Страница не найдена — ccm-msk.com
Вопросы
Содержание1 Оцинковка металла своими руками: основные способы1.1 Что собой представляет цинкование1.2 Горячий способ1.3 Термодиффузионный
Условия
Содержание1 Как согнуть медную трубку в домашних условиях: как согнуть медную трубу пружиной без
Вопросы
Содержание1 Соединять медный и алюминиевый провод правильно1. 1 Электрохимическая коррозия разнородных металлов1.2 Как соединить медный
1 Электрохимическая коррозия разнородных металлов1.2 Как соединить медный
Пайка
Содержание1 Паяльная лампа — принцип работы и как правильно пользоваться, описание популярных моделей с
Информация
Содержание1 Сварочный инвертор своими руками: схемы и инструкция по сборке1. 1 Характеристики самодельного инвертора и
1 Характеристики самодельного инвертора и
Вопросы
Содержание1 Технология спайки проводов без паяльника: способы и методы1.1 Как сделать самодельный прибор для
Страница не найдена — ccm-msk.com
Нержавейка
Содержание1 Проволока нержавеющая из стали — цены в Москве. Купить оптом1.1 Купите проволоку из
Купить оптом1.1 Купите проволоку из
Сварка
Содержание1 Ремонт глушителя: неисправности и устранение неполадок, альтернативы сварки и профилактика приспособления1.1 Система выхлопа1.2
Сварщикам
Содержание1 Москва Аттестация технологии сварки в НАКС / Как получить1. 1 Виды и порядок аттестации технологий1.2
1 Виды и порядок аттестации технологий1.2
Условия
Содержание1 Как согнуть арматуру для строительства фундамента1.1 Зачем гнуть арматуру1.2 Покупные устройства для сгибания1.3Информация
Содержание1 Сварка литых дисков1. 1 Разновидности повреждений1.2 Выбор типа сварки и электрода1.3 Сварка магниевых дисков1.4
1 Разновидности повреждений1.2 Выбор типа сварки и электрода1.3 Сварка магниевых дисков1.4
Как правильно
Содержание1 Закалка и термообработка топора1.1 Гост 18578 – 89 топоры строительные1.2 Отжиг1.3 Закалка1.4 Отпуск1.5
Страница не найдена — ccm-msk.com
Вопросы
Содержание1 Какой реноватор лучше выбрать для работы дома: принцип действия прибора, характеристики и популярные
Сварка
Содержание1 Мангалы из металла своими руками: размеры, фото и инструкции1. 1 Какие существуют виды мангалов?1.2
1 Какие существуют виды мангалов?1.2
Как правильно
Содержание1 Как пользоваться микрометром?1.1 Устройство механического микрометра1.2 Как правильно пользоваться микрометром?2 Как пользоваться микрометром:
Информация
Содержание1 Особенности сварки различных видов сталей1. 1 Углеродистые1.2 Низкоуглеродистые1.3 Среднеуглеродистые1.4 Высокоуглеродистые1.5 Аустенитные1.6 Нержавейка1.7 Инструментальные2 Сварка
1 Углеродистые1.2 Низкоуглеродистые1.3 Среднеуглеродистые1.4 Высокоуглеродистые1.5 Аустенитные1.6 Нержавейка1.7 Инструментальные2 Сварка
Сварщикам
Содержание1 Зарплата сварщика в России/ Германии / США и др. – сколько получает по
Информация
 1 MIG Сварка порошковой самозащитной проволокой без газа1.2 Достоинства:1.3
1 MIG Сварка порошковой самозащитной проволокой без газа1.2 Достоинства:1.3
Структурные превращения в сварном шве и зоне термического влияния
В сварных деталях и изделиях в процессе сварки под действием неравномерного нагрева основного металла и структурных превращений в зоне термического влияния возникают упругие и пластические деформации, нарушающие заданные размеры конструкции и в некоторых случаях вызывающие образование трещин в металле шва и околошовной зоны. [c.67]Итак, скорость коррозии в азотной кислоте зависит от присутствия ионов металлов высшей валентности и от воздействия паров окислов азота. Можно наблюдать очень сильную коррозию, если быстро удалять окислы азота и, наоборот, замедленную коррозию, если их не удалять. Повышенная скорость коррозии находится в связи с ростом потенциала (рис.
 93) [41, 42] и проявляется в виде сильного межкристаллитного разрушения, очень тесно связанного со структурными превращениями в зоне термического влияния сварных швов.
[c.185]
93) [41, 42] и проявляется в виде сильного межкристаллитного разрушения, очень тесно связанного со структурными превращениями в зоне термического влияния сварных швов.
[c.185]Таким образом, различные участки основного металла характеризуются различными максимальными температурами и различными скоростями нагрева и охлаждения, т.е. подвергаются своеобразной термообработке. Поэтому структура и свойства основного металла в различных участках сварного соединения различны. Зону основного металла, в которой под воздействием термического цикла при сварке произошли фазовые и структурные изменения, называют зоной термического влияния. Характер этих превращений и протяженность зоны термического влияния зависят от состава и теплофизических свойств свариваемого металла, способа и режима сварки, типа сварного соединения и т.п. [c.259]
Циклограммы процесса шовной сварки бывают с непрерывным включением тока (рис. 5.36, а) и с прерывистым (рис. 5.36, б). Последовательность этапов технологических операций в начале и при завершении сварки шва такая же, как и при точечной. Циклограмму с непрерывным включением тока применяют для сварки коротких швов и металлов и сплавов, не склонных к росту зерна и не претерпевающих заметных структурных превращений при перегреве околошовной зоны (низкоуглеродистые и низколегированные стали). Циклограмма с прерывистым включением тока обеспечивает стабильность процесса и высокое качество сварного соединения при малой зоне термического влияния. Ее используют при сварке длинных швов на заготовках из высоколегированных сталей и алюминиевых сплавов.
[c.217]
Последовательность этапов технологических операций в начале и при завершении сварки шва такая же, как и при точечной. Циклограмму с непрерывным включением тока применяют для сварки коротких швов и металлов и сплавов, не склонных к росту зерна и не претерпевающих заметных структурных превращений при перегреве околошовной зоны (низкоуглеродистые и низколегированные стали). Циклограмма с прерывистым включением тока обеспечивает стабильность процесса и высокое качество сварного соединения при малой зоне термического влияния. Ее используют при сварке длинных швов на заготовках из высоколегированных сталей и алюминиевых сплавов.
[c.217]
Зона термического влияния (з. т. в.) представляет собой участок сварного соединения, прилегающий к шву, в котором под действием нагрева происходят структурные изменения укрупняется зерно, оплавляются границы зерен, в сплавах с полиморфными превращениями возможно образование микроструктуры закалочного типа. В результате этих изменений возможно резкое повышение твердости и снижение пластичности (рис. 5.47).
[c.229]
5.47).
[c.229]
При различных технологических операциях различны и причины, приводящие к неоднородным объемным деформациям, т. е. причины, вызывающие появление остаточных напряжений. В сварочном процессе, например, такими причинами являются температурный цикл сварки, структурные превращения в металле шва и в зонах термического влияния и изменение растворимости газов, окружающих сварной шов. Литейные остаточные напряжения возникают как следствие неравномерного (по объему детали) остывания отливок. При обработке давлением источником возникновения остаточных напряжений может быть неравномерная пластическая деформация. [c.210]
Причинами возникновения сварочных напряжений являются неравномерность распределения температуры при сварке и жесткость свариваемых элементов, препятствующая свободному развитию тепловых деформаций и вызывающая возникновение пластических деформаций.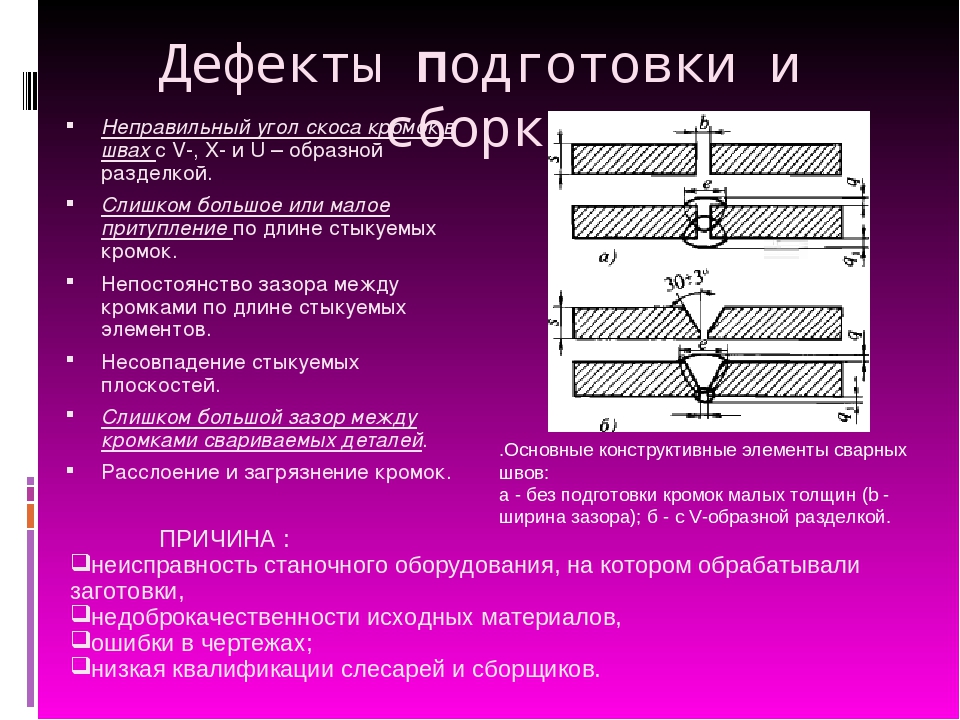 При сварке закаливающихся сталей на развитие сварочных напряжений влияют также структурные превращения в шве и зоне термического влияния, сопровождающиеся изменением объема. В сварных соединениях разнородных сталей проведение термической обработки приводит к появлению нового вида термических внутренних напряжений, обусловленных разностью коэффициентов линейного расширения свариваемых деталей (п. 5 главы II).
[c.59]
При сварке закаливающихся сталей на развитие сварочных напряжений влияют также структурные превращения в шве и зоне термического влияния, сопровождающиеся изменением объема. В сварных соединениях разнородных сталей проведение термической обработки приводит к появлению нового вида термических внутренних напряжений, обусловленных разностью коэффициентов линейного расширения свариваемых деталей (п. 5 главы II).
[c.59]
Основными показателями свариваемости низкоуглеродистых бей-нитно-мартенситных сталей являются сопротивляемость сварных соединений холодным трещинам и хрупкому разрушению и механические свойства зоны термического влияния, которые прежде всего связаны с фазовыми превращениями и структурными изменениями происходящими в стали при сварке. Структурные изменениях в стали при воздействии термического сварочного цикла оценивают по термокинетическим диаграммам непрерывного распада аустенита. [c.291]
Зона термического влияния (ЗТВ) — участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения в твердом металле. В результате этого ЗТВ имеет отличные от основного металла величину зерна и вторичную микроструктуру. Часто выделяют околошовный участок ЗТВ или околошовную зону (ОШЗ).
[c.131]
В результате этого ЗТВ имеет отличные от основного металла величину зерна и вторичную микроструктуру. Часто выделяют околошовный участок ЗТВ или околошовную зону (ОШЗ).
[c.131]
Горячие трещины образуются непосредственно в сварном шве в процессе кристаллизации, когда металл находится в двухфазном состоянии. Причинами их возникновения являются кристаллизационные усадочные напряжения, а также образование сегрегаций примесей (серы, фосфора, кислорода), ослабляющих связи между формирующимися зернами. Склонность к образованию горячих трещин тем выше, чем шире интервал кристаллизации и ниже металлургическое качество стали. Углерод расширяет интервал кристаллизации и усиливает склонность стали к возникновению горячих трещин. Холодные трещины образуются при охлаждении сварного шва ниже 200 — 300 °С преимущественно в зоне термического влияния. Это наиболее распространенный дефект при сварке легированных сталей. Холодные трещины редко встречаются в низкоуглеродистых сталях и особенно в сталях с аустенитной структурой. Причина их образования — внутренние напряжения, возникающие при структурных превращениях (особенно мартенситном) в результате местной закалки (подкалки). Увеличивая объемный эффект мартенситного превращения, углерод способствует появлению холодных трещин.
[c.290]
Причина их образования — внутренние напряжения, возникающие при структурных превращениях (особенно мартенситном) в результате местной закалки (подкалки). Увеличивая объемный эффект мартенситного превращения, углерод способствует появлению холодных трещин.
[c.290]
Остаточные напряжения после сварки. Основными причи-иа.ми образования остаточных напряжений после сварки являются температурные напряжения при нагреве до расплавления и последующем остывании материала, неоднородные структурные превращения в шве и зонах термического влияния, изменение растворимости газов, окружающих сварной шов [22]. [c.283]
Структурные превращения металла в зоне термического влияв ия происходят в соответствии с температурой, до которой нагревается металл при сварке, и скоростью охлаждения. Участки металла, расположенные на разных расстояниях от оси сварного шва, нагреваются неодинаково. Если сопоставить кривую распределения максимальных температур с диаграммой состояния железо— углерод, позволяющей определить фазовые и структурные превращения стали с определенным содержанием углерода, то станет очевидным, что зона термического влияния неоднородна по структуре. [c.382]
[c.382]
Под действием тепловой энергии, вводимой в изделие при сварке, металл в зоне сварного шва расплавляется, а непосредственно прилегающие к шву участки нагреваются до высоких температур и вследствие этого в зоне термического влияния происходят структурные превращения. [c.381]
Сварное соединение можно разделить на три основные зоны, имеющие различные микроструктуры А — зона основного металла, Б — зона термического влияния, В — зона иеталла шва (рис. 38). Металл шва (наплавленный металл) пмеет структуру литой стали. Зоной термического влияния называют прилегающий к шву участок основного металла (околошовная зона), в котором произошли структурные фазовые превращения (изменение формы и размера зерен) вследствие нагрева в процессе сварки, до температуры выше критической (723°С). При ручной дуговой сварке штучными электродами ширина зоны термического влияния составляет 3—6 мм. Обычно зона термического влияния имеет низкие механические свойства, поэтом у качество сварного соединения частично определяется свойствами и протяженностью зоны термического влияния. [c.84]
[c.84]
Под сварным соединением понимается металл шва и околошовная зона основного металла. Околошовной зоной называется узкий участок основного металла вдоль шва, который в процессе сварки не расплавлялся, но подвергался воздействию высоких температур. V некоторых сталей на участке околошовной зоны при нагреве до критической температуры (723°С) и выше происходят структурные фазовые превращения (изменение формы и размеров зерен). Это явление называется вторичной кристаллизацией. Участок околошовной зоны таких сталей, на котором произошла вторичная кристаллизация, называется зоной термического влияния. При ручной дуговой сварке покрытыми электродами ширина зоны термического влияния может составлять 3—6 мм. В металле шва могу [c.88]
Межкристаллитная коррозия проявляется в сварных швах, в зонах термического влияния, или — при несоответствующей термообработке — в самом основном металле, как результат структурных превращений, делающих границы зерен склонными к коррозионному разрушению. Это происходит чаще всего в результате выпадения карбидов хрома по границам зерен. Однако у некоторых типов сталей встречаются и другие структурные изменения, которые могут быть причиной повышенной склонности к структурной коррозии. Так, например, а-фаза влияет на коррозионную стойкость сталей не только в азотной кислоте, но и в 40—80% горячей серной кислоте.
[c.7]
Это происходит чаще всего в результате выпадения карбидов хрома по границам зерен. Однако у некоторых типов сталей встречаются и другие структурные изменения, которые могут быть причиной повышенной склонности к структурной коррозии. Так, например, а-фаза влияет на коррозионную стойкость сталей не только в азотной кислоте, но и в 40—80% горячей серной кислоте.
[c.7]
При сварке малоуглеродистой стали тепловое воздействие дуги не вызывает существенных изменений свойств околошовной зоны и режим, выбранный исходя из условий наилучшего формирования шва, обеспечивает необходимые качества сварного соединения. При сварке же легированных сталей как в металле шва, так и в зоне термического влияния могут произойти такие структурные превращения, которые окажут существенное воздействие как на прочностные, так и на пластические свойства сварного соединения. Поэтому удовлетворительное формирование швов является необходимым, но [c.500]
Значительная часть тепла сварочной дуги, выделенная в зо-ше сварки, в результате теплопроводности отводится в основной металл. Основной металл зоны термического влияния нагрева- тея до высоких температур и вследствие этого претерпевает >структурные превращения. Температура нагрева участков зоны термического влияния, удаленных на разное расстояние от сварного щва, различна. Кроме того, эти участки нагреваются И охлаждаются с различной скоростью. В зоне термического влияния практически происходит. своеобразная термическая обработка, причем отдельные участки зоны термического влияния, различно удаленные от сварного щва, имеют различные термические циклы. Вследствие этого в зоне. термического влияния наблюдается целый ряд структур, более или менее плавно переходящих одна в другую от сварного шва к основному металлу.
[c.36]
Основной металл зоны термического влияния нагрева- тея до высоких температур и вследствие этого претерпевает >структурные превращения. Температура нагрева участков зоны термического влияния, удаленных на разное расстояние от сварного щва, различна. Кроме того, эти участки нагреваются И охлаждаются с различной скоростью. В зоне термического влияния практически происходит. своеобразная термическая обработка, причем отдельные участки зоны термического влияния, различно удаленные от сварного щва, имеют различные термические циклы. Вследствие этого в зоне. термического влияния наблюдается целый ряд структур, более или менее плавно переходящих одна в другую от сварного шва к основному металлу.
[c.36]
Теплота, выделяемая при сварке, распространяется вследствие теплопроводности в основной металл. В каждой точке околошовной зоны температура вначале нарастает, достигая максимума, а затем снижается. Чем ближе эта точка расположена к границе сплавления, тем быстрее в ней происходит нагрев металла и тем выше максимальная температура нагрева. Поэтому структура и свойства основного металла в различных участках зоны термического влияния различны. Протяженность зоны термического влияния и характер структурных преврашений в ней зависят от состава и теплофизических свойств свариваемого металла, способа и режима сварки, типа сварного соединения и т.п. Основной металл — нагартованный или после отжига на снятие напряжений — претерпевает в этой зоне возврат и рекристаллизацию. Если свариваемый материал является полиморфным, т. е меняет кристаллическую решетку в зависимости от температуры, то в зоне термического влияния сварки происходят фазовые превращения. Степень развития этих превращений в каждом слое зоны зависит от максимальной температуры нагрева слоя, длительности нахождения выше температуры фазового превращения, скорости нагрева и охлаждения.
[c.52]
Поэтому структура и свойства основного металла в различных участках зоны термического влияния различны. Протяженность зоны термического влияния и характер структурных преврашений в ней зависят от состава и теплофизических свойств свариваемого металла, способа и режима сварки, типа сварного соединения и т.п. Основной металл — нагартованный или после отжига на снятие напряжений — претерпевает в этой зоне возврат и рекристаллизацию. Если свариваемый материал является полиморфным, т. е меняет кристаллическую решетку в зависимости от температуры, то в зоне термического влияния сварки происходят фазовые превращения. Степень развития этих превращений в каждом слое зоны зависит от максимальной температуры нагрева слоя, длительности нахождения выше температуры фазового превращения, скорости нагрева и охлаждения.
[c.52]
Сварные соединения, выполненные сваркой плавлением, можно разделить на несколько зон, отличающихся макро- и микроструктурой, химическим составом, механическими свойствами и другими признаками сварной шов, зону сплавления, зону термического влияния и основной металл (рис. 5.1). Характерные признаки зон связаны с фазовыми и структурными превращениями, которые претерпевают при сварке металл в каждой зоне.
[c.95]
5.1). Характерные признаки зон связаны с фазовыми и структурными превращениями, которые претерпевают при сварке металл в каждой зоне.
