Что такое осциллятор для сварки
Когда сварщику предстоит работа с высоколегированной сталью, он выбирает постоянный ток и электроды с соответствующим покрытием. Для нержавеющей стали подходит вольфрамовый расходник. Алюминий сваривают аппаратом переменного тока. материалы могут меняться в зависимости от условий работы и состава металла. Стабильным остается только один фактор: необходимость розжига дуги. Зачастую сделать это непросто, поскольку многие металлы покрываются слоем защитной пленки, которая препятствует контакту между электродом и стыком. Для решения проблем розжига электрической дуги разработали специальное устройство.
Розжиг электродуги
Для работы с электродуговой сваркой требуются навыки. И речь идет не только о самом процессе формирования шва. Уже на начальном подготовительном этапе нужно иметь некоторый опыт, чтобы подготовить устройство к работе и, как минимум, разжечь электрическую дугу. Она генерируется в результате взаимодействия противоположных полюсов электрической цепи. Одним из них выступает электрод, а другим – поверхность, а точнее сказать стык двух заготовок.
Воздух является отличным изолятором. К примеру, чтобы электрический разряд смог пробить воздушную «подушку» толщиной 1 сантиметр, потребуется разница потенциалов между катодом и анодом в 30 тысяч вольт. Такое не под силу даже наиболее совершенным и навороченным инверторам. Поэтому единственно приемлемым вариантом розжига электрической дуги остается плотный контакт с последующим умеренным удалением электрода от рабочей поверхности.
Подобные манипуляции совершить «с ходу» не получится. Требуется хотя бы немного попрактиковаться. Даже опытные сварщики не дают гарантии, что дугу удастся поджечь с первого раза. Существует много объективных (и субъективных тоже) факторов, которые влияют на результат. Учесть их и предвидеть все очень непросто.
Часто сварщик выполняет серию постукиваний электродом о металл, пытаясь разрушить образовавшийся во время работы слой окисла.
Избежать проблем с розжигом дуги позволяет специальное устройство, которое называется осциллятором. Оно применяется как дополнительное устройство источника питания при аргонодуговой сварке. Но использовать его могут только опытные специалисты. Необходимо знать тонкости подключения и эксплуатации оборудования.
Что такое осциллятор
Осциллятор – это генератор, вырабатывающий высокочастотный ток, связывающий анод и катод при сварке без контакта между ними. В рабочую схему данная установка подключается между держателем и источником напряжения сварочного аппарата. Существуют варианты, которые интегрируются в сборку оборудования для сварки металла. Осцилляторы функционируют по таким схемам:
- генерируют короткий импульс, который способен возбудить сварочную дугу без физического контакта анода и катода. Со стороны это будет выглядеть как разряд небольшой молнии, которая перемещается по направлению от электрода к рабочей поверхности. После достижения поверхности заготовок (при условии, что масса подключена) устанавливается устойчивый контакт в виде электрической дуги. Импульс носит кратковременный характер и затухает сразу же после розжига дуги;
- постоянно поддерживать высокое напряжение, которое фактически накладывается на сварочный ток. Благодаря этому сохраняется стабильность сварочной дуги и непрерывно выполняется сварка деталей.
Устройство
Благодаря подключению осциллятора в схему работы сварочных аппаратов обеспечивается дистанционный розжиг дуги. Ее стабильность поддерживается на протяжении всего процесса сварки. Она остается статичной величиной даже при изменяющемся расстоянии между расходным материалом и рабочей поверхностью. Большинство осцилляторов обладают схожим устройством и состоят из таких узлов:
- выпрямитель;
- источник питания;
- блок конденсаторов для накопления заряда;
- блок управления;
- узел с разрядником и колебательным контуром, предназначенный для генерации импульса;
- повышающий трансформатор;
- датчик напряжения;
- газовый клапан (в аргонодуговых инверторах).


Принцип работы
Включение осциллятора в комплект оборудования сварщика дает возможность разжигать дугу бесконтактно. Это не только заметно облегчает работу сварщика, но плюс к этому экономит его время и обеспечивает стабильность работы оборудования. В большинстве случаев такие установки применяются как обособленные элементы, но иногда встречаются сварочные аппараты с интегрированными осцилляторами. То есть источник тока и сам прибор заключены в одном корпусе.
Основное задача устройства генерирования высокочастотного импульса заключается в том, чтобы изменить характеристики входящего напряжения. Повышается частота, напряжение и уменьшается длительность импульса. Его длительность не превышает одной секунды. Схема работает по такому принципу (на примере аргонодугового инвертора):
- После нажатия расположенной на горелке кнопки замыкается электрическая цепь.
- На входе находится выпрямитель, который делает ток однонаправленным.
- В конденсаторах накапливается напряжение, которое необходимо для генерации разряда.
- Освобожденный ток поступает на контур, который состоит из конденсатора и катушки индуктивности. Он отвечает за формирование определенного числа колебаний.
- Ток проходит по обмотке первичного, а затем вторичного контура повышающего трансформатора. В этот момент повышается вольтаж.
- Освобождается импульс.
- Параллельно открывается газовый клапан.
- В результате импульса образуется разряд, который замыкает цепь между электродом и поверхностью свариваемых деталей. Важно, чтобы до этого кабель массы был подключен.
- После того, как по мостику из разряда начинает протекать сварочный ток, импульс затухает. Сварочный аппарат работает в штатном режиме согласно предварительно выставленных настроек.
- Когда электрод удаляется от поверхности металла и сварочная дуга гаснет, осциллятор в течении 4 секунд продувает горелку аргоном.

Для чего применяется
Осцилляторы чаще всего применяются при сваривании цветных металлов. Когда возникает необходимость в соединении меди, алюминия или нержавеющей стали, устройство позволяет быстро возбудить электрическую дугу, избежав утомительного чирканья электродом о поверхность заготовок.
Устройство очень удобно применять, когда требуется точно положить шов. Специалист подводит вольфрамовый наконечник до края стыка, после чего требуется нажать кнопку возбуждения электрической дуги и опустить маску. Благодаря осциллятору шов будет одинаковым как вначале, так и посредине стыка. Помимо этого, не потребуется постобработка от следов прикосновения электрода, которые обязательно образовались бы в процессе розжига дуги. Оборудование устанавливается на аппараты плазменной резки и дает возможность сразу начать разделывание металла.
Еще используется осциллятор при работе с тонколистовым металлом. Чтобы заготовки не прожигались, сварщики выставляют на инверторах низкое значение тока. Помимо того, что с такими параметрами разжечь дугу сложно, так она еще и гаснет при малейшем отклонении электрода от сварочной ванны. Подключение осциллятора в схему позволяет упростить работу, получить на выходе стабильную дугу и ее беспроблемный розжиг вначале.
Разновидности
Использовать осциллятор можно по-разному в зависимости от вида работ и типа устройства. Общим для всех вариантов оборудования является необходимость преобразования тока до значений в 3000-5000 В и повышение частоты до 150-500 Кгц. Основное отличие состоит в продолжительности высокочастотного импульса. По принципу работу устройства бывают двух видов.
Непрерывного действия
Особенность заключается в том, что высокочастотный и сварочный токи суммируются. Дуга поджигается бесконтактным способом. Дуга остается стабильной даже при небольших показателях силы тока. Поражение специалиста электрическим разрядом, а также разбрызгивание расплава исключены. Неважен способ подключения оборудования в схему – параллельный или последовательный.
Неважен способ подключения оборудования в схему – параллельный или последовательный.
При последовательном подключении устройство присоединяется к кабелю, подающему напряжение на электрод. Такой вариант включения осциллятора является наиболее востребованным, поскольку наиболее эффективно используются его возможности. Не расходуется энергия на защиту от высокого напряжения. Модели непрерывного действия часто устанавливаются на трансформаторы и инверторы для работы с электродами покрытого типа.
Импульсные
Подключается параллельно и применяется тогда, когда сварочные работы выполняются переменным током. Оборудование должно очень быстро реагировать на смену полярности и именно в этом состоит основная сложность. В таких условиях поддержать дугу, обеспечить стабильность можно только при помощи импульсного высокочастотного тока. Если к сварочному аппарату на переменном токе подключить осциллятор непрерывного действия, то сварочная дуга зажжется без проблем. Но только первый раз. Повторно ее инициировать будет невозможно. Проще говоря устройство сможет выполнить свои функции только частично.
