Пластическая деформация металла. Диаграмма зависимости напряжений и деформации.
Для понимания физических и механических свойств происходящих в металле под нагрузкой изучается такое понятие, как деформация. В зависимости от напряжений деформация бывает:
- упругой
- пластической
При упругой деформации — возникшие изменения исчезают после прекращения воздействий вызывающих ее напряжений.
Пластическая — остаточные изменение формы после снятия действия вызвавших ее напряжений. Данное явление имеет особенное значение, поскольку в структуре кристаллов происходят непоправимые передвижения атомов.
Остаточная деформация
Понимание основных понятий деформации ( механических и физических свойств) позволяют рассчитать максимально допустимые нагрузки в металлоконструкциях.
Напряжение металловДля начала стоит рассмотреть понятие напряжения металлов.
Напряжением металлов называется отношение силы приложенной к образцу или к поперечному сечению образца.
Напряженное состояние металлов характеризуется следующими показателями:
δпр, δт, δупр, δп.
Диаграмма связи между напряжениями и деформациями
динамика гука– изменения (деформация) в направлении действия силы,
δ – деформирующее напряжение
δп — предел пропорциональности,
δупр — предел упругости,
δт — предел текучести,
δпр — предел прочности металла или временное сопротивление разрушению.
Нормальное напряжение
Нормальное напряжение первоначально вызывает упругую деформацию в монокристалле, приводящую к изменению положения отдельных групп атомов друг относительно друга, а после снятия нагрузки возвращению атомов свои первоначальные положения.
При возникновении нормальных напряжений превышающих силы межатомного притяжение происходит разрушение металла.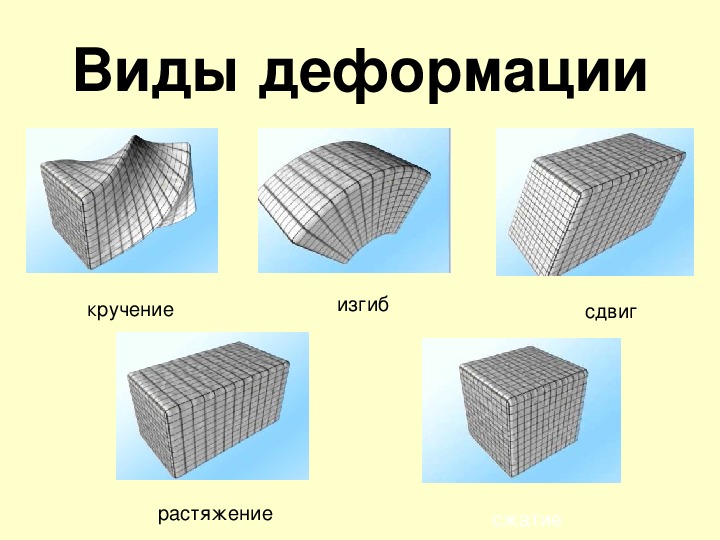
Напряжение соответствующее максимальной нагрузке, при достижении которой соблюдается закон Гука ( изменение нагрузки приводит к пропорциональному изменению длины образца) — называется пределом пропорциональности.
δпр=Рпр/Sо (МПа), где:
Sо- начальная площадь поперечного сечения образца : Sо= Пdo2 / 4
Р — нагрузка.
Пределом упругости называется условное напряжение, соответствующее нагрузке, вызывающей остаточную деформацию заданной величины.
При достижении предела упругости, после снятия нагрузки, размеры образца изменяется, такая деформация называется остаточной.
Физическим пределом текучести называются напряжения, соответствующее нагрузке, вызывающий массовую пластическую деформацию в образце.
δт=Pт/So (МПа)
На диаграмме состояний δт соответствует минимальной точке на площадке текучести. При достижении точки δт происходит изменение длины образца при постоянной нагрузке.
При достижении точки δт происходит изменение длины образца при постоянной нагрузке.
δпр- соответствует максимальной нагрузке, которая может выдержать образец до начала разрушения.
При испытании металла на разрыв изготавливают образцы специальной формы и размеров, которые оговариваются ГОСТом 1497 -86. В тех случаях, когда размеры заготовки или изделия не позволяют произвести вырезку образца- испытание проводят на натуральных образцах.
Пластическая деформация происходит под действием тангенциальных напряжений, которые в 2 раза меньше нормальных.
При пластической деформации в первую очередь деформация происходит по плоскостям наиболее благоприятно ориентированным к направлению действующей нагрузки, и только после реализации таких плоскостей в работу будут вступать следующие кристаллографические плоскости.
Характеристикой упругой и пластической деформации являются модуль Юнга и модуль Гука. Обе эти характеристики являются структурно независимыми, а зависят только от природы материала.
Обе эти характеристики являются структурно независимыми, а зависят только от природы материала.
Для понимания физических и механических свойств происходящих в металле под нагрузкой изучается такое понятие, как деформация.
Свойства пластической деформации определяют способность тел к изменению форм под воздействием внешних и внутренних сил.
Опубликовано: 04.01.2016
Деформация металла под действием напряжений может быть упругой и пластической
Формирование структуры деформированных металлов и сплавов.
1.Физическая природа деформации металлов.
Деформацией называется изменение формы и размеров тела под действием напряжений.
Напряжение –
сила, действующая на единицу площади
сечения детали.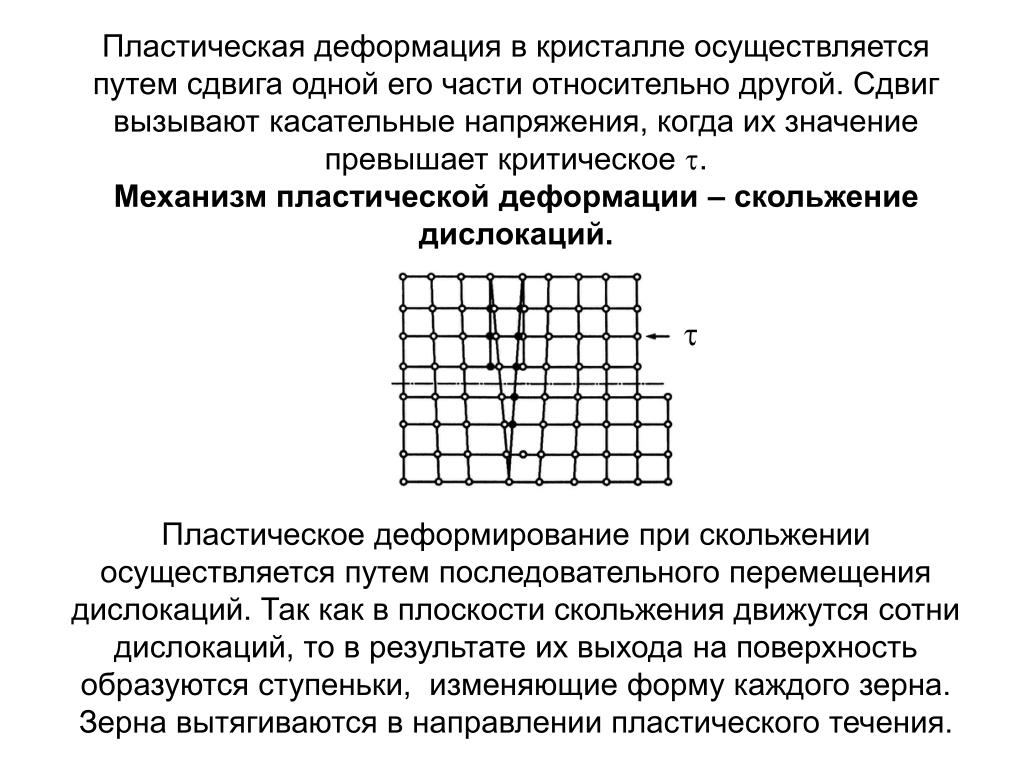
Напряжения и вызываемые ими деформации могут возникать при действии на тело внешних сил растяжения, сжатия и т.д., а также в результате фазовых (структурных) превращений, усадки и других физико-химических процессов, протекающих в металлах, и связанных с изменением объема.
Металл, находящийся в напряженном состоянии при любом виде нагружения, всегда испытывает напряжения нормальные и касательные (рис. 6.1.).
Рис.6.1. Схема возникновения нормальных и касательных напряжений в металле при его нагружении
Рост нормальных и касательных напряжений приводит к разным последствиям. Рост нормальных напряжений приводит к хрупкому разрушению. Пластическую деформацию вызывают касательные напряжения.
Деформация металла под действием напряжений может быть упругой и пластической.
Упругой называется
деформация, полностью исчезающая после
снятия вызывающих ее напряжений.
При упругом деформировании изменяются расстояния между атомами металла в кристаллической решетке. Снятие нагрузки устраняет причину, вызвавшую изменение межатомного расстояния, атомы становятся на прежние места, и деформация исчезает.
Упругая деформация на диаграмме деформации характеризуется линией ОА (рис.6.2.).
Рис.6.2. Диаграмма зависимости деформации металла от действующих напряжений
Если нормальные напряжения достигают значения сил межатомных связей, то наблюдается хрупкое разрушение путем отрыва (рис.6.3.)
Рис.6.3. Схема упругой деформации и хрупкого разрушения под действием упругих напряжений а – ненапряженная решетка металла; б – упругая деформация; в, г – хрупкое разрушение в результате отрыва
Зависимость между упругой деформацией и напряжением выражается законом Гука
где:
Е — модуль упругости.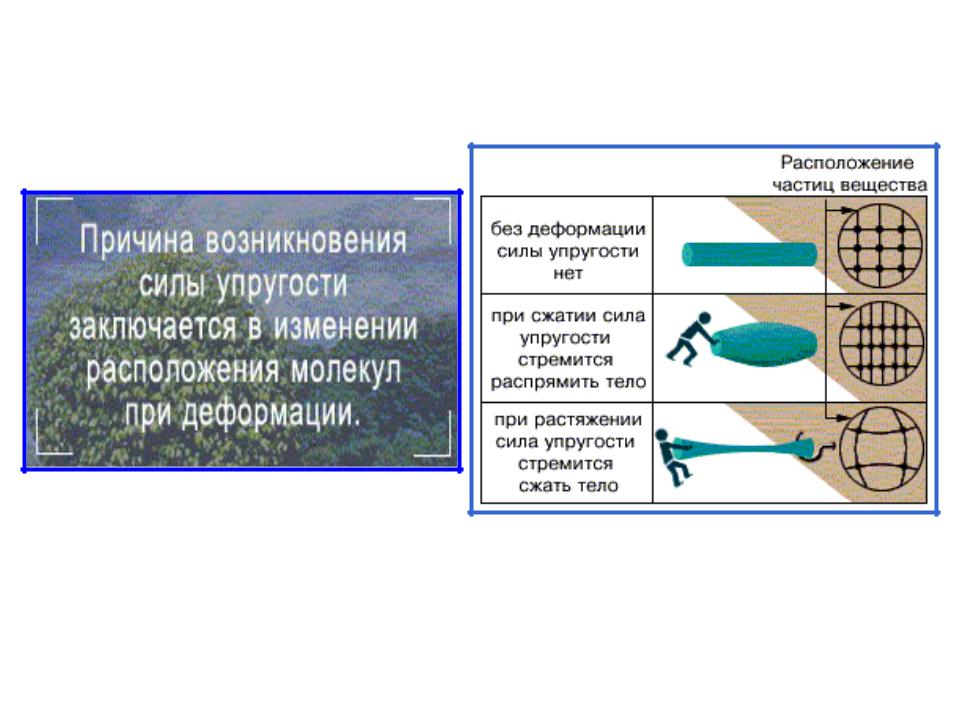
Модуль упругости является важнейшей характеристикой упругих свойств металла. По физической природе величина модуля упругости рассматривается как мера прочности связей между атомами в твердом теле.
Эта механическая характеристика структурно нечувствительна, т. е. термическая обработка или другие способы изменения структуры не изменяют модуля упругости, а повышение температуры, изменяющее межатомные расстояния, снижает модуль упругости.
Пластической или остаточной называется деформация после прекращения действия вызвавших ее напряжений.
При пластическом деформировании одна часть кристалла перемещается по отношению к другой под действием касательных напряжений. При снятии нагрузок сдвиг остается, т.е. происходит пластическая деформация (рис.6.4 )
В
результате развития пластической
деформации может произойти вязкое
разрушение путем сдвига.
Рис.6.4. Схема пластической деформации и вязкого разрушения под действием касательных напряжений а – ненапряженная решетка; б – упругая деформация; в – упругая и пластическая деформация; г – пластическая деформация; д, е – пластичное (вязкое) разрушение в результате среза
2.Пластическое деформирование поли- и монокристаллов.
Металлы и сплавы в твердом состоянии имеют кристаллическое строение, и характер их деформации зависит от типа кристаллической структуры и от наличия несовершенств в этой структуре.
Рассмотрим пластическую деформацию в монокристалле (отдельный кристалл).
Пластическая деформация может протекать под действием касательных напряжений и может осуществляться двумя способами.
1. Трансляционное
скольжение по плоскостям (рис.
В промежутках между полосами скольжения деформация не происходит. Твердое тело не изменяет своего кристаллического строения во время пластической деформации и расположение атомов в элементарных ячейках сохраняется
Плоскостями скольжения является кристаллографические плоскости с наиболее плотной упаковкой атомов.
Это наиболее характерный вид деформации при обработке давлением.
2. Двойникование – поворот одной части кристалла в положение симметричное другой его части. Плоскостью симметрии является плоскость двойникования (рис. 6.5 б).
Двойникование
чаще возникает при пластической
деформации кристаллов с объемно-центрированной
и гексагональной решеткой, причем с
повышением скорости деформации и
понижением температуры склонность к
двойникованию возрастает.
Двойникование может возникать не только в результате действия внешних сил, но и в результате отжига пластически деформированного тела. Это характерно для металлов с гранецентрированной кубической решеткой (медь, латунь). Двойникованием можно достичь незначительной степени деформации.
а) | б) |
Рис.6.5. Схемы пластической деформации различными способами: а – скольжением; б – двойникованием
3.Механизм пластического деформирования.
Пластическая деформация происходит в результате скольжения или двойникования.
В основу современной теории пластической деформации взяты следующие положения:
скольжение распространяется по плоскости сдвига последовательно, а не одновременно;
скольжение начинается от мест нарушений кристаллической решетки, которые возникают в кристалле при его нагружении.


Схема механизма деформации представлена на рис.6.6 а.
В равновесном состоянии дислокация неподвижна. Под действием напряжения экстраплоскость смещается справа налево при незначительном перемещении атомов. Нижняя часть плоскости Р/S (SR) сместится вправо и совместится с нижним краем экстра- плоскости РQ.
QR- остаточная деформация.
При дальнейшем движении дислокация пройдет всю плоскость скольжения и выйдет на поверхность зерна. При этом верхняя часть зерна сдвинута относительно нижней на один межатомный период решетки (рис. 6.6 б).
При каждом перемещении дислокации на один шаг необходимо разорвать связь только между двумя рядами атомов в плоскости Р/S, а не между всеми атомами, расположенными выше и ниже плоскости скольжения. Необходимое сдвиговое напряжение при этом мало, равно практически действительному.
Рис. 6.6. Схема
дислокационного механизма пластической
деформации а –
перемещение атомов при двихении краевой
дислокации на одно межатомное расстояние; б – перемещение дислокации через весь
кристалл
6.6. Схема
дислокационного механизма пластической
деформации а –
перемещение атомов при двихении краевой
дислокации на одно межатомное расстояние; б – перемещение дислокации через весь
кристалл
Разрушение металлов.
Процесс деформации при достижении высоких напряжений завершается разрушением. Тела разрушаются по сечению не одновременно, а вследствие развития трещин. Разрушение включает три стадии:
зарождение трещины,
ее распространение через сечение,
окончательное разрушение.
Различают
хрупкое разрушение –
отрыв одних слоев атомов от других под
действием нормальных растягивающих
напряжений. Отрыв не сопровождается
предварительной деформацией. Механизм
зарождения трещины одинаков — благодаря
скоплению движущихся дислокаций перед
препятствием (границы субзерен, фазовые
границы), что приводит к концентрации
напряжений, достаточной для образования
трещины. Когда напряжения достигают
определенного значения, размер трещины
становится критическим и дальнейший
рост осуществляется произвольно.
Когда напряжения достигают
определенного значения, размер трещины
становится критическим и дальнейший
рост осуществляется произвольно.
Для хрупкого разрушения характерна острая, часто ветвящаяся трещина. Величина зоны пластической деформации в устье трещины мала. Скорость распространения хрупкой трещины велика — близка к скорости звука (внезапное, катастрофическое разрушение). Энергоемкость хрупкого разрушения мала, а работа распространения трещины близка к нулю.
Различают транскристаллитное разрушение – трещина распространяется по телу зерна, интеркристаллитное – по границам зерен (всегда хрупкое).
Результатом хрупкого разрушения является блестящий светлый кристаллический излом с ручьистым строением. Хрупкая трещина распространяется по нескольким параллельным плоскостям. Плоскость излома перпендикулярна нормальным напряжениям.
Вязкое
разрушение – путем среза под действием касательных
напряжений. Ему всегда предшествует
значительная пластическая деформация.
Ему всегда предшествует
значительная пластическая деформация.
Трещина тупая раскрывающаяся. Величина пластической зоны впереди трещины велика. Малая скорость распространения трещины. Энергоемкость значительная, энергия расходуется на образование поверхностей раздела и на пластическую деформацию. Большая работа затрачивается на распространение трещины. Поверхность излома негладкая, рассеивает световые лучи, матовая (волокнистый) излом. Плоскость излома располагается под углом.
По излому можно определить характер разрушения.
Механические свойства и способы определения их количественных характеристик (повторение)
Основными
механическими свойствами являются
прочность, упругость, вязкость, твердость.
Зная механические свойства, конструктор
обоснованно выбирает соответствующий
материал, обеспечивающий надежность и
долговечность конструкций при их
минимальной массе.
Механические свойства определяют поведение материала при деформации и разрушении от действия внешних нагрузок.
В зависимости от условий нагружения механические свойства могут определяться при:
статическом нагружении – нагрузка на образец возрастает медленно и плавно.
динамическом нагружении – нагрузка возрастает с большой скоростью, имеет ударный характер.
повторно, переменном или циклическим нагружении – нагрузка в процессе испытания многократно изменяется по величине или по величине и направлению.
Для получения сопоставимых результатов образцы и методика проведения механических испытаний регламентированы ГОСТами.
При статическом испытании на растяжение: ГОСТ 1497 получают характеристики прочности и пластичности.
Прочность – способность материала сопротивляться
деформациям и разрушению.
Испытания проводятся на специальных машинах, которые записывают диаграмму растяжения, выражающую зависимость удлинения образца (мм) от действующей нагрузки Р, т.е. .
Но для получения данных по механическим свойствам перестраивают: зависимость относительного удлинения от напряжения
Рис. 6.7. Диаграмма растяжения: а – абсолютная, б – относительная; в – схема определения условного предела текучести
Проанализируем процессы, которые происходят в материале образца при увеличении нагрузки.
Участок оа на диаграмме соответствует упругой деформации материала, когда соблюдается закон Гука. Напряжение, соответствующее упругой предельной деформации в точке а, называется пределом пропорциональности.
Предел
пропорциональности ()
– максимальное напряжение, до которого
сохраняется линейная зависимость между
деформацией и напряжением.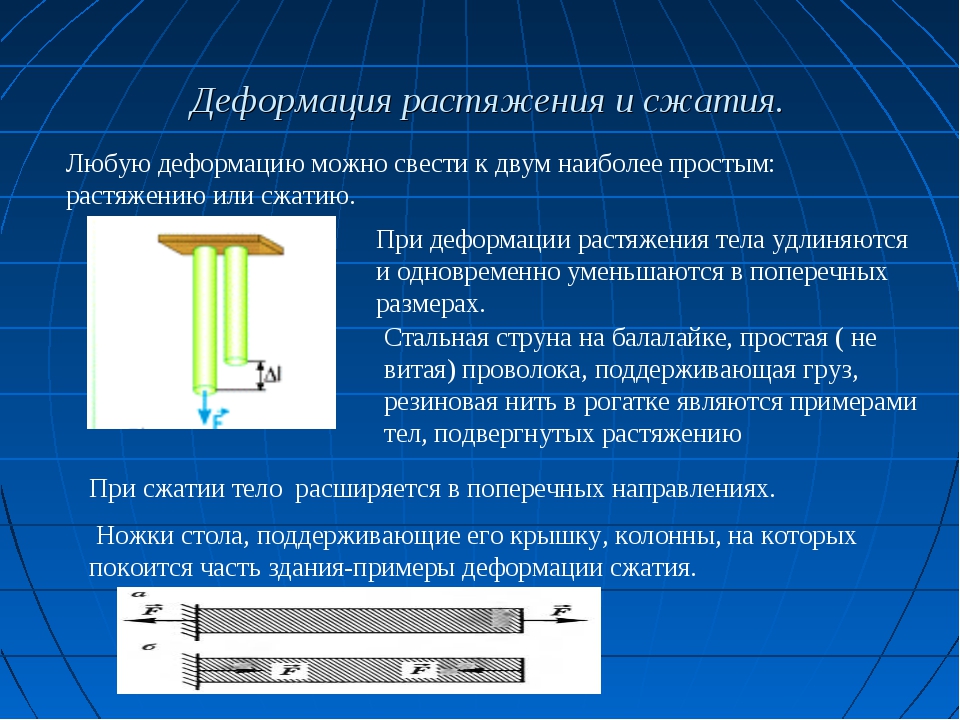
При напряжениях выше предела пропорциональности происходит равномерная пластическая деформация (удлинение или сужение сечения).
Каждому напряжению соответствует остаточное удлинение, которое получаем проведением из соответствующей точки диаграммы растяжения линии параллельной оа.
Так как практически невозможно установить точку перехода в неупругое состояние, то устанавливают условный предел упругости, – максимальное напряжение, до которого образец получает только упругую деформацию. Считают напряжение, при котором остаточная деформация очень мала (0,005…0,05%).
В обозначении указывается значение остаточной деформации .
Предел текучести характеризует сопротивление материала небольшим пластическим деформациям.
В
зависимости от природы материала
используют физический или условный
предел текучести.
Физический предел текучести – это напряжение, при котором происходит увеличение деформации при постоянной нагрузке (наличие горизонтальной площадки на диаграмме растяжения). Используется для очень пластичных материалов.
Но основная часть металлов и сплавов не имеет площадки текучести.