[c.95]
Основными показателями свариваемости низкоуглеродистых бейнитно-мартенситных сталей являются сопротивляемость сварных соединений холодными трещинам и хрупкому разрущению и механические свойства зоны термического влияния, которые прежде всего связаны с фазовыми превращениями и структурными изменениями в стали при сварке. На основе этих показателей определяют технологические и конструктивные условия получения сварных соединений, удовлетворяющих эксплуатационные требования к сварной конструкции. [c.184]
В настоящее время исследователи и практики в области сварки располагают более широкими возможностями воздействия на металл сварных швов, чем на основной металл в зоне термического влияния и особенно в околошовной ее участке. К этим мерам улучшения свойств сварных швов относятся использование присадочного металла, отличающегося от основного металла химическим составом или малым содержанием вредных примесей применение защитных газов или специальных модифицирующих галоидных бескислородных флюсов, сварка без присадочного металла и т.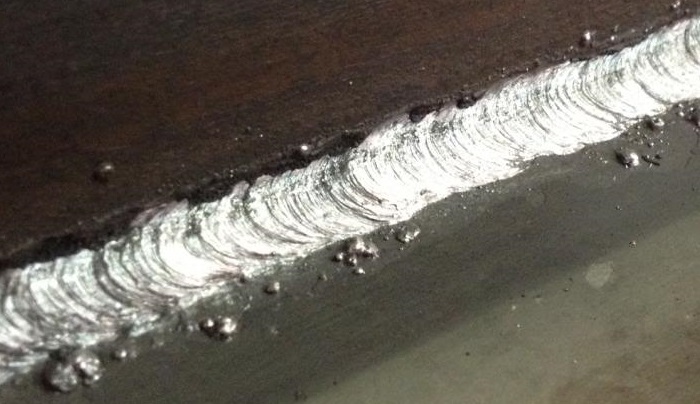 д. Известные меры воздействия на основной металл в околошовной зоне и других участках зоны термического влияния (регулирование скорости охлаждения, длительности пребывания металла выше определенной критической температуры и т. п. путем изменения погонной энергии источников теплоты, применения специальных видов технологии многослойной сварки и подогрева, термообработки до и после сварки) не всегда приводят к положительным результатам. В большинстве случаев это обусловлено недостаточной исследованностью кинетики фазовых превращений и структурных изменений в специфических условиях термического цикла сварки, а в ряде случаев неудачной композицией основного металла и неправильным выбором присадочных материалов.
[c.8]
д. Известные меры воздействия на основной металл в околошовной зоне и других участках зоны термического влияния (регулирование скорости охлаждения, длительности пребывания металла выше определенной критической температуры и т. п. путем изменения погонной энергии источников теплоты, применения специальных видов технологии многослойной сварки и подогрева, термообработки до и после сварки) не всегда приводят к положительным результатам. В большинстве случаев это обусловлено недостаточной исследованностью кинетики фазовых превращений и структурных изменений в специфических условиях термического цикла сварки, а в ряде случаев неудачной композицией основного металла и неправильным выбором присадочных материалов.
[c.8]
Монография состоит из семи глав. В гл. I рассмотрены основные положения теории фазовых превращений в металлах и сплавах в твердом состоянии, а также закономерности превращений железа, титана и их сплавов в изотермических условиях. В гл. II показаны условия их протекания в зоне термического влияния при сварке плавлением. В гл. III описаны новые методы и аппаратура для изучения кинетики фазовых превращений и изменений структуры и свойств металлов в неравновесных условиях при сварке и термомеханической обработке, а также для исследования задержанного разрушения и образования холодных трещин. В гл. IV приведены результаты исследования превращений при непрерывном нагреве, кинетики роста зерна и гомогенизации аустенита и Р-фазы сплавов титана при сварке. В гл. V рассмотрены основные закономерности фазовых превращений в условиях непрерывного охлаждения при сварке. В гл. VI изложен механизм задержанного разрушения сталей и сплавов титана, установлены критерии оценки этого явления и показано влияние легирующих элементов, параметров термического цикла и жесткости сварных соединений на» сопротивляемость этих материалов образованию холодных трещин при сварке. В гл. VII приведены характеристики свариваемости сталей и сплавов титана различных структурных классов и систем легирования, сформулированы критерии выбора технологии и режимов их сварки и показаны пути регулирования структуры и свойств сварных соединений как в процессе сварки, так и при последующей термической, термомеханической или механико-термической обработке.
В гл. III описаны новые методы и аппаратура для изучения кинетики фазовых превращений и изменений структуры и свойств металлов в неравновесных условиях при сварке и термомеханической обработке, а также для исследования задержанного разрушения и образования холодных трещин. В гл. IV приведены результаты исследования превращений при непрерывном нагреве, кинетики роста зерна и гомогенизации аустенита и Р-фазы сплавов титана при сварке. В гл. V рассмотрены основные закономерности фазовых превращений в условиях непрерывного охлаждения при сварке. В гл. VI изложен механизм задержанного разрушения сталей и сплавов титана, установлены критерии оценки этого явления и показано влияние легирующих элементов, параметров термического цикла и жесткости сварных соединений на» сопротивляемость этих материалов образованию холодных трещин при сварке. В гл. VII приведены характеристики свариваемости сталей и сплавов титана различных структурных классов и систем легирования, сформулированы критерии выбора технологии и режимов их сварки и показаны пути регулирования структуры и свойств сварных соединений как в процессе сварки, так и при последующей термической, термомеханической или механико-термической обработке. [c.10]
[c.10]
СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ В СВАРНОМ ШВЕ И ЗОНЕ ТЕРМИЧЕСКОГО ВЛИЯНИЯ [c.178]
Трещины являются наиболее опасным дефектом сварного соединения. Они могут образовываться как в самом шве, так и в основном металле, в зоне термического влияния. Причинами возникновения трещин являются внутренние напряжения, возникающие в металле в результате неравномерного нагрева и структурных изменений в зоне термического влияния повышенная хрупкость металла при температурах, близких к линии со-лидуса жесткость свариваемого узла или конструкции. Чаще всего образование трещин наблюдается при сварке жестких конструкций из сталей, подверженных закалке, в которых зона термического влияния обладает пониженными пластическими свойствами. При сварке закаливающихся конструкционных сталей, претерпевающих в околошовной зоне объемные изменения, связанные с мартенситными превращениями, внутренние напряжения достигают особенно больших значений и во многих случаях, при значительной хрупкости металла, приводят к образованию трещин. [c.189]
[c.189]
Чувствительность металла к тепловому воздейств ИЮ сварки является одним из главных показателей свариваемости. В сварном соедин 1ии под действием термического цикла сварки происходят рост зерна, структурные и фазовые превращения в шве и зоне термического влияния, изменение прочностных и пластических свариваемого материала и больше степень его легирования, тем чувствительнее материал к термическому циклу сварки и сложнее технология его сварки. [c.41]
Зона термического влияния (ЗТВ) — участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения. Это часто приводит к тому, что ЗТВ имеет отличные от основного металла вторичную микроструктуру и величину зерна. В ЗТВ выделяют околошовную зону (ОШЗ). Она располагается непосредственно у сварного шва и состоит из нескольких рядов крупных зерен, в том числе оплавленных. Поверхность сплавления отделяет металл шва, имеющий литую макроструктуру, от ЗТВ в основном металле, имеющем макроструктуру проката или рекристаллизо-
[c.490]
Поверхность сплавления отделяет металл шва, имеющий литую макроструктуру, от ЗТВ в основном металле, имеющем макроструктуру проката или рекристаллизо-
[c.490]
Как известно, шероховатость или чистота поверхности при механической обработке определяется в первую очередь прочностными свойствами обрабатываемого материала. При сварке плавлением воздействие термического цикла сварки вызывает в металле структурно-химические изменения, обус-ловливаюшие неоднородность прочностных свойств сварного соединения. Так, сварные соединения, выполненные из закаленных низколегированных сталей, характеризуются двумя основными участками неоднородности в зоне термического влияния (1 — разупрочненный участок, обусловленный сварочным нагревом стали до температуры Ас 2 — участок полной перекристаллизации, нагревающийся выше температуры конца фазового а—у превращения вплоть до температуры плавления). Регламентируемый уровень прочности сварных соединений из стали 09Г2С соответствует разупрочнению участка 1 на 11—13 % и упрочнению участка 2 на 8—10 %. Для стали 16ГМЮЧ соответственно 15—17 % и 10—13 %. В отдельных случаях относительное разупрочнение свариваемых сталей может превышать 40%.
[c.91]
Для стали 16ГМЮЧ соответственно 15—17 % и 10—13 %. В отдельных случаях относительное разупрочнение свариваемых сталей может превышать 40%.
[c.91]
Распределение остаточных напряжений может существенно измениться в результате структурных превращений в зоне, непосредственно примыкающей к сварному шву. Величина этой зоны зависит от режима и способа сварки (20—25 мм при электродуговой и до 80 мм при газовой сварке). Обычно эту зону, называемую зоной термического влияния, условно делят на шесть участков неполного расплавления (температура около 1500°С), перегрева (температура 1080—1500°С) нормализации (темпе-ратурга 850—1080° С) неполной перекристаллизации (температура 720—850°С), рекристаллизации (температура 500—720°С) синеломкости (температура менее 500°С). В смежных участках возможно образование структур, отличающихся по параметрам кристаллической решетки и по удельному объему. [c.284]
При сварке полиморфных металлов и пх сплавов в шве и зоне термического влияния протекают фазовые и структурные превращения. Полной вторичной перекристаллизации подвергаются шов и околошовная зона, нагреваемая при сварке выше температуры аллотропического превращения. В условиях быстрого охлаждения в этих участках возможна закалка с образованием метастабиль-ных структур и резким снижением пластических свойств сварного соединения (мартенсит в легированных сталях перлитного и мартенситного класса, углеродистых сталях, титане, цирконии и их сплавах). В околошовной зоне вследствие высокотемпературного нагрева наблюдается перегрев и 1нтенсивны1″1 рост зерна. В этой зоне пластические Boii TBa ос Ювного металла обычно снижаются иаиболее резко, особенно в тех случаях, когда перегрев сочетается с последую-)цей закалко .
[c.153]
Полной вторичной перекристаллизации подвергаются шов и околошовная зона, нагреваемая при сварке выше температуры аллотропического превращения. В условиях быстрого охлаждения в этих участках возможна закалка с образованием метастабиль-ных структур и резким снижением пластических свойств сварного соединения (мартенсит в легированных сталях перлитного и мартенситного класса, углеродистых сталях, титане, цирконии и их сплавах). В околошовной зоне вследствие высокотемпературного нагрева наблюдается перегрев и 1нтенсивны1″1 рост зерна. В этой зоне пластические Boii TBa ос Ювного металла обычно снижаются иаиболее резко, особенно в тех случаях, когда перегрев сочетается с последую-)цей закалко .
[c.153]
Металл в зоне сварного соединения испытывает нагрев и последующее охлаждение. Изменение температуры металла во время сварки называется термическим Щ1КЧ0М сварки. Максимальная температура нагрева в разных участках соединения различна. В зоне термического влияния температура нагрева изменяется от температуры плавления металладо комнатной температуры. При этом в металле происходят различные структурные и фазовые превращения.
[c.18]
При этом в металле происходят различные структурные и фазовые превращения.
[c.18]
| Технический термин | Определение |
|---|---|
| образец для тестирования наплавленного металла | Образец для тестирования с участком, полностью состоящим из наплавленного металла. |
| образец для испытания на загиб с растяжением корневой стороны шва | Образец со стыковым швом с корневой стороной, подвергнутой растяжению. |
| образец для испытания на загиб с растяжением внешней стороны шва | Образец со стыковым швом с внешней стороной, подвергнутой растяжению. |
| образец для испытания на боковой загиб | Образец с загибом для тестирования поперечной секции шва. |
| испытание на управляемый изгиб | Испытание на изгиб, при котором образец изгибается в определенную форму с использованием набора подвижных и неподвижных штампов. |
| испытание на изгиб валиками | Испытание на изгиб, при котором образец помещается на ролики, как показано на иллюстрации ниже, и изгибается под воздействием силы поршня. |
| испытание на свободный изгиб | Испытание на изгиб, в ходе которого продольные концы образца изгибаются в исходный угол, после чего образец изгибается свободно путем приложения силы с двух концов без применения набора подвижных и неподвижных штампов или роликов. |
| многослойная сварка | Соединение, состоящее из нескольких слоев сварных швов. |
| пора | Маленькое отверстие в поверхности сварного шва. |
| наплавка | Сварочная технология нанесения желаемого наплавленного металла на металлическую поверхность. |
| наплавление твердого сплава | Сварочная технология нанесения твердого наплавленного металла на металлическую поверхность. |
| хрупкость в надрезе | Даже если металл обладает достаточной вязкостью при отсутствии надрезов, он может стать хрупким и сломаться при наличии надрезов. Такая характеристика называется хрупкостью в надрезе. Такая характеристика называется хрупкостью в надрезе. |
| кратер | Углубление в поверхности сварного шва в конце валика при дуговой сварке. |
| остаточное напряжение | Напряжение, сохраняющееся в сооружении или его компонентах. |
| чувствительность к растрескиванию | Склонность к образованию трещин в сварочном соединении.Склонность к образованию трещин в сварочном соединении. |
| свариваемость | Подходящее для сварки качество основного металла. |
| электрошлаковая сварка с расходуемым соплом welding | Процесс электрошлаковой сварки с использованием расходуемого сопла. |
| дуговая сварка с пружинным контактом | Процесс дуговой сварки, при котором один электрод поддерживается в контакте под заданным малым углом по отношению к линии сварки во время сварки с использованием силы упругости устройства, размещенного на поверхности свариваемого изделия. |
| односторонняя сварка | Вид стыковой сварки, при котором сварочный процесс ведется от V-образной стороны соединения и образует проплавной шов с подкладочным материалом. |
| Технический термин | Определение |
| сварочное соединение | Соединение, на котором выполнена сварка.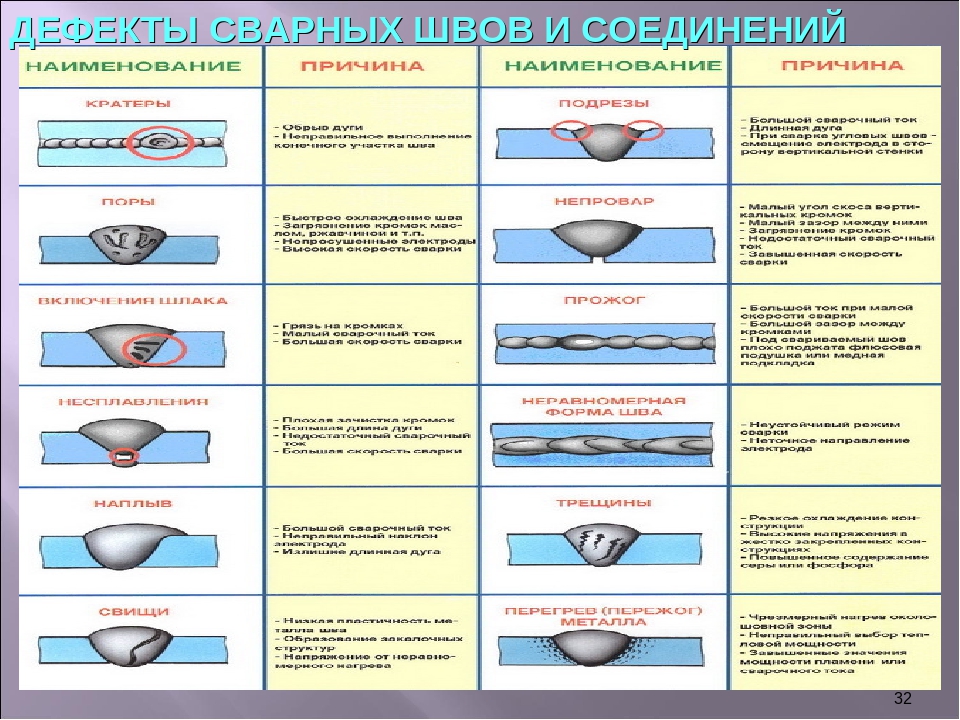 |
| сварочное соединение с накладкой | Вид сварочного соединения, в котором торцевые поверхности стыковых пластин свариваются угловыми швами с поверхностью соединяемых компонентов. |
| соединение внахлестку | Вид сварочного соединения, в котором два элемента частично нахлестываются друг на друга, и лицевая поверхность одного сваривается угловым швом с торцевой поверхностью другого. |
| V-образный шов | Вид сварочного соединения, в котором V-образная разделка кромки выполнена на односторонней поверхности соединяемых элементов, основные формы кромок приведены ниже. |
| К-образная с двумя прямолинейными скосами одной кромки | Вид сварочного соединения, в котором двойная разделка кромки выполнена на двух сторонах соединяемых элементов, основные формы кромок приведены ниже. |
| совмещенное сварочное соединение (соединение внахлестку с уступом) | Вид соединения внахлестку, в котором край одного элемента отгибается, чтобы совместить два элемента в одной плоскости, также называется соединением внахлестку с уступом. |
| торцовое соединение | Сварочное соединение между краями двух или более параллельных или почти параллельных друг другу элементов. |
| стыковое соединение | Сварочное соединение между двумя элементами, лежащими приблизительно в одной плоскости. |
| угловой стык | Сварочное соединение между двумя элементами, расположенными приблизительно под прямым углом друг к другу в L-образной форме, где сварной шов выполнен в вершине угла. |
| тавровое соединение | Сварочное соединение между двумя элементами, расположенными приблизительно под прямым углом друг к другу в Т-образной форме, в котором кромка одного соединяется с лицевой поверхностью другого. |
| разделка кромок под сварку | Разделка, подготовленная между двумя элементами перед их сваркой, типичные формы представлены ниже. |
| угол разделки кромки | Общий угол раскрытия кромок между двумя элементами, соединяемыми угловым швом. |
| угол скоса кромки | Угол между подготовленной кромкой элемента и плоскостью, перпендикулярной его поверхности. |
| длина катета | Расстояние от корня соединения до границы наружной поверхности углового шва. |
