Что нужно для аргонной сварки
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице «Аргонная сварка» существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.
Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.
А теперь давайте рассмотрим как эти баллоны маркируются.
И так же нужно знать какие данные наносят на баллоны и что там набито.
Данные на каждом баллоне могут отличатся.
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.
Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром
его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.
Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.
Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.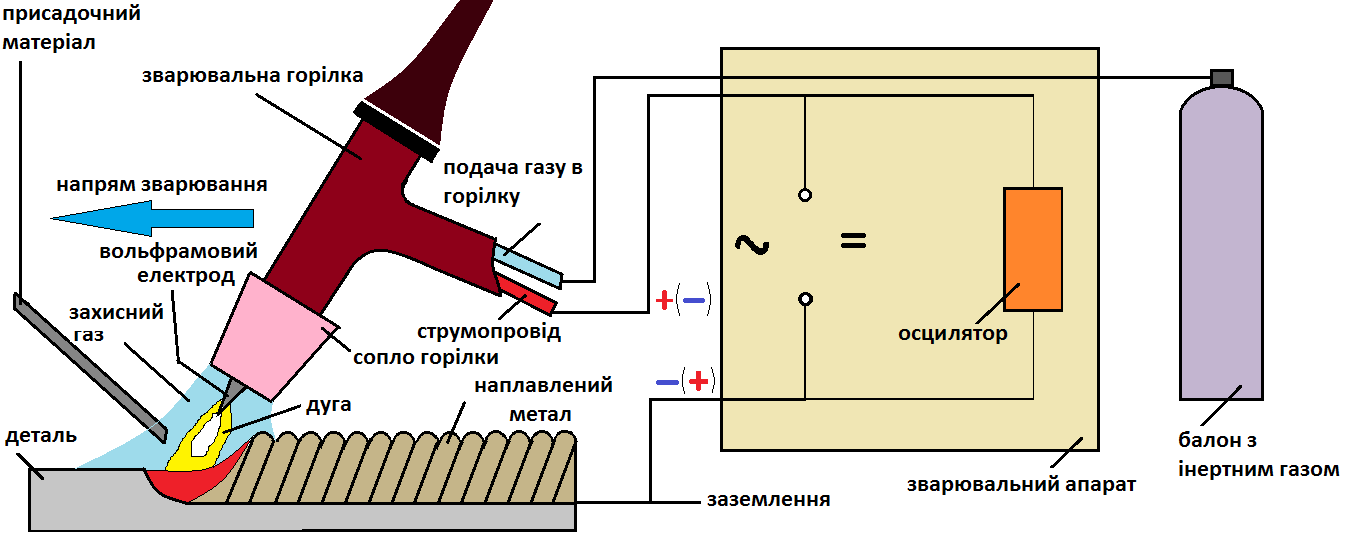
Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.
Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.
Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
Аббревиатура TIG расшифровывается как Tungsten (вольфрам) Inert (инертный) Gas (газ). То есть, TIG сварка означает – сварка вольфрамовыми электродами в среде инертного газа. При этом металл (в виде прутка) для заполнения шва (если это необходимо) подается второй рукой. В качестве инертного газа чаще используется аргон, он защищает металл, разогретый дугой до высокой температуры, от газов воздуха – кислорода, азота, водяного пара. Инертный газ непрерывно подается в зону горения дуги. Выглядит это так:
Реже используется гелий, из-за высокой стоимости и большего расхода (из-за меньшей плотности). Однако, при одном и том же значении тока, дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Поэтому при сварке тугоплавких металлов отдают предпочтение гелию. Смесь аргона и гелия (оптимальный состав содержит 35-40% аргона и 60-65% гелия) имеет преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий – высокую степень проплавления.
Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Поэтому при сварке тугоплавких металлов отдают предпочтение гелию. Смесь аргона и гелия (оптимальный состав содержит 35-40% аргона и 60-65% гелия) имеет преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий – высокую степень проплавления.
Преимущества
- TIG сварка отличается чистым, аккуратным и точным сварным швом.
- TIG сваркой можно сваривать больше металлов чем любым другим способом сварки. Качественно свариваются коррозионностойкая сталь, алюминий, магний, медь, бронза и др.
- TIG сварка позволяет лучше контролировать сварочную ванну и весь процесс в целом, что позволяет делать аккуратные и точные швы. В процессе сварки нет искр и брызг (если все делается правильно), т.к. присадочный металл подается без избытка. На шве нет шлака, а воздух не задымляется, как при сварке покрытыми электродами.
Выбор и заточка вольфрамовых электродов
Как понятно из названия, вольфрамовые электроды делаются из вольфрама, которого в них 97-99,5%.
| Тип вольфрамового электрода, состав, маркировка | Характеристика |
| Вольфрамовые электроды без специальных добавок |
Вольфрама не менее 99,5%, остальное примеси
WP (зеленый)

WT-20* (красный)
WC-20* (серый)
 Хороши для коротких циклов сварки . В частности, они широко используется для сварки очень мелких деталей. Используются для сварки постоянным током, и не должны использоваться с переменным током.
Хороши для коротких циклов сварки . В частности, они широко используется для сварки очень мелких деталей. Используются для сварки постоянным током, и не должны использоваться с переменным током.WL-20* (синий)
WZ-8 (белый)
 Ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Ни при каких обстоятельствах не рекомендуются для сварки постоянным током.WY-20* (темно-синий)
* – цифра в маркировке обозначает концентрацию оксида, и есть электроды с меньшими концентрациями, например WL-15 (золотистый), содержащий около 1,5% оксида лантана. Они имеют и другой цветовой код.
Даже если два электрода относятся к одному типу и имеют одинаковую концентрацию легирующей добавки, но произведены разными фирмами, они могут заметно отличаться в работе. Большое значение имеет размер зерна, структура и распределение оксида. Поэтому аккуратнее выбирайте производителя.
Выбор диаметра электрода:
| Металл | Толщина металла, мм | Диаметр электрода, мм |
| Цветные металлы | 1 | 1,6 | 2 | 2 | 4 | 3 | 5-6 | 4 | 7 и более | 5 |
| Углеродистые, конструкционные и нержавеющие стали, жаропрочные сплавы | 0,5 | 1 | 1 | 1,6 | 2 | 2 | 3 | 3 | 4 | 4 | 5 и более | 6 |
Большое значение имеет заточка электрода, причем со временем электроды деформируются и заточку нужно обновлять. При сварке постоянным током используется конусовидная заточка, при переменном токе делается округлый кончик.
Длина заточки влияет на глубину и ширину шва при сварке, её размер около 2-0,5 диаметра электрода. Ширина зоны проплавления уменьшается с увеличением длины заточки, а при малой длине заточки заметно снижается глубина проплавления. На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока.
Ширина зоны проплавления уменьшается с увеличением длины заточки, а при малой длине заточки заметно снижается глубина проплавления. На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока.
Выполнение TIG сварки
Большинство металлов сваривается постоянным током прямой полярности (на электроде минус). Сварку алюминия и его сплавов, магния, медных сплавов со значительным содержанием алюминия (например, алюминиевая бронза) выполняют переменным током.
Сварочный ток выбирается в соответствии с диаметром электрода. Величина тока зависит также от рода тока. В таблице представлены ориентировочные значения силы тока (при использовании аргона), последнее слово за производителем выбранного электрода. Если ориентироваться на нижнюю границу, то при слишком малой силе тока дуга будет блуждать, и нужно просто увеличить силу тока (при условии правильной заточки электрода).
Если ориентироваться на нижнюю границу, то при слишком малой силе тока дуга будет блуждать, и нужно просто увеличить силу тока (при условии правильной заточки электрода).
| Диаметр электрода, мм | Постоянный ток прямой полярности, А | Переменный ток, А |
| 1 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2 | 65-160 | 50-100 |
| 3 | 140-180 | 100-160 |
| 4 | 250-340 | 140-220 |
| 5 | 300-400 | 200-280 |
| 6 | 350-450 | 250-300 |
Если сила тока будет чрезмерной для данного диаметра электрода, то электрод расплавится. Если слишком маленькой, то дуга будет нестабильной.
Напряжение на дуге зависит от её длины. Рекомендуется вести сварку на минимально короткой дуге, что соответствует пониженным напряжениям на ней. При повышении длины увеличивается ширина шва, уменьшается глубина проплавления и ухудшается защита зоны сварки. Оптимальная длина дуги составляет 1,5-3 мм, что соответствует напряжению на дуге 11-14В (напряжение холостого хода около 50-70В).
Вылет кончика электрода при сварке стыковых соединений должен быть 3-5 мм, а угловых и тавровых 5-8 мм.
Истечение газа по всему сечению сопла должно быть равномерным. Для этого внутри горелки устанавливаются газовые линзы, которые поддерживают ламинарный поток. При ветре или сквозняке эффективность защиты определяется жесткостью струи газа и ее размером.
Жесткость струи зависит от газа (аргон, гелий, их смесь) и растет с увеличением скорости его истечения. Поэтому при увеличении диаметра сопла необходимо одновременно повышать расход газа. Для улучшения защиты при сварке на ветру и на повышенных скоростях рекомендуется увеличить расход газа и диаметр сопла, а также приблизить горелку к детали. Для ограждения от ветра, зону сварки закрывают малогабаритными экранами. Подачу газа выключают через 10-15с (примерно по одной секунде для каждых 10А сварочного тока) после обрыва дуги. Для лучшей защиты металла, например при сварке титана, используют специальные приспособления (см. в статье Приспособления для сварки).
Для улучшения защиты при сварке на ветру и на повышенных скоростях рекомендуется увеличить расход газа и диаметр сопла, а также приблизить горелку к детали. Для ограждения от ветра, зону сварки закрывают малогабаритными экранами. Подачу газа выключают через 10-15с (примерно по одной секунде для каждых 10А сварочного тока) после обрыва дуги. Для лучшей защиты металла, например при сварке титана, используют специальные приспособления (см. в статье Приспособления для сварки).
Существует два способа зажигания дуги: бесконтактный (дуга зажигается при помощи высокочастотного и высоковольтного разряда, создаваемого осциллятором) и контактный (дуга между электродом и изделием возникает в результате короткого замыкания электрода на изделие). Бесконтактный способ зажигания дуги используется когда недопустим поверхностный ожог и попадание вольфрама в шов, например, при сварке высоколегированных коррозионностойких сталей и сплавов (вольфрам может нарушить стойкость стали к коррозии). Контактный способ используют при сварке малоответственных конструкций, когда требования к качеству менее жесткие. Однако, при сварке ответственных металлоконструкций при отсутствии осциллятора, контактное зажигание дуги и выход на режим сварки можно выполнять на угольной или медной пластине. Современные аппараты сильно ограничивают ток короткого замыкания при касании электродом изделия, а при поднятии электрода, микроконтроллер обеспечивает плавное нарастание тока.
