КАТЕТ СВАРНОГО ШВА — [4 правила сварки деталей]
Критерии качества шва при [сварке металлических деталей] разнообразны — на прочность и долговечность соединения влияет сразу несколько параметров. Сваривание угловых конструкций (угловое соединение) требует правильного размера узла соприкосновения и наплыва металла — расчета катета сварного шва по формуле. Каковы требования и критерии, мы расскажем в этой статье.
Содержание:
- Качество сварочного шва и определение катета
- Особенности стыкового и углового соединения заготовок
- Зависимость качества сварки от параметров настройки аппарата
- Ошибки при неверном вычислении катета сварного шва
- Расчет минимального катета при наименьшей толщине деталей для сварки
При сборке металлоконструкции соединение деталей сваркой рассматривается как одна из наиболее надежных технологий. Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения. Главная особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения. Главная особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Основные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.

Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.

При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Зависимость качества сварки от параметров настройки аппарата[Дуговая сварка] выполняется с определенными значениями тока и напряжения, что в итоге влияет на глубину провара и качество сплавления металла двух деталей в границах сварочной ванны.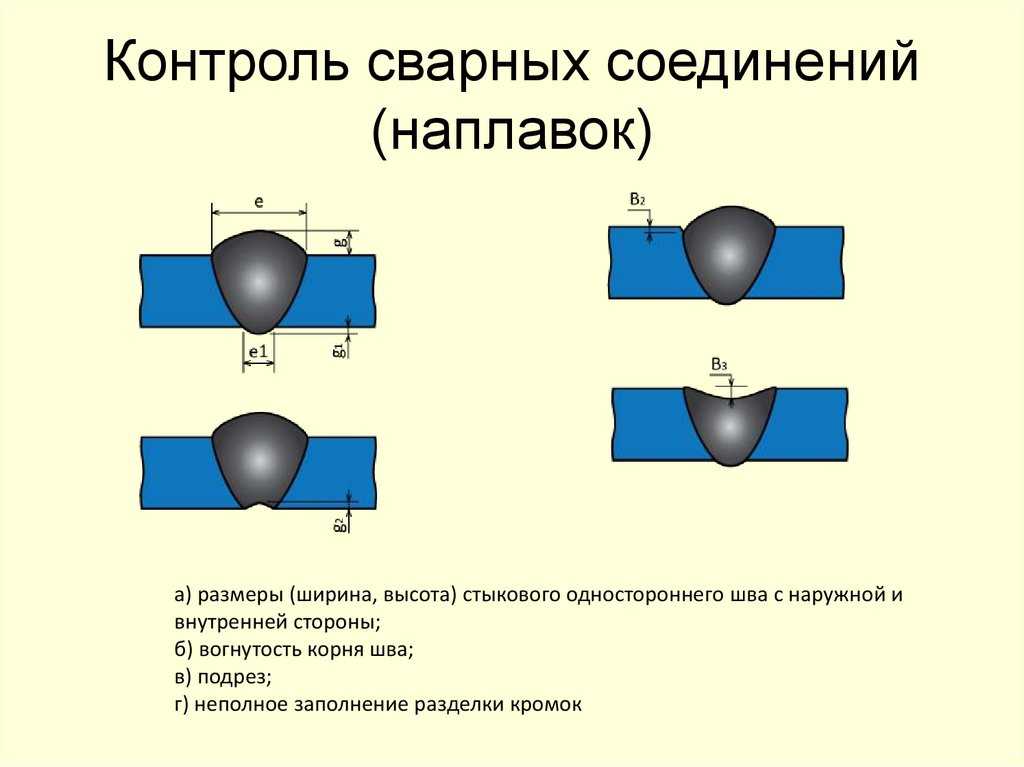 Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
глубина провара растет при нарастании силы тока при неизменном напряжении — растет температура и глубина прогрева металла;
ширина шва и катета нарастает при росте напряжения и неизменной силе тока, однако при нарушении баланса возможен непровар стыка;
при росте скорости хода электрода снижается глубина проваривания и уменьшается ширина, а при превышении нормативного значения 50 м/ч возможно появление ряда [дефектов сварного шва], связанных с недостаточным прогревом металла;
выпуклая и вогнутая поверхность по катету сварного шва имеют разные прочностные характеристики, при этом первая получается при использовании вязких электродов.
