Сварочный трансформатор — 105 фото разновидностей трансформаторных аппаратов
В наше время сварочное дело перестало быть уделом избранных. Сейчас сварочное оборудование можно встретить не только на производстве, но и в дачных домовладениях. Самыми популярными считаются трансформаторные аппараты переменного тока.
![]()
Краткое содержимое статьи:
Конструкционное решение трансформаторного оборудования
Устройство сварочного трансформатора достаточно простое – это пара обмоток, намотанных на сердечник. Одна из них первичная, а вторая – вторичная.
![]()
Принцип работы аппарата трансформаторного типа состоит в понижении входящего напряжения. Сила тока при этом может составлять порядка 700А, что позволяет осуществлять сварку металлических конструкций. Такой принцип действия характерен для всех разновидностей трансформаторного оборудования.
Хотя сегодня, при использовании современных разработок и технологий удалось добиться создания более идеальных и эргономичных вариаций трансформаторов.
![]()
Разновидности трансформаторных аппаратов
Все сварочные трансформаторы принято делить на три вида, у каждого из которых свои сильные и слабые стороны. Выбирая аппарат для сварки трансформаторного типа, нужно знать, чем одна разновидность отличается от другой.
![]()
Как показывают фото сварочных трансформаторов, они могут быть:
- С минимальным и нормальным магнитным рассеиванием.
- С повышенным магнитным рассеиванием.
- Тиристорными.
![]()
Технические характеристики
Независимо от типа для каждого трансформатора характерен набор конкретных характеристик, определяющих эффективность и качество его работы, а также удобство эксплуатации. Выбирая агрегат, нужно знать, что означает каждая характеристика сварочного трансформатора.
![]()
Маркировка. Это первое, на что надо обратить внимание. Маркировка – это зашифрованная запись базовых параметров. Первая буква обозначает источник питания, вторая указывает на тип сварочных работ, а третья – на метод. Четвёртая и пятая – это тип внешней характеристики и число постов.
Значение номинальной силы электрического тока – это 1 или 2 цифры, округлённые до десятых или сотых. Два или одно последних цифровых обозначения – это регистрационный номер.
![]()
Далее буквами обозначается допустимые температурные условия. Цифра в конце указывает на уместное расположение. I- значит допустима работа устройства на улице, II – под навесом, III – в неотапливаемой комнате, IV – в помещении с отоплением.
![]()
Диапазон регулировки тока. Это одна из главных характеристик любого трансформаторного устройства. Первое, что она обозначает – это то, что регулирование тока возможно, а второе – это наибольшую возможную величину силы тока. Все вместе указывает на возможность применять электроды разных размеров.
![]()
Диаметр электрода. Зависит от силы тока оборудования.
![]()
Напряжение в электросети. Данная характеристика показывает, какое напряжение обязано быть в сети, чтобы трансформатор нормально работал.
![]()
Номинальный ток сварки и рабочее напряжение. Эти параметры очень важны. Номинальный ток – это наибольший показатель тока, который может выдать агрегат. А номинальное напряжение – напряжение, требуемое для того, чтобы сварочная дуга была в устойчивом состоянии.
![]()
Продолжительность включения. Это время, которое аппарат трансформаторного типа может находиться в режиме сварки. Данный показатель не оказывает особого влияния на выбор сварочного оборудования.
Потребляемая мощность. Обозначает количество энергии, требуемой для 1 часа работы агрегата. Предпочтительнее остановить выбор на устройстве с минимальным параметром мощности потребления.
![]()
КПД. Чем больше данное значение, тем лучше.
Напряжение холостого хода. Оно отвечает за сварочную дугу. Чем оно выше, тем проще создаётся дуга.
![]()
Число рабочих мест. Это число человек, которые могут одновременно заниматься сваркой от данного устройства.
![]()
Система охлаждения.
![]()
Вес и габариты сварочного аппарата.
![]()
Начинающему малоопытному сварщику достаточно непросто выбрать подходящую модель сварочного трансформатора, ведь типов аппаратов для сварки довольно много. Поэтому, чтобы сделать правильный выбор, важно знать значение каждой технической характеристики. Если у вас возникли трудности, то лучше обратиться за советом к профессионалу.