Однако, при сварке ответственных металлоконструкций при отсутствии осциллятора, контактное зажигание дуги и выход на режим сварки можно выполнять на угольной или медной пластине. Современные аппараты сильно ограничивают ток короткого замыкания при касании электродом изделия, а при поднятии электрода, микроконтроллер обеспечивает плавное нарастание тока.
При сварке совершают только одно движение – вдоль оси шва. Отсутствие поперечных колебаний приводит к тому, что шов получается более узкий.
Чтобы металл шва не насыщался кислородом или азотом воздуха, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа. Во избежание разбрызгивания металла, конец прутка подают в сварочную ванну плавно. О степени проплавления судят по форме ванны расплавленного металла. Хорошему проплавлению соответствует ванна растянутая в сторону направления сварки, а плохому – круглая или овальная.
Сварку обычно выполняют справа налево. При сварке без присадочного материала, электрод располагают перпендикулярно к поверхности свариваемого металла, а с присадочным материалом – под углом. Присадочный пруток перемещают впереди горелки без поперечных колебаний.
Присадочный пруток перемещают впереди горелки без поперечных колебаний.
При наплавке валиков горизонтальных швов в нижнем положении, присадочному прутку придают два направления движения: вниз и поступательно вдоль свариваемых кромок. Это надо делать так, чтобы металл равномерными порциями поступал в сварочную ванну.
Оглянувшись, можно увидеть большое количество изделий, сделанных из нержавеющих сталей, меди и бронзы, алюминия и сплавов на их основе. В отличие от обычного железа эти металлы имеют свои особенности.
Сварка аргоном – это лучший способ ремонта металлов и сплавов со своеобразными свойствами. Для работы понадобится баллон с газом, специальное оборудование, определенные технические навыки.
Основы процесса
Сварочные работы в аргоне это газовая сварка, совмещенная с дуговой. Сплавление проводится в поле электрической дуги в атмосфере инертного газа. Почему нельзя это делать как обычно в воздухе?
Дело в том, что кислород воздуха активно окисляет вещества сплавов. Продукты окисления попадают в шов, разрыхляют его. В образовавшиеся поры могут попадать пузырьки воздуха, окончательно ухудшая качество шва. Получается, что варить в принципе можно, но соединение будет очень слабым.
Продукты окисления попадают в шов, разрыхляют его. В образовавшиеся поры могут попадать пузырьки воздуха, окончательно ухудшая качество шва. Получается, что варить в принципе можно, но соединение будет очень слабым.
Во избежание негативных последствий была разработана технология аргоновой сварки. Инертная атмосфера полностью исключает возможность окисления. Относительная молекулярная масса аргона равна 40 а.е.м.
Для воздуха этот показатель принято считать равным 29 а.е.м. Следовательно, аргон существенно тяжелее воздуха. Как только начинается его нагнетание из баллона, сразу же воздушная смесь в рабочей зоне вытесняется вверх, как более легкая.
Воздух в сварочной ванне не может присутствовать даже в остаточных количествах. Сварка аргоном гарантирует прочность, долговечность шва.
Для проведения работ в аргоне могут использоваться плавящиеся электроды или остающиеся неизменными. Не плавится при температуре дуги вольфрам. Тип и диаметры электродов выбирают по таблицам из справочников. Главным показателем, определяющим выбор электродов, являются сплавляемые материалы.
Главным показателем, определяющим выбор электродов, являются сплавляемые материалы.
Различные технологии
Чаще всего приходится работать со сталями, содержащими различное количество добавок, и алюминиевыми сплавами. Рассмотрим международную классификацию видов сварок в аргоне, применяемых для этих материалов:
- сварка ММА выполняется по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе таким способом можно варить только углеродистую сталь. При постоянном токе – сталь как углеродистую, так и нержавеющую, а также алюминий и его сплавы;
- сварка TIG производится ручным способом в аргоне или другом инертном газе вольфрамовым электродом. При переменном токе так можно варить только алюминий и его сплавы. При постоянном – углеродистые и нержавеющие виды сталей;
- сварка MIG – это полуавтоматическое сваривание плавящейся проволокой.
 В технологии используют переменный ток. Свариванию подлежат оба типа стали и алюминий со сплавами.
В технологии используют переменный ток. Свариванию подлежат оба типа стали и алюминий со сплавами.
 В технологии используют переменный ток. Свариванию подлежат оба типа стали и алюминий со сплавами.
В технологии используют переменный ток. Свариванию подлежат оба типа стали и алюминий со сплавами.В русскоязычном информационном пространстве параллельно с международной терминологией часто применяют отечественную классификацию.
Это вполне оправданно и понятно. Технологические подходы во многих странах отличаются, что влечет за собой разницу в терминологии и аббревиатурах.
Отечественная терминология
В отечественно технической литературе может встречаться несколько другая терминология, касающаяся сварки в аргоне. Существуют также государственные стандарты, в которых описаны требования к характеристикам процесса.
Под сокращением РАД подразумевают ручную дуговую сварку в аргоне с использованием неплавящегося электрода.
Аббревиатура ААД обозначает автоматический вид аргонно дуговой сварки с применением неплавящегося электрода.
Под сокращением ААДП объединены все варианты автоматизированного сваривания с плавящимися электродами.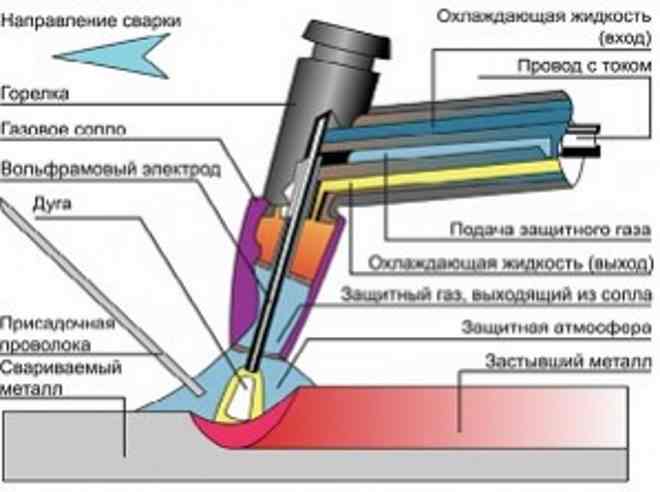
Специалисты легко ориентируются в терминологии. Начинающим мастерам придется изучить требуемый метод, запомнить его название, освоить технику выполнения.
Профессионалы при работе на производстве с аргоном и другими газами руководствуются едиными государственными требованиями. Исполнение их обязательно, подлежит строгому контролю.
ГОСТ 14771 нормирует виды, характер швов, толщину свариваемых деталей из нержавеющих сплавов на основе железа и никеля. В стандарте заложены требования по работе с неплавящимися электродами с использованием присадок и без использования таковых, а также с плавящимися электродами.
Присадки в последнем случае не нужны. Аргонодуговая сварка – это разновидность сварки в инертной среде, оговоренной в данном ГОСТе.
Требуемое оборудование
Для сварки аргоном понадобится комплект оборудования, отличающийся от стандартного, используемого при обычном сваривании в атмосфере воздуха. Нужно обеспечить поставку аргона, регулировать режим его подачи, иметь источник тока и устройства для розжига дуги. Ручная аргонодуговая сварка может проводиться при наличии следующего самого простого набора:
Нужно обеспечить поставку аргона, регулировать режим его подачи, иметь источник тока и устройства для розжига дуги. Ручная аргонодуговая сварка может проводиться при наличии следующего самого простого набора:
- горелки;
- специального сопла на горелку;
- трансформатора, поставляющий ток из сети;
- осциллятора для инициирования горения дуги;
- регулятора продолжительности подачи аргона в рабочую зону;
- баллона с газом, обязательно оснащенного редуктором;
- набора электродов;
- присадочной проволоки;
- защитной одежды и очков;
- некоторых дополнительных устройств.
Назначение всего необходимого понятно, не требует комментариев. Следует обратить внимание на необходимость осциллятора. При обычной сварке в атмосфере воздуха для розжига электрической дуги было достаточно прикоснуться к поверхности металла. В работе с аргоновой сваркой таким способом дугу разжечь невозможно. Для инициирования процесса нужен осциллятор.
Очень удобен в применении готовый аппарат TIG. При покупке нужно обратить внимание на его назначение. Для работы с алюминиевыми сплавами подойдет аппарат с переменным током. Он маркируется буквами АС.
Для стальных сплавов предназначен агрегат, поставляющий постоянный ток. На нем указана маркировка DC. Если планируется постоянный ремонт разных металлических деталей, рекомендуют приобрести универсальный аппарат. Он может работать в обоих режимах, легко совмещается с центральной сетью электроснабжения.
Приобретая готовый аппарат, вам дополнительно нужно будет купить только баллон с аргоном, расходомер, шланги для подсоединения баллона. Все остальные устройства вмонтированы в агрегат.
Особенности процесса
Возможности сварки в среде аргона велики. Работа с каждым конкретным металлом имеет особенности, без учета которых хороший шов получить не удастся.
На поверхности алюминиевых изделий всегда присутствует оксидная пленка. На воздухе он окисляется очень быстро. Даже если этот слой механически счистить, то новый образуется в течение нескольких минут.
Даже если этот слой механически счистить, то новый образуется в течение нескольких минут.
Оксид алюминия очень тугоплавкое вещество. Разрушить оксидную пленку на поверхности детали можно, применяя переменный ток или подключение с обратной полярностью.
В таком случае аргон не только создает инертную среду, но и разрушает оксиды. Расход аргона при работе с тонкими деталями равен 6 л/мин, с толстыми (больше 5 мм) – достигает 15 л/мин.
Сварка нержавейки в среде аргона может выполняться с присадкой из нержавеющих прутков или без них. Угол наклона электрода при варке без присадки составляет 90 °C.
Сваривание с прутом проводят наклоненным электродом. Обязательно наличие термостойкого сопла горелки. Температура рабочей зоны очень высока.
По окончании сваривания подачу газа резко прекращать нельзя. Шов может растрескаться. Следует дождаться полного остывания рабочей зоны, потом выключить газ.
Отличие меди и титана
Своеобразием отличается медь. Металл также очень легко окисляется, обладает большой теплопроводностью (в 6 раз больше, чем у железа). Для сваривания медных деталей нужна высокая температура дуги.
Для сваривания медных деталей нужна высокая температура дуги.
При этом придется значительно увеличить расход аргона. Скорость потока варьируется в диапазоне от 7 л/мин при работе с тонкими деталями (1,2 мм) до 14 л/мин при сваривании в несколько проходок деталей с толщиной 25 мм.