Конденсаторы в схеме необходимы для того, чтобы с максимальной эффективностью и в полном объеме задействовать функционал оборудования. Они копят заряд, который нужен для повторных импульсов – розжига угасшей в процессе формирования сварного шва дуги. Это неизбежно случается каждый раз, когда сварщик отклоняет электрод от сварочной ванны на большое расстояние, разрывающее протекание электрического разряда. Не обойтись в такой установке без обратной связи. Поэтому предусмотрена управляющая схема, которая синхронизирует разряд конденсатора.
Осцилляторы и импульсные возбудители дуги | Строительный справочник | материалы — конструкции
Осциллятор — это устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты (150—500 тыс. Гц) и высокого напряжения (2000—6000 В), наложение которого на сварочную цепь облегчает возбуждение и стабилизирует дугу при сварке.
Гц) и высокого напряжения (2000—6000 В), наложение которого на сварочную цепь облегчает возбуждение и стабилизирует дугу при сварке.
Основное применение осцилляторы нашли при аргно-дуговой сварке переменным током неплавящимся электродом металлов малой толщины и при сварке электродами с низкими ионизирующими свойствами покрытия. Принципиальная электрическая схема осциллятора ОСПЗ-2М показана на рис. 1.
Осциллятор состоит из колебательного контура (конденсатора С5, в качестве индукционной катушки используется подвижная обмотка трансформатора ВЧТ и разрядника Р) и двух индуктивных дроссельных катушек Др1 и Др2, повышающего трансформатора ПТ, высокочастотного трансформатора ВЧТ.
Колебательный контур генерирует ток высокой частоты и связан со сварочной цепью индуктивно через высокочастотный трансформатор, выводы вторичных обмоток которого присоединяются: один к заземленному зажиму выводной панели, другой — через конденсатор С6 и предохранитель Пр2 ко второму зажиму. Для защиты сварщика от поражения электрическим током в цепь включен конденсатор С6, сопротивление которого препятствует прохождению тока высокого напряжения и низкой частоты в сварочную цепь. На случай пробоя конденсатора С6 в цепь включен плавкий предохранитель Пр2. Осциллятор ОСПЗ-2М рассчитан на подключение непосредственно в двухфазную или однофазную сеть напряжением 220 В.
| Рис. 1. Принципиальная электрическая схема осициллятора ОСПЗ-2М: СТ — сварочный трансформатор, Пр1, Пр2 — предохранители, Др1, Др2 — дроссели, С1 — С6 — конденсаторы, ПТ — повышающий трансформатор, ВЧТ — высокочастотный трансформатор, Р — разрядник | Рис. 2. Схема включения осциллятора М-3 и ОС-1 в сварочную цепь: Тр1 — трансформатор сварочный, Др — дроссель, Тр2 — повышающий трансформатор осциллятора, Р — разрядник, С1 — конденсатор контура, С2 — защитный конденсатор контура, L1 — катушка самоиндукции, L2 — катушка связи |
При нормальной работе осциллятор равномерно потрескивает, и за счет высокого напряжения происходит пробой зазора искрового разрядника. Величина искрового зазора должна быть 1,5—2 мм, которая регулируется сжатием электродов регулировочным винтом. Напряжение на элементах схемы осциллятора достигает нескольких тысяч вольт, поэтому регулирование необходимо выполнять при отключенном осцилляторе.
Величина искрового зазора должна быть 1,5—2 мм, которая регулируется сжатием электродов регулировочным винтом. Напряжение на элементах схемы осциллятора достигает нескольких тысяч вольт, поэтому регулирование необходимо выполнять при отключенном осцилляторе.
Осциллятор необходимо зарегистрировать в местных органах инспекции электросвязи; при эксплуатации следить за его правильным присоединением к силовой и сварочной цепи, а также за исправным состоянием контактов; работать при надетом кожухе; кожух снимать только при осмотре или ремонте и при отсоединенной сети; следить за исправным состоянием рабочих поверхностей разрядника, а при появлении нагара — зачистить их наждачной бумагой. Осцилляторы, у которых первичное напряжение 65 В, подключать к вторичным зажимам сварочных трансформаторов типа ТС, СТН, ТСД, СТАН не рекомендуется, так как в этом случае напряжение в цепи при сварке понижается. Для питания осциллятора нужно применять силовой трансформатор, имеющий вторичное напряжение 65—70 В.
Схема подключения осцилляторов М-3 и ОС-1 к сварочному трансформатору типа СТЭ показана на рис.2. Технические характеристики осцилляторов приведен в таблице.
Технические характеристики осцилляторов
| Тип | Первичное напряжение, В | Вторичное напряжение холостого хода, В | Потребляемая мощность, Вт | Габаритные размеры, мм | Масса, кг |
| М-3 ОС-1 ОСЦН ТУ-2 ТУ-7 ТУ-177 ОСПЗ-2М | 40 — 65 65 200 65; 220 65; 220 65; 220 220 | 2500 2500 2300 3700 1500 2500 6000 | 150 130 400 225 1000 400 44 | 350 x 240 x 290 315 x 215 x 260 390 x 270 x 310 390 x 270 x 350 390 x 270 x 350 390 x 270 x 350 250 х 170 х 110 | 15 15 35 20 25 20 6,5 |
Импульсные возбудители дуги
Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного напряжения на сварочную дугу переменного тока в момент изменения полярности. Благодаря этому значительно облегчается повторное зажигание дуги, что позволяет снизить напряжение холостого хода трансформатора до 40—50 В.
Благодаря этому значительно облегчается повторное зажигание дуги, что позволяет снизить напряжение холостого хода трансформатора до 40—50 В.
Импульсные возбудители применяют только для дуговой сварки в среде защитных газов неплавящимся электродом. Возбудители с высокой стороны подключаются параллельно к сети питания трансформатора (380 В), а на выходе — параллельно дуге.
Мощные возбудители последовательного включения применяют для сварки под флюсом.
Импульсные возбудители дуги более устойчивы в работе, чем осцилляторы, они не создают радиопомех, но из-за недостаточного напряжения (200—300 В) не обеспечивают зажигания дуги без соприкосновения электрода с изделием. Возможны также случаи комбинированного применения осциллятора для начального зажигания дуги и импульсного возбудителя для поддержания ее последующего стабильного горения.
Стабилизатор сварочной дуги
Для повышения производительности ручной дуговой сварки и экономичного использования электроэнергии создан стабилизатор сварочной дуги СД-2. Стабилизатор поддерживает устойчивое горение сварочной дуги при сварке переменным током плавящимся электродом путем подачи на дугу в начале каждого периода импульса напряжения.
Стабилизатор расширяет технологические возможности сварочного трансформатора и позволяет выполнять сварку на переменном токе электродами УОНИ, ручную дуговую сварку неплавящимся электродом изделий из легированных сталей и алюминиевых сплавов.
Схема внешних электрических соединений стабилизатора показана на рис. 3, а, осциллограмма стабилизирующего импульса — на рис. 3, б.
Сварка c применением стабилизатора позволяет экономичнее использовать электроэнергию, расширить технологические возможности применения сварочного трансформатора, уменьшить эксплуатационные расходы, ликвидировать магнитное дутье.
Сварочное устройство «Разряд-250». Это устройство разработано на базе сварочного трансформатора ТСМ-250 и стабилизатора сварочной дуги, выдающего импульсы частотой 100 Гц.
Функциональная схема сварочного устройства и осциллограмма напряжения холостого хода на выходе устройства показаны на рис. 4, а, б.
Рис. 3. Схема внешних электрических соединений стабилизатора и осциллограмма стабилизирующего импульса: а — схема: 1 — стабилизатор, 2 — трансформатор варочный, 3 — электрод, 4 — изделие; б — осцилограмма: 1 — стабилизирующий импульс, 2 — напряжение на вторичной обмотке трансформатора | Рис. 4. Сварочное устройство «Разряд-250»: а — схема устройства; б — осциллограмма напряжения холостого хода на выходе устройства |
Устройство «Разряд-250» предназначено для ручной дуговой сварки переменным током плавящимися электродами любого типа, в том числе предназначенными для сварки на постоянном токе. Устройство может использоваться при сварке неплавящимися электродами, например, при сварке алюминия.
