Страница не найдена — steelfactoryrus.com
Профиль
Содержание1 Занимаемся самостоятельной постройкой сарая из профнастила1.1 Особенности выбора места1.2 Отделка и утепление стен1.3
Металл
Содержание1 Вес алюминиевого листа калькулятор1.
Металл
Содержание1 Правила и различные способы домашнего серебрения1.1 Химическое серебрение1.2 Серебрение при нагревании1.3 Гальваническое серебрение1.4
Температуры
Содержание1 Никотин — не яд? Что на самом деле смертельно опасно в сигарете1. 1 Однако
1 Однако
Металл
Содержание1 Краска термостойкая по металлу: Виды термокрасок и особенности применения1.1 Особенности термостойких красок для
Своими руками
Содержание1 Деревообрабатывающие станки своими руками (видео, чертежи и фото)1. 1 Создание проекта1.2 Элементы конструкции1.3 Комплектующие2
1 Создание проекта1.2 Элементы конструкции1.3 Комплектующие2
Страница не найдена — steelfactoryrus.com
Сварка
Содержание1 Ищем маленький инверторный сварочный аппарат1.1 Принцип работы и конструкция инвертора1.2 Инвертор для бытовых
Алюминий
Содержание1 Как отличить олово от алюминия — Справочник металлиста1. 1 Где можно найти алюминиевый лом?1.2
1 Где можно найти алюминиевый лом?1.2
Содержание1 Как осуществляется обработка меди1.1 Когда применяют термообработку меди1.2 Как осуществляют механическую обработку1.3 Токарный
Сталь
Содержание1 Выбор арматуры: стальная1.
Дерево
Содержание1 Диски для болгарки по дереву1.1 Резка1.2 Зачистка1.3 Фрезерование1.4 Шлифовка1.5 Правила работы с УШМ1.6
Металл
Содержание1 Что можно построить (сделать) из профильной трубы1.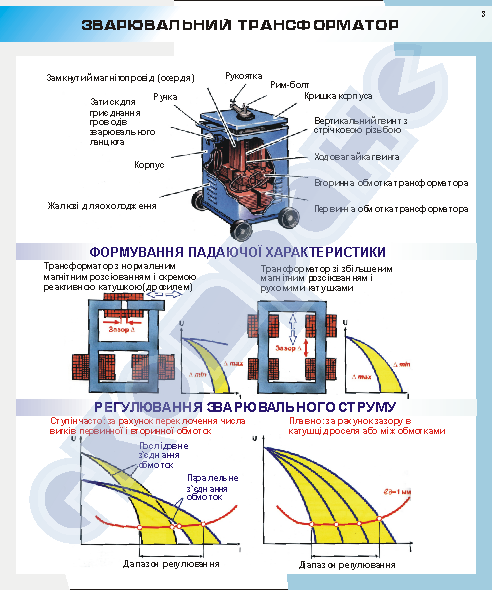 1 Плюсы профильной трубы1.2 Где можно применять
1 Плюсы профильной трубы1.2 Где можно применять
Устройство сварочного трансформатора — Сведения о сварке
Устройство сварочного трансформатора
Категория:
Сведения о сварке
Устройство сварочного трансформатора
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию,— вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60—65 В; напряжение дуги при ручной сварке обычно не превышает 20—30 В.
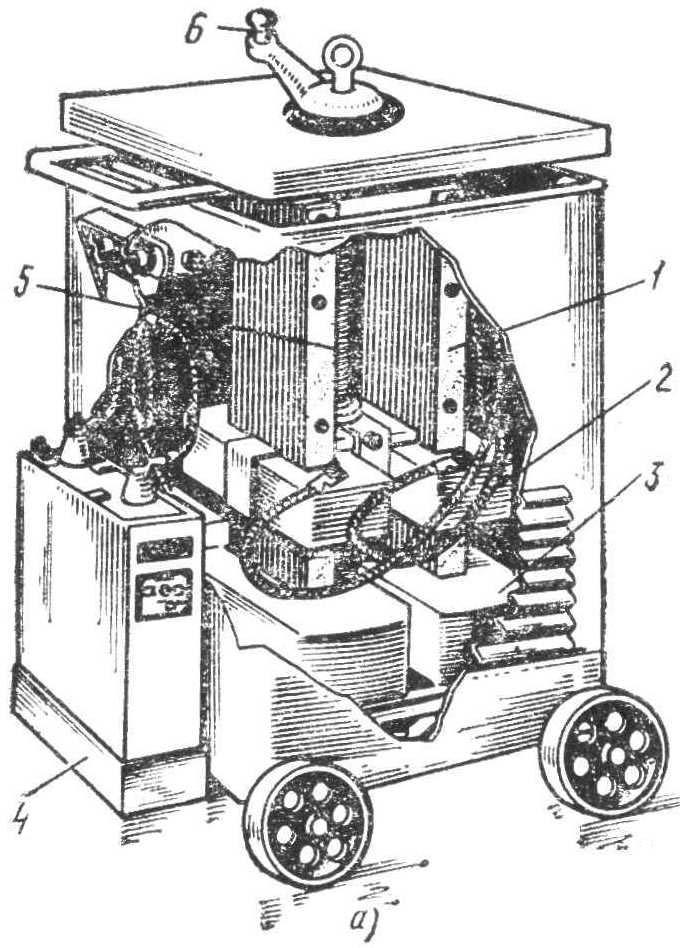
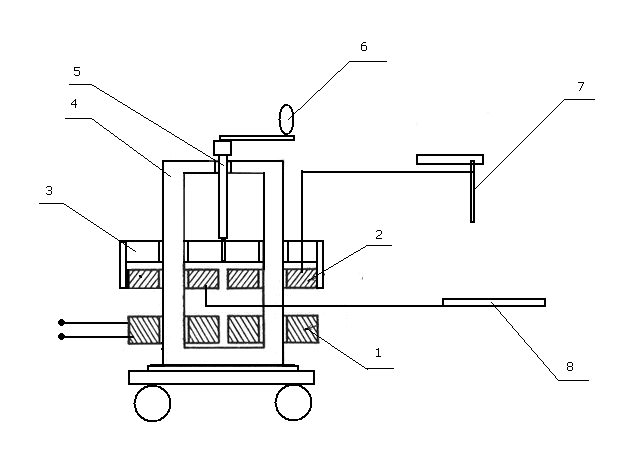
Рис. 1. Сварочный трансформатор ТСК-500: а — вид без кожуха, б — схема регулирования сварочного тока, в — электрическая схема
Одним из наиболее распространенных источников питания переменного тока является сварочный трансформатор ТСК-500 (рис. 1). В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка— подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
1). В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка— подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока— 165—650 А.
Для приближенной установки силы сварочного тока на верхней крышке кожуха расположена шкала с делениями. Более точно сила тока определяется по амперметру.
Сварочный трансформатор ТСК-500 в отличие от ТС-500 имеет в первичной цепи конденсатор 4 большой мощности. Конденсатор включается параллельно первичной обмотке и предназначен для повышения коэффициента мощности (косинуса «фи»).
Однотипными, но меньшей мощности, являются трансформаторы ТС-300 и ТСК-300. Трансформаторы ТД-500 и ТД-300 работают по такому же принципу, но для переключения обмоток с параллельного на последовательное соединение снабжены переключателями барабанного типа.
Реклама:
Читать далее:
Устройство сварочного выпрямителя
Статьи по теме:
Трансформаторы сварочные схемы — Энциклопедия по машиностроению XXL
Трактор сварочный 403, 408, 411 Трансформаторы сварочные схемы 433 [c.763]Наиболее распространена трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентилей при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшее использование трансформатора сварочного выпрямителя.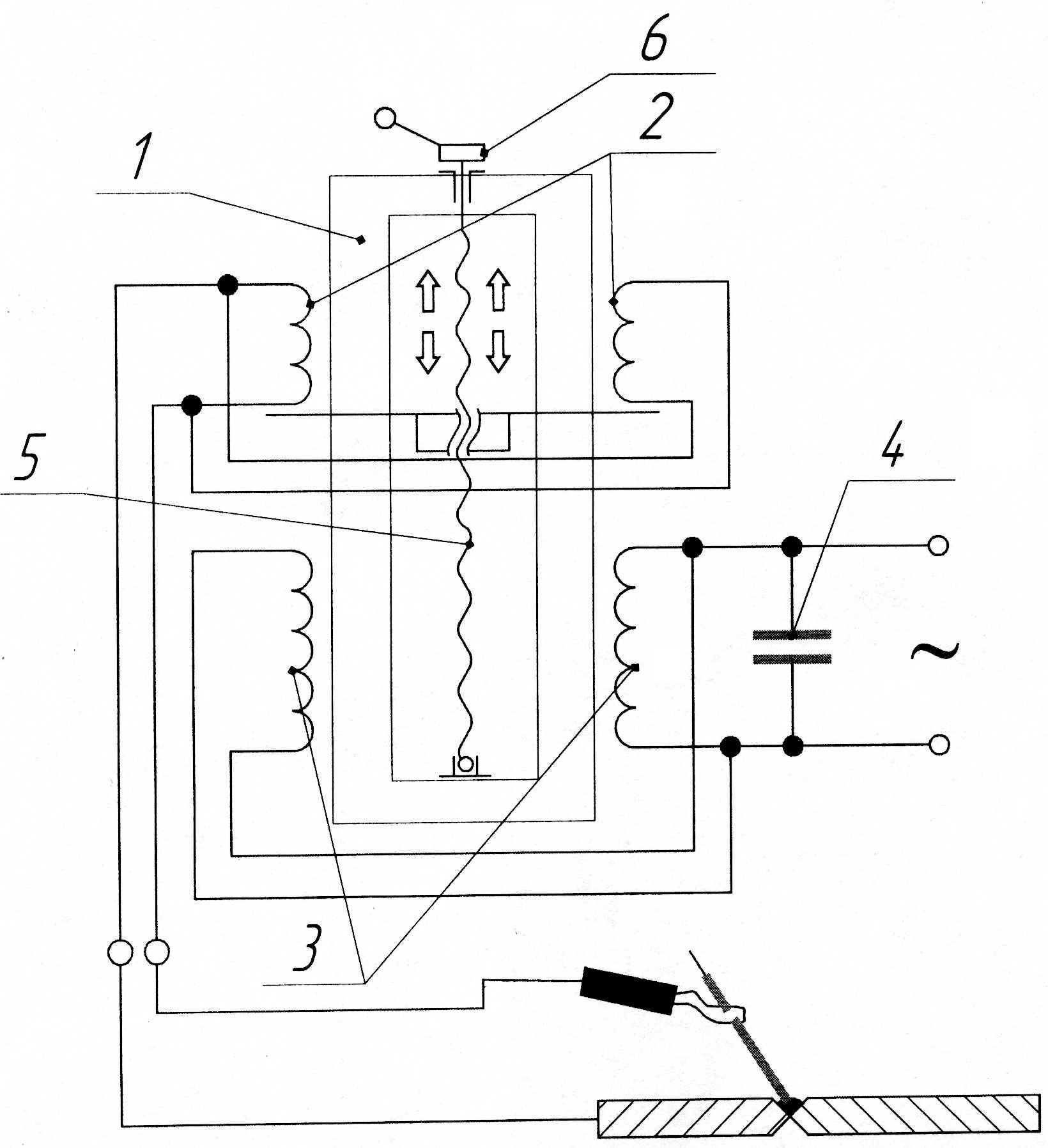
Сварочные трансформаторы. Принципиальные схемы трансформаторов приведены на рис. 28. По способу получения падающей характеристики сварочные трансформаторы разделяются на четыре группы. [c.93]
| Рис. V.5. Схемы сварочных трансформаторов а — схема сварочного трансформатора (тип СТЭ) с отдельным дросселем |
| Рис. 63. Электрическая схема трансформатора ТСД-1000-3 Тр — понижающий трансформатор, КУБ, КУМ — кнопки дистанционного управления сварочным током — Больше , Меньше , ПМБ, ПММ — магнитные пускатели, ДП — двигатель провода механизма перемещения пакета магнитопровода, ВКБ, ВКМ — конечные выключатели, ДВ — двигатель вентилятора, Трс — трансформатор сварочный |
 [c.248]
[c.248]Включение фазовых сварочных трансформаторов по схеме, представленной на фиг. 42, дает нормальное напряжение холостого хода между тремя фазами сварочной цепи. Сила тока в сдвоенной фазе, подключаемой к наплавляемой детали в 1,73 раза больше, чем в каждой из остальных фаз, подключенных к электродам. Трехфазная дуга горит спокойно и процесс наплавки протекает нормально. Неправильное включение сварочных трансформаторов приводит к повышению напряжения холостого хода между некоторыми фазами до 118 в, бурному горению трехфазной дуги с сильным разбрызгиванием жидкого металла и шлака, большому нагреву электродов й невозможности ведения наплавки, Поэтому сразу же [c.103]
Из табл. 16 видно, что качество сварных соединений колпачков с выводами неодинаково. Энергия в стыках свариваемых деталей при прохождении сварочного тока через ряд контактных соединений, последовательно включенных в цепи вторичного контура сварочного трансформатора, неодинакова.
