°С до 500°С пластичность нержавеющих сплавов значительно снижается, а это ведет к повышенной хрупкости металла. Поменьше махать молотком, руками и любыми другими предметами при такой температуре!
- Не лениться предварительно нагревать заготовки до самых высоких температур до 1200°С с последующим самостоятельным охлаждением не менее трех часов. Так вы повысите качество стали.
- Спешить никогда не нужно, но сварку нержавейки электродами следует проводить по возможности быстро: нержавейка не любит длительного нагрева. Лучше уж варить слоями с охлаждением каждого слоя до 100°С перед каждым следующим.
- Идеальные прихватки всегда длинные. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
- Выбор правильного электрода ничуть не менее важен, чем выбор аппарата или режима сварки. Стало быть, уделять электродам внимания тоже не меньше.
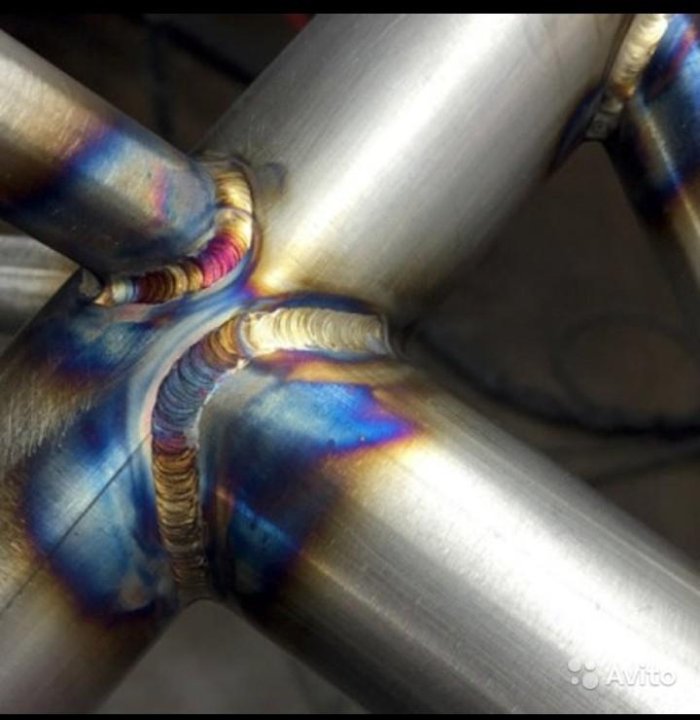

Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.

Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Как проконтролировать качество соединения?
После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
 С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.
Сварка нержавеющего фланца с отводом из углеродистой стали
Применяемые электроды
Разобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.
Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали. Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.

 Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.Меры безопасности
Техника безопасности очень важна при проведении сварных работ. Прежде всего, следует надежно защитить глаза от воздействия интенсивного излучения ультрафиолетового типа. Кроме того, надевают на руки и на ноги плотную одежду, которая не допустит попадания на кожу расплавленного металла. Очень важно соблюдать правила использования электрических установок, газовых баллонов и другого оборудования, так как при неверном применении они могут стать причиной возникновения угрозы жизни либо здоровью человека, работающего с ними при производстве сварных соединений самого разного рода.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- покрытыми штучными электродами в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Взаимное перемешивание расплавленных металлов – залог качественного шва.
Полезные советы
Сварка нержавейки плавящимися электродами – непростая задача даже для профессиональных сварщиков. Опытные специалисты рекомендуют соблюдать следующие правила:
- Температура поверхности не должна превышать 500 Сº – это активизирует процесс образования химических соединений, снижающих крепость шва на молекулярном уровне;
- Для повышения качественных характеристик готового соединения, перед работами рекомендуют нагреть поверхность заготовки до 1200 Сº, после чего оставить охлаждаться естественным образом в течение 3 часов;
- Во избежание перегрева поверхности, необходимо увеличить скорость движения дуги;
- При многослойной технологии нанесения шва необходимо делать паузы между слоями, до охлаждения соединения до температуры 100 Сº;
- Перед применением все электроды необходимо прокалить, с соблюдением требований завода-изготовителя.
Грамотный выбор расходного материала – залог надежного и качественного соединения.

Вместо заключения, рекомендуем ознакомиться с видео по теме.
Как правильно варить нержавейку электродом
Выполняя такую технологическую операцию, как сварка нержавейки, важно учитывать как физические свойства материала, так и его химический состав. Только в таком случае можно рассчитывать на то, что соединение будет выполнено качественно и надежно.
Аргонная сварка нержавеющей стали
Блок: 1/6 | Кол-во символов: 282
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона).
Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала.
Достаточно высокий коэффициент линейного расширения
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Низкая теплопроводность
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
Межкристаллитная коррозия
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа. Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду. Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.
Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.
Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Блок: 2/6 | Кол-во символов: 2754
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь. Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом.
Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь. Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом.
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Совет! Чтобы не допустить такой ситуации необходимо максимально точно подобрать режимы работы сварки и вести шов в шахматном порядке, дабы не допустить местного перегрева.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете. Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете. Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Блок: 3/6 | Кол-во символов: 2149
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali.html
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
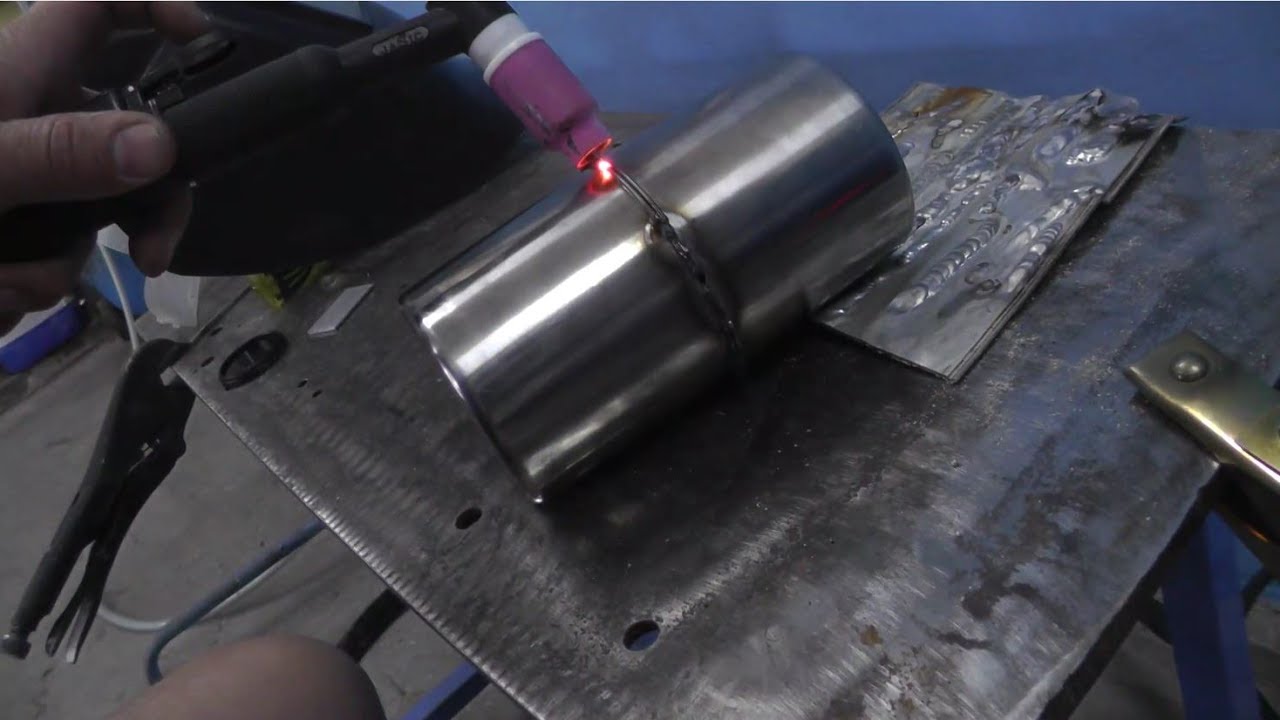
Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам.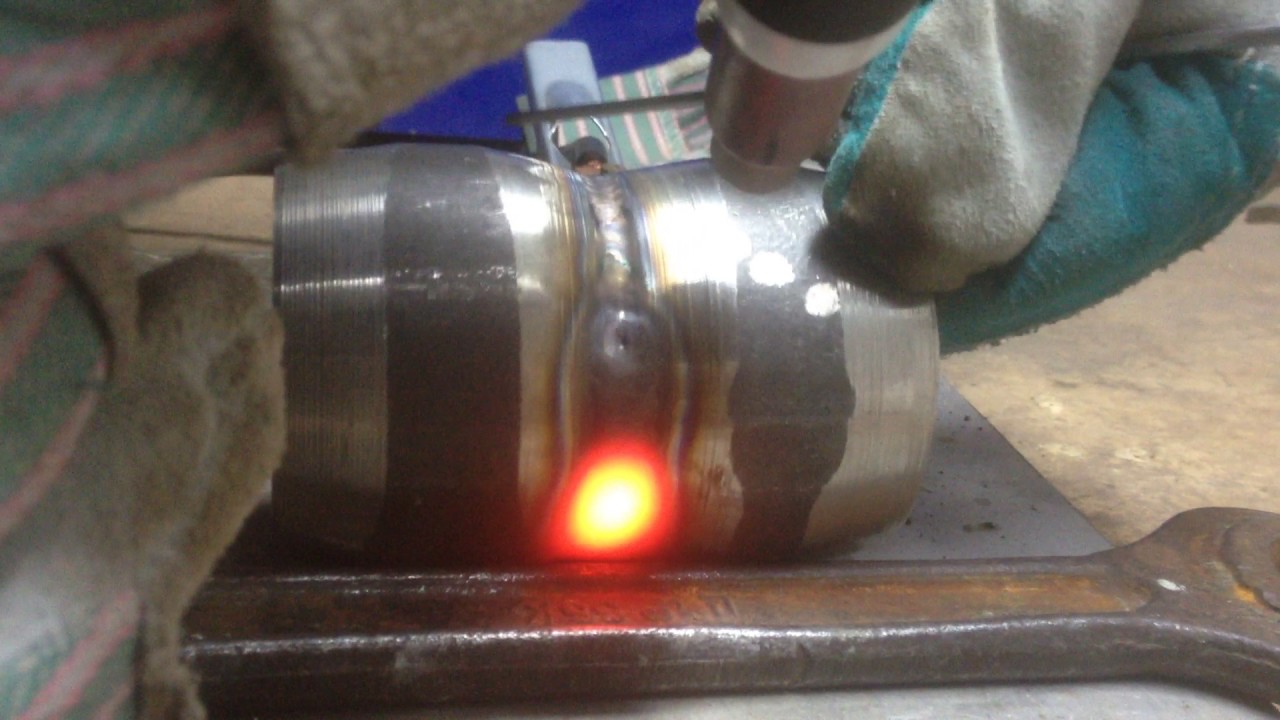 В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.Блок: 3/7 | Кол-во символов: 1762
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».

