Дефекты сварных швов — виды, причины появления, устранение
1 / 1
По мере совершенствования, сварка становится основным способом соединения металлических деталей в большинстве отраслей производства. В том числе: военной, транспортной, строительной и даже космической. Задействование в таких ответственных отраслях потребовало от сварки высоких показателей качества и надежности. Это дало толчок развитию науки о качестве сварных швов и способах его контроля.
Для того, чтобы разработать методы борьбы с дефектами, их нужно тщательно изучить, классифицировать и описать.
Дефекты сварных швов
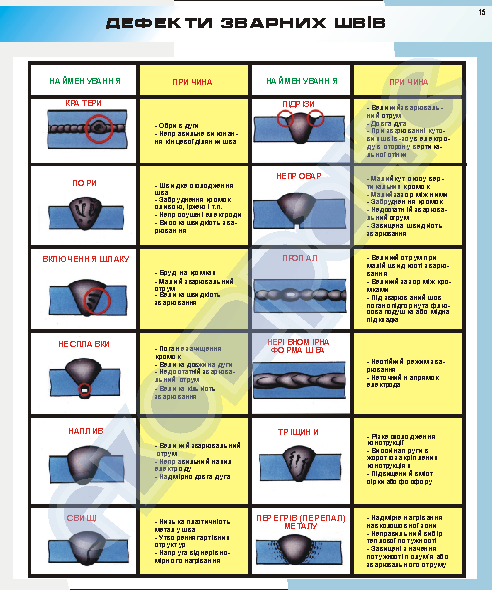
Все многообразие дефектов уже хорошо изучено и описано. Для удобства рассмотрения вопроса их делят на три группы:
-
наружные (внешние) – наплывы, подрезы, трещины, кратеры;
-
внутренние – непровары, пористость, посторонние включения;
-
сквозные – прожоги, трещины.


При сваривании могут образовываться трещины. Различают горячие и холодные трещины. Причины появления горячих трещин – усадка металла при охлаждении сварочной ванны или изменение состава металла в процессе сваривания. У разных металлов и сплавов существует большая или меньшая склонность к образованию горячих трещин. Во многом она определяется наличием в их составе хрома и углерода. Чем меньше углерода и легирующих добавок в стали – тем лучше ее свариваемость вообще и меньше вероятность возникновения горячих трещин.
Холодные трещины имеют другую природу образования. Они могут возникать при остывании шва в диапазоне 500 – 700 С 0. Возможно их появление и после остывания изделия до комнатной температуры. Механизмом для их образования служат остаточные напряжения, а причиной является упрочнение остывающего шва и околошовной зоны.
Несоблюдение основных параметров сварки приводит к такому явлению, как наплыв. В этом случае, излишний расплавленный металл натекает на холодную кромку, но не соединяется с ней. Этот недостаток не является критичным и допускается на неответственных конструкциях. На ответственных конструкциях его убирают шлифовальным инструментом, добиваясь плавного перехода от шва к основному металлу.
В этом случае, излишний расплавленный металл натекает на холодную кромку, но не соединяется с ней. Этот недостаток не является критичным и допускается на неответственных конструкциях. На ответственных конструкциях его убирают шлифовальным инструментом, добиваясь плавного перехода от шва к основному металлу.
Непрерывные или перемежающиеся углубления вдоль сварного шва называются подрезами. Сильно ослабляют шов, поэтому относятся к недопустимым дефектам.
Причиной возникновения являются высокая скорость кристаллизации и плохая смачиваемость основного металла. Наиболее вероятными причинами возникновения считаются:
-
завышенное напряжение дуги;
-
чрезмерная скорость ведения электрода;
-
неточное ведение электрода;
-
завышенная сила тока.
Кроме точного соблюдения режима сварки, рекомендуется подогрев основного металла непосредственно перед сваркой, что улучшает смачиваемость.
Следующий наружный дефект – кратер. Различают два основных подвида кратеров. Первый образуется при резком обрыве дуги, чаще всего в конце шва. Это очень частое явление, сварщики хорошо знают его и устраняют кратковременным подвариванием. Второй вид кратеров образуется в произвольном месте в результате усадки металла при остывании. Опасность его состоит в том, что, как правило, его сразу не обнаруживают.
Непровары являются визитной карточкой начинающих сварщиков, это, так называемые, внутренние дефекты сварных соединений, которые могут быть обнаружены только радиационным или ультразвуковым контролем. Опасность непровара проявляется в значительном снижении прочности шва, что делает его недопустимым ни для каких конструкций.
Причиной непровара может стать слабый ток или быстрое ведение электрода. И то и другое не доносит к месту сварки достаточной энергии, необходимой для полного расплавления металла. Сопутствующими факторами непровара может послужить попадание в сварочную ванну окислов или шлака или неправильная разделка кромок.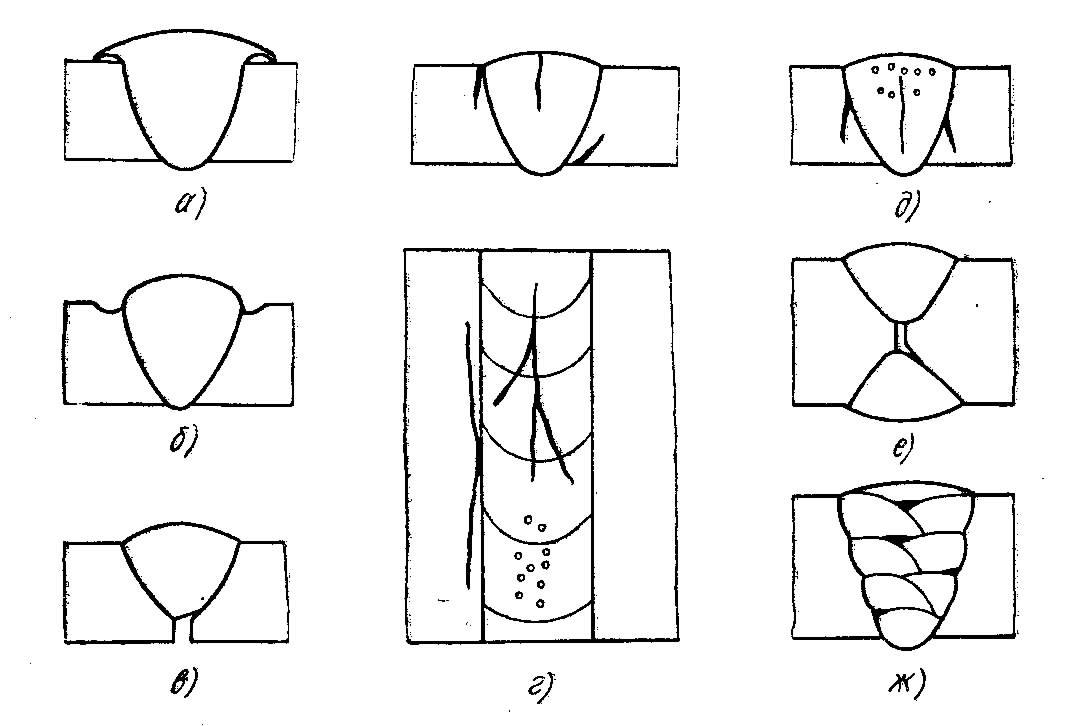 Последствия устраняются удалением дефектного участка и новым завариванием.
Последствия устраняются удалением дефектного участка и новым завариванием.
-
электроды, изготовленные с нарушением технологии;
-
вредное влияние некоторых шлаков, выраженное в доставке газов в зону сварки;
-
остановки кристаллизации металла;
-
наличие сильных раскислителей в обмазке электродов.
Для борьбы с непроварами существует такое же большое количество способов, как и количество причин их возникновения. В первую очередь следят за строжайшим соблюдением технологии, как сварки, так и изготовления электродов.
Посторонние включения снижают прочность шва. В основном, встречаются включения окислов металла, шлаков и вольфрама (при аргонодуговой сварке вольфрамовым электродом).
Прожог образуется при малой скорости движения электрода или завышенном сварочном токе. В сварочную ванну подается чрезмерное количество энергии. Происходит расплавление большого количества металла на всю глубину, и он просто выливается в образовавшееся отверстие. Увеличенный зазор между свариваемыми деталями послужит дополнительным условием для образования прожога. Способ устранения этого дефекта очевиден – заваривание отверстия.
Методы контроля качества
Сваривание металла сопровождается разнообразными дефектами сварного шва, что в большинстве случаев недопустимо и подлежит устранению.
-
визуально-измерительный;
-
радиационный;
-
ультразвуковой.
Самый старый и наиболее доступный метод контроля называется визуально-измерительным. Набор инструментов состоит из нескольких десятков элементарных измерительных инструментов (линейки, лупы, микроскопы и т.п.). Метод имеет свои преимущества: простота, дешевизна и возможность перепроверок. К существенным недостаткам можно отнести невысокую достоверность и невозможность обнаруживать внутренние дефекты. В случае необходимости контроля внутренних дефектов прибегают к более точным методам.
Одним из широко распространенных методов контроля внутренних дефектов является радиационная дефектоскопия, основанная на свойствах ионизирующих излучений. Наиболее известные из них рентгеновское и Y-излучение. При помощи специальных излучателей, эти излучения пропускаются через объект исследования (в нашем случае, сварной шов) на детектор, который фиксирует результат. Для контроля швов в качестве детектора используется рентгеновская пленка, на которой очень четко проступает внутренняя структура соединения.
Наиболее известные из них рентгеновское и Y-излучение. При помощи специальных излучателей, эти излучения пропускаются через объект исследования (в нашем случае, сварной шов) на детектор, который фиксирует результат. Для контроля швов в качестве детектора используется рентгеновская пленка, на которой очень четко проступает внутренняя структура соединения.
Ультразвуковой контроль основан на прохождении через исследуемый объект звуковых колебаний с частотой выше 20кГц. При наличии у таких объектов внутренних зон с плотностью, отличной от плотности основного материала (непровары, поры, трещины, раковины), происходит отражение ультразвука. Характеристики отраженного сигнала пропускаются через специальные программы и выводятся на монитор в виде наглядной картинки, на которой видны зоны залегания, глубина и размеры дефектов.
Дефекты сварных соединений
Дефе́кты сварны́х соедине́ний — любые отклонения от заданных нормативными документами параметров соединений при сварке, образовавшиеся вследствие нарушения требований к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Блок: 1/7 | Кол-во символов: 324
Источник: https://ru.wikipedia.org/wiki/%D0%94%D0%B5%D1%84%D0%B5%D0%BA%D1%82%D1%8B_%D1%81%D0%B2%D0%B0%D1%80%D0%BD%D1%8B%D1%85_%D1%81%D0%BE%D0%B5%D0%B4%D0%B8%D0%BD%D0%B5%D0%BD%D0%B8%D0%B9
Причины образования дефектов
Изъяны при сварке возникают по объективным и субъективным причинам. Каждый вид металлопроката характеризуется свариваемостью. Этот показатель зависит от компонентного состава сплава, способа производства проката. Для плохо свариваемых деталей в технологические карты сразу закладывается большой процент брака.
Основные виды дефектов сварных соединений:
- нарушение целостности металла;
- деформация конструкций или деталей из-за возникновения внутренних напряжений;
- нарушение формы сварного шовного валика;
- несоблюдение геометрических параметров наплавочного валика;
- структурные изменения металла (размера зерна в области фазового перехода сварного соединения).
Внешние дефекты не так опасны, как внутренние, невидимые.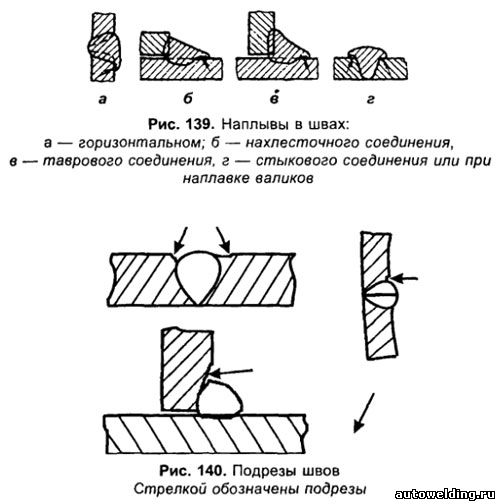 Они выявляются неразрушающими методами контроля. Самостоятельно делать ответственные сварные швы рискованно. Лучше обратиться к профессионалам.
Они выявляются неразрушающими методами контроля. Самостоятельно делать ответственные сварные швы рискованно. Лучше обратиться к профессионалам.
Основные причины нарушения целостности сварных шовных валиков и зоны термовлияния:
- некачественная обработка стыков: плохо зачищенная окалина, ржавчина, остатки оксидной пленки, жирные пятна, загрязнения;
- применение наплавочной проволоки или электродов, не соответствующих основному металлу;
- неисправность сварочного аппарата;
- неправильная установка рабочих параметров: силы тока, напряжения на регуляторах сварочника;
- неправильная укладка деталей, не учитывается коэффициент линейного расширения;
- несоблюдение интервала между электродом и деталью, не поддерживается определенная длина дуги.
Блок: 2/5 | Кол-во символов: 1480
Источник: https://svarkaprosto.ru/tehnologii/defekty-svarnyh-shvov
1. Дефекты в сварных соединениях
Дефекты в сварных соединениях бывают двух типов: внешние и внутренние.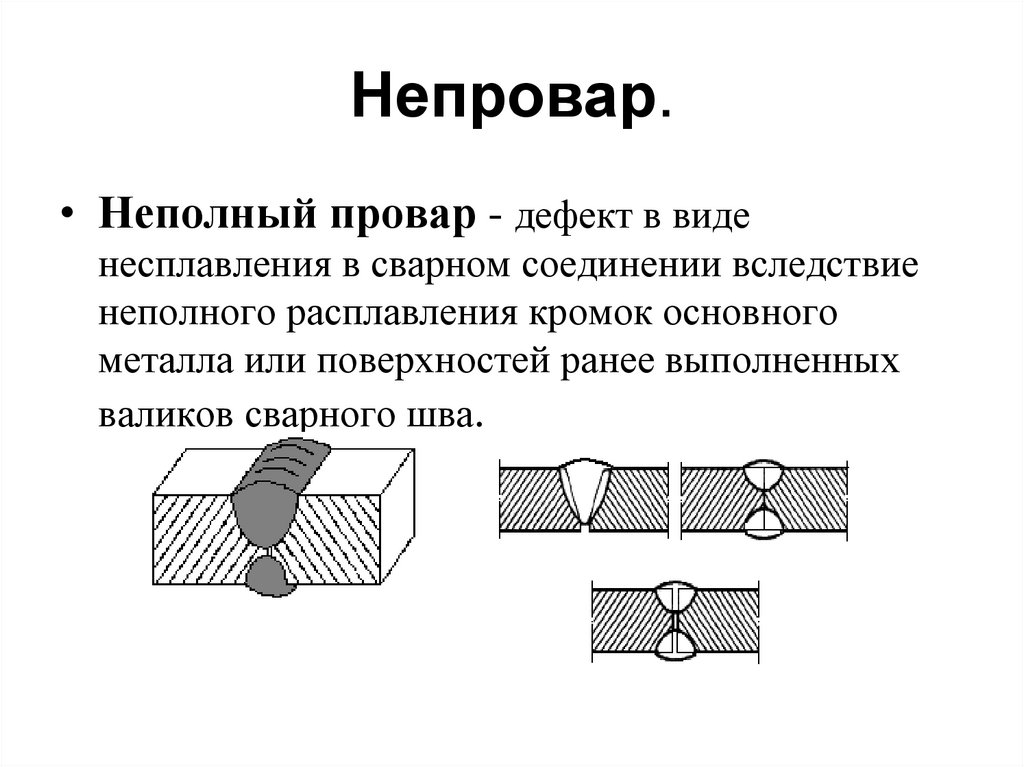 К внешним дефектам относятся наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры. К внутренним дефектам относятся скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др. (рис. 1).
К внешним дефектам относятся наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры. К внутренним дефектам относятся скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др. (рис. 1).
Рис. 1. Виды дефектов в сварных соединениях: (а – г) – внешние дефекты: наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры; (д – ж) – внутренние дефекты: скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения
На рис. 2 – 8 показаны схемы и фотографии дефектов в сварных соединениях.
Рис. 2. Продольная трещина сварного соединения
Рис. 3. Пористость в сварном шве
Рис. 4. Наплывы в сварном шве.
Рис. 5. Макроструктура сварного шва (проплав)
Рис. 6. Трещины в сварном шве
Рис. 7. Кратер в сварном шве
Рис. 8. Подрезы в сварном шве
8. Подрезы в сварном шве
Качество сварных соединений обеспечивают предварительным контролем материалов и заготовок, текущим контролем за процессом сварки и приёмочным контролем готовых сварных изделий. В зависимости от нарушения целостности сварного соединения при контроле различают разрушающие и неразрушающие методы контроля.
Блок: 2/4 | Кол-во символов: 1222
Источник: https://extxe.com/21240/kontrol-svarnyh-soedinenij-metody-kontrolja-defektov-svarki/
Классификация по геометрии
Классификация дефектов изложена в ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения», а также в ГОСТ Р ИСО 6520-1-2012 «Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением», которые соответствуют стандарту ISO 6520.
Дефекты соединений при сварке разделяются на шесть групп:
- Трещины — несплошности, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок.
- Полости и поры — несплошность произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов.
- Твёрдые включения — твёрдые инородные вещества металлического или неметаллического происхождения в металле сварного шва.
- Несплавления и непровары — отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва.
- Нарушение формы шва — отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения.
- Прочие дефекты — все дефекты, которые не могут быть включены в перечисленные выше группы.

Трещины
Зоны сварного соединения:
Основной металл — светло серый
Зона термического влияния — серый
Металл сварного шва — тёмно серый
Трещины возникающие в соединениях при сварке могут располагаться в металле сварного шва, в зоне термического влияния, в основном металле.
В зависимости от ориентации трещины делятся на:
- продольные (ориентированные параллельно оси сварного шва). Преимущественно обуславливаются высокими усадочными напряжениями.
