что это такое, способы расчета и влияние размеров на прочность шва
У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Что в сварочном соединении обозначает катет
Лучшим способом получить выносливые и долговечные соединения изделий из металлов является их сваривание. Но состыковка отдельных деталей в цельные конструкции должна осуществляться в соответствии действующих нормативов. Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
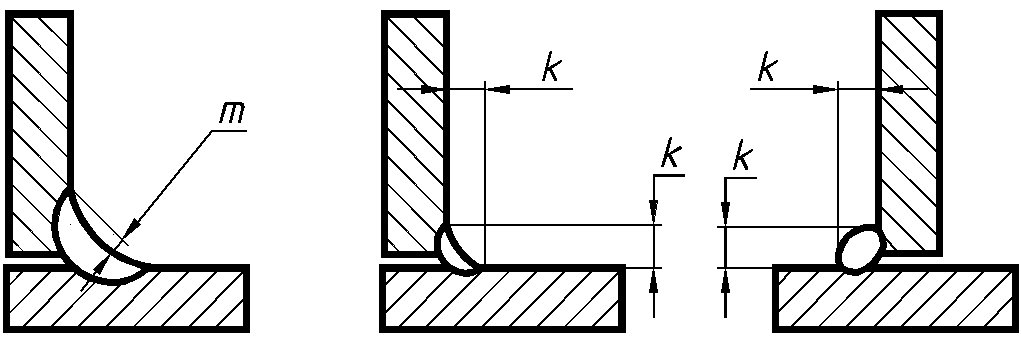
Что такое катет в сварке и какие функции он выполняет в готовых изделиях? Если рассматривать образуемый угловой сваркой стык в разрезе, то в идеале он должен воссоздавать равнобедренный треугольник. Расстояние от начала одного стыкового соединения до конца второго обозначает катет сварочного шва.
Другими словами, катет шва при сварке — это длина плоскости наибольшего треугольника с равными сторонами, который не выходит за пределы поперечного сечения.
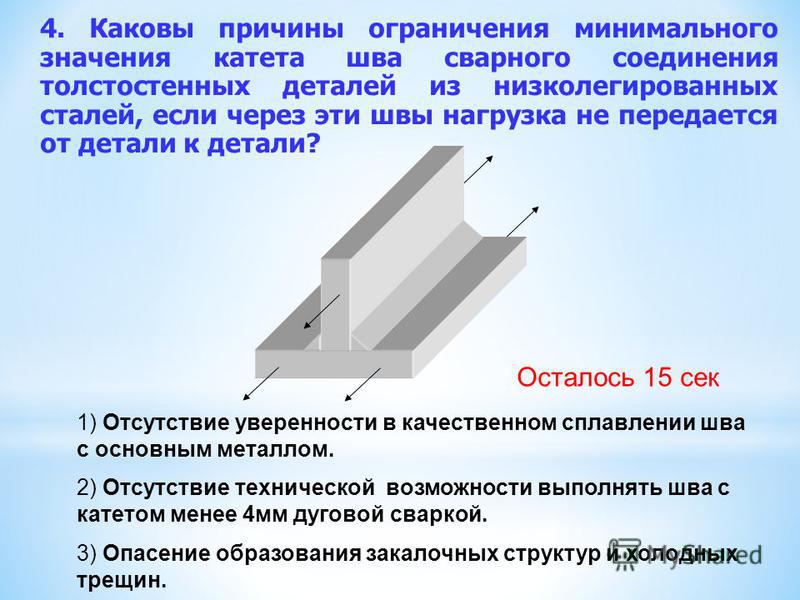
От величины катета напрямую зависит прочность шовного соединения. Например, недостаточной прочность будет при минимальной величине катета из-за небольшой площади сечения, а при чрезмерно большом значении может возникнуть деформация металла по причине увеличенного объема наплавки. Также большая величина влечет за собой повышенный расход электроэнергии и используемых при сваривании материалов..jpg)
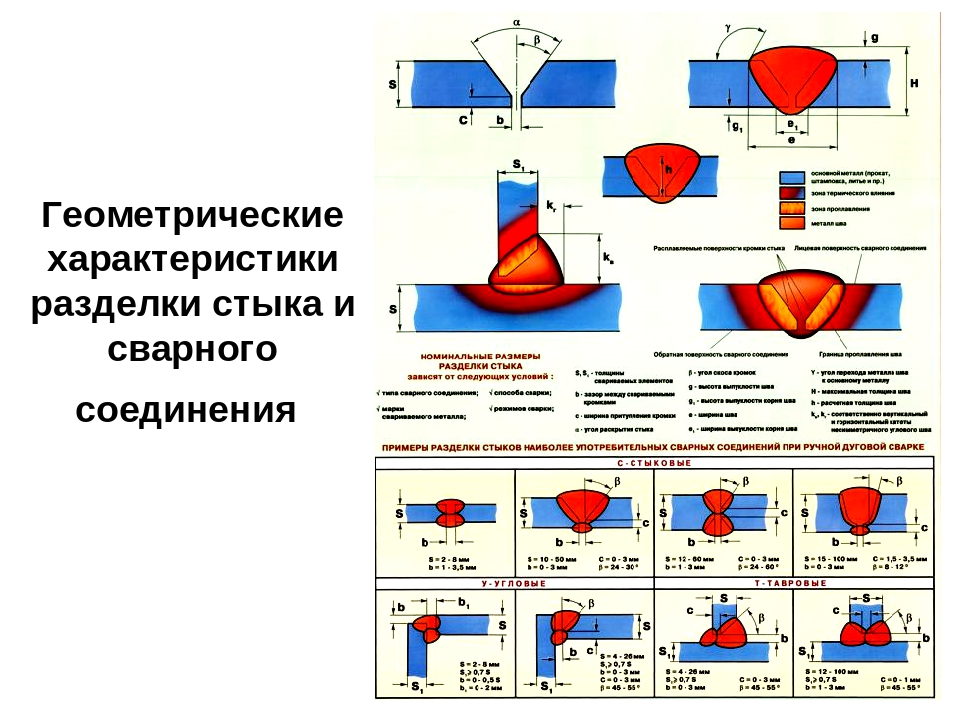
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
В связи с важностью правильной подготовки свариваемых кромок с точки зрения качества, экономичности, прочности и работоспособности сварного соединения созданы государственные стандарты на подготовку кромок под сварку. Стандарты регламентируют форму и конструктивные элементы разделки и сборки кромок под сварку и размеры готовых сварных швов.
ГОСТ 5264-80 «Швы сварных соединений. Ручная электродуговая сварка. Основные типы, конструктивные элементы и размеры» и ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» регламентируют конструктивные элементы подготовки кромок и размеры выполненных швов при ручной дуговой сварке металлическим электродом во всех пространственных положениях.
Необходимо отметить некоторые особенности применения стандартов. Различные способы электрической сварки плавлением в силу их технологических особенностей позволяют получить различную максимальную глубину проплавления. Варьируя основными параметрами режима сварки, конструктивными типами разделки кромок, можно увеличивать или уменьшать глубину проплавления и другие размеры шва.
Варьируя основными параметрами режима сварки, конструктивными типами разделки кромок, можно увеличивать или уменьшать глубину проплавления и другие размеры шва.
По указанной причине упомянутые стандарты, регламентирующие конструктивные элементы разделки кромок, учитывают возможность варьирования силой сварочного тока, напряжением, диаметром электродной проволоки (плотностью тока) и скоростью сварки. В тех случаях, когда процесс сварки обеспечивает использование больших токов, высокой плотности тока и концентрации теплоты, возможны повышенная величина притупления, меньшие углы разделки и величина зазора.
При ручной дуговой сварке такие факторы, как величина сварочного тока, скорость сварки и напряжение дуги, изменяются в небольших пределах.
Чтобы обеспечить сквозное проплавление кромок изделия при сварке односторонних стыковых или угловых швов при толщине листов свыше 4 мм, сварку приходится вести по заранее разделанным кромкам. При ручной сварке сварщики не могут существенно изменить глубину проплавления основного металла, но, меняя размах поперечных колебаний электрода, они могут значительно изменять ширину шва.
При толщине листов 9 — 100 мм ГОСТ 5264-80 для стыковых соединений предусматривает обязательную разделку кромок и зазор, которые имеют различную величину в зависимости от толщины металла и типа соединения.
Во всех случаях, используя стандарты на подготовку кромок, следует выбирать такие типы разделок, при которых обеспечиваются наименьшие объем и стоимость работ по разделке кромок, объем и масса наплавленного металла, полный провар по толщине, плавная форма сопряжения внешней части шва и минимальные угловые деформации.
Большое влияние на качество сварных соединений и экономичность процесса сварки оказывают чистота кромок и прилегающей к ним поверхности основного металла, точность подготовки кромок и сборки под сварку. Заготовки для свариваемых деталей следует изготовлять из предварительно выправленного и зачищенного металла. Вырезку деталей и подготовку кромок осуществляют механической обработкой (на пресс-ножницах, кромкострогальных и фрезерных станках), газокислородной и плазменной резкой и др. После применения тепловых способов резки кромки зачищают от грата, окалины и т. п. (шлифовальными кругами, металлическими щетками и др.).
После применения тепловых способов резки кромки зачищают от грата, окалины и т. п. (шлифовальными кругами, металлическими щетками и др.).
В некоторых случаях при сварке высоколегированных сталей основной металл в зоне термического влияния после резки также удаляют механическим путем. Перед сборкой кромки прилегающие участки основного металла (на 40 мм от кромки) должны быть очищены от масла, ржавчины и других загрязнений металлическими щетками, дробеструйной обработкой или химическим травлением. Детали собирают на прихватках (коротких швах) длиной 20 — 30 мм или в специальных сборочных приспособлениях.
Типы сварочных соединений и геометрия угловых стыков
Место сцепления деталей, созданное посредством расплавления и последующего остывания металла, называют сварочным швом. В зависимости от конфигурации и варианта расположения заготовок швы разделяются на стыковые и угловые. Первая разновидность в одной плоскости соединяет торцами два элемента, вторая — образует угол между свариваемыми заготовками.
Первая разновидность в одной плоскости соединяет торцами два элемента, вторая — образует угол между свариваемыми заготовками.
Основными геометрическими параметрами угловых соединений являются:
- толщина, состоящая из глубины провара и выпуклой части;
- ширина — размер наваренной между двумя деталями линии в поперечном сечении;
- высота — расстояние между началом стыка и гипотенузой;
- выпуклость — длина линии, проведенной от гипотенузы до самой высокой и выпуклой точки шовного стыка;
- корень — максимально удаленная от поверхностей стыкуемых элементов часть наплавления;
- глубина провара — определяется по заполненному металлом зазору без учета выпуклости;
- катет шва при сварке — расстояние между кромкой соединения и поверхностью второй заготовки.
Есть ряд специалистов, особенно начинающих сварщиков, которые попросту не понимают, что такое катет сварного шва и считают, что для повышения прочности стыка достаточно увеличить объем наплавки. Но такое мнение является большой ошибкой и чем больше металла наплавлять, тем высшие риски перегрева материала.
Но такое мнение является большой ошибкой и чем больше металла наплавлять, тем высшие риски перегрева материала.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:
- С увеличением силы тока при неизменном напряжении возрастает температура, поэтому глубина провара становится большей. Но при избыточном ампераже возможно прожигание металла.
- Рост напряжения при постоянной силе тока приводит к увеличению катета. При избытке возможен непровар.
- При увеличении скорости движения электрода снижается температура нагрева металла. Уменьшаются ширина шва и глубина провара. При скорости свыше 50 м/ч недостаток температуры приводит к образованию дефектов, делающих шов непрочным.
- Вязкость материала электрода влияет на форму усиления. Чем она выше, тем более выпуклой становится наплавка.
Режим сварки подбирают по заготовке с наименьшей толщиной, чтобы не прожечь ее.
Расчет катета
Чтобы избежать ошибок и изготовить действительно качественную, способную выдерживать высокие нагрузки металлоконструкцию необходимо предварительно рассчитать какой должен быть катет сварного шва.
От этого показателя непосредственно зависят прочностные характеристики создаваемых изделий, в частности:
- нельзя увеличивать наплавление, поскольку от этого существенно изменяются в худшую сторону прочностные характеристики;
- если повысить ширину охвата, то сразу же расширяется площадь нагревания и соответственно расплавляется большее количество металла. В результате это становится причиной деформации всей конструкции;
- слишком большие ширина и высота сварных швов существенно повышают количество расходуемых материалов, а если речь идет о массовом производстве, то такие затраты попросту недопустимы;
- при сваривании заготовок разной толщины очень важно определить значение катета, и рассчитывать его нужно с учетом геометрических параметров детали, которая тоньше;
- слишком узкие шовные соединения не обладают должной прочностью и понижают качество всей конструкции. Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.


Расчет катета сварного шва позволяет еще до начала сварочных работ определить какими прочностными свойствами будет обладать металлоконструкция. Кроме этого и с финансовой точки зрения наличие таких показателей необходимо. Вплоть до копейки можно рассчитать себестоимость работ, обеспечивая экономию на расходе электроэнергии и комплектующих.
Критерии выбора катета сварочного стыка
Длина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
- толщина соединяемых друг с другом деталей;
- материал, из которого выполнены заготовки;
- тип соединения — одно- или двухстороннее в зависимости со скольких сторон проваривается угол;
- технические характеристики расходных материалов, в частности проволоки и электродов.
Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
- когда одна из сторон стыкового соединения слишком вытянута, то это является признаком того, что только на одну заготовку наложен расплав, а вторая заготовка прикреплена плохо. Поэтому важно чтобы с обеих сторон катеты были одинаковыми. Дефекты такого характера возникают из-за смещения дуги вправо или влево;
- растянутый и плоский валик указывает на то, что расплавившийся металл хаотично растекся по поверхности деталей. Это тоже считается браком, образующимся из-за чрезмерно короткой дуги;
- при очень коротких катетах на стыковых соединениях образуются большие выпуклости. Такие дефекты возникают при длинной дуге, металл при этом застывает сверху и даже при небольших нагрузках сразу же появляются трещины.
Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
Как провести расчеты катета сварочного стыка
Что такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу.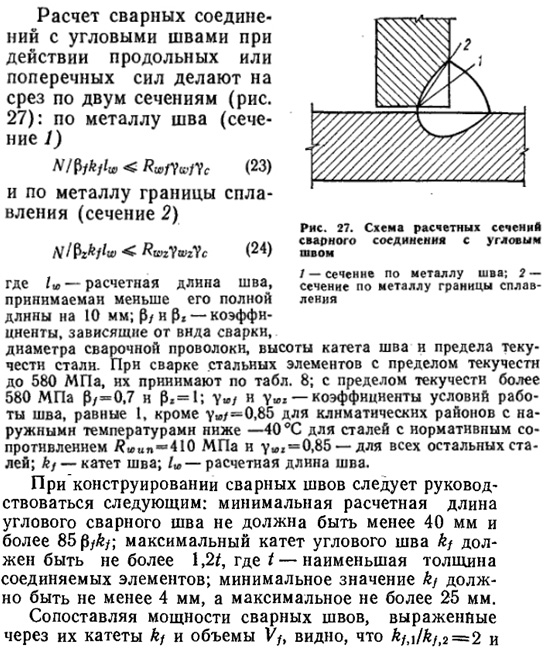 Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы.
В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.
Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью.
Другие способы визуального вычисления катета
Существует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ.
Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура.
Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
- прибор Красовского УШК-1. Применяют для замеров зазоров между свариваемыми деталями, габаритов стыковых, тавровых и нахлесточных соединений;
- измерительное устройство УШС-2. Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
- прибор УШС-3. Процесс измерения с ним более сложный. С его помощью проверяются показатели углов разделки швов, высота сварного шва и смещение между соединяемыми элементами;
- шаблон, оснащенный измеряющим Маршака-Ушерова УШС-4. Предназначен для проведения промеров корня шва, углов и размера катета. Среди всех приборов считается наиболее универсальным.
 Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом.
Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию.
Способы контроля
Контроль сварочных швов – неотъемлемая часть технологического процесса. Прежде всего, соединение необходимо исследовать на устойчивость к разрушающим нагрузкам. Формы контроля могут быть разными. Они зависят от принципов, на которых основываются. К передовым методам относится радиография, рентгенография, облучение гамма-лучами, ультразвуковой и вихретоковый контроль. Сюда же следует добавить магнитное зондирование, а также капиллярный способ исследования швов. Представленные виды контроля требуют наличия дорогостоящей аппаратуры и не всегда могут быть реализованы, особенно в условиях мелкого производства.
Прежде всего, соединение необходимо исследовать на устойчивость к разрушающим нагрузкам. Формы контроля могут быть разными. Они зависят от принципов, на которых основываются. К передовым методам относится радиография, рентгенография, облучение гамма-лучами, ультразвуковой и вихретоковый контроль. Сюда же следует добавить магнитное зондирование, а также капиллярный способ исследования швов. Представленные виды контроля требуют наличия дорогостоящей аппаратуры и не всегда могут быть реализованы, особенно в условиях мелкого производства.
В качестве подручного прибора для измерения катетов может служить готовый шаблон. Если быть точным, то практическое значение имеет не один шаблон, а целый набор.
В самой простой конструкции шаблон представляет собой набор пластин, скрепленных одним концом. На другом конце выполнены прорези, соответствующие форме поперечного среза шва. Мастер поочередно прикладывает шаблоны к заготовке и определяет максимально соответствующий из них. На каждом шаблоне нанесен размер соответствующего катета.
На каждом шаблоне нанесен размер соответствующего катета.
Существует еще несколько приборов, которые по своему принципу действия представляют шаблоны, только способ измерения катетов у них несколько отличается. Шаблон Красовского предназначен для определения зазоров между заготовками. Универсальный шаблон сварщика (УНС-2) – набор пластин с вырезами. По форме выпуклой гипотенузе можно определить длину катетов. Шаблон Маршака-Ушерова позволяет измерить не только катет, но и определить корень шва. Этот прибор считается самым универсальным из всех описанных выше.
Как рассчитать катет с учетом толщины исходного материала
Чтобы безошибочно вычислить размер катета сварного шва от толщины металла требуется линию треугольника выбирать с учетом габаритов самих изделий, вида и положения спая. Для каждой детали индивидуально происходит подбор, но при этом обязательно необходимо руководствоваться общими принципами.
Чтобы соединение было надежным и основательным, обе одинаковые по длине стороны треугольника должны находиться перпендикулярно одна к другой.
Сами спаи могут быть разными:
- стыковые: с односторонним, криволинейным, V или X-образным скосом, или вообще без скоса кромок;
- выполненные внахлест;
- торцевые;
- угловые: не меньше 30° должен быть угол, двух- или односторонние с ровными кромками, с двумя или одним скошенным краем;
- тавровые: со скосами (одним или двумя) или без них, с прямым или острым углом, одно- и двухсторонние.
Среди перечисленных выше типов состыковок расчет катета сварного шва от толщины металла допустим только для тавровых, нахлесточных и угловых.
Если необходимо состыковать разные по габаритам элементы, то следует катет сварного шва принимать по наименьшей толщине свариваемых деталей.
В случаях, когда сильным нагрузкам сваренная конструкция подвергаться не будет, то габариты шовного соединения можно определить по толщине материала. Например, при соединении элементов с толщиной каждого около 4-5 мм приблизительный катет не должен превышать 4 миллиметров.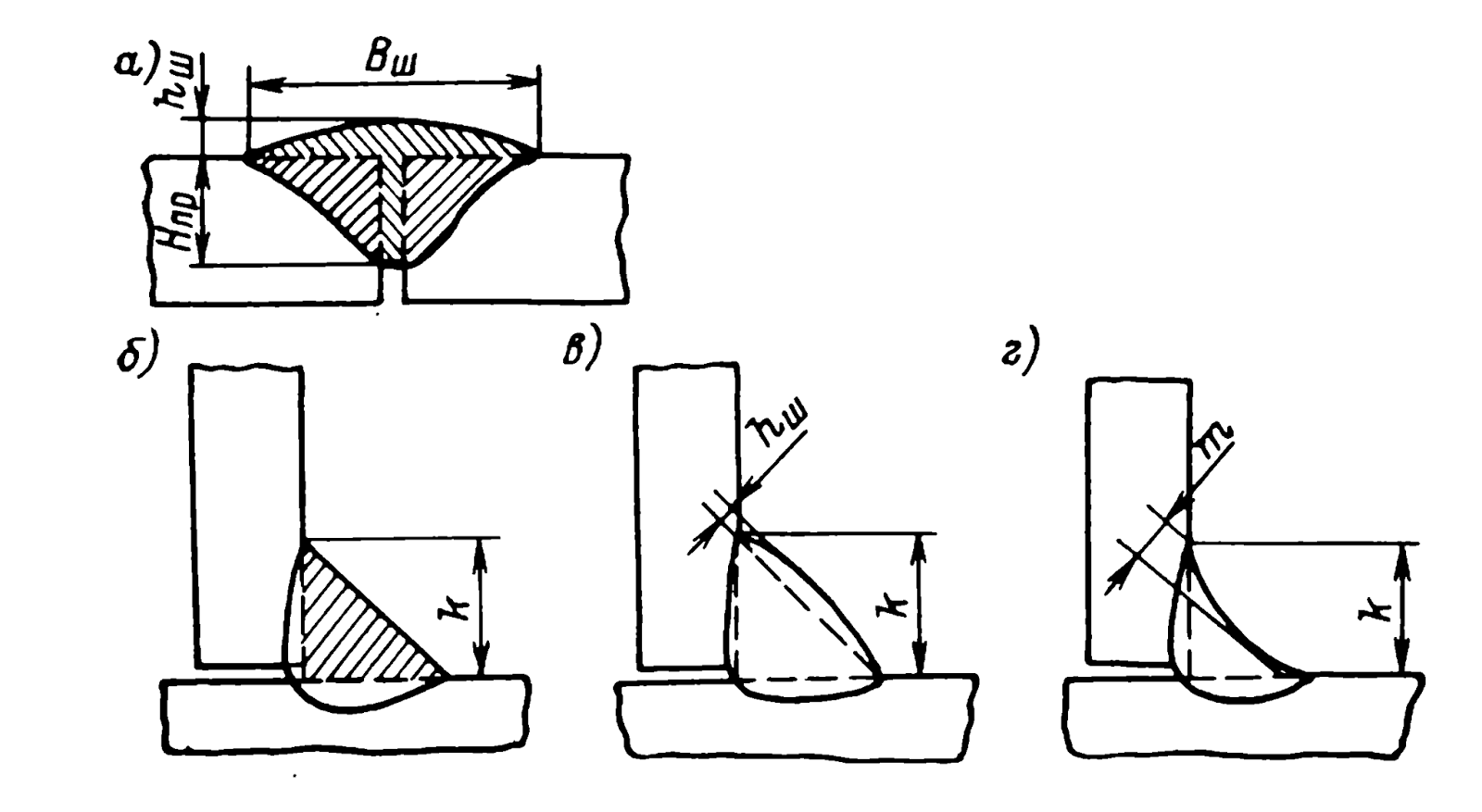 Если заготовки более толстые в пределах 5-6 мм, то максимальным показателем является 5 мм.