 Этот недостаток отсутствует при работе по схеме, показанной на фиг. 20, в которой применено раздельное электропитание каждого стыка свариваемых деталей, т. е. питание от двух сварочных трансформаторов. Эта схема обеспечивает высокую стабильность качества сварных соединений п расширяет пределы режимов сварки,
[c.68]
Этот недостаток отсутствует при работе по схеме, показанной на фиг. 20, в которой применено раздельное электропитание каждого стыка свариваемых деталей, т. е. питание от двух сварочных трансформаторов. Эта схема обеспечивает высокую стабильность качества сварных соединений п расширяет пределы режимов сварки,
[c.68]Сравнивая в общем рассмотренные схемы, можно отметить, что при прочих равных условиях схема I (фиг. 28) потребляет минимальную мощность из сети и требует наименьшего расхода активных материалов для трансформатора. Схемы И (фиг. 36) и П1 (фиг. 37) потребляют приблизительно одинаковую мощность из сети, которая примерно на 25% больше, чем по схеме I для них необходим повышенный на 20—30% расход меди для трансформаторов и увеличенный расход стали. Изготовление сварочного трансформатора усложняется (схема П) или вместо одного нужно делать два трансформатора (схема П1). При одинаковом количестве игнитронов (6 шт.) схемы И и П1 позволяют осуществить без дополнительных устройств необходимое чередование полярности импульсов. Универсальная схема трехфазных машин с игнитронными преобразователями для всех видов контактной сварки всех материалов должна обеспечивать получение, кроме отдельных униполярных импульсов сварочного тока, также низкочастотного сварочного тока с минимальной возможной паузой между полуволнами.
[c.63]
Универсальная схема трехфазных машин с игнитронными преобразователями для всех видов контактной сварки всех материалов должна обеспечивать получение, кроме отдельных униполярных импульсов сварочного тока, также низкочастотного сварочного тока с минимальной возможной паузой между полуволнами.
[c.63]
Эквивалентная частота этих машин составляет 5—10 гц и иногда снижается до 3—2 гц. Это приводит к необходимости использования громоздких и тяжелых сварочных трансформаторов и схем для изменения полярности импульсов (часто также двух выпрямителей вместо одного). [c.65]
Включение сварочных трансформаторов по схемам, представленным на рис. 91 и 92, дает нормальное напряжение холостого хода между тремя линиями сварочной цепи, т. е. напряжение между самими электродами 5 и 6, а также между каждым из этих электродов и свариваемым изделием 7, находится в пределах 65—68 в. Ток в сдвоенном линейном проводе, подключаемом обычно к свариваемому изделию, примерно в 1,7 раза больше, чем в каждом из остальных двух проводов, подключенных порознь к электродам. Это дает возможность получать более глубокое проплавление металла свариваемого изделия. Трехфазная дуга горит устойчиво и процесс сварки протекает нормально.
[c.206]
Это дает возможность получать более глубокое проплавление металла свариваемого изделия. Трехфазная дуга горит устойчиво и процесс сварки протекает нормально.
[c.206]Регулирование сварочного тока и напряжения у рассматриваемых генераторов ступенчатое — переключением секций дополнительных обмоток или секций вторичных об.моток трансформатора (по схеме независимого возбуждения) и плавное — изменением значения переменного резистора в цепи возбуждения в пределах одной ступени. [c.30]
Большинство продаваемых на базарах сварочных трансформаторов изготовлено по классической П-образной схеме, конструктивно они копируют промышленные трансформаторы, хотя изредка попадаются и другие, даже весьма оригинальные варианты. Именно П-образная схема лучше всего подходит в качестве выбора приобретаемого сварочного трансформатора. Такая схема поддается как более полному внешнему осмотру катушек трансформатора, является рациональной и достаточно надежной, так, при всем, не следует исключать возможность разборки и переделки трансформатора, а то и его ремонта. [c.120]
[c.120]
Сварочные посты могут питаться током централизованно от одного трансформатора по схеме многопостовой сварки. В этом случае каждый сварочный пост снабжается отдельным регулятором тока. Мощность трансформатора должна соответствовать суммарной мощности сварочных постов с учетом коэффициента одновременности их работы. [c.304]
На рис. 83 приведена одна из схем регулирования с контактными датчиками уровня металла. Питание контактного датчика осуществляется от вторичной обмотки сварочного трансформатора через дроссель. Напряжение со щупа подается на сопротивление [c.155]
Сварочные выпрямители состоят из трехфазного понижающего трансформатора /, выпрямительного блока 2, собранного из кремниевых полупроводниковых вентилей по трехфазной мостовой схеме (рис. 5.6). Падающая внешняя характеристика выпрямителя обеспечивается повышенным индуктивным сопротивлением понижающего трансформатора, у которого первичная и вторичная обмотки раздвинуты и размещены на разных концах магнитопровода (тип ВД). Плавное регулирование тока достигается перемещением подвижной первичной обмотки.
[c.189]
Плавное регулирование тока достигается перемещением подвижной первичной обмотки.
[c.189]
| Рис. 30. Схема сварочного трансформатора ТСК-500 а — внешний вид, б — схема регулирования сварочного ока, в — электрическая схема |
 [c.61]
[c.61]Анализ типовых структурных схем передачи энергии при разных сварочных процессах (табл. 1.3) позволяет обосновать предлагаемую выше классификацию. Например, при дуговой сварке электрическая энергия ЭЛ из сети проходит следующий путь трансформируется в сварочном трансформаторе или генераторе для получения нужных параметров тока и напряжения [c.24]
Как видно из схемы, сеть замыкается через игнитрон и сварочный трансформатор накоротко. Однако время замыкания настолько мало, что любая из имеющихся защит сработать не успевает. Мощные импульсные токи, протекающие через игнитрон и сварочный трансформатор, и служат для сварки сильфонов с арматурой. [c.150]
По назначению провода и кабели подразделяют на силовые для передачи электрической энергии большой мощности монтажные, установочные и контрольные для соединения электрического оборудования в машинах и приборах и монтажа электрических схем на щитах и в цепях управления и других электрических устройствах шланговые — гибкие кабели с высокопрочной изоляцией для подвода электрической энергии к сварочным рабочим постам и к передвижным машинам обмоточные, применяемые для изготовления обмоток электрических машин, трансформаторов, электромагнитов и т.![]() д. троллейные — для передачи электрической энергии через скользящий контакт голые провода — шины для передачи энергии на короткие расстояния (на щитах и других аналогичных устройствах) и многие другие виды узкоспециального применения. Ниже приведено описание наиболее применяемых проводов и кабелей.
[c.144]
д. троллейные — для передачи электрической энергии через скользящий контакт голые провода — шины для передачи энергии на короткие расстояния (на щитах и других аналогичных устройствах) и многие другие виды узкоспециального применения. Ниже приведено описание наиболее применяемых проводов и кабелей.
[c.144]
Принципиальная схема параллельного включения сварочных трансформаторов дана на фиг. 40. [c.290]
Сила сварочного тока. Сила тока /2 зависит от мощности машины, её сопротивления и напряжения во вторичной цепи. Существенно влияет на силу тока индуктивное сопротивление вторичного контура (см. фиг. 181). При сварке длинных полых изделий иногда приходится в процессе сварки менять ступень трансформатора, чтобы компенсировать падение силы тока 2. Разработаны также схемы, автоматически поддерживающие постоянство /2 [52]. [c.381]
| Фиг. 92. Комбинированная схема установки для проведения св рки электроискровым спо-госварочный трансформатор 2—выпрямитель 3 — раз-трансформатор 5 — рео |
В сварочных выпрямителях получили распространение мостовые схемы выпря1мления — однофазная д вух-полупериодная и трехфазная.
 Чаще применяется трехфазная схема, которая дает более устойчивое горение сварочной дуги, более равномерную загрузку всех трех фаз силовой сети и при этом полнее используется трансформатор сварочного выпрямителя.
[c.68]
Чаще применяется трехфазная схема, которая дает более устойчивое горение сварочной дуги, более равномерную загрузку всех трех фаз силовой сети и при этом полнее используется трансформатор сварочного выпрямителя.
[c.68]Для питания постоянным током (что наиболее рационально) применяются сварочные генераторы СУГ-26, которые коадплекту-ются балластным реостатом (тип РНС-250). Установка для питания постоянным током соответствует схеме, показанной на рис. 43. При работе на переменном токе используют трансформаторы сварочные СТЭ-22, СТЭ-24, СТЭ-32, СТЭ-34 и Др. Трансформаторы указанных типов переоборудуются с целью получения ступенчатых напряжений 20, 25, 30, 35, 40, 45 в. 62 [c.62]
Питание трехфазной дуги осуществляют от обычных однопостовых сварочных трансформаторов, включенных по одной из приводимых на фиг. 101 схем и ги от специального трехфазного трансформатора системы профессора Н. С. Сиунова. Наиболее простой схемой при использовании однопистовых трансформаторов является схема соединения в открытый треугольник. Сварка трехфазной дугой находит применение при 1) сварке конструкций, требующих большого объема наплавленного металла 2) наплавке твердых сплавов и заварке дефектов стального литья в тяжелом и транспортном машиностроении 3) сварке соединений, требующих глубокого проплавления (сварка без скоса кромок стыковых и угловых соединений машиностроительных конструкций) 4) сварке ванным способом мощной арматуры железобетона диаметром 60—120 мм и др.
[c.291]
Выпрямитель ВСС-300. Предназначен для однопостовой ручной сварки. Выпрямительный блок собран из селеновых пластин прямоугольной формы размером 100X400 мм. Выпрямитель имеет плавную регулировку сварочного тока изменением расстояния между обмотками трансформатора. Рукоятка плавного регулирования тока расположена на верхней крыщке выпрямителя. Для изменения диапазона тока необходимо произвести переключение перемычек на доске зажимов трехфазного трансформатора, изменив схему соединения его обмоток в звезду или в треугольник .
[c.59]
С. Сиунова. Наиболее простой схемой при использовании однопистовых трансформаторов является схема соединения в открытый треугольник. Сварка трехфазной дугой находит применение при 1) сварке конструкций, требующих большого объема наплавленного металла 2) наплавке твердых сплавов и заварке дефектов стального литья в тяжелом и транспортном машиностроении 3) сварке соединений, требующих глубокого проплавления (сварка без скоса кромок стыковых и угловых соединений машиностроительных конструкций) 4) сварке ванным способом мощной арматуры железобетона диаметром 60—120 мм и др.
[c.291]
Выпрямитель ВСС-300. Предназначен для однопостовой ручной сварки. Выпрямительный блок собран из селеновых пластин прямоугольной формы размером 100X400 мм. Выпрямитель имеет плавную регулировку сварочного тока изменением расстояния между обмотками трансформатора. Рукоятка плавного регулирования тока расположена на верхней крыщке выпрямителя. Для изменения диапазона тока необходимо произвести переключение перемычек на доске зажимов трехфазного трансформатора, изменив схему соединения его обмоток в звезду или в треугольник .