Типы покрытия и стандарты маркировки.
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Блок: 3/14 | Кол-во символов: 987
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Многие пользователи задаются вопросом: можно ли варить нержавейку простым электродом? Все дело в том, что такой способ сварки возможен, но при малейших недочетах работы возможен негативный исход. Это обусловлено разностью материалов, соединенных в участке сварки (нержавеющая сталь основного металла и стержень электрода из низкоуглеродистой нелегированной стали), которая приводит к внутреннему напряжению в зоне непосредственно возле шва.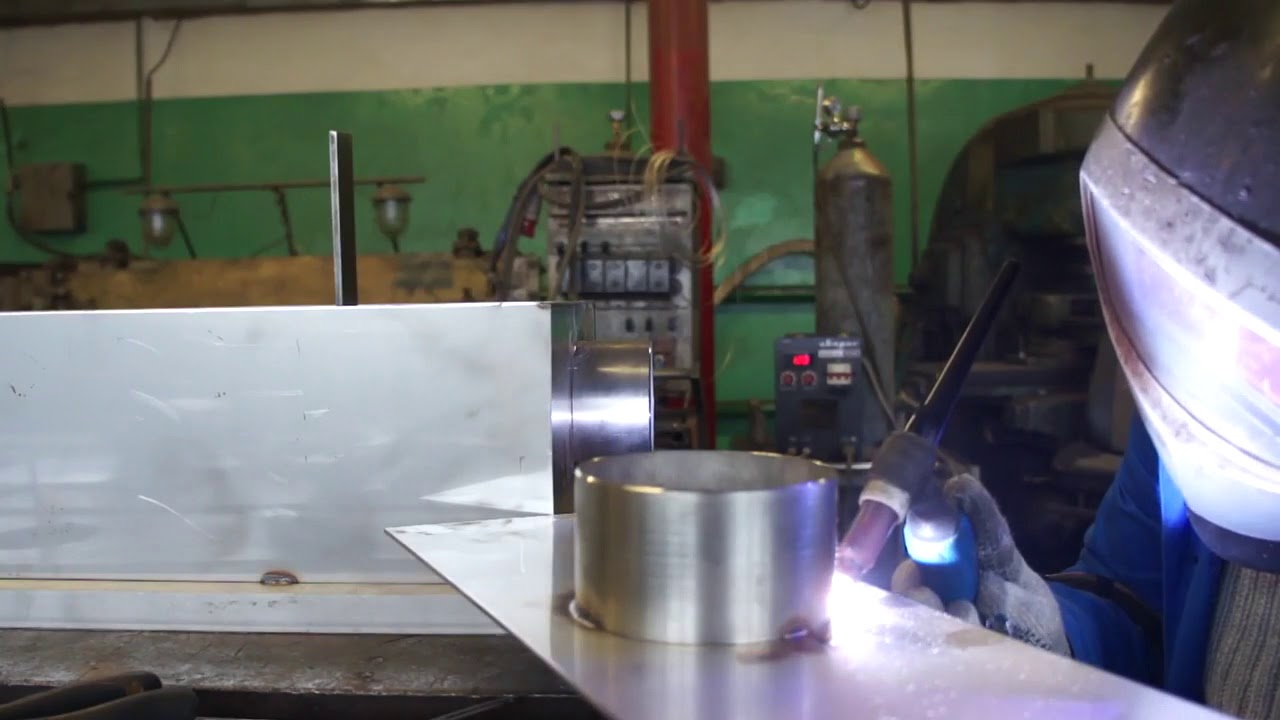 Когда поверхность будет остывать, вы можете слышать щелчки, которые являются знаком образования микротрещин. Именно поэтому сварка нержавейки обычным электродом чревата тем, что шов будет течь и не подойдет для отопительной системы, расширительных баков и емкостей под давлением. А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
Когда поверхность будет остывать, вы можете слышать щелчки, которые являются знаком образования микротрещин. Именно поэтому сварка нержавейки обычным электродом чревата тем, что шов будет течь и не подойдет для отопительной системы, расширительных баков и емкостей под давлением. А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
Для того, чтобы разобраться какие электроды для сварки нержавейки нужны, сколько их должно быть и какая марка является наиболее подходящей, надо не забывать о тепловом коэффициенте металла. Важно подобрать стержни электродов, состав которых будет таким же, что и у свариваемых изделий.
Таким образом вы сможете обеспечить хорошее взаимодействие основного и присадочного материалов без образования дефектов.
Очень часто для сварки нержавейки используются плавящиеся штучные электроды, именно поэтому материал изготовления должен обладать рядом свойств:
- в первую очередь, он должен быть устойчивым к термической ползучести,
- во-вторых температурное расширение должно быть невысоким,
- еще один немаловажный показатель – это повышенная упругость,
- и последняя характеристика – это высокая износоустойчивость и теплопроводность.

Выбор электродов для сварки нержавеющей стали зависит от ее маркировки.
Таким образом, исходя из этого критерия, многие специалисты используют электроды для сварки нержавейки следующих марок:
| Название | Сфера применения |
| ОЗЛ-8 и ЦЛ-11 | для нержавейки, которая применяется в пищевой промышленности; |
| ЭА400/10У, НЖ-13, ЦТ-15 | (редко) – подходят для нержавеющих сталей, характеризующихся повышенной устойчивостью к коррозии; |
| ОЗЛ-6 | для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь; |
| КТИ-7А, ЦТ-28 | для нержавейки, из которой изготавливаются различные инструменты; |
АНЖР-1, АНЖР-2, ЭА395/9Всегда хотели научиться рисовать? Видите, что у вашего ребенка есть способности к рисованию? Тогда курсы изобразительного искусства – это то, что вам нужно. Здесь помогут вам развить свои творческие способности и расскажут о существующих техниках рисования. | для нержавейки другого назначения. |
Электроды по нержавеющей стали АНЖР-1 и АНЖР-2 используются в том случае, когда непосредственно перед сваркой не нужно прогревать изделия, а также по окончании работы их не придется обрабатывать термическим составом.
сила токов для электродов
Если вы используете штучные электроды, которые специально предназначены для сварки нержавеющей стали, то здесь стоит быть очень осторожным, поскольку слой остывающего шлака, который образуется в процессе сварки, может просто отскакивать с поверхности шва.
Попадание частиц горячего шлака на кожу может стать причиной ожога.
Самыми популярными электродами, которые применяются для соединения изделий из нержавейки, являются электроды с маркировкой ЦЛ-11. Внешняя сторона их покрыта составом, выполненным из карбонатов и соединений фтора. Они нашли активное применение и при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.
Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.
технические характеристики электродов
Электроды этой марки обладают рядом достоинств:
- расплавленный металл разбрызгивается в минимальных количествах,
- при соблюдении технологии, шов получается ровный, прочный и хорошо вязкий,
- готовое соединение очень пластичное,
- риск появления трещин в сварном шве сведен к минимуму.
Так же очень популярны электроды ОЗЛ-6 и НЖ-13. Первые наиболее пригодны в случае, когда сварка производится в окислительной среде и при высоких температурных режимах (до 1000 °С). Электроды с маркировкой НЖ-13 хорошо зарекомендовали себя при сварочных работах, связанных с изделиями пищевой нержавеющей стали и сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям.
Преимущества электродов ОЗЛ-6:
- разбрызгивается очень маленькое количество расплавленного металла,
- образующееся соединение является жароустойчивым,
- шов не подвластен появлению коррозии.

В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 запрещено использовать для формирования сварных швов, которые размещены в вертикальном положении.
Помимо электродов известных отечественных производителей, опытные сварщики применяют изделия для сварки нержавейки ESAB.
Самые популярные марки электродов эсаб, которыми можно варить нержавейку: ОК 61.30; ОК 61.35; ОК 63.30; ОК 67.45.
Также достаточно часто используются сварочные электроды по нержавейке ЦЛ-11 Монолит.
Для того, чтобы получилось надежное и качественное соединение, важно подобрать правильные электроды для нержавейки. Помните, что сварочные электроды по нержавейке должны обладать всеми необходимыми свойствами, а сама работа должна выполняться в полном соответствии с требованиями, иначе качество шва будет под сомнением.
