Давление углекислого газа при сварке полуавтоматом
- Содержимое:
- Где используется сварка углекислотой
- Техника сварки в углекислом газе
- Какое давление углекислоты при сварке
- Расход углекислоты для полуавтомата
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Где используется сварка углекислотой
Заверение о том, что сварочные полуавтоматы для сварки в среде углекислого газа применяются исключительно для ремонта кузовов автомобилей неверное. Сварка с использованием углекислоты, также применяется в следующих отраслях:
- Изготовление стальных конструкций с большим количеством сварных швов на 1 п.

- Машиностроение.
- Изготовление приборов.
- Ремонт и производство кованых конструкций: решеток, перил, ворот, ограждений и т.д.

Возможно применение сварки с использованием СО² и в других сферах производства, где особенное внимание уделяется слабому нагреву поверхности и деформации детали при ее обработке.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
- Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
 Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.Какое давление углекислоты при сварке
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки – зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа – определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла.
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель – может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм – имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих.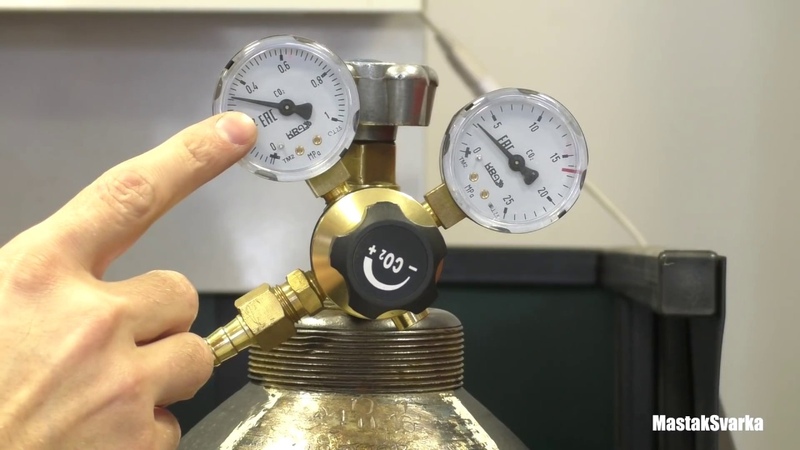 Рассмотрим основные аспекты и сущность данного метода.
Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
Содержание:
Полуавтоматическая сварка в среде защитных газов считается востребованным методом, которые обладает простой технологией. Он подходит для обработки разных металлов, при помощи него можно получить прочное и качественное сварное соединение, которое способно прослужить длительное время.
Существуют разные режимы сварки полуавтоматом в среде защитных газов, и чтобы их подобрать, была создана специальная таблица с отображением требуемых параметров. И перед тем как приступать к сварочному процессу требуется рассмотреть его основные особенности, потому что они будут оказывать влияние на итоговый результат.
Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором – MAG (metal active gas).
Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором – MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Основные параметры
Чтобы точно выбрать режимы полуавтоматической сварки стоит понимать из чего они должны состоять. Существуют определенные критерии и настройки сварочного оборудования, зная которые сварщик сможет провести все правильно.
Существуют определенные критерии и настройки сварочного оборудования, зная которые сварщик сможет провести все правильно.
Диаметр и марка проволоки
Перед тем как приступать к работам стоит разобраться с тем, какой должен быть правильный диаметр проволоки. Его показатель колеблется от 0,5 до 3 мм. Расчет режимов сварки в защитных газах обязательно должен проводиться с учетом этого показателя.
Но все же чтобы подобрать правильный диаметр проволоки стоит учитывать следующие нюансы:
- Диаметр присадочного материала стоит подбирать в соответствии с толщиной свариваемого металлического изделия.
- Стоит учитывать, что каждый диаметр имеет определенные характеристики. К примеру, во время использования проволоки с небольшим диаметром многие сварщики отмечают, что наблюдается устойчивое горение дуги и небольшое разбрызгивание металла.
- При применении проволоки с большим диаметром всегда необходимо повышать силу тока.
- Важно учитывать марку используемой проволоки. А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.
- Для сваривания изделий из низкоуглеродистой или низколегированной стали стоит применять проволоки с добавлением раскислителей. В состав должны входить такие компоненты, как кремний и марганец.
- Для обработки легированной или высоколегированной стали в среде защитных газов стоит применять проволоку, выполненную из того же металла, что и деталь, которая будет подвергаться свариванию.
 А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.
А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.Какой бы ни был использован режим газовой сварки, стоит подобрать необходимый диаметр присадочной проволоки. Это влияет на прочность соединения.
Сила, полярность и род сварочного тока
Параметры сварки полуавтомат включают правильную настройку тока, который применяется во время сваривания и обработки металлических изделий. В стандартном полуавтоматическом приборе можно самостоятельно отрегулировать показатели силы, полярности и рода сварочного тока. Но все же каждый обладает определенными критериями.
К примеру, если повысить показатели силы тока, то при проведении сварочного процесса повысится глубина провара. Сила тока увеличивается в соответствии с диаметром электрода. Кроме этого не стоит забывать про особенности металла, который применяется для сваривания.
Обязательно нужно учитывать свойства полярности и рода тока. Обычно полуавтоматический сварочный процесс осуществляется с применением защитных газов, но при этом требуется подобрать необходимые показатели постоянного тока и обратной полярности. Прямая полярность применяется в редких случаях, данные параметры сварки полуавтоматом не способны предоставить стойкое горение дуги, они ухудшают сварное соединение. Однако имеются исключения, переменный ток часто используют при работе с изделиями из алюминия.
Многие неопытные сварщики часто забывают про важный параметр – напряжение сварочной дуги. А ведь этот показатель оказывает основное влияние на степень глубины провара металла и габариты сварного шва. Не нужно устанавливать слишком высокое напряжение, это приведет к тому, что во время сварочного процесса расплавленный металл будет сильно разбрызгиваться, а в соединении появятся поры. Газовые смеси мне смогут в достаточной мере обеспечить защиту сварочной ванны. Если вы хотите правильно настроить напряжение дуги стоит ориентироваться на показатели силы тока.
Газовые смеси мне смогут в достаточной мере обеспечить защиту сварочной ванны. Если вы хотите правильно настроить напряжение дуги стоит ориентироваться на показатели силы тока.
Скоростные показатели подачи проволоки
Выполняя расчет режима сварки в углекислом газе, стоит учесть скорость подачи проволоки. Этот показатель оказывает огромное влияние на сварочный шов.
К главным особенностям скорости полуавтоматического сварочного процесса относятся:
- скоростные показатели подачи проволоки регулируются в соответствии с ГОСТами;
- этот показатель можно подобрать самостоятельно, но при этом стоит опираться на особенности металлической структуры, ее толщину;
- толстый металл требуется варить быстрее, а соединение должно быть тонким;
- при осуществлении сварки не стоит придаваться спешке, иначе электрод выйдет из области защитных газовых смесей, и это приведет к его окислению под воздействием кислорода;
- слишком медленная скорость приводит к тому, что в итоге образуется непрочный шов с пористой структурой.

Отходящие газы
Режимы сварки полуавтоматом предполагают использование газовых смесей, которые обеспечивают максимальную защиту сварочной зоны от окисления кислородом. Технология указывает, что могут применять разные газы. Но на практике часто применяется углекислый газ по ГОСТу 8050-85. К основному критерию выбора данного продукта относится его низкая стоимость и доступность. Он поставляется в баллонах.
Обязательно нужно знать какое давление в углекислотном баллоне для сварки. Показатель рабочего давления составляет 60-70 кгс/см2. На поверхности присутствует надпись с желтой окраской «Углекислота».
Какое давление углекислоты должно быть при сварке полуавтоматом можно узнать из таблицы ниже:
Также рабочее давление углекислоты при сварке полуавтоматом можно найти в специальной документации и в ГОСТах сварочных полуавтоматических приборов, которые предназначены для сварки с использованием защитных газовых смесей.
Помимо углекислоты для сварки полуавтоматом применяются другие газовые смеси, которые обладают характерными особенностями:
- аргон. Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
- гелий. Это инертный газ, который часто используется при проведении полуавтоматической сварочной технологии. Он обеспечивает получение прочных и широких сварных швов;
- различные смеси из аргона, гелия и углекислоты.
 Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;Особенности наклона электрода
Рассматривая режимы полуавтоматической сварки среде защитных газов, стоит изучить важные критерии угла наклона электрода. Частое нарушение, которое совершают новички – это удерживание электрода при сварке так, как они хотят. Но это считается грубейшей ошибкой.
Важно! Угол наклона электрода оказывает огромное влияние на глубину провара металлической структуры. Также от этого показателя зависит качество полученного сварного соединения.
Существует два вида наклона электрода – углом назад и углом вперед. При этом каждое положение обладает положительными и негативными особенностями. Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
При этом каждое положение обладает положительными и негативными особенностями. Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
При положении вперед электрод движется после сварочной ванночки, он ее защищает от проникновения вредных газовых смесей. Определенное количество шлака, попадающее впереди соединения, будет откладываться с двух сторон стыка. Если будет выделяться много шлака, то наклон уменьшается.
При удерживании электрода углом назад сварочная зона видна хуже, зато намного лучше прослеживается состояние кромок. Также наблюдается небольшая глубина провара.