| размер углового шва | Размер углового шва (S1, S2, S3) указывается для разработки сварочного соединения. Треугольник, определенный этими размерами, должен вписываться в поперечное сечение углового шва. |
| действительная толщина шва (действительная толщина углового шва), (действительная толщина стыкового шва) | Для углового шва — кратчайшее расстояние, измеренное в поперечном срезе от корня до поверхности шва. Для стыкового соединения — наименьшая толщина, измеренная через корень шва в его поперечном сечении.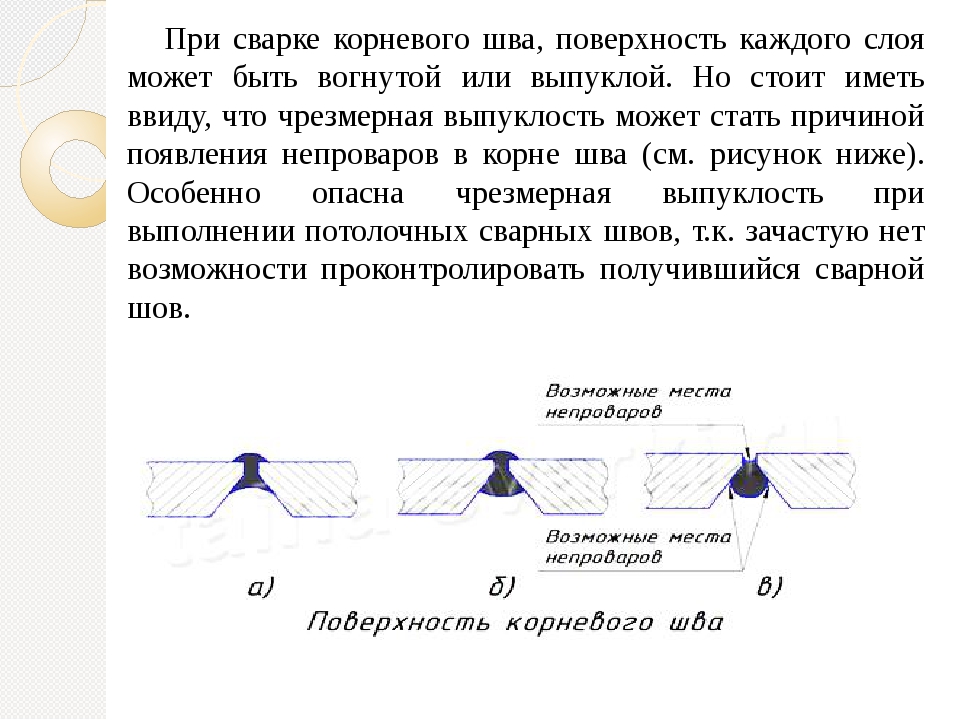 |
| толщина шва | См. расчетную и действительную толщину шва. |
| расчетная толщина шва (расчетная толщина углового шва), (расчетная толщина стыкового шва) | Для углового шва — расстояние от корня соединения по линии, перпендикулярной гипотенузе прямого угла, образованного сторонами шва. Для стыкового шва — толщина свариваемых компонентов. Если компоненты обладают разной толщиной, показатель толщины более тонкого компонента принимается за расчетную толщину шва. |
| корень шва | В поперечном сечении сварного шва, нижние точки пересечения сварочного металла и основного металла. |
| зазор между свариваемыми кромками (корень стыкового шва), (корень углового шва) | Для стыковых швов — часть соединения, в которой элементы находятся на самом близком расстоянии друг от друга.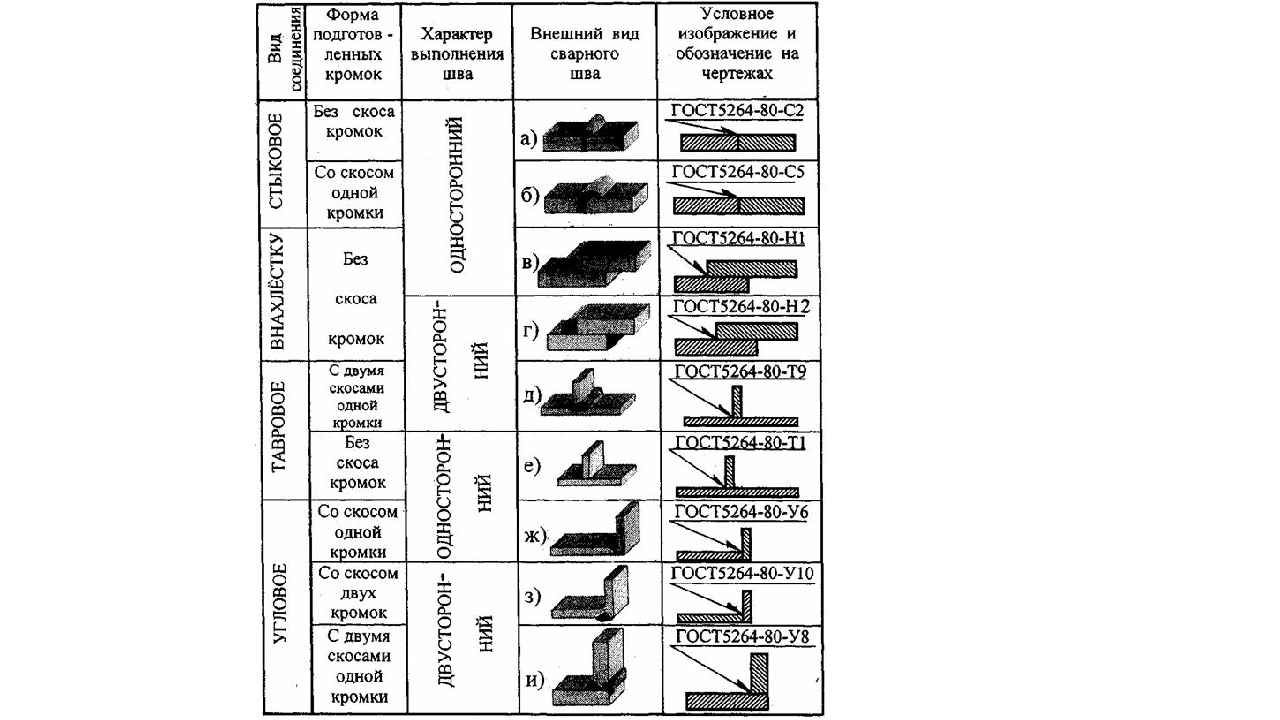 Для угловых швов — часть соединения, в которой элементы пересекаются друг с другом. Для угловых швов — часть соединения, в которой элементы пересекаются друг с другом. |
| корневой зазор (зазор в вершине разделки) | Расстояние между соединяемыми элементами в нижней части разделки кромок. |
| радиус корня разделки | Радиус в нижней части J-образной, U-образной и H-образной разделки. |
| притупление корня разделки шва | Вертикальная поверхность в нижней части разделки сварного шва. |
| граница наружной поверхности сварного шва | Пересечение между поверхностью сварочного соединения и основного металла. |
| сварочный символ | Символическое обозначение сварочных соединений на чертежах. |
| угловое сварочное соединение | Соединение, выполненное угловым швом. |
| крестовое (крестообразное) соединение | Сварочное соединение, в котором элементы свариваются между собой угловыми швами в крестообразную форму, как показано на иллюстрации ниже. |
| глубина разделки | Расстояние от поверхности основного металла до дна кромки, разделанной между двумя элементами, подготовленными к сварке. |
| поверхность разделки | Поверхность свариваемого элемента, входящая в кромку для сварки. |
| соединение в косой накладной замок | Вид сварочного соединения, в котором края элементов, подлежащих сварке, обрабатываются с односторонним скосом и параллельными поверхностями кромок для создания широкой контактной поверхности, что применяется, главным образом, для пайки и проковки шва. |
| Технический термин | Определение |
| поперечное колебание электрода | Вид сварочной операции, в которой электрод колеблется в поперечном направлении в ходе работы. |
| подкладывание | Технология поддержки сварочного металла путем помещения металла или огнеупорного материала с обратной стороны шва.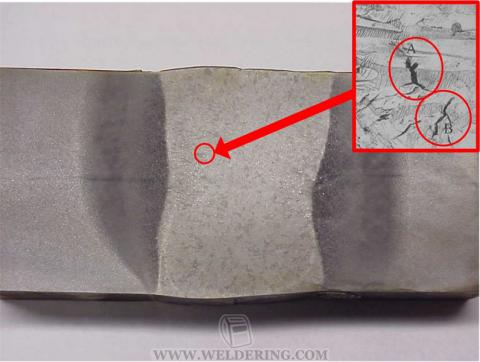 |
| подкладка | Металлическая полоска, используемая для подкладывания. |
| вырубка корня шва | Удаление сварочного металла и основного металла с обратной стороны стыкового сварного соединения для устранения неполного проплавления или корневого прохода для обеспечения полного проплавления при последующей сварке с этой стороны. |
| магнитное дутье (Дутье дуги) | Отклонение электрической дуги от нормальной траектории под воздействием электромагнитной силы. |
| слой | Слой наплавленного металла, состоящий из одного или нескольких проходов. |
| проход | Одиночная сварочная операция в последовательном направлении вдоль соединения. |
| верхняя позиция | Позиция, в которой сварка проводится от низа соединения, чья ось шва и лицевая сторона остаются почти горизонтальными. |
| горизонтальная позиция | Позиция, в которой сварка выполняется от боковой стороны соединения, чья ось шва остается почти горизонтальной, а в случае стыковых соединений, лицевая сторона остается почти вертикальной. |
| вертикальная позиция | Позиция, в которой сварка выполняется от лицевой поверхности соединения, чья ось шва которого остается почти вертикальной.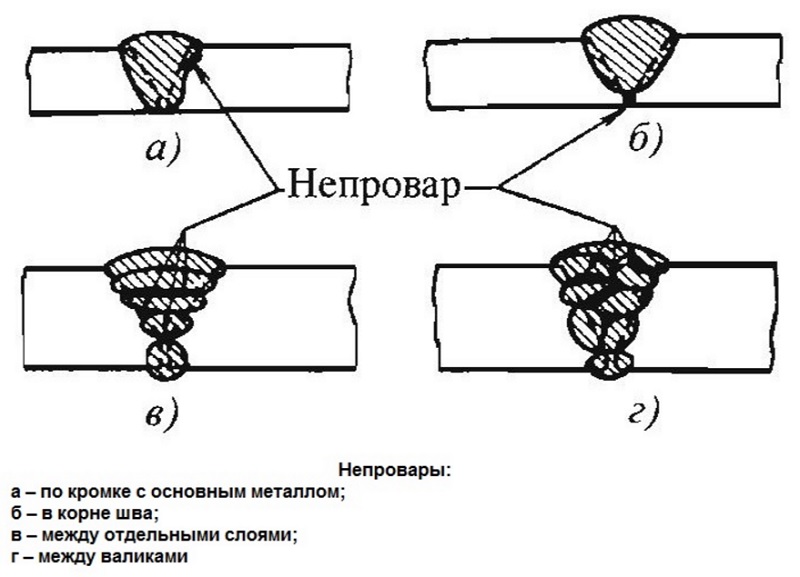 |
| нижняя позиция | Позиция, в которой сварка выполняется от верха соединения, чья ось шва и лицевая поверхность остаются почти горизонтальными. |
| линия сварки | Линия, указывающая направление валика шва, углового шва или стыкового шва. |
| сварочный ток | Электрический ток, вырабатывающий тепло, необходимое для сварки. |
| длина шва | Продолжительность непрерывного сварного шва, не включающая его начальную часть и кратер. |
| эффективная длина шва | Полная длина сварного шва, вдоль которой имеется поперечная секция нужного размера. |
| проплавление (проплавление сварного шва) | Самое большое расстояние, на которое сварочный металл проникает вглубь от поверхности основного металла или поверхности кромки. |
| усиление шва | Излишек сварочного металла в размере, требуемом для стыкового шва с разделкой кромок или углового шва. |
| подрез | Кромка, расплавившаяся в основной металл рядом с наружной поверхностью или корнем сварного шва и оставшаяся незаполненной сварочным металлом. |
| нахлестка | Проникновение сварочного металла за пределы наружной поверхности или корня сварного шва, не соединенное с основным металлом. |
| флокен | Подобный рыбьему глазу участок серебристо-серого цвета, который может возникнуть на поверхности слома сварочного металла. |
| шлак | Неметаллический продукт процесса сварки. |
| шлаковой включение | Дефект, состоящий из шлака, заключенного в сварочном металле или на поверхности соединения. |
| разбрызгивание | Частицы металла или шлака, выбрасываемые в процессе дуговой сварки или кислородно-газовой сварки. |
| потери на разбрызгивание | Потери металла, вызванные разбрызгиванием. |
| свищ | Дефект в виде пустоты, образовавшийся за счет включения пузырьков газа в сварочном металле во время застывания. |
| трещина в корне шва | Трещина, образовавшаяся, как правило, в околошовной зоне возле шовного валика, которая обычно не доходит до поверхности основного металла. |
| производительность наплавки | Масса наплавленного металла за единицу времени. |
| Эффективность наплавки | Соотношение массы наплавленного металла к массе нетто израсходованных сварочных материалов, без учета концевых отрезков. Для покрытых электродов масса покрытия обычно включается в расчет, но может исключаться в определенных случаях. |
| валик сварного шва | Валик шва, образующийся в результате сварочного прохода. |
| производительность расплавления электрода | Масса или длина электрода, проволоки или прутка, расплавляющаяся за единицу времени. |
| сварочная ванна (ванна расплавленного металла) | Углубленный участок металла, расплавленного температурой сварочной дуги. |
| предварительный подогрев | Подогрев основного металла перед сваркой или кислородно-газовой резкой. |
| послесварочный нагрев (немедленная, послесварочная термообработка) | Воздействие высокой температурой на соединение после сварки или кислородно-газовой резки. Послесварочный нагрев, проводимый непосредственно после сварки с целью устранения диффузного водорода из сварного шва и предотвращения холодного растрескивания называется «немедленным послесварочным нагревом». Послесварочный нагрев, проводимый спустя некоторое время после сварки с целью устранения остаточных напряжений и улучшения механических свойств и повышения устойчивости к коррозии называется «послесварочной термообработкой». Послесварочный нагрев, проводимый непосредственно после сварки с целью устранения диффузного водорода из сварного шва и предотвращения холодного растрескивания называется «немедленным послесварочным нагревом». Послесварочный нагрев, проводимый спустя некоторое время после сварки с целью устранения остаточных напряжений и улучшения механических свойств и повышения устойчивости к коррозии называется «послесварочной термообработкой». |
| Зона сварочного металла | Расплавившаяся и отвердевшая часть сварочного металла. |
| наплавленный металл | Металл, наплавленный на основной металл в ходе сварки. |
| зона сварного шва (шов) | Общий термин для совокупного обозначения сварочного металла и околошовной зоны. |
| сварочный металл | Расплавившийся и затвердевший в ходе сварочного процесса металл в составе сварного шва. |
| околошовная зона | Часть основного металла, не подвергшаяся расплавлению, но изменившая механические свойства и микроструктуру под воздействием высокой температуры в ходе сварки или кислородно-газовой резки. |
| усиленный угловой шов | Угловой шов с выпуклой поверхностью. |
| вогнутый угловой шов | Угловой шов с вогнутой поверхностью. |
| непрерывный угловой шов | Угловой шов с непрерывной поверхностью. |
| проплавной шов | Сварной шов, выполненный в продольном отверстии в одном или двух наложенных элементах соединения. |
| заклепочный шов | Сварной шов, выполненный путем заполнения круглого отверстия наплавным металлом в одном элементе соединения, для сплавления его с другим элементом. |
| шов с конусной кромкой | Сварной шов, выполненный по конусной кромке между двумя элементами соединения. |
| стыковой шов | Сварной шов, выполненный встык. |
| уплотняющий шов | Любой сварной шов выполненный исключительно с целью достичь определенной герметичности для предотвращения просачивания жидкости.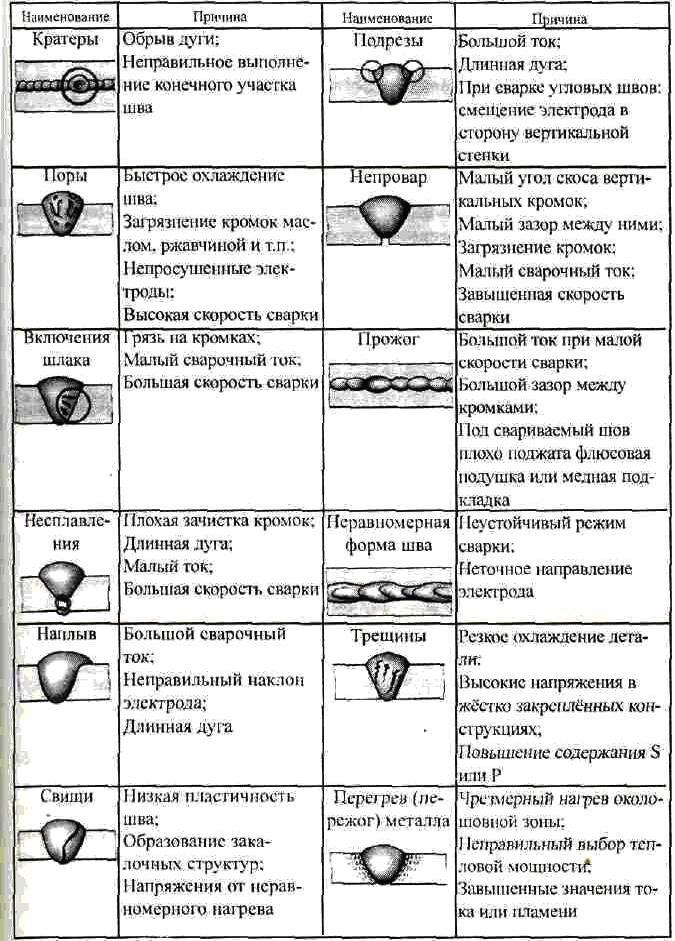 |
| упрочняющий шов | Поверхностный шов, в котором металл наплавляется на поверхность для достижения желаемого измерения на изношенную или недостаточную по размеру основу. |
| стыковая наплавка | Поверхностный шов, в котором разнородный металл наплавляется на поверхность кромки основного металла для предотвращения химического воздействия основного металла на сварочный металл, который будет наплавлен впоследствии путем стыковой сварки. |
| подкладочный шов | Поверхностный шов, в котором не склонный к образованию трещин металл наплавляется для предотвращения растрескивания или разъединения перед выполнением упрочняющего шва на основном металле. |
| прорезь | Отверстие полукруглой формы в одном из элементов соединения, выполненное с целью избежать пересечения линий сварки на этом элементе и на другом, присоединенном к нему. |
| подварка | Сварочный шов, выполненный с обратной стороны V-образного шва после сварки с лицевой стороны. |
| подварочный шов | Вид подварки, предварительно выполняемый с обратной стороны V-образного шва с целью предотвратить излишнее проплавление при дуговой сварке с лицевой стороны. |
| угловой шов | Сварочный шов с угловой разделкой кромок. Типичные угловые швы приведены ниже.  I−образный, V−образный, V-образный с прямым скосом одной кромки, U−образный, J−образный, X−образный, H−образный, K−образный, Двойной J-образный с криволинейнымскосом одной кромки. |
| правая сварка | Техника сварки, при которой направление сварочной горелки противоположно ходу сварки. |
| прямая (левая) сварка | Техника сварки, при которой направление сварочной горелки совпадает с ходом сварки. |
| прихваточный шов | Сварка, при которой шов выполняется с целью удержать элементы сварочного соединения в нужном положении до завершения основных швов. |
| сварка короткими участками вразброс | Техника сварки, при которой сначала выполняются прерывистые сварные швы, а после их достаточного остывания свариваются пропущенные участки. Главная цель этого — свести к минимуму искажения при сварке. Главная цель этого — свести к минимуму искажения при сварке. |
| угловой шов | Сварочный шов с поперечным сечением приблизительно треугольной формы, соединяющий две поверхности приблизительно под прямым углом друг к другу в соединении внахлестку, Т-образном соединении или угловом стыке. |
| передний угловой шов | Вид углового шва, в котором ось шва почти перпендикулярна направлению прилагаемого касательного напряжения. |
| фланговый угловой шов | Вид углового шва, в котором ось шва почти параллельна направлению прилагаемого касательного напряжения. |
| прерывистый угловой шов | Сварной шов, прерываемый несваренными промежутками. |
| шахматный прерывистый угловой шов | Прерывистый угловой шов, выполненный по обеим сторонам Т-образного соединения, в котором отрезки сварки чередуются на двух сторонах. |
| обратноступенчатая сварка | Техника сварки, при которой направление маневрирования электрода при каждом проходе противоположно общему направлению сварки. |
| блочный цикл (сварка блоками) | Вариант цикла наплавки для многопроходной сварки, в котором отдельные участки свариваются несколькими слоями до сварки промежуточных участков. |
| обварка по периметру | Продолжительный угловой шов вокруг углов элемента в качестве продолжения основного углового шва. |
| планка, конечная планка (выводная планка), начальная планка (вводная планка) | Дополнительный материал, выходящий за пределы обоих концов сварного соединения, на котором начинается (вводная планка) или завершается (выводная планка) сварной шов. |
| прожог (излишнее проплавление) | Протекание расплавленного металла с противоположной стороны кромки через корень шва. |
| заданное искажение | Искусственное угловое искажение основного металла перед началом работ, направленное против хода сварки, приложенное в пределах искажения, предполагаемого при сварке с лицевой стороны. |
| сварка наклонным электродом | Вариант дуговой сварки в среде защитного газа, при которой покрытый электрод удерживается специальным приспособлением и сварка проходит автоматически по мере того, как держатель спускается под воздействием силы тяжести, в то время как электрод продолжает входить в контакт с линией сварки под определенным углом по отношению к основному металлу. |
| зажигание дуги | Начало или мгновенное образование дуги на основном металле с последующим угасанием. |
| Технический термин | Определение |
| Дуговая сварка с переменным током (АС) | Вид сварки, при которой для образования дуги используется переменный ток (АС). |
| Дуговая сварка с постоянным током (DС) | Вид сварки, при которой для образования дуги используется постоянный ток (DС). |
| автоматическая дуговая сварка | Дуговая сварка с применением оборудования, в котором сварочная проволока подается автоматически, и сварка идет автоматически без ручного управления. |
| полуавтоматическая дуговая сварка | Дуговая сварка с применением оборудования, контролирующего подачу проволоки, тогда как сварочная горелка управляется вручную. |
| отрицательный электрод | Комбинация проводов сварочной цепи при дуговой сварке с постоянным током, в которой электрод является отрицательным полюсом, а обрабатываемое изделие — положительным полюсом сварочной дуги. |
| положительный электрод | Комбинация проводов сварочной цепи при дуговой сварке с постоянным током, в которой электрода является положительным полюсом, а обрабатываемое изделие — отрицательным полюсом сварочной дуги. |
| напряжение дуги | Напряжение, подаваемое междудвумя полюсами дуги. |
| длина дуги | Расстояние между двумя полюсами дуги. |
| кабельное соединение на рабочем участке | Электрическое соединение кабеля рабочего участка с основным металлом или другим металлическим объектом, с которым основной металл входит в контакт. |
| оголенный сердечник | Оголенная часть покрытого электрода, которую удерживает устройство для держания электрода. |
| расходуемый электрод | Электрод, расплавленный и сожженный дугой в ходе дуговой сварки и дуговой резки. |
| нерасходуемый электрод | Электрод, который не может быть сожжен температурой дуги из-за высокой точки плавления. |
| диаметр электрода | Диаметр флюсовой проволоки или покрытого электрода. |
| капля | Частицы расплавленного металла, переносимые с конца сварочного электрода на поверхность основного металла. |
Отсутствие симметрии углового шва
Дефекты сварных соединений
Содержание:
1. Причины возникновения
2. Виды дефектов
3. Методы контроля
4. Группы дефектов
5. Нарушение формы
6. Прочие дефекты
7. Критичность дефектов
8. Интересное видео
Соединение сваркой состоит из нескольких этапов, часто сопровождающихся возникновением дефектов. На это существуют как объективные причины, например, качество материалов, так и субъективные — отступление от технологического процесса, недостаточный профессионализм сварщика. Существуют официальные документы, где определены дефекты и контроль качества сварных соединений и швов. Поскольку в дальнейшем дефекты сварного шва способны вызвать разрушение конструкций, выполнение требований строго обязательно.