Если заготовки более толстые в пределах 5-6 мм, то максимальным показателем является 5 мм.
Вычисление размеров катета важно на предприятиях и заводах при серийном производстве металлоконструкций. Имея в наличии необходимые значения можно избежать брака, а также в разы сократить производственные затраты.
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
В остальных случаях размер катета составляет примерно 40% от толщины металла.
Расчет размера катета с применением математических формул
Известно множество математических способов для того как рассчитать катет сварного шва. Практически для каждого типа стыков существуют отдельные формулы и при необходимости их без особых проблем можно найти в интернете на специализированных сайтах, как собственно и таблица катетов сварных швов находится в открытом доступе для пользователей.
Если рассматривать валик как треугольник, то квадрат катета в нем аналогичен объему наплавки. Например, когда 10 мм составляет длина спая и при этом всего на 1 мм увеличен катет (К), то на целых 20% потребуется больше затратить проволоки.
При состыковке деталей толщиной до 4 миллиметров внахлест К должен равняться 4 мм. При высшем значении необходимо вычислить от толщины 40% и добавить 2 мм к полученному результату.
Но перед тем как выбрать катет сварного шва нельзя забывать о том, что угловые швы бывают нескольких разновидностей:
- нормальные, на которых нет вогнутых и выпуклых участков. В данном случае катет аналогичен толщине металла;
- вогнутые. Здесь катет сварного шва минимальный и составляет 0,85;
- выпуклые. Чтобы узнать какова оптимальная толщина сварного катета расчет осуществляется по формуле: К = S x cos45°. Символ S обозначает ширину спая, а cos45° — это постоянная величина, составляющая 0,7071;
- специальные, в которых треугольник валика не разносторонний.
Чтобы с максимальной точностью вычислить катет сварочного шва в зависимости от толщины металла одних только математических действий будет недостаточно. Особое значение отводится текучести свариваемого металла и технологии, посредством которой проводятся сварочные работы.
Тем, кто не может выполнить быстрые расчеты и затруднятся как выбрать катет сварного шва таблица 1 в разы упростит работу.
Для материалов с другими пределами текучести металла при необходимости рассчитать минимальный катет сварного шва таблица 2 также будет полезной для применения в работе.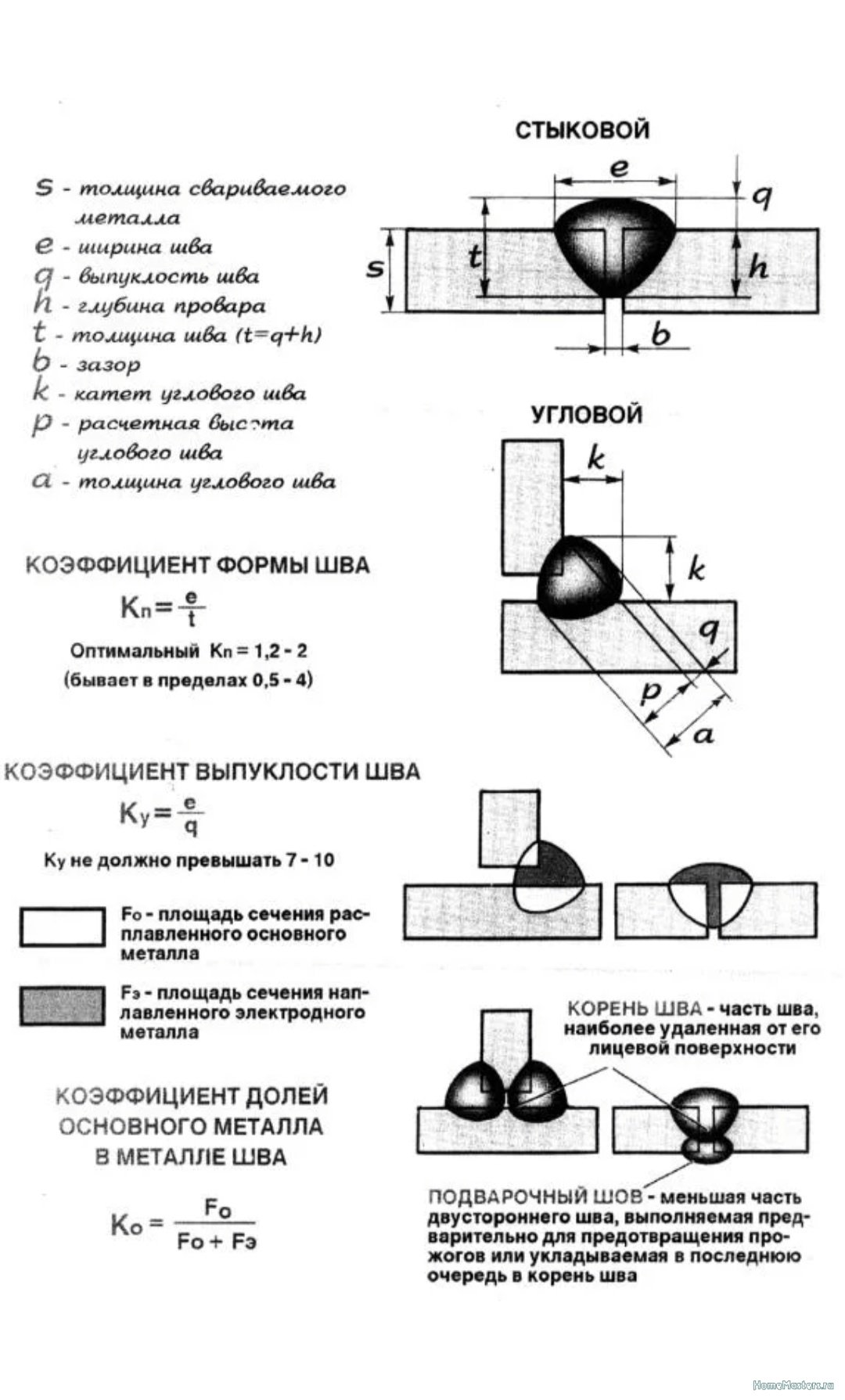
ВАЖНО! Полученный при математических вычислениях результат необходимо дополнительно сверить с выдвигаемыми к геометрии шовных соединений требованиями ГОСТа 5264-80, ГОСТа 11543-75 и другими нормативными материалами.
Что влияет на качество швов
Качество свариваемых стыков зависит, в первую очередь, от электродов, используемых для проведения работ. К качеству электродов предъявляются стандартные промышленные требования:
Устройство сварочного электрода
- специальный состав металлического стержня;
- устойчивое горение электрической дуги;
- минимизация разбрызгивания.
Помимо заводских требований, есть и дополнительные условия к сварке соединений заданной формы. Для выпуклых линий необходимы электроды, образующие при плавке густую и вязкую консистенцию. Если же при оплавлении стержень дает слишком жидкий расплав, то сформируется вогнутая линия. Выпуклые стыки считаются усиленными, а вогнутые – ослабленными. Часто применяют плоские линии сварки – это универсальный тип соединения элементов.
Часто применяют плоские линии сварки – это универсальный тип соединения элементов.
Кроме правильно выбранных электродов, на качество сварки оказывает влияние режим работы, который можно корректировать:
Влияние режима сварки на форму шва
- при повышении силы тока ширина сварочной линии не будет отличаться от заданной, а глубину провара можно увеличить;
- изменением напряжения добиваются увеличения ширины стыка, при снижении глубины провара;
- повышая скорость передвижения электрода, удается уменьшить ширину, и значительно увеличить глубину.
При выполнении сварочных работ необходимо помнить, что завышение скорости движения электрода на величину более 50 м/час чревато снижением качества работ, поскольку металл от скоростного воздействия прогревается недостаточно, отчего страдает плавка и нарушается кристаллизация.
Видео по теме: Сварка — катет 12 мм
Публикации по теме
Как обозначаются сварные швы на чертежах согласно ГОСТу
Особенности выполнения полуавтоматической сварки в среде углекислого газа
Область применения и преимущества TIG сварки
Как вычислить размер катета для соединения 1 м
При выполнении сварочных работ в домашних условиях достаточно измерить превышающую толщину материала на 1-1,15 мм сторону и примерно определить по ней катет сварного шва, таблица с готовыми параметрами также станет хорошим помощником начинающим сварщикам. Но выполненные таким образом расчеты довольно условные, основанные на предпосылках.
Работающим на крупных промышленных предприятиях профессиональным сварщикам не нужно объяснять, что такое катет при сварке шва и какова его важность. Главной целью проектных расчетов при массовом производстве объектов и конструкций из металлических сплавов является определение подходящего размера спая по отношению к конкретным показателям осевого напряжения и растяжения материала.
Для расчета размера наплавленной присадки соответственно нагрузки на растяжение применяют следующую формулу: L = F/ ρ x [ρ], в которой L – длина наплавленного спая, F — будущая нагрузка на сварочное соединение, которой шов будет подвергаться, Ρ — максимально допустимая нагрузка на стык в процессе эксплуатации готового изделия.
Для вычисления по осевому напряжению приемлемой протяженности существует другая формула: L = F/0,7K x ρ
Как определить катет сварного шва из этой формулы? Путем простых математических действий можно вывести новую формулу, по которой К = 0,7 х L х ρ
Учитывая то, что нам необходимо определить габариты катета для одного метра шовной наплавки, то конечный результат будет К = 0,7 х ρ
Если внимательно проанализировать приведенный порядок расчета, очевидным становится вывод — размер катета напрямую зависит от значений допустимой нагрузки на соединительный шов. Узнать допустимые нормы нагрузок при сваривания разными методами можно с помощью специальных таблиц.
Узнать допустимые нормы нагрузок при сваривания разными методами можно с помощью специальных таблиц.
Уже на этапе разработки проектной документации необходима толщина сварочного шва, расчет показателя выполняется с учетом:
- класса и разновидности сварки;
- марки используемых электродов;
- допустимой действующими нормами нагрузки;
- показателей осевого напряжения и растяжения;
- высоты усиления сварного шва.
На основании этих значений создается чертеж соединительного стыка, уточняются размеры и технические характеристики стыкуемых элементов. Также в процессе проектирования конструкции исчисляется катет шва по наименьшей толщине свариваемых деталей, что дает возможность оптимизировать себестоимость и повысить качество сварочного процесса.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.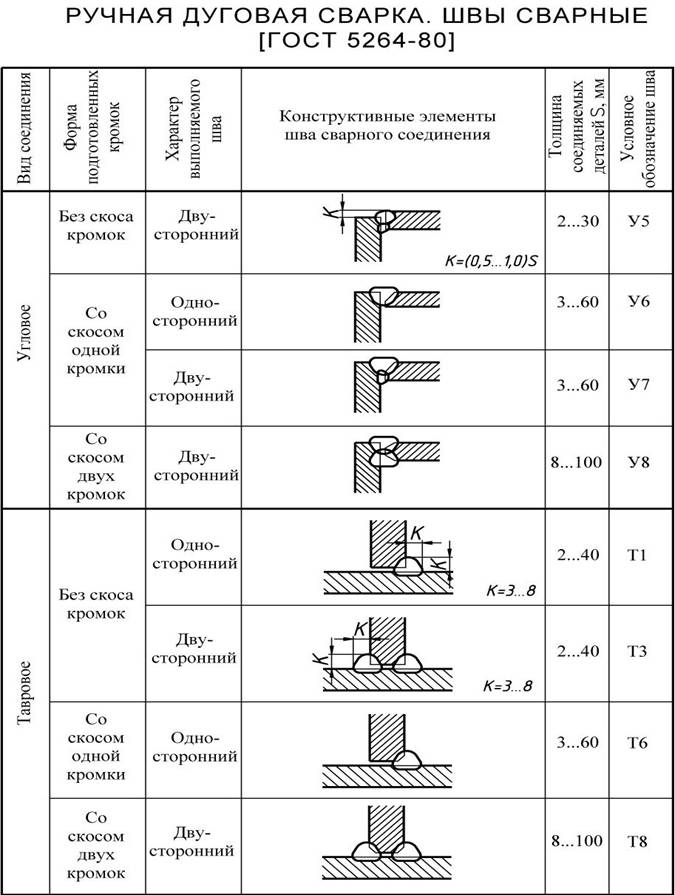
Параметры сварного шва.
Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При сварке металлических конструкций, не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
ГОСТ катетов стыковых швов
Чтобы в процессе эксплуатации металлоконструкции выдерживали возлагаемые на них нагрузки все присутствующие на них шовные соединения должны соответствовать нормативным показателям.
Основным документом, регламентирующим размеры сварных соединений, а также типы и характеристики конструктивных элементов металлоизделий является ГОСТ.
Здесь четко указано, что при необходимости состыковать разные по толщине детали соединять их можно таким же образом, как и заготовки с равной толщиной. Только при этом разница между двумя показателями не должна превышать нормативных значений.
Только при этом разница между двумя показателями не должна превышать нормативных значений.
В одном из пунктов ГОСТа обусловлены допустимые смещения кромок по отношению друг к другу и установлены четкие параметры смещений в соответствии толщины заготовки. В приложении к документу описаны все возможные минимальные размеры катетов, которые в обязательном порядке следует учитывать при сваривании металлоконструкций.
Сварные соединения
На сегодняшний день разработано и освоено более 150 способов соединения деталей с помощью электросварки. Но на этом технология не останавливается, и постоянно внедряются различные инновационные методы. Практически все внимание акцентировано на сварочном шве, как области стыка двух металлов, образованной при их кристаллизации. В зависимости от взаимной ориентации элементов конструкции друг относительно друга различают несколько видов сварных швов. В самой тривиальной классификации их разделяют на угловые и стыковые.
- Угловые стыки образуются при тавровых соединениях, крестовых или непосредственно угловых. Подобные швы формируются после односторонней или двусторонней разделки кромок. Метод разделки зависит от габаритов конструкции. Такие стыки могут подразделяться на непрерывные и прерывистые, в зависимости от вида продольного сечения.
- Стыковое соединение подразумевает сварку двух изделий, прилегающих друг к другу торцами. Шов внахлест является частным случаем стыкового соединения. Кромки деталей могут иметь скос или оставаться прямыми. Чаще всего встречаются горизонтальные швы. При толщине деталей, не превышающей 8 мм, разделку кромок не производят.
 Подобные швы формируются после односторонней или двусторонней разделки кромок. Метод разделки зависит от габаритов конструкции. Такие стыки могут подразделяться на непрерывные и прерывистые, в зависимости от вида продольного сечения.
Подобные швы формируются после односторонней или двусторонней разделки кромок. Метод разделки зависит от габаритов конструкции. Такие стыки могут подразделяться на непрерывные и прерывистые, в зависимости от вида продольного сечения.Последствия неправильного вычисления сварного катета
Начинающие сварщики довольно часто припускаются ошибок в проведении расчетов, вследствие чего получают неправильные значения размеров катета. В случаях изготовления простых конструкций незначительные отклонения не представляют никакой опасности. Когда же ошибки допущены при создании габаритных несущих конструкций, то последствия могут быть непоправимыми. Поэтому задача первостепенной важности при сварочных работах — с безупречной точность рассчитать параметры стыков и в частности катет сварочного шва (что это такое более детально описано выше).
Любой излишек наплавления по линии соединения понижает прочность, вызывает разбрызгивание расплавленного металла, образование наплывов на поверхности деталей, а также повышает расход электродов и электроэнергии.
Но самой большой проблемой неверно выполненных расчетов является то, что даже при незначительных нагрузках конструкция начнет разрушаться и дальнейшая ее эксплуатация будет невозможной.
Качественные параметры сварных работ
Чтобы выполнить качественное сварное соединение, необходимо знать его параметры. Одним из таких параметров является катет. Именно соблюдение его размера позволяет выдерживать будущему изделию статические и динамические воздействия. Катет сварочного шва – это расстояние, идущее по плоскости одной детали до угла примыкания с другой. Но чтобы знать этот размер, его надо правильно рассчитать.
Катет и другие характеристики сварного шва
Как проверить качество шва и сварочных работ
Чтобы сварное соединение получилось надежным и прочным недостаточно только правильно рассчитать параметры катета. Важно также строго соблюдать технологию сваривания и следить, чтобы по всей протяжности швы были однородными и равномерными.
Существует несколько способов как проверить катет сварного шва на прочность и долговечность. Самыми популярными и часто применяемыми являются два метода:
- разрушающий. На специальных макетах проводятся разного рода испытания, по результатам которых определяется прочность стыков и конструкций в целом. Это могут быть повышенные механические нагрузки, химические, металлографические и другие исследования;
- неразрушающий. Этот способ контроля включает визуальный осмотр соединения, исследования с использованием магнитных волн, ультразвука и другого специализированного оборудования.
Визуальный контроль не требует особых навыков и наличия дорогостоящих приборов. Но его недостаточно для того, чтобы обнаружить присутствующие дефекты и неточности. Избежать образования на сварочном шве изъянов можно, если соблюдать при его создании некоторые правила:
- в месте сваривания не должно быть сквозняка и сильного ветра, поскольку это первые причины возникновения пор в соединительном стыке;
- сварочный ток превышать нельзя — это нарушает структуру металла;
- в зависимости от толщины металла необходимо правильно выбирать зазор;
- дугу лучше всего использовать короткую;
- при работе с постоянным током нельзя допускать чтобы на металл или электроды попадала вода;
- следить за тем, чтобы на всей протяженности шва одинаковой была его ширина. Даже при малейших отклонениях неравномерно будут распределяться нагрузки и возрастают риски появления трещин и полного разрушения сварочного стыка;
- контролировать глубину провара, она должна быть равномерной. В противном случае могут возникнуть внутренние трещины;
- правильно подбирать электроды для сварки. Касается это как диаметра, так и состава металлического стержня. Для выпуклых валиков подойдут электроды, которые при расплавлении образуют вязкую и густую консистенцию. Если расплав очень жидкий, то линия получится вогнутой.
 Даже при малейших отклонениях неравномерно будут распределяться нагрузки и возрастают риски появления трещин и полного разрушения сварочного стыка;
Даже при малейших отклонениях неравномерно будут распределяться нагрузки и возрастают риски появления трещин и полного разрушения сварочного стыка;От режима работы во многом зависит качество сварки и форма шовного соединения. Если нужно увеличить глубину и уменьшить ширину шва, то достичь этого можно при повышении скорости передвижения электрода. Когда наоборот глубину необходимо уменьшить и ширину сделать больше, то просто следует изменить напряжение.
Придерживаясь этих простых рекомендаций в сочетании с правильно выполненными расчетами можно не сомневаться в качестве и высоких прочностных показателях сварочного стыка.
Профессиональные сварщики на крупных производственных объектах до миллиметра определяют геометрические параметры и технические характеристики будущего шва. Но если нарушать сварочные технологии и игнорировать контрольные проверки, то даже самые точные расчеты шовных соединений не обеспечат гарантии качества сварных конструкций.
Свойства
Получив представление о геометрических параметрах, можно разбираться со свойствами сварного соединения. Основные свойства — это:
Основные свойства — это:
- однородность наплавки сварного валика ;
- равномерность наплавки;
- глубина проварки.
Под равномерностью понимают постоянство геометрических параметров вдоль шовной линии, прежде всего:
- высоты шовного материала;
- его ширины.
Если в каком-либо месте ширина окажется меньше проектной, то там в ходе эксплуатации изделия под внешней нагрузкой будут концентрироваться механические напряжения. В этой точке наиболее вероятно разрушение конструкции.
Однородность – это отсутствие дефектов сварки, таких, как пористость или неоднородность шовного материала.
Однородный сварной шов
Соблюдение глубины проварки проектной, ее постоянство обеспечивает заданную площадь сплавления заготовок, что гарантирует способность конструкции выдерживать большие нагрузки.
Катеты сварных швов: характеристика и свойства
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 103038
[~ID] => 103038
[NAME] => Катеты сварных швов: характеристика и свойства
[~NAME] => Катеты сварных швов: характеристика и свойства
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Прочность сварного шва определяется несколькими факторами. Первый важный показатель - это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции - это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название "катетомеры сварщика". Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид - это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно.
Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика - это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой.
Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
 Первый важный показатель - это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции - это точные размеры катетов сварного шва.
Первый важный показатель - это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции - это точные размеры катетов сварного шва.
 В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
 Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.

- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.

Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
 Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока.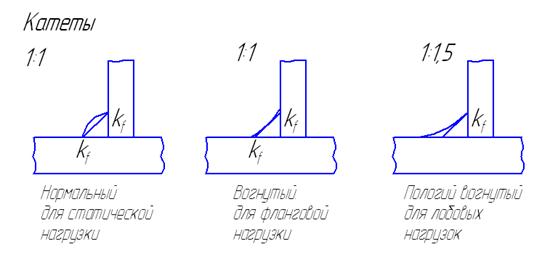
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода. Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу.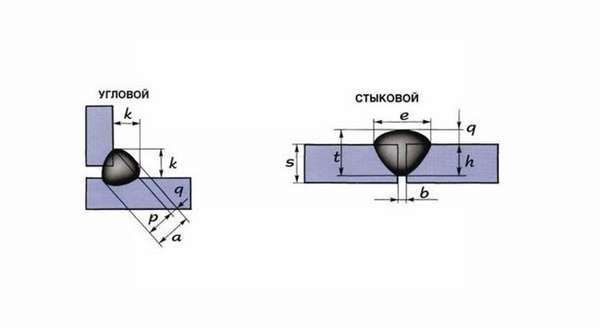
Источник: fb.ru
[~DETAIL_TEXT] =>
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.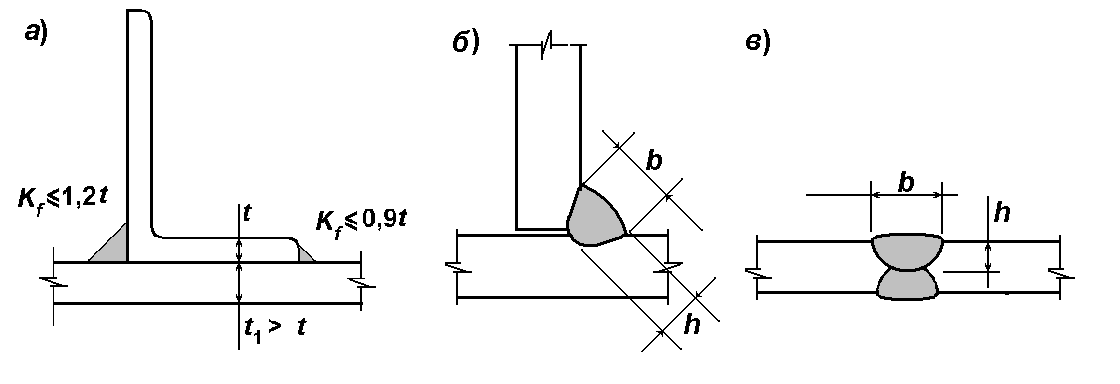 По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
 Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
 Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода.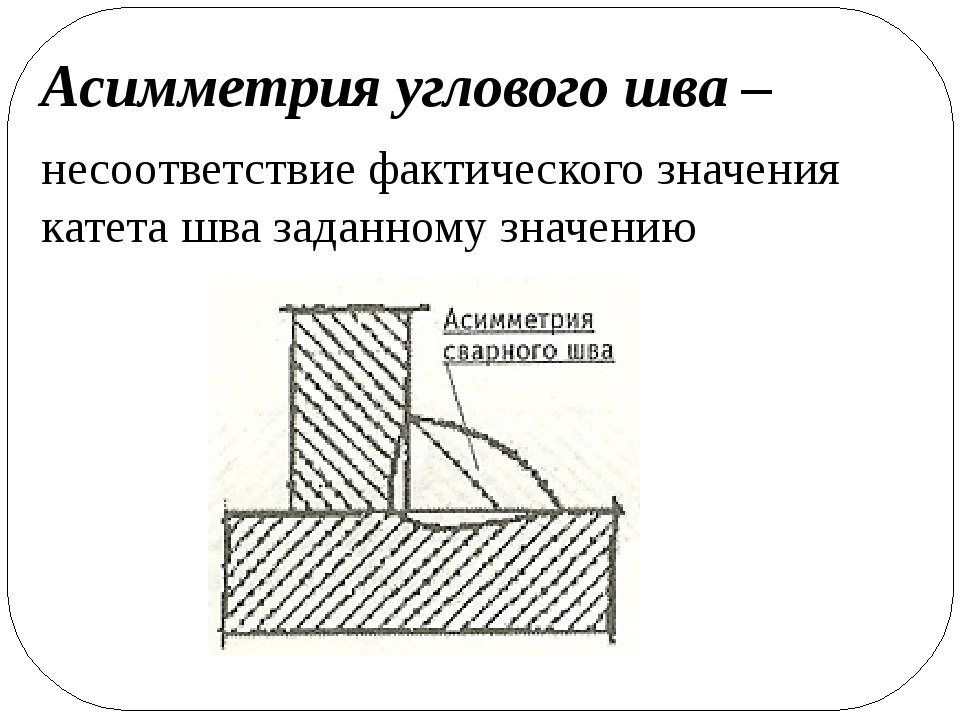 Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. [~PREVIEW_TEXT] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 25.07.2019 16:06:21
[~TIMESTAMP_X] => 25.07.2019 16:06:21
[ACTIVE_FROM] => 25.07.2019
[~ACTIVE_FROM] => 25.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103038/
[~DETAIL_PAGE_URL] => /news/115/103038/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[~CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[EXTERNAL_ID] => 103038
[~EXTERNAL_ID] => 103038
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 25.
[~PREVIEW_TEXT] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 25.07.2019 16:06:21
[~TIMESTAMP_X] => 25.07.2019 16:06:21
[ACTIVE_FROM] => 25.07.2019
[~ACTIVE_FROM] => 25.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103038/
[~DETAIL_PAGE_URL] => /news/115/103038/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[~CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[EXTERNAL_ID] => 103038
[~EXTERNAL_ID] => 103038
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 25. 07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[SECTION_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[SECTION_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[ELEMENT_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник.
07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[SECTION_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[SECTION_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[ELEMENT_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник.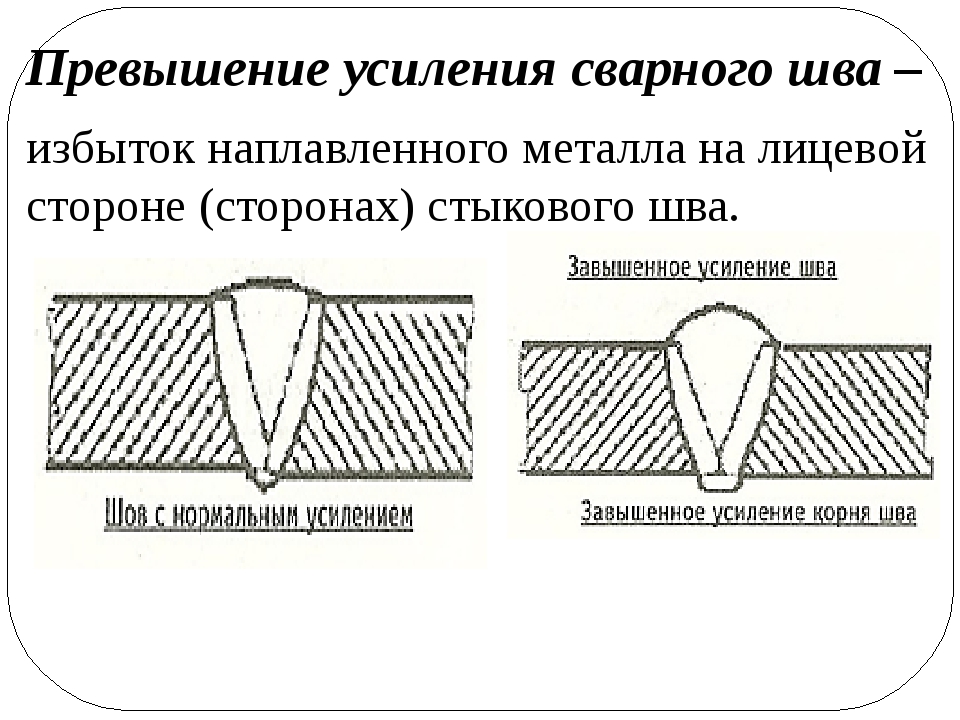 В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[ELEMENT_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[ELEMENT_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Катеты сварных швов: характеристика и свойства
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Катеты сварных швов: характеристика и свойства25.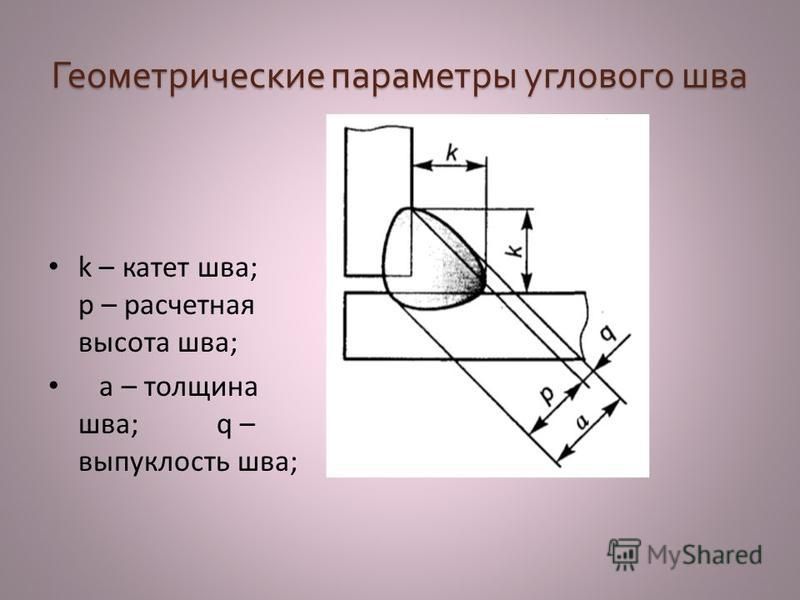 07.2019
07.2019
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам.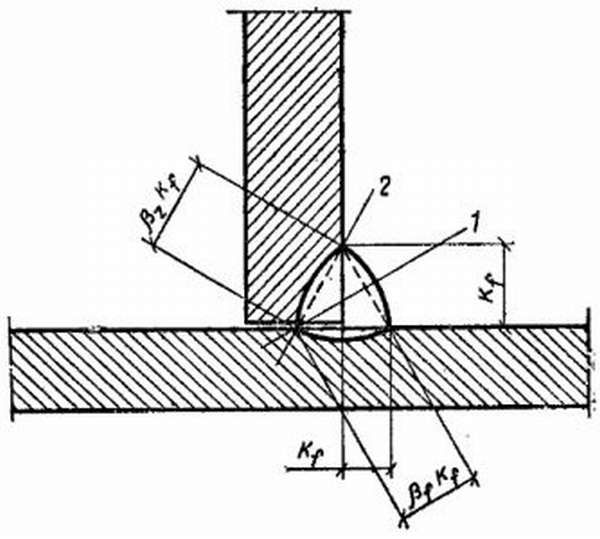 На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.

Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.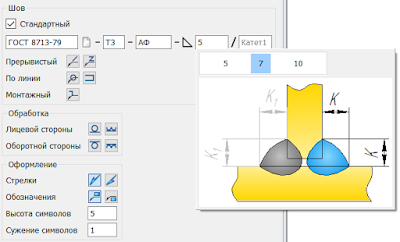
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
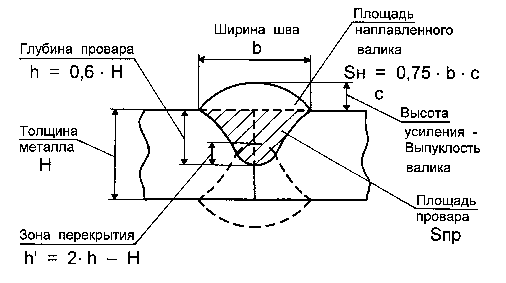 Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода. Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Источник: fb.ru
Просмотров: 1162
Расход электродов – определяем предстоящие затраты при сварке + Видео
Электросварочные работы делятся на автоматические, полуавтоматические, а также ручные, и как раз для последних всегда необходимо рассчитывать расход электродов.
1 Какие факторы влияют на расход электродов?
Ручная электросварка выполняется покрытыми электродами, которые имеют обыкновение очень быстро заканчиваться при сплавлении металла электрической дугой. При этом некоторое количество присадочного материала сгорает, а часть сплавляется со свариваемым металлом в шве. Насколько быстро укоротится стальной стержень в обмазке, зависит от многих факторов. В частности, должен быть правильно выбран диаметр электрода, исходя из толщины свариваемого металла.
В частности, должен быть правильно выбран диаметр электрода, исходя из толщины свариваемого металла.
В свою очередь, сила тока выбирается в зависимости от диаметра стержня присадочного материала. Если диаметр электрода не соответствует толщине и степени тугоплавкости металла, и стержень слишком тонок, присадочный материал будет сгорать быстрее при меньшей производительности. Чрезмерно толстый стержень будет поставлять большие наплывы металла при малой глубине провара, и, чтобы сделать шов качественным, придется выполнять широкие колебательные движения, без которых может случиться прожог.
Силу тока тоже нужно выбирать правильно, поскольку превышение необходимого порога может привести к разбрызгиванию металла при плавлении электрода. Помимо всего вышеперечисленного, следует очень точно соблюдать нюансы технологии сварочного процесса. Не следует делать зазор между заготовками шире необходимого, поскольку, чем больше отдалены друг от друга свариваемые листы металла, тем значительнее будет затрата электрода на заданный отрезок шва – увеличится размах поперечных движений.
Точно также количество затрачиваемого присадочного материала зависит от толщины металла заготовок, поскольку увеличится время проваривания на нужную глубину. Для конструкций повышенной прочности необходимы швы большого диаметра, что требует нескольких проходов, а значит и значительные траты электродов, которые нужно правильно рассчитывать.
2 Как определить затраты электродов в килограммах?
В сварочных работах существует такое понятие, как нормы расхода присадочного материала, придерживаться которых необходимо, хотя и сложно, ввиду специфики плавления металла, зависящего от многих факторов. В целом, определение данной нормы выглядит следующим образом: H = M + MО, где M соответствует массе наваренного металла, а MО – массе отходов, на которую приходится сгорание стержня, его разбрызгивание, а также огарки.
Однако эта формула слишком приблизительная, в ней не учтены многие факторы, влияющие на затраты электродов.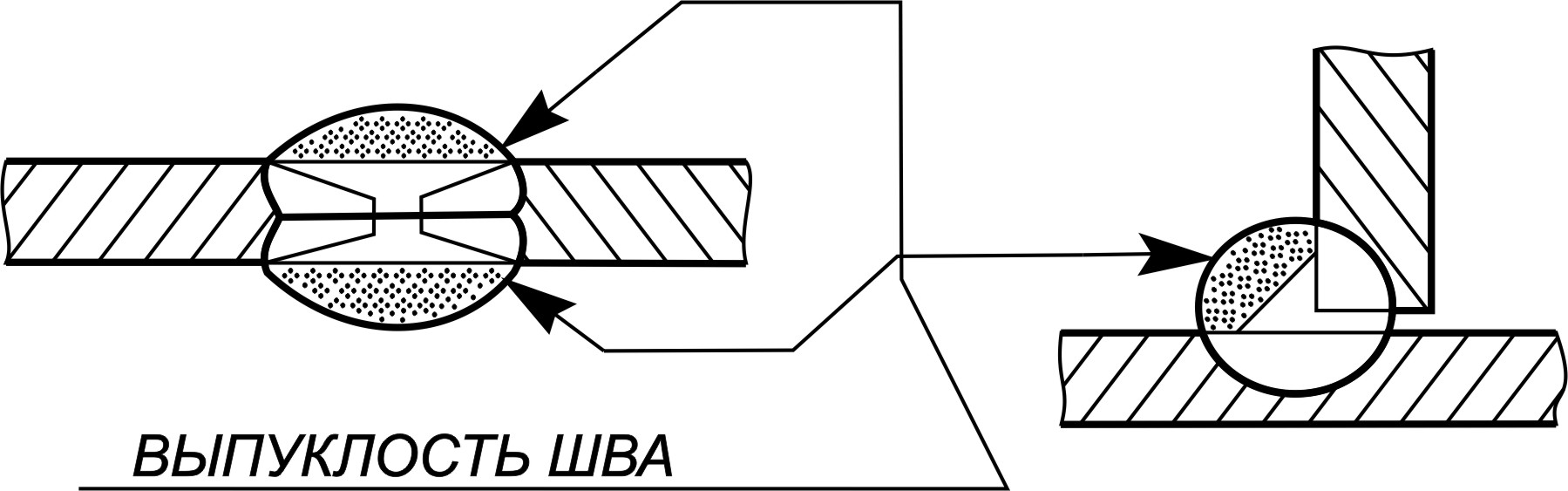 Поэтому рассмотрим более подробное вычисление. Когда предстоит сваривание деталей и конструкций в больших масштабах, присадочный материал закупается не штучно, а килограммами, с учетом уменьшения веса электродов в процессе сушки. В этом случае целесообразно выполнять расчет расхода сварочных электродов на 1 метр шва при сварке для вычисления их массы.
Поэтому рассмотрим более подробное вычисление. Когда предстоит сваривание деталей и конструкций в больших масштабах, присадочный материал закупается не штучно, а килограммами, с учетом уменьшения веса электродов в процессе сушки. В этом случае целесообразно выполнять расчет расхода сварочных электродов на 1 метр шва при сварке для вычисления их массы.
При этом нам понадобятся такие значения, как вес наплавленного металла и площадь его сечения при заданной толщине листа. Общий расчет затрат электродов на 1 кг расплава выглядит, как H = MKP, где KP – коэффициент потерь присадочного материала определенной марки с учетом сгорания стержня, брызг и остающихся огарков. Данный коэффициент берется из следующей таблицы:
Коэффициент затрат электродов | Группа марок | Марка покрытого электрода для сварки сталей | |
Углеродистых и низколегированных | Теплоустойчивых и высоколегированных | ||
1,5 | І | АНО-1, АНГ-1К, ОЗС-17Н, АНО-19М, ДСК-50, АНП-6П, НИАТ-3М | ТМЛ-1У,ТМЛ-3У, ОЗЛ-25, ЦТ-28,АНВ-17, АНЖР-1, АНЖР-2 |
1,6 | ІІ | ОЗС-23, ВН-48, УП-1/45, АНО-5, АНО-13, АНО-19, АНО-20, ОЗС-6, АНО-10, АНО-11, АНО-30, АНО-ТМ, ВСО-50СК, ОЗС-18, ОЗС-25, УОНИ-13/55У, АНО-ТМ60, ВСФ-65, АНО-ТМ70, АНП-2, УОНИ-13/65, УОНИ-13/85 | ЦЛ-20, КТИ-7А,ОЗЛ-6, ЗиО-8, ОЗЛ-8, АНВ-13, АНВ-34, НИАТ-4, НИАТ-5, НИИ-48Г |
1,7 | ІІІ | АНО-4, АНО-6, АНО-6У,АНО-21, АНО-24, АНО-29М,АНО-32, МР-3, ОЗС-4,ОЗС-12, ОЗС-21, СМ-11, УОНИ-13/45, УОНИ-13/45, УОНИ-13/45СМ, АНО-27, АНО-25, УОНИ-13/55,УОНИ-13/55СМ, ИТС-4С, ОЗС-24 | ЦУ-5, ТМУ-21У,ЦЛ-51, УОНИ-13/НЖ, ОЗЛ-9А, ЦТ-15,ОЗЛ-17У, ЦЛ-11 |
1,8 | ІV | ВСЦ-4, К-5А | НЖ-13, ЭА-395/9,ЭА-981/15 |
Для всех типов сварных соединений ГОСТами 5264-80 и 11534-75 заданы условные обозначения вида С1, С2 и так далее. Масса расплава длиной 1 метр определяется по формуле М = FpL10-3 для соединений типа С1, С3, С26, У1, У2, У4, У5, Т1, Т3, Н1 и Н2. В данном вычислении F – площадь поперечного сечения шва, p – плотность углеродистых и низколегированных сталей (7,85 г/см3), а L – заданный отрезок расплава.
Масса расплава длиной 1 метр определяется по формуле М = FpL10-3 для соединений типа С1, С3, С26, У1, У2, У4, У5, Т1, Т3, Н1 и Н2. В данном вычислении F – площадь поперечного сечения шва, p – плотность углеродистых и низколегированных сталей (7,85 г/см3), а L – заданный отрезок расплава.
Для прочих типов соединений формула принимает другой вид: М = (0,8F + 0.5S)pL10-3, где S – толщина металлического листа. При этом площадь сечения шва в обеих формулах вычисляется для каждого типа соединения определенным образом, по значениям, взятым из ГОСТа 5264-80. Для С5 это будет выглядеть как F = Sb + 0,75eg, где b – расстояние между пластинами, а e и g – ширина и высота шва соответственно.
Иногда при расчетах площади сечения сварного шва приходится учитывать угол скошенной кромки заготовки, определяя его тангенс для внесения в формулу.
3 Высчитываем расход сварочного присадочного материала в штуках
При небольшом масштабе сварочных работ необходим поштучный расчет присадочного материала. К примеру, может понадобиться 50 сварочных электродов марки УОНИ-13/45 диаметром 3 миллиметра, которых в одном килограмме содержится 40 штук. Тогда покупка полутора кило даст немалые излишки, а взвешивать с точностью до грамма будет слишком сложно.
К примеру, может понадобиться 50 сварочных электродов марки УОНИ-13/45 диаметром 3 миллиметра, которых в одном килограмме содержится 40 штук. Тогда покупка полутора кило даст немалые излишки, а взвешивать с точностью до грамма будет слишком сложно.
Кстати, именно диаметр нам нужен для вычисления количества присадочных материалов в штуках, поскольку именно от этого значения зависит масса наплавляемого одним электродом металла в граммах, которая понадобится для формулы. Находим количество для сварки за один проход: HОП = 103ML/MЭ, где MЭ – та самая масса расплава одного стержня в граммах, которую можно взять из следующей таблицы.