- поперечные (ориентированные поперек оси сварного шва). Как правило, образуются в результате продольной усадки металла с низкой пластичностью и, обычно, неглубоки.
- радиальные (радиально расходящиеся из одной точки)
Кроме того, отдельно выделяют следующие виды трещин:
- размещённые в кратере сварного шва
- групповые и раздельные
- групповые разветвлённые
- микротрещины, обнаруживаемые физическими методами при не менее чем 50-кратном увеличении.
Методами снижения трещинообразования при сварке являются:
- прокаливание флюсов перед сваркой;
- предварительный подогрев заготовок от 250 до 450 °С;
- сваривание в режиме с оптимальными параметрами;
- медленное охлаждение металла после сварки;
- проведение после сварки мягкого отжига для снятия остаточных напряжений.
Полости и поры
Возникновение этих дефектов преимущественно обуславливается газами, задержанными в расплавленном металле. По расположению они подразделяться на:
- равномерно распределённые по сварному шву;
- расположенные скоплением;
- расположенные цепочкой.
К полостям также относятся свищи — продолговатые трубчатые полости, вызванные выделением газа, и усадочные раковины — полости, которые образуются вследствие усадки при затвердевании. Частным случаем усадочной раковины является кратер — не заваренная усадочная раковина в конце валика сварного шва.
Твёрдые включения
Выделяют следующие виды твёрдых включений:
- шлаковые включения — линейные, разобщённые, прочие;
- флюсовые включения — линейные, разобщённые, прочие;
- оксидные включения;
- металлические включения — вольфрамовые, медные, из другого металла.
Несплавления и непровары
Выделяют следующие типы несплавлений или отсутствий соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва:
- по боковой поверхности;
- между валиками;
- в корне сварного шва.

Термином непровар или неполный провар, называют несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения, заполняя зазор между деталями.
Нарушение формы шва
К нарушениям формы шва по ГОСТ 30242-97 относятся:
- подрезы — продольные углубления на наружной поверхности валика шва.
- усадочные канавки — подрезы со стороны корня одностороннего шва из-за усадки вдоль его границы.
- превышения выпуклости стыкового и углового швов.
- превышение проплава — избыток наплавленного металла на обратной стороне стыкового сварного шва.
- неправильный профиль шва — угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
- наплав — избыток наплавленного металла шва, натёкший на поверхность основного металла.
- линейное и угловое смещения свариваемых элементов — смещение между свариваемыми элементами при их параллельном расположении на разном уровне (линейное) или расположение кромок элементов под углом (угловое).
- натёк — металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натёки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
- прожог — вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия.
- не полностью заполненная разделка кромок.
- чрезмерная асимметрия углового шва — значительное превышение размеров одного катета над другим.
- неравномерная ширина шва.
- неровная поверхность.
- вогнутость корня сварного шва — неглубокая канавка со стороны корня шва, возникшая из-за усадки.

Поперечная усадка
Продольная усадка
Угловое смещение
Угловое смещение
Искажение формы
Прочие дефекты
К прочим, в соответствии с ГОСТ 30242-97, относятся все дефекты, не включенные в вышеперечисленные группы. Например:
Например:
- местное повреждение металла из-за случайного зажигания дуги
- брызги металла
- поверхностные задиры — повреждения поверхности из-за удаления временно приваренного приспособления
- утонение металла
Блок: 3/7 | Кол-во символов: 5552
Источник: https://ru.wikipedia.org/wiki/%D0%94%D0%B5%D1%84%D0%B5%D0%BA%D1%82%D1%8B_%D1%81%D0%B2%D0%B0%D1%80%D0%BD%D1%8B%D1%85_%D1%81%D0%BE%D0%B5%D0%B4%D0%B8%D0%BD%D0%B5%D0%BD%D0%B8%D0%B9
2. Таблица дефектов сварных швов и причины их возникновения
Блок: 3/4 | Кол-во символов: 59
Источник: https://extxe.com/21240/kontrol-svarnyh-soedinenij-metody-kontrolja-defektov-svarki/
Причины возникновения дефектов
Есть два типа факторов, влияющих на качество сварочных работ:
- Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
- Субъективные — зависящие от исполнителей. Причем к исполнителям следует относить не только рабочих, выполняющих сварку, но и технологов, которые несут ответственность за правильность параметров технологического процесса, верный выбор оборудования и режимов сварки.
 Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.Основными субъективными причинами возникновения дефектов сварочных швов являются:
- ошибки при подготовке свариваемых поверхностей;
- применение инструмента, отличного от указанного технологом;
- неисправность сварочного инструмента;
- малый опыт работы и низкая квалификация сварщика;
- отступление от требуемых режимов сварки.
Блок: 2/5 | Кол-во символов: 1206
Источник: https://tokar. guru/svarka/vidy-defektov-svarnyh-shvov-ih-obnaruzhenie-i-sposoby-ustraneniya.html
guru/svarka/vidy-defektov-svarnyh-shvov-ih-obnaruzhenie-i-sposoby-ustraneniya.html
Как обнаружить сварные дефекты?
Обнаружить дефект сварного соединения можно следующими способами:
- визуальный осмотр осуществляется при помощи увеличительного прибора и позволяет обнаружить даже крохотные дефекты точечной сварки;
- дефектоскопия сварных швов – метод диагностирования качества сварного шва, основанный на склонности специального материала менять свой цвет в момент, когда он соприкасается с текучим материалом, к примеру, с керосином;
- магнитный метод – выполнение измерений искажения магнитных волн;
- УЗК – проверка ультразвуком предполагает использование специальных ультразвуковых дефектоскопов, способных измерить степень отражения звуковых волн;
- радиационный метод осуществляется путем просвечивания сварного шва рентгеном, получением снимка, описывающего все детали проблемного участка.
Наплывы на внутренней и внешней стороне сварного шва.
Цветная дефектоскопия и ультразвуковой контроль сварных соединений считаются наиболее эффективными методами выявления дефектных сварных соединений, но осуществить их в бытовых условиях практически невозможно.
Блок: 4/6 | Кол-во символов: 1068
Источник: https://tutsvarka.ru/vidy/defekty-svarnyh-shvov
3. Методы контроля
При предварительном контроле основного и сварочных материалов устанавливают, удовлетворяют ли сертификатные данные в документах заводов-поставщиков требованиям, предъявляемым к материалам в соответствии с назначением и ответственностью сварных узлов и конструкций. Перед сборкой и сваркой заготовок проверяют, соответствуют ли их форма и габаритные размеры установленным, а также контролируют качество подготовки кромок и свариваемых поверхностей. При изготовлении ответственных конструкций сваривают контрольные образцы. Из них вырезают образцы для механических испытаний. По результатам испытаний оценивают качество основного и сварочных материалов, а также квалификацию сварщиков, допущенных к сварке данных конструкций.
При текущем контроле проверяют соблюдение сварщиками установленных параметров режимов сварки и исправность работы сварочного оборудования. Осматривают сварные швы для выявления внешних дефектов и замеряют их геометрические размеры. Замеченные отклонения устраняют непосредственно в процессе изготовления конструкций.
Готовые сварные соединения в зависимости от назначения и ответственности конструкции подвергают приёмочному контролю:
- внешнему осмотру для выявления поверхностных дефектов;
- обмеру сварных швов;
- испытаниям на плотность;
- магнитному контролю;
- просвечиванию рентгеновским и гамма-излучениям, ультразвуком для выявлений внутренних дефектов (рис. 9)
Рис. 9. Методы контроля сварных соединений: а – рентгеновский; б – гамма-излучением; в – ультрозвуковой 1 – рентгеновская трубка; 2 – рентгеновские лучи; 3 – сварной шов; 4 – кассета с рентгеновской плёнкой; 5 – ампула с радиоактивным изотопом; 6 – свинцовый контейнер; 7 – гамма-лучи; 8 – сварное соединение; 9 – рентгеновская плёнка; 10 – кассета; 11 – сварное соединение; 12 – пьезометрический щуп; 13 – ультразвуковой дефектоскоп; 14 – осциллограф
На плотность испытывают ёмкости для хранения жидкостей, сосуды и трубопроводы, работающие при избыточном давлении, путём гидравлического и пневматического нагружения, с помощью течеискателей и керосином.
Магнитный контроль основан на намагничивании сварных соединений и обнаружения полей магнитного рассеяния на дефектных участках (рис. 10).
Рис. 10. Проверка качества сварных швов магнитной дефектоскопией
При контроле качества сварки магнитными дефектоскопами используется явление электромагнетизма. Прибор создает вокруг исследуемой области магнитное поле, поток линий которого, проходя через металл, искривляется в местах дефектов. Это искажение фиксируется определенными способами, из которых в сварочном производстве используются два – магнитопорошковый и магнитографический. При первом, на поверхность сварного соединения наносят сухой или влажный (в смеси с маслом, керосином или мыльным раствором) ферромагнитный порошок (например, железный), который скапливается в местах дефектов, свидетельствуя, таким образом, о наличие несплошностей.
Более совершенный магнитографический способ предполагает наложение на шов ферромагнитной ленты, на которой после пропускания ее через прибор проявляются имеющиеся дефекты (рис. 11).
11).
Рис. 11. Проверка качества сварных швов магнитной дефектоскопией: 1 – магнит, 2 – сварной шов, 3 – дефект, 4 – магнитная пленка.
Магнитным способам контроля могут подвергаться только ферромагнитные металлы. Хромоникелевые стали, алюминий, медь, не являющиеся ферромагнетиками, магнитному контролю не подлежат.
Рентгеновское просвечивание основано на различном поглощении рентгеновского излучения участками металла с дефектами и без них. Сварные соединения просвечивают с помощью специальных рентгеновских аппаратов. После проявления плёнки на ней фиксируют участки повышенного потемнения, которые соответствуют дефектным местам в сварном соединении. Вид и размер дефектов определяют сравнением плёнки с эталонными снимками (рис. 12).
Рис. 12. Выявление дефектов в сварных швах
Применяемые в промышленности рентгеновские аппараты позволяют просвечивать сварные соединения из стали толщиной 10 – 200 мм, алюминия до 300 мм, меди до 25 мм. При этом фиксируют дефекты, размеры которых составляют 2% толщины металла.
При этом фиксируют дефекты, размеры которых составляют 2% толщины металла.
Просвечивание гамма-лучами (рис. 13) по сравнению с рентгеновским имеет ряд преимуществ. Благодаря портативности аппаратуры его можно применять в любых условиях (в цехах, полевых условиях, на монтаже и т.п.). Кроме того, просвечивание гамма-лучами – менее дорогостоящий способ.
Рис. 13. Просвечивания гамма-лучами сварных швов
Недостатком его является низкая чувствительность при просвечивании малых толщин (до 50 мм). На больших толщинах чувствительность такая же, как у рентгеновского метода.
Ультразвуковой контроль основан на способности ультразвуковых волн отражаться от поверхности раздела двух сред. При встрече с поверхностью дефекта возникает отражённая ультразвуковая волна, дефект фиксируется на экране осциллографа.
Промышленные ультразвуковые дефектоскопы (рис. 14) позволяют обнаруживать дефекты на глубине 1 – 250мм. При этом можно выявлять дефекты с минимальной площадью (1 – 2 мм2). С помощью ультразвукового метода можно выявить наличие дефекта и даже место его расположения, но нельзя установить его вид.
Рис. 14. Проверка сварных соединений трубопроводов
Блок: 4/4 | Кол-во символов: 5147
Источник: https://extxe.com/21240/kontrol-svarnyh-soedinenij-metody-kontrolja-defektov-svarki/
Устранение недостатков сварных швов
Практически все дефекты сварных соединений, за исключением наиболее незначительных по размеру, требуют устранения.
Если этого не сделать, эксплуатационные параметры швов и самой металлоконструкции значительным образом ухудшатся: наличие дефектов сварки может привести к деформации металла, его скорого разрушения при механическом давлении.
Разновидности недостатков сварных швов определят методы борьбы с ними.
Виды дефектов сварных соединений.
Поэтому охарактеризуем самые распространенные дефекты сварки и способы их устранения:
- Отклонения параметров швов от норм по ширине, высоте, катету, перетяжки соединений.
Выявляются путем осуществления внешнего осмотра швов, анализ их размеров при помощи шаблонов. Устранить дефект можно путем срубания излишков металла, зачистки швов, подварки узких мест соединения. - Подрезы представляют собой углубление по линии сплавления рабочего и основного металла.
Найти проблему поможет внешний осмотр швов, а устранить ее получится, если выполнить качественную зачистку места подреза и подварку самого шва. - Пора сварного шва представляет собой полость округлой формы с газом.
Иногда несколько пор соединяются в цепочку. Способ выявления и методы устранения дефектов такого рода: визуальный осмотр, осмотр излома шва. - Свищи в форме воронкообразного углубления выявляются при внешнем осмотре, удаляются рубкой, строжкой с дальнейшей зачисткой и подваркой.
- Непровар появляется из-за недостаточного расплавления кромок сварного соединения.
Устранить дефект можно после визуального выявления, выяснения причины образования непроваров. Не допустить использование бракованной детали позволит метод контроля при лазерной сварке, а устраняется непровар вырубкой и выстрагиванием, зачищением и подваркой. - Наплывы на сварных швах имеют вид натекания металла сварного шва на поверхность рабочего металла.
Эффективно выявляются и устраняются путем проведения внешнего осмотра, подрубки и удаления наплыва, а непроваренные участки потребуется подварить. - Шлаковые включения ‒ дефекты в виде вкрапления шлака.
Выявить такую проблему и устранить ее можно при помощи визуального анализа детали, рентгено- и гаммаконтроля, контроля ультразвуковым агрегатом, магнитографическим оборудованием. Шлак из дефектного участка потребуется удалить, зачистить, подварить.
Блок: 5/6 | Кол-во символов: 2332
Источник: https://tutsvarka.ru/vidy/defekty-svarnyh-shvov
Наплывы
В подавляющем числе случаев говорят, что сварщик настроил режим неверно или зачистил кромки банально плохо.
Профилактикой появления дефекта служит правильная настройка тока для сварки. Напряжение дуги тоже придется слегка повысить.
Блок: 5/11 | Кол-во символов: 241
Источник: https://prosvarku.info/tehnika-svarki/defekty-svarnyh-shvov-i-metody-ih-kontrolya
Подрезы
Кому приходилось корпеть над тавровым швом или внахлест, знают, что порой по сторонам сварного валика остается цепочка в виде маленьких углублений.
Термин «подрезы» — как раз относится к ним. Они появляются чаще всего, причем значительно, из-за быстрой сварки. Свою лепту вносит сварная дуга. То она чересчур длинная, то неправильно подобрали напряжение к ней.
Подрезы в швах допускаются лишь там, где конструкция, которую надо сварить, очень сложная. Это — допустимые дефекты. В другой ситуации такому браку в сварных швах нет прощенья.
Блок: 6/11 | Кол-во символов: 547
Источник: https://prosvarku.info/tehnika-svarki/defekty-svarnyh-shvov-i-metody-ih-kontrolya
Допустимые и недопустимые дефекты в сварных швах
Дефекты, появившиеся при сварке, в той или иной степени, влияют на работоспособность сварного соединения. И принимая решение о пригодности, или непригодности данного сварного соединения, учитывают все факторы, которые могут повлиять на допустимость или недопустимость дефекта в сварном шве. При этом принимают во внимание такие обстоятельства, как:
Геометрия и габариты сварной конструкции, в целом, и дефектного сварного соединения, в частности.
Напряжения, возникающие в конструкции. При этом, учитывают не только действие максимальных распределённых нагрузок, но и действие остаточных напряжений при сварке.
Вид сварного дефекта. А также его величина и место его возникновения.
Механические свойства сварного соединения. Это предел прочности, текучесть, ударная вязкость, пластичность, сопротивляемость коррозии, сопротивление усталостному разрушению и т.д.
Условия, при которых изделие эксплуатируется. В основном, это характер окружающей среды.
Функции, которые должно выполнять изделие. Существует даже такой термин: «пригодность для данной цели». Т.е. один и тот же дефект в сварном шве может быть допустим для выполнения одной задачи, и недопустим для выполнения другой.
Для принятия решения о допустимости дефектов того, или иного типа и величины, необходимо, чтобы измерительная способность прибора для контроля дефектов была выше, чем допустимая величина дефекта. Т.е., если в сварном шве допускаются дефекты, величиной не более 2мм, то нельзя использовать для контроля этого шва прибор, с измерительной способностью 5мм.
Для того, чтобы определить максимальную величину допустимого дефекта, необходимо иметь ввиду, что дефекты сварных швов увеличивают, главным образом, способность стали к усталостному и хрупкому разрушению.
Для разрушений такого вида, наибольшую опасность представляют плоскостные дефекты (микротрещины, макротрещины, непровары). В случае их выявления, нужно обратить внимание не только на максимальные размеры отдельно взятых дефектов, но и на их взаимное расположение и на их количество.
Опасность плоскостных дефектов заключается в том, что они являются концентраторами высоких напряжений из-за отсутствия радиуса закругления у трещин. Пространственные дефекты, такие, как поры, газовые пузыри или какие-либо включения имеют какой-либо радиус закругления, поэтому, представляют собой меньшую опасность, даже при большем количестве.
При маленьком закруглении у основания трещины, для того, чтобы оценить действующие в ней напряжения, применяют коэффициент интенсивности напряжений К1, позволяющий оценить механику разрушения. Коэффициент интенсивности напряжений возможно определить в том случае, если напряжение, необходимое для разрушения, меньше предела текучести материала. Определяется он по формуле:
где а — величина (высота) наружного дефекта, или половина величины внутреннего дефекта;
бm — напряжение при растяжении;
бв — напряжение при изгибе;
Мm и Мв — коэффициенты, величина которых определяется отношением величины дефекта к толщине детали и расположением дефекта;
Q — коэффициент, зависящий от формы дефекта.