Обратите внимание! Для тонких металлов рекомендуется удерживать электродом под наклоном вперед, это положение считается наиболее подходящим. А вот углом назад можно сваривать металлические изделия с любой толщиной.
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла. Важное условие сварки – использование защитного газа и тока с обратной полярностью.
Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.
Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.
Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.
Во время технологии используется ток с обратной полярностью, смеси из защитных газов.
Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.
Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений.
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
- При проведении сварки рекомендуется использовать ток с обратной полярностью.
- Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
- Самый большой вылет проволоки должен быть не больше 12 мм.
- Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
- При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
- Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
- Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
- При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
 Этот способ наклона стоит использовать для тонких металлов.
Этот способ наклона стоит использовать для тонких металлов.Плюсы и минусы
Полуавтоматическая сварка в среде защитных газов имеет положительные и негативные качества. Среди плюсов стоит выделить:
Среди плюсов стоит выделить:
- технология обладает высокой производительностью;
- она позволяет получить отличное сварное соединение. Правильная регулировка сварочного полуавтомата обеспечивает рациональный ввод легирующих элементов и раскислителей через проволоку;
- не требуется применять флюсы и покрытия. Это значит, что нет необходимости очищать сварную зону от шлака;
- высокая эффективность;
- подходит для работы с разными сталями и металлами.
Но имеются некоторые минусы:
- аппаратура обладает сложным устройством, для ее настройки требуется иметь навыки и знания;
- требуется защита при работе на открытых площадках;
- дополнительные затраты на защиту для глаз.
Проведение полуавтоматической сварочной технологии требует соблюдения важных режимов, от которых зависит качество и прочность соединения. Каждый сварщик должен знать диаметр проволоки, силу тока, полярность, виды защитных газов, а также какое давление углекислого газа должно применяться при сварке полуавтоматом.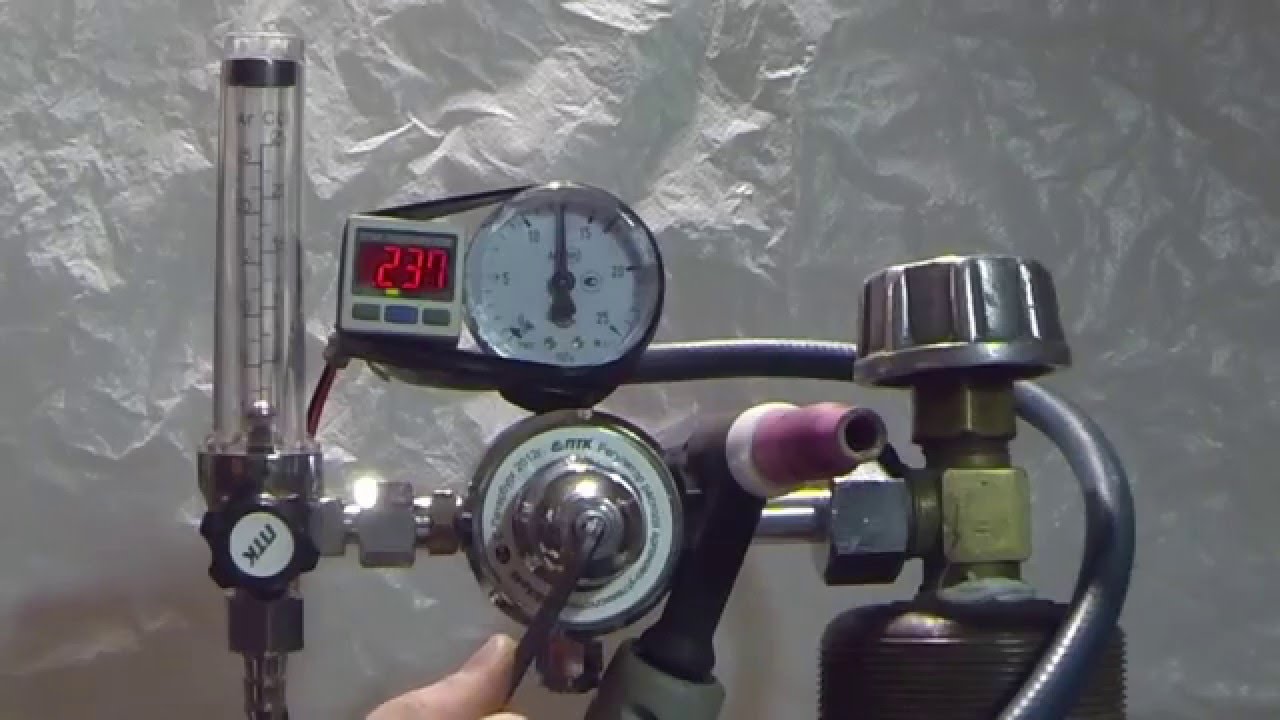 Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Интересное видео
Как измерить давление полуавтоматическим тонометром
Приобретая тонометр, каждый человек рассчитывает на то, что с помощью этого прибора он сможет быстро и легко измерить артериальное давление. И это не удивительно – современные тонометры для того и созданы, чтобы облегчить жизнь пользователю и сделать процедуру измерения давления максимально комфортной. Однако, несмотря на простоту в использовании, перед началом измерения важно ознакомиться с инструкцией и основными правилами.
Полуавтоматический тонометр часто называют чем-то средним между механическим и автоматическим прибором. Но по методу измерения и определения результатов он все же больше схож с автоматом. Как же происходит процесс измерения давления полуавтоматом, и какие правила важно соблюдать при этом?
- Во-первых, нужно правильно закрепить манжету на плечо. Для этого руку следует освободить от одежды и, надевая на нее манжету, не затягивать ее слишком туго. Нижний край манжеты должен быть выше локтевого сгиба на 2-3 см. Руку нужно положить на плоскую поверхность, чтобы она не висела в воздухе.
- Во время измерения важно принять удобную позу (лучше всего сидя), поставить ноги на пол, а спину облокотить. При этом разговаривать и двигаться запрещается, так как это может сказаться на полученных результатах.
- В руку нужно вложить грушу и, нажав кнопку Старт, начать накачивать воздух в манжету. Если вы знаете свое нормальное давление, накачайте воздух примерно на 40 мм рт.ст. больше.
- После этого отложите грушу и продолжайте сидеть спокойно. Тонометр сам выпустит воздух из манжеты и вычислит результат измерения, после чего выведет его на экран.
- Если тонометр оснащен памятью, результаты автоматически зафиксируются в приборе. Если такой функции нет, запишите полученные показания на бумаге.
Важно также помнить, что перед измерением давления нужно исключить любые физические нагрузки, алкоголь и напитки с кофеином. Кушать можно не меньше чем за полчаса до измерения. Некоторые пациенты пренебрегают этими факторами, а то и вовсе не знают о них. Но результаты измерения могут сильно исказиться, если перед этим вы поднялись пешком по ступенькам, выпили крепкий кофе или даже плотно поели.
Кушать можно не меньше чем за полчаса до измерения. Некоторые пациенты пренебрегают этими факторами, а то и вовсе не знают о них. Но результаты измерения могут сильно исказиться, если перед этим вы поднялись пешком по ступенькам, выпили крепкий кофе или даже плотно поели.
В целом полуавтоматический тонометр – очень удобный прибор, к кому же он не уступает в точности другим моделям. А при правильном использовании полуавтомат станет незаменимым помощником в вашем доме. В нашем ассортименте есть модели популярных швейцарских брендов:
Какой тонометр лучше выбрать для дома
Выбирая тонометр для домашнего пользования, необходимо знать, какое устройство для измерения давления вам больше подходит. Важно определиться, тонометр автоматический или полуавтоматический — какой лучше. Разберемся в целесообразности использования полуавтомата и автомата.
Виды тонометров
В продаже есть несколько видов, которые делятся на три основные группы:
- Механические приборы, где воздух подается с помощью груши.
- Полуавтоматического принципа действия с необходимостью накачивать грушу.
- Автоматическое устройство.

Каждый прибор по-своему хорош, но в то же время, они имеют присущие только им недостатки, о которых расскажем ниже.
Преимущества и недостатки полуавтоматических тонометров
Полуавтоматический тонометр
К достоинствам можно отнести:
- Стоимость устройства намного ниже, чем у автомата.
- Для получения информации требуется не много времени.
- В устройствах предусмотрена функция сохранения последних результатов измерения.
Существуют и определенные недостатки:
- Небольшая погрешность в показаниях, если сравнивать с механическим устройством.
- Работать грушей нужно самостоятельно, или в этом должен помогать другой человек.
Преимущества и недостатки автоматических тонометров
Автоматический тонометр
[adinserter block=»2″]
Сегодня многие предпочитают пользоваться автоматическим прибором, считая его хорошим тонометром, по сравнению со старыми устройствами. Такой прибор действительно обладает несколькими преимуществами, к которым относятся:
Такой прибор действительно обладает несколькими преимуществами, к которым относятся:
- Нет необходимости работать грушей или просить об этом кого-либо: воздух подается в автоматическом режиме. Прибором могут пользоваться практически все возрастные категории людей.
- Аппарат можно использовать, укрепив на плече, надев на запястье или закрепив на пальце.
Крепление аппарата на плече – наиболее приемлемый вариант использования. Особенно для тех, кто страдает сердечно-сосудистыми заболеваниями.