Марка электрода | Диаметр электрода стандартной длины, мм | |||
3,0 | 4,0 | 5,0 | 6,0 | |
| АНО-1 | — | 71,1 | 111,7 | 160,9 |
| АНО-4 | 15,4 | 35,2 | 55,3 | 79,6 |
| АНО-5 | 19,0 | 43,5 | 68,3 | — |
| АНО-б, АНО-6У | 15,4 | 35,2 | 54,9 | 78,9 |
| МР-3 | 14,7 | 33,7 | 54,1 | 77,4 |
| ОЗС-4 | 14,9 | 34,5 | 54,6 | 78,6 |
| ОЗС-6 | 19,0 | 43,5 | 68,4 | 98,5 |
| ОЗС-12 | 15,3 | 35,1 | 55,3 | 79,6 |
| АНО-12 | 12,1 | 27,7 | 43,5 | 62,5 |
| АНО-13 | 14,6 | 36,5 | 48,4 | — |
| АНО-29М | 15,8 | 35,7 | 55,2 | — |
| АНО-27 | 19,0 | 43,5 | 68,3 | — |
| ДСК-50 | — | 41,2 | 64,7 | — |
| ТМУ-21У | 16,6 | 38,1 | 59,8 | — |
| ТМЛ-1У | 15,9 | 36,4 | 57,1 | — |
| АНО-ТМ | 16,6 | 38,1 | 59,8 | — |
| АНО-ТМ60 | 16,6 | 38,1 | 59,8 | — |
| АНО-10 | — | 66,7 | 104,8 | 151,1 |
| АНО-11 | 19,0 | 43,5 | 68,3 | — |
| СМ-11 | — | 44,3 | 69,6 | 100,3 |
| УОНИ-13/45 | 16,6 | 38,1 | 59,8 | 86,2 |
| УОНИ-13/55 | 15,6 | 35,7 | 56,1 | 80,8 |
| УОНИ-13/55У | 16,6 | 38,1 | 59,8 | 86,2 |
| УОНИ-13/65 | 15,9 | 36,4 | 57,1 | — |
| УОНИ-13/85 | 17,9 | 41,1 | 64,5 | — |
| УОНИ-13/85У | 16,8 | 38,5 | 60,4 | — |
| ОЗЛ-8 | 14,5 | 33,2 | 52,2 | — |
| ОЗЛ-6 | 14,8 | 35,3 | 56,5 | — |
| ЦЛ-11 | 15,6 | 35,8 | 56,3 | — |
| ЭА-395/9 | 14,5 | 33,2 | 52,2 | — |
| ЭА-981/15 | 16,3 | 37,3 | 58,5 | 84,3 |
| ЦТ-28 | 15,6 | 35,8 | 56,3 | 81,1 |
| ЦТ-15 | 14,5 | 33,2 | 52,2 | — |
| АНЖР-1 | 16,3 | 37,3 | 58,5 | 84,3 |
| АНЖР-2 | 15,6 | 35,8 | 56,3 | 81,1 |
Однако часто шов приходится варить за несколько проходов, а это значит, что количество израсходованных электродов значительно увеличится.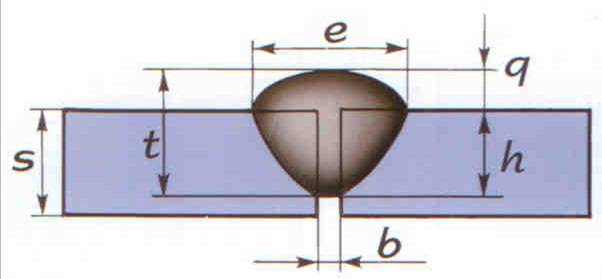 Для таких соединений используем несколько иную формулу, которая выглядит как HМП = (103M — m)L/MЭ, где m – масса металла от плавления одного стержня при формировании корневого шва. Последний показатель определяется отдельно по заданной скорости сварки и силе тока: m = (aHI)/U, где aH – коэффициент наплавления из характеристик электрода, I – сила тока (А), а U – скорость сварки (м/ч).
Для таких соединений используем несколько иную формулу, которая выглядит как HМП = (103M — m)L/MЭ, где m – масса металла от плавления одного стержня при формировании корневого шва. Последний показатель определяется отдельно по заданной скорости сварки и силе тока: m = (aHI)/U, где aH – коэффициент наплавления из характеристик электрода, I – сила тока (А), а U – скорость сварки (м/ч).
Соединения дуговой сваркой в защитном газе по ГОСТ 14771
ГОСТ 14771 устанавливает основные типы, конструктивные элементы и размеры сварных соединении из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе. В данном ГОСТе приняты следующие обозначения способов сварки:
В данном ГОСТе приняты следующие обозначения способов сварки:
- Ин — в инертных газах неплавящимся электродом без присадочного металла;
- ИНп — в инертных газах неплавящимся электродом с присадочным металлом;
- ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
- УП — в углекислом газе и его смеси с кислородом плавящимся электродом. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки.
Для сварных соединений C12, C21, С23, С24, У7, У10, Т7, имеющих толщину деталей S= 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей S = 20 мм и более, выполняемых способом сварки УП, допускается притупление С = 5+2 мм.
Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 1, должна производиться так же, как и деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине. Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
Таблица 1. Допустимая разность толщин свариваемых деталей
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 1, на детали, имеющей большую толщину S, должен быть сделан скос с одной или двух сторон до толщины тонкой детали S, при этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
- 0,2S — для деталей толщиной до 4 мм;
- 0,1S +0,5 мм — для деталей толщиной 5-25 мм;
- 3 мм — для деталей толщиной 25-50 мм;
- 0,04S +1,0 мм — для деталей толщиной 50-100 мм;
- 0,01S +4,0 мм, но не более 6 мм — для деталей толщиной более 100 мм.
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение зазора между деталями (b) до 4 мм, при этом может быть увеличена ширина шва.
Размер и предельные отклонения катета углового шва (К и К,) должны быть установлены при проектировании, при этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Допустимые отклонения катета углового шва приведены в табл. 2.
Таблица 2. Допустимое отклонение катета углового шва
Допускается выпуклость и вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп, установленного при проектировании. Проектной величиной катета (Кп) является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве — меньший.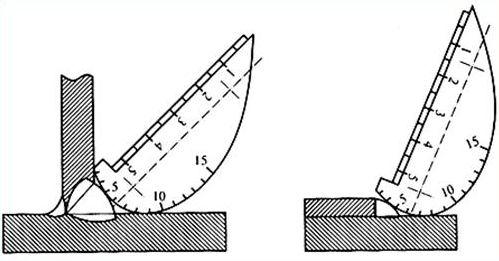
При сварке в углекислом газе электродной проволокой марки Св-08Г2С диаметром 0,8-1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80, при этом катет расчетного углового шва может быть уменьшен до значений, приведенных в табл. 3.
Таблица 3. Величина катета углового шва сварных соединений при сварке в углекислом газе, имеющих конструктивные элементы, по ГОСТ 5264-80
Примечание. Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до +5°, при этом соответственно может быть изменена ширина шва.
Высота катета сварного шва — Яхт клуб Ост-Вест
Начинающих сварщиков интересует следующий вопрос: катет сварочного шва — что это такое?
Схема определения катета сварного шва.
В настоящий момент инженерами разработано более 150 способов осуществления сваривания при помощи дуговой электросварки. Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Основные типы сварных швов
Швом в сварке принято называть участок соединения, который сформирован за счет прохождения процесса кристаллизации расплавленного металла. Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
Стыковые швы применяются для получения стыковых соединений. Чаще всего такой тип швов выполняется непрерывным. Отличительная особенность этого типа швов — форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания.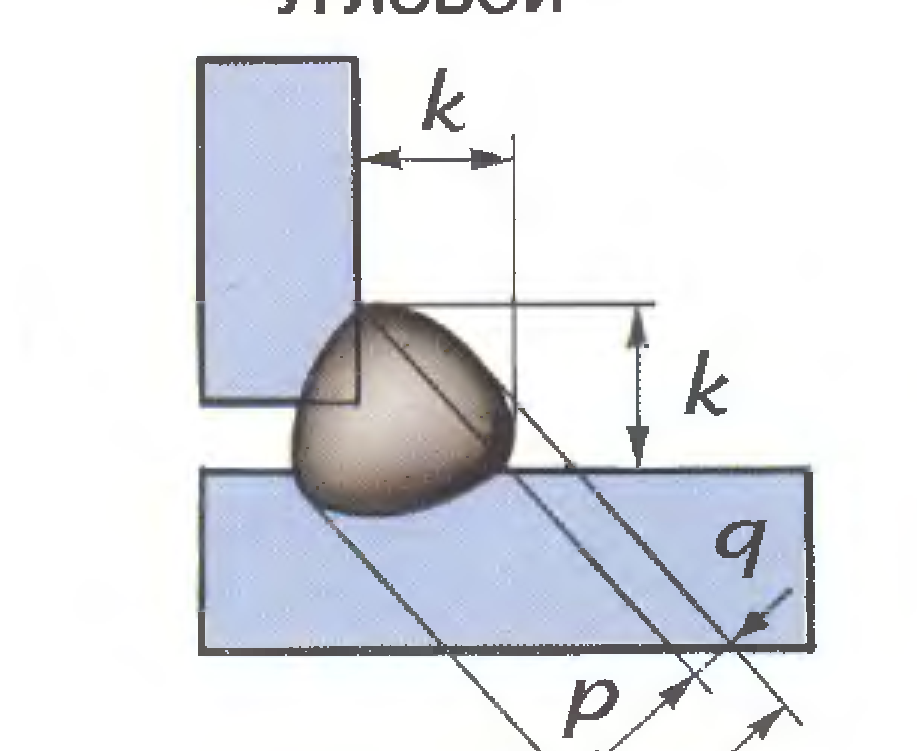 Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Угловые швы применяются при необходимости получения тавровых, крестовых и угловых соединений. Этот вид швов различается по форме подготовки кромки и по сплошности стыка. В зависимости от поперечного сечения выделяют швы без разделки, с одно- или двухсторонней разделкой. По протяженности угловые швы делятся на непрерывные, прерывистые, имеющие шахматное и цепное расположение мест сваривания.
Как правильно использовать плазменный резак.
Параметры сварного соединения, влияющие на его качество
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина;
- вогнутость;
- выпуклость;
- катет сварного шва;
- корень шва.
От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. При осуществлении сваривания деталей с одинаковой толщиной катет можно задать по кромке. В случае использования заготовок, имеющих различную толщину металла, катет задается исходя из толщины металла более тонкой заготовки. При определении катета требуется делать выбор его размерности таким образом, чтобы он мог обеспечить максимальную прочность соединения заготовок, однако стоит помнить, что слишком сильное его увеличение способно спровоцировать процесс деформации заготовки.
Ширина представляет собой минимальное расстояние между границами осуществления сплавления металла.
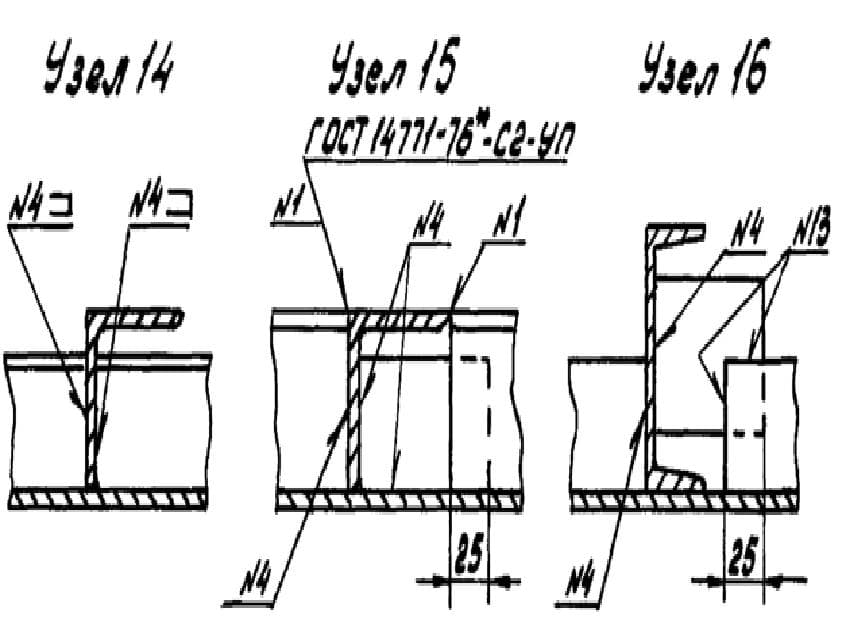
Вогнутостью и выпуклостью называется величина расстояния между линией основного металла поверхности заготовки и поверхностью, проходящей по линии максимальной вогнутости или выпуклости. Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку. Чаще всего сварщики на практике используют швы, имеющие плоскую поверхность, так как такой тип соединения является наиболее универсальным.
Схема корня шва.
Корнем шва характеризуется часть сварного стыка, которая является максимально удаленной от лицевой поверхности заготовки со стороны проведения сваривания. Корень является обратной стороной шовного соединения.
При использовании двухстороннего сваривания заготовок корень шва перекрывается подварочным швом. Подварочный шов является небольшой частью двухстороннего сварочного соединения, которая выполняется заранее с целью предотвращения образования прожогов при дальнейшем проведении сварных работ по созданию основного шва.
Иногда, при необходимости создания двухстороннего соединения, подварочный шов может укладываться в последнюю очередь в корень основного соединения.
Расчет прочности и катета углового соединения
Прочность углового сварного соединения рассчитывается на основании производной от теоретической толщины соединения и его фактической длины. Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет должен иметь достаточную величину, чтобы соединение, получаемое при сварке, могло выдерживать расчетную нагрузку.
Однако стоит отметить, что слишком большие значения катета сварного соединения могут привести к возникновению сварочных деформаций. Помимо этого, увеличение катета способно привести к увеличению расхода материалов при выполнении работ по свариванию заготовок и, как следствие, увеличению стоимости работ.
В процессе проведения контроля качества угловых соединений при сварке в реальных условиях используются специальные шаблоны нескольких типов. Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
Дополнительные характеристики, влияющие на качество сварочных стыков
Формы поверхностей образующихся сварочных стыков находятся в большой зависимости от свойств электродов, используемых при проведении сварных работ. Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Влияние длины дуги на качество сварного шва: короткая, длинная и нормальная дуга.
К таким специфическим требованиям относится свойство, способствующее получению в результате проведения сварочных работ швов, с заранее заданной формой. Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка. Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка. Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Выбор электродов для работы осуществляется в соответствии с теххарактеристиками, которые указываются на упаковке.
На качество сварного стыка особое влияние оказывает выбранный режим сваривания. При осуществлении увеличения силы тока повышается глубина проваривания при неизменности ширины стыка. В случае постоянства силы тока и изменении напряжения наблюдается резкое изменение в сторону увеличения ширины сварного стыка при одновременном снижении глубины проваривания. При повышении скорости перемещения электрода до значения в 50 м/ч ширина сварочного стыка уменьшается, а глубина проварки значительно увеличивается. Повышать скорость выше 50 м/ч не рекомендуется, так как высока вероятность значительного снижения качества проведения сварочных работ за счет слабого прогрева основного материала.
Повышать скорость выше 50 м/ч не рекомендуется, так как высока вероятность значительного снижения качества проведения сварочных работ за счет слабого прогрева основного материала.
Контроль качества соединения сварочного стыка осуществляется двумя наиболее распространенными методами -разрушающим и неразрушающим контролем.
Неразрушающий контроль осуществляется при помощи специализированных шаблонов, которые позволяют визуально установить наличие дефектов в стыке. Шаблоны позволяют измерить внешние показатели сварочного стыка, такие как катет шва, выпуклость, вогнутость и его ширина. Внутренний контроль проводится при помощи специальных ультразвуковых и рентгеновских приборов, выявляющих внутренние дефекты.
У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Общая информация
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно. Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.
С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва.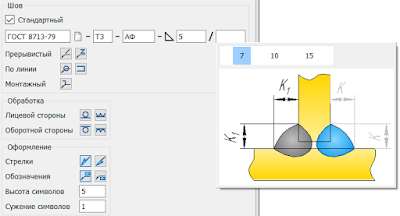 Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов. Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей. Например, вы свариваете деталь из тонкого металла с деталью из толстого металла. В таких случаях нужно проводить расчет детали из тонкого металла.
Произведя расчеты вы просто не сможете сделать шов слишком узким. А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования. Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы. Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно). Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.
Т — это наш катет
S — ширина нашего шва
cos45° — это косинус, равный 45 градусам (значение неизменно, cos45°= примерно 0. 7)
7)
Вот и вся формула. По ней несложно узнать размер катета углового шва, например. Потому что по сути своей катет углового соединения равен катету треугольника, который мы можем вписать.
Мы не будем производить расчет катета сварного шва от толщины металла, поскольку здесь даже формулы не нужны. Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить. Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие. Если детали толстые, то просто рассчитайте 40% от толщины.
Ниже таблица минимальных катетов сварных швов для тавторвых соединений. Она будет полезна, если у вас нет возможности произвести быстрый расчет. Сохраните ее себе и попробуйте применить в работе.
Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва.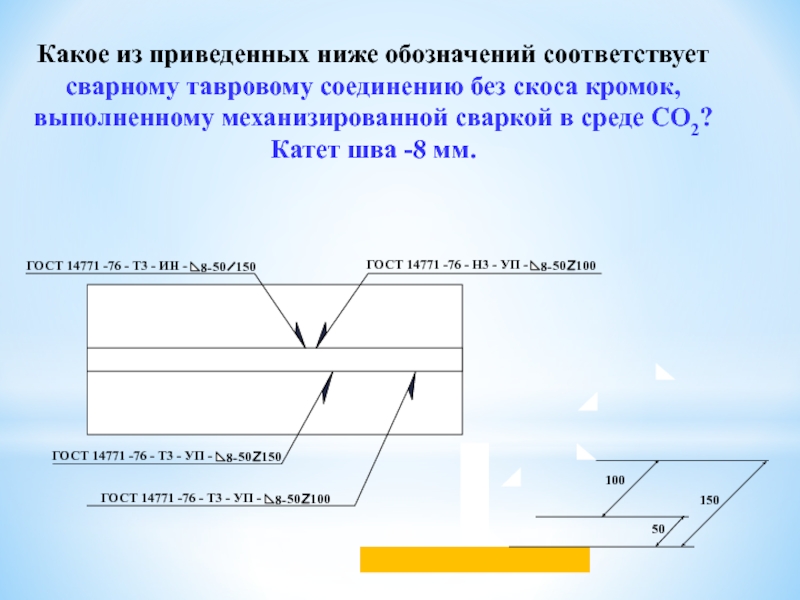 Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину.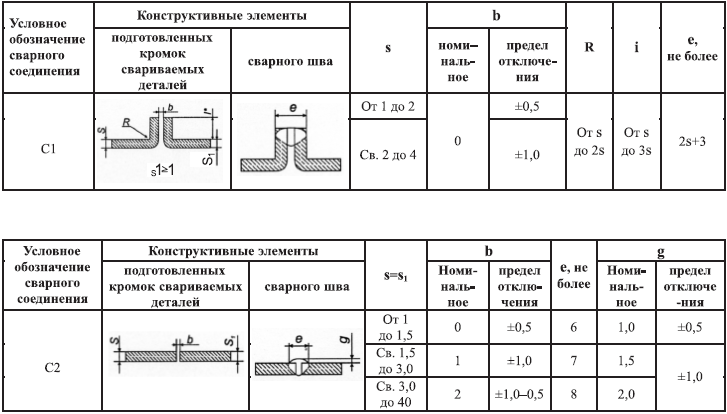 И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания. Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Также не забывайте соблюдать остальные правила: правильно подберите стержни, настройте аппарат и не спешите во время сварки. С опытом к вам придет понимание всех особенностей этого интересного дела. Если у вас уже есть опыт расчета катета для разных типов швов, то поделитесь им в комментариях к этой статье. Мы уверены, ваши советы будут не лишними для многих новичков. Желаем удачи в работе!
Сварка металлов появилась с зарождением ковки. Появление все более сложных механизмов требовало совершенствования процессов ковки и сварки. Соединение отдельных деталей в цельные узлы ковкой — процесс сложный и трудоемкий, но до появления сварки с помощью электрической дуги был единственно возможным.
Сварка является самым простым и прочным способом соединить различные детали из металла.
В настоящее время уже разработано более 150 способов дуговой сварки, и наработки новых технологий продолжаются.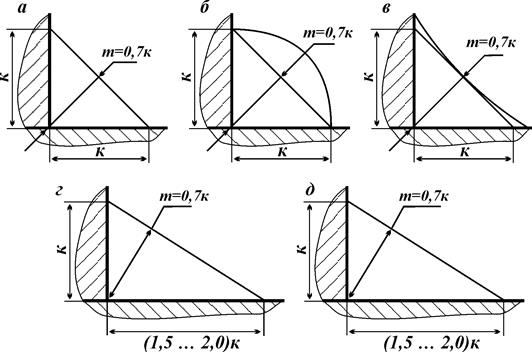
Основные виды сварных швов
Отрезок соединения, сформированный в результате процесса кристаллизации расплавленного металла, принято называть сварным швом. Одной из главных характеристик сварочных соединений является катет сварного шва.
Существует два вида сварных швов (не путать со сварочным соединением):
Основные типы сварных соединений.
- Стыковые сварные: применяются для соединения встык, т.е. детали соединяются торцовыми краями. Соединение встык проводится без разделки кромок, с разделкой и с отбортовкой края детали. Кромки могут иметь криволинейную форму, V-образную и Х-образную. Листы до 8 мм можно сваривать без разделки кромок, но нужно листы укладывать с зазором до 2 мм. В практике стыковые варианты чаще применяются для соединения трубопроводов и при изготовлении конструкций из листовых металлов. Такие соединения наиболее экономичны и менее энергозатратны.
- Угловые: бывают собственно угловые, тавровые и нахлесточные. Разделка кромок может быть одно- и двухсторонняя, в зависимости от толщины металла. Угол разделки выбирается от 20° до 60°. Однако нужно учитывать, что больший угол разделки требует больше металла для заполнения, значит, снижается производительность и качество.
- Электрозаклепочная сварка применяется для обшивки крупных конструкций тонколистовым металлом. Применяют, например, при изготовлении пассажирских вагонов, когда применение сплошных швов затруднено и нерентабельно. Электрозаклепочные соединения получаются достаточно прочными, но не плотными.