Условный предел текучести – это напряжение вызывающее остаточную деформацию
Физический или условный предел текучести являются важными расчетными характеристиками материала. Действующие в детали напряжения должны быть ниже предела текучести.
Равномерная по всему объему пластичная деформация продолжается до значения предела прочности.
В точке в в наиболее слабом месте начинает образовываться шейка – сильное местное утомление образца.
Предел
прочности – напряжение, соответствующее максимальной
нагрузке, которую выдерживает образец
до разрушения (временное сопротивление
разрыву).
Образование шейки характерно для пластичных материалов, которые имеют диаграмму растяжения с максимумом.
Предел прочности характеризует прочность как сопротивления значительной равномерной пластичной деформации. За точкой В, вследствие развития шейки, нагрузка падает и в точке С происходит разрушение.
Истинное сопротивление разрушению – это максимальное напряжение, которое выдерживает материал в момент, предшествующий разрушению образца (рис. 6.8).
Истинное сопротивление разрушению значительно больше предела прочности, так как оно определяется относительно конечной площади поперечного сечения образца.
Рис. 6.8. Истинная диаграмма растяжения
— конечная площадь поперечного сечения образца.
Истинные
напряжения
определяют
как отношение нагрузки к площади
поперечного сечения в данный момент
времени.
При испытании на растяжение определяются и характеристики пластичности.
Пластичность –– способность материала к пластической деформации, т.е. способность получать остаточное изменение формы и размеров без нарушения сплошности.
Это свойство используют при обработке металлов давлением.
Характеристики:
относительное удлинения.
и – начальная и конечная длина образца.
– абсолютное удлинение образца, определяется измерением образца после разрыва.
относительное сужение
— начальная площадь поперечного сечения
-площадь поперечного сечения в шейке после разрыва.
Относительное
сужение более точно характеризует
пластичность и служит технологической
характеристикой при листовой штамповке.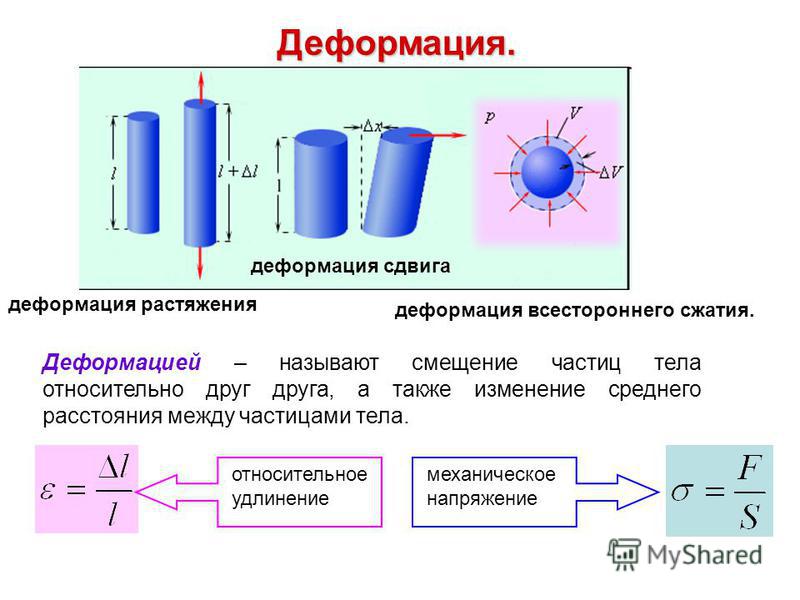
Пластичные материалы более надежны в работе, т.к. для них меньше вероятность опасного хрупкого разрушения.
Применительно к типам кристаллической решётки можно сказать то, что в т. к. металлах с решётками ГЦК и ОЦК значительно больше систем скольжения, чем в металлах с ГПУ, то они обладают повышенной пластичностью.
Кроме того, наиболее пластичными являются чистые компоненты и однофазные твёрдые растворы. Пластичность резко понижается с появлением двухфазных смесей.
Особенности деформации поликристаллических тел.
Рассмотрим холодную пластическую деформацию поликристалла. Пластическая деформация металлов и сплавов как тел поликристаллических, имеет некоторые особенности по сравнению с пластической деформацией монокристалла.
Деформация
поликристаллического тела складывается
из 1). деформации отдельных зерен и 2).
деформации в приграничных объемах.
Отдельные зерна деформируются скольжением
и двойникованием, однако взаимная связь
зерен и их множественность в поликристалле
вносят свои особенности в механизм
деформации.
деформации отдельных зерен и 2).
деформации в приграничных объемах.
Отдельные зерна деформируются скольжением
и двойникованием, однако взаимная связь
зерен и их множественность в поликристалле
вносят свои особенности в механизм
деформации.
Плоскости скольжения зерен произвольно ориентированны в пространстве, поэтому под влиянием внешних сил напряжения в плоскостях скольжения отдельных зерен будут различны. Деформация начинается в отдельных зернах, в плоскостях скольжения которых возникают максимальные касательные напряжения. Соседние зерна будут разворачиваться и постепенно вовлекаться в процесс деформации. Деформация приводит к изменению формы зерен: зерна получают форму, вытянутую в направлении наиболее интенсивного течения металла (поворачиваются осями наибольшей прочности вдоль направления деформации). Изменение структуры при деформации показано на рис. 8.1.
Рис. 8.1.
Изменение структуры при деформации: а)
до деформации; б) после обжатия на 35%; в)
после обжатия на 90%.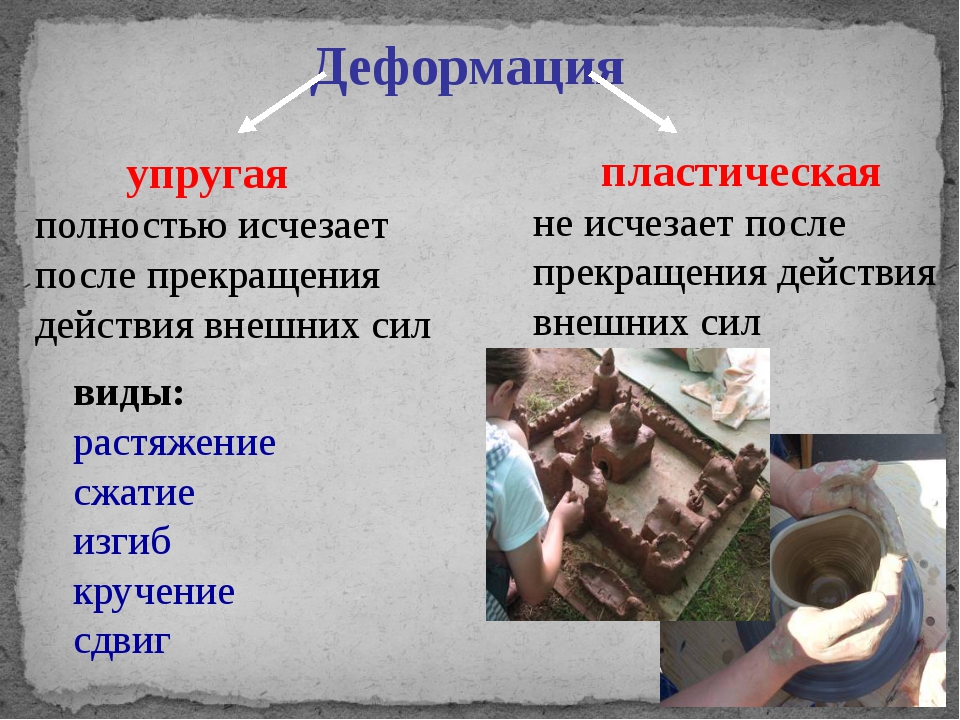
Металл приобретает волокнистое строение. Волокна с вытянутыми вдоль них неметаллическими включениями являются причиной неодинаковости свойств вдоль и поперек волокон. Одновременно с изменением формы зерен в процессе пластической деформации происходит изменение ориентировки в пространстве их кристаллической решетки.
Когда кристаллические решетки большинства зерен получают одинаковую ориентировку, возникает текстура деформации.
Влияние пластической деформации на структуру и свойства металла: наклеп
С увеличением степени деформации характеристики пластичности (относительное удлинение, относительное сужение) и вязкости (ударная вязкость) уменьшаются, а прочностные характеристики (предел упругости, предел текучести, предел прочности) и твердость увеличиваются (рис. 8.2).
Также
повышается электросопротивление,
снижаются сопротивление коррозии,
теплопроводность, магнитная проницаемость.
Рис.8.2. Влияние холодной пластической деформации на механические свойства металла
Совокупность явлений, связанных с изменением механических, физических и других свойств металлов в процессе пластической деформации называют деформационным упрочнением или наклепом.
Упрочнение при наклепе объясняется возрастанием на несколько порядков плотности дислокаций:
Их свободное перемещение затрудняется взаимным влиянием, также торможением дислокаций в связи с измельчением блоков и зерен, искажениями решетки металлов, возникновением напряжений.
Наклёп
понижает плотность металла из-за
нарушения порядка в размещении атомов
при увеличении плотности дефектов
и образовании микропор. Уменьшение
плотности используют для увеличения
долговечности деталей, которые при
эксплуатации подвержены переменным
нагрузкам.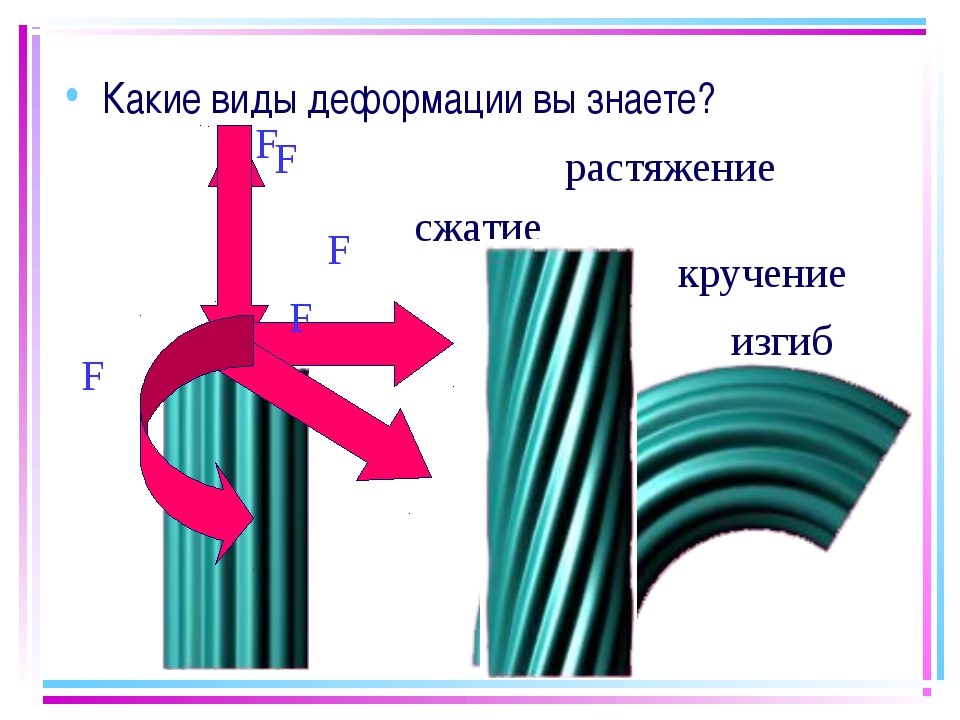 С этой целью применяют
поверхностное пластическое деформирование
детали с помощью обдувки дробью или
обработки специальным инструментом.
Наклёпанный слой стремиться расшириться
, встречая сопротивление со стороны
ненаклёпанных участков детали. В
результате в этом слое возникнут
напряжения сжатия, а под ним, на
большом расстоянии от поверхности,
появятся напряжения растяжения.
Сжимающие напряжения в поверхностном
слое замедляют зарождение усталостной
трещины и тем самым увеличивают
долговечность деталей.
С этой целью применяют
поверхностное пластическое деформирование
детали с помощью обдувки дробью или
обработки специальным инструментом.
Наклёпанный слой стремиться расшириться
, встречая сопротивление со стороны
ненаклёпанных участков детали. В
результате в этом слое возникнут
напряжения сжатия, а под ним, на
большом расстоянии от поверхности,
появятся напряжения растяжения.
Сжимающие напряжения в поверхностном
слое замедляют зарождение усталостной
трещины и тем самым увеличивают
долговечность деталей.
Наклёпанные металлы легче корродируют и склонны к коррозионному растрескиванию.
Влияние нагрева на структуру и свойства деформированного металла: возврат и рекристаллизация
Деформированный
металл находится в неравновесном
состоянии. Переход к равновесному
состоянию связан с уменьшением искажений
в кристаллической решетке, снятием
напряжений, что определяется возможностью
перемещения атомов.
При низких температурах подвижность атомов мала, поэтому состояние наклепа может сохраняться неограниченно долго.
При повышении температуры металла в процессе нагрева после пластической деформации диффузия атомов увеличивается и начинают действовать процессы разупрочнения, приводящие металл в более равновесное состояние – возврат и рекристаллизация.
Т.е. процессы, происходящие при нагреве, подразделяют на возврат и рекристаллизацию. В свою очередь, при возврате различают отдых и полигонизацию.
Возврат. Небольшой нагрев вызывает ускорение движения атомов, снижение плотности дислокаций, устранение внутренних напряжений и восстановление кристаллической решетки.
Процесс частичного разупрочнения и восстановления свойств называется отдыхом (первая стадия возврата). Имеет место при температуре
. .
.
Возврат уменьшает искажение кристаллической решетки, но не влияет на размеры и форму зерен и не препятствует образованию текстуры деформации.
Полигонизация – процесс деления зерен на части: фрагменты, полигоны в результате скольжения и переползания дислокаций.
При температурах возврата возможна группировка дислокаций одинаковых знаков в стенки, деление зерна малоугловыми границами (рис. 8.3).
Рис. 8.3. Схема полигонизации: а – хаотическое расположение краевых дислокаций в деформированном металле; б – дислокационные стенки после полигонизации.
В полигонизированном состоянии кристалл обладает меньшей энергией, поэтому образование полигонов — процесс энергетически выгодный.
Процесс
протекает при небольших степенях
пластической деформации. В результате
понижается прочность на (10…15) % и
повышается пластичность (рис. 8.4). Границы
полигонов мигрируют в сторону большей
объемной плотности дислокаций, присоединяя
новые дислокации, благодаря чему углы
разориентировки зерен увеличиваются
(зерна аналогичны зернам, образующимся
при рекристаллизации). Изменений в
микроструктуре не наблюдается (рис.8.5
а). Температура начала полигонизации
не является постоянной. Скорость процесса
зависит от природы металла, содержания
примесей, степени предшествующей
деформации.
8.4). Границы
полигонов мигрируют в сторону большей
объемной плотности дислокаций, присоединяя
новые дислокации, благодаря чему углы
разориентировки зерен увеличиваются
(зерна аналогичны зернам, образующимся
при рекристаллизации). Изменений в
микроструктуре не наблюдается (рис.8.5
а). Температура начала полигонизации
не является постоянной. Скорость процесса
зависит от природы металла, содержания
примесей, степени предшествующей
деформации.
Рис. 8.4. Влияние нагрева деформированного металла на механические свойства
Рис. 8.5. Изменение структуры деформированного металла при нагреве
При нагреве до достаточно высоких температур подвижность атомов возрастает и происходит рекристаллизация.
Рекристаллизация –
процесс зарождения и роста новых
недеформированных зерен при нагреве
наклепанного металла до определенной
температуры.
Нагрев металла до температур рекристаллизации сопровождается резким изменением микроструктуры и свойств. Нагрев приводит к резкому снижению прочности при одновременном возрастании пластичности. Также снижается электросопротивление и повышается теплопроводность.
1 стадия – первичная рекристаллизация (обработки) заключается в образовании центров кристаллизации и росте новых равновесных зерен с неискаженной кристаллической решеткой. Новые зерна возникают у границ старых зерен и блоков, где решетка была наиболее искажена. Количество новых зерен постепенно увеличивается и в структуре не остается старых деформированных зерен.
Движущей силой первичной рекристаллизации является энергия, аккумулированная в наклепанном металле. Система стремится перейти в устойчивое состояние с неискаженной кристаллической решеткой.
2
стадия –
собирательная рекристаллизация
заключается в росте образовавшихся
новых зерен.
Движущей силой является поверхностная энергия зерен. При мелких зернах поверхность раздела большая, поэтому имеется большой запас поверхностной энергии. При укрупнении зерен общая протяженность границ уменьшается, и система переходит в более равновесное состояние.
Температура начала рекристаллизации связана с температурой плавления
,
для металлов
для твердых растворов
для металлов высокой чистоты
На свойства металла большое влияние оказывает размер зерен, получившихся при рекристаллизации. В результате образования крупных зерен при нагреве до температуры t1 начинает понижаться прочность и, особенно значительно, пластичность металла.
Основными
факторами, определяющими величину зерен
металла при рекристаллизации, являются
температура, продолжительность выдержки
при нагреве и степень предварительной
деформации (рис. 8.6).
8.6).
Рис. 8.6. Влияние предварительной степени деформации металла на величину зерна после рекристаллизации
С повышением температуры происходит укрупнение зерен, с увеличением времени выдержки зерна также укрупняются. Наиболее крупные зерна образуются после незначительной предварительной деформации 3…10 %. Такую деформацию называют критической.
Контрольные вопросы.
Что называется деформацией?
Какие виды деформации вы знаете? Приведите примеры.
Как осуществляется пластическая деформация в кристалле? Назовите две разновидности пластической деформации.
Дайте понятия «монокристалл» и «поликристалл».
Что такое «нагартовка» — «наклёп»?
Как вы понимаете понятие «текстура»?
Каким образом получают нагартованную текстуру?
Какие отрицательные свойства появляются у металла после нагартовки?
Что такое «возврат»? Виды возврата нагартованного металла.
Что такое «рекристаллизация»? Какие вам известны стадии рекристаллизации?
Медь имеет решётку ГЦК, а цинк — ГПУ. Какой из этих металлов пластичней?
Стальная проволока для тросов производится методом холодной вытяжки. Чем объясняется высокая прочность тросов?
Задание.
Зарисуйте таблицу «Явления возврата и рекристаллизации наклёпанного металла» и заполните её.
Параметры
Наклёпанный металл
Возврат
Рекристаллизация
График изменения мех.
свойств: предела
прочности…, твёрдости, пластичности…График изменения размера зёрен
Рисунок текстуры
 свойств: предела
прочности…, твёрдости, пластичности…
свойств: предела
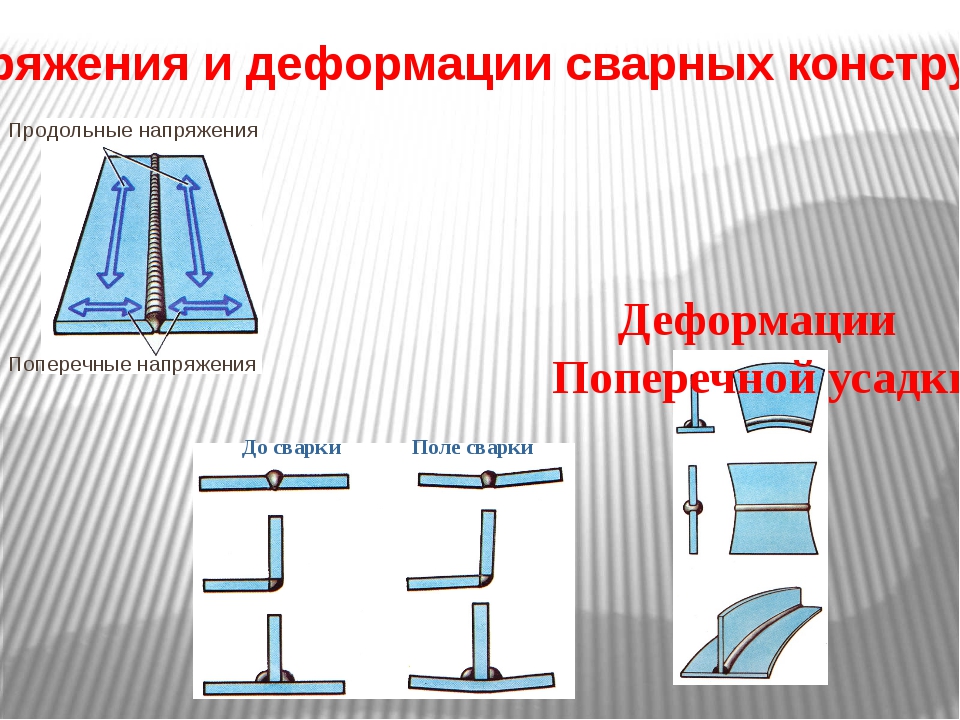
прочности…, твёрдости, пластичности…Деформация металла при сварке: возможные причины
Достаточно распространенной проблемой при проведении сварочных работ является деформация металла. Особенно часто с этим сталкиваются начинающие специалисты. Деформация металла приводит к необходимости исправления дефекта, а иногда — к порче заготовки. Каковы же ее основные причины?
Каковы же ее основные причины?
Из-за чего возникает деформация?
Часто деформация металла объясняется неопытностью сварщика. Он может допустить нарушение технологии работ. Нередко причина заключается в неверном выборе электрода или типа шва, плохой подготовке детали и т. д. Также следует правильно настроить сварочный аппарат.
Нередко деформация металла возникает вследствие его структурных изменений. Они оказывают негативное влияние на заготовку, вызывая сжимающее и растягивающее напряжение. Такое особенно часто происходит при охлаждении заготовок из легированной и высокоуглеродистой стали. В результате нарушается структура металла. Для недопущения проблемы не следует допускать слишком резкого охлаждения заготовки.