При расчетах принимается во внимание толщина двух заготовок, но максимальные параметры тока и напряжения берутся по тонкой детали во избежание прожога. Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Неопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.
Пример: для сварки двух листов менее 4 мм толщиной можно взять минимальны катет сварного шва 4 мм при угловом соединении. Если толщина металла превышает 4 мм, то для расчета можно взять 40 % толщины листа (детали) и прибавить еще 2 миллиметра. Занижать значение не стоит — шов получится непрочным. Превышение может привести к возникновению [напряжений и деформаций] в металле, а это снизит прочность и долговечность конструкции.
Все значения параметров можно найти в таблице — это приложение к ГОСТ. Для сварщиков существуют специальные шаблоны-катетометры, позволяющие быстро и точно проверить качество и правильность формы соединения.
Катет шва при сварке: определение и способы расчета
В строительной отрасли при сварке массивных металлических сооружений в стыках возникают серьезные нагрузки, что при несоблюдении технологии несет риски обрушения конструкции. Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
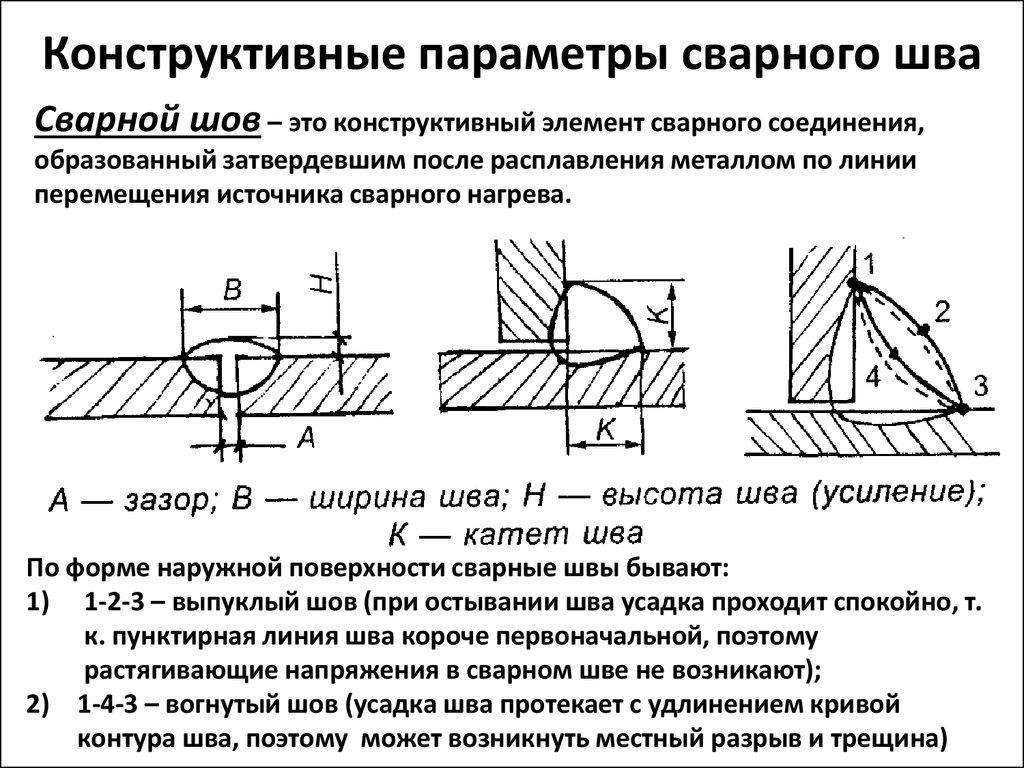
Катетом сварного шва называют катет условного треугольника, который вписывается в поперечное сечение. Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет. Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Как определить величину катета?