Существуют официальные документы, где определены дефекты и контроль качества сварных соединений и швов. Поскольку в дальнейшем дефекты сварного шва способны вызвать разрушение конструкций, выполнение требований строго обязательно.
Нормативными материалами предусмотрены виды дефектов сварных соединений, внешний вид, характеристики и качество швов, получаемых при помощи сварки. В них также указаны необходимые допуски от идеального состояния. Отклонения от требований являются дефектами. Классификация дефектов сварных швов определена в ГОСТе-5264.
На существующие виды дефектов сварных швов имеется много методов контроля, в результате которых будет получено заключение о состоянии сварных швов. При многочисленных отклонениях соединение признается браком и подлежит переделке. Иногда может потребоваться изменение не всего шва, а только его части.
Дефекты сварочных швов, их размер и количество, которые допустимы для конкретного соединения, указаны на чертежах.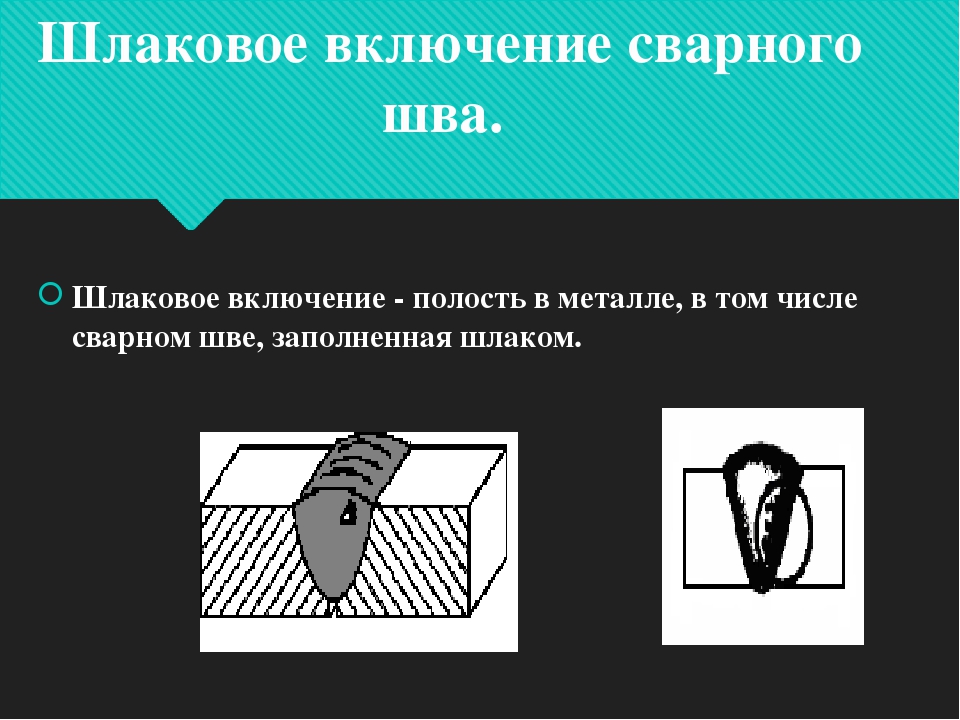 Дефекты сварочных швов и причины их образования должны знать все работники, участвующие в этом процессе — от разработчиков конструкций до непосредственных исполнителей работ.
Дефекты сварочных швов и причины их образования должны знать все работники, участвующие в этом процессе — от разработчиков конструкций до непосредственных исполнителей работ.
Причины возникновения
Дефекты сварочных соединений возникают по следующим причинам:
1. Нарушение технологии.
2. Недостаточная квалификация исполнителя.
3. Неисправность оборудования.
4. Включение неправильного режима.
5. Электроды неподходящего размера.
6. Колебания и изменение электрического напряжения.
7. Несоблюдение рекомендуемой скорости процесса.
8. Отсутствие предварительной подготовки.
9. Неблагоприятная погода при сварке не свежем воздухе.
Существуют рекомендации, определяющие особенности различных видов сварки. Они основаны на практическом опыте применения технологии соединения металлических деталей сваркой. Перед началом процесса необходимо проверять работоспособность применяемого оборудования. Периодически проводится его поверка, дата проведения и результаты которой указываются в техническом паспорте.
Периодически проводится его поверка, дата проведения и результаты которой указываются в техническом паспорте.
Виды дефектов
Все дефекты сварки подразделяют на три крупные группы: находящиеся снаружи соединения, внутри него и сквозные. Наружные дефекты контактной сварки легко обнаружить при визуальном осмотре. Он является обязательным при контроле всех швов, независимо от того, какие требования к ним предъявляются.
Одни из наиболее характерных признаков внешних дефектов — различная ширина отдельных участков в продольных швах, а также катетов в угловых соединениях. Достаточно хорошо заметны существующие наплавы поверх основного шва. К внешним возможным дефектам сварных швов принадлежат: углубления и выпуклости, трещины, кратеры, подрезы, наплывы, свищи.
Внутренние дефекты сварных швов при визуальном осмотре не видны. Основные причины их появления — некачественный материал и нарушение технологии процесса сварки. Внутри также могут образоваться невидимые трещины. Если их вовремя не обнаружить, то из-за растущего напряжения начнется постепенное разрушение конструкции. Причиной возникновения трещин может быть чересчур быстрое охлаждение. К внутренним изъянам относятся металлургические дефекты сварных швов — вредные примеси.
Если их вовремя не обнаружить, то из-за растущего напряжения начнется постепенное разрушение конструкции. Причиной возникновения трещин может быть чересчур быстрое охлаждение. К внутренним изъянам относятся металлургические дефекты сварных швов — вредные примеси.
Если сплавление деталей недостаточно, то образуется непровар. Это происходит, когда пренебрегают подготовкой к работе кромок деталей и на них остаются ржавчина и окалины. К другим причинам возникновения непровара относятся недостаточно большая величина тока, несовпадение электрода с осью плавления. Если этот дефект имеет большую протяженность, то потребуется переплавка.
Внутри сварного шва могут образовываться поры. Внутри они заполнены газом. Причиной, по которой появляются поры, является наличие посторонних примесей в материалах, подлежащих сварке, излишняя влага. Если допустимые концентрации превышены, то предстоит переделка. При нарушении правил технологии внутри шва могут появиться различные включения: оксидные, вольфрамовые, а также шлаковые.
Под сквозными дефектами понимают поры, которые находятся не внутри, а проходят сквозь всю толщину шва. Этот дефект наблюдают визуально. При незначительной скорости и большом токе появляются прожоги.
Методы контроля
Все сварные соединения обязаны проходить контроль. Особенно это касается конструкций, эксплуатация которых несет повышенную ответственность. Контроль с применением специального оборудования позволяет узнать, насколько серьезные изъяны имеются в сварных соединениях. Большинство дефектов приводит к уменьшению плотности. Последствием может служить наступившая неспособность выдерживать тяжелые нагрузки.
Чтобы обнаружить дефекты сварных швов и соединений применяют различные методы контроля:
1. Визуальный осмотр. Является обязательным для первоначального выявления отклонений от нормы. Для более точного анализа применяют лупу с большим увеличением.
2. Дефектоскопия. Основой является свойство материала изменять свой цвет при взаимодействии с различными жидкостями, в частности с керосином. К преимуществам относятся безопасность метода и быстрота проверки.
К преимуществам относятся безопасность метода и быстрота проверки.
3. Магнитный метод. Проходящие магнитные волны при встрече с дефектами искажаются. Измерение искажений позволит судить о наличии дефектов.
4. Ультразвук. Дефектоскопы, основанные на использовании ультразвуковых волн, измеряют их отражение.
5. Радиационный метод. Сварные швы просвечивают рентгеновскими лучами. Полученный снимок проявляют и подвергают расшифровке. Необходимо специальное оборудование. Оно может быть стационарным и мобильным. Недостатком является возможное влияние на здоровье сварщика. Требуется защита в виде специального костюма и маски.
Все применяемые способы контроля должны принадлежать к группе неразрушающих. Механические повреждения и разрушения не приемлемы. Допустимо использование не одного метода, а их совокупности.
₽ Проектная декларация на рекламируемом сайтеКупить новостройку в Кстово ООО «ЭСГ «Охрана труда» РОСС RU.0001.519176Не платите штраф — закажите СОУТ! Мастер Люкс — все для кровли! Коммерческий транспортVolkswagen
При обнаружении брака, если имеется возможность, необходимо его исправить. Для этого используются такие способы:
Для этого используются такие способы:
· заварка способна убрать большие трещины;
· полной зачистке или вырубке подвергают находящиеся внутри небольшого размера трещинки, непроваренные участки и различные посторонние включения;
· наплавка устранит неполноту швов и подрезы;
· абразивом убирают наплывы;
· термическая обработка устранит негативные последствия перегрева металла.
Такими методами убирается практически неизбежное возникновение дефектов.
Группы дефектов
Дефекты и контроль качества сварных соединений строго регламентированы. В ГОСТе 30242 все дефекты сварных соединений разделены на группы. Всего таких групп насчитывается шесть. К первой группе межгосударственный стандарт отнес трещины, ко второй поры, к третьей твердые включения. Четвертую группу несплавление разделяет с непроваром. В пятой находятся все нарушения, которые имеют формы швов. Наконец, в шестой собраны все остальные сварочные дефекты.
Каждому из дефектов присвоено обозначение в виде числа из трех чисел. Добавление еще одной цифры означает уточнение, например, что данный дефект возник при определенном положении шва. Большинство из дефектов имеет еще и буквенное обозначение, которое можно увидеть в справочниках по сварке. Так, например, трещины имеют цифровое обозначение в виде числа 100 и буквенное в виде буквы Е.
Трещины
Цифровое обозначение 100, буквенное Е. Нормативным стандартом дано определение, что называют трещиной в сварке. Они позиционируются как разрывы или несплошности в сварном шве. Причинами возникновения названы охлаждение и нагрузки.
Трещины относятся к недопустимым дефектам. Это обусловлено тем, что они служат центром напряжений и являются очагом возможных разрушений. Трещины в сварных швах признаны наиболее опасным изъяном, встречающимся в соединениях сварным способом, который в перспективе может привести к разрушению.
Борьба с этим видом дефекта целесообразна, потому что маленькая вначале трещинка вследствие действия напряжения быстро увеличивается в размерах. В зоне риска находятся легированная сталь, а также высокоуглеродистая. Чем жестче закреплены между собой детали, тем выше возможность появления трещин. Многое зависит от марки металла и от содержания в нем примесей, таких как никель, фосфор, кремний, водород.
В зоне риска находятся легированная сталь, а также высокоуглеродистая. Чем жестче закреплены между собой детали, тем выше возможность появления трещин. Многое зависит от марки металла и от содержания в нем примесей, таких как никель, фосфор, кремний, водород.
К основным причинам образования трещин относят несоблюдение требований существующих режимов сварки и нарушение технологии. Это вызывает большие напряжения в соединениях, приводящие к появлению трещин. Существует разница между способами ликвидации трещин в зависимости от того, где они расположены. В трещинах, находящихся на поверхности, вначале сверлят их окончания, чтобы предотвратить дальнейшее распространение. Затем происходит удаление механическим способом. Внутренние трещины удаляют механически, а затем заваривают.
Трещины разделяются на холодные и горячие. Холодные появляются сразу после того, как шов застынет. Горячие трещины появляются при высоких температурах. В зависимости от размера трещины делятся на макроскопические, которые хорошо видны визуально или при незначительном увеличении, и микроскопические. Микротрещины имеют обозначение 1001. Чтобы их увидеть потребуется увеличение в 50 крат.
Микротрещины имеют обозначение 1001. Чтобы их увидеть потребуется увеличение в 50 крат.
В зависимости от расположения трещины бывают продольными с обозначением 101 и поперечными 102. Их буквенные обозначения соответственно Ea и Eb. Кроме этого они бывают разветвленными, радиальными, раздельными, находящимися в кратере. К радиальным относятся трещины, расходящиеся из точки. Трещины в кратере делятся на поперечные, продольные и с красивым необычным названием звездоподобные. Разветвленные получили свое название за то, что они возникают из одной трещины.
₽ Летние шины в Нижнем Новгороде. Сертификация пожарной безопасности! Стан Изготовление двутавровой балки! Русская стратегия 202018+
Поры
Относятся ко второй группе дефектов и имеют обозначение 201. Пора — слово известное, но необходимо понимать, что такое пора в сварке. Это поможет при ее контроле и ликвидации. Поры при сварке — это полости, внутри которых находится газ. Возникают как результат образования газов, проходящих с большой скоростью. Не всем пузырькам газа хватает времени, чтобы выйти наружу до того, как затвердеет металл.
Не всем пузырькам газа хватает времени, чтобы выйти наружу до того, как затвердеет металл.
Поры в сварном шве бывают разных размеров, что зависит от размера пузырьков внутри. Помимо отдельных пор бывают целые скопления. Поры могут иметь форму круга или овала.
Причины, почему образуются поры при сварке, бывают следующими:
· плохая зачистка кромок, при которой были оставлены ржавчина, окалины и подобные загрязнения;
· увеличенная скорость процесса сварки, в результате чего пузырьки газа не успели выбраться наружу;
· большое содержание углерода в основном и в присадочных материалах;
· увеличенная влажность, оказывающая влияние на покрытия электродов и флюс.
Основные причины появления пор при сварке под флюсом — посторонние включения в него, наличие ржавчины на проволоке, оставшиеся следы смазки или жира, поглощенный флюсом из влаги водород.
Наличие пор понижает прочность металла и герметичность соединения. Наряду с порами бывают газовые полости, отличающиеся другой формой. Кроме отдельной поры, встречаются: группа равномерно распределенных пор, цепочки в одну линию, скопления в одном месте, свищи, продолговатые полости.
Кроме отдельной поры, встречаются: группа равномерно распределенных пор, цепочки в одну линию, скопления в одном месте, свищи, продолговатые полости.
Свищ в сварном шве образуется при непреднамеренном коротком замыкании электрода из вольфрама или же быстром внезапном обрыве дуги. Еще одна причина — неправильно произведенное гашение дуги. Для исправления свища сварного шва приходится удалять участок, где он был обнаружен.
Следствием усадки при затвердевании металла является усадочная раковина. Если она находится в конце валика, то это будет называться кратер сварного шва. Он, как правило, является результатом неправильных действий исполнителя. Наличие кратера автоматически уменьшает площадь торца шва, что приводит к снижению прочности. Для исправления ситуации приходится вырубать окончания шва с кратером.
Включения твердые
Третья группа с обозначением 300. Сначала надо выяснить, что называют включением в сварке. Это присутствие внутри затвердевшего после сварки металла частичек другого материала. Такие зоны становятся центрами напряжений, что понижает прочность соединения сваркой. Методом борьбы с дефектом является вырубка пораженного участка шва и последующее заваривание. Включению с острым углом присваивают название остроугольного. В зависимости от того, каким образом они образовались, инородные включения разделяются на линейные, разобщенные и другие.
Такие зоны становятся центрами напряжений, что понижает прочность соединения сваркой. Методом борьбы с дефектом является вырубка пораженного участка шва и последующее заваривание. Включению с острым углом присваивают название остроугольного. В зависимости от того, каким образом они образовались, инородные включения разделяются на линейные, разобщенные и другие.
При нормальном прохождении процесса образующийся шлак всплывает в сварочной ванне наверх. При нарушении технологии — большой скорости, неточного угла наклона электрода и его смещения, недостаточно хорошо выполненной зачистке — он остается внутри и становится инородным телом. Он может иметь значительный размер, что представляет опасность для надежности шва. Их наличие делает меньше размер торца шва и становится источником напряжения. При превышении допусков участки со шлаком вырубают и переваривают.
Если в металле находится флюс, то это приводит к образованию включений, называемых флюсовыми. Они разделяются на линейные, отдельные и другие. Причина возникновения — флюс, который не всплыл на поверхность и остался внутри. Это может возникать при наличии слишком больших гранул или увеличенной скорости происходящего процесса.
Причина возникновения — флюс, который не всплыл на поверхность и остался внутри. Это может возникать при наличии слишком больших гранул или увеличенной скорости происходящего процесса.
₽ Коммерческий транспортVolkswagen Промышленные пластиковые резервуары Мастер Люкс — все для кровли! Проектная декларация на рекламируемом сайтеКупить новостройку в Кстово
Металлический оксид, попавший внутрь, вызывает оксидное включение. При загрязнении поверхностей и недостаточной защите ванны образуются пленки, являющиеся труднорастворимыми. Внутри шва они станут прослойкой, которая снижает прочность соединения и способна привести к разрушению.
В включениях металлов выделяют вольфрам и медь, как наиболее вероятные. Не исключено образование и иных металлов. Включения могут возникнуть при использовании вольфрамового электрода. При этом кончик электрода дает брызги, которые попадают в металл. Если шов уже затвердел, то вольфрамовые включения остаются на поверхности. Иные причины — слишком большая плотность тока или короткое замыкание.
Электрод может замкнуться при нарушениях, вызванных неудобной позой сварщика, например, при потолочной сварке. Кусочек вольфрама внутрь затягивает жидкий металл. Наиболее часто такие дефекты появляются при сварке алюминия, а также сплавов с его содержанием, поскольку вольфрам в них не растворяется. Наличие включений из вольфрама можно узнать по треску и вспышкам сварочной дуги.
Несплавление
Дефект четвертой группы, имеющий обозначение 401. Несплавление — это, соответственно названию, отсутствие прочного соединения между металлом и швом. Различаются по местоположению: боковому на поверхности, между валиками и находящимися в корне. Несплавление может образоваться вследствие: неправильного угла сварки, не зачищенных кромок, неоднородности материала, неправильно выбранных режимов, небольшого значения тока, большой скорости процесса.
Непровар
Также входит в четвертую группу с обозначением 401. Непровары в сварных швах, по сути, тоже являются несплавлениями. Определением, что такое непровар в сварном соединении, является следующее: отсутствие сплавления металла, которое возникло из-за неспособности проникновения его в корень. Возникает по всей длине шва или на его отдельных участках, а также между слоями при многопроходном способе.
Определением, что такое непровар в сварном соединении, является следующее: отсутствие сплавления металла, которое возникло из-за неспособности проникновения его в корень. Возникает по всей длине шва или на его отдельных участках, а также между слоями при многопроходном способе.