Достаточно распространенной причиной деформации металла является неравномерный прогрев обрабатываемой детали. Ему следует подвергать только непосредственно рабочую зону заготовки, потому что под воздействием высокой температуры металл расширяется и начинает воздействовать на соседние участки.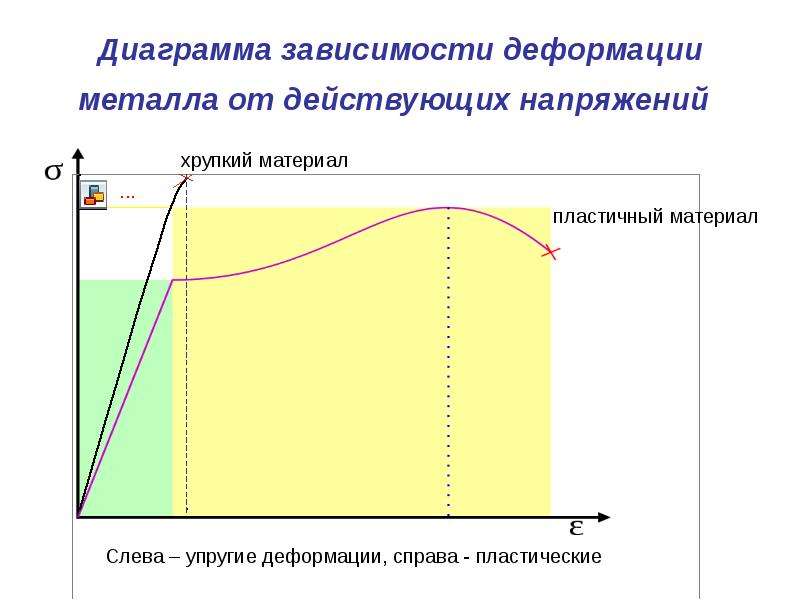 Прогрев нельзя выполнять прерывисто, поскольку это приводит к увеличению объема внутренних напряжений. Последствия зависят от характеристик обрабатываемого металла — теплопроводности, уровня расширения и т. д.
Прогрев нельзя выполнять прерывисто, поскольку это приводит к увеличению объема внутренних напряжений. Последствия зависят от характеристик обрабатываемого металла — теплопроводности, уровня расширения и т. д.
Еще одной причиной деформации является литейная усадка. Так называется кристаллизация металла, приводящая к заметному уменьшению его объема. Литейная усадка возникает, если сварщик допустил ошибку и создал поперечное или продольное внутреннее напряжение на заготовке. Она проявляется в процессе охлаждения расплавленного металла в сварочной ванне. Напряжение может быть вызвано механическим воздействием на заготовку.
Холодная сварка. Пластическая деформация металлов – ООО «ЦСК»
Холодная сварка – это физико-химический процесс сварки под давлением с пластической деформацией соединяемых поверхностей заготовок без дополнительного нагрева внешними источниками тепла.
Сварка осуществляется с помощью специальных устройств, которые вызывают одновременное направленное деформирование ранее очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитный высокопрочный стык.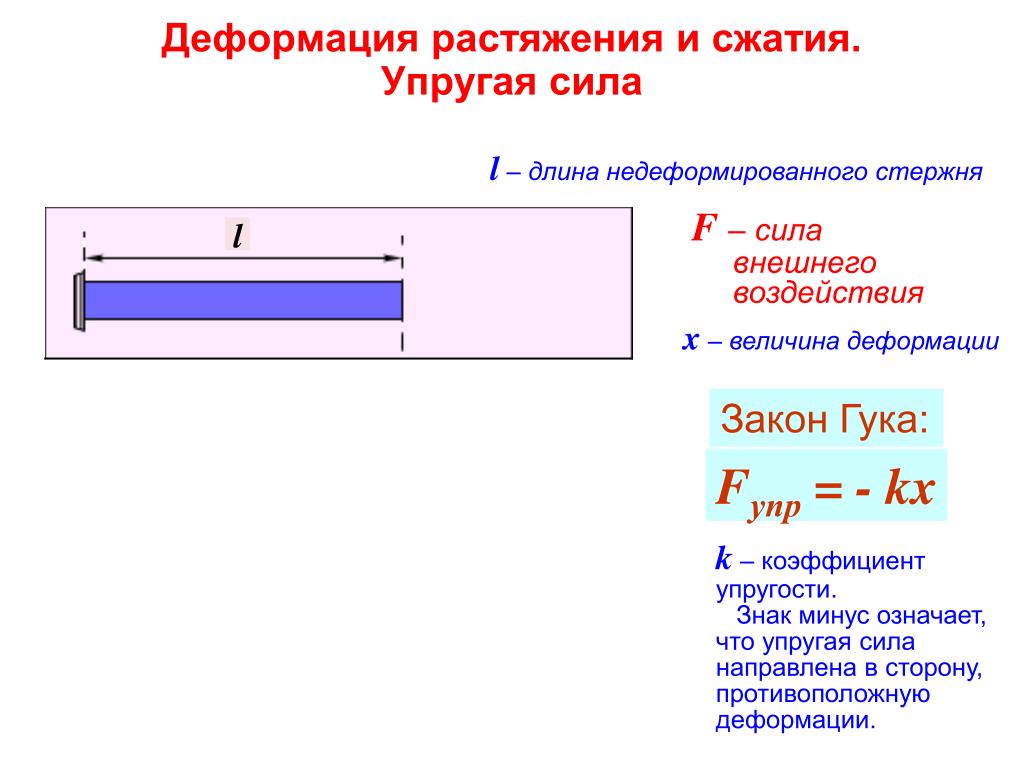
Этот метод сварки основан на пластическом деформировании металлов в точке их соединения при сжатии и/или сдвиге (скольжении). Сварка происходит при нормальной или отрицательной температуре мгновенно в результате схватывания.
Без пластической деформации в обычных атмосферных условиях, даже прилагая любые удельные сжимающие давления к соединяемым деталям, практически невозможно получить полноценное монолитное соединение.
Холодная сварка является самым древним методом сварки. Раньше данный способ применялся для соединения благородных металлов, которые практически не окисляются. Во время удара по сложенным кускам металла удается добиться прочного соединения. В Дублинском Национальном музее хранится золотая коробочка, которая выполнена в эпоху поздней бронзы, её стенки и дно связаны плотным швом. По мнению экспертов, коробка изготовлена с помощью холодной сварки.
Холодная сварка может быть применена для таких металлов, как: алюминий, медь, свинец, цинк, никель, серебро, кадмий и железо. Очень важны преимущества холодной сварки перед другими методами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды (химические соединения двух или более металлов).
Очень важны преимущества холодной сварки перед другими методами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды (химические соединения двух или более металлов).
Роль деформации при холодной сварке заключается в предельном утонении или удалении слоя оксидов. В сближении свариваемых поверхностей до расстояния, соизмеримого с параметром кристаллической решетки. Также в повышении энергетического уровня поверхностных атомов, обеспечивающем возможность образования химических связей.
Источник: www.svarkainfo.ru
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте — сварочные электроды и сварочное оборудование.
Звоните нам по телефону: +7 (343) 266-44-33 или отправляйте заявку на e-mail: [email protected].
ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ МЕТАЛЛА ПРИ СВАРКЕ
Пластическая деформация происходит на протяжении всего процесса образования соединений, начиная от создания электрического контакта до проковки или осадки деталей. Особенно велика роль этого процесса при стыковой сварке, когда энергия пластической деформации имеет большое значение в образовании металлической связи. Деформация металла происходит в основном под действием внешнего усилия, создаваемого приводом машины.
Особенно велика роль этого процесса при стыковой сварке, когда энергия пластической деформации имеет большое значение в образовании металлической связи. Деформация металла происходит в основном под действием внешнего усилия, создаваемого приводом машины.
Степень пластического течения и необходимое усилие определяются сопротивлением пластической деформации металла (о*), которое зависит от схемы напряженного состояния, механических свойств материала и температуры. Большая часть объема металла находится в состоянии, близком к неравномерному сжатию (рис. 24). В контактах деталь — деталь (электрод — деталь) наибольшее сжимающее напряжение отмечается вблизи оси симметрии (az). Касательные напряжения тг, действующие вдоль контакта, наоборот, имеют минимальное значение вблизи этой оси и возрастают в направлении оси г. Направление течения металла (стрелки на рис. 24) определяется сопротивлением его пластической деформации в различных зонах соединения. Так, при точечной сварке металл преимущественно деформируется в зазор между деталями, при шовной — в зазор впереди
ролика и на поверхности деталей позади него. Для стыковой сварки характерно интенсивное течение металла на периферийных участках стыка.
Для стыковой сварки характерно интенсивное течение металла на периферийных участках стыка.
При стыковой сварке сопротивлением пластическая деформация необходима для создания электрического контакта (Дк) и удаления окислов из стыка (А0).
Величина Дк относительно невелика и достигается для сварки стержней из низкоуглеродистой стали при давлениях 2 — 4 кгс/мм2.
Значение Д0 весьма значительно и при сварке стержней диаметром 20 мм из низкоуглеродистой стали составляет (10—15 мм). В общем случае образование физического контакта в результате удаления поверхностных пленок и выравнивания рельефа достигается в основном за счет пластического течения металла вдоль стыка под действием хг. Однако вследствие относительно малой температуры в контакте и затрудненных условий деформации площадь физического контакта
Рис. 24. Направления пластической деформации и эпюры az и т, при точечной (а), шовной (б) и стыковой (в) сварке
деталей по отношению к площади сечения стыка после сварки 5кон сравнительно невелика (50—70%), несмотря на значительную степень деформации металла при
осадке, которая характеризуется коэффициентом kn > 4 .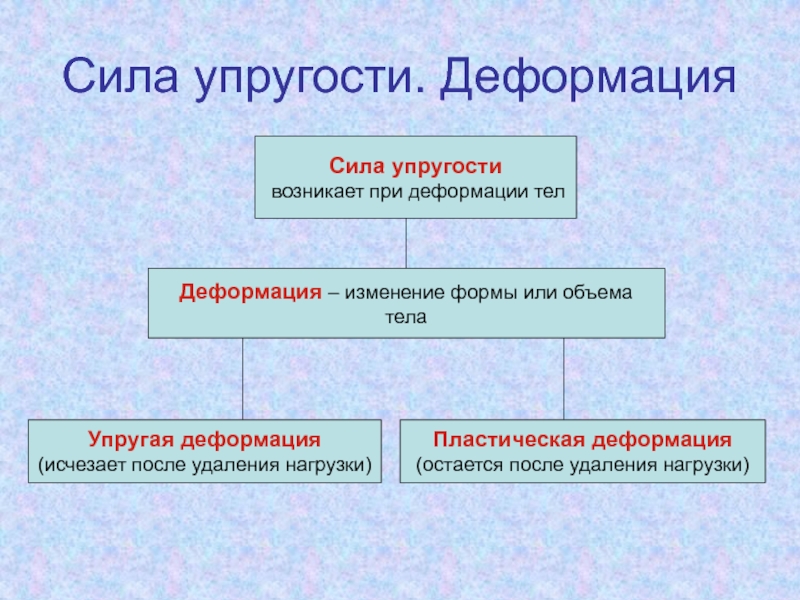 8 кгс/мм2, Дк = = 4 — т — 5 мм (диаметр стержней 20 мм). Величина Дос тесно связана с рос и voc. Она возрастает с увеличением глубины кратеров и степени окисления торцов при оплавлении. Рост Дос обычно сопровождается увеличением и pQC. Для снижения величины и давления осадки повышают иос или производят осадку под током (на 20—30% от Дос), что облегчает деформацию. Помимо этого, рекомендуется использовать оплавление на повышенных скоростях, особенно непосредственно перед осадкой, с целью выравнивания рельефа и температур на торцах деталей.
8 кгс/мм2, Дк = = 4 — т — 5 мм (диаметр стержней 20 мм). Величина Дос тесно связана с рос и voc. Она возрастает с увеличением глубины кратеров и степени окисления торцов при оплавлении. Рост Дос обычно сопровождается увеличением и pQC. Для снижения величины и давления осадки повышают иос или производят осадку под током (на 20—30% от Дос), что облегчает деформацию. Помимо этого, рекомендуется использовать оплавление на повышенных скоростях, особенно непосредственно перед осадкой, с целью выравнивания рельефа и температур на торцах деталей.
При точечной и шовной сварке роль пластической деформации ограничена созданием электрического контакта, уплотняющего ядро пояска, и проковкой соединения при охлаждении. Высокое значение относительной площади физического контакта (до 100%) достигается в результате плавления металла и удаления пленок под действием электродинамических сил. Общая степень пластической деформации, определяемая глубиной вмятины (Двм), составляет обычно ~ 10—20% от толщины детали и в соответствии с указанными выше этапами состоит из следующих составляющих: Двм — Дк + Ду + ДПр. где Дк, Ду и Дпр — степень деформации, необходимая соответственно для формирования электрического контакта на I этапе, уплотняющего пояса на II этапе и проковки (уплотнения) ядра на III этапе.
где Дк, Ду и Дпр — степень деформации, необходимая соответственно для формирования электрического контакта на I этапе, уплотняющего пояса на II этапе и проковки (уплотнения) ядра на III этапе.
Наиболее активно развивается пластическая деформация на II этапе. По мере нагрева металла током его сопротивление деформации уменьшается. Значения стд. кон для различных легких сплавов приведены в табл. 2.
2. Значение Од кон_ при точечной сварке различных металлов (<св = 0,1 с; FCB = 500 кгс; = 6 мм)
|
Металл интенсивно течет в увеличивающиеся при тепловом расширении зазоры. Рост этих зазоров оказывает благоприятное влияние на сохранение высокой плотности тока в зоне сварки за счет образования своеобразного рельефа и ограничения площади контактов. Образующийся в результате направленной пластической деформации уплотняющий поясок удерживает жидкий металл в ядре от выплеска. Величина Ду повышается с ростом усилия и времени сварки. Поэтому для обеспечения необходимой деформации металла при сварке теплопрочных металлов целесообразно использовать мягкие режимы при значительных усилиях. В пределах одной группы материалов переход на жесткие режимы сопровождается повышением усилия. Наличие мягких прослоек в контакте, например цинка на поверхности деталей, значительно облегчает деформацию металла.
Рост этих зазоров оказывает благоприятное влияние на сохранение высокой плотности тока в зоне сварки за счет образования своеобразного рельефа и ограничения площади контактов. Образующийся в результате направленной пластической деформации уплотняющий поясок удерживает жидкий металл в ядре от выплеска. Величина Ду повышается с ростом усилия и времени сварки. Поэтому для обеспечения необходимой деформации металла при сварке теплопрочных металлов целесообразно использовать мягкие режимы при значительных усилиях. В пределах одной группы материалов переход на жесткие режимы сопровождается повышением усилия. Наличие мягких прослоек в контакте, например цинка на поверхности деталей, значительно облегчает деформацию металла.
Шовная сварка по сравнению с точечной, особенно при малых скоростях, отличается повышенным теплосодержанием металла и малыми значениями а*.
Поэтому шовную сварку можно производить при относительно небольших усилиях на жестких режимах.
Значение Дпр ограничено по отношению к Ду, так как при проковке металл охлаждается, а напряжения значительно меньше, чем к началу II этапа, вследствие увеличения площади контакта. os (os — предел текучести при средней температуре Т зоны деформации; kA = 1,2 — г- 1,3).
os (os — предел текучести при средней температуре Т зоны деформации; kA = 1,2 — г- 1,3).
Крупин А.В. Деформация металлов взрывом :: Книги по металлургии
СТРУКТУРА И СВОЙСТВА ПЕРЕХОДНОГО СЛОЯ БИМЕТАЛЛОВ, ПОЛУЧЕННЫХ ДЕФОРМАЦИЕЙ ВЗРЫВОМ
При всех способах сварки, в том числе и сварке взрывом, в переходном слое появляются структурные изменения, химические неоднородности, соединения, характерные для оплавления, соединения с ограниченной или непрерывной растворимостью, прослойки химических соединений между металлами, смесь не взаимодействующих между собой металлов, диффузия в твердом или жидком состоянии. Чаще всего все эти явления протекают одновременно.
Изменения структуры могут быть вызваны фазовыми превращениями, протекающими при воздействии импульсного всестороннего давления, наличием импульсного повышения температуры и резкого охлаждения.
Эффекты, связанные со структурными изменениями при сварке взрывом, в зависимости от назначения изделия могут быть полезными (например, упрочнение изделий) или вредными (появление хрупкой фазы).
Нередко в процессе сварки взрывом в зоне соединения образуются локальные участки оплавления металла, причем эти участки имеют небольшие объемы. Образующееся в них тепло со значительной скоростью поглощается большой массой окружающего металла, который может за счет этого тепла частично рекристаллизоваться.
Композиции разнородных металлов, соединенных взрывом, можно разделить на три группы: 1) не образующие между собой твердых растворов и химических соединений; не имеющие взаимной растворимости, 2) образующие твердые растворы, 3) образующие химические соединения.
Сварка взрывом металлов, не имеющих взаимной растворимости
Несмотря на почти полное отсутствие взаимной растворимости многих металлов, их можно вполне удовлетворительно соединять сваркой взрывом. Исследование Микроструктурысоединений этих пар металлов и сплавов показало, что на границе сварки вдоль волн расположена неравномерная по ширине зона, где одновременно присутствуют оба свариваемых компонента. По-видимому, в процессе сварки происходит сближение до атомных уровней и механическое взаимное перемешивание движущихся поверхностных слоев металлов.
По-видимому, в процессе сварки происходит сближение до атомных уровней и механическое взаимное перемешивание движущихся поверхностных слоев металлов.
При получении сваркой взрывом биметалла, состоящего из металлов, не обладающих взаимной растворимостью, образуются два типа соединений. Первый тип характеризуется образованием соединения без зоны взаимного перемешивания; здесь линия соединения по характеру напоминает границу зерен. Второй тип соединения содержит зону взаимного перемешивания. Образование той или иной зоны зависит прежде всего от параметров соударения. На контактной поверхности могут развиваться высокие температуры, в результате чего в околошовных зонах происходят процессы отдыха (а в некоторых случаях — рекристаллизация) наиболее деформированных слоев.
Биметалл серебро — малоуглеродистая сталь. Сваркаэтих металлов является характерным примером сварки взрывом взаимно нерастворимых металлов. Железо с серебром не имеет взаимной растворимости и при их сварке в зоне соединения не образуется каких-либо соединений.
Проведенные совместно с сотрудниками кафедры общей химии МГУ (Куприной В. В. и др.) микроскопические и рентгеноструктурные исследования переходной зоны биметалла сталь — серебро, полученного взрывом [71, с. 347; 97, с. 247], позволили установить в зоне соединения наличие механической смеси обоих металлов различной дисперсности.
Степень дисперсности зависит от параметров сварки взрывом. Прочность соединения в зоне шва на 10—20° выше прочности чистого серебра. Испытание соединения сталь — серебро на изгиб и кручение не дает ни малейших признаков отслоения. Размер зоны перемешивания и прочность соединения зависят от параметров сварки однако при определенных параметрах зона соединения может и не изменяться, а прочность соединения может снизиться, что объясняется рекристаллизацией серебра зоне интенсивной пластической деформации рис 93 .
Рекристаллизационная зона распределяется неравномерно вдоль шва и достигнет наибольшей толщины вершине волны серебряной составляющей.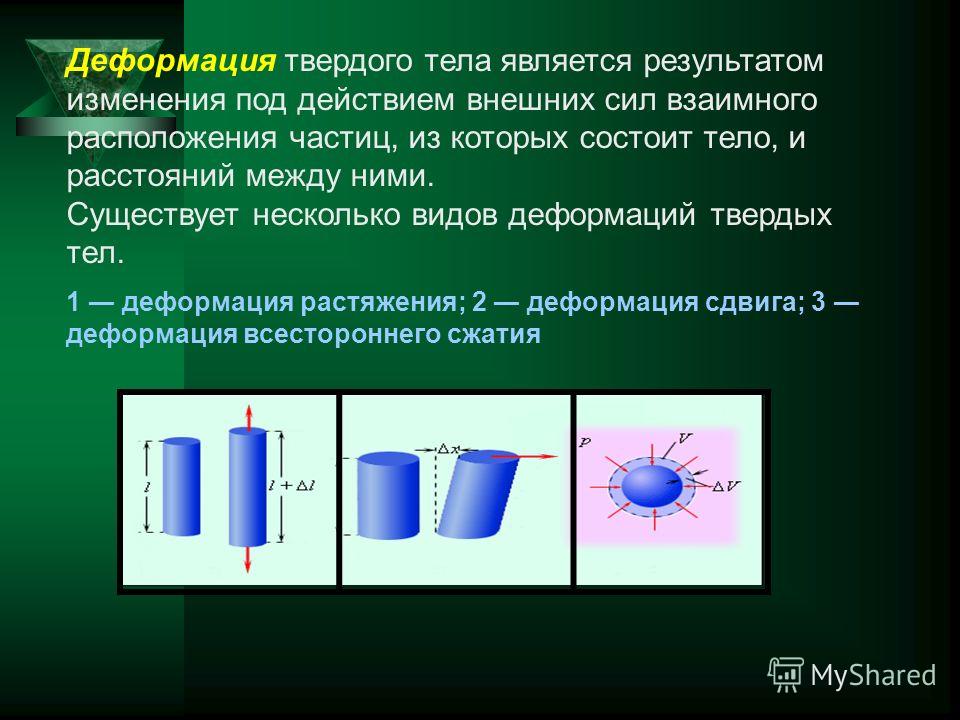 К линии раздела двух металлов прилегает узкая полоса боле мелких зерен. Затем идет зона более крупных зерен следующая зона содержит также мелкие зерна. Это указывает на то, что выделившееся тепло неравномерно распределяется по всей зоне.
К линии раздела двух металлов прилегает узкая полоса боле мелких зерен. Затем идет зона более крупных зерен следующая зона содержит также мелкие зерна. Это указывает на то, что выделившееся тепло неравномерно распределяется по всей зоне.
Следует отметить, что зона соединения биметаллических образцов, полученных при соударении со скоростью в пределах 300—500 м/с, характеризуется высокой степенью деформации.
Увеличение скорости соударения выше 236 м/с приводит к выявлению в серебряном слое механической смеси серебра со сталью. При этом дисперсность внедренных в серебро частиц стали растет с увеличением скорости соударения; появляются механические дефекты в зоне шва и прочность соединения уменьшается. В результате нагрева биметалла сталь — серебро при последующей термической обработке наблюдается снижение прочности переходного слоя.
