Допустимые дефекты сварных соединений гост: ГОСТ 30242-97 ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ СВАРКЕ МЕТАЛЛОВ ПЛАВЛЕНИЕМ Классификация, обозначение и определения
Содержание
ГОСТ 30242-97 ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ СВАРКЕ МЕТАЛЛОВ ПЛАВЛЕНИЕМ Классификация, обозначение и определения
100
Е
Трещины
en cracks
fr fissures
Несплошность, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок
1001
Микротрещина
en microfissure (microcrack)
fr microfissure
Трещина, имеющая микроскопические размеры, которую обнаруживают физическими методами не менее чем при пятидесятикратном увеличении
101
Еа
Продольная трещина
en longitudinal crack
fr fissure longitudinale
Трещина, ориентированная параллельно оси сварного шва.
Она может располагаться:
1011
в металле сварного шва;
1012
на границе сплавления;
1013
в зоне термического влияния;
1014
в основном металле
102
Eb
Поперечная трещина
en transverse crack
fr fissure transversale
Трещина, ориентированная поперек оси сварного шва. Она может располагаться:
1021
в металле сварного шва;
1023
в зоне термического влияния;
1024
в основном металле
103
Е
Радиальные трещины
en radiation cracks
fr fissures rayonnantes
Трещины, радиально расходящиеся из одной точки. Они могут быть:
1031
в металле сварного шва;
1033
в зоне термического влияния;
1034
в основном металле
Примечание — Трещины этого типа, расходящиеся в разные стороны, известны как звездоподобные трещины
104
Ec
Трещина в кратере
en crater cracks
fr fissure de cratere
Трещина в кратере сварного шва, которая может быть:
1045
продольной;
1046
поперечной;
1047
звездообразной
105
Е
Раздельные трещины
en group of disconnected cracks
fr reseau de fissures marbrees
Группа трещин, которые могут располагаться:
1051
в металле сварного шва;
1053
в зоне термического влияния;
1054
в основном металле
106
Е
Разветвленные трещины
en branching cracks
fr fissure ramifiees
Группа трещин, возникших из одной трещины.
Они могут располагаться:
1061
в металле сварного шва;
1063
в зоне термического влияния;
1064
в основном металле
200
А
Газовая полость
en gas cavity
fr soufflure
Полость произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов
2011
Аа
Газовая пора
en gas pore
fr soufflure spheroidale
Газовая полость обычно сферической формы
2012
Равномерно распределенная пористость
en uniformly distributed porosity
fr souflures spheroidales
Группа газовых пор, распределенных равномерно в металле сварного шва.
Следует отличать от цепочки пор (2014)
2013
Скопление пор
en localized (clustered)
fr nid de soufflures
Группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
2014
Цепочка пор
en linear porosity
fr soufflures allignees
(ou en chapelet)
Ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
2015
Аb
Продолговатая полость
en elongated cavity
fr soufflure allongee
Несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту
2016
Ab
Свищ
en worm-hole
fr soufflure vermiculaire
Трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой
2017
Поверхностная пора
en surface por
fr piqure
Газовая пора, которая нарушает сплошность поверхности сварного шва
202
R
Усадочная раковина
en shrinkage
fr retassure
Полость, образующаяся вследствие усадки во время затвердевания
2024
К
Кратер
en crater pipe
fr retassure de cratere
Усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов
300
Твердое включение
en solid inclusion
fr inclusion solide
Твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями
301
Ва
Шлаковое включение
en slag inclusion
fr inclusion de laitier
Шлак, попавший в металл сварного шва. В зависимости от условий образования такие включения могут быть:
3011
линейными;
3012
разобщенными;
3013
прочими
302
G
Флюсовое включение
en flux inclusion
fr inclusion de dlux
Флюс, попавший в металл сварного шва. В зависимости от условий образования такие включения могут быть:
См. 3011-3013
3021
линейными;
3022
разобщенными;
3023
прочими
303
J
Оксидное включение
en oxide inclusion
fr inclusion d’oxyde
Оксид металла, попавший в металл сварного шва во время затвердевания
304
Н
Металлическое включение
en metallic inclusion
fr inclusion metallique
Частица инородного металла, попавшая в металл сварного шва. Различают частицы из:
3041
вольфрама;
3042
меди;
3043
другого металла
401
Несплавление
en lack of fusion (incomplete fusion)
fr manque de fusion (collage)
Примечание — В некоторых странах употребляют термины «collage noir» и «collage blanc» в зависимости от того, имеются или отсутствуют в местах несплавления оксидные включения
Отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва. Различают несплавления:
4011
по боковой стороне;
4012
между валиками;
4013
в корне сварного шва
402
D
Непровар (неполный провар)
en lack of penetration
(incomplete penetration)
fr manque de penetration
Несплавление основного металла по всей длине шва или на участке, возникающее вследствие неспособности расплавленного металла проникнуть в корень соединения
500
Нарушение формы
en imperfect shape
fr forme defectueuse
Отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения
5011
F
Подрез непрерывный
en continious undercut
fr caniveau continu
Углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке
5012
F
Подрез непрерывный
en intermittent undercut
fr morsure: caniveau discontinu
5013
Усадочная канавка
en shrinkage groove
fr caniveau a la racine
Подрез со стороны корня одностороннего сварного шва, вызванный усадкой по границе сплавления (см. также 512)
502
Превышение выпуклости стыкового шва
en excess weld metal
fr surepaisseur excessive
Избыток наплавленного металла на лицевой стороне стыкового шва сверх установленного значения
503
Превышение выпуклости углового шва
en excessive convexity
fr convexite excessive
Избыток наплавленного металла на лицевой стороне углового шва (на всей длине или на участке) сверх установленного значения
504
Превышение проплава
en excessive penetration
fr exes de penetration
Избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения
5041
Местное превышение проплава
en local excess penetration
fr exces local de penetration
Местный избыточный проплав сверх установленного значения
505
Неправильный профиль сварного шва
en incorrect weld profile
fr default de raccordement
Угол α между поверхностью основного металла и плоскостью, касательной к поверхности сварного шва, менее установленного значения
506
Наплав
en overlap
fr debordement
Избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним
507
Линейное смещение
en linear misalignment
fr defaut d’alignement
Смещение между двумя свариваемыми элементами, при котором их поверхности располагаются параллельно, но не на требуемом уровне
508
Угловое смещение
en angular misalignment
fr deformation angulaire
Смешение между двумя свариваемыми элементами, при котором их поверхности располагаются под углом, отличающимся от требуемого
509
Натек
en sagging
fr effondrement
Металл сварного шва, осевший вследствие действия силы тяжести и не имеющий сплавления с соединяемой поверхностью.
В зависимости от условий это может быть:
5091
натек при горизонтальном положении сварки;
5092
натек в нижнем или потолочном положении сварки;
5093
натек в угловом сварном шве;
5094
натекание в шве нахлесточного соединения
510
Прожог
en burn through
fr trou
Вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве
511
Неполностью заполненная разделка кромок
en incompletely filled groove
fr manque d’epaisseur
Продольная непрерывная или прерывистая канавка на поверхности сварного шва из-за недостаточности присадочного металла при сварке
512
Чрезмерная асимметрия углового шва
en excessive asymmetry of fillet weld
fr defaut de symetrie de soudure d’angle
Чрезмерное превышение размеров одного катета над другим
513
Неравномерная ширина шва
en irregular width
fr largeur irreguliere
Отклонение ширины от установленного значения вдоль сварного шва
514
Неровная поверхность
en irregular surface
fr surface irreguliere
Грубая неравномерность формы поверхности усиления шва по длине
515
Вогнутость корня шва
en root concavity
fr retassure a la racine
Неглубокая канавка со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки (см. также 5013)
516
Пористость в корне сварного шва
en root porosity
fr rochage
Наличие пор в корне сварного шва вследствие возникновения пузырьков во время затвердевания металла
517
Возобновление
en poor restart
fr mauvaise reprise
Местная неровность поверхности в месте возобновления сварки
600
Прочие дефекты
en miscellaneous imperfections
fr defauts divers
Все дефекты, которые не могут быть включены в группы 1-5
601
Случайная дуга
en stray arc
fr coup d’arc
Местное повреждение поверхности основного металла, примыкающего к сварному шву, возникшее в результате случайного горения дуги
602
Брызги металла
en spatter
fr projection (ou perles)
Капли наплавленного или присадочного металла, образовавшиеся во время сварки и прилипшие к поверхности затвердевшего металла сварного шва или околошовной зоны основного металла
6021
Вольфрамовые брызги
en tungsten spatter
fr projection de tungstene
Частицы вольфрама, выброшенные из расплавленной зоны электрода на поверхность основного металла или затвердевшего металла сварного шва
603
Поверхностные задиры
en torn surface
fr dechirure locale ou arrachement local
Повреждение поверхности, вызванное удалением временно приваренного приспособления
606
Утонение металла
en underflushing
fr moulage exceessif
Уменьшение толщины металла до значения менее допустимого при механической обработке
Обзор дефектов и контроль качества сварных соединений
Дефекты и контроль качества сварных соединений
Общие сведения и организация контроля
По ГОСТ 15467-79 качество продукции есть совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий. При правильной организации технологического процесса контроль должен быть его неотъемлемой частью. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии.
Сварные конструкции контролируют на всех этапах их изготовления. Кроме того, систематически проверяют приспособления и оборудование. При предварительном контроле подвергаются проверке основные и вспомогательные материалы, устанавливается их соответствие чертежу и техническим условиям.
После заготовительных работ детали подвергают чаще всего наружному осмотру, т.е. проверяют внешний вид детали, качество поверхности, наличие заусенцев, трещин, забоин и т.п., а также измеряют универсальными и специальными инструментами, шаблонами, с помощью контрольных приспособлений. Особенно тщательно контролируют участки, подвергающиеся сварке. Профиль кромок, подготовленных под сварку плавлением, проверяют специальными шаблонами, а качество подготовки поверхности — с помощью оптических приборов или специальными микрометрами.
Во время сборки и прихватки проверяют расположение деталей друг относительно друга, величину зазоров, расположение и размер прихваток, отсутствие трещин, прожогов и других дефектов в местах прихваток и т.д. Качество сборки и прихватки определяют главным образом наружным осмотром и обмером.
Наиболее ответственным моментом является текущий контроль выполнения сварки. Организация контроля сварочных работ может производиться в двух направлениях: контролируют сами процессы сварки либо полученные изделия.
Контроль процессов позволяет предотвратить появление систематических дефектов и особенно эффективен при автоматизированной сварке (автоматическая и механизированная дуговая, электрошлаковая и др.). Существуют следующие способы контроля сварочных процессов.
Контроль по образцам технологических проб. В этом случае периодически изготовляют образцы соединений из материала той же марки и толщины, что и свариваемое изделие, и подвергают их всесторонней проверке: внешнему осмотру, испытаниям на прочность соединений, просвечиванию рентгеновскими лучами, металлографическому исследованию и т.д. К недостаткам такого способа контроля следует отнести некоторое различие между образцом и изделием, а также возможность изменения сварочных условий с момента изготовления одного образца до момента изготовления следующего.
Контроль с использованием обобщающих параметров, имеющих прямую связь с качеством сварки, например использование дилатометрического эффекта в условиях точечной контактной сварки. Однако в большинстве случаев сварки плавлением трудно или не всегда удается выявить наличие обобщающего параметра, позволяющего достаточно надежно контролировать качество соединений.
Контроль параметров режима сварки. Так как в большинстве случаев определенных обобщающих параметров для процессов сварки плавлением нет, то на практике контролируют параметры, непосредственно определяющие режим сварки. При дуговой сварке такими параметрами в первую очередь являются сила тока, дуговое напряжение, скорость сварки, скорость подачи проволоки и др. Недостаток такого подхода заключается в необходимости контролирования многих параметров, каждый из которых в отдельности не может характеризовать непосредственно уровень качества получаемых соединений.
Контроль изделий производят пооперационно или после окончания изготовления. Последним способом обычно контролируют несложные изделия. Качество выполнения сварки на изделии оценивают по наличию наружных или внутренних дефектов. Развитие физики открыло большие возможности для создания высокоэффективных методов дефектоскопии с высокой разрешающей способностью, позволяющих проверять без разрушения качество сварных соединений в ответственных конструкциях.
В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля.
Дефекты сварных соединений и причины их возникновения
В процессе образования сварных соединений в металле шва и зоне термического влияния могут возникать различные отклонения от установленных норм и технических требований, приводящие к ухудшению работоспособности сварных конструкций, снижению их эксплуатационной надежности, ухудшению внешнего вида изделия. Такие отклонения называют дефектами. Дефекты сварных соединений различают по причинам возникновения и месту их расположения (наружные и внутренние). В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния).
Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, недостаточной квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствия швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренные кратеры и др. Виды дефектов приведены на рис. 1. Дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки и т. п.
Рисунок 1 — Виды дефектов сварных швов:
а — ослабление шва. б — неравномерность ширины, в — наплыв, г — подрез, с — непровар, с — трещины и поры, ж — внутренние трещины и поры, з — внутренний непровар, и — шлаковые включения
Эти дефекты снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки — колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Наплывы образуются в результате натекания жидкого металла на поверхность холодного основного металла без сплавления с ним. Они могут быть местными — в виде отдельных застывших капель, а также иметь значительную протяженность вдоль шва. Чаще всего наплывы образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования наплывов — большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Подрезы представляют собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги. Основной причиной подрезов при выполнении угловых швов является смещение электрода в сторону вертикальной стенки. Это вызывает значительный разогрев металла вертикальной стенки и его стекание при оплавлении на горизонтальную стенку. Подрезы приводят к ослаблению сечения сварного соединения и концентрации в нем напряжений, что может явиться причиной разрушения.
Прожоги — это сквозные отверстия в шве, образованные в результате вытекания части металла ванны. Причинами их образования могут быть большой зазор между свариваемыми кромками, недостаточное притупление кромок, чрезмерный сварочный ток, недостаточная скорость сварки. Наиболее часто прожоги образуются при сварке тонкого металла и выполнении первого прохода многослойного шва. Прожоги могут также образовываться в результате недостаточно плотного поджатая сварочной подкладки или флюсовой подушки.
Непроваром называют местное несплавление кромок основного металла или несплавление между собой отдельных валиков при многослойной сварке. Непровары уменьшают сечение шва и вызывают концентрацию напряжений в соединении, что может резко снизить прочность конструкции. Причины образования непроваров — плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке, большое притупление, малый угол скоса кромок, недостаточный сварочный ток, большая скорость сварки, смещение электрода от центра стыка. Непровары выше допустимой величины подлежат удалению и последующей заварке.
Трещины, также как и непровары, являются наиболее опасными дефектами сварных швов. Они могут возникать как в самом шве, так и в околошовной зоне и располагаться вдоль или поперек шва. По своим размерам трещины могут быть макро- и микроскопическими. На образование трещин влияет повышенное содержание углерода, а также примеси серы и фосфора.
Шлаковые включения, представляющие собой вкрапления шлака в шве, образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от оксидов и загрязнений. Они возникают при сварке длинной дугой, недостаточном сварочном токе и чрезмерно большой скорости сварки, а при многослойной сварке — недостаточной зачистке шлаков с предыдущих слоев. Шлаковые включения ослабляют сечение шва и его прочность.
Газовые поры появляются в сварных швах при недостаточной полноте удаления газов при кристаллизации металла шва. Причины пор — повышенное содержание углерода при сварке сталей, загрязнения на кромках, использование влажных флюсов, защитных газов, высокая скорость сварки, неправильный выбор присадочной проволоки. Поры могут располагаться в шве отдельными группами, в виде цепочек или единичных пустот. Иногда они выходят на поверхность шва в виде воронкообразных углублений, образуя так называемые свищи. Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений.
Микроструктура шва и зоны термического влияния в значительной степени определяет свойства сварных соединений и характеризует их качество.
К дефектам микроструктуры относят следующие: повышенное содержание оксидов и различных неметаллических включений, микропоры и микротрещины, крупнозернистость, перегрев, пережог металла и др. Перегрев характеризуется чрезмерным укрупнением зерна и огрублением структуры металла. Более опасен пережог — наличие в структуре металла зерен с окисленными границами. Такой металл имеет повышенную хрупкость и не поддаетсяисправлению. Причиной пережога является плохая защита сварочной ванны при сварке, а также сварка на чрезмерно большой силе тока.
Методы неразрушающего контроля сварных соединений
К неразрушающим методам контроля качества сварных соединений относят внешний осмотр, контроль на непроницаемость (или герметичность) конструкций, контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и внутренних дефектов.
Внешний осмотр и обмеры сварных швов — наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все сварные швы независимо от того, как они будут испытаны в дальнейшем.
Внешним осмотром сварных швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т. п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Обмеры сварных швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое — увеличивает внутренние напряжения и деформации. Размеры сечения готового шва проверяют по его параметрам в зависимости от типа соединения. У стыкового шва проверяют его ширину, высоту, размер выпуклости со стороны корня шва, в угловом — измеряют катет. Замеренные параметры должны соответствовать ТУ или ГОСТам. Размеры сварных швов контролируют обычно измерительными инструментами или специальными шаблонами.
Внешний осмотр и обмеры сварных швов не дают возможности окончательно судить о качестве сварки. Они устанавливают только внешние дефекты шва и позволяют определить их сомнительные участки, которые могут быть проверены более точными способами.
Контроль непроницаемости сварных швов и соединений. Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и» т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам — сквозным порам и трещинам. В процессе испытания сварные швы покрываются водным раствором мела с той стороны, которая более доступна для осмотра и выявления дефектов. После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос — сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак. При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом. Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т. п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 — 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением. Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Сварные швы с наружной поверхности тщательно просушивают обдувом воздухом. Затем изделие заполняют водой под избыточным давлением, в 1,5 — 2 раза превышающим рабочее, и выдерживают в течение заданного времени. Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Вакуумному контролю подвергают сварные швы, которые невозможно испытать керосином, воздухом или водой и доступ к которым возможен только с одной стороны. Его широко применяют при проверке сварных швов днищ резервуаров, газгольдеров и других листовых конструкций. Сущность метода заключается в создании вакуума на одной стороне контролируемого участка сварного шва и регистрации на этой же стороне шва проникновения воздуха через имеющиеся неплотности. Контроль ведется с помощью переносной вакуум-камеры, которую устанавливают на наиболее доступную сторону сварного соединения , предварительно смоченную мыльным раствором (рис. 2).
В зависимости от формы контролируемого изделия и типа соединения могут применяться плоские, угловые и сферические вакуум-камеры. Для создания вакуума в них применяют специальные вакуум-насосы.
Люминесцентный контроль и контроль методом красок, называемый также капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые наносят на контролируемую поверхность изделия. Эти жидкости, обладающие большой смачивающей способностью, проникают в мельчайшие поверхностные дефекты — трещины, поры, непровары. Люминесцентный контроль основан на свойстве некоторых веществ светиться под действием ультрафиолетового облучения. Перед контролем поверхности шва и околошовной зоны очищают от шлака и загрязнений, на них наносят слой проникающей жидкости, которая затем удаляется, а изделие просушивается. Для обнаружения дефектов поверхность облучают ультрафиолетовым излучением — в местах дефектов следы жидкости обнаруживаются по свечению.
Контроль методом красок заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая под действием капиллярных сил проникает в полость дефектов. После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости обозначают места расположения дефектов.
Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как такие течеискатели достаточно сложны и дорогостоящи. В качестве газа-индикатора в них используется гелий. Обладая высокой проникающей способностью, он способен проходить через мельчайшие несплошности в металле и регистрируется течеискателем. В процессе контроля сварной шов обдувают или внутренний объем изделия заполняют смесью газа-индикатора с воздухом. Проникающий через неплотности газ улавливается щупом и анализируется в течеискателе.
Для обнаружения скрытых внутренних дефектов применяют следующие методы контроля.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. Изделие намагничивают, замыкая им сердечник электромагнита или помещая внутрь соленоида. Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 — 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (керосин, мыльный раствор, вода — мокрый способ). Над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра. Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3 — 5 мм. При индукционном методе магнитный поток в изделии наводят электромагнитом переменного тока. Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Рисунок 3 — Магнитная запись дефектов на ленту: 1 — подвижный электромагнит, 2 — дефект шва, 3 — магнитная лента.
Радиационные методы контроля являются надежным и широко распространенными методами контроля, основанными на способности рентгеновского и гамма-излучения проникать через металл. Выявление дефектов при радиационных методах основано на разном поглощении рентгеновского или гамма-излучения участками металла с дефектами и без них. Сварные соединения просвечивают специальными аппаратами. С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 4). При просвечивании лучи проходят через сварное соединение и облучают пленку. В местах, где имеются поры, шлаковые включения, непровары, крупные трещины, на пленке образуются темные пятна. Вид и размеры дефектов определяют сравнением пленки с эталонными снимками. Источниками рентгеновского излучения служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.).
Рисунок 4 — Схема радиационного просвечивания швов: а — рентгеновское, б — гамма-излучением: 1 — источник излучения, 2 — изделие, 3 — чувствительная пленка
Рентгенопросвечиванием целесообразно выявлять дефекты в деталях толщиной до 60 мм. Наряду с рентгенографированием (экспозицией на пленку) применяют и рентгеноскопию, т.е. получение сигнала о дефектах при просвечивании металла на экран с флуоресцирующим покрытием. Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии.
При просвечивании сварных соединений гамма-излучением источником излучения служат радиоактивные изотопы: кобальт-60, тулий-170, иридий-192 и др. Ампула с радиоактивным изотопом помещается в свинцовый контейнер. Технология выполнения просвечивания подобна рентгеновскому просвечиванию. Гамма-излучение отличается от рентгеновского большей жесткостью и меньшей длиной волны, поэтому оно может проникать в металл на большую глубину. Оно позволяет просвечивать металл толщиной до 300 мм. Недостатками просвечивания гамма-излучением по сравнению с рентгеновским являются меньшая чувствительность при просвечивании тонкого металла (менее 50 мм), невозможность регулирования интенсивности излучения, большая опасность гамма-излучения при неосторожном обращении с гамма-аппаратами.
Ультразвуковой контроль основан на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал (рис. 5).
Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. По характеру импульсов судят о протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва.
Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1 — 2%), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1 — 2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Методы контроля с разрушением сварных соединений
К этим методам контроля качества сварных соединений относятся механические испытания, металлографические исследования, специальные испытания с целью получения характеристик сварных соединений. Эти испытания проводят на сварных образцах, вырезаемых из изделия или из специально сваренных контрольных соединений — технологических проб, выполненных в соответствии с требованиями и технологией на сварку изделия в условиях, соответствующих сварке изделия.
Целью испытаний является: оценка прочности и надежности сварных соединений и конструкций; оценка качества основного и присадочного металла; оценка правильности выбранной технологии; оценка квалификации сварщиков.
Свойства сварного соединения сопоставляют со свойствами основного металла. Результаты считаются неудовлетворительными, если они не соответствуют заданному уровню.
Механические испытания проводятся по ГОСТ 6996-66, предусматривающему следующие виды испытаний сварных соединений и металла шва: испытание сварного соединения в целом и металла разных его участков (наплавленного металла, зоны термического влияния, основного металла) на статическое растяжение, статистический изгиб, ударный изгиб, стойкость против старения, измерение твердости.
Контрольные образцы для механических испытаний выполняют определенных размеров и формы.
Испытаниями на статическое .растяжение определяют прочность сварных соединений. Испытаниями на статический изгиб определяют пластичность соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом. Испытаниями на ударный изгиб, а также разрыв определяют ударную вязкость сварного соединения. По результатам определения твердости судят о структурных изменениях и степени подкалки металла при охлаждении после сварки.
Основной задачей металлографических исследований являются установление структуры металла и качества сварного соединения, выявление наличия и характера дефектов. Металлографические исследования включают в себя макро- и микроструктурный методы анализа металлов.
При макроструктурном методе изучают макрошлифы и изломы металла невооруженным глазом или с помощью лупы. Макроисследование позволяет определить характер и расположение видимых дефектов в разных зонах сварных соединений.
При микроструктурном анализе исследуется структура металла при увеличении в 50 — 2000 раз с помощью оптических микроскопов. Микроисследование позволяет установить качество металла, в том числе обнаружить пережог металла, наличие оксидов, засоренность металла шва неметаллическими включениями, величину зерен металла, изменение состава его, микроскопические трещины, поры и некоторые другие дефекты структуры. Методикаизготовления шлифов для металлографических исследований заключается в вырезке образцов из сварных соединений, шлифовке, полировке и травлении поверхности металла специальными травителями. Металлографические исследования дополняются измерением твердости и при необходимости химическим анализом металла сварных соединений. Специальные испытания проводят с целью получения характеристик сварных соединений, учитывающих условия эксплуатации сварных конструкций: определение коррозионной стойкости для конструкций, работающих в различных агрессивных средах; усталостной прочности при циклических нагружениях; ползучести при эксплуатации в условиях повышенных температур и др.
Применяют также и методы контроля с разрушением изделия. В ходе таких испытаний устанавливают способность конструкций выдерживать заданные расчетные нагрузки и определяют разрушающие нагружения, т.е. фактический запас прочности. При испытаниях изделий с разрушением схема нагружения их должна соответствовать условиям работы изделия при эксплуатации. Число изделий, подвергающихся испытаниям с разрушением, устанавливается техническими условиями и зависит от степени их ответственности, системы организации производства и технологической отработанности конструкции.
Другие статьи:
Контроль качества сварных соединений стальных конструкций
4.1 Производственный контроль качества выполнения монтажных сварных соединений стальных конструкций должен осуществляться в соответствии с требованиями проекта, ГОСТ 3242, ГОСТ 6996, ГОСТ 14782, ГОСТ 23518, ГОСТ 7512, ГОСТ 14771, ГОСТ 11533, ГОСТ 11534, ГОСТ 18442, [11] и ППСР.
4.2 Контрольные операции должны производиться пока доступ к изделию не затруднен и отсутствует антикоррозионная и огнезащита.
4.3 Методы и объемы контроля должны соответствовать требованиям проектной документации, таблице 10.6 и ППСР.
Таблица 10.6. СП 70.13330.2012
Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87
Методы контроля
Типы швов конструкций, объем контроля
1 Внешний осмотр и измерения с проверкой геометрических размеров и формы швов и наличия наружных дефектов по ГОСТ 3242
Все типы швов конструкций в объеме 100%
2 Неразрушающий ультразвуковой контроль по ГОСТ 14782
Все типы швов конструкций в объеме не менее 0,5% длины швов и более по указаниям в проекте с учетом дополнительных требований раздела 4*
3 Радиографический, магнитопорошковый и др. по ГОСТ 7512, ГОСТ 21104, ГОСТ 21105, ГОСТ 25225
То же
4 Испытания на непроницаемость и герметичность по ГОСТ 18442
То же
5 Механические испытания контрольных образцов по ГОСТ 6996
Все типы сварных швов конструкций, для которых требования механических свойств предусмотрены чертежами КМ
6 Металлографические исследования макрошлифов на торцах швов контрольных образцов или на торцах стыковых швов сварных соединений
То же
_____________________
* Места обязательного контроля должны быть указаны в проекте.
4.4 По внешнему осмотру и измерениям качество швов должно удовлетворять требованиям таблицы 10.7.
Таблица 10.7. СП 70.13330.2012
Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87
Элементы сварных соединений, наружные дефекты
Требования к качеству, допустимые размеры дефектов
Поверхность шва
Равномерно-чешуйчатая, без прожогов, наплывов, сужений и перерывов. Плавный переход к основному металлу (следует оговорить в чертежах КМ и КМД)
Подрезы
Глубина до 5% толщины свариваемого проката, но не более 1 мм
Дефекты удлиненные и сферические одиночные
Глубина до 10% толщины свариваемого проката, но не более 3 мм. Длина — до 20% длины оценочного участка*
Дефекты удлиненные и сферические в виде цепочки или скопления
Глубина до 5% толщины свариваемого проката, но не более 2 мм. Длина — до 30% длины оценочного участка. Длина цепочки или скопления — более удвоенной длины оценочного участка
Дефекты (непровары, цепочки и скопления пор), соседние по длине шва
Расстояние между близлежащими концами — не менее 200 мм
Швы сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С и до минус 65 °С включительно
Непровары, несплавления, цепочки и скопления наружных дефектов
Не допускаются
Подрезы:
вдоль усилия
Глубина — не более 0,5 мм при толщине свариваемого проката до 20 мм и не более 1 мм — при большей толщине
местные поперек усилия
Длина — не более удвоенной длины оценочного участка
_____________________
* Здесь и далее длину оценочного участка следует принимать по таблице 10. 9.
4.5 Трещины всех видов и размеров не допускаются.
4.6 Предельные отклонения размеров и сечения швов сварных соединений от проектных не должны превышать величин, указанных в ГОСТ 14771, ГОСТ 23518, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 16037, ГОСТ 5264. Обнаруженные дефекты должны быть исправлены в соответствии с положениями ППСР, а сварные швы подвергнуты повторному визуально-измерительному контролю.
4.7 Неразрушаемые методы контроля следует производить на сварных швах, принятых внешним осмотром и измерениями. Контролю должны подлежать преимущественно места с признаками дефектов и участки пересечения швов. Длина контрольного участка должна быть не менее 100 мм.
4.8 По результатам радиографического контроля швы сварных соединений конструкций должны удовлетворять требованиям таблиц 10.8 и 10.9.
Таблица 10.8. СП 70.13330.2012
Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87
Элементы сварных соединений, внутренние дефекты
Требования к качеству, допустимые размеры дефектов
Соединения, доступные для сварки с двух сторон, соединения на подкладках
непровары в корне шва
Высота — до 5% толщины свариваемого проката, но не более 2 мм. Длина — не более удвоенной длины оценочного участка
Соединения без подкладок, доступные для сварки с одной стороны
непровары в корне шва
Высота — до 15% толщины свариваемого проката, но не более 3 мм
удлиненные и сферические дефекты:
одиночные
Высота — не более значений h*
образующие цепочку или скопления
Высота — не более 0,5 h* Длина — не более длины оценочного участка
удлиненные
Протяженность не более отношения S*/h
непровары, цепочки и скопления пор, соседние по длине шва
Расстояние между близлежащими концами не менее 200 мм
суммарные в продольном сечении шва
Суммарная площадь на оценочном участке — не более S*
Швы сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость
непровары, несплавления, удлиненные дефекты, цепочки и скопления дефектов
Не допускаются
одиночные сферические дефекты
Высота не более 0,5 h* Расстояние между соседними дефектами — не менее удвоенной длины оценочного участка
_____________________
* Значения h и S следует принимать по таблице 10. 9.
Таблица 10.9. СП 70.13330.2012
Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87
Наименьшая толщина элемента конструкции в сварном соединении, мм
Длина оценочного участка, мм
Допустимые размеры одиночных дефектов
h, мм
S, мм2
От 4 до 6
15
0,8
3
Свыше 6 до 8
20
1,2
6
Свыше 8 до 10
20
1,6
8
Свыше 10 до 12
25
2,0
10
Свыше 12 до 14
25
2,4
12
Свыше 14 до 16
25
2,8
14
Свыше 16 до 18
25
3,2
16
Свыше 18 до 20
25
3,6
18
Свыше 20 до 60
30
4,0
18
___________________
Обозначения, принятые в таблице: h — допустимая высота сферического или удлиненного одиночного дефекта; S — суммарная площадь дефектов в продольном сечении шва на оценочном участке.
Примечание. Чувствительность контроля устанавливается по третьему классу согласно ГОСТ 7512.
При оценке за высоту дефектов h следует принимать следующие размеры их изображений на радиограммах:
для сферических пор и включений — диаметр;
для удлиненных пор и включений — ширину.
4.9 По результатам ультразвукового контроля швы сварных соединений конструкций должны удовлетворять требованиям таблицы 10.10.
Таблица 10.10. СП 70.13330.2012
Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87
Сварные соединения
Наименьшая толщина элемента конструкции в сварном соединении, мм
Длина оценочного участка, мм
Фиксируемая эквивалентная площадь одиночного дефекта, мм2
Допустимое число одиночных дефектов на оценочном участке, шт.
наименьшая поисковая
допустимая оценочная
Стыковые
Свыше 6 до 10
20
5
7
1
Угловые
Свыше 10 до 20
25
5
7
2
Тавровые
Свыше 20 до 30
30
5
7
3
Нахлесточные
Свыше 30 до 60
30
7
10
3
4. 10 В швах сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость, допускаются внутренние дефекты, эквивалентная площадь которых не превышает половины значений допустимой оценочной площади (см. таблицу 10.10). При этом наименьшую поисковую площадь необходимо уменьшать в два раза. Расстояние между дефектами должны быть не менее удвоенной длины оценочного участка.
4.11 В соединениях, доступных сварке с двух сторон, а также в соединениях на подкладках суммарная площадь дефектов (наружных, внутренних или тех и других одновременно) на оценочном участке не должна превышать 5% площади продольного сечения сварного шва на этом участке.
В соединениях без подкладок, доступных сварке только с одной стороны, суммарная площадь всех дефектов на оценочном участке не должна превышать 10% площади продольного сечения шва на этом участке.
4. 12 В случае обнаружения недопустимого дефекта следует выявить его фактическую длину, дефект исправить (см. 4.18) и вновь проконтролировать удвоенную выборку.
При повторном выявлении дефекта контролю подлежат 100% сварных соединений.
4.13 Контроль непроницаемости швов сварных соединений следует, как правило, производить пузырьковым или капиллярным методами в соответствии с ГОСТ 3242 (под непроницаемостью следует понимать способность соединения не пропускать воду или другие жидкости).
Величина разрежения при пузырьковом методе должна быть не менее 2500 Па (250 мм вод. ст.).
Продолжительность контроля капиллярным методом должна быть не менее 4 ч при положительной и менее 8 ч при отрицательной температуре окружающего воздуха.
4.14 Контроль герметичности (под герметичностью следует понимать способность соединения не пропускать газообразные вещества) швов сварных соединений следует, как правило, производить пузырьковым методом в соответствии с ГОСТ 3242.
4.15 Сварные соединения, контролируемые при отрицательной температуре окружающего воздуха, следует просушивать нагревом до полного удаления замершей воды и смазки.
4.16 Механические испытания контрольных образцов проводят при наличии требований в чертежах марки КМ к показателям прочности, пластичности и вязкости металла шва и зоны термического влияния сварного соединения.
Требования к контрольным образцам и их сварке аналогичны требованиям к пробным (допускным) образцам (см. 10.1.4).
Число контрольных образцов при механических испытаниях должно быть не менее:
на статическое растяжение стыкового соединения — двух;
на статическое растяжение металла шва стыкового, углового и таврового соединений — по три;
на статический изгиб стыкового соединения — двух;
на ударный изгиб металла шва и зоны термического влияния стыкового соединения — трех; тип образца и места надрезов должны быть указаны в чертежах КМ;
на твердость (НВ) металла и зоны термического влияния сварного соединения низколегированной стали (не менее, чем в четырех точках) — одного.
4.17 Металлографические исследования макрошлифов швов сварных соединений следует проводить в соответствии с ГОСТ 10243*.
4.18 Обнаруженные в результате контрольных испытаний недопустимые дефекты необходимо устранить механизированной зачисткой (абразивным инструментом) или механизированной рубкой, а участки шва с недопустимыми дефектами вновь заварить и проконтролировать.
Допускается удаление дефектов сварных соединений ручной кислородной резкой или воздушно-дуговой поверхностной резкой при обязательной последующей зачистке поверхности реза абразивным инструментом на глубину 1 — 2 мм с удалением выступов и наплывов.
4.19Все ожоги поверхности основного металла сварочной дугой следует зачищать абразивным инструментом на глубину 0,5 — 0,7 мм.
4.20 При удалении механизированной зачисткой (абразивным инструментом) дефектов сварных соединений, корня шва и прихваток риски на поверхности металла необходимо направлять вдоль сварного соединения:
при зачистке мест установки начальных и выводных планок — вдоль торцевых кромок свариваемых элементов конструкций;
при удалении усиления шва — под углом 40 — 50 0 к оси шва.
Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3% толщины свариваемого элемента, но не более 1 мм.
4.21 При удалении поверхностных дефектов с торца шва абразивным инструментом без последующей подварки допускается углубляться с уклоном не более 0,05 на свободной кромке в толщину металла на 0,02 ширины свариваемого элемента, но не более чем на 8 мм с каждой стороны. При этом суммарное ослабление сечения (с учетом допустимого ослабления по толщине) не должно превышать 5%. После обработки торцов швов необходимо притупить острые грани.
4.22 Исправление сварных соединений зачеканкой не допускается.
4.23 Остаточные деформации конструкций, возникшие после монтажной сварки, необходимо устранять термическим или термомеханическим воздействием по технологической карте (регламенту).
4.24 Методы и объемы неразрушающего контроля элементов монтируемых конструкций приведены в дополнительных правилах раздела 4.
4.25 Оформление результатов контроля по 10.5.4 и 10.5.5.
допустимый дефект — это… Что такое допустимый дефект?
допустимый дефект
3.13 допустимый дефект : Дефект или совокупность дефектов, вид, количество и геометрические параметры которого (ых) не превышают принятые нормы.
Смотри также родственные термины:
1.4.17 Допустимый дефект сварного соединения — дефект или совокупность дефектов, вид, количество и геометрические параметры которого(ых) удовлетворяют принятым критериям допустимости.