Для сварных соединений, не подвергаемых отжигу после сварки, с целью уменьшения внутренних напряжений, для оценки допустимости сварных дефектов необходимо использовать расчёт критического раскрытия трещины (COD). Вычисление коэффициента К1, или нахождение величины критического раскрытия, даёт возможность с высокой точностью определить величину возможного допустимого дефекта сварного шва.
Дополнительные материалы по теме:
Блок: 6/6 | Кол-во символов: 3774
Источник: https://taina-svarki.ru/kachestvo-i-kontrol-svarki/defekty-svarnyh-shvov-vidy-defektov.php
Контроль качества
С дефектами разобрались. Каким, чтобы их не допускать, должен быть контроль? Выберем наиболее эффективные методы контроля дефектов сварных швов и самые популярные.
Контроль может быть радиационным, ультразвуковым и визуально-измерительным.
Радиационный способ
У этого метода контроля есть еще одно название – радиографический. Основу составляют рентгеновские лучи. Известным нам по исследованиям в больнице. Принцип тот же – просветить и запечатлеть.
На деталь, которая находится в специальном аппарате, направляют рентген-лучи, а потом получают снимок. Если есть дефекты, то они сразу обнаружатся.
Кстати, рентген-прибор может устанавливаться и на саму деталь. Трудно найти сварщика, который бы не знал этого метода.
Снимок, полученный таким образом, покажет самые незначительные огрехи сварки. По-другому их сложно обнаружить. Сейчас точность повысилась благодаря компьютерным технологиям. Отдельные места можно увеличить и ознакомиться тщательней.
Минус метода – необходима повышенная техника безопасности, с радиацией не шутят. Кроме того, радиационные частички при попадании в атмосферу электризуют воздух, появляется ток.
Метод небезопасен для здоровья. Допуск к работе — только после подготовки.
Ультразвук
Ультразвуковую дефектоскопию сварных швов – коротко УЗК – роднит с вышеописанным способом принцип действия. С одной лишь разницей. Рентген-лучи заменяют ультразвуковыми волнами. Фиксируют результат с помощью специального дефектоскопа.
Механизм действия. Ультразвуковые волны, направленные на шов, проходят через металл, а потом – возвращаются. Наличие дефекта покажет их изменение.
В этом случае волны дадут искаженную картинку. Если брака нет, то обе картинки (до и после) окажутся идентичными.
В сварке УЗК – один из самых распространенных методов контроля. Для него существуют как стационарные дефектоскопы большого размера, устанавливают в специальном кабинете, так и в малогабаритном исполнении.
Последними можно комплектовать диагностическую лабораторию на колесах. Оба вида дефектоскопа гарантируют надежную проверку, обеспечивая информацией о месте дефекта и его параметрах.
Конечно, это не лупа и не линейка, соответственно, цена покусывается.
Сотрудник, который работает на нем, должен специально этому обучаться. Возможен вариант – специалист по приглашению. Но оно того стоит. УЗК выдает объективный результат быстро, его преимущества видны сразу.
Визуально-измерительный способ
Завершим наш обзор самым элементарным, но давно известным методом контроля дефектов сварных швов — ВИК. Аббревиатура расшифровывается как визуально-измерительный контроль. Метод прост в использовании.
Для него нужны внимательный взгляд, лупа, в некоторых случаях – микроскоп, и стандартная линейка. С ними управится сам сварщик, нужно лишь показать, как. Работодателю – экономия. Отпадет надобность брать специалиста для этих целей.
В торговой сети можно прикупить, причем по сходной цене, спецнабор для ВИК. В придачу – инструкцию. Написано понятно, вопросов – нет. На практике даже дебютант-сварщик обычно с первого раза познает контрольно-измерительные премудрости.
Кажется, проще простого. Правда, есть один минус – пресловутый человеческий фактор. Он может отразиться на конечном результате.
Не исключено, что и ответственное лицо отнесется к ВИК без должного внимания. Равно сделает это менее тщательно по независящим от него обстоятельствам. То есть брак не исключен.
Блок: 10/11 | Кол-во символов: 3402
Источник: https://prosvarku.info/tehnika-svarki/defekty-svarnyh-shvov-i-metody-ih-kontrolya
Трещины
Бывают горячими и холодными, снаружи и внутри, но все равно — дефекты, частые спутники сварки. Первые возникают во время процесса, вторые после.
Холодные грозят появлением при повышенной хрупкости, механическая нагрузка чуть больше — и трещин не миновать. Горячий дефект сварного шва гарантирован, когда электрод и металл для сварки разнородны по составу.
Способ не допустить, есть. Соблюдай технологию и нарабатывай опыт. Порой трещины сопровождают процесс при неправильном заваривании кратера.
Блок: 7/11 | Кол-во символов: 505
Источник: https://prosvarku.info/tehnika-svarki/defekty-svarnyh-shvov-i-metody-ih-kontrolya
Кратеры
Образование в виде небольшой воронки. Излюбленное местопребывание – валик шва, предпочитает самый конец. К их появлению приводит резкий обрыв дуги.
Чтобы не допустить такого дефекта сварного шва, дуга должна вестись как можно плавно, а процесс завершаться без резких движений.
Хорошо, если ваш сварной агрегат снабжен специальным режимом, включив, не допустите появление кратеров.
Блок: 8/11 | Кол-во символов: 390
Источник: https://prosvarku.info/tehnika-svarki/defekty-svarnyh-shvov-i-metody-ih-kontrolya
Прожоги
Грубый дефект. Дырку в сварном соединении, или, выражаясь технически, сквозное отверстие, видно и без лупы. Прожог – результат медленной сварки.
Помните, где тонко, там и рвется. Одна точка больше, чем надо, подвергается воздействию высокой t. Металл начинает усиленно плавиться. Итог предсказуем. От прожогов страдает качество работы, ведь прочность шва заметно уменьшается.
Профилактика. Понижаем сварочный ток, а формирование шва ускоряем.
Важно! В случае с алюминием помните о его высокой теплопроводности в сочетании с низкой t плавления. Порчу заготовки из алюминия дешевле предотвратить, чем исправить.
Блок: 9/11 | Кол-во символов: 619
Источник: https://prosvarku.info/tehnika-svarki/defekty-svarnyh-shvov-i-metody-ih-kontrolya
Количество использованных доноров: 7
Информация по каждому донору:
- https://svarkaprosto.ru/tehnologii/defekty-svarnyh-shvov: использовано 1 блоков из 5, кол-во символов 1480 (4%)
- https://ru.wikipedia.org/wiki/%D0%94%D0%B5%D1%84%D0%B5%D0%BA%D1%82%D1%8B_%D1%81%D0%B2%D0%B0%D1%80%D0%BD%D1%8B%D1%85_%D1%81%D0%BE%D0%B5%D0%B4%D0%B8%D0%BD%D0%B5%D0%BD%D0%B8%D0%B9: использовано 3 блоков из 7, кол-во символов 7781 (23%)
- https://prosvarku.info/tehnika-svarki/defekty-svarnyh-shvov-i-metody-ih-kontrolya: использовано 9 блоков из 11, кол-во символов 7164 (21%)
- https://tutsvarka.ru/vidy/defekty-svarnyh-shvov: использовано 3 блоков из 6, кол-во символов 5271 (15%)
- https://taina-svarki.ru/kachestvo-i-kontrol-svarki/defekty-svarnyh-shvov-vidy-defektov.php: использовано 3 блоко
Дефекты сварных швов и соединений
- Дефекты сварных швов
- – это различные отклонения от технических условий и требований чертежа, которые ухудшают качество сварного соединения: его механические особенности, герметичность и сплошность.
Поры образуются вследствие поглощения расплавленным металлом водорода, окиси углерода и др., которые не успевают выделиться при застывании металла и остаются в нем в виде газовых пузырьков. Основной причиной появления пор является влажность электродного покрытия или нe пpавильная регулировка пламени горелки.
Поры могут появляться также в результате несоответствия химического состава присадочного и основного металла, наличия окалины и ржавчины на свариваемых кромках, выкрашивания каплеобразных включений металла и шлаков. Поры делают шов пропинаемым для газов и жидкостей.
Пористые швы при газовой сварке уплотняют проволокой при соответствующей температуре нагрева. Если поры выходят на поверхность шва, их можно обнаружить при помощи лупы.
Для выявления внутренних пор на дефекты сварные швы контролируют под давлением водой, сжатым воздухом, смачивают керосином или просвечиванием рентгеновскими или гамма-лучами. Если шов должен быть плотным, то. пористые участки вырубают до основного металла и вновь заваривают.
Шлаковые включения и окислы ослабляют сечение сварного шва. Они образуются при сварке длинной дугой и окислительным пламенем. Одиночные шлаковые включения и поры обычно не снижают механических свойств соединения. Цепочки и особенно скопления пор и шлаковых включений приводят к концентрации напряжений в данном месте и резкому снижению пластичности, вязки и прочности наплавленного металла.
В сварных швах ответственных конструкций допускаются лишь отдельные поры и шлаковые включения, а также небольшие скопления пор в количестве 5-6 шт. на 1 см2 сечения шва, глубиной не более 10—15% толщины металла:
Непровар корня шва как дефект выражается в не сплавлении наплавленного и основного металла в корне шва. Непровар резко снижает прочность шва и соединение становится ненадежным. В местах непровара сварных швов концентрируются напряжения, которые еще более понижают сопротивляемость шва внешним нагрузкам, особенно ударным. Влияние непроваров в стыковых швах, подвергаемых действию статических нагрузок, начинает сказываться при глубине их, составляющей 15% и более от толщины основного металла, и одновременном воздействии отрицательных температур. При непроваре, составляющем 25—30% толщины металла, пластичность металла сварного соединения снижается в 2—4 раза. Поэтому в стыковых швах при действии статических нагрузок глубина непровара не должна превышать 10—15% толщины свариваемого металла. При динамических нагрузках, а также в изделиях ответственного назначения наличие непроваров недопустимо.
Причинами непровара являются:
- недостаточный ток или малая мощность горелки;
- слишком быстрое перемещение электрода и горелки;
- попадание в шов пленки окислов или слоя шлака;
- недовлетворительная зачистка кромок.
Непровар появляется, если прогрев металла в корне шва затруднен, вследствие, того, что кромки скошены под слишком малым углом или велико притупление кромок и отсутствует зазор между ними. Если, по техническим условиям данное изделие не должно иметь непровар, то места швов, где имеется непровар, вырубают или удаляют поверхностной резкой, после чего шов в этом месте заваривают вновь.
Непровар кромки образуется:
- при сварке током недостаточной величины или пламенем малой мощности;
- при слишком быстром перемещении электрода или пламени вдоль свариваемого металла.
В этих случаях наплавленный металл попадает на нерасплавленную поверхность основного металла; в результате этого сила сцепления между основным и наплавленным металлом будет столь незначительна, что валик шва может отделиться от кромки.
В изломе непровар всегда заметен, так как проходит темной полосой на границе между наплавленным и основным металлом. Обнаружить непровар кромки при контроле сварных швов можно просвечиванием рентгеновскими или гамма-лучами. Дефектный участок шва удаляют вырубкой или поверхностной резкой и повторной заваркой.
Внутренние трещины возникают по тем же причинам, что и. наружные. Продольные внутренние трещины часто образуются также в корне шва. Контроль сварного шва проводят просвечиванием шва рентгеновскими или гамма-лучами. Участки шва с трещинами удаляют и заваривают.
При перегреве сварные швы имеют такой дефект как крупнозернистое строение. Чем крупнее зерна, тем меньше поверхность их сцепления и ниже прочность и пластичность металла. Перегретый металл плохо сопротивляется ударным нагрузкам. Контроль сварного шва поможет исправить этот дефект соответствующей термической обработкой. Пережог характеризуется наличием в структуре металла шва окисленных зерен, обладающих малым взаимным сцеплением. Пережженный металл хрупок и не подается исправлению. Пережог возникает при избытке кислорода в пламени. Пережженные участки шва полностью удаляют поверхностной резкой и заваривают вновь.
Причины повреждения и образования дефектов в сварных соединениях
От качественного состояния сварных соединений, стыков и швов зависит устойчивость конструкции, неотъемлемой частью которой они и являются, а также ее безопасность и эффективность технологических процессов производственного объекта. Чтобы обеспечить высокий стандарт при выполнении сварочных работ необходимо строгое соблюдение следующих параметров:
- Соответствие материала (его структура и качественные характеристики) требованиям технических условий, утвержденных специально для него.
- Функционирование и уровень исправности основного и вспомогательного оборудования согласно техническим регламентам.
- Точное выполнение нормативных технологических процедур.
- Соблюдение требований технических регламентов и правил на всех стадиях технологического процесса.
- Профессиональная подготовка кадров.
Но для того, чтобы реально оценить качество сварки и ее влияние на эффективность эксплуатации объекта и безопасность конструкции, необходимо полное диагностическое обследование поверхности металла в месте проведения технологической операции, а также оценка на соответствие выполнения процесса нормативным регламентам.
Результаты исследования сварных швов и соединений ложатся в основу принятия решения о дальнейшей эксплуатации производственного объекта (или его части). В этом случае, возможно не только фиксация бракованного обработанного изделия, но также изменение самого технологического процесса и переход на более современные сварочные технологии.
Обследование и контроль сварных соединений, соответствующего профильного оборудования и оснастки необходимо осуществлять в постоянном режиме, причем на всех производственно-технологических этапах.
Контроль в этой области начинается сразу же после стадии заготовки необходимых материалов, которые подвергаются внешнему осмотру на предмет присутствия в них различных механических дефектов (заусенцев, трещин, последствий ударов и т.д.). На следующем этапе происходит процедура проверки выбранных деталей измерительными инструментами и разнообразными шаблонами. Но самая главная и ответственная часть диагностического обследования заключается в контроле самого сварочного процесса, который помогает увидеть негативные последствия и предотвратить их в дальнейшем.
При образовании шва зачастую появляются механические и структурные последствия, имеющие отклонения от нормативных регламентов. Они проявляются в виде более ухудшенного внешнего состояния обрабатываемого объекта, снижения эффективности и безопасности эксплуатируемой конструкции. В конечном итоге, это может привести к возникновению аварии на объекте или даже несчастным случаям, связанных с угрозой жизни и здоровья людей.
Все дефекты и повреждения сварных швов имеет свою классификацию по причинам их возникновения, формы, размерных величин, а также расположения на обследуемом объекте, степени последствий и т.д.
Самой распространенной системой классификации повреждений в местах сварки является документ, соответствующий ГОСТу 30242-97. Дефекты, согласно этому стандарту, подразделяются на:
- трещинные проявления в зоне сварочных соединений;
- свищевые повреждения, усадочные раковины, а также поры, кратерные изменения и полости;
- неметаллические включения;
- непроваренные и неплавленные участки;
- прочие повреждения;
- измененные формы шва, такие как подрезы, канавки усадочного типа, смещение сварочного места, натеки, наплывы и т.д.;
- прочие повреждения.
Но существуют и другие документы, классифицирующие повреждения и дефекты, образующиеся в местах сварки. Один из них составлен исходя из причин их появления и места пролегания на поверхности сварного соединения. В этом классификаторе все дефекты условно распределены на две части:
- Повреждения, которые в той или иной степени имеют отношение к тепловым и металлургическим процессам. Они появляются в момент формирования, образования и кристаллизации непосредственного самого сварочного шва, а также в период его остывания. Это могут быть трещины (как холодные, так и горячие), расположенные рядом со швом, а также поры, шлаковые и другие неметаллические включения и т.д.
- Дефекты, появившиеся в результате формирования сварного соединения. К ним относятся повреждения, причиной возникновения которых стали нарушения технологии сварочной процедуры, неисправности в работе оборудования, неквалифицированный уровень подготовительных сварочных работ, в том числе при создании сборочных конструкций, предназначенных для соединения, а также отсутствие квалификации у персонала. Как правило, подобные дефекты имеют следующий характер: непроваренные, подрезные и наплывные места в зоне сварного шва, а также нарушение расчетных размерных показателей, прожоги и т.д.
Диагностическое обследование сварных соединений, стыков и швов может осуществляться двумя способами: разрушающим и неразрушающим.
К первому методу относятся следующие виды исследовательских технологий:
- Испытания в целях получения качественных характеристик сварных швов.
- Металлографические обследования.
- Испытания механическим способом.
Подобные исследования проводятся, главным образом, на тех сварных конструкциях, которые берутся как образцы. Анализ контрольного образца проводится на предмет определения степени твердости, усталости металла, статического и ударного изгиба, а также растяжения.
Второй метод – неразрушающий – состоит из следующих обязательных диагностических процедур:
- Осмотр внешнего вида сварного соединения.
- Определение герметичности свариваемой конструкции.
- Оценка поверхностных дефектов.
- Обнаружение скрытых и внутренних повреждений в зоне сварного шва.
Наиболее доступным и распространенным диагностическим способом является обмер сварного соединения и его визуальный осмотр. Кроме этого используются следующие виды неразрушающего контроля: люминесцентный, вакуумный, магнитный, радиационный, под воздушным и гидравлическим давлением, течеискатели газоэлектрического типа, с помощью керосина и аммиака, а также с использованием краски.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Дефекты сварного шва: классификация и способы устранения
Сварка – один из наиболее важных производственных процессов. С ее помощью выполняется соединение стальных деталей в самых разнообразных конструкциях. Как и в случае прочих производственных процессов, иногда встречается брак. Под ним подразумеваются дефекты сварного шва, которые могут резко снизить качество готового изделия, а то и вовсе сделать его эксплуатацию смертельно опасной.
Классификация
Кстати, а как их можно разделить? Все дефекты сварного шва делятся на три большие группы:- Наружные.
- Внутренние.
- Сквозные.
Наружные дефекты сварного шва зачастую являются наиболее многочисленной категорией. В нее входят: излишне малые размеры, а также смещение линии шва, различные наплывы, «надрезы», раковины усадки и не заделанные в процессе сварки кратеры, пористость или трещины. Неравномерная ширина шва также относится к этой разновидности. Считается, что внешние дефекты сварных швов относятся к наименее опасной категории.