Причины образования непроваров при ручной дуговой сварке разные в зависимости от положения:
в корне — из-за недостаточно большого значения силы тока и значительной скорости процесса;
непровар кромки может происходить вследствие смещения с оси стыкования электрода;
между слоями — когда предыдущий слой не слишком хорошо зачищен.
Непровар сварного шва также может появляться из-за некачественного очищения металла от грязи, окалин, ржавчины, маленького зазора, большой величины притупления, маленького угла кромочных скосов, недостаточного тока, увеличенной скорости процесса, смещения электрода от нужного положения. В соединениях стыковым методом непровар возникает: при одностороннем виде в корне, а при двустороннем — в центре торцевого сечения.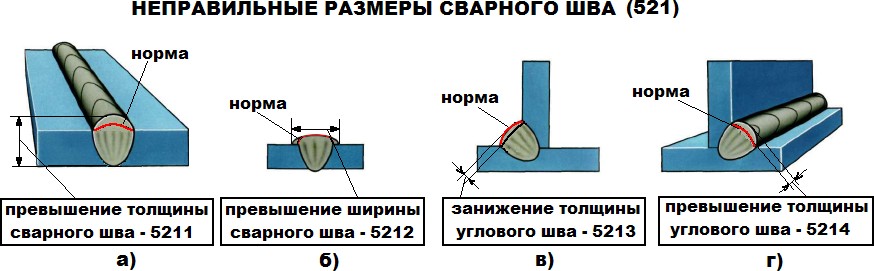
Характерная особенность неполного проплавления — трещины большого размера на его окончаниях. При наличии непроваров уменьшается размер торца шва, возникают очаги напряженности. Если в дальнейшем конструкция будет подвергаться вибрации, то даже небольшого размера непровары способны значительно понизить прочность. Особенно большой вред прочности наносят непровары большого размера. Компенсация разрушающего действия непроваров — проплав или усиление. Еще один вид борьбы с этим дефектом — вырубание непроваренных участков шва, зачищение поверхностей и последующее заваривание.
Нарушение формы
Дефекты сварные включают в себя большую группу нарушений внешней формы соединений сварным способом, включенных в группу под номером 5 и имеющих обозначение 501. К ним относятся отклонения от принятого значения наружной формы шва и его геометрических параметров. Несоответствие формы и размеров принятым параметрам приводит к снижению прочности. Внешний вид соединений становится хуже, что тоже является немаловажным обстоятельством.
Наружные дефекты сварных швов имеют многочисленные причины:
· нестабильность сетевого напряжения;
· скольжение проволоки;
· неравномерность скорости прохождения сварочного процесса как следствие зазоров в узле перемещения при использовании сварочного автомата;
· неправильно выбранный угол, под которым наклоняют электрод;
· затекание жидкого металла в имеющиеся промежутки;
· неодинаковое расположение зазоров на протяженности стыка.
Указанный список можно дополнить многими другими причинами. Косвенно наружные дефекты сварных швов указывают на вероятное наличие внутренних.
Подрезы
Объяснение, что такое подрез в сварке, заключается в следующем определении: это изъян, представляющий собой углубление, находящееся около шва. Уменьшение толщины шва приводит к снижению надежности соединения. Внешне подрез смотрится как усадочная канавка. Они могут располагаться на отдельном участке или по всему протяжению шва.
Начинающие сварщики должны хорошо понимать, что называют подрезом в сварке, поскольку этот изъян происходит часто по их вине при неправильно выбранном значении тока. Другие основные причины появления этого изъяна:
· материал деталей имеет плохую смачиваемость;
· при стыковке — отклонение от оси электрода;
· расположение соединения, вызывающее неудобную позу сварщика;
· недостаточное качество подготовки кромок перед свариванием;
· завышенная скорость проведения работ;
· наклон электрода под неправильным углом.
Ошибочно выбранный угол электрода при сварке часто вызывает такой дефект. Иногда бывает, что угол выбран правильно, но при напряженном положении сварщика у него может устать рука и в положении угла произойдет изменение. При неправильном угле происходит неправильное распределение тепла. Большая его часть достается краям, что ведет к появлению усадочных канавок. Чтобы этого не произошло, более значительная часть тепла должна быть направлена на компоненты соединения, имеющих большую толщину, чем края.
Скорость сварки должна быть умеренной. При повышенном значении часть металла вдавливается в сварочную ванну и, быстро остывая, оставляет углубления. Слишком медленная скорость принесет свои недостатки, поэтому следует выбирать среднее значение.
К способам предотвращения появления подрезов при сварке относятся:
1. Улучшить смачиваемость материалов можно предварительным нагревом. Это будет способствовать хорошему растеканию расплавленного металла по канавке и снижает появление очагов напряжения.
2. Если соединяются детали разной толщины, то большее количество тепла должно доставаться более толстой.
3. Выбор оптимального значения скорости в зависимости от марки свариваемых металлов.
4. Если сварка производится в защитном газе, то большую роль играет его правильный выбор. Так, например, углеродистую сталь целесообразно сваривать в смеси их углекислого и инертного газов.
5. Выбор диаметра электрода в зависимости от ширины шва. Когда диаметр электрода намного меньше, то придется совершать поперечные движения, имеющие большую амплитуду. Образование подрезов при этом становится неизбежным. Если уменьшение шва невозможно, то сваривать его следует за несколько проходов.
Когда диаметр электрода намного меньше, то придется совершать поперечные движения, имеющие большую амплитуду. Образование подрезов при этом становится неизбежным. Если уменьшение шва невозможно, то сваривать его следует за несколько проходов.
6. Чтобы избежать перегрева, ток выбирают в соответствии с толщиной материалов.
7. Сварку следует осуществлять короткой дугой.
8. Выбранная скорость не должна изменяться.
9. Угловые швы выполнять методом «лодочкой».
10. Применение инверторов уменьшает появления подрезов.
Образованию трещин способствует повышенное содержание углерода в расплавленном металле, а также кремния, никеля и особенно вредных примесей серы, фосфора и водорода.
Причинами образования трещин чаще всего является несоблюдение технологии и режимов сварки. Это может проявляться, например, в неправильном расположении швов в сварной конструкции, что приводит к высокой концентрации напряжений. Большие напряжения в сварных конструкциях могут возникнуть также при несоблюдении заданного порядка наложения сварных швов.
Подрез сварного шва устраняют путем очищения от загрязнений и шлаков, а затем завариванием тонким швом. После контроля устранения соединение может быть направлено на доработку. Исправлять участок допустимо ограниченное количество раз. Если размеры подрезов не превышают пределы, указанные в нормативных документах, то изделие может быть введено в эксплуатацию.
Превышение выпуклости
Бывает в стоковых и угловых швах. У стокового шва обозначение 502, а у углового — 503.
Дефект представляет собой чересчур большое количество наплавки. На ответственных конструкциях дефект недопустим. Причинами появления служат: низкая скорость, неправильно выбранный режим, недостаточная предварительная подготовка, неудобное расположение шва. Превышающую нормы выпуклость удаляют методом шлифования.
Превышение проплава
К внешнему признаку при визуальном контроле относится чересчур большая выпуклость на корне шва.
Наиболее вероятная причина — плохая подготовка кромок к сварке, а также наличие разного химического состава свариваемых материалов.
Наплыв
Несмотря на вроде бы знакомое слово, необходимо разъяснение, что такое наплыв в сварке.
По сути, наплыв — это избыток металла после того, как произошло натекание на основной материал. При этом сплавления наплыва с основным металлом не осуществляется. Наплыв хорошо виден при внешнем осмотре. Бывает местным и протяженным. Оставлять этот дефект можно только для конструкций, не имеющих особой важности. Излишек металла устраняют методом шлифовки.
Линейное смещение
Другое название — депланация. Обозначение 507. Заключается в наличие смещения в плоскостях параллельных, но находящихся на разных уровнях.
Применение на конструкциях ответственного значения линейное смещение недопустимо.
Угловое смещение
Дефект является отклонением от нужного угла межу двумя свариваемыми элементами.
Натек
Название этого сварочного дефекта достаточно красноречиво и в особых объяснениях не нуждается. Существует градация в зависимости от пространственного положения: горизонтальном, вертикальном, нижнем, потолочном. А также натек, находящий в углу шва и в соединении нахлестом.
Наиболее часто ему подвержены горизонтальные швы на вертикальной поверхности.
Прожог
Когда в сварочной ванне содержится чересчур большое количество раскаленного металла, он начинает вытекать из нее. При попадании на шов в нем образуются отверстия — то, что называют прожогом. Внешне он выглядит как полость или сквозное отверстие.
В местах, где имеется прожог сварного шва, окислившийся металл приобретает рыхлость, а плотность его понижается, что не идет на пользу сварному соединению. Такой дефект характерен для тонких стенок и первого слоя в многопроходных соединениях.
Причинами возникновения прожога являются:
· неоднородность металла;
· большая скорость процесса;
· большие зазоры;
· нарушение техпроцесса;
· низкая квалификация исполнителя.
Выявить прожег можно визуальным осмотром. Исправление прожогов происходит путем их вырубки, зачистки и заваривания.
Отсутствие симметрии углового шва
Такой вариант признается дефектом, если разница между катетами имеет значительную величину. Характерен для сварки металлов, обладающих разной теплопроводностью. Неудобное положение при сварке также может спровоцировать появление асимметрии. Допускается для неответственных конструкций. Чтобы выровнять катеты на меньшем из них делают подварку.
Неравномерность шва
Заметна при внешнем контроле. Может возникнуть при колебании напряжения, длинной дуге, изменении направления электрода. Чтобы ликвидировать этот дефект более узкие места подваривают, а широкие шлифуют.
К остальным дефектам этой группы относятся: неровная поверхность шва, вогнутость корня, наличие пор в корне, неровность в месте, где сварка была прекращена, а потом продолжилась.
Прочие дефекты
Группа под номером 6, в которой находятся все дефекты, не нашедшие себе место в предшествующих группах. Их общее обозначение — 600.
Случайная дуга
Является местным повреждением поверхности металла, которая прилегает к сварному шву. Случайной названа потому, что вызывается непреднамеренным и непредусмотренном горении дуги.
На ответственных конструкциях является недопустимой, поскольку в дальнейшем при эксплуатации изделия может возникнуть коррозия. Для устранения место ожога зачищают методом шлифования.
Брызги металла
Во время сварки на поверхность материала попадают брызги расплавленного металла и застывают там. Они портят внешний вид соединения. Особенно это важно, когда сваривают такие изделия, как металлическую мебель. Появление брызг возможно при высоком значении тока, длинной дуги. В качестве предупреждения появления этого дефекта производят нанесение на поверхность материала защитного покрытия. Исправляется с помощью шлифовального инструмента. Частным случаем являются брызги вольфрама.
Поверхностные задиры
Появляются при удалении приспособлений, временно закрепленных на металле.
Задир может стать причиной возникновения трещины, особенно, если материал обладает низкой пластичностью. На неответственных конструкциях допустимы. Исправляется зачисткой с помощью шлифовки.
Утонение металла
Дефектом является изменение толщины металла в сторону уменьшения.
Является недопустимым, поскольку при его наличие происходит уменьшение прочности. Изъян хорошо виден, но для уточнения размеров делают измерения. Для ликвидации выполняют наплавку и производят зачистку.
Критичность дефектов
Помимо того, что надо знать дефекты сварных соединений и причины их возникновения, необходимо быть в курсе того, какое влияние они оказывают в дальнейшем на всю конструкцию при ее эксплуатации. Полная классификация дефектов сварных соединений содержит сведения об их критичности. Под этим словом понимается, допустимо ли применение конструкции с обнаруженным дефектом для эксплуатации, необходимо ли предварительное исправление или эксплуатация невозможна в принципе.
Многое зависит от условий, в которых будет использоваться конструкция. Так, например, один и тот же дефект не окажет особого влияния, если изделие будет находиться в помещение, и приведет к разрушению при эксплуатации на улице во время неблагоприятных погодных условиях. Поэтому вопрос, заданный в форме «допускаются ли подрезы сварных швов», будет некорректным. Необходимо точно указать, где планируется использовать конструкцию с таким дефектом.
Допустимые дефекты сварных соединений, как правило, предполагают их исправление. Разработаны многочисленные способы их устранения. Недопустимые дефекты сварных соединений исправлению не подлежат. Часто в требованиях упоминается «ответственность». Это означает, что конкретный дефект не может применяться только в ответственных конструкциях, в других его использование возможно.
По
I-нов | DocsPortal.net: портал документов
Вопросы общего экзамена(металлы)Уровень: I.1
п3.1.11
ПЭЭП
Какая максимальная длина гибкого кабеля допускается при подключении передвижной электросварочной установки к коммутационному аппарату?
10 м
15 м
20 м
2
п3.1.15
ПЭЭП
С какой квалификационной группой по электробезопасности допускаются электросварщики для проведения электросварочных работ?
Не ниже второй.
Не ниже третьей.
Не ниже четвертой.
3
п3.1.17
ПЭЭП
Кто должен присоединять и отсоединять от сети электросварочные установки?
Сварщик, работающий на этих установках, под наблюдением мастера или начальника участка.
Электротехнический персонал с группой по электробезопасности не ниже II.
Электротехнический персонал с группой по электробезопасности не ниже III.
4
7.4.33
СНиП 12-03-2001
В каких случаях ручные электроинструменты (входящие в комплект сварочного оборудования) должны быть выключены и отсоединены от электрической сети?
При перерывах в работе и по окончанию работы
При смазке и очистке
При смене рабочего инструмента (ножей и пр.)
Правильные ответы 1,2 и 3
5
9.2.5
СНиП 12-03-2001
На каком расстоянии должны располагаться сварочные кабели от баллонов с кислородом?
Не менее 5 м.
Не менее 0,5 м.
Не менее 8,5 м.
6
6.4.3
СНиП 12-03-2001
На какой минимальной высоте над рабочим местом разрешается подвешивать временную электропроводку?
2,5 м
3,5 м
6 м
7
6.4.3
СНиП 12-03-2001
На какой минимальной высоте над проходами разрешается подвешивать временную электропроводку?
2,5 м
3,5 м
6 м
8
6.4.3
СНиП 12-03-2001
На какой минимальной высоте над проездами разрешается подвешивать временную электропроводку?
2,5 м
3,5 м
6 м
9
4.11
СНиП 12-03-2001
Возможно ли выполнение сварочных работ в зонах постоянно действующих и потенциально опасных производственных факторов, не связанных с характером выполнения сварочных работ?
Возможно при оформлении наряда-допуска на опасные виды работ
Возможно в течение не более 4 часов в день
Сварочные работы в опасных зонах проводить запрещается
10
Какая область отсутствует в сварочной дуге?
Катодная.
Анодная.
Сварочная.
Столб.
11
Как влияет длина дуги на её эффективный КПД?
С увеличением длины дуги возрастает КПД.
С увеличением длины дуги уменьшается КПД.
КПД не зависит от длины дуги.
КПД зависит от длины дуги с вольфрамовым электродом.
12
Зависит ли напряжение дуги от сварочного тока?
Зависит.
Не зависит.
Зависит при малых и больших величинах сварочного тока.
13
Зависит ли напряжение дуги от ее длины при ручной дуговой сварке?
Зависит.
Не зависит.
Зависит при малых и больших величинах сварочного тока.
14
Что называют статической вольт-амперной характеристикой дуги?
Зависимость напряжения на дуге от сварочного тока при переменной длине дуги.
Зависимость напряжения на дуге от сварочного тока при постоянной длине дуги и изменении ВАХ источника питания.
Зависимость напряжения на дуге от длины дуги.
15
Какая зона в сварочной дуге называется анодным пятном?
Высокотемпературный участок на отрицательном электроде дуги.
Высокотемпературный участок на положительном электроде дуги.
Наиболее яркий участок в столбе дуги.
16
Как влияет длина дуги на устойчивость ее горения?
С увеличением длины дуги устойчивость горения снижается.
С увеличением длины дуги устойчивость горения увеличивается.
Не оказывает практического влияния.
17
Из каких частей состоит электрическая дуга?
Из катодной, анодной, центральной областей.
Из зоны эмиссии, ионизации и деионизации.
Из столба дуги, анодной и катодной областей дуги.
18
Что такое сварка током прямой полярности?
На электроде плюс, на изделии минус.
На электроде минус, на изделии плюс.
Переменное изменение полярности на электроде и изделии.
19
Что такое сварка током обратной полярности?
На электроде плюс, на изделии минус.
На электроде минус, на изделии плюс.
Переменное изменение полярности на электроде и изделии.
20
С какой целью выполняется притупление в корне разделки кромок?
Для предотвращения вытекания из разделки кромок жидкого металла.
Для предотвращения прожога и обеспечения полного провара.
Для уменьшения количества наплавляемого металла.
Для уменьшения поперечной усадки шва.
21
Какой тип сварного шва Вы знаете?
Угловой.
Тавровый.
Нахлёсточный.
В «лодочку».
22
Для чего свариваемые детали собирают с зазором?
Для улучшения провара корня шва.
Для снижения сварочных напряжений.
Для повышения скорости сварки.
Для облегчения условий работы сварщика.
23
Для чего выполняется разделка кромок при сварке?
Для обеспечения полного провара соединения.
Для уменьшения доли участия основного металла в металле шва.
Для уменьшения доли участия основного металла в металле шва.
Для увеличения тепловложения в основной металл.
24
Какие конструктивные элементы характеризуют форму разделки кромок?
Смещение кромок, угловатость.
Притупление, угол скоса кромок.
Способ подготовки, зазор.
25
Какие бывают типы сварных соединений?
Односторонние и двусторонние.
Стыковые, тавровые, угловые, нахлесточные.
Вертикальные и горизонтальные.
26
От чего зависит выбор диаметра электрода при ручной дуговой сварке?
Мощности источника питания.
Толщины свариваемого металла, размера катета шва и положения сварного шва в пространстве.
Квалификации сварщика.
Наличия электродов на складе.
27
От чего зависит выбор силы сварочного тока при ручной дуговой сварке?
Мощности источника.
Диаметра электрода и положения сварного шва в пространстве.
Длины дуги.
Длины сварочного кабеля.
28
Для чего применяются выводные планки при сварке?
Чтобы зажечь дугу.
Чтобы обеспечить провар в начале шва.
Для крепления деталей.
Для всего перечисленного в пп. 1 — 3.
29
Какой из факторов не влияет на образование прожога при при ручной дуговой сварке:
Величина сварочного тока.
Толщина металла.
Скорость сварки.
Тип электрода.
30
РТМ-1С п.7.1.3.
Как корректируют величину сварочного тока в потолочном положении, по сравнению со сваркой в нижнем положении?
Не изменяют.
Уменьшают на 10-20 %;
Уменьшают на 50%
Увеличивают на 5%
31
Что происходит с размерами сварочной ванны при подогреве изделия перед сваркой при неизменных режимах сварки?
Увеличиваются.
Уменьшаются.
Не изменяются.
32
Почему каждый слой многослойного шва необходимо тщательно зачищать от шлака?
Шлак ухудшает стабильность горения дуги.
Чтобы избежать появления шлаковых включений в металле шва.
Шлак убирать не следует, так как он замедляет охлаждение шва.
Шлак убирать не следует, так как он всплывает и обеспечивает защиту нового валика.
33
Почему необходима тщательная заварка сварочного кратера при окончании сварки?
Чтобы уменьшить количество дефектов, возникающих при резком обрыве дуги.
Чтобы обеспечить герметичность сварного соединения.
Чтобы легче было отбивать шлак со сварного шва.
Чтобы уменьшить разбрызгивание электродного металла.
34
Как корректируют величину сварочного тока при сварке в вертикальном положении, по сравнению со сваркой в нижнем положении?
Не изменяют.
Уменьшают на 10-20%.
Уменьшают на 50%.
Увеличивают на 5%.
35
Что представляет собой сварной шов при сварке плавлением?
Закристаллизовавшийся металл расплавленного электрода или сварочной проволоки.
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Жидкий металл, полученный сплавлением свариваемых и присадочных материалов.
36
Чем определяются свойства сварного соединения?
Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния.
Свойствами металла шва и линии сплавления с основным металлом.
Свойствами линии сплавления с основным металлом и зоны термического влияния.
37
Как влияет неравномерность нагрева при сварке на величину деформации основного металла?
