Дефектоскопия радиационная — Справочник химика 21
Классификация методов контроля качества сварных соединений по их эффективности дана в табл. 27, а их назначение в зависимости от категории ответственности сосудов и аппаратов и соответствующей длины контролируемых швов — в табл. 28. Контроль осуществляют следующими методами ультразвуковым (УЗД), радиационными рентгенографией (Рг), рентгенотелевизионными (Рт), гаммаграфией (Гг), бетатронной дефектоскопией (Бд), с использованием линейных ускорителей (Лу) магнитными и электромагнитными магнитно-порошковым (Мп), магнитографическим (Мг) капиллярными (Кд) люминисцентным, цветным. [c.191]На всех нефтеперерабатывающих и нефтехимических предприятиях созданы службы неразрушающих методов контроля, которые оснащены необходимыми средствами дефектоскопии, нормативными, методическими и инструктивными материалами по контролю оборудования. Парк дефектоскопических приборов на заводах постоянно пополняется и обновляется более современными приборами в соответствии с рекомендациями, ежегодно рассылаемыми ВНИКТИнефтехимоборудования всем предприятиям отрасли.
Радиационные методы. Радиометрическая дефектоскопия -метод получения информации о внутреннем состоянии контролируемого объекта, просвечиваемого ионизирующим излучением. Метод основан на взаимодействии ионизирующего излучения с объектом и преобразовании радиационного изображения в радиографический снимок или запись этого изображения на запоминающем устройстве с последующим преобразованием в световое изображение. Проникающие излучения (рентгеновские, поток нейтронов, гамма и бетта -лучи), проходя через объект и взаимодействуя с атомами его материалов, несут различную информацию о внутреннем строении вещества и наличии в нем скрытых дефектов. Для обеспечения наглядности и воспроизведения внутреннего строения объекта применяют метод рентгеновской вычислительной томографии, основанный на обработке теневых проекций, полученных при просвечивании объекта в различных направлениях. Наиболее распространенными в мащиностроении радиационными методами являются рентгенография, рентгеноскопия, гамма-контроль. Их применяют для контроля сварных и паяных швов, качества сборочных работ, состояния закрытых полостей агрегатов стенок аппаратов. Наибольшее применение нашли рентгеновские аппараты и гамма-дефектоскопы. Применение методов и средств радиационной дефектоскопии регламентировано стандартами [51-56].
Проникающие излучения (рентгеновские, поток нейтронов, гамма и бетта -лучи), проходя через объект и взаимодействуя с атомами его материалов, несут различную информацию о внутреннем строении вещества и наличии в нем скрытых дефектов. Для обеспечения наглядности и воспроизведения внутреннего строения объекта применяют метод рентгеновской вычислительной томографии, основанный на обработке теневых проекций, полученных при просвечивании объекта в различных направлениях. Наиболее распространенными в мащиностроении радиационными методами являются рентгенография, рентгеноскопия, гамма-контроль. Их применяют для контроля сварных и паяных швов, качества сборочных работ, состояния закрытых полостей агрегатов стенок аппаратов. Наибольшее применение нашли рентгеновские аппараты и гамма-дефектоскопы. Применение методов и средств радиационной дефектоскопии регламентировано стандартами [51-56].
ГОСТ 20426-82. Контроль неразрушающий.
 Методы дефектоскопии радиационные. [c.21]
Методы дефектоскопии радиационные. [c.21]Зону, в которой обнаружены источники повышенной акустической эмиссии, необходимо проверить штатными методами диагностики (ультразвуковой дефектоскопией, радиационными методами контроля и т.д.) для окончательного установления местоположения дефекта и его идентификации. [c.33]
Электролюминесцентные экраны не нашли широкого применения в радиационной дефектоскопии. Значительно большее распространение получили установки, использующие в качестве преобразователя рентген-видиконы. Их разрешающая способность приближается к разрешающей способности рентгеновских пленок. Данные о чувствительности установок различного типа приведены ниже. [c.240]
ГАММА-ЛУЧИ (v-лучи) — электромагнитное излучение с о чень короткими длинами волн (до 1 А), испускаемое атомными ядрами при радиоактивных превращениях и ядерных реакциях. Г.-л., в отличие от а- и р-лучей, не отклоняются в электрических и магнитных полях и имеют большую проникающую способность. Г.-л. используются для обнаружения внутренних дефектов изделий (гамма-дефектоскопия), в медицине для гамма-терапии злокачественных опухолей, в пищевой промышленности для консервирования продуктов и др. В химии Г.-л. применяют для инициирования радиационно-химических реакций. Источником Y-лучей служат радиоактивные изотопы Со, и др. Способы индикации Г.-л. сходны с рентгеновским излучением. .)
Г.-л. используются для обнаружения внутренних дефектов изделий (гамма-дефектоскопия), в медицине для гамма-терапии злокачественных опухолей, в пищевой промышленности для консервирования продуктов и др. В химии Г.-л. применяют для инициирования радиационно-химических реакций. Источником Y-лучей служат радиоактивные изотопы Со, и др. Способы индикации Г.-л. сходны с рентгеновским излучением. .)
ГОСТ 20426-82. Контроль неразрушающий. Радиационные методы дефектоскопии. Область применения. [c.102]
Одно из цовых направлений промышленного применения рентгеновского излучения для диагностирования — сканирующая радиационная дефектоскопия. Действие сканирующих систем, как уже говорилось, сводится к последовательному облучению поверхности контролируемого объекта тонким лучом ионизирующего-излучения. Сигнал детектора преобразуется, откладывается в цифровой или аналоговой памяти и выдается на экран. [c.34]
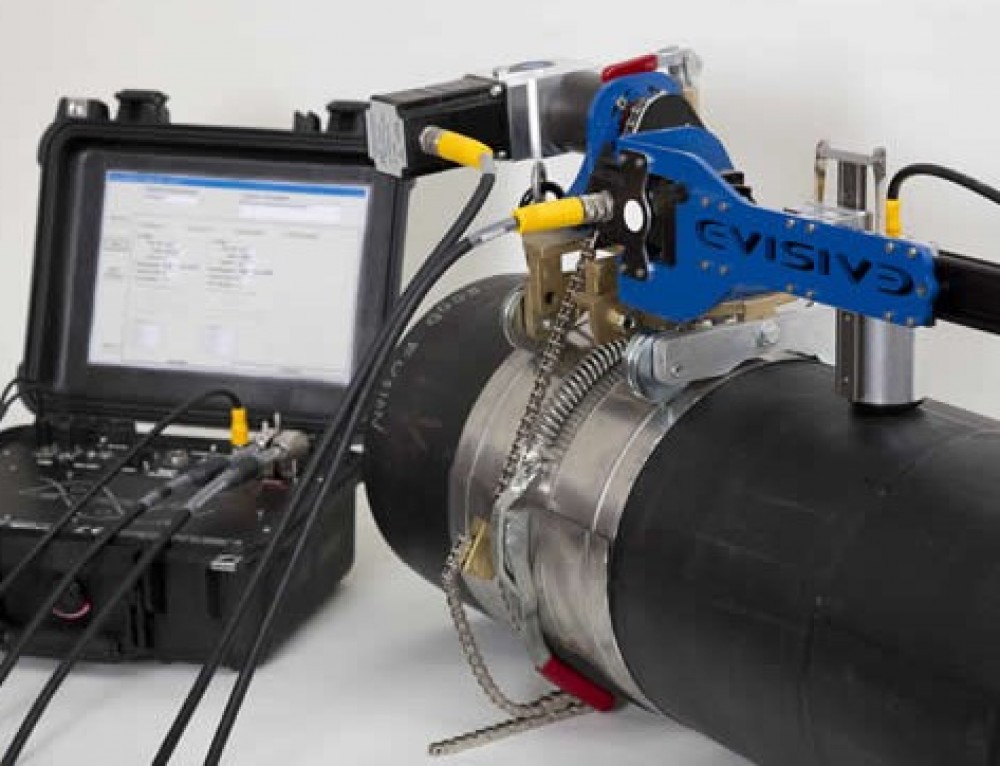
Современные приборы по обнаружению отложений и дефектов в трубах базируются на методах радиационной, ультразвуковой и магнитной дефектоскопии, регистрации инфракрасного излучения.
Для панорамного просвечивания кольцевых сварных соединений сосудов и обечаек используют передвижные или стационарные приспособления, в которых закрепляют рентгеновские трубки или радиационные головки гамма-дефектоскопов (рис. 76). Они имеют механизмы для перемещения источников излучения в вертикальном и горизонтальном направлениях. [c.110]
Общими дефектами для слитка и отливки являются неметаллические включения. Они возникают от недостаточной очистки зеркала расплавленного металла от шлака и флюса перед разливкой, плохого отвода их в процессе разливки. К включениям относят также окислы железа и различных металлов, добавляемых в процессе плавки, частицы огнеупорного и формовочного материала, электродов и т. п. Специфическим типом включений являются окисные плены в виде тонких и хрупких прослоек окисленного металла.
Для каждого снимка в документ контроля необходимо записывать следующие основные данные, облегчающие расшифровку результатов просвечивания материал и толщину стенки сосуда, эталонную чувствительность, время просвечивания, силу тока и напряжение рентгеновской трубки или характеристики радиоактивного источника, фокусное расстояние, тип пленки и экрана и схему просвечивания. Расшифровка снимков является наиболее ответственной операцией контроля и производится обычно высококвалифицированными специалистами по радиационной дефектоскопии, хорошо знающими требования, предъявляемые к качеству продукции, выпускаемой заводом.
Внутренние трещины выявляют радиационными и ультразвуковыми методами дефектоскопии. Трещины исправляют вырубкой и подваркой металла с обязательным последующим контролем на отсутствие трещин в местах ремонта. [c.26]
Крупногабаритные аппараты химических производств (реакционные колонны, теплообменники, скрубберы и пр.) работают в условиях высоких давлений, повышенных температур, взрывоопасных и агрессивных сред. Поэтому основные детали аппаратов монтажные цапфы, основные и крепежные шпильки, линзы и обтюраторы, трубы и фитинги подвергают комплексному неразрушающему контролю с применением магнитного, ультразвукового, радиационных и других методов. На рис. 127 приведен схематический чертеж реакционной колонны на давление 325 ат с обозначением деталей, подвергающихся дефектоскопии.
Если применение радиационных методов контроля требует специальных мер защиты оператора и соблюдения определенных санитарных правил, то при ультразвуковом контроле этого не требуется. Однако при выполнении операций вручную оператор испытывает большое нервное напряжение, так как он вынужден постоянно наблюдать за изображением на экране дефектоскопа, одновременно выполнять сканирование и оценивать результаты. [c.195]
Однако при выполнении операций вручную оператор испытывает большое нервное напряжение, так как он вынужден постоянно наблюдать за изображением на экране дефектоскопа, одновременно выполнять сканирование и оценивать результаты. [c.195]
Важную роль в повышении технического уровня приборов неразрушающего контроля играют стандарты на основные технические требования (ГОСТы ОТТ), система которых разработана и введена Госстандартом в 1985—1987 гг. ГОСТы ОТТ разработаны на ультразвуковые, электромагнитные, радиационные и т. п. дефектоскопы, толщиномеры и другие типы приборов, являющиеся основными средствами неразрушающего контроля. В этих стандартах предусмотрено планомерное улучшение основных технических параметров, чтобы сначала достичь передового международного уровня, а затем превзойти его. Несоответствие прибора ГОСТу ОТТ автоматически лишает его возможности претендовать на высокую категорию качества, а следовательно, влияет на прибыль и фонд экономического стимулирования предприятия-изготовителя прибора.