Соответственно, к внутренним относятся: поры, многочисленные включения шлака, не полностью проваренные места, а также трещины в толще сваренного металла. Что касается сквозных дефектов, то это свищи, проходящие через всю толщину детали трещины, а также пережог.
Основные причины возникновения сварочных дефектов
- Практически всегда они появляются в случае, когда стараются использовать исключительно дешевые и низкосортные материалы.
- То же самое можно сказать в отношении низкокачественного сварочного оборудования. Кроме того, частота возникновения дефектов нередко возрастает после некачественного ремонта используемых специалистами приборов.
- Разумеется, подобное сплошь и рядом происходит при нарушениях технологии работы.
- Серьезные дефекты сварного шва нередко встречаются у неопытных специалистов с низкой квалификацией.
Собственно, не случайно в требованиях к выполнению сварочных работ имеются пункты, которые особо оговаривают полноценное оснащение рабочего места, предусматривающее его качественную эргономику.
Немаловажное замечание
Даже начинающим сварщикам прекрасно известно, что для обеспечения максимальной прочности шов должен иметь небольшое усиление высотой порядка 1-2 мм. В то же время те же сварщики нередко допускают грубую ошибку, когда делают усиление высотой 3-4 мм. В принципе, в простых случаях ничего страшного в этом нет, но не тогда, когда дело касается изделий, постоянно находящихся в состоянии динамической нагрузки. Все это приводит к концентрации напряжений и резкому повышению вероятности поломки.
Подрезы
Как мы уже и говорили, дефекты сварных швов и соединений крайне опасны. Нетрудно представить себе, что произойдет в случае, если они будут иметься в детали, предназначенной для установки, к примеру, в опорную конструкцию железнодорожного моста. Особенно они опасны в случае сварки деталей из легированной стали, которые будут эксплуатироваться в условиях постоянных перепадов температур.
Наиболее опасными являются подрезы, так как они являются естественным «аккумулятором» напряжений, которые будут концентрироваться в наиболее слабом месте шва. Кроме того, они значительно уменьшают его рабочее сечение, что также крайне отрицательно сказывается на прочности всего соединения.
Как правило, эти наружные дефекты сварных швов в большинстве случаев не исправляются. Связано это с тем, что металл (чаще всего) все равно будет иметь малозаметный брак, который может привести к весьма существенным последствиям.
Как возникают подрезы?
Основной причиной является выставление слишком большой силы тока. В сочетании с длинной дугой этот фактор дает практически стопроцентную вероятность их появления. Кроме того, в некоторых случаях подрезы возникают при излишне быстром перемещении источника нагрева над поверхностью металла.
Если конструкция хоть сколь-нибудь важная, даже мельчайшие дефекты сварных швов и соединений этого типа совершенно недопустимы. Исправляют их при помощи аккуратной наварки тонкого шва. В случае наличия таковой возможности деталь все же лучше полностью заменить (заметим, что последнее замечание относится ко всем дефектам).Участки непроваренного металла
Если таковой участок располагается прямо в толще шва, это крайне опасно. Во-первых, отыскать такой дефект можно только при помощи дефектоскопа. Во-вторых, они опять-таки являются аккумулирующими местами естественных напряжений в металле. В сочетании с нарушением сварной структуры все это приводит к риску преждевременной поломки детали. Особенно часто такие внутренние дефекты сварных швов возникают в случае использования легированной стали и плохого сварочного оборудования.
Пористость (вне зависимости от ее локализации) резко снижает прочностные характеристики до недопустимых величин, приводит к «расслоению» металла, то есть к нарушению его естественной структуры. Детали даже с незначительной пористостью в несколько раз чаще разрушаются под нагрузкой даже в начале эксплуатации. Возникают поры по вине газов, которые попросту не успевают выйти из слоя расплавленного металла.
Как и все виды дефектов сварных швов, они чрезвычайно часто возникают в случае использования некачественных сырых электродов. Нередко бывает так, что пористость возникает по причине каких-то посторонних примесей в защитных газах. Как и в прошлом случае, этот тип дефектов также может наблюдаться при излишне высокой скорости сварки, когда банально нарушается целостность газовой защитной «ванны».
Включения шлака
Включения шлака в значительной степени портят однородность металлической структуры. Классическая причина образования – небрежная зачистка поверхности шва от остатков ржавчины и окалины. Вероятность их возникновения стремится к нулю при условии сварки в слое защитных газов. Редкие включения округлой формы опасности не представляют, изделия с ними могут пройти ОТК.Заметим, что если при сварке использовался вольфрамовый электрод, то в деталях могут быть обнаружены частицы этого металла. Степень их опасности – как и в предыдущем случае (т. е. это допустимые дефекты сварных швов).
Трещины
Бывают поперечными и продольными, идущими как по самому шву, так и по металлу вдоль или около него. Они крайне опасны тем, что в некоторых случаях снижают механическую и вибрационную прочность изделия практически до нуля. В зависимости от свойств свариваемого материала, трещина может как сохранять свою изначальную локализацию, так и распространиться на всю длину обрабатываемой детали за очень короткое время.
Неудивительно, что это наиболее опасные дефекты сварных швов. ГОСТ в большинстве случаев требует немедленной отбраковки таких деталей вне зависимости от ее предназначения (за исключением совсем уж маловажных изделий).
Неравномерность швов
Так называется грубое несоответствие геометрических параметров соединений требуемым в нормативных документах характеристикам. Проще говоря, если сварка идет «змейкой», наискосок и т. п., речь как раз идет о подобном типе дефектов.
Чаще всего они появляются при работе неопытных сварщиков, а также при значительных скачках напряжения, некачественном оборудовании и банальной спешке. Опасен этот дефект тем, что зачастую комбинируется с недоваром, который уже куда опаснее. Если отклонение от осевой линии соединения незначительно и не вызывает снижения прочности изделия, деталь может быть допущена к эксплуатации.
В этом случае всегда следует помнить одну простую вещь: чем меньше угол перехода от основного металла к слою наплавления, тем хуже становится механическая прочность свариваемого изделия. Конечно же, при изготовлении каких-то бытовых конструкций (каркас теплицы, к примеру) в условиях недостаточного напряжения обойтись без неравномерности швов просто нереально. Впрочем, в таком случае они и не представляют особой опасности.Основные способы устранения, исправления дефектов
Сразу скажем следующее: в большинстве случаев способы устранения дефектов сварных швов обсуждать не имеет смысла, так как в условиях более-менее строгого ОТК все изделия с какими-то изъянами попросту бракуются. Но порой действительно бывает так, что дефект не слишком серьезный, а потому его можно устранить. Как это делать?
В случае со стальными конструкциями испорченную поверхность срезают (плазменно-дуговая сварка), тщательно зачищают место неудачного соединения, а затем повторяют попытку. Если имеются незначительные внешние дефекты сварных швов (неравномерность соединения, неглубокие оспины), то их можно попросту зашлифовать. Конечно же, при этом не стоит увлекаться и снимать слишком большой слой металла.
Важное замечание
Если речь идет об изделиях из легированной стали, которые должны пройти обязательную термическую обработку, то исправление дефектов сварных швов должно производиться только (!) после отпуска в температурном диапазоне от 450 до 650 °С.
Исправление прочих разновидностей
Проще всего исправлять наплывы и механическую неравномерность шва. В таком случае место соединения просто зачищают (о чем мы уже писали). Об исправлениях подрезов мы уже говорили выше, но еще раз заметим – с такими дефектами деталь более целесообразно сразу выбраковать, так как ее эксплуатация может быть опасна!Если имеется прожог (что встречается не так часто), то устранение дефектов сварных швов провести довольно просто: сперва поверхность как следует зачищается, а затем ее повторно проваривают. Приблизительно так же поступают и с кратерами.
Основные условия «косметического ремонта»
При устранении дефектов нужно соблюдать определенные технологические условия. Во-первых, нужно следовать простому правилу: длина дефектного участка должна соответствовать его ширине, плюс 10-20 мм стоит оставить «на всякий случай».
Важно! Ширина сварочного шва после его повторной проварки не должна превышать двукратного его размера до начала работ. Не ленитесь перед исправлением огрехов хорошо подготовить поверхность. Во-первых, это предотвратит попадание в металл кусочков шлака. Кроме того, данная нехитрая мера поможет ускорить работу и повысить качество ее результатов.
Очень важно подготовить выборку под вновь заделываемый участок. Если вы используете УШМ («болгарку»), то лучше взять диск самого маленького диаметра. Боковые грани выборки нужно делать как можно более ровными, без заусениц и прочих выступающих частей, которые в процессе сварки могут превратиться во все тот же шлак.
Если речь идет о соединениях алюминия, титана, а также сплавах этих металлов, то к делу стоит подойти еще более ответственно. Во-первых, при устранении дефектов в этом случае допускается использовать только (!) механические методы, применение же дуговой сварки недопустимо. Предпочтительнее всего вырубать испорченный участок, зачищать и заново заваривать шов.
Замечание по исправленным дефектам
Места с исправленными — повторно заваренными соединениями, должны вновь пройти процедуру ОТК. Если дефект в той или иной степени сохранился, его можно попробовать устранить опять. Важно! Количество исправлений зависит от марки стали и характеристик самого изделия, но в нормальных условиях переделывать работу можно не более двух-трех раз, так как в противном случае наблюдается резкое снижение прочностных качеств детали.Вот мы и обсудили основные виды дефектов сварных швов.
Сварочные символы — Знакомство с чертежами
Предупреждение о безопасности: Опасность излучения ЭМП при сварке> Обычные дефекты сварных швов <
(Примечание. Вы можете загрузить версию этого раздела в формате PDF для печати.) Хотя сварка — несложный процесс, металл — это динамичный материал, поэтому вы можете ожидать множество поворотов на этом пути. Ваши заготовки могут расширяться при нагревании. Структура зерен может ослабнуть и стать причиной ломкости.Форма металла может деформироваться, вызывая трещины, которые со временем могут распространяться и потенциально разрушать сварной шов.
Излишне говорить, что такие ужасные возможности заставляют инспекторов быть в тонусе, а инженеров лежать без сна глубоко в ночи, гадая, правильно ли их проекты предвидели все, что может пойти не так. Такие конструкции, как мост Золотые Ворота (который был склепан, а не сварен), демонстрируют, что сталь является основным строительным материалом, когда речь идет о прочности.
Хорошее, плохое и уродливое — Сварка валиков вдоль тренировочной пластины показывает, что может пойти не так, если сварщик использует неправильную технику или неправильные настройки машины.
Низкоуглеродистая (также известная как мягкая) сталь широко используется для строительных работ, поскольку при перегреве она с большей вероятностью сохранит свою пластичность, чем другие металлы. Даже если вы слишком быстро погасите его в воде, ему удастся (в большинстве случаев) пережить шок испытания. Но жизнь не так проста для алюминия, чугуна, титана, нержавеющей или высокоуглеродистой стали.
Помимо хрупкости, другие распространенные дефекты сварных швов, такие как деформация, растрескивание и проплавление, могут снизить долговечность металлов (включая низкоуглеродистую сталь).
Следовательно, нормы и стандарты, разработанные Американским обществом сварки, точно определяют, как должно выглядеть соединение после завершения работы. В зависимости от области применения другие группы также могут иметь право голоса в проекте, например, Американское общество инженеров-механиков (ASME), Американский институт нефти (API) и Американское общество неразрушающего контроля (ASNT). Проще говоря, при соблюдении кодов таких событий, как отказ косынки вдоль моста I-35 в Миннеаполисе, возможно, не произошло в августе 2007 года, что привело к обрушению конструкции.Еще более смертоносным было обрушение двух пешеходных переходов в отеле Hyatt Regency в Канзас-Сити в 1981 году. (См. Фотографии ниже).
Нормы правил сварки касаются окончательной формы, размеров и степени любых аномалий в готовом сварном шве. Одиночная трещина считается дефектом сварного шва и автоматически не проверяется. Однако другие проблемы, известные как разрывы, могут оказаться достаточно мелкими, чтобы избежать тяжелой руки правосудия. Что приемлемо для инспектора, прописано в коде.
— — —
Обрушение эстакады в Канзас-Сити было связано с ошибками инженерного проектирования, устраненными дальнейшими изменениями, внесенными на строительной площадке во время строительства. Сварные швы и другие крепежные детали не выдержали веса людей, толпившихся на дорожке во время чаепития.
Нормы правил сварки касаются окончательной формы, размеров и степени любых аномалий в готовом сварном шве. Одиночная трещина считается дефектом сварного шва и автоматически не проверяется.Однако другие проблемы, известные как разрывы, могут оказаться достаточно мелкими, чтобы избежать тяжелой руки правосудия. Что приемлемо для инспектора, прописано в коде.
Взгляните на фото ниже. Он показывает относительно однородный сварной шов с хорошей врезкой, слегка выпуклую поверхность и отсутствие брызг, кратеров или других видимых неоднородностей. Создание подобных сварных швов требует как практики, так и понимания того, как металлы реагируют на нагрев и окисление.
Вот пример относительно однородного сварного шва с хорошей врезкой, слегка выпуклой поверхностью и без брызг, кратеров или других видимых неоднородностей.
Чтобы освоить сварку по кодам, вы должны также получить сведения о дефектах, которые приводят к браковке сварных швов. Имейте в виду, что у большинства проблем, с которыми вы столкнетесь, есть одна идентифицируемая причина и решение. Более того, эта причина может не иметь ничего общего с вашей способностью уложить сварочный валик. Вместо этого виновником окажется один из следующих:
• плохая конструкция соединения и подгонка
• неправильные настройки машины
• неправильный защитный газ или расход • несоответствующая предварительная или последующая термообработка
• использование неправильного (или дефектного) прутка / проволоки
• высокая или низкая температура окружающей среды, высокая влажность или другие атмосферные условия
По мере того, как вы приобретете навыки работы с различными сварочными процессами и рабочими материалами, вы научитесь устранять любые проблемы и быстро вносить изменения.А до тех пор обязательно прекращайте сварку, как только заметите, что что-то не так. Прежде чем продолжить, проконсультируйтесь с коллегой, руководителем или инструктором. Помните, что чем больше тепла вы применяете к металлу, тем больше нарушается его молекулярная или химическая структура. Поэтому по возможности следует избегать переделок.
По мере того, как вы приобретете навыки работы с различными сварочными процессами и рабочими материалами, вы научитесь устранять любые проблемы и быстро вносить изменения.А до тех пор обязательно прекращайте сварку, как только заметите, что что-то не так. Прежде чем продолжить, проконсультируйтесь с коллегой, руководителем или инструктором. Помните, что чем больше тепла вы применяете к металлу, тем больше нарушается его молекулярная или химическая структура. Поэтому по возможности следует избегать переделок.
Трещины
Независимо от того, насколько мала, каждая трещина считается дефектом, и требуется всего одна, чтобы не пройти проверку сварного шва.Это потому, что трещина со временем распространяется. В отличие от столярных работ, вы не можете просто заполнить отверстие небольшим количеством клея и опилок. Трещины необходимо зашлифовать напильником или болгаркой, затем выполнить новую сварку. Вот четыре распространенных типа, на которые следует обратить внимание:
горячее растрескивание — эта трещина появляется вскоре после сварки, обычно внутри сварного шва, в результате чего-то, что называется горячей короткостью. Причиной может быть плохая подгонка или конструкция, но присутствие серы в основном или металле сварного шва также может вызывать проблемы, как и разные скорости охлаждения в сварном шве.Часто трещина образуется вдоль оси (центра) соединения, когда две стороны расходятся.
Холодная трещина — она не появляется сначала, но в течение дня или около того после сварки. Это вызвано водородом, поглощенным сварным швом через сварочную ванну. Водород может присутствовать из-за просачивания влаги в электрод перед сваркой, поэтому так важно хранить стержни с низким содержанием водорода в печи до тех пор, пока они не понадобятся. Другой причиной холодных трещин является загрязнение основного металла, поэтому не забудьте очистить старый, загрязненный или обесцвеченный металл перед началом сварки.
Микротрещина — это скорее будущая трещина, которая развивается в течение срока службы сварного шва. Он возникает в результате сейсмического возмущения, усталости металла или напряжений в зоне термического влияния или ЗТВ.
кратерная трещина — эта трещина появляется на конце соединения, когда сварщик не засыпает зазор. Стандартная практика — приваривать немного дальше конца стыка или идти назад и поверх металла шва, чтобы убедиться, что не осталось кратера.
Чтобы избежать трещин в сварных швах, подгонка всегда должна быть максимально точной, как если бы вы были мастером-краснодеревщиком. Не думайте, что любой зазор можно легко устранить, добавив дополнительный сварочный металл. Опять же, металл — совсем другое животное, чем дерево. Он расширяется при нагревании, из-за чего трудно компенсировать то здесь, то там стороны, которые не подходят друг к другу. Даже если соединение может выглядеть нормально сразу после того, как вы его сварили, чаще всего ваши рабочие пластины возвращаются в исходную ориентацию после остывания сварного шва.Вот рецепт, как это обойти:
• Потратьте необходимое время на шлифовку, очистку, опиливание и / или удаление заусенцев с краев пластин, чтобы они легко стыковались друг с другом.
• Предварительно нагрейте обе стороны стыка (при необходимости).
• Зажмите и / или скрепите пластины вместе.
• Перед сваркой проверьте настройки вашего аппарата, чтобы убедиться, что вы набрали нужное количество тепла.
Пористость
Пористость — это технический термин для обозначения пузырьков газа.Они образуются внутри или на поверхности сварных швов, поскольку металл в расплавленном состоянии очень уязвим для загрязнений. По этой причине в большинстве сварочных процессов используется защитный газ (или газовые компоненты в стержнях). Пористость может быть вызвана одной из следующих причин:
• Установлено слишком большое значение расходомера на баллоне защитного газа.
• Вы используете неправильную газовую смесь или стержень / проволоку.
• Сварочная ванна загрязнена из-за нечистого металла, поверхностной влаги или контакта между разнородными металлами.
• Скорость сварочного хода слишком велика, что не дает возможности защитному газу или ингредиентам стержневого флюса выполнить свою работу.
• Сквозняк или ветер на открытом воздухе выдувают газ из сварочной ванны.