Смотреть что такое «допустимый дефект» в других словарях:
Допустимый дефект сварного соединения — 1. 4.17 Допустимый дефект сварного соединения дефект или совокупность дефектов, вид, количество и геометрические параметры которого(ых) удовлетворяют принятым критериям допустимости. Источник: РД 08.00 60.30.00 КТН 0 … Словарь-справочник терминов нормативно-технической документации
условно допустимый дефект — 3.12 условно допустимый дефект: Стресс коррозионный дефект, геометрические размеры которого согласно принятым критериям оценки прочности находятся в допустимых пределах и в отношении которого может быть принято решение о его ремонте или… … Словарь-справочник терминов нормативно-технической документации
дефект соединения сварного допустимый — Дефект или совокупность дефектов, вид, количество и геометрические параметры которого(ых) удовлетворяют принятым критериям допустимости. [РД 01.120.00 КТН 228 06] Тематики магистральный нефтепроводный транспорт … Справочник технического переводчика
СТО Газпром 2-2.4-083-2006: Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов — Терминология СТО Газпром 2 2.4 083 2006: Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов: 3.1 аттестованный специалист неразрушающего контроля (… … Словарь-справочник терминов нормативно-технической документации
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2. 3-173-2007: Инструкция по комплексному обследованию и диагностике магистральных газопроводов, подверженных коррозионному растрескиванию под напряжением — Терминология СТО Газпром 2 2.3 173 2007: Инструкция по комплексному обследованию и диагностике магистральных газопроводов, подверженных коррозионному растрескиванию под напряжением: 3.9 дополнительный шурф: Локальный участок газопровода,… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 2859-5-2009: Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 5. Система последовательных планов на основе AQL для контроля последовательных партий — Терминология ГОСТ Р ИСО 2859 5 2009: Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 5. Система последовательных планов на основе AQL для контроля последовательных партий оригинал документа: 3.36… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 50779. 30-95: Статистические методы. Приемочный контроль качества. Общие требования — Терминология ГОСТ Р 50779.30 95: Статистические методы. Приемочный контроль качества. Общие требования оригинал документа: Арбитражная ситуация Ситуация, в которой по результатам контроля поставщика принято решение о соответствии, а по… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р МЭК 60204-1-2007: Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования — Терминология ГОСТ Р МЭК 60204 1 2007: Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования оригинал документа: TN систем питания Испытания по методу 1 в соответствии с 18.2.2 могут быть проведены для каждой цепи… … Словарь-справочник терминов нормативно-технической документации
О контроле за сварными соединениями
Источники ионизирующих излучений применяются при дефектоскопии (контроль сварных соединений), н контрольно-измерительных п регулирующих приборах (толщиномеры, плотномеры, уровнемеры, регуляторы уровня), для ведения контроля за технологическими процессами (применение меченых атомов или частиц катализатора в аппаратах и трубопроводах), в нейтрализаторах зарядов статического электричества, для определения в воздухе рабочих помещений очень малых концентраций газов или пыли (сигнализаторов).[c.52]
Контроль сварных соединений ультразвуком или рентгеноскопией проводят в объеме 100% от общей длины швов для сосудов или аппаратов 1-й группы, 50% —для сосудов 2-й группы, 25% — для сосудов 3-й группы и для сосудов 4-й группы— [c.372]
МЕТОДЫ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ [c.487]
Инструкция по ультразвуковому контролю сварных соединений тех нологического оборудовании. РДИ 38.18.002-83. — Волгоград ВНИКТИнефтехимоборудование, 1984. [c.58]
Ультразвуковой контроль сварных соединений образцов должен производиться в соответствии с ГОСТ 14782—69 и утвержденными министерством (ведомством) инструкциями, разработанными специализированными организациями. [c.131]
Качество контрольных сварных соединений считается неудовлетворительным, если при любом виде контроля будут обнаружены внутренние или наружные дефекты, выходящие за пределы норм, установленных настоящими Правилами, соответствующими стандартами, техническими условиями на изготовление изделия и инструкциями по сварке и контролю сварных соединений.[c.131]
В обязанности водолаза-осмотрщика входят визуальный контроль сварных соединений, подводная фотография и видеозапись (первая ступень подготовки) ультразвуковой и магнитный неразрушающий контроль сварных соединений (вторая ступень). [c.67]
Дефекты основного металла и сварных соединений приводят к образованию некогерентных границ зерен, коррозионно нестойких пленок, создают концентрацию макро- и микронапряжений, повышают термодинамическую неустойчивость дефектных участков поверхности и интенсифицируют их наводороживание и электрохимическое растворение. Поэтому для повышения надежности оборудования и коммуникаций, контактирующих с сероводородсодержащими средами, наряду с тщательным входным контролем соответствия материалов конструкций техническим условиям на их поставку и неразрушающим контролем монтажных сварных соединений, эффективными являются предпусковые гидроиспытания металлоконструкций давлением, создающим напряжения до 95% от минимального нормативного значения предела текучести металла [33, 34]. В ходе этих испытаний разрушаются участки основного металла и сварных соединений, содержащие потенциально опасные дефекты. Вокруг оставшихся неопасных дефектов образуются зоны остаточного сжатия, повышающего коррозионную стойкость сварных соединений. Кроме того, после гидравлических испытаний в 2-3 раза снижаются максимальные остаточные напряжения в зоне сварных соединений труб за счет пластического удлинения растянутых областей металла. Одновременно снижаются наиболее высокие монтажные напряжения в трубопроводах. Там, где по техническим причинам проведение гидроиспытаний не представляется возможным, для выявления недопустимых дефектов необходимо применять 100%-ный радиографический контроль сварных соединений и его 100%-ное дублирование ультразвуковым методом [25, 35]. [c.67]
На рис. 20 приведены схемы контроля сварных соединений внахлестку для выявления различных дефектов сварки. Следует отметить, что такой тип соединений в химическом и нефтяном машиностроении используется редко. Контроль сварных швов с конструктивным зазором ультразвуковым методом неэффективен. [c.33]
Неразрушающий контроль сварных соединений и ПОУ методами ультразвуковой дефектоскопии осуществляют в соответствии с [102, 103, 113-115]. [c.162]
Механические свойства основного металла и металла сварных соединений трубопроводов определяют путем испытаний на растяжение по ГОСТ 1497-84 и ГОСТ 6996-66 соответственно, а также на ударный изгиб на образцах Шарпи — по ГОСТ 9454-78 и ГОСТ 6996-66 соответственно. Предел текучести и временное сопротивление металла определяют также неразрушающим методом в зонах контроля сварных соединений с помощью переносных твердомеров по ГОСТ 22761-77 и ГОСТ 22762-77. Выполняют не менее пяти замеров и за искомую твердость принимают их среднее арифметическое значение [74]. [c.164]
Определение твердости металла труб, соединительных деталей — в зонах контроля сварных соединений на и арматуры согласно ГОСТ 9012-59 и ГОСТ 9013-59, сосудах и трубах с продольным сварным швом а также оценка пределов текучести и прочности металла — в зоне контроля сплошности основного по твердости в соответствии с ГОСТ 22761-77 и ГОСТ 22762-77 металла на цельнотянутых трубах и соединительных деталях [c. 169]
Если не имеется доступа к поверхности, отражение от которой порождает ложные сигналы, а также при автоматическом контроле, использование рассмотренного способа выделения ложных сигналов невозможно. Тогда выявляемость дефектов, импульсы от которых располагаются вблизи ложных сигналов, зависит от разрешающей способности (см. 2.4). Чем выше разрешающая способность, тем точнее определяют координаты точки отражения и тем меньше зона действия мешающего ложного сигнала. При контроле сварных соединений основной способ отстройки от ложных сигналов, связанных с провисом и валиком, — точное определение координат отражателя. Например, точка отражения Р лежит за пределами интервала времени, соответствующего поступлению эхосигналов от возможных дефектов сварного соединения. [c.128]
Контроль сварных соединений [c.209]
Обычный источник помех при контроле сварных соединений— ложные сигналы от превышения проплавления и верхнего валика. Основные способы отстройки от них рассмотрены в п. 3.3.4. Дополнительно отметим, что различают несколько причин возникновения ложных сигналов от превышения проплавления, отстройку от которых ведут разными приемами. Возможно прямое отражение от превышения лучей как от вогнутой цилиндрической поверхности. Эхосигнал уменьшают, увеличивая угол ввода. Второй источник помех —дифракционное рассеяние в местах сопряжения превышения проплавления шва с основным металлом (ребра Е и /= на рис. 3.14, а). От них отстраиваются так же, увеличивая угол ввода и применяя амплитудную дискриминацию. Дифракция порождает поверхностные волны, распространяющиеся вдоль превышения и многократно отражающиеся от ребра. Эти ложные сигналы уменьшают, применяя раздельно совмещенный преобразователь с углом разворота 36° (угол между осями излучателя и приемника 72°). При этом поверхностные волны почти не попадают на приемник. [c.210]
Радиографический метод, основанный на способности рентгеновского или радиоактивного гамма-излучения, применяют для контроля сварных соединений. Однако этот метод можно использовать для определения достаточно глубоких язв и питтингов, их геометрии и в качестве дополнительного к ультразвуковому. Ограничения в применении радиографического метода — высокие стоимость и трудоемкость, а также жесткие требования по технике безопасности. [c.99]
Данные о неразрушающем контроле сварных соединений [c.236]
ДАННЫЕ О НЕРАЗРУШАЮЩЕМ КОНТРОЛЕ СВАРНЫХ СОЕДИНЕНИЙ [c.243]
Раздел «8. Данные о неразрушающем контроле сварных соединений». [c.251]
Преимущества удаление ржавчины, окалины и нанесение грунта позволяют избежать неблагоприятного воздействия погодных условий, обеспечивая тем самым своевременность поставки и выполнения плана монтажа при монтаже исключается очистка и нанесение грунтовых покрытий, что дает большую экономию времени на строительную площадку не требуется доставлять материал и-машины для пескоструйной или дробеструйной очистки исключается использование кремниевого песка, применяемого на монтажных участках, наличие которого затрудняет проведение других работ опускаются операции контроля сварных соединений при монтаже, так как все поверхности окрашивают в цехе уменьшается потребность в площадях для хранения окрашенных стальных конструкций при монтаже, поскольку конструкции с отвержденным покрытием можно укладывать более плотно.[c.97]
Дальнейшие исследования позволили НИИхиммашу распространить ультразвуковой метод и на контроль сварных швов химической и нефтяной аппаратуры малой толщины. В 1968 г. был разработан и внедрен на заводах химического машиностроения ультразвуковой метод контроля сварных соединений биметаллов, что позволило значительно повысить качество выпускаемой нефтехимической аппаратуры из этих материалов [15, 103]. [c.27]
При разработке методики целесообразно предусматривать ультразвуковой контроль сварных соединений до и после их термической обработки и по возможности без дополнительной механической обработки поверхности металла, так как в этом случае значительно упрощается и ускоряется технологический цикл изготовления изделия. Если же до термической обработки невозможно добиться требуемой чувствительности или избавиться от ложных сигналов, применяя для этого различные приемы (изменение коэффициента усиления, понижение частоты и пр. ), то контроль проводят после термической обработки. [c.42]
Ионизирующие излучения широко применяют на заводах отрасли для контроля сварных соединений. В качестве источников [c.109]
Проведение контроля непосредственно в цеховых условиях, но значительно упрощают проведение контроля сварных соединений в труднодоступных местах. [c.113]
При выборе дефектоскопов для контроля сварных соединений нефтехимической аппаратуры предпочтение следует отдавать источникам тормозного излучения перед гамма-дефектоскопами, так как последние имеют более низкую чувствительность, у них отсутствует регулировка энергии излучения и интенсивность их излучения уменьшается со временем. [c.116]
Указанный контроль сварных соединений осуществляется следующими методами внешним осмотром и измерением швов механическими испытаниями металлографическим исследованием стилоскопированием ультразвуковой дефектоскопией просвечиванием (рентгено- или гаммаграфированием) замером твердости металла шва испытанием на межкристаллитную коррозию гидравлическим или пневматическим испытанием и другими методами (магнитографией, цветной дефектоскопией и т. д.), если они предусмотрены в чертежах и ТУ. [c.96]
Контроль сварных соединений просвечиванием должен проводиться в соответствии с ГОСТ 7512—69 и утвержденными министерством (ведомством) инструкциями по рентгено-гаммаграфирюванию, разработанными спе-диализированными организациями. [c.131]
Впрочем, эти водолазы работают точно так же, как, например, при подъеме затонувших судов, по давно известной технологии. В то же время развитие морской добычи нефти и газа привело к появлению новых профессий. Поскольку 80% водолазных работ на морских месторождениях составляют осмотр, техническое обслуживание и ремонт, большим спросом пользуются водолазы-осмотрщики. В колледже подводно-технических работ — коммерческой школе водолазов, расположенной в гавани Лос-Анджелеса, с 1982 года организован курс подготовки водолазов к проведению осмотров и неразрушающего контроля подводного оборудования. Этот курс официально одобрен и Британским агентством аттестации персонала, проводящего контроль сварны соединений.[c.67]
ПНАЭ Г-7-030-91. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть П.- Контроль сварных соединений и наплавки. — М. ЦНИИатоминформ, 1992.— 35 с. [c.358]
Основы технологии заготовительных сборочных и сварочных операций не зависят от категорий трубопроводов. Отнесение трубопровода к определенной категории связано с выбором и условиями использования основного металла, а такнге с указаниями о методах контроля сварных соединений. [c.406]
Эскиз № 3 к разделу 8. Данные о иеразрушающем контроле сварных соединений [c.254]
Шахматов М.В., Ерофеев R.3., Коваленко в.в. Работоспособность и неразрушающий контроль сварных соединений с дефектами. — Челябинск ЦН-ТИ, 2000.- 227 с. [c.263]
Ультразвуковой контроль сварных соединений. Ультразвуковой метод наряду с просвечиванием рентгеновскими и гамма-лучами является одним из основных приемо-сдаточных методов контроля качества сварных соединений химнефтеаппаратуры, предусмотренных Правилами Госгортехнадзора и ОСТ 26-291—71.[c.26]
Широкому внедрению ультразвукового метода контроля на заводах отрасли способствовало создание НИИмостов совместно с НИИхиммашем, ЦНИИТМАШем и другими организациями ГОСТ 14782—69 Швы сварных соединений. Методы ультразвуковой дефектоскопии . В настоящее время в химическом и нефтяном машиностроении ультразвуковым методом осуществляется 100%-ный. контроль сварных соединений наиболее ответственной аппаратуры. Основным его преимуществом перед радиационными методами является более надежное выявление опасных дефектов типа трещин и тонких непроваров, высокая производительность и меньшая стоимость. Ниже рассматриваются основные особенности методики ультразвукового контроля сварных швов химической и нефтехимической аппаратуры из углеродистых, низколегированных, нержавеющих сталей и биметаллов. [c.27]
Когда пропускная способность камеры не позволяет провести весь объем контроля или ее габариты не позволяют разместить в ней изделие, то просвечивание производят в цехе с применением специальных мер защиты окружающего персонала от облучения ионизирующими излучениями. В цеховых условиях контроль сварных соединений сосудов производят обычно или импульсными рентгеновскими аппаратами, или гамма-дефектоскопами. Краткие технические и эксплуатационные характеристики универсальных шланговых гамма-дефектоскопов типа Гаммарид приведены в табл. 17. Перемещение дефектоскопа производят с помощью тележки, на которую крепят радиационную головку, соединительный шланг, пульт управления, ампулопровод и т. п. [c.111]
Допустимые дефекты категории сварных швов
ГОСТ. Дефекты и контроль качества сварных соединений
Нарушение требований, установленных нормативными документами при сварке плавлением, приводит к образованию брака. ГОСТ 30242-97 разделяет дефекты сварных соединений на шесть групп. Их тоже нужно знать правильно.
Трещины: разновидности, причины их образования
Трещиной называют несплошность, возникающую в результате внезапного охлаждения или воздействия нагрузок.Вид этого дефекта, который можно обнаружить только оптическими приборами при увеличении не менее пятидесяти раз, называется микротрещиной.
Продольные трещины расположены вдоль сварного шва и могут располагаться:
в металле шва;
в основном материале;
на границе плавления;
в области температурного воздействия.
Продольная трещина
Трещины в основном металле, вызванные высокими напряжениями, называются скрытыми. Внешне они напоминают лестницу.Этот дефект присущ сварным соединениям значительной толщины. Высокое напряжение вызвано слишком жесткими соединениями или неправильным выбором технологии сварки. Снижение сварочных напряжений снижает вероятность появления скрытых продольных трещин.
Конфигурация продольных трещин определяется линиями сплавления сварного шва и основного металла.
Эти трещины делятся на:
горячие, причиной их возникновения является высокотемпературная хрупкость сплавов;
холодные — возникают при медленном разрушении металла.
Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать как в основном материале и металле сварного шва, так и в зоне температурного воздействия.
Радиальные трещины расходятся в одной точке и иначе называются звездообразными. Их расположение аналогично локализации поперечных трещин. Причины образования поперечных и радиальных трещин те же, что и у продольных.
В месте отрыва дуги на поверхности шва образуется впадина.Возникающие в этом месте дефекты называют трещинами в кратере. Они делятся на продольные, поперечные, звездчатые. Конфигурация этого дефекта определяется: микроструктурой зоны сварного соединения, фазовыми, термическими и механическими напряжениями.
Если возникает группа не связанных между собой трещин, то они называются отдельными. Места и причины их возникновения аналогичны этим характеристикам поперечных и радиальных трещин.
Если из одной трещины образуется группа трещин, то такой брак называется разветвленной трещиной.Их расположение — основной материал, металл шва, зона теплового воздействия. Причины возникновения те же, что и у продольных трещин.
Поры: их форма, расположение и причины
Дефекты сварных соединений и стыки в виде полостей в сварном соединении называются порами. Эти полости заполнены газом, который не успел выделиться.
Различают следующие типы пор:
Газовая полость — это образование произвольной формы, не имеющее углов, образовавшееся за счет газов, не успевших покинуть расплавленный материал.
Газовой порой называется газовая полость, имеющая сферическую форму.
Группа газовых пор, которая расположена в металле шва, называется равномерно распределенной пористостью.
Скопление пор — это три или более газовых полостей, расположенных близко друг от друга на расстоянии, не превышающем тройного диаметра максимальной поры.
Цепочка пор — это серия газовых полостей, расположенных вдоль сварного шва, расстояние между которыми не превышает трех диаметров самой большой поры.
Если дефект представляет собой неоднородность, вытянутую вдоль оси сварного шва и имеющую высоту, которая намного меньше длины, то это называется удлиненной полостью.
Свищем называют трубчатую полость, которая располагается в металле сварного шва. Свищ возникает в результате выделения газа. Его форма и положение определяются источником газа и режимом закалки. Как правило, свищи образуют грозди в виде елей.
Газовая полость, нарушающая целостность поверхности сварного соединения, называется поверхностной порой.
Если во время закалки из-за усадки образуется полость, она называется термоусадочной оболочкой. Термоусадочная оболочка, расположенная на конце ролика и не свариваемая на последующих проходах, называется кратером.
Поры — дефекты сварных соединений, фото которых приведено ниже, возникают из-за наличия вредных примесей как в основном металле, так и в присадочном металле. Поры могут образоваться из-за ржавчины и других загрязнений, которые не были удалены перед сваркой с краев материала, повышенного содержания углерода, высокой скорости процесса сварки, нарушения защиты сварочной ванны.Наиболее частая причина образования пор — влажное покрытие плавящегося электрода.
Наличие одиночных пор не опасно, но их цепочка может отрицательно сказаться на прочностных характеристиках сварного соединения. Участок сварного шва, пораженный данными дефектами, переваривают, предварительно механически очистив его. Поры и шлаковые включения
Типы твердых включений в сварном шве
Твердые инородные включения, как металлические, так и неметаллические по своей природе, имеющие хотя бы один острый угол в своей конфигурации, являются недопустимыми дефектами сварного соединения, поскольку они играют роль концентраторы напряжений.Дополнительная опасность этих дефектов заключается в том, что они не видны снаружи. Их можно обнаружить только методами неразрушающего контроля. Шлаковые включения в сварном шве
Твердые включения делятся на следующие типы:
Шлаковые включения — это шлаки, попавшие в сварной шов. В зависимости от условий, в которых они формировались, они бывают линейными, разомкнутыми и др. Причины их образования — высокие скорости процесса сварки, загрязненные кромки, многослойная сварка, если швы между слоями плохо зачищены. Форма этих дефектных включений очень разнообразна, поэтому они могут быть намного опаснее круглых пор.