Инфракрасная дефектоскопия применяется для обнаружения скрытых пузырей, расслоений при обкатке шин на стенках. Для этого при помощи радиационного пирометра измеряется температура всей поверхности горячей покрышки, вынутой из пресс-формы. Пирометр посылает сигналы на усилитель и записывающий аппарат, который записывает температуру на ленте в виде кривой линии. Пики на кривой указывают на расположение дефектов в покрышке. [c.237]
Чугун. Наличие графитных включений затрудняет дефектоскопию чугуна всех типов, кроме белого, который применяют сравнительно редко. Например, при радиационном контроле скопления графитных включений, расположенных по ходу лучей проникающего излучения, могут быть ошибочно классифицированы как дефект. Поэтому чувствительность всех методов дефектоскопии при контроле чугуна понижена. Особенно затруднен ультразвуковой контроль наличием ложных сигналов от графитных включений, его проводят на пониженных (0,5—2 МГц) частотах. [c.26]
[c.26]
Как уже говорилось, в отливке и слитке существуют усадочные раковины, вблизи их поверхности возникает усадочная рыхлота. Распространяясь в глубину слитка, рыхлота образует хвост . Поверхность раковины и рыхлого металла сильно окислена и при дальнейшей обработке давлением этот дефект не заваривается, поэтому часть слитка, содержащую раковину и рыхлоту, удаляют. Количество отрезаемого металла определяют чаще всего на основании имеющегося опыта изготовления подобных слитков. При этом для устранения раковины с запасом обрезают также часть здорового металла. Применение радиационного или ультразвукового контроля позволяет более точно определить местоположение усадочной раковины и избежать удаления излишков металла. Полноту удаления рыхлоты проверяют путем контроля места отрезки -методами поверхностей дефектоскопии (визуальными, магнитопорошковыми, капиллярными, вихретоковыми). [c.24]
В отливках усадочную раковину вместе рыхлотой стремятся вывести в литниковую часть. Попадание их в основной металл отливки является дефектом, обнаруживаемым визуально, поверхностными или радиационным методами дефектоскопии. Дефект исправляют вырубкой части металла с последующей подваркой. Причиной попадания усадочной раковины или рыхлоты в металл отливки может быть недостаточное питание жидким металлом в процессе кристаллизации, неправильная конструкция литниковой системы. [c.24]
Попадание их в основной металл отливки является дефектом, обнаруживаемым визуально, поверхностными или радиационным методами дефектоскопии. Дефект исправляют вырубкой части металла с последующей подваркой. Причиной попадания усадочной раковины или рыхлоты в металл отливки может быть недостаточное питание жидким металлом в процессе кристаллизации, неправильная конструкция литниковой системы. [c.24]
Дефекты формирования сварного шва (смещение кромок, подрезы, утяжины, неправильная форма валика усиления) проверяют визуально или с помощью шаблонов. Поверхностные несплошности обнаруживают методами поверхностной дефектоскопии, при этом иногда необходима частичная или полная зачистка валика усиления шва. Для выявления внутренних и некоторых поверхностных несплошностей применяют радиационные и ультразвуковые методы. [c.30]
Радиационный контроль по прошедшему излучению имеет наибольшее распространение и заключается в анализе излучения, прошедшего сквозь контролируемый объект. Этот метод особенно широко применяется для «целей дефектоскопии и контроля внутреннего строения различных объектов при возможности двустороннего доступа к ним при значительной толщине (до 0,5 м). [c.273]
Этот метод особенно широко применяется для «целей дефектоскопии и контроля внутреннего строения различных объектов при возможности двустороннего доступа к ним при значительной толщине (до 0,5 м). [c.273]
Фотоэлектронные умножители, ионные и полупроводниковые приборы получили наибольшее применение в практике радиационного контроля качества при реализации радиометрических методов в толщинометрии, контроле физико-химических свойств и изредка в дефектоскопии. Вместе с тем в тех случаях, когда индикаторы ионизирующих излучений по каким-либо причинам (вследствие низкой эффективности регистрации излучений с большой энергией квантов или малой чувствительности) не могут быть использованы, тогда одноточечные первичные измерительные преобразователи в сочетании со сканирующей системой и системой двумерной индикации дают возможность получить пространственные распределения интенсивности и спектрального состава ионизирующего излучения. [c.312]
В аппаратах типа Гаммарид могут быть использованы следующие источники гамма-излучения иридий-192, цезий-137 и тулий-170. Масса радиационных головок не превышает 15 кг. Для контроля стальных изделий с толщиной стенки 60—200 мм промышленность выпускает гамма-дефектоскоп типа РИД-32, а для толщин 60—250 мм — РИД-41. В качестве источника излучения используют изотоп кобальта. Однако эти дефектоскопы имеют значительную массу, что затрудняет их эксплуатацию. Например, масса радиационной головки с тележкой РИД-41 равна 1500 кг. Импульсные рентгеновские аппараты и гамма-дефектоскопы типа Гаммарид позволяют не только сравнительно легко организовать [c.111]
Масса радиационных головок не превышает 15 кг. Для контроля стальных изделий с толщиной стенки 60—200 мм промышленность выпускает гамма-дефектоскоп типа РИД-32, а для толщин 60—250 мм — РИД-41. В качестве источника излучения используют изотоп кобальта. Однако эти дефектоскопы имеют значительную массу, что затрудняет их эксплуатацию. Например, масса радиационной головки с тележкой РИД-41 равна 1500 кг. Импульсные рентгеновские аппараты и гамма-дефектоскопы типа Гаммарид позволяют не только сравнительно легко организовать [c.111]
В радиационном контроле качества наибольшее применение имеет дефектоскопия, контроль внутреннего строения полуфабрикатов и изделий с помощью рентгеновского излучения — рентгеновская радиография и рентгеноскопия. Рентгеновский контроль может производиться с помощью установок, основным элементом которых является рентгеновский аппарат, или путем использования комплектной аппаратуры, примером которой являются интро-скопы типа РИ, рентгенотелевизионные микроскопы типа МТР и др. [c.323]
[c.323]
Аналоговая и логическая обработка информации от нескольких преобразователей дефектоскопа дает возможность вести многопараметровый радиационный контроль качества, который состоит в определении наличия дефектов, измерении толщины слоя и нахождении глубины залегания дефектов, что является преимуществом дефектоскопа РД-ЮР по сравнению с другими. [c.337]
Отмечая преимущества гамма-дефектоскопов в целом, можно сказать об их небольших размерах, экономичности и возможности эксплуатации без источников питания, что особенно важно в полевых условиях. Недостатками гамма-дефектоскопов являются ограниченные возможности по регулировке режимов работы, необходимость периодической замены источников, потерявших активность, и дополнительной регулировки в процессе эксплуатации из-за снижения активности источника во времени, а также невозможность полностью выключить радиоактивный источник. Учитывая эти особенности, при организации радиационного контроля качества конкретных объектов необходимо провести всесторонний техникоэкономический анализ применения рентгеновской аппаратуры и гамма-дефектоскопов по выбору оптимального метода контроля. [c.337]
[c.337]
Применение автоматических стационарных УЗ-установок рационально при выполнении массового контроля однотипной продукции (например, труб, листов) либо при контроле в неблагоприятных экологических условиях (например, в условиях радиационной опасности на атомных электростанциях). Нерационально применение автоматических установок при дефектоскопии непротяженных и разнообразных по форме изделий, в особенности сварных соединений. Здесь проявляется еще один недостаток таких установок — заданность алгоритма сканирования. [c.154]
Сварные швы резервуаров подлежат 100% контролю физическими методами (ультразвуковая дефектоскопия и радиационный контроль). [c.212]
В радиационной дефектоскопии применяют рентгеновские трубки обычной двухэлектродной конструкции двух- и однополярные (рис. 4, а, б) специализированных конструкций с вынесенным полым анодом (рис. 9) и с вращающимся анодом (рис. 10) импульсные (рис. 11) и высоковольтные (рис. 12). [c.42]
12). [c.42]
Широкому внедрению ультразвукового метода контроля на заводах отрасли способствовало создание НИИмостов совместно с НИИхиммашем, ЦНИИТМАШем и другими организациями ГОСТ 14782—69 Швы сварных соединений. Методы ультразвуковой дефектоскопии . В настоящее время в химическом и нефтяном машиностроении ультразвуковым методом осуществляется 100%-ный. контроль сварных соединений наиболее ответственной аппаратуры. Основным его преимуществом перед радиационными методами является более надежное выявление опасных дефектов типа трещин и тонких непроваров, высокая производительность и меньшая стоимость. Ниже рассматриваются основные особенности методики ультразвукового контроля сварных швов химической и нефтехимической аппаратуры из углеродистых, низколегированных, нержавеющих сталей и биметаллов. [c.27]
Когда пропускная способность камеры не позволяет провести весь объем контроля или ее габариты не позволяют разместить в ней изделие, то просвечивание производят в цехе с применением специальных мер защиты окружающего персонала от облучения ионизирующими излучениями. В цеховых условиях контроль сварных соединений сосудов производят обычно или импульсными рентгеновскими аппаратами, или гамма-дефектоскопами. Краткие технические и эксплуатационные характеристики универсальных шланговых гамма-дефектоскопов типа Гаммарид приведены в табл. 17. Перемещение дефектоскопа производят с помощью тележки, на которую крепят радиационную головку, соединительный шланг, пульт управления, ампулопровод и т. п. [c.111]
В цеховых условиях контроль сварных соединений сосудов производят обычно или импульсными рентгеновскими аппаратами, или гамма-дефектоскопами. Краткие технические и эксплуатационные характеристики универсальных шланговых гамма-дефектоскопов типа Гаммарид приведены в табл. 17. Перемещение дефектоскопа производят с помощью тележки, на которую крепят радиационную головку, соединительный шланг, пульт управления, ампулопровод и т. п. [c.111]
Одной из первых механизированных радиационных установок, нашедших промышленное применение в отрасли, является гамма-дефектоскоп со сцинтилляционным счетчиком для контроля литых плит. Установка позволяет механизировать процесс сканирования и отметки дефектных мест. Механизированные установки, в которых в качестве детектора ионизирующих излучений используют ионизационные камеры, газоразрядные полупроводниковые и сцинтилляционные счетчики (радиометрический метод), применяют для обнаружения дефектов в изделиях плоской и цилиндрической формы, контроля сварных соединений со снятым усилением и толщинометрии. Сущность радиометрического метода заклю- [c.249]
Сущность радиометрического метода заклю- [c.249]
Бердоносов Б. А., Воробьев В. А., Покровский А. В. Выбор оптимальных фокусных расстояний при радиографическом и радиометрическом методах радиационной дефектоскопии. — Дефектоскопия , 1972, №2, с. 80—84. [c.256]
Радиоактивность (от лат. radio — излучаю и a tivus — деятельный) —самопроизвольное превращение неустойчивых (нестабильных) изотопов одного химического элемента в изотопы другого элемента, сопровождающееся испусканием элементарных частиц или ядер (напр., гелия). Существует а-распад, -распад, которые часто сопровождаются испусканием у-лучей, спонтанное деление и др. Скорость радиоактивного распада характеризуется периодо.м,полураспада (Т» / ). Наиболее распространенной единицей измерения Р. является кюри. Р. используется в науке, технике и медицине. См. Радиоактивные изотопы, Радиоактивные элементы. Радиоактивные изотопы — неустойчивые, самопроизвольно распадающиеся изотопы химических элементов. При радиоактивном распаде происходит превращение атомов Р. и. в атомы одного или нескольких других элементов. Известны Р. и. всех химических элементов. В природе существует около 50 естественных Р. и. с помощью ядерных реакций получено около 1500 искусственных Р, и. Активность Р. и. определяется числом радиоактивных распадов в данной порции Р. и. в единицу времени (единица активности — кюри). Р. и. характеризуются периодом полураспада (время, в течение которого активность убывает вдвое), типом и энергией (жесткостью) излучения. Р. и. широко используются в науке и технике как радиоактивные индикаторы и как источники излучений. В технике применяются только некоторые из искусственных Р. и.— наиболее дешевые, достаточно долговечные с легко регистрируемым излучением. Наиболее важные области применения — радиационная химия, изучение механизма различных химических процессов, в том числе в доменных и мартеновских печах, износа деталей машин, режущего инструмента, процессов диффузии и самодиффузии и др.
При радиоактивном распаде происходит превращение атомов Р. и. в атомы одного или нескольких других элементов. Известны Р. и. всех химических элементов. В природе существует около 50 естественных Р. и. с помощью ядерных реакций получено около 1500 искусственных Р, и. Активность Р. и. определяется числом радиоактивных распадов в данной порции Р. и. в единицу времени (единица активности — кюри). Р. и. характеризуются периодом полураспада (время, в течение которого активность убывает вдвое), типом и энергией (жесткостью) излучения. Р. и. широко используются в науке и технике как радиоактивные индикаторы и как источники излучений. В технике применяются только некоторые из искусственных Р. и.— наиболее дешевые, достаточно долговечные с легко регистрируемым излучением. Наиболее важные области применения — радиационная химия, изучение механизма различных химических процессов, в том числе в доменных и мартеновских печах, износа деталей машин, режущего инструмента, процессов диффузии и самодиффузии и др. В у-дефектоскопии используются Р. и. с у-излученнем для просвечивания изделий и материалов, для выявления внутренних дефектов. [c.110]
В у-дефектоскопии используются Р. и. с у-излученнем для просвечивания изделий и материалов, для выявления внутренних дефектов. [c.110]
Грубые наружные дефекты продукции, обработанной давлением (вмятины, рванины, некоторые риски, плены, заковы), выявляют визуально. Более тонкие дефекты того же типа обнаруживают методами поверхностной дефектоскопии магнитным, капиллярным, вихретоковым. Для выявления внутренних дефектов радиационный метод применяют редко. Он эффективен только в тех случаях, когда дефекты (прессутяжины, скворечники) имеют объемный характер. Сжатые при деформации внутренние дефекты могут быть обнаружены только ультразвуковыми методами (эхо или теневым). [c.28]
Ввиду сравнительной сложности измерительной аппаратуры теплового контроля, особенно сканирующей, оптической или преобразовательной частей, специализированные приборы этого типа (толщиномеры, дефектоскопы и др.) серийно не выпускаются, а при организации теплового контроля используют универсальную технику (радиационный пирометр, аппаратуру типа Термопрофиль , термовизор, термоиндикаторы и т. д.), дополняя ее источниками нагрева, если он необходим, устройством для установки и перемещения контролируемого объекта и другим вспомогательным оборудованием. По такому принципу построена большая часть постов неразрушающего контроля тепловыми методами. В связи с этим тепловые методы обычно применяют в тех случаях, когда невозможно или затруднено применение более отработанных методик ультразвукового, радиационного или электромагнитного контроля. Так, например, эффективно использование теплового контроля для изделий из легких композиционных материалов, когда указанные методы неприменимы из-за значительного рассеяния излучения (ультразвук) или в связи со слабым взаимодействием с материалом контролируемого объекта. [c.209]
д.), дополняя ее источниками нагрева, если он необходим, устройством для установки и перемещения контролируемого объекта и другим вспомогательным оборудованием. По такому принципу построена большая часть постов неразрушающего контроля тепловыми методами. В связи с этим тепловые методы обычно применяют в тех случаях, когда невозможно или затруднено применение более отработанных методик ультразвукового, радиационного или электромагнитного контроля. Так, например, эффективно использование теплового контроля для изделий из легких композиционных материалов, когда указанные методы неприменимы из-за значительного рассеяния излучения (ультразвук) или в связи со слабым взаимодействием с материалом контролируемого объекта. [c.209]
Появление сравнительно дешевых радиоактивных изотопов, излучающих кванты с различной энергией, и легкость получения источников с требуемой активностью привели к созданию специальных комплектов оборудования, названных гамма-дефектоскопами. Основой их [1, 2, 22] являются радиоизотопные источники, которые перемещаются в зону контроля с помощью специального механизма по проложенным шлангам (универсальные шланговые дефектоскопы) или остаются неподвижными, а экспозиция производится за счет открывания и закрывания затвора (дефектоскопы для фронтального и панорамного просвечивания). Гамма-дефектоско-пы, представляя собой, по существу, лишь излучающую часть установки для проведения радиационного контроля качества, наиболее удобны при использовании в качестве индикатора фотопленки, т. е. для гаммаграфии. В этом случае неразрушающий контроль чаще всего проводится непосредственно в месте расположения изделия, особенно если оно имеет большие габариты, а комплект гамма-дефектоскопа получается очень компактным и его легко переносить. Вместе с тем гамма-дефектоскопы могут успешно применяться в сочетании с установками или устройствами, производящими регистрацию излучений и вторичную обработку сигналов о дефектах, например вместе с установкой РИ-ЮЭТ или вместе с устройством радиометрической регистрации прошедшего ионизирующего излучения, что реализовано в дефектоскопе РД-ЮР. Технические характеристики некоторых гамма-дефектов приведены в [c.333]
Гамма-дефектоско-пы, представляя собой, по существу, лишь излучающую часть установки для проведения радиационного контроля качества, наиболее удобны при использовании в качестве индикатора фотопленки, т. е. для гаммаграфии. В этом случае неразрушающий контроль чаще всего проводится непосредственно в месте расположения изделия, особенно если оно имеет большие габариты, а комплект гамма-дефектоскопа получается очень компактным и его легко переносить. Вместе с тем гамма-дефектоскопы могут успешно применяться в сочетании с установками или устройствами, производящими регистрацию излучений и вторичную обработку сигналов о дефектах, например вместе с установкой РИ-ЮЭТ или вместе с устройством радиометрической регистрации прошедшего ионизирующего излучения, что реализовано в дефектоскопе РД-ЮР. Технические характеристики некоторых гамма-дефектов приведены в [c.333]
Дефектоскоа РД-ЮР [22] является комплектной установкой для проведения радиационного контроля качества и содержит все необходимые устройства. Он построен на базе гамма-дефектоскопа РИД-41 и в своем составе дополнительно имеет пятиканальный блок преобразователей, блоки управления, питания и регистрации, быстродействующий самопишущий прибор Н-327/5, механизм установки и перемещения контролируемого объекта. [c.337]
Он построен на базе гамма-дефектоскопа РИД-41 и в своем составе дополнительно имеет пятиканальный блок преобразователей, блоки управления, питания и регистрации, быстродействующий самопишущий прибор Н-327/5, механизм установки и перемещения контролируемого объекта. [c.337]
Дефектоскопия (ультразвуковой, радиационный, вихретоковый, магнитный методы контроля, контроль проникающими веществами, визуальный и измерительный контроль)
Код курса: 023.00.72
СРОКИ ОБУЧЕНИЯ:
72 часа
СТОИМОСТЬ
25 300
ДОКУМЕНТ
Удостоверение о повышении квалификации
ДЛЯ КОГО
Программа рассчитана на подготовку специалистов НК. Программой предусмотрены аудиторные занятия, на которых кроме проблемных лекций, анализируются конкретные ситуации и разбираются производственные задачи, рассматриваются возможные схемы контроля различных объектов и сварных соединений. Особое внимание уделено практическим занятиям, на которых неподготовленный специалист приобретает навыки работы с современными ультразвуковыми средствами НК, а подготовленный – проходит углубленное тестирование.
Особое внимание уделено практическим занятиям, на которых неподготовленный специалист приобретает навыки работы с современными ультразвуковыми средствами НК, а подготовленный – проходит углубленное тестирование.
ТЕМАТИЧЕСКИЙ ПЛАН
Раздел 1. Общие вопросы контроля металлов. Тема 1.1 Разрушающие и неразрушающие методы контроля. Классификация методов неразрушающего контроля. Тема 1.2 Основы технологии металлов. Тема 1.3 Основы метрологического обеспечения измерений. Тема 1.4 Типы дефектов, их происхождение и эволюция в процессе производства и эксплуатации. Раздел 2. Физические основы акустического (ультразвукового) контроля. Тема 2.1 Колебания и упругие волны, их параметры. Тема 2.2 Преломление и отражение упругих волн. Тема 2.3 Способы ввода упругих волн. Тема 2.4 Преобразователи упругих колебаний. Раздел 3. Методы ультразвукового контроля. Тема 3.1 Классификация акустических методов контроля. Активные и пассивные методы контроля. Тема 3. 2 Измерение размеров дефектов.
Тема 3.3 Интерпретация эхо-сигналов от границ раздела и дефектов. Раздел 4. Аппаратура и методики контроля ультразвуковыми методами.
Тема 4.1 Устройство и работа приборов эхо-импульсного метода.