Специфика меди заключается также в большом линейном расширении, которое может приводить к образованию трещин на горячем материале. Для предотвращения негативных явлений медь разогревают постепенно до 300 °C, бронзовые сплавы – до 600 °C. Только после этого можно приступать к работе.
Для работы с титаном аргон приходится направлять с тыльной стороны детали. Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона составляет 6-7 л/мин.
Аргоновая сварка — это процесс со многими параметрами. Учесть все можно и нужно, руководствуясь специальными справочниками. Имея представление об основах, сориентироваться в технической литературе гораздо проще.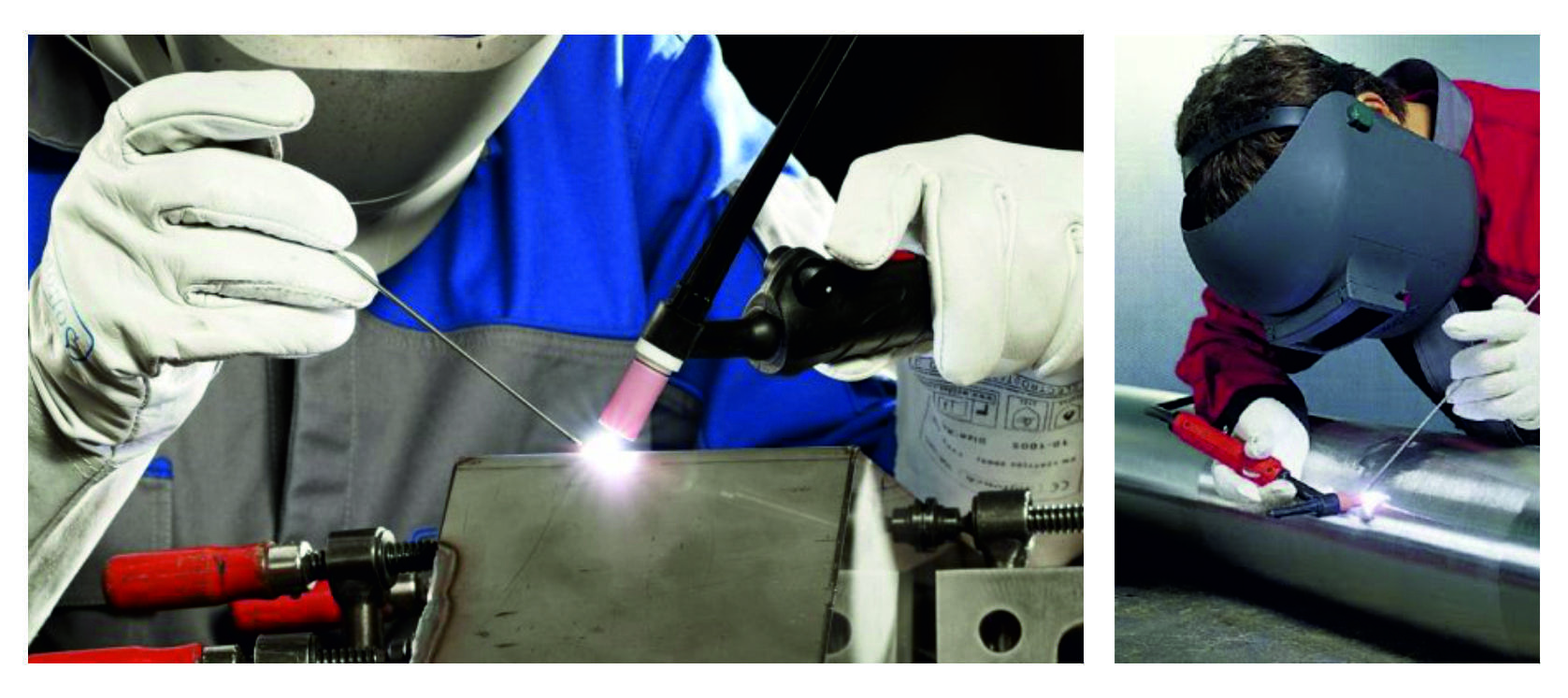
Оборудование необходимое для аргонно дуговой сварки
Аргонно-дуговая сварка – это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося – вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.
 При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется “сварочный пост”. Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока – постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.

Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов – эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения “Аргонно дуговая сварка, инструкция”.
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.

Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это – ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной – катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Горелка для работы неплавящимся электродом
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.

Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
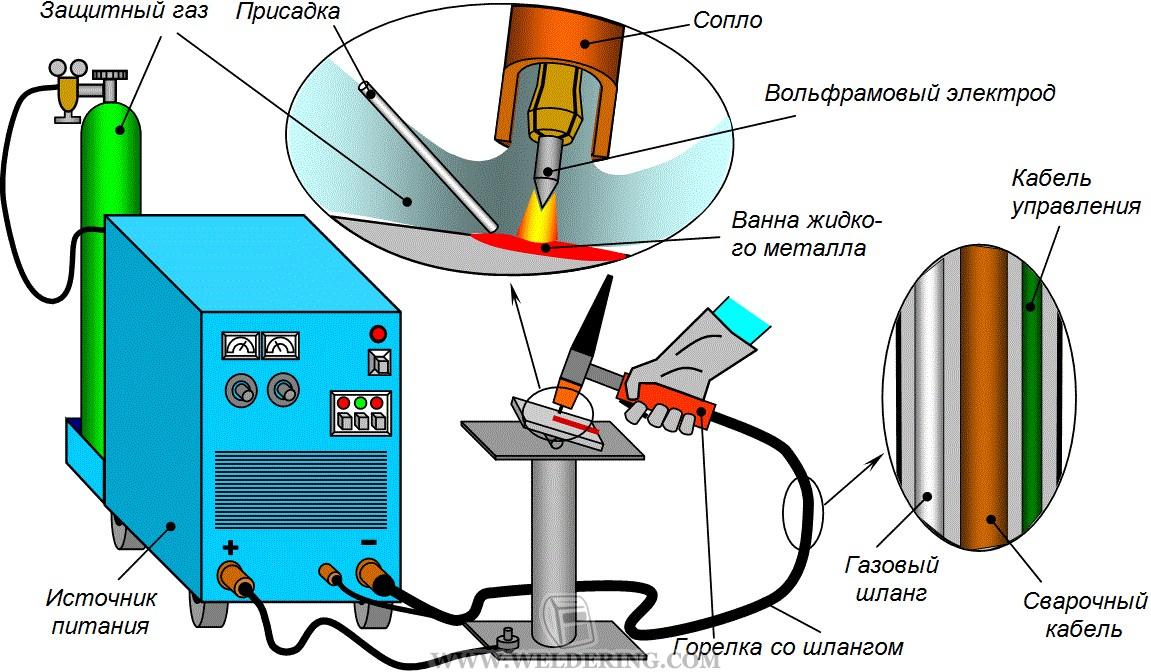
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ – аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона – процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков – аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Цены на работы сварщиков – аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Аргонодуговая сварка, подобна тонкой и крапотливой работе ювелира
На сегодняшний день имеется непрерывный рост требований к качеству изготовляемой продукции. Аргонная сварка применяется для удовлетворения практически всех запросов заказчиков в производстве разнообразных металлоконструкций, которые носят строительное и бытовое назначение.Аргонная сварка представляет собой технологический процесс, который построен на двух основных элементах — инертный газ аргон и вольфрамовый электрод. Главная функция инертного газа — оказывать защиту металлу от воздействия кислородной среды. В некоторых случаях вместо аргона можно использовать гелий. Однако данный газ имеет высокую стоимость, поэтому использоваться его не целесообразно.
Вы извлечете много пользы, из приручения аргонодуговой сварки
Настройка аппарата для аргонодуговой сварки
Перед тем, как перейти к выполнению сварочных работ, необходимо настроить аппарат для дуговой сварки аргоном.
- Подключаете кабель питания к однофазному источнику питания 230В, при этом следует убедиться, что розетка заземлена;
- Устанавливаете баллон с газом на устойчивую поверхность. Нужно убедиться, что он хорошо закреплен;
- Подсоединяете одной стороной газовый шланг к редуктору с манометром на баллоне, согласно инструкции, прилагаемой к редуктору. Другой конец шланги следует подсоединить к штуцеру горелки для аргонно-дуговой сварки с ручным клапаном.
- Подсоединяете массы к положительной клемме « + »;
- Подсоединяете провод горелки аргонно-дуговой сварки к отрицательной клемме « — »;
- Включаете аппарат при помощи клавиши на задней панели;
- Открываете газовый клапан на рукоятке сварочной горелки и зажигаете дугу. Для этого нужно поместить конец вольфрамового электрода на обрабатываемую поверхность. После этого медленно и плавно отвести его вверх на расстояние 3-6 мм.
 Для этого нужно поместить конец вольфрамового электрода на обрабатываемую поверхность. После этого медленно и плавно отвести его вверх на расстояние 3-6 мм.
Для этого нужно поместить конец вольфрамового электрода на обрабатываемую поверхность. После этого медленно и плавно отвести его вверх на расстояние 3-6 мм.Как осуществлять сварку в среде аргона, вольфрамовым электродом?
- Предварительно следует нагреть начальную точку на обрабатываемом изделии. Для этого нужно сделать пару круговых движений сварочным пистолетом. В итоге образуется наплавленный валик.
- Вольфрамовый электрод должен находиться на расстоянии 6 мм от поверхности металла. После того, как образовался наплавленный валик, нужно продолжать работу медленно и с постоянной скоростью. Таким образом, швы получаться одинаковыми по ширине и глубине провара.
- Как только сварочная ванна стала жидкой, следует отдалить сварочный пистолет и добавить материал, касаясь ванны присадочным прутком.
- Убираете пруток и опять подносите сварочный пистолет к сварочному шву.
- Повторять данную операцию необходимо с одинаковой скоростью для получения однородного сварочного шва.

Параметры режимов аргонодуговой сварки
Для осуществления дуговой сварки аргоном на высоком уровне, необходимо выбирать оптимальные режимы, благодаря которым будет обеспечиваться наиболее эффективное проведение процесса.
Технология сварки аргоном предполагает, что полярность и направление тока необходимо выбирать с учетом свойств свариваемого металла. Как правило, при работе с основными сталями и сплавами используется постоянный ток прямой полярности. При сварке магния, алюминия и бериллия необходимо устанавливать обратную полярность, так как достигается быстрое разрушение оксидной пленки.
Сварочный ток необходимо устанавливать в зависимости от марки и состава материалов, а также от полярности тока и диаметра вольфрамового электрода. Точные данные режимов для решения определенной задачи, выбираются из справочников.