Увеличивает величину деформации.
Не влияет на величину деформации.
Уменьшает величину деформации.
38
Как влияет величина объема металла, наплавленного в разделку за один проход, на величину деформации сварных соединений?
Увеличивает деформацию с увеличением объема.
Уменьшает деформацию с увеличением объема
Не влияет.
39
Когда появляются временные сварочные деформации?
Во время сварки.
После сварки.
После охлаждения свариваемого металла.
40
Какие сварочные деформации называют остаточными?
Деформации, появляющиеся во время сварки.
Деформации, появляющиеся после сварки.
Деформации, образующиеся под действием эксплуатационных нагрузок.
41
Как влияет подогрев изделий в процессе сварки на величину сварочных деформаций?
Увеличивает деформацию изделия.
Уменьшает деформацию изделия.
Не влияет.
42
Для чего производится предварительный и сопутствующий подогрев при сварке?
Для снижения количества дефектов в сварном шве и ЗТВ.
Для выравнивания неравномерности нагрева при сварке, снижения скорости охлаждения и уменьшения вероятности появления холодных трещин.
Для снижения содержания водорода в металле шва.
43
Количественное содержание какого химического элемента определяет принадлежность сплава железа к сталям или чугунам?
Содержание углерода.
Содержание серы.
Содержание кремния.
44
Какая принята терминология оценки свариваемости металлов?
Хорошая, удовлетворительная, ограниченная, плохая свариваемости.
Отличная, посредственная.
Отличная, неудовлетворительная.
45
Как влияет высокое содержание серы и фосфора на свариваемость стали?
Не влияет.
Повышает свариваемость при условии предварительного подогрева стали.
Способствует появлению трещин и ухудшает свариваемость стали.
46
Укажите причины образования горячих трещин.
Повышенное содержание в металле шва углерода, кремния, серы, фосфора, глубокая и узкая сварочная ванна.
Пониженное содержание в металле шва углерода, кремния, серы, фосфора, глубокая и узкая сварочная ванна.
Повышенное содержание в металле шва углерода, кремния, серы, фосфора, широкая сварочная ванна.
47
Как за счет технологии сварки можно предупредить образование горячих трещин?
Уменьшением числа проходов за счет увеличения погонной энергии, увеличением амплитуды поперечных колебаний электрода при сварке.
Выбором оптимальной формы разделки кромок, снижением погонной энергии.
Применением узкой разделки кромок, проведением термической обработки после сварки.
48
Когда образуются горячие трещины?
В процессе охлаждения металла при температуре 500…700 градусов Цельсия, вследствие резкого снижения пластических свойств и развития растягивающих напряжений.
В процессе затвердевания и охлаждения металла при температуре 1100…1300 градусов Цельсия, вследствие резкого снижения пластических свойств и развития растягивающих напряжений.
В процессе затвердевания металла при температуре 1500…1650 градусов Цельсия, вследствие резкого снижения пластических свойств и развития сжимающих напряжений.
49
Укажите причины образования холодных трещин?
Наличие в металле примесей, образующих легкоплавкие соединения и растягивающие напряжения, возникающие при сварке.
Нарушение защиты сварочной ванны и попадание в металл шва азота и кислорода.
Высокие временные и остаточные сварочные напряжения и снижение пластичности металла шва и околошовной зоны.
Повышенное содержание углерода в стали (на верхнем пределе марки), повышенная влажность кромок и сварочных материалов, снижение пластичности металла шва и прилегающих участков зоны термического влияния.
50
Укажите, когда образуются холодные трещины.
При температурах до 120 градусов Цельсия через длительный промежуток времени.
При температурах 250 градусов Цельсия сразу после нагрева шва или через длительный промежуток времени.
При температурах 150 градусов Цельсия и ниже сразу после остывания шва или через длительный промежуток времени.
51
Какими технологическими мерами можно предупредить образование холодных трещин?
Использованием сварочных материалов с высоким содержанием углерода, серы, ванадия, титана; уменьшением числа проходов за счет сварки с глубоким проплавлением, увеличением амплитуды поперечных колебаний электрода при сварке.
Предварительным и сопутствующим подогревом, снижением содержания водорода в сварном соединении, применением отпуска после сварки.
Предварительным и сопутствующим охлаждением, увеличением содержания азота в сварном соединении, применением закалки после сварки.
52
Какой газ не оказывает отрицательное влияние на качество сварного шва?
Кислород.
Водород.
Гелий.
53
Какой газ оказывает наиболее вредное влияние при сварке?
Азот.
Окись углерода.
Кислород.
54
Как изменяется ширина зоны термического влияния с увеличением скорости сварки?
Увеличивается.
Уменьшается.
Скорость сварки не влияет на ЗТВ.
55
Как влияют окислы в сварном шве на свойства сварного соединения?
Механические свойства повышаются.
Механические свойства ухудшаются.
Механические свойства не изменяются.
Пластичность повышается.
56
Как изменяется свариваемость с уменьшением содержания углерода в стали?
Ухудшается.
Улучшается.
Не изменяется.
Ухудшается, если содержится фосфора и серы > 0,03%.
57
Что обозначают буквы «А» и «АА» в маркировке сварочной проволоки Св-08А или Св-08АА?
Пониженное и низкое содержание серы и фосфора в проволоке.
Пониженное содержание углерода в проволоке.
Пониженное содержание фосфора в проволоке и высокую пластичность.
58
Что обозначают буквы и цифры в маркировке сталей и сплавов?
Клейма завода-изготовителя.
Обозначения номера плавки и партии металла.
Обозначение химических элементов и их процентное содержание.
59
Что такое легированные стали?
Содержащие один или несколько элементов в определенных концентрациях, которые введены в них с целью придания заданных физико-химических и механических свойств.
Обладающие определенными физико-химическими свойствами за счет снижения содержания углерода, серы, фосфора или термической обработки.
Обладающие определенными физико-химическими свойствами после специальной термомеханической обработки.
60
Какой буквой русского алфавита обозначают углерод и никель в маркировке легированных сталей?
Углерод — «У»; никель — «Н».
Углерод — «С»; никель — «Л».
Углерод не обозначают буквой; никель — «Н».
61
Для чего в сталь вводятся легирующие элементы?
Для придания стали специальных физико-механических, технологических и эксплуатационных свойств.
Для улучшения свариваемости стали.
Для снижения содержания вредных примесей (серы и фосфора) в стали.
62
Укажите, чем отличается Ст3кп от Ст3сп?
Содержанием углерода.
Содержанием кремния и марганца.
Содержанием серы и фосфора.
63
Что обозначает буква «А» в маркировке стали 30ХМА, 30ХГСА?
Содержание азота в стали.
Содержание алюминия в стали.
Пониженное содержание серы и фосфора — сталь высококачественная.
64
С каким процентным содержанием легирующих элементов стали относятся к высоколегированным?
свыше 5%;
свыше 8%
свыше 10%
65
Что указывают буквы «кп» в марке стали Ст3кп?
Сталь поставляется с гарантированным химическим составом.
Сталь рекомендуется для изготовления сварных конструкций.
В стали пониженное содержание вредных примесей.
Степень раскисления стали.
66
Чугуном называется железоуглеродистый сплав с содержанием углерода:
более 1 %
более 1,5 %
более 2 %
67
Какие основные характеристики приняты для оценки механических свойств металлов?
Временное сопротивление разрыву, предел текучести, относительное удлинение и сужение, ударная вязкость.
Жаропрочность, жаростойкость и хладостойкость металла.
Твердость, сопротивление изгибу и количество циклов ударного нагружения до разрушения металла.
68
Какие свойства определяют при испытании сварных соединений на статическое растяжение?
Предел прочности, предел текучести, относительные удлинение и сужение.
Предел прочности или предельную нагрузку до разрушения образцов.
Только предел прочности и предел текучести.
69
Какой параметр определяется при ударном изгибе?
Предел прочности.
Ударная вязкость.
Относительное удлинение.
70
Что характеризует прочность металла при механических испытаниях?
Предел прочности.
Предел текучести.
Ударная вязкость.
71
Что характеризует пластичные свойства металла?
Предел текучести.
Относительное сужение и относительное удлинение.
Ударная вязкость.
Твердость.
72
Чем параметры процесса закалки отличаются от параметров процесса отпуска стали?
Менее высокой температурой нагрева и малой скоростью охлаждения.
Более высокой температурой нагрева и высокой скоростью охлаждения.
Менее высокой температурой нагрева и высокой скоростью охлаждения.
73
С какой целью производится нормализация стальных конструкций?
Для повышения твердости металла конструкции.
Для повышения предела прочности и текучести металла конструкции.
Для уменьшения ударной вязкости металла конструкции.
74
Как изменяются пластические свойства стальных деталей при отрицательных температурах?
Повышаются.
Снижаются.
Температура не оказывает влияния.
75
Как при закалке изменяются свойства низкоуглеродистых сталей?
Пластичность увеличивается, прочностные характеристики не меняются.
Возрастают прочностные характеристики, пластичность уменьшается.
Возрастает и прочность, и пластичность.
76
На какие две основные группы делятся методы контроля по воздействию на материал сварного соединения?
Разрушающие и облучающие.
Механические и электронные.
Разрушающие и неразрушающие.
77
С какой целью выполняют визуальный контроль сварного соединения?
С целью выявления поверхностных дефектов шва.
С целью выявления поверхностных дефектов и формы шва (чешуйчатости, неравномерности ширины шва, искривления оси и др. дефектов геометрии шва).
С целью выявления несоответствия конструкционных размеров шва требованиям нормативно-технической документации.
78
Чем выявляются дефекты формы шва и его размеры?
Рентгенографическим методом.
Металлографическими исследованиями макроструктуры.
Измерительными инструментами и специальными шаблонами.
79
Какие дефекты сварного шва выявляются с помощью радиографического и ультразвукового контроля?
Трещины, непровары, несплавления, поры, неметаллические и металлические включения.
Структурные изменения металла, внутренние напряжения.
Качество формирования шва с внутренней и наружной сторон.
80
Какие дефекты допускается устранять сварщику (не привлекая руководителя работ) в процессе выполнения сварного соединения?
Любые дефекты, включая трещины.
Трещины и межваликовые несплавления.
Поверхностные поры, шлаковые включения, межваликовые несплавления, подрезы (в соответствии с требованиями НД).
81
Когда следует исправлять дефекты сварных соединений, подлежащих термообработке (отпуску)?
До отпуска.
Время исправления не имеет значения.
После отпуска.
82
Что называют «включением»?
Обобщенное наименование пор, шлаковых и вольфрамовых включений.
Неметаллическая несплошность.
Скопление нескольких пор.
83
ГОСТ 2601-84
Что называют «трещиной»?
Дефект сварного соединения в виде разрыва металла в сварном шве и/или прилегающих к нему зонах.
Неровности поверхности металла шва или наплавленного металла.
Недопустимое отклонение от требований Правил контроля.
84
ГОСТ 2601-84
Что называют «прожогом»?
Цилиндрическое углубление в сварном шве.
Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Воронкообразное углубление в сварном шве.
85
ГОСТ 2601-84
Что называют «наплывом» ?
Неровности поверхности металла шва или наплавленного металла.
Дефект в виде натекания металла шва на поверхность основного металла и/или ранее выполненного валика без сплавления с ним.
Несплавление валика металла шва с основным металлом.
86
ГОСТ 2601-84
Что называют «порой» ?
Дефект сварного шва в виде замкнутой полости, заполненной инородным металлом.
Дефект сварного шва в виде полости сферической формы, заполненной шлаком.
Дефект сварного шва в виде полости округлой формы, заполненной газом.
87
ГОСТ 2601-84
Что называют «подрезом»?
Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
Острые конусообразные углубления на границе поверхности шва с предыдущим валиком шва или основным материалом.
Острые конусообразные углубления на границе поверхности шва с предыдущим валиком шва или основным материалом.
88
ГОСТ 2601-84
Что называют «непроваром»?
Дефект в виде отсутствия сплавления между металлом шва и основным металлом по кромке разделки.
Дефект в виде натекания металла шва и отсутствия сплавления в сварном соединении вследствие неполного расплавления металла сварного шва.
Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварных швов.
89
Как необходимо произвести заварку дефектного участка шва, если сварка производилась с предварительным подогревом?
С замедленным охлаждением после сварки.
На увеличенных режимах сварки.
С подогревом.
90
Какие требования предъявляются к качеству исправленного участка шва?
Те же, что и к основному шву.
Дополнительные требования по решению мастера или начальника участка.
Специальные требования, по решению представителя ОТК предприятия.
91
Допускаются ли в сварных соединениях трещины, выявленные при визуальном контроле?
Допускаются поперечные трещины в сварных швах.
Трещины всех видов и направлений не допускаются.
Допускаются микротрещины площадью не более 1 кв.мм.
92
Укажите причины, которые могут привести к образованию прожогов?
Завышенный сварочный ток относительно толщины свариваемого металла.
Низкая квалификация сварщика.
Большая сварочная ванна, а следовательно, и её масса.
Все причины, указанные в ответах №1, 2, 3.
93
ГОСТ 2601-84
Что представляет собой дефект, называемый «кратер шва» ?
Углубление, образующееся в конце валика под действием давления дуги и объемной усадки металла шва.
Воронкообразная впадина на поверхности шва.
Место окончания сварки (обрыва дуги).
94
Укажите причины образования непроваров при ручной дуговой сварке.
Большая скорость ведения сварки, недостаточная величина сварочного тока.
Малая скорость ведения сварки, повышенная величина сварочного тока.
Малая скорость ведения сварки, оптимальная величина сварочного тока.
95
Следует ли удалять прихваточные швы, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
Следует.
Не следует.
По усмотрению сварщика.
96
Как исправляются свищи в сварном шве?
Удалением дефектного места до «здорового» металла механическим способом с последующей заваркой.
Заваркой с последующей механической обработкой.
Выборкой механическим способом дефектного места на всю толщину шва с последующей заваркой выборки.
97
Укажите порядок исправления шва со скоплением газовых пор и шлаковых включений на части его сечения.
Дефектный участок сварного шва удаляется до «здорового» металла с образованием U-образной разделки кромок с последующей его заваркой после подтверждения при контроле полноты удаления дефектов.
Дефектный участок удаляется полностью с образованием первоначальной формы разделки и последующей заваркой.
Дефектный участок не удаляется, а исправляется сваркой.
98
Какие методы включает неразрушающий контроль сварных соединений?
Металлографический анализ, испытания на межкристаллитную коррозию.
Тензометрический контроль, определение химического состава.
Визуальный, измерительный, капиллярный, магнитнопорошковый, радиационный, ультразвуковой, контроль герметичности.
99
Какую электрический параметр измеряют электрическим прибором — амперметром?
Силу электрического тока в цепи.
Напряжение между двумя любыми точками в электрической цепи.
Электрическую мощность, потребляемую электрической цепью.
100
Какую электрическую величину измеряют электрическим прибором — вольтметром?
Силу электрического тока в цепи.
Напряжение в электрической цепи.
Электрическую мощность, потребляемую электрической цепью.
101
Переменный ток какой частоты вырабатывают электростанции в России?
50 Гц.
60 Гц.
100 Гц.
102
Какие источники питания применяются для сварки постоянным током?
Сварочные трансформаторы.
Сварочные источники любого типа.
Сварочные выпрямители, генераторы.
103
Для чего служит сварочный трансформатор?
Для изменения частоты переменного тока.
Для понижения напряжения переменного тока.
Для изменения напряжения постоянного тока.
104
Что такое режим холостого хода сварочного трансформатора?
Первичная обмотка трансформатора подключена к сети, а вторичная к потребителю.
Первичная обмотка трансформатора подключена к сети, а вторичная обмотка разомкнута.
Первичная обмотка трансформатора не подключена к сети, а вторичная обмотка замкнута.
105
Что такое сварочный выпрямитель?
Устройство служащее для понижения и выпрямления сетевого напряжения.
Генератор для преобразования энергии сети в энергию перемененного тока, используемую для сварочных работ.
Генератор для преобразования энергии сети в энергию выпрямленного тока, используемую для сварочных работ.
106
Какой тип источников питания предназначен для сварки на переменном токе?
Сварочные трансформаторы.
Сварочные выпрямители.
Инверторные источники питания.
107
Какие вольт-амперные характеристики могут иметь сварочные источники питания?
Возрастающие.
Пологопадающие, крутопадающие.
Жесткие.
Все перечисленные в пп. 1-3.
108
Какой полюс сварочного источника постоянного тока должен подключаться к электроду при сварке током обратной полярности?
Отрицательный полюс к электроду.
Положительный полюс к электроду.
Не имеет значения.
109
Что понимают под магнитным дутьем дуги?
Отклонение дуги от оси электрода под действием магнитного поля или ферромагнитных масс.
Периодическое прерывание дуги.
Сварка на удлиненной дуге.
110
Как уменьшить влияние магнитного дутья при сварке плавлением?
Наклонить электрод в сторону, противоположную краю детали.
Уменьшить величину и количество прихваток.
Наклонить электрод в сторону края детали.
111
Как получают падающую внешнюю характеристику на каждом сварочном посту при их питании от многопостового выпрямителя?
Включением параллельно магнитного шунта.
Включением параллельно управляемого диода.
Включением параллельно балластного реостата.
112
Что указывается в условном обозначении сварного шва на чертеже?
Указывается тип соединения, способ сварки, методы контроля.
Указывается ГОСТ (стандарт), тип соединения, способ сварки, катет шва, длина или шаг, вспомогательные знаки.
Указывается способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
113
Какой линией изображают видимый сварной шов на чертеже?
Штрих-пунктирной.
Штриховой.
Сплошной.
114
Какой линией изображают невидимый сварной шов на чертеже?
Сплошной.
Штриховой.
Штрих-пунктирной.
115
Укажите условные обозначения швов для ручной дуговой сварки?
С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; цифры после букв указывают условные обозначения шва сварных соединений по ГОСТ, ОСТ, РД.
С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; цифры после букв указывают метод и способ сварки.
С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; цифры после букв указывают методы и объем контроля.
116
Как следует производить подсоединение заземляющего провода от сварочного источника к свариваемому изделию?
Прижать оголенную жилу сварочного провода грузом к изделию.
Применять специальные клеммы заземления или струбцины.
Оголенная жила провода должна запаиваться с деталью.
117
От чего зависит выбор светофильтра для маски сварщика?
От желания сварщика.
От зрения глаз сварщика.
От величины сварочного тока.
118
Какое изолирующее средство защиты от поражения током относится к основным?
Резиновая обувь.
Резиновые коврики.
Диэлектрические резиновые перчатки.
Изолирующие подставки.
119
Какие требования предъявляются к помещению для хранения сварочных материалов?
Какие требования предъявляются к помещению для хранения сварочных материалов?
Сварочные материалы хранят в специально оборудованном помещении при положительной температуре воздуха.
Сварочные материалы хранят в специально оборудованном помещении при температуре не ниже 15 градусов Цельсия и относительной влажности воздуха не более 50%.
120
Каким образом преимущественно свариваются длинные швы металлоконструкций (свыше 1000 мм)?
Напроход (неизменное направление сварки).
От середины к концам напроход.
От середины к концам обратноступенчатым методом.
121
Каким образом преимущественно свариваются короткие швы (250-350 мм)?
Напроход (неизменное направление сварки).
От середины к концам напроход.
От середины к концам обратноступенчатым методом.
122
Каким образом преимущественно свариваются швы средней длины (350-1000 мм)?
Напроход (неизменное направление сварки).
От середины к концам напроход или обратноступенчатым методом.
От середины к концам обратноступенчатым методом.
123
1.7.53
ПУЭ
До какого напряжения в электроустановке не требуется защитное заземление?
До 36 В переменного и 80 В постоянного тока.
До 42 В переменного и 100 В постоянного тока.
До 50 В переменного и 120 В постоянного тока.
124
7.6.19
ПУЭ
На каком расстоянии от сварочного поста должен располагаться, как правило, однопостовой источник сварочного тока?
Не далее 15 м.
Не далее 20 м.
Не далее 30 м.
125
7.6.29
ПУЭ
Как заземляется сварочное оборудование?
Должен быть предусмотрен приваренный к оборудованию медный провод, расположенный в доступном месте с надписью «Земля».