Блок: 6/6 | Кол-во символов: 5322
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali. html
html
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Блок: 3/9 | Кол-во символов: 1377
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Блок: 2/3 | Кол-во символов: 3959
Источник: http://svarka-master.ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/
Электроды по нержавейкам специального назначения
Если общее свойство нержавеющей стали заключается в устойчивости в коррозии, то дополнительные свойства специального назначения будут различаться в зависимости от легирующих добавок в сплав. Все виды нержавеющих сталей относятся к высоколегированным сплавам с разной направленностью свойств. Это означает высокую процентную долю тех или иных добавок. С учетом этого электроды также строго делятся по своим рабочим характеристикам.
Для высокопрочных коррозионностойких сплавов
Такие сплавы не окисляются даже при температуре в 600°С. Широко применяются в авиационной промышленности, что говорит само за себя. Из этих сплавов делаются стальные тросы для мостов, самые важные детали в электрических машинах, сердечники трансформаторов, болты, шатуны, все системы, требующие высокой стойкости к ударам и другим силовым воздействиям.
Критерии выбора электродов для сварки нержавейки.
Даже в этом, казалось бы, очень специальном сегменте высокопрочные нержавеющие стали подразделяются на марки со своими особенностями.
Таким же образом рассматриваются и электроды: для каждой марки металла – свои расходники:
- Для стальных марок 12Х21Н5Т и 08Х21Н6М2Т идут электроды нескольких типов: Э-08Х20Н9Г2Б, Э-09Х19Н10Г2М2Б и др.
- Для марок особых высоколегированных сплавов 12Х25Н5ТМФЛ, 10Х25Н6АТМФ, 12Х21Н5Т и 08Х21Н6М2Т используется только один тип Э-08Х24Н6ТАФМ, который дает особый шов с прочностью, равной основному металлу.
- Для марок стали 08Х226Т и 08Х21Н6М2Т подходят типы ОЗЛ-40/08Х22Н7Г2Б и ОЗЛ-41/10Х20Н7М2Г2Б. Швы в данном случае отличаются чрезвычайно высокой коррозионной стойкостью к щелочным средам.
Для кислотостойких коррозионностойких сплавов
Эта группа сплавов не поддается воздействию в кислотной среде, то есть обладают коррозийной стойкостью в агрессивной среде. Они нужны во многих отраслях промышленного производства: авиационной, машиностроительной, горнодобывающей, химической и др. Главные функциональные слова в данном случае – агрессивная среда.
Именно из таких сплавов сделаны узлы и главные детали оборудования, предназначенного, например, для шахт с кислотными водами, канализационных труб, промышленных дымоходов и так далее. К расходникам для таких сплавов требования не менее жесткие: швы должны обладать такими же качествами, что и свариваемые стали.
Марки электродов и область их применения.
К ним относятся:
- при «мягких» режимах – температурах, не превышающих 360°С, можно использовать обширную группу электродов типов ЭА-400/10Т, ЭА-400/10У, ОЗЛ-8, ОЗЛ-12, Л-39 и ЭА-606/10. Полученные швы не предполагают дальнейшего теплового воздействия, остается только кислотная устойчивость «в чистом виде».
- для стальных деталей с необходимым отпуском в конце сварки, нужны электроды типа ЭА-989/21, которые дают возможности выполнить швы, стойки к МКК до и после рабочего процесса.
- Для работы в азотной кислоте применяются наконечники типа Э-08Х19Н10Г2Б, из них – марок ЦТ-15 и ЗИО-3.
- Существуют специальные низкоуглеродистые кислотостойкие стали с низкой до 0,03% долей углерода с высокой пластичностью сплава, для них предназначены расходники типов Э-04Х20Н9 и Э-02Х20Н14Г2М2.
Блок: 11/14 | Кол-во символов: 3185
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Блок: 5/9 | Кол-во символов: 2693
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Другие технологии сварки нержавеющей стали
Существует еще несколько способов сварки нержавейки, которые лучше демонстрируют себя в определенных ситуациях, то есть не отличаются универсальностью. Сюда относятся следующие способы, предполагающие использование специального оборудования.
Сварка нержавеющей стали с использованием лазерного луча
Такой способ сварки, который даже на видео выглядит очень впечатляюще, обладает целым рядом весомых преимуществ: металл в зоне сварки не теряет свою прочность из-за чрезмерного температурного воздействия, быстро остывает, на нем не появляются трещины, а в его структуре формируются зерна минимального размера. Оборудование для лазерной сварки и сама технология находят широкое применение в различных отраслях промышленности (автомобиле- и тракторостроение, монтаж коммуникаций из труб и др.).
Холодная сварка под большим давлением
Данная технология не предусматривает плавления материала в зоне сварки, а металлические детали соединяются на уровне их кристаллических решеток. В зависимости от получаемого соединения и конфигурации деталей давление может оказываться на одну или сразу на обе металлические заготовки. Очень интересно посмотреть на видео такого процесса: две детали, находясь в холодном состоянии, как будто вдавливаются друг в друга.
Контактная сварка изделий из нержавейки
Такая сварка может выполняться по точечной или роликовой технологии. В результате могут быть соединены тонкие листы нержавейки с толщиной не более 2 мм. При этом используется то же самое оборудование, что и для других металлов.
На видео ниже подробно объясняются и наглядно демонстрируются нюансы подачи присадочного прутка при сварке нержавейки неплавким электродом в среде аргона и прочие нюансы работы.
Блок: 6/6 | Кол-во символов: 1757
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Блок: 6/7 | Кол-во символов: 700
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Блок: 7/7 | Кол-во символов: 713
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Варим нержавейку с черным металлом
Сварка нержавейки и черного металла электродом или еще каким-нибудь способом – абсолютно неправильное сочетание с технической точки зрения, это совершенно разнородные материалы. Необходимость в такой работе нечасто, но возникает. Найти решение помогут специальные материалы расходников. Варить можно двумя способами:
- электродами с покрытием;
- вольфрамовыми электродами.
Если использовать ручную дуговую сварку с покрытыми наконечниками MMA – Manual Metal Arc, можно взять материалы для цветных металлов.
Маркировка сварочных электродов для нержавейки.
Оптимальными вариантами являются следующие:
- АНЖР-1 и АНЖР-2. С этими специальными электродами работу можно проводить во всех положениях в пространстве, исключая вертикальное.
- ЦТ-28, позволяющие выполнять жаростойкие и жаропрочные швы.
- ESAB – Внимание! Очень популярна среди мастеров! Группа шведских наконечников для работы с разнородными сплавами.
Главный принцип – выбор более легированного расходника, чем сам металл.
Метод с использованием вольфрама в данной технологии встречается намного реже: вольфрамовые электроды дорогие по стоимости.
- ОЗЛ-312 можно смело выбирать, если неизвестна марка стали.
- НИИ-48Г хороши для переходных слоев.
Блок: 8/14 | Кол-во символов: 1377
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Как правило! Для сварки нержавейки рекомендуется обратная полярность. Плюс на электроде, минус на нержавейке.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Блок: 9/9 | Кол-во символов: 937
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Советы бывалых, экспертное ассорти
Важные советы по сварке нержавеющей стали:
- Пресловутая МКК – межкристаллитная коррозия, которую все опасаются и о которой много говорят, появляется только при температурном режиме выше 500°С. Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
- За температурой нужно следить всегда и очень внимательно: в диапазоне от 350°С до 500°С пластичность нержавеющих сплавов значительно снижается, а это ведет к повышенной хрупкости металла. Поменьше махать молотком, руками и любыми другими предметами при такой температуре!
- Не лениться предварительно нагревать заготовки до самых высоких температур до 1200°С с последующим самостоятельным охлаждением не менее трех часов. Так вы повысите качество стали.
- Спешить никогда не нужно, но сварку нержавейки электродами следует проводить по возможности быстро: нержавейка не любит длительного нагрева. Лучше уж варить слоями с охлаждением каждого слоя до 100°С перед каждым следующим.
- Идеальные прихватки всегда длинные. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
- Выбор правильного электрода ничуть не менее важен, чем выбор аппарата или режима сварки. Стало быть, уделять электродам внимания тоже не меньше.
Блок: 13/14 | Кол-во символов: 1321
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Выводы
Чтобы решить неслабую техническую задачу – качественно сварить металл, который по определению плохо варится, нужно выбрать правильную технологию, а если точнее – правильные электроды. У нас их огромный выбор – на любой вкус и цвет. Но мы точно знаем, что варим и зачем варим, поэтому будем выбирать с умом и грамотным расчетом.
Даже дома можно варить высококачественные стали – это всего лишь сварка нержавейки инвертором. Главное – помнить общие принципы, контролировать температурный режим и иметь твердую руку.
Желаем интересных задач, качественного металла и правильных людей рядом.
P.S. А в паспорт любого электрода все-таки заглядываем… И читаем. На всякий случай.
Блок: 14/14 | Кол-во символов: 719
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Количество использованных доноров: 6
Информация по каждому донору:
- https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali.html: использовано 2 блоков из 6, кол-во символов 7471 (23%)
- https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom: использовано 3 блоков из 7, кол-во символов 3175 (10%)
- https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/: использовано 3 блоков из 9, кол-во символов 5007 (16%)
- http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html: использовано 3 блоков из 6, кол-во символов 4793 (15%)
- https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke: использовано 5 блоков из 14, кол-во символов 7589 (24%)
- http://svarka-master.ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/: использовано 1 блоков из 3, кол-во символов 3959 (12%)
как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Как варить нержавейку самостоятельно?
Любой из способов сварки деталей из высокоуглеродистых сталей подходит для соединения нержавейки в домашних условиях, но прочность в каждом случае будет разной. Наиболее популярным остается «союз» инвертора и электрода — ММА.
Оборудование, материалы, инструменты и защита
Подобная (созидательная) работа всегда подразумевает отдельный этап — подготовку всех элементов, аппаратуры и инструментов. Так как варить нержавейку достаточно сложно, то набор для этой работы потребуется большой. В него входит:
- Инверторный аппарат — прибор компактный и максимально эффективный. Кабель для подключения инвертора к электросети.