[c.59]Источник питания конденсаторных машин включает в себя повышающий одно-или трехфазный трансформатор, управляемый выпрямитель, зарядное коммутирующее устройство, батарею конденсаторов с регулируемой емкостью, разрядное коммутирзтощее устройство и понижающий сварочный однофазный трансформатор. Возможна схема без сварочного трансформатора, например для ударно-искровой конденсаторной стыковой сварки деталей малых сечений. [c.351]
Подвесная машина МТПП-75 (рис. 108) состоит из поворотной турели 6, траверсы, на которой закреплена турель, и горизонтальной штанги 7 с роликами 8 и тросом 9. На одном конце троса закреплены клещи, а на другом — противовес 5. На вертикальной штанге И подвешен сварочный трансформатор. Такая схема подвески позволяет вращать машину вокруг вертикальной оси. Подвесной сварочный трансформатор 10 состоит из сердечника, первичной и вторичной обмоток. От первичной обмотки сделаны отводы к переключателю для ступенчатого регулирования вторичного напряжения. Вторичная обмотка имеет два витка,. которые с [c.121]
Ввиду ограничений максимального тока для большинства сими-сторов, их можно использовать разве что в маломощных сварочных аппаратах. Тиристоры обычно вьщерживают большие токи, нежели симисторы. Поэтому для типичного сварочного трансформатора подойдет схема с двумя тиристорами, работающими параллельно в разных направлениях. [c.87]
Схема такого генератора с электромагиитныл коммутирующим устройством показана на рис. 75, б. Конденсаторы 67 и С2 заряжаются от источника постоянного тока. Обмотка управления ОУ мощного поляризованного реле РИ питается неносредствеиио от сварочного трансформатора СТ. В цепи обмотки ОУ включены индуктивность L1 и сонротивление R4, позволяющие регулиро- [c.139]
На рис, 79 приведена электрическая схема установки типа УДГ, где показаны основные элементы. Сварочный трансформатор СТ типа ТРПШ позволяет автоматизировать работу установки режим сварки регулируют путем изменения величины постоянного тока в обмотке нодмагничивания ОУ. Управляющим сигналом является потенциал с движка потенциометра R3, который изменяет режим работы транзистора Т1. Ток, пропускаемый этим транзистором, усиленный магнитным усилителем МУ, поступает на обмотку управления ОУ. В случае обрыва дуги на электродах напряжение возрастает до напряжения холостого хода источника питания, в результате чего срабатывает реле Р и подключает в работу осциллятор для возбуждения дуги вновь. [c.149]
Автоматические сварочные головки целесообразно применять в кр пносерийном и массовом производстве оболочковых констру кций, когда в процессе выполнения сварочных операций не требуется передвижения головки. Недостатком автоматических головок с автоматическим регулированием длины ду ги является то, что при изменении напряжения питающего источник тока может значительно (до 15 %) отклониться от заданного режима величина сварочного тока. Для получения устойчивого горения ду ги на данных установках мощность источника сварочного тока обычно не должна превышать 15 кВА. Автоматические головки с постоянной скоростью подачи проволоки при изменении напряжения в сети, питающей сварочный трансформатор, сохраняют более постоянную величину сварочного тока, но напряжение при этом может значительно изменяеться. Однако схема обслуживания этих голо- [c.26]
Сварочные трансформаторы — это понижающие трансформаторы (вторичное напряжение U. = 60 ч- 80 В), падающая характеристика которых создается за счет повышенного магнитного рассеяния или включения в сварочную цепь индуктивного сопротивления (дросселя). Электрическая схема сварочного трансформатора с повышенным магнитным рассеянием представлена на рис. 2.10, а. Катушки первичной / и вторичной 2 обмоток расположены попарно на обоих стержнях сердечника трансформатора 3. Первичная обмотка неподвижна и закреплена в нижней части сердечника, вторичная перемещается по нему с помощью винтового механизма. При прохождении тока по обмоткам возникают магнитные потоки основной Фт, создаваемый намагничивающей силой обмоток 1 и 2, и потоки рассеяния этих же обмоток Фр1 и Фр , дающие суммарный ноток Фр, который наводит в трансформаторе реактивную ЭДС, определяющую его индуктивное сопротивление XПри рабочей нагрузке трансформатора его ЭДС уравновешивается падением напряжения дуги U, и реактивной ЭДС Ер, а при коротком замыкании — t/д /кяХ следовательно, такой ИП имеет падающую характеристику. Сварочный ток регулируется изменением расстояния между обмотками / и 2 (при его увеличении поток Ф растет, а сварочный ток уменьшается). [c.53]
На фиг. 37 приведена электрическая схема выпрямительной установки. Включение выпрямительных элементов по схеме Гретца. Для создания падающей характеристики последовательно с дугой включается балластный реостат, а реактивная катушка, включённая в эту же цепь, служит для сглаживания пульсаций выпрямленного тока. Выпрямитель получает питание от сварочного трансформатора. Выпрямительная установка не требует особого ухода и надзора. [c.290]
По схеме электростатической конденсаторной сварки (фиг. 192) батарея конденсаторов заряжается от трёхфазной сети через выпрямители В. По достижении заданного потенциала конденсаторы разряжаются с импульсом тока длительностью около 0,015—0,10 сек. Этот импульс поступает в первичную обмотку сварочного трансформатора 7. индуктируя во вторичном витке импульс сва-рочно11э тока такой же длительности. [c.383]
По схеме электромагнитной сварки (фиг. 193) сварочный трансформатор представляет собой индуктор, в котором постоянный ток, полученный выпрямле- нием трёхфазного тока. [c.383]
Как выбрать сварочный трансформатор
Благодаря аппарату ручной дуговой сварки производится соединение металлических листов, труб, швеллеров и иных деталей. Если брать общий перечень существующего сварочного оборудования, то более всего распространены в большинстве стран такая разновидность, как сварочные трансформаторы переменного тока.Это простое и надежное устройство для ручной дуговой сварки получает питание от электрической сети на 220 или 380 Вольт и может функционировать в любых тяжелых условиях.
По мере развития современных технологий были созданы и такие сварочные агрегаты самых разных модификаций, которые и представлены сейчас на рынке. При выборе оборудования очень важно знать, какие существуют типы сварочных трансформаторов, как и их характеристики.
Принцип работы
Нужно также понимать, как все работает. У трансформатора – две обмотки (первичная и понижающая, которая вторична). Они намотаны на сердечник. Трансформатор довольно эффективно преобразует входящее напряжение 220 или 380 Вольт в более низкое: 30-60 Вольт. Сила тока может подниматься до уровня в 700 Ампер. Вот почему изделия из металла можно плавить и сваривать между собой.
Этот принцип распространяется все виды сварочных трансформаторов. Сейчас уже создают и более совершенные модели сварочных трансформаторов.
Сегодня можно выделить 3 основных вида сварочных трансформаторов, у которых свои плюсы и минусы. Когда покупаешь такую технику, должен знать, чем одна модель отличается от другой и какая из них подходит лучше для какой-либо конкретной работы.
Трансформаторы с минимальным и нормальным магнитным рассеянием
Особенность сварочных трансформаторов СТЭ в том, что у обмоток минимальное магнитное рассеяние. Винтовой механизм дросселя, который вынесен отдельно, служит для того, чтобы регулировать силу тока.Трансформаторы с нормальным магнитным рассеянием по своей конструктивной схеме очень напоминают те, которые описанные выше. Разница лишь в том, что есть дополнительная реактивная катушка, которая находится на основных стержнях магнитного сердечника первичной и вторичной обмоток. А еще есть дополнительная обмотка дросселя.
Дроссель – на магнитном сердечнике. Силу тока регулируют, как и у трансформаторов СТЭ. Обмотки таких трансформаторов медные или алюминиевые.
Модели, простые и безотказные в работе, подходят для ручной дуговой сварки. Конструкция трансформаторов простая и надежная. Однако есть некоторые недостатки. Вибрация сердечника дросселя ведет к тому, что сбивается настройка силы тока при работе. Также сварочные трансформаторы с нормальным и низким магнитным рассеянием имеют высокую потребляемую мощность от 25 кВт до 78 кВт. Ну, и масса большая. Превышает 120 кг.
Трансформаторы с повышенным магнитным рассеянием
Такие трансформаторы отличаются от сварочных трансформаторов с низким и нормальным рассеянием, прежде всего, подвижной конструкцией шунтов или обмоток. За счет этого удалось добиться при относительно маленькой массе трансформатора более высоких рабочих характеристик.
Рабочие характеристики примерно одинаковые. А вот разница в весе вдвое меньше. Сварочные трансформаторы с повышенным магнитным рассеянием применяются для автоматической и дуговой сварки, как и для сварки под флюсом.
Тиристорные трансформаторы
Это тип сварочного оборудования относительно новый. Он работает по принципу фазового регулирования силы тока с помощью тиристоров. Они преобразуют поступающий переменный ток в знакопеременные импульсы.Подобные трансформаторы сперва нашли применение для шлаковой и контактной сварки, поскольку дуга горит нестабильно. По мере того, как развиваются современные технологии, тиристорные сварочные трансформаторы смогли постепенно избавиться от своего основного недостатка. Теперь это наиболее современное поколение сварочных аппаратов. Оборудование хорошо подходит для точечной, шлаковой и ручной дуговой сварки.
Маркировка сварочных трансформаторов
Существует определенная система маркировка, которая позволяет единые обозначения и классификацию (прежде всего, по источникам питания для сварки). Как, например, маркируется тип источника питания? Г – генератор, Т – трансформатор, В – выпрямитель, А – агрегат, У – специализированный источник-установка.
Вид сварки: П – плазменная, Д – дуговая. Способ сварки: Ф – под флюсом, Г – в защитных газах, У – универсальный. Когда две буквы, то это означает, что сварку выполняют покрытыми электродами.
Вид внешней характеристики: П – падающая, Ж – жесткая. Количество постов сварки: М – многопостовой, без обозначения указывает на один пост.
Номинальную силу тока принято маркировать или одной, или двумя цифрами, которые округлены до десятков или сотен Ампер. Последние цифры в маркировке указывают на регистрационный номер в разработке. За цифрами также кроется буквенное обозначение допустимого климатического использования: У – умеренный климат, ХЛ – холодный климат, Т – тропический климат;
Завершающая цифра нужна для обозначения допустимого размещения: 1 – на открытом воздухе, 2 – под навесом, 3 – в неотапливаемом помещении, 4 – в отапливаемом помещении.
Однопостовые сварочные трансформаторы
При сварке на переменном токе питание сварочной дуги осуществляется от сварочных трансформаторов. По виду электромагнитных схем сварочные трансформаторы делятся на две группы: трансформаторы с нормальным магнитным рассеянием (с дополнительной реактивной катушкой — регулятором) и трансформаторы с увеличенным магнитным рассеянием (без реактивной катушки).
Фиг.18.Схема сварочного поста при питании дуги от трансформатора с отдельным регулятором
Трансформаторы с нормальным магнитным рассеянием выпускаются двухкорпусными (фиг. 18) или однокорпусными (фиг. 19).
Регулятор, называемый часто дросселем, служит для регулирования сварочного тока, улучшения устойчивости горения дуги и получения падающей внешней характеристики источника питания дуги. Катушки регулятора, как видно из приведенных на фигурах 18 и 19 схем, включаются последовательно с дугой. Регулирование тока осуществляется изменением индуктивного сопротивления регулятора путем увеличения или уменьшения воздушного зазора между неподвижной и подвижной частями магнитопровода.
Трансформаторы с увеличенным магнитным рассеянием выполняются в одном корпусе. Они не имеют реактивной катушки и регулирование тока осуществляется изменением индуктивного сопротивления обмоток самого трансформатора. В зависимости от конструктивных особенностей и способа регулирования тока трансформаторы с повышенным магнитным рассеянием делятся на трансформаторы с подвижным магнитным шунтом и трансформаторы с подвижными обмотками.
На фиг. 20 представлена принципиальная схема трансформатора с подвижным магнитным шунтом. Трансформаторы этого типа выполняются с неподвижными обмотками. Обмотки размещаются на одном или на двух разных стержнях магнитопровода на расстоянии друг от друга, обеспечивающем требуемое магнитное рассеяние. Регулирование тока осуществляется в результате изменения рассеяния путем введения в пространство между стержнями магнитного шунта или выведения его.
Фиг.19.Электромагнитная схема трансформатора со встроенным регулятором
Фиг.20.Электромагнитная схема трансформатора с подвижным магнитным шунтом
У трансформаторов с подвижными обмотками величина рассеяния и, следовательно, сварочный ток изменяются путем перемещения одной обмотки относительно другой.
Все трансформаторы выпускаются на одно сетевое напряжение: 220 или 380 в. По требованию заказчика трансформаторы могут изготовляться на 500 в. Выпускаемые в настоящее время трансформаторы снабжаются фильтрами для подавления радиопомех.
Сварочное оборудование (инверторные аппараты сварочные аппараты сварочный выпрямитель сварочный трансформатор) —
Сварка в судостроении это один и основных технологических процессов. Именно поэтому на Корабел.ру можно найти много нужной информации по данной тематике. Десятки компаний представляю свое сварочное оборудование материалы в разделах: «ОБОРУДОВАНИЕ», «Каталог компаний», «Каталог сайтов». Также для компаний поставщиков и производителей создан специальный раздел «Сварочное оборудование». В рамках раздела можно публиковать новости, а также статьи посвященные технологиям и оборудованию компаний.
В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке — газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа).Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения.
Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой.
Сварочный выпрямитель — преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического, коммутационной аппаратуры.
Сварочный полуавтомат, или шланговый полуавтомат, — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах, сварку открытой дугой и сварку под флюсом. Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке для регулирования сварочного пламени, называется сварочной горелкой.
Инверторные аппараты — наиболее совершенным оборудованием для сварки, способном обеспечить достойную замену морально и технически устаревшим трансформаторам и выпрямителям прошлых лет, на сегодня, безусловно, является инверторный сварочный аппарат. Конструктивная схема инверторных аппаратов значительно отличается от своих предшественников.
Что такое отводы на сварочном трансформаторе?
Сварочные трансформаторы — это жизненно важная часть оборудования, используемая для снижения напряжения от источника электроэнергии. Устройство переключает переменный ток (AC) из линии питания на высокий и низкий ток, пригодный для сварки.
На сварочном трансформаторе отводы первичной и вторичной обмоток используются для макрорегулировки сварочного тока и напряжения. Глубокое понимание принципа действия обмоточных трансформаторов важно для знания функции ответвлений.
Итак, давайте копнем глубже, чтобы узнать, что такое ответвления на обмотке трансформатора.