Платическая деформация и нагрев металла учебное пособие 2010 по технологии
Лекция № 19. Физические основы обработки металлов давлением 1) Пластическая деформация — сложный физико-химический процесс, в результате которого наряду с изменением формы и строения исходного металла изменяются его механические и физико-химические свойства.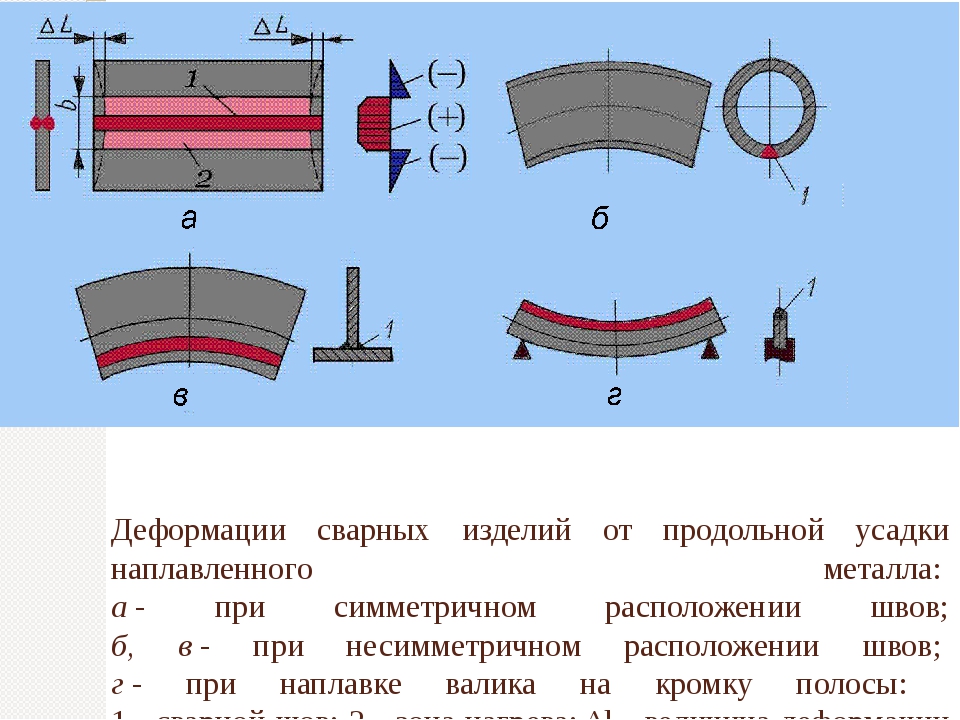 Рассмотрела физическую сущность процесса пластической деформации. Как известно, металлы и сплавы имеют кристаллическое строение, характеризующееся тем, что атомы в кристаллах располагаются в местах устойчивого равновесия в строго определенном для каждого металла порядке. При особых условиях охлаждения металл затвердевает в виде большого кристалла правильной формы, называемого монокристаллом. Строение монокристалла определяется соответствующей кристаллической решеткой. Рассмотрим холодную пластическую деформацию монокристалла. Под действием внешних сил в монокристалле возникают напряжения. Пока эти напряжения не превысили вполне определенной для данного металла величины (называемой пределом упругости), происходит упругая деформация. При упругой деформации атомы отклоняются с мест устойчивого равновесия на расстояния, не превышающие межатомные. После снятия нагрузки под действием межатомных сил атомы возвращаются в прежние места устойчивого равновесия, форма тела восстанавливается, при этом изменений в строении и свойствах металла не происходит.
Рассмотрела физическую сущность процесса пластической деформации. Как известно, металлы и сплавы имеют кристаллическое строение, характеризующееся тем, что атомы в кристаллах располагаются в местах устойчивого равновесия в строго определенном для каждого металла порядке. При особых условиях охлаждения металл затвердевает в виде большого кристалла правильной формы, называемого монокристаллом. Строение монокристалла определяется соответствующей кристаллической решеткой. Рассмотрим холодную пластическую деформацию монокристалла. Под действием внешних сил в монокристалле возникают напряжения. Пока эти напряжения не превысили вполне определенной для данного металла величины (называемой пределом упругости), происходит упругая деформация. При упругой деформации атомы отклоняются с мест устойчивого равновесия на расстояния, не превышающие межатомные. После снятия нагрузки под действием межатомных сил атомы возвращаются в прежние места устойчивого равновесия, форма тела восстанавливается, при этом изменений в строении и свойствах металла не происходит. Упругая деформация сопровождается незначительным обратимым изменением объема тела, которое, например, для меди при напряжениях сжатия 100 кг/млti2 (980 Мн/м2) составляет 1,3%. C увеличением внешней нагрузки увеличиваются и отклонения атомов. При определенных для данного металла напряжениях (пределе текучести) атомы смещаются в новые места устойчивого равновесия на расстояния, значительно превышающие межатомные. После снятия нагрузки форма монокристалла не восстанавливается, он получает пластическую деформацию. Необратимые смещения атомов в монокристалле происходят в основном в виде скольжения и в меньшей степени, в виде двойникования. Скольжение представляет собой смещение атомов в тонких слоях монокристалла. Смещения происходят по особым кристаллографическим плоскостям, причем расстояние между плоскостями скольжения составляет 100 200А. При определенных условиях следы скольжения можно наблюдать в виде полос на поверхности деформируемого металла. Двойникование, которое в основном происходит при ударных нагрузках, состоит в стройном смещении группы атомов относительно особой плоскости — плоскости двойникования.
Упругая деформация сопровождается незначительным обратимым изменением объема тела, которое, например, для меди при напряжениях сжатия 100 кг/млti2 (980 Мн/м2) составляет 1,3%. C увеличением внешней нагрузки увеличиваются и отклонения атомов. При определенных для данного металла напряжениях (пределе текучести) атомы смещаются в новые места устойчивого равновесия на расстояния, значительно превышающие межатомные. После снятия нагрузки форма монокристалла не восстанавливается, он получает пластическую деформацию. Необратимые смещения атомов в монокристалле происходят в основном в виде скольжения и в меньшей степени, в виде двойникования. Скольжение представляет собой смещение атомов в тонких слоях монокристалла. Смещения происходят по особым кристаллографическим плоскостям, причем расстояние между плоскостями скольжения составляет 100 200А. При определенных условиях следы скольжения можно наблюдать в виде полос на поверхности деформируемого металла. Двойникование, которое в основном происходит при ударных нагрузках, состоит в стройном смещении группы атомов относительно особой плоскости — плоскости двойникования. Смещенная часть монокристалла будет являться зеркальным отображением (двойником) недеформированной его части. Пластическая деформация монокристалла сопровождается искажениeм кристаллической структуры, образованием осколков и возникновeниeм остаточных напряжений в кристалле. Эти явления, затрудняя процесс дальнейшей деформации, вызывают изменения механических и физико-химических свойств исходного металла: прочность, твердость, электросопротивление и химическая активность увеличиваются, при oдноврeменном уменьшении пластичности, ударной вязкости, магнитной проницаемости и т. д. Совокупность изменений механических и физико-химических свойств в результате холодной пластической деформации называют упрочнением (или наклепом). температур снижает сопротивление деформированию примерно в 10-15 раз по сравнению с обычным холодным состоянием. Таким образом, при обработке давлением необходимо соблюдать определенный температурный интервал, зависящий от вида и химического состава сплава. Для углеродистой стали область горячей обработки давлением приведена на рис.
Смещенная часть монокристалла будет являться зеркальным отображением (двойником) недеформированной его части. Пластическая деформация монокристалла сопровождается искажениeм кристаллической структуры, образованием осколков и возникновeниeм остаточных напряжений в кристалле. Эти явления, затрудняя процесс дальнейшей деформации, вызывают изменения механических и физико-химических свойств исходного металла: прочность, твердость, электросопротивление и химическая активность увеличиваются, при oдноврeменном уменьшении пластичности, ударной вязкости, магнитной проницаемости и т. д. Совокупность изменений механических и физико-химических свойств в результате холодной пластической деформации называют упрочнением (или наклепом). температур снижает сопротивление деформированию примерно в 10-15 раз по сравнению с обычным холодным состоянием. Таким образом, при обработке давлением необходимо соблюдать определенный температурный интервал, зависящий от вида и химического состава сплава. Для углеродистой стали область горячей обработки давлением приведена на рис. 9. По этой диаграмме устанавливают интервал температур обработки давлением той или иной марки углеродистой стали. Из диаграммы видно, что стали с меньшим содержанием углерода обрабатываются давлением при более высоких температурах, а стали с повышенным содержанием углерода при несколько пониженных температурах. Все примеси, входящие в сталь, ведут к понижению температур обработки давлением. Температурный интервал обработки давлением легированных сталей характерен некоторым сужением с небольшим понижением предельных температур обработки. Медь обрабатывается в зоне температур 900-700°C, латунь в зоне 760-600°C, бронза — в зоне 900-750°С. Алюминиевые сплавы обрабатываются при температурах 470-380°C, а магниевые стали — в зоне 430-350°C или в зоне 400-300°C в зависимости от состава марки. Термический режим нагрева стали перед обработкой давлением должен обеспечить: получение требуемой температуры заготовки при равномерном прогреве ее по сечению и длине, сохранение целостности заготовки, минимальное обезуглероживание поверхностного слоя и минимальный отход металла в окалину (угар).
9. По этой диаграмме устанавливают интервал температур обработки давлением той или иной марки углеродистой стали. Из диаграммы видно, что стали с меньшим содержанием углерода обрабатываются давлением при более высоких температурах, а стали с повышенным содержанием углерода при несколько пониженных температурах. Все примеси, входящие в сталь, ведут к понижению температур обработки давлением. Температурный интервал обработки давлением легированных сталей характерен некоторым сужением с небольшим понижением предельных температур обработки. Медь обрабатывается в зоне температур 900-700°C, латунь в зоне 760-600°C, бронза — в зоне 900-750°С. Алюминиевые сплавы обрабатываются при температурах 470-380°C, а магниевые стали — в зоне 430-350°C или в зоне 400-300°C в зависимости от состава марки. Термический режим нагрева стали перед обработкой давлением должен обеспечить: получение требуемой температуры заготовки при равномерном прогреве ее по сечению и длине, сохранение целостности заготовки, минимальное обезуглероживание поверхностного слоя и минимальный отход металла в окалину (угар).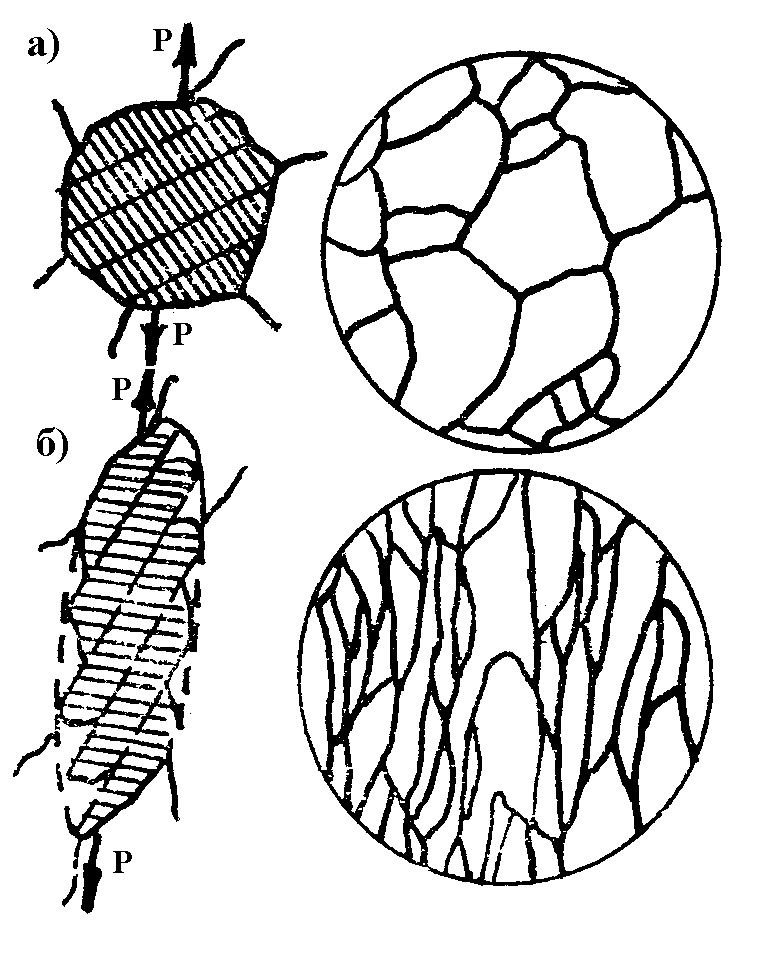 Время нагрева металла до заданной температуры зависит от температуры рабочего пространства печи, формы сечения и размеров заготовки, физических свойств металла и способа укладки заготовок на поду печи. Круглые заготовки нагреваются быстрее, чем квадратные и прямоугольные, а заготовки, уложенные в разрядку (с интервалом), нагреваются быстрее, чем заготовки, уложенные вплотную. Чем выше температура рабочего пространства печи, тем меньше времени затрачивается на нагрев заготовки. Разница между температурой рабочего пространства печи и требуемой температурой нагрева заготовки носит название температурного напора. Величина его при обычном нагреве составляет 100-150° С. При скоростном нагреве температурный напор составляет 200-300°C, т. е. значительно выше величины температурного напора при обычном нагреве, а, следовательно, и температура рабочего пространства печи при скоростном нагреве будет выше температуры рабочего пространства печи по сравнению с обычным нагревом. При скоростном нагреве заготовки во избежание перегрева транспортируются через печь в течение точно установленного времени, а температура печи регулируется автоматически.
Время нагрева металла до заданной температуры зависит от температуры рабочего пространства печи, формы сечения и размеров заготовки, физических свойств металла и способа укладки заготовок на поду печи. Круглые заготовки нагреваются быстрее, чем квадратные и прямоугольные, а заготовки, уложенные в разрядку (с интервалом), нагреваются быстрее, чем заготовки, уложенные вплотную. Чем выше температура рабочего пространства печи, тем меньше времени затрачивается на нагрев заготовки. Разница между температурой рабочего пространства печи и требуемой температурой нагрева заготовки носит название температурного напора. Величина его при обычном нагреве составляет 100-150° С. При скоростном нагреве температурный напор составляет 200-300°C, т. е. значительно выше величины температурного напора при обычном нагреве, а, следовательно, и температура рабочего пространства печи при скоростном нагреве будет выше температуры рабочего пространства печи по сравнению с обычным нагревом. При скоростном нагреве заготовки во избежание перегрева транспортируются через печь в течение точно установленного времени, а температура печи регулируется автоматически.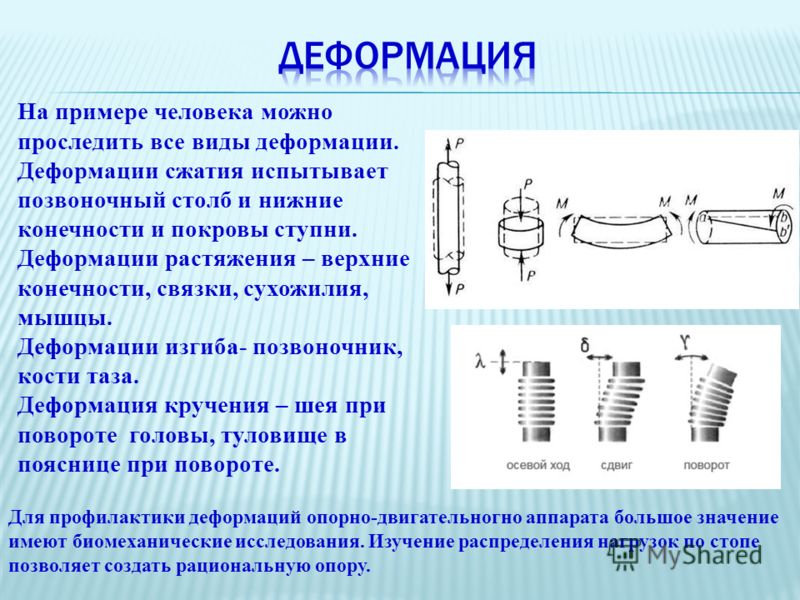 Скоростной нагрев стальных заготовок в пламенных печах протекает в 3-4 раза быстрей по сравнению с обычным нагревом. Такому нагреву подвергают заготовки из конструкционной углеродистой стали диаметром или стороной квадрата до 100 мм. Он допускает нагрев около 1 см толщины заготовки в минуту. Скоростной нагрев стали снижает угар металла до 1% вместо 3%, который имеет место при обычном нагреве, уменьшает обезуглероживание поверхностного слоя и повышает производительность печи. При нагреве происходит неравномерное расширение металлов. Поверхностные слои, нагретые до более высоких температур, расширяются больше, чем внутренние слои. Расширение поверхностных слоев притормаживается соседними внутренними слоями, которые при этом будут растягиваться вследствие расширения наружных. В результате этого наружные слои металла при нагреве будут испытывать напряжение сжатия, а внутренние растяжения. Напряжения, возникающие в металле вследствие неравномерного прогрева, называются температурными или термическими напряжениями.
Скоростной нагрев стальных заготовок в пламенных печах протекает в 3-4 раза быстрей по сравнению с обычным нагревом. Такому нагреву подвергают заготовки из конструкционной углеродистой стали диаметром или стороной квадрата до 100 мм. Он допускает нагрев около 1 см толщины заготовки в минуту. Скоростной нагрев стали снижает угар металла до 1% вместо 3%, который имеет место при обычном нагреве, уменьшает обезуглероживание поверхностного слоя и повышает производительность печи. При нагреве происходит неравномерное расширение металлов. Поверхностные слои, нагретые до более высоких температур, расширяются больше, чем внутренние слои. Расширение поверхностных слоев притормаживается соседними внутренними слоями, которые при этом будут растягиваться вследствие расширения наружных. В результате этого наружные слои металла при нагреве будут испытывать напряжение сжатия, а внутренние растяжения. Напряжения, возникающие в металле вследствие неравномерного прогрева, называются температурными или термическими напряжениями.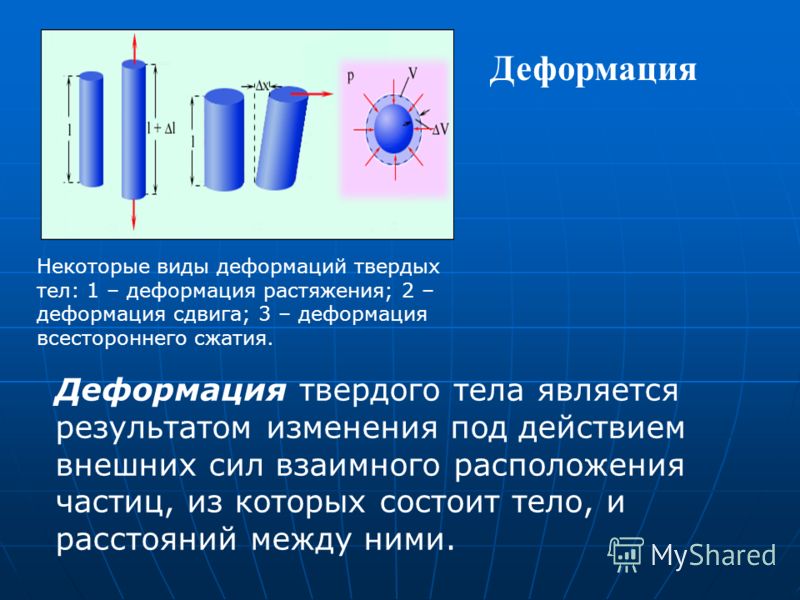 Эти напряжения тем больше, чем больше разность температур по сечению заготовки. Термические напряжения могут возрасти настолько, что будет нарушена целостность металла (образуются трещины). Вероятность разрушения металла будет большая у высоколегированных и легированных сталей, а также при нагреве крупных заготовок. Поэтому металл необходимо нагревать с определенной допустимой для него скоростью нагрева. Для ориентировочного определения времени, потребного для нагревания стальных заготовок толщиной более 150 мм или слитков до температуры начала обработки давлением обычным способом в пламенных печах, может служить формула Н.Н. Доброхотова. В.Ф. Копытова: Т = к*K*D пластический деформация металл нагрев где Т — время нагрева, ч; к — коэффициент, зависящий от расположения заготовок на поду печи; К — коэффициент, равный для конструкционной углеродистой и низколегированной сталей — 10, а для высокоуглеродистой и высоколегированной сталей — 20;D — диаметр или толщина заготовки ,м. Коэффициент, а берется из таблиц.
Эти напряжения тем больше, чем больше разность температур по сечению заготовки. Термические напряжения могут возрасти настолько, что будет нарушена целостность металла (образуются трещины). Вероятность разрушения металла будет большая у высоколегированных и легированных сталей, а также при нагреве крупных заготовок. Поэтому металл необходимо нагревать с определенной допустимой для него скоростью нагрева. Для ориентировочного определения времени, потребного для нагревания стальных заготовок толщиной более 150 мм или слитков до температуры начала обработки давлением обычным способом в пламенных печах, может служить формула Н.Н. Доброхотова. В.Ф. Копытова: Т = к*K*D пластический деформация металл нагрев где Т — время нагрева, ч; к — коэффициент, зависящий от расположения заготовок на поду печи; К — коэффициент, равный для конструкционной углеродистой и низколегированной сталей — 10, а для высокоуглеродистой и высоколегированной сталей — 20;D — диаметр или толщина заготовки ,м. Коэффициент, а берется из таблиц.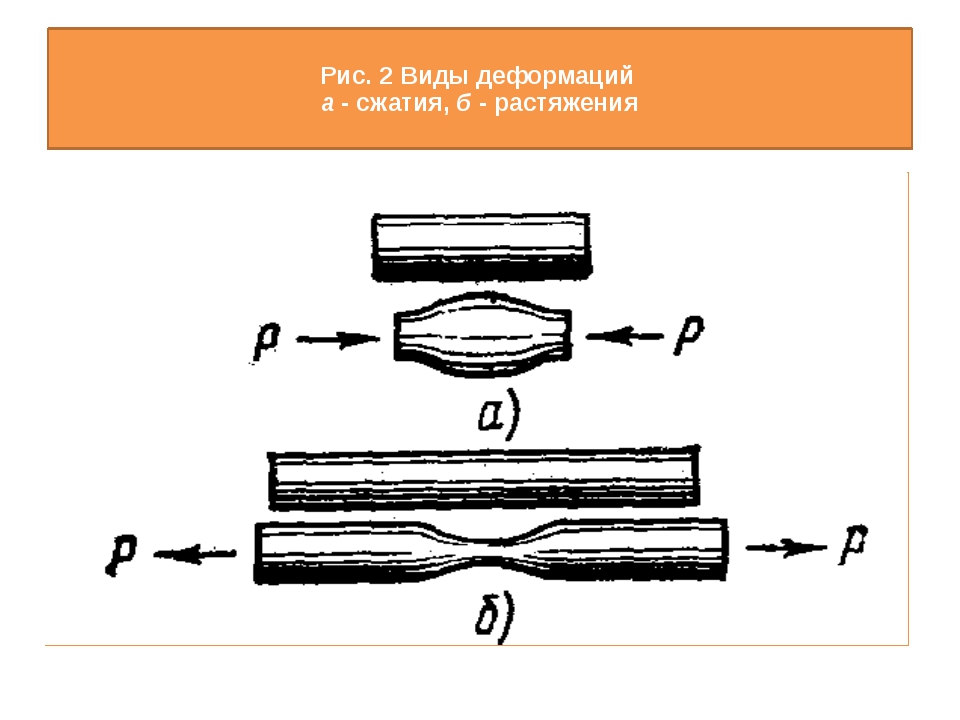 Для круглой одиночной заготовки, нагреваемой в печи, к = 1, а при нагреве круглых заготовок, уложенных на поду печи в ряд вплотную друг к другу, к = 2;для одиночных квадратных и прямоугольных заготовок, уложенных на подставках, к = 1, а уложенных вплотную непосредственно на поду печи к = 4. Если заготовки расположены на поду печи на некотором расстоянии одна от другой, то коэффициент ? будет тем меньше, чем больше расстояние между заготовками. При нагреве крупных заготовок, для уменьшения возникающих Разновидностью камерных печей являются нагревательные колодцы, которые находят применение в прокатных цехах для нагрева слитков, часто поступающих из сталелитейных цехов в горячем состоянии. Колодцами эти печи называют потому, что слитки в них загружают сверху и устанавливают вертикально, а сами печи чаще выкладываются в земле. Использование тепла горячих (неостывших) слитков обеспечивает экономию топлива В камерные печи обычного нагрева заготовки загружают через определенные промежутки времени (периодически) партиями.