Устойчивое горение дуги обеспечивается подачей на дугу в начале каждой половины периода переменного напряжения сварочного трансформатора импульса напряжения прямой полярности, т. е. совпадающего с полярностью указанного напряжения.
Сварочные осцилляторы — — Энциклопедия по машиностроению XXL
В недостаточно для того, чтобы вызвать электрический разряд. Для возбуждения дуги необходим кратковременный импульс напряжения, который обеспечил бы пробой и последовательное развитие искрового разряда вплоть до дугового. Для решения этой задачи источники питания для сварки в среде защитного газа снабжают дополнительным устройством — сварочным осциллятором. [c.143]Рис 46. Электрическая схема сварочного осциллятора [c.115]
Технические характеристики сварочных осцилляторов [c.31]
Возможно зажигание дуги без короткого замыкания и отвода электрода с помощью высокочастотного электрического разряда через дуговой промежуток, обеспечивающего его первоначальную ионизацию. Для этого в сварочную цепь на короткое время подключают источник высокочастотного переменного тока высокого напряжения (осциллятор). Этот способ применяют для зажигания дуги при сварке неплавящимся электродом.
[c.185]
Для этого в сварочную цепь на короткое время подключают источник высокочастотного переменного тока высокого напряжения (осциллятор). Этот способ применяют для зажигания дуги при сварке неплавящимся электродом.
[c.185]
Если св рка производится при наличии осциллятора в сварочной цепи, следить за исправностью заземления металлического кожуха, блокировки и специальной защиты проводов, [c.141]
На рис, 48 дана характерная циклограмма процесса аргонодуговой сварки вольфрамовым электродом. На циклограмме показано изменение основных параметров процесса ручной сварки сварочного тока /св, напряжения дуги скорости подачи присадочной проволоки скорости сварки расхода аргона Q r и дополнительного параметра — напряжения осциллятора С/дси, в течение цикла сварки Газ подают за 10—15 с до начала горения дуги, давление газа составляет (1,1—1,3)-10 Па, средний расход газа [c.82]
Осциллятор должен быть простым, удобным и надёжным в эксплоатации. Связанное с применением осцилляторов усложнение схемы устройства и обслуживания сварочного поста является причиной слабого внедрения их в сварочную технику. [c.289]
Сварочный ток в а принимается численно равным 35 d, где d — диаметр электрода в мм. Сварка выполняется на постоянном токе с обратной полярностью и на переменном токе с осциллятором. [c.428]
Процесс сварки в углекислом газе необходимо вести на короткой дуге. При сварке на токах 200—250 а длина дуги должна быть в пределах 1,5—А,О мм, так как увеличение длины дуги повышает разбрызгивание жидкого металла и угар легируюш,их элементов. Оптимальные соотношения между сварочным током и напряжением на дуге даны на рис. 326. Сварка возможна на постоянном токе, а также на переменном токе с применением осциллятора. [c.543]
Источником энергии сварки при ДКС служит электрическая дуга, поддерживаемая разрядом конденсаторов. Батарея конденсаторов 1 (рис..jpg) 3-22) заряжается от источника постоянного напряжения U , и ее напряжение подводится к сварочному электроду 2 (вольфрам, графит) и цоколю 3. Пробой промежутка 2—3 осциллятором 4 обусловливает разряд, дуга расплавляет вывод и сваривает его с цоколем. Сварка должна производиться при положительной полярности на цоколе.
[c.225]
3-22) заряжается от источника постоянного напряжения U , и ее напряжение подводится к сварочному электроду 2 (вольфрам, графит) и цоколю 3. Пробой промежутка 2—3 осциллятором 4 обусловливает разряд, дуга расплавляет вывод и сваривает его с цоколем. Сварка должна производиться при положительной полярности на цоколе.
[c.225]
На участке / дуга малоустойчива и имеет офаниченное применение. В этом случае для поддержания горения дуги необходимо постоянное включение в сварочную цепь осциллятора. [c.224]
В, причем большее его значение допускается для автоматической сварки. Режим возбуждения дуги характерен наличием во вторичном контуре тока высокой частоты и высокого напряжения, а также высокочастотным искровым разрядом между электродом и изделием. При исправной сварочной цепи и надлежащей настройке осциллятора этот режим длится десятые доли секунды и после возникновения дугового разряда установка переходит, в режим нагрузки. Возбуждение дуги способом короткого замыкания не рекомендуется, так как в этом случае неизбежно частичное разрушение электрода, частицы которого попадают в сварочную ванну и остаются в шве после его кристаллизации, снижая его прочность. В режиме нагрузки при заданном значении силы тока дуги формируется сварной шов. В конце процесса сварки рабочее значение силы тока плавно уменьшают до минимального, используя блок управления 3. Происходит заварка кратера — углубления в конце шва, образующегося при резком включении тока.. [c.101]
По достижении определенного напряжения на вторичной обмотке трансформатора происходит пробой искрой воздушного промежутка разрядника. Конденсатор Q разряжается на катушку индуктивности Lf., являющуюся первичной обмоткой высокочастотного трансформатора Т2. Последний осуществляет магнитную связь осциллятора со сварочным контуром L , который содержит источник питания ИП. В колебательном контуре возникает знакопеременный, затухающий по амплитуде колебательный процесс. [c.143]
[c.143]
Зафязнение рабочего конца электрода понижает его стойкость (образуется сплав вольфрама с более низкой температурой плавления) и ухудшает качество шва. Поэтому дугу возбуждают без прикосновения к основному металлу или присадочной проволоке, осциллятором или замыкая дуговой промежуток угольным электродом. При правильном выборе силы сварочного тока рабочий конец электрода расходуется незначительно и долго сохраняет форму заточки. [c.130]
Для вольфрамового электрода необходимы инертные газы, постоянный ток прямой полярности и специальной конструкции сварочные пистолеты, с помощью которых поджимают верхний лист к нижнему, закрепляют электрод, подводят сварочный ток и защитный газ. Хорошее качество заклепок достигается при толщине верхнего листа до 2 мм. Во избежание загрязнения электрода дугу возбуждают с помощью осциллятора, который автоматически отключается. [c.140]
Техника сварки. Питание дуги, как правило, осуществляется переменным или постоянным током прямой полярности (минус на электроде). Возбуждают дугу с помощью осциллятора. Для облегчения возбуждения дуги прямого действия используют дежурную дугу, горящую между электродом и соплом горелки. Для питания плазмообразующей дуги требуются источники сварочного тока с рабочим напряжением до 120 В, а в некоторых случаях и более высоким для питания плазмотрона, используемого для резки, оптимально напряжение холостого хода источника питания до 300 В. [c.146]
Электрическая схема осциллятора последовательного включения приведена на рис. 5.26. Трансформатор 71 повышает напряжение сети и подает его на разрядник F, входящий в колебательный контур Q — L . Катушка индуктивности колебательного контура включена Последовательно с дугой. Сечение обмотки рассчитывается исходя из сварочного тока, генерируемого источником питания ИП. Защита источника от воздействия высокочастотного высокого напряжения, возникающего на катушке индуктивности при разряде конденсатора, осуществляется путем шунтирования источника конденсатором Сф. Осцилляторы последовательного включения компактнее и проще рассмотренных ранее. Они обычно работают только в начале процесса сварки. В схемах источников питания предусмотрено автоматическое отключение осциллятора после возбуждения дуги.
[c.144]
Осцилляторы последовательного включения компактнее и проще рассмотренных ранее. Они обычно работают только в начале процесса сварки. В схемах источников питания предусмотрено автоматическое отключение осциллятора после возбуждения дуги.