Тема 4.2 Устройство и работа дефектоскопов при контроле методами: импедансным, свободных колебаний, резонансным.
Тема 4.3 Ультразвуковая толщинометрия. Приборы для контроля физико-механических характеристик акустическими методами.
Тема 4.4 Национальные и международные стандарты в ультразвуковом контроле. Проведение контроля в соответствии с РД и МИ. Раздел 5. Настройка и проверка аппаратуры при контроле эхо-методом.
Тема 5.1 Настройка чувствительности.
Тема 5.2 Проверка работоспособности аппаратуры, оценка точности основных параметров.
Тема 5.3 Выбор аппаратуры с учетом механических свойств материалов, формы и шероховатости поверхности контролируемых объектов.
Тема 5.4 Проведение контроля, регистрация и интерпретация его результатов.
2 Измерение размеров дефектов.
Тема 3.3 Интерпретация эхо-сигналов от границ раздела и дефектов. Раздел 4. Аппаратура и методики контроля ультразвуковыми методами.
Тема 4.1 Устройство и работа приборов эхо-импульсного метода.
Тема 4.2 Устройство и работа дефектоскопов при контроле методами: импедансным, свободных колебаний, резонансным.
Тема 4.3 Ультразвуковая толщинометрия. Приборы для контроля физико-механических характеристик акустическими методами.
Тема 4.4 Национальные и международные стандарты в ультразвуковом контроле. Проведение контроля в соответствии с РД и МИ. Раздел 5. Настройка и проверка аппаратуры при контроле эхо-методом.
Тема 5.1 Настройка чувствительности.
Тема 5.2 Проверка работоспособности аппаратуры, оценка точности основных параметров.
Тема 5.3 Выбор аппаратуры с учетом механических свойств материалов, формы и шероховатости поверхности контролируемых объектов.
Тема 5.4 Проведение контроля, регистрация и интерпретация его результатов.ОПИСАНИЕ КУРСА
Программа рассчитана на подготовку специалистов НК. Программой предусмотрены аудиторные занятия, на которых кроме проблемных лекций, анализируются конкретные ситуации и разбираются производственные задачи, рассматриваются возможные схемы контроля различных объектов и сварных соединений. Особое внимание уделено практическим занятиям, на которых неподготовленный специалист приобретает навыки работы с современными ультразвуковыми средствами НК, а подготовленный – проходит углубленное тестирование.
Программой предусмотрены аудиторные занятия, на которых кроме проблемных лекций, анализируются конкретные ситуации и разбираются производственные задачи, рассматриваются возможные схемы контроля различных объектов и сварных соединений. Особое внимание уделено практическим занятиям, на которых неподготовленный специалист приобретает навыки работы с современными ультразвуковыми средствами НК, а подготовленный – проходит углубленное тестирование.
Физические основы методов радиационной дефектоскопии armtorg.ru
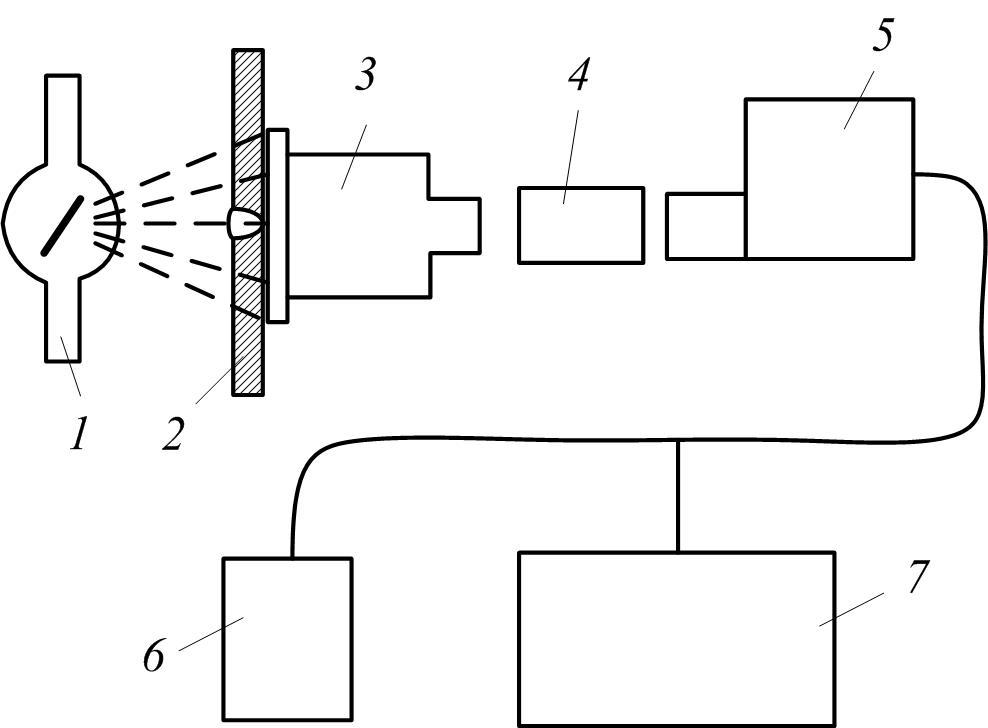
Физические основы методов радиационной дефектоскопииВыявление внутренних дефектов при просвечивании основано на способности ионизирующего излучения неодинаково проникать через различные материалы и поглощаться в них в зависимости от толщины, рода (плотности) материалов и энергии излучения. Для выявления дефектов в изделиях с одной стороны устанавливают источник излучения, с другой — детектор, регистрирующий информацию о внутреннем строении контролируемого объекта (рис.
 2.11). Излучение от источника 1 проходит через изделие 2, имеющее внутренние дефекты 5, 4 с разной плотностью.
2.11). Излучение от источника 1 проходит через изделие 2, имеющее внутренние дефекты 5, 4 с разной плотностью.В дефектном и бездефектном местах оно будет поглощаться по-разному и выходить на детектор с разной интенсивностью 5. Интенсивность излучения при прохождении через дефект 5, заполненный воздухом или газом, ослабляется меньше, чем в сплошном металле, а сильнее — над дефектом 4, заполненным более плотным материалом (например, вольфрамом), чем основной.
Разность интенсивности будет зарегистрирована детектором. В зависимости от вида применяемого детектора различают три основных метода радиационного контроля: радиографический, радиоскопический и радиометрический.
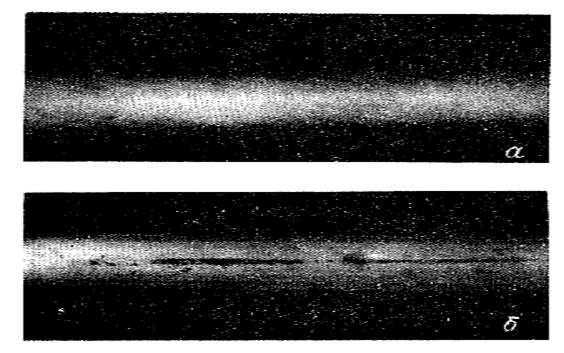
Под радиографическим понимают метод радиационного контроля, при котором радиационное изображение просвечиваемого объекта регистрируется на радиографическую пленку, ксерорадиографическую пластину или фотобумагу. Радиографические снимки объекта называют радиограммами. Радиографический метод является самым распространенным
методом радиационной дефектоскопии из-за его более высокой чувствительности по сравнению с другими методами, простоты и наличия документа контроля.
При радиоскопическом методе радиационное изображение преобразуют в светотеневое, передаваемое на экран видеоконтрольного устройства. В качестве детекторов используют флуоресцентные монокристаллические экраны или радиационнооптические преобразователи, изображение с которых через оптическую систему передается на телевизионную трубку.
Производительность радиоскопического методу в 3; в 10 раз выше радиографического. Однако по сравнению с радиографическим чувствительность радиоскопического метода при использовании отечественных установок примерно в два раза ниже.
Под радиометрическим понимают метод радиационного контроля, основанный на измерении интенсивности ионизирующего излучения, прошедшего через контролируемый объект. В качестве детекторов излучения чаще всего используют сцинтилляционные счетчики и ионизационные камеры. Интенсивность излучения измеряют последовательно в разных точках за объектом, просвечивая его узким коллимированным пучком излучения] Выходной сигнал детектора после преобразования регистрируется на диаграммной ленте. Радиометрический метод по сравнению с радиографическим более экономичный и производительный и не менее чувствительный к дефектам. Однако область применения этого метода ограничена, так как им можно просвечивать только изделия одинаковой толщины.
Радиометрический метод по сравнению с радиографическим более экономичный и производительный и не менее чувствительный к дефектам. Однако область применения этого метода ограничена, так как им можно просвечивать только изделия одинаковой толщины.
Цветная дефектоскопия (ЦД)
Капиллярный контроль является одним из действенных способов обнаружения сквозных и поверхностных несплошностей. Он предполагает использование индикаторных жидкостей, обладающих повышенной проникающей способностью. Их еще называют пенетрантами. В результате применения этих веществ дефектный участок обретает увеличенную свето- и цветоконтрастность.
За счет этого выявлять повреждения материала намного проще.
Капиллярный метод контроля очень эффективен для регистрации выходящих на поверхность дефектов:
Для проникновения пенетранта и формирования индикаторного рисунка необходимо очистить несплошность и ее устье от загрязнений.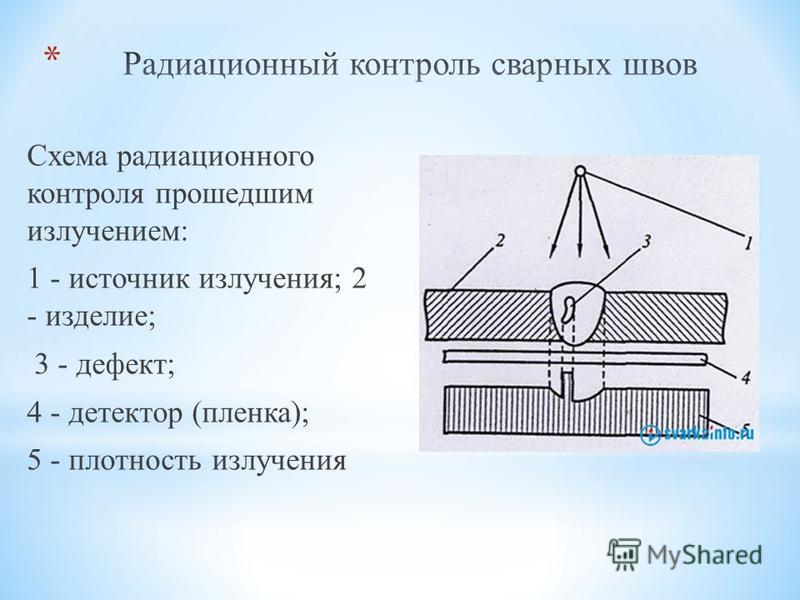 Исследуемый объект необходимо тщательно обработать пенетрантом. Еще одно обязательное требование состоит в том, чтобы ширина раскрытия несплошности превышала ее глубину, при этом условии возникает физический эффект капилляра.
Исследуемый объект необходимо тщательно обработать пенетрантом. Еще одно обязательное требование состоит в том, чтобы ширина раскрытия несплошности превышала ее глубину, при этом условии возникает физический эффект капилляра.
Проведению капиллярного контроля предшествует предварительная очистка поверхности и тщательная сушка. Нанесенный пенетрант проникает вглубь несплошности. По истечении определенного времени его нужно удалить с контролируемого участка, так чтобы индикаторная жидкость осталась только в полостях дефектов.
После этого нужно обработать объект проявителем. Результатом всех этих манипуляций становится появление визуализируемых индикаторных рисунков. На фоне неповрежденной поверхности дефекты выглядят ярче и контрастнее.
Требования к капиллярному неразрушающему контролю
Технология регламентирована национальным стандартом ГОСТ 18442-80. Диагностика с применением проникающих жидкостей должна предшествовать дефектоскопии иными методами. Помимо этого, важно помнить о других требованиях к условиям и процедуре проверки.
Помимо этого, важно помнить о других требованиях к условиям и процедуре проверки.
— Температура в диапазоне от -40 до +40˚С.
— Относительная влажность в пределах 90%.
Метод предназначен для выявления дефектов с шириной раскрытия 0,2–0,5 мкм. Снижение чувствительности чаще всего обусловлено следующими факторами:
— плохой подготовкой исследуемой поверхности, наличием жировой пленки и других загрязнений;
— чрезмерной шероховатостью поверхности;
— изменением состава пенетранта. Если его хранили неправильно или слишком долго, то эффективность капиллярного контроля неизбежно будет снижена;
— применением дефектоскопических материалов, не удовлетворяющих нормативным требованиям;
— необоснованно затянувшимся удалением излишков пенетранта;
— нарушением температурного режима, влажности и прочих условий.
Лицензия Роспотребнадзора на осуществление деятельности по эксплуатации рентгеновских дефектоскопов
Для осуществления деятельности по эксплуатации рентгеновских дефектоскопов, организации необходимо располагать лицензией Роспотребнадзора на осуществление деятельности в области использования источников ионизирующего излучения.
Наша компания оказывает услуги по получению лицензии Роспотребнадзора на рентгеновские дефектоскопы на всей территории РФ.
Мы оказываем услуги по оформлению лицензий Роспотребнадзора на эксплуатацию аппаратов рентгеновских для дефектоскопии:
Подготовка пакета документов для положительного прохождения экспертизы деятельности, получения санитарно-эпидемиологического заключения и лицензии на осуществление деятельности на эксплуатацию и хранение аппаратов рентгеновских для дефектоскопии;
Направление на курсы повышения квалификации сотрудников по всем направлениям деятельности, получение квалификационных удостоверений специалистов, дипломов о переподготовке, прочих документов на персонал.
 Прохождение курсов дистанционное, заочное, срочное;
Прохождение курсов дистанционное, заочное, срочное;Проектирование помещений, в которых эксплуатируются стационарные рентгеновские дефектоскопы;
Проведение специальной оценки условий труда, СОУТ;
Подготовка, подача, получение периодической и годовой отчётности в рамках индивидуального дозиметрического контроля и выполнения установленных законодательством норм и правил радиационной безопасности. Подготовка отчётов 1-ДОЗ, радиационно-гигиенических паспортов и получение заключений на них;
Постлицензионное сопровождение, периодический аудит осуществления лицензионной деятельности.
 Прохождение курсов дистанционное, заочное, срочное;
Прохождение курсов дистанционное, заочное, срочное;Оставьте заявку на услугу, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Преимущества работы с нашей компанией:
Оказание услуг в указанной сфере более 10 лет;
Знание нормативной базы;
Штат опытных специалистов;
Практический опыт прохождения проверок;
Всестороння поддержка на всех этапах лицензионного процесса;
Индивидуальный подход к клиенту, гибкая система скидок.
Особенности осуществления деятельности по эксплуатации рентгеновских дефектоскопов. Требования к помещению по эксплуатации рентгеновских дефектоскопов.
Лицензия Роспотребнадзора на эксплуатацию аппаратов рентгеновских для дефектоскопии требуется организациям, осуществляющим эксплуатацию рентгеновских дефектоскопов, как на объекте заказчика, так и на собственной территории.
В случае эксплуатации стационарных рентгеновских дефектоскопов требуется разработка проекта помещения, в котором эксплуатируется аппарат. Если же эксплуатируются переносные рентгеновские дефектоскопы то, необходимо соблюсти установленные требования по радиационной безопасности, а также располагать защитным экраном и прочими средствами защиты.
Мы проведём весь комплекс мероприятий, необходимый для подготовки помещения для эксплуатации рентгеновских дефектоскопов под существующие санитарно-эпидемиологические требования: разработаем проект помещения, организуем проведение замеров физических факторов вне зависимости от места нахождения Вашей организации.
Особенности осуществления деятельности по хранению рентгеновских дефектоскопов
Лицензия Роспотребнадзора на хранение рентгеновских дефектоскопов требуется организациям, обладающим аппаратами рентгеновскими для дефектоскопии на любых законных основаниях. Данное требование относится как к стационарным, так и к переносным дефектоскопическим рентгеновским аппаратам.