![]()
Фото сварочного трансформатора
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Также рекомендуем посетить:
Трансформаторы сварочные
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Сварочное оборудование — Трансформаторы сварочные
Общие сведения
Сварочный трансформатор предназначен для питания дуги переменным током. Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют при ручной дуговой сварке покрытыми электродами, механизированной и автоматической сварке под флюсом, при электрошлаковой сварке.
Трансформатор разделяет силовую сеть и сварочную цепь, понижает напряжение сети до напряжения, необходимого для сварки, обеспечивает самостоятельно или в комплекте с дополнительными устройствами начальное и повторное возбуждение и стабильное горение дуги, формирование требуемых внешних характеристик и регулирование силы сварочного тока или напряжения на дуге.
Силовые трансформаторы входят в состав всех сварочных выпрямителей и установок и имеют то же назначение, что и собственно сварочные трансформаторы.
Конструкции сварочных трансформаторов разнообразны. В зависимости от способа формирования внешних характеристик и регулирования режима сварки трансформаторы бывают с механическим и электрическим регулированием.
Трансформаторы для ручной сварки относятся ко второй категории размещения источника тока, то есть предназначены для работы на объектах, где колебания температуры и влажности несущественно отличаются от колебаний на открытом воздухе. Трансформаторы могут работать при температуре окружающего воздуха —45° … +40°С и относительной влажности воздуха не более 80% при +20 °С на высоте не более 1000 м над уровнем моря.
Трансформаторы для автоматической сварки климатического исполнения У имеют 3-ю и 4-ю категории размещения источников и могут работать при температуре воздуха —10° … +40°С.
Принцип действия
Принцип действия трансформатора основан на явлении электромагнитной индукции. Сварочный трансформатор (рис. 6) имеет стержневой сердечник 2 и смонтированные на нем первичную 1 и вторичную 3 обмотки.
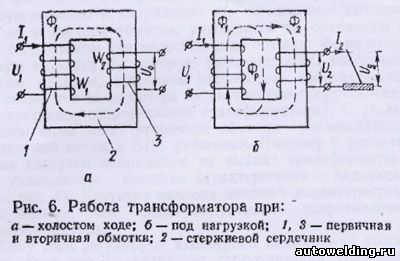
Режим холостого хода трансформатора (рис. 6, а) устанавливают (при разомкнутой цепи вторичной обмотки) в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом в первичной обмотке проходит ток I1, который создает в сердечнике переменный магнитный поток Ф1. Этот поток создает во вторичной обмотке переменное напряжение U2. Поскольку цепь вторичной обмотки разомкнута, ток в ней не проходит, и никаких затрат энергии во вторичной цепи нет. Поэтому вторичное напряжение при холостом ходе максимально. Эта величина — напряжение холостого хода.
Отношение напряжений на первичной и вторичной обмотках при холостом ходе (коэффициент трансформации k) равно отношению количества витков первичной W1 и вторичной W2 обмоток. В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое — 60…90 В. Такие трансформаторы называются понижающими.
Режим нагрузки (см, рис, 6, б) устанавливают при замыкании цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2, равном напряжению дуги Uд, во вторичной обмотке сварочной цепи и дуге возникает ток I2. Он создаст в сердечнике переменный магнитный поток, который стремится уменьшить величину магнитного потока, создаваемого первичной обмоткой. Противодействуя этому, сила тока в первичной обмотке увеличивается. Увеличение силы тока в первичной цепи происходит в соответствии с законом сохранения энергии — потребление энергии от сети первичной обмотки должно быть равно отдаче энергии дуге вторичной обмоткой. Следовательно, понижая с помощью трансформатора напряжение в k раз, во столько же раз увеличивают силу тока во вторичной цепи. Поэтому в сварочных трансформаторах сила вторичного тока в 3—6 раз больше первичного.