Флюсы, используемые для защиты металла от окисления, вызывают образование флюсовых включений. А также флюсовые включения шлака делятся на линейные, разъединенные и другие.
Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металла, вырывание горячего сварочного стержня из зоны защиты, неправильная подготовка кромок — слишком сильная их матовость.
Частицы сторонних металлов — вольфрама, меди и др. Образуют металлические включения. Причиной их образования может быть эрозия вольфрамового электрода или случайное попадание металлических частиц извне, а также при использовании медной стружки для зажигания.
Отсутствие плавления и отсутствие проплавления: причины
Отсутствие плавления и отсутствие плавления
Дефекты — отсутствие плавления и непровара — это отсутствие соединения основного материала и свариваемого металла.
Неплавление происходит при высоких скоростях процесса сварки и силе тока более 15000С. Для предотвращения неплавления необходимо снизить скорость сварки, сократить временной промежуток между формированием и заполнением канавок, тщательно очистить зону сварки от масел и загрязнений. Неплавление может быть расположено:
в корне сварного шва;
сбоку;
между роликами.
Непровар возникает из-за неспособности расплавленного металла достичь корня шва.Причин непровара может быть несколько:
недостаточный сварочный ток;
электрод движется слишком быстро;
увеличенная длина дуги;
слишком маленький угол скоса;
перекос свариваемых кромок;
недостаточный зазор между краями;
неправильно выбран — увеличен — диаметр электрода.
попадание шлака в зазоры между кромками;
Неадекватный выбор полярности для данного типа электрода.
Непровар — очень опасный и недопустимый сварочный дефект.
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы шва относятся следующие дефекты:
Сплошные поднутрения — представляют собой сплошные углубления, расположенные на внешней стороне шва. сварной шов. Если поднутрения расположены со стороны корня одностороннего шва и образуются из-за усадки по границе, их называют усадочными канавками.Подрезы — это широко распространенные дефекты поверхности, которые возникают из-за слишком высокого напряжения дуги при сварке угловых швов или из-за неточного ведения электрода. В этом случае одна из кромок оплавляется более глубоко, из-за чего металл капает на горизонтальную часть. Металла не хватает для заполнения бороздок. При сварке стыковых соединений поднутрения образуются редко. Если скорость сварки и напряжение дуги слишком велики, как правило, возникают двусторонние подрезы. Дефект такого же типа получается при автоматической сварке в случае увеличения угла резания.
Превышение выпуклости стыкового или углового шва — это превышение наплавленного металла на лицевой стороне сварных швов сверх установленного значения.
Если на тыльной стороне стыкового шва находится избыток наплавленного металла сверх указанного значения, то такой дефект называется избытком расплава. Сорт — местный избыток таяния.
Если избыток металла шва стекает на основной металл, но не плавится вместе с ним, то такой дефект называется наплавкой.
Линейное смещение возникает, если свариваемые поверхности параллельны, но не находятся на одном уровне.
Угловая — это смещение между двумя поверхностями при их расположении под углом, отличным от необходимого.
Natek изготавливается из металла шва, который оседает под действием силы тяжести. Natek формируется в горизонтальном, потолочном, нижнем положениях сварки, в угловом стыке и стыковом шве внахлест.
При горении металл сварочной ванны вытекает, образуя сквозное отверстие.Причиной ожога может стать загрязнение поверхности основного металла или электрода.
Неполное заполнение режущих кромок происходит из-за недостаточного количества присадочного материала.
Если в угловом соединении одна ножка значительно больше другой, то возникает дефект чрезмерной асимметрии.
Неравномерная ширина шва.
Неровная поверхность — это неравномерная форма армирования шва по его длине.
Вогнутость корня шва — неглубокая бороздка на стороне корня шва, образовавшаяся из-за усадки.
Из-за появления пузырьков в период застывания металла в корне шва образуется пористость.
Продление. Этот дефект представляет собой локальную шероховатость поверхности в зоне возобновления сварочного процесса.
Прилив и подрез
Прочие дефекты сварных швов
Все дефекты сварных швов и соединений, не перечисленные выше, классифицируются как «прочие». К ним относятся следующие виды дефектов:
Случайная дуга.В результате случайного горения дуги происходит локальное повреждение поверхностного слоя основного металла, прилегающего к области сварного шва.
Металлические брызги — это капли, которые образуются из сварочного или присадочного металла в процессе сварки. Они прилипают к поверхности охлаждаемого металла сварного шва или основного металла, находящегося в зоне термического влияния.
Вольфрамовый спрей — создается частицами вольфрама, выброшенными из расплавленного электрода на основной металл или сварной шов.
Царапины на поверхности — это дефекты, возникающие из-за удаления временно приваренного приспособления.
В процессе обработки образуется утонение металла. Толщина металла имеет значение меньше допустимого.
Допустимыми дефектами сварных соединений являются отклонения, наличие которых не снижает эксплуатационных свойств сварного соединения и их наличие допускается нормативной документацией. Все остальные дефекты, как правило, устраняют сваркой. Не допускается исправление качества сварки более двух раз, так как может произойти перегрев или подгорание металла.
Сегодня сварка используется повсеместно для соединения различных металлических деталей. Его успешно используют как в промышленности, так и в бытовых условиях. называется неразъемным соединением деталей сваркой. В результате этого образуются различные секции, которые характеризуются определенным набором свойств. Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны давно. Их следует избегать в процессе.
Сварка используется для соединения металлических деталей в промышленных и бытовых условиях.
Характеристики и виды сварных соединений
Прежде чем начать разговор о дефектах сварных соединений, стоит подробнее рассказать об их основных типах и характеристиках. Принцип сварки довольно прост. Расплавленный металл образует шов, который кристаллизуется. Частично расплавленный материал составляет зону плавления. Вблизи этой зоны образуется одна, в которой нагретый металл испытывает дополнительные напряжения.Это называется зоной термического влияния. После этого идет основной металл. Его структура и свойства не меняются в процессе работы.
Классификация сварных швов по положению в пространстве.
Существует несколько основных типов сварных соединений. Самыми распространенными среди них являются стык, нахлест, тройник и уголок. Все они различаются между собой монтажом основных материалов, расположением шва. На качество шва напрямую влияет множество факторов.Могут образовываться как внутренние, так и внешние дефекты. На качество швов напрямую влияет степень загрязнения соединяемых металлов.
Здесь могут присутствовать самые разные оксиды, жирные пленки и т. Д. Поэтому свариваемые поверхности перед работой необходимо очистить. Кстати, в процессе их выполнения необходимо бороться с оксидами, образующимися на поверхности. В любом случае от отсутствия дефектов зависит прочность окончательного соединения. Шов иногда может иметь такую же прочность, как и основной материал, но этого довольно сложно добиться.
О дефектах сварных соединений
Как отмечалось ранее, дефекты сварных соединений могут быть самыми разнообразными. О них нужно помнить в процессе работы. Если человек имеет по ним базу знаний, то он сможет сваривать детали, у которых будут идеальные швы. Это то, к чему нужно стремиться.
Таблица основных видов сварных соединений.
Подрезка. Это один из видов дефектов сварных соединений. Это бороздка, которая образуется в месте сплавления основного металла и шва.Чаще всего такие дефекты появляются при наличии больших сварочных ванн. Это означает, что из-за использования больших индикаторов тока расплавляется большое количество металла.
Наплавка. Этот дефект характеризуется тем, что происходит утечка наплавленного материала на основной металл. Очень неприятный недостаток.
Непробиваемость. Такой дефект сварных соединений может возникнуть в тех случаях, когда на стыках элементов конструкции образуется недостаточное расплавление основного металла. Это место чаще всего заполнено шлаком, который в силу своей структуры образует в швах пористость и пустоты. Это недопустимо. Конструкция сразу теряет свои свойства. При использовании дуговой сварки отсутствие плавления может быть результатом использования недостаточного тока. Это один из самых опасных дефектов. Связано это в первую очередь с тем, что в этом месте начинают формироваться дополнительные напряжения при последующей эксплуатации конструкции. Это очень часто приводит к его быстрому разрушению. Этот дефект можно устранить. Для этого выявляется непровара, а затем выполняется наплавка на сложных участках.
Трещины. Это частичное разрушение материала на шве или на участке, который находится рядом с ним. Они могут образоваться по нескольким причинам. Если говорить о процессе, когда металл еще горячий, то трещины появляются в результате кристаллизации металла. В твердом состоянии с ним также могут происходить различные структурные превращения. Это вторая причина появления подобных дефектов.
Механизм горячего растрескивания достаточно прост. Во время сварки металл нагревается. После того, как источник тепла устранен, он начинает постепенно остывать. Конечно, начинают формироваться и зоны кристаллизации. Они начинают плавать среди еще расплавленного металла. Если бы не было микрозон, допускающих взаимодействие горячего и холодного материала, то все сварные соединения имели бы дефекты. Однако этого не происходит. Таким образом, можно предположить, что чем выше интервал кристаллизации, тем больше вероятность появления горячих трещин.Углерод напрямую влияет на этот показатель. Вот прямая корреляция. Чем больше углерода в стали, тем шире становится интервал кристаллизации.
На шве могут образоваться холодные трещины. Они появляются при охлаждении материала до температуры примерно 200-300 градусов Цельсия. Они могут появиться не сразу, что делает их более опасными. Появление холодных трещин связано с тем, что в материале начинают проявляться различные структурные превращения из-за различных химических превращений. Здесь есть прямая зависимость от количества углерода в материале. Чем он больше, тем больше вероятность появления холодных трещин. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует возможность получить сварное соединение, не отличающееся от основных материалов.
Поры. Эти дефекты сварных соединений встречаются довольно часто. Поры — это пустоты, заполненные газом. Они могут иметь микроскопические размеры, а также могут образовывать дефекты в конструкции размером в несколько миллиметров. При этом чаще всего они образуются на стыках шва с основным материалом. На этот дефект влияет множество параметров.
Самым важным из них является концентрация газа в варочной ванне. При плавлении металла выделяется газ.Этот процесс нельзя предотвратить. Окись углерода не может растворяться в железе, соответственно она выделяется в виде пузырьков.
Включения неметаллические. Сами дефекты сварных соединений связаны с попаданием инородных включений в структуру шва в результате работы.
Трещины в сварном шве.
Таких вкраплений огромное множество. Например, шлак может образоваться в результате недостаточной очистки соединяемых материалов.
Причиной их может быть недостаточно полное удаление шлака при многослойной сварке. При работе, проводимой плавлением, в шве образуется материал, который по физико-химическим свойствам отличается от основного металла. В связи с этим также могут образоваться подобные дефекты. Посторонние включения могут быть самыми разнообразными.
Исследование дефектов
Дефект сварки — поры, это заполнение пустот газами.
Конечно, если есть дефекты в различных сварных соединениях, то их необходимо изучить.Для этого часто используется макроанализ. Он заключается в том, что структура металла изучается невооруженным глазом или через лупу. В отличие от микроскопического анализа, макроанализ не позволяет правильно изучить структуру материала. Его основная задача — контроль качества соединяемых деталей в процессе сварки. Он позволяет определить тип перелома, фиброзную структуру, нарушения сплошной структуры и так далее. Для проведения такого анализа необходимо подвергнуть исследуемую деталь травлению специальными элементами и обработке на шлифовальных станках.Этот образец называется макросом. На его поверхности не должно быть неровностей или посторонних включений, в том числе масляных.
Все те дефекты, которые были описаны выше, хорошо поддаются изучению и обнаружению с помощью макроанализа.
Для выявления структуры материала чаще всего используются методы травления поверхности.
Виды наплывов в швах.
Этот подход лучше всего подходит для низкоуглеродистых и среднеуглеродистых сталей.Подготовленный заранее макросрез необходимо погрузить в реагент вместе с анализируемой деталью. При этом его поверхность необходимо протирать спиртом. В результате взаимодействия элементов происходит химическая реакция. Он позволяет вытеснить медь из раствора. Происходит подмена материалов. В результате на поверхности зонда осаждается медь. Травлению подвергаются те места, где медь не полностью ложится на основной материал. Эти места содержат какие-либо дефекты.После этого образец извлекается из водного раствора, сушится и очищается. Все эти действия нужно производить как можно быстрее, чтобы не произошла реакция окисления. В результате можно определить те участки, где имеется большое количество углерода, серы и других материалов.
Офорт участков, содержащих эти материалы, не то. В местах с высокой концентрацией углерода и фосфора медь на поверхности не выделяется интенсивно. Здесь минимальная степень защиты металла.В результате эти участки подвергаются наибольшему травлению. В результате реакции эти участки окрашиваются в более темный цвет. Лучше использовать этот метод для сталей, содержащих минимальное количество углерода. Если ее будет много, то удалить медь с поверхности образца будет очень сложно.
Виды поднутрений в швах.
Существуют и другие методы макроанализа структуры материалов сварного соединения. Например, для определения количества серы часто используется метод фотопечати.При этом фотобумагу увлажняют и некоторое время выдерживают на свету. После этого его просушивают между листами фольги. Раствор, в который он изначально помещен, содержит определенное количество серной кислоты. Тогда, конечно же, эта бумага равномерно ложится на макросрез.
Разгладить валиком так, чтобы полностью исключить все его деформации. Все пузырьки воздуха, которые могут остаться между фотобумагой и металлом, должны быть полностью удалены. Только в этом случае исследование будет объективным.В таком положении его нужно держать примерно 3-10 минут. Время зависит от начальной толщины зонда, а также других факторов.
Виды непровара.
Включения серы, находящиеся в осажденном металле, обязательно вступят в реакцию с кислотой, осажденной на поверхности фотобумаги. В очагах выделения сероводорода образуется вещество, называемое фотоэмульсией. Области сульфида серебра, которые образуются в результате реакции, ясно показывают распределение серы в металле.
Конечно, на бумаге эти направления будут соблюдаться. Фотобумагу, которая использовалась для эксперимента, необходимо промыть, а затем выдержать в растворе гипосульфита. После этого его снова промывают в жидкости и сушат. Если в сварном шве присутствуют включения фторида, они обязательно будут выделяться в виде участков темного цвета.
Подведение итогов
Таким образом, в настоящее время существует множество методов обнаружения дефектов сварных соединений. У всех есть конкретная цель.Каждый метод позволяет узнать, сколько в структуре шва содержится того или иного материала, который может негативно повлиять на его структуру.
Помимо методов макроанализа, в последнее время довольно часто внедряются методы микроанализа. У них та же цель, что и у предыдущих. Однако дополнительно можно изучить структуру материала. Здесь работа ведется на молекулярном уровне структуры кристаллической решетки.
Все отклонения от технологических параметров, вызванные халатностью, неисправностью и внешними причинами, часто не зависящими от сварщика, могут привести к дефектам сварного шва и приподнятой зоне, попадающей в зону термического влияния.К дефектам также приводят нарушения технологических приемов самого процесса сварки, а также плохая подготовка, неисправность оборудования, отклонения от норм качества сварочных материалов, влияние погодных условий, низкая квалификация сварщика.
Возникновение дефектов часто связано с металлургическими и термическими явлениями, возникающими при формировании сварочной ванны и ее кристаллизации (горячие и холодные трещины, поры, шлаковые включения и т. Д.; Эти дефекты снижают прочность и надежность сварного соединения. , его герметичность и коррозионная стойкость.Все это может существенно повлиять на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение.
Дефекты сварных швов бывают внешними и внутренними.
Наружные дефекты сварного шва
К внешним дефектам сварных швов (рис. 1) относятся нарушение размеров и формы сварного шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного шва.
Нарушение формы и размеров сварного шва чаще всего вызвано колебаниями напряжения в электрической сети, неосторожностью или низкой квалификацией сварщика, проявляющейся в неправильном выборе режимов, неточном направлении электрода и способа его перемещения.Дефекты проявляются в неодинаковой ширине шва по его длине, в неровности ветви угловых швов, чрезмерной выпуклости и резких переходах от основного металла к шву. Отклонения от размера и формы сварного шва, проявляющиеся в угловых швах, связаны с неправильной подготовкой кромок, неравномерной скоростью сварки, а также с несвоевременным контрольным замером шва. При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки на подающих роликах и нарушением режима сварки.
Отсутствие проплавления — локальное отсутствие проплавления между свариваемыми элементами, между основанием и наплавленным металлом или отдельными слоями сварного шва при многослойной сварке. Причины неплавления — плохая подготовка свариваемых кромок (окалина, ржавчина, небольшой зазор, чрезмерное притупление и т. Д.), Высокая скорость сварки, смещение электрода от оси стыка, недостаточная сила тока. В результате непровара уменьшается поперечное сечение шва и возникает локальная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения.При вибрационных нагрузках даже небольшие дефекты могут снизить прочность соединения до 40%. Большие дефекты корня шва могут снизить прочность до 70%. Поэтому, если непровар превышает допустимое значение, участок шва необходимо удалить с последующим вывариванием.
Поднутрение — дефект, наиболее часто встречающийся при сварке. Он выражается в выемке по линии сплавления сварного шва с основным металлом. В результате подрезов происходит локальное уменьшение толщины основного металла, что приводит к снижению прочности.Подрезка особенно опасна в случаях, когда она расположена перпендикулярно рабочему напряжению. Подрез обычно возникает, когда напряжение дуги увеличивается с увеличением скорости сварки, когда одна из кромок оплавляется глубже, жидкий металл течет в горизонтальную плоскость и его недостаточно, чтобы заполнить канавку. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный нагрев, плавление и стекание металла на горизонтальной полке.В стыковых швах при сварке на больших токах и неправильном положении присадочного материала образуются подрезы. Подрезание может привести к увеличению углов режущих кромок. Этот дефект выявляется визуально и при отклонениях выше установленной нормы будет переварен с предварительной очисткой. Допустимыми можно считать короткие пропилы, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок. В конструкциях, работающих на выносливость, подрезы недопустимы.
Influx — проявляется в виде подтекания металла шва на поверхность основного металла без сплавления с ним. Наплывы резко меняют форму швов и тем самым снижают долговечность конструкции. Причиной этого дефекта может быть пониженное напряжение дуги, наличие накипи на свариваемых кромках, медленная сварка, когда появляется избыток расплавленного присадочного металла. Чаще всего провисание возникает при сварке горизонтальных швов на вертикальной плоскости. При сварке кольцевых поворотных соединений может возникнуть провисание при неправильном расположении электрода относительно оси шва.Длительные наплывы недопустимы.
Прожиг — сквозное проплавление обычно происходит из-за большого тока при низкой скорости сварки. Проявляется в виде сквозного отверстия в сварном шве, которое возникает в результате негерметичности сварочной ванны. При многослойной сварке прожог происходит при первом проходе шва. Причины прогорания могут быть — завышенный зазор между свариваемыми кромками, недостаточная толщина футеровки или ее неплотное прилегание к основному металлу, что создает предпосылку негерметичности сварочной ванны.При внезапном прекращении подачи защитного газа может произойти выгорание. При сварке соединений поворотных колец ожоги возникают из-за неправильного положения электрода относительно зенита. Дефект выявляется визуально и после предварительной очистки переваривается. Ожоги вызваны попаданием жидкого металла в области за пределами сварного шва.
Кратер не определился — дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги по окончании сварки. В полостях кратеров может происходить ослабление усадки, часто переходящее в трещины.Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке в местах разрыва сварочного шва может образоваться кратер. Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их очищают и заваривают.
Поверхностное окисление — окалина или оксидная пленка на поверхности сварного шва. Окисление поверхности зависит от плохой защиты сварочной ванны, качества подготовки свариваемых кромок, неправильной регулировки подачи защитного газа, его состава, большого вылета электрода.