В случае осуществления деятельности по хранению стационарных рентгеновских дефектоскопов в комнате хранения проводятся измерения физических факторов: измерения кратности воздухообмена, освещённости рабочих мест, уровня звука на рабочих местах, микроклимата. Разрабатывается проект помещения.
Мы организуем работы по разработке проекта помещения, а также по проведению замеров физических факторов на всей территории РФ.
Заказать услугуОставьте заявку на услугу, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Общая информация
Лицензию на эксплуатацию, хранение рентгеновских дефектоскопов, выдают территориальные управления Роспотребнадзора по субъектам РФ.
Срок действия лицензии — бессрочно.
В соответствии с действующим законодательством получить лицензию Роспотребнадзора на использование источников ионизирующего излучения может только юридическое лицо. Индивидуальный предприниматель, на основании действующего законодательства, получить лицензию Роспотребнадзора на использование ионизирующих источников излучения не может.
Оформите заявку, используя форму заказа услуги:
Заказать услугуОставьте заявку на услугу, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Воспользуйтесь заказом звонка, позвоните нам, напишите на электронную почту. Будем рады сотрудничеству.
Проведение радиационного контроля в Санкт-Петербурге
С целью обеспечения радиационной безопасности юридическими и физическими лицами проводится радиационный контроль для исключения возможных локальных источников ионизирующего излучения и/или радиоактивного загрязнения.
Радиационный контроль регулируется рядом нормативных документов:
- СанПиН 2.6.1.2523-09 «Нормы радиационной безопасности (НРБ-99/2009)».
- СП 2.6.1.2612-10 «Основные санитарные правила обеспечения радиационной безопасности (ОСПОРБ-99/2010)» (в ред. Изменений N1, утв. Постановлением Главного государственного санитарного врача РФ от 16.09.2013 N 43).
- СанПиН 2.6.1.3164-14 «Гигиенические требования по обеспечению радиационной безопасности при рентгеновской дефектоскопии».
- СП 2.6.1.3241-14 «Гигиенические требования по обеспечению радиационной безопасности при радионуклидной дефектоскопии».
- СанПиН 2.6.1.3106-13 «Гигиенические требования по обеспечению радиационной безопасности при использовании рентгеновских сканеров для персонального досмотра людей».
- СанПиН 2.6.1.2369-08 «Гигиенические требования по обеспечению радиационной безопасности при обращении с лучевыми досмотровыми установками».
- СанПиН 2.6.1.3287-15 «Санитарно-эпидемиологические требования к обращению с радиоизотопными приборами и их устройству».
- СанПиН 2.6.1.3289-15 «Гигиенические требования по обеспечению радиационной безопасности при обращении с источниками, генерирующими рентгеновское излучение при ускоряющем напряжении до 150кВ».
- СанПиН 2.6.1.2748-10 «Гигиенические требования по обеспечению радиационной безопасности при работе с источниками неиспользуемого рентгеновского излучения».
- СанПиН 2.6.1.2802-10 «Гигиенические требования по обеспечению радиационной безопасности при проведении работ со скважинными генераторами нейтронов».

Радиационный контроль осуществляется специальной службой или лицом, ответственным за производственный радиационный контроль, в соответствии со специально разработанным положением.
По результатам радиационного контроля оформляется санитарно-эпидемиологическое заключение.
Радиационный контроль проводят аккредитованные в установленном порядке лаборатории.
Результаты проведенного контроля заносят в специальный журнал, форма которого дана в Приказе Минздрава №114. На основании этого журнала составляется протокол радиационного контроля.
На основании этого журнала составляется протокол радиационного контроля.
По всем возникающим вопросам обращайтесь по телефонам, указанным в «Контактах» или воспользуйтесь услугой «Заказать звонок».
Радиационная безопасность при эксплуатации досмотровой рентгеновской техники и др.
Описание программы обучения
Вы получите знания в рамках имеющейся квалификации при осуществлении деятельности в области использования источников ионизирующего излучения (генерирующих)
Целевая аудитория
Должностные лица таможенных органов, осуществляющих досмотр людей, товара и багажа, должностные лица ответственных за радиационный контроль, ответственные за контроль рентгеновской дефектоскопии, служб безопасности.
Наша компания проводит гибкую ценовую политику. Уточняйте стоимость у специалистов.
Требования к слушателям
К занятиям допускаются слушатели, имеющие при себе:
— копию платежного документа;
— оригинал заявки;
— экземпляр договора об оказании образовательных услуг, подписанный руководителем
учреждения
и заверенный печатью;
— копию паспорта;
— согласие на обработку данных;
Как мы работаем
Оставляете заявку по телефону или на сайте
С Вами связывается
наш специалист
Мы подготавливаем и
подписываем документы
Вы оплачиваете
курс
Вы проходите обучение по выбранному курсу
Мы выдаем
Вам все необходимые документы
№п/п | Наименование разделов и тем | Всего часов | В том числе | |
лекций | семинары | |||
1 | Обеспечение радиационной безопасности и защиты персонала и населения от вредного радиационного воздействия при работах с источниками ионизирующего излучения | 20 | 14 | 2 |
1. | Обеспечение радиационной безопасности персонала на предприятиях |
| 2 |
|
1.2. | Физические основы дозиметрии и радиационной безопасности |
| 2 | 2 |
1.3. | Действие ионизирующего излучения на здоровье человека |
| 2 |
|
1.4. | Санитарно-гигиеническое нормирование в области радиационной безопасности |
| 4 |
|
1.5. | Производственный контроль за радиационной безопасностью при обращении с источниками ионизирующего излучения |
| 4 |
|
1.6. | Радиационная безопасность при обращении с генерирующими источниками ионизирующего излучения |
| 2 | 2 |
2 | Принципы работы и устройство используемых технических средств в составе которых имеются источники ионизирующего излучения генерирующего типа | 28 |
|
|
2. | Основы физики рентгеновских лучей (природа и свойства рентгеновских лучей, устройство рентгеновской трубки, характеристическое рентгеновское излучение, причины образования фона при просвечивании объектов) |
| 4 |
|
2.2. | Рентгенотехника (конструкция, узлы рентгеновской трубки и применяемые материалы, флюроскопические экраны, усилители рентгеновского изображения, питающие устройства, элементы биологической защиты) |
| 4 |
|
2.3. | Классификация досмотровой рентгеновской техники, принципы построения (флюроскопические аппараты для работы в конвейерного типа, аппараты для работы в полевых условиях) |
| 4 | 2 |
2.4. | Основные контруктивные особенности и технические характеристики аппаратов |
| 6 | 8 |
3 | Методика проведения просвечивания объектов | 24 |
|
|
3. | Особенности теневых картинок объектов, состоящих из легких и тяжелых материалов. Искажение формы теневых проекций просвечиваемых предметов, влияние ориентации предмета н «узнаваемость» |
| 2 | 8 |
3.2. | Примеры и расшифровка рентгеновских теневых картин объектов контрабанды и нарушений правил |
|
| 6 |
3.3. | Проверка контрастной чувствительности и разрешающей способности досмотровой рантгеновской техники |
| 2 | 6 |
| ИТОГО | 72 | 38 | 34 |
 1.
1. 1.
1. 1.
1. Пенетрантный раствор наносится на поверхность предварительно очищенного компонента. Жидкость втягивается в дефекты поверхности за счет капиллярного действия. Излишки пенетранта тщательно убираются с поверхности. Наносится проявитель, чтобы вытащить захваченный пенетрант обратно на поверхность, где он распределяется, и формирует индикатор. Признаки намного легче увидеть, чем реальный дефект. Жидкость втягивается в дефекты поверхности за счет капиллярного действия. Излишки пенетранта тщательно убираются с поверхности. Наносится проявитель, чтобы вытащить захваченный пенетрант обратно на поверхность, где он распределяется, и формирует индикатор. Признаки намного легче увидеть, чем реальный дефект. | Магнитное поле создается в компоненте из ферромагнитного материала.Магнитные силовые линии проходят через материал, выходят из него и снова входят в него на полюсах. Дефекты, такие как трещины или пустоты, не могут поддерживать столько флюса и заставляют часть флюса выходить за пределы детали. Магнитные частицы, распределенные по компоненту, будут притягиваться к участкам утечки потока и давать видимую индикацию. | Высокочастотные звуковые волны передаются в материал с помощью преобразователя. Звуковые волны проходят через материал и принимаются тем же преобразователем или вторым преобразователем. Количество переданной или полученной энергии и время получения энергии анализируются для определения наличия дефектов. Также можно измерить изменения толщины материала и изменения свойств материала. Количество переданной или полученной энергии и время получения энергии анализируются для определения наличия дефектов. Также можно измерить изменения толщины материала и изменения свойств материала. | Переменный электрический ток пропускается через катушку, создающую магнитное поле. Когда катушка помещается рядом с проводящим материалом, изменяющееся магнитное поле индуцирует ток в материале. Эти токи проходят по замкнутым контурам и называются вихревыми токами.Вихревые токи создают собственное магнитное поле, которое можно измерить и использовать для поиска дефектов и определения характеристик проводимости, проницаемости и размерных характеристик. | Рентгеновские лучи используются для получения изображений объектов с помощью пленки или другого чувствительного к излучению детектора. Тест-объект помещается между источником излучения и детектором. Толщина и плотность материала, через который должны проходить рентгеновские лучи, влияют на количество излучения, достигающего детектора. Это изменение излучения создает изображение на детекторе, которое часто показывает внутренние особенности тестового объекта. Это изменение излучения создает изображение на детекторе, которое часто показывает внутренние особенности тестового объекта. | Используется для обнаружения трещин, пористости и других дефектов, которые нарушают поверхность материала и имеют достаточный объем для захвата и удержания проникающего материала. Пенетрантная жидкость используется для очень эффективного обследования больших площадей и работает с большинством непористых материалов. | Используется для проверки ферромагнитных материалов (тех, которые могут быть намагниченными) на предмет дефектов, которые приводят к изменению магнитной проницаемости материала. Магнитопорошковый контроль может обнаруживать поверхностные и приповерхностные дефекты. | Используется для обнаружения поверхностных и подповерхностных дефектов во многих материалах, включая металлы, пластмассы и дерево. Ультразвуковой контроль также используется для измерения толщины материалов и другой характеристики свойств материала на основе измерений скорости звука и затухания. | Используется для обнаружения поверхностных и приповерхностных дефектов в проводящих материалах, таких как металлы. Вихретоковый контроль также используется для сортировки материалов на основе электропроводности и магнитной проницаемости и измерения толщины тонких листов металла и непроводящих покрытий, таких как краска. | Используется для проверки практически любого материала на предмет поверхностных и подповерхностных дефектов. Рентгеновские лучи также можно использовать для определения местоположения и измерения внутренних элементов, подтверждения местоположения скрытых деталей в сборке и измерения толщины материалов. | Большие площади поверхности или большие объемы деталей / материалов могут быть проверены быстро и с низкими затратами. Детали со сложной геометрией регулярно проверяются. Индикация наносится непосредственно на поверхность детали, обеспечивая визуальное изображение неоднородности. Вложения в оборудование минимальные. | Можно быстро обследовать большие площади сложных деталей. Может обнаруживать поверхностные и подповерхностные дефекты. Подготовка поверхности менее важна, чем при проникающем контроле. Индикация магнитных частиц наносится непосредственно на поверхность детали и формирует изображение неоднородности. Стоимость оборудования относительно невысока. | Глубина проникновения для обнаружения или измерения дефектов превосходит другие методы. Требуется только односторонний доступ. Предоставляет информацию о расстоянии. Требуется минимальная подготовка детали. Метод можно использовать не только для обнаружения дефектов. | Обнаруживает поверхностные и приповерхностные дефекты. Измерительный щуп не должен касаться детали. Метод может использоваться не только для обнаружения дефектов. Требуется минимальная подготовка детали. | Может использоваться для проверки практически всех материалов. Обнаруживает поверхностные и подповерхностные дефекты. Возможность осмотра сложных форм и многослойных конструкций без разборки. Требуется минимальная подготовка детали. | Обнаруживает только дефекты поверхностного разрушения. Подготовка поверхности имеет решающее значение, поскольку загрязнения могут маскировать дефекты. Требуется относительно гладкая и непористая поверхность. Последующая очистка необходима для удаления химикатов. Требуется несколько операций в контролируемых условиях. Необходимы меры предосторожности при обращении с химическими веществами (токсичность, пожар, отходы). | Проверять можно только ферромагнитные материалы. Правильное выравнивание магнитного поля и дефекта имеет решающее значение. Большие токи необходимы для очень больших деталей. Требуется относительно гладкая поверхность. Краска или другие немагнитные покрытия отрицательно влияют на чувствительность. Обычно требуется размагничивание и последующая очистка. | Поверхность должна быть доступна для зонда и контактной жидкости. Требуемые навыки и обучение более обширны, чем другие методы. Обработка поверхности и шероховатость могут помешать контролю. Тонкие детали сложно проверить. Линейные дефекты, ориентированные параллельно звуковому лучу, могут остаться незамеченными. Справочные стандарты часто необходимы. | Проверять можно только токопроводящие материалы. Ферромагнитные материалы требуют специальной обработки для снижения магнитной проницаемости. Глубина проникновения ограничена. Дефекты, расположенные параллельно направлению намотки катушки контрольного датчика, могут остаться незамеченными. Требуемые навыки и обучение более обширны, чем другие методы. Шероховатость и шероховатость поверхности могут мешать. Для настройки необходимы эталоны. | Требуется обширное обучение операторов и навыки. Обычно требуется доступ к обеим сторонам конструкции. Ориентация луча излучения на необъемные дефекты имеет решающее значение. Полевой осмотр толстого сечения может занять много времени. Требуются относительно дорогие инвестиции в оборудование. Возможная радиационная опасность для персонала. |



Промышленная радиография | RadTown | Агентство по охране окружающей среды США
The U.S. Комиссия по ядерному регулированию (NRC)
Люди и предприятия, которые хотят владеть рентгенографическим оборудованием, должны иметь лицензию. Люди, которые хотят работать с оборудованием, должны иметь соответствующую подготовку и образование, чтобы иметь квалификацию и лицензию рентгенологов. NRC пишет правила получения этих лицензий и регулирующие использование оборудования и источников излучения. Они также пишут правила для персонала, занимающегося промышленной радиографией.
Люди, которые хотят работать с оборудованием, должны иметь соответствующую подготовку и образование, чтобы иметь квалификацию и лицензию рентгенологов. NRC пишет правила получения этих лицензий и регулирующие использование оборудования и источников излучения. Они также пишут правила для персонала, занимающегося промышленной радиографией.
Использование ядерных материалов в медицинских, промышленных и академических целях
На этом веб-сайте вы можете ознакомиться с видами деятельности, регулируемыми СРН и государствами-участниками Соглашения, включая использование ядерных материалов в медицинских, промышленных и академических целях.
Набор инструментов для лицензиата промышленной радиографии
На этом веб-сайте вы найдете инструкции, правила, процедуры и формы для получения лицензии на промышленную радиографию.
Штаты
Многие государства имеют официальные соглашения с СРН. Эти соглашения дают государствам право лицензировать как использование устройства, так и людей, которые хотят работать промышленными радиографами.
Государства, у которых есть это соглашение с NRC, называются государствами соглашения.Однако их соглашения могут включать или не включать лицензирование промышленной радиографии.
Справочник государственных и несогласованных государств Директора и должностные лица по связям с государствами
На этой веб-странице представлен список лиц, подписавших соглашение СРН, и контактных лиц государства, не подписавшего соглашение.
Государственные программы радиационной защиты Exit
Конференция директоров программ радиационного контроля
На этой веб-странице представлены ссылки и контактная информация офисов Программы радиационного контроля каждого штата.
Сертификат промышленной радиографии Exit
Конференция директоров программ радиационного контроля
Эта ссылка предоставляет информацию о получении сертификата на выполнение промышленной радиографии.
Министерство транспорта США (DOT)
DOT регулирует транспортировку радиоактивных источников, включая устройства, используемые в полевых условиях (например, на стройплощадках и очистных сооружениях).