Падающая внешняя характеристика получается в сварочном трансформаторе благодаря большому рассеянию магнитного потока. С этой целью первичную и вторичную обмотки располагают на значительном расстоянии друг от друга. При нагрузке (см. рис. 6, б) часть магнитного потока трансформатора замыкается по воздуху, образуя поток рассеяния Фр. Поэтому поток Ф2, пронизывающий вторичную обмотку, при нагрузке меньше, чем поток Ф1, пронизывающий первичную обмотку. Соответственно и напряжение U2, создаваемое потоком Ф2 во вторичной обмотке, уменьшится по сравнению с U0, создаваемом при холостом ходе потоком Ф1 на некоторую величину Ер, которую называют ЭДС рассеяния. Таким образом, вторичное напряжение трансформатора снижается из-за потерь на внутреннем сопротивлении (индуктивное сопротивление трансформатора). С увеличением силы тока вторичной обмотки увеличиваются магнитный поток и ЭДС рассеяния. Поэтому с увеличением нагрузки напряжение на выходе трансформатора U2 уменьшается, внешняя характеристика – падающая. Крутизна наклона внешней характеристики тем больше, чем больше индуктивное сопротивление трансформатора.
Силу тока регулируют изменением напряжения холостого хода или индуктивного сопротивления трансформатора (рис. 7).

Напряжение холостого хода трансформатора U0=U1W2/W1. Если дугу подключить к крайним контактам вторичной обмотки (см. рис, 7, а), то число витков W2, участвующих в работе, увеличится. При этом увеличится напряжение холостого хода, а следовательно, и сила сварочного тока. Очевидно, что при увеличении числа витков первичной обмотки W1 сила тока уменьшится. Секционированные обмотки позволяют регулировать силу тока только ступенчато. В трансформаторах с подвижными катушками винтовым механизмом 4 плавно регулируют силу тока (см. 7, б), перемещая по сердечнику 3 подвижные обмотки. Если увеличить расстояние между первичной 1 и вторичной 2 обмотками, то возрастут магнитный поток и ЭДС рассеяния, т. е. увеличатся потери энергии внутри трансформатора. Это вызовет уменьшение силы тока. Следовательно, увеличение расстояния между обмотками приводит к увеличению индуктивного сопротивления трансформатора.
Подобным же образом при введении магнитного шунта 5 между обмотками (см, рис. 7, в) уменьшится магнитное сопротивление на пути потока рассеяния, а сам поток увеличится, что приведет к увеличению индуктивного сопротивления трансформатора и уменьшению силы тока. В трансформаторах с подвижными магнитными шунтами, изменяя регулятором 6 положение шунта 5, плавно регулируют силу тока. Силу тока можно регулировать и неподвижным шунтом, подмагничиваемым обмоткой управления постоянного тока. Если увеличить силу тока в обмотке управления, то магнитное сопротивление шунта возрастет. При увеличении магнитного сопротивления шунта поток рассеяния уменьшится, что приведет к увеличению силы сварочного тока. Этот способ плавного регулирования силы тока использован в трансформаторах, регулируемых подмагничиванием шунта.
В тиристорных трансформаторах формирование требуемых внешних характеристик и регулирование режима сварки осуществляется полууправляемыми вентилями — тиристорами, включаемыми встречно — параллельно, и системой управления фазой их включения. Способ фазового регулирования переменного тока основан на преобразовании синусоидального тока в знакопеременные импульсы, амплитуду и длительность которых определяют углом (фазой) включения тиристоров.
Источник: Александров А.Г. «Эксплуатация сварочного оборудования»
Сварочный трансформатор:виды,характеристики,выбор и эксплуатация
Одним из основных рабочих агрегатов для сварки является сварочный трансформатор. Это устройство помогает в преобразовании напряжения, которое имеется в сети, в такое, которое требуется для сварочного процесса, а также холостого хода аппарата. Как правило, в сети подается 220 В, тогда как для холостого хода необходимо всего 50-60 В. Трансформаторы сварочные бытовые работают на понижение. Напряжение подается на первичную обмотку устройства, с которой он переходит на вторичную. Расстояние между обмотками может меняться, что способствует повышению значения напряжения, или его понижению. Таким образом, регулируя отдаление одной обмотки от другой, можно регулировать значение параметров.