На оборудовании должен быть предусмотрен болт (винт, шпилька) с контактной площадкой, расположенный в доступном месте, с надписью «Земля».
На оборудовании должен быть предусмотрен болт и вокруг него контактная площадка, расположенные в доступном месте с надписью «Земля».
13 PAGE \* MERGEFORMAT 141015
]ђЗаголовок 1]ђЗаголовок 2]ђЗаголовок 3]ђЗаголовок 415
Включение шлака в сварку — MechanicWiz.Com
В некоторых процессах сварки побочный продукт под названием сварочный шлак часто образуется вместе с результатами сварки. Но иногда это может привести к включению шлака при сварке, если сварщик не может правильно управлять процессом сварки. Это тип прозрачного стеклоподобного материала, который образуется из-за плавления флюсовых материалов в зоне сварного шва или на ней, а не на поверхности свариваемого металла.По мере охлаждения и застывания он прилипает к сварному шву. Его чаще всего производят в процессах дуговой сварки, таких как сварка электродом, дуговая сварка под флюсом и дуговая сварка порошковой проволокой, среди других примеров.
Сварочный флюс VS. Сварочный шлак
Сварочный флюс — важный и жизненно важный материал в любом сварочном процессе. Он состоит из карбонатных и силикатных материалов. Затем этот сварочный флюс служит защитой от различных атмосферных газов, которые могут повлиять на результат сварки.Когда зона сварки нагревается и входит в контакт с флюсом, он плавится и выделяет газ. Эти новые газы вытесняют газы в атмосферу. В свою очередь, это предотвращает окисление и реакции азота, которые могут повлиять на конечный продукт.
Расплавленный флюс покрывает расплавленный металл на сварном шве. Используемые для сварки флюсовые материалы имеют меньшую плотность, чем используемые основные металлы. Она сделана так, что под ним в так называемой сварочной ванне сваривается идеальное количество защитного слоя из флюса и чистого металла.
Кроме того, используемые флюсовые материалы также очень полезны для других способов регулирования качества металлического шва. Это может способствовать физическому или химическому изменению поведения металла. Он также обеспечивает теплоизоляцию сварного шва, чтобы снизить скорость охлаждения металла. Таким образом, флюс помогает обеспечить лучший результат в конечном свариваемом продукте.
Среди сварочных процессов чаще всего используются сварка стержнем (SMAW) и дуговая сварка порошковой проволокой (FCAW) с использованием флюсовых материалов.В свою очередь, эти флюсовые материалы вызывают образование шлака на этапе, называемом затвердеванием в ванне .
Важно знать, что в отличие от покрытия из флюса, которое надлежащим образом наносится на сварной металл, шлак — это, по сути, отходы. Это не способствует лучшему результату. Тем не менее, это может снизить качество вашей работы и сварки.
Типы шлаковых включений
Существуют и другие определяющие факторы, такие как поверхностное натяжение между флюсом и сварным швом или различные компоненты, используемые для создания флюсовых материалов.Окислительный флюс, например, представляет собой тип материала флюса, в котором присутствует соединение, оксид железа. Это приведет к низкому поверхностному натяжению сварного шва, что способствует смачиванию сварочного металла.
Использование этого типа флюса поможет избежать образования сварочной ванны с низким содержанием кислорода. Это приведет к высокому поверхностному натяжению и плохому результату сварки, если не использовать правильный флюс. С другой стороны, флюс с высоким содержанием силикатов будет создавать шлак, очень похожий на стекло и прозрачный.
Флюсы, содержащие следы извести, создают более прочный и прочно прилипающий шлак, который будет трудно удалить из сварного шва. Этот тип флюсовых покрытий наиболее подвержен образованию шлаковых включений.
Другой тип включений — это вольфрам, образующийся в процессе дуговой сварки вольфрамовым электродом в газовой среде (GTAW). Это включение может произойти, когда ток слишком велик, а это означает, что между присадочным материалом и основным металлом находится значительное количество электродов.Они также могут возникать, когда возникают ошибки, когда вольфрамовый электрод погружен в расплавленный металл.
Тем не менее, включения шлака можно легко удалить и избежать путем применения надлежащих методов сварки. Если все сделано правильно, они могут подняться на поверхность обрабатываемого расплавленного металла. Есть много простых способов уменьшить риск появления шлаковых включений, например, избегать слишком толстых электродов в небольших и плотных стыках, а также соблюдать осторожность, чтобы не подрезать при сварке.
Каковы причины шлаковых включений?
Шлаковые включения, с другой стороны, являются дефектами сварки, которые могут быть результатом плохой техники сварки и могут затруднять работу. Включения шлака возникают, когда инородные частицы попадают на поверхность раздела сварного шва, особенно в полостях и острых углах. Также они могут различаться по размеру и форме. Их можно идентифицировать как отдельные частицы или длинные линии.
Шлак переносит различные элементы и материалы на поверхность металла шва.В результате поверхность сварного шва не подходит для покрытий и может вызвать проблемы, если шлак не будет удален или удален должным образом. Это « сусло » для удаления шлака любого типа или включений шлака, так как это может повлиять на следующую сварку новой детали.
Включение шлака связано с тем, что шлак не удален аккуратно и аккуратно. Скрипы сварного шва легко улавливают мусор. Если создается еще один сварочный проход со шлаком, все еще присутствующим на сварном шве, это может вызвать проблемы для следующего сварочного прохода.Это также может быть связано с дефектами границ стыка и между сварочными проходами. Эти неисправности могут вызвать улавливание шлака. Даже после очистки в сварном шве может оставаться шлак. Их часто удаляют с помощью молотка или металлической щетки.
Удаление шлака может варьироваться в зависимости от типа используемого электродного покрытия, а также его толщины. Чистящие материалы, которые вы можете использовать для удаления шлака из сварного шва, также должны быть специализированными и подходящими для типа материалов, таких как специальные инструменты для стали, нержавеющей стали и т. Д.
Кроме того, есть и другие возможные причины и причины образования шлака в процессе сварки. Если сварочный ток слишком мал, это может вызвать проблемы с плавлением используемого металла. В результате шлак образуется вместо того, чтобы плавать над поверхностью сварного шва, как при обычном флюсовом покрытии. Если сварочный ток слишком высокий, а также очень высокая скорость, это часто может привести к подрезанию боковой стенки. Это может не только вызвать улавливание, но и в конечном итоге вызвать проблемы с удалением шлака.Включения шлака также могут возникать при слишком высокой скорости сварки. Точно так же включения шлака возникают, если ванна охлаждается слишком рано или если стержень не подходит для процесса.
Шлак также может врастать или захватываться внутри свариваемого металла, если он не выходит на поверхность и не остывает в качестве защитного слоя. Заметно присутствующие на поверхности сварного шва частицы шлака можно легко идентифицировать. Тем не менее, включения шлака трудно идентифицировать, потому что частицы внутри куска металла можно увидеть только через рентгеновское излучение.
Методы удаления включений шлака
Если внутри металла обнаружены частицы шлака, их следует удалить. Это поможет, если вы будете шлифовать или просверливать металл, а затем повторно сваривать его, чтобы вернуть его в исходное состояние. Самый безопасный способ удалить шлак со сварного шва — механическими средствами. Это важный шаг перед сваркой любых новых материалов на чистом сланце или друг на друга.
Существуют различные способы удаления шлаков, например шлифовка, легкое скалывание или чистка проволочной щеткой.Ваш метод удаления шлаков может варьироваться в зависимости от толщины шлака и сложности удаления в областях, затронутых включениями. Например, на узких стыках или участках с поднутрением шлифовка сварного шва является надлежащей формой полного удаления шлака.
В процессе удаления он также подготовит сварной шов к обработке. Вы должны проверить текущее качество вашей зоны сварного шва, прежде чем начинать новое создание. Чистый сварной шов, свободный от шлака, также может уступить место другим покрытиям, в отличие от таких, как масло или краска.Наконец, это будет способствовать чистой и аккуратной визуальной эстетике.
Существуют определенные типы флюсов, которые могут повлиять на образование шлака, конечный результат сварных работ и состояние самого сварного шва. В зависимости от состава вашего флюсового покрытия, это может способствовать более высокой вероятности появления шлаковых включений во время процесса сварки. В игру вступают и другие факторы, например, как флюс формирует форму сварного шва.
По незнанию, шлаковые включения могут стать более обычным явлением, если чаще использовать основные флюсы.Это связано с формой сварного шва, которая обычно имеет выпуклый профиль. Это приведет к тому, что шлак легко попадет между пальцами сварного шва, особенно в тех, которые имеют многоходовой режим, что затруднит их удаление.
Советы, приемы и методы предотвращения включения шлака
Какую правильную технику сварки следует соблюдать, чтобы избежать включения шлака? Практика под названием манипуляции с электродами создает сварные швы соответствующей и однородной формы, без каких-либо карманов или уголков, которые могут стать восприимчивыми к включению шлака.По сути, есть три вещи, которые вы должны иметь в виду, чтобы предотвратить улавливание шлака. Эти факторы включают:
- Соответствующий размер электрода.
- Определение правильного угла для обработки металла.
- Гладкий сварной шов.
Эти советы и предложения также применимы к многопроходной вертикальной сварке. Необходимо соблюдать осторожность, чтобы не допустить появления мелких очагов шлака. Более того, будет лучше, если вы сведете к минимуму возможности подрезания материала.При использовании техники плетения при сварке также важно обращать внимание на создание зазоров по краям плетения. Это поможет создать более плоский профиль сварного шва за счет его поддержки в сплавлении боковин.
Твердые включения в сварке> Сварочные инспекторы
Четыре распространенных типа твердых включений, обычно обнаруживаемых при сварке:
- Включения шлака
- Флюсовые включения
- Включения оксидные
- Включения металлические
Рассмотрим эти включения по очереди.
1. Включения шлака
Шлаковые включения — это шлак, который задерживается при сварке. Они имеют неправильную форму, поэтому внешний вид отличается от газовой поры.
Включение шлака вызвано неполным удалением шлака с подстилающей поверхности многопроходного сварного шва.
включения шлакаИногда применяемый метод может также вызывать включение шлака. Например, при сварке шлак выходит впереди дуги.
Некоторое количество шлака может также задерживаться на рабочей поверхности.Поэтому перед началом сварки рабочая поверхность должна быть чистой и гладкой.
Мелкая дисперсия включений может присутствовать в металле сварного шва в процессе MMA. Хотя это становится проблемой только при получении крупных включений или включений с острыми краями.
2. Включения потока
Также отличается по внешнему виду от газовой поры, включения флюса появляются только в процессах сварки, связанных с флюсом (то есть MMA, SAW и FCAW).
Включения флюса вызваны расплавленным флюсом из-за повреждения покрытия.Иногда флюс не может расплавиться и застревает в сварном шве, особенно в процессах SAW или FCAW. Чтобы избежать этого, рекомендуется заменить флюс или проволоку.
Кроме того, параметры сварки, такие как сила тока и напряжение, должны быть отрегулированы для обеспечения удовлетворительных условий сварки.
3. Включения оксидные
Из-за захвата оксидов во время сварки они также имеют неправильную форму, которая по внешнему виду отличается от газовых пор.
Для предотвращения оксидных включений перед сваркой тщательно отшлифуйте и очистите рабочую поверхность от крупной прокатной окалины или ржавчины.
Есть тип оксидных включений, которые сморщиваются, особенно в алюминиевых сплавах. В этих сплавах вы обнаружите сильное нарастание оксидной пленки из-за комбинации неудовлетворительной защиты от атмосферного загрязнения и турбулентности в сварочной ванне.
4. Включения вольфрама
Во время сварки TIG частицы вольфрама могут попасть в сварную деталь.
На рентгенограммах они выглядят как светлая область, поскольку вольфрам плотнее, чем окружающий металл, и поглощает большее количество рентгеновского или гамма-излучения.
Включения вольфрама на рентгеновской пленкеОчевидно, что предотвращение попадания вольфрама в сварочную ванну является основным препятствием для включения вольфрамовых включений, но иногда присадочная проволока касается наконечника вольфрама, который также загрязняет сварочную ванну.
Брызги также могут загрязнить наконечник, но этого можно избежать, уменьшив ток и регулируя расход защитного газа.
Перегретый электрод из-за его удлинения за пределы нормального расстояния от цанги также может стать причиной включения вольфрама.В этом случае уменьшите удлинение электрода и / или сварочный ток.
Цанга для сварки TIGГоворя о цанге, прежде чем приступить к сварке, убедитесь, что затяжка достаточна. Итак, проверьте цангу и затяните ее.
Недостаточный расход защитного газа или чрезмерная засуха могут привести к окислению наконечника электрода. Таким образом, отрегулируйте расход защитного газа, защитите зону сварного шва и убедитесь, что поток газа после прекращения дуги продолжается не менее пяти секунд.
Иногда в электроде могут появиться трещины или трещины. Поэтому, чтобы избежать включения вольфрама, вам следует заменить электрод и убедиться, что размер вольфрама выбран в соответствии со сварочным током.
Из-за использования смесей аргон-кислород или аргон-углекислый газ при сварке MAG иногда становится недостаточно защитного газа. Поэтому скорректируйте состав газа.
Как определить 7 самых опасных сварочных дефектов
Из этого поста вы узнаете
Дефекты сварки — один из наиболее незаметных факторов, по которым актив или оборудование могут подвергаться риску.С течением времени весь сварной металл будет уставать и изнашиваться. Из-за использования неправильного процесса сварки или неправильной техники сварки, чем раньше они будут обнаружены, тем легче их отремонтировать и тем меньше риск утечки или разрушения. Даже такая простая вещь, как неполное слияние, может иметь катастрофические последствия. Конструкция сварного шва жизненно важна для любой отрасли.
Возьмем, к примеру, то, что произошло в 1980 году на платформе Александра Л. Килланда. Это считается самой страшной катастрофой в норвежских водах со времен Второй мировой войны, и все это было вызвано тем, что «небольшой 6-миллиметровый присадочный шов с плохим профилем привел к образованию трещины.”
Виды дефектов сварки
Теперь, когда вы знаете, как обнаруживать дефекты сварки, мы научимся определять, с какими дефектами сварного шва мы имеем дело. Каждый имеет свои особенности и требует разного подхода к ремонту.
Включения шлака
Как это выглядитСварочный шлак — это форма стекловидного вещества, которая может образовываться как побочный продукт сварки штангой, дуговой сварки в защитном металлическом корпусе, дуговой сварки под флюсом, дуговой сварки порошковой проволокой и электрошлаковой сварки, или даже неправильного сварочного тока при плавлении.
Причины возникновенияВключения шлака не способствуют прочности или защите металлов после сварки. Их необходимо удалить, так как они являются отходами внутри металла шва. Его удаление необходимо, поскольку оно затруднит осмотр зоны сварного шва, будет иметь плохой внешний вид, его необходимо будет удалить, если потребуется второй слой или проход, и, наконец, для очистки и очистки поверхности от покрытий (краски). или масло.
Причины возникновения
Шлак образуется при плавлении флюса в сварных швах или поверх них из-за неправильной электродной техники.Нередко некоторые области врезаются в затвердевший металл, если по какой-то причине он не всплывает на поверхность расплавленного металла, где они будут видны и не повлияют на структурную целостность сварного шва.
Как отремонтировать
Удаление обычно выполняется ручным или электроинструментом. Ручной инструмент обычно включает отбойный молоток.
Мы рекомендуем использовать наши фрезерные диски TFT для очистки поверхности перед подготовкой к сварке. Все фрезерные диски, будь то алюминиевые или стальные, можно установить на большинство угловых шлифовальных машин.
Их преимущества включают отсутствие остатков абразива, размазывания, отдачи, отсутствия напряжения в металле из-за перегрева и очень долгий срок службы. Считается, что они идеально подходят для подготовки к сварке.
Пористость
Как это выглядит
Пористость — это наличие полостей в металле шва. Возможные формы:
- распределенная пористость
- поры, разрушающие поверхность
- червоточина
- кратерные трубы
Причины возникновения
Пористость вызывает снижение прочности и в некоторых случаях разрушение из-за усталости.
ПричиныК числу возможных причин пористости при сварке можно отнести:
- Вещества на поверхности, включая влагу, жир, масло и поверхностные загрязнения в целом.
- Плохая газовая защита возникла из-за поглощения азота и кислорода в сварочной ванне.
- Покрытия поверхностей. В процессе сварки может задерживаться большое количество дыма.
Как отремонтировать
Удалите пористость с помощью угловой шлифовальной машины, используя прикрепленное правое колесо.Для взрывоопасных сред мы рекомендуем использовать искробезопасный диск, например фрезерный диск TFT.
Выточка
Как это выглядитПоднутрение — это канавка, оставленная в основном металле, незаполненная металлом сварочного шва во время плавления. Это происходит по кончикам шва. Это легко заметить по имеющейся конструкции стыка.
Причины возникновения
Распространение и разрушение усталостных трещин.
ПричиныЭто явно проблема сварочной техники.Если температура слишком высокая около свободных кромок, основной металл предыдущего металла шва, особенно около более тонких и свободных кромок. Это также может быть вызвано неустойчивыми движениями, ошибкой электрода, длительным удержанием дуги, дуговым разрядом или недостаточной остановкой на кончиках сварного шва.
Как отремонтировать
Нужно снять сварной шов шлифовальным кругом. После удаления вы можете начать все сначала.
Трещина при сварке
Как это выглядитОтслоение наплавочного металла или разрыв между основным и присадочным металлами.Типы могут включать продольный, поперечный, кратерный, горловой, зацепной, корневой, под бортик, горячий и холодный
Причины возникновения
Разрушение и распространение кратерной трещины.
ПричиныНекоторые из причин — сборка деталей порта, быстрое охлаждение, загрязнение. Большинство продольных и центральных трещин вызваны неправильным соотношением ширины к глубине, низкой температурой плавления посторонних элементов в основании, вогнутыми поверхностями или даже использованием неправильного электрода.
Как отремонтироватьЕсть 2 варианта: строжка угольной дугой или механическое удаление с помощью угловой шлифовальной машины.
Неполное слияние
Как это выглядит
Отсутствие плавления возникает, когда сварной шов не спаивается с основным металлом.
Причины возникновения
Пониженная прочность и провалы.
Причины возникновения
Некоторые из причин неполного слияния:
- Неправильная сварка
- Невозможность в процессе сварки поднять основной металл или ранее наплавленный металл шва до температуры плавления.
- Скорость движения слишком низкая, что позволяет сварному шву катиться по краям. Это приведет к улавливанию шлака между валиком и основным металлом.
- Неправильный угол электрода, из-за которого металл шва проталкивается через шлак.
- Слишком высокая скорость движения или слишком большая сила тока.
- Длина дуги слишком велика, поэтому сварной шов может быть нанесен случайным образом.
Как отремонтировать
Как и все другие дефекты сварки, удалите плохой сварной шов и повторите сварку.
Неполное проникновение
Как это выглядит
Неполное проплавление происходит, когда свариваемая канавка слишком узкая и металл шва не достигает дна сварного шва.
Причины возникновения
Пониженная прочность и отказ. Это похоже на неполное слияние.
Причины возникновения
В основном неправильная подготовка шва, недостаточный подвод тепла, а также несоответствующая смесь защитного газа и диаметр сварочной проволоки. Причиной может быть даже неправильная скорость движения.
Как отремонтировать
Неполное проникновение необходимо удалить механическим способом. Используя угловую шлифовальную машину, откройте канавку, чтобы обнажить присадочный металл, который нужно удалить.
Брызги
Как это выглядит
Расплавленный металл или неметаллический материал, который разбрызгивается или разбрызгивается во время ГАЗОВОЙ или дуговой сварки. Эти маленькие или большие частицы горячего материала, также известные как капли, заметны в конструкции стыка и могут прилипать к основному материалу и окружающему металлическому материалу, а в некоторых случаях могут даже летать и падать на рабочий стол или окружающую территорию.
Причины возникновения
Брызги, скапливающиеся в сопле, могут отслоиться и повредить сварные швы.Это также может привести к несчастным случаям для пользователя из-за скопления брызг в сопле, что также может привести к выходу шнуров из строя.
Причины возникновения
Некоторые из причин включают следующее:
- Сварочная ванна слишком горячая или слишком холодная.
- Используется защитный газ.
- Слишком высокая или слишком низкая подача проволоки.