Свищ — воронкообразное углубление в сварном шве, развивающееся из раковины или крупной поры. Причина развития свища чаще всего — плохая подготовка поверхности и присадочной проволоки к сварке. Дефект выявляется визуально и подлежит перевариванию.
Внутренние дефекты сварного шва
Трещины бывают горячими и холодными (рис. 2). Трещины могут быть как внешними, так и внутренними. Это наиболее опасные дефекты сварного соединения, часто приводящие к его разрушению.Они появляются в виде щели в сварном шве или на прилегающих участках. Изначально трещины образуются с очень маленьким раскрытием, но под действием напряжений их распространение может быть сопоставимо со скоростью звука, в результате чего конструкция разрушается. Причины появления трещин — высокие напряжения, возникающие при сварке. Чаще всего трещины возникают при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100-1300 ° С из-за резкого снижения пластических свойств и развития деформаций растяжения. Горячие трещины возникают на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массе шва, так и в зоне термического влияния.Горячие трещины могут распространяться как по шву, так и по нему. Они могут быть внутренними или поверхностными.
Холодная трещина — возникают при температуре ниже 120 ° С, то есть сразу после остывания сварного шва. Кроме того, по прошествии длительного времени могут образоваться холодные трещины. Причина появления холодных трещин — сварочные напряжения, возникающие при фазовых превращениях, приводящие к снижению прочностных свойств металла. Причиной появления холодных трещин может быть растворенный атомарный водород, который не успел выделиться при сварке.Причинами попадания водорода могут служить незапечатанные швы или сварочные материалы, нарушения защиты сварочной ванны.
Поры — представляют собой полость внутри шва, заполненную не успевшим выделиться газом (в первую очередь водородом). Они могут быть круглыми или удлиненными, а их размер зависит от размера пузырьков образующихся газов. Поры могут быть одиночными или образовывать целую цепочку вдоль сварного шва. Основными причинами появления пор являются: наличие в основном или присадочном металле вредных примесей, ржавчины или других загрязнений, не удаленных со свариваемых кромок перед сваркой.Высокое содержание углерода также способствует появлению пор. Поры могут появиться при нарушении защиты сварочной ванны, повышении скорости сварки. Основная причина появления пор при сварке плавящимся электродом — влажное покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок шва, в котором имеются поры, подлежит перевариванию путем предварительной механической очистки.
Шлаковые включения — это дефекты сварного шва, выражающиеся в наличии полостей, заполненных шлаком, которые не успели выйти наружу.Образование шлаковых включений происходит при плохой подготовке свариваемых кромок и присадочного материала, чрезмерной скорости сварки или плохой защите ванны. При сварке в защитных газах включения шлака встречаются редко. Включения шлака могут иметь размер до нескольких десятков миллиметров и поэтому очень опасны. Участок шва, на котором включения шлака превышают допустимые нормы, подлежит вырубке переварке.
Включения вольфрама — возникают при нарушении защиты сварочной ванны при сварке неплавящимся вольфрамовым электродом.Кроме того, включения вольфрама возникают при коротких замыканиях или высокой плотности тока. Включения вольфрама особенно распространены при сварке алюминия и его сплавов, в которых вольфрам не растворяется.
Включения оксидные — образуются в результате образования труднорастворимых тугоплавких пленок. Чаще всего они возникают из-за значительного загрязнения поверхности или при нарушении защиты сварочной ванны. Оксидные включения, являясь слоем в сварочной массе, резко снижают прочность сварного соединения и могут привести к его разрушению под действием нагрузки, прилагаемой в процессе эксплуатации.
При сварке, как и при любых других методах обработки металла, не исключены дефекты сварных швов, образовавшиеся по разным причинам.
Перечень факторов, влияющих на качество сварного соединения, очень обширен, однако основной причиной дефектов являются неконтролируемые химические процессы, протекающие на пограничных участках зоны сварного шва.
Дефекты могут быть вызваны кристаллизацией металла, его химической неоднородностью, а также взаимодействием расплавленной массы с твердым материалом деталей или с окружающими газами и шлаками. Еще одна причина появления дефектов (в частности трещин) — нежелательные напряжения в зоне сварки.
Характер отклонений сварных соединений от нормы (дефектов) зависит от. Это связано с технологическими особенностями того или иного процесса.
Отличие достаточно ярко проявляется во всех основных ее видах, а именно в электродуговой обработке металла, контактной сварке листовых заготовок и, наконец, в газовой сварке.
Электродуговый метод
К основным причинам образования дефектов можно отнести два основных фактора.Это химические реакции, приводящие к нарушению структуры шва, а также к серьезным отклонениям от существующих технологий.
Дефекты сварки, возникающие во втором случае, чаще всего проявляются в виде прожогов, непровара и нарушения геометрических размеров сварного шва или трещин, возникающих после остывания материала.
Процесс образования холодных трещин при сварке объясняется недопустимыми механическими напряжениями на шовном соединении. Подобные отклонения от нормальной структуры шва чаще всего наблюдаются при сварке углеродистых (легированных) сталей, а также большинства изделий из чугуна.
В целом в теории электродуговой сварки рассматриваются самые разные нарушения структуры сварного соединения. К таким дефектам, помимо так называемого «холодного» растрескивания, относят «горячие», макроскопические и микротрещины.
Все вышеперечисленные отклонения от нормы со временем приводят к расширению зоны воздействия дефекта и случайному разрушению дефектно сварной конструкции.По этой причине повышенное внимание уделяется изучению качества сварных швов, образующихся при дуговой сварке.
Газовая сварка
Основные причины дефектов, возникающих при газовой сварке, чаще всего те же, что и в перечисленных выше случаях, относящихся к другим категориям сварки.
Это те же нарушения в технологии подготовки заготовок перед сваркой и ошибки, допущенные при формировании шва (например, из-за использования нестандартных расходных материалов).
Поэтому во избежание дефектов газовой сварки особое внимание уделяется грамотному выбору правильного режима сварки, а также уровню квалификации подрядчика.
По наличию выявления нарушений при газовой сварке все известные дефекты делятся на поверхностные и скрытые. К первой категории относятся типичные непровара, значительные по размеру прогибы, а также вогнутости, надрезы и кратеры, образующиеся на основании (в корне шва).
Сюда также входят недопустимое смещение линии стыка (неправильная резка), резкие изменения толщины и поверхностные трещины.
К скрытым и, как правило, трудно обнаруживаемым дефектам газовой сварки относятся внутренние пористые образования, микроскопические газовые каналы, а также шлаковые и оксидные включения.
Этот список можно продолжить такими часто встречающимися нарушениями в структуре свариваемых деталей, как незначительное проплавление между слоями и внутренние микротрещины.
Метод точечного контакта
К дефектам контактной сварки принято относить следующие визуально различимые (внешние) нарушения структуры соединений:
трещины наблюдаются невооруженным глазом;
точечных ожогов;
внешние брызги;
металл ломается с поверхностным проявлением структуры;
нарушения в контактной форме и многие другие.
Основными причинами появления таких отклонений в структуре контактов являются неправильная установка параметров (амплитуды или длительности) импульсного тока, недостаточное усилие при сжатии электродов.
Дефекты вызваны плохой подготовкой обрабатываемых поверхностей перед сваркой, близостью точки контакта к краю точечного соединения.
Среди других причин — недостаточное перекрытие деталей, недопустимое перекос шарнирных деталей, износ электродов и многое другое.
Основным скрытым дефектом контактной сварки является «прилипание» листовых заготовок, при котором между ними образуется только внешне чистый внешний контакт. Этот дефект может возникать не только при сварке под давлением, но и при других известных типах точечной сварки.
Визуально обнаружить дефектный пласт этого типа обычными методами физического контроля практически невозможно. Предотвратить это возможно только при строгом соблюдении технологии и поддержании в норме основных параметров сварочного процесса (амплитуды и длительности импульсного тока, а также необходимого усилия сжатия).
Коррекция и профилактика
Наличие дефектов при любом виде сварки не всегда приводит к непоправимому результату и браку заготовки. Существует определенный набор технологических нарушений или отклонений от нормы, которые можно исправить сразу после завершения процесса.
Самый простой и принципиальный способ исправить любой дефект при сварке — это вырезать бракованный участок и заново заварить его (конечно, с учетом обнаруженной неисправности).Для устранения или исправления ряда дефектов вполне достаточно отрегулировать положение рабочего инструмента с электродом.
При использовании данной техники следует помнить, что сварка методом «подъема» способствует перераспределению расплавленного металла в зоне ванны, а работа методом «углом вперед» позволяет уменьшить глубину проплавления.
Так как исправление брака потребует дополнительных затрат, желательно организовать процесс сварки таким образом, чтобы исключить необходимость повторных работ.
Одним из наиболее эффективных способов предотвращения дефектов является добавление одного из компонентов при сварке в защитной среде, что позволяет увеличить коэффициент заполнения сварного шва и предотвратить возможные подрезы.
Для повышения текучести жидкого металла, обеспечивающего заполнение корневой части шва, достаточно предварительно нагреть место сварки до определенной температуры с помощью специальных добавок (флюсов).
Часто удается добиться желаемого эффекта за счет увеличения силы тока.В то же время тщательная очистка свариваемых кромок и удаление с их поверхности оксидных пленок также снижает вероятность нарушения режима сварки.
Растрескивание
Для устранения холодных трещин применяется метод их повторной сварки с ограниченным расширением зоны дефекта с обеих сторон (подготовка специальных «ловушек»).
Такие ловушки выполняются в виде небольших отверстий, просверленных на расстоянии около 1,5 см от краев пласта, которые могут замедлить или полностью остановить его рост.
Ремонт трещин предполагает определенный порядок операций с учетом необходимости тщательной подготовки к повторной сварке. На этом этапе подготовленные под реставрацию кромки сначала обрезаются под углом 60 °.
Для проведения этой операции используется либо обычное долото, либо специальный режущий электрод, с помощью которого края пропила полностью очищаются от всех образований и неровностей, мешающих сварке.
Просверленные ранее ограничительные отверстия-ловушки удалять не нужно.
Наличие сварочных дефектов, как правило, приводит к снижению прочностных характеристик подготовленного соединения и, как следствие, к нарушению работоспособности конструкции (повышению ее аварийности). Именно поэтому вопросу обнаружения и исправления дефектов всегда уделяется особое внимание.
10 минут на чтение
Неважно, какую технологию вы выбрали для сварки. Дефекты могут возникнуть в любом случае как во время, так и во время сварки.Появление дефектов связано либо с неопытностью сварщика, либо с неправильно выбранным режимом сварки, либо с недостаточно тщательным контролем качества.
Поэтому важно не допускать дефектов и проводить контроль качества сварных соединений после каждой сварочной операции. В этой статье мы подробно расскажем, какие бывают распространенные дефекты сварных швов. И какие методы контроля можно использовать для их обнаружения.
Любой опытный сварщик скажет вам, что существует множество типов дефектов сварных швов.Их можно разделить на две категории — внешние и внутренние. Внешние дефекты сварных швов можно обнаружить непосредственно на поверхности шва с помощью специального инструмента (например, лупы) при хорошей видимости. Внутренние дефекты сварных швов визуально не видны, поэтому для их обнаружения необходимо использовать специальные методы контроля качества. О них поговорим ближе к концу. А пока недочеты.
В рамках данной статьи мы не будем перечислять все возможные дефекты, а только самые распространенные.Итак, ниже представлена наша краткая классификация дефектов сварных швов.
Отсутствие проплавления
Отсутствие проплавления сварного шва — один из самых распространенных дефектов среди новичков. Это небольшой участок с недостаточно сваренным металлом. Основные причины образования неплавления — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
У новичков неплавление образуется, если была выполнена неправильная или сварка была проведена слишком быстро.Как несложно догадаться, чтобы не допустить неплавления шва, нужно выбрать оптимальный режим сварки, готовить не слишком быстро и на короткой дуге.
Подрезка
Если вы когда-либо делали тройник или шов внахлест, вы могли заметить небольшие углубления по бокам сварного шва. Это поднутрения. Частая причина недорезов — слишком быстрая сварка или неправильно подобранное напряжение сварочной дуги. Также иногда возникают подрезы из-за слишком длинной дуги.
Некоторые новички спрашивают: «Допускаются ли подрезы при сварке?» Да, но только в очень сложных конструкциях, где невозможно избежать подрезов.В таких ситуациях поднутрения называют просто «допустимыми дефектами сварного шва». В остальных случаях это недопустимые дефекты.
Influx
Наплыв в сварном шве в 95% случаев указывает на то, что вы неправильно настроили или недостаточно тщательно очистили кромки. Очевидно, что для предотвращения образования дефекта необходимо правильно отрегулировать силу сварочного тока и немного увеличить напряжение дуги.
Прожиг
Прочный шов — это сквозное отверстие в сварном шве, которое можно обнаружить невооруженным глазом.Ожоги образуются из-за медленной сварки. Слишком высокая температура сосредоточена в одном месте, и металл плавится больше, чем следовало бы. Основная опасность ожога — значительное снижение прочности шва.
Понижает сварочный ток и ускоряет формирование сварного шва. Только так можно предотвратить возникновение ожогов. Обратите особое внимание при кипячении алюминия. Он имеет очень высокую теплопроводность и низкую температуру плавления. Так что на алюминиевой заготовке легко прожечь.
Кратер
Кратер — это небольшая воронка, расположенная непосредственно на валике шва. Чаще всего в самом конце. Образуется из-за резкого обрыва дуги. Плавно ведите дугу и постепенно завершайте сварку. Если в вашем сварочном аппарате есть специальный режим, предотвращающий образование кратеров, то включите его.
Горячие или холодные трещины
Трещины в сварных швах также являются одним из наиболее распространенных дефектов. Трещины бывают холодными и горячими. Горячие образуются при сварке, а холодные — после. Горячие трещины образуются, когда электрод / присадочная проволока и металл шва несовместимы. Иногда при попытке заварить кратер могут образоваться трещины, о которых мы говорили выше.Убедитесь, что состав присадочного материала и металла идентичен.
Холодные трещины легче. Они образуются только в том случае, если шов слишком хрупкий и не выдерживает механических нагрузок. Единственный способ предотвратить возникновение холодных трещин — это соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и внешними.
Поры
Сколько времени до сварки? Поры (а чаще всего поры) — это небольшие углубления в структуре шва.Может быть поверхностным или внутренним. Представьте себе муравейник, пронизанный множеством ходов. То же самое и со швом. Поры, несомненно, можно назвать самым частым дефектом из всех возможных.
Если в процессе сварки образовались поры, значит, вы сделали все неправильно с самого начала. Скорее всего, вы не тщательно зачистили края и не защитили шов от кислорода. И такие ошибки допускают только те, кто только начал знакомство со сваркой.Не работайте на тяге и проверьте качество электродов / состояние горелки / состояние системы газоснабжения.
Методы контроля качества
Итак, теперь вы знаете наиболее частые дефекты сварных соединений и причины их возникновения. А теперь поговорим о. Мы расскажем о наиболее часто используемых и эффективных. Это визуально-измерительный контроль, радиационный и ультразвуковой контроль.
Визуальный контроль измерений
(VIC) — самый простой и самый старый способ оценки качества сварного соединения. Из названия понятно, что при этом контроле используются средства визуального наблюдения и измерения. Визуальное наблюдение означает простой осмотр шва невооруженным глазом или с помощью лупы. В некоторых случаях используют микроскопы. А в качестве измерительных приборов чаще всего используются стандартные линейки. Это наиболее доступный и недорогой способ контроля, потому что инструменты недорогие, и такому контролю может обучить сварщик, выполняющий работу. Компании даже не нужно нанимать отдельных специалистов для проведения этого контроля.
Сейчас в магазинах продаются специальные наборы со всеми необходимыми инструментами и даже подробными инструкциями по проведению мониторинга. Достаточно один раз прочитать буклет, все запомнить и уже можно проводить такой контроль самостоятельно. Но, несмотря на все достоинства, у ВИК есть большой недостаток — значительное влияние человеческого фактора на результат контроля. Вся ответственность лежит на человеке. И если по объективным или субъективным причинам он не может провести контроль качества, то есть вероятность заключения брака.
Радиационный контроль
(его еще называют рентгенографическим) — очень интересный метод контроля, который основан на использовании рентгеновских лучей. Да, как и при рентгенодиагностике в поликлинике. Деталь помещается в специальный аппарат (или аппарат монтируется на детали), затем через металл пропускается рентгеновское излучение и на выходе получается изображение, на котором видны все дефекты сварки. Эта технология вам наверняка известна давно.
Нетрудно догадаться, что такая диагностика чрезвычайно эффективна.На изображении видны малейшие дефекты, которые невозможно обнаружить никаким другим способом. Особенно, если снимок сделан с помощью компьютера, на котором потом можно детально изучить все дефекты сварки. Но при работе с рентгеном необходимо соблюдать повышенные меры безопасности. Частицы излучения могут заражать воздух, что делает его проводящим. И говорить о возможном вреде для здоровья не приходится. Таким образом, только хорошо обученные сотрудники должны иметь право проводить радиационный мониторинг.
Ультразвуковой контроль
Ультразвуковой контроль сварных швов (также известный как ультразвуковой контроль качества или просто ультразвуковой контроль сварных швов) — это метод контроля, который во многом аналогичен описанному выше излучению.Но вместо рентгеновских лучей здесь используются ультразвуковые волны. Для регистрации результата используется ультразвуковой дефектоскоп для контроля сварных соединений.
Суть его работы проста. Ультразвуковые волны, проходящие через металл, направляются к поверхности шва. Они не проходят полностью, часть лучей отражается и возвращается. Если шов имеет дефект, то отраженные и возвращенные назад волны будут ослаблены и искажены. Проще говоря, они будут отличаться от тех, что были запущены в начале управления.Все эти изменения просто исправляют дефектоскоп.
Ультразвуковой мониторинг используется очень часто. Для его проведения можно установить большой стационарный дефектоскоп в отдельном офисе, а можно приобрести компактную модель для диагностики на месте. И эта компактная модель сможет дать вполне объективный результат. С помощью дефектоскопа можно не только узнать расположение дефекта, но и его размер. Но нужно учитывать, что дефектоскопы дорогие и для работы с ними нужно дополнительно обучать персонал.Или ищите специалиста «на стороне».
Вместо заключения
Дефекты сварных швов и стыков разные, но суть всегда одна — они как-то нарушают эксплуатационные характеристики готового изделия. Чтобы их избежать, нужно как можно больше практиковаться, правильно выставить режим сварки и не забывать о контроле качества. Ультразвуковой контроль занимает несколько минут, в результате вы получаете объективную картину и трезво оцениваете качество своей работы.
(PDF) Влияние допустимых дефектов сварных швов на ресурс стального вертикального резервуара при малоцикловом нагружении
IOP Conf. Серия: Материаловедение и инженерия 1047 (2021) 012066
Влияние допустимых дефектов сварных соединений на ресурс стального вертикального резервуара
Самарский государственный технический университет, ул. Молодогвардейская, 244, Самара,
443100, Россия
E-mail: mahp @ inbox.ru
Реферат. Настоящая работа посвящена ВСТ, определяющему остаточный ресурс по сварным швам оболочки
критерию малоцикловой усталости с допустимыми дефектами с учетом типового концентратора напряжений
, который до конца не изучен. Приведен анализ результатов усталостных испытаний материалов
из низколегированной стали с учетом сварных соединений. Пакет программ ANSYS
построил модель и рассчитал напряженно-деформированное состояние нижнего пояса вертикального стального резервуара для хранения нефти и нефтепродуктов
VST 20000 с патрубком.Показано, что в конструкции РВС наиболее опасная точка
находится в верхней части патрубка. Максимальные напряжения и амплитуды напряжений
получены в зоне патрубка и изношенного шва. Количество циклов на отказ
расчетов показало, что нижний пояс VST без области стенки сварных швов выдерживает
в 2,4 раза больше циклов нагружения, чем участок со сварным швом, и в 9,3 раза больше опасной точки
в зоне заглушки сопла. .