Каков принцип работы сварочного трансформатора?
Сварочные трансформаторы используются для регулировки напряжения источника питания до напряжения, необходимого для образования сварочной дуги. Время, необходимое для повышения напряжения от нуля до желаемого напряжения, необходимого для сварки дуги, известно как время восстановления дуги.
Время восстановления дуги должно быть минимальным, чтобы дуга оставалась стабильной.Это важно, иначе катод может стать холодным, что предотвратит генерацию достаточного количества ионов и электронов для создания и поддержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника питания. Время восстановления дуги значительно меньше при более низком пиковом значении напряжения. Сварочная цепь должна иметь индуктивность, обеспечивающую разность фаз между переходными процессами тока и напряжением в диапазоне от 0 до 35 и от 0 до 45.
Отводы помогают регулировать напряжение для создания желаемой дуги.Отводы помогают увеличить ток при низком напряжении. Низкое напряжение предотвращает создание желаемой дуги из-за потери тепла катодом.
Дуга легко образуется при токе до 250 ампер. Для этого требуется напряжение около 60 вольт. Если ток ниже 70 ампер, напряжение можно увеличить до 80 вольт. Но повышение напряжения создает угрозу безопасности, а также ухудшает соотношение между напряжением дуги и холостого хода сварочного трансформатора. Отводы оказываются неоценимыми в этой ситуации, поскольку они помогают поддерживать напряжение в пределах ограничений, тем самым предотвращая любые повреждения.
Конструкция отводов на обмоточных трансформаторах
Ответвители имеются во вторичных обмотках и подключены к сильноточным выключателям или штепсельным розеткам. Они используются для понижения напряжения обычно от 15 до 45 вольт. Одна сторона вторичной обмотки соединена с электродом, а другой конец присоединен к сварным деталям.
Отводы на обмотках трансформаторов помогают снизить напряжение, тем самым предотвращая проблемы с нагревом. Для изменения сварочного тока можно прикрепить точки на вторичной обмотке.В некоторых сварочных трансформаторах ответвители подключаются к вторичной обмотке катушки для обеспечения правильного напряжения. Эти ответвители обеспечивают полную мощность на клеммах.
Большинство больших сварочных трансформаторов имеют многофазные входы, а меньшие — однофазные. При большом токе выделяется много тепла из-за сопротивления между свариваемыми деталями и электродом во вторичных обмотках.
Импеданс сварочных трансформаторов обычно выше, чем у обычных трансформаторов.Высокое сопротивление приводит к возникновению дуги. Ток остается синусоидальным, а напряжение в сварочном токе искажается.
Расположение ответвителей
Отводы могут быть расположены в другом месте вторичной обмотки. Основной метод выполнения отводов — стыковка последнего слоя катушки. Слой катушки расположен далеко от финишной черты. В большинстве случаев между отводами номер четыре и пять на участке отвода есть разрывы. Кроме того, для катушки предусмотрена перемычка, которая помогает выбрать желаемое напряжение на конкретной паспортной табличке.
Другая конфигурация ответвлений состоит в том, чтобы присоединить петлю к концу вторичной обмотки без разрыва между ответвлениями. Последний кран, который обычно является краном номер семь, расположен рядом с финишной чертой. В этой конфигурации соединение звездой или треугольником на стороне входа закрывается на отводе в зависимости от паспортной таблички. Такая конфигурация ответвлений называется «линейными ответвителями или концом ответвлений катушки».
Перемычки ответвлений соединяют две клеммы ответвлений катушки сварочного трансформатора. В другой конфигурации перемычки ответвлений соединяют только одну клемму с соответствующей фазной клеммой.Расположение ответвителя на фазном выводе соответствует желаемому напряжению.
Конструкция кранов для сварочных трансформаторов
Конструкции сварочного трансформатора различаются в зависимости от конфигурации отводов. Но самый низкий ответвление всегда подключается к максимальному циклу включения трансформатора. Это приводит к созданию самого низкого напряжения для передачи. Низкое напряжение снижает ток и мощность, вырабатываемую сварочным аппаратом. Другие конфигурации ответвлений обеспечивают более высокое напряжение и ток для контактной сварки.
Клеммы отводов могут быть сварными паяными или петлевыми. Провод катушки для ловушек контура обычно лишен изоляции, чтобы сформировать контур, соответствующий размеру оборудования. Клеммные отводы припаиваются к катушке в соответствующем месте.
Связанные вопросы
Как отводы помогают регулировать напряжение?
Отводы используются в сварочном трансформаторе для регулировки напряжения и тока. Они подключены к вторичной обмотке в разных конфигурациях.Эти отводы позволяют сварщику регулировать нормальное напряжение до требуемого для устройства. Вывод отводов подключается к клемме или нескольким клеммам.
Отводы неоценимы, когда линейное напряжение ниже или выше, чем напряжение, необходимое для создания дуги. Они обеспечивают источник вторичного напряжения с более высоким или низким уровнем в зависимости от напряжения в сети. Соотношение напряжений трансформатора изменяется при использовании ответвлений.
На больших силовых трансформаторах ответвления помогают компенсировать колебания напряжения.Соединения ответвлений обычно устанавливаются по умолчанию для сетевого напряжения. Сварщик может менять отводы, чтобы получить желаемое напряжение.
Например, трансформатор с одной обмоткой, рассчитанный на 480–120 В с входным линейным напряжением 456 В, будет иметь вторичное напряжение, рассчитанное на 114 В. Значение вторичного напряжения получается путем деления большего значения напряжения на меньшее. Здесь коэффициент вторичного напряжения равен 4, что достигается делением 480 на 420. В результате вторичное напряжение для входного перехода 456 В составляет 114 В или 456, деленное на 4.Та же самая передача, имеющая 400 В, будет иметь вторичное напряжение 100 В.
Большие трансформаторы допускают всего несколько оборотов. В этой ситуации отводы не могут быть размещены на точном точном напряжении. Большой трансформатор обычно имеет 5 В на виток, из-за чего 2 ½ ответвления на обмотке с напряжением 480 В допускают 2,4 витка. Поскольку ответвления возможны только на целые витки, обычно ответвление располагается на 2 витках на 10 В.
Что такое переключатели и поворотники?
Большинство сварочных трансформаторов имеют переключатель ответвлений.Переключатель позволяет сварщику изменять коэффициент трансформации трансформатора. Сварщик может увеличивать или уменьшать выходное напряжение, поворачивая кран.
При изменении выходного напряжения также изменяется способность увеличивать доступный ток для различных частей. Более высокое напряжение приводит к большему току, подаваемому на разные части.
Между ответвлениями важно целое количество оборотов. Это очень важно, иначе кран не будет повернут для установки желаемого напряжения. Например, отключение обмотки невозможно при 7 ¼ и 12 витках.Для правильной работы оборотов должно быть 7 или 12.
Предположим, у нас есть трансформатор на 480 В и 960 витков. Отвод будет 24 витка в случае 2 витков для вольта. Напротив, при 2 ½ процента, низкий отвод приведет к снижению напряжения примерно на 12 В или 0,025 раза по сравнению с нормальным отводом 480 В.
Число витков на вольт можно изменить. Большинство значений напряжения отводов имеют маркировку для обеспечения точной регулировки напряжения. Напряжения ответвлений обычно указываются на паспортных табличках трансформатора.
Как определить наилучшую настройку крана?
Сварка на переменном токе обычно выделяет много тепла. Вот почему для достижения оптимальных результатов необходимо минимизировать время простоя во время каждого цикла. График сварки следует оптимизировать для конкретного применения. В случае очень высокой или низкой настройки отвода ток будет недостаточным, из-за чего не вырабатывается необходимое тепло.
Для оптимальной настройки отводов общее практическое правило — использовать наименьшее отводное напряжение трансформатора при наибольшем процентном токе в течение минимального времени.Это приведет к выработке желаемого тока, необходимого для стабильной и качественной сварки. Установка метчика обеспечивает наилучшую термическую и механическую сварку.
При оптимальной настройке крана получается тепло, идеально подходящее для сварки. Слишком большой или малый сварочный ток может повредить сварочный аппарат. Низкое время тока может привести к недостаточному нагреву, в то время как высокий ток может привести к слишком большому нагреву. Следуя общему практическому правилу, вы получите желаемый ток и тепло для создания оптимального сварного шва.
Подобные сообщения:
Сварочный трансформатор: принцип, требования и типы
Прочитав эту статью, вы узнаете: — 1. Принципы работы сварочного трансформатора 2. Требования к сварочному трансформатору 3. Типы.
Принципы работы сварочного трансформатора:В сварочной дуге переменного тока ток остается почти синусоидальным, а напряжение искажается, как показано на рис. 4.9.
Принимая во внимание эти переходные процессы, точка M указывает напряжение, необходимое для зажигания дуги.Время, в течение которого напряжение повышается от нуля до напряжения, достаточного для повторного зажигания дуги, называется ВРЕМЯ ВОССТАНОВЛЕНИЯ ДУГИ. На переходном процессе напряжения дуги это обозначается как Если дуга должна быть устойчивой и тихой, время Y должно быть как можно короче, потому что в противном случае в течение промежуточного интервала катод может стать слишком холодным, чтобы испустить достаточное количество электронов и ионов для повторно зажгите и поддержите дугу.
Одним из способов уменьшения t 1 является повышение напряжения холостого хода источника сварочного тока, как видно из рис.4.10. Кривая напряжения 2 имеет более низкое пиковое значение, чем кривая напряжения 2. Для кривой 1 напряжение зажигания дуги равно E, а время восстановления дуги составляет t 1 . В случае кривой 2 при том же напряжении повторного зажигания E дуга время восстановления t 2 значительно больше, чем t 1 .
Для поддержания продолжительной дуги переменного тока сварочная цепь должна иметь индуктивность *, которая будет создавать разность фаз между переходными процессами напряжения и тока порядка от 0-35 до 0-45.
При сварке малыми токами катод теряет больше тепла, чем при сварке большими токами. Следовательно, в первом случае время восстановления дуги должно быть как можно короче. Например, при токе от 160 до 250 ампер дуга легко возникает, когда трансформатор имеет напряжение холостого хода от 55 до 60 вольт, а при малых токах, скажем, от 60 до 70 ампер, напряжение холостого хода трансформатора должно составлять 70 до 80 вольт.
Однако повышение напряжения холостого хода может поставить под угрозу безопасность сварщика и снизить коэффициент мощности (т.е.е. Напряжение дуги / напряжение холостого хода) сварочного трансформатора. Поэтому крайне важно поддерживать напряжение холостого хода как можно более низким в рамках установленных ограничений.
Требования к сварочному трансформатору:Сварочный трансформатор должен удовлетворять следующим требованиям:
1. Он должен иметь падающую статическую вольт-амперную характеристику.
2. Во избежание разбрызгивания, скачок сварочного тока во время короткого замыкания должен быть ограничен до минимально возможного значения, превышающего нормальный ток дуги.
3. Напряжение холостого хода обычно не должно превышать 80 вольт и ни в коем случае не должно превышать 100 вольт.
4. Выходной ток должен постоянно контролироваться во всем доступном диапазоне.
5. Напряжение холостого хода должно быть достаточно высоким для быстрого зажигания дуги и не слишком высоким, чтобы снизить экономичность сварки.
Основные типы сварочных трансформаторов:Четыре основных типа сварочных трансформаторов:
1.Тип с высоким реактивным сопротивлением,
2. Реактор внешний,
3. Реактор интегрального типа, и
4. Реактор насыщающегося типа.
1. Сварочный трансформатор с высоким реактивным сопротивлением:
Когда трансформатор подает ток, вокруг его обмоток возникают магнитные потоки.
Линии результирующего магнитного потока пересекают магнитную цепь и отсекают первичную (I) и вторичную (II) обмотки, как показано на рис.4.11. Однако не все линии магнитного потока делают это. Некоторые из линий магнитного потока из-за первичного тока не разрезают вторичные витки и наоборот, так как оба имеют свои пути в воздухе.
На диаграмме эти парциальные потоки обозначены как ɸ L1 и ɸ L2 . Другими словами, они отвечают за реактивное сопротивление * катушек и соответствующее падение реактивного напряжения на них. По мере увеличения тока потоки утечки также увеличиваются, как и e.м.ф. самоиндукции. Вот почему увеличение первичного или вторичного тока приводит к увеличению падения реактивного напряжения на соответствующих обмотках.
Чтобы сварочный трансформатор имел круто падающую вольт-амперную характеристику, как первичная, так и вторичная обмотки должны иметь высокое реактивное сопротивление, т.е. они должны иметь значительные потоки утечки. Это условие выполняется путем размещения первичной и вторичной обмоток либо на разных ответвлениях, либо на одном и том же ответвлении, но на некотором расстоянии друг от друга, например, расстояние «b» на приведенном выше рисунке.