- Автоматический аппарат — небольших размеров. Им можно пользоваться в домашних условиях и брать с собой в поездку.
- Компактное устройство имеет большой экран, на котором хорошо видны все показания.
- Результаты измеренного давления очень точные.
- Работать можно, не снимая одежду.
В качестве питания в автомате используются пальчиковые батарейки. К недостаткам прибора этого типа можно отнести:
- Более высокая погрешность показаний в сравнении с механическими и полуавтоматическими устройствами.
- Высокая стоимость прибора.
- Регулярная смена элементов питания, что не совсем удобно.

Любым из описанных аппаратов можно измерять артериальное давление в домашних условиях.
Выбираем правильно
Важным аспектом выбора устройства того или иного принципа действия является частота использования аппарата. Немаловажно и для людей какого возраста предназначен тонометр.
Сможет ли каждый, без помощи других работать грушей, накачивая воздух в манжет. Естественно, многих волнует опрос, сколько денег из семейного бюджета уйдет на покупку.
Правила использования
Какой бы тонометр вы ни выбрали — тот, который самостоятельно нагнетает воздух, или устройство иного принципа действия, при измерении необходимо придерживаться некоторых несложных правил:
- курильщикам не рекомендуется курить за полчаса до процедуры измерения давления. Специалисты советуют также не употреблять крепкие напитки, чай, кофе за 30 минут до процедуры;
- измерение давления и результаты будут недостоверными, если вы устали, и/или непосредственно перед процедурой измерения занимались физической работой. Необходимо некоторое время для стабилизации организма;
- не стоит измерять артериальное давление сразу после еды. Наиболее точными будут показания, если процесс выполняется с соблюдением рекомендаций врачей: измерять давление, сидя в спокойном, уравновешенном состоянии;
- врачи говорят о целесообразности проведения трех тестов с интервалом в десять минут. В этом случае получается среднее значение измерений;
- показания измеренного артериального давления на левой и правой руке несколько отличаются. Левше удобнее крепить манжет на правой руке, а правше, наоборот, на левой;
- если работаете плечевым тонометром, рука должна находиться на столе, а середина манжета располагаться на уровне сердца. Если не придерживаться этого расположения, то показания будут с погрешностью;
 Необходимо некоторое время для стабилизации организма;
Необходимо некоторое время для стабилизации организма;[adinserter block=»3″]
- нельзя сильно затягивать манжет. В то же время, он не должен болтаться на руке. Нельзя разговаривать во время процедуры, это может сказаться на результате;
- сидя на стуле, необходимо максимально расслабится и выровнять спину. Если спина в согнутом положении, то пережимаются крупные кровеносные сосуды живота. Повышается внутрибрюшное давление, влияющее на конечный результат;
- ноги необходимо ставить под углом 90 градусов, скрещивать нельзя — из-за этого пережимаются крупные кровеносные артерии, следовательно, показатели давления будут завышены.
 Если спина в согнутом положении, то пережимаются крупные кровеносные сосуды живота. Повышается внутрибрюшное давление, влияющее на конечный результат;
Если спина в согнутом положении, то пережимаются крупные кровеносные сосуды живота. Повышается внутрибрюшное давление, влияющее на конечный результат;Соблюдение этих несложных рекомендаций даст положительный результат – точные показания артериального давления.
В заключение
Полуавтоматический аппарат
Покупатель должен самостоятельно ответить на вопрос, какой тонометр для него лучше — автомат или, возможно, полуавтомат, каким устройством удобнее всего пользоваться всем членам семьи.
выбираем углекислотный редуктор для полуавтоматической сварки
Знать все о редукторах для полуавтомата надо каждому сварщику, даже на начальном этапе. Необходимо понимать четко, как выбирать углекислотный редуктор для полуавтоматической сварки и другие типы таких устройств. Для начала же необходимо разобраться с их техническим исполнением.
Необходимо понимать четко, как выбирать углекислотный редуктор для полуавтоматической сварки и другие типы таких устройств. Для начала же необходимо разобраться с их техническим исполнением.
Особенности
Главная функция, которую имеет любой редуктор для полуавтомата, — это точная регулировка давления углекислоты или иного газа, подаваемого на полуавтомат. Регулируют его не только в плане понижения или повышения, но и в плане стабилизации. Редукторный блок на сварочном посту содержит:
- клапаны впуска и выпуска;
- камеры с регулировочными мембранами;
- уплотнительные элементы;
- верхние и управляющие пружины;
- штуцеры для подсоединения;
- наружный корпус;
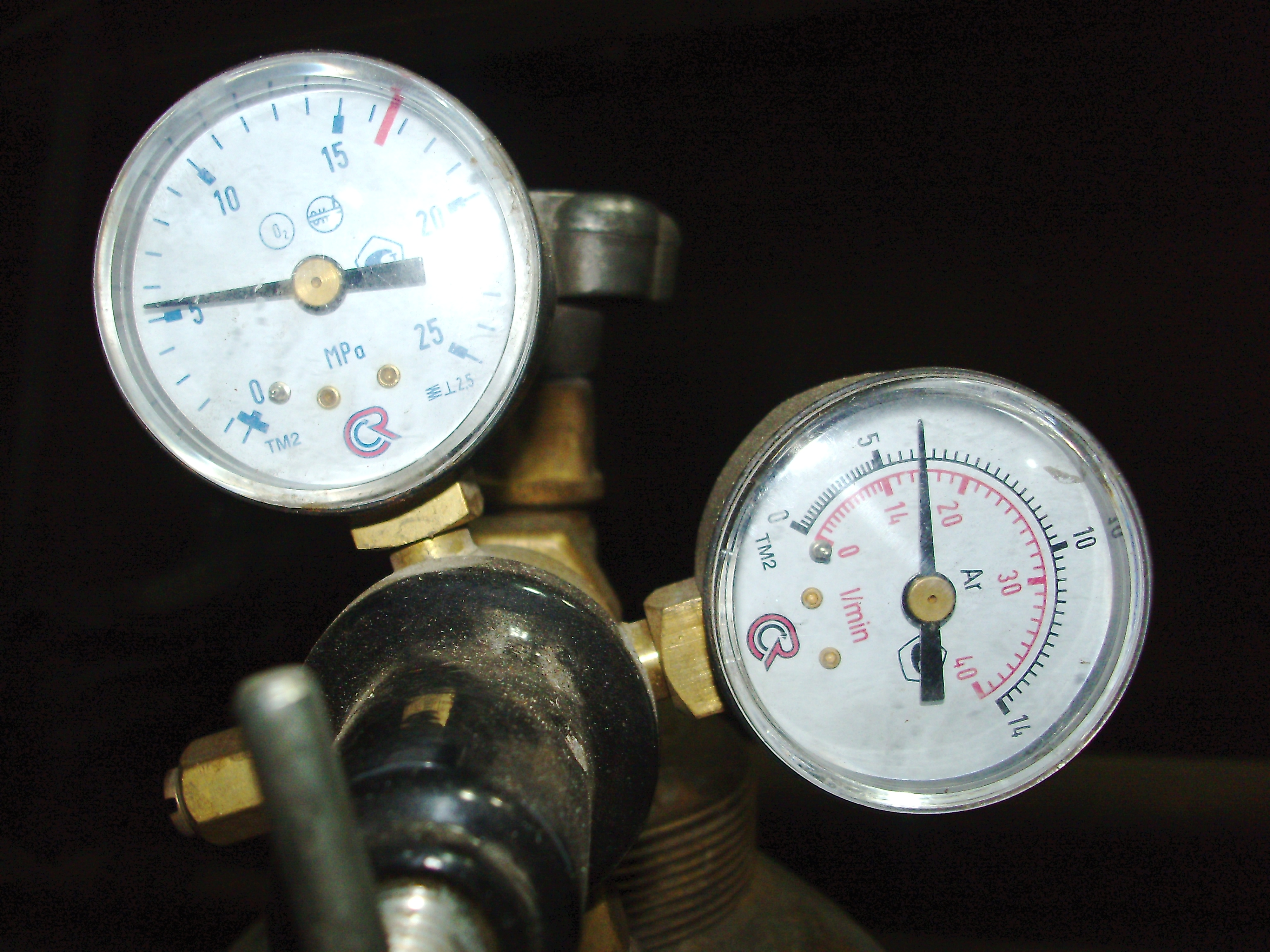
- манометры;
- вентиль, обеспечивающий ручное открытие или закрытие магистрали.
Простой аппарат имеет одну рабочую камеру. Газ из баллона движется внутрь прибора под давлением, задаваемым манометром входа. Далее он оказывается в начальном штуцере, а после прохождения камеры газовый поток встречает сопротивление особой пружины. Поскольку напор оказывается достаточно велик, пружина отдавливается, и начинается свободное поступление струи в особую полость. Сечение камеры многократно крупнее, чем диаметр на вводе в штуцер, и потому второй манометр регистрирует сокращение давления.
Газ из баллона движется внутрь прибора под давлением, задаваемым манометром входа. Далее он оказывается в начальном штуцере, а после прохождения камеры газовый поток встречает сопротивление особой пружины. Поскольку напор оказывается достаточно велик, пружина отдавливается, и начинается свободное поступление струи в особую полость. Сечение камеры многократно крупнее, чем диаметр на вводе в штуцер, и потому второй манометр регистрирует сокращение давления.