1. Введение
Металлические резервуары относятся к конструкциям, которые работают в тяжелых условиях эксплуатации. Наличие жестких сварных соединений
в резервуарах и снижение пластических свойств металла при отрицательных температурах вызывает
значительных внутренних напряжений и создает условия, исключающие возможность их перераспределения. Эти
,
и некоторые другие причины снижают надежность резервуара, иногда приводят к его разрушению.
Анализ аварийных ситуаций на вертикальных стальных резервуарах показывает, что разрушение начинается в зонах концентрации напряжений
и, как правило, носит усталостный характер.Чаще всего трещины возникают в стыке стенки резервуара
с днищем и в вертикальном стыке настенного монтажа при отклонении формы стенки
от проектной в этой зоне. Также в нижнем поясе резервуаров имеются конструктивные элементы — точки присоединения технологических труб и люков
, их сварные швы, которые являются концентраторами внешних напряжений
и требуют дополнительного контроля.
При эксплуатации вертикальных резервуаров возникают различные дефекты как из-за ошибок конструкции, так и из-за внешних нагрузок
и воздействия на объекты в процессе эксплуатации.Среди эксплуатационных факторов основную роль играют невысокие циклические нагрузки
, связанные с наполнением и опорожнением резервуаров, а также коррозионное воздействие на незащищенные части металлических конструкций вертикального стального резервуара
(ВСТ). Наиболее активные процессы накопления усталостных повреждений
происходят в дефектных зонах, которые потенциально являются концентраторами напряжений.
2. Малоцикловые нагрузки
Под малоцикловыми нагрузками понимается последовательность изменения нагрузки с числом циклов не более
5 ∙ 104, которая заканчивается в исходном состоянии, а затем повторяется.На нефтеперекачивающих станциях в резервуарах, пример
Дефектов сварного шва — Отсутствие боковой стенки и межпрокатной сварки
В данной статье описаны характерные особенности и основные причины отсутствия боковой стенки и межпотокового сплавления. Даны общие рекомендации по передовой практике, чтобы сварщики могли минимизировать риск возникновения дефектов во время изготовления.
Идентификационный номер
Недостатки плавления могут возникать при разрыве металла шва
, чтобы полностью сплавиться с боковой стенкой стыка (рис.1)
для адекватного проплавления предыдущего сварного шва (рис. 2).
Причины
Основными причинами являются слишком узкая подготовка шва, неправильные настройки параметров сварки, плохая техника сварки и дуга под действием магнитного поля. Недостаточная очистка масляных или покрытых чешуей поверхностей также может способствовать недостаточному расплавлению. Подобные дефекты чаще возникают, когда доступ к суставу ограничен.
Совместная подготовка
Слишком узкая подготовка шва часто приводит к притяжению дуги к одной из боковых стенок, вызывая недостаточное оплавление боковой стенки на другой стороне шва или недостаточное проникновение в ранее нанесенный сварной шов. Слишком большая длина дуги может также увеличить риск преимущественного плавления вдоль одной стороны соединения и вызвать неглубокое проплавление. Кроме того, подготовка узкого стыка может препятствовать адекватному доступу к стыку или способствовать заливанию стыка плавящимся металлом сварного шва. Например, это происходит при сварке стержневыми электродами с использованием электрода большого диаметра или при сварке MIG, MAG и FCAW, когда не учитывается диаметр сопла защитного газа. Следует также учитывать особенности изготовления, которые могут препятствовать работе сварочной горелки.
Параметры сварки
Важно использовать достаточно высокий ток, чтобы дуга могла проникнуть в боковую стенку стыка и ранее нанесенные участки сварного шва. Следовательно, слишком высокая скорость сварки для сварочного тока увеличивает риск возникновения этих дефектов. Однако слишком высокий ток или слишком низкая скорость сварки вызовут затопление сварочной ванны перед дугой, что приведет к плохому или неравномерному проплавлению.
Сварочная техника
Плохая сварочная техника, такая как неправильный угол наклона или манипуляции с электродом / сварочным пистолетом, может помешать адекватному сплавлению боковой стенки стыка.Плетение, особенно на стыке боковой стенки, позволит сварочной ванне проникнуть в основной металл, что значительно улучшит сплавление боковых стенок. Следует отметить, что количество переплетений может быть ограничено спецификацией процедуры сварки, ограничивающей подвод энергии дуги, особенно при сварке легированных сталей или сталей с высокой ударной вязкостью.
Магнитная дуга
При сварке ферромагнитных сталей дефекты плавления могут быть вызваны неконтролируемым отклонением дуги, обычно называемым дутьем дуги.Отклонение дуги может быть вызвано искажением магнитного поля, создаваемого током дуги (рис. 3), через:
Остаточный магнетизм в материале за счет использования магнитов для манипуляций
магнитное поле земли, например при сварке трубопроводов
положение зажима токоотвода
Эффект сварки мимо кабеля возврата тока, который прикреплен болтами к центру места, показан на рис. 4. Взаимодействие магнитного поля, окружающего дугу, и поля, создаваемого током в пластине, с токопроводом. кабеля достаточно, чтобы отклонить сварной шов.Искажение магнитного поля тока дуги можно свести к минимуму, расположив зажим кабеля обратного тока таким образом, чтобы сварка всегда была направлена к зажиму или от него, а при сварке стержневыми электродами, используя переменный ток вместо постоянного. Часто единственным эффективным средством является размагничивание стали перед сваркой.
Лучшие практики профилактики
Следующие технологии изготовления могут использоваться для предотвращения образования дефектов боковой стенки и дефектов межцилиндрового сплавления:
использовать достаточно широкую подготовку шва
выберите параметры сварки (высокий уровень тока, короткая длина дуги, не слишком высокая скорость сварки), чтобы обеспечить проникновение в боковую стенку стыка и ранее нанесенные участки сварного шва, не вызывая затопления.
убедитесь, что угол электрода / пистолета и техника манипуляции обеспечат адекватное плавление боковых стенок
использовать плетение и выдержку для улучшения плавления боковых стенок при отсутствии ограничений по теплопередаче
, если возникнет дуга, переместите зажим кабеля возвратного тока, используйте переменный ток (при сварке стержневыми электродами) или размагнитите сталь
Стандарты приемки
Пределы дефектов неполного плавления в сварных соединениях стали определены в BS EN ISO 5817 для трех уровней качества (см. Таблицу).Эти типы дефектов не допускаются для уровней качества B (строгий) и C (промежуточный). Для уровня качества D (умеренный) они разрешены только при условии, что они являются прерывистыми и не нарушают поверхность.
Для дуговой сварки алюминия длинные дефекты недопустимы для всех трех уровней качества. Однако для уровней качества C и D допускаются короткие дефекты, но общая длина дефектов ограничена в зависимости от толщины стыкового шва или толщины сварного шва углового шва.
Пределы приемлемости для конкретных норм и стандартов приложений
Приложение
Код / стандарт
Предел допуска
Сталь
BS EN ISO 5817: 2007
Уровни B и C не разрешены. Уровень D Допускаются короткие дефекты, но не нарушение поверхности.
Алюминий
BS EN ISO 10042: 2005
Уровни B, C, D. Не допускаются длинные дефекты. Уровни C и D. Допускаются небольшие дефекты.
Сосуды под давлением
BS PD5500: 2012 + A1: 2012
Не допускается
Резервуары
BS EN 14015: 2004
Не допускается
Трубопровод
BS2633: 1994
l не более 15 мм (в зависимости от толщины стенки)
Линия трубы
API 1104 (R2010)
‘l’ не более 25 мм (меньше, если длина сварного шва <300 мм)
Обнаружение и устранение
Если дефекты нарушают поверхность, их можно обнаружить с помощью метода проникающего или магнитопорошкового контроля. Подземные дефекты обнаруживаются с помощью рентгенографии или ультразвукового исследования. Ультразвуковой контроль обычно более эффективен, чем рентгенография, при обнаружении недостатков в сварке между прогонами.
Для устранения дефектов обычно требуется их удаление путем локальной строжки или шлифовки с последующей повторной сваркой, как указано в согласованной процедуре сварки.
Если отсутствие сварки является постоянной проблемой и не вызвано дутьем магнитной дуги, следует изменить процедуры сварки или переобучить сварщиков.
Копии других статей из серии «Профессиональные знания для сварщиков» можно найти в разделе «Практические знания по соединению» или с помощью поисковой системы.
Эта статья о вакансиях была первоначально опубликована в Connect, май / июнь 1999 г. Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
Описаны характерные особенности и основные причины неполного сращения и проплавления корней. Даны общие руководящие принципы «передовой практики», чтобы сварщики могли минимизировать риск появления дефектов во время изготовления.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Заводские и эксплуатационные дефекты и дефекты
Поскольку наличие дефектов в сварном соединении не может сделать компонент неисправным в смысле непригодности для предполагаемого применения, предпочтительным термином является «несовершенство», а не дефект.По этой причине качество производства компонента определяется с точки зрения уровня качества, на котором четко определены пределы дефектов, например, уровень B, C или D в соответствии с требованиями BS EN ISO 5817. Для американцев стандарты ASME IX и AWS D1.1, уровни приемлемости указаны в стандартах.
Код приложения будет определять уровни качества, которые должны быть достигнуты для различных соединений.
Дефекты можно в целом разделить на дефекты, возникающие при изготовлении компонента или конструкции, и дефекты, образовавшиеся в результате неблагоприятных условий во время эксплуатации. Основные типы дефектов:
производство:
отсутствие плавления
Отсутствие или неполное проникновение
трещины
пористость
включения
неправильная форма и размер сварного шва
сервис:
хрупкое разрушение
коррозионное растрескивание под напряжением
Усталостное разрушение
Процедура сварки, особенности соединения, доступ и техника сварки будут иметь прямое влияние на дефекты изготовления.Неправильная процедура или плохая техника могут привести к дефектам, ведущим к преждевременному отказу в обслуживании.
Неполное сращение или проникновение корня
Идентификационный номер
Неполное сращивание корня — это когда сварной шов не сваривается одна сторона соединения в корне. Неполное проникновение корня происходит, когда корневая область сустава с обеих сторон не спаяна. Типичные недостатки могут возникнуть в следующих ситуациях:
чрезмерно толстая поверхность корня в стыковом шве (рис. 1а)
слишком маленький зазор корня (рис. 1b)
сварные швы со смещением (рис. 1c)
Невозможность удаления достаточного количества металла при обрезке до прочного металла при двустороннем сварном шве (рис. 1d)
Неполное оплавление корня при слишком низком подводе энергии (тепла) дуги (рис. 1e)
слишком маленький угол скоса,
Электрод слишком большого диаметра при сварке стержневыми электродами (рис. 2)
Рис.1 Причины неполного сращения корня
Фиг.2 Влияние диаметра электрода на проплавление и проплавление корня
Причины
Эти типы дефектов более вероятны в процессах с плавящимся электродом (MIG, MAG, FCAW, MMA и SAW), когда сварочный металл «автоматически» осаждается, когда дуга поглощает электродную проволоку или стержень. Сварщик имеет ограниченный контроль проплавления сварочной ванны независимо от наплавки металла шва. Таким образом, процесс TIG с неплавящимся электродом, в котором сварщик контролирует количество удаляемого присадочного материала независимо от проплавления, менее подвержен этому типу дефекта.
При сварке стержневыми электродами риск неполного оплавления корня и провара корня можно снизить за счет использования правильных параметров сварки и диаметра электрода, чтобы обеспечить адекватную подводимую энергию дуги и удовлетворительное проплавление. Диаметр электрода также важен, поскольку он должен быть достаточно маленьким, чтобы обеспечить адекватный доступ к корню, особенно при использовании небольшого вогнутого клиновидного угла (рис. 2). Обычно для корневого прохода используют электрод диаметром 2,5 или 3,25 мм, чтобы сварщик мог управлять сварочной ванной и контролировать степень проплавления.Однако для проходов заполнения, где требования к проникновению менее критичны, можно использовать электрод диаметром 4 или 5 мм для достижения более высоких скоростей осаждения.
При сварке MIG правильные параметры сварки, соответствующие толщине материала и короткой длине дуги, должны обеспечивать адекватное проплавление сварного шва. Слишком низкий уровень тока для размера поверхности корня приведет к недостаточному провару сварного шва. Слишком высокий уровень, из-за которого сварщик будет двигаться слишком быстро, приведет к тому, что сварочная ванна заткнет корень без достижения адекватного проплавления.
Также важно использовать правильный размер поверхности корня и углы скоса, а также точно установить зазор между корнем. Чтобы не допустить закрытия корневого зазора, потребуется соответствующая прихватка.
Лучшие практики профилактики
Для предотвращения сращивания корней можно использовать следующие методы:
При сварке TIG не используйте слишком большую поверхность впадины или слишком маленький зазор впадины и убедитесь, что сварочный ток достаточен для полного проникновения сварочной ванны в корень.
При сварке стержневыми электродами используйте правильный уровень тока и не слишком большой диаметр электрода для корневого прохода.
При сварке MIG / MAG используйте достаточно высокий уровень сварочного тока, который поддерживается соответствующим напряжением дуги для применения.
При использовании конфигурации шва с корневым зазором убедитесь, что он имеет соответствующую ширину и не закрывается во время прихватывания и последующей сварки.
Не используйте слишком низкий уровень тока, из-за которого сварочная ванна перекрывает корневой зазор без полного проникновения в корень.
Стандарты приемки
Пределы отсутствия или неполного проникновения указаны в BS EN ISO 5817 для трех уровней качества.
Отсутствие или неполное проникновение корней не допускается для Уровня качества B (строгое) и Уровня C (промежуточного). Однако уровень C делает исключение для стыковых швов с частичным проплавлением, сваренных с обеих сторон.
Для Уровня качества D (умеренного) допускается кратковременное отсутствие или неполное проникновение дефектов.
Неполное корневое проникновение не допускается при производстве сосудов под давлением, но допускается при производстве трубопроводов в зависимости от материала и толщины стенок.
Меры по устранению
Если корень не может быть осмотрен напрямую, например, с использованием метода проникающего или магнитопорошкового контроля, обнаружение осуществляется с помощью радиографии или ультразвукового контроля. Для устранения проблемы обычно требуется удаление путем строжки или шлифовки до прочного металла с последующей повторной сваркой, как правило, в соответствии с исходной процедурой сварки.
Соответствующие стандарты
BS EN ISO 5817: 2007 Сварка — сварные соединения плавлением стали, никеля, титана и их сплавов (за исключением лучевой сварки) — Уровни качества для дефектов.
BS EN ISO 10042: 2005 Сварка. Дуговые сварные соединения алюминия и его сплавов. Уровни качества для выявления дефектов.
Копии других статей из серии «Рабочие знания для сварщиков» можно найти в разделе «Практические знания по соединению» или с помощью поисковой системы.
Эта статья о вакансиях изначально была опубликована в Connect, март / апрель 1999 г. Он был обновлен, поэтому веб-страница больше не отражает в точности печатную версию.
То, что называется дефектом сварного шва. Основные дефекты сварных швов и их причины
Дефекты сварных швов и соединений, они вызывают различные отклонения от требований чертежа и условий выполнения сварочных работ, ухудшающие качество соединения (его эксплуатационные свойства, герметичность, неразрывность и т. Д.). Никто не застрахован от возникновения брака, поэтому сварщик должен знать возможные дефекты, причины их возникновения, а также методы устранения, о которых пойдет речь далее.
Причины дефектов сварных швов
Процесс сварки осложняется множеством факторов, среди которых есть как объективные (свойства соединяемых материалов), так и субъективные (точное соблюдение технологического процесса, правильный выбор технологии). Обосновать возникновение брака профессиональным сварщиком можно только объективными причинами, да и то отчасти.
Основные причины, приводящие к образованию дефектов сварных швов:
неправильная подготовка свариваемых поверхностей;
Несоответствие или неисправность сварочного инструмента;
неправильный выбор защитных флюсов или газов и нарушение технологии их использования;
недостаточная квалификация сварщика;
Несоблюдение в полной мере требуемых режимов сварки (мощность рабочего тока, длина дуги и т. Д.)).
Виды дефектов сварных швов
Все дефекты таких соединений можно разделить на 2 основных типа:
Внешний вид, видимый невооруженным глазом. Они могут проявляться в виде прожогов, непроникновения и других признаков.
Внутренние, проявляющиеся в виде трещин, пор и других нежелательных образований.
Наружные дефекты сварных швов
К этим дефектам относятся нарушения геометрических размеров.сварные швы (проседания, подрезы), а также ожоги, неплавление и непрозрачные кратеры.
Разрывы (налеты) чаще всего возникают при сварке горизонтальных вертикальных поверхностей. Это приводит к утечке расплавленного металла по краям основного металла, который имеет гораздо более низкую температуру (рис. 1). Они могут возникать на небольшой площади или иметь большую протяженность по зоне сварного шва.
Причины притока:
длинная дуга;
высокий сварочный ток;
неправильное положение электрода.
Рисунок 1. Разрывы чаще обнаруживаются при горизонтальной сварке.
При кольцевом соединении может возникнуть провисание при большом или недостаточном смещении электрода от зенита. В местах притока нередко могут возникнуть другие дефекты. Предотвратить образование провисания можно, правильно подобрав режим сварки и качественно подготовив свариваемую поверхность (удаление окалины и т. Д.).
Поднутрение — дефект в виде бороздок в основном металле по краям сварного шва (рис.2). Этот дефект чаще всего встречается при сварке внахлест или тройников, но иногда возникает при создании стыковых соединений. В большинстве случаев возникает из-за неправильно подобранных параметров сварочного процесса.
При сварке под углом могут возникать подрезы из-за того, что дуга направлена больше на вертикальную поверхность, чем на горизонтальную. Это приводит к тому, что расплавленный металл стекает к нижнему краю и его недостаточно для полного заполнения ванны. Если скорость сварки слишком высока, а напряжение слишком высокое, сварные швы могут выйти из строя.Из-за быстрого затвердевания сварочной ванны также могут образовываться подрезы. Уменьшение скорости сварки устраняет этот недостаток.
На появление поднутрений также влияет длина дуги. По мере увеличения дуги размер шва также увеличивается, что приводит к увеличению количества расплавленного основного металла. Поскольку при увеличении длины дуги подвод тепла остается прежним, его не хватает на весь шов, края быстро остывают, в результате чего образуются поднутрения. Уменьшение длины дуги позволяет не только избавиться от подрезов, но и увеличивает проплавление .
Рисунок 2. Поднутрение — дефект, проявляющийся в виде бороздок по краям сварного шва.
Следует отметить, что выполнить ряд сварных швов без дефектов практически невозможно. При этом в шве следует обеспечить минимум допустимых дефектов. При проведении сварочных работ необходимо помнить, что правильный выбор оборудования и технологии сварки имеет большое влияние на весь процесс сварки.