На регулирование тока в сварочных трансформаторах с высоким реактивным сопротивлением можно воздействовать тремя способами. Один из них включает движущуюся первичную обмотку, как показано на рис. 4.12. Поскольку расстояние между обмотками меняется, меняется и реактивное сопротивление, а следовательно, и выходной сварочный ток.
Второй метод основан на использовании обмоток с ответвлениями либо на первичной, либо на вторичной стороне, и изменение коэффициента трансформации может быть выполнено путем включения или отключения необходимого количества витков, как показано на рис.4.13.
В третьем методе используется подвижный магнитный шунт. Положение шунта, размещенного на путях потоков утечки, как показано на рис. 4.14, регулирует выходной сварочный ток посредством управления реактивным сопротивлением.
2. Сварочный трансформатор с внешним реактором:
Этот тип сварочного трансформатора состоит из однофазного понижающего трансформатора с нормальным реактивным сопротивлением и отдельного реактора или дросселя.
Индуктивное реактивное сопротивление и сопротивление обмоток в таком сварочном трансформаторе низкие, поэтому его вторичное напряжение незначительно изменяется в зависимости от сварочного тока.Требуемая падающая или отрицательная вольт-амперная характеристика обеспечивается реактором, размещенным во вторичной обмотке сварочной цепи. Реактор состоит из стального сердечника и обмотки, намотанной проволокой, рассчитанной на максимально допустимый ток.
Если вторичное напряжение сварочного трансформатора составляет В 2 , напряжение дуги составляет В дуги , а полное сопротивление и реактивное падение на реакторе составляет В 2 , тогда эти три величины могут быть схематично показаны, как на рис.4.15 и связаны математически следующим образом.
Таким образом, напряжение дуги уменьшается с увеличением тока или с увеличением падения напряжения на реакторе. Это дает отрицательную или падающую вольт-амперную характеристику.
Управление сварочным током может быть достигнуто двумя способами, а именно изменением сопротивления реактора (реактор с подвижной активной зоной) или изменением количества витков обмотки, включенной в цепь (реактор с отводом).
Активная зона реактора с подвижной активной зоной, как показано на рис. 4.16, состоит из неподвижной части, несущей обмотку, и подвижной части, которую можно смещать к неподвижной активной зоне или от нее с помощью подходящего устройства, таким образом изменяя воздух. разрыв между ними. Увеличение воздушного зазора увеличивает сопротивление магнитной цепи реактора, в то время как его самоиндукция и индуктивное реактивное сопротивление падают, так что сварочный ток увеличивается.
Когда воздушный зазор уменьшается, сопротивление магнитной цепи также уменьшается, магнитный поток увеличивается, как и индуктивное сопротивление катушки, и сварочный ток падает.Таким образом можно очень точно и непрерывно регулировать сварочный ток.
В реакторе с отводом сердечник выполнен сплошным, но змеевик разделен на несколько секций, каждая из которых имеет отвод, выведенный к точке регулятора, как показано на рис. 4.17. Перемещение контактного рычага через ответвители будет изменять количество витков в цепи, а вместе с тем и величину сварочного тока. Таким образом, ток регулируется пошагово.
3. Сварочный трансформатор со встроенным реактором:
Сварочный трансформатор интегрального реакторного типа, изображенный на рис.4.18 имеет первичную обмотку I, вторичную обмотку II и обмотку реактора III. Помимо основных ветвей, у активной зоны есть дополнительные ветви, несущие обмотку реактора. Сила тока регулируется с помощью подвижного сердечника C, помещенного между дополнительными ветвями.
Часть, несущая обмотку I и II, является, таким образом, собственно трансформатором, а часть, несущая обмотку III, является реактором.
Реактор может быть подключен к вторичной обмотке либо последовательно, либо последовательно.
Когда реактор включен последовательно, рисунок 4.18 (a), напряжение холостого хода трансформатора будет
.E т + E 2 + E r
, где E 2 — вторичное напряжение трансформатора, а E r — напряжение реактора.
Вспомогательное соединение сериисоздает стабильную дугу при малых токах и используется для сварки тонких пластин.
Когда реактор включен последовательно, противоположно, как показано на рис.4.18 (б), его напряжение вычитается из напряжения холостого хода трансформатора, то есть
E т + E 2 — E r
Оппозиционное соединение сериииспользуется для сварки толстых листов на больших токах.
4. Сварочный трансформатор с реактором насыщения:
В этом сварочном трансформаторе используется изолированная низковольтная цепь постоянного тока с низким током для изменения эффективных магнитных характеристик магнитопровода.Таким образом, большое количество переменного тока регулируется с помощью относительно небольшого количества постоянного тока, что позволяет регулировать выходную вольтамперную характеристическую кривую от минимума до максимума. Например, когда в катушке реактора нет постоянного тока, она имеет минимальный импеданс и, следовательно, максимальную выходную мощность сварочного трансформатора.
Поскольку величина постоянного тока увеличивается с помощью реостата в цепи постоянного тока, появляется больше непрерывных магнитных силовых линий, поэтому сопротивление реактора увеличивается, а выходной ток сварочного трансформатора уменьшается.Преимущество этого метода заключается в том, что он удаляет подвижные части и изгибаются проводники и часто используется для источников питания для газовой вольфрамовой дуговой сварки.
На рис. 4.19 показаны основы схемы для простого источника питания с насыщаемым реактором. Для достижения желаемой цели низкого напряжения и высокого тока катушки реактора подключаются напротив управляющей катушки постоянного тока.
При работе на переменном токе очень важна форма волны для дуговой сварки вольфрамовым электродом в газе. Насыщаемый реактор имеет тенденцию вызывать серьезные искажения синусоидальной волны, поступающей от трансформатора.Размещение воздушного зазора в активной зоне реактора, как показано на рис. 4.19, является одним из способов уменьшения этого искажения. В качестве альтернативы в цепь управления постоянным током можно вставить большой дроссель. Любой из методов или их комбинация даст желаемый результат.
Параллельная работа сварочных трансформаторов:
При сварке иногда возникает потребность в токе, превышающем максимальный сварочный ток, получаемый от одного трансформатора. В этом случае желаемый сварочный ток может быть получен путем параллельной работы двух или более сварочных трансформаторов.
Меры предосторожности, необходимые для такой параллельной работы, заключаются в том, чтобы напряжения холостого хода или холостого хода трансформаторов были одинаковыми. Это особенно важно в случае сварочных трансформаторов с высоким реактивным сопротивлением, где напряжение холостого хода и коэффициент трансформации в некоторой степени изменяются в зависимости от условий регулировки и шага регулирования.
Когда два трансформатора подключены для параллельной работы, как показано на рис. 4.20, одинаковые выводы первичных обмоток должны быть подключены к идентичным линейным проводам A, B, C питающей сети, таким образом обеспечивая совпадение e.м.ф. фазы во вторичных обмотках. Затем аналогичные клеммы вторичных обмоток должны быть соединены попарно, как показано. Такие трехфазные двухоператорные трансформаторы продаются в Индии компанией M / s ES AB India Limited.
Многооператорные сварочные трансформаторы:
В системе сварочного трансформатора с несколькими дугами или несколькими операторами используется сильноточный источник постоянного напряжения для одновременного обеспечения нескольких сварочных цепей. Такая система используется, когда имеется большая концентрация точек сварки на относительно небольшой рабочей площади, например, в судостроении, на строительных площадках для электростанций, нефтеперерабатывающих и химических заводов.
Многооперационный сварочный трансформатор с плоской вольт-амперной характеристикой может быть однофазным или трехфазным. Недостатком однофазного сварочного трансформатора с несколькими операторами является то, что он создает несимметричную нагрузку на трехфазную сеть питания. Если многопозиционный сварочный трансформатор должен иметь напряжение, которое не будет изменяться в зависимости от нагрузки (максимальное отклонение не должно превышать 5%), он должен иметь низкую магнитную утечку, то есть низкое индуктивное реактивное сопротивление.
Количество дуг или сварочных цепей, которые могут быть подключены к сварочному трансформатору, можно найти по соотношению
n = I т / I a .K
где,
n = количество дуг или сварочных контуров,
I t = номинальный выходной ток сварочного трансформатора,
I a = средний ток дуги в каждой сварочной цепи,
K = коэффициент разнообразия.
Коэффициент разнообразия K учитывает тот факт, что все сварочные аппараты, работающие от одного и того же источника питания, не работают одновременно. Коэффициент разнообразия связан со средним рабочим циклом и законами вероятности, но уменьшается по мере увеличения числа сварщиков, работающих от одного и того же трансформатора.Обычно предполагается, что K находится в диапазоне от 0 ∙ 6 до 0 ∙ 8.
Каждая сварочная станция подключается через отдельный регулируемый дроссель (регулятор тока), который обеспечивает круто падающую статическую вольт-амперную характеристику для каждой сварочной цепи. Сварочные цепи подключаются параллельно, поскольку при таком расположении источник лучше используется при сварке малыми токами порядка 70–100 ампер.
Примечание:
Следует отметить, что сварочные трансформаторы имеют довольно низкий коэффициент мощности из-за того, что они содержат катушки с высоким индуктивным сопротивлением.Поэтому сварочные трансформаторы не должны иметь номинальную мощность выше, чем это необходимо для выполнения порученной работы. Они также не должны работать на холостом ходу в течение длительного времени.
Инверторпротив сварочного аппарата трансформатора: что лучше для ваших нужд?
0Последнее обновление: 20 мая 2021 г.
Электросварочные аппараты эксплуатируются более 100 лет. Как и любая технология, сварочные аппараты в настоящее время значительно усовершенствованы, чем в предыдущие десятилетия.
Однако есть что сказать и о надёжности старого образца. Когда дело касается трансформаторных или инверторных сварочных аппаратов, у многих профессионалов в области сварки есть выбор.
Однако ваши предпочтения должны зависеть от того, какой из них лучше подходит для выполняемой работы. Чтобы помочь вам, мы собрали всю важную информацию о сварщиках, чтобы вы могли лучше понять, как они работают, и, наконец, выберите ту, которая вам больше всего подходит. Вот подробное описание инверторных и трансформаторных сварочных аппаратов.Читать дальше!
Обзор инверторного сварочного аппарата
Кредит: Рижка Назар, Shutterstock
Как это работает?
Инверторный сварочный аппарат преобразует переменный ток в выходное напряжение с более низким полезным напряжением. Например, от источника питания 240 В переменного тока до выходного напряжения 20 В постоянного тока. В инверторных устройствах для преобразования мощности используется пара электронных компонентов.
Напротив, традиционные трансформаторные приборы в основном полагаются на один большой трансформатор для регулирования напряжения.Инвертор работает за счет увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц.
Это делается с помощью электронных кнопок, которые быстро включают и выключают питание (до одной миллионной секунды). Используя этот способ управления источником питания до того, как он попадет в трансформатор, можно значительно уменьшить размер трансформатора.
Примечательные особенности
Повышенная эффективностьС помощью инверторного сварочного аппарата вы можете отрегулировать профиль сварного шва в соответствии с требуемой толщиной.Инверторные сварочные аппараты улучшают внешний вид сварного шва и в то же время поддерживают качество сварки.
Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при продолжительной работе. Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность.
Эффективность и энергосбережениеИнверторные сварочные аппараты не только энергоэффективны, но и обеспечивают безнапорное и бесплатное подключение.Эти инверторные сварочные аппараты являются прекрасной заменой обычным сварочным аппаратам, когда дело доходит до выработки тепла и потребления энергии.
Инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами. Уровень производства обычных сварщиков составляет 60%. Инвертор значительно уменьшает трансформатор, габариты реактора и вес сварщика.
Сопоставимые потери мощности (в основном, потребление энергии в проводнике и потери в магнитном сердечнике) также значительно уменьшены.
Холодильная установкаЭти превосходно сделанные инверторные сварочные аппараты имеют внутренний охлаждающий вентилятор. Он снижает рабочее тепло и предотвращает выработку дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению срока службы устройств.
Кредит: Сергей Храмов, Shutterstock
Выходное напряжение и текущая стабильностьМногие традиционные сварочные аппараты используют переменный ток (AC), и, следовательно, эти аппараты не обеспечивают непрерывный ток и выходную мощность.
В таком случае дуги этих машин нуждаются в нескольких повторных зажиганиях, примерно от 100 до 120 раз в секунду. В отличие от обычных сварочных аппаратов, инверторный сварочный аппарат быстро выделяет тепло.
Эти машины могут поддерживать постоянный ток. Он останавливает нестабильность напряжения и температуры, поскольку эти машины имеют защиту от помех. По сути, сварочные аппараты обладают защитой от помех и имеют более низкую вероятность изменений температуры и колебаний напряжения.
Поскольку направление тока и напряжение часто меняются, традиционные инверторные сварочные аппараты используют переменный ток. Дуга может гаснуть и зажигаться до 120 раз в секунду. Дуга непостоянна и горит постоянно. Это приводит к продолжительному нагреву. А его прочность снижает сварной шов.