Особый винт позволяет отрегулировать степень натягивания главной пружины. Она приспосабливается к исходному баллонному давлению. Пружина управления идет вниз одновременно с мембраной. Потому газовый поток может беспрепятственно поступать к запирающему вентилю. Далее он поступает на горелку. Мембрана редуктора делается из стойкой к маслу резины и точно позиционируется по отношению к выходу.
Постепенно давление внутри баллона понижается. В результате верхняя пружина может опуститься, корректируя площадь сечения на впускном проходе. Редуктором можно управлять и вручную. Винт для этого вкручивают или выкручивают определенным образом.
Редуктором можно управлять и вручную. Винт для этого вкручивают или выкручивают определенным образом.
Надо только ориентироваться на текущие параметры, которые выдает манометр.
Виды и маркировка
Для полуавтоматической сварки может применяться редуктор с различным числом камер. В подавляющем большинстве случаев применяют однокамерные модификации. Но в ряде случаев критически важна стабильность использования оборудования при низкой температуре. В такой ситуации наиболее привлекательны двухкамерные модели. Отсеки обычно располагают по последовательной схеме.
В любом случае редуктор должен отвечать нормам:
- ГОСТ 12.2. 052-81;
- ГОСТ 13861-89;
- ISO 2503-83.
 052-81;
052-81;Углекислотные сварочные редукторы различают еще и по условиям применения. Рамповые модели используют на сварочных участках многопостового типа. Сетевые устройства получают газовый поток от стационарной магистрали, которая сообщается с углекислотной промышленной станцией. На небольших рабочих площадках, на строительных площадках и в быту применяют баллонные редукторные узлы. Их преимущественно проектируют из расчета на несколько меньший удельный расход СО2 и на небольшой разброс газового давления.
Открытие и герметизация клапанного узла впуска может происходить по прямой или по обратной методике. Вторая разновидность только что описана выше. При «прямом сценарии» этапы работы меняют порядок. Подобное решение намного менее удобно. Его применяют потому существенно реже.
Кислородный редуктор устроен практически так же, как углекислотный аналог. Разница касается преимущественно методов подключения к вентилям и числа применяемых манометров (1 или 2). Редукторы для кислорода должны отвечать повышенным эксплуатационным требованиям. Причина проста: кислород не может находиться в сжиженном состоянии, и потому внутри баллона давление достигает иногда 200 атмосфер. Для сравнения: у углекислоты этот показатель составляет 70-80 атмосфер.
Разница касается преимущественно методов подключения к вентилям и числа применяемых манометров (1 или 2). Редукторы для кислорода должны отвечать повышенным эксплуатационным требованиям. Причина проста: кислород не может находиться в сжиженном состоянии, и потому внутри баллона давление достигает иногда 200 атмосфер. Для сравнения: у углекислоты этот показатель составляет 70-80 атмосфер.
Если попытаться направить кислород в углекислотный редуктор, уплотнительные мембраны постепенно будут разрушаться. А вот противоположная замена (закачка диоксида углерода через кислородный редуктор) вполне допускается. Надо только понимать, что редукторный блок для кислорода соединяется с баллоном посредством хомута. Безопасный в плане взрывов и пожаров углекислый газ подают при подсоединении откидной гайкой.
Если критична чистота поступающего вещества, необходимы специальные фильтры.
Российская промышленность поставляет различные модели редукторов. Популярностью пользуется УР 6-6. Корпус формируют из особого сплава, который отлично удерживает тепломеханические воздействия. Прочие параметры:
Популярностью пользуется УР 6-6. Корпус формируют из особого сплава, который отлично удерживает тепломеханические воздействия. Прочие параметры:
- неоднородность газового давления максимум 0,3;
- предохраняющий блок срабатывает при показателе 1200 КПа;
- благодаря двум манометрическим узлам проще влиять на давление углекислоты;
- предельный пропуск газа — 6 м3 за час.
Если обычной функциональности не хватает, необходимо применять не простые редукторы, а регулирующие устройства с ротаметрами. Они демонстрируют расход газа немедленно. Стоимость подобных аппаратов, однако, заметно выше. Отверстие внутри дросселя тщательно калибруется.
Иногда газовый поток подогревается за счет электрического модуля.
Как выбрать?
Основное внимание надо уделять тому, как устроен регулирующий винт. На нем в идеале должна быть невыпадающая резьба. Если она выпадает, велик риск выкручивания седла. Полезен и вспомогательный запорный вентиль. Предельно актуально учитывать цветовую маркировку редукторного узла:
На нем в идеале должна быть невыпадающая резьба. Если она выпадает, велик риск выкручивания седла. Полезен и вспомогательный запорный вентиль. Предельно актуально учитывать цветовую маркировку редукторного узла:
- голубой с черным шрифтом — кислород;
- черные тона и синеватая маркировка — аргон инженерного класса;
- красный шрифт на белом фоне — ацетилен;
- белый шрифт на темном — сырой аргон;
- желтая надпись на темном основании — двуокись углерода.
Стоит учесть ограниченную взаимозаменяемость редукторов различных типов. Теоретически не возбраняется заменять кислородный редуктор аргоновым и наоборот. Однако рассчитанное на кислород устройство будет работать ощутимо хуже, как только давление опустится до 1 бар и ниже. Хорошее устройство для чистого аргона — АР-40-2. Если же нужно использовать как аргон, так и углекислоту, оптимальным выбором может стать АР-40/У-30.
Теоретически не возбраняется заменять кислородный редуктор аргоновым и наоборот. Однако рассчитанное на кислород устройство будет работать ощутимо хуже, как только давление опустится до 1 бар и ниже. Хорошее устройство для чистого аргона — АР-40-2. Если же нужно использовать как аргон, так и углекислоту, оптимальным выбором может стать АР-40/У-30.
На специализированных производственных участках применяют УР-6-4ДМ и аналогичные устройства. Модели иногда имеют пару ротаметров. Не стоит думать, что они позволяют подавать газ сразу на две разные горелки. Цель совсем другая — использование для особо ответственных конструкций. К одному расходному узлу добавляют горелку, а через второй идет поддув с другой стороны.
О том, как настроить давление на редукторе для сварки, вы можете узнать ниже.
 youtube.com/embed/3I_vauZHW0w?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/3I_vauZHW0w?modestbranding=1&iv_load_policy=3&rel=0″/>
советы по выбору для сварщика
Редуктор, в глобальном смысле слова, это устройство, изменяющее какой-либо физический показатель, обычно в сторону его уменьшения или понижения (редуцирование).
Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.
Цветовая маркировка
По сути своей редуктор — это регулятор давления смеси для сварки. Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Безусловно, лучшим решением будет выбирать для баллона с определенным газом только специально предназначенный для него редуктор. Существует строгая система цветовой маркировки:
Существует строгая система цветовой маркировки:
- голубой цвет с черной надписью — кислород;
- белый с красным текстом — ацетилен;
- черный с синей надписью — технический аргон;
- черный с белой надписью — сырой аргон;
- черный с желтой надписью — углекислота (СО2).
В зависимости от того, применяется ли вами газовая сварка, аргонодуговая либо сварка в углекислоте, выбирайте соответствующий редуктор.
На рынке или в магазине это легко сделать по цвету — цвет редуктора ля сварки соответствует цвету баллона, для которого он предназначен. Голубой — для кислорода, черный — для аргона (он же подойдет для углекислого газа), и так далее.
Возможна ли взаимозаменяемость
Некоторые виды сварочных редукторов взаимозаменяемы, но далеко не все. Так, вместо специализированного редуктора СО2 для сварки допустимо использовать кислородный, но обратную замену производить категорически нельзя.
Кислород — химически активное вещество, сильнейший окислитель, поэтому для работы с ними используются специальные металлы и сплавы. К тому же кислород закачивается в газовые баллоны под давлением, превышающим этот же параметр для углекислоты более чем в 2 раза.
К тому же кислород закачивается в газовые баллоны под давлением, превышающим этот же параметр для углекислоты более чем в 2 раза.
Сварочный редуктор для углекислого газа, накрученный на кислородный баллон, может продержаться, в зависимости от его качества, от нескольких часов до пары недель. Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить.
Во избежание ошибочных действий сварщика на редукторах для горючих и негорючих газов делается разная резьба. Для горючих — левая, для негорючих, соответственно, правая.
Аналогичная резьба и в баллонах ля резки и сварки. При этом кислородный редуктор имеет правую резьбу. Кислород не горит сам по себе, но поддерживает горение. В некоторых условиях он взрывоопасен.
Кислородный редуктор, используемый во время сварки с углекислотным баллоном, ждет другая угроза. Углекислота вызывает промерзание контактирующих с ней деталей до -60 °C. Поскольку регулятор давления, предназначенный для кислорода, и не должен выдерживать такого режима работы, он также начнет разрушаться.
Углекислота вызывает промерзание контактирующих с ней деталей до -60 °C. Поскольку регулятор давления, предназначенный для кислорода, и не должен выдерживать такого режима работы, он также начнет разрушаться.
Что выбрать
Считается, что для бытовых условий сварки — кратковременных, эпизодических операций — подойдет любое устройство, которое совпадет по резьбе с баллоном.
Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить.
Типичным примером такого редуктора, предназначенного для работы с СО2, является очень известный и популярный среди сварщиков старой закалки УР 6-6.