- Плохо намотанные катушки сварочной проволоки.
- Вылет сварочной проволоки.
- Плохое соединение с зажимом заземления.
- Неправильное хранение сварочной проволоки.
- Высокая влажность среды сварки.
- Загрязнение сварных швов, включая грязные поверхности, ржавчину, масло, краску и прокатную окалину.
Как отремонтировать
В большинстве случаев его можно уменьшить. Для устранения после сварки Идеально подходит механическое удаление с помощью угловой шлифовальной машины. Для удаления брызг идеальным вариантом будет односторонний фрезерный диск.
Как выявить дефекты сварки
В любом случае способ ремонта — сначала удалить валик сварного шва.Обычно для его удаления используют шлифовальный круг. Вместо этого мы хотим показать вам, как мы используем наш фрезерный диск TFT для легкого удаления металла сварного шва с поверхности.
Вместо шлифовки или резки вы в основном сбриваете валик сварного шва без истирания и размазывания. Это легко выявит любые сварочные дефекты, имеющиеся в вашей конструкции.
Идея фрезерных дисков заключается в их использовании в производственном процессе для максимального повышения качества подготовки поверхности.Их также можно использовать для ремонта, чтобы удалить из шва старый сварочный металл. Есть много способов выполнить эту работу, и это одни из лучших инструментов на рынке.
Как узнать, является ли это разрывом сварного шва или дефектом сварки
Разрыв сварного шва легко распознать, потому что он выглядит как прерывание нормального потока. Это также известно как дефект сварного шва, и его можно обнаружить в металле сварного шва или в основном металле.
В металле шва возникает несплошность из-за неправильной схемы сварки или техники сварки.Он может отличаться от формы и толщины наплавленного валика и, в конечном итоге, от качества.
В общем, следует избегать несплошностей и устранять их, но они незначительно менее серьезны, чем дефект сварки. Тем не менее, если вы обнаружите нарушение сплошности сварного шва, его необходимо исправить.
При этом группа несплошностей сварного шва может стать дефектом сварного шва, если они превышают пределы, указанные в вашем проекте. Это зависит от вашей страны, материала и типа окружающей среды, в которой вы находитесь.
В конечном счете, наиболее эффективным способом проверки сварочных работ, особенно в ограниченном пространстве, является использование сварочной камеры. Вот несколько видео примеров того, как это работает.
Выявление дефектов сварки, пока еще не поздно
Невозможно переоценить важность своевременного выявления дефектов сварки. Даже малейший дефект может иметь катастрофические последствия.
Сварка — это сложное дело, требующее особого внимания, начиная с техники сварки и заканчивая сварочным током и контролем.
Инвестиции в правильные инструменты, которые сделают работу проще и безопаснее. Для компаний нефтяной, газовой и горнодобывающей промышленности крайне важно понимать, как определять наиболее распространенные дефекты сварки, чтобы они могли действовать.
Свяжитесь с нами, чтобы узнать больше о том, как мы можем помочь вам сделать ваше рабочее место безопаснее.
Что означает включение шлака при сварке?
- Шлаковые включения —
Металлический или неметаллический твердый материал, захваченный внутри WM, между проходами сварки или между WM и BM ».
- Может быть в виде шлака или любого другого постороннего материала, который не имеет возможности плавать на поверхности затвердевающего WM
- H₂: наиболее нежелательное включение (вызывающее холодную трещину)
- Понижает прочность соединения и делает его более слабым
- Неметаллические включения: —
–Самые опасные
–Может быть сульфидного, оксидного, силикатного или алюминатного типа
— действует как усилитель стресса
- Шлаковые включения представляют собой продолговатые или шаровидные карманы оксидов металлов и других твердых соединений.
Причины включения шлака:
–Недостаточная очистка металла шва между проходами
–Быстрая сварка
–Слишком большой электрод
–неправильный текущий
–Длинные дуги
Профилактика:
— Поддержание надлежащего тока и тепловой нагрузки
— Правильная очистка сварного шва.
По данным Американского общества инженеров-механиков (ASME), причины дефектов сварки следующие: —
- Плохие условия процесса
- Ошибка оператора
- Неправильная техника
- Неправильные расходные материалы
- Плохие сварные канавки.
Нажмите здесь, чтобы увидеть картинку —
Что такое дефекты сварки — типы, причины и способы устранения?
Сварочный дефект можно определить как любое отклонение размеров и формы данной металлической конструкции от технических и конструктивных требований.Отклонение может быть вызвано ограничением процесса с точки зрения неправильного процесса / техники сварки или определенным поведением человека.
Сварочные дефекты могут возникать на любом этапе процесса сварки и могут повлиять как на внутреннюю, так и на внешнюю поверхность металлической конструкции. Хотя создать бездефектный сварной шов практически невозможно, для вас важно уменьшить их появление, чтобы предотвратить потерю материала и сохранить заданное качество.
Важно отметить, что некоторые дефекты допустимы, если они не нарушают установленные стандарты и качество, но некоторые, например, трещины, недопустимы.При этом данное руководство поможет вам обнаружить эти распространенные дефекты сварки, их причины и способы устранения.
Типы сварочных дефектов
Дефекты сварных соединений подразделяются на 2 широкие категории. те, которые происходят внутри, и те, которые происходят снаружи.
- Внешние дефекты сварки — также известны как поверхностные визуальные дефекты, потому что они проявляются на самой поверхности. К ним относятся поверхностные трещины, перекрытия, поднутрения, пористость и разбрызгивание.Мы обсудим каждый из них в следующем разделе.
- Внутренние дефекты сварки — это дефекты, которые возникают на некоторой глубине материала. Они визуально невидимы, так как не присутствуют на поверхности, но имеют такой же вес, что и внешние. К этим дефектам относятся неполное плавление, включения шлака и неполное проплавление.
Объяснение внешних сварочных дефектов
Трещины — Трещины являются наиболее распространенными дефектами и могут возникать в любом месте на поверхности сварочного материала.Некоторые трещины также могут присутствовать внутри сварочного материала, особенно на участках, подверженных прямому нагреву (HAZ). Трещины бывают двух основных типов:
- Горячие трещины — Эти трещины возникают во время сварки или во время кристаллизации, когда температура может достигать 10000 градусов Цельсия.
- Холодные трещины — Холодные трещины возникают после завершения процесса сварки или во время процесса затвердевания. Обычно они видны через несколько часов или даже несколько дней после сварки.
Причины трещин
- Неправильная конструкция соединения.
- Загрязнение основного металла из-за плохой пластичности.
- Использование газообразного водорода в качестве защитного газа при сварке черных металлов.
- Высокое содержание углерода и серы в основном металле.
- Большой сварочный ток.
- Быстрое охлаждение сварного шва.
- Недостаточный предварительный нагрев.
- Остаточное напряжение также может привести к трещинам.
Способы устранения
- Избегайте быстрого охлаждения зоны сварки.
- Разогрейте металл до необходимого уровня.
- Рассмотрим электрод с низким содержанием водорода.
- Используйте шарнир правильной конструкции.
- Используйте правильные настройки силы тока.
Перекрытия — Перекрытие возникает, когда сварочная ванна выходит за пределы поверхности металла шва. Расплавленный металл не сплавляется с основным металлом, что приводит к перекрытию, которое может расширяться с образованием угла, не превышающего 90 градусов.
Причины перекрытий
- Крупные отложения сразу.
- Использование электрода под неправильным углом.
- Использование слишком большого тока.
- Более длинная дуга.
Способы устранения
- Используйте правильную технику сварки, чтобы избежать неправильной длины дуги.
- Расположите электрод под соответствующим углом.
- Используйте правильное нанесение во время каждого цикла.
- Используйте слабый сварочный ток.
Выточки — Выточки представляют собой узкие желоба на основном металле рядом с металлом сварного шва возле кромки.Это происходит, когда основной металл плавится вдали от области сварного шва, уменьшая толщину основного металла, и в результате получается ослабленная деталь. Эти подрезы проходят параллельно металлическому шву.
Причины поднутрения
- Слишком высокая скорость сварки.
- Высокое напряжение дуги.
- Слишком большой электрод.
- Использование неподходящего присадочного металла.
Способы устранения
- Уменьшите скорость движения, но в то же время не слишком медленно.
- Используйте электрод правильного размера, и он должен располагаться под правильным углом; от 30 до 45 градусов
- Уменьшите длину дуги и понизьте напряжение.
- Используйте правильный ток и обращайте особое внимание на более тонкие области и края.
Пористость — Пористость — это состояние, которое проявляется при наличии газов или пузырьков воздуха, захваченных в металле сварного шва. В основном это происходит в результате загрязнения металла шва, который ослабляется и со временем может разрушиться.
Причины пористости
- Это может произойти, если электрод не имеет хорошего покрытия.
- Присутствие масла или ржавчины на поверхности сварного шва может вызвать пористость.
- Использование неподходящего защитного газа или неправильной защиты.
- Слишком большой расход газа.
- Наличие влаги в зоне сварного шва.
- Неправильная обработка поверхности.
Средства правовой защиты
- Очистите материалы и поверхность шва перед началом сварки.
- Замедлите процесс сварки, чтобы дать выход газам.
- Убедитесь, что на поверхности нет масла, ржавчины и других загрязнений.
- Убедитесь, что расходомер газа настроен с правильными настройками расхода.
Брызги — Брызги возникают, когда частицы металла из сварного шва прилипают к области, прилегающей к области сварного шва. Этот дефект часто встречается при дуговой сварке металлическим электродом в газе, и иногда частицы очень трудно удалить.
Причины разбрызгивания
- Работа на очень высокой силе тока может вызвать разбрызгивание.
- Использование неправильной полярности.
- Неравномерная подача проволоки.
- Загрязнение поверхности сварного шва
- Этот дефект также может быть результатом неправильной газовой защиты.
- Установка электрода под очень крутым углом.
Средства правовой защиты
- Устраните любые проблемы с кормлением.
- Используйте правильную полярность в соответствии с требованиями сварки.
- Отрегулируйте настройки силы тока.
- Очистите поверхность перед сваркой.
- Используйте соответствующую газовую защиту.
- Увеличьте угол наклона пластины в соответствии с условиями сварки.
Объяснение внутренних сварочных дефектов
Неполное сплавление — Отсутствие плавления или неполное сплавление возникает, когда сварной металл и основной металл не точно сварены из-за неправильного плавления, что приводит к незаполненному зазору.Неправильное сплавление также может происходить между слоями внутри самого сварного шва. Хотя это внутренняя проблема, она может проявляться и на внешней поверхности, если внешняя боковина не сплавлена должным образом с основным металлом.
Причины неполного оплавления
- Неполное оплавление может быть результатом низкого тепловложения.
- Использование электрода неправильного диаметра по сравнению с толщиной материала.
- Слишком высокая скорость хода может привести к неполному сварке.
- Иногда сварочная ванна может быть слишком большой, опережая дугу, и это может привести к неполному сплавлению.
- Неправильное размещение борта.
Средства правовой защиты
- Попробуйте увеличить скорость движения, чтобы минимизировать вероятность неполного сплавления.
- Правильно расположите все валики, чтобы острые края не соприкасались.
- Попробуйте уменьшить скорость наплавки.
- Убедитесь, что расплавленный сварной шов не заливает дугу.
Неполное проплавление — Неполное проплавление возникает, когда глубина сварного шва недостаточна. Таким образом, металлическая канавка заполнена не полностью, а это означает, что сварной шов не проходит через все соединение.
Причины неполного проплавления
- Неправильное выравнивание стыка
- Слишком быстрое перемещение валика, что означает небольшое осаждение металла шва
- Слишком большое расстояние между сварными металлами может вызвать неполное проплавление.
- Использование слишком низкой силы тока, которой может быть недостаточно для полного расплавления металла.
Средства защиты
- Обеспечьте достаточное наплавление металла шва.
- Используйте правильную геометрию соединения и обеспечьте правильное выравнивание.
- Используйте соответствующий сварочный ток
- Уменьшите скорость движения.
Включения шлака — Включения шлака представляют собой соединения, такие как оксиды, которые в основном задерживаются в сварном шве или на поверхности зоны сварного шва. Эти соединения являются побочными продуктами сварочных процессов, таких как сварка стержнем и дуговая сварка. Кроме того, недостаточная очистка может оставить некоторое количество шлака, который снижает прочность сварного шва и может стать отправной точкой для серьезных трещин. Серьезные включения шлака могут потребовать повторной сварки.
Причины включения шлака
- Слишком низкая плотность тока, которой может быть недостаточно для обеспечения тепла, достаточного для расплавления металла шва.
- Несоблюдение правил очистки, особенно после сварочного прохода.
- Слишком быстрое охлаждение сварочной ванны может быть потенциальным источником шлаковых включений.
- Сварка под несоответствующим углом и неправильной скоростью хода.
Средства правовой защиты
- Увеличьте плотность тока до подходящего уровня.
- Увеличьте скорость сварки, чтобы сварной шов не смешивался с шлаком.
- Очистите все поверхности, включая все края и предыдущие сварные швы.
- Убедитесь, что сварочная ванна остывает умеренно, не слишком быстро, но и не слишком медленно.
На прощание мы все согласны с тем, что для вас важно идентифицировать и устранять любые дефекты, которые могут присутствовать в вашей заготовке. Мы считаем, что эта статья всесторонне рассмотрела эти дефекты, и надеемся, что она поможет вам во время любого производственного процесса предотвратить потерю материала и обезопасить вас.
Это сообщение в блоге предоставлено вам людьми с Toolshaunt.com.
Включения и расслоения — Rolled Alloys, Inc.
Включения и расслоения естественным образом присутствуют во всех изделиях из металлов и сплавов. Большинство людей слышат слова «включение» или «расслоение» и думают «дефект», но не следует бояться этих слов и автоматически думать о дефекте или отторжении. Только в тяжелых условиях они являются причиной брака, и существуют процессы переплавки, которые могут значительно улучшить чистоту металла и уменьшить количество включений и расслоений.
Что такое включения?
Включения — это такие соединения, как оксиды и сульфиды, которые образуются в расплавленном состоянии и затвердевают в слитках и слябах. Поскольку включения встречаются во всех металлических сплавах, вопрос только в степени их тяжести. В большинстве случаев они не видны и не должны вызывать беспокойства.
1. Изображение включения в сплаве
2. Изображение «тяжелых» включений, выделенных магнитной частицей NDT
Типичный метод производства нержавеющей стали и жаропрочных сплавов: электродуговая плавка на неочищенном воздухе или рафинирование методом AOD (обезуглероживание кислородом аргона) не устраняет включений.С другой стороны, процессы вторичного переплава, такие как вакуумно-дуговый переплав (VAR) и электрошлаковый переплав (ESR), очищают включения из расплава. В США предпочтительным является переплав ЭШП, который является более экономичным и доступным процессом переплава.
В продукте может существовать небольшая область, содержащая скопления включений, и это не влияет на баланс продукта. Только такие скопления, когда они видны, вызывают беспокойство.
Почему мы не заметили их до отправки продукта?
Неметаллические включения в пределах типичного распределения по размерам трудно обнаружить с помощью неразрушающего контроля (NDT).Они часто слишком малы, чтобы их можно было идентифицировать с помощью ультразвукового контроля, и, поскольку они такие маленькие, они не оказывают вредного воздействия.
Что такое ламинат?
Расслоение — это дефект стали или сплава, возникающий из-за вздутий, швов, посторонних материалов и / или царапин на слитке или заготовке, которые не восстанавливаются в процессе прокатки.
Ламинирование может быть:
- Прокатанный внахлест на поверхности металла, невидимый при отправке продукта, но раскрывающийся при дальнейшей обработке, механической обработке или прокатке
- Дефект, открывающийся при гибке
1.Изображение ламинации из сплава
2. Изображение «тяжелой» ламинации из блистера из углеродистой стали
Как и когда они вредны?
Включения, если они достаточно плотные, будут препятствовать обработке. Они могут повлиять на свариваемость продукта.
Внутреннее расслоение будет считаться дефектом, если оно нарушает требования ультразвукового контроля (UT) или вихретокового контроля продукта, хотя, как отмечалось ранее, их трудно обнаружить с помощью обычного неразрушающего контроля.
Что делать при появлении включений и / или расслоений?
Включения естественным образом встречаются во всех металлах, и исключить их существование практически невозможно. Если кто-то желает снизить вероятность включений в их продукте, продукт следует производить методом плавления, который имеет тенденцию исключать включения, например, продукт ESR (электрошлакового переплава). ЭШП выполняется в печи с тонким подвижным расплавленным шлаком, который остается наверху плавильной ванны, в которую мигрируют многие включения.Но даже для них не будет гарантировано бесплатное включение.
Незначительные отслоения поверхности можно отшлифовать. Небольшие пластинки также могут быть приварены и притаплены (отполированы) к основному металлу. Блистер из углеродистой стали на фотографии был бы исключением из этого комментария.
Поскольку включения и расслоения не всегда обнаруживаются на всей поверхности стержня, пластины или другой формы, мы должны попытаться «проработать» эту проблему. Продолжайте механическую обработку или сварку и посмотрите, исчезнет ли проблема.Вырежьте пораженный участок, отремонтируйте сварной шов, если это возможно, и продолжите обработку.
При нулевом допуске к кластерам включений следует поощрять использование переплавленного продукта с соответствующими более высокими затратами и проводить соответствующие неразрушающие испытания, хотя они и несовершенны. Сплавы, полученные с использованием процесса вторичного переплава, такого как ESR, имеют гораздо более высокую вероятность приемлемости для неразрушающих испытаний. Как отмечалось ранее, включения НЕ могут быть обнаружены, но клиенты могут рассмотреть, опять же за дополнительную плату, любое из следующего:
- Визуальный осмотр деталей
- Магнитопорошковый или флуоресцентный проникающий контроль деталей
- UT (ультразвуковой контроль) прутков в соответствии с согласованным промышленным стандартом в сочетании с ограниченным выбрасыванием концов прутков, когда UT неэффективен.Обычно используются AMS 2631 и AMS STD 2154, хотя успех во многом зависит от класса приемки .
Влияние включения вольфрама на линию шва
Вольфрам Дефект включения вольфрама является особым дефектом при сварке TIG. Вред включения вольфрама заключается в том, что оно ухудшает механические свойства соединения и снижает срок службы сварной конструкции. Аргонодуговая сварка с вольфрамовым электродом, по некоторым причинам, так что вольфрам чрезвычайно интенсивно нагревается, чрезмерное плавление, испарение вольфрама или вольфрамовый полюс разрушает мусор, оставшийся в сварном шве, в включения высокой плотности, известные как вольфрамовый сэндвич.В словаре по сварке дефект включения вольфрама определяется как включение частиц вольфрама в металл шва во время газовой вольфрамовой дуговой сварки.Вольфрам — серьезный дефект из-за его неправильной геометрии.
etry, острых углов и краев, которые имеют тенденцию вызывать концентрацию напряжений и являются одной из основных причин трещин. Меры по борьбе с дефектом вольфрама в сварном шве
1. Выбирайте сварочный ток строго в соответствии с типом и диаметром вольфрамового электрода.
Церий-вольфрамовый электрод — хороший выбор для слаботочной сварки.
Лантаново-вольфрамовый электрод подходит для большого сварочного тока (I> 100A) и выбора режима сварки на переменном токе. Лантаново-вольфрамовый электрод в случае большой разницы температур непросто лопнуть.
2. Строго контролируйте чистоту инертного защитного газа (≥99,9%) и не используйте газы Ar + O2 и Ar + CO2 для сварки TIG.
3. Во время сварки необходимо контролировать длину выдвижения вольфрамовой опоры.Как правило, удлинение вольфрамовой опоры во время стыковой сварки должно составлять 5 ~ 6 мм. При сварке углового шва длина вольфрамовой опоры должна составлять 7 ~ 8 мм.
4. При сварке TIG на постоянном токе выбирается положительная полярность постоянного тока.
5. Выберите разумное значение расхода газа; Ветровое стекло следует использовать для сварки в открытых ветреных местах.
6. При сварке по возможности используйте короткую дугу, чтобы усилить защитный эффект.
7. Для полировки вольфрамового электрода использовать специальное шлифовальное оборудование; При сварке малым током вольфрамовый электрод полируется для получения небольшого угла наклона и острого угла.