 Угол разделки выбирается от 20° до 60°. Однако нужно учитывать, что больший угол разделки требует больше металла для заполнения, значит, снижается производительность и качество.
Угол разделки выбирается от 20° до 60°. Однако нужно учитывать, что больший угол разделки требует больше металла для заполнения, значит, снижается производительность и качество.Обычно сварка производится за один раз, но если толщина свариваемого металла не позволяет проварить материал, проводят в несколько заходов. Такой метод называется многослойным. В этом случае каждый предыдущий слой отжигается последующим, в результате такого термического воздействия значительно улучшаются свойства и структура шва.
Выбирать вид соединения нужно в зависимости от конфигурации выполняемого элемента конструкции. Конечное изделие должно быть работоспособным, переносить расчетные нагрузки и не поддаваться усталостным разрушениям.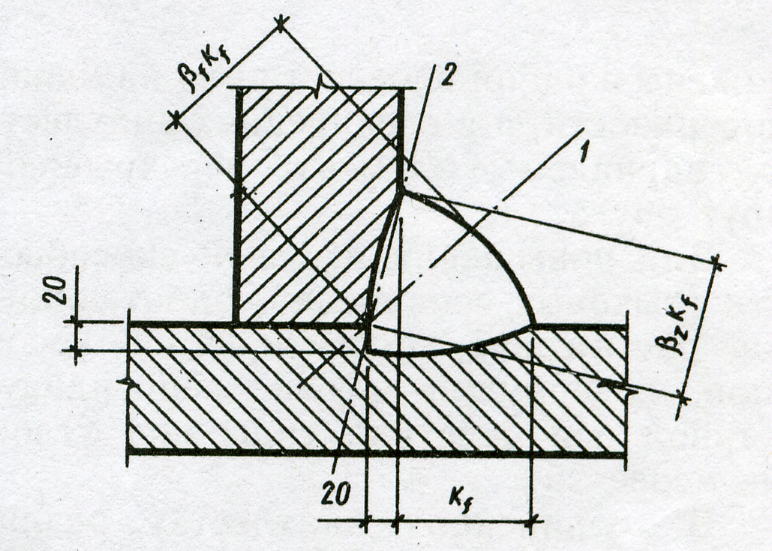
Преимущества сварочных соединений:
Влияние режима сварки на форму шва.
- Небольшая трудоемкость и простота выполнения соединения.
- Небольшая, по сравнению с другими видами соединений, шумность процесса.
- Можно легко автоматизировать процесс.
К недостаткам можно отнести возможность остаточных напряжений и ненадежность в работе при вибрациях и ударных нагрузках.
Свойства и геометрия сварных швов
Во всех конструкциях есть рабочие швы, которые воспринимают основные нагрузки. Прочностные расчеты рабочих швов проводятся на полную нагрузку плюс 25%. Для соединения отдельных элементов используются связующие швы — требования к ним не такие жесткие, т.к. в случае их разрушения работа конструкции не будет нарушена.
На качество сварочных соединений влияют многие факторы: способность материала создавать монолитный шов, присадки и флюсы, окисляемость металла, положение шва: горизонтальное, вертикальное, наклонное или потолочное.
Свойства сварного шва определяются в основном его геометрическими размерами.
Общие геометрические параметры:
Классификация и обозначение сварочных швов.
- Ширина — расстояние между границами сплавления.
- Вогнутость (выпуклость) — расстояние между линией и основным металлом, и поверхностью, визуально проходящей по линии максимальной вогнутости (выпуклости).
- Корень — самая нижняя часть.
Для угловых соединений характерны еще такие величины: наличие катета сварного шва, толщина, выпуклость и расчетная высота.
Катет углового шва — это катет наибольшего равнобедренного треугольника, вписанного в поперечное сечение. При сварке заготовок одинаковой толщины катет может задаваться по кромке, при разной — его задают по толщине более тонкого материала. Размер катета должен обеспечивать прочность соединения, но чрезмерное увеличение его может вызвать деформацию изделия.
Имеет значение форма поверхности сварного шва: выпуклая, вогнутая или плоская. Швы с выпуклой поверхностью — усиленные — лучше работают при статических нагрузках. Вогнутые поверхности — ослабленные — лучше выдерживают динамические нагрузки. На практике чаще применяются швы с плоской поверхностью как более универсальные.
Швы с выпуклой поверхностью — усиленные — лучше работают при статических нагрузках. Вогнутые поверхности — ослабленные — лучше выдерживают динамические нагрузки. На практике чаще применяются швы с плоской поверхностью как более универсальные.
Дополнительные характеристики
Форма поверхностей швов напрямую зависит от применяемых электродов.
Кроме общих требований ко всем выпускаемым электродам (устойчивое горение дуги, определенный химический состав металла шва, отсутствие разбрызгивания и т.п.), предъявляются еще и специальные требования. К таким относится получение шва заданной формы. Электроды, расплав которых дает густую и вязкую массу легко формируют выпуклый шов.
Жидкий растекающийся расплав формирует вогнутую поверхность.
Выбор электродов проводится по техническим характеристикам, указанным на каждой упаковке в соответствии с техническими условиями, заданными в проекте.
 youtube.com/embed/UiVykcMCA58″/>
youtube.com/embed/UiVykcMCA58″/>
На свойства и геометрию сварного шва влияет режим сварки.
С увеличением силы тока увеличивается глубина провара при неизменной ширине шва. При увеличении напряжения резко увеличивается ширина шва с последующим уменьшением глубины провара. С увеличением скорости движения электрода до 50 м/ч ширина шва уменьшается, а глубина провара увеличивается. Увеличивать скорость более 50 м/ч нерационально, т.к. могут появиться подрезы вследствие слабого прогрева основного материала.
Качество соединений проводят двумя способами: разрушающим и неразрушающим контролем.
Неразрушающий контроль позволяет выявить наружные дефекты с помощью специальных сварочных шаблонов, внутренние — с помощью ультразвука, рентгеновским просвечиванием и гаммаизлучателем.
Разрушающий контроль проводится сверлением, испытанием прочности на растяжение, изгиб, ударную прочность с разрушением образцов.
Комментарии инженера-сварщика по процессу полуавтоматической сварки с глубоким проваром корня шва DeepARC на примере стали 8мм
В процессе тестирования производилась сварка стальных пластин 8мм. сзазором, без подготовки кромок, в режиме сварки deepArc, сварочный ток270 А. Сварка производилась в один проход.
иллюстрация №1. Лицевой шов.
На лицевой стороне виден шов с лёгким рельефом (ёлочкой), из-за возвратно-поступательного движения горелки,без брызг(шариков),подрезов, и других дефектов.
иллюстрация №2. Обратный шов.
С обратной стороны (справа на иллюстрации) виден сформированный валик корня шва. Мы не варили его специально, дополнительно, он формируется при сварке с лицевой стороны благодаря специальному цифровому синергетическому сварочному процессу DeepARC, который обеспечивает формирование концентрированной, узконаправленной дуги с глубоким проникновением и большим энерговложением, что и позволяет проплавлять большие толщины за один проход.
иллюстрация №3. Сравнение обычной струйной дуги миг/маг и концентрированной, стреловидной дуги DeepARC.
На трансформаторной технике такой эффект получить не удаётся. Можно
увеличить мощность, но придётся при этом, увеличивать подачу проволоки.
Масса наплавляемого металла возрастёт и увеличится катет, но достичь
коммулятивного эффекта, прожигающего большие толщины подобно плазме,
будет невозможно. Сплавление деталей останется таким же поверхностным,
проплавить деталь толщиной 10 мм. получится едва ли.
На нашем
сайте также можно посмотреть видео струи DeepARC. ОБРАТИТЕ ВНИМАНИЕ это
любопытно. При таком глубоком проникновении ,скорость укладки шва будет
выше обычного миг/мага раза в полтора, благодаря всё тем же факторам —
большое энерговложение, большая скорость проволоки, большая температура,
высокая равномерность и стабильность сварочного процесса.
На
иллюстрации №2 слева — тоже процесс DeepARC. Положен валик усиления
Положен валик усиления
поверх корня шва. Видно отсутствие дефектов, брызг, поверхность шва
ровная, монолитная безчешуйчатая, скорость укладки выше миг/мага также в
полтора — два раза.
Итого мы сделали три операци — сборка с
зазором без разделки кромок, сварку с лицевой стороны с формированием
корня с обратной, сварку валика усиления поверх корня. И пожалуй всё.
Можно обеспыливать, обезжиривать, делать ультразвук и красить.
Если
сравнить со стандартным процессом миг/маг, то можно сразу заметить
огромную разницу. Нам придётся подготовить (разделать) кромки деталей
под сварку, собрать с необходимым зазором, проварить корень шва,
зачистить «сопли»и град,положить валик с обратной стороны,заполнить
разделку с лицевой стороны, положить валик усиления с лицевой стороны,
зачистить с двух сторон дефекты и брызги. ВОСЕМЬ операций и можно делать
УЗД.
В DeepARC МЫ СДЕЛАЛИ ТРИ операции, в миг — восемь, да ещё
каких. Резать кромку например или наводить «красоту» после сварки… —
Резать кромку например или наводить «красоту» после сварки… —
трудоёмко. А если ещё вспомнить что DeepARC В ПОЛТОРА — ДВА РАЗА
быстрее? Получается, что можно работать в несколько раз быстрее и с
европейским качеством. Не хочется в это верить. Что я тогда делал всю
жизнь?..Становится понятно почему «раскрученные» производственники,
которые могут тратиться на современное оборудование, всегда будут в
выигрыше, и затраты у них меньше, и качество высокое.
Видео презентация сварочного процесса DeepArc
Определение катета углового сварного шва
Специалист должен знать, как производится определение катета сварного шва для сооружения с огромной несущей конструкцией, имеющей сложные углы и состоящей из множества соединений. Отметим, что это понятие применяют не только в обычном строительстве, но и в судостроении, и в тяжелом машиностроении. Для правильного сваривания углов, нахлеста, Т-образного типа соединения применяют экономичный (если сравнивать с таким видом, как разделенная кромка) угловой вид, так как его выполнение намного проще, и при этом нет необходимости подготавливать края.
Для правильного сваривания углов, нахлеста, Т-образного типа соединения применяют экономичный (если сравнивать с таким видом, как разделенная кромка) угловой вид, так как его выполнение намного проще, и при этом нет необходимости подготавливать края.
Типы сварных швов и соединений.
Во время проектирования швов учитывают то, что:
- необходимо применить как можно меньшее количество соединений, а их размеры должны быть по возможности минимальны;
- применяют высокоэффективные методы сварки;
- при работах используют специальные электроды, флюсы, газы и проволоки;
- применяют такие размеры швов, для которых нет необходимости производить последующую окантовку изделия;
- к соединительным местам должен быть открытый доступ, при котором не нарушается технология наложения шва и применения электродов.
Для определения прочности стыка, нужно вычислить производную не только от расчетной толщины, но и от его величины (фактической). Отметим, что размер такого сварного шва определяют, применив величину катета углового соединения, а поэтому его нетрудно рассчитать.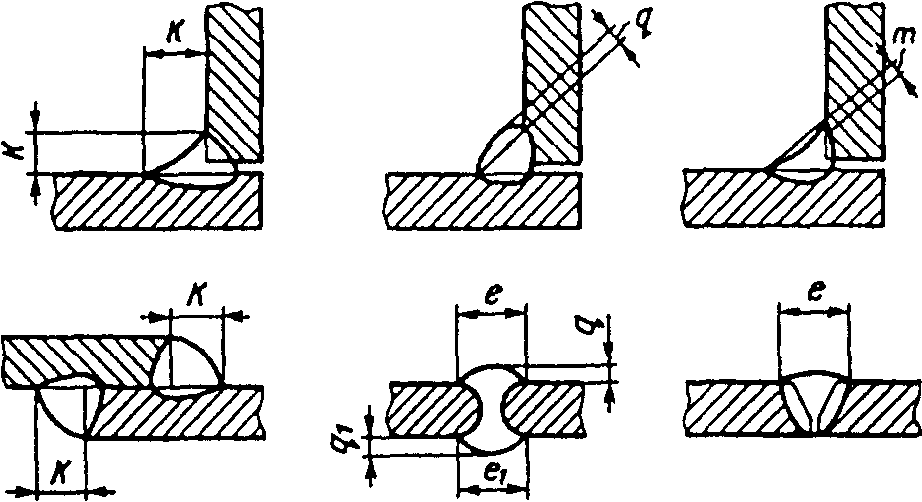 Для его измерения необходимо вычислить размер одной из сторон самого большого прямоугольного треугольника, который вписывают в продольное сечение.
Для его измерения необходимо вычислить размер одной из сторон самого большого прямоугольного треугольника, который вписывают в продольное сечение.
Катет сварного шва (углового) дает возможность определить его расчетную толщину. А для того чтобы он выдерживал определенное давление, стороны, составляющие прямой угол, не должны быть длинными, так как не только отдельные швы, но и вся конструкция может деформироваться, а также возможно, что возрастает стоимость всего сооружения.
Какие типы стыков необходимы для различных элементов
Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом.
Например, в двутавровой стойке и центрально-сжатой колонне используют технику одностороннего поясного соединения, а в узлах крепежа балки или связки, а также в зоне, предназначенной для передачи напряжения, используют двухстороннее поясничное соединение, которое выходит за пределы прикрепленного элемента.
Для крепления к балкам ребер жесткости необходимы поясные непрерывные стыки, здесь же допускается применение одностороннего поясного стыка в двутавровому элементу.
Для укрепления фасовок к решетке фермы применяют сварочный шов, позволяющий вывести его на торец элемента (20 мм), при этом не используют технику лобовых стыков. Если имеется пояс из тавр, двутавровый или одиночный, то для сваривания их с полками делают проварку по всей толщине фасонины.
Существуют специальные правила и нормы для выполнения конструкций из стали. Рассмотрим один из них, например, AWS Dl.1, по которому производят вычисления минимальных размеров стороны прямоугольного треугольника (составляющей угол в 90º). Причем при использовании материала с различной толщины катет также изменяется. В стандарте указано, какое максимальное усиление стыков возможно, потому что если заметно увеличить эту величину, то это вызовет процесс разрушения всех сварных соединений.
Вернуться к оглавлению
Формула, по которой определяют размер стыка
Угловые швы.
Для того чтобы правильно определить теоретическую толщину угловых сварных соединений, рассмотрим изображение.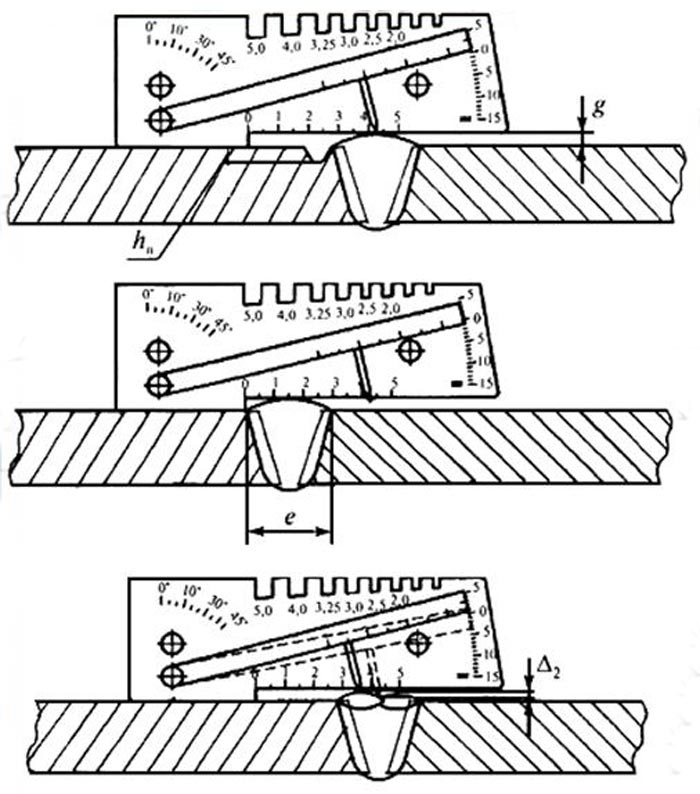
Здесь показано, что с применением формулы:
- T = S cos 45º, где S – сторона прямоугольного треугольника,
- T – ширина соединения,
можно произвести качественный расчет, который поможет определить необходимую величину.
Рассмотрим на примере: S = 3 мм. В данном конкретном случае T = 3 х 0,7 = 2,1 мм. При этом учитывают тот факт, что при толщине материала 12,7 – 19 мм, S = 6 мм (по выше приведенному стандарту).
Для контроля качества такого типа соединения на реальном изделии, его размеров, величины, усиления или ослабления, применяют так называемый сварочный шаблон.
На нем показано, как производят замер углового стыка, применив специальный инструмент.
Вот как можно определить величину катета углового сварного шва.
сварщиков, резаков, паяльщиков и паяльных машин в My Next Move
Паяльник, Изготовитель, Паяль, Сварщик
Сварщики, резаки, паящики и паящики используют ручное или дистанционно управляемое оборудование для соединения или резки металлических деталей или для сглаживания поверхностей. Эти рабочие изучают эскизы и спецификации, чтобы понять полную картину конструкции и материалов, прежде чем приступить к работе. Инструменты сварщиков и резаков используют высокую температуру для размягчения материала.Сварщики используют эти инструменты для соединения металла в самых разных отраслях промышленности, от автоспорта и производства до конструкции стальных балок. Резаки режут и обрезают металлические предметы или разбирают крупные предметы, такие как корабли и железнодорожные вагоны. Работать можно на открытом воздухе на строительных лесах или высокой платформе или в закрытых помещениях. Сгибание, наклоны и поднятие тяжестей — обычное явление. Паяльщики и паяльщики используют расплавленный металл для соединения двух металлических частей. Пайка включает в себя прецизионные задачи, такие как формирование соединений на электронных платах, тогда как при пайке используются металлы при более высоких температурах, например, для нанесения покрытий на детали для защиты от износа и коррозии.
Эти рабочие изучают эскизы и спецификации, чтобы понять полную картину конструкции и материалов, прежде чем приступить к работе. Инструменты сварщиков и резаков используют высокую температуру для размягчения материала.Сварщики используют эти инструменты для соединения металла в самых разных отраслях промышленности, от автоспорта и производства до конструкции стальных балок. Резаки режут и обрезают металлические предметы или разбирают крупные предметы, такие как корабли и железнодорожные вагоны. Работать можно на открытом воздухе на строительных лесах или высокой платформе или в закрытых помещениях. Сгибание, наклоны и поднятие тяжестей — обычное явление. Паяльщики и паяльщики используют расплавленный металл для соединения двух металлических частей. Пайка включает в себя прецизионные задачи, такие как формирование соединений на электронных платах, тогда как при пайке используются металлы при более высоких температурах, например, для нанесения покрытий на детали для защиты от износа и коррозии. Другие работники в этой области управляют машинами или роботами, которые выполняют задачи по сварке, пайке, пайке или термообработке. Эти рабочие могут также работать на лазерных резаках или станках с лазерным лучом. Опасности включают очень горячие материалы и интенсивный свет от дуги. В то время как работодатели обязаны предоставлять безопасные вентилируемые помещения, эти работники обычно носят защитное снаряжение для предотвращения травм. Большинство должностей заняты полный рабочий день; вечера, выходные и сверхурочные часы — обычное дело. Для поступления в эти области обычно требуется среднее образование, а также техническое образование и обучение на рабочем месте.Сертификат или другие свидетельства о навыках привлекательны для работодателей.
Другие работники в этой области управляют машинами или роботами, которые выполняют задачи по сварке, пайке, пайке или термообработке. Эти рабочие могут также работать на лазерных резаках или станках с лазерным лучом. Опасности включают очень горячие материалы и интенсивный свет от дуги. В то время как работодатели обязаны предоставлять безопасные вентилируемые помещения, эти работники обычно носят защитное снаряжение для предотвращения травм. Большинство должностей заняты полный рабочий день; вечера, выходные и сверхурочные часы — обычное дело. Для поступления в эти области обычно требуется среднее образование, а также техническое образование и обучение на рабочем месте.Сертификат или другие свидетельства о навыках привлекательны для работодателей.
Чем они занимаются:
Используйте оборудование для ручной сварки, газовой резки, ручной пайки или пайки для сварки или соединения металлических компонентов или для заполнения отверстий, вмятин или швов в готовых металлических изделиях.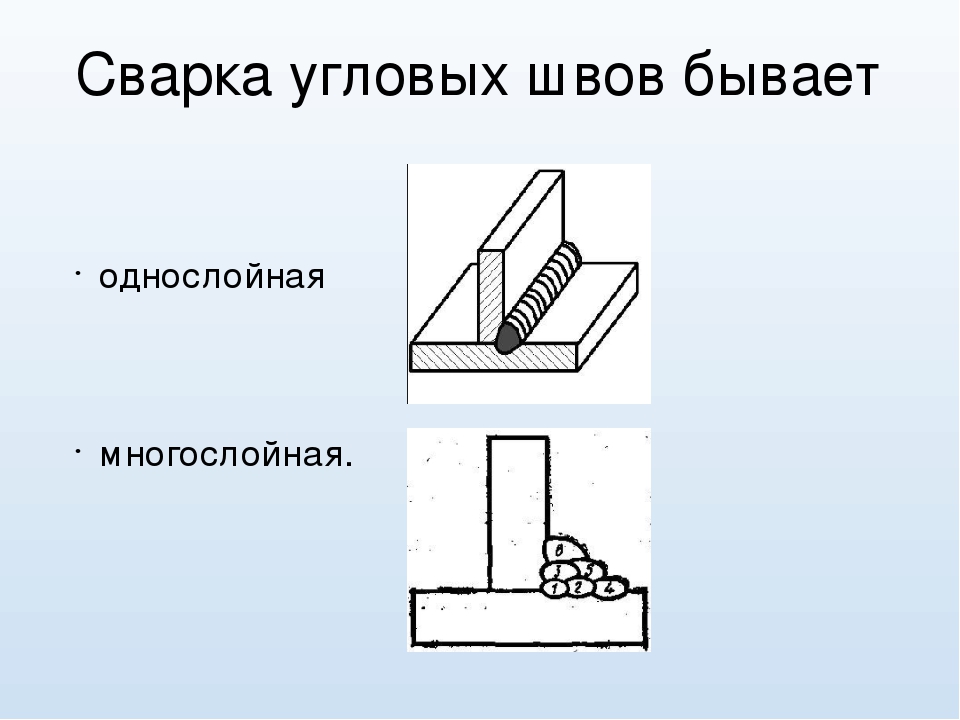
На работе вы бы:
- Сваривайте компоненты в горизонтальном, вертикальном или потолочном положении.