Он компактный, недорогой, а благодаря наличию двух манометров позволяет довольно удобно определять расход «на глаз». Для бытовой сварки высокая точность не нужна. Один манометр при этом показывает остаточное давление в баллоне, а второй ориентирован на демонстрацию расхода газа — литр в минуту.
Один манометр при этом показывает остаточное давление в баллоне, а второй ориентирован на демонстрацию расхода газа — литр в минуту.
Кислородный и аргоновый регуляторы ля сварки теоретически взаимозаменяемы. При этом кислородный будет работать хуже с падением давления в баллоне до критической точки около 1 атмосферы.
В качестве примера аргонового редуктора для сварки можно назвать АР-40-2 отечественного производства. Существует и действительно универсальный регулятор давления — АР-40/У-30 (аргоновый редуктор/углекислотный). Он выдержит и перепады температур, и высокое давление.
Если нет ограничений по финансам, а объем сварочных работ предполагается высоким, то стоит предпочесть устройство не с дополнительным манометром, а с ротаметром.
Ротаметр значительно точнее показывает расход газовой смеси, поскольку работает по иным принципам — он делает измерения в режиме реального времени. Такими приборами пользуются профессионалы.
Такими приборами пользуются профессионалы.
Разновидности редукторов, выбор и отличия от регуляторов
Многие обладатели сварочных полуавтоматов, умельцы газовой и аргонодуговой сварки не понаслышке знакомы с устройством подачи газа для своих устройств. Для многих новичков мы уже описывали способы подготовки и настройки сварочного полуавтомата а так же правила ухода за ним, но у некоторых посетителей остались вопросы по подключению газового баллона к п/а и выбору редуктора для баллона.
Поэтому в данной статье мы опишем назначение и разновидности редукторов для газовых баллонов, а в конце статьи приведем общие выводы по выбору редуктора и по подключению баллона с углекислым газом к полуавтомату.
Что из себя представляет редуктор
Редуктор — это устройство для понижения давления газа или газовой смеси, на выходе из какой-либо ёмкости (например, в баллоне или газопроводе), до рабочего давления и его автоматического поддержания в постоянном состоянии, независимо от изменения давления газа в баллоне или газопроводе.
Какие бывают виды редукторов
- Воздушный редуктор — используется на промышленных предприятиях для понижения давления воздуха и поддержания его постоянным в воздушных сетях и коммуникациях, а также в подводном плавании для понижения давления дыхательной смеси.
- Кислородный редуктор — используется на разного рода предприятиях (особенно много в машиностроении и металлургии) для проведения автогенных работ (газовой сварки, резки и пайки), а также в медицине и подводном плавании.
- Пропановый редуктор — используется на разного рода предприятиях (особенно много в машиностроении и металлургии) для проведения автогенных работ (резки, пайки и подогрева) при строительстве (для укладки битумных покрытий) или в быту (газовые плиты). Бывают с постоянно заданным рабочим давлением (устанавливается на заводе-изготовителе) и с возможностью регулировки давления в диапазоне 0-3 кгс/см2.
- Ацетиленовый редуктор — используется на разного рода предприятиях (особенно много в коммунальных хозяйствах) для газовой сварки и резки трубопроводов.

Важно знать, что редуктор держит рабочее давление, но не показывает расход газа, что крайне важно для любого производства и мастерской. Для того, что бы знать уровень расхода газа или смеси необходимо устанавливать регулятор.
Регулятор – устройство по назначению идентичное с редуктором, но кроме удерживания рабочего давления (редуцирования) он также показывает и расход газа. А это как раз важно и для контроля расходов на сварку, и для некоторых технологий сварки тоже.
Главные выводы:
Таким образом, при выборе между редуктором и регулятором, человеку с необъемными и редкими работами по сварке подойдет редуктор. Если, помещение все время отапливается — то можно установить редуктор на баллон даже без подогрева (к примеру, редуктор БКО-50-МГ), если рабочее помещение не отапливаемое или возможны работы на улице – то, необходимо устанавливать редуктор с подогревом. Подогрев необходим для правильной работы редуктора и выхода из горячей сварочной ванны вредных примесей
Регулятор, так же подойдет для бытовых и нечастых работ по сварке, но его стоимость несколько выше.
На производствах установка регуляторов на баллоны с газом и прочих подобных устройствах обязательна, и так же следует учесть температуру в помещении, по принципу редуктора, возможно, понадобится подогрев (к примеру, регулятор БАМЗ У-30/АР-40-П).
механические, полуавтомат-ие, автоматические. Какой лучше?
Сегодня мы расскажем о достоинствах и недостатках тонометров с различным типом механизма: автоматические, полуавтоматические, механическийе. Начнём с механических приборов.
Достоинства: надёжность и доступность по цене.
Недостатки:
- Результат измерений АД таким пробором напрямую зависит от профессионализма измеряющего, человеческий фактор при измерении давления таким прибором играет решающую роль.
- Измерять давление себе механическим тонометром крайне неудобно, но всё же можно приспособиться.
- Выбирать данный тип тонометра нет смысла людям с ослабленным слухом: им будет сложно уловить тоны, определяющие верхнее и нижнее давление.
- Людям с плохим зрением этот тип прибора также покупать не стоит.

Полуавтоматические электронные тонометры.
Достоинства: бюджетные и более компактные приборы, с возможностью более долгой работы на батарейках.
Недостатки:
- Погрешность измерения, связанная с наличием человеческого фактора, всё же присутствует, но меньше, чем при использовании механического тонометра.
- Для уменьшения погрешности измерений следует в точности соблюдать рекомендации производителей по использованию электронных тонометров
Автоматические электронные тонометры.
Достоинства:
- удобные
- роль человека в процессе измерения давления сведена к минимуму
- обеспечивает очень высокую точность измерений
- оснащены дополнительными функциями: памяти, индикатор аритмии, возможность делать 3 замера с определёнными интервалами времени и выводить на табло средний результат и др.
- подойдут тем, у кого проблемы со слухом и зрением, некоторые модели автоматических тонометров оснащены возможностью голосового сообщения результатов

Недостатки:
- дороже, чем механические и полуавтоматические приборы
Приходите в наши магазины «Польза», наши консультанты с удовольствием помогут Вам подобрать модель тонометра с тем функционалом и в рамках такого бюджета, который максимально соответствует вашим индивидуальным потребностям и возможностям. Ознакомится с асортиментом и ценами наших магазинов вы можете на сайте polza-shop.by в разделе тонометры.
Полуавтоматический пистолет | оружие | Britannica
Полуавтоматический пистолет , пистолет, в котором используется отдача или отдача со свободным затвором для разряда пустого патрона, перезарядки и взведения ствола после каждого выстрела. Полуавтоматический пистолет датируется самым концом 19 века, когда развитие боеприпасов сделало возможным патроны и пули, которые могли плавно подавать или переключаться с помощью механизма самозарядки
Есть несколько пистолетов, которые являются полностью автоматическими, то есть способными совершать циклические действия и стрелять из пистолета. Магазин патронов при однократном нажатии на спусковой крючок.Хотя его часто называют «автоматическим», обычный полуавтоматический пистолет производит только один выстрел при каждом нажатии на спусковой крючок. В отличие от полуавтоматических винтовок и дробовиков, полуавтоматические пистолеты практически никогда не работают на дымовых газах. Скорее, они чаще всего используют режим работы со свободным затвором, в котором затвор или затвор заблокированы в боевом положении, но могут быть отброшены назад тем же импульсом энергии, который толкает пулю вперед. Тяга назад выбрасывает использованный патрон из патронника, сохраняя энергию в пружине, которая, в свою очередь, выдвигает затвор вперед и вводит новый патрон в патронник.
Магазин патронов при однократном нажатии на спусковой крючок.Хотя его часто называют «автоматическим», обычный полуавтоматический пистолет производит только один выстрел при каждом нажатии на спусковой крючок. В отличие от полуавтоматических винтовок и дробовиков, полуавтоматические пистолеты практически никогда не работают на дымовых газах. Скорее, они чаще всего используют режим работы со свободным затвором, в котором затвор или затвор заблокированы в боевом положении, но могут быть отброшены назад тем же импульсом энергии, который толкает пулю вперед. Тяга назад выбрасывает использованный патрон из патронника, сохраняя энергию в пружине, которая, в свою очередь, выдвигает затвор вперед и вводит новый патрон в патронник.
При откатном способе действия затвор запирается со стволом в момент выстрела. Таким образом, когда отдача ружья заставляет ствол двигаться назад, затвор перемещается вместе с ним. Как только давление газов в стволе упадет до безопасного уровня, затвор отпирается от ствола и продолжает движение назад, в то время как ствол прекращает движение. Движение назад выбрасывает использованный патрон и нагружает пружину, которая снова толкает блок затвора вперед, тем самым заряжая, взводя и запирая деталь для повторного выстрела.
Движение назад выбрасывает использованный патрон и нагружает пружину, которая снова толкает блок затвора вперед, тем самым заряжая, взводя и запирая деталь для повторного выстрела.