Кислород и водород — два главных врага сварщиков. Окисленные поверхности, которые проявляются в черных металлах в виде ржавчины, коррозии или прокатной окалины, следует удалять со всех свариваемых участков непосредственно перед сваркой (а не накануне).Помните, вода состоит из двух частей водорода и кислорода. Как только водород попадает внутрь металла, он создает состояние, известное как водородное охрупчивание .
Засорение газового сопла сварочного пистолета MIG также может препятствовать попаданию защитного газа в сварочную ванну, поэтому не забывайте регулярно чистить отверстие. При сварке штангой электроды следует хранить вдали от источников влаги. В частности, стержни с низким содержанием водорода, такие как E7018, должны быть помещены в печь для стержней, установленную на 250 градусов по Фаренгейту, после того, как коробка была открыта.(Однако не нагревайте стержни других типов, так как это приведет к разрушению их целлюлозного покрытия.)
При сварке MIG всегда проверяйте настройку расходомера перед началом первой сварки и убедитесь, что газовая смесь (аргон, CO2 и т. Д.) Является подходящей для вашего применения.
Отсутствие проникновения и слияния
GoWelding.com
Этот сварной шов не проникает в основной металл и не имеет сплавления с обеих сторон.Таким образом, он не будет служить своей цели — обеспечить прочное, длительное соединение между двумя пластинами.
В зависимости от стыка вам, возможно, придется сваривать до дна или пластин, чтобы добиться так называемого полного проникновения в стык (CJP). С другой стороны, для большинства угловых швов требуется только частичное проплавление стыка (PJP). В любом случае вам необходимо настроить сварочный аппарат так, чтобы у вас было достаточное напряжение и ток для выполнения работы.
Сварной валик, который просто скользит по поверхности основного металла, легко заметить, потому что валик выглядит как поезд с пулями.Достаточное проплавление достигается путем установки правильной силы тока или напряжения на сварочном аппарате. Слишком высокая скорость движения или слишком высокая высота резака над суставом обычно ограничивают проникновение. (Для некоторых металлов, таких как алюминий и нержавеющая сталь, вам придется двигаться быстрее, потому что они оба чувствительны к нагреванию.)
Под сваркой понимается привязка сторон сварного шва к основному металлу таким образом, чтобы не было разделительной линии. Это требует немного больше времени и внимания для швов с разделкой кромок с открытым корнем, поскольку там остается много места для заполнения.Любой зазор приведет к появлению трещин. Трещины в конечном итоге будут расширяться и вызывать утечки (в случае трубы) или отслоение и неспособность выдерживать нагрузку (в конструкционной стали).
Здесь нет проникновения или сплавления с нижней пластиной. На стоящей пластине вы видите неравномерное проникновение и зазор внизу.
Для плавления сторон стыка сварщик должен ненадолго остановиться на каждой стороне при нанесении сварочного металла. Как правило, вы быстро перемещаетесь по центру сварного шва, чтобы не допустить налипания нового металла в этой области.Но стороны швов склонны к подрезанию, поэтому необходима пауза, чтобы эти зазоры не образовывались. Таким образом, получается плоский или слегка выпуклый валик с хорошей закрепкой на носках сварного шва.
В этом сварном шве гораздо лучше выполняется проплавление и сплавление сторон основного металла. Поверхность сварного шва слегка выпуклая, что обычно предпочтительнее плоской или вогнутой формы.
При ручной сварке мягкой стали электроды E6010 или 6011 являются стандартными стержнями, поскольку они разработаны для глубокого проплавления.Затем сварщик переключается на другой тип стержня, часто с низким содержанием водорода E7018 для наполнителя и проходов крышки.
Подрезка
Как отмечалось ранее, отсутствие хорошей стыковки обоих пальцев сварного шва может привести к подрезу. Это потому, что металл по краям плавится быстрее, чем в середине. На Т-образном соединении, подобном показанному выше, опорная пластина чаще всего приваривается к краю, где она более подвержена плавлению. Поскольку нижняя пластина приварена посередине, имеет смысл направлять на нее больше тепла при перемещении по стыку.Многие сварщики начального уровня забывают это основное практическое правило о том, как металл реагирует на тепло.
– WeldReality.com
Пальцы этого шва сильно подрезаны. Это происходит из-за того, что сварщик не останавливается достаточно долго на каждой стороне сварного шва, когда он делает зигзагообразные движения (или катит фигурную букву Q) вдоль стыка. Кроме того, сварной шов прошел сквозь стоящую пластину, что свидетельствует о приложении большого количества тепла (или тока). –
Вы также можете подрезать мысок на нижней пластине, если не потратите достаточно времени на сварку этой стороны соединения.Таким образом, в дополнение к сосредоточению на нем большего количества тепла, не забудьте манипулировать электродом в боковом направлении, задерживаясь на каждом пальце ноги, чтобы сварочная лужа покрывала оба этих края соединения. Это важный навык, который необходимо освоить, так как он будет неоднократно повторяться практически в каждом типе сварочного задания, которое вы выполняете.
Правильное движение из стороны в сторону обеспечивает сплавление с основным металлом на каждом сварочном проходе. Когда вы дойдете до последнего прохода (крышки), убедитесь, что сварочная лужа достигает и покрывает любой палец.
Практикуя движения из стороны в сторону, вы научитесь выполнять эту манипуляцию с достаточной скоростью, чтобы избежать перегрева, и в то же время не оставлять слишком много материала через горловину сустава.
Перекрытие
В то время как слишком большое количество тепла вызывает подрезы, слишком маленькое создает перекрытие, когда два отдельных слоя металла остаются вдоль носка. Сварка по нормам требует тщательного сплавления основного металла.
Это крайняя противоположность поднутрения. Здесь металл сварного шва течет по основному металлу у носка, не производя плавления между ними. Это может быть вызвано недостаточным нагревом для плавления основного металла и / или неправильным обращением с электродом. Убедитесь, что ваш стержень или рабочий угол пистолета правильный; иначе тепло не будет направлено на палец ноги.
Искажения
Поскольку металл расширяется при нагревании, а затем сжимается после охлаждения, две стороны соединения могут смещаться в процессе сварки.Вот почему прихватывание и / или использование зажимов является неотъемлемой частью многих сварочных операций. Нержавеющая сталь особенно подвижна.
TWI
Основной металл будет загибаться внутрь по направлению к поверхности сварного шва, если он не зафиксирован на месте. Иногда вы можете предварительно расположить пластины с небольшим наклоном в противоположном направлении, чтобы компенсировать неизбежное искажение.
При сварке с разделкой кромок или других многопроходных сварных швах две опорные пластины также могут начать сжиматься и изгибаться в направлении соединения, независимо от прихваток или зажимов.Контроль нагрева (т.е. правильные настройки машины, высокая скорость движения и т. Д.) Поможет предотвратить деформацию. Изменение последовательности сварных швов или местоположения стыка или выполнение меньшего количества проходов также может помочь снизить риск. Иногда вы можете начать свой первый сварной шов, слегка наклонив пластины в сторону от направления, в котором они должны складываться. Это компенсирует неизбежное загибание внутрь. Как правило, чем больше размер сварного шва и чем меньше размер пластин, тем больше вероятность усадки, скручивания или деформации.
Если профилактика не помогает, попробуйте пост-термическую обработку, чтобы ослабить любые термически вызванные искажения. Иногда вы можете заставить пластины согнуться в прежнее состояние. А иногда и не получается.
Щелкните здесь, чтобы узнать больше.
Брызги, разряды дуги и другие повреждения поверхности
При сварке в соответствии с требованиями норм поддержание безупречной поверхности рабочих плит или секций труб — это большое дело.Даже один заусенец, оставшийся после шлифования, может помешать механической сборке или зацепиться за одежду или кожу другого рабочего и вызвать травму. (Заусенцы также могут блокировать течение сварочного металла во время сварочной операции.)
Вмятина в металле, оставленная случайным разрядом дуги, может быть началом поперечной трещины. Поэтому всегда бейте дуги внутри стыка перед сварным швом, или по краю рабочих пластин, или по другой области, которая будет отшлифована или удалена позже.
«Брызги» описывает частицы расплавленного металла, которые вылетают из сварного шва при использовании процесса дуговой сварки.Этот материал затвердевает в маленькие шарики, которые прикрепляются к поверхности сварных пластин. При сварке штангой разбрызгивание возникает из-за чрезмерного напряжения или слишком длинной дуги. При сварке MIG слишком большое значение подачи проволоки приведет к тому же результату. В некоторых случаях можно отшлифовать или отшлифовать любые пятна на металлических поверхностях, прежде чем вызывать инспектора. Для других работ вы можете использовать только ручные файлы для обработки металла после сварки.
Изменение цвета вокруг сварных швов — обычное явление, которое обычно не считается дефектом.Однако для более термочувствительных металлов, таких как алюминий и нержавеющая сталь, чрезмерное изменение цвета в ЗТВ может указывать на перегрев металла, что изменило его механические свойства или химический состав. В этом случае шлифовка цвета не устранит проблемы. Посоветуйтесь с руководителем или инструктором, как действовать дальше.
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Если у вас есть предложения или проблемы с веб-сайтом, напишите сварщику [at] thecityedition [dot] com.
Вернуться в главное меню
——————————————
Авторские права © 2012-2018 TheCityEdition.com
Дефекты сварки различных типов
В этой статье мы: —
Выявление распространенных дефектов сварки
Предотвращение и устранение проблем со сварными швами
Если бы я мог взмахнуть волшебным стержнем и сделать так, чтобы все ваши сварные швы были прочными, чистыми и острыми на вид, я бы обязательно это сделал.Но в последний раз, когда я пошел в магазин сварочных материалов и попросил купить волшебный присадочный стержень, они посмотрели на меня, как на чокнутого, так что пока вам просто нужно смириться с тем фактом, что некоторые из ваших сварных швов будут несовершенными. Не беспокойтесь об этом слишком сильно; в конце концов, ни один сварщик не идеален, а сварка может оказаться сложной задачей. Что я могу сделать, так это рассказать вам о некоторых из наиболее распространенных дефектов сварных швов, чтобы, когда они обнаруживаются, вы понимали, что имеете дело с теми же проблемами, на которые сотни тысяч сварщиков ругались и плевались с момента первого парень придумал, как зажигать дугу.Это те дефекты, которые вы, вероятно, заметите только после завершения сварки (за один проход или за весь сварной шов, в зависимости от дефекта). Большинство из них довольно легко обнаружить и, к счастью, относительно легко отрегулировать и предотвратить. Чтобы предотвратить дефекты сварки до того, как они возникнут, убедитесь, что ваши сварочные материалы чистые и в хорошем состоянии, прежде чем начинать проект. Металл, который вы собираетесь сваривать, не должен содержать каких-либо материалов, которые могут загрязнить сварной шов. Удалите с металла жир, краску или масло.Вы также должны поставить
на место свариваемые детали, чтобы убедиться, что они подходят друг к другу и правильно выровнены.
Прочтите:
Наиболее распространенные типы дефектов сварки
Неполное проникновение
Неполное проникновение происходит, когда присадочный металл и основной металл не соединены должным образом, и в результате возникает зазор или какая-то трещина. На приведенном ниже рисунке показан пример неполного проникновения.-
частый случай неполного проникновения
Сварные швы, которые страдают от неполного проплавления, в лучшем случае являются слабыми, и они, скорее всего, выйдут из строя, если вы приложите к ним большую силу.(Проще говоря, сварные швы с неполным проплавлением в основном бесполезны.)
Вот список наиболее распространенных причин дефекта сварки с неполным проплавлением .
Паз, который вы привариваете, слишком узкий, а присадочный металл
не достигает нижней части соединения.
✓ Вы оставили слишком много места между свариваемыми деталями, поэтому они
не сплавляются при первом проходе.
✓ Вы свариваете соединение с V-образной канавкой, а угол канавки
слишком мал (менее 60-70 градусов), так что
не может манипулировать электродом в нижней части соединения, чтобы закончить
сваркой.
✓ Ваш электрод слишком большой для металла, который вы свариваете.
✓ Ваша скорость движения (как быстро вы перемещаете борт) слишком велика, поэтому
недостаточно металла осаждено в соединении.
✓ У вас слишком низкий сварочный ток. Если у вас недостаточно электричества
, идущего к электроду, ток не будет достаточно сильным, чтобы правильно расплавить металл
Неполный сплав
Неполное сплавление происходит, когда отдельные сварные швы не сливаются друг с другом или когда сварные швы не сливаются должным образом с основным металлом, который вы свариваете, как показано ниже.
| учебный пример неполного плавления |
Наиболее распространенный тип неполного плавления называется перекрытием и обычно возникает на носке (на самой верхней или самой нижней стороне) сварного шва. Одна из основных причин — неправильный угол сварного шва, что означает, что вы, вероятно, держите электрод и / или присадочные стержни под неправильным углом во время сварки; если вы думаете, что это так, постепенно меняйте угол, пока проблема с перекрытием не исчезнет.
Вот еще несколько обычных подозреваемых, когда дело доходит до неполного слияния
причин.
✓ Ваш электрод слишком мал для толщины свариваемого металла.
✓ Вы используете неподходящий электрод для материала, который вы свариваете.
✓ Ваша скорость передвижения слишком велика.
✓ Длина дуги слишком мала.
✓ Установлен слишком низкий сварочный ток.
Если вы считаете, что неполная сварка может произойти из-за низкого сварочного тока, включите аппарат! Но будьте осторожны: вам действительно достаточно силы тока
, чтобы расплавить основной металл и обеспечить хороший сварной шов.
Больше ничего не нужно и может быть опасно.
✓ Загрязнения или примеси на поверхности основного металла (металл
, который вы свариваете) препятствуют плавлению расплавленного металла (от присадочного стержня или другого места
на основном металле).
Подрезка
Подрезы — очень распространенный дефект сварки. Это случается, когда основной металл выгорает на одном из выступов сварного шва. Чтобы понять, что я имею в виду, взгляните на рисунок.Когда вы выполняете сварку более чем за один проход на стыке, между проходами может возникнуть подрез, поскольку расплавленный сварной шов уже горячий и требует меньше тепла для заполнения, но вы используете такое же тепло, как если бы он был холодным.На самом деле это очень серьезный дефект, который может испортить качество сварного шва, особенно если прогорает более 1⁄32 дюйма. Если вы делаете проход и заметили подрезы, вы должны удалить их перед следующим проходом, иначе вы рискуете застрять в шлаке (отходы — см. Следующий раздел) в сварном шве (что является плохой новостью). Единственная хорошая вещь в подрезке — это то, что ее очень легко обнаружить, когда вы знаете, что ищете.
Вот несколько распространенных причин поднутрения:
✓ Ваш электрод слишком велик для основного металла, который вы свариваете.
✓ Ваша дуга слишком длинная.
✓ У вас слишком высокая сила тока.
✓ Вы слишком много перемещаете электрод во время сварки.
Двигать электродом вперед и назад — это нормально и даже полезно, но если
вы делаете это слишком часто, вы покупаете билет в одну сторону до Подкатывающего города
(который, конечно же, является административным центром округа Паршивый Уэлд).
Включения шлака
Немного шлака имеет большое значение. . . к разрушению сварного шва, в остальном хорошего качества. Шлак — это отходы, образующиеся при сварке, и кусочки этого твердого материала могут попасть (случайно) в сварной шов, как показано на рисунке.Кусочки флюса, ржавчины и даже вольфрама можно считать шлаком и вызвать загрязнение сварных швов.
Общие причины шлаковых включений включают
✓ Флюс от сварочного электрода, который отрывается и попадает в сварной шов
✓ Невозможно очистить сварочный проход перед нанесением следующего прохода
Обязательно очистите сварные швы перед тем, как вернуться внутрь и нанести второй сварной шов.
✓ Шлак выходит перед сварочной лужей при сварке слишком тугой V-образной канавки
✓ Неправильный угол сварки
✓ Слишком низкий сварочный ток
Включения флюса
При пайке или пайке (также называемой сваркой твердым припоем) включения флюса могут стать настоящей проблемой.Если вы используете слишком много флюса, чтобы «выплыть» примеси из сварного шва, вы вполне можете получить включения флюса, подобные тем, что показаны на рисунке. (Подробнее о пайке и пайке см. В главе 13.) Если вы работаете с многослойным припоем, включение флюса может произойти, если вам не удастся удалить шлак или стекло с поверхности припоя перед нанесением следующего слоя. При пайке включение флюса может стать проблемой, если вы не используете достаточно тепла. Эти включения обычно расположены близко друг к другу, и они могут вызвать утечку паяного соединения.Если вы хотите избежать включения флюса (и поверьте мне, что вы это делаете), убедитесь, что вы выполняете следующее:
✓ Тщательно очищайте сварные швы после каждого прохода. Эта задача особенно важна при пайке.
✓ Не переусердствуйте с использованием флюса.
✓ Убедитесь, что вы используете достаточно тепла, чтобы расплавить наполнитель или флюс.
Пористость
Если вы прочтете очень много этой книги, вы быстро поймете, что пористость (крошечные отверстия в сварном шве) может быть серьезной проблемой для ваших сварных швов (особенно сварных швов прилипания или миграции).Ваша расплавленная лужа выделяет газы, такие как водород и углекислый газ, когда лужа остывает; если небольшие карманы газа не достигают поверхности до того, как металл затвердеет, они становятся частью сварного шва, и ничто не может ослабить сварное соединение так, как газовые карманы. Взгляните на рисунок, чтобы увидеть пример пористости.
Ниже приведены несколько простых шагов, которые вы можете предпринять, чтобы уменьшить пористость сварных швов
:
✓ Перед началом сварки убедитесь, что все ваши материалы чистые.
✓ Работайте над правильным обращением с электродом.
✓ Попробуйте использовать электроды с низким содержанием водорода.
Трещины
Трещины могут возникать практически повсюду в сварном шве: в металле сварного шва, в пластине рядом с металлом шва или в любой другой детали, пострадавшей от сильного нагрева сварки. Посмотрите на пример взлома на рисунке.
Вот три основных типа трещин, их причины и способы их предотвращения.