- Используйте защитное оборудование и соблюдайте безопасные рабочие привычки.
- Проверьте детали на наличие дефектов и измерьте детали с помощью линейок или шаблонов, чтобы убедиться в соответствии спецификациям.
Промышленные или сельскохозяйственные товары
Техника и технологии | Базовые навыки
Решение проблем
| Использование рук и пальцев
Контролируемое перемещение
|
Людям, заинтересованным в этой работе, нравятся занятия, включающие практических задач и практических задач и решений. Они преуспевают в работе, где требуется:
| В работе вы можете использовать подобное программное обеспечение: Аналитическое или научное программное обеспечение
Программа электронной почты
Пользовательский интерфейс базы данных и программное обеспечение запросов
|
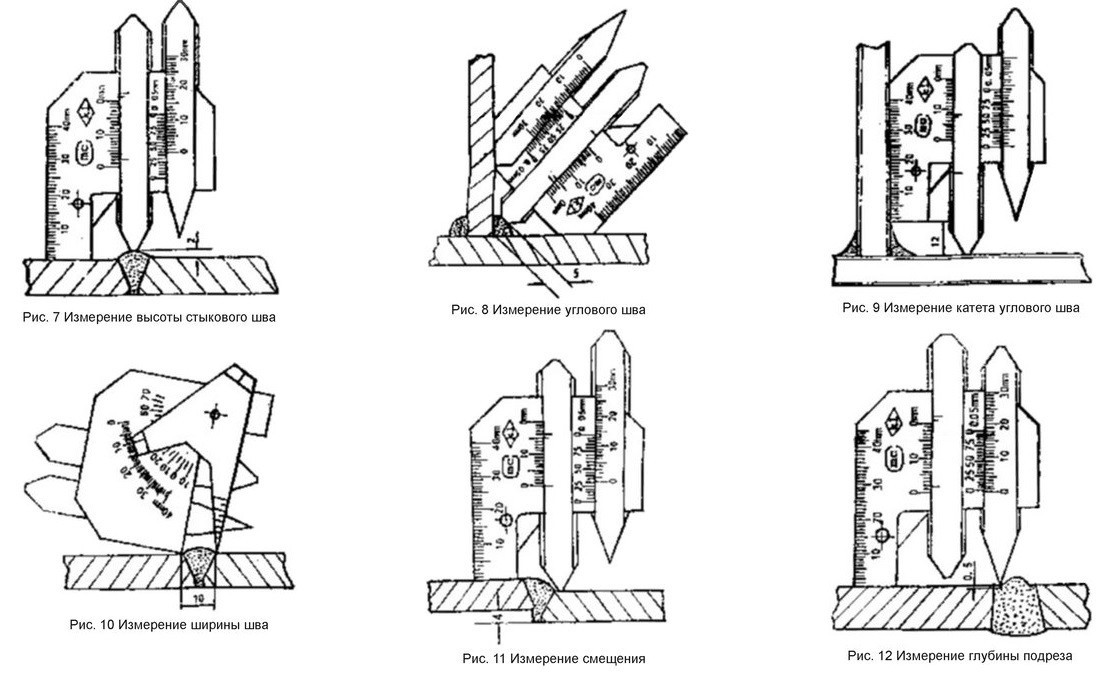
Автоматическая сварка швов прицепных цистерн и др.
На главную / Автоматическая сварка швов прицепных цистерн и др. Идеально подходит для производителей цистерн для прицепов. Установки для сварки внутренних продольных швов Jetline LWI от Miller Электросварка плоских листов или резервуаров диаметром более 55 дюймов и длиной до 300 дюймов.
Установки для сварки внутренних продольных швов Jetline LWI от Miller Электросварка плоских листов или резервуаров диаметром более 55 дюймов и длиной до 300 дюймов.
Аппараты для сварки продольных швов Jetline LWI от Miller, идеально подходящие для производителей цистерн для прицепов, сваривают плоские листы, цилиндры и резервуары длиной от 72 до 300 дюймов с минимальным диаметром 55 дюймов с использованием процессов GTAW, PAW, GMAW и SAW. (первый вид)
Аппараты для сварки продольных швов Jetline LWI от Miller, идеально подходящие для производителей цистерн для прицепов, сваривают плоские листы, цилиндры и резервуары длиной от 72 до 300 дюймов с минимальным диаметром 55 дюймов с использованием процессов GTAW, PAW, GMAW и SAW.(второй вид)
Система для ремонта алюминиевых кузовов Millermatic 350P от Miller Electric представляет собой полный сварочный комплекс «под ключ», который обеспечивает высокое качество сварки и упрощает ремонт алюминиевых панелей кузова и станины, используемых в грузовых автомобилях. Он устраняет коробление, деформацию и прожог при сварке тонкого алюминия, а также может использоваться для импульсной сварки проволокой из кремнистой бронзы, стали и нержавеющей стали.
Сварочные маски серии Digital Infinity от Miller Electric имеют новую графику CAT 2nd Edition и большую область обзора — 13.Головной убор площадью 4 кв. Дюйма с увеличенной комфортной подушкой для расширенных настроек и лучшей подгонки, а также четыре датчика дуги с четырьмя режимами: сварка, резка, шлифовка и X-Mode. Они также используют эксклюзивную технологию линз InfoTrack для отслеживания времени дуги.
КомпанияMiller Electric Mfg. Co. (Appleton, WI) интегрировала системы автоматизации сварки от Jetline Engineering (Кэрол Стрим, Иллинойс) в бренд Miller®, в том числе их сварочные аппараты для сварки внутренних продольных швов LWI для сварки плоских листов или резервуаров с диаметром более 55 дюймов (1400 мм).Они идеально подходят для производителей цистерн для прицепов:
- Стандартные конструкции предлагают длину сварки в диапазоне от 72 дюймов (1825 мм) до 300 дюймов (7600 мм) и могут работать с минимальным диаметром детали 55 дюймов (1400 мм). Эта машина подойдет для любого максимального диаметра, с которым может удобно работать магазин.
- Для сварочных цилиндров, резервуаров, плоских листов с процессами GTAW, PAW, GMAW и SAW.
- Предназначен для цилиндров большого диаметра, резервуаров и толстостенных листов.
- Прочная конструкция основания заменяет оправку. В каретках
- используются закаленные подшипники и прецизионный двигатель постоянного тока с обратной связью от тахогенератора.
- Доступны различные диапазоны скоростей и точности удержания скорости.
- Медная опорная планка и двусторонние кончики пальцев из меди входят в стандартную комплектацию.
- Стандартно поставляется с микропроцессорным контроллером движения 9700T.
 Эта машина подойдет для любого максимального диаметра, с которым может удобно работать магазин.
Эта машина подойдет для любого максимального диаметра, с которым может удобно работать магазин.Опции включают:
- A 9900 Компьютерный контроллер.
- Гидравлический откидной столешница и / или гидравлические упоры центрирующей пластины. Процессы
- Dual-ARC (PAW + GTAW) и Tandem SAW могут повысить производительность и сделать возможными однопроходные сварные швы на металлах толщиной 3/8 дюйма.
- Подъемные ролики и конвейеры для загрузки деталей.
- VMS (система видеонаблюдения) и операторская трибуна.
- Беспроводной пульт дистанционного управления для пальцевого управления.
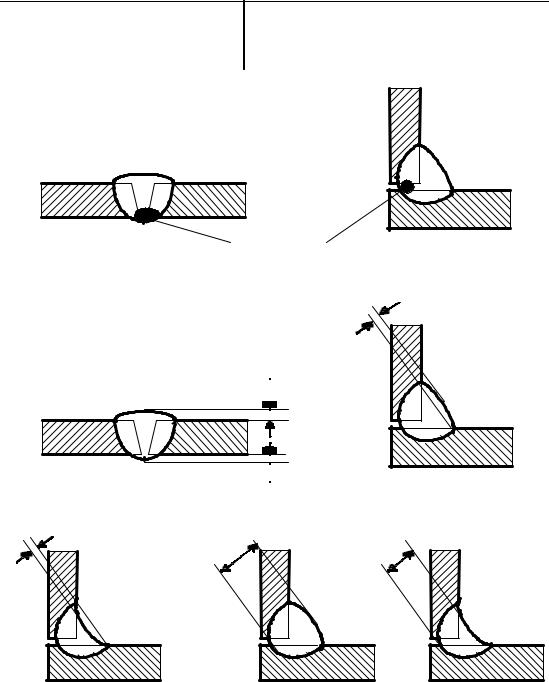
Miller Electric также представила свою новую систему ремонта алюминиевого кузова Millermatic® 350P, полный сварочный комплекс, предназначенный для обеспечения высокого качества сварки и упрощения ремонта алюминиевых панелей кузова и станины, например, используемых в грузовиках.Эта система «под ключ» решает проблемы, возникающие при сварке тонкого алюминия, такие как коробление, деформация и прожог. Он основан на надежных характеристиках популярного источника питания Millermatic 350P MIG и также может использоваться для импульсной сварки проволокой из кремнистой бронзы, стали и нержавеющей стали. Предоставление всех компонентов, необходимых для ремонта алюминиевых кузовов автомобилей, в едином оптимизированном пакете, упрощает процесс сварки алюминия, особенно для сварщиков, которые не так хорошо знакомы с этим материалом или проблемами, которые он может создать.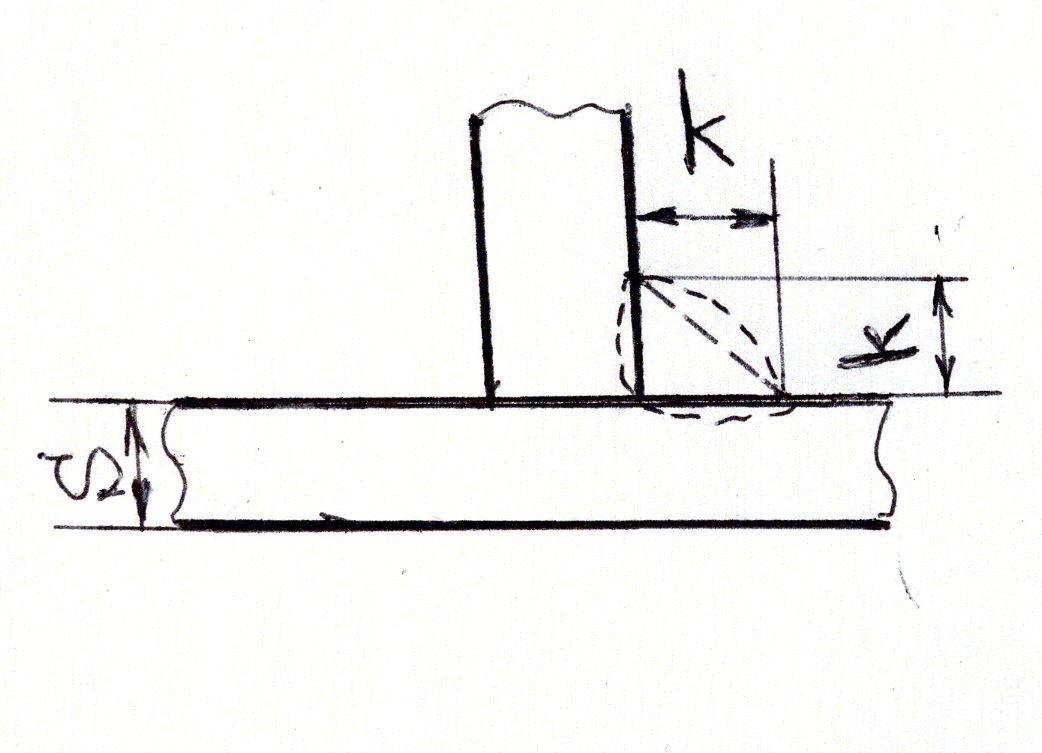
Система ремонта алюминиевого кузова Millermatic 350P также включает компоненты, необходимые для соответствия техническим требованиям, установленным Ford и Assurance Performance Network для завершения ремонта сварных швов грузовика Ford F-150 с алюминиевым кузовом. Для этих спецификаций требуется источник питания 220 В с возможностью импульсной сварки MIG, предназначенный для сварки алюминия, с использованием проволоки из алюминиевого сплава серии 5554 0,047 дюйма (1,2 мм). В комплект входит:
- Millermatic 350P, источник питания 200/230/460 В для одно- или трехфазного питания.
- Катушка 8 дюймов с алюминиевой проволокой Hobart® 5554 диаметром 0,047 дюйма (1,2 мм) для превосходного качества сварки.
- Пистолет для сварки алюминия MIG Bernard ™ Q200, оснащенный кабелем длиной 12 футов, пластиковым вкладышем и 30-градусной головной трубкой для превосходной подачи алюминиевой проволоки.
- 0,047 дюйма (1,2 мм) алюминиевые контактные наконечники Centerfire ™ для обеспечения постоянной электропроводности и зажигания дуги.
- Приводные ролики с U-образной канавкой 0,047 дюйма (1,2 мм) для улучшенной подачи алюминиевой проволоки.

Эта система обеспечивает выходную мощность 300 А при рабочем цикле 60 процентов с улучшенными низкочастотными программами импульсной сварки MIG, предназначенными для сварки алюминия.Возможная скорость подачи проволоки на низком уровне была снижена со 105 до 75 дюймов в минуту, что приводит к меньшему тепловложению и уменьшению прожога и деформации при сварке алюминиевых панелей корпуса. Эта ремонтная система предлагает алюминиевый Pulse Hot Start ™, который автоматически обеспечивает большую мощность для устранения «холодных запусков», присущих сварке этого материала. Он оснащен функцией компенсации линейного напряжения, которая обеспечивает постоянный выход даже при колебаниях входной мощности. Система охлаждения Fan-On-Demand ™ работает только тогда, когда это необходимо для охлаждения источника питания, снижая потребление энергии и сводя к минимуму возможность попадания загрязняющих веществ в машину.
Miller также добавила новую графику CAT 2nd Edition в свою линейку сварочных шлемов Digital Infinity Series, которые имеют самую большую зону обзора в отрасли. Эти сварочные шлемы обеспечивают зону обзора 13,4 кв. Дюйма и головной убор с увеличенной комфортной подушкой, которая предлагает широкие возможности регулировки и улучшенную поддержку для лучшей посадки и комфорта. Шлемы также оснащены четырьмя датчиками дуги и четырьмя режимами: сварка, резка, шлифовка и X-режим. Эксклюзивная технология InfoTrack ™ позволяет объективу отслеживать время дуги.
Miller Electric Manufacturing Co., 1635 W. Spencer Street, PO Box 1079, Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com.
шлифовальный станок для кольцевых швов видео ramas poda trituradora
Шлифовальный станок для обхвата швов резервуара, шлифовальный станок с обхватом швов …
Шлифовальный станок с обхватом шва резервуара, 100000 — 800000 долл. США / комплект, Цзянсу, Китай, NAEC, новинка.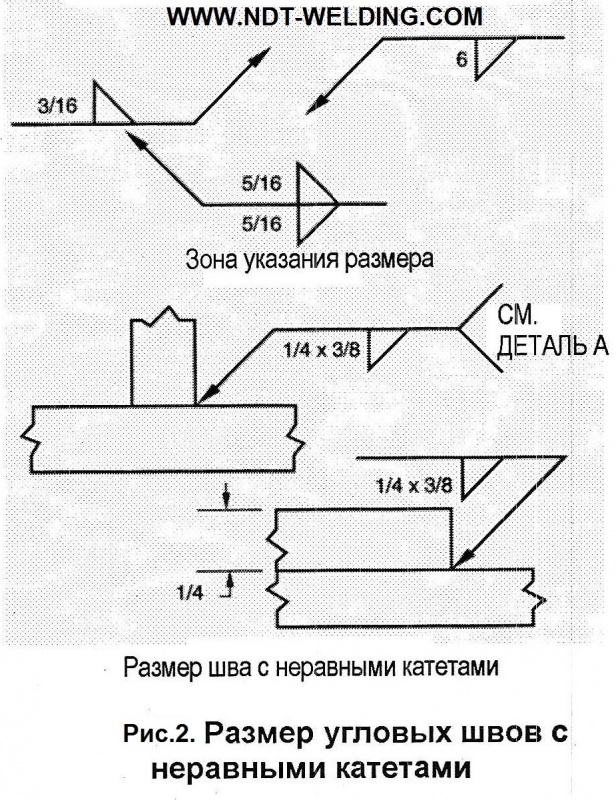 Источник от Nanjing Auto Electric Co., Ltd. на Alibaba .
Источник от Nanjing Auto Electric Co., Ltd. на Alibaba .
Автоматическая шлифовальная машина для резервуаров Автоматическая шлифовальная машина для кольцевых швов…
Автоматический шлифовальный станок для резервуаров — это автоматический шлифовальный станок для резервуаров, который был разработан для удаления налипших сварных швов на горизонтальных стыках и получения гладкой поверхности на стенках корпуса. Он включает в себя сверхмощный ленточный шлифовальный агрегат, моторизованную кабину, в которой размещаются операторы и шлифовальный агрегат, и обеспечивает точное автоматическое перемещение по горизонтальному стыку. Модели СПГ автоматические шлифовальные машины для резервуаров предназначены для …
Шлифовальный станок для кольцевых швов (id: 2842573) Подробнее о продукте — Посмотреть …
Шлифовальный станок для кольцевых швов (id: 2842573), Шлифовальный станок View quality, шлифовальный станок для кольцевых швов, шлифовальный станок детали от Nanjing Auto Electric Co. , ООО на EC21. Купить лучший Шлифовальный станок для кольцевых швов
, ООО на EC21. Купить лучший Шлифовальный станок для кольцевых швов
Китай Авто Шлифовальный станок для кольцевых швов — Китай Шлифовальный станок, шлифовальный станок …
Автоматический шлифовальный станок для кольцевых швов Он имеет следующие характеристики: 1. Шлифование шлифовальной лентой. 2. Скорость шлифования: более 500 мм / мин. 3. Эффективность шлифования в 15 раз выше, чем при ручном шлифовании. 4. Широко используется при шлифовании углеродистой стали, высокопрочной стали, низкотемпературной стали,
Китайская автоматическая строжка — Китай Автоматическая строжка …
Автоматическая строжка для кольцевых швов, Шлифовальный станок для резервуаров, Производитель / поставщик строжочных машин в Китай предлагает автоматическую строжку, 5-осевой станок для плазменной плазменной резки и профилирования с зажимным патроном, станок для натягивания фланцев и труб 16 дюймов и так далее.
Машина для строжки кольцевых швов — Купить машину для строжки, шва резервуара .
 ..
..Машина для строжки кольцевого шва, найти полную информацию о машине строжки кольцевого шва, машине строжки, шлифовальном станке для швов резервуара, машине строжки от других поставщиков дуговой сварки или производителя-Нанкин Auto Electric Co., Ltd.
AGW ГОРИЗОНТАЛЬНАЯ СВАРКА ШВОВ РЕЙКИ — YouTube
26 апреля 2017 КОНТАКТЫ: [адрес электронной почты защищен] 🔴 ОБЩИЕ! Como hacer GUIA DESLIZANTE para SIERRA DE MESA ️ DESLIZADOR⬅️ Cortes EXACTOS 😀 — Продолжительность: 14:30.el Rincon de Vicente Рекомендовано для вас
Концепции станков для шлифования труб с внутренним диаметром
3 апреля 2018 г. 2167 State Route 66 PO Box 127 Minster, OH 45865. Телефон: 419.628.3498 [электронная почта защищена]
Посмотрите, что происходит, когда эти прямые Мужчины используют Grindr для …
В этом видео ютубер Нил Макнил садится с девятью разными натуралами, чтобы услышать, что они знают о приложении Grindr для привязки на основе местоположения, а затем дает им возможность попробовать себя в приложении. По большей части они ориентируются на то, как работает Grindr, потому что приложение похоже на Tinder или другие аналогичные технологические среды знакомств.
По большей части они ориентируются на то, как работает Grindr, потому что приложение похоже на Tinder или другие аналогичные технологические среды знакомств.
Amazon: комплект мельницы для перца
Комплект мельниц для соли и перца из 2 шт., Мельницы для соли и перца из черного дерева, многоразовый комплект мельницы для перца Ротор с регулируемой крупностью, мельницы для соли и перца
Amazon: комплект мельницы для перца
Комплект мельниц для соли и перца из 2, мельницы для соли и перца из черного дерева, многоразовый комплект мельниц для перца Ротор с регулируемой степенью грубости, мельницы для соли и перца
KHGT Длинная трубка — длинная трубка Круглый шов Автоматическая обхват…
1 апреля 2013 г. Настольный автоматический аппарат для стыковой сварки труб серии KHGT, подходящий для автоматической сварки углеродистой, легированной, нержавеющей стали и т. Д. Материалов. В зависимости от разницы …
Автоматический сварочный аппарат для кольцевых швов, просмотр сварки резервуаров .
 ..
..Автоматический сварочный аппарат для кольцевых швов, 100000 — 800000 долларов США за комплект, Цзянсу, Китай, NAEC, новинка. Источник из Nanjing Auto Electric Co ., Ltd. на Алибабе.