Сварочный трансформатор Пратика
Каждый сварочный трансформатор, который используется в промышленности или в бытовых условиях, обладает собственными параметрами, которые зависят от материала сердечника, его размеров и прочих вещей. Сварочные трансформаторы переменного тока могут иметь в своем составе еще и выпрямители, которые преобразуют переменный ток в постоянный. В некоторых случаях можно даже сделать сварочный трансформатор своими руками, что получается при правильном следовании всем параметрам. Все должно соответствовать ГОСТ 7012-77, ГОСТ 95-77 или ГОСТ 16110-82, если речь идет о силовых устройствах.
Отличия сварочных трансформаторов современных моделей являются очень большими, так как за последнее время было выпущено большое разнообразие, которое имеет как узкую специализацию, так и широкую универсальную. В особенности это касается компактных маленьких моделей, к которым относятся трансформаторы сварочные бытовые. С их помощью зачастую производится сварка тонкого металла электродом, так как они не могут работать с толстым расходным материалом.
Преимущества 

- Преимуществами данного аппарата являются такие факторы:
- Возможность плавной регулировки параметров в пределах допустимого диапазона;
- Достаточно простой принцип действия, который обеспечивает легкость в эксплуатации, а также в ремонте и уходе;
- Возможность работать как с двухфазными, так и с трехфазными сетями;
- Применение, как в промышленной, так и в бытовой сфере;
- Многие модели имеют колеса для удобного перемещения, если не обладают компактными размерами;
- Продуманная система вентиляции для работы в помещении.
Недостатки
При этом техника обладает рядом негативных моментов, которые могут помешать работе:
- Механические детали могут выходить из строя;
- При некоторых вариантах ремонта приходится менять обмотку трансформатора, что является достаточно длительным процессом;
- Для подключения требуются специальные мощные кабели;
- Чтобы подключить сварочный трансформатор, требуется специалист;
- Любые неполадки могут привести к тому, что рабочий процесс полностью останавливается;
- При поломках имеется риск поражения током, если неаккуратно обращаться с техникой.
Полная классификация всех типов трансформаторов
Каждый сварочный трансформатор имеет ряд определенных характеристик, которые позволяют создать систему классификации для данного оборудования, исходя из всех различий. Сразу стоит выделить сварочный трансформатор с нормальным рассеиванием магнитного поля. В данном случае имеется всего одна разновидность тиристорных моделей, которые работают только при сварке под флюсом.
Более разнообразными являются модели, которые имеют увеличенное рассеивание магнитного поля. Здесь модно выделить несколько подтипов куда входит:
- Сварочный трансформатор с подвижными обмотками;
- С подвижным шунтом;
- С обмоткой разбитой на отдельные секции, которые обладают ярмовым рассеиванием;
- С подвижным подмагниченным шунтом.

Сварочный трансформатор
Последняя разновидность относится к сварке под флюсом, а три предыдущие могут применяться как обыкновенная ручная дуговая сварка. Но это не единственные параметры классификации. Можно также выделить такие моменты как:
- Количество одновременно обслуживаемых мест, так как встречается техника для одного мастера, а также та, которая может обслуживать одновременно несколько рабочих мест;
- По количеству фаз подключения, что может составлять от одной до трех фаз;
- По особенностям конструкции, так как бывают такие, у которых регулятор для сварочного трансформатора по напряжению работает при помощи переключения количества витков, при помощи рассеивания напряжения, а также при помощи дросселя насыщения.

Сварочный трансформатор Futura
Технические характеристику популярных моделей
Марки сварочных трансформаторов могут иметь различные значения параметров, в зависимости от тех целей, для которых их создали. Здесь приведены самые распространенные бренды, которые можно встретить на рынке:
| Бренд | ПАТОН | |
| Входное напряжение, В | 220/380 В | |
| Плавкая вставка | Отсутствует | |
| Мощность, кВт | 16,3 | |
| Используемое напряжение при холостом ходе | 65 В | |
| Ток регулируется в пределах | 70-260 А | |
| Диаметр присадочного материала, мм | 2-5 | |
| Продолжительность включения | 20% | |
| Габариты, мм | 424-275-425 | |
| Масса, кг | 49 кг | |
| Страна производитель | Украина | |
| Бренд | Kaiser | |
| Входное напряжение, В | 220-380 | |
| Плавкая вставка | отсутствует | |
| Мощность, кВт | 3,5 | |
| Используемое напряжение при холостом ходе | 48 В | |
| Ток регулируется в пределах | 60-200 A | |
| Диаметр присадочного материала, мм | 2-4 | |
| Масса, кг | 23 | |
| Класс электрозащиты | IP21 | |
| Страна производитель | Германия | |
| Бренд | Intertool |
| Входное напряжение, В | 220-380 В |
| Плавкая вставка | Отсутствует |
| Мощность, кВт | 6,5 |
| Ток регулируется в пределах | 55-160 А |
| Диаметр присадочного материала, мм | 2-3.2 мм |
| Масса, кг | 17,5 кг |
| Страна производитель | Китай |
Выбор сварочного трансформатора
«Обратите внимание! Самые важные особенности аппарата не имеют отношения к его размерам или массе.»