✓ Горячие трещины:
Этот тип трещины возникает во время сварки или вскоре после того, как вы наплавили сварной шов, и его причина проста: металл слишком быстро нагревается
или слишком быстро остывает.Если у вас возникли проблемы с горячим растрескиванием, попробуйте предварительно нагреть материал. Вы также можете повторно нагреть материал, что означает, что вы прикладываете немного тепла здесь и там после завершения сварки, чтобы металл постепенно остыл.
✓ Холодные трещины:
Этот тип трещин хорошо возникает после того, как сварка завершена и металл остынет. (Это может произойти даже через несколько дней или недель после сварки
). Обычно это происходит только со сталью и вызвано деформациями в структуре стали.Вы можете защититься от образования холодных трещин, увеличив толщину
первого сварочного прохода перед началом нового шва. Правильное обращение с электродом, а также предварительный и последующий нагрев металла также могут помочь предотвратить образование холодных трещин.
✓ Кратерные трещины:
Эти маленькие черточки обычно возникают в конечной точке сварного шва, когда сварка прекращается до того, как израсходуется остаток электрода
. В кратерных трещинах действительно раздражает то, что они могут вызывать другие трещины, а трещины могут быть просто снежным комом от
.Вы можете контролировать проблему, убедившись, что вы используете соответствующее количество силы тока и тепла для каждого проекта, снизив скорость движения
, а также предварительный и последующий нагрев.
Коробление
Если вы неправильно контролируете расширение и сжатие металлов, с которыми работаете, коробление (нежелательное искажение формы куска металла) может стать неприятным результатом. Посмотрите пример на рисунке.
Если вы снова и снова сварите кусок металла, вероятность его деформации намного выше.Вы также можете деформировать кусок металла, если слишком сильно зажмете соединения. (Если вы позволите кускам металла, которые создают соединение, немного сдвинуться, они будут испытывать меньшую нагрузку.)
Допустим, вы свариваете соединение. Вертикальная часть Ts иногда подтягивается к сварному шву. Чтобы учесть это движение, просто немного наклоните вертикальную часть перед сваркой, чтобы, когда она попытается потянуться к сварному соединению, она подтянулась под хорошим углом в 90 градусов!
Чем больше тепла вы используете, тем больше вероятность деформации, поэтому убедитесь, что вы используете только необходимое количество тепла.Не переусердствуйте. Выбор более медленной скорости движения во время сварки также может помочь сократить коробление.
Брызги
Брызги (мелкие частицы металла, которые прикрепляются к поверхности материала, с которым вы работаете) — это факт жизни большинства видов сварки; как бы вы ни старались, вы никогда не сможете полностью избавиться от этого. Вы можете увидеть это во всей красе на Рисунке 11-5 в Главе 11.
Вы можете свести к минимуму разбрызгивание, распылив состав для предотвращения разбрызгивания (доступен в вашем магазине сварочных материалов) или соскоблив брызги с основного металла. поверхность.
Это 10 наиболее часто встречающихся дефектов сварки. Скоро появятся новые и полезные статьи. Так что следите за обновлениями.
Читать:
Основные причины дефектов сварных швов
Дефекты сварного шва возникают по разным причинам. Воздух может проникнуть внутрь сварного соединения и вызвать пористость. Неправильное количество тепла может вызвать растрескивание. Плохая техника сварки может привести к тому или иному виду подрезов или неполных проплавлений.
Различные факторы способствуют возникновению проблем со сваркой, но многие из них приводят к одним и тем же причинам.Фактически, большинство причин дефектов сварных швов можно проследить до двух общих областей: во-первых, сочетание плохого обучения и качества изготовления; во-вторых, плохая конструкция сварного шва и / или выбор материала.
Лучшие процедуры, лучшее качество
Сварщик может плохо выполнять свою работу по многим причинам, включая плохой инструктаж. Это может быть результатом плохого или неполного совета учителя сварки или опытного сварщика, полученного в техникуме или в рамках программы обучения компании. Но часто это результат неполной, неспецифической спецификации процедуры сварки (WPS).
К счастью, WPS гораздо легче исправить, чем плохое обучение.
Множество дефектов можно было бы предотвратить с самого начала, если бы WPS вдавался в подробности. В некотором смысле, хороший сварщик должен помогать сварщику совершенствоваться в своем деле на каждой работе. Чем больше деталей дает WPS, тем меньше вероятность ошибки на сварочной станции.
Дайте сварщику стандартную процедуру сварки, и она сообщит ему напряжение и ток. Если он использует газовую дуговую сварку, он подскажет, делать ли струну или плести бусину.Он покажет расстояние от контактного наконечника до рабочего места; делать несколько или один проход; какой защитный газ использовать, смесь и диапазон расхода; и тип используемого провода. Он также показывает положение сварного шва и его ход вверх или вниз (см. , рис. 1 ).
Хорошая процедура сварки должна подсказать сварщику, как выполнять сварку. Это достаточно просто. Но дело не только в вольтах, токах, проводе и защитном газе. Сварщики должны знать, как обращаться с пистолетом и под каким углом, разницу в настройках силы тока и напряжения при движении в гору и при спуске, а также о необходимости предварительной или последующей термообработки.В стандартной форме может быть указано «сварка над головой, в гору или под гору», но в ней не указано, что должен делать сварщик, чтобы выполнить сварку под рукой.
Все это, конечно, не умещается в стандартной форме WPS, но руководитель сварки может добавлять подробные примечания, описывающие, как именно этот шов должен выполняться (см. Рисунки 2 и 3 ).
Многие студенты проходят программы обучения сварке, не имея обширных (если таковые имеются) знаний о том, как читать и писать хорошие WPS, но это жизненно важная часть для того, чтобы стать хорошим сварщиком.Что для писателя хорошая грамматика, а для сварщика — чистый WPS.
Опытный сварщик должен составить список всех важных переменных, факторов, которые он сам может принять как должное после многих лет сварки, — глубины проходов, необходимой упрочнения, последовательности сварки и т. Д. — чтобы убедиться, что WPS включает эти данные. при необходимости.
Например, существует огромная разница между сваркой над головой, на подъеме и спуске, и WPS должен включать процедуры, описывающие эти различия.При сварке над головой сварщик должен увеличить скорость передвижения. Если сварщик этого не сделает, он обнаружит свою ошибку на собственном горьком опыте, когда сварной шов над ним развалится. Для подъема вверх (вертикально вверх) ампер и вольт снижаются. А при спуске скорость движения увеличивается естественным образом, что требует увеличения скорости подачи проволоки.
Рис. 1. Щелкните, чтобы увеличить изображение. Спецификация процедуры сварки дает достаточно информации о том, что нужно сварщику для завершения сварки.Но компания может добавить последующие страницы, которые показывают сварщику, как именно выполнить сварку в соответствии со спецификацией.
В горизонтальном положении сварщику необходимо заполнить верхний край сварного шва, чтобы избежать недополнения шва, с поднутрением вверху и перекрытием внизу. Сварочная ванна имеет тенденцию опускаться, и ее невозможно пополнить, потому что сварщик борется с гравитацией (снижение скорости движения не поможет, как при сварке вертикально вверх или вертикально вниз).
Хотя стандартный WPS дает диапазон расхода газа, более конкретная информация может помочь.Слишком сильный поток газа может вызвать турбулентность в сварочной ванне и разбрызгивание. Если он слишком низкий, из-за газа образуется пористость, не полностью защищающая бассейн от атмосферы. Для наружной сварки под открытым небом скорость 40 кубических футов в час (CFH) — надежный способ защиты от элементов; Для внутренней сварки может потребоваться от 25 до 30. Но все, что превышает 50 CFH, может вызвать проблемы как внутри, так и снаружи. Турбулентность в сварочной ванне притягивает атмосферные элементы и вызывает проблемы.
Для газовой вольфрамовой дуговой сварки (GTAW) в стандартном WPS указывается размер стакана, но для GMAW диаметр сопла может не указываться.Чем выше сила тока, тем больше диаметр сопла. Как правило, все, что превышает 200 ампер, требует от сварщика подключения к 5⁄8-дюймовому соплу; меньше 200 ампер, 3⁄8-дюйм. насадку можно использовать.
Деформация является естественным следствием охлаждения твердого металла шва по сравнению с более мягким основным металлом. Рассмотрим лист из углеродистой стали A36 с пределом текучести 36 000 фунтов на квадратный дюйм; провод ER70S6 имеет выход от 58 000 до 60 000 фунтов на квадратный дюйм. Когда сварной шов остывает, он сразу достигает своего полного предела текучести. Итак, положите 60 000 PSI против 36 000 PSI и угадайте, какой из них выиграет? Высокий предел текучести сварочного металла создает прочное соединение, но также вызывает деформацию.
Это искажение вызывают многие факторы, и WPS должен описать методы его предотвращения. Учитывайте неправильную последовательность сварки. Металл сварного шва постоянно работает против более мягкого основного металла, но если сварщик накладывает валики в определенной последовательности, искажение можно минимизировать — и WPS может описать эти последовательности. Указание того, где начинать и заканчивать каждый проход, может минимизировать вероятность такого искажения. Некоторые программы, такие как WeldCAD, позволяют рисовать сварной шов, определять последовательность сварки и нумеровать проходы; затем вы можете экспортировать файл в текстовый редактор WPS (см. , рис. 1 ).
Предварительный нагрев также может сыграть большую роль в минимизации искажений. Большинство сварщиков предварительно нагревают все, чтобы получить высокоуглеродистый материал. Некоторые говорят, что для низкоуглеродистой стали металл толщиной менее 1 дюйма не требует предварительного нагрева. Но некоторые металлургические диаграммы показывают, что структура может серьезно повлиять на структуру в зоне термического влияния (ЗТВ), начиная примерно с ¾ дюйма.
Это зависит от того, сколько ограничений находится в зоне сварного шва. Рассмотрим конструкцию, которая требует размещения четырех сварных швов в виде крестиков-ноликов.Эти пересекающиеся сварные швы создают напряжения, распространяющиеся во всех направлениях (называемые многоосными напряжениями), а предварительный нагрев сварного шва может помочь снять часть напряжения. Если для металла требуется предварительный нагрев до 300 градусов по Фаренгейту, сварщик должен поддерживать нагрев до тех пор, пока сварка не будет завершена, и использовать одеяло для контроля скорости охлаждения. Чем больше нагревается деталь, тем медленнее она остывает, что приводит к меньшим искажениям.
Стандартный WPS может сказать, что нужно подогревать до определенной температуры, но не говорит, где и как именно подогревать.Дополнительные иллюстрации после стандартной формы WPS говорят о многом. Один из способов сделать это — вынуть раздел, требующий предварительного нагрева, с иллюстрации WeldCAD и разместить его подробно на отдельной странице. Подробные метки описывают, как предварительно нагреть секцию, со стрелками, указывающими на каждую сильно ограниченную область. Даже обученный сварщик может пропустить эти детали, но если они есть в WPS, он вряд ли пропустит их.
Хороший WPS также может служить ориентиром для инспектора сварки.Если инструкции WPS идут вразрез с основами сварки, он должен сразу знать, что искать в сварном шве. Например, если WPS для процесса с проволокой определяет слишком много гелия в качестве защитного газа, инспектор может найти слишком плоский профиль сварного шва. Если WPS выдает неправильную силу тока или если указанное напряжение слишком высокое, инспектор должен искать поднутрения в сварном шве. Слишком высокое напряжение также приводит к чрезмерному разбрызгиванию. И если скорость подачи проволоки слишком высока, инспектор, скорее всего, увидит перекрытие в профиле сварного шва, потому что слишком много проволоки попадает в сварочную ванну.
Разработка дефектов
Иногда дефекты сварного шва возникают реже из-за ошибки сварщика или плохого обучения, а в большей степени потому, что сама конструкция затрудняет работу сварщика. Конструкторы, имеющие опыт в сварке конструкций, знают, что по возможности следует избегать определенных элементов, но проблемы могут возникнуть у менее опытных инженеров-проектировщиков.
Рисунок 2 Щелкните изображение, чтобы увеличить его Руководители сварочного аппарата могут добавлять дополнительные примечания к стандартной форме WPS.Здесь прилагается чертеж сварного шва, а также информация о чистовой обработке шва.
Например, 1 дюйм. пластина, стоящая вертикально, с двумя пластинами, каждая толщиной 2 дюйма, параллельными друг другу по обе стороны от этой 1-дюймовой пластины. тарелка. Для соединения сборки требуется четыре сварных шва с одной кромкой и канавкой, что создает сильно ограниченную, напряженную зону (особенно для таких материалов, как углеродистая сталь A36, хорошо известная своим разрывом пластин). Эта конструкция — одна из многих, которая, независимо от того, насколько талантлив сварщик, может привести к дефектам сварного шва или полному отказу из-за большого внутреннего напряжения.
Как правило, конструкции не должны иметь сильно закрепленных сварных швов там, где они не должны быть. Например, предыдущий пример можно изменить так, чтобы 2-дюйм. пластина будет проходить через 1 дюйм. тарелка. По-прежнему потребуются сварные швы со скосом канавки на концах 1-дюймового. пластины, но конструкция потребовала бы значительно меньшего напряжения и облегчила бы работу сварщика. И супервайзер сварки должен без колебаний позвонить дизайнеру, чтобы предложить изменения, в идеале до того, как сварщик зажжет дугу.
Если сварщик не может легко достать сварной шов, есть большая вероятность, что его сварные швы будут иметь дефекты. Допустим, рабочий должен присесть под конструкцией и сваривать над головой под странным углом, чтобы получить толстое соединение с двумя пазами. Вращающиеся приспособления могут помочь для небольших деталей, или шов может быть скошен, чтобы сварщик мог подойти к нему сверху и произвести сварной шов со 100-процентным проплавлением с одной стороны. Конечно, если бы проектировщик мог устранить или переместить соединение так, чтобы сварщик мог получить к нему доступ с обеих сторон, даже лучше.
Другая распространенная проблема связана с переваркой. Неопытные дизайнеры могут увидеть тройник с 1 дюйм. пластины и, чтобы сохранить прочность на растяжение для сборки, необходимо сделать угловой шов глубиной 1 дюйм с обеих сторон. Это создает различные проблемы. Поскольку угловой шов составляет более 3⁄8 дюйма, потребуется несколько проходов. Это тратит время и сваривает металл, что в конечном итоге может дорого обойтись компании. Он также создает ненужное напряжение, которое может привести к растрескиванию сварного шва; использование такого большого количества сварочного металла также может привести к перекрытию.В худшем случае, дефекты могут даже привести к вертикали члена Т оторваться от опорной плиты.
Хорошая конструкция сварного шва немного противоречит здравому смыслу, потому что в большинстве случаев большее количество сварочного металла не дает лучшего сварного шва. Для этого Т-образного соединения стандартные сварочные материалы могут рекомендовать определенные размеры сварных швов: в соответствии с AWS D1.1, 5⁄16 дюйма. галтели распространены на 1 дюйм. тарелка, например. Но в идеале проектировщик должен рассматривать каждый сварной шов и определять минимальный размер сварного шва, чтобы удовлетворить требованиям прочности и безопасности, а не превышать его.Опять же, большее количество сварочного металла обычно не увеличивает прочность сварного шва. В действительности минимальное количество сварочного металла может обеспечить наиболее безопасное, экономичное и прочное соединение.
В то же время проектировщикам следует избегать угловых швов и по возможности использовать швы с разделкой кромок. Сварные швы с разделкой кромок не только вызывают меньшее напряжение, но и просто определяют размер сварного шва; толщина пластины — это толщина сварного шва.
Ошибки проектирования включают выбор процесса. Некоторые компании, даже самые крупные, используют процедуры сварки, впервые написанные много лет назад, и поэтому часто определяют неоптимальные процессы.Процедура может потребовать дуговую сварку защищенным металлом (SMAW или стержневую сварку), когда сварщик мог бы сделать гораздо лучшую работу, используя другой процесс. SMAW имеет свое место для определенных применений, но при этом образуется шлак, который может застрять в сварном шве и вызвать дефекты. Кроме того, он нагревается и имеет в среднем 2 дюйма. потеря шлейфа (длина неиспользуемого электрода, оставшегося после сварки).
Обычно сварщик будет использовать меньше расходных материалов и меньше нагрева при сварке проволокой, такой как GMAW или порошковая сварка (FCAW).Для большинства применений толщиной 1 дюйм и менее импульсная газовая дуговая сварка (GMAW-P) лучше всего работает для минимизации искажений, а также для увеличения проплавления. Для самых толстых материалов лучше всего подходит сварка под флюсом (SAW).
Наконец, выбор материала особенно важен на этапе проектирования. Выбор трудносвариваемого материала приводит к большему количеству дефектов. Проектировщики должны знать свариваемость материалов и использовать трудносвариваемые материалы только тогда, когда нет другого выбора.
Допустим, проектировщик делает вал и требует использовать высокоуглеродистую сталь 1045, которая повысит прочность на разрыв и жесткость вала, но не содержит химических добавок, которые помогут сварщику.А как насчет материала 4330 или 4340? Они содержат никель, который облегчает сварку, делает материал более пластичным и повышает прочность.
Рис. 3 Щелкните изображение, чтобы увеличить. На этой странице WPS показано, где применить необходимый предварительный нагрев, а также угол наклона пистолета, который следует использовать сварщику.
Также верно и то, что никелевый металл шва может облегчить сварку основного металла 1045. Но, учитывая цены на материалы, замена основного металла может иметь больший экономический смысл (в зависимости от количества металла, необходимого для работы).Разница в цене между таким материалом, как 1045, и никельсодержащим металлом, таким как 4340, может составлять всего 5-7 процентов. Между тем, наполнитель с высоким содержанием никеля может быть значительно дороже присадочного металла без никеля.
Предотвращение будущих дефектов
Как и любые проблемы с качеством при производстве, дефекты сварных швов редко возникают по одной причине. Плохая сварка может быть результатом сочетания плохого качества изготовления, плохого WPS и инструкций сварщика, а также плохой конструкции.