Напряжение дуги находится в зависимости от ее длины, следовательно, работы нужно осуществлять при минимальной дуге и пониженном напряжении. Технология сварки в среде аргона показывает, что при увеличении длины дуги, повышается напряжение и ухудшается качество шва.
Технология сварки в среде аргона показывает, что при увеличении длины дуги, повышается напряжение и ухудшается качество шва.
Расход инертного газа устанавливается так, чтобы образованный ламинарный поток полностью защищал провариваемые поверхности от окисления. Подробнее об установке необходимых режимов для проведения дуговой сварки в среде аргона можно узнать из специального видео.
Одежда для сварки и средства защиты
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.
К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.
Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Технология проведения сварки аргоном говорит о том, что сварщик должен быть одет в специальную одежду. Как правило, это брезентовый костюм: брюки, куртка, фартук и нарукавники.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.
Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.
Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.
Оборудование для сварки TIG (GTAW) и сварочные материалы
Показано: Everlast PowerTIG 325EXT Сварка TIG (GTAW) — это процесс, в котором используется неплавящийся вольфрамовый электрод для получения сварного шва с присадочным материалом или без него.
Оборудование значительно отличается от оборудования MIG и несколько отличается от того, что используется для сварки штучной сваркой. Тем не менее, сварочный аппарат с соответствующими принадлежностями может быть установлен для сварки TIG.
Основные компоненты оборудования TIG включают:
- Электрод вольфрамовый
- Сварочный аппарат (постоянный ток — CC, AC, DC +, DC- или AC / DC).Есть преимущества в приобретении аппарата, который предназначен для сварки TIG, чтобы оставаться сбалансированным во время сварки (см. Объяснение ниже). Независимо от типа, высокочастотный блок должен быть встроенным или присоединенным.
- Горелка или электрододержатель
- Подача защитного газа (гелий, аргон или смесь): аргон лучше подходит для более тонких металлов из-за более низкой потребности в тепле
- Пруток присадочный
- Средства индивидуальной защиты
Большая часть сварки выполняется с использованием постоянного тока постоянного тока или переменного тока. Хотя оборудование дороже, у процесса TIG есть много преимуществ.
Хотя оборудование дороже, у процесса TIG есть много преимуществ.
Важным недостатком является то, что GTAW менее экономична, чем процессы с использованием расходуемых электродов, для секций толщиной более 3/8 дюйма.
Обзор
Основные характеристики оборудования TIG показаны на рисунке 10-33. Основные компоненты, необходимые для сварки TIG:
- Сварочный аппарат TIG (рекомендуемые сварщики TIG см. Здесь)
- Держатель сварочного электрода и вольфрамовый электрод
- Подача защитного газа и регуляторы
- Доступно несколько дополнительных принадлежностей, в том числе ножной реостат для управления током во время сварки, системы циркуляции воды для охлаждения держателей электродов и таймеры дуги.
Схема оборудования для сварки TIG
Рисунок 10-32: Компоновка оборудования для газовой вольфрамовой сварки (GTAW) Существуют блоки питания переменного и постоянного тока со встроенными высокочастотными генераторами, разработанные специально для сварки TIG.
Они автоматически регулируют поток газа и воды, когда сварка начинается и заканчивается.
Если электрододержатель (горелка) имеет водяное охлаждение, необходима подача охлаждающей воды.
Держатели электродов сконструированы таким образом, чтобы можно было легко заменить электроды и газовые сопла.
Оборудование для механизированной сварки TIG может включать в себя устройства для проверки и регулировки уровня сварочной горелки, оборудование для работы, средства зажигания дуги и управления потоком газа и воды, а также механизмы подачи присадочного металла.
Сварочный аппарат GTAW
Сварочное оборудование либо должно быть изготовлено для поддержки TIG, либо иметь необходимые аксессуарыСварочные аппараты TIG
При сварке GTAW (TIG) количество выделяемой тепловой энергии зависит от полярности дуги, напряжения дуги и силы тока.Полярность описывает направление тока при сварке постоянным током.
Существует два способа протекания сварочного тока: DCSP и DCRP.
DCSP Сварка
Постоянный ток, протекающий от электрода (-) к заготовке (+), имеет прямую полярность постоянного тока или DCSP. Обычно сварка TIG выполняется на переменном или постоянном токе.
Сварка DCRP
Ток, протекающий от детали (-) к электроду (+), является постоянным током обратной полярности или DCRP.
Балансная сварка против несбалансированной сварки
Сварочные аппараты переменного тока могут быть неуравновешенными или сбалансированными.
В машинах переменного тока ток, теоретически, половину времени протекает в режиме DCRP, а половину — в режиме DCSP.
Когда ток течет в половине цикла DCRP, ток течет от заготовки к электроду, вызывая высокое сопротивление току. Это сопротивление, вызванное током, протекающим от основного металла (большого проводника), перемещается в концентрированную точку вольфрамового электрода, что приводит к его нагреву.
На половине цикла DCSP ток течет от наконечника электрода, маленького проводника, к заготовке, большому проводнику.
Это направление тока оказывает охлаждающее действие на вольфрам и увеличивает его токонесущую способность.
Синусоида становится «несбалансированной», когда машина переменного тока не компенсирует более высокое сопротивление в части цикла DCRP.
В половине случаев напряжение выше ожидаемого (DCSP), а в половине случаев напряжение ниже ожидаемого (DCRP).
переменного тока без необходимой схемы для баланса синусоидального сигнала не должна быть установлена сила тока выше 50% от номинальной мощности. Если установить более высокое значение, машина может быть повреждена.
Преимущество оборудования для сварки TIG на переменном токе, которое было разработано для сварки TIG, состоит в том, что синусоида сбалансирована. При проектировании для сварки TIG существует встроенная схема, которая компенсирует часть цикла, которая является DCRP, сохраняя синусоиды равными или сбалансированными.
Всегда требуются аппараты для высокочастотной сварки TIG
Независимо от того, используется ли для сварки TIG переменный или постоянный ток, в аппарат должен быть встроен высокочастотный (HF) блок или к нему должен быть прикреплен переносной.
Высокочастотный блок вырабатывает высокочастотное напряжение (несколько тысяч вольт) с частотой несколько миллионов циклов в секунду.
Ток в высокочастотной цепи составляет лишь доли ампера.
Из-за высокого напряжения и частоты ток проходит по поверхности проводника, а не через проводник.
При сварке TIG постоянным током должен быть включен высокочастотный блок, чтобы дуга зажигалась. Как только дуга стабилизируется, высокочастотный блок отключается.
На машинах постоянного тока, использующих дополнительный переносной высокочастотный блок, высокочастотную цепь необходимо отключить вручную.
На машинах переменного тока сварочные аппараты TIG с высокочастотными устройствами используются для стабилизации дуги и ионизации газов в зоне дуги.
Ионизированные газы облегчают поддержание дуги при изменении направления тока.
Горелки для сварки TIG
Схема горелкиTIG
Оборудование для сварки TIG либо должно быть изготовлено для сварки GTAW, либо иметь необходимые аксессуары Сварочные горелки для сварки TIG имеют номинальный рабочий цикл как электрические устройства.
Рабочий цикл относится к макс. ток факел выдерживает за 10 минут.
Горелки состоят из нескольких компонентов:
- Электрические провода: , которые начинаются от сварочного аппарата и подключаются к горелке
- Цанга : часть горелки, удерживающая вольфрамовый электрод
- Крышка электрода
- Сопло защитного газа : для регулирования потока газа. Размер сопла определяется шириной валика и объемом газа.Форма сопла предназначена для уменьшения турбулентности. Некоторые конструкции сопел имеют электрод, выступающий на 1 дюйм без потери газа или увеличения турбулентности. Сопла изготовлены из стекла Pyrex, пластика, металла и керамики. Керамика предназначена для сварочных работ до 275 ампер. Сопла с металлическим покрытием или металлическими соплами рассчитаны на работу с током более 300 А. Пластиковые (высокотемпературный пластик) и пирекс — прозрачные сопла, которые необходимы для некоторых специальных сварочных работ.
- Шланг: для подачи защитного газа
- Шланг для охлаждающей жидкости (если горелка меньшего размера не охлаждается воздухом) : сварочные аппараты TIG с водяным охлаждением имеют 3 шланга, идущих к горелке.
- Один предназначен для подачи защитного газа и изготовлен из пластика для предотвращения химических реакций, которые могут вызвать загрязнение.
- Один несет комбинацию охлаждающей жидкости и провода электрода. Свинец представляет собой плетеную металлическую трубку с хорошей токонесущей способностью.
Трубка покрыта резиной или пластиковым изоляционным материалом. Ток проходит через плетеную металлическую трубку, а охлаждающая жидкость проходит через ее середину. - Третий шланг направляет обратную охлаждающую жидкость в резервуар для хранения или в канализацию.

Другие типы горелок для оборудования TIG, такие как небольшие горелки для легких режимов работы, имеют воздушное охлаждение и обычно имеют только один подсоединенный к ним шланг, который представляет собой комбинированный вывод электрода и шланг защитного газа.
Вывод электрода может быть тканой трубкой или гибким кабелем, а защитный газ охлаждает вывод электрода, когда он течет к горелке.
Электроды TIG
Сварочные электроды TIG выпускаются в следующих вариантах:
- Чистый вольфрам : наименее дорогой, но имеет меньшую пропускную способность по току и может легко загрязняться.По этой причине не используется с критическими сварными швами. Добавление тория или диоксида циркония улучшает проводимость вольфрама…
- Чистый вольфрам с сердечником из 1-2% тория : хорошая пропускная способность по току, дольше сохраняет форму, хорошая устойчивость к загрязнению, дуга легче зажигается
- Вольфрам с 1 или 2% тория : предпочтителен для сварки общего назначения. Используется при сварке критически важных элементов, таких как самолеты, теплообменники, ядерные реакторы или ракеты
- Вольфрам с 0.От 15 до 0,40% диоксида циркония : вариант средней точки с качеством между чистым вольфрамом и вольфрамом с вариантами тория.

Вольфрамовые электроды для сварки TIG также различаются по поверхности:
- Чистая отделка : гладкая поверхность, без дефектов, подходит для большинства видов сварочных работ TIG (GTAW)
- Бесцентровое шлифование : зеркальное покрытие для работ, требующих более качественной сварки.
Критерии выбора электродов для другого оборудования TIG:
- Диаметр электрода
- Сила тока
- Вид тока
- Тип защитного газа
- Является ли высокочастотная волна сбалансированной или несимметричной.
Перед использованием для сварки TIG электроды должны иметь размер и форму.
Для некоторых работ по сварке TIG требуется электрод определенной формы, который используется для критических сварных швов.
Загрязненные электроды или электроды, которые слишком длинные и не помещаются в колпачок электрода, необходимо укоротить.