Для круглой одиночной заготовки, нагреваемой в печи, к = 1, а при нагреве круглых заготовок, уложенных на поду печи в ряд вплотную друг к другу, к = 2;для одиночных квадратных и прямоугольных заготовок, уложенных на подставках, к = 1, а уложенных вплотную непосредственно на поду печи к = 4. Если заготовки расположены на поду печи на некотором расстоянии одна от другой, то коэффициент ? будет тем меньше, чем больше расстояние между заготовками. При нагреве крупных заготовок, для уменьшения возникающих Разновидностью камерных печей являются нагревательные колодцы, которые находят применение в прокатных цехах для нагрева слитков, часто поступающих из сталелитейных цехов в горячем состоянии. Колодцами эти печи называют потому, что слитки в них загружают сверху и устанавливают вертикально, а сами печи чаще выкладываются в земле. Использование тепла горячих (неостывших) слитков обеспечивает экономию топлива В камерные печи обычного нагрева заготовки загружают через определенные промежутки времени (периодически) партиями. При очередной загрузке температура в рабочей камере печи понижается тем резче, чем крупнее и легированные стальные заготовки, затем температура постепенно повышается и достигает заданной. Для нагрева концов штанг и прутков (при работе на горизонтально- ковочных машинах) применяют щелевые печи, загрузочным окнам которых придают вид щели. Муфельные печи имеют герметически закрывающийся ящик, называемый муфелем, который загружают металлом; нагревание его осуществляется без доступа воздуха и газов. Такой способ нагрева применяют как для стали, так и для специальных сплавов в целях исключения образования окалины. Безокислительный нагрев стальных и других заготовок, кроме муфельных печей и печей с использованием нейтральных или защитных атмосфер, производят в специальных печах барабанного типа. В барабан печи заливают расплавленное стекло слоем толщиной 100 мм. Из примыкающей подогревательной камеры в барабан печи подаются заготовки, подогретые до 600°C, где они покрываются слоем стекла, которое предохраняет заготовки от дальнейшего окисления, а если заготовка уже была окислена, то окалина растворяется в расплавленном стекле.
При очередной загрузке температура в рабочей камере печи понижается тем резче, чем крупнее и легированные стальные заготовки, затем температура постепенно повышается и достигает заданной. Для нагрева концов штанг и прутков (при работе на горизонтально- ковочных машинах) применяют щелевые печи, загрузочным окнам которых придают вид щели. Муфельные печи имеют герметически закрывающийся ящик, называемый муфелем, который загружают металлом; нагревание его осуществляется без доступа воздуха и газов. Такой способ нагрева применяют как для стали, так и для специальных сплавов в целях исключения образования окалины. Безокислительный нагрев стальных и других заготовок, кроме муфельных печей и печей с использованием нейтральных или защитных атмосфер, производят в специальных печах барабанного типа. В барабан печи заливают расплавленное стекло слоем толщиной 100 мм. Из примыкающей подогревательной камеры в барабан печи подаются заготовки, подогретые до 600°C, где они покрываются слоем стекла, которое предохраняет заготовки от дальнейшего окисления, а если заготовка уже была окислена, то окалина растворяется в расплавленном стекле.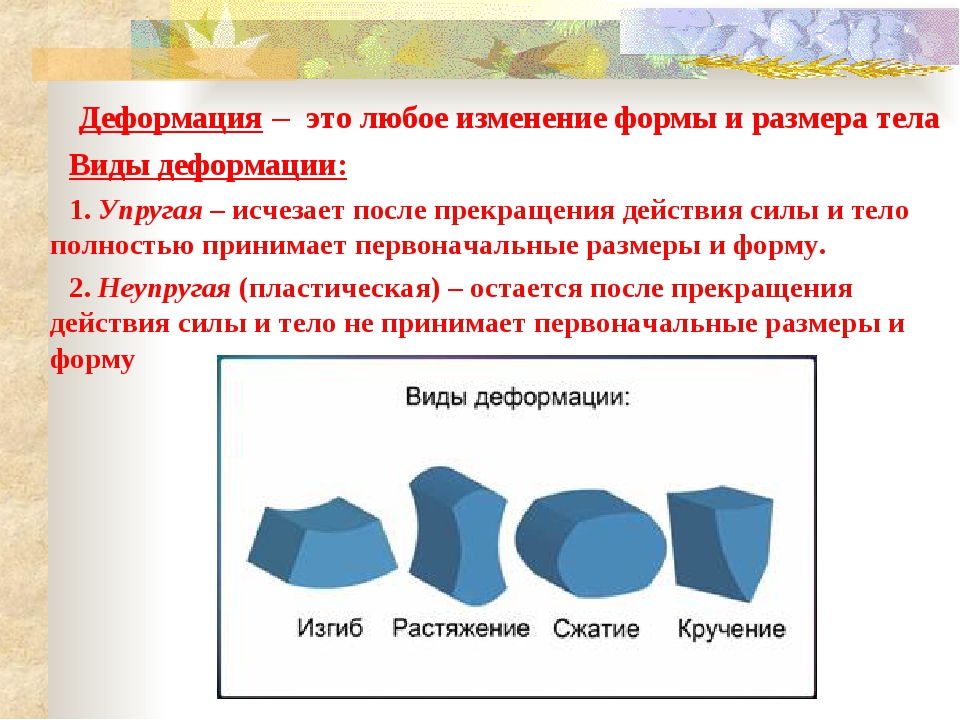 Нагретые таким способом заготовки на поверхности имеют тонкий слой стекла, который удаляют механическим способом. Нагрев в стекле протекает без риска пережога металла. Методические печи имеют вытянутую форму. Длина этих печей в шесть и более раз превышает ширину. Температура в таких печах понижается в направлении движения пламени к загрузочному окну. В методических печах производится непрерывная выдача нагретых заготовок, методичный (постепенный) нагрев и лучшее использование тепла, образовавшегося при сгорании топлива, газов. Чем печь длиннее, тем полнее теплоиспользование. При выходе из методической печи отходящие газы имеют более низкую температуру, чем в камерных печах, поэтому эти печи экономичнее камерных. Рабочее пространство методических печей разделено на две различные по величине части: большую, так называемую подогревательную камеру , и меньшую — со стороны топочных устройств, называемую нагревательной камерой. Заготовки поступают вначале в подогревательную камеру и продвигаются по поду печи, постепенно нагреваясь, затем попадают в нагревательную камеру, где нагреваются до требуемой температуры.
Нагретые таким способом заготовки на поверхности имеют тонкий слой стекла, который удаляют механическим способом. Нагрев в стекле протекает без риска пережога металла. Методические печи имеют вытянутую форму. Длина этих печей в шесть и более раз превышает ширину. Температура в таких печах понижается в направлении движения пламени к загрузочному окну. В методических печах производится непрерывная выдача нагретых заготовок, методичный (постепенный) нагрев и лучшее использование тепла, образовавшегося при сгорании топлива, газов. Чем печь длиннее, тем полнее теплоиспользование. При выходе из методической печи отходящие газы имеют более низкую температуру, чем в камерных печах, поэтому эти печи экономичнее камерных. Рабочее пространство методических печей разделено на две различные по величине части: большую, так называемую подогревательную камеру , и меньшую — со стороны топочных устройств, называемую нагревательной камерой. Заготовки поступают вначале в подогревательную камеру и продвигаются по поду печи, постепенно нагреваясь, затем попадают в нагревательную камеру, где нагреваются до требуемой температуры. Выдача заготовок производится через окна на торце или в боковых стенках нагревательной камеры. Продвижение заготовок по поду печи осуществляется чаще всего с помощью механического толкателя. Переходной конструкцией от камерной печи к методической является полуметодическая печь. Длина этой печи более ширины в 4-5 раз. В ней, как и в методической печи, нагревают заготовки, форма которых удобна для продвижения через печь. Эти печи обслуживают прокатное и штамповочное оборудование высокой производительности. Такие печи иногда обеспечиваются механизмом подачи заготовок от печи к обрабатываемой машине. В этом случае заготовка по мере продвижения по поду печи достигает отверстия , проваливается в него, попадая на заслонку , которая под тяжестью заготовки или посредством пневматического цилиндра открывается, и заготовка падает на транспортер , подающий заготовки, например, к штамповочной машине. Для нагрева заготовок применяют печи с вращающимся подом (карусельные). Печь кольцевого типа представляет собой как бы свернутую в кольцо узкую длинную методическую конвейерную печь.
Выдача заготовок производится через окна на торце или в боковых стенках нагревательной камеры. Продвижение заготовок по поду печи осуществляется чаще всего с помощью механического толкателя. Переходной конструкцией от камерной печи к методической является полуметодическая печь. Длина этой печи более ширины в 4-5 раз. В ней, как и в методической печи, нагревают заготовки, форма которых удобна для продвижения через печь. Эти печи обслуживают прокатное и штамповочное оборудование высокой производительности. Такие печи иногда обеспечиваются механизмом подачи заготовок от печи к обрабатываемой машине. В этом случае заготовка по мере продвижения по поду печи достигает отверстия , проваливается в него, попадая на заслонку , которая под тяжестью заготовки или посредством пневматического цилиндра открывается, и заготовка падает на транспортер , подающий заготовки, например, к штамповочной машине. Для нагрева заготовок применяют печи с вращающимся подом (карусельные). Печь кольцевого типа представляет собой как бы свернутую в кольцо узкую длинную методическую конвейерную печь. Эти печи позволяют в широких пределах регулировать желаемый режим нагрева металла путем изменения скорости вращения пода, расположения горелок и подачи топлива. Нагрев металла в этих печах протекает быстрее и равномернее, так как заготовки на поду печи укладываются на некотором расстоянии одна от другой. Угар металла при нагреве в этих печах меньше, чем в печах с толкателем заготовок по поду, поскольку в последних заготовки укладываются вплотную друг к другу и требуется большее время нагрева и, кроме того, при продвижении заготовок в печи сбивается окалина и происходит повторное ее образование. Более совершенными считаются печи, использующие тепло отходящих газов, так называемые, регенеративные и рекуперативные печи. Регенеративные печи с помощью регенераторов используют тепло отходящих газов для подогрева воздуха и газа (в газовых печах), поступающих в печь. В рекуперативных печах осуществляют подогрев только воздуха, поступающего в печь для горения. Потоки отходящих газов и нагреваемого воздуха в рекуператорах непрерывны и осуществляются каждый по своему каналу, причем движение воздуха идет навстречу движению печных газов. Газы нагревают стенки рекуператора с одной стороны, а воздух отнимает тепло с другой. Применение рекуператоров и регенераторов повышает к. п. д. всех печей. В методических регенеративных печах к. п. д. может быть доведен примерно до 40%, а в простых камерных печах он обычно не превышает 12%.
Эти печи позволяют в широких пределах регулировать желаемый режим нагрева металла путем изменения скорости вращения пода, расположения горелок и подачи топлива. Нагрев металла в этих печах протекает быстрее и равномернее, так как заготовки на поду печи укладываются на некотором расстоянии одна от другой. Угар металла при нагреве в этих печах меньше, чем в печах с толкателем заготовок по поду, поскольку в последних заготовки укладываются вплотную друг к другу и требуется большее время нагрева и, кроме того, при продвижении заготовок в печи сбивается окалина и происходит повторное ее образование. Более совершенными считаются печи, использующие тепло отходящих газов, так называемые, регенеративные и рекуперативные печи. Регенеративные печи с помощью регенераторов используют тепло отходящих газов для подогрева воздуха и газа (в газовых печах), поступающих в печь. В рекуперативных печах осуществляют подогрев только воздуха, поступающего в печь для горения. Потоки отходящих газов и нагреваемого воздуха в рекуператорах непрерывны и осуществляются каждый по своему каналу, причем движение воздуха идет навстречу движению печных газов. Газы нагревают стенки рекуператора с одной стороны, а воздух отнимает тепло с другой. Применение рекуператоров и регенераторов повышает к. п. д. всех печей. В методических регенеративных печах к. п. д. может быть доведен примерно до 40%, а в простых камерных печах он обычно не превышает 12%.
Деформация металлов и ее виды
Изменение размеров форм материи под действием приложенных сил называется «деформацией». Это вызвано либо механическим действием внешних сил, либо различными физическими и физико-химическими процессами. Для образования различных металлических форм необходима деформация металлов. Деформированные или механически обработанные металлы намного превосходят литые металлы, из которых они изготовлены.
Типы деформации металла:Деформации металла бывают двух видов:
1.Упругая деформация, и
2. Пластическая деформация.
1. Упругая деформация:
Упругая деформация — это деформация, которая исчезает при снятии нагрузки. Он предшествует (имеет место раньше) пластической деформации. Эта деформация возникает при приложении напряжения к металлической детали.
Фиг. 3.1 [(i), (ii), (iii)] показывает форму атомов до нагрузки, после нагрузки при растяжении и сжатии соответственно. Когда прилагается растягивающая нагрузка, деталь становится немного длиннее, тогда как сжимающая нагрузка укорачивает деталь.
При снятии нагрузки (растягивающей или сжимающей) металлическая деталь или образец восстанавливает свою первоначальную форму (размер). В пределах диапазона упругости деформация является результатом небольшого удлинения элементарной ячейки в направлении растягивающей нагрузки или небольшого сжатия в направлении сжимающей нагрузки.
Для упругой деформации напряжение почти пропорционально напряжению. Соотношение между напряжением и деформацией при упругой деформации известно как модуль упругости или модуль Юнга (E).Это характеристика типа металла, и ее величина зависит от силы притяжения между атомами металла.
Напряжения сдвига также возникают в кристаллических структурах в инженерных приложениях. Они вызывают смещение одной плоскости атомов относительно соседней плоскости атомов. Упругая деформация определяется как тангенс угла сдвига. Отношение между напряжением сдвига и деформацией сдвига известно как модуль жесткости при сдвиге (C).
2. Пластическая деформация:
Это деформация, которая сохраняется даже после снятия нагрузки.Пластическая деформация наблюдается при напряжениях, превышающих предел упругости. В отличие от упругой деформации, которая в простейших случаях зависит в первую очередь от напряжения, пластическая деформация обычно зависит от напряжения, температуры и скорости деформации.
Пластическая деформация связана со смещением атомов внутри зерен и в конечном итоге вызывает необратимые изменения формы материала. Растягивающие, сжимающие и скручивающие напряжения могут вызвать пластическую деформацию.
Процесс пластической деформации обычно применяется на важных металлургических операциях формовки. Операции включают прокатку котельных плит, волочение проволоки, экструзию телефонных кабелей, штамповку автомобильных деталей и т. Д.
В металлах пластическая деформация обычно происходит за счет процесса «скольжения».
Клинья :Скольжение определяется как деформация сдвига, при которой атомы перемещаются на множество межатомных расстояний в одной кристаллической плоскости по атомам другой кристаллической плоскости.На рис. 3.2 показан процесс скольжения под действием сдвигающей нагрузки (в монокристалле). Из-за пластической деформации кристалл разделяется на слои или блоки скольжения, которые смещены относительно друг друга и разделены тонкими слоями, в которых произошло значительное смещение атомов.
Эти промежуточные слои с сильно искаженной решеткой называются «плоскостями скольжения». Скольжение легче происходит по одним направлениям и плоскостям кристалла, чем по другим. Это показано на рис.3.3, где монокристаллический металл ГПУ подвергался пластической деформации.
Критическое разрешенное напряжение сдвига :
Напряжение сдвига, необходимое для скольжения по кристаллической плоскости, называется критическим разрешенным напряжением сдвига.
Для получения выражения для касательного напряжения на плоскости скольжения рассмотрим кристалл, подверженный растягивающей нагрузке (P), действующей в направлении оси (рис. 3.4). Эта сила P создает силу сдвига в плоскости скольжения и силу, нормальную к плоскости скольжения.Если β — угол между направлением силы и нормалью к плоскости скольжения, то площадь плоскости скольжения будет α / cos β, где A — площадь поперечного сечения, перпендикулярного направлению силы P.
Составляющая силы P, действующая в плоскости скольжения в направлении скольжения = P cos α, где α — угол между направлением силы и направлением скольжения. ∴
∴ Критическое разрешенное напряжение сдвига,
Это уравнение известно как закон Шимда.Скольжение происходит с минимальной осевой силой, когда оба угла α и β равны 45 °. В этих условиях τ кр равно половине осевого напряжения P / A. Приведенное напряжение сдвига меньше по сравнению с осевым напряжением для любой другой ориентации кристалла, и по мере приближения α или β к 90 ° оно падает до нулевого значения.
Для каждого материала критическое напряжение сдвига является постоянным и зависит от типа силы сцепления. Он не зависит от относительной ориентации приложенного напряжения, направления скольжения, но зависит от температуры, чистоты, эффекта незначительной деформации, скорости деформации и поверхностных эффектов.
Проскальзывание произойдет, если под действием приложенного напряжения разрешенное напряжение сдвига достигнет критического значения τ кр . При очень низкой скорости деформации в кристалле возможно пластическое течение при напряжении сдвига ниже критического напряжения сдвига. Этот вид деформации называется ползучестью.
I. Критическое разрешенное напряжение сдвига (CRSS)
Это зависит от следующих факторов:
(i) Состав:
Значение CRSS увеличивается с увеличением содержания сплава,
(ii) Чистота:
Значение CRSS увеличивается с увеличением содержания примесей (растворимые примеси более эффективны, чем нерастворимые).
(iii) Степень предварительной деформации:
Значение CRSS увеличивается с увеличением степени предшествующей деформации.
(iv) Температура:
Значение CRSS обычно уменьшается с повышением температуры и резко падает до нуля при температуре плавления или температуре солидуса в сплавах. На CRSS не влияет напряжение, нормальное к плоскости скольжения.
II. Квитанция:
Фактически, он состоит из относительного смещения параллельных плоскостей скольжения за счет сдвигающего действия разрешенного напряжения сдвига и одновременного поворота активной системы скольжения в направлении растяжения.
Хотя скольжение напоминает простое относительное скольжение двух параллельных плоскостей, оно отличается в следующих отношениях:
а. Скольжение ограничено определенными плоскостями и направлениями, причем плоскости определяются внутренними направленными силами.
г. Степень скольжения ограничена межатомным расстоянием или целым кратным этого расстояния. Сопротивление продолжающемуся скольжению увеличивается (но практически постоянно при скольжении).
г. Часть этой энергии скольжения сохраняется в кристалле как потенциальная (деформационная) энергия, в отличие от полного рассеивания (в виде тепла) энергии скольжения.
В микроскопическом масштабе деформация не является равномерной, а локализуется на плоскостях скольжения и в пределах полос скольжения.
Расстояние между плоскостями скольжения в полосе скольжения может быть порядка 200 Å, тогда как расстояние между соседними полосами может быть в 100 раз больше.
Проскальзывание на каждой плоскости может составлять порядка нескольких микрон.
Минимальная сила, необходимая для создания скольжения, на несколько порядков меньше, чем мы ожидаем, исходя из наших знаний о кристаллических структурах и межатомных силах.В типичном металле теоретическое критическое разрешенное напряжение сдвига составляет примерно 10 11 дин / см 2 , в то время как экспериментальное измерение составляет примерно 10 7 дин / см 2 .
Умеренная деформация даже при низких температурах не меняет кардинально свойств, и нет никаких признаков разрушения решетки.
По мере увеличения величины приложенного напряжения количество активных плоскостей скольжения и расстояние скольжения по этим плоскостям увеличивается.
Иногда возникает дуплексное скольжение, особенно в металлах FCC. Скольжение сопровождается вращением плоскости скольжения в направлении приложенного растягивающего напряжения, и для продолжения деформации требуется постоянное увеличение напряжения. Это вращение активной плоскости скольжения к оси растяжения вызывает вращение других систем скольжения.
Если одна из этих систем поворачивается в положение, в котором разрешенное напряжение сдвига в системе больше, чем критическое разрешенное напряжение сдвига, но меньше того, которое требуется для продолжения скольжения в первой системе, тогда скольжение будет иметь место в новой системе.По мере увеличения нагрузки в обеих системах может происходить скольжение поочередно между ними.
Twinning :Двойникование — это процесс, при котором часть кристалла принимает ориентацию, которая делает эту часть зеркальным отображением исходного кристалла.
Деформация двойникованием наиболее распространена в ГПУ-металлах, и ее влияние на другие заключается в перемещении частей зерен таким образом, что они приобретают благоприятную ориентацию для проскальзывания. Твиннинг возникает внезапно и сопровождается звуком.Всем известный крик олова — результат двойникования.
На рис. 3.6 показана классическая атомная картина двойникования. Плоскость двойникования расположена под прямым углом к бумаге. Если приложить напряжение сдвига, кристалл повернется вокруг плоскости двойникования. Область слева от плоскости двойникования не деформирована. Справа от этой плоскости плоскости атомов сдвинулись таким образом, что решетка стала зеркальным отражением плоскости двойника.
Механизм двойникования, таким образом, можно описать как простое скольжение одной плоскости атомов по следующей, причем степень движения каждой плоскости пропорциональна ее расстоянию от плоскости двойникования.На рис. 3.7 показано схематическое изображение двойникования.
В случае скольжения смещение кратно межатомному расстоянию, но при двойниковании смещение, вызванное скольжением одной плоскости по соседнему, составляет долю единичного скольжения. Это вызывает различие в ориентации двойниковых и несвязанных областей в кристалле, и при полировке и травлении их можно легко различить под микроскопом.