[c.144]
Сварочная дуга может питаться как постоянным, так и переменным током от обычного сварочного оборудования, способного регулировать ток силой от 30 а и выше. При питании дуги переменным током необходим осциллятор. [c.548]
Осцилляторы применяются в тех случаях, когда требуется повысить устойчивость сварочной дуги, например при сварке электродами с низкими ионизирующими свойствами покрытия. Так как напряжение, подводимое к дуге от осциллятора, составляет 2000—3000 в, а частоты— 150 000 гц и выше, то дуга зажигается легко даже без прикосновения электрода к изделию. [c.83]
Особое значение имеет использование осциллятора при сварке стали малых толщин, так как становится возможным производить сварку переменным током, равным 20—25 а. Без осциллятора сварка на малых токах от сварочного трансформатора затруднена вследствие весьма неустойчивого горения дуги. [c.83]
Осцилляторы требуют бережного обращения. Нельзя допускать сильных ударов по ящику осциллятора. При работе необходимо сначала включать осциллятор, а потом сварочный ток. После сварки осциллятор необходимо выключать. [c.83]
В качестве источников тока при сварке в защитных газах используют сварочные генераторы с жесткой или возрастающей характеристикой и специальные выпрямители переменного тока. Возможна также сварка переменным током от трансформаторов с применением осциллятора. Жесткие или возрастающие характеристики источников питания требуются потому, что дуга, горящая в защитных газах при больших плотностях тока (малые диаметры электродной проволоки), имеет возрастающую вольт-амперную характеристику. [c.176]
Сварочный осциллятор представляет собой искровой генератор затухающих колебаний. Он содержит (рис. 75, а) низкочастотный поит.т пающий трансформатор ПТ, вторичное напряжение которого достигает 2—3 кВ, разрядник Р, колебательный контур, состав-леппый из емкости 6 , индуктивности Lk, обмотки связи и блокировочного ] опдепсатора С(. Обмотки и L образуют высокочастотный трансформатор ВТ. Вторичное напряжение ПТ ъ начале полупериода заряжает конденсатор Си и при достижении определенной величины вызывает пробой разрядника Р. В результате колебательный коптур Ь Ск оказывается закороченным и в нем возникают затухающие колебания с резонансной частотой
[c.138]
Он содержит (рис. 75, а) низкочастотный поит.т пающий трансформатор ПТ, вторичное напряжение которого достигает 2—3 кВ, разрядник Р, колебательный контур, состав-леппый из емкости 6 , индуктивности Lk, обмотки связи и блокировочного ] опдепсатора С(. Обмотки и L образуют высокочастотный трансформатор ВТ. Вторичное напряжение ПТ ъ начале полупериода заряжает конденсатор Си и при достижении определенной величины вызывает пробой разрядника Р. В результате колебательный коптур Ь Ск оказывается закороченным и в нем возникают затухающие колебания с резонансной частотой
[c.138]
В отличие от специализированных инверторов комбинированные дополнительно оснащаются более сложной системой управления для реализации технологических режимов при СНЭ — импульсной сварки униполярными импульсами тонколистовых конструкций из углеродистых сталей и биполярными импульсами для сварки алюминия и алюминиевых сплавов и нержавеющих сталей. Кроме того, для осу-ществленрм зажигания дуги при СНЭ данные инверторы оснащаются сварочными осцилляторами. [c.263]
На рис, 79 приведена электрическая схема установки типа УДГ, где показаны основные элементы. Сварочный трансформатор СТ типа ТРПШ позволяет автоматизировать работу установки режим сварки регулируют путем изменения величины постоянного тока в обмотке нодмагничивания ОУ. Управляющим сигналом является потенциал с движка потенциометра R3, который изменяет режим работы транзистора Т1. Ток, пропускаемый этим транзистором, усиленный магнитным усилителем МУ, поступает на обмотку управления ОУ. В случае обрыва дуги на электродах напряжение возрастает до напряжения холостого хода источника питания, в результате чего срабатывает реле Р и подключает в работу осциллятор для возбуждения дуги вновь. [c.149]
При сварке алюминиевых сплавов больших толщин и с высокой производительностью применяют трехфазную дугу и неплавнщиеся вольфрамовые электроды. Источники питания для такого вида сварки также имеют падающие внен1пие характеристики и позволяют регулировать режим с помощью переключателя ступеней или подмагничиваемых шунтов. Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
[c.150]
Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
[c.150]
Электрические свойства дуги описываются статической вольт-амперной характеристикой, представляющей собой зависимость между напряжением и током дуги в состоянии устойчивого горения (рис. 5.3, а). Характеристика состоит из трех участков / — характеристика падающая, II — жесткая, /// — возрастающая. Самое широкое примеиеиие нашла дуга с жесткой н возрастающей характеристиками. Дуга с падающей характеристикой малоустойчива и имеет огра1П1ченное применение. В последнем случае для поддержания горения дуги необходимо постоянное включение в сварочную цепь осциллятора. Каждому участку характеристики дуги соответствует определенный характер переноса расплавленного электродного металла S сварочную ванну / и // — крупнокапельный, III — мелко-капельный или струйный. [c.186]
Осциллятор (активизатор) представляет собой арпарат, питающий сварочную дугу параллельно со сварочным трансформатором высоким напряжением высокой частоты (фиг. 36). Осциллятор облегчает зажигание и повышает устойчивость горения дуги. [c.289]
Достоинствами сварки переменным током я1вляются малая стоимость сварочных аппаратов, их высокий к. п. д. и небольшие экоплуатационпые расходы. Для придания дуге переменного тока большей устойчивости применяются осцилляторы. [c.178]
Наибольшее распространение для сварки алюминиевых сплавов тол-щйной менее 10 мм получили установки типа УДГ (см. табл. 6). Основной элемент их конструкции — сварочный трансформатор с электромагнитным шунтом, обеспечивающий крутопадающую ВАХ. Значительное место в их конструкции занимает батарея электролитических конденсаторов С (рис. 57), для возбуждения дуги предусмотрен осциллятор 7, для стабилизации дугового разряда в момент перехода тока через ноль — стабилизатор 2, для управления током сварки -блок управления i.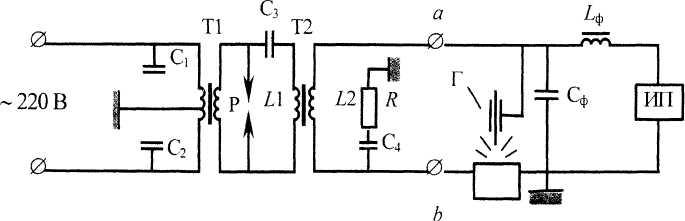 [c.100]
[c.100]
В установках для сварки световым лучом в качестве источника излучения обычно используют шаровые дуговые ксеноновые лампы сверхвысокого давления двух типов ДКСШ — с воздушным охлаждением и ДКСШРБ — с комбинированным воздушно-водным охлаждением мощностью 0,12… 10 кВт. Ксеноновые лампы работают от источника постоянного тока с напряжением холостого хода не ниже 70 В и падающей вольт-амперной характеристикой. Хорошо себя зарекомендовали сварочные выпрямители серии ВСВУ. Дуговой разряд в лампах возбуждается с помощью специального высоковольтного высокочастотного блока поджига (осциллятора) [c.398]
Учитывая сказанное, во ВНИИАвтогенмаше на базе серийного сварочного выпрямителя ВД-301УЗ и осциллятора ОСПЗ-2М создана установка для воздушно-плазменной резки тонколистового проката различных металлов при токе 5—50 А [92]. [c.165]
Подключение осциллятора в сеть производится проводами ПРД сечением 1,5 мм , а подключение к сварочному посту — одножильным высоковольтным проводом ПВЭЛ-ЗФ сечением 1,5 мм с металлической оплеткой (экраном) для уменьшения помех при радиоприеме. Корпус осциллятора должен быть заземлен. [c.83]
Осцилляторы. Аппарат, питающий сварочную дугу токами высокой частоты и высокого напряжения параллельно со сварочным трансформатором, называется осциллятором. Ток высокой частоты и высокого напряжения облегчает зажигание и повышает устойчивость горения дуги. Осцилляторы применяют цри сварке дутой малой мощности, а также при падении напряжения в силовой сети. Они позволяют зажигать дугу даже без прикасания электрода к изделию. Переменный ток высокой частоты не поражает жизненно важных оргав ов человека вследствие явления поверхностного эффекта. Поэтому ток напряжением в несколько тысяч вольт и частотой в сотни и миллионы герц безопасен для человека. Используемые осцилляторы имеют мощность 45—1000 Вт, частоту подводимого к дуге тока 150—260 тыс. герц и напряжение 2—3 тыс. вольт.
[c.56]
герц и напряжение 2—3 тыс. вольт.