- Присадочные материалы. К ним относятся электроды, соответствующие классу нержавеющей стали. Если выбран вариант с аргоном, то потребуется баллон с газом, шланги для его подачи, газовая горелка.
- Инструменты для подготовки нержавейки. Это болгарка с шлифовальными кругами для этого вида металла, щетки (тоже именно для него), а также приспособления для надежной фиксации элементов будущей конструкции.
- Сварочные кабели, предназначенные для подачи тока в рабочую зону: это кабель «массы» (клеммы заземления) и кабель электродержателя. Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.
К обязательной экипировке сварщика относится:
- защитный костюм, или плотная одежда, которая предотвратит контакт кожи с расплавленным металлом, защитит от высокой температуры;
- перчатки, краги, маска, обязательно с темным стеклом;
- ботинки из толстой кожи с такой же подошвой.
После завершения основной работы мастеру не помешают очки, которые предохранят глаза от «скачущего» шлака. Сварка — операция, которая делится на три отдельных процесса. Это подготовка, сама сварка и завершение работы.
Подготовка нержавеющей стали
Этот этап, состоящий из нескольких операций необходим любому материалу. Если говорить о «главной героине», то перед тем как варить нержавейку, мастеру нужно:
- очистить соединяемые участки деталей — от загрязнений и оксидного слоя: для этого используют металлическую щетку, напильник, наждачную бумагу или инструмент со шлифовальными насадками;
- подготовить к операции кромки: если толщина заготовок больше 4 мм, то их разделывают болгаркой, либо спиливают под углом;
- предварительно нагреть элементы, чья толщина более 7 мм, температура зависит о марки материала;
- уложить детали, соблюдая необходимый зазор между ними, его размер находят в справочнике;
- сделать прихватки — короткие (точечные) швы, предотвращающие деформацию изделия.
Вместо механической очистки металла можно использовать химический метод. Как правило, в этом случае выбирают серную или соляную кислоту. Обработанные поверхности тщательно промывают. Перед началом сварки требуется обезжирить участки ацетоном либо авиационным бензином. После проведения всех подготовительных мероприятий можно начинать основную работу.
Сверка нержавеющей стали
Соединение деталей из нержавеющей стали выполняют так:
- Сначала подключают инвертор, создавая обратную полярность: кабель «массы» подключают на минус, кабель держателя на плюс. Такой метод позволяет снизить температуру плавления металла, а значит, дает возможность избежать прожога материала.
- После надежной фиксации заготовок выполняют предварительный этап — создают прихваточные швы. Их длина и шаг зависит от нескольких факторов — от толщины металла заготовок, от протяженности будущего соединения.
Если толщина зоны соединения большая (свыше 7 мм), то сначала ее разогревают до 150°, затем активизируют электрод, поджигая дугу. Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Завершающий этап
Он сводится к освобождению места соединения от образовавшегося шлака, окалины.Первую помеху удаляют небольшим (шлакоотбойным) молотком. После освобождения шва от несовершенств обязательно проверяют качество работы. Если «непровары» все-таки обнаруживают, то стыки вырезают, а сварку повторяют. Окончательную зачистку шва производят металлической щеткой, доводочным кругом, шлифовальным валиком и т. д.
Работа со сварочным оборудованием совсем не проста. Еще труднее операция с нержавеющей сталью, а рассказать о ней с помощью букв нереально. Ошибки неминуемы, поэтому только многочисленные тренировки на «подопытном» материале, а также советы мастеров помогут понять, а затем досконально изучить технологию.
Чтобы увидеть и узнать, как варить нержавейку правильно, лучше всего уделить немного времени популярному видео:
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Другие марки смотрите в разделах для коррозионностойких высокопрочных сталей и для коррозионностойких кислотостойких сталей.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Классификация нержавеющих сталей
Процесс сварки нержавейки считается более сложным, чем сварка обычных стальных изделий. Это связано с уникальной микроструктурой металла, которая зависит от преобладающей кристаллической фазы. Наличие того или иного компонента приводит к разной реакции на термообработку, поэтому выбор способа сваривания во многом зависит от класса материала.
- Аустенитный класс. В таком сплаве основной фазой выступает аустенит. Дополнительными элементами обычно являются хром (до 20%) и никель (до 10%). Хром способствует антикоррозийности, а никель – пластичности, что позволяет применять данный материал в машиностроении. При термообработке аустенитные сплавы не теряют своих характеристик, поэтому хорошо переносят сварочный процесс.
- Ферритный класс. Основной фазой в этом случае является феррит. Добавление хрома придает изделию антикоррозионные свойства, однако, в отличие от аустенитного, ферритный сплав не обладает большой гибкостью. Главной особенностью ферритов является повышенная устойчивость к агрессивным средам, поэтому такой материал часто используют в химической промышленности. Вместе с тем, устойчивость к сверхвысоким температурам делает его неудобным для сварки.
- Мартенситный класс. Наличие в качестве основной фазы мартенсита придает металлу повышенную твердость. Мартенситный сплав в основном применяют для изготовления работающих на износ деталей и режущих инструментов (ножей). В то же время, материал является довольно хрупким, это нужно учитывать во время его обработки и эксплуатации.
Читать также: Точилка для ножниц своими руками
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Как варить нержавейку без полуавтомата, обычным электродом
Как варить нержавейку без полуавтомата, обычным электродомБлагодаря высоким антикоррозийным свойствам нержавейка применяется повсеместно, начиная от промышленных емкостей и заканчивая бытовой тарой. Часто нержавеющая сталь используется для производства трубопроводов, которые обладают долгим сроком эксплуатации.
Несмотря на это со временем может потребоваться ремонт нержавеющих изделий в домашних условиях. Для этих целей чаще всего применяются полуавтоматы, которые дают возможность с «ювелирным» подходом подойти к ремонту нержавеющих изделий, поскольку нержавейка боится сильных перегреваний.
Но что делать, если под рукой нет полуавтомата, а есть обычный инвертор для ручной дуговой сварки? Как заварить нержавейку электродом, а главное, каким?
Как варить нержавейку сварочным инвертором
Для сварки нержавейки используются особые электроды, которые по своему составу наиболее всего подходят к нержавеющей стали. Если варить нержавейку неподходящими для этого электродами, то взаимодействие основного металла с расплавленным будет низким, что грозит появлением различных дефектов.
Плюс ко всему, такое сварное соединение со временем начнёт ржаветь, что приведёт к возникновению более глубокой коррозии. Для сварки нержавеющей стали популярны такие марки электродов, как ЦЛ-11 и НЖ-13. Данные электроды имеют специальное покрытие, которое надежно изолирует сварочную ванну и предотвращает тем самым межкристаллитную коррозию шва.
Нередко сварка нержавейки осуществляется и неплавящимися вольфрамовыми электродами. Однако для сварки неплавящимися электродами понадобится полуавтомат, так как подобная сварка осуществляется строго в среде защитного газа. Ну а поскольку у нас под рукой не оказалось полуавтоматической сварки, то варить нержавейку мы будет электродами, наиболее подходящими для этих целей.
Что включает в себя технология сварки нержавейки электродами?
Сварка нержавеющей стали сильно отличается от сварки обычной стали. Вследствие этого многие боятся осуществлять данный сварочный процесс обычным инвертором. Однако если произвести все правильно, то сложность сварки нержавейки не более чем преувеличена.
Процесс сваривания нержавеющей стали включает в себя следующие этапы:
- Очистку металла от загрязнений и краски, которые попав в сварочную ванну, вызовут появление пены;
- Разделку кромок, только в том случае, когда толщина свариваемого металла более 4 мм. Для этих целей делается острый скос кромок с дальнейшим их соединением. Зазор между элементами должен быть порядка 1 мм. При сварке тонкой нержавейки зазоры не делаются;
- Прогрев нержавеющих деталей перед сваркой. Опять, только в том случае, если их толщина составляет 7 и более миллиметром. Прогрев нержавейки перед сваркой позволит не допустить резкого перепада температур, что чревато деформацией металла;
- Сначала детали прихватываются короткими швами, и лишь затем налаживается основной шов. Угол наклона электрода при сварке нержавейки должен быть не более 60 градусов.
- Вести электрод при сваривании нержавеющей стали нужно быстрее, чем при сварке обычных стальных изделий. Связано это с тем, что нержавейка не терпит перегреваний.
Основное отличие сварки нержавейки от обычной стали в том, что сварочная ванна здесь слишком густая, а процесс формирования шва, во многом чем-то напоминает лепку пластилина. Расплавленный металл настолько густой, что он как бы вдавливается в сварочную ванну концом электрода, формируя тем самым сварное соединение.
Одно из самых главных правил при сварке нержавейки заключается в том, что после завершения сварочных работ металл нельзя охлаждать, поливая водой. Сварному соединению нужно дать остыть самостоятельно, а иначе это приведёт к появлению многочисленных дефектов и трещин.
Сварка аустенитной нержавеющей стали. Часть 2
Предыдущая статья Job Knowledge , № 103, касалась металлургии аустенитных нержавеющих сталей и некоторых проблем сварки, с которыми можно столкнуться.
Аустенитные нержавеющие сталиможно сваривать всеми имеющимися на рынке сварочными процессами. Для большинства аустенитных сплавов доступны соответствующие присадочные металлы, за исключением отсутствия присадочного металла типа 304 (этот сплав обычно сваривают с присадочным металлом типа 308) и припоя типа 321 из-за проблем переноса. титан по дуге.Стали типа 321 обычно свариваются с присадкой типа 347.
В Job Knowledge 103 также упоминалось, что аустенитные нержавеющие стали представляют собой металлургически простые сплавы, и на механические свойства при комнатной температуре изменения в процедуре сварки не оказывают существенного влияния. Однако увеличение содержания кислорода и феррита снизит ударную вязкость при криогенных (~-196°C) температурах.