Близнецы могут быть двух типов:
1.Механические близнецы:
Изготовлены путем механической деформации. Они производятся из металлов BCC или HCP в условиях высокой скорости нагружения (ударной нагрузки) и пониженной температуры.
2. Двойники отжига:
Они получаются в результате отжига после пластической деформации.
В отношении твиннинга следует отметить следующие моменты:
и. Двойникование происходит, когда атомы в слое внутри кристалла перестраиваются во время деформации таким образом, что слой создает зеркальное отображение по отношению к соседнему слою исходного кристалла,
ii.Плоскость двойникования — это плоскость симметрии, связывающая двойниковый слой с исходным кристаллом.
iii. Хотя двойникование не является действительным вращением плоскостей, удобно визуализировать двойниковую часть кристалла, как если бы она вращалась вокруг плоскости симметрии. Движение при двойниковании — это действительно сдвиг соседних плоскостей.
Все задействованные плоскости смещаются в одном направлении, и каждая плоскость смещается на величину, пропорциональную ее расстоянию от плоскости двойникования. Таким образом, двойникование можно рассматривать как деформацию скольжения, в которой участвует каждая плоскость атомов в двойниковом слое, в отличие от нормального скольжения, при котором между активными плоскостями может находиться несколько наклонных плоскостей.
iv. При двойниковании каждая плоскость атомов сдвигает небольшую, но определенную долю межплоскостного расстояния по отношению к соседним плоскостям. Этот сдвиг приводит к эффективной ориентации близнеца. Это контрастирует с отсутствием изменения ориентации при скольжении.
v. Двойник кристалла может участвовать в деформации двумя способами:
а. Само двойное образование может привести к значительному изменению формы, или
г. Это может способствовать дальнейшему скольжению, размещая плоскости потенциального скольжения в более благоприятных положениях по отношению к приложенному напряжению.Решетка обычно более эффективна в создании деформации.
vi. Критическое разрешенное напряжение сдвига (CRSS) для двойникования (как и CSSR для скольжения) зависит от состава, чистоты, предшествующей деформации и температуры.
Фрэнк Рид Источник:Именно по небольшому количеству кристаллических плоскостей происходит интенсивное скольжение, и в ходе этого процесса перемещаются несколько сотен дислокаций. Это указывает на то, что должны существовать некоторые эффективные создатели дислокаций, известные как «Источники Франк Рида».
См. Рис. 3.29. Сначала фиксируется краевая дислокация на двух дефектах. Затем линия дислокации вздувается под действием напряжения в плоскости скольжения, а на более поздней стадии граница исходной дислокации становится нестабильной и изгибается обратно вокруг этих двух точек, как показано стадиями 1–3 на диаграмме.
Наконец, на стадии 4 происходит дальнейшее самопроизвольное расширение выпуклости и образуется замкнутая петля, которая движется наружу к границе зерен. При исчезновении петли снова создается исходная краевая дислокация.Если напряжение сохраняется, образуется еще один цикл, и цикл повторяется.
Источники Франк-Рида при холодной работе срабатывают на каждой активной плоскости скольжения и общее количество дислокаций увеличивается до 10 12 на квадратный см.
Деформация поликристаллических материалов :Хотя процесс деформации в основном такой же, деформация поликристаллического материала намного сложнее.Пластическая деформация в поликристаллическом агрегате никогда не бывает однородной. Большая прочность поликристаллических материалов обусловлена границами зерен. Границы зерен обеспечивают большее сопротивление скольжению, чем внутренняя часть зерен, отчасти из-за разницы в направлении скольжения между кристаллами.
Так как некоторые кристаллы в поликристаллическом материале всегда ориентированы так, что их направление скольжения находится в плоскости максимального сдвига, они будут пытаться подойти к напряжению, сравнимому с напряжением для монокристалла.Если окружающие кристаллы достаточно эластичны, они будут допускать незначительную податливость этих слабых кристаллов. Таким образом, постепенно начинается всеобщая уступчивость.
Аморфные материалы поддаются разным механизмам.
Деформация поликристаллического металла вызывает значительные структурные изменения. В целом пластическая деформация влияет на все физико-химические и механические свойства металла.
Поликристаллический металл имеет следующие характеристики:
(i) Разрешенное напряжение сдвига зависит от ориентации зерен.
(ii) Когда такой металл / сплав загружен, различные зерна не имеют одинаковой ориентации.
(iii) Внутри кристалла существует ряд возможных плоскостей скольжения.
Стадии процесса деформирования поликристаллических заполнителей:
I. Все кристаллы под нагрузкой деформируются только упруго. Агрегат ведет себя идеально эластично.
II. Некоторые кристаллы переходят предел упругости и пластически деформируются.Если нагрузка снимается, между упруго и пластически деформированными кристаллами возникают напряжения, которые постепенно возвращают пластически деформированные кристаллы к их первоначальной форме. Это постепенное возвращение называется «эластичным последействием». Монокристаллы не проявляют этого эффекта. Если образец многократно нагружать и разгружать, он постепенно затвердевает в процессе работы (или деформации), и последующий эффект исчезает.
III. На третьем этапе большинство кристаллов пластически деформируются, материал выходит за предел упругости, и можно измерить остаточную деформацию.
IV. Наконец, пластическая деформация во всех кристаллах становится значительной, и начинается заметная текучесть агрегата.
Механизм деформации (в поликристаллических материалах):
После того, как поликристаллический (металлический) образец нагружен, первая деформация происходит за счет скольжения в зернах, которые имеют благоприятную ориентацию, а затем она перемещается к другим зернам (хотя скольжение от одного зерна к другому затруднено). Там, где плоскость скольжения встречается с границей зерен, происходит скопление дислокаций, создавая концентрацию напряжений, которая помогает перемещению дислокации в следующем зерне через границу зерен.Отсутствует нарушение когерентности зерен и образование отверстий на границах зерен, что предполагает изменение формы, требующее множественной ориентации плоскостей скольжения.
В то время как в поликристаллических кубических металлах деформация происходит скольжением; в гексагональных металлах это происходит только тогда, когда приложенное напряжение вызывает двойникование.
Явление предела текучести :Введение :
На рис. 3.30 показана диаграмма «напряжение-деформация», полученная при деформации растяжением при нагружении образца из низкоуглеродистой стали (отожженного).Явление предела текучести было первоначально обнаружено в этом материале. Первая более высокая точка, при которой начинается текучесть (U), называется верхним пределом текучести, а другое более низкое значение (U), имеющее большее напряжение, известно как нижний предел текучести. Напряжение, необходимое для начала пластического течения, выше, чем для поддержания пластического течения, как видно на диаграмме после определения предела текучести.
Из-за дислокаций в образце происходит деформационное упрочнение. Это приводит к тому, что кривая напряжения-деформации приобретает плавный и постепенный рост.Это называется явлением предела текучести, которое указывает на то, что относительное удлинение, возникающее при постоянном напряжении, оказывает важное влияние на значение предела текучести.
Имеется большая энергия деформации, связанная с дислокацией кристаллической решетки, которая будет пытаться уменьшить ее во время перестройки кристаллической структуры. Примеси также уменьшают перемещение дислокаций. Таким образом, требуется более высокий стресс.
Важность :
Предел текучести имеет значение при практическом использовании различных металлов.
Помимо железа и стали, пределы текучести наблюдались у поликристаллических металлов, таких как молибден, титан и алюминиевые сплавы.
Предел текучести имеет значение, потому что как только металл поддается и пластическая деформация начинается в данной области, металл в этой точке эффективно размягчается и претерпевает относительно большую пластическую деформацию. Затем эта деформация распространяется на материал, примыкающий к области, которая деформировалась из-за концентрации напряжений на границе между деформированной и недеформированной областями.
Предел текучести очень важен для производителя, который штампует или вытягивает тонкие листы этих материалов при формовании, например, автомобильных кузовов и других объектов.
Связанные эффекты от предела текучести :
Следующие эффекты связаны с пределом текучести:
1. Деформации ленты Людерса и носилок.
2. Деформационное старение.
3. Голубая хрупкость.
4. Эффект апельсиновой корки.
1. Luder Bands:
Это маркировка на поверхности образца для испытаний на растяжение, сформированная в точках концентрации напряжений, таких как галтели. Их образование указывает на достижение верхнего предела текучести. Фактически, более низкий предел текучести, возможно, является напряжением, необходимым для распространения полос Людера.
Эти полосы обычно расположены под углом примерно от 45 ° до 50 ° к оси растяжения.
После того, как полоса людера образовалась на одном из скруглений образца для испытания на растяжение, она может перемещаться по измерительной длине образца.
Когда образец проходит стадию удлинения до предела текучести, эти полосы распространяются по образцу и покрывают всю измерительную длину, тем самым показывая, что вся измерительная длина была перенапряжена.
Полосы Людера часто возникают при вытяжке и штамповке, когда рельефная маркировка поверхности называется деформациями подрамника. Чтобы избежать этих деформаций на готовых деталях, листы перед операциями прессования перенапрягаются посредством прохода отпускных валков, так что явление предела текучести устраняется.
2. Деформационное старение:
Деформационное старение подразумевает изменение свойств сплава со временем после предварительного деформирования.
Деформационное старение обычно связано с явлением предела текучести.
Если испытательный образец, который был перенапряжен для снижения предела текучести, оставлен в покое или состарился после пластической деформации, предел текучести возвращается с более высоким напряжением.
Если образец разгружают и повторно испытывают без старения, то предел текучести будет возникать из-за слабых дислокационных эффектов атмосферы углерода и упрочнения из-за увеличения значения напряжения.
Деформационное старение характерно для товарного чугуна и стали, хотя продолжается и для других металлов.
Это важный фактор усталости и ползучести.
3. Голубая хрупкость:
Этот эффект возникает при увеличении диапазона температур испытания; предел текучести становится менее выраженным.
Разрушение образца происходит при низкой деформации с высоким напряжением.
На участке диаграммы напряжение-деформация показана более крутая кривая с быстрым образованием последовательных пределов текучести из-за эффектов быстрой диффузии и дислокации.
Этот эффект проявляется примерно при 160–300 ° C.
4. Эффект апельсиновой корки:
Эти эффекты (маркировка) появляются на металлах при растяжении.
Это также явление шероховатости поверхности, обычно наблюдаемое в крупнозернистых металлах при операциях формования при низкой температуре. Утончение зерна устраняет эти эффекты.
Теория Коттрелла о точках текучести :
Резкий предел текучести, наблюдаемый во многих металлах, является результатом теории Коттрелла, согласно которой всегда существуют особые атмосферы для изменения взаимодействия между дислокациями и растворенными атомами (например,г., углерод, азот и др.). Такие атмосферы закрепляют дислокации, и для освобождения дислокации требуются более высокие напряжения. Значение этого напряжения должно соответствовать верхним пределам текучести. Свободные дислокации снижают предел текучести.
Сезонные трещины :Сезонное растрескивание — это дефект, который возникает, когда материалы, находящиеся под внутренним напряжением, подвергаются воздействию агрессивных сред, таких как промышленная атмосфера, аммиак, ртутный нитрат или морская вода. Сезонное растрескивание или коррозионное растрескивание под напряжением приводит к медленному или быстрому росту трещин в зависимости от окружающей среды.Трещины могут быть межкристаллитными, трансгранулярными или сочетанием того и другого.
На скорость коррозии под напряжением влияют следующие факторы:
(i) Уровень стресса,
(ii) Коррозионный агент,
(iii) Время и температура воздействия,
(iv) Структура металла,
(v) Величина пластической деформации и
(vi) Поведение защитной пленки и другие факторы.
Было выдвинуто несколько теорий для объяснения механизма сезонного растрескивания, но обычно считается, что это происходит из-за локальной электрохимической коррозии на узком пути, формируя локальные анодные области по отношению к более катодным областям поверхности металла.
Хотя все медные сплавы, по-видимому, подвержены сезонному растрескиванию, опасность возрастает с увеличением содержания цинка. Сезонное растрескивание часто происходит в патронной латуни, но редко в красной латуни и других медных сплавах с содержанием цинка менее 15 процентов.
Сезонное растрескивание обычно предотвращается / сводится к минимуму с помощью соответствующей обработки для снятия напряжения (отжига). Для латуни рекомендуемая температура отжига составляет 300 ° C.
Эффект Баушингера :Эффект Баушингера связан с реверсированием нагрузки или циклическим напряжением.Этот эффект был обнаружен Оханом Баушингером в 1886 году. При пластической деформации обычно наблюдается, что если кристаллические материалы, скажем, металлы, нагружаются сверх предела упругости, а нагрузка снимается и применяется повторно, предел текучести и пропорциональный предел материала увеличиваются. .
Но если напряжение приложено в противоположном направлении, пластическая деформация начинается с более низким пределом текучести, чем при начальной деформации. Это явление известно как эффект Баушингера (или упругий гистерезис).Это объясняется наличием остаточных напряжений, из-за которых дислокации легче перемещаются в направлении, противоположном исходному, вызывая деформацию при более низком значении напряжения.
На рис. 3.33 показано влияние изменения напряжения на кривую деформации. Степень эффекта Баушингера определяется LM под названием штамм Баушингера. Металлы, которые деформируются за счет двойникования, демонстрируют большую деформацию Баушингера.
Эффект Баушингера очень полезен при холодной обработке металлов.Например, холоднокатаная сталь упрочняется по принципу наклепа. Пропуск стального прутка через ролики сжимает его в поперечном направлении и заставляет удлиняться. Относительное удлинение вызывает увеличение предела текучести при растяжении, но поперечное сжатие вызывает снижение предела текучести при растяжении по стержню.
Упругое последействие :Упругое последействие — это временная зависимость деформации от нагрузки и разгрузки материала. Рис. 3.34 иллюстрирует этот эффект на диаграмме линии деформации. Когда тело подвергается нагрузке, возникает мгновенная деформация (e 1 ), за которой следует замедленная упругая деформация (e 2 ) в течение определенного периода времени без дальнейшего увеличения нагрузки.
Скорость этого увеличения уменьшается, и тело перестает деформироваться. При снятии нагрузки материал будет освобожден от начальной деформации e 1 , но будет иметь деформацию, равную e 2 , и со временем асимптотически восстановится в исходное положение.Это явление известно как упругое последействие, которое часто также называют замедленной упругой деформацией, восстановлением ползучести или упругой памятью.
Упругое последействие частично вызвано медленным выделением тепла из-за напряжения и диффузии примесей в чистых материалах и частично из-за эффекта механического гистерезиса зерен.
Механизм, вызывающий упругое последействие, часто называют внутренним трением.
Было замечено, что от 25 до 90% общей деформации, в зависимости от материала, происходит из-за упругого последействия.
Термоупругий эффект:
Это своего рода упругое последействие. Когда член удлиняется, его объем увеличивается, что сопровождается падением его температуры. Это явление противоположно тепловому расширению. Если удлинение происходит достаточно медленно, чтобы поддерживать тепловое равновесие, поглощение тепла из окружающей среды поддерживает постоянную температуру элемента и процесс является изотермическим.
Если, с другой стороны, удлинение происходит быстро и времени для нагрева недостаточно, процесс является адиабатическим, и температура элемента понижается.Если над таким элементом напряжение остается постоянным и ему позволяют поглощать тепло, происходит дальнейшее расширение до тех пор, пока общее удлинение не станет таким же, как в изотермическом процессе. Эти два процесса показаны на рис. 3.35.
Изотермическое удлинение представлено линией OM, а адиабатическое удлинение — линией OL. Этот эффект очень мал и может быть обнаружен очень точными измерениями. Показанное расстояние LM сильно преувеличено для объяснения. Во время разгрузки проявляется аналогичное поведение; линия MO показывает изотермический путь разгрузки, тогда как ML показывает адиабатический путь.
Предпочтительная ориентация :Неслучайное расположение кристаллов или молекул известно как предпочтительная ориентация.
Ориентация зерен в отдельных кристаллах в металле обычно случайна. Холодная обработка, такая как прокатка, волочение проволоки и обжимка, разрушает эту хаотичность ориентации зерен, тем самым лишая поликристаллический материал равенства свойств во всех направлениях (изотропия).
Теперь зерно демонстрирует предпочтительную ориентацию, а свойства материала сильно различаются в разных направлениях (анизотропия).Предпочтительная ориентация возникает при пластической деформации и является результатом тенденции направлений скольжения в каждом зерне совмещаться с некоторым общим направлением деформации.
Рис. 3.36 (b) показывает предпочтительную ориентацию при механической работе.
Помимо того, что она получается обработкой металлов, предпочтительную ориентацию можно также увидеть в литых металлах, имеющих столбчатый рост.
На предпочтительную ориентацию обычно не влияют такие переменные обработки, как угол матрицы, скорость валков, обжатие за проход и т. Д.Направление потока — самая важная переменная процесса.
Предпочтительные ориентации определяют рентгеновскими методами.
Наиболее важным следствием предпочтительной ориентации зерен в металле является влияние на упругие свойства.
Наличие предпочтительной ориентации может привести к нежелательным последствиям. Прочность и связанные с ней свойства устройств, сформированных из таких материалов, отражают анизотропию отдельных кристаллитов, составляющих их.Например, когда круглые чашки штампуются из металлических листов, имеющих предпочтительную ориентацию, стороны получаемых чашек не ровные, что называется «колошением».
Поэтому во многих приложениях следует по возможности избегать предпочтительной ориентации. Иногда его можно удалить с металлов путем надлежащего отжига после обработки металла. И наоборот, возможно, что для некоторых приложений требуется наличие предпочтительной ориентации, например, легкость намагничивания кристалла зависит от кристаллографического направления, параллельного магнитному полю.В зависимости от желаемого конечного результата может потребоваться легкое или жесткое направление намагничивания, параллельное определенному направлению в конечном устройстве.
Несколько инженерных приложений для предпочтительной ориентации:
1. Предпочтительная ориентация усиливает намагничивание в кремнистых сталях, но нежелательна для других.
2. Это приводит к потере пластичности, особенно у полуфабрикатов, таких как листовой металл и проволока.
3. Еще одним важным применением контролируемой предпочтительной ориентации является производство металлических листов для сердечников трансформаторов. Предпочтительная ориентация железного сердечника в направлении магнитного поля позволяет сэкономить значительную электрическую энергию, рассеиваемую в виде тепла в железном сердечнике из-за вихревых токов.
4. Формирование сильной предпочтительной ориентации приведет к анизотропии механических свойств, то есть во время изготовления могут быть получены разные механические свойства в разных направлениях.
5. В литых металлах столбчатой формы.
Деформационное упрочнение :Деформационное (или деформационное) упрочнение — это явление, которое приводит к увеличению упрочнения и прочности металла (образца), подвергнутого пластической деформации при температуре ниже диапазона рекристаллизации (холодная обработка).
Когда материал подвергается пластической деформации, определенная работа, проделанная с ним, сохраняется внутри в виде энергии деформации.Эта дополнительная энергия в кристалле приводит к упрочнению или деформационному упрочнению твердых тел.
Таким образом, деформационное (или деформационное) упрочнение можно определить как повышенную твердость, сопровождающую пластическую деформацию. Это увеличение твердости сопровождается увеличением как предела прочности на разрыв, так и предела текучести.
Накладное упрочнение снижает пластичность и пластичность.
Накладное упрочнение используется во многих производственных процессах, таких как прокатка прутков и волочение труб.
Он также используется для повышения упругости при производстве многих деталей, таких как:
(i) Предварительное натяжение подъемных цепей и тросов,
(ii) Первоначальное создание давления в резервуаре высокого давления, цилиндрах гидравлического пресса и пистолетах.
Механизм деформационного упрочнения:
Деформационное упрочнение вызывается дислокациями, взаимодействующими друг с другом и с барьерами, которые препятствуют их движению через кристаллическую решетку. Упрочнение из-за взаимодействия дислокаций представляет собой сложную проблему, поскольку в ней участвуют большие группы дислокаций, и сложно определить групповое поведение простым математическим способом.
Одной из самых простых концепций дислокаций для объяснения деформационного упрочнения был идеал, согласно которому дислокации накапливаются на плоскостях скольжения у барьеров в кристалле.Скопления создают обратное напряжение, которое противостоит приложенному напряжению на плоскости скольжения.
Другой механизм деформационного упрочнения в дополнение к механизму из-за обратного напряжения, возникающего в результате скопления дислокаций на барьерах, как полагают, происходит, когда дислокации, движущиеся в плоскости скольжения, прорезают другие дислокации, пересекающие плоскость скольжения. Дислокации, проходящие через активную плоскость скольжения, часто называют дислокационным лесом, а этот процесс деформационного упрочнения называют пересечением леса дислокаций.
Теория деформационного упрочнения:
Согласно всем теориям (деформационного упрочнения) деформационное упрочнение происходит из-за повышенного сопротивления, которое испытывают дислокации при движении через решетку, когда металл подвергался холодной обработке / деформации. Основная идея, выдвинутая Тейлором в 1934 году, заключалась в том, что деформационное упрочнение происходит из-за того, что дислокации мешают друг другу. Таким образом, напряжение (τ), необходимое для перемещения дислокации в поле напряжений других окружающих ее дислокаций, должно иметь более высокое значение.
Извлечение, перекристаллизация и рост зерна :Деформированный металл по сравнению с недеформированным состоянием находится в неравновесном и термодинамически нестабильном состоянии. В дальнейшем в деформационно упрочненном металле происходят самопроизвольные процессы даже при комнатной температуре.
При значительном повышении температуры металл пытается достичь равновесия посредством следующих процессов:
(i) Восстановление,
(ii) перекристаллизация и
(iii) Рост зерна.
На рис. 3.37 показан схематический чертеж, показывающий восстановление, рекристаллизацию и рост зерен, а также изменения важных свойств в каждой области.
(i) Восстановление:
Это низкотемпературное явление, которое приводит к восстановлению физических свойств без каких-либо заметных изменений микроструктуры.
Во время восстановления на твердость оказывается незначительное влияние, тогда как электрическое сопротивление быстро уменьшается до значения после отжига.
Процесс восстановления важен для снятия внутренних напряжений в поковках, формованном и изготовленном оборудовании, гильзах картриджей и котельных трубах без снижения прочности, приобретаемой во время холодной обработки.
(ii) Рекристаллизация :
Это процесс, при котором деформированные зерна холоднодеформированного металла заменяются новыми зернами без деформации во время нагрева выше определенной минимальной температуры, называемой температурой рекристаллизации.
Температура рекристаллизации является функцией —
(i) Особый металл.