Что такое дефекты сварного шва? По сути, это отклонения от требований технического задания сварного шва, а соответственно и всей конструкции. Именно дефекты сварки снижают прочность шва и надежность сварных соединений. Их можно разделить на несколько типов.
Виды дефектов сварных швов:
отклонения от размера и формы шва;
дефектов в микро- и макроструктурах;
коробление и деформация конструкций.
Размерные параметры сварного шва определены государственными стандартами. И на каждый вид сварки есть свой ГОСТ. Например, при сварке, где используется метод плавления, дефекты сварного шва определяются неравномерным заполнением сварной канавки, плюс разница в ширине и высоте сварного шва по всей его длине. Что касается формы, то она неровная, есть так называемые седла (впадины), бугорки, чешуйчатая структура.
Причины возникновения при ручной сварке — низкое качество электродов, низкая квалификация сварщика, нарушение технологии сварки. Причины автоматической сварки — скачки напряжения, неправильный выбор угла подачи электрода, проскальзывание присадочной проволоки в механизме подачи и т. Д.
Если говорить о сварке давлением, то вмятины глубокого типа — это ее дефекты в сварных швах, неравномерное распределение точек по шву, детали могут смещаться друг относительно друга.
К дефектным дефектам относятся ожоги, подрезы, провисания и несанкционированные воронки.
Притоки
Обычно такие дефекты сварного шва образуются при сварке деталей, лежащих в горизонтальной плоскости.А сам процесс сварки выполняется сверху. Наплыв представляет собой затвердевший жидкий металл в виде бугорков, которые образуются в момент контакта горячего расплавленного металла электрода с холодной поверхностью заготовки. Наплыв могут быть разных размеров: от мелких капель до крупных рядов, растянутых на приличной длине сварного шва.
Причинами наплыва могут быть большой ток, подаваемый на электрод, длинная электрическая дуга, наклон заготовки и неправильный угол установки электрода. Как следствие — трещины на сварном шве, неплавление и другие дефекты.
Поднутрения
Этот дефект представляет собой бороздку (выемку) в сварном шве, которая часто образуется при сварке рядом с металлом заготовки. Причины могут заключаться в большом токе и длинной дуге, которые создают перегрев как самого металла, так и сварочной присадки. Это состояние высокой температуры, которое вызывает высыхание краев двух заготовок. Если выполняется сварка угловых соединений, то чаще всего причиной поднутрения является неправильно установленный электрод, особенно когда произошел смещение в сторону вертикально установленной заготовки.В этом случае перегрев происходит именно на вертикальной стенке стыка, и здесь образуется поднутрение. Но по горизонтали в это время образуется наплыв, потому что металл начинает стекать вниз.
При сварке газом подрезы могут возникать только по одной причине — повышенная мощность горелки. Следует отметить, что подрезы — это довольно серьезный дефект сварного шва. Это приводит к ослаблению заготовки по толщине, а это первопричина разрушения стыка, а соответственно и всей сварной конструкции.
Бернс
Само название говорит само за себя. Отверстия образуются на месте сварки и в свариваемых металлах. Причины:
большое расстояние между заготовками;
сильноточная и мощная горелка для быстрой сварки;
края неправильной формы, очень заостренные;
долгое время обработки в одном месте.
Чаще всего этот тип дефекта получается при сварке тонких листов металлов или при многослойной сварке и нанесении первого слоя.
Кратеры
Это углубления в сварном шве. Обычно этот дефект образуется при обрыве дуги. Поэтому его опытные сварщики стараются сразу расплавить. Это самый простой способ исправить дефекты сварки. Когда сварка ведется в автоматическом режиме, кратер обычно появляется на выходе из шва, то есть на выходе штанги.
Существует подвид кратеров, называемый термоусадочной оболочкой. Он образуется под действием усадки металла в шве.Все дело в том, что при остывании металл уменьшается в объеме.
Дефекты макроструктуры
Дефекты сварных соединений такого типа можно обнаружить, увеличив структуру шва в 10 раз. К этому типу дефектов относятся трещины, непровара, газовые поры и включения шлака.
Поры образуются при быстром охлаждении шва. При этом находящиеся в его теле газогенерирующие элементы не успевают выйти наружу. Такое бывает, когда края заготовок покрыты ржавчиной, пятнами масла или краски, используется флюс с повышенной влажностью, неправильно настроен ток сварочного аппарата или газ, высокое содержание углерода в свариваемых металлах и так далее.
Поры могут быть большими и маленькими, могут располагаться кучками или равномерно по шву, есть сквозные поры, называемые свищами. Как правило, их количество и размер зависят от времени, в течение которого ванна находится в жидком состоянии. Чем дольше сварочная ванна находится в жидком состоянии, тем меньше пор, потому что газы успевают покинуть жидкий металл.
Шлаковые включения — это, по сути, халатность со стороны сварщика при сварке. Итак, он плохо подготовил соединяемые два металла к сварке.Оставили грязь, ржавчину. Если такой дефект появился при многослойной сварке, значит, сварщик плохо выполнил удаление шлака с предыдущих слоев.
Эти дефекты могут иметь размеры от нескольких микрон до нескольких миллиметров, форма различная: от сферы до тонкой линии. Расположение — по всему шву.
Непровар — неисправность серьезная. Оказывается, металл заготовки не плавится с металлом электрода (электросварка) или присадочной проволокой (газовая сварка).Слой наплавленного металла также может не плавиться между собой. Причин нехватки еды много:
слишком большой сварочный ток;
краевое загрязнение;
электрод неправильно подведен к оси шва;
очень маленький зазор между двумя деталями;
Кромки
имеют слишком заостренные концы;
принудительный перерыв, во время которого металлы остывают;
увеличенная скорость сварки.
Что касается трещин, то их можно разделить в зависимости от температуры их появления.То есть холодным или горячим. Горячие появляются, когда происходит затвердевание металла, а кристаллизация начинается при температуре 1100-1300С. При этом внутри металла шовной нити возникают усадочные напряжения и начинают формироваться полужидкие слои. Впоследствии они становятся трещинами. Если наплавленный металл содержит много водорода, углерода или кремния, то это тоже причина горячих трещин.
Холодные трещины образуются при температуре 100-300С. Причины тому все те же напряжения, которые возникают в теле наплавленного металла, когда он начинает остывать.Кроме того, внутри сварного шва остается водород (газ), который имеет тенденцию выходить наружу. А это дополнительные напряжения. Кстати, горячие трещины на лицевой стороне шва не видны, они считаются внутренними. Но на внешней стороне шва сразу появляются холодные, они хорошо видны невооруженным глазом. Это внешние дефекты сварных швов и стыков.
Есть еще два типа трещин: закалочные и пластинчатые. Первые формируются уже после завершения сварки и выполнения операций для следующей обработки металла.Последние обладают очень интересной технологией внешнего вида. Они образуются даже при высоких температурах, но получают дальнейшее развитие уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории — внешний дефект.
Дефекты микроструктуры
К дефектам микроструктуры относятся микроскопические трещины и поры, включения неметаллического типа (кислород, нитрид), крупнозернистая структура наплавленного металла с элементами перегрева и выгорания.
Самый опасный из всех этих дефектов — выгорание. При нем в шве в большом количестве появляются крупные зерна металлической структуры с минимальной прочностью связи между ними. Отсюда высокая хрупкость сустава. Причина выгорания — наличие кислорода в зоне сварного шва, а значит, изоляция ванны была плохой. Сюда можно добавить высокую температуру сварочного процесса.
Допустимые и недопустимые дефекты
Понятно, что все дефекты сварных соединений отрицательно сказываются на качестве сварной конструкции.Но есть те, в которых конструкция может эксплуатироваться без проблем, а есть такие, в которых эксплуатировать категорически запрещено.
Следовательно, прежде чем определять, можно ли эксплуатировать сварную конструкцию, необходимо принять во внимание все обстоятельства и факторы, влияющие на выбор.
Определить соответствие конструкции всем геометрическим и размерным параметрам необходимо строго по конструкции или чертежу.
Тип дефекта, его размер и место в соединении.
Каким механическим нагрузкам будет подвергаться здание или сооружение. Выдержат ли их сварные соединения?
Природа окружающей среды. Естественные напряжения отрицательно сказываются на состоянии сварного шва.
Функции, закрепленные за дизайном. То есть один дефект выдерживает одни нагрузки, а другие противопоказаны.
Определить допустимость брака возможно только на специальном оборудовании. Поэтому рекомендуется использовать оборудование, которое по степени проверки дефекта было выше номинально допустимого значения самого дефекта.Например, трещину размером 3 мм невозможно измерить прибором, определяющим минимальные трещины длиной 5 мм.
Кстати, на допустимость влияют не только размер и форма дефектов, не последнее слово в их количестве и частоте расположения.
Заключение по теме
Дефекты сварных соединений влияют на качество стыка элементов собираемой конструкции, а значит, и всей конструкции в целом.Поэтому исправлению сварочных дефектов уделяется особое внимание. Сами они не могут быть устранены. Есть недочеты, которые легко устранить; есть такие, которые можно устранить, но не легко. Способы их устранения известны. А есть недочеты, которые нельзя исправить. Так что лучше провести процесс грамотно. Поэтому изучите процессы появления швов и причины их образования.
Сегодня сварка используется повсеместно для соединения различных металлических деталей.Его успешно используют как в промышленности, так и в бытовых условиях. называется неразъемным соединением деталей сваркой. В результате этого образуются различные секции, которые характеризуются определенным набором свойств. Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны давно. Их следует избегать в процессе.
Сварка используется для соединения металлических деталей в промышленных и бытовых условиях.
Характеристики и виды сварных соединений
Прежде чем начать разговор о дефектах сварных соединений, стоит подробнее рассказать об их основных типах и характеристиках. Принцип сварки довольно прост. Расплавленный металл образует шов, который кристаллизуется. Частично расплавленный материал составляет зону плавления. Вблизи этой зоны образуется одна, в которой нагретый металл испытывает дополнительные напряжения. Это называется зоной термического влияния. После этого идет основной металл.Его структура и свойства не меняются в процессе работы.
Классификация сварных швов по положению в пространстве.
Существует несколько основных типов сварных соединений. Самыми распространенными среди них являются стык, нахлест, тройник и уголок. Все они различаются между собой монтажом основных материалов, расположением шва. На качество шва напрямую влияет множество факторов. Могут образовываться как внутренние, так и внешние дефекты. На качество швов напрямую влияет степень загрязнения соединяемых металлов.
Здесь могут присутствовать самые разные оксиды, жирные пленки и т. Д. Поэтому свариваемые поверхности перед работой необходимо очистить. Кстати, в процессе их выполнения необходимо бороться с оксидами, образующимися на поверхности. В любом случае от отсутствия дефектов зависит прочность окончательного соединения. Шов иногда может иметь такую же прочность, как и основной материал, но этого довольно сложно добиться.
О дефектах сварных соединений
Как отмечалось ранее, дефекты сварных соединений могут быть самыми разнообразными.О них нужно помнить в процессе работы. Если человек имеет по ним базу знаний, то он сможет сваривать детали, у которых будут идеальные швы. Это то, к чему нужно стремиться.
Таблица основных видов сварных соединений.
Подрезка. Это один из видов дефектов сварных соединений. Это бороздка, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются при наличии больших сварочных ванн. Это означает, что из-за использования больших индикаторов тока расплавляется большое количество металла.
Наплавка. Этот дефект характеризуется тем, что происходит утечка наплавленного материала на основной металл. Очень неприятный недостаток.
Непробиваемость. Такой дефект сварных соединений может возникнуть в тех случаях, когда на стыках элементов конструкции образуется недостаточное расплавление основного металла. Это место чаще всего заполнено шлаком, который в силу своей структуры образует в швах пористость и пустоты. Это недопустимо. Конструкция сразу теряет свои свойства.При использовании дуговой сварки отсутствие плавления может быть результатом использования недостаточного тока. Это один из самых опасных дефектов. Связано это в первую очередь с тем, что в этом месте начинают формироваться дополнительные напряжения при последующей эксплуатации конструкции. Это очень часто приводит к его быстрому разрушению. Этот дефект можно устранить. Для этого выявляется непровара, а затем выполняется наплавка на сложных участках.
Трещины. Это частичное разрушение материала на шве или на участке, который находится рядом с ним.Они могут образоваться по нескольким причинам. Если говорить о процессе, когда металл еще горячий, то трещины появляются в результате кристаллизации металла. В твердом состоянии с ним также могут происходить различные структурные превращения. Это вторая причина появления подобных дефектов.
Механизм горячего растрескивания достаточно прост. Во время сварки металл нагревается.После того, как источник тепла устранен, он начинает постепенно остывать. Конечно, начинают формироваться и зоны кристаллизации. Они начинают плавать среди еще расплавленного металла. Если бы не было микрозон, допускающих взаимодействие горячего и холодного материала, то все сварные соединения имели бы дефекты. Однако этого не происходит. Таким образом, можно предположить, что чем выше интервал кристаллизации, тем больше вероятность появления горячих трещин. Углерод напрямую влияет на этот показатель. Вот прямая корреляция.Чем больше углерода в стали, тем шире становится интервал кристаллизации.
На шве могут образоваться холодные трещины. Они появляются при охлаждении материала до температуры примерно 200-300 градусов Цельсия. Они могут появиться не сразу, что делает их более опасными. Появление холодных трещин связано с тем, что в материале начинают проявляться различные структурные превращения из-за различных химических превращений. Здесь есть прямая зависимость от количества углерода в материале.Чем он больше, тем больше вероятность появления холодных трещин. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует возможность получить сварное соединение, не отличающееся от основных материалов.
Поры. Эти дефекты сварных соединений встречаются довольно часто.Поры — это пустоты, заполненные газом. Они могут иметь микроскопические размеры, а также могут образовывать дефекты в конструкции размером в несколько миллиметров. При этом чаще всего они образуются на стыках шва с основным материалом. На этот дефект влияет множество параметров.
Самым важным из них является концентрация газа в варочной ванне. При плавлении металла выделяется газ. Этот процесс нельзя предотвратить. Окись углерода не может растворяться в железе, соответственно она выделяется в виде пузырьков.
Включения неметаллические. Сами дефекты сварных соединений связаны с попаданием инородных включений в структуру шва в результате работы.
Трещины в сварном шве.
Таких вкраплений огромное множество. Например, шлак может образоваться в результате недостаточной очистки соединяемых материалов.
Причиной их может быть недостаточно полное удаление шлака при многослойной сварке. При работе, проводимой плавлением, в шве образуется материал, который по физико-химическим свойствам отличается от основного металла.В связи с этим также могут образоваться подобные дефекты. Посторонние включения могут быть самыми разнообразными.
Исследование дефектов
Дефект сварки — поры, это заполнение пустот газами.
Конечно, если есть дефекты в различных сварных соединениях, то их необходимо изучить. Для этого часто используется макроанализ. Он заключается в том, что структура металла изучается невооруженным глазом или через лупу. В отличие от микроскопического анализа, макроанализ не позволяет правильно изучить структуру материала.Его основная задача — контроль качества соединяемых деталей в процессе сварки. Он позволяет определить тип перелома, фиброзную структуру, нарушения сплошной структуры и так далее. Для проведения такого анализа необходимо подвергнуть исследуемую деталь травлению специальными элементами и обработке на шлифовальных станках. Этот образец называется макросом. На его поверхности не должно быть неровностей или посторонних включений, в том числе масляных.
Все те дефекты, которые были описаны выше, хорошо поддаются изучению и обнаружению с помощью макроанализа.
Для выявления структуры материала чаще всего используются методы травления поверхности.
Виды наплывов в швах.
Этот подход лучше всего подходит для низкоуглеродистых и среднеуглеродистых сталей. Подготовленный заранее макросрез необходимо погрузить в реагент вместе с анализируемой деталью. При этом его поверхность необходимо протирать спиртом.В результате взаимодействия элементов происходит химическая реакция. Он позволяет вытеснить медь из раствора. Происходит подмена материалов. В результате на поверхности зонда осаждается медь. Травлению подвергаются те места, где медь не полностью ложится на основной материал. Эти места содержат какие-либо дефекты. После этого образец извлекается из водного раствора, сушится и очищается. Все эти действия нужно производить как можно быстрее, чтобы не произошла реакция окисления.В результате можно определить те участки, где имеется большое количество углерода, серы и других материалов.
Офорт участков, содержащих эти материалы, не то. В местах с высокой концентрацией углерода и фосфора медь на поверхности не выделяется интенсивно. Здесь минимальная степень защиты металла. В результате эти участки подвергаются наибольшему травлению. В результате реакции эти участки окрашиваются в более темный цвет. Лучше использовать этот метод для сталей, содержащих минимальное количество углерода.Если ее будет много, то удалить медь с поверхности образца будет очень сложно.
Виды поднутрений в швах.
Существуют и другие методы макроанализа структуры материалов сварных соединений. Например, для определения количества серы часто используется метод фотопечати. При этом фотобумагу увлажняют и некоторое время выдерживают на свету. После этого его просушивают между листами фольги.Раствор, в который он изначально помещен, содержит определенное количество серной кислоты. Тогда, конечно же, эта бумага равномерно ложится на макросрез.
Разгладить валиком так, чтобы полностью исключить все его деформации. Все пузырьки воздуха, которые могут остаться между фотобумагой и металлом, должны быть полностью удалены. Только в этом случае исследование будет объективным. В таком положении его нужно держать примерно 3-10 минут. Время зависит от начальной толщины зонда, а также других факторов.
Виды непровара.
Включения серы, находящиеся в осажденном металле, обязательно вступят в реакцию с кислотой, осажденной на поверхности фотобумаги. В очагах выделения сероводорода образуется вещество, называемое фотоэмульсией. Области сульфида серебра, которые образуются в результате реакции, ясно показывают распределение серы в металле.
Конечно, на бумаге эти направления будут соблюдаться.Фотобумагу, которая использовалась для эксперимента, необходимо промыть, а затем выдержать в растворе гипосульфита. После этого его снова промывают в жидкости и сушат. Если в сварном шве присутствуют включения фторида, они обязательно будут выделяться в виде участков темного цвета.
Подведение итогов
Таким образом, в настоящее время существует множество методов обнаружения дефектов сварных соединений. У всех есть конкретная цель. Каждый метод позволяет узнать, сколько в структуре шва содержится того или иного материала, который может негативно повлиять на его структуру.
Помимо методов макроанализа, в последнее время довольно часто внедряются методы микроанализа. У них та же цель, что и у предыдущих. Однако они дополнительно позволяют изучить структуру материала. Здесь работа ведется на молекулярном уровне структуры кристаллической решетки.
Сварка — один из важнейших производственных процессов. С его помощью выполняется соединение стальных деталей самых разнообразных конструкций. Как и в других производственных процессах, иногда обнаруживается брак.Это означает дефекты сварного шва, которые могут резко снизить качество готового продукта или даже сделать его эксплуатацию смертельной.
Классификация
Кстати, а как их можно разделить? Все дефекты сварных швов делятся на три большие группы:
Наружные.
Внутренний
Поперечный.
Внешние дефекты часто являются самой многочисленной категорией. Сюда входят: чрезмерно малые размеры, а также смещение линии шва, различные наплывы, «порезы», усадочные раковины и кратеры, не закупоренные при сварке, пористость или трещины.К этой разновидности относится и неравномерная ширина шва. Наименее опасной категорией считаются внешние дефекты.
Соответственно, к внутренним относятся: поры, многочисленные вкрапления шлака, недоваренные места, а также трещины в толще свариваемого металла. Что касается сквозных дефектов, то это свищи, проходящие на всю толщину участка трещины, а также прогорания.