Электроды с основным покрытием для ручной дуговой сварки с контролируемой короткой длиной дуги и основными агломерированными флюсами для дуги под флюсом необходимы для обеспечения наилучшей ударной вязкости при использовании процессов дуговой сварки.Сталь и присадочный металл следует выбирать с как можно более низким содержанием феррита, скажем, от 1 до 3% для достижения наилучших результатов испытания по Шарпи-V.
И наоборот, для обеспечения наилучшего сопротивления ползучести следует выбирать сталь класса «Н» и использовать рутиловые или кислотно-рутиловые электроды и дуговые флюсы для погружения в кислоту. Они улучшают сопротивление ползучести за счет увеличения содержания титана и ниобия в металле сварного шва, образуя большую концентрацию карбидов, укрепляющих зерно.
Сварка корневого шваTIG (GTAW) всегда должна выполняться с обратной продувкой инертным газом, чтобы предотвратить потерю хрома (и, следовательно, коррозионной стойкости). Для этой цели обычно используется аргон.Азот можно использовать, но существует риск того, что наплавленный металл поглотит азот, в результате чего он станет полностью аустенитным и чувствительным к горячим трещинам.
Двумя характеристиками аустенитных нержавеющих сталей, которые отличают их от ферритных сталей, являются коэффициенты теплопроводности и расширения. Аустенитные нержавеющие стали имеют низкий коэффициент теплопроводности, примерно в 1/3 меньше, чем у ферритной стали при комнатной температуре, и коэффициент теплового расширения примерно на 30% больше, чем у ферритной стали.
Более высокое расширение в более узкой ЗТВ приводит к более высоким остаточным напряжениям и большей деформации. Это особая проблема при изготовлении тонких листов, где достижение желаемых допусков на размеры может быть чрезвычайно трудным и дорогостоящим. Использование методов ускоренного охлаждения, таких как медные охладители или замораживающий газ (метод жидкого CO 2 с низким напряжением и отсутствием искажений, типичным примером этого подхода), использовалось для снижения искажений до приемлемого уровня.
Одной из основных причин использования аустенитной нержавеющей стали является ее коррозионная стойкость. Хотя это в первую очередь зависит от содержания хрома в стали, углерод также оказывает серьезное, но неблагоприятное воздействие, приводящее к форме коррозии, известной как межкристаллитная или межкристаллитная коррозия (ICC), или разрушению сварного шва, локальному эффекту, ограничивающемуся ЗТВ.
Карбиды, присутствующие в ЗТВ аустенитной нержавеющей стали, растворяются при нагревании и восстанавливаются при охлаждении во время теплового цикла сварки.К сожалению, эти новые осадки образуются преимущественно в виде карбидов хрома на границах зерен, истощая хром из области, непосредственно прилегающей к границе, что приводит к локальной потере хрома и снижению коррозионной стойкости. Если образуется достаточное количество карбидов хрома, это приводит к образованию сетки стали вдоль границ зерен, чувствительной к коррозии; сталь была сенсибилизирована. Эта сенсибилизация происходит в зоне ЗТВ, которая подвергается воздействию температур от 600 до 900°C и времени, которое может составлять всего 50 секунд.
Существует несколько способов преодоления этой трудности. Термическая обработка на твердый раствор (1050°C с последующей закалкой водой) повторно растворяет карбиды, и они остаются в растворе при быстром охлаждении. Хотя это устранит обедненные хромом области, обработка раствором сложных сварных конструкций редко бывает практичной.
Наиболее очевидной альтернативной технологией является снижение содержания углерода. Это имеет два полезных эффекта:
- Чем ниже содержание углерода, тем больше времени требуется для образования карбидов.При 0,08% углерода это время составляет около 50 секунд; при 0,03% углерода требуемое время составляет около восьми часов, что маловероятно при сварке!
- Чем ниже содержание углерода, тем меньше карбидов образует непрерывную сеть, обедненную хромом. Следовательно, марки «L», типа 304L или 316L, предпочтительны там, где требуется наилучшая коррозионная стойкость.
Еще один метод заключается в добавлении легирующих элементов, которые вместо хрома образуют карбиды; таким образом, были разработаны стабилизированные марки 321 и 347, содержащие соответственно титан и ниобий.
Титан и ниобий являются очень сильными карбидообразователями, которые осаждают карбиды при более высоких температурах, чем те, при которых образуются карбиды хрома, поэтому углерод не может реагировать с хромом. Однако даже эти стабилизированные марки могут подвергаться коррозии в очень узкой полосе вблизи линии сплавления (так называемая коррозия по линии ножа) в присутствии горячих кислот. Это связано с более высоким и более ограниченным температурным диапазоном растворения карбидов ниобия или титана.Решение, как указано выше, состоит в том, чтобы ограничить содержание углерода максимум до 0,03%.
Сварочные материалы также должны выбираться с низким содержанием углерода, если требуется наилучшая коррозионная стойкость. Большинство расходных материалов для дуговой сварки содержат менее 0,03% углерода, но существуют присадочные металлы с содержанием углерода до 0,10%; их следует использовать только для сварки стали марки «H», где требуется хорошее сопротивление ползучести.
Хотя сварка MAG (GMAW) часто используется, следует помнить, что нагар возможен при использовании смесей аргон/CO 2 , особенно если сварка выполняется в режиме переноса погружением.Поэтому смеси аргона/2% кислорода обычно предпочтительнее там, где требуется наилучшая коррозионная стойкость, но смесь аргон/10% CO 2 /2% кислорода является хорошим компромиссом, который можно использовать для широкого спектра применений.
Другая серьезная проблема, связанная с эксплуатацией аустенитных нержавеющих сталей, связана с коррозионным растрескиванием под напряжением. Это может быть вызвано растворами сильных щелочей, но в первую очередь виноваты галогениды (хлориды, фториды и бромиды). Растрескивание происходит в областях с высоким напряжением, как следует из названия, и поэтому не ограничивается только сварными швами, но именно в сварных швах и рядом с ними обнаруживаются напряжения, приближающиеся к пределу текучести металла, и это представляет особую проблему.
Растрескивание носит трансгранулярный характер, и скорость его распространения может быть очень высокой при идеальных условиях. Например, в горячих концентрированных растворах хлоридов проникновение в тонкие листовые детали может произойти в течение нескольких минут. Однако чем ниже температура и/или концентрация кислоты, тем соответственно медленнее скорость распространения трещины. Поэтому аустенитные нержавеющие стали обычно не используются там, где присутствуют галогениды. Даже в этом случае коррозионное растрескивание под напряжением (SCC) может произойти из-за загрязнения либо продукта в трубе или сосуде, либо снаружи морской водой, особенно там, где жидкость может концентрироваться в щелях.
Чтобы исключить вероятность SCC, единственным решением является снятие напряжения со сварного шва при температуре от 700 до 900°C. Следует помнить, что:
- это может повысить чувствительность стали, поэтому следует использовать только марки с низким содержанием углерода и
- сталь может охрупчиваться из-за образования сигма-фазы (см. Знания о работе 103 ) при более низких температурах термообработки.
К снятию местного напряжения следует подходить с осторожностью, поскольку градиенты температуры могут привести к возникновению напряжений за пределами нагретой полосы; Поэтому могут потребоваться более широкие полосы нагрева и более строгий контроль градиентов температуры, чем это требуется по спецификациям или кодам.Обработка на твердый раствор (выдержка при температуре 1050°C с последующим очень быстрым охлаждением, в идеале закалка в воде) устраняет все остаточные напряжения, избегая чувствительности и охрупчивания, но редко применима для сварных узлов.
В качестве альтернативы можно выбрать более прочную сталь; молибденовые подшипники марки 316 лучше, чем марки 304 или 321. Ферритные нержавеющие стали ( Job Knowledge 101 ) не восприимчивы к SCC хлоридов.
Эта статья была написана Джин Мазерс .
Сварка | Оутокумпу
Методы сварки можно разделить на два типа: методы плавления и методы сварки давлением.
Методы сплавления
Методы плавления, при которых две соединяемые кромки или поверхности нагреваются и соединяются с наполнителем или без него. К ним относятся:
- Ручная металлическая дуга (MMA)
- Металлический инертный газ (MIG)
- Металлический активный газ (MAG)
- Дуговая сварка порошковой проволокой (FCAW)
- Вольфрамовый инертный газ (TIG)
- Плазменно-дуговая сварка (PAW)
- Дуговая сварка под флюсом (SAW)
- Лазерная сварка (LBW)
- Лазерная гибридная сварка (LHW)
Методы давления
Методы давления, при которых две чистые поверхности приводят в тесный контакт для образования металлической связи между двумя поверхностями.К ним относятся:
- Точечная сварка сопротивлением
- Шовная сварка
- Высокочастотная сварка
Микроструктура сварных швов из нержавеющей стали во многом зависит от химического состава. Конституционные диаграммы, такие как диаграмма Шеффлера-Де Лонга, могут использоваться в качестве грубого прогноза микроструктуры сварного шва, но большое влияние также оказывает термическая предыстория, особенно скорость охлаждения после сварки. Важно понимать, что микроструктуру сварного шва нельзя рассматривать как свойство материала.Скорее, для сборной сварной конструкции следует учитывать технологические свойства, такие как механическая прочность, пластичность/формируемость и коррозионная стойкость в различных средах.
Другими важными аспектами для производителя являются производительность и риск неожиданных дефектов или дефектов при сварке новых сталей или форм изделий. По этой причине перед внедрением нового материала или процесса всегда следует проводить квалификацию процедуры сварки для выявления непредвиденных отклонений.