Полуавтоматические пистолеты ценятся, потому что они могут содержать больше боеприпасов в их магазинах, чем револьверы могут в их цилиндрах, и из-за их превосходной скорости стрельбы. Однако, за исключением целевых орудий, их точность значительно ниже, чем у револьверов в опытных руках. Кроме того, невозможно сразу определить, заряжен ли полуавтоматический пистолет, как это возможно в случае с револьвером. Полуавтоматические пистолеты выпускаются под патроны, обычно от 0,22 до 0,45 калибра и их метрических эквивалентов.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчасПолуавтоматическая этикетировочная машина, чувствительная к давлению, для круглых продуктов от Liquid Packaging Solutions
Полуавтоматическая этикетировочная машина, чувствительная к давлению для круглых продуктов от Liquid Packaging Solutions| Общие типы жидкостей | Низкая вязкость | Вязкость высокая |
|---|---|---|
| Вода при 70 ° F | 1 | 5 |
| Кровь или керосин | 10 | 10 |
| Антифриз или этиленгликоль | 15 | 15 |
| Моторное масло SAE 10 или кукурузный сироп | 50 | 100 |
| Моторное масло SAE 30 или кленовый сироп | 150 | 200 |
| Моторное масло SAE 40 или касторовое масло | 250 | 500 |
| Моторное масло SAE 60 или глицерин | 1000 | 2000 |
| Кукурузный сироп или мед Каро | 2000 | 3000 |
| Черная меласса | 5000 | 10 000 |
| Шоколадный сироп Hershey | 10 000 | 25 000 |
| Кетчуп Heinz или французская горчица * | 50 000 | 70 000 |
| Томатная паста или арахисовое масло | 150 000 | 200 000 |
| Шортенинг Crisco или сало | 1 000 000 | 2 000 000 |
| Состав для уплотнения | 5 000 000 | 10 000 000 |
| Оконная замазка | 100 000 000 | 100000000+ |
Ручной и полуавтоматический анализаторы давления паров
- Автоматические анализаторы Ручной анализатор
- и полуавтоматический анализатор
- Дополнительные инструменты
- Анилин
- Битум
- Калориметрия
- Центрифуга
- Холодное поведение
- Колориметрия
- Коррозия
- Деэмульгируемость и вспенивание
- Денсиметрия
- Дистилляция
- Температура воспламенения
- Резинка — резина
- Гидрометры
- сжиженный газ
- Консистентные смазки
и масла - Окисление
- Проникновение
- Остатки
- Ржавчина
- Осадки
- сера
- Термометры
- Давление пара
- Давление паров
нефтепродуктов
(метод Рейда)
- Давление паров
- Вискозиметрия
- Вода
- Воск
- Методы
- Индекс
- Загрузить
- О нас
- Работайте с нами
- Контакт
- Поиск
- Карта сайта
Датчик давления паров сжиженного нефтяного газа
→ СУГ
- LT / VP-174000-A / M -B / M -C / M
Давление паров нефтепродуктов (метод Рейда)
- LT / RC-179000-A / M -B / M -C / M
Как использовать полуавтоматический тонометр ADC 6012
Продолжая традиции качества, полуавтоматический тонометр 6012 от American Diagnostic Corporation позволяет измерять пульс, систолическое и диастолическое давление. Компактный и простой в использовании блок надувается вручную и саморегулируется, что обеспечивает удобный и точный мониторинг.
Компактный и простой в использовании блок надувается вручную и саморегулируется, что обеспечивает удобный и точный мониторинг.
Как настроить и использовать полуавтоматический тонометр ADC 6012
- Откройте крышку батарейного отсека снизу устройства и вставьте 4 батарейки типа «AA».
- Закройте крышку аккумуляторного отсека и убедитесь, что предупреждение о разрядке аккумулятора не отображается.
- Удерживайте кнопку включения / выключения, чтобы проверить все элементы дисплея.
- Вставьте трубку манжеты в отверстие сбоку устройства.
- Снимите одежду с плеча и сядьте в расслабленном положении.
- Используйте ту же руку и в одно и то же время дня для повторной проверки точности.
- Поместите манжету на плечо так, чтобы трубка была обращена к нижнему плечу.
- Убедитесь, что белая полоса на манжете находится прямо над плечевой артерией.
- Потяните манжету, чтобы затянуть и закрепить застежку на липучке.
- Нажмите кнопку включения / выключения и дождитесь короткого сигнала и мигания «0».
- С помощью груши накачайте манжету как минимум до 16–180 мм рт. Ст., Как показано на дисплее.
- Позвольте устройству автоматически сдуть воздух до появления показаний.

Как устранить неполадки полуавтоматического тонометра ADC 6012
- Если во время тестирования отображается стрелка вверх, используйте грушу для дальнейшего накачивания манжеты.
- Если отображается «Hi», вручную спустите воздух из манжеты, поскольку она чрезмерно накачана.
- Если отображается «Er 1», систолическое давление было определено, но давление в манжете упало ниже 20 мм рт. Проверьте трубку, чтобы убедиться, что она вставлена, и повторите тест.
- Если отображается «Er 2», давление в манжете упало ниже 20 мм рт. Ст. Без измерения. Проверьте уровень выпуска и повторите тест.
- Если дисплей остается пустым, проверьте батареи и положение.
- Если при использовании груши давление не повышается, проверьте соединение трубки.

Примечания:
- Всегда оставайтесь неподвижными в течение короткого времени перед и во время тестирования, чтобы обеспечить точность показаний.
- Положите руку на кресло-подлокотник, стол или стол во время тестирования, чтобы нормализовать давление.
- Запишите показания вручную, указав дату, время, систолическое, диастолическое давление и пульс.
Сравнение манжетно-осциллометрического и микрофонного методов — Университет Тохоку
TY — JOUR
T1 — Клиническая оценка полуавтоматических и автоматических устройств для измерения артериального давления в домашних условиях
T2 — Сравнение манжетно-осциллометрического и микрофонного методов
AU — Imai , Yutaka
AU — Abe, Keishi
AU — Sasaki, Shuichi
AU — Minami, Naoyoshi
AU — Munakata, Masanori
AU — Sakuma, Hiromichi
AU — Hashim Хироши
AU — Имаи, Кейко
AU — Yoshinaga, Kaoru
N1 — Авторские права:
Авторские права 2017 Elsevier B. В., Все права защищены.
В., Все права защищены.
PY — 1989/12
Y1 — 1989/12
N2 — Точность и надежность значений артериального давления (АД) оценивалась путем сравнения значений, полученных с помощью восьми автоматических или полуавтоматических устройств, предназначенных для измерения АД в домашних условиях (четыре микрофонных устройства на основе метода звука Короткова и четырех манжетно-осциллометрических приборов) с результатами, полученными аускультативным методом с использованием стандартного ртутного сфигмоманометра. Значения систолического артериального давления (САД), полученные с помощью микрофонных устройств, хорошо совпадали со значениями, полученными аускультативным методом.Однако эти устройства вызвали определенную долю ошибок при измерении диастолического артериального давления (ДАД), что иногда приводило к результатам, по крайней мере, на 25 мм рт. Ст. Выше, чем при использовании стандартного метода. Наиболее частыми причинами этого явления были аускультативный (беззвучный) разрыв и слабый звук Короткова после фазы IV. Микрофонное устройство с конденсаторным микрофоном, встроенным в манометр, показало сравнительно хорошие акустические характеристики для определения ДАД. Все манжетно-осциллометрические устройства продемонстрировали минимальную разницу средних значений и постоянную величину s.d. средней разницы для ДАД без существенных отличий от аускультативного метода. Однако средние различия и стандартные отклонения при измерениях САД с использованием манжетно-осциллометрических устройств были относительно большими, чем полученные с использованием некоторых микрофонных устройств. Кроме того, направление средних различий в измерениях от результатов, полученных с помощью аускультативного метода, отличалось. Ошибка, относящаяся к аускультативному методу, как правило, воспроизводилась у одних и тех же испытуемых как с микрофоном, так и с манжетными осциллометрическими устройствами.Эти результаты показывают, что практикующие врачи должны выбрать наиболее подходящий метод и / или устройство, принимая во внимание факторы, которые могут вызвать ошибку измерения в отношении аускультативного метода у каждого субъекта, а затем должны оценить, по крайней мере, один раз разницу в значениях АД.
Микрофонное устройство с конденсаторным микрофоном, встроенным в манометр, показало сравнительно хорошие акустические характеристики для определения ДАД. Все манжетно-осциллометрические устройства продемонстрировали минимальную разницу средних значений и постоянную величину s.d. средней разницы для ДАД без существенных отличий от аускультативного метода. Однако средние различия и стандартные отклонения при измерениях САД с использованием манжетно-осциллометрических устройств были относительно большими, чем полученные с использованием некоторых микрофонных устройств. Кроме того, направление средних различий в измерениях от результатов, полученных с помощью аускультативного метода, отличалось. Ошибка, относящаяся к аускультативному методу, как правило, воспроизводилась у одних и тех же испытуемых как с микрофоном, так и с манжетными осциллометрическими устройствами.Эти результаты показывают, что практикующие врачи должны выбрать наиболее подходящий метод и / или устройство, принимая во внимание факторы, которые могут вызвать ошибку измерения в отношении аускультативного метода у каждого субъекта, а затем должны оценить, по крайней мере, один раз разницу в значениях АД. получено аускультативным методом и с помощью аппарата. В будущем в бытовых приборах измерения артериального давления для определения САД должен использоваться микрофонный метод, тогда как метод, сочетающий микрофон с манжетно-осциллометрическим устройством, тем самым компенсируя недостаток звукового сигнала Короткова с сигналом пульсовой волны, должен быть рекомендованным для измерения ДАД.