[c.56]
Применение — осциллятор — Большая Энциклопедия Нефти и Газа, статья, страница 2
Применение — осциллятор
Cтраница 2
Сварку неплавящимся электродом обычно осуществляют на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок. [17]
Сварку неплавящимся электродом обычно ведут на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок. В зону пламени дуги 5 подается присадочный пруток 2, изготовленный из материала, близкого по химическому составу к основному металлу. Металлический пруток и основной металл образуют ванну 6 расплавленного металла. [18]
Сварка в углекислом газе возможна на переменном токе с применением осциллятора. [19]
Сварку неплавящимся электродом обычно осуществляют на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок. [21]
Сварка обычно производится на постоянном токе, однако при применении осциллятора может быть использован и переменный ток. [22]
При питании дуга от трансформатора с повышенным напряжением холостого хода применение осциллятора обеспечивает безопасность выполнения сварки. [24]
[24]
При питании дуги от трансформатора с повышенным напряжением холостого хода применение осциллятора обеспечивает безопасность выполнения сварки. [25]
При сварке на переменном токе для повышения стабильности дуги рекомендуется применение осцилляторов. [26]
Для возбуждения дуги без закорачивания электрода на изделие и для повышения стабильности горения ее допускается применение осцилляторов. [27]
Для возбуждения дуги без предварительного закорачивания электрода на изделие и для повышения стабильности горения ее допускается применение осцилляторов и генераторов токов повышенной частоты. Конструкция осциллятора должна полностью исключать возможность электрического соединения цепи низкой частоты с цепью повышенной частоты. Должна быть предусмотрена блокировка, исключающая возможность включения осциллятора при снятом защитном кожухе. [28]
Сварка неплавким электродом выполняется на переменном токе при напряжении холостого хода 85 — 90 в с применением осциллятора или баластного реостата. Электроды вольфрамовые диаметром от 1 до 8 мм. Сварка может быть как ручная, так и механизированная. При механизированной сварке толстого металла применяют вольфрамовые электроды диаметром до 20 мм и присадочные прутки диаметром до 8 мм. [29]
По питающим электросетям помехи от электросварочного оборудования распространяются на значительно большие расстояния, чем путем излучения, за исключением дуговой сварки переменным током с применением осциллятора, помехи от которого могут распространяться излучением на несколько километров и охватывают весь радиовещательный диапазон частот. [30]
Страницы: 1 2 3 4
Сварочный осциллятор ОССД-500, стабилизатор сварочной дуги
Описание сварочного осциллятора ОССД-500
ОССД-500 предназначен для бесконтактного возбуждения сварочной дуги мощностью до 500 ампер при сварке вольфрамовым электродом в среде инертных газов (аргон, гелий).
Устройство выполняет следующие функции:
— бесконтактное возбуждение сварочной дуги в каждом полупериоде сетевого напряжения частотой 50Гц, при сварке в составе сварочного поста на переменном токе в среде инертных газов (аргон, гелий), неплавящимся (вольфрамовым) электродом алюминия и его сплавов.
— бесконтактное возбуждение сварочной дуги при сварке в составе сварочного поста неплавящимся (вольфрамовым) электродом нержавеющей стали и цветных металлов в среде инертных газов (аргон, гелий) на постоянном токе с последующим отключением осциллирующего импульса при наличии сварочного тока свыше 5А. В случае обрыва сварочной дуги, осциллятор формирует следующий высоковольтный импульс для повторного возбуждения сварочной дуги;
— управление временем продувки газового канала при прекращении сварочного процесса.
ОССД-500 имеет встроенный газовый клапан, регулятор изменения задержки формирования высоковольтных импульсов относительно времени перехода напряжения через 0В, регулятор времени продувки газового тракта, переключатель вида сварки, переключатель режима работы горелки.
Имея 100% продолжительность нагрузки (ПН) при токе в 300А, ОССД-500 находит широкое применение в составе автоматических сварочных постов при производстве электросварных труб, металлических листов и других изделий из черных и цветных металлов.
Технические характеристики
Номинальный сварочный ток, А, — 500
Напряжение питающей сети (50Гц), В, — 220
Максимальная потребляемая мощность, Вт, — 45
Продолжительность максимальной нагрузки (ПН, 40°С), %, — 60
Установка угла формирования импульса, градусы, — от 10 до 70
Время продувки инертым газом, сек, — от 1 до 20
Входное давление газа, кгс\см2, — не более 1.5
Степень защиты IP — 22
Габаритные размеры мм, — 310х260х140
Масса, кг, — 4, 5
Гарантия — 2 года
Нет в наличии
Приложение 3. ПОДКЛЮЧЕНИЕ И ПРИМЕНЕНИЕ СВАРОЧНОГО ТРАНСФОРМАТОРА С ОСЦИЛЛЯТОРОМ.

Осциллятор позволяет:
— бесконтактно зажигать и стабилизировать горение сварочной дуги при применении всех известных сварочных электродов;
— сваривать металлы толщиной от 0,1 мм и выше;
— производить сварку при слабой электропроводке;
— в бытовых условиях заменить комплекс сварочной аппаратуры.
Осциллятор подключается к сварочному трансформатору по следующей схеме:
Подключение и регулировка.На выходе трансформатора (если в нем есть регулировка) установить наибольший ток (напряжение). Подключить осциллятор по указанной схеме к вторичной обмотке трансформатора и проволочному сопротивлению. Ручкой настройки осциллятора найти положение, при котором генерация искры резко обрывается. Затем, вращая потенциометр вправо или влево (зависит от подключения потенциометра), установить генерацию искры. Это будет точка оптимальной подстройки осциллятора. Ток регулируется изменением длины проволочного сопротивления.
Замена сварочного выпрямителя.Осциллятор так же, как и сварочный выпрямитель, поддерживает горение всех известных типов плавящихся электродов. Это позволяет сваривать обычную сталь, чугун, нержавеющую сталь, медь, алюминий. Ток на выходе осциллятора остается переменным. Такой ток обладает эффектом катодной очистки оксидной пленки, что позволяет в ряде случаев очищать сварочную ванну от окислов и небольших загрязнений. При использовании электродов постоянного тока иногда наблюдается неустойчивое горение первой трети электрода.
Замена газовой сварки.Для замены газовой сварки необходим угольный (графитовый) электрод и присадочная проволока. Угольный электрод расплавляет металл и присадочную проволоку. При микросварке (0,1 – 0,3 мм) в качестве графитового электрода можно использовать стержень простого карандаша.
Угольным электродом можно паять сталь медью, резать,
производить нагрев металла, сваривать цветные металлы. Такой способ по
сравнению с газовой сваркой дает меньшую деформацию металла.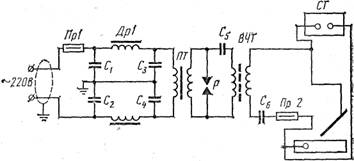 Для получения
качественных швов необходимо применять флюс.
Для получения
качественных швов необходимо применять флюс.
Если вместо угольного электрода использовать вольфрамовый и обдувать место сварки аргоном, то получится аргонодуговая установка переменного тока для сварки алюминия. При сварке алюминия необходимо дополнительно подключать компенсатор постоянной составляющей тока дуги.
Замена сварочного полуавтомата.При применении тонких электродов (до 2 мм) можно выполнять те же кузовные работы, что и при полуавтоматической сварке. Бесконтактное зажигание дуги и катодная очистка сварочной ванны обеспечивают дополнительный комфорт при работе. Из недостатков – из-за низкого качества некоторых электродов наблюдается зашлаковывание сварочной ванны.
Точечная сварка кузовов автомобилей.В одном из свариваемых листов металла сверлом диаметром 5 мм высверливаются отверстия. Листы соединяются внахлестку, отверстия завариваются тонким металлическим либо угольным электродом с присадкой.
Сварка металла при недостаточном сечении электропроводки.При слабой питающей проводке во вторичной обмотке сварочного трансформатора необходимо сделать отводы, начиная от 20 Вольт с повышающими ступеньками в 3 – 5 Вольт. Проволочное сопротивление не использовать. Сварку производить покрытым электродом короткой дугой.
Сварка металла при недостаточной мощности трансформатора.Oscill
OscillВАРИАНТ ОСЦИЛЛЯТОРА
Нередко для возбуждения дуги приходится использовать устройства бесконтактного поджига — осцилляторы. Этого может требовать как конструкция горелки (плазмотроны различных типов), так и технология (запрет контактного возбуждения при аргонодуговой сварке для исключения вкраплений вольфрама в сварочном шве). Существует немало схемотехнических решений построения осцилляторов. В данной статье приводится одно из них.