Министерство транспорта США
Это домашняя страница Министерства транспорта (DOT), которая содержит функцию поиска для всех агентств, входящих в организацию DOT.
(PDF) Дефектоскопия на наклонной древесно-стружечной плите методом спектрального излучения
Прил. Sci. 2020,10, 8513 18 из 18
22.
Laybed, Y .; Хуанг, Л. Ультразвук с обращением времени МУЗЫКАЛЬНАЯ визуализация с компенсацией дифракции и затухания.
IEEE Trans. Ультразвуковой. Сегнетоэлектр. Freq. Контроль 2012,59, 2186-2200, DOI: 10.1109 / TUFFC.2012.2445.
23. Габор Д. Голография. Science 1972, 177, 299–33, DOI: 10.1126 / science.177.4046.299.
24.
Мархенке, Т .; Sanabria, S .; Chintada, B .; Furrer, R .; Neuenschwander, J .; Гоксель, О. Акустическое поле
: характеристика медицинских антенных преобразователей на основе несфокусированных сигналов и измерений в одноплоскостном гидрофоне
. Датчики 2019,19, 863, DOI: 10.3390 / s1
63.
25.
Мархенке, Т .; Sanabria, S .; Twiefel, J .; Furrer, R .; Neuenschwander, J .; Wallaschek, J. Трехмерный звук
Расчет поля и оптимизация обнаружения расслоения на основе повторного излучения.In Proceedings
12-го заседания ECNDT, Гетеборг, Швеция, 11–15 июня 2018 г.
26.
Sanabria, S .; Мархенке, Т .; Furrer, R .; Neuenschwander, J. Расчет объемного звукового поля импульсных ультразвуковых преобразователей
с воздушной связью на основе измерений в одной плоскости. IEEE Trans. Ультразвуковой. Сегнетоэлектр.
Част. Contr. 2018,65, 72–84, DOI: 10.1109 / TUFFC.2017.2773619.
27.
Schmelt, A .; Мархенке, Т .; Twiefel, J. Идентификация объектов в 2D-пространстве с использованием новой комбинации
метода на основе повторного излучения и метода разностного изображения.In Proceedings of the ICA 2019, Aachen,
Germany, 9-13 сентября 2019 г.
28.
Schmelt, A .; Мархенке, Т .; Hasener, J . ; Твифел, Дж. Исследование и повышение обнаруживаемости дефектов
; Твифел, Дж. Исследование и повышение обнаруживаемости дефектов
с помощью грубой измерительной сетки и ультразвукового исследования для неразрушающего контроля панельных материалов с использованием метода повторного излучения
–. Appl. Sci. 2020,10, 1155, DOI: 10.3390 / app10031155.
29.
Schmelt, A .; Ли, З .; Мархенке, Т .; Twiefel, J. Aussagefähigkeit von Fehlstellenimitaten in der ZfP.
In Proceedings of the DAGA2020, Ганновер, Германия, 16–19 марта 2020 г .; С. 1133–1136.
30.
Schmelt, A .; Твифел, Дж. Метод спектрального излучения как быстрая альтернатива методу повторного излучения для обнаружения дефектов в деревянных ДСП
. Appl. Sci. 2020,10, 6663, DOI: 10.3390 / app10196663.
31.
Лесеберг Д. Компьютерные голограммы трехмерных изображений. Appl. Опт.
1992
, 31, 223–229,
DOI: 10.1364 / АО.31.000223.
32.
Nicola, S.D .; Finizio, A .; Pierattini, G .; Ferraro, P . ; Альфери Д. Метод углового спектра с коррекцией анаморфизма
; Альфери Д. Метод углового спектра с коррекцией анаморфизма
для численного восстановления цифровых голограмм на наклонных плоскостях. Опт. Экспресс
2005
,
13, 9935–9940, DOI: 10.1364 / opex.13.009935.
33.
Костенка, Ж .; Козацкий, Т .; Лизевски, К. Метод автофокусировки для обнаружения наклонной плоскости изображения в цифровой голографической микроскопии
.Опт. Commun. 2013, 297, 20–26, DOI: 10.1016 / j.optcom.2013.01.078.
34.
Vilardy, J.M .; Jimenez, C.J .; Торрес, C.O. Система оптического шифрования изображения с использованием нескольких наклонных плоскостей.
Фотоника 2019, 116, 1–7, DOI: 10.3390 / photonics6040116.
35.
Мацусима, К. Введение в компьютерную голографию; Springer Nature Switzerland AG: Чам, Швейцария,
2020, DOI: 10.1007 / 978-3-030-38435-7.
36. Goodman, J.W. Введение в фурье-оптику; W.H. Freeman and Company: New York, NY, USA, 2017.
37.
Liu, D. L .; Waag, R.C. Распространение и обратное распространение для дизайна ультразвукового волнового фронта. IEEE Trans.
L .; Waag, R.C. Распространение и обратное распространение для дизайна ультразвукового волнового фронта. IEEE Trans.
Ультразвук. Сегнетоэлектр. Freq. Контроль 1997, 44, 1–13, DOI: 10.1109 / 58.585184.
38.
Крамер, О. Изменение удельного теплового коэффициента и скорости звука в воздухе в зависимости от температуры, давления,
влажности и концентрации CO2. J. Acoust. Soc. Являюсь. 1993, 93, 2510–2516, DOI: 10.1121 / 1.405827.
39.
Вольф, Э. Определение трехмерной структуры полупрозрачных объектов по голографическим данным.
Опт. Commun. 1969,1, 153–156, DOI: 10.1016 / 0030-4018 (69)
-2.Примечание издателя:
MDPI остается нейтральным в отношении юрисдикционных требований на опубликованных картах и институциональных
филиалах.
c
2020 по авторам. Лицензиат MDPI, Базель, Швейцария. Эта статья представляет собой статью в открытом доступе
, распространяемую в соответствии с условиями лицензии Creative Commons Attribution
(CC BY) (http: // creativecommons.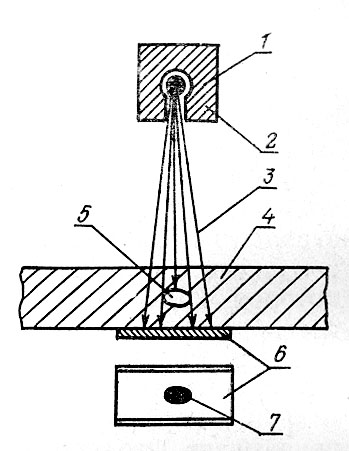 org / licenses / by / 4.0 /).
org / licenses / by / 4.0 /).
Аренда — Подводные и оффшорные — Телеметрия
ПОДВОДНЫЙ МОДЕМ LINKQUEST UWM2000HВИДЕОСИСТЕМА RDT
SATEL 3ASD РАДИО МОДЕМ
SONARDYNE DUNKER 6
Аренда — Подводный и морской профиль 33PLE-Geophys. -BOTTOM PROFILER
Аренда — Подводные и оффшорные — Геофизические — Гидролокатор бокового обзора
KLEIN 3000 ЦИФРОВАЯ СИСТЕМА БОКОВОГО СКАНИРОВАНИЯGEOACOUSTICS TOWED DSSS (ЦИФРОВАЯ БОКОВАЯ СИСТЕМА СКАНИРОВАНИЯ)
KLEIN TOWFISH DEPRESSOR 903 Offshoet Subshoet 903 МОРСКОЙ МАГНИТОМЕТР МИНИ-МАГНИТОМЕТР 300M
МОРСКОЙ МАГНИТОМЕТР SEA SPY МАГНИТОМЕТР 1000 МЕТРОВ
Аренда — Подводные и оффшорные — Гидрографические и геодезические — Многолучевые / Батиметрические
TRITECH SEANET SEANET С ПОМОЩЬЮ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТЕЙ УПРАВЛЕНИЯ SEANET 812 ТРАНСФЕРИЧЕСКИЙ КОНТРОЛЬ SEANET 812 ECHONDING TURFACE CONTROL UNITER 7701МУЛЬТИПЛЕКСОР NEXUS MKV
MACARTNEY NEXUS MK I FIBER OPTIC MULTIPLEXER
Аренда — Подводные и оффшорные — Гидрография и разведка — Эхолоты
KNUDSEN ДВОЙНОЙ ЧАСТОТНЫЙ ЭХО ЗОНДODOM ECHOTRAC MKIII DF3200 C / W 24/200KHZ Датчики и подводные геологоразведочные работы 90 — Аренда подводных и подводных датчиков
Датчики
TRITECH SEAKING 704PAROSCIENTIFIC 8CDP 700-I DIGIQUARTZ ИНТЕЛЛЕКТУАЛЬНЫЕ ДАТЧИКИ ГЛУБИНЫ
VALEPORT MINI IPS ИНТЕЛЛЕКТУАЛЬНЫЙ ДАТЧИК ДАВЛЕНИЯ
Аренда — Подводные и оффшорные — Гидрография и подводные счетчики 903 KEPRESS
Аренда — Подводные и оффшорные — ROV-системы / инструменты — Камеры
IMENCO BULL SHARK HD КАМЕРЫ LUXUS MKV MULTIPLEXERMACARTNIGHT LEXUS MKV MULTIPLEXER
HAMMERHEAD COLOR / ZOOM CAMERA
IMENCO BASKING SHARK ПРИШЛА RA
IMENCO SILVERTIP ШИРОКОУГЛОВАЯ КАМЕРА
IMENCO TIGER SHARK CAMERA
TRITECH SEASPY MINI CAMERA C / W LIGHT RING
TRITECH OCEANSPY MINI CAMERA C / W LIGHT RING
KONGSBERG OSPREY KAMER 1366 CAMG OSPERY 1366 CAMG OSPONG OSPREY 1366 CAMG CAMGS 1366 CAMG CAMG 1366 CAMG CAMG 1366 CAMG CAMER 1366 CAMG CAMERA
CAMERA
CAMERA 1366 CAMG CAMG 1366 CAMG CAMERA
CAMERA
CAMERA 1366 CAMG CAMERA
CAMERA 1366 CAMG CAMER 1366 CAMG CAMERA 1366 CAMERA 1366 CAMGS 1366 CAMG CAMERA 1366 CAMERA 1366 CAMGS 1366 CAMERA 1366 CAMGS 1366 CAMERA 1366 CAMERA MKII 102 ПОВОРОТ И НАКЛОН
KONGSBERG OE14-208 ЦИФРОВАЯ КАМЕРА С ВСПЫШКОЙ И НОУТБУКОМ
KONGSBERG OE 14-308 DIVER DIGITAL STILLS КАМЕРА
KONGSBERG OE 14-376 ИНСТРУМЕНТАЛЬНАЯ КАМЕРА VS
OCEANSCANSCAL300, DIGITAL VS
CAMERA VS
OCEANSCANSCAL300 КАМЕРА
OCEANSCAN DTR100Z ADF ВЗРЫВОБЕЗОПАСНАЯ КАМЕРА
MACARTNEY NEXUS MK I FIBER OPTIC MULTIPLEXER
KONSBERG OE14-366
Аренда — Подводные и морские — Системы подводных плавучих аппаратов / Инструменты — Система слежения за трубами и кабелями
PEMIP
TACK TRACK TACK TACK PEMISS ТРЕКОВАЯ ПУТЬ СИСТЕМА
ИННОВАТУМ ТОНАЛЬНЫЙ ГЕНЕРАТОР
ТИНСЛИ 5915 ТОНАЛЬНЫЙ ГЕНЕРАТОР
ТИНСЛИ 5910 НАБОР ДЛЯ ИСПЫТАНИЯ КАБЕЛЯ
МУЛЬТИПЛЕКСОР NEXUS MKV
МАКАРТНА Y NEXUS MK I FIBER OPTIC MULTIPLEXER
Аренда — Подводные и оффшорные — ROV системы / инструменты — Доплеровские записи скорости
RDI 300/600/1200 KHZ WORKHORSE NAVIGATORNEXUS MKV MULTIPLEXER
MACARTNEY MULTIPERNEY 90 Подводные и оффшорные — ROV Systems / Tooling — Sonar / Profilers TRITECH SEANET SURFACE CONTROL UNIT
TRITECH MULTICOMM JUNCTION BOX
BLUEVIEW P900E MULTI-BEAM IMAGING SONAR
KONGSBERG MESOTECH SONECH 1071 SERIESAR TRITECH 1071 TRITECH SERIESAR FQUISSAR
TRITECH MESOTECH 1071 SERIESAR TRITECH SUPER
MACARTNEY NEXUS MK I FIBER OPTIC MULTIPLEXER
Аренда — Подводные и морские — Системы ROV / Инструменты — Гироскопы
IXSEA OCTANS NANOTELEDYNE TSS MERIDIAN SURVEYOR GYROCOMPASS
IXSEA 3000 OCTANS MKIII 3000 OCTANS
IXSEA 3000 OCTANSО.
 Г.