Методы IGBTЭти инверторные сварочные аппараты могут быстро собирать электроэнергию, используя любое устройство тока затвора. Это возможно благодаря технологии биполярных транзисторов с изолированным затвором.Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции.
Компактная и легкая модель
Благодаря минимальной конструкции инверторный сварочный аппарат можно использовать практически везде. По сравнению с другими традиционными сварочными аппаратами эти сварочные аппараты компактны. Вы можете разместить их в любом компактном пространстве благодаря компактной конструкции устройства.
Конструкция достаточно компактна, поэтому вы можете полностью хранить ее в ограниченном пространстве.Вес и размер трансформатора будут значительно уменьшены, поскольку частота инверторного сварочного аппарата намного выше рабочей частоты.
Аналогичным образом, значительное увеличение размера, веса реактора и рабочей частоты будет значительно сведено к минимуму.
Плюсы
- Низкое энергопотребление.
- Обеспечивает превосходный контроль электрической дуги.
- Поставляется с охлаждающим вентилятором для защиты деталей от нагрева.
- Это портативный.
Минусы
- Они менее долговечны по сравнению с обычными трансформаторными сварочными аппаратами.
- Дорогой ремонт.
Обзор сварщика трансформаторов
Кредит: Владимир Ненезич, Shutterstock
Как это работает?
Сварочные аппараты с трансформатором — более традиционный вариант сварки. Эти высокопроизводительные устройства являются «рабочей лошадкой» в отрасли и требуют питания от сети.Они в основном используются для промышленной сварки прутков. Они бывают размерами от 250 А до 600 А при 415 В.
Сварщик трансформатора позволяет сварщику выбирать выходной ток, перемещая обмотку ближе или дальше от вторичной обмотки. Он также может перемещать магнитный шунт внутри и из сердечника трансформатора, используя последовательный реактор насыщения с изменяемым подходом последовательно с выходным вторичным током, или просто позволяя сварщику выбирать выходное напряжение, нажимая на вторичную обмотку трансформатор.
Эти приборы трансформаторного типа обычно являются наиболее экономичными.
Отличительные особенности
Особенностью трансформаторного сварочного аппарата является то, что на электрод подается переменный ток. Это означает, что преобразование активировано. Из-за этого увеличивается разбрызгивание металла, что, в свою очередь, сказывается на качестве шва.
КПД трансформатора составляет около 80%, так как большая часть энергии используется для нагрева «железа» прибора. Устройства разделены на домашние, производящие ток до 200 Ампер, профессиональный и полупрофессиональный, до 300 Ампер, и еще один, превышающий 300 Ампер.
Когда дело доходит до использования прибора в домашних условиях, используется однофазный электрический ток 220 вольт. Однако в большинстве экспертных устройств часто используется трехфазный ток 380 В.
НадежностьБольшинство людей спорят о надежности сварщика. На протяжении почти столетия трансформаторные сварочные аппараты подвергались комплексным исследованиям и разработкам для создания надежных и прочных аппаратов, в то время как инверторным сварочным аппаратам уделялось такое же внимание только 30 лет.
Сварочные аппараты с трансформатором более надежны по сравнению с лучшими инверторными сварочными аппаратами. Однако за последние годы разрыв значительно сократился. Те дни в 1990-х годах, когда отказы инверторов вызывали кошмары, ушли в прошлое.
Кредит: kofana12, Shutterstock
. Возможные ограниченияОбщая тенденция состоит в том, что трансформаторные сварочные аппараты более просты, но надежны, в то время как инверторные сварочные аппараты могут объединять множество различных процедур с меньшей надежностью.
Другое соображение — это то, как устройство будет ограничивать вас в среднесрочной и долгосрочной перспективе. Если за этими устройствами правильно ухаживать, они могут прослужить значительное количество времени. Если у вас есть трансформаторный сварочный аппарат, он будет крупнее и менее многофункциональным по сравнению с инверторным сварочным аппаратом.
Хотите приобрести дополнительное оборудование, которое будет иметь такую же производительность, что и инверторный сварочный аппарат? Или вам нужна надежность сварочного аппарата на базе трансформатора, но вам также нужно что-то, что вы можете носить с собой в качестве резервного, которое обеспечивается инверторным сварочным аппаратом?
ПростойНекоторые области применения могут привести к преждевременному разрушению инверторных сварочных аппаратов, например, из-за дополнительных загрязняющих веществ в воздухе и высокой влажности.Производители пытались создать продукты, более устойчивые к сбоям из-за экологических проблем.
Однако они всегда более склонны к неудачам. Если ваша машина выйдет из строя, вы не сможете использовать ее, пока она не будет отремонтирована. Но как это повлияет на вашу повседневную деятельность? Если вы просто любитель, это не помешает осуществлению важных проектов и не повлияет на ваш доход.
Хотя ваша машина имеет решающее значение для бесперебойной работы вашего бизнеса, вы должны учитывать влияние простоев, которые могут у вас возникнуть.Если окружение, в котором вы находитесь, способствует преждевременному выходу из строя и находится вне вашего контроля, стоит иметь более надежное устройство, которое проще по сравнению с универсальным устройством, которое не работает.
В таком случае лучше всего подойдет трансформаторный сварочный аппарат, поскольку он прочен, надежен и редко выходит из строя.
Область применения
Сварочные аппараты для трансформаторов — это неприхотливое оборудование, которое используется практически во всех сферах человеческой деятельности, где необходимы сварочные соединения для железных металлов.
Приборы используются для следующих целей:
- Ремонт и прокладка трубопроводов.
- Сварка водопроводных трубопроводов.
- Устройство металлических конструкций на стройплощадке.
- Соединение листовых материалов, два в стык и внахлест.
Плюсы
- Начальная стоимость невысока.
- Идеален для ремонта фермы.
- Сварщик не требует обслуживания.
- Текущие расходы также относительно низкие.
- Высокая надежность.
Минусы
- Зажигать дугу сложно.
- Чувствителен к снижению напряжения в сети.
Что вам подходит?
Хотя инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, не все из этих преимуществ могут быть вам полезны. Окончательный выбор в конечном итоге сводится к предпочтениям пользователя.
Мы предоставили вам все необходимое, чтобы помочь вам учесть ваши требования и выяснить, что вам подходит. Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и т. Д.
Начнем прямо сейчас!
ПостоянствоПо сути, трансформаторы имеют более высокие рабочие циклы. Следовательно, теоретически они могут решать более сложные задачи, чем инверторные сварочные аппараты.На данный момент инверторы новые в магазинах и, следовательно, их долговечность сомнительна.
Прямо сейчас мы знаем о долговечности трансформаторных сварочных аппаратов, поскольку они используются достаточно долго, чтобы анализировать и повышать их долговечность. Тем не менее, инверторная технология невероятно увлекательна, поскольку вы можете вложить много энергии в небольшой легкий корпус.
ЗатратыМежду сварщиками инверторов и трансформаторов ведутся давние дебаты о ценах.Многие трансформаторные сварочные аппараты экономичны, когда речь идет о начальных затратах.
Но в конечном итоге инверторный сварочный аппарат сэкономит вам много денег. Все это сводится к затратам с течением времени. Начнем с того, что инверторные сварочные аппараты потребляют меньше энергии. Хотя точная стоимость обычно завышается, многие профессионалы сходятся во мнении, что вы можете сэкономить около 10% на счетах за электроэнергию.
Сварочные аппараты с инверторомтакже потребляют меньше расходных материалов и сварочного газа благодаря повышенной стабильности дуги.Со временем не будет безумием сказать, что сварочные аппараты окупятся сами за себя.
ВесПо сравнению с трансформаторными сварочными аппаратами, инверторные сварочные аппараты легче. Они даже вдвое меньше нескольких трансформаторных машин. Если вы выполняете неподвижные работы на большой площади, большой и здоровенный сварочный аппарат для трансформаторов не будет проблемой.
Однако, если вы собираетесь перемещать сварщика или помещение ограничено, лучше всего подойдет инверторный сварочный аппарат.
Стабильность и эффективностьЗа последние 50 лет сварочные аппараты для трансформаторов прошли долгий путь. Используя сварочный аппарат премиум-класса, вы можете достичь привлекательного уровня эффективности, сохраняя при этом относительно стабильную дугу.
Впрочем, по сравнению с инверторными сварочными аппаратами это ничто. Большинство инверторных сварочных аппаратов вдвое эффективнее трансформаторных сварочных аппаратов. Например, по сравнению с трансформаторным сварочным аппаратом, инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт.
Из-за этого большинство инверторных сварочных аппаратов могут работать от обычной домашней розетки, и, следовательно, вам не нужно покупать генератор или большую розетку на 220 В.
Долгое время инверторные сварочные аппараты использовали DC (постоянный ток). Хотя у них была более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, для сварщиков на переменном токе был доступен только один вариант.
В настоящее время инверторные сварочные аппараты могут использовать как постоянный, так и переменный ток. А поскольку инверторные сварочные аппараты более эффективны, они могут генерировать более стабильную дугу.По этой причине инверторные сварочные аппараты являются лучшим выбором, когда речь идет об эффективности и стабильности.
Качество сварных швовРаз уж мы обсуждаем сварочные аппараты, давайте перейдем к сути сварки и остановимся на дуге и сварных швах. Если вы из тех сварщиков, которые работают с гладкой сталью весь день, каждый день, вам не нужно искать трансформаторный сварочный аппарат.
Однако мы живем в мире, который требует совершенства сварки в любом положении и на каждом материале.Сварщики с инвертором начинают сиять в этом требовательном мире. Поскольку инверторные сварочные аппараты можно запрограммировать на выполнение чего угодно, теперь мы видим, что улучшенная импульсная сварка MIG работает аналогично высококвалифицированной сварке TIG.
Программное обеспечение и усовершенствованная электроника открывают мир, который коренным образом изменил возможности сварочного аппарата. Иногда даже средний сварщик выглядит неплохо.
Когда дело доходит до качества сварки и инноваций, инверторный сварочный аппарат — лучший выбор. Тем не менее, для стали все еще можно упростить.
Рабочий циклКак правило, инверторные сварочные аппараты могут достигать гораздо более высоких рабочих циклов из-за размера трансформатора. Хотя более мелкие детали инверторного сварочного аппарата быстро нагреваются, их можно охладить намного быстрее и проще.
Однако в традиционных сварочных аппаратах с трансформатором детали намного больше и, следовательно, имеют тенденцию сохранять тепло и долго остывать.
Использование мощности генератораЭффективность означает, что использование мощности генератора более возможно с помощью инверторных сварочных аппаратов, которые могут работать на портативных генераторах меньшего размера.Это невозможно с обычными сварочными аппаратами для трансформаторов.
Однако следует учитывать, что использование энергии от генератора чревато опасностями.
ФункциональностьПо сравнению с традиционными сварочными аппаратами для трансформаторов производительность высококачественных инверторных сварочных аппаратов значительно выше. Это особенно заметно при ручной сварке (MMA), при которой операторы считают, что сварка проще и им не нужно «бороться» с дугой.
В основном это связано с тем, что инверторные сварочные аппараты могут иметь более высокое напряжение холостого хода и интегрировать такие функции, как Anti-Stick, Arc Force и Hot Start.Основным примером этого является сварка тонких материалов: с использованием традиционного аппарата для ручной сварки это печально известно сложно, если не непрактично.
Однако с помощью инверторных сварочных аппаратов, которые имеют неограниченную регулировку силы тока и стабильную дугу, мощность может быть значительно снижена, так что, например, лист металла толщиной 1,6 мм или секции труб можно сваривать значительно проще и контролируемым образом.
Кредит: Супавит Сретбхакди, Shutterstock
Что такое технология IGBT?
Буквы IGBT обозначают «Биполярные транзисторы с изолированным затвором».Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах без сварки, которые упрощают регулировку напряжения.
Некоторые инверторные сварочные аппараты используют старую технологию MOSFET или транзисторы. Технология IGBT обеспечивает значительные преимущества по сравнению с MOSFET. Возможно, решающим преимуществом является то, что IGBT менее подвержены колебаниям мощности генератора и питающей сети, что делает их более надежными и менее уязвимыми для отказов или повреждений.
Когда использовать инверторный сварочный аппарат Когда использовать сварочный аппарат для трансформатора Внутри в регулируемой среде В пыльной и грязной среде Можно использовать на многих типах недрагоценных металлов Вы можете использовать его с одним и тем же металлом изо дня в день
Заключение
За последние 15 лет инверторные сварочные аппараты претерпели стремительные преобразования.Они постоянно улучшают как функциональность, так и стоимость. Однако это не означает, что мы должны зарывать трансформаторные сварочные аппараты, поскольку они также играют решающую роль в отрасли.
В конечном итоге все сводится к индивидуальному взвешенному решению, зависящему от множества факторов.