Для определения оптимального сварного соединения нужно произвести расчет шва, а также определить катет шва при сварке.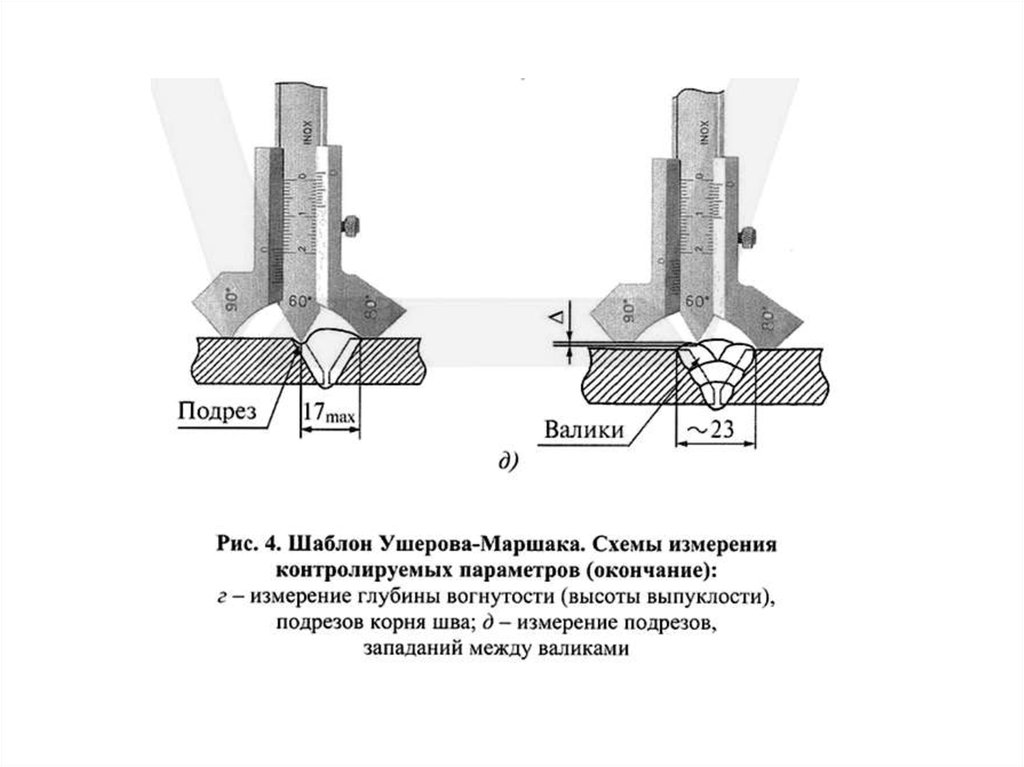 При этом учитываются следующие факторы:
При этом учитываются следующие факторы:
- толщина металлозаготовок;
- положение деталей относительно друг друга;
- вид шва, используемого при соединении.
Для каждого изделия катет подбирается индивидуально, но здесь речь идет лишь о работе с большими нагрузками. Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет сварного шва определяется системой стандартизации ГОСТ 5264-80.
Катет шва при сварке равен толщине листов при нахлесточном соединении, но при этом она не должна превышать 4 мм. Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Так можно определить максимальное значение катета шва.
Как выбрать катет?