Желаемая форма электрода после того, как он правильно сломан, представляет собой квадратный тупой край. Электроды можно сломать плоскогубцами, кусачками или молотком. Конец электрода должен иметь правильную форму после того, как он был сломан.
Для большинства сварочных швов TIG требуется электрод с острым концом, а также ток DCSP. Для переменного тока (переменного тока) требуется закругленный (скругленный) конец электрода.
Для контроля любого защитного газа используется расходомер, калиброванный в литрах в минуту (л / мин) или куб. футов в час (куб.фут / час) или и то, и другое. Для получения точных показаний расходомер необходимо устанавливать в вертикальном положении.
Схема выбора вольфрамовых электродов Руководство по выбору оборудования для сварки TIG вольфрамовых электродов в зависимости от диапазона силы токаЗащитные газы для сварки TIG
Существуют различия между аргоном и гелием для защиты сварных швов TIG.
Другой подход — использовать их комбинацию. Все описано ниже.
газообразный аргон
Газ аргон обеспечивает больший контроль и работает при более низких уровнях нагрева, что делает его лучше для сварки более тонких металлов.
- Дешевле гелия
- В 1,4 раза тяжелее воздуха и в 10 раз тяжелее воздуха, что обеспечивает лучший контроль дуговой сварки. Более тяжелый газ может быть недостатком при сварке над головой.
- Более низкое напряжение дуги (по сравнению с гелием) при любой длине дуги и силе тока.При более низком напряжении меньше тепла, что снижает риск прожога и деформации металла, поэтому аргон лучше подходит для более тонких металлов.
- Хорошая стабильность дуги
- конус дуги сфокусирован
- Хорошее очищающее действие
- Нижнее напряжение дуги
- 10-30 CFH Расход
- Хорошее зажигание дуги
Также прочтите : Таблица размеров газовых баллонов с аргоном
Газообразный гелий
Используется при сварке более толстого металла, требующего более высокого напряжения дуги.
- Менее низкая стабильность по ампер.
- Повышенная пробиваемость
- Меньше очищающих действий
- Конус с расширением дуги
- Повышенное напряжение дуги
- Повышенный расход (2x)
- Сложное зажигание дуги
- Стоимость выше, чем у аргона
- Более высокая скорость движения
Смесь газов аргона и гелия
- Преимущества перед чистым аргоном
- Затраты выше, чем при использовании 100% аргона
- Повышенная скорость движения
- Повышенная бронепробиваемость
- Очищающие свойства ближе к чистому аргону
- Скорость потока выше, чем у чистого аргона
- Преимущества перед чистым гелием
- Улучшенное зажигание дуги
- Повышенная стабильность дуги
- Форма конуса дуги более сфокусированная
- Создает дуговые напряжения между чистым аргоном и чистым гелием
Блог на складе сварщиков
Сварочный газ Mig необходим, поскольку он очень важен для предотвращения попадания кислорода в сварочную ванну.
Защитный газ заменяет кислород, содержащий воздух, который находится вокруг сварочной ванны.
Категории сварочного газа MIG
Сварочный газMig делится на две основные категории: «инертный» и «активный».
Инертный означает, что газ не влияет на процесс сварки.
Активно означает, что газ влияет на процесс сварки (подробнее об этом позже!).
Типы инертного и активного сварочного газа MIG
Наиболее часто используемый инертный газ — аргон.Аргон является основным защитным газом, используемым для сварки TIG, сварки алюминия или пайки Mig.
Наиболее часто используемый сварочный газ Active Mig представляет собой смесь аргона и Co2, хотя чистый Co2 также все еще используется.
Активные газы используются для Mig-сварки большинства металлов (кроме алюминия и Mig-пайки, где используется чистый аргон).
Co2 — это самая низкая стоимость активных газов, но далеко не самая лучшая.
Co2 дает более холодную, грубую, более плавную дугу и немного более твердый сварной шов.Co2 — это более сложный газ для обработки тонких материалов, и не все сварочные аппараты Mig хорошо работают со 100% Co2 в качестве защитного газа!
Смесь аргона и углекислого газа дает превосходные результаты, поскольку дуга более мягкая и гладкая, а получаемый наплавленный слой немного мягче и пластичнее, чем при использовании чистого Co2.
На рынке существует несколько различных смесей аргона / Co2, обычно:
95% аргона + 5% Co2, идеально подходит для MIG-сварки стали толщиной до 10 мм
90% аргона + 10% Co2, идеально подходит для Mig-сварки 8-25 мм стали
80% аргона + 20% Co2, идеально подходит для Mig-сварки Сварка стали 20мм плюс
Что делает инертный и активный сварочный газ MIG
Инертный газ, такой как аргон, не влияет или не реагирует на процесс сварки, он просто выполняет важную задачу по замене воздуха / кислорода вокруг сварочной ванны.
Активные газы влияют на процесс сварки. Воздействие активного газа на Mig Welding двоякое:
Во-первых, содержание Co2 в смеси аргон / Co2 делает газ слегка электропроводным, что, в свою очередь, повышает напряжение дуги, что увеличивает проникновение.
Второй эффект заключается в том, что содержание Co2 снижает поверхностное натяжение расплавленной сварочной ванны (это тот же тип поверхностного натяжения, которое позволяет воде образовывать капли).
Использование Co2 для снятия поверхностного натяжения расплавленной сварочной ванны позволяет сварному шву течь и слегка сплющиваться для получения правильного профиля сварного шва.
Если для сварки Mig используется инертный газ (кроме алюминия и Mig Braze), для достижения проплавления потребуется более высокая выходная мощность машины, и готовый сварной шов будет выглядеть слишком высоким, поскольку не нарушено поверхностное натяжение.
Сварка МИГ и сварка магнитным разрядом
Использование активных газов для большинства сварочных процессов MIG означает, что большинство операторов на самом деле занимается сваркой MAG (активным газом металла), а не сваркой MIG (металл в инертном газе), однако MIG стал общим термином, несмотря на, на самом деле, неточность
Mig Сварочные газовые баллоны
Сварочные газовые баллоныMig в Великобритании можно получить тремя способами:
- Одноразовые баллоны, которые изначально дешевы и очень портативны.
- Многоразовые баллоны на основе депозита дороже для первоначального приобретения, так как требуется залог, но дешевле в долгосрочной перспективе, поскольку заправка газа дешевле, чем использование одноразовых баллонов.
- Аренда многоразовых баллонов — здесь баллон арендуется у газовой компании, поэтому предоплата не взимается. Постоянная заправка газом обычно дешевле, но в целом аренда баллонов дешевле только для потребителей газа с большим объемом, когда более низкая стоимость заправки газом компенсирует текущую стоимость аренды баллонов.

Надеюсь, вы нашли это полезным. Если у вас все складывается хорошо, пожалуйста, разместите несколько фотографий своих достижений на нашей странице в Facebook
Вы также можете найти мою статью «Расход газа для Mig».
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Склад сварщиков
Сварка TIG (GTAW) — Advantage Fabricated Metals
На главную> Металл Советы и факты по изготовлению> Сварка TIG
Advantage Fabricated Metals выполняет ряд сварочных работ процессы .Два наиболее распространенных процесса сварки, которые мы используем, включают TIG, аббревиатуру от слова «сварка вольфрамовым электродом в среде инертного газа», и MIG, сокращение от слова «сварка в среде защитного газа». TIG также называют GTAW (газовая дуговая сварка вольфрамом) и Heliarc®. MIG также называют GMAW (газовая дуговая сварка металла).
Сварка TIG также называется сваркой Heliarc®. Heliarc® — это торговое название, данное процессу Linde, когда он был представлен несколько десятилетий назад. Дуга зажигается с помощью вольфрамового электрода, защищенного инертным газом, а присадочный пруток подается в сварочную ванну отдельно.Газовая защита, необходимая для защиты расплавленного металла от загрязнения и силы тока, обеспечивается во время сварки TIG.
Сварка TIG — более медленный процесс, чем MIG, но он дает более точный сварной шов и может использоваться при более низких значениях силы тока для более тонкого металла и даже может использоваться для экзотических металлов. Сварка TIG — это широко используемый процесс высококачественной сварки. Сварка TIG стала популярным методом сварки, когда требуется высокое качество и точность сварки.Процесс сварки TIG требует больше времени для изучения, чем MIG.
Характеристики процесса сварки TIG
TIG:
- В процессе сварки использует неплавящийся вольфрамовый электрод,
- Использует ряд защитных газов, включая гелий (He) и аргон (Ar),
- Легко наносится на тонкие материалы,
- Обеспечивает очень качественные сварные швы превосходного качества,
- Сварные швы можно выполнять с присадочным металлом или без него,
- Обеспечивает точный контроль параметров сварки (т. е.е. тепло),
- Сварка с низким уровнем деформации,
- Не оставляет шлака и брызг.
 е.е. тепло),
е.е. тепло),При сварке TIG дуга образуется между неплавящимся вольфрамовым электродом и свариваемым металлом. Газ подается через горелку для защиты электрода и расплавленной сварочной ванны. Если используется присадочная проволока, она добавляется в сварочную ванну отдельно.
На следующем рисунке схематически показано, как работает процесс сварки TIG.
Наиболее распространенные сварочные швы TIG показаны ниже. Среди них:
- стык,
- нахлесточное соединение,
- Тройник и
- Угловой шов.
На следующем рисунке показаны эти сварные соединения TIG:
В процессе сварки TIG используется ряд защитных газов, в том числе:
- аргон
- аргон / гелий и
- гелий
Аргон лучше всего подходит для сварки металлов. Он работает при более высоком напряжении дуги,
облегчает зажигание дуги и обычно используется для сварки низкоуглеродистой стали,
алюминий и титан.
Он работает при более высоком напряжении дуги,
облегчает зажигание дуги и обычно используется для сварки низкоуглеродистой стали,
алюминий и титан.
Гелий обычно добавляют для увеличения погонной энергии (увеличения скорости сварки или проплавление) и используется для высокоскоростной сварки низкоуглеродистой стали и титан. Гелий имеет меньшую зону термического влияния и, следовательно, глубоко проникает в металлы. Это также может увеличить скорость сварки до 40%.Гелий также обычно используется для сварки нержавеющей стали и меди.
Комбинированный газ аргон / гелий используется для получения более горячей дуги при сварке. алюминий и алюминиевые сплавы. Он также используется при автоматической сварке.
Несмотря на то, что TIG является широко используемым процессом сварки, существует ряд ограничений. К ним относятся:
- TIG требует большей сноровки сварщика, чем MIG или ручная сварка,
- TIG дает более низкую производительность наплавки,
- TIG дороже для сварки толстых металлических профилей.