Кредит предоставленного изображения: (L) Mehaniq, Shutterstock | (R) Алан Сау, Shutterstock
Как проверить сварочный трансформатор за 10 шагов
Проблемы с производительностью сварщика часто могут быть связаны с самим сварочным трансформатором.Вы можете выяснить, является ли трансформатор источником проблемы, выполнив быструю серию тестов на трансформаторе. P Вам не придется платить кому-либо за диагностику проблем со сварщиком.
Как проверить сварочный трансформатор? Есть 10 шагов для проверки сварочного трансформатора. Вот они:
- Выполните визуальный осмотр
- Определите схему подключения
- Получите мультиметр
- Убедитесь, что питание отключено
- Дважды проверьте питание
- Проверка входного напряжения
- Проверка выходного напряжения
- Проверка целостности первичных обмоток
- Проверка целостности вторичных обмоток
- Устранение проблем с производительностью сварочного аппарата
выполните эти 10 шагов для легкого тестирования сварочного трансформатора, если вы поймете, как выполнять каждый шаг.Ниже вы найдете подробные инструкции по устранению проблем со сварочными трансформаторами.
1. Проведите визуальный осмотр трансформатора.
Начните с получения руководства пользователя для сварщика. Информация в этом документе может быть довольно исчерпывающей в деталях, в чем вы можете убедиться, просмотрев руководство пользователя для одной конкретной модели сварочного аппарата MIG, производимого Hobart.
Глубоко в руководстве пользователя находится схематический разрез деталей, показывающий многочисленные детали, включенные в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата на случай, если вам придется снять другие части, чтобы получить доступ к трансформатору.
Я настоятельно рекомендую делать хорошие снимки, когда вы разбираете сварочный аппарат, чтобы получить доступ к трансформатору. Это поможет вам снова собрать сварщика. Фотографии также являются отличным способом показать что-либо необычное производителю или мастеру по ремонту, не показывая им сварщика.
Как только вы получите доступ к трансформатору, обратите внимание на следующие признаки того, что может быть проблема с вашим трансформатором:
- Признаки перегрева: деформации или плавление на внешней стороне трансформатора или его частях
- Не беспокойтесь о тестировании трансформатора, если есть явные признаки перегрева.
- Ослабленные соединения: ослабленные соединения могут привести к отказу трансформатора.
- Вздутие: трансформатор необходимо заменить, если окажется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева
2.Расчет схемы подключения
Для тестирования трансформатора в сварочном аппарате необходимо понять, как трансформатор был собран. Схема подключения должна быть указана в инструкции по эксплуатации. Руководства по эксплуатации большинства сварщиков содержат сложные электрические схемы.
Как правило, трансформаторы, используемые при сварке, следуют этой конструктивной схеме:
- Отводы первичной обмотки и отводы вторичной обмотки расположены во вторичных обмотках
- Вторичная обмотка подключена к розетке или переключателю тока
- Одна сторона вторичной обмотки подсоединена к сварочному стержню, а другая — к сварным деталям.
- Первичный и вторичный ответвители служат для снижения напряжения в системе
- Отводы (не включены во все сварочные аппараты)
- Они позволяют сварщику регулировать напряжение поворотом крана
После того, как вы получите общее представление о схеме подключения сварочного трансформатора, вы можете приступить к выполнению тестов, чтобы определить, как трансформатор работает, при этом используется недорогое оборудование.
3. Приобретите мультиметр
Первым шагом к проверке сварочного трансформатора является приобретение мультиметра, такого как цифровой мультиметр Etekcity. Доступный по цене мультиметр, такой как изготовленный Etekcity, предоставит вам следующие возможности:
- Измерение напряжения переменного / постоянного тока от источника постоянного тока
- Сопротивление
- Диод
- Непрерывность
Мультиметр, указанный выше, может использоваться только для измерения постоянного тока.Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как цифровой мультиметр Etekcity для переменного тока.
Цифровой клещевой мультиметр Meterek — более универсальный вариант. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает в себя специальный режим для проверки целостности, среди других функций режима.
Проверка целостности цепи является важным этапом процедуры проверки сварочных трансформаторов, о чем будет сказано ниже в этой статье.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный ток и постоянный ток
4. Убедитесь, что питание отключено
Перед подключением мультиметра или проведением любого тестирования убедитесь, что система отключен от всех источников питания. Для таких машин, как сварочные аппараты, требуются понижающие трансформаторы, поскольку они требуют, чтобы более высокое напряжение, поступающее в систему, преобразовывалось в более низкое напряжение.
Именно по этой причине те, кто пытается сделать свои собственные примитивные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы из микроволн для своих сварщиков. Трансформаторы представляют собой важные стандарты безопасности. Работа с системой, которая не была полностью отключена от источника питания, сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и удалить воздух из конденсаторов. Термин «обескровливание конденсаторов» просто относится к процессу утечки энергии из конденсаторов.
Пока трансформатор имеет резисторы стока, этот процесс не требует дополнительных вмешательств перед переходом к следующему этапу.
Связанная статья: Средства индивидуальной защиты для сварщиков — СИЗ | Список и требования
Однако, если трансформатор не имеет резисторов стока, , тогда вам может потребоваться короткое замыкание конденсаторов. Скорее всего, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что трансформатор обесточен.
Мы рекомендуем вам дважды проверить отсутствие питания на трансформаторе с помощью мультиметра. Для начала убедитесь, что мультиметр или омметр установлен на минимальное значение по шкале напряжения. Это можно сделать, перемещая ручку, расположенную в центре мультиметра.
Если вы не знаете, что делать, рекомендуем вам прочитать руководство по эксплуатации мультиметра или посмотреть это полезное видео.
Как использовать мультиметр для начинающих — Как измерить напряжение, сопротивление, целостность цепи и ток >> Посмотрите видео ниже
Затем прикоснитесь к 2 выводам мультиметра вместе, чтобы убедиться, что вы получить значение 0. Если на экране дисплея мультиметра отображается любое значение, кроме 0, отрегулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится 0.
6. Проверьте входное напряжение в трансформаторе
Первый тест, который вы захотите выполнить, — это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную обмотки, как описано в книге Принципы и применения сварки .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.
Это позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для сварочных целей.
Входная и выходная стороны трансформатора должны быть маркированы на внешней стороне трансформатора. Если это не так, тогда вам нужно будет проверить электрическую схему, включенную в руководство пользователя сварщика.
Затем возьмите мультиметр и убедитесь, что он настроен на испытательное напряжение. Поместите по одному выводу мультиметра с каждой стороны клеммы входного напряжения и запишите напряжение, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и согласованные результаты, вы можете сравнить показания напряжения с заявленным входным напряжением, указанным в разделе технических характеристик руководства пользователя.
Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед поиском неисправности трансформатора.
7. Проверьте выходное напряжение
Вы также захотите проверить выходное напряжение трансформатора. Клеммы, на которых подается выходное напряжение, должны быть маркированы на трансформаторе.
В случае, если вы не можете определить, какая клемма передает выходное напряжение, посмотрите схему подключения в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше входного напряжения понижающего трансформатора, типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению в понижающем трансформаторе, возможно, проблема во вторичной катушке.
Чтобы измерить выходное напряжение сварочного трансформатора, убедитесь, что центральная ручка мультиметра установлена на измерение напряжения. Поместите по одному выводу на каждый конец выходной клеммы.Проверьте напряжение несколько раз, чтобы убедиться в точности и согласованности показаний.
Показания выходного напряжения должны быть по крайней мере в разумном диапазоне значений, перечисленных в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно самые точные, но они вполне подходят для этих целей и обязательно сообщат вам, попадает ли ваше тестируемое значение в ожидаемый диапазон.
Если вы получили неожиданное значение, вам нужно будет устранить проблемы со сварочным трансформатором. Если входное напряжение в порядке, но выходное напряжение слишком низкое или высокое, , вероятно, проблема с вторичными обмотками, как упоминалось ранее.
Это может быть или не быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут отремонтировать вторичную обмотку по цене ниже, чем стоимость полной замены трансформатора.
Перед тем, как продолжить чтение, вот статья, которую мы написали: Если ваш сварочный аппарат продолжает отключать выключатель, прочтите это руководство
8. Выполните проверку целостности первичных обмоток
Начните с перемещения ручки на мультиметре, чтобы увидеть сопротивление. Чтобы начать измерение сопротивления, необходимо переместить ручку в секцию омметра мультиметра.
Для начала соедините вместе отдельные выводы мультиметра. Мультиметр должен показывать обрыв.
Непрерывность обычно отображается на мультиметре непрерывным звуковым сигналом. Многие мультиметры не имеют специального режима непрерывности , как этот универсальный мультиметр .
К счастью, вы все еще можете измерить непрерывность мультиметрами без специального режима проверки целостности цепи. В таких системах значение сопротивления должно быть близко к нулю.
Снимите проводку со стороны входа трансформатора. Затем прикоснитесь к положительным и отрицательным выводам мультиметра к противоположным входным клеммам.
Значение сопротивления должно быть близко к 0 , что указывает на целостность цепи. Если это не так, обязательно проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если вы по-прежнему получаете показание сопротивления, которое выходит за пределы ожидаемого диапазона значений, то, вероятно, у вас неисправный трансформатор.
Эта проблема может означать, что трансформатор необходимо полностью заменить.По всей видимости, не существует ремонта, который может исправить сварочный трансформатор, который просто не работает.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9. Выполните проверку целостности вторичных обмоток
Вам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора.Убедитесь, что мультиметр настроен на считывание сопротивления.
Для большей точности сначала соедините 2 вывода мультиметра вместе, считывая сопротивление, чтобы мультиметр мог проверить целостность цепи. Мультиметр подаст звуковой сигнал и / или отобразит значение сопротивления, близкое к 0.
Затем подключите каждый провод к каждой выходной клемме. Мультиметр должен показывать обрыв.
Если мультиметр не показывает целостность цепи, вам следует проверить вторичную цепь на предмет замыкания на массу, , которое часто вызывается оголенным проводом.В этом случае необходимо будет полностью заменить трансформатор.
10. Устранение неисправностей, вызванных трансформатором
Проблемы с производительностью сварочного аппарата часто могут быть связаны с трансформатором. Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварщик не работает должным образом.
В руководстве пользователя этого трансформатора для дуговой сварки указывается , что цепь открытого трансформатора является одной из потенциальных причин, по которой сварщик не сможет выполнять сварку вообще. Вы также можете заметить, что сварочный аппарат работает нормально при первом запуске, но вскоре перестает работать.
Если на ваш сварочный аппарат не подается постоянный ток, то такая нерегулярная работа сварочного аппарата может быть результатом плохих внутренних соединений.
Часть вашей процедуры поиска и устранения неисправностей должна включать в себя выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Почему все еще используются сварочные аппараты на базе трансформаторов?
Большой спор в области сварочных ям между инверторными сварщиками и трансформаторными сварщиками.На протяжении большей части истории производства трансформаторные сварочные аппараты были нормой. Однако в конце 1980-х инженеры-программисты начали проектировать сварочные аппараты на основе инверторов.
Инверторные сварочные аппараты используют кремниевую технологию. Это компьютеризированные сварочные аппараты, которые могут легко регулировать ток, не прибегая к громоздким трансформаторам и выпрямителям, характерным для традиционных сварочных аппаратов.
Связанное чтение: Каковы преимущества инверторного сварочного аппарата?
Сварщики трансформаторов по-прежнему сохраняют свои достоинства. Во-первых, их намного проще ремонтировать. Подумайте, насколько проще отремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее работать с трансформаторными сварочными аппаратами.
Сварщики трансформаторов тоже работают намного дольше. Это означает, что на усовершенствование сварочных аппаратов трансформаторов было потрачено больше времени, чем на сварочные аппараты инверторного типа.Честно говоря, за последние годы инверторы немного догнали.
Инверторные сварочные аппараты по-прежнему дороже трансформаторных сварочных аппаратов , хотя средняя стоимость инверторов с годами снизилась. Если в домашнем магазине вы в основном свариваете стальную пресс-форму, то вы обнаружите, что трансформатор по-прежнему будет вполне соответствовать вашим требованиям.
Если принять во внимание цену, сварочные аппараты для трансформаторов — лучший вариант для сварщиков своими руками.
Инверторытакже требуют больших затрат на ремонт после истечения срока гарантии, говорится в этой статье, появившейся в The Fabricator .Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы постоянно сталкиваетесь с проблемами в компьютерной системе.
Трансформаторы дешевле ремонтировать или заменять, потому что вы можете использовать запасные части из металлолома.
Сколько Ом должен показывать трансформатор?
Показания омметра не должны существенно отличаться между результатом теста и сопротивлением, указанным в таблице данных трансформатора.
Сопротивление переменного тока поддерживается проводами, намотанными вокруг его сердечника.Вы измеряете это, касаясь омметром красных и черных контактов на противоположных концах проводки трансформатора.
Если есть существенная разница между данными вашего трансформатора, вам следует подумать о его немедленной замене.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и подлежит замене.