Определяется катет шва при сварке арматуры так же, как и при соединении любых других элементов металлических конструкций. Размер зависит от нескольких параметров, в их числе положение заготовок, их длина и толщина. Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
Сварной стыковой шов
Сварной стыковой шов предполагает следующую технологию — соединить два элемента сварки встык (т. е. расположить детали торцами поверхностей в одной или разных плоскостях). Разновидностей стыковых соединений более 30, все они предусмотрены ГОСТом. При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Соединение внахлест
Соединение внахлест – это метод сварки, когда детали расположены параллельно и их кромки перекрывают друг друга. В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
Угловое соединение
Сварка двух деталей, кромки которых располагаются под углом относительно друг друга, происходит методом углового соединения.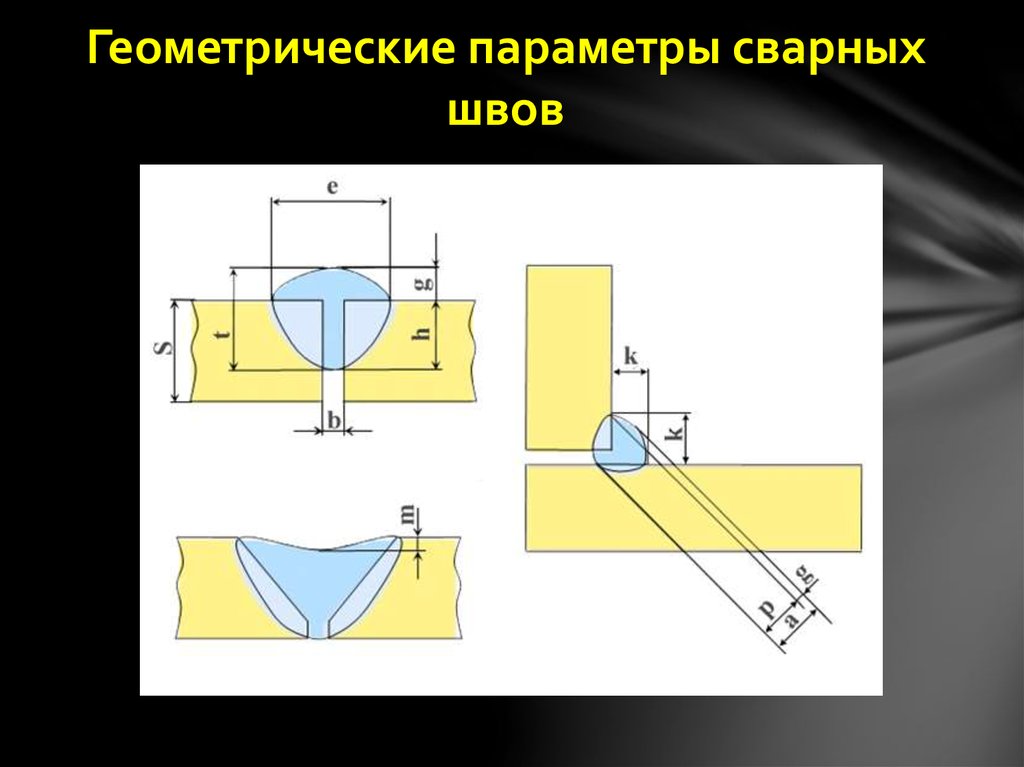 Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Контроль качества шва
В любом из швов следует не забывать о катете шва при сварке, формула которого не является сложной и состоит в определении толщины металла. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Провести контроль за соединением заготовок несложно, при этом используют визуальные и инструментальные методы (с помощью приборов). Разработан инструмент, определяющий катет шва при сварке. Как измерить им интересующий шов? Для этого нужно приложить прибор к двум частям заготовки, а середину направить на шов, после чего записать показатели и провести несложный расчет. Обычно шов получается выпуклый, но это самый ненадежный вариант.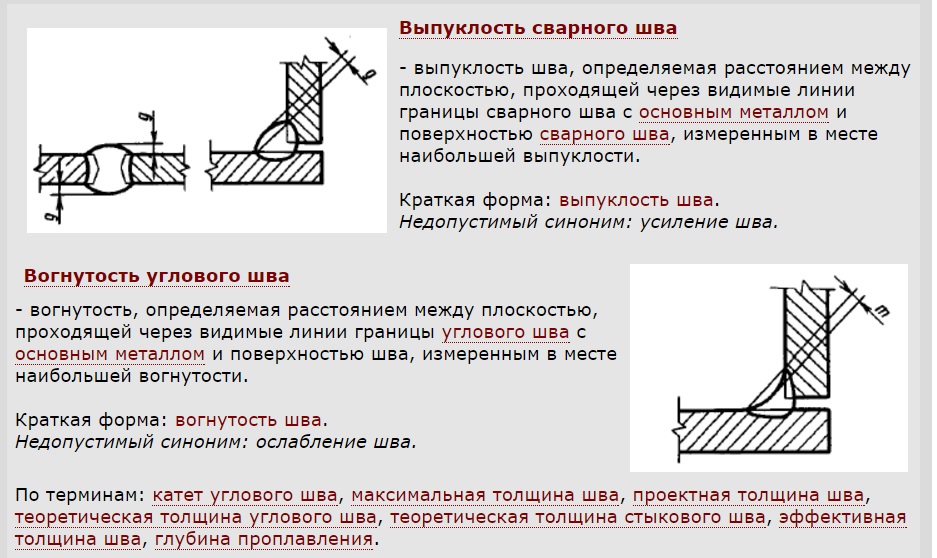 Ведь именно в такой форме концентрируется напряжение.