Посмотреть обзор наших сварочных услуг любой процессов обработки металлов давлением, предлагаемых Преимущество готовых металлов.
Для получения дополнительной информации о Advantage Fabricated Metals и металле предоставляемые нами услуги по изготовлению и сварке, заполните контактную информацию форму или позвоните нам по телефону 1-815-323-1310 .
Сопутствующие услуги по изготовлению и сварке металлов, советы и факты:
О компании Advantage Fabricated Metals
| Услуги по обработке металлов давлением
Материалы | Преимущества
| FAQs | Глоссарий по обработке металлов давлением и сварке
Советы и факты | Ссылки
И ресурсы | Карта сайта
Связаться с нами | Дом
Advantage Fabricated Metals
подразделение Corrugated Metals, Inc.
Мы инвестируем в наших клиентов ™
3575 Morreim Drive • Бельвидер, Иллинойс 61008
Телефон: 1-815-323-1310 • Факс: 1-815-323-1317
Эл. Почта: [email protected]
Почта: [email protected]
Авторские права © Advantage Fabricated Metals, Inc., 2003-2009.
Все права защищены.
Блог Axenics
Автор: Axenics | 23 февр.2021 г. | 0 комментариев
В нескольких отраслях промышленности, которые перемещают газы из одного места в другое или смешивают разные газы, используются газовые шкафы.В зависимости от сложности газотранспортной системы сочетание орбитальной сварки, ручной сварки и гибки труб помогает построить газовую …
Подробнее
By Axenics | 4 февр.2021 г. | 0 комментариев
Как вы, вероятно, знаете, в 2021 году будет большая конкуренция на всех уровнях производства. Сегодня мы знаем, что сочетание качества и времени выполнения заказа — это то, что ищут клиенты. Управление запасами и обеспечение качества на производстве — это две вещи…
Подробнее
По Axenics | 26 янв.2021 г. | 0 комментариев
Полупроводниковая промышленность может быть «защищенной от пандемии». Несмотря на то, что Covid 19 повлияет на мир в 2021 году, спрос на новые технологии будет расти. Следовательно, потребность в большем количестве полупроводников. Команда Axenics по пластмассам предсказала текущую потребность в наборах пластиковых трубопроводов для …
Несмотря на то, что Covid 19 повлияет на мир в 2021 году, спрос на новые технологии будет расти. Следовательно, потребность в большем количестве полупроводников. Команда Axenics по пластмассам предсказала текущую потребность в наборах пластиковых трубопроводов для …
Подробнее
Автор Axenics | 13 янв.2021 г. | 0 комментариев
Спрос на гибку тонкостенной нержавеющей стали растет в отраслях, где требуется безопасная и чистая транспортировка жидкостей и газов.Ниже вы найдете таблицу размеров тонкостенных стальных труб Axenics, чтобы дать вам представление о наиболее часто используемых гибах. Тонкий …
Подробнее
By Axenics | 21 дек.2020 г. | 0 комментариев
Фраза «отличные новости» в этом году редко встречается, но мы твердо уверены, что в 2021 году мы будем ее использовать чаще. Во-первых, мы видим признаки устойчивого роста в полупроводниковой промышленности, который должен продолжаться в течение как минимум в следующем календарном году. Два, Axenics — это …
Два, Axenics — это …
Подробнее
Автор: Axenics | 10 дек.2020 г. | 0 комментариев
Многие сварщики-подмастерья считают аргон идеальным защитным газом для точной сварки и изготовления.Axenics использует аргон с чистотой 99,9% для сварки вольфрамовым электродом в среде инертного газа (TIG) для клиентов, которым требуются сварные швы высокой чистоты для их систем транспортировки жидкости и газа …
Подробнее
By Axenics | 24 нояб.2020 г. | 0 комментариев
Защитные прозрачные пластиковые экраны теперь стали нормой в большинстве физических торговых сред. Еще до того, как Covid-19 стал частью нашей повседневной реальности, некоторые категории розничных магазинов использовали пластиковые щиты для защиты своих товаров, например те, которые носят скоропортящиеся продукты…
Подробнее
По Axenics | 10 нояб.2020 г. | 0 комментариев
Инновации в технологиях исторически происходят волнообразно. Согласно прогнозам IC Insights, исследовательской компании, занимающейся исследованиями рынка, в 2021 году и в последующий период исследования и разработки в полупроводниковой промышленности будут расти. Ходят слухи, что ведущие производители полупроводников …
Ходят слухи, что ведущие производители полупроводников …
Подробнее
By Axenics | 29 окт.2020 г. | 0 комментариев
До сих пор полупроводниковая промышленность оставалась устойчивой к пандемии до 2020 года.Согласно Future Horizons, прогноз на 2021 год выглядит фантастическим с прогнозируемым ростом мировой экономики на 12%. Axenics — давний производитель компонентов и поставщик услуг для Tier 1, …
Подробнее
By Axenics | 15 окт.2020 г. | 0 комментариев
Обращаясь к нашим коллегам из производственного сектора в последнее время, мы знаем, что большинство из нас столкнулись с проблемами в 2020 году — и не только в производственных секторах. Одна из главных задач Axenics в этом году — поддерживать нормальное состояние на производстве и во всем нашем…
Подробнее
Безопасность при аргонной сварке | Career Trend
Газ аргон обычно используется в аппаратах для сварки вольфрамовым электродом в среде инертного газа (TIG). Инертный газ защищает электроды и сварной шов от окисления. Этот процесс позволяет получить максимально чистые сварные швы. Газ аргон хранится и транспортируется в цистернах высокого давления. Аргон инертен, то есть не вступает в реакцию с другими веществами и не считается ядовитым. По-прежнему требуется безопасное обращение.
Инертный газ защищает электроды и сварной шов от окисления. Этот процесс позволяет получить максимально чистые сварные швы. Газ аргон хранится и транспортируется в цистернах высокого давления. Аргон инертен, то есть не вступает в реакцию с другими веществами и не считается ядовитым. По-прежнему требуется безопасное обращение.
Обращение
Аргон транспортируется в цистернах высокого давления, которые могут представлять опасность взрыва.Внезапная поломка или протечка резервуара может привести к тому, что весь резервуар станет опасным снарядом. Надевайте защитную обувь или ботинки со стальным носком и обращайтесь с цистернами осторожно, чтобы не опрокинуть или упасть. Храните резервуары в местах с температурой не менее 50 градусов по Фаренгейту.
Удушье
Инертные газы, такие как аргон, тяжелее обычного кислорода. Они накапливаются в закрытых помещениях и вытесняют насыщенный кислородом воздух из помещения. Если вытеснить достаточно кислорода, воздух больше не будет поддерживать жизнь. Используйте сварочный аппарат TIG в хорошо вентилируемом помещении.
Используйте сварочный аппарат TIG в хорошо вентилируемом помещении.
Пожарная безопасность
Газ аргон останавливает окисление в месте сварки. Это предотвратит возгорание сварного шва. Однако из-за остаточного тепла вдали от сварного шва может возникнуть пожар. При использовании сварочного аппарата TIG держите под рукой огнетушитель.
Утечки аргона
Закройте вентиль бака с аргоном после каждого использования. В случае утечки аргона проветрите помещение. Газ не имеет вкуса и запаха, но вытесняет кислород в замкнутом пространстве.Если бак протекает, откройте окна и двери. Вытяжные вентиляторы могут использоваться для вывода аргона из замкнутого пространства. Обратите особое внимание на ямы, подвалы или подвалы, где будет оседать газ тяжелее воздуха.
Первая помощь
Лечите человека, вступившего в контакт с газом аргоном, переместив его на свежий воздух. Промыть открытые глаза проточной водой в течение не менее 15 минут после воздействия. Если дискомфорт не исчезнет после оказания первой помощи, обратитесь к врачу.
Если дискомфорт не исчезнет после оказания первой помощи, обратитесь к врачу.
Замена защитного газа в резервуарах? — Сварка / Fab Общее обсуждение
Скорее всего, вы сможете получить 100% аргон. Как уже упоминалось, я без проблем поменяю баллоны аналогичного размера на другие газы. Я регулярно меняю миграционный газ на аргон, азот на O2 или что-то еще, в зависимости от того, для чего мне может понадобиться дополнительный баллон.
Также можно сделать так, чтобы они вакуумировали и продували цилиндр, чтобы вы могли использовать один и тот же баллон для другого газа (в разумных пределах, если они используют один и тот же клапан CGA).Это то, что делает большинство мест, когда меняют баллоны в заправочном центре. За небольшие операции, которые заполняются сами собой, взимается дополнительная плата.