Г. NEXUS MKV МУЛЬТИПЛЕКСОР
MACARTNEY NEXUS MK I FIBER OPTIC MULTIPLEXER
IXSEA ROVINS GYRO INS ENABLED
Аренда — Подводные и оффшорные — ТНПА / Инструменты — Датчики движения
TSS DMS-MOTION SENSOR TSS DMS-
MOTION SENSOR NEXUS
MACARTNEY NEXUS MK I FIBER OPTIC MULTIPLEXER
Аренда — Подводные и оффшорные — Системы ROV / Инструменты — Инерциальные системы
IXSEA ROVINS GYRO INS ENABLEDRDI 300/600/1200 KHZ WORKHORSE NAVIGATER NAVIGATOR MKV MKV
MULTIPN MULTIPLEXER
Аренда — Подводные и оффшорные — Системы ROV / Инструменты — Лампы и лазеры
MACARTNEY LUXUS POWER LEDOSPREY 1130 U / W CAMERA FLOOD LIGHT
OSPREY 1132 U / W SPOT LAMP
OSPREY 1135 U / W SPOT LAMP WDL-75 WET & DRY LAMP
IMENCO ANGEL SHARK LASER
NEXUS MKV MULTIPLEXER
Аренда — Подводные и оффшорные — Экологические — CTD / SVP
VALEPORT CTD606 САМОЗАПИСЬVALEPORT CTD604 MK3
VALEPORT CTD606 MK3
VALEPORT MIDAS SVP
VALEPORT MINI SVS
VALEPORT SVX2
Аренда — Подводные и оффшорные — Экологические — Измерители тока
RDI 300/600/1200 KHZURKHSE VALEPORT 803 ROV ИЗМЕРИТЕЛЬ ТОКА (ЭЛЕКТРОМАГНИТНЫЙ)VALEPORT BFM 106 CURRENT METER
Аренда — Подводные и оффшорные — Экологические — Уровнемеры
VALEPORT MIDAS TMS TIDE & ОКРУЖАЮЩАЯ СРЕДА СИСТЕМА МОНИТОРИНГА И СИСТЕМЫ МОНИТОРИНГА WALEPORT 7 WALEPO 9008 WALEPUGA 9008Аренда — Подводное и оффшорное оборудование — Водолазное оборудование
CYGNUS THICKNESS GAUGE DIVER HELDПОДВОДНАЯ СИСТЕМА UT
БАННЫЙ КОРРОМЕТР BUCKLEY
СИСТЕМА RSL FMD 9007 TELEDYNEEL CDL 9001 UFAMER, UMBE, UFR, UMB, UMB, AMBER 9001 СИСТЕМА ИНСПЕКЦИИ МАГНИТНЫХ ЧАСТИЦ
ASAMS 12 ПОДВОДНЫЙ МАГНИТ СИСТЕМА ИНСПЕКЦИИ ЧАСТИЦ ИС
Аренда — Подводные и оффшорные — Акустическое позиционирование — USBL
SONARDYNE 8271SONARDYNE 8190
EASYTRAK ALPHA PORTABLE
KONGSBERG CNODE MAXI TRANSPONDERS
HPR 418POSITOR
HPROS
KONGSBERG SIMRAD RPT 324
Sonardyne ШИРОКОПОЛОСНОГО SUB-MINI ТРАНСПОНДЕР RESPONDER WSM
ПРИКЛАДНОЙ АКУСТИКА 219 MICRO BEACON / транспондер
ПРИКЛАДНЫХ АКУСТИЧЕСКИЕ 945 MIDI BEACON / транспондер
PAM 2520
ПРИКЛАДНОЙ АКУСТИКА 982 UNIVERSAL CHARGER
ПРИКЛАДНОЙ АКУСТИКА 935H MIDI BEACON / транспондер
Sonardyne ANT ТРАНСПОНДЕР НАБОР ДЛЯ ИСПЫТАНИЙ
SONARDYNE COMPATT 6 TRANSPONDER
SONARDYNE iWAND 6G
SONARDYNE ROVNav 6
APPLIED ACOUSTICS 1019 MINI BEACON
APPLIED ACOUSTICS 1082 SMART SWITCH
APPLIED ACOUSTICS 3510 90a PORTABLE SUBSHEUR 900 — Offshore PAMS 903 9003 1 SONARDYNE ANT TRANSPONDER TEST SET
SONARDYNE MINI ROVNAV
Аренда сабвуфера SONARDYNE DATA FUSION ENGINE
SONARDYNE ROVNAV EHF / MF
SONARDYNE COMPATT 6 TRANSPONDER
SONARDYNE COMPATT 6 TRANSPONDER
SONARDYNE DUNKER 6
WANDARDYNE 9001 — SONARDYNE DUNKER 6
WG 6GN —
— 9 — 9 Автоматический толщиномер VERSATRAX 100 MICROMAG
Аренда — Подводная инспекция — Подводный толщиномер — Подводный толщиномер
CYGNUS DIVE MK2CYGNUS DIVE
CYGNUS DIVE GELUDING 903 — Подводный толщиномер 903a — Подводный измеритель толщины 903a — Подводный измеритель толщины 900a — Подводный датчик толщины 90a Установленный толщиномер CYGNUS MK5 ROV
Аренда — Подводная инспекция — Подводная дефектоскопия — Подводная вихретоковая дефектоскопия
PHASEC3 Вихретоковые дефектоскопы PHASEC3Аренда — Подводная инспекция — Подводная дефектоскопическая система для обнаружения дефектов UNDO
UU Аренда — Подводная инспекция ion — Подводная дефектоскопия — подводный MPI ASAMS 12 ПОДВОДНАЯ СИСТЕМА ИНСПЕКЦИИ МАГНИТНЫХ ЧАСТИЦUFM7 / UPRS6 КОМБИНИРОВАННОЕ МАГНИТНОЕ ПОЛЕ, УЛЬТРАФИОЛЕТОВЫЙ И УЛЬТРАФИОЛЕТОВЫЙ ИЗМЕРИТЕЛЬ СВЕТА
BOWTECH ROV SUBSEA BLACK LIGHT SPECT
ASAMSAT 3 ПОДВОДНАЯ СИСТЕМА УЛЬТРАФИОЛЕТОВОГО ПРИЗНАЧЕНИЯ
ASAMSAT 3 Аренда — Подводный осмотр — Подводная дефектоскопия — ACFM U31D ACFM ПОДВОДНАЯ СИСТЕМА
Аренда — Подводный осмотр — Подводный визуальный осмотр — Подводные камеры
IMENCO BULL IMAHARK HD CAMERA / ZAMERA ZAMERAIMENCOAD КАМЕРА SHARK / SHARK
IMENCOAD КАМЕРА
IMENCO SILVERTIP ШИРОКОУГЛОВАЯ КАМЕРА
IMENCO TIGER SHARK КАМЕРА
TRITECH SEASPY MINI CAMERA C / W LIGHT RING
TRITECH OCEANSPY MINI CAMERA C / W LIGHT RING
KONGSBERG KONGSBERG MKIIGOOG
CONGSBERG KONGSBERG OSPREYM
CONGSBERG MKIIGOOG
CONGSBERG KONGSBERG OSPREY
CONGSBERG KONGSBERG ZPREY
CONGSBERG MK OSPREY
CONGSBERG KONGSYS
CREASPY
CONGSBERG KONGSYM 130031 OSPREY
CONGSBERG MK OSPREY
C.
 102 ПОВОРОТ И НАКЛОН
102 ПОВОРОТ И НАКЛОН KONGSBERG OE14-208 ЦИФРОВАЯ КАМЕРА С ВСПЫШКОЙ И НОУТБУКОМ
KONGSBERG OE 14-308 DIVER DIGITAL STILLS CAMERA
KONGSBERG OE 14-376 ИНСТРУМЕНТАЛЬНАЯ КАМЕРА
OCEANSCAN VS3003 DIGITAL STILLS C / W FLASH & LAPTOP PC
OCEANSCAN VS3870 COLOR CAMERA DOSFO LAPTOR
OCEANSCAN VS3870 COLOR CAMERA
OCEANSCAN EXCAMERA
OCEANSCEN OE14-366
Аренда — Подводный осмотр — Подводный визуальный осмотр — Подводная автоматизированная система камер
VERSATRAX 100 MICROMAGАренда — Подводный осмотр — Мониторинг коррозии
BUCKLEY’S BATHYCORROMETEROCEANCORROMETER
OCE PROANSCAN НАБОР ДЛЯ МОРСКИХ ИССЛЕДОВАНИЙ БАКЛИ
Аренда — Подводная инспекция — Обнаружение затопленных элементов
RSL FMD SYSTEMАренда — Верхний неразрушающий контроль и инспекция — Дефектоскопия — Вихретоковая дефектоскопия
NORTEC 600ФАЗЕРАЦИЯ ВЯЗЫВАНИЯ
ФАЗЕРАЦИЯ ВЯЗЫВАНИЯ ДЕТЕКТОРЫ
ДЕФЕКТОР СВАРОЧНОГО Вихревого тока 900 31 NORTEC 500S
HOCKING LOCATOR 3S
EDDYFI LYFT PULSED EDDY CURRENT (PEC)
GE MENTOR EM
Eddyfi Sharck Зонд для стыковой сварки
Eddyfi PECA Probe
Аренда — Верхний NDT & Inspection Ультразвуковое обнаружение дефектов 90ANAMT35 EPOC — Дефектоскопия 90ANIC35
PANAMETRICS EPOCH LTC
PANAMETRICS EPOCH IV
SONATEST SITESCAN D + SERIES
GE USM 33
GE USM GO
OLYMPUS EPOCH 600
Floormap3DiM-R
Аренда — Верхняя панель NDT / Inspection Topside NDT & Inspection 900 — Дефектоскопия PHO3 — Дефектоскопия 903 MULTIMAG
OLYMPUS OMNISCAN SX PA
OLYMPUS OMNISCAN MX2 16: 128 СЛЕДУЮЩЕГО ПОКОЛЕНИЯ
OLYMPUS OMNISCAN MX 32: 128
OLYMPUS HYDROFORM PROBE
OLYMPUS COBRA SCANNER
OLYMPUS COBRA SCANNER
OLYMPUS KAIN SCANNER
OLYMPUS CHAIN SCANNER
OLYMPUS CHAIN SCANNER
OLYMPUS KAIN SCANNER 9003 & Осмотр — Дефектоскопия — Компьютерная радиография
DURR CR35 NDT
Rental — To pside NDT & Inspection — Дефектоскопия — Цифровая радиография
GE INSPECTION DXR250C-W SYSTEMАренда — Верхний неразрушающий контроль и инспекция — Дефектоскопия — Проверка труб
OLYMPUS MULTISCAN MS 5800 TUBE INSPECTION SYSTEMTops Inspection SYSTEM
Tops Дефектоскопия — Контроль магнитных частиц
LABINO MIDBEAM 2. 0 ИНСПЕКЦИОННАЯ УЛЬТРАФИОЛЕТОВАЯ ЛАМПА
0 ИНСПЕКЦИОННАЯ УЛЬТРАФИОЛЕТОВАЯ ЛАМПА JOHNSON & ALLEN POLYMAG ПОСТОЯННЫЙ МАГНИТ
BAUGH AND WEEDON LUMACHECK ПРОВЕРКА ДВОЙНОГО УЛЬТРАФИОЛЕТОВОГО И БЕЛОГО СВЕТА
ИНСПЕКЦИОННАЯ ЛАМПА С ДВУМЯ УЛЬТРАФИОЛЕТОВЫМИ И БЕЛЫМИ СВЕТАМИ LUMAZON
LEVYHILL DUAL LIGHT METER
LAMPROL
MAGNAFLUX 10 «МАГНИТНАЯ КАТУШКА
KEIYU ПОСТОЯННЫЙ МАГНИТ
ELY ВЕРХНИЙ УЛЬТРАФИОЛЕТОВЫЙ СВЕТ
ISOTECH ИЗМЕРИТЕЛЬ ОСВЕЩЕНИЯ
Аренда — НК на верхней поверхности и проверка — Дефектоскопия — ACFM
PACE ™AMIGO 2
Eddyfi 903 AmigoT — Дефектоскопия — Вихретоковая матрица EDDYFI REDDY
Аренда — Верхний неразрушающий контроль и осмотр — Толщиномер — Ультразвуковой толщиномер
CYGNUS 4 MULTIPLE ECHO ULTRASONIC DIGITAL THICKNESS SYSTEMOLYMPUS 900 PLUS СИСТЕМА OLYMPUS PALYMPUSS
OLYMPUSSYMPUS 900 PALYMPUSR
OLYMPUS -GAGE V SERIES
VERSATRAX 100 MICROMAG
Danatronics Echo DLW9
Аренда — НК и контроль верхнего строения — Измерение толщины — Ультразвуковой прецизионный толщиномер
DANATRONICS UPG-07DLCW ПРЕЦИЗИОННЫЙ ТОЛЩИНОМЕРАренда — НК и контроль верхнего строения — Датчики толщины — Ультразвуковой искробезопасный датчик толщины
CYS 903 NDT и инспекция — Измерение толщины — Измерение глубины карьера
ELCOMETER 119 PIPE PIT GAUGEАренда — НК и осмотр верхней части — Измерение толщины — Измерение толщины краски
ELCOMETER EBAN 2000 MK2Визуальный осмотр — Верхний осмотр — NDT Дистанционный визуальный осмотр (RVI)
GE MENTOR VISUAL IQ VIDEOPROBEGE XL LV VIDEOPROBE
GE XL VU VIDEOPROBE
OLYMPUS MXR VIDEOSCOPE (3 METERS)
WOHLER VIS220 20 MTRO INSPECTION PEARPLECAMERA
PERPLEX
PERPLEX
57 SPECTRUM 45 P&T КАМЕРА
FORTE VISIO PRIME INSPECTOR (6M)
VERSA TRAX 100 MICROMAG
Аренда — неразрушающий контроль и осмотр верхнего строения — Визуальный осмотр — Искробезопасные видеоскопы
PEARPOINT P374 ЗОНА 0 34 ММ КАМЕРА И НАВИГАТЕЛЬ 61MTS Аренда — Обнаружение и осмотр верхнего строения — Визуальный осмотр FLERM 9003 — Тепловизор 903. Аренда — неразрушающий контроль и осмотр верхнего строения — визуальный осмотр — лазерное сканирование
Аренда — неразрушающий контроль и осмотр верхнего строения — визуальный осмотр — лазерное сканирование
Аренда — неразрушающий контроль верхнего строения и осмотр — испытание на твердость
EQUOTIP 3 ПОРТАТИВНЫЙ ТЕСТЕР ЖЕСТКОСТИEQUOSTAT 3 PORTABLE HARDNESS TESTER
EQUOSTAT 3 PORTABLE NDT
TRACERCO T404 РАДИАЦИОННЫЙ МОНИТОР PED
Аренда — Обнаружение и контроль верхнего строения — Газовые и радиационные — Газовые мониторы
ZELLWEGER MINI GAS MONITORD Аренда — ZELLWEGER MINI GAS MONITOR
D Инспекция покрытий и красок
BUCKLEY’S PHD 1-20KV PINHOLE / HOLIDAY DETE CTORELCOMETER EBAN 2000 MK2
Аренда — НК на верхней части и проверка — Магнитный гусеничный ход
VERSATRAX 100 MICROMAGАренда — НК на верхней стороне и проверка — Измеритель содержания феррита
FISCHER FERITSCOPE FMP30 9035 — Расходные материалы FISCHER FERITSCOPE FMP30 — 9035 ДАТЧИКИ
УЛЬТРАЗВУКОВЫЕ ДАТЧИКИ
Расходные материалы — Датчики — Phoenix
ФЕНИКСОВЫЕ ДАТЧИКИРасходные материалы — Кабели и провода
УЛЬТРАЗВУКОВЫЕ ПРОВОДНИКИВЕДУЩИЕ ТОКОВЫЕ ПРОВОДНИКИ
Расходные материалы и расходные материалы
/ COUPEL / DPI SONAGEL — Аэрозольная краска
FLUXO 3FLUXO R175
FLUXO P125
FLUXO S190
FLUXO 6
FLUXO 4
Расходные материалы — Чернила и краска MPI / DPI — Порошок
FLUXO 13Расходные материалы — Чернила и краска MPI / Subse DPI Чернила MPI и аксессуары
NEOASTRA DGCUWSUTHERLAND FLASK
BURMAH CASTROL STRIPS
ARDOX 8544
Расходные материалы — Тестовые блоки
ТЕСТОВЫЙ БЛОК ФАЗИРОВАННОЙ МАССЫИСПЫТАТЕЛЬНЫЙ БЛОК ЦАП
ИСПЫТАТЕЛЬНЫЙ БЛОК A5
4-ШАГОВЫЙ БЛОК
ИСПЫТАТЕЛЬНЫЙ БЛОК A6
ИСПЫТАТЕЛЬНЫЙ БЛОК EDDY CURRENT
5-ШАГОВЫЙ БЛОК
ИСПЫТАТЕЛЬНЫЙ БЛОК A7
ТЕСТ-БЛОК V2
Проф. В.А. ТРОИЦКИЙ — Институт электросварки им. Е.О. Патона НАН Украины
В.А. ТРОИЦКИЙ — Институт электросварки им. Е.О. Патона НАН Украины
Flash-рентгенография (FR) — это рентгенография без промежуточных носителей информации (пленок и пластин). FR производит быстрое изображение. Это обеспечивает низкую стоимость тестирования, возможность многоугольного мониторинга внутренних дефектов объектов в реальном времени.
В пленочной рентгенографии, если относительная фотометрическая плотность больше 4, снимки становятся практически нечитаемыми, и их трудно оцифровать.Современные безпленочные технологии лишены этого недостатка и, кроме того, позволяют получать результаты в цифровом виде без специальных систем оцифровки.
Цифровая информация содержит радиационные изображения внутренних дефектов, расширяет возможности дефектоскопии и снижает стоимость испытаний. Флэш-рентгенография основана на портативном рентгеновском телевидении, который представляет собой наблюдение за результатами рентгеновского контроля на экране монитора. Предусмотрена возможность осмотра внутренних дефектов с разных сторон.
Предусмотрена возможность осмотра внутренних дефектов с разных сторон.
Flash-рентгенография с цифровыми твердотельными преобразователями наиболее перспективна с чувствительностью до 0,1% толщины исследуемого металла при разрешении более 10 пар линий на мм. Применение малогабаритных подвижных твердотельных преобразователей открывает новые технологические возможности. Их можно размещать и перемещать в зонах, где невозможно размещение держателей пленки и пластин для хранения. Новая миниатюрная рентгеновская технология расширяет область применения неразрушающего контроля. Приведены примеры практического применения Flash-рентгенографии на базе твердотельных миниатюрных преобразователей.
Введение
Радиационные испытания — широко распространенный вид неразрушающего контроля качества, материалов и деталей. Его можно использовать для деталей из любых материалов, геометрии и формы. Радиационные методы предпочтительнее при проверке качества сварных и паяных соединений, а также при освоении ряда технологических решений благодаря наглядным результатам. Этот метод также используется для проверки других методов неразрушающего контроля.