Свойства сварки
Ферритные нержавеющие стали
Основным недостатком ферритных сварных швов по сравнению с их аустенитными аналогами является недостаточная ударная вязкость в более толстых участках. Листовые материалы обычно используются для обеспечения достаточной прочности и пластичности сварного шва.
Параметры сварки сильно влияют на свойства сварного шва. Рекомендуется сваривать ферритные марки с минимальной погонной энергией для предотвращения избыточного роста зерен в зоне термического влияния (ЗТВ).Следует избегать влажных электродов и защитных газов, содержащих водород или азот. Благодаря более низкому тепловому расширению и более высокой теплопроводности деформация и коробление во время сварки для ферритных нержавеющих сталей меньше, чем для аустенитных или дуплексных марок.
Мартенситные нержавеющие стали
Будучи закаливаемыми, мартенситные нержавеющие стали труднее сваривать, чем другие типы нержавеющей стали. Независимо от предшествующих условий, при сварке образуется твердая мартенситная зона, примыкающая к сварному шву, которая склонна к растрескиванию.Твердость увеличивается с содержанием углерода в стали и усложняет сварку. Присутствие водорода увеличивает риск холодного растрескивания, вызванного водородом.
Тем не менее, мартенситные стали можно успешно сваривать, если принять соответствующие меры предосторожности, чтобы избежать растрескивания в ЗТВ. Предварительный нагрев и термообработка после сварки (PWHT) обычно требуются для получения надежных сварных соединений, а соответствующие наполнители должны использоваться для обеспечения максимальной прочности сварного соединения. Если PWHT невозможна, для повышения пластичности можно использовать аустенитные или дуплексные наполнители.
Дуплексные нержавеющие стали
Свариваемость и сварочные характеристики дуплексных нержавеющих сталей лучше, чем у ферритных нержавеющих сталей, но, как правило, не такие хорошие, как у аустенитных сталей. Современные дуплексные стали со значительным содержанием азота легко свариваются. На свойства сварного шва сильно влияют такие параметры сварки, как диапазон подвода тепла, поэтому для получения правильной структуры сварного шва необходимо соблюдать соответствующие процедуры.
Дуплексные нержавеющие стали обычно затвердевают с полностью ферритной структурой, с зародышеобразованием и ростом аустенита во время охлаждения. Присадочные металлы специально разработаны с более высоким содержанием никеля для обеспечения фазового баланса, аналогичного балансу основного материала. Автогенная сварка (без присадки) обычно не рекомендуется для дуплексных сталей. Дуплексная микроструктура более чувствительна к влиянию последующих проходов по сравнению, например, со стандартными аустенитными марками. Чтобы уменьшить влияние предыдущих проходов на микроструктуру, температура между проходами должна быть не более 150 °C для стандартных или бедных дуплексных сталей и 100 °C для супердуплексных сталей.
Аустенитные нержавеющие стали
В целом, аустенитные нержавеющие стали обладают отличной свариваемостью. Окончательная структура металла сварного шва обычно содержит несколько процентов дельта-феррита, что является признаком качественного сварного шва. Уровень подводимой теплоты для большинства распространенных аустенитных марок может достигать примерно 2,5 кДж/мм. Если сварка выполняется на стабилизированных или полностью аустенитных марках, могут потребоваться несколько более низкие уровни, чтобы избежать трещин затвердевания (≤1,5 кДж/мм). Тепловое расширение аустенитных сталей примерно на 50% больше, чем у ферритных и дуплексных сталей.Это означает, что сварка может привести к большей деформации и более высоким усадочным напряжениям.
Для высоколегированных аустенитных марок стойкость к точечной коррозии может быть снижена из-за микросегрегации, прежде всего молибдена, во время затвердевания. Поэтому присадочные металлы в большинстве случаев смешивают с хромом, никелем и молибденом для повышения коррозионной стойкости. Присадки на основе никеля используются для высоколегированных аустенитных марок. Аустенитные марки, легированные марганцем, обладают относительно высокой прочностью при умеренной стоимости.Эти стали демонстрируют более низкую свариваемость, чем стандартные марки Cr-Ni, прежде всего потому, что они более подвержены горячему растрескиванию – трещинам в сварном шве, образующимся при затвердевании.
Для некоторых применений метастабильные аустенитные стали используются в холоднокатаном состоянии, при котором они подвергаются дрессировке до очень высоких уровней прочности. Сварка, естественно, будет иметь эффект размягчения в зоне сварки, и это следует учитывать на этапе проектирования.
Дефекты сварки
Типичные примеры дефектов сварки включают:
- Неполное проникновение
- Подрез
- Отсутствие сплавления
- Поры
- Шлаковые включения
- Сварочные брызги
- Зажигание дуги
Эти дефекты отрицательно сказываются на механических свойствах и устойчивости к местной коррозии, а также затрудняют поддержание чистоты поверхности.Поэтому их следует удалить, обычно шлифовкой, хотя иногда может потребоваться ремонтная сварка.
Глоссарий
Температура между проходами
Рекомендуемая температура материала между проходами сварки. Может быть указана как минимальная или максимальная температура.
Дельта-феррит
Немагнитная форма феррита, стабильная при температуре плавления от 1403 °C до 1535 °C.
Как сваривать дуплексную нержавеющую сталь
Как сваривать дуплексную нержавеющую сталь
Я часто получаю вопросы о правильных параметрах сварки дуплексных нержавеющих сталей.Кажется, существует много путаницы в отношении того, какие методы и проверки качества являются лучшими. Я также заметил, что каждая отрасль по-разному относится к дуплексной нержавеющей стали. Эти материалы требуют ухода и надлежащей процедуры для поддержания коррозионных и механических свойств.
Во-первых, важно отметить, что компания Rolled Alloys и другие поставщики имеют инструкции по сварке с подробной информацией о защитных газах, силе тока, напряжении и других параметрах, необходимых для успешной процедуры. Вот ссылки для сварки 2205 duplex и для ZERON 100 super duplex.Приведенные ниже примечания представляют собой сокращенные практические правила, поэтому для получения подробной информации см. полные руководства по сварке.
Присадочный металл
Большинство дуплексных нержавеющих сталей имеют сверхлегированный наполнитель. Например, 2205 использует 2209, а ZERON 100 использует ZERON 100X. Эти присадочные металлы почти идентичны по химическому составу основному металлу, за исключением дополнительных 2% никеля. Повышенное содержание никеля способствует формированию смеси аустенитной и ферритной фаз в соотношении 50/50. Преимущество этих сверхлегированных наполнителей заключается в том, что вам не нужно проводить термообработку изделия после сварки.Есть несколько вариантов, которые можно использовать, например, LDX 2101 часто сваривают с присадочным металлом 2209, потому что он более доступен. Использование этого присадочного металла с более высоким содержанием никеля, хрома и молибдена повышает коррозионную стойкость и обеспечивает надежный сварной шов.
Температура подводимого тепла и межпроходная температура
Одна из наиболее частых ошибок, которые я наблюдаю при сварке дуплексной нержавеющей стали, — неправильное соблюдение тепловложения и межпроходной температуры. Короче говоря, дуплексы свариваются с относительно высокой погонной энергией и низкими межпроходными температурами.Это не усложняет процесс сварки. Причина, по которой эти параметры важны, заключается в том, что дуплексная нержавеющая сталь опирается на почти равный баланс феррита и аустенита. Если наплавленный металл не выдерживает достаточного времени при температуре, он может иметь высокое содержание феррита и недостаточное количество аустенита. Если наплавленный наплавленный металл слишком долго находится при температуре, содержание аустенита может быть слишком высоким, и повышается вероятность образования нитридов и сигма-фазы в основном металле. Эти изменения снижают коррозионную стойкость и ударную вязкость.
Проверка качества
Поскольку сварка дуплексной нержавеющей стали не является надежной, важно проводить проверки качества. Обычно мы предполагаем, что при разработке процедуры сварки крайне важно проверить коррозионную стойкость, ударную вязкость и смесь феррита/аустенита при квалификации сварки. В руководствах по сварке содержится более подробная информация о том, какое испытание подходит для каждого материала. Как только ваш WPS написан для обеспечения хорошей коррозии, ударной вязкости и феррита, окончательный производственный сварной шов также должен дать хорошие результаты.Поскольку часто невозможно полностью протестировать конечный продукт, мы обычно предлагаем проверить сварной шов на содержание феррита. Как правило, неправильные уровни феррита являются первым признаком проблемы. Если проблема обнаружена, следует провести дополнительное тестирование.
Надеюсь, это поможет. Если у вас есть другие вопросы, свяжитесь с нами по адресу [email protected]
.Зак Шульц
Сварка меди с нержавеющей сталью
Рассмотрите сплавы
При проектировании сварного соединения в первую очередь следует учитывать сплавы нержавеющей стали и меди.Наиболее распространенные нержавеющие сплавы, используемые в этом типе приложений, включают 304, 304L и 316L. 316 не является рекомендуемым материалом, так как его более высокое содержание углерода затрудняет сварку в целом, не говоря уже о соединении разнородных металлов. Предпочтительные сплавы меди включают класс бескислородной меди (OFC) и бескислородных сплавов с высокой теплопроводностью (OFHC). Эти сплавы обычно имеют чистоту меди 99,95% или лучше с очень низким содержанием кислорода и других химических элементов.
Сплавы, перечисленные в этой статье, ни в коем случае не являются единственными сплавами, которые можно соединять.Однако по мере добавления в сварочную ванну различных элементов металлургия соединения может резко измениться, что усложнит сварку. Например, латунь, которая состоит из комбинации меди и цинка, имеет серьезные проблемы при сварке, поскольку цинк выкипает из сварочной ванны, оставляя пустоты и трещины под напряжением. Иногда эти проблемы можно преодолеть, применяя различные технологии сварки, термическую обработку до и после сварки, а также использование присадочного материала. Для любого соединения из разнородных материалов настоятельно рекомендуется тщательная разработка и испытание сварного шва квалифицированным и опытным сварщиком или мастерской по сварке, такой как EB Industries.