(ii) Чистота металла — Растворимые примеси повышают температуру перекристаллизации.
(iii) Металл / сплавы — Рекристаллизация обычно происходит при температуре около 0,3 T m в чистых металлах и около 0,5 T m в сплавах, где T m — температура плавления,
(iv) Величина предварительной деформации — Чем больше степень холодной обработки, тем ниже температура рекристаллизации и меньше размер зерна.
(v) Время отжига — Чем больше время отжига, тем ниже температура, необходимая для рекристаллизации.
(vi) Размер зерна — Чем мельче размер зерна холоднодеформированного металла, тем ниже температура рекристаллизации.
Процесс рекристаллизации можно разделить на три состояния —
(i) Зарождение.
(ii) Рост первичного зерна.
(iii) Вторичный рост зерна.
Во время зародышеобразования в нагретой структуре образуются небольшие зародыши без деформации в точках на границах кристаллических зерен.
При «росте первичного зерна» ядра превращаются в зерна до тех пор, пока они не встретятся впервые, заменяя старые зерна новыми, которые теперь свободны от деформаций и, в конечном итоге, «вторичный рост зерна», который сопровождается ростом новых зерен за счет других. и небольшие по размеру. При длительном нагревании при высокой температуре зерна быстро растут и дают локально увеличенный рост зерна.
(iii) Рост зерна:
Рост зерна — это увеличение размера зерна.
Когда материал выдерживают более длительное время при температуре, превышающей температуру кристаллизации, или когда он нагревается до более высокой температуры, размер зерна увеличивается, а твердость и прочность уменьшается, а пластичность увеличивается. Снижение твердости не такое резкое, как при рекристаллизации.
При данной температуре размер зерна D в данный момент времени определяется следующим соотношением, известным как закон размера зерна —
D 2 — D 2 0 = C.т
Где, D = размер зерна в данный момент времени, D 0 = исходный размер зерна, C = константа пропорциональности и t = время.
Процесс роста зерна во многом зависит от следующих факторов:
(i) Температура отжига.
(ii) Время отжига.
(iii) Скорость нагрева.
(iv) Степень предварительной деформации.
(v) Нерастворимые свойства.
(vi) Легирующие элементы.
Определение размера зерна:
При рассмотрении свойств поликристаллического материала часто определяется размер зерна.В связи с этим существует ряд методов, с помощью которых размер определяется в терминах среднего объема зерна, диаметра или площади.
Размер зерна можно оценить с помощью метода перехвата, описанного ниже:
(i) Прямые линии одинаковой длины, проведенные на нескольких микрофотографиях, показывают зернистую структуру.
(ii) Подсчитываются зерна, пересекаемые каждым отрезком линии.
(iii) Длина линии затем делится на среднее число пересеченных зерен, взятых по всем сегментам линии.
(iv) Средний диаметр зерна определяется делением этого результата на линейное увеличение микрофотографий.
Наиболее распространенный метод, вероятно, разработан Американским обществом испытаний и материалов (ASTM). ASTM подготовил несколько стандартных сравнительных таблиц, каждая из которых имеет различный средний размер зерна. Каждому из них присваивается номер в диапазоне от 1 до 10, который называется размером зерна, чем больше это число, тем меньше зерна.
Образец должен быть правильным размером 100 x. Размер зерна выражается как размер зерна на диаграмме, который наиболее близко соответствует зернам на микрофотографии. Таким образом, возможно относительно простое и удобное визуальное определение размера зерна.
Число зерен широко используется в спецификациях сталей.
Холодная деформация :Металл считается холодно обработанным, если он подвергается механической обработке при температуре ниже температуры рекристаллизации металла.
Холодная обработка обеспечивает улучшенную отделку поверхности и более точные допуски по размерам, и из-за этого характерные процессы холодной обработки обычно используются при производстве конечных продуктов.
Поскольку рекристаллизация не происходит при холодной обработке, зерна деформируются.
При холодной обработке возникают остаточные напряжения. Поскольку их присутствие нежелательно, обычно необходима подходящая термическая обработка для нейтрализации этих напряжений и восстановления исходной структуры металла.
Различные операции холодной обработки:
1. Чертеж
2. Выжимание
3. Гибка
4. Стрижка
5. Зубофрезерный
6. Дробеструйная обработка и
7. Холодное экструдирование.
При чрезмерной холодной обработке металл может расколоться, не достигнув желаемых форм и размеров, и во избежание этого операции холодной обработки проводятся в несколько этапов.
Горячая обработка :Когда пластическая деформация металла осуществляется при температуре выше температуры рекристаллизации, процессы, выполняемые с металлами, называются горячей обработкой.
Процесс горячей обработки можно рассматривать как одновременное сочетание холодной обработки и отжига. Любой эффект наклепа, вызванный пластической деформацией, немедленно нейтрализуется воздействием высокой температуры.
Процесс горячей обработки облегчает формовку металла с низким энергопотреблением, хотя обработка горячих материалов обходится дорого.
При горячей обработке происходит потеря металла из-за образования окалины, и точный допуск на размер не может быть достигнут.
Горячая обработка увеличивает плотность, так как любые поры или полости в литом металле исчезают.
Структура зерен становится более изысканной.
Различные операции горячей обработки:
1. Прокатный
2. Поковка
3. Сварка труб
4. Горячий пирсинг
5. Горячая обработка
6. Горячее прядение и
7. Горячее экструдирование.
Деформация металла | Металлургия для чайников
Деформация
В материаловедении деформация — это изменение формы или размера объекта из-за приложенной силы (энергия деформации в этом случае передается через работу) или изменения температуры (энергия деформации в этом случае передается через тепло).Первый случай может быть результатом растягивающих (тянущих) сил, сжимающих (толкающих) сил, сдвига, изгиба или кручения (скручивания).
Во втором случае наиболее важным фактором, который определяется температурой, является подвижность структурных дефектов, таких как границы зерен, точечные вакансии, линейные и винтовые дислокации, дефекты упаковки и двойники как в кристаллических, так и некристаллических твердых телах. . Движение или перемещение таких подвижных дефектов активируется термически и, таким образом, ограничивается скоростью диффузии атомов.Деформацию часто называют деформацией.
Когда происходит деформация, возникают внутренние межмолекулярные силы, противодействующие приложенной силе. Если приложенная сила не слишком велика, этих сил может быть достаточно, чтобы полностью противостоять приложенной силе, позволяя объекту принять новое состояние равновесия и вернуться в исходное состояние при снятии нагрузки. Приложенная большая сила может привести к необратимой деформации объекта или даже к разрушению его конструкции.
Постоянное изменение формы металлического тела в результате сил, действующих на его поверхность.Пластичность металла позволяет придавать ему различные полезные формы, которые сохраняются после снятия давления формования. Полное понимание пластической деформации металлов требует понимания трех областей: (1) механизмов, с помощью которых происходит пластическая деформация в металлах; (2) способ, которым различные металлы реагируют на множество внешних или окружающих условий; и (3) взаимосвязь между внутренней структурой металла и его способностью пластически деформироваться при заданном наборе условий.
Для любого типа атомной упаковки, если смотреть на кристалл с разных сторон, атомы можно представить себе лежащими на разных ориентированных плоскостях в пространстве. Внутри каждой плоскости атомы расположены в виде регулярного массива, и определенные направления эквивалентны по отношению к расстоянию между атомами и расположению их соседей.
Первичный этап пластической деформации металлического кристалла — это перемещение или скольжение одной части кристалла относительно другой через одну из набора кристаллографически эквивалентных плоскостей и в одном из нескольких возможных кристаллографически эквивалентных направлений.Они известны как плоскость скольжения и направление скольжения соответственно. Конкретное направление и ориентация плоскости различаются от одного металла к другому, в основном в зависимости от типа упаковки атомов и температуры пластической деформации. Металлы с эквивалентной кристаллической структурой имеют тенденцию демонстрировать подобную пластическую реакцию на напряжения, даже если фактическая прочность и температурный диапазон такой подобной реакции будет отличаться от металла к металлу.
Типичная диаграмма зависимости напряжения от деформации с различными стадиями деформации
На рисунке видно, что сжимающая нагрузка (указанная стрелкой) вызвала деформацию в цилиндре, так что исходная форма (пунктирные линии) изменилась (деформировалась) в форму с выпуклыми сторонами.Боковые стороны выступают из-за того, что материал, хотя и достаточно прочный, чтобы не трескаться или иным образом не разрушаться, недостаточно прочен, чтобы выдерживать нагрузку без изменений, поэтому материал выталкивается в боковом направлении. Внутренние силы (в данном случае перпендикулярные деформации) противостоят приложенной нагрузке.
Виды деформации
В зависимости от типа материала, размера и геометрии объекта, а также приложенных сил могут возникнуть различные типы деформации. Изображение справа показывает инженерное напряжение vs.диаграмма деформации для типичного пластичного материала, такого как сталь. Различные режимы деформации могут возникать в разных условиях, что можно изобразить с помощью карты механизма деформации.
Упругая деформация
Этот тип деформации обратимый. Когда силы больше не действуют, объект возвращается к своей исходной форме. Эластомеры и металлы с памятью формы, такие как нитинол, демонстрируют большой диапазон упругой деформации, как и резина. Однако в этих материалах упругость нелинейна.Обычные металлы, керамика и большинство кристаллов демонстрируют линейную эластичность и меньший диапазон упругости. Где приложенное напряжение, это постоянная материала, называемая модулем Юнга. Это соотношение применяется только в диапазоне упругости и указывает на то, что наклон кривой зависимости напряжения от деформации можно использовать для определения модуля Юнга. Инженеры часто используют этот расчет при испытаниях на растяжение. Диапазон упругости заканчивается, когда материал достигает предела текучести. С этого момента начинается пластическая деформация.
Пластическая деформация
Этот вид деформации необратим.Однако объект в диапазоне пластической деформации сначала подвергнется упругой деформации, которая обратима, поэтому объект частично вернется к своей исходной форме. Мягкие термопласты имеют довольно большой диапазон пластической деформации, как и пластичные металлы, такие как медь, серебро и золото. Сталь тоже, но не чугун. Твердые термореактивные пластмассы, резина, кристаллы и керамика имеют минимальные интервалы пластической деформации.
Одним из материалов с большим диапазоном пластической деформации является влажная жевательная резинка, которая может растягиваться в десятки раз по сравнению с исходной длиной.Под действием растягивающего напряжения пластическая деформация характеризуется областью деформационного упрочнения, областью образования шейки и, наконец, разрушением (также называемым разрывом). В процессе деформационного упрочнения материал укрепляется за счет движения атомных дислокаций. Фаза образования шейки обозначается уменьшением площади поперечного сечения образца. Сужение шеи начинается после достижения максимальной прочности. Во время образования шейки материал больше не может выдерживать максимальное напряжение, и напряжение в образце быстро увеличивается.Пластическая деформация заканчивается разрушением материала.
Возможно вам понравится
Случайные сообщения
- Что такое серебро?
Большая часть серебра производится в качестве побочного продукта меди, золота, свинца и цинкования … - Бейнит
Бейнит — игольчатая микроструктура (не фаза), которая образуется в сталях при температурах примерно 250-550 ° C (d … - Явления включений в сталеплавильном производстве
Одна тонна стали, куб со стороной около 0,5 м, содержит от 1012 до 1015 включений, которые могут занимать до ок… - Оксид алюминия
Оксид алюминия представляет собой белый гранулированный материал, немного мельче поваренной соли, и правильно называется оксидом алюминия …. - Коррозия алюминия
Коррозионное воздействие на алюминиевые поверхности обычно довольно очевидно. поскольку продукты коррозии белые и обычно …
Металлы 101-5 Деформация — Примечания к инструменту
Металл 101 Дом
Далее: Что такое штамм
Стенограмма видеозаписи
Чтобы по-настоящему понять прочность металла, мы заглянем глубоко внутрь металла, когда к нему приложена сила.
Мы видели, что когда к объекту прикладывается сила, возникает напряжение. Когда металл подвергается напряжению, он деформируется. Деформация — это изменение длины или формы объекта, которое может происходить двумя основными способами: упругая деформация и пластическая деформация.
Упругая деформация
Чтобы увидеть разницу между этими двумя типами деформации, нам нужно внимательно присмотреться к металлу. Нам нужно смотреть не только на частицы металла, но и на отдельные атомы, составляющие структуру металла.
Помните, что эти атомы атомно удерживаются вместе металлическими связями. Эти связи немного гибкие, поэтому, когда атомы разрываются или соединяются вместе, связи будут действовать как пружины. Фактически, они действуют точно так же, как пружины, потому что именно это действие заставляет работать металлическую пружину. Когда вы тянете за пружину, вы чувствуете, как металлические связи растягиваются и пытаются стянуть атомы металла вместе.
Этот вид деформации называется упругой деформацией.Возможно, вы не осознавали этого раньше, но это происходит со всеми металлическими предметами, а не только с пружинами. Если металл деформируется только упруго, он может вернуться в исходное состояние без постоянных изменений.
Пластическая деформация
Теперь, если металл растягивается слишком далеко, происходит совсем другое. Давайте еще раз посмотрим на эти атомы. Если металл подвергается напряжению до точки, называемой пределом текучести, металлические связи будут настолько напряжены, что больше не смогут удерживать атомы на месте.Группы атомов начнут скользить мимо друг друга, и материал будет постоянно изменен. Даже если нагрузка будет снята, атомы никогда не вернутся в исходное положение. Этот вид деформации называется пластической деформацией.
Когда мы говорим, что что-то может пластически деформироваться, мы имеем в виду, что этому можно придать форму или сформировать, сгибая или растягивая это. Пластическая деформация полезна для металлов, потому что она позволяет им изгибать, катить или вытягивать нужные формы.
Пластическая деформация может даже сделать металл прочнее.Когда атомы металла начинают проскальзывать друг мимо друга, им становится все труднее продолжать проскальзывать. Это помогает предотвратить пластическую деформацию металла. Это явление, известное как деформационное упрочнение, на самом деле делает металл прочнее, но при этом становится менее пластичным.
БиблиотекаTLP — Введение в процессы деформации
Щелкните здесь, чтобы просмотреть актуальные (непечатаемые) страницы TLP.Примечание. Пакеты обучения и обучения DoITPoMS предназначены для интерактивного использования на компьютере! Эта версия TLP для печати предназначена для удобства, но не отображает все содержимое TLP.Например, отсутствуют какие-либо видеоклипы и ответы на вопросы. Форматирование (разрывы страниц и т. Д.) Печатной версии непредсказуемо и сильно зависит от вашего браузера.
Содержание
- Цели
- Перед тем, как начать
- Введение
- Прокат
- Ковка
- Экструзия
- Рисунок
- Прочие процессы
- Сводка
- Вопросы
- Идем дальше
Цели
По завершении данного TLP вам необходимо:
- Помните об основных процессах деформации и о том, как они используются для образования металлических предметов:
- Прокат
- Экструзия
- Ковка
- Рисунок
- Оцените преимущества и недостатки каждого из них.
- Поймите причины выбора процесса для конкретной формы конечного продукта.
Перед тем, как начать
Предполагается базовое понимание пластической деформации (в том числе наклепа), которое можно найти во введении в TLP «Введение в механические испытания».
Введение
Операция формования — это операция, при которой форма металлического образца изменяется в результате пластической деформации. Процессы формования включают штамповку, прокатку, экструзию и ковку, где деформация вызывается внешними сжимающими силами или напряжениями, превышающими предел текучести материала.Волочение — это принципиально другой процесс, поскольку внешние силы имеют растягивающий характер, и, следовательно, предел прочности материала на растяжение не может быть превышен.
Металлы или сплавы, используемые в процессах формовки, требуют умеренного уровня пластичности, чтобы обеспечить пластическую деформацию без разрушения.
Некоторые формованные изделия
Формование можно разделить на две категории:
Горячая обработка
Горячие слитки с веб-страницы Phase Transition Group
Стандартные условия использования DoITPoMS
Деформация осуществляется при температуре, достаточной для быстрого перекристаллизация происходить.Грубая оценка температуры горячей обработки T для конкретного металла или сплава состоит в том, что она должна быть больше 0,6T м , где T м — температура плавления в градусах Кельвина. Эта нижняя граница температуры горячей обработки варьируется для разных металлов в зависимости от таких факторов, как чистота и содержание растворенных веществ. Таким образом, высокочистый металл подвергнется восстановлению. и рекристаллизация при определенной температуре горячей обработки легче, чем легированный металл.
Энергия деформации при горячей обработке меньше, чем при холодной обработке.При температурах горячей обработки металл остается пластичным за счет динамического преобразования его зеренной структуры, поэтому при повторении возможны большие деформации. Скорости деформации многих процессов металлообработки настолько высоки, что у металла недостаточно времени для рекристаллизации при деформации. Тем не мение, восстановление и рекристаллизация действительно происходят в период времени между повторными операциями горячей обработки.
Горячая обработка позволяет достичь как механической цели получения желаемой формы, так и улучшения физических свойств материала за счет разрушения его первоначальной литой структуры.Пористая литая структура, часто с низкой механической прочностью, преобразуется в деформированную структуру с более мелкими зернами, повышенной пластичностью и пониженной пористостью. В зависимости от конечной температуры горячей обработки может быть получена отожженная микроструктура.
При повышенных температурах большинство металлов подвергаются некоторому окислению поверхности, что приводит к плохой отделке поверхности, а также к потере материала. Обработка в инертной атмосфере возможна, но это очень дорого, и обычно ее избегают, если металл не очень реакционноспособен.
Холодная деформация
Это термин для процессов, которые выполняются при комнатной температуре (или примерно до 200 ° C для некоторых металлов). Холодная обработка приводит к анизотропии и увеличению жесткости и прочности металла. При этом происходит соответствующее снижение пластичности и пластичности по мере того, как металл деформация затвердевает. Преимущества перед горячей обработкой включают лучшее качество поверхности, более точный контроль размеров конечного изделия и улучшенные механические свойства.
Холодные рабочие процессы можно разделить на два широких класса:
1. Те, в которых холодная обработка проводится только с целью придания формы изделию.
- Здесь любые эффекты деформационного упрочнения нежелательны и могут быть устранены путем отжига как между различными стадиями пластического формования, так и после заключительной операции холодного деформирования.
2. Те, в которых целью холодной прокатки является не только получение необходимой формы, но и деформационное упрочнение и упрочнение металла.
- Пластическая деформация не должна выходить за пределы определенной точки, это может привести к хрупкому разрушению. Чтобы избежать этого, полная деформация может быть достигнута в серии этапов, на которых изделие последовательно подвергается холодной обработке небольшим количеством, а затем подвергается технологическому отжигу для снижения твердости и повышения пластичности, тем самым позволяя дальнейшую холодную обработку по мере необходимости.
Прокатный
Прокатка — наиболее широко используемый процесс деформации.Он состоит из пропускания металла между двумя роликами, которые создают сжимающие напряжения, уменьшая толщину металла. Там, где простые формы должны изготавливаться в большом количестве, прокатка является наиболее экономичным процессом. Прокат включает листы, конструкционные профили и рельсы, а также промежуточные профили для волочения проволоки или ковки. Круглые профили, двутавровые балки и железнодорожные пути изготавливаются с использованием рифленых валков.
Прокатный
Горячая прокатка
Первоначальный разрушение слитка или непрерывнолитого сляба достигается горячей прокаткой.Повышена механическая прочность и уменьшена пористость. Обработанный металл имеет тенденцию к окислению, что приводит к образованию окалины, что приводит к плохой чистоте поверхности и потере точных размеров. Горячекатаный продукт часто протравливают для удаления окалины, а затем прокатывают в холодном состоянии, чтобы обеспечить хорошее качество поверхности и оптимизировать механические свойства для конкретного применения.
ГОРЯЧАЯ ПРОКАТКА
Ваш браузер не поддерживает видео тег.
Воспроизведено с компакт-диска «Выбор и обработка материалов» А.М.Ловатт, Х.Р. Шерклифф и П.Дж. Уизерс.
Холодная прокатка
Холодная прокатка часто используется на завершающих стадиях производства. Листы, полосы и фольга подвергаются холодной прокатке для достижения точности размеров и высокого качества обработки поверхности.
При работе с более мягкими металлами, такими как свинец и медь, последовательность проходов холодной прокатки может вызвать очень большие деформации. Однако для многих материалов последовательность прокатки необходимо прерывать для промежуточного отжига, чтобы предотвратить разрушение.
Ковка
При этой операции цельный кусок металла, обычно горячий, деформируется механически путем нанесения последовательных ударов или непрерывного сжатия. Размеры кованых изделий варьируются от гаек и болтов, протезов для замены бедра и коленчатых валов до (традиционно) оружейных стволов. Большинство конструкционных металлов и сплавов легко поддаются ковке и включают большинство сталей, алюминиевые и медные сплавы и некоторые титановые сплавы, включая 6-4 (Ti-6 мас.% Al-4 мас.% V) и 6-2-4-2 (Ti -6 вес.% Al-2 мас.% Sn-4 мас.% Zn-2 мас.% Mo). Для материалов, чувствительных к скорости деформации и температуры, таких как суперсплавы на основе магния и никеля, могут потребоваться более сложные процессы ковки, такие как радиальная ковка. Кованые изделия обладают отличными механическими свойствами, сочетая мелкозернистую структуру с упрочнением. деформационное упрочнение.
Закрытая матрица
Поковка в закрытом штампе
Сила прикладывается к металлической заготовке или преформе, помещенной между двумя (или более) половинами матрицы.Металл пластически втекает в полость, образованную штампом, и, следовательно, принимает окончательную форму. Примеры используемого оборудования включают гидравлические прессы, механические прессы и молотки.
ЗАКРЫТЫЙ ШТАБ Поковка
Ваш браузер не поддерживает видео тег.
Воспроизведено с компакт-диска «Выбор и обработка материалов» А. М. Ловатта, Х. Р. Шерклиффа и П. Дж. Уизерса.
Возможные геометрические формы варьируются от простых сферических блоков и дисков до сложных компонентов, включающих тонкие перемычки, отверстия, полости, карманы и ребра.Поскольку поток металла ограничен контурами штампа, ковка в закрытых штампах может производить сложные формы с более высокими допусками, чем формы и допуски, достигаемые с помощью процессов штамповки в открытых штампах.
Открытая матрица
Поковка без открытого штампа
Ковка в открытых штампах выполняется между плоскими штампами без предварительно вырезанных профилей. Плашки не ограничивают металл сбоку во время ковки. Деформация достигается за счет перемещения заготовки относительно штампов.Таким способом можно забивать или прессовать детали длиной до тридцати метров. Ковка в открытых штампах включает множество вариантов процесса, что позволяет производить чрезвычайно широкий диапазон форм и размеров. В отличие от операций прокатки, которые обычно производят непрерывные пластины, листы, полосы или различные структурные поперечные сечения, операции ковки производят дискретные детали.