Ведь именно в такой форме концентрируется напряжение.
Идеальным вариантом является вогнутый шов, получить который достаточно сложно. Здесь нужно соблюдать скорость сварки, а также добиться правильной работы сварочного аппарата. Опытные мастера смогут сделать такой шов. Но чаще его получают механическим путем, просто срезая ненужную часть шва.
размеров угловых сварных швов не имеют смысла!
Измерять стороны углового шва бессмысленно, ну… не совсем. Размеры катета углового сварного шва очень важны, но простое измерение катета углового шва не говорит нам, действительно ли мы достигли желаемого размера шва. Прочность углового шва определяется его эффективным сечением. Как вы можете видеть на диаграмме ниже, эффективная кривая сварного шва простирается от гипотенузы (гипотенуза наибольшего прямоугольного треугольника, который может поместиться в поперечном сечении углового шва) до самой глубокой точки проплавления корня.
Глубина проплавления корня может значительно варьироваться в зависимости от многих важных параметров сварки, включая навыки и технику сварщика. Из-за этого делается предположение, что мы, по крайней мере, добьемся слияния с корнем. Слияние с корнем дает нам наше теоретическое горло.
Из-за этого делается предположение, что мы, по крайней мере, добьемся слияния с корнем. Слияние с корнем дает нам наше теоретическое горло.
Если вы работали с Кодексом сварки конструкций AWS D1.1 (сталь), вы, вероятно, знакомы с требованием: «…угловые швы должны иметь плавление до корня, но не обязательно дальше». Основываясь на этом структурном норме, процедуры сварки, которые мы разрабатываем для угловых швов, должны, по крайней мере, каждый раз обеспечивать плавление корня. Почему это важно?
Как указано выше, прочность углового шва определяется эффективной площадью сварного шва. Эффективная площадь сварного шва рассчитывается путем умножения длины на проход (теоретический проход). Длину сварного шва легко измерить, но если мы не разрезаем сварные швы и не делаем макротравление, как мы можем рассчитать горловину (t)? Для этого воспользуемся базовой алгеброй.