См. связанный контентСовместная конструкция — ключ к успеху
Важным аспектом сварки нержавеющей стали с медью является физическая конструкция соединения. Проблемы возникают, если соединение спроектировано так, что энергия сварки сначала проходит через медь. Медь, являясь отличным проводником тепла, как правило, требует значительного количества сварочной энергии, прежде чем она расплавится. Большое количество энергии вызывает две проблемы. Во-первых, дополнительная энергия вызывает большую, чем необходимо, зону теплового влияния и тепловые искажения.Во-вторых, поскольку энергия проходит через медь в нержавеющую сталь, ее высокая энергия в основном разрушает нержавеющую сталь, вызывая дыры и выбросы. Гораздо лучше было бы, чтобы энергия сварки сначала проходила через нержавеющую сталь, а затем в медь. Преимущество этой конструкции заключается в том, что для сплавления нержавеющей стали с медью можно применить нужное количество тепла. Любая дополнительная энергия быстро рассеивается в меди, подобно радиатору. Конструкция обеспечивает гораздо более щадящий сварной шов и, в конечном итоге, требует гораздо меньше энергии для сплавления деталей.
Схема типов суставовПредпочтительный процесс сварки — электронно-лучевая сварка
Электронно-лучевая сварка является предпочтительным процессом сварки меди с нержавеющей сталью. Основная причина этого заключается в том, что EBW — отличный процесс для сварки меди в целом, которая является более сложной для сварки из двух металлов. Электронный пучок имеет очень высокую плотность энергии, на которую существенно не влияет ни теплопроводность меди, ни высокая отражательная способность меди.Энергия электронов быстро проникает в поверхность меди, в результате чего образуется очень узкая и глубокая сварочная ванна. Затем эту ванну можно легко контролировать до требуемой глубины проникновения.
Обычно считается, что лазерная сварка не является хорошим методом сварки для соединения меди с нержавеющей сталью. Однако за последние несколько лет лазеры продвинулись вперед настолько, что регулярно получают хорошие результаты. Основное ограничение лазерной сварки связано с тем фактом, что медь сильно отражает свет лазерного луча.Для CO2 лазера почти 99 процентов энергии падающего света отражается. Лазеры с более короткими длинами волн, такие как Nd:YAG, работают намного лучше. Кроме того, есть трюки, которые можно выполнить с помощью импульсного лазера, чтобы нарушить отражательную способность поверхности.
В целом электронно-лучевая сварка сваривает медь с нержавеющей сталью лучше, чем лазерная сварка. Тем не менее, в приложениях с меньшими размерами швов и требуемым меньшим проплавлением лазерная сварка может обеспечить отличные результаты.
См. связанный контентКак сваривать нержавеющую сталь (7 лучших практик)
Нержавеющая стальявляется фаворитом в мире строительства благодаря своей долговечности и способности противостоять коррозии. Из этого следует, что сварка нержавеющей стали также распространена, но не без проблем.
Мы рассмотрим основные методы, используемые типичным сварщиком нержавеющей стали для достижения наилучших возможных результатов.
способов сварки нержавеющей стали
Выберите свой метод сварки.MIG проще, но менее точен и запутан. TIG дает наилучшие результаты, но требует времени для выполнения и освоения. Сварка стержнем лучше всего подходит для плоской сварки, но при вертикальной сварке возникают проблемы. Убедитесь, что у вас правильная газовая смесь, потому что чистый аргон не подходит. Кроме того, не торопитесь и сделайте это правильно. Никогда не позволяйте стали быстро остывать, так как это приводит к растрескиванию и деформации металла.
Что такое нержавеющая сталь?
Нержавеющая сталь— это сплав, который содержит хром в различных количествах, чтобы придать ему элемент нержавеющей стали и защитить его от ржавчины.Количество хрома колеблется от 11 до 30 процентов, изменяя химический состав сплава и его характеристики.
Нержавеющая стальиспользуется во всем, от пивоваренной промышленности до медицины, строительства, приготовления пищи, нефтяной и трубной промышленности, а также в ресторанном мире. Даже ваши основные столовые приборы изготовлены из нержавеющей стали.
Широкое использование нержавеющей стали не означает, что это дешевый материал. Наоборот, нержавеющая сталь дороже других металлов; до 5 раз дороже мягкой стали.И когда дело доходит до сварки, нужно помнить о нескольких хитростях.
Сложно ли сваривать нержавеющую сталь?
Нержавеющая стальэффективно удерживает тепло, что затрудняет сварку, особенно для начинающих сварщиков. Чрезмерное тепло сварки легко деформирует сталь, и она даже деформируется при охлаждении в неправильных условиях.
Существует 4 марки нержавеющей стали, классифицируемые по материалам и свойствам сварки:
- Аустенитный.
- Феррит.
- Мартенситный.
- Аустенитно-ферритный (дуплекс).
Каждая из этих марок стали имеет различное содержание никеля, хрома и углерода. Первые 3 являются однофазными сталями, а вот аустенитно-ферритная является двухфазной, поскольку содержит в микроструктуре феррит и аустенит.
Количество в каждом сплаве означает, что когда вы их свариваете, они по-разному реагируют на нагрев и охлаждение, что усложняет процесс сварки нержавеющей стали.
Может ли сварная нержавеющая сталь ржаветь?
Благодаря своим уникальным свойствам не ржавеет под воздействием погодных условий. Однако процесс сварки может сжечь слои оксида хрома, основного ингредиента, предотвращающего ржавление нержавеющей стали. Это видно по тому, как металл начинает обесцвечиваться, становясь синим при нагревании.
Сжигая слой хрома, вы подвергаете сталь воздействию элементов и увеличиваете риск появления ржавчины.
Какой тип сварки используется для нержавеющей стали?
Существует 3 подходящих метода сварки нержавеющей стали.У каждого есть свои атрибуты и недостатки.
Сварка МИГ
Сварка MIG— это метод сварки, который подходит для тех случаев, когда вам требуется скорость и эффективность. Это не самый аккуратный и точный способ, но его легко и быстро освоить. Сварщики MIG не так озабочены тонкостью сварки, как сварщики TIG. Он дает результаты, независимо от того, хорошо ли он выглядит.
Плюсы
- Быстро и эффективно.
- Легко освоить.
- Метод перехода.
- Подходит для ремонта и промышленного использования.
- Дешевле.
Минусы
- Грязный сварной шов.
- Подходит для скрытого сварного шва.
Сварка ВИГ
Сварка TIGболее аккуратная и точная. Этот метод является наиболее распространенным способом сварки нержавеющей стали.
Особое внимание уделяется качеству и эстетике отделки. Это важно, если вы свариваете скульптуру или делаете на заказ конструкции, где качество соединений видно и является частью дизайна конструкции.Сварщикам TIG требуется больше времени для достижения этих результатов благодаря точному характеру сварного шва. Сварку TIG также сложнее освоить.
Плюсы
- Точнее.
- Более аккуратная отделка.
- Идеально подходит для мебели и работ на заказ.
Минусы
- Труднее освоить.
- Занимает больше времени.
- Дороже.
Ручная сварка
Если сталь плоская или горизонтальная, сварка электродом выполняется просто, но сварка вертикальной стали сопряжена с целым рядом новых проблем.Вы должны установить низкую силу тока, потому что стержни быстро нагреваются, и капли расплавленной стали начинают бежать.
При использовании сварочного аппарата для сварки дугой следует поддерживать тугую дугу и использовать технику проталкивания при сварке вверх по склону. Кроме того, используйте легкое переплетение или движение «J», чтобы сгладить бортик, чтобы предотвратить стекание.
Плюсы
- Самый дешевый метод.
- Легко освоить.
- Идеально подходит для плоской или горизонтальной сварки.
- Идеально подходит для промышленного использования.
Минусы
- Грязный.
- Подходит для скрытого сварного шва.
- Трудно сваривается вертикально.
Передовой опыт сварки нержавеющей стали
Существует множество методов, советов и советов по сварке нержавеющей стали, но вот наши основные рекомендации.
1. Подготовка имеет решающее значение
Неспособность планировать означает неудачу. Вы когда-нибудь слышали это? Это правда. Если вы не планируете должным образом подготовить сталь, вы получите худшие результаты. Держите отдельный набор инструментов для подготовки нержавеющей стали и убедитесь, что они чистые и на них нет остатков углеродистой стали.
Нержавеющая стальочень чувствительна к любому количеству углеродистой стали, и если материал загрязнится, это может вызвать ржавчину стали. Даже частицы углерода представляют угрозу ржавчины для нержавеющей стали. Итак, держите набор чистых инструментов, особенно для нержавеющей стали.
2. Очистите сталь
Правильная очистка стали может помочь уменьшить количество случаев ржавчины, а также улучшить соединение. Опять же, хорошо очищенная нержавеющая сталь лучше подготовлена к самовосстановлению во время сварки, поскольку оксид хрома защищает сталь.
Удаление краски и снятие фаски имеют решающее значение для получения наилучшего качества сварки. Удалите все загрязнения.
3. Следите за температурой
Наблюдение за накоплением тепла, особенно в одном месте, жизненно важно для самых прочных сварных швов. Слои хрома сгорают, если сталь становится слишком горячей, поэтому не задерживайтесь слишком долго на одном месте. Перегрев нержавеющей стали приводит к ее деформации и растрескиванию.
4. Выберите наполнитель
При сварке нержавеющей стали крайне важно выбрать присадочный материал правильной марки.Нержавеющая сталь чувствительна и требует, чтобы наполнитель был той же марки стали, что и металл, который вы свариваете. Для основного металла 316 требуется наполнитель марки 316. Вы получаете картину. Не думайте, что подойдет любой старый наполнитель. Этого не будет!