Что касается вашего ВЧ-бокса, какой у вас вопрос? Вам действительно не нужен ВЧ-бокс, чтобы выполнять базовую сварку с нуля на любом сварочном аппарате постоянного тока.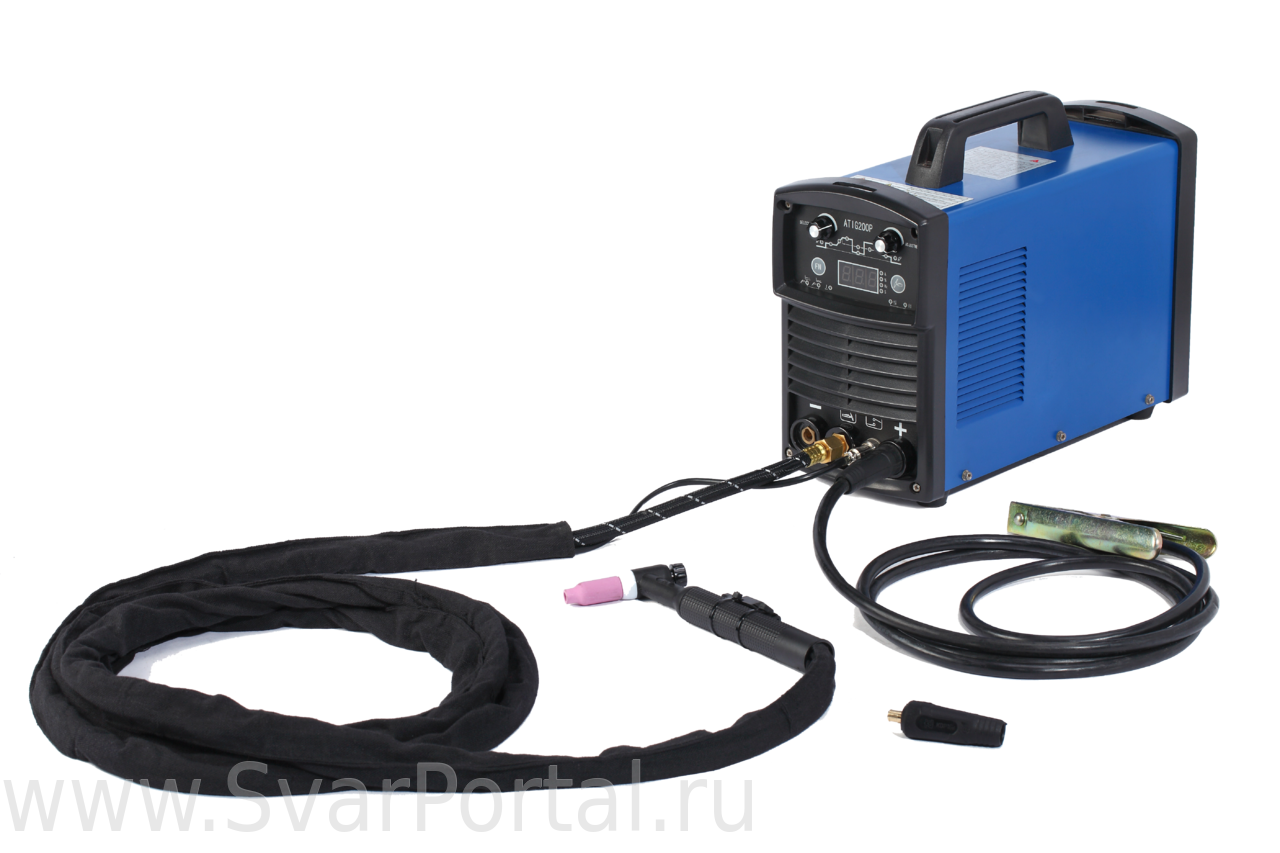 Вам понадобится тигровая горелка с воздушным охлаждением и газовым клапаном, а также расходные материалы для горелки (вольфрам, цанга, корпус цанги, чашка или детали газовой линзы. Все они обычно зависят от размера вольфрама, за исключением чашки), силовой блок и газовый шланг и расходомер для подключения аргона и, конечно же, 100% аргона.Плавно регулируемые устройства постоянного тока работают лучше, чем устройства с фиксированными ответвителями, поскольку они позволяют лучше настраивать усилители для того, что вы делаете. При любой из этих настроек у вас не будет удаленного управления усилителем, даже если в вашем ВЧ-боксе есть педаль. Если это так, все, что нужно сделать, это включить / выключить питание и ВЧ, а не производить регулировку усилителя, как это делается на специальной машине для тигров. Педаль на коробке HF действительно делает запуск / остановку борта проще, чем просто запуск с нуля, но это не обязательно.
Вам понадобится тигровая горелка с воздушным охлаждением и газовым клапаном, а также расходные материалы для горелки (вольфрам, цанга, корпус цанги, чашка или детали газовой линзы. Все они обычно зависят от размера вольфрама, за исключением чашки), силовой блок и газовый шланг и расходомер для подключения аргона и, конечно же, 100% аргона.Плавно регулируемые устройства постоянного тока работают лучше, чем устройства с фиксированными ответвителями, поскольку они позволяют лучше настраивать усилители для того, что вы делаете. При любой из этих настроек у вас не будет удаленного управления усилителем, даже если в вашем ВЧ-боксе есть педаль. Если это так, все, что нужно сделать, это включить / выключить питание и ВЧ, а не производить регулировку усилителя, как это делается на специальной машине для тигров. Педаль на коробке HF действительно делает запуск / остановку борта проще, чем просто запуск с нуля, но это не обязательно.
Если у вас есть автомат только переменного тока, вам не повезло.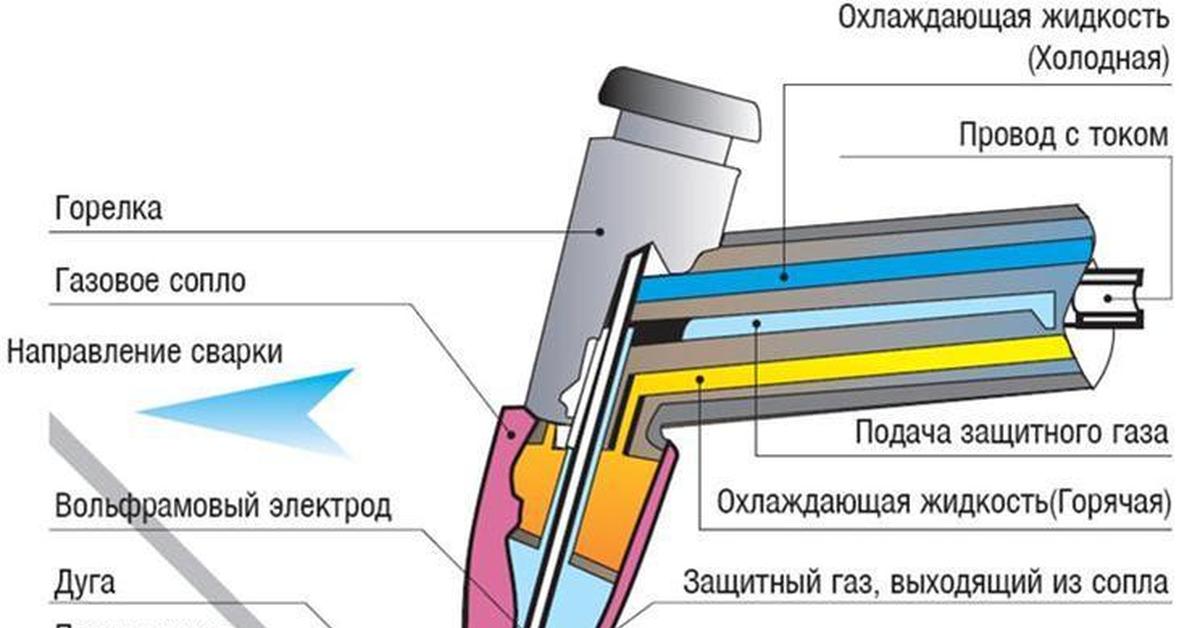 AC tig используется для квасцов, и для этого вам потребуется постоянная высокая частота для поддержания дуги. Однако с мертвой базовой машиной Ac Stick трудно работать с квасцами, так как у вас нет управления усилителем. Я видел, как это делается, но чтобы добиться хороших результатов, нужно иметь много навыков. ВЧ-боксы часто используются с приводами двигателей, которые имеют как выход переменного тока, так и штыревой соединитель, который позволяет дистанционно управлять усилителем (хороший пример — старые модели Miller Trailblazers с переменным током)
AC tig используется для квасцов, и для этого вам потребуется постоянная высокая частота для поддержания дуги. Однако с мертвой базовой машиной Ac Stick трудно работать с квасцами, так как у вас нет управления усилителем. Я видел, как это делается, но чтобы добиться хороших результатов, нужно иметь много навыков. ВЧ-боксы часто используются с приводами двигателей, которые имеют как выход переменного тока, так и штыревой соединитель, который позволяет дистанционно управлять усилителем (хороший пример — старые модели Miller Trailblazers с переменным током)
Если вы хотите оснастить свою ручную машину для Тиг, дай мне знать.Мне понадобятся картинки и подробные описания того, какие части у вас уже есть, и я могу сказать вам, что подойдет, а что нет, и что вам может понадобиться.
Сварка TIG — Walter Surface Technologies
Дуговая сварка плавким электродом и защитой инертного газа обычно называется TIG (Tungsten Inert Gas). Сварка TIG — это автогенный процесс, при котором тепло выделяется дугой, возникающей между заготовкой и плавким электродом (электрод, который не расходуется).
Электрод изготовлен из вольфрама или вольфрамовых сплавов.Эти материалы имеют очень высокие температуры плавления и отличные термоэлектронные эмиссионные свойства, которые облегчают работу электрической дуги.
Сварка TIG расплавляет края детали. Для создания швов используется наполнитель для палочек. В процессе сварки из горелки выходит инертный газ. Поток газа защищает электрод, ванну для припоя, дужку, присадочный материал и прилегающие участки детали от атмосферного загрязнения. Сварка
TIG подходит для всех типов углеродистых сталей, низколегированных сталей, легированной нержавеющей стали, никелевых сплавов, алюминия и его сплавов, меди и его сплавов, титана, магния и других цветных сплавов.
Использование плавкого электрода делает сварку TIG особенно подходящей для металлов толщиной всего несколько миллиметров. Поскольку электрод не расходуется, сварку можно проводить без присадочного материала. Сварщики могут хорошо контролировать ванну с припоем, так как видимость не ухудшается, а перенос металла в дуге не происходит.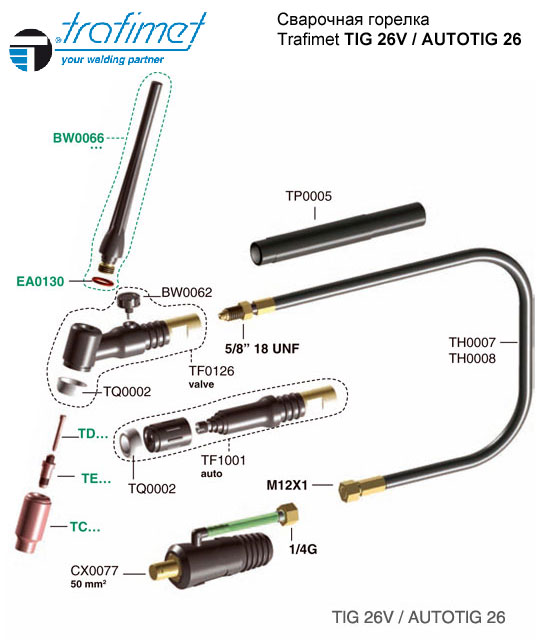 Процесс подходит для любого рабочего положения, а также может применяться на пластинах толщиной в несколько десятых миллиметра. Интенсивный и концентрированный источник тепла при сварке
Процесс подходит для любого рабочего положения, а также может применяться на пластинах толщиной в несколько десятых миллиметра. Интенсивный и концентрированный источник тепла при сварке
TIG обеспечивает дискретную скорость сварки и плавление кромок заготовки без чрезмерного риска прорыва.Регулировка тока позволяет операторам точно настроить процесс в соответствии с особыми требованиями. Интенсивный и концентрированный источник тепла при сварке
TIG обеспечивает дискретную скорость сварки и плавление кромок заготовки без чрезмерного риска прорыва. Регулировка силы тока позволяет сварщикам настраивать процесс в соответствии со специальными требованиями. Процесс TIG широко используется для создания высококачественных соединений при работе с чувствительными материалами, которые не выдерживают высоких температур, необходимых для создания сварного шва.
Для сварки толстых металлов TIG неэффективен и используется редко.