Чтобы получить размер шва для равнополочного углового шва, просто умножьте размер патрубка (w) на косинус 45˚, что равно 0,707.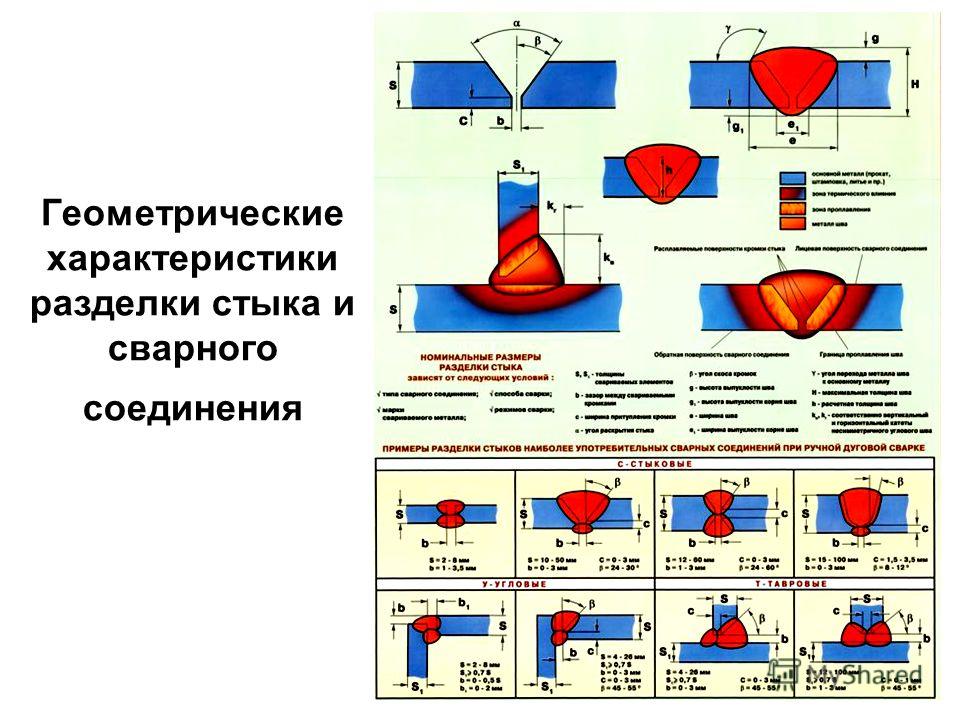 Таким образом, ножка 0,330 дает горловину 0,330 x 0,707 = 0,233 дюйма.
Таким образом, ножка 0,330 дает горловину 0,330 x 0,707 = 0,233 дюйма.
Вот почему для угловых сварных швов указываются размеры сторон. Если мы знаем размер ответвления и делаем предположение, что соблюдаем требования нормативных документов, мы знаем, что ширина стыка сварного шва будет как минимум в 0,707 раза больше размера ответвления (w).
Причина названия этой статьи (Размеры угловых сварных швов не имеют смысла) заключается в том, что, если вы не можете гарантировать, что проплавление корня было достигнуто, вы не можете быть уверены, что желаемая прочность сварного шва была достигнута. Взгляните на сварной шов ниже.
Это макротравление поперечного сечения углового шва показывает, что сварщик даже не приблизился к достижению сплавления корня. Мало того, если вы обратите пристальное внимание на линию сплавления на вертикальной пластине, вы заметите, что плавление происходит только от носка сварного шва чуть более чем наполовину до корня. Это представлено на изображении ниже (показано на противоположной стороне сустава).
Теперь вам легче увидеть резкое различие в размерах фактический шов , определяющий прочность сварного шва, и теоретический шов .
Глядя на макрогравировку, мы видим, что размер фактического горла составляет 0,144 дюйма . Размер ноги составлял около 0,330 дюйма , поэтому теоретическое горло составляет 0,707 x 0,330 = 0,233.
Поскольку наше сечение на 38% меньше, эффективная площадь сварного шва на 38% меньше. А поскольку прочность сварного шва прямо пропорциональна его эффективной площади, максимальное усилие, которое может выдержать этот сварной шов, на 38% меньше, чем предполагалось.
Это прекрасный пример того, почему процедуры сварки должны быть сертифицированы. Независимо от того, с каким кодом или стандартом вы работаете, квалификация ваших сварочных процедур имеет важное значение для обеспечения качества.
Опубликовано
Категории: Квалификация, тестирование и инспекция
Раскрытие информации о связи: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Что такое части сварного шва? Объясните с помощью схемы
Угловой сварной шов
Угловой сварной шов относится к соединениям двух металлических частей, когда они перпендикулярны или под углом (60 или до 120 или ). Эти сварные швы обычно называют Т-образными соединениями, которые представляют собой два куска металла, перпендикулярных друг другу, или соединениями внахлестку, которые представляют собой два куска металла, которые перекрываются и свариваются по краям.