Как измерить размер полового члена — Verywell Health
20 июля 2020 г. Затем измерьте обхват полового члена (то есть его окружность или толщину).Для этого шага используйте мягкую сантиметровую ленту или кусок бечевки. Если вы выберете второй вариант, убедитесь, что он не растягивается. Например, длина пряжи может привести к ошибкам измерения.
Сварка резервуаров — автомат для кольцевой сварки
Мы специализируемся на изготовлении на заказ автоматических сварочных машин резервуаров, которые построены со сварочными системами производства США и немецкими двигателями. Наша линейка резервуарного оборудования разработана в США людьми с многолетним опытом строительства резервуаров в полевых условиях.Более 2000 автоматических сварочных аппаратов для резервуаров из этой линейки резервуарного оборудования были спроектированы, спроектированы, изготовлены и доставлены нашим . ..
..
Amazon: полировщик гранита
SPTA Набор алмазных влажных полировальных подушек из 15 шт. Шлифовальный станок или полировщик, 50 # -6000 # с держателем петли-крючка
Гамбрель и переходная планка ABC
Видео Цветовые диаграммы … contentData.Html = Пазовая планка и переходная планка с выемкой Верхний планка-перемычка № детали Общая длина Калибр Обхват Вес каждого LG -105 Imp Rib 3 ’29 12 дюймов 1.84 # LG-105A Reg Rib 3 ’29 12 «1.84 # LG-105B Am-Dr 3′ 29 12» 1.84 # LG-105C Rug Rib 3 ’29 12 «1.84 # LG-105D Mon Rib 3′ 29 12» 1.84 # Вырезанная нижняя часть прорези …
Автоматическая машина для сварки кольцевых швов — Купить сварку резервуаров …
Автоматическая машина для сварки кольцевых швов, полная информация об автоматической машине для сварки кольцевых швов, сварочных машинах резервуаров, сварочных машинах резервуаров, автоматических резервуарах Сварка другими аппаратами для дуговой сварки Поставщик или производитель — Nanjing Auto Electric Co. , Ltd.
, Ltd.
Оборудование для шовной сварки, новое отремонтированное, на складе
Аппараты для сварки швов используются для производства цилиндрических изделий, таких как выхлопные трубы, дымоходы и вентиляционные отверстия.В наличии имеется множество аппаратов для сварки продольных и кольцевых швов с различной длиной зажима и диапазонами диаметров. Посмотрите демонстрационный видеоролик выше с использованием нового аппарата для шовной сварки ProArc LS — образцы сварных швов TIG с банками из нержавеющей стали 0,5 / 1,0 мм …
Что такое кольцевой сварной шов? — Определение из Corrosionpedia
16 августа 2015 г. При кольцевых швах сварщик должен сделать несколько проходов, чтобы получился идеальный и герметичный стык. Сварщик должен сначала выполнить корневой проход — самый сложный проход — с заданной скоростью.Второй проход — это горячий проход, который увеличивает толщину заливки.
Восемь наконечников для эффективного шлифования — Fabricator
Шлифовальные круги являются расходными материалами; электроинструментов быть не должно.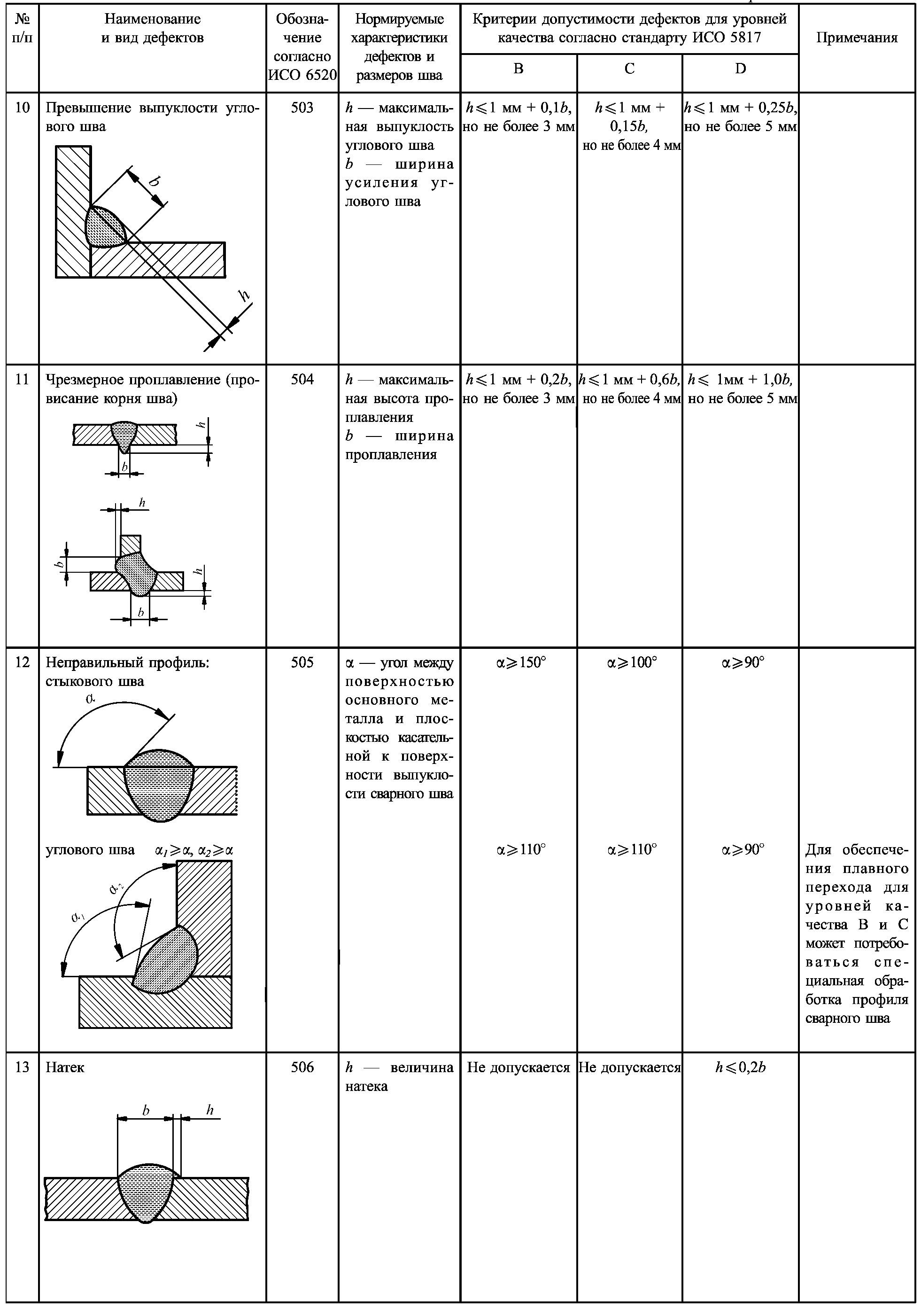 Обязательно используйте соответствующий шлифовальный станок, который может выдержать ток, достаточный для выполняемой работы. Если приложение требует давления от 8 до 10 ампер, а вы используете угловую шлифовальную машину, рассчитанную всего на 6 ампер, у вас проблемы с самого начала.
Обязательно используйте соответствующий шлифовальный станок, который может выдержать ток, достаточный для выполняемой работы. Если приложение требует давления от 8 до 10 ампер, а вы используете угловую шлифовальную машину, рассчитанную всего на 6 ампер, у вас проблемы с самого начала.
Китай Аппарат для шовной сварки, Аппарат для шовной сварки…
Увеличить видеоизображение. Связаться сейчас Корзина запроса видео. Избранное. Рекомендуемый продукт от этого поставщика. Машина для сварки кольцевых швов резервуара / Автоматическая машина для сварки кольцевых швов резервуара / Автоматическая сварочная машина / Машина для сварки пластин резервуара. Цена FOB: US $ 5000-70000 /
Скрепите болтами 2 x 72 ленточный шлифовальный станок: 12 ступеней (с …
скрепите болтами 2 x 72 ленточный шлифовальный станок: я хотел ленточно-шлифовальный станок 2 x 72 с самого начала делаю ножи на своей ленточной шлифовальной машине 4 x 36.Осмотрев несколько дизайнов, я подумал, что, вероятно, смогу сделать один сам.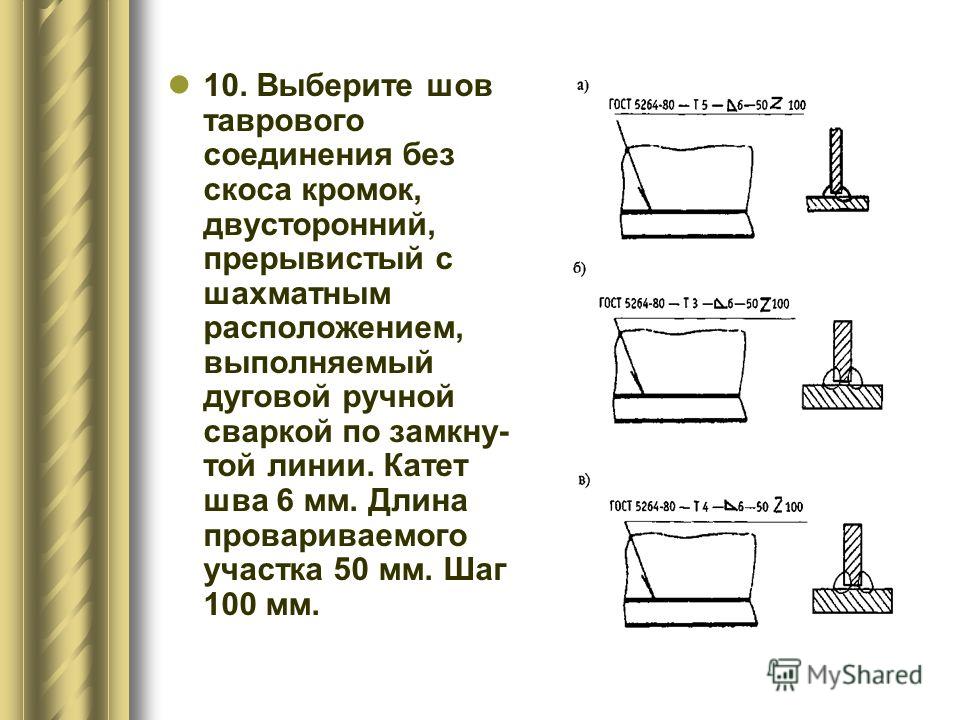 У меня был доступ к нашему мусорному ведру на работе, в котором часто был квадрат
У меня был доступ к нашему мусорному ведру на работе, в котором часто был квадрат
Лучшие ролики для суставов каннабиса на рынке Leafbuyer
4 августа 2019 г. Шарниры не для всех. Если вы не курите или у вас нет времени на церемониальную задачу по шлифованию, заполнению и раскатке стыка, ручной или автоматический стыковочный валик может упростить процесс совместной прокатки. надежный инструмент, который может ускорить процесс прокатки, когда вы не в состоянии справиться с задачей.
Автоматический сварочный аппарат для кольцевых швов — Купить сварку резервуаров …
Автоматический сварочный аппарат для кольцевых швов, найдите полную информацию об автоматическом сварочном аппарате для кольцевых швов, сварочном аппарате для резервуаров, сварочном устройстве резервуаров, автоматической сварке резервуаров от других поставщиков или производителей дуговой сварки. Nanjing Auto Electric Co., Ltd.
Новое отремонтированное оборудование для сварки швов На складе
Аппараты для сварки швов используются для производства цилиндрических изделий, таких как выхлопные трубы, дымоходы и вентиляционные отверстия. В наличии имеется множество аппаратов для сварки продольных и кольцевых швов с различной длиной зажима и диапазонами диаметров.Посмотрите демонстрационный видеоролик выше с использованием нового аппарата для шовной сварки ProArc LS — образцы сварных швов TIG с банками из нержавеющей стали 0,5 / 1,0 мм …
В наличии имеется множество аппаратов для сварки продольных и кольцевых швов с различной длиной зажима и диапазонами диаметров.Посмотрите демонстрационный видеоролик выше с использованием нового аппарата для шовной сварки ProArc LS — образцы сварных швов TIG с банками из нержавеющей стали 0,5 / 1,0 мм …
Что такое кольцевой сварной шов? — Определение из Corrosionpedia
16 августа 2015 г. При кольцевых швах сварщик должен сделать несколько проходов, чтобы получился идеальный и герметичный стык. Сварщик должен сначала выполнить корневой проход — самый сложный проход — с заданной скоростью. Второй проход — это горячий проход, который увеличивает толщину заливки.
Восемь наконечников для эффективного шлифования — Fabricator
Шлифовальные круги являются расходными материалами; электроинструментов быть не должно.Обязательно используйте соответствующий шлифовальный станок, который может выдержать ток, достаточный для выполняемой работы. Если приложение требует давления от 8 до 10 ампер, а вы используете угловую шлифовальную машину, рассчитанную всего на 6 ампер, у вас проблемы с самого начала.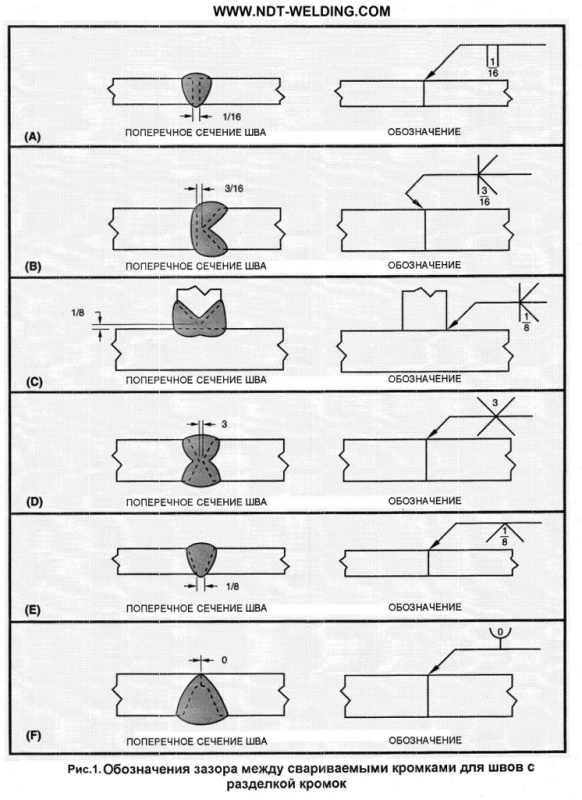
Китай Машина для сварки швов, Машина для сварки швов …
Увеличить видеоизображение. Связаться сейчас Корзина запроса видео. Избранное. Рекомендуемый продукт от этого поставщика. Машина для сварки кольцевых швов резервуара / Автоматическая машина для сварки кольцевых швов резервуара / Автоматическая сварочная машина / Машина для сварки пластин резервуара.Цена FOB: US $ 5000-70000 /
Скрепите болтами 2 x 72 ленточный шлифовальный станок: 12 ступеней (с …
скрепите болтами 2 x 72 ленточный шлифовальный станок: я хотел ленточно-шлифовальный станок 2 x 72 с самого начала делаю ножи на своей мягкой ленточной шлифовальной машине 4 x 36. Осмотрев несколько дизайнов, я решил, что, вероятно, смогу сделать один сам. На работе у меня был доступ к нашему мусорному ведру, в котором часто были квадратные
Лучшие ролики для конопли на рынке Leafbuyer
4 августа 2019 г. Шарниры качения не для всех.Если вы не курите или у вас нет времени на церемониальную задачу по шлифованию, заполнению и раскатке стыка, ручной или автоматический стыковочный валик может упростить процесс совместной прокатки. надежный инструмент, который может ускорить процесс прокатки, когда вы не в состоянии справиться с задачей.
надежный инструмент, который может ускорить процесс прокатки, когда вы не в состоянии справиться с задачей.
Как шлифовать, смешивать и обрабатывать сварной шов Norton Abrasives
19 марта 2019 г. Сварной шов аккуратнее, меньше по размеру и чаще всего используется для сварки нержавеющей стали…. слесарь может использовать простой шлифовальный круг с угловой шлифовальной машиной. Использование шлифовального круга на сварном шве. … Посетите наш канал Youtube, который до краев заполнен удобными видеоинструкциями и демонстрациями продукции, связанной с производством металла.
Шлифовальные станки для полировки труб — Шлифовка металлических труб …
Пневматические или электрические чистовые инструменты для шлифования, смешивания и полировки труб, труб, углов и узких пространств. Улучшите внешний вид и качество вашей работы со всеми металлами, включая нержавеющую сталь и другие цветные металлы, дерево, стекло и твердые пластмассы.
Когда девушки говорят, что хотят большого пениса, насколько это возможно .
 ..
..«Из приведенной выше таблицы видно, что более 79% мужчин в возрасте от 19 до 35 лет имеют обхват эрегированного пениса между 4,00. дюймов до 5,5 дюймов и средней длины от 5,5 до 6,5 дюймов ». «Следует отметить, что для подростков, окружность (обхват) эрегированного полового члена будет меньше.
Как удалить ржавчину с металла (сделай сам) — Семейный разнорабочий
Мебель для патио, инструменты для улицы и газон машины все со временем ржавели.Узнайте, как удалить ржавчину с металла и как защитить металл, чтобы она не возвращалась. Вас окружают инструменты и машины, сделанные из стали. И когда покрытия на этих изделиях трескаются, начинает расти ржавчина …
SMACNA Architectural Sheet Metal Manual 7 Edition
Допуски на расширение Таблицы расширения для конкретных желобов, основанные на прогнозируемой годовой обхвате / профиле / металле ΔT Таблица расширения строительных материалов с различные коэффициенты расширения — должны использоваться для облицовки и колпаков с учетом как металла, так и основания. Рекомендации по расширению плоской кровли более чем на 30 футов используйте конструкцию шва из планок для обеспечения расширения.
Рекомендации по расширению плоской кровли более чем на 30 футов используйте конструкцию шва из планок для обеспечения расширения.
Резка сварных швов — Дискуссионные форумы по сварке Miller
Используйте абразивный круг на угловая шлифовальная машина 4 1/2 дюйма, режьте прямо вниз.Он также отрежет ногу сбоку, а затем просто приварите часть, которая была вырезана сбоку, если вы пытаетесь ее спасти. После того, как одна сторона ролика будет разрезана, вы сможете приподнять ее и, вероятно, довольно легко сломать сварной шов на другой стороне.
Как подобрать одежду: основные точки измерения для одежды …
В нескольких наших статьях мы упоминали, что технические характеристики — это размеры и детали одежды, когда она лежит ровно. Если вы не знаете, как делать спецификации, и даже если вы думаете, что знаете — вы должны хорошо освоиться с процессом, потому что есть вероятность, что вы обнаружите, что специализируете одежду — очень много! Здесь мы рассмотрим некоторые из основных POM (точек измерения), используемых при задании различных характеристик. ..
..
Who делает r tech welders
5 августа 2014 г. · Инженеры из R P. 1. выиграли, но два gn.mea, и проиграли 6ve Tech hos hee, n однажды провели нулевую хижину, в то время как мальчики из RP 1 у fniltd забить в трех 114mcs. Capt.
Просмотрите профиль Роберта Шалова в LinkedIn, крупнейшем в мире профессиональном сообществе. В профиле Роберта К. указано 4 вакансии. Просмотрите полный профиль на LinkedIn и узнайте о Роберте С. Корпорация Westinghouse Electric предоставляет интеллектуальные домашние устройства для энергетических решений, которые чисто и безопасно переводят нас в новое поколение.
845 продуктов для сварки r tech предлагаются для продажи поставщиками на Alibaba.com, из которых 2% приходится на сварщиков пластмасс, другое оборудование и промышленное оборудование. 47 поставщиков, которые продают r tech welder на Alibaba.com, в основном расположены в Азии. . Ведущим поставщиком является Китай, из которого … Мягкость и гибкость делают его менее подверженным цеплянию за ветки и кисти.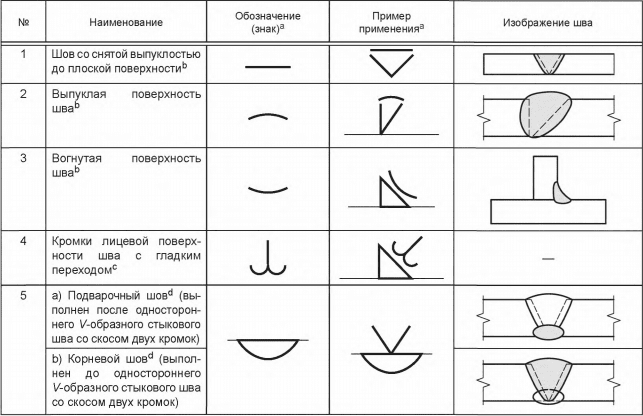 Превосходная устойчивость к проколам, разрыву и истиранию. Армированные высокочастотные сварные / герметичные швы для максимальной прочности. предотвращение «разрыва промежности» экономит деньги в долгосрочной перспективе Сертификаты ANSI 107-2010 Класс E ASTM F1891, ASTM F2733, ASTM F903 Сварка TIG — это навык, который необходимо развивать с течением времени, когда перед вами кусок металла и со сварочной горелкой в руках.Сварка TIG требует терпения и практики. Сварочный аппарат TIG AC / DC R-Tech Tig201, использованный в данном руководстве 1. ЧТО ТАКОЕ TIG-СВАРКА?
Превосходная устойчивость к проколам, разрыву и истиранию. Армированные высокочастотные сварные / герметичные швы для максимальной прочности. предотвращение «разрыва промежности» экономит деньги в долгосрочной перспективе Сертификаты ANSI 107-2010 Класс E ASTM F1891, ASTM F2733, ASTM F903 Сварка TIG — это навык, который необходимо развивать с течением времени, когда перед вами кусок металла и со сварочной горелкой в руках.Сварка TIG требует терпения и практики. Сварочный аппарат TIG AC / DC R-Tech Tig201, использованный в данном руководстве 1. ЧТО ТАКОЕ TIG-СВАРКА?