Какая сторона трансформатора имеет более высокое сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная обмотка) обычно имеет более высокое значение, потому что основная электрическая мощность подключается в этой точке.На выходной (или вторичной) стороне электрический ток направляется на нагрузку.
Напряжение на первичной обмотке понижающего трансформатора всегда выше, чем на вторичной обмотке, поэтому она имеет более высокое сопротивление, чем вторичная проводка.
Таким образом, сторона с большим сопротивлением должна быть первичной стороной. Другие способы найти свой первичный источник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провода, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор представляет собой трансформатор с центральным ответвлением , вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная — трехпроводная.
- Если ваш трансформатор промаркирован, первичное напряжение отображается в верхней части трансформатора, а меньшее вторичное напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Чтобы размагнитить катушку трансформатора, необходимо подать постоянный ток, и его величина должна быть уменьшена, так как полярность направленного тока меняется несколько раз на обратную.
Размагничивание имеет решающее значение для трансформатора, поскольку сердечник может иметь остаточный магнетизм после отключения от источника питания или остаточный магнетизм в результате измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может вызвать повреждение катушек или снизить давление зажима.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому повреждению.
Лучше ли инверторные сварочные аппараты, чем трансформаторные?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как место, эффективность и долговечность.
Инверторы обычно используют меньше ампер для достижения того же напряжения, что и трансформаторы, поэтому они более эффективны и производят более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выдерживать более тяжелые операции, чем инверторы.
Они также имеют более длительный послужной список по долговечности, поскольку технология существует значительно дольше.
Инверторы занимают меньше места, чем трансформатор, поэтому они подходят сварщикам, которые работают в ограниченном пространстве. У инверторов больше рабочих частей, поэтому ремонт не так прост, как трансформатор более простой конструкции.
Первоначальная стоимость инвертора выше, чем стоимость трансформатора, но при их сравнительно низком потреблении электроэнергии (около 10%) ваш инвертор экономит деньги с течением времени.
Инверторы обладают большей универсальностью с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы ориентируетесь на низкоуглеродистую сталь, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется при дуговой сварке? Чаще всего сварщики выбирают преобразователи на базе IGBT или MOSFET, работающие от сети в постоянный или синтезированный переменный ток, такие как Dekopro Arc Welder.
Хотя для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы частоты сети.
Хотя простые системы с отводом первичного контура могут быть достаточно надежными для сварки MIG, колебания подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства сварочных целей.
Ссылки по теме: Что такое дуговая сварка?
Инверторные источники питания обладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют переменный ток сети (50 Гц) в переменный ток высокой частоты перед выпрямлением в постоянный ток, пригодный для сварки.
Рекомендуемая литература:
Как сваривать с генератором?
Что такое многофункциональный сварочный аппарат и когда его использовать?
Портативный сварочный аппарат Руководство покупателя: 5 вещей, на которые следует обратить внимание
(PDF) КОНЕЧНЫЙ ЭЛЕМЕНТ СВАРОЧНОГО ТРАНСФОРМАТОРА
IJRRAS 18 (3) ● Март 2014 г.
Nogueira ● Анализ методом конечных элементов сварочного трансформатора
9
9
А.2. Вычисление взаимной индуктивности
В этом конкретном анализе конечные постоянные токи первичной и вторичной обмоток численно равны
пиковых значений номинальных токов, чтобы знать, ip = 191.43 А и is = 348,05 А соответственно. В эксперименте, в котором токи
ориентированы так, чтобы их потоки складывались, запасенная в магнитном поле энергия Wa = 906,997 Дж. В эксперименте
, в котором токи двух обмоток ориентированы так, чтобы их потоки пересекались друг с другом, магнитная энергия
запасенной энергии составляет Wb = 47,5903 Дж. Взаимная индуктивность Mp, относящаяся к первичной цепи с 40 витками, составляет
мГн. 7260.11
) 43.191) (43.191 (2 5903.47997.906
p
M
(A-4)
Взаимная индуктивность Ms, относящаяся к 22-витковой вторичной цепи, составляет
мГн. 5472.3
) 05.348) (05.348 (2 5903.47997.906
с
M
(A-5)
) Вычисленные взаимные индуктивности правильно связаны отношением витков
в квадрате. .3. Расчет индуктивности утечкиЕсли Lp обозначает полную или самоиндуктивную индукцию первичной обмотки, а Mp обозначает взаимную индуктивность трансформатора
по отношению к первичной стороне, индуктивность рассеяния lp первичной обмотки вычисляется путем вычитания:
мГн.2975.1 ppp MLl
(A-6)
Аналогичным образом индуктивность рассеяния ls вторичной обмотки равна
мГн. 3932.0 sss MLl
(A-7)
Отношение вычисленных индуктивностей рассеяния lp / ls = 3,26, что близко к квадрату номинального отношения витков.
8. ВЫВОДЫ
В настоящем исследовании реактивные сопротивления утечки сварочного трансформатора сравниваются с реактивными сопротивлениями обычного понижающего трансформатора
эквивалентных номиналов.В статье объясняется, как использовать решения статического численного поля для вычисления
собственной индуктивности и взаимной индуктивности силовых трансформаторов. Испытания на разомкнутую цепь используются для определения самоиндукции
обмоток трансформаторов, а испытания на замыкание используются при расчете взаимных индуктивностей. Во всех расчетах использовалась уникальная модель конечных
элементов. На этапе предварительной обработки наиболее важной особенностью
является правильное определение направлений тока в областях, которые представляют собой торцы обмоток трансформаторов
.На этапе постобработки наиболее важной задачей является расчет собственных и взаимных индуктивностей
из численных полевых решений. Исследование выявляет различные модели циркуляции магнитного потока
, когда два трансформатора работают с номинальной нагрузкой. Результаты работы с номинальной нагрузкой помогают понять влияние
высокого реактивного сопротивления сварочных трансформаторов на потребление реактивной мощности и коэффициент мощности.
9.БЛАГОДАРНОСТЬ
Автор благодарит Дэвида Микера ([email protected]) за использование конечно-элементной САПР FEMM.
Автор также благодарит Федеральное агентство последипломного образования Бразилии (CAPES) за предоставленный
доступ к нескольким научным веб-сайтам.
10. СПРАВОЧНАЯ ИНФОРМАЦИЯ
[1]. З. Бумерзуг, К. Дерфуф, Тьерри Боден, «Влияние сварки на микроструктуру и механические свойства
промышленной низкоуглеродистой стали», Engineering, doi: 10.4236 / eng.2010.27066
[2]. В. Подлогар, Б. Клопчич, Г. Стумбергер и Д. Долинар, «Модель магнитопровода среднечастотного резистивного трансформатора
для точечной сварки», IEEE Trans. по магнетике, DOI: 10.1109 / TMAG.2009.2031979
[3]. Г. Слемон и А. Страуген, Электрические машины (издательство Addison Wesley Publishing Company, Лондон, 1982),
, стр. 172.
[4]. A.F.L. Ногейра, «Расчет параметров эквивалентной схемы силовых трансформаторов с использованием числового поля
решений», Международный журнал исследований и обзоров прикладных наук, 17 (1) октября 2013 г.
[5]. Д. Микер, Магнетизм метода конечных элементов, руководство пользователя.
[6]. Доступно: http://www.femm.info/Archives/doc/manual42.pdf
T. J. Сварочное оборудование, материалы и услуги для снегостойкой сварки
THE FINE PRINT: T. J. Snow не несет ответственности за то, что вы следуете этим указаниям. Вы делаете это на свой страх и риск и рискуете повредить свое оборудование. Если что-то пойдет не так, вы не сможете привлечь нас к ответственности. Если вы не можете принять эти ограничения, не продолжайте эти тесты.
- Убедитесь, что питание сварочного аппарата отключено и питание отключено в соответствии с утвержденными заводом процедурами блокировки и маркировки.
- Отсоедините провода, идущие от трансформатора или переключателей ответвлений к блоку управления.
- Если к трансформатору подключен переключатель ответвлений, убедитесь, что он находится на ответвлении, а не в положении «выключено».
- Подключите омметр к проводам, которые вы отсоединили от блока управления. Вы должны прочитать нулевое сопротивление или «непрерывность» через первичную обмотку трансформатора.
- Затем подключите омметр между любым линейным проводом и вторичной обмоткой трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Теперь подключите омметр между линейным проводом и землей (или корпусом) трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Установите все переключатели в положение наивысшего значения.
- Убедитесь, что концы сварных швов или вторичная обмотка трансформатора представляют собой разомкнутую, а не замкнутую цепь.Это можно сделать, поместив между наконечниками кусок жесткого утеплителя или старую кредитную карту.
- Подключите шнур 110 В переменного тока с предохранителем к двум проводам линии. Примечание. Если обмотки трансформатора неисправны, вы, вероятно, перегорите предохранитель в шнуре 110 В.
- Проверьте вторичное выходное напряжение трансформатора с помощью вольтметра. Это измерение следует производить прямо на трансформаторе, а не на наконечниках. Плохие соединения во вторичном контуре могут вызвать большее падение напряжения на них.Также убедитесь, что вторичный контур все еще открыт (вверху), иначе трансформатор будет находиться под нагрузкой.
- Если ваш сварочный аппарат питается от сети 220 В переменного тока, вы должны прочитать примерно ½ номинального максимального вторичного напряжения.
- Если ваш сварочный аппарат имеет источник питания 440 В переменного тока, вы должны прочитать примерно от максимального номинального вторичного напряжения.
- Если значение напряжения близко, ваш трансформатор, вероятно, исправен.
- Если у вас есть амперметр клещевого типа, вы можете проверить первичный ток, потребляемый на линии 110 В.Для большинства трансформаторов он должен составлять не более 1-2 ампер.
Если у вас есть какие-либо вопросы, звоните специалистам по трансформаторам Т. Дж. Сноу по телефону (423) 894-6234.
В чем разница между сваркой на переменном и постоянном токе?
Что такое сварка постоянным током?
Постоянный ток — это электрический ток постоянной полярности, протекающий в одном направлении. Этот ток может быть положительным или отрицательным. При сварке постоянным током, поскольку магнитное поле и ток дуги постоянны, образуются стабильные дуги.
Преимущества
Преимущества сварки постоянным током:
- Более плавная сварка по сравнению с AC
- Более стабильная дуга
- Меньше брызг
- DC отрицательный обеспечивает более высокую скорость наплавки при сварке тонких листов Положительный элемент
- постоянного тока обеспечивает большее проникновение в металл шва
Недостатки
Недостатками сварки постоянным током являются:
- Сварка постоянным током не может решить проблемы с дугой
- Оборудование дороже, так как токи постоянного тока требуют внутреннего трансформатора для переключения тока
Приложения
Сваркапостоянным током идеально подходит для соединения более тонких металлов, а также используется в большинстве приложений для сварки штангой, включая сварку TIG сталей.Этот вид сварки также подходит для потолочных и вертикальных работ.
Что такое сварка на переменном токе?
Переменный ток — это электрический ток, который меняет направление много раз в секунду. Ток с частотой 60 Гц будет менять полярность 120 раз в секунду. При сварке на переменном токе, поскольку магнитное поле и ток быстро меняют направление, нет чистого отклонения дуги.
Преимущества
Преимущества сварки на переменном токе:
- Переменный ток между положительной и отрицательной полярностью обеспечивает более устойчивую дугу при сварке магнитных деталей
- Устраняет проблемы с дугой
- Обеспечивает эффективную сварку алюминия
- Сварочные аппараты переменного тока дешевле аппаратов постоянного тока
Недостатки
Недостатками сварки на переменном токе являются:
- Больше брызг
- Качество сварки не такое гладкое, как при сварке постоянным током
- Менее надежен и поэтому более сложен в обращении, чем сварка постоянным током
Приложения
При переключении на положительный ток переменного тока он также помогает удалять оксид с поверхности металла — следовательно, он подходит для сварки алюминия.
Сваркапеременным током также широко используется в судостроении, особенно для сварных швов, поскольку она позволяет устанавливать ток выше, чем при сварке постоянным током. Сварка на переменном токе также обеспечивает быстрое заполнение и используется для сварки толстых листов вниз.
Одно из основных применений сварки на переменном токе — это намагничивание материалов. Это делает его полезным для ремонта техники.
Как TWI может помочь?
TWI была в авангарде разработки процессов дуговой сварки и, как таковая, предлагает ряд сопутствующих услуг.Достижения включают в себя изобретение процесса сварки MIG с двумя проволоками (используемого для увеличения скорости сварки и скорости наплавки металла или для придания формы сварному шву) и технологии управления транзисторами, которая проложила путь для TWI к разработке импульсной сварки TIG, сварки MIG с коротким замыканием и импульсной сварки. MIG процессы.
Наша команда, состоящая из более чем 20 профессионалов в области сварки, в том числе высококвалифицированных международных инженеров-сварщиков, может предоставить квалифицированные консультации по любому вопросу, связанному с соединением материалов.