Существенные качественные изменения произошли за последние годы, расширив возможности радиационного неразрушающего контроля, в первую очередь за счет появления новых многоэлементных полупроводниковых детекторов радиационных изображений, а также интенсивного внедрения средств получения, обработки и анализа цифровых изображений. изображения, которые носят иллюстративный характер, легко архивируются и передаются в электронном виде.Такие детекторы используют электронные средства и преобразуют ионизирующее излучение, прошедшее через исследуемый объект и содержащее информацию о его внутренних дефектах, в пакет электрических сигналов. После этого сигналы оцифровываются, обрабатываются и используются для формирования цифрового изображения исследуемого объекта. Цифровое изображение (DI) можно наблюдать непосредственно во время проверки, то есть в режиме реального времени. Такой метод радиационного контроля без промежуточных носителей информации называется Flash-рентгенографией.Фактически это переносной рентгеновский телевизор с электронной записью информации, которую можно доставить заказчику, выложить в Интернет, заархивировать и сохранить на картах памяти без дополнительной оцифровки и декодирования.
Отличительной особенностью флеш-рентгенографии является отсутствие промежуточных носителей информации, рентгеновских пленок, полупроводниковых накопительных пластин с фотостимулированной памятью. Регулировка режима в широко распространенных технологиях с промежуточными носителями информации требует многократного экспонирования, выделения, обработки и дорогостоящих устройств для оцифровки и чтения информации.Таким образом, отсутствие промежуточных носителей информации (пленки, полупроводниковые пластины) позволяет повысить эффективность и значительно снизить стоимость тестирования качества.
1. Методы получения цифровых изображений
Обследование внутренних дефектов объекта с помощью портативного рентгенотелевизионного оборудования с цифровой обработкой изображений предусматривает принципиальные изменения в технологии неразрушающего радиационного контроля. Частота применения оптических и радиационных цифровых изображений (ДИ) увеличилась в последнее время.Все более широкое распространение находят программно-аппаратные комплексы, используемые для обработки и оцифровки рентгеновских пленок и получения цифровых изображений. Цифровые изображения также могут быть получены с помощью пластин для хранения вместо рентгеновских пленок. Методы и алгоритмы обработки ДИ одинаковы для всех трех вариантов радиационного контроля (рисунки 1-3). Это важное направление современной радиационной дефектоскопии. В настоящее время цифровые изображения обычно создаются с помощью оцифровки рентгенограмм. В редких случаях его получают путем обработки скрытого изображения, считываемого с повторно используемых пластин для хранения.Такой же результат можно получить от цифровых детекторов флеш-радиографии без дополнительных затрат на промежуточные носители информации.
Цифровое изображение, полученное любым из трех указанных способов, должно иметь аналогичную интерпретацию. Результаты обработки ДИ рентгенографии не должны уступать чувствительности и разрешающей способности результатов рентгенографической пленки, полученной через кинопленку. Качество изображения оценивается с использованием изображений эталонных образцов. На DI они должны быть аналогичны изображениям эталонных образцов рентгеновских пленок, исследованных с помощью программы просмотра фильмов.
Существуют три технологии (см. Рисунки 1,2,3) для получения DI-результатов радиационного контроля в электронной форме, но принципы обработки и дальнейшего декодирования этих изображений одинаковы.
На рис. 1 показан классический процесс производства DI посредством оцифровки пленочных рентгенограмм. Эта традиционная технология широко распространена во всех отраслях промышленности. Требуется подготовка пленочных картриджей и экранов. Химическая обработка, сушка пленки, считывание информации на просмотрщике пленки и оцифровка результатов с помощью соответствующего компьютерного комплекса контрольного обследования.Эта технология в основном используется для компактного архивирования результатов неразрушающего контроля в электронном виде и получения дополнительной информации, которую невозможно получить без оцифровки.
Рис. 1. Традиционная схема рентгенологического контроля с пленкой и оцифровки рентгенограмм: (1) картридж с рентгеновской пленкой; (2) обработка рентгеновской пленки; (3) сканирование изображения; (4) цифровое изображение
На рисунке 2 представлена схема более совершенной технологии создания цифровых изображений на основе пластин для хранения, которая называется CR.По сравнению с предыдущей схемой изготовления ДИ, данная технология предусматривает возможность многократного использования промежуточного носителя информации (пластины хранения). Это ускоряет процесс, но не снижает его цены, так как требует квалифицированного персонала, большого количества времени на вспомогательные операции и дорогостоящего оборудования для считывания показаний. Часто пластины для хранения имеют врожденные дефекты. Устраняя детали недостатков этого метода, необходимо отметить появление технологии «сэндвич», которая позволяет одновременно экспонировать на пленке и пластине для хранения.
Рис. 2. Схема контроля с пластиной накопителя: 1 — патрон с пластиной магазина; (2) чтение информации с табличек; (3) цифровое изображение
Мировые производители пленки, такие как Agfa, Fuji, Kodak и др., Продолжили замену пленки на полупроводниковые многоцелевые пластины хранения. Для реализации этой технологии было разработано различное оборудование. В Институте электросварки им. Э. О. Патона много времени было потрачено на внедрение селеновых пластин и других промежуточных носителей информации.Все эти технологии с повторно используемыми носителями информации не получили распространения по двум причинам: дорогостоящее оборудование и необходимость в высококвалифицированном персонале.
На рисунке 3 представлена схема рентгеновской технологии (flash-радиографии) на основе рентгеноскопических и твердотельных детекторов. Это самый быстрый и дешевый метод создания цифрового изображения в электронной форме, не требующий оборудования для обработки и считывания и соответствующего дополнительного времени.
Фиг.3. Схема быстрого рентгеновского контроля без промежуточных носителей информации: (1) твердотельный датчик-вспышка; (2) цифровое изображение
Оба типа радиационного контроля без рентгеновских пленок (рисунки 2, 3) могут дать лучшие результаты, чем оцифрованное изображение, полученное с помощью рентгеновской пленки.
2. Качество цифровых изображений, полученных разными методами
Известно, что чем выше оптическая плотность и чем больше экспозиция, тем больше информации содержит экспонируемая пленка.Следовательно, для оцифровки пленок высокой плотности необходим хороший сканер, чтобы собрать все данные, имеющиеся на пленке. Широко распространенные считывающие устройства и дешевые сканеры не могут обеспечить высокое качество оцифровки рентгеновских изображений, если их относительная оптическая плотность выше трех. Все попытки получить удовлетворительный DI от более плотных пленок не увенчались успехом. Таким образом, удовлетворительный ДИ в пленочном варианте (см. Рис. 1) возможен, если оптическая плотность пленки лежит только в диапазоне 1,5-2,5. При таких значениях шумы дигитайзера не вносят необратимых искажений в DI.Опыт оцифровки пленочных изображений с плотностью 3–3,2 порядка уже показал неудовлетворительные результаты. Мелкую информацию трудно отобразить. Например, теряются изображения мелких пор диаметром менее 0,2 мм и трещин с небольшими отверстиями. Следовательно, оцифровка фильмов имеет существенные ограничения. Часть дефектов, обнаруженных с помощью программы просмотра фильмов, на DI не обнаружена. Это существенный недостаток традиционной пленочной рентгенографии, который практически невозможно устранить в реальном производстве.
Технологии без пленки на схемах рисунков 2 и 3 лишены этого недостатка; они отличаются большим динамическим диапазоном, что расширяет возможности неразрушающего контроля. Анализ DI по технологическим схемам рисунков 2 и 3 подтвердил, что обнаруживаемость мелких пор, трещин и различных включений в сварных соединениях превышает информацию о них на пленке. Особенно перспективна технология, показанная на Рисунке 3, на основе твердотельных или оптоэлектронных преобразователей. Это обеспечивает возможность после компьютерной обработки DI получить до 0.Чувствительность 1% и исследуйте движущийся объект. Обнаруживаемость дефектов повышена за счет того, что движущиеся небольшие изображения лучше различимы человеческим глазом, чем статичные. Изменение направления проверки возможно при отсутствии промежуточных носителей информации при проверке на схеме рисунка 3.
DI, полученные для трех технологий, показанных на рисунках 1,2,3, легко архивируются и транслируются в сети. Временные затраты и стоимость получения информации по представленным технологическим схемам примерно соотносятся соответственно 10: 5: 1 и 5: 20: 1.Пленочная рентгенография на Рисунке 1 предлагает большое количество процедур, которые иногда повторяют несколько раз для получения удовлетворительных результатов. Во время FR таких процедур нет. Пленочная рентгенография примерно в 10 раз длиннее, чем FR (рис. 3), чтобы получить тот же результат. При использовании пластин для хранения требуется меньше вспомогательных процедур для получения той же информации об объекте. Следовательно, потраченное время соотносится примерно как 10: 5: 1.
Что касается стоимости, то соотношение 5: 20: 1 означает, что при рентгеновских технологиях на рис.1,2 необходимо использовать оборудование для считывания информации, высококвалифицированные специалисты, а также многократные воздействия для получения тех же результатов, что и на FR.
Технологии, представленные на рис. 1 и 3, не требуют дорогостоящего обслуживания. Конечно, числа 5: 20: 1 зависят от многих факторов, в том числе от уровня жизни в данной стране.
Для FR время и стоимость были приняты равными 1. Два других метода (рисунки 1, 2) занимают больше времени 10: 5: 1 и стоят 5: 20: 1. Экспозиция у стоматолога или рентгеноскопия в больнице проводится в течение нескольких секунд, а снимок стоит несколько центов.В то время как аналогичные результаты, основанные на технологиях, показанных на Рис. 1 и Рис. 2, значительно дольше и намного дороже.
В скором времени обнаружение внутренних дефектов и коррозионных повреждений с помощью портативного оборудования для импульсной рентгенографии станет обязательным для всех нефтегазовых вспомогательных трубопроводов, которые в настоящее время практически не контролируются, так как рентгеновские исследования пленки дорого, а ультразвуковое тестирование малоэффективно.
На рис. 4 представлены структурные схемы получения изображений радиационного контроля в электронной форме по трем описанным технологиям (см. Рис. 1-3).Процедуры этих технологий различаются стадией создания цифрового изображения, а обработка DI одинакова для всех трех схем. Поэтому и затраты на реализацию этих процедур и оборудование для приема DI тоже разные.
Общим недостатком первых двух технологий с промежуточными носителями информации (см. Рисунки 1 и 2) является необходимость повторных проверок, иногда многократных проверок для определения оптимальных значений анодного напряжения, времени воздействия, фокусного расстояния, а также вспомогательных процедуры с промежуточными носителями информации.Обычно оператору при работе с новыми неизвестными объектами необходимо найти правильный режим и порядок проверки для промежуточного носителя информации. Как правило, она выполняется средствами отбора, многократного воздействия, т.е. повторением всех подготовительных операций перед обследованием.
Важнейшим преимуществом технологии, представленной на Рисунке 3, является возможность наблюдать изменения изображения на экране во время проверки. Это способ определения оптимальных режимов.Кроме того, есть возможность многоугольного исследования изображения внутреннего дефекта.
Особый интерес представляют технологии, основанные на небольших, всего несколько квадратных сантиметров, твердотельных цифровых преобразователях электронов. У них нет ограничений, связанных с картриджами, экранами и пластинами для хранения. Мобильные преобразователи могут свободно перемещаться по поверхности объекта. Такие возможности включены в диагностику широко используемых на практике [8] крупных таможенных объектов, размеры которых могут быть неограниченными. Тестирование таких объектов с помощью промежуточных носителей информации (пленок, пластин) практически нереально [8].Миниатюрные твердотельные преобразователи можно встраивать в конструкции различной формы. Изображения от отдельных небольших преобразователей объединяются в общее изображение объекта сложной формы.
Рисунок 4 . Структурная схема технологических процедур получения результатов радиационных испытаний в электронном виде с пленкой (см. Рисунок 1), компьютерной (см. Рисунок 2) и флеш-радиографией (см. Рисунок 3)
Flash-рентгенография позволяет варьировать все основные параметры (фокусное расстояние, экспозицию, анодное напряжение и ток) и наблюдать за изменением изображения на экране дисплея в режиме реального времени.Это значительно сокращает время и расходные материалы. Кроме того, трудно удалить артефакты от пленок, экранов, пластин, картриджей в технологиях с промежуточными носителями информации. В случае с изображением в реальном времени, то есть по технологии, показанной на рисунке 3, с возможностью изменения параметров режима тестирования, артефакты легко обнаружить и в дальнейшем удалить. Есть алгоритмы работы с электронными изображениями. Они обеспечивают накопление и извлечение отдельных фрагментов в ДИ.
3. Аппаратура для флеш-рентгенографии
В США, Японии, России и других странах ведутся интенсивные работы по совершенствованию твердотельных электронных преобразователей, мобильных рентгенотелевизионных дефектоскопов, которые заменяют ультразвуковое оборудование благодаря лучшим возможностям обнаружения. Со временем эта тенденция появится и в других странах. Поэтому необходимо изучить технологические возможности флеш-рентгенографии. Многие компании производят различные сцинтилляционные панели. Значительная часть таких устройств описана в работе [3].Институт электросварки им. Э. О. Патона сотрудничает с компанией Hamamatsu Photonics (Япония). На рис. 5 показаны два принципа построения твердотельных детекторов этой компании, а в таблице 1 приведены характеристики некоторых из них.
Рис. 5. Варианты конструкции плоских дефектоскопов компании Hamamatsu Photonics: (а) конструкция, в которой изображение с экрана на датчик передается с помощью оптоволоконной пластины; (б) конструкция с прямым расположением сцинтилляционного экрана над сенсором (CCD-матрицей)
Таблица 1. Характеристики сцинтилляционных панелей Csl (Tl) компании Hamamatsu
Панель | Тип панели | Размер, мм | Эффективная площадь, мм | Толщина подложки, мм | Толщина сцинтиллятора, мм | Относительная световая отдача,% | Функция передачи контрастности, lp / мм |
FOS | J6673 | 50´10 | 47´7 | 3 | 150 | 70 | 10 |
J6673-01 | 150 | 40 | |||||
J6677 | 50´50 | 47´47 | 3 | 150 | 70 | 10 | |
J6677-01 | 150 | 40 | |||||
ACS | J8734 | 50´50 | 48´48 | 0,5 | 150 | 125 | 10 |
J8734-01 | 150 | 150 | |||||
J8977 | 468´468 | 440´440 | 2 | 600 | 250 | 3 | |
ALS | J8978 | 50´50 | 48´48 | 1 | 150 | 70 | 10 |
J9857 | 468´468 | 440´440 | 1 | 600 | 150 | 3 |
В таблице 1 приняты следующие обозначения: FOS — волоконно-оптическая пластина со сцинтиллятором; ACS — пластина из аморфного углерода со сцинтиллятором; ALS — алюминиевая пластина со сцинтиллятором.Светоотдача и функция передачи контраста (CTF) измерялись с помощью ПЗС-матрицы при напряжении 60 кВ на рентгеновской трубке. Использовался алюминиевый фильтр толщиной 1 мм.
Десятки компаний в США, Японии и Европе производят прочные цифровые преобразователи практически для любых задач радиационного контроля. На рис. 6 показан процесс исследования коррозионных повреждений трубопровода твердотельным преобразователем типа DRP 2020 NDT [9].
Качество изображения [2, 10] катетеризуется по определенным показателям.Их несколько:
- базовое пространственное разрешение SRb измеряется с помощью Duplex IQI (EN 462-5), и оно равно половине зарегистрированной резкости или эффективного размера пикселя;
- пространственное разрешение определяется расстоянием до соседних разрешимых элементов на изображении;
- пространственная частота — это значение, обратное расстоянию до соседних разрешаемых элементов на изображении, измеряемое в линзах на миллиметр;
- Нечеткость изображения имеет многофакторную природу из-за геометрии и условий проекции, нечеткости детектора;
- Отношение сигнал / шум (SNR) зависит от воздействия и качества радиационного трека.Это соотношение увеличивается как квадратный корень из площади рабочих пикселей;
- Отношение контрастности к шуму (CNR) зависит от соотношения сигнал / шум и коэффициента поглощения материала объекта.