Средний вес трансформаторов составляет 30 кг. Это может быть серьезной проблемой для размещения в бытовых условиях, поэтому, данный параметр больше зависит от удобства, чем от производительности, и в то же время может сделать недоступным применение той или иной модели в определенных местах. При этом мощность техники не зависит от размеров, так как сварочный трансформатор с тороидальным сердечником предоставляет куда более высокие результаты, чем другие, но при меньших размерах. Для выполнения большинства процедур сварки достаточно такого оборудования, которое бы смогло работать с электродами толщиной в 4 мм. Многие компактные бытовые модели имеют ограничения в 3 мм, что отображается на их стоимости, но это не всегда удобно для работы.
Успешность зажигания дуги зависит от того, какое напряжение потребляет сварочный трансформатор на холостом ходу. Зачастую оно составляет 50 В, чего вполне достаточно для стандартных операций, но некоторые модели могут иметь автоматический розжиг дуги. Следует обратить внимание на систему охлаждения аппарата, которая должно проводиться не только принудительным, но и естественным путем. Также желательно наличие автоматической системы отключения, когда сварочный трансформатор начинает работать в перегруженном состоянии. Сглаживающие конденсаторы должны иметь большую
емкость, а дроссель должен быть достаточно мощным. Не лишним будет наличие искрогасителя, который сможет заблокировать появление искры, когда техника будет в состоянии покоя, так как устройство удалит остаточное напряжение.
Особенности эксплуатации и подключения
Правильное подключение обеспечить нормальную работоспособность техники, так как если возникают какие-то проблемы, то зачастую они проявляют себя в местах подключения. Основной проблемой являются клеммы, так как на них в большинстве случаев происходит перегревание проводов и замыкание, поэтому, следует плотно соединить все детали, чтобы обеспечить бесперебойную работу. Многофазные силовые установки нужно подключать в строгом соответствии с инструкцией, так как их замыкание может привести к серьезным поломкам. Также требуется подобрать подходяще место, где может размещаться трансформатор для сварочного аппарата, которое бы хорошо проветривалось и не имело повышенную влажность.
Во время эксплуатации не стоит превышать время беспрерывной работы, которое допустимо для конкретной модели. Это может привести к тому, что сварочный трансформатор начнет самопроизвольно отключаться. В среднем, время холостого хода должно превышать в 4 раза время непосредственной сварки. При залипании электрода следует по возможности оторвать его от поверхности материала, а если не получается, то как можно быстрее отключить трансформатор.
Меры и техника безопасности
Если нет специальных знаний, то не стоит подключать трехфазные сварочные трансформаторы самостоятельно. Это может быть опасно как для жизни человека, так и для работоспособности агрегата. Применение сварочного трансформатора должно соответствовать правилам его технической эксплуатации. Не стоит включать оборудования в условиях повышенной влажности. Во время работы не нужно применять электроды с влажной или обсыпавшейся обмазкой, так как это может привести к залипанию, и как следствие, к короткому замыканию оборудования. При повышенной температуре нужно соблюдать щадящие режимы или обеспечивать дополнительную вентиляцию. Если замечено слишком сильное гудение, перегрев, невозможность зажечь дугу или прочие проблемы, то стоит прекратить работу и отключить оборудование от сети. Здесь может потребоваться ремонт и обслуживание сварочных трансформаторов, так как дальнейшая эксплуатация только усугубит проблему.