Уловка для инспекторов сварки состоит в том, чтобы понять, как каждая из этих причин способствует возникновению проблемы со сваркой, и работать вместе с инженерами-проектировщиками и сварщиками в цехе, чтобы предотвратить как можно больше дефектов до начала сварки.
дефектов сварных швов — Скачать PDF
бесплатно для сварочной практики …
ЧЕТВЕРТОЕ ИЗДАНИЕДефекты сварного шва и профилактические меры
Опубликовано
ЧЕТВЕРТОЕ ИЗДАНИЕ
Дефекты сварного шва и профилактические меры
Кита-Синагава, Шинагава-Ку, Токио, 141-8688 Япония
Издатель KOBE STEEL, LTD. © 2011 by KOBE STEEL, LTD. 5-912, Кита-Синагава, Синагава-Ку, Токио 141-8688 Япония Все права защищены. Никакая часть этой книги не может быть воспроизведена в любой форме и любыми средствами без письменного разрешения издателя.В документе «Несовершенство сварного шва и профилактические меры» содержится информация, которая поможет сварочному персоналу изучить технологии дуговой сварки, применяемые при производстве стали. При составлении и публикации этого учебника предпринимаются разумные меры для обеспечения подлинности его содержания. Мы не делаем никаких заявлений и не даем никаких гарантий относительно точности или надежности этой информации.
Введение При строительстве таких стальных конструкций, как здания и мосты, и производстве такого оборудования, как корабли, автомобили, подвижной состав и сосуды под давлением, дуговая сварка является незаменимым методом соединения металлов.Следовательно, надежность стальных конструкций и оборудования зависит от качества сварных швов, а также качества стальных материалов. Для получения удовлетворительных сварных соединений, отвечающих требованиям качества, очень важна целостность контроля качества. Для комплексного контроля качества весь персонал (включая менеджеров, инженеров, инспекторов, контролеров, мастеров, сварщиков и операторов сварки), задействованный в дуговой сварке, должен иметь соответствующие знания о дефектах сварных швов и профилактических мерах.Документ «Дефекты сварного шва и профилактические меры» подготовлен таким образом, чтобы описать дефекты сварного шва, их причины и меры профилактики. Этот учебник содержит важную информацию о неровностях поверхности и несплошностях сварных швов. Неровности поверхности можно определить как «любое количество состояний поверхности, которые приводят к образованию выемок или резким изменениям толщины или внешнего вида». Неровности поверхности включают неравномерную рябь сварного шва, чрезмерное армирование, вогнутые или выпуклые угловые сварные швы, угловые сварные швы с неровными участками, поднутрение, перекрытие, «елочку», оспины, следы мыши и недостаточное заполнение.Нарушения сплошности сварного шва можно определить как «нарушение типичной структуры материала, такое как отсутствие однородности механических, металлургических или физических характеристик материала или сварного изделия. Нарушения сплошности сварного шва включают пористость, шлаковые включения, неполное плавление, неполное соединение. проплавление, чрезмерное проплавление, холодные трещины и горячие трещины.Однако неровность поверхности или несплошность сварного шва не являются отклоняемым дефектом, если они находятся в допустимом диапазоне размеров согласно соответствующей спецификации.Этот учебник был отредактирован с использованием как можно большего количества фотографий и рисунков, чтобы помочь учащимся полностью понять конкретные технологии дуговой сварки и связанные с ними недостатки сварных швов. Информация, содержащаяся в этом учебнике, основана на справочниках, перечисленных ниже.
Ссылки (1) Kobe Steel, Ltd., «Справочник по сварочным электродам», 1964 г. (2) Японское общество сварщиков, «Типичные фотографии сварных швов», 1967 г., Sanpo Publications Inc. (3) Japan Cultural and Industrial Promotion Co.Ltd., «Фотографическая сварка», 1961 г. (4) Международная ассоциация профессионального обучения, «Дуговая сварка», 1985 г. (5) Американское сварочное общество, «Справочник по сварке», 1987 г. (6) Американское общество сварки, «Энциклопедия сварки Джефферсона», 18-е Издание, 1997 г. (7) Американское общество сварки, «Неровности сварных швов и основного металла», 1986 г.
iii
Содержание
Неровности поверхности
1
Рис. 1 — Неровная рябь на сварном шве Рис. 2 — Чрезмерное усиление Рис. 3 — Угловой шов вогнутой формы, Угловой шов вогнутой формы Рис.4 — Угловой шов с неровным концом Рис. 5 — Поднутрение Рис. 6 — Перекрытие Рис. 7 — Елочка, отметина Pock, след мыши Рис. Ямка) Рис. 10 — Пористость (выбоина) Рис. 11 — Включения шлака Рис. 12 — Неполное плавление Рис. 13 — Неполное проплавление стыка Рис. 14 — Чрезмерное проплавление (Прожог) Рис. 15 — Холодная трещина трещина, трещина на носке, трещина под бортом, поперечная трещина) Рис.16 — Холодная трещина (пластинчатый разрыв) Рис.17 — Горячая трещина (кратерная трещина, продольная трещина, грушевидная трещина, серная трещина) Приложение A
18
Рис. A-1 Разрыв сварных швов из-за дефектов сварного шва (испытание на изгиб) Рис. A-2 Разрыв сварных швов из-за дефектов сварного шва (испытание на растяжение)
v
— Неровность поверхности —
SMAW
SAW
Рис. или высокий сварочный ток или напряжение (2) Несоответствующее манипулирование электродом (нерегулярное, слишком быстрое или слишком медленное) (3) Слишком много влаги в покрытиях или флюсах (SMAW, SAW) (4) Слишком большая высота флюсовой нагрузки (SAW) Профилактические Меры: (1) Используйте соответствующие сварочные значения силы тока и напряжения.(2) Манипулируйте электродами с соответствующей скоростью. (3) Повторно нанесите покрытия и флюсы. (4) Используйте правильную высоту флюсовой нагрузки.
1
— Неровности поверхности —
SAW
GTAW
Узкое переплетение
Соответствующая ширина переплетения
Рис. 1) Слишком медленные манипуляции с электродами (2) Слишком большое раскрытие корня (укрепление корня) (3) Слишком большая сила тока при сварке (укрепление корня) Профилактические меры: (1) Работайте с электродами на соответствующей скорости.(2) Отрегулируйте корневое отверстие. (3) Используйте соответствующий сварочный ток. (4) Контролируйте смещение электрода (см. Рисунки выше).
2
Широкое переплетение
— Неровность поверхности —
(A) Хороший угловой сварной шов
(B) Вогнутый угловой сварной шов
(C) Выпуклый угловой сварной шов
Рис. : Угловой шов с чрезмерной вогнутостью или выпуклостью Основные причины: (1) Слишком быстрое перемещение электрода, использование слишком высокого сварочного тока (вогнутый угловой шов) (2) Слишком низкий сварочный ток или слишком медленное обращение с электродом (угловой шов с выпуклым швом) (3 ) Несоответствующий угол перемещения электрода Меры предосторожности: Используйте соответствующий сварочный ток и скорость перемещения электрода с соответствующим углом перемещения.
3
— Неровность поверхности —
(B) Угловой шов с ровным участком в горизонтальном положении
(A) Угловой шов с неравномерным участком в горизонтальном положении
Соответствующий рабочий угол электрода
Рис. WELD Определение: угловой шов с неровными сторонами (верхняя часть часто меньше голени) Основные причины: несоответствующий рабочий угол электрода. Профилактические меры: используйте соответствующий рабочий угол электрода (см. Рисунки выше).
4
— Неровности поверхности —
Плоский шов с разделкой кромок
Горизонтальный угловой шов
Горизонтальный угловой шов
Рис.5 UNDERCUT Определение: канавка, которая выдолблена в основном металле рядом с носком сварного шва или корнем сварного шва и остается незаполненной металлом сварного шва. Основные причины: (1) слишком высокий сварочный ток (2) слишком быстрое перемещение электрода (3) слишком большая длина дуги или слишком высокое напряжение дуги (4) Слишком большой угол лобового сопротивления и рабочий угол электрода (5) Отслеживание проволоки слишком близко к поверхности канавки (SAW) Меры предосторожности: (1) — (4) Используйте соответствующую сварку сила тока, скорость манипулирования электродами, длина дуги (или напряжение дуги) и углы сопротивления электрода.(5) Отрегулируйте место отслеживания троса.
5
— Неровность поверхности —
Стыковой сварной шов в горизонтальном вертикальном положении
Угловой шов в горизонтальном положении
Рис. Слишком низкий сварочный ток (2) Слишком медленное манипулирование электродом (3) Слишком короткая длина дуги или слишком низкое напряжение дуги (4) Слишком малый угол хода и рабочий угол электрода Профилактические меры: Используйте соответствующие сварочные силы тока, скорость манипуляции, длину дуги ( напряжения дуги) и позиционирование электродов.
6
— Неровности поверхности —
Елочка на сварном шве под пилой
Отметка в виде точки на сварном шве под наплавкой
След мыши на сварном шве при сварке методом SMAW
Рис. 7 ЕЛЬЯ, ОТМЕТКА, ЗНАК МЫШИ Определение: Мелкие вмятины на поверхности сварных швов Основные причины: (1) Влага в покрытиях или флюсах (2) Ржавчина, краска или влага на стыковых поверхностях. Профилактические меры: (1) Повторно высушите покрытия и флюсы. (2) Удалите ржавчину, краску и влагу с поверхностей стыка.
7
— Неровности поверхности —
SMAW Верхняя часть
Труба 5G
Низ
(C)
Широкое плетение
(B)
Соответствующая ширина плетения
(A)
Узкое плетение
Рис. 8 НЕЗАПОЛНЕНИЕ (ВНУТРЕННЯЯ Вогнутость) Определение: углубление на поверхности шва или корня, выходящее ниже прилегающей поверхности основного металла Основные причины: (1) Слишком малое отверстие в корне, угол канавки или слишком большая поверхность корня (2) Слишком низкая сила тока или слишком длинная дуга (3) Несоответствующие манипуляции с электродом Профилактические меры: (1) Отрегулируйте отверстие в корне, угол канавки и поверхность корня.(2) Используйте соответствующий сварочный ток и поддерживайте короткую дугу. (3) Используйте подходящие манипуляции с электродом, как показано на рисунках выше.
8
— Разрывы сварных швов —
SMAW
GMAW
SAW
Рис. или влажность на стыковых поверхностях плавления и высокое содержание серы в основном металле (2) Влага в покрытиях, флюсах или защитных газах (3) Слишком мало защитного газа (GMAW) или высота флюсовой шихты (SAW) (4) Слишком сильная ветер (5) Слишком большой сварочный ток, длина дуги или напряжение дуги. Профилактические меры: (1) Очистите сварочные поверхности стыков.(2) Повторно высушите покрытия и флюсы и используйте подходящие защитные газы. (3) Используйте надлежащее количество защитного газа и высоту флюса. (4) Используйте ветрозащитный экран. (5) Используйте соответствующий сварочный ток, длину дуги и напряжение дуги.
9
— Разрывы сварного шва —
Испытание рентгеновскими лучами
Испытание на излом
Рис. 10 ПОРИСТОСТЬ (УДАР) Определение: неоднородности типа полости, образованные газом
Дефекты сварки
Разрыв сплошности сварного шва определяется американской Сварочное общество как «нарушение типичной структуры материала, например, отсутствие однородности его механических, металлургических или физических характеристик.«Сварочные дефекты — это разновидность несплошностей, которая ставит под угрозу пригодность сварного соединения, что может сделать его неспособным соответствовать минимальным применимым стандартам / техническим условиям. Дефекты сварки могут быть связаны с процессом / процедурой сварки или связаны с химическим составом или металлургией свариваемых сплавов.
Пористость металла сварного шва — это сварной дефект типа полостей, образованный захватом газа во время затвердевания в результате загрязнения определенными газами, такими как водород, кислород или азот.Пористость, вызванная захватом водорода, может быть минимизирована за счет того, что область сварного шва и присадочный металл не содержат углеводородных загрязнений и влаги. Чтобы избежать пористости, вызванной кислородом и азотом, важно, чтобы сварочная ванна была должным образом экранирована за счет использования защитных газов высокой чистоты, а также использовались достаточные скорости потока защитного газа. Хотя в сварных конструкциях HASTELLOY® и HAYNES® может возникать пористость, они не особенно подвержены пористости, поскольку большинство сплавов содержат значительное количество Cr, который имеет естественное сродство с газами, образующимися во время сварки.
Включения металла сварного шва могут образовываться в результате захвата оксидов в сварочной ванне. Это может происходить из-за прочной оксидной пленки, которая образуется на поверхности большинства сплавов. Поскольку температуры плавления поверхностных оксидов обычно намного выше, чем у основного металла, они с большей вероятностью останутся твердыми во время сварки и попадут в сварочную ванну. Таким образом, особенно важно удалять поверхностные оксиды перед сваркой и между проходами в многопроходных сварных швах. Во время GTAW, если вольфрамовый электрод случайно контактирует с расплавленной сварочной ванной или если имеется чрезмерный сварочный ток, в металле шва могут образовываться включения вольфрама.Элементы с сильным сродством к кислороду, такие как алюминий или магний, могут соединяться с кислородом с образованием оксидных включений в металле шва. Включения шлака связаны с процессами на основе флюса, такими как SMAW, SAW и FCAW. Эти включения образуются в металле сварного шва, когда остаточный шлак захватывается в полостях или карманах, которые образуются из-за недостаточного перекрытия валика сварного шва, чрезмерного подреза на подошве сварного шва или неровного профиля поверхности предыдущего валика шва. Таким образом, важным аспектом в процессах на основе флюса является легкость, с которой можно удалить шлак между проходами сварки.Включения должны быть зачищены от сварного шва, иначе они вызовут преждевременное разрушение, что может отрицательно сказаться на механических свойствах и эксплуатационных характеристиках.
Другими часто встречающимися дефектами, связанными с технологическим процессом, являются поднутрение, неполное плавление / проплавление и деформация. Эти дефекты обычно связаны с неправильной техникой сварки и / или параметрами сварки. Поднутрение — это канавка, которая вплавлена в основной металл, обычно в корне или подошве сварного шва, и может образоваться из-за чрезмерного сварочного тока.Эта неоднородность создает надрез на периферии сварного шва и может значительно ослабить прочность сварного шва. Дефектам неполного плавления способствует «вялый» характер расплавленного металла шва на основе никель / кобальта и их плохие характеристики проплавления шва.
Характеристики деформации сплавов HASTELLOY® и HAYNES® аналогичны характеристикам углеродистой стали, с меньшей склонностью к деформации, чем сварные детали из аустенитной нержавеющей стали, благодаря более низкому коэффициенту теплового расширения.Монтажные приспособления, крепления, поперечные опоры, распорки, размещение и последовательность сварных швов помогут свести деформацию к минимуму. По возможности, сбалансированная сварка вокруг нейтральной оси поможет свести к минимуму деформацию. Правильная фиксация и зажим сборки упрощают сварку и сводят к минимуму коробление и коробление тонких секций. По возможности рекомендуется использовать дополнительный запас к общей ширине и длине. Затем можно удалить излишки материала для достижения окончательных размеров.Деформация сварного шва для различных конструкций швов показана на рисунке 3.
При обычном производстве сплавов HASTELLOY® и HAYNES® растрескивание сварных швов возникает редко, и следует ожидать изготовления больших сложных компонентов с небольшими трещинами. Наиболее распространенный вид растрескивания сварных швов — это горячие трещины, которые связаны с присутствием жидкости в микроструктуре. Горячее растрескивание может происходить в металле сварного шва и в зоне термического влияния сварного шва и обычно возникает из-за пленок жидкости по границам зерен.Эти неустойчивые к деформации микроструктуры временно возникают при повышенных температурах в диапазоне плавления и затвердевания всех сплавов. Из-за своего номинального химического состава некоторые сплавы более подвержены горячему растрескиванию, чем другие сплавы. В целом, горячее растрескивание является более частым явлением для жаропрочных сплавов из-за более высокого содержания в них сплава. Примесные элементы, такие как сера и фосфор, и незначительные легирующие добавки, такие как бор и цирконий, могут иметь сильное влияние на склонность к растрескиванию, даже если они присутствуют в очень низких концентрациях.
В дополнение к восприимчивой микроструктуре, уровень растягивающего напряжения в сварном шве является критическим фактором для образования горячих трещин. Во время сварки неизбежно возникновение напряжения из-за сложных термических напряжений, которые возникают при затвердевании и охлаждении металла. Частично это связано с внутренним ограничением, накладываемым на сварную деталь из-за геометрии и толщины сварного шва. Как правило, сварные детали с увеличенной толщиной шва более подвержены образованию горячих трещин. Кроме того, сварочная ванна «каплевидной формы», создаваемая из-за высокой скорости перемещения, имеет тенденцию к увеличению склонности к растрескиванию, поскольку она создает отчетливую осевую линию сварного шва, где усиливается сегрегация элементов и могут быть высокими поперечные напряжения.Большие вогнутые сварные швы, которые создают напряжение на поверхности сварного шва, способствуют растрескиванию при затвердевании, и этого следует избегать. Дополнительную информацию о механизмах растрескивания сварных швов и металлургии сварки сплавов на основе никеля можно найти в следующем учебнике:
J.N. Дюпон, Дж.К. Липпольд и С.Д. Кисер, Сварка, металлургия и свариваемость сплавов на основе никеля, John Wiley & Sons, Inc., 2009.