Немецкая фирма EPCOS AG в своей брошюре Surge Arresters and Switching Spark Gaps на стр.
 55-57 приводит варианты использования
своих коммутационных разрядников для поджига газонаполненных ламп и пр.
55-57 приводит варианты использования
своих коммутационных разрядников для поджига газонаполненных ламп и пр.На основе этой схемы был разработан осциллятор:
Слева — вход с источника сварочного тока, справа — выход на горелку и земляной кабель.
Основой схемы служит газонаполненный разрядник A81-600X (A81-A600X) производства EPCOS AG или сходный по параметрам.
Левый, по схеме, трансформатор (питания) — обычный на 50 Гц, мощностью 5 Вт. Управление осциллятором осуществляется посредством коммутации питания на его первичную обмотку. Правый трансформатор (сериесный) мотается на ферритовом кольце диаметром около 75 мм. Первичная обмотка содержит 1 виток провода сечением 0,2-0,35 кв.мм, вторичная — 13 и более витков, в зависимости от требуемого напряжения, проводом сечением достаточным для протекания сварочного тока. Габариты магнитопровода выбраны из удобства намотки провода на 20 квадратов для тока 200 А. Крайние витки вторичной обмотки обязательно дополнительно изолировать друг от друга, например трубкой ТКР. Конденсаторы пленочные, например К78-2. Верхний по схеме конденсатор служит для шунтирования источника сварочного тока по высокой частоте. Иногда для ускорения затухания колебаний, вызванных работой осциллятора, приходится вместо конденсатора ставить RC-цепочку. Нижний конденсатор вкупе с первичной обмоткой сериесного трансформатора образует колебательный контур при накоплении напряжения, достаточного для пробоя разрядника.
Плюсы.
При указанных номиналах данный осциллятор стабильно
возбуждает дугу на горелке воздушно-плазменной резки с кабелем до 30 м.
В случае отсутствия необходимости в такой мощной
искре, желательно уменьшить энергию разряда, для чего можно уменьшить емкость нижнего по
схеме конденсатора и увеличить сопротивление резистора. Для аргонодуговой сварки на кабелях
до 6 м рекомендуется 0,033 мкФ и 10 кОм. Так как импульсы высокого напряжения
разнонаправлены, фазировка сериесного трансформатора не имеет значения.
Для аргонодуговой сварки на кабелях
до 6 м рекомендуется 0,033 мкФ и 10 кОм. Так как импульсы высокого напряжения
разнонаправлены, фазировка сериесного трансформатора не имеет значения.
В течение последних лет таким осциллятором
скомплектовано несколько сотен аппаратов. Выходы из строя крайне редки и связаны, как
правило, с поломкой схемы коммутирующей трансформатор питания.
Минусы.
Не подходит в качестве устройства стабилизации дуги на
переменном токе. Время непрерывной работы следует ограничивать двумя — тремя секундами во
избежание быстрой деградации разрядника.
29.01.05 Илья
Дуговая сварка 101: Колебания при сварке
В: Каковы причины колебания процесса сварки?
Винс Х.
A: Oscillation помогает сталелитейщику использовать электрошлак для изготовления компонентов для здания Bank of America в Сан-Франциско; это помогло свести к минимуму усталость рук монтажника при строительстве атомной электростанции Ривер-Бенд в Луизиане; и это поможет слесарю, строящему One World Trade Center, добиться лучшего сплавления подошв сварных швов, позволяя его сварным швам плавно передавать напряжение между опорными балками.
Колебание — это поперечная манипуляция сварного шва. Он измеряется в амплитуде (как далеко), частоте (как часто) и времени задержки (как долго). Есть несколько причин и причин, по которым сварочный процесс может колебаться.
Если вы какое-то время занимаетесь роботизированной газовой сваркой металла (GMAW), вы заметите, что сварочная горелка совершает постоянное движение из стороны в сторону. Эта форма колебаний, обычно называемая переплетением , помогает роботу ориентироваться в суставе, отслеживая изменения в дуге.
Еще один хороший пример колебаний — это метод «шагания чашки» во время дуговой сварки вольфрамовым электродом в газе (GTAW). Сварщик, обычно слесарь по трубопроводу, сделает это, чтобы минимизировать усталость тела, увеличить ширину валика и улучшить врезку на носке сварного шва. Настоящий мастер раскачивает чашу из GTAW вдоль стыка и сделает красивый финишный сварной шов полностью вокруг стыка трубы. Конечным результатом может стать настоящее произведение искусства (или, если уж на то пошло, настоящий вымощенный булыжником беспорядок).
Сварщик, обычно слесарь по трубопроводу, сделает это, чтобы минимизировать усталость тела, увеличить ширину валика и улучшить врезку на носке сварного шва. Настоящий мастер раскачивает чашу из GTAW вдоль стыка и сделает красивый финишный сварной шов полностью вокруг стыка трубы. Конечным результатом может стать настоящее произведение искусства (или, если уж на то пошло, настоящий вымощенный булыжником беспорядок).
Другой тип колебаний — это воздействие на расплавленную сварочную ванну магнитную силу.Эта магнитная сила, обычная для механизированных процессов GMAW и GTAW (но не ограничиваясь ими), перемещает из стороны в сторону расплавленную лужу, а не горелку. Я использовал эту технику, чтобы увеличить ширину валика для эстетической привлекательности, но ее также можно использовать для улучшения плавления боковин или врезки на носке сварного шва. Некоторые процессы с подачей проволоки, такие как сварка под флюсом (SAW) и электрошлаковая сварка (ESW), на самом деле скручивают электрод, поскольку он подается как форма колебаний
Сварочный осциллятор — Производители сварочного осциллятора Индия Поставщики сварочного генератора Мумбаи Индия Сварочный осциллятор экспортеры Производители поставщики Мумбаи Индия
Weld Arc Weaver, широко известный как Welding Oscillator, — это механизм, имитирующий состояние сварки сварочной дугой, выполняемый вручную опытным сварщиком.
| Сварочный генератор | Сварочный генераторный механизм |
Моторизованный механизм раскачивает сварочную дугу в направлении влево / вправо как колебательное движение по поверхности шва.
Сильно регулируемое колебательное движение дуги обеспечивает контролируемое распространение дугового тепла по поверхности сварного шва, что приводит к равномерному течению сварочной ванны за счет плавного, равномерного, стабильного и точного движения сварочной горелки. Основное назначение осциллятора — равномерное распространение сварочных шариков.Контролируемое и регулируемое распространение глобул дугового нагрева и сварки имеет очень отличительное преимущество, заключающееся в отличном проникновении при максимальной эффективности теплопередачи. Это также обеспечивает уменьшение зоны термического влияния, высокую эффективность наплавки металла шва, высокую однородность сварных швов.
Приложения:
Подходит для процессов, которые удобно автоматизировать, таких как TIG, MIG, SAW, FCAW, плазменная сварка или плакирование, такие как PTA или порошковая плазменная сварка.
Характеристики:
- Очень точный шариковый винт или механизм Rack & Pinion
- Истинное линейное перемещение
- Полностью закрытый, чтобы избежать проникновения мелких частиц, тепла и т. Д.
- Шаговый двигатель с приводом для облегчения управления
- Ширина хода от 0 до 75 мм (более высокая ширина доступна по запросу)
- Полное цифровое управление с простым программированием параметров
- Доступны разные модели для горелок различной мощности: 5, 10 и 15 кг
- Единый контроллер для управления тремя различными механизмами
- Внешний пуск / стоп для легкого взаимодействия
Ключевые преимущества:
- Значительное улучшение процесса сварки или плакирования
- Повышенная производительность и простота использования для многопроходной сварки
- Общее улучшение сварки и подрезки боковин
- Высокое качество, однородность и внешний вид сварного шва.