Популярные модели и производители
- Intertool;
- Kaiser;
- Патон;
- Дніпро-М;
- Telwin;
- Forte;
- Werk;
- Кентавр.
Сварочный трансформатор — Википедия. Что такое Сварочный трансформатор
Сварочный трансформатор — трансформатор, предназначенный для различных видов сварки.
 Сварочный трансформатор с регулированием напряжения при помощи изменения величины зазора между катушками
Сварочный трансформатор с регулированием напряжения при помощи изменения величины зазора между катушкамиСварочный трансформатор преобразует напряжение сети (220 или 380 В) в низкое напряжение, а ток из низкого — в высокий, до тысяч ампер.
Сварочный ток регулируется благодаря изменению величины либо индуктивного сопротивления, либо вторичного напряжения холостого хода трансформатора, что осуществляется посредством секционирования числа витков первичной или вторичной обмотки. Это обеспечивает ступенчатое регулирование тока.
Сварочные трансформаторы классифицируются следующим образом:
- По количеству обслуживаемых рабочих мест
- По фазности напряжения в сети: однофазные, трехфазные.
- По конструкции: с регулировкой вторичного напряжения магнитным рассеянием, регулировкой переключением количества витков, с регулируемым выходным напряжением посредством дросселя насыщения.
Характеристики
К характеристикам сварочных трансформаторов относятся:
- Коэффициент мощности
- Напряжение сети
- Вторичное напряжение
- Мощность
- Пределы регулирования тока
Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должна быть не менее 60-65 В; напряжение дуги при ручной сварке обычно не превышает 20-30 В.
Для сварки переменным током широко применяют однофазные трансформаторы, которые понижают напряжение с 220 В до величины не более 70 В. В промышленности чаще всего используют трехфазные сварочные трансформаторы, где напряжение с 380 В понижается до величины не более 70 В. Бывают и двухфазные (с объединенными в две фазы по 220 в) сварочные трансформаторы, которые понижают напряжение с 380 в до 70 В. Они отличаются между собой только величиной коэффициента преобразования напряжения и тока, вследствие разницы во входных напряжениях и, соответственно, в построении первичной обмотки; в трехфазных есть три первичные обмотки, а в однофазных и двухфазных есть только одна первичная обмотка, только с той разницей, что витков на этой обмотке в двухфазных больше, соответственно с напряжением, в первых 220 В, а во вторых 380 В.
Вольт-амперная характеристика вторичной цепи трансформаторов, должна обеспечивать ведение устойчивого сварочного процесса, учитывает статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частой смене полярности переменного тока.
Литература
- Источники питания сварочной дуги: Учебник. — М.: Высш. школа, 1982. — 182 с, ил. 40 к.
- Алексєєв Е. Д., Мельник В. І. Зварювання в промисловому будівництві. — Стройиздат, 2000. — 377 с.
- Альошин Н. П., Щербинский В. Г. Контроль якості зварювальних робіт. — М.: Вища. школа, 2006. — 167 с.
- Безпека виробничих процесів/Под ред. С. В. Бєлова — М.: Машинобудування, 1995. — 448 с.
- Блінов A. H., Лялін К. В — Організація і виробництво зварювально-монтажних робіт, — М: Стройиздат, 1998. — 343 с.
- Думова С. І. Технологія електричного зварювання плавленням. — Л.: Машинобудування, 2007. — 468 с.
Ссылки
http://www.sibelektrod.ru/publ/svarochnye_transformatory/svarochnyj_transformator_prakticheskij_spravochnik/2-1-0-71
http://www.autowelding.ru/index/0-27
Макгруп McGrp.Ru |
- Контакты
- Форум
- Разделы
- Новости
- Статьи
- Истории брендов
- Вопросы и ответы
- Опросы
- Реклама на сайте
- Система рейтингов
- Рейтинг пользователей
- Стать экспертом
- Сотрудничество
- Заказать мануал
- Добавить инструкцию
- Поиск
- Вход
- С помощью логина и пароля
Или войдите через соцсети
- Регистрация
- Главная
- Страница не найдена

- Реклама на сайте
- Контакты
- © 2015 McGrp.Ru