получено аускультативным методом и с помощью аппарата. В будущем в бытовых приборах измерения артериального давления для определения САД должен использоваться микрофонный метод, тогда как метод, сочетающий микрофон с манжетно-осциллометрическим устройством, тем самым компенсируя недостаток звукового сигнала Короткова с сигналом пульсовой волны, должен быть рекомендованным для измерения ДАД.
AB — Точность и надежность значений артериального давления (АД) оценивалась путем сравнения значений, полученных с помощью восьми автоматических или полуавтоматических устройств, предназначенных для измерения АД в домашних условиях (четыре микрофонных устройства, основанные на методе звука Короткова и четыре манжетно-осциллометрических устройства) с результатами, полученными аускультативным методом с использованием стандартного ртутного сфигмоманометра. Значения систолического артериального давления (САД), полученные с помощью микрофонных устройств, хорошо совпадали со значениями, полученными аускультативным методом. Однако эти устройства вызвали определенную долю ошибок при измерении диастолического артериального давления (ДАД), что иногда приводило к результатам, по крайней мере, на 25 мм рт. Ст. Выше, чем при использовании стандартного метода. Наиболее частыми причинами этого явления были аускультативный (беззвучный) разрыв и слабый звук Короткова после фазы IV. Микрофонное устройство с конденсаторным микрофоном, встроенным в манометр, показало сравнительно хорошие акустические характеристики для определения ДАД. Все манжетно-осциллометрические устройства продемонстрировали минимальную разницу средних значений и постоянную величину s.d. средней разницы для ДАД без существенных отличий от аускультативного метода. Однако средние различия и стандартные отклонения при измерениях САД с использованием манжетно-осциллометрических устройств были относительно большими, чем полученные с использованием некоторых микрофонных устройств. Кроме того, направление средних различий в измерениях от результатов, полученных с помощью аускультативного метода, отличалось.
Однако эти устройства вызвали определенную долю ошибок при измерении диастолического артериального давления (ДАД), что иногда приводило к результатам, по крайней мере, на 25 мм рт. Ст. Выше, чем при использовании стандартного метода. Наиболее частыми причинами этого явления были аускультативный (беззвучный) разрыв и слабый звук Короткова после фазы IV. Микрофонное устройство с конденсаторным микрофоном, встроенным в манометр, показало сравнительно хорошие акустические характеристики для определения ДАД. Все манжетно-осциллометрические устройства продемонстрировали минимальную разницу средних значений и постоянную величину s.d. средней разницы для ДАД без существенных отличий от аускультативного метода. Однако средние различия и стандартные отклонения при измерениях САД с использованием манжетно-осциллометрических устройств были относительно большими, чем полученные с использованием некоторых микрофонных устройств. Кроме того, направление средних различий в измерениях от результатов, полученных с помощью аускультативного метода, отличалось. Ошибка, относящаяся к аускультативному методу, как правило, воспроизводилась у одних и тех же испытуемых как с микрофоном, так и с манжетными осциллометрическими устройствами.Эти результаты показывают, что практикующие врачи должны выбрать наиболее подходящий метод и / или устройство, принимая во внимание факторы, которые могут вызвать ошибку измерения в отношении аускультативного метода у каждого субъекта, а затем должны оценить, по крайней мере, один раз разницу в значениях АД. получено аускультативным методом и с помощью аппарата. В будущем в бытовых приборах измерения артериального давления для определения САД должен использоваться микрофонный метод, тогда как метод, сочетающий микрофон с манжетно-осциллометрическим устройством, тем самым компенсируя недостаток звукового сигнала Короткова с сигналом пульсовой волны, должен быть рекомендованным для измерения ДАД.
Ошибка, относящаяся к аускультативному методу, как правило, воспроизводилась у одних и тех же испытуемых как с микрофоном, так и с манжетными осциллометрическими устройствами.Эти результаты показывают, что практикующие врачи должны выбрать наиболее подходящий метод и / или устройство, принимая во внимание факторы, которые могут вызвать ошибку измерения в отношении аускультативного метода у каждого субъекта, а затем должны оценить, по крайней мере, один раз разницу в значениях АД. получено аускультативным методом и с помощью аппарата. В будущем в бытовых приборах измерения артериального давления для определения САД должен использоваться микрофонный метод, тогда как метод, сочетающий микрофон с манжетно-осциллометрическим устройством, тем самым компенсируя недостаток звукового сигнала Короткова с сигналом пульсовой волны, должен быть рекомендованным для измерения ДАД.
KW — Аускультативный метод
KW — Автоматический прибор
KW — Манжетно-осциллометрический метод
KW — Домашнее артериальное давление
KW — Микрофонный метод
KW — Самостоятельное измерение
KW — Полуавтомат
U 9000 http://www. scopus.com/inward/record.url?scp=0024892784&partnerID=8YFLogxK
scopus.com/inward/record.url?scp=0024892784&partnerID=8YFLogxK
UR — http://www.scopus.com/inward/citedby.url?scp=0024892784&partnerID=8YFLogxK
U2 10.1097 / 00004872-198912000-00009
DO — 10.1097 / 00004872-198912000-00009
M3 — Артикул
C2 — 2628499
AN — SCOPUS: 0024892784
VL — 7
SP — 983
EP — 990
JO — Журнал гипертензии
JO — 9 Журнал гипертонии
SN — 0263-6352
IS — 12
ER —
Полуавтоматическая и автоматическая эспрессо-машина: кто делает ставку?
КофемашиныEspresso имеют довольно интересную историю, претерпев ряд инноваций, прежде чем они достигли современных красот, которые мы видим сегодня.Они пришли, чтобы обеспечить ощущение контроля и удобства, которое было невозможно при старых методах ручного пивоварения.
Конечно, с этими нововведениями возникли споры о том, как лучше всего варить эспрессо. Основной раскол возник вокруг полуавтоматов и автоматов.
Мы здесь, чтобы показать вам различия в автоматизации дробеструйной обработки и определить, какая машина, вероятно, подойдет вам лучше всего.
В начале…
История кофемашины эспрессо началась в эпоху пара с человека по имени Анджело Мориондо.Ему приписывают создание первой итерации современной кофемашины эспрессо, в которой использовался пар, более высокое давление и плотно уложенная гуща.
Луиджи Беззерра и Дезидерио Павони усовершенствовали дизайн Мориондо. Они усовершенствовали многие ключевые элементы современных кофемашин эспрессо, включая портафильтр, клапан сброса давления и паровую трубку.
Achille Gaggia (торговая марка, существующая до сих пор), наконец, представила управляемый бариста пружинно-поршневой рычаг, улучшающий контроль давления.Здесь ожили «выстрелы» и шумиха вокруг сливок.
Стандарты
Независимо от того, какая машина сделает ваш шот, хорошая машина будет использовать аналогичный процесс и параметры заваривания для достижения наилучшего эспрессо.
Чтобы сделать выстрел, вода при 190 ° -200 ° F прокачивается через «шайбу» (плотно упакованный диск) из очень тонко измельченных кофейных зерен. Это делается при давлении не менее 9 атмосфер и дает около 30 грамм эспрессо (если только это не лунго или ристретто).
Полуавтомат
Полуавтоматы были разработаны как усовершенствование конструкции Gaggia. В 1961 году Эрнесто Валенте разработал конструкцию, в которой использовался моторизованный насосный механизм, который избавил бариста от необходимости вручную накачивать поршень для достижения давления, необходимого для выстрела.
Это конструкция, на которой до сих пор базируются полуавтоматы. Бариста просто использует кнопку или рычаг, чтобы начать съемку, и решает, когда ее остановить.
Вторая часть — вот что действительно отличает полуавтоматику от полностью и супер-автоматики.Бариста, а не автомат, решает, когда именно сделать снимок.
Эти машины также обычно требуют, чтобы вы измельчали и утрамбовывали (прижимайте гущу, чтобы образовалась шайба, о которой мы упоминали ранее) ваших собственных зерен.
Сейчас полуавтоматика чаще используется в коммерческих целях и, как правило, имеет больше групповых голов, которые делают несколько выстрелов одновременно или в непосредственной близости.
Полностью автоматический
Очевидно, что полностью автоматические машины — это следующий шаг в автоматизированном пивоварении.Они устраняют необходимость вручную контролировать время заваривания.
Эти машины имеют то, что часто называют «расходомером». Расходомер отслеживает и контролирует, сколько воды проходит через шайбу, и останавливает поток, когда необходимое количество фильтруется.
Хотя эти машины автоматизируют процесс пивоварения, они НЕ делают за вас всю работу. Вам все равно придется перемалывать и утрамбовывать собственные зерна, как в полуавтоматическом режиме.
Кроме того, многие из этих машин имеют функции полуавтоматического резервирования (верно и обратное).Таким образом, эти два часто упоминаются в разделе другого, посвященном сайтам покупки, и некоторые машины просто продаются как «полностью автоматические».
Супер-автоматический
В отличие от полностью автоматики, суперавтоматические машины МОГУТ сделать почти все за вас. У них те же возможности, что и у полностью автоматических устройств (на самом деле эти термины часто используются как синонимы).