Сварка TIG нержавеющих сталей
Сварка TIG используется для сварки аустенитных нержавеющих сталей. Методы аналогичны методам, используемым для сварки углеродистых и низколегированных сталей, с некоторыми небольшими отличиями:
Методы аналогичны методам, используемым для сварки углеродистых и низколегированных сталей, с некоторыми небольшими отличиями:
- Поскольку сварной шов гораздо более плавный, операторы должны при необходимости увеличивать скорость сварки при работе в разных положениях от плоскости.
- Очистка перед сваркой намного важнее, учитывая большую чувствительность этих сталей к образованию трещин (горячих) в зоне расплава.
- Специальные фильтры на выходе горелки и колпачок с обратной стороны металла уменьшают окраску сварочного валика (окисление поверхности). (Рисунок 4).
- Подождите несколько секунд, чтобы снять горелку после завершения сварки, чтобы предотвратить окисление кратера.
- Очистка и обработка нержавеющей стали всегда требует чистых принадлежностей, не загрязненных низколегированной сталью.
Параметры и переменные сварки
T Наиболее подходящие параметры сварки определяются диаметром и типом электрода (чистый или с добавками), типом газа и режимом мощности дуги. Наклон горелки соответствует той же методике, что и для сварки MIG / MAG.
Наклон горелки соответствует той же методике, что и для сварки MIG / MAG.
- 1) Резак близко к поверхности
- 2) Резак далеко от поверхности
- 3) Наклонный резак
- 4) Перпендикулярный резак
Когда наклонный резак находится близко к металлическому основанию, сварной шов кажется чистым и плотным. Напротив, перенос горелки дальше от основного металла и удерживание ее перпендикулярно заготовке приводит к увеличению зоны термического влияния.
Чтобы снизить риск эксплуатационных дефектов при ручном нанесении, используйте технику толкания с углами около 15 °. Как правило, автоматическая сварка TIG предполагает удержание горелки перпендикулярно заготовке. Это гарантирует промежуточные результаты, но помогает контролировать присадочный металл.
Как постоянный, так и переменный токи могут управлять мощностью. При прямой полярности (рис. 2) TIG создает очень глубокую и узкую ванну плавления и обеспечивает высокую скорость подачи. Это приводит к меньшему количеству изъянов и деформаций и лишь незначительным последствиям для основного металла.Кроме того, ограниченный нагрев замедляет расход вольфрамового электрода и позволяет электродам меньшего диаметра выдерживать довольно высокие токи. Но в прямом режиме возможны колебания, вызывающие изменения теплового режима дуги.
Это приводит к меньшему количеству изъянов и деформаций и лишь незначительным последствиям для основного металла.Кроме того, ограниченный нагрев замедляет расход вольфрамового электрода и позволяет электродам меньшего диаметра выдерживать довольно высокие токи. Но в прямом режиме возможны колебания, вызывающие изменения теплового режима дуги.
Электропитание постоянного тока выгодно при работе с такими металлами, как алюминий, покрытыми неплавкой оксидной пленкой. Подача тока вызывает ионный взрыв, нарушающий связь между покрытием и металлом.
По мере того как полярность тока продолжает меняться, конец электрода имеет тенденцию к перегреву. В конце концов электрод плавится, приобретая округлую форму и рассеивая мелкие капли вольфрама в ванне. Быстро разрушающийся электрод вызывает недопустимые дефекты сварного шва и брызги вольфрамовых включений в припое. По этим причинам он не может превышать 100 А.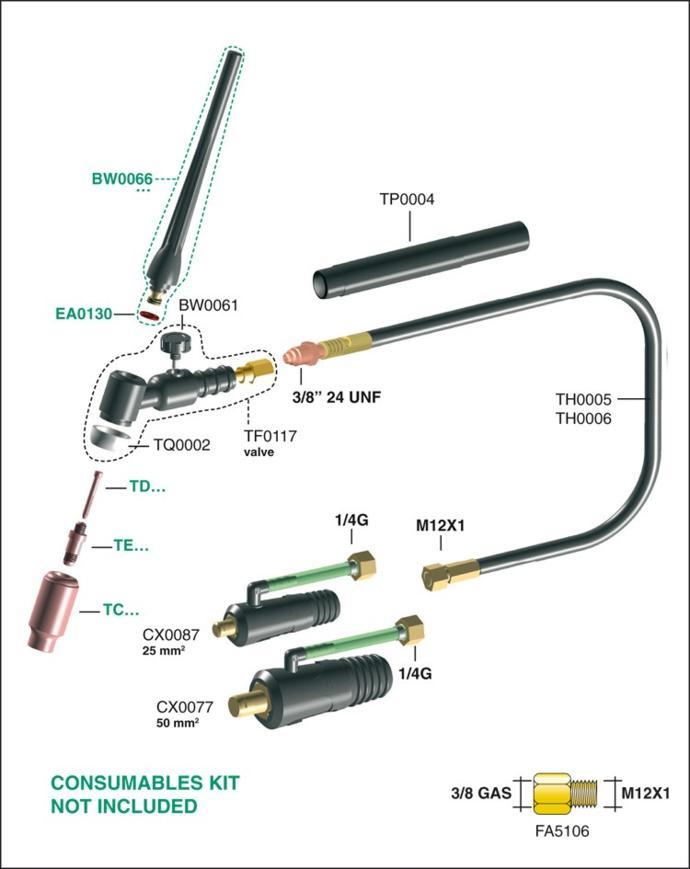
При изменении полярности постоянного тока нельзя использовать высокие сварочные токи. Электрод быстро разрушается, вызывая широкую ванну припоя и недостаточное проплавление стыков.
При сварке материалов с оксидным покрытием током более 100 А сварщик должен подавать в горелку переменный ток.Ионная струйная очистка стирает оксидную пленку в течение каждого полупериода волны напряжения, когда электрод является положительным. В течение другого полупериода, когда электрод отрицательный, нагрев наконечника ограничен, что затрудняет повторное зажигание дуги.
Модулированная дуга TIG имеет преимущества по сравнению с традиционной сваркой TIG:
- Большее проплавление при том же тепловложении
- Увеличение отношения глубины / ширины сварочного валика (для нержавеющей стали возможно соотношение 2: 1)
- Более низкая удельная подвод тепла снижает деформации и протяженность зоны термического влияния
- Высокие токи и короткие импульсы позволяют ванне быстро охлаждаться, ограничивая провисание
- Достигается меньшая толщина сварного шва
- Более низкая удельная тепловая нагрузка сводит к минимуму риск горячего растрескивания и нежелательного form
- Уменьшение газовых включений, так как захваченный газ выходит, когда импульсная дуга встряхивает припой.

Недостатки модулированной дуги TIG по сравнению с традиционной TIG включают более высокую стоимость генератора с электронным управлением и проблемы регулирования параметров пульсации.
Сварка TIG без присадочного материала
Рис. 3: Сварка TIG без присадочного материалаПри сварке TIG без присадочного материала параметры энергии влияют на результат.
- Колебания напряжения приводят к неравномерности ширины паяльной ванны. Удлинение дуги и извлечение горелки из ванны помогает добиться постоянной ширины.
- Иногда изменение плотности энергии может привести к ненадежному проникновению.
- Типы используемых электродов и газа определяют оптимальный диапазон значений тока.Превышение максимального значения тока вызывает нестабильность дуги.
Другой фактор, скорость подачи, влияет на подвод тепла и изменяет размер сварочного валика. При слишком низкой скорости сварки шнур имеет тенденцию к разбуханию. Без надлежащего ухода в этих сварных швах могут возникнуть прорывы. Чрезмерная скорость может быть из-за непровара и склейки. Решение, скорее всего, будет связано с изменением напряжения, силы тока и типа газа.
Чрезмерная скорость может быть из-за непровара и склейки. Решение, скорее всего, будет связано с изменением напряжения, силы тока и типа газа.
Защита от газов Сварка с обратной стороны
Высокореактивные материалы образуют поверхностную пленку при воздействии кислорода.Пленка иначе реагирует на тепло, выделяемое во время сварки, чем основной материал. При сварке этих материалов необходима защита обратной стороны детали газом. Необходима постоянная защита до тех пор, пока приложенное тепло не перестанет влиять на обратную сторону. Если материал не защищен, сварной шов может образовывать карбиды хрома, обедняя сталь элементарным хромом и увеличивая риск репассивации после травления.
Рис. 4a: Сварной шнур TIG Рис. 4b: Сварной шнур с подачей защитного газа на обратную сторону материала При сварке чрезвычайно реактивного металла, такого как титановые сплавы, муфту, расположенную на задней части горелки, необходимо защищать до тех пор, пока она не станет правильно охлаждается.
Классы защитных газов, используемых при сварке TIG, включают:
- Инертные газы, такие как аргон (Ar) и гелий (He) при высоких температурах. Редкие и дорогие инертные газы (криптон, ксенон и неон) не используются. Если молекулы состоят из одного атома, аргон и гелий не вступают в реакцию с другими элементами (парами и каплями металла), присутствующими в плазме электрической дуги.
- Газовые защиты. Химически инертный и диссоциируемый газообразный азот используется в небольших количествах для достижения определенных результатов.Его чаще используют для защиты обратной стороны стыков.
- Редукторы газовые. Водород отлично подходит для восстановления газа. Когда водород диссоциирует и повторно связывается с температурой дуги, на поверхности ванны выделяется тепловая энергия. Для защиты ванны припоя можно использовать водород в смеси с инертным газом. Его также можно использовать с защитным газом (азотно-водородной смесью) для защиты реверса. Типичные нормы для водорода составляют от 1 до 8%. Более высокие значения могут вызвать пористость и потребовать точного контроля параметров сварки, чтобы избежать нестабильности дуги.
 Более высокие значения могут вызвать пористость и потребовать точного контроля параметров сварки, чтобы избежать нестабильности дуги.
Более высокие значения могут вызвать пористость и потребовать точного контроля параметров сварки, чтобы избежать нестабильности дуги.Сварка алюминиевых сплавов
Используя источник переменного тока или суперпозицию высокочастотного тока, модулированного прямоугольной волной, TIG можно использовать для сварки алюминия и алюминиевых сплавов. Переменный ток разрушает поверхностный оксидный слой, сокращает время отключения дуги и сводит к минимуму отвод тепла через защитный газ. Модулированный ток и метод прямоугольной волны решают проблему высокой теплопроводности этих сплавов за счет использования триггерной дуги перегрузки по току для предварительного нагрева ванны.
Сварка алюминиевых сплавов — непростая задача. Сварочная ванна с высокой текучестью может привести к разрушению стыка. Высокая теплопроводность сплавов увеличивает риск склеивания свариваемых деталей. Из-за высокой чувствительности к растрескиванию в зоне расплава (горячей) и пористости материала для надлежащей очистки свариваемых деталей и очистки между проходами требуются небольшие резцы и химикаты.