Эти сварные швы обычно называют Т-образными соединениями, которые представляют собой два куска металла, перпендикулярных друг другу, или соединениями внахлестку, которые представляют собой два куска металла, которые перекрываются и свариваются по краям.
Сварной шов имеет треугольную форму и может иметь вогнутую, плоскую или выпуклую поверхность в зависимости от техники сварщика. Сварщики используют угловые швы при соединении фланцев с трубой и при сварке поперечных сечений, а также когда болты недостаточно прочны и быстро изнашиваются.
Сварка с разделкой кромок
Сварка с разделкой кромок также известна как сварка встык, когда два куска металла соединяются вместе без нахлеста, а затем свариваются вдоль стыка, в отличие от сварки внахлестку, когда кусок металла помещается один сверху другой, или сварка штепсельной вилкой, когда один кусок металла вставляется в другой.
Важно, чтобы при стыковом соединении поверхности соединяемых деталей находились в одной плоскости, а металл шва оставался в пределах плоскостей поверхностей.
Содержание
Описание частей сварного шваСварной шов: Это просто ваш сварной шов, который соединяет металлические детали, которые вы свариваете вместе (свариваемая поверхность и металл).
Поверхность сварного шва: Это сварной шов, который вы создаете на стороне металлических деталей, которые вы свариваете, используя любой процесс газовой или дуговой сварки.
Корень сварного шва: Как вы можете видеть на схеме сварного шва выше, корень сварного шва находится там, где нижняя или нижняя сторона сварного шва пересекает поверхность основного металла.
Ножка сварного шва: Длина «ножки» углового сварного шва от «носка» углового шва до корня шва. Каждый угловой шов имеет 2 ножки.
Зона плавления: Зона плавления — это строго часть материалов, подвергшихся плавлению. Материал, который был изменен под действием тепла сварки, но не полностью расплавился (зона термического влияния), не считается зоной сплавления. Это то место, где вы хотите, чтобы ваш присадочный металл проник и расплавился.
Это то место, где вы хотите, чтобы ваш присадочный металл проник и расплавился.
Усиление сварного шва: Как видно из диаграммы выше, это дополнительный металл сварного шва, который превышает количество металла, необходимое для размера сварного шва.
Угловой сварной шов: Говоря о шве сварного шва, необходимо учитывать два момента: 1) теоретический шов 2) фактический шов.
- Фактическое сечение: кратчайшее расстояние между корнем шва и поверхностью углового шва.
- Теоретическая щель: В поперечном сечении углового шва можно вписать расстояние от начала корня шва перпендикулярно гипотенузе наибольшего прямоугольного треугольника. Этот размер основан на предположении, что раскрытие корня равно нулю.
- Равнополочные угловые сварные швы. Размер равнобедренного углового шва равен длине стороны наибольшего вписанного прямоугольного равнобедренного треугольника. Теоретический размер шва = 0,7 × размер сварного шва.
- Угловые швы разной длины. Размер неравнополочного углового шва представляет собой наименьшую длину катета наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
 Теоретический размер шва = 0,7 × размер сварного шва.
Теоретический размер шва = 0,7 × размер сварного шва.Части сварного шва включают так называемый многопроходный шов. Другими словами, вы столкнетесь с ситуациями, когда вам нужно будет наложить более одного валика сварного шва, чтобы сформировать соединение или сварной шов…
Зоны термического влияния, когда стыковый шов выполняется более чем за один «проход» (или когда вы создаете более одного слоя).
Зона поражения в первом слое шва (первый проход)? Это называется первичной тепловой зоной. А зона вторичного нагрева проходит над зоной первичного нагрева (или перекрывает зону первичного нагрева) и подвергается воздействию второго слоя или прохода.