Динамический диапазон необходимо учитывать при сравнении возможностей отдельных методов радиационного контроля. Это толщины объекта, доступные для приемлемого анализа на одном изображении. Большой динамический диапазон обеспечивает значительные преимущества технологий, представленных на рисунках 2 и 3, по сравнению с пленочной рентгенографией.Обычно большой динамический диапазон достигается за счет экспозиционной дозы, которая в пленочных системах ограничена относительной оптической плотностью 3-4. Кроме того, они становятся нечитаемыми при большей плотности пленки. В случае цифровых систем обнаружения H&D (без промежуточных носителей информации) «экспозиция», то есть хранение информации, не имеет ограничений из-за компьютерных технологий. При этом отношение сигнал / шум (SNR) увеличивается как квадратный корень из дозы. Это эквивалентно времени экспозиции или количеству усредненных изображений.Таким образом достигается SNR, равное нескольким тысячам, и высокое качество DI. На практике эти процессы ограничиваются контрастной чувствительностью 0,1%, что соответствует SNR порядка 1000.
Таким образом, очевидно, что радиационные испытания без промежуточных носителей информации (накопительные пластины, пленки и т. Д.) И с элементами сканирования и возможностью изменения направления облучения объекта — дело будущего.
Цифровая обработка изображений (см. Рисунок 4) сопровождается отчетными процедурами.Они включают в себя операции по оценке пригодности DI, измерение интенсивности серого, оптической плотности и определение чувствительности. Серая цифровая шкала обычно составляет 16 бит [6], имеет тысячи оттенков, а гистограмма DI должна быть примерно посередине этой шкалы, чтобы предотвратить недо- или передержку. Центральное расположение гистограммы обеспечивает возможность более качественной цифровой обработки, т.е. позволяет масштабировать интенсивность серого. Также используется калибровка по размеру. Это позволяет измерять дефекты и выполнять другие процедуры, не характерные для традиционной пленочной рентгенографии и ультразвукового контроля.
Следует отметить большой успех преобразователей излучения на основе перетасовки с детекторами. Они находят применение на таможне. Все попытки использовать такие преобразователи для испытания сварных соединений пока не увенчались успехом. Эти системы постоянно совершенствуются [11].
4. Рентгеновская мини-техника
Инспекционная рентгеновская системаможет быть разработана на основе мини-R-преобразователей (рис. 5). При этом рентгеновский преобразователь перемещается по поверхности объекта, как это происходит при ультразвуковом контроле.
Монолитные преобразователи позволяют исключить обнажение больших площадей и контролировать только небольшие зоны, где ожидаются интервальные дефекты. Такая мобильная флеш-рентгенография была использована (рис. 7) для обследования испытательного стенда с критическими болтами, используемыми для соединения энергетических реакторов, где внутренние дефекты невозможно обнаружить другими методами. Мини-R-преобразователи рекомендуются для объектов, подобных показанным на рисунке 7. Такой вариант импульсной рентгенографии называется технологией «X-ray mini ».Мы реализуем это с помощью любых непрозрачных преобразователей, в том числе показанных на рисунке 5. Подвижность R-преобразователя, а также R-излучателя (изотоп, керамическая трубка) используется при реализации рентгеновской мини-технологии. Мини-детекторы, которые в десять раз меньше, чем крупнопанельные единицы (рисунок 6) можно легко понять, тангенциальный осмотр [12] трубы и запорной арматуры в тепловой и ядерной энергетике. Рентгеновская мини-техника должна найти широкое применение при мониторинге технического состояния самолетов, подъемного и другого опасного оборудования.Мобильность R-преобразователя, а также источника излучения расширяет возможности неразрушающего контроля. Таким образом, успех рентгеновской мини-технологии заключается в ее программном обеспечении. Каждый объект имеет индивидуальные программы, реализованные робототехникой. Выполняется по желанию заказчика в зависимости от технологических процессов с использованием рентгеновской мини-техники. Институт электросварки им. Э. О. Патона производит сканеры для рентгеновских мини и выпускает соответствующее программное обеспечение. Рентгеновское мини-тестирование может иметь полную или частичную автоматизацию.
На рис. 8 показана Flash-рентгенография в рентгеновском мини-варианте.Он был использован для испытания 1,5 км магистрального газопровода, состоящего из 4-х труб диаметром 18 мм на кислородной установке. Программа построена таким образом, что можно исследовать одновременно все трубы или каждую по отдельности. Сделать это можно только с помощью малогабаритного твердотельного преобразователя, расположение которого определяет оператор. Подобные радиационные испытания с промежуточными носителями информации требуют гораздо больше денег и времени, чем FR.
Список литературы
[1] Троицкий В.А. Флэш-рентгенография // Территория неразрушающего контроля, 2013. №4. С. 44-49.
[2] Майоров А.А. Цифровые технологии в радиационном контроле // В мире неразрушающего контроля. 2009. №3. С. 5-12
[3] Троицкий В.А., Михайлов С.Р., Пастовенский Р.А., Шило Д.С. Современные системы неразрушающего радиационного контроля // Техническая диагностика и неразрушающий контроль, 2015. №1. С. 23-35.
[4] Степанов А.В., Ложкова Д.С., Косарина Е.С. Компьютерная радиография результатов практических исследований по возможности замены пленочных технологий.М .: ВИАМ, 2010.
.[5] Грудский А.Я., Величко В.Я. Оцифровка рентгенографических изображений — дело непростое // В мире неразрушающего контроля. 2011. №4. С. 74-76.
[6] Цветкова Н.К., Новицкая К.А., Кологов А.В., Смирнов В.Г. Особенности применения комплексов цифровой рентгенографии при неразрушающем контроле кузовного производства // Машиностроительные технологии. 2014. №7. С. 47-50.
[7] Варламов А.Н. Опыт эксплуатации комплекса цифровой рентгенографии в полевых условиях // В мире неразрушающего контроля.2014. №3 (63). С. 25-28.
[8] Коккоори С., Вробель Н., Хохендорф С. и др. Мобильная высокоэнергетическая рентгенография для неразрушающего контроля грузовых контейнеров // Оценка материалов. 2015. Т. 73. № 2. С. 175 — 185.
.[9] Duerr NDT GmbH and Co. KG. URL: http://duerr-ndt.com. Панели NDT.net.
[10] Zscherpel U., Ewert U., Bavendiek K. Возможности и ограничения цифровой промышленной радиологии: новый метод высококонтрастной чувствительности. Примеры и системно-теоретический анализ.Лион, 2007.
[11] Яценко С. Я., Кокоровец Ю. Я., Лозенко А. П. и др. al. Рентгеновские телевизионные системы «Полискан» // Техническая диагностика и неразрушающий контроль
[12] Троицкий В.А. Неразрушающий контроль многослойных сварных конструкций // Insight. 1997. Vol. 39. № 9
Быстрая и безопасная альтернатива для контроля сварных швов
Надежное обнаружение дефектов сварных швов является проблемой во многих отраслях, где сварка используется в больших масштабах, например, в нефтегазовой и нефтехимической промышленности.Еще сложнее проверить сварные швы из разнородных материалов и сварные швы из нержавеющей стали. В частности, иногда бывает трудно обнаружить дефекты неплавления.
Текущий золотой стандарт неразрушающего контроля сварных швов — радиография. Тем не менее, существуют опасения по поводу безопасности вредных рентгеновских лучей, используемых в рентгенографии, а также ограничений на их использование при обследовании. При правильной настройке ультразвуковой контроль может устранить эти ограничения, поскольку он использует звуковые волны, а не ионизирующее излучение, для быстрого, надежного, безопасного обнаружения дефектов без прерывания работы.
Сварка ведется в больших масштабах во многих отраслях промышленности. В сварном шве могут возникнуть дефекты либо из-за неправильной работы оборудования, либо из-за неправильной настройки сварки. Примерами распространенных дефектов сварных швов являются пористость, отсутствие плавления, включения шлака, трещины на корнях или ступнях, а также неполное проплавление (рис. 1). Дефекты могут существенно повлиять на прочность сварного шва и, следовательно, на качество детали. Самый надежный и экономичный способ обеспечить качество сварки в больших объемах — это неразрушающий контроль (NDT). В зависимости от материала сварного шва и его подготовки определенные типы дефектов могут быть легко или трудно обнаружить. Отсутствие плавления (рис. 2) может возникнуть, например, когда валик расплавленного материала сварного шва не может расплавить основной материал и просто затвердевает поверх него.Полученная связь имеет низкую прочность. Это означает, что отсутствие плавления является одним из критических недостатков, которые необходимо обнаружить. | Рис. 1. Дефекты сварного шва |
Радиографический контроль
Рентгенография как текущий золотой стандарт полагается на фотоны высокой энергии, проходящие через металл к детектору на другой стороне.Любые неровности внутри компонента — в сварном шве, основном материале или на границе раздела — отображаются на детекторе как более светлые или темные области. Основное ограничение использования рентгенографии — вредное действие используемого излучения. Из-за множества рисков для здоровья человека, вызываемых высокоэнергетическим рентгеновским излучением, необходимы меры предосторожности, чтобы избежать воздействия радиации. Обычно это означает, что необходимо эвакуировать большую территорию в непосредственной близости от инспекции, что нарушает работу в зоне инспекции. Вероятность обнаружения может быть фактором при выборе метода проверки сварных швов. Есть свидетельства 1 , что контраст дефектов, таких как отсутствие плавления, может быть низким при использовании рентгенографии. Это означает, что вероятность обнаружения этих дефектов в сварных швах нержавеющей стали или разнородных материалов снижается. | Рис. 2: Отсутствие сплавления |
Еще один ключевой недостаток радиографического контроля — время, необходимое для проверки компонента. В некоторых случаях длительное воздействие приводит к увеличению времени осмотра и, как следствие, к длительным перерывам в работе на участке. Когда требуется длительное время экспонирования рентгеновским излучением, переход на более быстрые методы может привести к экономии затрат разными способами: время, затрачиваемое инспектором, и минимальные неудобства.
Ультразвуковой контроль сварных швов нержавеющей стали или разнородных материалов
Альтернативный метод проверки сварных швов на предмет дефектов — ультразвуковой контроль.Ультразвуковые дефектоскопы, такие как OmniScan MX2 от Olympus (рис. 3), для проверки компонентов используют звуковые волны, а не излучение. Обнаружение основано на отклонении этих звуковых волн на границах раздела внутри компонента. Чтобы максимизировать вероятность обнаружения, а также сделать возможным получение изображений и секторное сканирование, ультразвуковая фазировка могут использоваться массивные зонды. Что такое фазированная решетка? | Рис. 3: Olympus OmniScan MX2 |
Инспекция питч – улова может выполняться с использованием либо обычных одноэлементных датчиков, либо датчиков с фазированной решеткой, где каждый датчик содержит несколько элементов; эти датчики известны как датчики с двойной матрицей (DMA) (рисунок 5).При контроле с фазированной решеткой дефектоскоп контролирует каждый элемент индивидуально.
Среди преимуществ фазированной решетки — возможности получения изображений, секторное сканирование и легкое покрытие сварного шва без перемещения зонда вперед и назад. Эти возможности в сочетании с улучшенным контролем над ультразвуковым лучом упрощают проверку и повышают вероятность обнаружения.
Рис. 4. Портативный XRF-анализатор Vanta фирмы Olympus
Уровень шума можно снизить, используя отдельные излучающие и принимающие зонды.
Рис. 5: Зонд с двойной матрицей
Зонд прямого доступа к памяти, содержащий два преобразователя по 28 элементов в каждом, сочетает в себе преимущества проверки с использованием фазированной решетки с преимуществами метода «шаг-ловушка».
Резюме
Ультразвуковой контроль дает важные преимущества перед рентгенографией, особенно при работе со сложными типами сварных материалов; он не требует ионизирующего излучения, что повышает безопасность и позволяет избежать перерывов в работе.Это также может ускорить проверку и повысить вероятность обнаружения некоторых труднодоступных дефектов. Эти преимущества делают оборудование для ультразвукового контроля, такое как дефектоскоп с фазированной решеткой OmniScan MX2 компании Olympus, очень подходящим для крупномасштабного контроля сварных швов, должны быть выполнены быстро, безопасно и с высокой вероятностью обнаружения.
Дополнительную информацию можно найти в обширном техническом документе по адресу www.olympus-ims.com/en/easy-ultrasonic-phased-array-inspection-ofcorrosion-устойчивых-сплавов-и-разнородных-сварочных материалов /.В этом техническом документе даются советы по различным параметрам, которые следует учитывать для правильной настройки ультразвукового контроля для получения наилучших результатов контроля.
1 Исполнительный отчет Великобритании по вопросам здравоохранения и безопасности (www.hse.gov.uk/research/rrpdf/rr301.pdf)
Автор
Тьерри Кутюрье
Старший специалист по продукции и приложениям — Ультразвук и фазированная матрица
Отдел научных решений
OLYMPUS EUROPA SE CO.КГ
Рентгеновский дефектоскоп — Все промышленные производители
{{# pastedProductsPlacement4.length}} {{#each pastedProductsPlacement4}} {{#if product.activeRequestButton}}{{requestButtonContactLabel}}
{{/если}}{{product.productLabel}}
{{product.model}}
{{#each product.specData: i}} {{name}} : {{value}}
{{#i! = (product.specData.length-1)}}
{{/ end}}
{{/каждый}}
{{{product.idpText}}}
Сравните этот продукт Удалить из инструмента сравнения
{{productPushLabel}}
{{#if product.новый продукт}} {{/если}} {{#if product.hasVideo}} {{/если}} {{/каждый}} {{/pastedProductsPlacement4.length}} {{# pastedProductsPlacement5.length}} {{#each pastedProductsPlacement5}} {{#if product.activeRequestButton}}{{requestButtonContactLabel}}
{{/если}}{{product.productLabel}}
{{product.model}}
{{#each product.specData: i}} {{name}} : {{value}}
{{#i! = (product.specData.length-1)}}
{{/ end}}
{{/каждый}}
{{{product.idpText}}}
Сравните этот продукт Удалить из инструмента сравнения
{{productPushLabel}}
{{#if product.новый продукт}} {{/если}} {{#if product.hasVideo}} {{/если}} {{/каждый}} {{/pastedProductsPlacement5.length}}Контакт
… объем дефектоскопа X — ray : провести неразрушающий контроль неметаллов, легких металлов, литья, различных сплавов и сосудов под давлением и т. Д., В основном обнаруживая X — ray …
Сравните этот продукт Удалить из инструмента сравнения
Контакт
Дефектоскоп рентгеновский
2005 серии
Переносной преобразователь частоты с газовой изоляцией X — луч машина Данная модель агрегата обычно с небольшим объемом X — ray генератор, анодное заземление, принудительное вентиляторное охлаждение, красивый…
Сравните этот продукт Удалить из инструмента сравнения
Контакт
Дефектоскоп рентгеновский
2505 серии
Переносной преобразователь частоты с газовой изоляцией X — луч машина Данная модель агрегата обычно с небольшим объемом X — ray генератор, анодное заземление, принудительное вентиляторное охлаждение, красивый…
Сравните этот продукт Удалить из инструмента сравнения
Контакт
Дефектоскоп рентгеновский
XX серии
… генератор портативный X — луч дефект детектор для X луч неразрушающий контроль, он использует разницу в степени поглощения до …
Сравните этот продукт Удалить из инструмента сравнения
Контакт
Дефектоскоп рентгеновский
MXT серии
… Портативный пояс дефектоскоп детектор — это новое поколение оборудования для обнаружения коротковолнового излучения от Mitech, которое генерируется встроенным высоковольтным излучателем коротковолнового излучения (спектрально …
Сравните этот продукт Удалить из инструмента сравнения
СКАЖИТЕ НАМ О ЧЕМ ВЫ ДУМАЕТЕ
Ваш ответ учтен.Спасибо за помощь.
Подпишитесь на нашу рассылку новостей
Спасибо за подписку
Возникла проблема с вашим запросом
Неверный адрес электронной почты
Получайте обновления в этом разделе каждые две недели.