Технические характеристики:
| P a r a m e t e r s | O S C _ 5 | O S C _ 1 0 | O S C _1 5 |
| Вход питания | 220 В переменного тока, 3-Ø | 220 В переменного тока, 3-Ø | 220 В переменного тока, 3-Ø |
| Входная мощность (Вт) | 50 | 100 | 150 |
| Грузоподъемность (кг) | 5 | 10 | 15 |
| Ширина хода (мм) | 0-25 +/- 0.2 | 0-50 +/- 0,5 | 0 — 75 +/- 0,5 |
| Скорость хода (мм / мин) | 0–2500 +/- 5 | 0–3000 +/- 5 | 0–3500 +/- 5 |
| Число ходов в секунду | 0-60 @ 25 мм | 0-50 @ 25 мм | 0-40 @ 25 мм |
| Левая выдержка (сек) | 0.0 — 9,9 +/- 0,1 | 0,0 — 9,9 +/- 0,1 | 0,0 — 9,9 +/- 0,1 |
| Правая задержка (сек) | 0,0 — 9,9 +/- 0,1 | 0,0 — 9,9 +/- 0,1 | 0,0 — 9,9 +/- 0,1 |
| Совместимость процессов | TIG / MIG / PTA / плазма | Пила / TIG / MIG / PTA / Плазма | Пила / TIG / MIG / PTA / Плазма |
| Механизм | Шарико-винтовая передача | Шарико-винтовая передача | Стойка и шестерня |
| D i m e n s i o n (мм) : Контроллер (Д x Ш x В) Механизм | 350 х 325 х 160 | 350 х 325 х 160 | 350 х 325 х 160 |
| 280 х 130 х 75 | 315 х 157 х 90 | 300 х 150 х 90 | |
| N e т Масса (кг) : Контроллер (Д x Ш x В) Механизм | 8.5 | 8,5 | 8,5 |
| 4,8 | 5,5 | 5,8 |
(PDF) Разработка и реализация сварочного генератора
¨
OZCAN / Turk J Elec Eng & Comp Sci
Детали конструкции недорогого, но очень гибкого и модульного сварочного генератора, предназначенного для промышленного уровня
производительность.Гибкость конструкции позволяет при необходимости расширить функциональные возможности сварочного генератора до
адресов различных приложений. Остальная часть этой статьи организована следующим образом: Раздел 2 содержит подробную информацию о конструкции проектируемого сварочного генератора
. Раздел 3 объясняет принцип действия сварочного генератора
. В разделах 4 и 5 представлены результаты и выводы.
2. Конструкция сварочного осциллятора
Сварочный осциллятор, представленный на рынке, обычно имеет колебание с одной степенью свободы, непрерывное колебание в виде маятника
на мишени.Чтобы соединить 2 мишени, необходимо спроектировать отдельную систему, чтобы толкать осциллятор
и правильно расположить его так, чтобы он сваривал мишени. Как правило, связь между этими 2 системами
очень ограничена, поскольку коммерческая система не позволяет этого. Эта ситуация не оптимальна.
Сварочный генератор, разработанный в этом исследовании, устраняет это ограничение. Генератор имеет 2 или более
степеней свободы колебаний. Первый — это маятниковые качели, похожие на коммерческие.Вторая степень свободы
— это движение вне плоскости. Когда на линии сварки имеется ступенька по высоте, сварочный генератор
может адаптировать свое положение по оси Z. Третья степень свободы — движение сварочного осциллятора
по линии сварки. Все эти движения управляются одним и тем же источником, поэтому связь между ними
может быть точно отрегулирована. Кроме того, можно легко добавить дополнительные степени свободы перемещения
для решения более сложных сварочных задач.Например, если требуются угловые сварочные процессы
, дополнительная степень свободы будет заключаться в вращении мишеней во время сварки. Этим чередованием
также можно точно управлять из того же источника.
Дополнительные функции могут быть очень легко добавлены к системе с помощью программных настроек. В настоящее время в зоне сварки
маятниковое колебательное движение может выполняться с желаемой скоростью (если зона
, где будет производиться сварочный процесс, широкая, требуется низкая скорость; если она узкая, то высокая скорость нужно).
Маятниковый маятник может даже иметь 2 разные угловые скорости влево и вправо от исходной точки,
, так что металлы с разными характеристиками или разными геометрическими формами могут свариваться друг с другом более
эффективно. Иногда для улучшения качества сварки требуются преднамеренные периоды ожидания. Более того,
оптимальное количество сварочных проходов на линии сварки отличается от цели к цели. Например,
при сварке очень длинных и толстых мишеней потребуется несколько проходов сварки; в противном случае мишени будут изгибаться
из-за напряжений в процессе сварки.Ввод правильного количества проходов, а также другие настройки программного обеспечения
могут быть легко выполнены.
Система совместима с дальнейшими улучшениями с помощью дополнительного оборудования. Использование датчиков положения
, которые снова будут управляться из того же источника, например, автоматизирует несколько степеней свободы движения сварочного генератора
. Принципиальная схема разработанного сварочного генератора в пределах
данной работы представлена на рисунке 1.
Как видно из рисунка 1, сварочный генератор состоит из микроконтроллера, драйвера шагового двигателя, шаговых двигателей
(количество зависит от количества степеней свободы движений), редукторов и сварочной горелки.
Каждый шаговый двигатель создает движение с соответствующей степенью свободы движения. Выходной крутящий момент
каждого шагового двигателя увеличивается редуктором, который снижает скорость вращения, но увеличивает крутящий момент.
Сварочная горелка подключена к соответствующим шаговым двигателям для создания конечного сварочного движения с несколькими степенями свободы
.Каждый шаговый двигатель управляется одним микроконтроллером, который определяет скорость и угол его вращения
. Изменяя программное обеспечение микроконтроллера, можно легко изменить функциональность
окончательной системы.
1220
Осциллятор для механической сварки — Jet Line Engineering — Каталоги в формате PDF | Техническая документация
Система управления 9200A> MO-150-5S Система механического осциллятора 9200A — это аналоговая система управления, использующая потенциометр обратной связи в узле ползуна для задания положения.Устройство управления предназначено для всех процессов дуговой сварки, но благодаря усовершенствованной схеме обеспечивает прецизионное колебание, обычно необходимое для процессов GTAW и PAW. Устройство управления 9200A включает в себя следующие функции: Регулировка скорости влево adjustment Регулировка управления скоростью вправо Влево Регулировка выдержки Օ Правая Регулировка выдержки Регулировка ширины качания Օ Центральная регулировка Переключатель ручного / дистанционного управления / настройки Օ Полупроводниковая конструкция Микрошаговый привод Жесткий алюминиевый корпус ползуна в сборе обеспечивает большую площадь основания для минимизации скручивания и деформации при сильных колебаниях загружает на более высоких скоростях.В прецизионных линейных направляющих используются шарикоподшипники в сборе для поддержки узла плиты. Сильфонные крышки обеспечивают герметичную защиту компонентов ползуна от окружающей среды. В ручном режиме ползун может работать как моторизованный ползун, используя центральную регулировку на блоке управления 9200A. > При дуговой сварке сварщик обычно изгибает сварочную дугу для различных требований сварки. При автоматизации процесса сварки плетение или колебание по-прежнему могут быть желаемым эффектом.Колебание дуги помогает при сварке боковых стенок, устраняет подрезы и требуется при выполнении большинства операций наложения или облицовки. Чтобы удовлетворить эти требования к сварке, Jetline Engineering рада предложить нашу систему механического осциллятора MO-150, которую можно легко добавить к существующей сварочной системе или включить в новую систему Jetline. Механический осциллятор MO-150-5S совместим с все следующие процессы сварки: Օ Плазменная дуговая сварка (PTA), газовая дуговая сварка металла (GMAW / GMAWP) Օ Плазменная дуговая сварка (PAW), газовая дуговая сварка вольфрамовым электродом (GTAW) Օ Дуговая сварка под флюсом (FCAW)> Управление сваркой Система механического осциллятора МО-150-5С осуществляется через аналоговое управление 9200А.Микрошаговый привод управления использует разрешение 10 микрошагов на шаг, что обеспечивает высокую точность и плавность движения привода. >
Автоматическая качающаяся сварочная тележка, сварочные устройства, उपकरण, इक्विपमेंट — Weld Tech Agencies, Вадодара
Автоматическая качающаяся сварочная тележка, сварочные устройства, वेल्डिंग उपकरण, वेल्डिंग इक्विपमेंट — Сварочные технические агентства, Вадодара | ID: 11162085688Уведомление : преобразование массива в строку в файле / home / indiamart / public_html / prod-fcp / cgi / view / product_details.php на линии 290
Описание продукта
Опираясь на неисчислимые объемы промышленного опыта, мы продаем и поставляем превосходный ассортимент автоматизированных сварочных тележек для вибрационной сварки .Использует:
Идеально подходит для тяжелой обрабатывающей промышленности, такой как:
- Судостроение
- Сварка резервуаров,
- Трубопровод
- Строительство моста
Другие детали:
- Моторизованная регулировка центральной линии сварного шва, Моторизованная регулировка ширины хода, точное регулирование скорости колебаний
- Сохраняет до 10 различных программ сварки для быстрого вызова часто используемых процессов
- Этот усовершенствованный пакет колебаний разработан для увеличения производительности и улучшения качества сварного шва, полученного при автоматических механизированных сварочных операциях за счет сведение к минимуму дефектов сварных швов, таких как плохой провар, неполное плавление, перекрытие и поднутрение.