Однако полуавтоматы обычно имеют несколько «дополнительных» функций, которые делают их еще более удобными. Большинство из них утрамбовывают землю за вас, а многие даже перемалывают бобы.
Некоторые суперавтоматики также имеют автоматические вспениватели молока или пароварки, которые добавляют молочный элемент прямо в вашу чашку. Кроме того, многие из опций более высокого уровня обладают высокой степенью программируемости, к которой вы можете получить доступ через дисплей на машине.
Как выбрать
Образ жизни
Если у вас очень загруженный образ жизни, утрамбовывать и перемалывать бобы вам, вероятно, не поможет. В этом случае лучше всего подойдет супер-автомат.
С другой стороны, если вы хотите, чтобы приготовление эспрессо было «моментом» вашего дня, попробуйте полуавтоматический режим. Эти машины обеспечат вам более тесную связь с вашим пивоваренным опытом, поскольку вы гораздо более вовлечены.
Эти машины обеспечат вам более тесную связь с вашим пивоваренным опытом, поскольку вы гораздо более вовлечены.
Ищете что-то среднее? Попробуйте полностью автоматическую машину с функциями полуавтоматического резервного копирования (или наоборот).
Стоимость
В качестве основы суперавтомат будет дороже, чем полуавтомат.Машины с более автоматическими функциями обычно находятся где-то посередине.
Однако вам, возможно, придется приобрести определенные аксессуары, такие как шлифовальный станок, чтобы идти в комплекте с вашим станком, особенно полуавтоматические. Так что имейте это в виду перед покупкой.
Независимо от того, какую машину вы выберете, есть вероятность, что она окупится в течение года, если вы регулярно посещаете кофейню. На наш взгляд, на это определенно стоит сэкономить.
Вердикт
Мы лично рекомендуем приобрести полуавтоматическую кофемашину, если вы чувствуете нюансы эспрессо.Они дают вам максимальный контроль над вашим пивом.
Кроме того, если вы готовы потратиться на высококачественный полуавтомат, у вас, вероятно, также будут полностью автоматические функции, которые можно использовать, когда вы больше заняты.
Счастливого кофеина!
Руководство по противодавлению (изобарическое) наполнение
Момент наполнения- В это время баллон наполняется практически только сжатым CO2 при, скажем, 2.Давление от 2 до 3,0 бар.
- В баллон был закачан газ, чтобы наполнить его CO2, и мы удалили вредный кислород.
- Клапан в верхней части заправочного бака имеет вентиляцию, позволяющую выходить кислородом.
- Это также увеличивает давление в баллоне до давления наполнения. Затем ввод CO2 закрывается.
- Клапан розлива открывается, позволяя пиву стекать в бутылку. Давление медленно сбрасывается вентиляционным отверстием, позволяя СО2 выйти, а пиву течь и заменить СО2 в бутылке.Поскольку во время наполнения бутылка остается под давлением, пенообразование сводится к минимуму. Когда бутылка заполнена, клапан подачи жидкого напитка закрыт.
- Оставшееся давление сбрасывается из вентиляционного отверстия и на бутылку закрывается крышка. Для некоторых продуктов небольшое вспенивание перед укупоркой (например, при розливе пива) вызывается тонкой струей теплой воды. Эта маленькая пена вытесняет кислород, который мог осесть в горлышке бутылки между наполнением и укупоркой.
- Закрытые бутылки обычно моют снаружи тонкой струей воды при выходе из наполнителя, чтобы удалить любые сладкие или липкие остатки, которые могли осесть на внешней поверхности бутылки.Если их не удалить, эти отложения вскоре станут сухими и липкими, что приведет к обесцвечиванию бутылки и этикетки.
- Поскольку на этом этапе бутылка наполняется, при надевании и закрытии крышки происходит лишь небольшое вспенивание.
 Когда бутылка заполнена, клапан подачи жидкого напитка закрыт.
Когда бутылка заполнена, клапан подачи жидкого напитка закрыт. Любое изменение давления в любом газированном продукте при его наполнении в бутылке или другом контейнере неизбежно вызовет расширение любого содержащийся в нем газ и образование пены (пузырьки газа в продукте). Чем теплее продукт, тем сильнее будет эффект вспенивания.
Чем теплее продукт, тем сильнее будет эффект вспенивания.
Некоторые продукты более чувствительны к образованию пены, чем другие. , как правило, , чем выше уровень белков в напитке, тем выше чувствительность к образованию пены. Пиво более чувствительно, чем газированная вода, некоторые сорта пива более чувствительны, чем другие, опять же, в зависимости от уровня белков, содержащихся в пиве. Это одна из основных причин, по которым у микропивоваров возникают начальные трудности со стабилизацией условий розлива своих продуктов. , когда они начинают разливать свои продукты в бутылки, поскольку партии пива, произведенные вручную, часто различаются по уровню протеина от одной рецептуры к другой и от от одной партии к другой.
Также высокое содержание сахара Безалкогольные напитки страдают от того же состояния, например, Кола продуктов, как известно, чувствительны к образованию пены из-за их высокого содержания сахара, и Квас в Восточной Европе также является солодовый ржаной напиток с высоким содержанием белка и легко вспенивается при розливе.
- Охладите продукт больше, если вы получите пену .Большинство сортов пива лучше всего разливать при температуре 2 ° C из резервуаров для хранения и при температуре 3-4 ° C в бутылке.
- Стабилизируйте колебания колебаний давления между резервуаром для хранения, блоком карбонизации (если используется для карбонизации продукта) и разливочной машиной.
- Для этого мы используем два класса инструментов либо устанавливаем регулирующий клапан внутри входного патрубка наполнителя, чтобы постоянно регулировать поток продукта под давлением к наполнителю (этот метод, однако, зарезервирован для более высокого уровня высокоскоростных разливочных машин, так как это дорого) или пневматический насос для подачи продукта , который обеспечивает плавную и постоянную подачу пива или другого вспенивающегося продукта в наполнитель. Это также довольно дорогое решение (обычно пневматический насос стоит в 7 раз дороже центробежного винтового насоса эквивалентной мощности), но решает множество проблем и упрощает производство для неопытных операторов или новичков в процессе розлива .
- Добавление обратного клапана на входе разливочной машины , чтобы избежать «волн» продукта, колеблющегося назад и вперед от карбонатора к наполнителю.
 Это также довольно дорогое решение (обычно пневматический насос стоит в 7 раз дороже центробежного винтового насоса эквивалентной мощности), но решает множество проблем и упрощает производство для неопытных операторов или новичков в процессе розлива .
Это также довольно дорогое решение (обычно пневматический насос стоит в 7 раз дороже центробежного винтового насоса эквивалентной мощности), но решает множество проблем и упрощает производство для неопытных операторов или новичков в процессе розлива .Не путать с предварительной откачкой воздуха из бутылок перед розливом, деаэрация воды является важной частью процесс газирования большинства напитков на водной основе.
В то время как пиво, вино и сидр в большей или меньшей степени насыщены СО2 в процессе их производства (вино, пиво и сидр производят алкоголь в результате ферментации сахара и выделяют в воздух углекислый газ), безалкогольные напитки или газированная вода не насыщены СО2.
Вода обычно насыщена воздухом. Если вы не верите, вскипятите немного воды для приготовления риса или макарон. Пузырьки, которые вы видите на выходе , — это не пар , а пузырьки воздуха, которые расширяются и выходят из воды.Попробуйте снова вскипятить ту же воду на следующий день, и пузырьки не будут выходить, вы увидите только нормальные термики горячей воды. Воздух ушел навсегда.
Таким образом, если вы попытаетесь газировать воду сразу же, когда она выходит из крана или источника, у вас будет очень плохой результат.
Вода в этом случае уже насыщена воздухом (который в ней растворен, чем холоднее жидкость, тем больше газа она принимает, прежде чем станет насыщенной) и, как вы знаете, когда жидкость насыщена газом, если вы залейте в него лишний газ, газ не растворяется — он отбраковывается.
Деаэратор и карбонатор производительностью 1000 литров в час
Итак, что происходит, когда вы открываете бутылку с водой, которая была плохо газирована без предварительной деаэрации? Вы увидите вспышку CO2, а затем вода быстро исчезнет. Не лучший результат для ваших маркетинговых усилий и для ваших клиентов!
Не лучший результат для ваших маркетинговых усилий и для ваших клиентов!
Чтобы исправить эту ситуацию , любая вода, которая должна быть газирована , либо сама по себе, либо готовящаяся к смешиванию ее с фруктами и другими ингредиентами для производства безалкогольного напитка, необходимо обработать, чтобы сначала удалить воздух, растворенный в воде. воду, прежде чем можно будет ее газировать.
Это достигается путем добавления второй колонны перед блоком колонны карбонизации.
Этот блок подготовки называется ДЕАЭРАТОРНЫЙ БЛОК и состоит из колонны, которая извлекает воздух из воды с помощью вакуумного насоса.
Вода сбрасывается сверху внутрь перфорированной нержавеющей стали. труба, размещенная внутри основной колонны, в форме пончика (труба в трубе), а вакуумный насос, расположенный в верхней части деаэраторной колонны, забирает воздух из воды, который затем всасывается из колонны с помощью вторичный насос и направляется в установку карбонизации.