Помимо круглых, квадратных, прямоугольных, шестиугольных стержней и других основных форм, процессы с открытой матрицей могут производить:
- Шпиндели или роторы, диаметр которых увеличивается или уменьшается в нескольких точках вдоль продольной оси.
- Пустоты цилиндрической формы, обычно их длина намного превышает диаметр детали.
- Кольцевые детали, напоминающие шайбы или приближающиеся по форме к полым цилиндрам, в зависимости от соотношения высоты к толщине стенки.
Экструзия
При экструзии пруток или металл выталкивают из замкнутой полости через отверстие фильеры под действием сжимающей силы, прилагаемой толкателем. Поскольку растягивающие усилия отсутствуют, возможны высокие деформации без риска разрушения экструдированного материала.Экструдированное изделие имеет желаемую уменьшенную площадь поперечного сечения, а также хорошее качество поверхности, так что дополнительная обработка не требуется. Продукция экструзии включает стержни и трубы различной степени сложности в поперечном сечении.
Экструзия
Примеры металлов, которые можно экструдировать, включают свинец, олово, алюминиевые сплавы, медь, латунь и сталь. Минимальные размеры поперечного сечения экструдированных изделий составляют примерно 3 мм в диаметре для стали и 1 мм в диаметре для алюминия.Некоторые металлы, такие как свинцовые сплавы и латунь, поддаются экструзии, а не волочению или прокатке.
ЭКСТРУЗИЯ
Ваш браузер не поддерживает видео тег.
Воспроизведено с компакт-диска «Выбор и обработка материалов» А. М. Ловатта, Х. Р. Шерклиффа и П. Дж. Уизерса.
Горячую экструзию проводят при температуре T приблизительно 0,6T м и требуемом давлении в диапазоне от 35 до 700 МПа. В этих сложных условиях требуется смазка для защиты штампа.Масляные и графитовые смазки хорошо работают при температурах до 150 ° C, но порошки боратного стекла или гексагонального нитрида бора предпочтительны при более высоких температурах, когда окисляются смазочные материалы на углеродной основе.
Экструдированные изделия
Холодную экструзию проводят при температурах значительно ниже температуры плавления деформируемого сплава и обычно при комнатной температуре. Этот процесс можно использовать для большинства материалов при условии, что можно спроектировать достаточно прочное оборудование.К продуктам холодного прессования относятся алюминиевые банки, разборные тубы и заготовки зубчатых колес.
Рисунок
Вытяжка — это протягивание металлической детали через матрицу с помощью растягивающего усилия, приложенного к выходной стороне. В результате уменьшается площадь поперечного сечения с соответствующим увеличением длины. Полное вытяжное устройство может включать до двенадцати штампов в последовательной последовательности, каждая с отверстием немного меньшим, чем предыдущее. В машинах с несколькими штампами каждая ступень приводит к увеличению длины, и поэтому между каждой ступенью требуется соответствующее увеличение скорости.Это достигается с помощью «шпилей», которые используются как для приложения растягивающего усилия, так и для компенсации увеличения скорости тянутой проволоки. Эти скорости могут достигать 60 мс –1 .
Плашки должны быть очень жесткий поэтому они, как правило, изготавливаются из стали или закаленного чугуна. Однако карбид вольфрама и даже алмаз все чаще используются из-за их большей способности сохранять форму. Типичный смазочный материал, используемый для рисования, представляет собой твердый жир, материал типа мыла / жировой пасты, в состав которого входят 5 мас.% Мыла, 25 мас.% Масла, 25 мас.% Воды и 45 мас.% Твердых веществ.
Рисунок
Металлы могут быть сформованы с гораздо более близкими размерами путем волочения, чем путем прокатки. Обычно рисуются формы, варьирующиеся по размеру от тончайшей проволоки до проволоки с площадью поперечного сечения в несколько квадратных сантиметров. Более крупные артефакты можно нарисовать в виде квадратных, круглых и даже неправильных поперечных сечений. Тянутая продукция включает проволоку, стержни и трубную продукцию. Большое количество стали и латуни подвергается холодному волочению. Когда требуются тонкие стенки и очень аккуратная отделка, можно производить бесшовные трубы методом холодного волочения.
Прочие процессы
Штамповка
Штамповка используется для изготовления деталей большого объема, таких как авиационные или автомобильные панели или электронные компоненты. Прессы с механическим или гидравлическим приводом штампуют детали из сплошных листов металла или отдельных заготовок. Верхняя матрица прикреплена к плунжеру, а нижняя — закреплена. В то время как механическое оборудование передает всю энергию быстрым ударом, гидравлическое оборудование обеспечивает постоянную контролируемую силу.
Штамповка
Глубокая вытяжка
Для глубокой вытяжки исходный лист металла больше, чем площадь пуансона.Прижимная пластина, прикрепленная к машине, предотвращает образование складок на краях, когда плунжер втягивается в верхнюю полость штампа. Внешние части листа втягиваются в матрицу по мере выполнения операции. Процесс ограничен возможностью разрушения во время волочения; максимальная ширина листа редко превышает диаметр матрицы более чем в два раза.
Возможны многие формы, включая чашки, сковороды, цилиндры и продукты неправильной формы.
Глубокая вытяжка
Пресс
Лист металла деформируется между двумя штампами подходящей формы, как правило, для получения компонента в форме чашки или тарелки.Толстая резиновая прокладка может заменить одну из матриц, что снижает затраты на инструмент и позволяет создавать большие деформации.
Прессование
Резюме
Производство подавляющего большинства металлических предметов на той или иной стадии включает один из следующих четырех процессов деформации:
- Прокат
- Экструзия
- Ковка
- Рисунок
Цель данного TLP — представить эти четыре процесса и дать краткое описание их сильных сторон, ограничений и пригодности для различных приложений.
Вопросы
Быстрые вопросы
Вы сможете без особого труда ответить на эти вопросы после изучения этого TLP. Если нет, то вам следует пройти через это еще раз!
Что случилось бы с хрупким металлом, таким как белый чугун, если бы он был получен путем ковки в закрытых штампах?
Обсудите, как были изготовлены металлические изделия из этой статьи.
Более глубокие вопросы
Следующие вопросы требуют некоторого размышления, и получение ответа может потребовать от вас задуматься над содержанием данного TLP.
Температура плавления низкоуглеродистой стали 1534 ° C. Выше какой температуры мы можем использовать горячую обработку для его формования и почему?
Какие процессы можно использовать для создания этой формы? Что еще могло повлиять на выбор процесса?
При 30 мс –1 , какой вес медной проволоки диаметром 1 мм можно протянуть за час? Плотность меди 8920 кг м –3 .
Как вы думаете, стальные арматурные стержни для бетона тянутся или прессуются?
Далее
CD-ROM
- Ловатт А.М., Шерклифф Х.Р. и Уизерс П.Дж. (2000), «Выбор и обработка материалов», компакт-диск и вспомогательные буклеты, Программа улучшения технологий (часть проекта технического образования Гэтсби), Лондон.
Сайты
- Ковка
Различные процессы ковки, включая неподвижную графику, анимированные последовательности и видео. - Процессы обработки металлов давлением
Видео о различных процессах обработки металлов давлением.
Академический консультант: Кевин Ноулз (Кембриджский университет)
Разработка контента: Эндрю Беннетт, Джоанн Шарп
Веб-разработка: Джин Чонг Тан
2D-иллюстрации: Кэти Мазер
Исследования деформации металлов приводят к новому пониманию материалов в экстремальных условиях
Исследователи нашли новый инструмент для исследования материалов в экстремальных условиях.Объединив очень крупномасштабное моделирование молекулярной динамики с данными с временным разрешением из лазерных экспериментов по распространению ударной волны через определенные металлы, ученые Ливерморской национальной лаборатории им. Лоуренса теперь могут лучше понять эволюцию пластичности при высоких скоростях деформации.
Пластическая деформация металлов возникает в результате движения дислокационных линий высокой плотности.Сильный удар вызывает необычное количество дислокаций в кристаллической решетке металла, что изменяет механические свойства металла, такие как прочность, пластичность и сопротивление разрушению и растрескиванию.
В статье, опубликованной 17 сентября в журнале Nature Materials , исследователи из Ливермора совместно с учеными из Оксфордского университета сравнили и подтвердили моделирование молекулярной динамики сильного удара с динамическими экспериментальными данными в металлах.
«Мы рассчитали время, необходимое металлу для образования дефектов и релаксации в сильной ударной волне», — сказал Эдуардо Бринга, ведущий автор статьи LLNL. «Мы пришли к пониманию этого временного интервала с точки зрения времени, необходимого для того, чтобы линейные дефекты (дислокации) переместились достаточно далеко, чтобы ослабить деформацию. Было известно, что чем больше дислокаций образуется и чем больше они перемещаются, тем больше деформация. расслаблен «.
Однако исследователей ждал сюрприз: если дислокации образуются слишком быстро, они запутываются прежде, чем смогут продвинуться достаточно далеко, чтобы ослабить напряжение.В нарастающей волне давления (а не при резком скачке уплотнения) образуется меньше дислокаций, но они более эффективны для снятия напряжения, поскольку перемещаются легче.
«Понимание этой кинетической шкалы времени объединило наше понимание того, как огромные переходные напряжения в ударных волнах совместимы с нашим проверенным и верным пониманием прочности материалов в повседневных условиях», — сказал Роберт Радд, соавтор статьи из LLNL.
«Это мощный инструмент для исследования новых режимов в развивающейся области материаловедения в экстремальных условиях, таких как те, которые ожидаются в экспериментах, запланированных для NIF», — сказал Брюс Ремингтон, возглавляющий группу, разрабатывающую такие эксперименты для Национального центра зажигания.
Команда, в которую входили несколько исследователей из LLNL, ранее использовала дифракцию рентгеновских лучей с временным разрешением для измерения микроскопического отклика решетки и релаксации за фронтом ударной волны в монокристаллическом куске меди. Медь, подвергшаяся электрошоку, релаксировала менее чем за одну наносекунду, и текущее моделирование воспроизводит этот временной масштаб. Столь крупномасштабное моделирование стало возможным впервые благодаря большой вычислительной мощности суперкомпьютеров LLNL.
Ударное сжатие конденсированного вещества происходит в различных ситуациях, включая столкновения автомобилей и самолетов на высокой скорости, сварку взрывом, пробитие брони, удары метеоров, динамику межзвездной пыли и термоядерный синтез с инерционным удержанием.Детальное понимание процесса релаксации трехмерной решетки при ударном сжатии за пределом упругости ранее не было достигнуто.
«Эти результаты помогут нам понять, чего ожидать во время экспериментов с экстремальной деформацией материала, и лучше спланировать эти эксперименты», — сказал Радд. «Высокая скорость деформации материала важна при фрагментации взрывчатых веществ, проникновении, столкновении и так далее, от прозаической автомобильной аварии до сценариев проникновения, представляющих интерес для национальной безопасности.
Задача лаборатории, связанная с обороной, требует понимания того, как металлы реагируют на внезапные ударные волны и последующие деформации с высокой скоростью деформации. Чтобы оценить свойства и характеристики материалов в условиях экстремальной деформации, исследователи работают, чтобы понять фундаментальное происхождение деформации и прочности, а также то, как сопротивление пластической деформации возникает из коллективной динамики решеточных дислокаций.
«В наших запланированных экспериментах с материалами мы намерены деформировать твердотельный металл при очень высоких давлениях и скоростях деформации», — сказал Ремингтон.«Эдуардо показал нам очень многообещающий способ интерпретации результатов.
заключает Бринга: «Комбинация экспериментов и моделирования составляет мощную пару для исследования неизведанных, даже невообразимых режимов материальной динамики».
Источник: Ливерморская национальная лаборатория им. Лоуренса.
Детская инвалидность может снизить образовательные результаты для старших братьев и сестер
Ссылка : Исследования деформации металлов приводят к новому пониманию материалов в экстремальных условиях (18 сентября 2006 г.) получено 20 апреля 2021 г. с https: // физ.org / news / 2006-09-metal-deformation-materials-extreme-conditions.html
Этот документ защищен авторским правом. За исключением честных сделок с целью частного изучения или исследования, никакие часть может быть воспроизведена без письменного разрешения. Контент предоставляется только в информационных целях.
Влияние деформации и усталости металла
Все металлы деформируются (растягиваются или сжимаются), когда они в большей или меньшей степени подвергаются нагрузкам.Эта деформация является видимым признаком напряжения металла, называемого деформацией металла, и возможна из-за характеристики этих металлов, называемой пластичностью, — их способности удлиняться или уменьшаться в длине без разрушения.
Расчет напряжения
Напряжение определяется как сила на единицу площади, как показано в уравнении σ = F / A.
Напряжение часто обозначается греческой буквой сигма (σ) и выражается в ньютонах на квадратный метр или паскалях (Па). Для более высоких напряжений оно выражается в мегапаскалях (10 6 или 1 миллион Па) или гигапаскалях (10 9 или 1 миллиард Па).
Сила (F) — это масса x ускорение, поэтому 1 ньютон — это масса, необходимая для ускорения объекта весом 1 кг со скоростью 1 метр в секунду в квадрате. А площадь (A) в уравнении — это, в частности, площадь поперечного сечения металла, который подвергается напряжению.
Допустим, к стержню диаметром 6 сантиметров приложена сила в 6 ньютонов. Площадь поперечного сечения стержня рассчитывается по формуле A = π r 2 . Радиус равен половине диаметра, поэтому радиус равен 3 см или 0.03 м, а площадь 2.2826 x 10 -3 м 2 .
A = 3,14 x (0,03 м) 2 = 3,14 x 0,0009 м 2 = 0,002826 м 2 или 2,2826 x 10 -3 м 2
Теперь мы используем площадь и известную силу в уравнении для расчета напряжения:
σ = 6 ньютонов / 2,2826 x 10 -3 м 2 = 2,123 ньютонов / м 2 или 2,123 Па
Расчет деформации
Деформация — это величина деформации (растяжения или сжатия), вызванная напряжением, деленная на начальную длину металла, как показано в уравнении ε = дл / л 0 .Если происходит увеличение длины металлической детали из-за напряжения, это называется деформацией растяжения. Уменьшение длины называется деформацией сжатия.
Деформация часто обозначается греческой буквой эпсилон (ε), и в уравнении dl — это изменение длины, а l 0 — начальная длина.
У деформации нет единицы измерения, потому что это длина, деленная на длину, и поэтому выражается только числом. Например, проволока длиной изначально 10 сантиметров растягивается до 11.5 сантиметров; его деформация 0,15.
ε = 1,5 см (изменение длины или величины растяжения) / 10 см (исходная длина) = 0,15
Пластичные материалы
Некоторые металлы, такие как нержавеющая сталь и многие другие сплавы, пластичны и поддаются нагрузке. Другие металлы, такие как чугун, быстро ломаются под нагрузкой. Конечно, даже нержавеющая сталь в конечном итоге ослабевает и ломается, если на нее воздействовать достаточным напряжением.
Такие металлы, как низкоуглеродистая сталь, скорее гнутся, чем ломаются под нагрузкой.Однако при определенном уровне напряжения они достигают хорошо известного предела текучести. Как только они достигают этого предела текучести, металл затвердевает. Металл становится менее пластичным и, в определенном смысле, тверже. Но хотя деформационное упрочнение снижает легкость деформации металла, оно также делает металл более хрупким. Хрупкий металл может довольно легко сломаться или выйти из строя.
Хрупкие материалы
Некоторые металлы по своей природе хрупкие, а это означает, что они особенно склонны к разрушению.К хрупким металлам относятся высокоуглеродистые стали. В отличие от пластичных материалов эти металлы не имеют четко определенного предела текучести. Вместо этого, когда они достигают определенного уровня стресса, они ломаются.
Хрупкие металлы ведут себя так же, как и другие хрупкие материалы, такие как стекло и бетон. Как и эти материалы, они в определенном смысле прочны, но из-за того, что они не сгибаются или растягиваются, они не подходят для определенных целей.
Усталость металла
Когда пластичные металлы подвергаются напряжению, они деформируются.Если напряжение снимается до того, как металл достигнет предела текучести, металл возвращается к своей прежней форме. Хотя кажется, что металл вернулся в исходное состояние, на молекулярном уровне появились крошечные дефекты.
Каждый раз, когда металл деформируется, а затем возвращается к своей первоначальной форме, возникают новые молекулярные дефекты. После многих деформаций возникает такое количество молекулярных дефектов, что металл трескается. Когда образуется достаточно трещин, чтобы они слились, возникает необратимая усталость металла.
Напряжение в металлах — надежность Accendo
Что читатели узнают из этой статьи.
- Объяснение напряжений и деформаций.
- Как металлы текут и деформируются под действием напряжения.
- Что происходит на молекулярном уровне в металлах при стрессе.
- Методы минимизации концентраций напряжений.
Слишком большая нагрузка на металл приведет к его выходу из строя. Разрушение может произойти из-за однократной нагрузки на металл, превышающей его, или из-за постоянной циклической нагрузки на металл с высокой нагрузкой, меньшей, чем разрушающая нагрузка (усталость металла).Напряжение и деформация металлов под нагрузкой
Напряжение возникает, когда силы тянут (растяжение), толкают (сжатие) или действуют в сочетании с материалом. При приложении силы материал реагирует искажением, уравновешивая силу. Большая сила вызовет, соответственно, большую деформацию, пока предмет не сломается.
Напряжение — это сила, приложенная к силе на единицу площади поперечного сечения. Его формула — Напряжение (σ) = Сила на единицу площади
.Метрическая система единиц — это ньютоны на квадратный метр (Н / м2), а единицы британской системы — фунты на квадратный дюйм (psi).
Деформация — это величина, на которую материал деформируется из ненагруженного состояния при приложении силы. Его формула — Деформация (ξ) = Изменение длины / исходная длина
.Штамм не имеет единиц измерения, так как это отношение длины к длине. Он представляет собой пропорциональное изменение размера.
При приложении силы к металлу происходит деформация, и он деформируется. Чем больше сила, тем больше деформация (деформация). Эта взаимосвязь признана законом Гука и показана на рисунке 1 для двух типов металлов.
Рисунок 1. График закона ГукаРисунок 1 показывает, что металлы имеют упругую область, в которой нагрузка и деформация пропорциональны (прямая линия на графике). В этой области металл действует как пружина, и когда нагрузка снимается, деформация (напряжение) уменьшается, и он возвращается к своей первоначальной форме. Если вместо этого нагрузка увеличивается, деформация (деформация) возрастает до тех пор, пока не будет достигнута точка, в которой металл больше не может выдерживать нагрузку и поддается. Урожайность может быть постепенной, как на левом графике рисунка 1, или внезапной, как на правом графике.
Рис. 2. Движение атомов под действием приложенной деформации. Целью большей части работ в металлургии является открытие того, как еще больше увеличить предел текучести, поскольку при этом мы можем изготавливать изделия с использованием более тонких металлов с меньшими затратами.
На молекулярном уровне
Поведение металлов под нагрузкой является результатом их атомного расположения. Когда материал загружается, он мгновенно деформируется в ответ на нагрузку. Атомы в материале при сжатии сближаются, а при растяжении — дальше друг от друга.
Рассматривайте атомные связи как пружины, разделяющие атомы, как показано на рисунке 2. Пружины сжимаются при сжатии и растягиваются при растяжении. То, насколько атом удаляется от своего соседа, — это его напряжение. При приложении силы атомы изменяют пропорциональное расстояние.
Однако эта модель не объясняет, почему происходит внезапная податливость. У большинства современных металлов текучесть обычно составляет около 1% от теоретической прочности атомных связей. У многих материалов текучесть около 0.1% от теоретической силы.
Причина, по которой металлы имеют такую низкую прочность, заключается в несовершенной атомной структуре в кристаллических решетках, из которых они состоят. Часто ряд атомов останавливает середину кристалла, и в атомной структуре создается щель. Эти зазоры действуют как огромные точки повышения напряжения, известные как дислокации.
Влияние приложения нагрузки на материал
Нагрузка, приложенная к металлу, распределяется по атомным рядам в кристаллах. В конце рядов, образующих дислокации, сила передается на связи с соседними атомами.Меньшее количество связей теперь несет большую нагрузку и в конечном итоге разрушается по мере увеличения силы. Поскольку каждая атомная связь разрывается, а затем воссоединяется со следующим атомом, дислокация перемещает атом. В конце концов дислокация выходит за пределы кристалла. Если на границе кристалла накапливается достаточное количество дислокаций, кристалл отделяется от своего соседа.
Рис. 3. Движение дислокации (воображаемый «клин»)Это наличие дислокаций в металле, которые допускают деформацию при низких уровнях напряжения.В конце концов, накапливается так много дислокаций, что остается недостаточно атомов, чтобы принять нагрузку, и металл уступит место. На рис. 3 показано, как дислокация движется через кристалл.
Снижение напряжений
К счастью, в металлах присутствуют дислокации, поскольку они позволяют нам формировать и формировать металлы с меньшими затратами энергии, чем если бы их не было. Их присутствие требует, чтобы мы знали, как предотвратить их накопление на границах зерен, чтобы они в конечном итоге не привели к выходу изделия из строя.
В таблице 1 показаны некоторые из распространенных методов, используемых для уменьшения влияния дислокаций.
| Снятие теплового напряжения. | Позвольте кристаллам правильно развиваться в металле. |
| Достаточное сечение. | Обеспечьте достаточное количество металла для груза. |
| Жесткая, но гибкая конструкция. | Обеспечивает несколько путей для передачи силы через конструкцию. |
| Используйте широкие контуры. | Все острые ступеньки на валах закруглить; делать большой радиус на готовых изгибах; постепенно менять форму поперечного сечения. |
| Гладкая поверхность. | Удалить поверхностные трещины полировкой; пробивать отверстия вместо сверления; рассверлить просверленные отверстия. |
| Удалите острые углы отверстий. | Радиус всех острых углов, повышающих напряжение. |
ТАБЛИЦА 1 Методы снижения стресса.
Майк Сондалини — инженер по техническому обслуживанию
Мы (Accendo Reliability) опубликовали эту статью с любезного разрешения Feed Forward Publishing, дочерней компании BIN95.com
Интернет: trade-school.education
Эл. Почта: [email protected]
Если вам это показалось интересным, вам может понравиться электронная книга «Введение в массовую обработку материалов».