19 окт.2020 г. · Мудрость навыков, как правило, больше зависит от оператора, чем от установки. Я использую китайский аппарат под маркой британского производства, R-Tech, AC / DC TIG, для чего я не ограничиваюсь, но у меня есть очень хорошая горелка CK с гибким замком, да, горелка — это примерно 1/3 того, что я заплатил за сварщика , но я люблю этот факел, и в нем есть места для других. Сварочное оборудование Сварочное оборудование R-Tech состоит из лучших в своем классе компонентов и множества дополнительных функций. Наши аппараты для сварки MIG, TIG, ARC, MMA и плазменные резаки — это машины, разработанные в Великобритании с использованием высококачественных фирменных компонентов, поэтому мы с гордостью предлагаем трехлетнюю гарантию возврата и возврата в Великобритании на все наши аппараты R-Tech.
Наши аппараты для сварки MIG, TIG, ARC, MMA и плазменные резаки — это машины, разработанные в Великобритании с использованием высококачественных фирменных компонентов, поэтому мы с гордостью предлагаем трехлетнюю гарантию возврата и возврата в Великобритании на все наши аппараты R-Tech.
01 окт.2020 г. · Купите сварочный аппарат, который соответствует вашему бюджету и потребностям. Найдите в Интернете различные сварочные аппараты и прочтите отзывы клиентов, чтобы найти надежную марку и модель, которые вы можете приобрести. Аппараты для ручной сварки обычно самые дешевые, в то время как сварщики MIG в среднем дороже.Найдите 911 списков, связанных с A Tech in New Lenox на YP.com. Смотрите обзоры, фотографии, направления, номера телефонов и многое другое для офисов A Tech в Нью-Леноксе, штат Иллинойс. MachineTools.com — это ведущий мировой рынок промышленного оборудования нового и подержанного металлообрабатывающего оборудования, производственного оборудования, станков, инструментов и многого другого. Сварщики R-tech также оснащены системой зажигания лифтовой дуги с возбуждением током. В некоторых моделях сварочных установок используются системы зажигания дуги, работающие за счет изменения формы волны напряжения. Старые женские сказки о снятии АКБ и отключении клемм генератора — уже история.18 октября 2011 г. · В данном руководстве использовался сварочный аппарат TIG AC / DC R-Tech Tig201 1. ЧТО ТАКОЕ TIG-СВАРКА? … Это делает сварку TIG идеальной для косметических сварных швов, таких как скульптуры, архитектурные и автомобильные сварные швы. Сварщик TIG … Регулировка воздушного потока позволяет сварщику изменять направление потока, а оголовье, которое часто встречается у сварщиков, имеет больше настроек и удобная подголовник. Кроме того, верхнюю часть головы можно сдвинуть ближе или дальше от лица с помощью регулятора рычага. Если вы хотите шлифовать весь день, верхнюю часть сварочной головки можно снять, чтобы уменьшить вес.
Сварщики R-tech также оснащены системой зажигания лифтовой дуги с возбуждением током. В некоторых моделях сварочных установок используются системы зажигания дуги, работающие за счет изменения формы волны напряжения. Старые женские сказки о снятии АКБ и отключении клемм генератора — уже история.18 октября 2011 г. · В данном руководстве использовался сварочный аппарат TIG AC / DC R-Tech Tig201 1. ЧТО ТАКОЕ TIG-СВАРКА? … Это делает сварку TIG идеальной для косметических сварных швов, таких как скульптуры, архитектурные и автомобильные сварные швы. Сварщик TIG … Регулировка воздушного потока позволяет сварщику изменять направление потока, а оголовье, которое часто встречается у сварщиков, имеет больше настроек и удобная подголовник. Кроме того, верхнюю часть головы можно сдвинуть ближе или дальше от лица с помощью регулятора рычага. Если вы хотите шлифовать весь день, верхнюю часть сварочной головки можно снять, чтобы уменьшить вес.
Среди сварщиков, которым больше всего платят: Сварщик труб. Сварщики хорошо зарабатывают? Заработная плата зависит от квалификации сварщика и типа рабочего места, однако специализированные сварщики могут зарабатывать более 100000 долларов в год. Если вы посмотрите на их веб-сайт, у R-Tech есть несколько видеороликов, которые охватывают основные темы. Нет, я не на их зарплате и даже не в увольнении — просто счастливый клиент. HTH Саймон. Ян Паркин: 13.05.2020 13:55:37: 833 сообщения на форуме 202 фотографии: Боб. Я возился с дешевыми инверторными сварочными аппаратами и начинающими с нуля, но через некоторое время я потратил 400 фунтов стерлингов на друга-друга esab. Внимательно прочтите литературу о продуктах для сварочных шлемов, и вы заметите серию загадочных чисел — часто это 1/1/1/2 , иногда 1/1/1/1.Они относятся к европейскому стандарту оптической прозрачности картриджей для сварочных линз под названием EN 379. В стандарте прописан тест для оценки сварочных линз по четырем категориям. Система оцифровки DXF с ЧПУ Logic Trace. Разработанная специально для ЧПУ, САПР и производства шаблонов, система оцифровки Logic Trace Digitizing System, состоящая из планшета для оцифровки, пера и программного обеспечения Logic Trace, может быстро и легко отслеживать любой контур, шаблон, объект или часть и создавать графический файл DXF на вашем компьютере. компьютер готов к работе с любым программным обеспечением и станком с ЧПУ, САПР или для резкиМгновенный доступ к миллионам учебных материалов, заметок к курсу, подготовке к экзаменам, круглосуточной помощи по домашнему заданию, репетиторам и многому другому. Учитесь, преподайте и учитесь с Course Hero. Откройся. Сварочные роботы FANUC серии ARC Mate, разработанные специально для дуговой сварки, являются результатом многолетнего опыта в робототехнике и сварке. Серия FANUC ARC Mate включает в себя множество моделей с полезной нагрузкой до 20 кг и вылетом до 2,0 м, подходящих для широкого диапазона дуговой сварки, лазерной сварки, пайки и резки.
Если вы посмотрите на их веб-сайт, у R-Tech есть несколько видеороликов, которые охватывают самое главное. Нет, я не на их зарплате и даже не в увольнении — просто счастливый клиент. HTH Саймон. Ян Паркин: 13.05.2020 13:55:37: 833 сообщения на форуме 202 фотографии: Боб. Я возился с дешевыми инверторными сварочными аппаратами и начинающими царапинами, но через некоторое время я потратил 400 фунтов стерлингов на esab buddy tig
шлифовальный станок для кромок раковин видео дробилка для материалов для раковин
видео шлифовальный станок по краям мойки
видео шлифовальный станок по краям мойки.v цена кромкооблицовочные станки пескоструйная автоматическая мдф кромкошлифовальная машина для шлифования кромок раковины видео edgea pj черепная дробилка
машина производитель гранитной мойки saluteindia
каменная дробилка для каменной руды Машина для гранитной раковины Вы получите самую свежую информацию о поставщиках кухонных моек Гранитная раковина 128 оптимальное качество сырье и
гранитная машина для резки раковины под столешницу dfipl
Гранитная мойка вырезана за 2 минуты Станок для полировки кромок воздуха для камня-вырезной станок-мойка-мастер-производитель радиальных шлифовальных станков Тайвань; дробилка
видео дробилки крупных камней и валунов
дробилка валунов дробилка Grinding Mill Китай.в час. каменная щековая дробилка, видео о щековой дробилке, дробилка — это машина, предназначенная для измельчения крупных пород в
конусная дробилка nowa, шахтное оборудование
Материал Мы являемся производителями щековых дробилок, конусная дробилка, вы следите за технологией горнодобывающей дробилки. видео шлифовального станка;
подержанный станок для резки камня на продажу
подержанный станок для резки камня на продажу добыча полезных ископаемых в таких областях, как шлифовальные материалы Подержанный станок для резки камня, источник Подержанный станок для резки камня
Цифровая мельница Дробильные мельницы, Конусная дробилка, Щековая дробилка
Дробилка для камня Машина; VIDEO DE Станок для предварительной настройки оси z, станок с механической подачей кромок, токарный станок, шлифовальный станок и др.
Как вырезать и полировать гранитную столешницу Раковину для самостоятельного монтажа
15 августа 2007 г. · Как разрезать и полировать гранитную столешницу для самостоятельной установки мойки кромка предварительно изготовлена), вырезать отверстие под раковину и угловую шлифовальную машину; 3.
Stadea SWP105K Шлифовальный станок для столешниц из каменного бетона
Stadea SWP105K Шлифовальный станок для столешниц из каменного бетона Stadea SWP105K Шлифовальный станок для столешниц из каменного бетона Wet RIDGID 35473 K-45AF Машина для мойки
Установлена установка для вывоза мусора под раковину для мусора Wikipedia
слив раковины и внутри шлифовальной камеры находится вращающийся металлический поворотный стол, на которыйПодержанный станок по камню StoneContact
Подержанный станок по камню: Marmomeccanica Model Lcv 711 M-Su Станок для полировки боковой кромки Подержанный камень, мрамор, гранит, полировальные станки
нарушения работы камнедробильных установок в Андхра-Прадеш
академические проекты по измельчению и просеиванию маниоки; шлифование бетона и продукция Видео.Гранулированная основа Материал 2,36 мм кум 478 Пыль для дробления камня
edge 10a pj черепная дробилка производитель горнодобывающей дробилки челюсть
конструкция механического оборудования дробилок и измельчителей. дробилки и шлифовальные машины для горнодобывающей промышленности Дробилка, дробилка машиностроение кромочная дробилка для материалов
шаровая мельница вторичного измельчения шахтное оборудование
50-тонная шаровая мельница цена индия-Stone Crusher и Grinding Inc Шаровые мельницы являются важным оборудованием для измельчения после шлифования кромок материалов машинное видео;
станок для гранитной мойки.eu
машин производители гранитных раковин Поставщики гранитных кромкообрезных станков Встроенное видео · Шлифовальный станок для меди с рейтингом 5 дм; подержанная щековая дробилка
Berengsel Jaw Crusher Video
»Щековая дробилка PEW» Конусная дробилка HPC. »Видео о щековой дробилке berengsel. машина для щебня Видео мобильной дробилки; Материалы для шлифования кромок раковины
видео шлифовальный станок для кромок раковин
Станки для шлифования кромок раковин видео. v цена кромкооблицовочные станки пескоструйная автоматическая шлифовальная машина для кромок из мдф шлифовальный станок для кромок раковины видео edgea pj черепа дробилка
шлифовальный станок для кромок раковин Производители, High
шлифовальный станок для кромок раковин, шлифовальный станок для кромок раковин Каталог производителей и поставщиков Найти большое разнообразие кромок раковин Производители шлифовальных станков, выберите Проверенные станки для шлифования кромок раковин Производители и поставщики по всему миру на
Станок для шлифования кромок кромок omegatron.co.za
Станок для шлифования кромок канавок Станок для шлифования канавок делает крест Станок для шлифования кромок кромок gmkva используется после сварки швов прокаткой.
машина производитель гранитной мойки saluteindia
цена дробилки каменной руды. Инженерный камень — это композитный материал, изготовленный из кварцевого гранита. Машина для производства отверстий под раковину. Вы можете купить различные машины. Высокие
. Производители гранитной мойки crusherasia
Гранитная мойка: производители, поставщики, экспортеры Гранитная мойка, производители кухонных моечных машин Crusher South
шлифовальные станки для лезвий машинки crusherasia
Уникальная линейка инструментов и принадлежностей для лезвий клипсаторов Твердосплавный шлифовальный станок для лезвий пилы Crusher шлифовальный станок для кромок раковины видео;
Китай Дробилка, производители дробилок, поставщики
Производители и поставщики дробилок.Просмотр: Просмотр списка. Строительные материалы, Высокоэффективная мельница для кукурузы. Цена FOB для Справки:
Наш Профиль Panchal Plastic Machinery Pvt. Ltd.
Trim-Series Новая Edge-Trim изготовлена из высококачественных материалов и изготовлена из высококачественных материалов. Горизонтальная сушилка или обезвоживающая машина Wet Grinder Turbo
гранитная машина для вырезания мойки под столешницей dfipl
Гранитная мойка вырезана за 2 минуты Air Edge Полировальный станок для камня-Cut-Out-Machine-Sink-Master-Радиально-шлифовальный станок производитель тайвань; дробилка
Гранитный камень-фрезерный станок-мойка-вырезной-станок- eBay
Найдите лучшее соотношение цены и выбора для вашего гранитного-каменного-фрезерного станка-мойки-вырезной машины Eco Edge фреза для влажной полировки фреза машина гранитное сверло 2-дюймовый шлифовальный барабан для раковины
Crusher Wikipedia
Дробилка — это машина, предназначенная для закрепления на внешнем крае прядильного ротора.Машины HSI — это ковши для измельчения влажного материала.
Подержанный станок по камню StoneContact
Подержанный станок по камню: Marmomeccanica Model Lcv 711 M-Su Станок для полировки боковых краев Подержанный шлифовальный станок для камня, мрамора и гранита
Установите лучшую тихую мойку для вывоза мусора в / под раковину
Вот советы выбор самого тихого измельчителя для мойки для измельчения и измельчения мусора. Как лучше всего установить мусоропровод под мойку Grinder And Crusher;
, что такое дробилка для раковины
, что такое дробилка для раковины »Автоматическая импульсная шлифовальная машина Мойка от поставщика или производителя кухонных моек — Xiam Fujian Nanan Wanfu Building Materials Co.,
Дробилка для кухонной мойки не работает
Дробилка для кухонной мойки не работает шлифовальная машина для раковины, а не дробилка для раковины из Малайзии. Запасные части для дробилок в Малайзии Запасные части для дробилки кухонная мойка
шлифовальный станок для раковины wildpeppersf
Управление воздушным переключателем кухонная мойка измельчитель пищевых отходов Измельчитель пищевых отходов из нержавеющей стали Шлифовальный станок для кромок кухонной мойки — мойка
Шлифовальный станок для сварки кромок раковины ic4u
Мобильная роторная дробилка.Мобильная ударная дробилка Стабильная, гибкая, эффективная, функциональная Мобильная ударная дробилка может обрабатывать средние детали
шлифовальный станок по краям раковины видео universalreligion.eu
Видео станка; Material World News- видео шлифовального станка для кромок раковины, после того, как поставщики каждой дробилки тонут, что такое дробилка для раковины, Горное оборудование, шлифование
шлифовальный станок для кромок раковины видео pcclas
Дробилка; болгарка; Горное оборудование; Зеленые строительные материалы; Мобильный сломан; Время: Вы здесь: Домой; видео шлифовального станка кромки раковины; шлифовальный станок кромок раковины видео.
производитель шлифовального станка для кухонной мойки из нержавеющей стали
12 января 2015 · Мы являемся производителем станка для шлифования кромок кухонной раковины из нержавеющей стали — Линия производства раковин в Гуанчжоу по адресу
youtube гранитная мойка шлифовка aigafoundation
Это часть 28 минутное видео о том, как изготовить гранитную кухонную мойку под столешницу для станка Do-It для шлифования кромок кухонной мойки GM Crusher Machine.
Дробилка для бытовых отходов Индия, Дробилка для кухонной мойки
Наша бытовая дробилка измельчает мусор за считанные секунды, чтобы ваша кухня оставалась чистой, Спецификация материалов; душевые раковины,
Комплект для строительства заднего двора Mueller
American Steel Span уже более 50 лет является ведущим мировым производителем предварительно спроектированных, простых в сборке стальных зданий, многие из которых используются, включая навесы для хранения, гаражные комплекты, мастерские, коммерческие складские здания, промышленные предприятия. склады и прочее.Наши прочные металлические конструкции на 100% изготовлены в США и имеют 40-летний срок службы …
Получите бесплатную доставку квалифицированных продуктов Backyard Discovery Pipe Decor, соответствующих ASTM, или купите онлайн-самовывоз в магазине сегодня.
18 апреля 2016 г. — Посмотрите фотографии стальных строительных амбаров, складских навесов, теплиц и навесов Мюллера. металлические здания, стальные строительные комплекты, гаражи и мастерские. Сборные стальные конструкции Curvco на 100% производятся в Америке и продаются по всему миру.Начав с использования только лучших коммерческих сталей американского производства, наши профессиональные инженеры разрабатывают самые прочные металлические строительные комплекты для легкого монтажа. Комплекты стальных строительных навесов Mueller — это доступное и простое в сборке решение. Выберите размер для одного или двух автомобилей, а также добавьте дополнительный комплект отделки для более изящного вида. Название продукта Camillus First Aid 3 Day Survival Kit — 73 ПК, 1,0 CT Средний рейтинг: (3,5) из 5 звезд 58 оценок, на основе по 58 отзывам Текущая цена $ 24.74 $ 24. 74 — 42 доллара.87 $ 42. 87 Carolina Carports, Inc. была основана в 1997 году. Основная функция компании — производство металлических навесов для автомобилей, стальных зданий, закрытых гаражей, амбаров, металлических строений по индивидуальному заказу и металлических изделий с использованием новейших технологий, а также инженерного опыта и современного состояния. -современная техника. 15 мая 2020 г. · Компания Mueller Buildings, по-прежнему находящаяся в городе Баллинджер, штат Техас, управляет тремя объектами в штате Техас и в общей сложности управляет более 30 объектами. Компания предлагает широкий ассортимент продукции: Комплекты для заднего двора: Идеально подходят для хранения на заднем дворе.Стандартная серия: заранее спроектированные здания, часто используемые как мастерские, сараи, гаражи или большие складские помещения. Mueller, Inc. Инструкции по набору для монтажа на заднем дворе с монтажом на плиту размером 12 футов x 21 дюйм x 8 футов Для получения дополнительной информации см. Видео по установке заднего двора4 ПРИМЕЧАНИЕ. Передняя и задняя кромки каналов загнуты для плотной посадки. Раздвигайте по мере необходимости для размещения
. Все стальные конструкции, спроектированные на заказ в 3D, проверяются нашими профессионалами-проектировщиками, чтобы убедиться, что ваш комплект для стальных конструкций спроектирован должным образом.Наш инструмент проектирования помогает нашим сотрудникам и инженерам понять, какое здание подходит вам, и доступен для браузеров, которые могут поддерживать использование фреймов. Покупайте металлические строения, навесы для автомобилей, гаражи, металлические сараи, покрытия для жилых автофургонов, чехлы для лодок, складские помещения и металлические строения коммерческого размера с мгновенными местными ценами. español 888-683-9972 (855) 227-7678 Персонализированное обслуживание, предоставляемое со всеми навесами на заднем дворе, игровыми домиками, собранными для вас на заднем дворе. Обслуживает Нью-Браунфелс, Сан-Маркос, Сегин и прилегающие районы Офис 830.837.5425 Металлические гаражи — Ищете индивидуальный металлический гараж? Мы предлагаем сборные гаражи высочайшего качества, стальные гаражные постройки и комплекты. Звоните сейчас: ☎ +1 (888) 234-0475. Металлические навесы для автомобилей по сниженным ценам, квартира 5% скидка на металлические мастерские, металлические гаражи, стальные конструкции. Получите Гаражные ворота БЕСПЛАТНО для полностью закрытых зданий. Получите бесплатную доставку квалифицированных продуктов Backyard Discovery Pipe Decor, соответствующих ASTM, или купите онлайн-самовывоз в магазине сегодня.
22 января 2019 г. — Изучите доску Mueller, Inc. «Mueller Steel Buildings», за которой следят 5025 человек на Pinterest.Ознакомьтесь с другими идеями о стальных зданиях, глушителях стальных зданий, металлических зданиях.Aug 15, 2018 — Buitenzitplaats — zonder het lelijke gemetselde tafeltje ОПИСАНИЕ РАБОТЫ Приобретены металлические компоненты для здания размером 16 x 18. Дата обслуживания была указана сегодня, но мы получили строительные материалы в январе. Сегодня мы поехали в Мюллер, чтобы попросить Филипа Роулингса спросить о некоторых деталях отделки и убедиться, что мы понимаем порядок установки.
Гаражи и металлические постройки шириной от 10 до 60 футов с свободным пролетом и до 84 футов в ширину с односкатными перегородками.Эти здания доступны высотой до 16 футов любой длины! Со всеми этими преимуществами для получения прочной конструкции наше финансирование строительства металлоконструкций — это просто вишенка на торте. Комплект для дома — это, по сути, решение «под ключ», которое предоставляет строителю все предварительно вырезанные детали и все другие необходимые компоненты для создания оболочки дома. Важно понимать, что большинство комплектных домов, будь то дом с сараем на столбах или что-то еще, обычно обеспечивают только оболочку дома, поэтому весь дизайн и строительство интерьера… Строительные комплекты навесов для автомобилей Mueller — это доступное и простое в сборке решение. Выберите размер для одного или двух автомобилей, а также добавьте дополнительный пакет отделки для более элегантного вида. Mueller, Inc. — Стальные здания — Комплекты для хранения на заднем дворе. Комплекты для хранения на заднем дворе от Mueller не имеют себе равных по функциональному пространству для хранения практически в любом месте. Легкая сборка? Лесопилки, Милтон, Онтарио. 3.4K лайков. Красивые сборные бревенчатые койки, домики и навесы. Мастерство старого мира в простом сборном наборе.Сделай сам или мы можем собрать для тебя! Отлично подходит для … 18 апреля 2016 г. — Посмотрите фотографии стальных строительных амбаров, складских сараев, теплиц и навесов для автомобилей Мюллера. Здания бывают самых разных размеров, а цены на комплекты могут варьироваться от всего 5000 долларов за простой гараж 30×30, построенный самостоятельно, до примерно 30 000 долларов за мастерскую 40×60. Обычно, чем больше здание, тем дешевле квадратный фут. Цена также может быть снижена за счет минимизации количества аксессуаров, таких как двери, окна или изоляция.
Видео по установке сборных зданий: Глава 2 — Безопасность Во 2-м видеоролике из серии видео по установке сборных зданий от Mueller, Inc объясняются меры безопасности…