PPT — ДЕФЕКТЫ СВАРКИ (ПРЕРЫВАНИЯ СВАРКИ), ИСКАЖЕНИЯ И МЕРЫ УПРАВЛЕНИЯ Презентация в PowerPoint
ДЕФЕКТЫ СВАРКИ (ПРЕРЫВАНИЯ СВАРКИ), ИСКАЖЕНИЯ И ЕГО УПРАВЛЕНИЕ Ramanatha C.Ученый «F» (в отставке) Научно-исследовательский центр газовых турбин Бангалор
Типы сварки Сварка плавлением • Ручная дуговая сварка металла • Дуговая сварка защищенного металла • Дуговая сварка под флюсом • Дуговая сварка вольфрамовым электродом (GTAW) или (TIG) • Газовая дуговая сварка (GMAW) или (MIG) • Дуговая сварка порошковой проволокой • Контактная сварка — точечная и шовная сварка • Электрогазовая сварка (EGW) • Электронно-лучевая сварка (EBW) • Лазерная сварка • Высокочастотная сварка без плавления или сварка твердым телом • Диффузионная сварка • Ультразвуковая сварка • Сварка трением
Определение Слово «Дефект» следует использовать осторожно, поскольку оно означает, что сварной шов является дефектным и требует корректирующих мер или отклонения. В некоторых случаях ремонт может быть сделано без необходимости и исключительно косвенно без критической инженерной оценки.Следовательно, инженерное сообщество недавно начало использовать слова «разрыв» или «дефект» вместо «дефект». Разрыв может быть определен как разрывы в желаемой физической структуре сварного шва. Значимость несплошности сварного шва следует рассматривать в контексте пригодности сварной конструкции по назначению. Соответствие назначению — это концепция оценки сварных швов, которая стремится найти баланс между качеством, надежностью и экономичностью процедуры сварки. Это не постоянная величина, она зависит от требований к эксплуатации конкретной сварной конструкции, а также от свойств используемого материала.
Классификация причин несплошностей
Нарушение сплошности, связанное с конструкцией Несоосность (высокое-низкое) Количество стыка не совмещено в корне. Причины: 1. Невнимательность. 2. Из-за соединения разной толщины (толщина перехода) Предотвращение: 1. Качество изготовления 2. Углы перехода не должны превышать 2,5 до 1
Нарушения непрерывности, связанные с процессом сварки Нарушения сплошности, возникающие в результате процесса сварки, включают: • Поднутрение: оплавление канавки в основной металл, прилегающий к носку или корню сварного шва, и оставленный незаполненным металлом сварного шва.• Включение шлака: неметаллический твердый материал, захваченный в сварном шве или между металлом шва и основным металлом. • Пористость: неоднородности типа каверн, образованные захватом газа во время затвердевания. • Включения вольфрама: частицы из вольфрамовых электродов. Причина в неправильной газовой сварке вольфрамовой дугой. • Оставшаяся опорная деталь: Невозможность удаления материала у основания сварного шва для поддержки расплавленного металла сварного шва. • Усадочные пустоты: неоднородности типа полостей, которые обычно образуются в результате усадки во время затвердевания.• Оксидные включения: частицы поверхностных оксидов, которые не расплавились и примешиваются к металлу шва.
Нарушения непрерывности процесса сварки Продолжение…. • Отсутствие слияния: состояние, при котором слияние не завершено. • Отсутствие проникновения: состояние, при котором проницаемость сустава меньше указанного. • Кратеры: впадина в конце сварочной головки или в расплавленной сварочной ванне. • Сквозное расплавление: состояние, возникающее при расплавлении дуги через дно стыка, сваренного с одной стороны.• Брызги: частицы металла, выбрасываемые во время сварки, не являются частью сварного шва. • Возникновение дуги (ожоги дуги): неоднородности, состоящие из любого локализованного переплавленного металла, или изменение профиля поверхности любой части сварного шва или основного металла в результате дуги. • Недостаточное заполнение: углубление на поверхности сварного шва или корневой поверхности прилегающего основного металла.
ПЕНЕТРАЦИИ НЕПОЛНОЙ Этот типа дефекта обнаружен ни в одном из трех способов: 1) Когда сварной шов не проникают через всю толщину базовой пластины.2) Когда два противоположных сварных шва не пересекаются. 3) Когда валик сварного шва не проходит через кромку углового шва, а только переходит через него. Сварочный ток оказывает наибольшее влияние на проплавление. Неполное проплавление обычно вызвано использованием слишком низкого сварочного тока и может быть устранено простым увеличением силы тока. Другими причинами могут быть использование слишком низкой скорости движения и неправильный угол резака. Оба позволят расплавленному металлу сварного шва катиться перед дугой, действуя как подушка для предотвращения проникновения.Дуга должна оставаться на передней кромке сварочной ванны.
непровар Отсутствия плавления, которая также называется холодной притирка или холодных спаи, происходит тогда, когда нет никакого слияния между сварным швом metaland поверхностью опорной плиты. Причины: 1. Плохая техника сварки. 2. Использование очень широкого сварного шва. 3. Очень низкая скорость перемещения и попытка сделать слишком большой сварной шов за один проход. 4. Низкое сварочное напряжение. 5. Наличие оксидного слоя.
НЕПОЛНОЕ ПРОБИВАНИЕ И ЧРЕЗМЕРНОЕ ПРОНИКАНИЕ
Отсутствие сварки
ПОДРЕЗАНИЕ Поднутрение — это дефект, который проявляется в виде канавки на краях основного металла непосредственно вдоль кромок основного металла. Чаще всего встречается в угловых сварных швах внахлест, но также может встречаться в угловых и стыковых соединениях. Причины: 1. Неправильные параметры сварки; особенно скорость хода и напряжение дуги.2. Чрезмерно высокие сварочные токи.
Поднутрение
Пористость — это газовые поры, обнаруженные в затвердевшем сварном шве. Эти поры могут различаться по размеру и обычно распределяются случайным образом. Однако возможно, что пористость может быть обнаружена только в центре сварного шва. Поры могут образовываться как под поверхностью сварного шва, так и на ее поверхности. Наиболее частыми причинами пористости являются загрязнение атмосферы, чрезмерно окисленные поверхности деталей, неадекватные раскисляющие сплавы в проволоке и присутствие посторонних веществ.Загрязнение атмосферы может быть вызвано: 1) Недостаточным потоком защитного газа. 2) Чрезмерный расход защитного газа. Это может вызвать попадание воздуха в газовый поток. 3) Сильно засорено газовое сопло или повреждена система подачи газа (негерметичные шланги, арматура и т. Д.) 4) Сильный ветер в зоне сварки. Это может сорвать газовую защиту. Пористость
Пористость
Дефекты сварного шва, их возможные причины и меры по их устранению ПОРИСТОСТЬ Возможные причины A.Недостаточный охват защитным газом Корректирующие действия • Увеличьте поток защитного газа, чтобы вытеснить весь воздух из зоны сварки. • Уменьшить поток защитного газа, чтобы избежать турбулентности и захвата воздуха газом. • Удалите брызги из внутренней части газового сопла. • Исключите сквозняки (от вентиляторов, открытых дверей и т. Д.), Попадающие в сварочную дугу. • Используйте меньшую скорость движения. • Уменьшите расстояние между соплом и изделием. • Удерживайте пистолет в конце сварного шва до тех пор, пока не начнут затвердевать расплавленные кратеры..) Возможные причины Меры по устранению B. Загрязнение электродов C. Загрязнение заготовки D. Слишком высокое напряжение дуги E. Избыточное расстояние от сопла до рабочей поверхности • Используйте только чистую и сухую электродную проволоку • Исключите попадание смазки на электрод в механизме подачи проволоки или кабелепроводе • Перед сваркой удалите с рабочих поверхностей всю смазку, масло, ржавчину, краску и грязь. • Используйте электрод с более высокой степенью раскисления. • Уменьшите рабочее напряжение. • Уменьшите удлинение электрода.
Дефекты сварных швов, их возможные причины и меры по их устранению Недостаточное проварство Возможные причины Корректирующие действия • Неправильная подготовка стыка b.Неправильная техника сварки c. Недостаточное тепловложение • Конструкция соединения должна обеспечивать доступ к дну канавки при сохранении надлежащего расстояния от сопла до рабочей поверхности и характеристик дуги • Уменьшить высоту поверхности корня • Обеспечить или увеличить отверстие в корне в стыковых соединениях • Расположить электрод на правильный угол хода для достижения максимального проплавления • Сохраняйте дугу на передней кромке сварочной ванны • Увеличивайте подачу электрода для получения более высоких сварочных токов • Поддерживайте надлежащее расстояние от сопла до рабочей поверхности
Дефекты сварного шва, их возможные причины и корректирующее действие Чрезмерное расплавление Возможные причины Корректирующие действия • Чрезмерное тепловложение • Неправильная подготовка шва • Уменьшите скорость подачи электрода и напряжение дуги • Увеличьте скорость движения • Уменьшите чрезмерное раскрытие корня • Увеличьте высоту поверхности корня
Перекрытие
Под заливкой
БРЫЗГИ
9081 5Чрезмерная выпуклость
ЧРЕЗВЫЧАЙНАЯ Вогнутость
ЧРЕЗМЕРНОЕ УСИЛЕНИЕ сварного шва
НЕДОПУСТИМЫЕ0 966 109 Нарушения сплошности
Растрескивание Это может произойти только из-за термической усадки или из-за комбинации деформации, сопровождающей фазовый переход, и термической усадки. В случае сварных жестких рам сочетание плохой конструкции и несоответствующей процедуры может привести к высоким остаточным напряжениям и образованию трещин. Когда свариваются легированные стали или стали с содержанием углерода более примерно 0,2%, самоохлаждение может быть достаточно быстрым, чтобы вызвать образование некоторого (хрупкого) мартенсита. Это легко приведет к образованию трещин.Для предотвращения этих проблем может потребоваться поэтапный предварительный нагрев, а после сварки потребуется постепенное контролируемое постепенное последующее охлаждение. Это может значительно увеличить стоимость сварных соединений, но для высокопрочных сталей, таких как те, которые используются в нефтехимических заводах и трубопроводах, альтернативы может быть нет.
Факторы, способствующие горячему растрескиванию • Плотность сварочного тока (высокие уровни способствуют растрескиванию) • Распределение тепла (конструкция соединения) • Ограничение • Чувствительность материала электрода к образованию трещин • Разбавление металла шва • Примеси (например.Сера и фосфор) • Предварительный нагрев (увеличивает склонность к растрескиванию) • Процедуры сварки (высокие скорости, длинные дуги увеличивают чувствительность)
Типы растрескивания Растрескивание при затвердевании Это также называется центральным или горячим растрескиванием. Их называют горячими трещинами, потому что они возникают сразу после завершения сварных швов, а иногда и во время их выполнения. Эти дефекты, которые часто вызваны серой и фосфором, чаще встречаются в стали с более высоким содержанием углерода.Схематическая диаграмма центральной трещины показана ниже:
Типы трещин (продолжение) Водородное растрескивание (HIC) Это также называется водородным растрескиванием или водородным растрескиванием, может возникать в сталях во время производства. , во время изготовления или во время эксплуатации. Когда HIC возникает в результате сварки, трещины находятся в зоне термического влияния (HAZ) или в самом металле шва. Четыре требования для возникновения HIC: a) Присутствует водород, он может поступать из влаги в любом потоке или из других источников.Он поглощается сварочной ванной и диффундирует в ЗТВ. б) микроструктура ЗТВ, подверженная водородному растрескиванию. c) Растягивающие напряжения действуют на сварной шов. d) Узел охладился до температуры, близкой к температуре окружающей среды — HIC менее 150 ° C в ЗТВ часто находится на носке сварного шва, но может находиться под сварным швом или в корне шва. В угловых швах трещины обычно параллельны ходу сварного шва, но в стыковых швах трещины могут быть поперечными по отношению к направлению сварки.
Растрескивание при повторном нагреве • Стали Mo-V и Mo-B чувствительны • Из-за высокотемпературного охрупчивания зоны термического влияния и наличия остаточных напряжений • Наиболее подвержены крупнозернистые области вблизи линии плавления • Предотвращение • Сварка с низким тепловложением • Промежуточное снятие напряжений в частично завершенных сварных швах • Конструкция, позволяющая избежать высоких ограничений • Ограничить добавление ванадия до 0.1% в сталях • Обработайте область подошвы сварного шва, чтобы удалить возможные области концентрации напряжений. параллельна поверхности листа и создает области пониженной пластичности • Предотвращение с помощью • стали с низким содержанием серы • Укажите минимальные уровни пластичности в поперечном направлении • Избегайте конструкций с большим направленным напряжением по всей толщине
Остаточное напряжение и деформация Также упоминаются остаточные напряжения в виде внутренних напряжений, начальных напряжений, внутренних напряжений, реакционных напряжений и напряжений, связанных с замком, напряжений дуги, которые продолжают существовать в теле даже после снятия всех внешних нагрузок.Во время сварки в деталях возникают термические напряжения из-за локального приложения тепла. Остаточные напряжения и деформации остаются после завершения процесса сварки. Термические напряжения, остаточные напряжения и деформация иногда вызывают растрескивание и несовпадение соединений. Исправление недопустимых искажений дорого, а в некоторых случаях невозможно. Деформация сварного шва возникает в результате расширения и сжатия металла шва и прилегающего основного металла во время цикла нагрева и охлаждения процесса сварки.
После сварки; Напряженное состояние Перед сваркой; Свободное состояние Причины остаточных напряжений Остаточные напряжения в металлических конструкциях возникают по многим причинам на различных этапах изготовления. Они могут возникать при формовании металлических деталей с помощью таких процессов, как резка, гибка, механическая обработка и шлифование. Они также возникают во время производственных процессов, таких как сварка. Остаточные напряжения подразделяются на два типа: 1. Остаточные напряжения, вызванные несоответствием.При принудительном соединении стержней разной длины в более коротком стержне возникают растягивающие напряжения, а в более длинных стержнях — напряжения сжатия. 2. Остаточные напряжения, вызванные неравномерным распределением неупругих деформаций. Когда материалы нагреваются равномерно, термическое напряжение не возникает, поскольку они также равномерно расширяются. Однако при неравномерном нагреве материалов ожидается остаточное напряжение. Кроме того, остаточные напряжения возникают при неравномерно распределенных неупругих деформациях или пластических деформациях.
Остаточные напряжения, возникающие при сварке Рис.: Остаточные напряжения, возникающие при сварке стыкового соединения.
Деформация после сварки Рис. Деформация деталей после сварки: (а) стыковые соединения; (б) угловые швы. Деформация вызвана дифференциальным тепловым расширением и сжатием различных частей сварной сборки.
Предотвращение или минимизация деформации Для минимизации деформации, вызванной усадкой, можно использовать несколько способов: • Не допускать чрезмерной сварки • Контролировать установку.• Используйте прерывистую сварку • Используйте как можно меньше сварочных проходов • Размещайте сварные швы около нейтральной оси • Уравновешивайте сварные швы вокруг нейтральной оси • Используйте сварку с обратным шагом • Предвидьте силы усадки • Спланируйте последовательность сварки • Устраните усилия усадки после сварки • Минимизируйте время сварки • При угловой сварке используйте ножки наименьшего допустимого размера.
Предотвращение или минимизация деформации (продолжение) • Для швов с разделкой кромок используйте соединения, которые минимизируют объем сварочного металла.Рассмотрите двусторонние соединения вместо односторонних соединений. • По возможности приваривайте поочередно с обеих сторон соединения многопроходными швами. • Используйте процедуры с низким тепловложением. Обычно это означает высокую производительность наплавки и более высокую скорость движения. • Используйте сварочные манипуляторы для достижения максимального количества сварки в плоском положении. Плоское положение позволяет использовать электроды большого диаметра и сварочные процедуры с высокой скоростью наплавки. • Приварите к свободной части стержня.• Используйте зажимы, приспособления и подпорки для поддержания подгонки и выравнивания. • Предварительно согните элементы или предварительно установите соединения, чтобы позволить усадке вернуть их в правильное положение. • Последовательность узлов и конечных сборок таким образом, чтобы выполняемые сварные швы постоянно уравновешивали друг друга вокруг нейтральной оси секции.
Предотвращение или минимизация искажений (продолжение)
Предотвращение или минимизация искажений (продолж..)
Другие методы контроля деформации Зажимное приспособление с водяным охлаждением Были разработаны различные методы контроля деформации на определенных сварных деталях. Например, при сварке листового металла приспособление с водяным охлаждением полезно для отвода тепла от свариваемых компонентов. Медные трубки припаиваются или припаиваются к медным удерживающим зажимам, и вода циркулирует по трубам во время сварки. Сдерживание зажимов также помогает минимизировать искажения.
Другие методы контроля искажений (продолжение..) Strongback «Strongback» — еще один полезный метод контроля деформации при стыковой сварке листов. Зажимы привариваются к краю одной пластины, а под зажимы вбиваются клинья для выравнивания кромок и удержания их во время сварки.
Другие методы контроля деформации (продолжение) • Термическое снятие напряжений (термообработка) • За исключением особых ситуаций, снятие напряжения путем нагрева не используется для исправления деформации. Однако бывают случаи, когда снятие напряжения необходимо, чтобы предотвратить дальнейшую деформацию до того, как сварка будет завершена.• Предварительный нагрев • Предварительный нагрев уменьшает разницу температур между областью сварного шва и основным металлом • Снижает скорость охлаждения, что снижает вероятность образования мартенсита в сталях • Уменьшает деформацию и усадочные напряжения • Уменьшает опасность растрескивания сварного шва • Позволяет выходить водороду
Взаимодействие предварительного нагрева и состава CE =% C +% Mn / 6 +% (Cr + Mo + V) / 5 +% (Si + Ni + Cu) / 15 • Углеродный эквивалент (CE) определяет способность к образованию мартенсит, необходимый для водородного крекинга • CE <0.35 без предварительного нагрева или термообработки после сварки • 0,35
Другие методы контроля деформации (продолжение) • Термическая обработка после сварки • Высокая скорость охлаждения, связанная со сваркой, часто приводит к образованию мартенсита • Во время термообработки после сварки мартенсит отпускается (превращается в феррита и карбидов) • Снижает твердость • Снижает прочность • Повышает пластичность • Повышает ударную вязкость • Остаточное напряжение также уменьшается за счет термической обработки после сварки • Термическая обработка после сварки и водородное растрескивание формируется • Повышение пластичности и ударной вязкости • Уменьшение прочности и твердости • Остаточное напряжение снижается за счет термообработки после сварки • Практическое правило: выдерживать при температуре 1 час на дюйм толщины листа; минимальное удержание 30 минут
Спасибо