5. Не торопитесь
Делайте это медленно и никогда не торопитесь. Сварка нержавеющей стали — это искусство, требующее терпения и умелого взгляда.
6. Предварительно нагрейте сталь
.Важность предварительного нагрева нержавеющей стали возрастает с увеличением толщины материала.Необходимо избегать растрескивания или коробления. Нержавеющая сталь не требует такого же режима предварительного нагрева, как другие стали или металлы, но ее необходимо нагревать постепенно, чтобы предотвратить растрескивание и деформацию.
7. Последующая термообработка
Нагрев стали требует особого внимания, как и процесс охлаждения. Медленное уменьшение тепла позволяет избежать тех же бедствий, которые приносит быстрое нагревание. Сталь может треснуть и деформироваться, хотя это тем более вероятно, чем толще становится материал.
Часто задаваемые вопросы по сварке нержавеющей стали
Какой газ использовать для сварки MIG нержавеющей стали?
Газ аргон не может использоваться сам по себе для защиты нержавеющей стали. Вам понадобится смесь из 90% гелия, 7,5% аргона и 2,5% углекислого газа. Эта смесь меняется в зависимости от переменных сплава, но это хорошее эмпирическое правило.
Какой сварочный электрод использовать для нержавеющей стали?
Электрод 309 или 312 хорошо работает с нержавеющей сталью. Выбор правильного электрода означает, что вы избежите перегрева стали и уменьшите случаи растрескивания или коробления.Вы также снижаете вероятность выгорания слоев хрома.
Можно ли сваривать нержавеющую сталь обычной проволокой MIG?
Для сварки нержавеющей стали следует использовать проволоку того же класса, что и сталь. Так, для нержавеющей стали марки 316 требуется присадочная проволока марки 316. Это сохраняет целостность соединения и уравновешивает коррозионностойкие элементы двух материалов.
Вам нужен специальный сварочный аппарат для сварки нержавеющей стали?
Вам не нужен уникальный сварочный аппарат для сварки нержавеющей стали, достаточно сварщика с функциями MIG, TIG и электродуговой сварки.MIG и TIG являются предпочтительными методами сварки, и, к счастью, большинство сварщиков используют эти методы.
Вы предварительно нагреваете нержавеющую сталь перед сваркой?
Зависит от толщины металла. Листовой материал не так сильно нуждается в этом, а вот более толстая сталь нужна, чтобы не дать ей растрескаться. Нержавеющая сталь более снисходительна, чем некоторые хрупкие металлы, такие как чугун, но все же требует немного внимания.
Почему сварные швы из нержавеющей стали трескаются?
Растрескивание происходит при сильном нагреве без предварительного нагрева.Кроме того, растрескивание может быть результатом загрязнения металла примесями. Азот, попавший в процессе сварки, значительно увеличивает риск разрушения стали.
Почему мои сварные швы из нержавеющей стали черные?
Сварной шов подвергается воздействию слишком большого количества кислорода, пока он еще горячий. Это может произойти из-за слишком большого тока или неправильной газовой смеси со слишком большим количеством кислорода. Причиной может быть даже блокировка подачи газа.
Реальность со сталью
Не отчаивайтесь от сварки нержавеющей стали.Конечно, это сложно и требует тонкого подхода, но это не значит, что это невозможно. Наоборот, нержавеющая сталь может быть щадящей и с ней легко работать, пока вы делаете свою домашнюю работу.
Подготовить сталь, подобрать правильную газовую смесь, правильно установить температуру и всегда выполнять предварительный и последующий нагрев. После этого дело за мастерством. Удачи!
Как сваривать нержавеющую сталь
Если вы хотите сварить нержавеющую сталь , вам следует знать несколько вещей.Во-первых, нержавеющая сталь — это не один металл, а целое семейство металлов. Внешний слой оксида хрома делает их устойчивыми к ржавчине. Они также бывают разной толщины. Вы должны точно знать, с каким типом нержавеющей стали вы имеете дело, прежде чем начать. Во-вторых, нержавеющую сталь труднее сваривать, чем другие металлы, потому что она деформируется и деформируется под воздействием высоких температур. Это может повлиять на его прочность и внешний вид. Используется электродуговая сварка, но есть несколько различных видов, поэтому вы должны знать, какой из них подходит для вашего проекта.Наиболее распространенными типами сварки нержавеющей стали являются Stick (SMAW), Tig (GTAW) и Mig FCAW или GMAW. При сварке образуются пары, искры и дым, которые могут быть вредными. Не экономьте на средствах защиты, вы можете пожалеть об этом. Убедитесь, что поблизости нет ничего легковоспламеняющегося. Ищите лужи масла, обрезки, тряпки, все, что может воспламениться. Убедитесь, что есть надлежащая вентиляция. Не начинайте, пока полностью не разберетесь со своим оборудованием.
Шаг 2. Планируйте заранее
Прежде чем начать, убедитесь, что детали из нержавеющей стали подходят друг другу. Убедитесь, что металлические поверхности чистые. Спланируйте, какой тип сварки вы собираетесь использовать. Пять основных типов: стык, угол, край, колени и т.д. Чтобы предотвратить тепловое повреждение, зажмите кусок латуни или алюминия за сварным швом. Это действует как теплоотвод, поэтому сталь не перегревается. Прочтите и поймите все инструкции, прилагаемые к металлу и сварочному аппарату.
Шаг 3. Практика
Так же, как и в Карнеги-холл, полезно потренироваться перед важным выступлением.Поскольку нержавеющая сталь сложнее, чем другие металлы, даже если вы опытный сварщик, вы захотите попробовать ее на деталях, которые вам не нужны, прежде чем приступить к настоящей сварке.
Шаг 4 – Сварка
Убедитесь, что металл остается на месте во время сварки. При необходимости используйте какой-либо зажим или приспособление. Нержавеющая сталь легко царапается, поэтому не позволяйте ей двигаться по поверхности, которая может ее поцарапать. Перемещайте сварочный пистолет с постоянной скоростью, чтобы он оставался однородным. Следите за «лужей», расплавленным металлом, чтобы держать ее под контролем.Будьте осторожны, когда закончите сварку, чтобы не допустить обесцвечивания стали от высокой температуры.
Сварка требует контроля и навыков, поэтому лучше знать, что вы делаете, прежде чем начинать проект. Если вы сделаете это тщательно и спланируете все заранее, ваш проект должен хорошо выглядеть и быть полезным и сильным в течение многих лет.
Мифы о сварке Часть 2: Если это металл, я могу его сварить
Это заблуждение о сварке встречается гораздо чаще, чем мне бы хотелось.Инженер в спешке звонит, чтобы сварить прототип детали из нержавеющей стали. Чтобы сэкономить время и деньги, он изготовил детали из материала, не подвергающегося механической обработке. Бесит по телефону, разговор вообще примерно такой:
Клиент : «Это то-то и то-то, и у меня есть 3 корпуса из нержавеющей стали, которые мне нужно сварить лазером как можно скорее. Механическая обработка завершена, мне просто нужно полностью проварить лазерную сварку , чтобы скрепить их вместе, и они должны быть абсолютно герметичными».
Я : «Хорошо, пара вопросов.1 – Каков размер и форма детали? 2 – Сколько проникновения? 3 – Какая марка нержавеющей стали?»
Клиент : «Это круглый корпус диаметром около 2 дюймов, у него есть ступенька за сварным швом для выравнивания деталей. Толщина стенки в месте сварки составляет 0,030 дюйма, а материал — нержавеющая сталь 303».
Я : «Хорошо, теперь еще пара вопросов. 1 — Есть ли косметический запрос для этой части? 2 – Допускаете ли вы наличие присадочного материала в сварном шве? 3 – (в голове) Почему ты сделал это из 303?”
Клиент : «Внешний вид очень важен.Мне нужен очень маленький шов, поэтому я хочу лазерную сварку. Я не могу терпеть наполнитель, если он не повлияет на косметический вид».
Ну, это обычно продолжается и продолжается. В ходе разговора упоминаю, что 303 не идеален для сварки. Существует быстрое и яростное возражение о том, что все нержавеющие стали серии 300 легко свариваются.
Проверка реальности
Дело в том, что нержавеющая сталь 303 ОТЛИЧНО подходит для механической обработки.Удивительно легкий в работе, легко доступный и относительно недорогой. Тем не менее, просто не предназначен для сварки, как бы вы его ни разрезали. Вещества, которые добавляют для облегчения механической обработки, сера и фосфор, плохо сочетаются со сваркой. Они, мягко говоря, с жаром испаряются в процессе лазерной сварки, что приводит к обильному разбрызгиванию и частому растрескиванию, не говоря уже о пористости.
Разговор закончится одним из трех исходов:
- Заказчик поручит нам поработать с деталями 303 и добавить пластичную присадочную проволоку (такую как 308L или Hastelloy W), чтобы добавить хороший материал обратно в «уродливый» сварной шов, и г-н.Клиент будет терпеть возникающие косметические дефекты.
- Клиент переделывает детали из 304L, и все получается отлично.
- Клиент в гневе вешает трубку, потому что его детали не могут быть изготовлены точно так, как он хочет, из материала, который он уже купил.
Хотелось бы сказать, что варианта 3 никогда не бывает, но, к сожалению, это реальная ситуация, которая происходит регулярно. Итак, урок, который следует извлечь из этого: всегда консультируйтесь со своим сварочным цехом ПЕРЕД изготовлением деталей. Убедитесь, что материал, который вы хотите сварить, действительно пригоден для сварки, , пожалуйста, . Подробнее о свариваемых и несвариваемых материалах я расскажу в других постах.
.