- Комбинация каретки компактного осциллятора серии GK-200 может быть оснащена линейной или радиальной колебательной головкой и может быть оборудована для использования на жесткой или гибкой направляющей.
- Осциллятор доступен с линейным, маятниковым, тангенциальным или ступенчатым (квадратным) шаблона) движения к сварочному пистолету с регулируемой шириной хода с электроприводом, бесступенчатой регулировкой скорости хода, тремя независимыми временами задержки положения, моторизованным позиционированием центральной линии и автоматическим запуском подачи проволоки и интерфейсом запуска / остановки движения.
- Комбинируя колебательное движение сварочной горелки с точно контролируемой скоростью движения каретки Kat, можно создать и сохранить до 10 программ сварки.
Заинтересовались данным товаром? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1999
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Оптовый торговец
Количество сотрудников До 10 человек
Годовой оборот R.1-2 крор
Участник IndiaMART с апреля 2011 г.
GST24AAUPV7577M1ZF
Зарегистрировано в 1999 , в Вадодара (Гуджарат, Индия), мы, «Weld Tech Agencies» — это компания, являющаяся единоличным владельцем , и занимается торговлей и , поставляя полный ассортимент сварочного оборудования Машина, Станок для резки, Станок для снятия фасок , Сварочная маска, Система удаления дыма, и т. Д.Являясь торговцем из KEMPPI, KOIKE SANSO KOGYO CO. LTD., и т. Д., Мы гарантируем нашим клиентам, что они получают продукцию высокого качества. Вся наша продукция производится с использованием высококачественных компонентов и обеспечивает более длительный срок службы. Благодаря неустанной поддержке нашего владельца, “Mr. Praveen Virmani » и неустанными усилиями профессионалов, мы заслужили высокую оценку рынка.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Arcraft Plasma автоматический и полуавтоматический сварочный генератор,
О компании
Год основания 1992
Юридический статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот 2010-11 рупий. 2–5 крор Прибл.
2011-12 рупий. 2–5 крор Прибл.
IndiaMART Участник с июня 2007 г.
GST27AADCA0505A1ZL
Код импорта и экспорта (IEC) 03950 *****
Компания Arcraft Plasma Equipments (I) Pvt Ltd, и ISO 9001: 2008, сертифицированная Компания, известная производством, поставкой и экспортом широкого ассортимента сварочных, режущих машин и систем автоматизации оптимального качества, внесена в список как наиболее известная компания, основанная в этом году. 1992 .Предлагаемый ассортимент продукции включает станки для плазменной резки, станки для профильной резки с ЧПУ и станки для плазменной сварки. Эти машины произведены из высококачественного сырья, которое поставлено известными, проверенными, надежными и сертифицированными продавцами в отрасли. Благодаря их стабильной работе, минимальному обслуживанию и прочной конструкции, эти машины очень востребованы на рынке. В дополнение к этому, мы предлагаем нашим уважаемым клиентам отличные услуги по обучению и сертификации сварщиков.Предлагаемые услуги высоко ценятся за своевременное выполнение и эффективность.Стремясь максимально удовлетворить потребности клиентов, мы с самого начала применяем в нашей компании ориентированный на клиента подход. Мы обслуживаем огромное количество клиентов благодаря нашим прозрачным деловым отношениям и способности выполнить оптовый заказ в обещанные сроки.
Видео компании
Влияние механических колебаний дуги на структуру зерна сварочного металла из низкоуглеродистой стали
Истерлинг К., Введение в физическую металлургию сварки, Баттервортс и Ко. Лтд., Москва (1983).
Google Scholar
Бхадешия, Х. К. Д. Х., Стали: микроструктуры и свойства, 2-е издание, Эдвард Арнольд, Лондон (1995).
Google Scholar
Kou S and Le Y, Weld J 64 (1985) стр. 51с.
Google Scholar
Рао С. Р. К, Редди Г. М., Камарадж М., Рао К. П., Mater Sci Eng А 404 (2005) стр 227.
Артикул Google Scholar
Sundaresan S, и Ram G D J, Sci Techno Weld Join 4 (1999) стр. 151.
Статья CAS Google Scholar
Сивапрасад К., Раман С. Г. С., Мастанаая П., Редди Г. М., Mater Sci Eng A 428 (2006) стр. 327.
Артикул Google Scholar
Бирадар Н.С., Мишра С. и Раман Р. на 12-й Международной конференции по алюминиевым сплавам (ICAA12) , (ред.) Кумай С., Умедзава О., Такаяма Й., Цучида Т., Сато Т., Иокогама, Япония (2010), p 922.
Huang C, and Kou S, Weld J 80 (2001) p 46s.
Google Scholar
Garland J G, Metal Constr British Weld 21 (1974) стр. 121.
Google Scholar
Кумар А., Шайлеш П. и Сундарраджан С., Mater Design 29 (2008) p 1904.
Статья CAS Google Scholar
Ram G D J, Murugesan R и Sundaresan S, J Mater Eng Perform 8 (1999) p 513.
Статья CAS Google Scholar
Бирадар Н.С. и Раман Р., в: Труды Международной конференции IIW по технологии соединения, резки и наплавки , (ред.) Калкарни Д.В., Маниш Самант, Кришнан С., Амитава Де, Кришнан Дж., Хирен Патель и Бхадури. AK, at Chennai (2011), p 371.
Kou S, Welding Metallurgy, 2nd edition, Wiley, New York, 2003.
Google Scholar
ДеНейл Р. и Люкенс В.Е., в трудах Ti-6211 Программа фундаментальных исследований , Вторая конференция, (ред.) Рат ББ, Макдональд Б.А., Арора О.П., Управление военно-морских исследований, Арлингтон (1984) с 203.
Kou S, and Le Y, Metall Trans , 16A (1985) стр. 1345.
CAS Google Scholar
Tseng CF и Savage WF, Weld J 50 (1971) стр. 777.
Google Scholar
Мацуда Ф., Накагава Х., Наката К. и Аяни Р., Trans Jpn Weld Res Inst 7 (1978) стр. 111.
CAS Google Scholar
Мацуда Ф., Наката К., Миянага Ю., Каяно Т. и Цукамото К., Trans Jpn Weld Res Inst 7 (1978) стр. 33.
Google Scholar
Мадхусудхан Редди Г., Гокхале А., Прасад Рао К., J Mater Sci 32 (1997) 4117.
Статья Google Scholar
Стандарт ASTM E562, Стандартные методы испытаний для определения объемной доли с помощью систематического ручного точечного подсчета (2011 г.).
Стандарт ASTM E 8-04, Стандартные методы испытаний металлических материалов на растяжение (2001).
Wang S J, Zhao X, Zhang Y D, Zuo L, Esling C, Mater Trans JIM 48 (2007) 2816.
Статья CAS Google Scholar
Мель Р. Ф., Баррет С. С., Смит Д. В., Trans Am Inst Min Metall Eng 105 (1933) стр. 215.
Google Scholar
Ван С. Дж., Чжао Х, Сяо1 Н. и Цзо1 Л., Steel Research International Materials Technology, 81 (2010) стр. 1121. www.steelresearch-journal.com.
Ohishi Y, Murai T, Ohtsuka H, Itoh K, Wada H, CAMP-ISIJ, 11 (1998) p 580.
Google Scholar
Кортни Т.Х., Механическое поведение материалов, МакГроу-Хилл (1990) стр. 17.
Пикеринг Ф. Б., Физическая металлургия и дизайн сталей, Прикладная наука, Лондон (1978).
Google Scholar
Гарибшахиян Э., Рауф А.Х., Парвин Н., Рахимиан М., Mater Design 32 (2011) стр. 2042.
Статья CAS Google Scholar