Основные причины дефектов сварки
Практически всегда они возникают при попытке использования крайне дешевых и низкосортных материалов.
То же самое можно сказать и о некачественном сварочном оборудовании. К тому же частота появления дефектов часто увеличивается после некачественного ремонта устройств, используемых специалистами.
Конечно, это все время происходит с нарушениями технологии работы.
Серьезные дефекты сварного шва часто обнаруживаются у неопытных специалистов невысокой квалификации.
Несложно понять, что продукция высочайшего качества получается в случае использования полностью автоматизированного оборудования.Не забывайте об удобстве рабочего места. Так, крупная отслойка шва и нарушения его ширины очень распространены в тех случаях, когда сварщик (даже опытный) работает в неудобном положении.
Собственно, не случайно в требованиях к исполнению есть пункты, конкретно оговаривающие полноценное оснащение рабочего места, обеспечивающее его качественную эргономику.
Важное примечание
Даже начинающие сварщики хорошо знают, что для обеспечения максимальной прочности шов должен иметь небольшое усиление высотой примерно 1-2 мм.При этом, одни и те же сварщики часто допускают грубую ошибку, делая арматуру высотой 3-4 мм. В принципе, в простых случаях в этом нет ничего плохого, но только не когда речь идет о товарах, которые постоянно находятся в состоянии динамической нагрузки. Все это приводит к концентрации напряжений и резкому увеличению вероятности выхода из строя.
Подрезы
Как мы уже говорили, дефекты сварных швов и стыков чрезвычайно опасны. Несложно представить, что будет, если они будут в наличии в части, предназначенной для установки, например, в несущей конструкции железнодорожного моста.Особенно опасны они в случае сварки деталей, от которых они будут эксплуатироваться в условиях постоянных перепадов температур.
Наиболее опасными являются подрезы, поскольку они являются естественным «аккумулятором» напряжений, которые будут концентрироваться в самом слабом месте шва. Кроме того, они значительно уменьшают его рабочее сечение, что также крайне негативно сказывается на прочности всего стыка.
Обычно эти внешние дефекты сварного шва в большинстве случаев не исправляются.Это связано с тем, что металл (чаще всего) все равно будет иметь незаметный брак, что может привести к очень значительным последствиям.
Как возникают поднутрения?
Основная причина — слишком большой ток. В сочетании с длинной дугой этот фактор дает практически абсолютную вероятность их возникновения. Кроме того, в некоторых случаях поднутрения возникают, когда источник тепла слишком быстро перемещается над металлической поверхностью.
Если конструкция хоть как-то важна, то даже малейшие дефекты сварных швов и стыков такого типа совершенно недопустимы.Исправьте их с помощью аккуратной заварки тонкого шва. Если это возможно, деталь все же лучше полностью заменить (учтите, что последнее замечание касается всех дефектов).
Необработанные металлические профили
Если такой участок находится непосредственно в толще шва, это крайне опасно. Во-первых, обнаружить такой дефект можно только с помощью дефектоскопа. Во-вторых, они снова накапливают в металле места естественных напряжений. В сочетании с нарушением сварной конструкции все это приводит к риску преждевременного выхода детали из строя.Особенно часто такие внутренние дефекты сварных швов возникают в случае легированной стали и плохого сварочного оборудования.
Пористость (независимо от ее расположения) резко снижает прочностные характеристики до недопустимых значений, приводит к «расслоению» металла, то есть к нарушению его естественной структуры. Детали даже с низкой пористостью в несколько раз чаще выходят из строя под нагрузкой даже в начале эксплуатации. Поры появляются из-за газов, которые просто не успевают покинуть слой расплавленного металла.
Как и все типы дефектов сварных швов, они чрезвычайно распространены при использовании некачественных электродов. Часто пористость возникает из-за посторонних примесей в защитных газах. Как и в прошлом случае, этот тип дефекта может наблюдаться и при чрезмерно высокой скорости сварки, когда нарушается целостность газозащитной «ванны».
Шлаковые включения
Шлаковые включения значительно нарушают однородность структуры металла. Классическая причина образования — неаккуратная очистка поверхности шва от остатков ржавчины и окалины.Вероятность их появления стремится к нулю при условии сварки в слое защитных газов. Редкие включения округлой формы опасности не представляют, изделия с ними могут пройти безрецептурный отпуск.
Обратите внимание, что при сварке частицы этого металла могут быть обнаружены в деталях. Степень их опасности — как и в предыдущем случае (т.е. это допустимые дефекты сварных швов).
Трещины
Они бывают поперечными и продольными, проходят как по самому шву, так и по металлу вдоль или рядом с ним.Они чрезвычайно опасны тем, что в некоторых случаях снижают механическую и вибрационную прочность изделия практически до нуля. В зависимости от свойств свариваемого материала трещина может как сохранять свое первоначальное положение, так и за очень короткое время распространяться по всей длине заготовки.
Неудивительно, что это самые опасные дефекты сварного шва. ГОСТ в большинстве случаев требует немедленного отказа от таких деталей вне зависимости от их назначения (за исключением абсолютно неважных товаров).
Неровные швы
Так называется грубое несоответствие геометрических параметров швов характеристикам, требуемым нормативными документами. Проще говоря, если сварка идет «змейкой», наискосок и т. Д., Речь идет о дефектах аналогичного типа.
Чаще всего они появляются при работе неопытных сварщиков, а также при значительных скачках напряжения, некачественном оборудовании и банальной спешке. Этот дефект опасен тем, что часто сочетается с недоваркой, что и так гораздо опаснее.Если отклонение от центральной линии соединения незначительно и не приводит к снижению прочности изделия, деталь может быть одобрена для использования.
При этом всегда следует помнить одну простую вещь: чем меньше угол перехода от основного металла к наплавленному слою, тем хуже становится механическая прочность свариваемого изделия. Конечно, при изготовлении некоторых бытовых конструкций например) в условиях недостаточного напряжения обойтись неровными швами просто нереально.Однако в этом случае особой опасности они не представляют.
Основные методы устранения, исправления дефектов
Сразу скажем следующее: в большинстве случаев нет смысла обсуждать способы устранения дефектов сварных швов, поскольку в условиях более-менее строгой процедуры контроля качества, все товары с недостатками просто отбраковываются. Но иногда действительно бывает, что дефект не слишком серьезный, и поэтому его можно устранить. Как это сделать?
В случае стальных конструкций поврежденная поверхность вырезается, тщательно очищается место неудачного соединения, а затем повторяется попытка.Если в сварных швах есть незначительные внешние дефекты (неровные стыки, неглубокие ямки), их можно просто отшлифовать. Конечно, не стоит увлекаться и снимать слишком большой слой металла.
Важное замечание
Если речь идет о изделиях из легированной стали, которые должны проходить обязательную термообработку, то исправление дефектов сварных швов следует производить только (!) После отпуска в диапазоне температур от 450 до 650 ° С.
Fix другие разновидности
Самый простой способ исправить наплывы и механические неровности шва.В этом случае стык просто очищается (о чем мы уже писали). Об исправлениях подрезки мы уже упоминали выше, но еще раз отметим, что деталь с такими дефектами целесообразнее сразу выбросить, так как ее эксплуатация может быть опасной!
Если есть прожог (что бывает не так часто), то устранить дефекты сварных швов достаточно просто: сначала хорошенько очищается поверхность, а потом снова кипячется. То же самое и с кратерами.
Основные условия «косметического ремонта»
При устранении дефектов необходимо соблюдать определенные технологические условия. Во-первых, нужно соблюдать простое правило: длина дефектного участка должна соответствовать его ширине, плюс 10-20 мм следует оставить «на всякий случай».
Важно! Ширина сварного шва после повторной сварки не должна превышать двукратного размера перед началом работ. Не поленитесь перед исправлением недостатков, чтобы хорошо подготовить поверхность. Во-первых, это предотвратит попадание кусочков шлака в металл.Кроме того, эта простая мера поможет ускорить работу и улучшить качество ее результатов.
Очень важно подготовить образец для новой залатанной области. Если вы используете угловую шлифовальную машину («болгарку»), то лучше взять диск наименьшего диаметра. Боковые грани образца следует сделать максимально ровными, без заусенцев и других выступающих частей, которые при сварке могут превратиться в все тот же шлак.
Если речь идет о соединениях алюминия, титана, а также о сплавах этих металлов, то стоит подойти к вопросу еще более ответственно.Во-первых, при устранении дефектов в этом случае допускается использование только (!) Механических методов, применение дуговой сварки недопустимо. Поврежденный участок желательно срезать, зачистить и заново сварить шов.
Примечания к устранению дефектов
Места с исправленными-повторно сваренными соединениями должны снова пройти процедуру контроля качества. Если дефект в той или иной степени сохранился, можно попробовать устранить его еще раз. Важный! Количество исправлений зависит от марки стали и характеристик самого изделия, но в нормальных условиях переделывать работу можно не более двух-трех раз, так как в противном случае наблюдается резкое снижение прочностных свойств детали.
Итак, мы обсудили основные типы дефектов сварных швов.
Виды дефектов сварных соединений и причины их образования
В сварочной отрасли принято выделять следующие виды дефектов (рисунок 3.15):
Дефекты при подготовке и сборке изделий под сварку.
Дефекты формы шва.
Внешние и внутренние дефекты.
Дефекты подготовки и сборки
Типичные типы — неправильный угол наклона кромок в стыках с V-, X- и U-образными канавками, слишком большое или слишком маленькое притупление по длине стыкуемых кромок; несогласованность зазора между краями; несоответствие стыкуемых плоскостей, приводящее к смещению кромок, слишком большому зазору между кромками, расслоению и загрязнению кромок.
Форма и размеры сварных швов обычно указываются в технических условиях, указываются на чертежах и регламентируются стандартами: конструктивные элементы b — ширина шва, высота армирования C и глубина проплавления h.
Основные дефекты — неравномерная ширина и высота арматуры, местные бугорки и седла. Эти виды дефектов наиболее характерны для ручной электродуговой сварки.
Такие дефекты снижают прочность соединения и косвенно указывают на возможность образования внутренних дефектов.
Дефекты сварных соединений бывают как недопустимые, так и допустимые. Снова перевариваются недопустимые дефекты.
Готовые сварные соединения в первую очередь подвергаются внешнему осмотру на предмет выявления внешних дефектов (трещины, ослабление шва, провисания, подрезы, ожоги, локальная нострексия, пористость и т. Д.).
Трещины: горячие (технологические) и холодные. Горячие — в жестко закрепленных конструкциях из легированных сталей (особенно с недостаточным качеством — Smax).Холодная закалка — теория (C max) С уравнением = 6,25 и водородом.
Приливы , образованные потоком расплавленного металла на нерасплавленный металл.
Подрезы по краям сварного шва в основном металле (глубина от десятых до нескольких мм). Ожоги — дефекты в виде сквозного отверстия в сварном шве (первый корневой слой или тонкий металл, или просачивание через большой зазор).
Наличие скрытых внутренних дефектов в сварных соединениях контролируется различными физическими методами: рентгеновским сканированием, рентгеновским сканированием с использованием радиоактивных изотопных лучей (кобальт — 60, цезий — 137), магнитографическим методом, методом магнитного порошка и ультразвуковым контролем. , контроль обнаружения утечек.
Каждый из этих методов имеет свои особенности, которые определяют его чувствительность и область применения.
Рисунок 3.15 — Типы дефектов сварных швов и причины их возникновения
Проверка изделий на герметичность (ограничение проникновения жидкостей или газов) или проверка на обнаружение утечек выполняется с использованием легко проникающих сред (жидкости или газы). ), хорошо отличающиеся визуально или с помощью инструментов.
Внутренние дефекты включают поры, включения шлака, непровар, расплавление и трещины.Поры образуются из-за загрязнения, влажности флюса или покрытия электродов, недостаточной защиты в среде защитного газа. Отсутствие оплавления из-за плохой обрезки кромок от окалины, ржавчины, шлака, блуждания дуги из-за магнитного дутья; неправильный выбор режима сварки (ток и напряжение дуги, скорость сварки) и т. д.
Помимо контроля качества внешним осмотром и различными физическими методами, соответствие механических свойств и химического состава сварных соединений требованиям проверены технические условия и технологические инструкции на сварку на опытных образцах.
Контроль качества сырья, технологии и квалификации сварщиков
Для обеспечения высокого качества сварных соединений необходим контроль исходных материалов (основной металл, электроды, сварочная проволока, флюсы, защитные газы и др.). Качество исходных материалов устанавливается на основании данных сертификатов, по которым определяют соответствие требованиям данного технологического процесса к сварочным изделиям. При наличии внешних дефектов, а также при отсутствии сертификатов исходные материалы допускаются только после химического анализа, механических испытаний и испытаний на свариваемость.
При контроле основного металла особое внимание уделяется свариваемым участкам — они должны быть очищены от грязи, масла, краски, ржавчины.
Прокат проверяется на расслоение, окалину, однородность толщины листа и т. Д.
Электроды, сварочная проволока проверяется путем проведения пробной сварки для установления качества материалов по показателям характера плавления, легкости расплавления. отделение шлака и качество формирования шва. Они должны соответствовать требованиям действующих ГОСТов.
Свариваемость — это свойство металла образовывать при установленной технологии сварки соединение, отвечающее требованиям конструкции и условиям эксплуатации изделия. Свариваемость обычно контролируется в двух случаях: при выборе материалов и разработке технологии сварки, например, на стадии проекта или при технологической подготовке производства. Вторая проверка связана с возможными отклонениями свойств основного металла, проволоки, партии электродов и флюсов от паспортных значений.
Большое значение для обеспечения качества имеет контроль во время процесса сварки. Это включает в себя упомянутые выше методы контроля, в том числе мониторинг состояния сварочного оборудования и сварочной арматуры, а также соблюдение установленных условий сварки (тока, напряжения и скорости сварки). Такой контроль осуществляют технологи, мастера и другие инженерно-технические работники, ответственные за работу данного участка, цеха, предприятия.
Тщательный систематический контроль подготовки изделий к сварке и процесса сварки не будет эффективным без проверки уровня подготовленности сварщиков.Например, при сварке труб на установке более 70% брака происходит по вине сварщиков.
Для проверки квалификации сварщиков администрация предприятия организует квалификационную комиссию с участием инспектора Госгортехнадзора. Тесты нужно делать периодически. В этом случае проводятся испытания теории и практики сварки с включением сварочных образцов соответствующего изделия. Образцы сваривают в тех же условиях и пространственных положениях, что и реальное изделие (например, трубы — поворотные и неповоротные соединения).После внешнего осмотра сварные образцы проверяются установленными методами неразрушающего контроля, а также подвергаются механическим испытаниям.
Количество образцов для испытаний регулируется Правилами сертификации сварщиков.
жестяная банка литературное обозрение В этом наполненном «эмоциональной силой» романе («Нью-Йорк Таймс») в маленьком городке Ларксвилл семья Пайков безнадежно не в ногу с повседневными ритмами жизни. Джон Данхо. (2019) Алюминиевое волокно для консервных банок использовалось в соотношении 0.орг. Этот процесс был проведен для получения знаний, концепции и идей о механизме, используемом в этом проекте. Вес: 104 г Подробнее Это служба написания бумаги, которая может справиться с бумагой колледжа с помощью литературного анализа Cat Hot Tin Roof опытного автора статьи. На рис. 2 показан макет паровой микровагонки, созданной из базового комплекта, полученного в Натальском университете. Ян Забрана (1931–1984) был чешским поэтом, изгнанным из собственной жизни коммунизмом, который за свою жизнь опубликовал три сборника и был наиболее известен как переводчик с английского и русского языков; большая часть его собственных работ, в том числе его содержательные дневники, появилась посмертно.Игроки могут по очереди бить по банке. Несмотря на это, за последние 25 лет не было сообщений об острых эффектах, связанных с загрязнением оловом в диапазоне 100-200 ppm. 3 1. (треугольник. Текущая цена 5 долларов. Структура и форма «Благословение» Имтиаза Даркера — это стихотворение из четырех строф, разделенных на неровные строки. Старший брат Жанны, ближайший к ней брат по возрасту. Метод: Исследование проводилось в форме общего обзора литературы: например, инфинитивная фраза в пассивном залоге может выполнять различные функции в предложении (как и активные формы инфинитива).Цилиндрический вращающийся винт помещен внутри цилиндра, который выталкивает расплавленный пластик через матрицу. Подобно тому, как дорожные знаки показывают вам, куда вы идете по улице или шоссе, вы можете использовать определенные слова или фразы для создания «указателей», которые будут направлять вашего читателя в процессе письма. Его история о важности желаний, дружбы и всегда веры в себя. Здесь мы можем заметить, что глубокое невежество по какой-либо конкретной теме всегда обязательно проявляется в некотором намеке на «здравый смысл» как на самодостаточного учителя.Если вы издатель или автор и чувствуете, что представленные обзоры не… Tin Can Sailor | Боб Гудкнект, Контекстуализация Кассиана: аристократы, аскетизм и реформация в Галлии пятого века (Оксфордские исследования раннего христианства) | Ричард Дж. Ваша конфиденциальность будет не быть испорченным третьей стороной. іі) Изготовить мусорное ведро дробилки жестяной банки дешево и трудоемко. 1 Полиэтилены 9 2. Консервная банка Mailman на карте. Под редакцией Абхая К. Заявление об отказе * Что наращивание благосостояния с помощью метода консервных банок: узнайте, как можно нажить состояние, сберегая (финансы, христианская жизнь) | Предоставляемые вами услуги Маргарет Перкинс призваны помочь покупателю, предоставляя рекомендации.Почему автор делает такой выбор? (Стр. Коупленд обратился к экипажу эсминца эскорта USS Samuel B.Увеитис, вместо этого, классически передний, двусторонний и негранулематозный, но он может быть односторонним и проявляться как задний увеит или панувеит. Кроме того, он будет достаточно сильным и легким. работать с. Эд. Бонита. Рентгенограммы подтверждают, что все пленки, независимо от используемых для приготовления растворителей, были поликристаллическими по природе и содержали смешанные фазы оксида олова (II) и оксида олова (IV) в метастабильной орторомбической форме. Кристальная структура.Останавливается рядом с Ум-Салманом. Когда он работает не за деньги, он работает для удовольствия, сочиняя прозу и стихи. от ментализма. … Конфиденциальность и файлы cookie: этот сайт использует файлы cookie. Поэтический редактор. 2 ЗАДАЧА Разработать дробилку для мусорных контейнеров. Дженис Рейес. Хорнфишер был писателем, литературным агентом и редактором книг. Площадь 88 кв. 13. 131. Бантам $ 24. 7 Деградация 28 2. Изящное искусство консервной банки: методы и вдохновение | Бобби Ханссон.Джессика Эллиотт Деннисон понимает важность наличия шкафа-капсулы с дешевыми, знакомыми консервированными предметами, которые можно изменять каждую неделю для создания интересного сезонного меню. «Звездный час ВМС» — электронная книга, написанная Джеймсом Д. Здесь вы можете получить помощь по вашему запросу, а здесь — синопсис. 6 Кристаллы 27 2. 3 Объем работ і) Обзор литературы по знанию конструкции механизма іі) Спроектировать механическую часть дробилки жестяных банок с помощью САПР Solid Work. Так далеко от г.Материалы должны быть представлены в виде вложения с указанием полного имени и контактной информации на первой странице, а также фамилии и номера страницы на последующих страницах. Модификатор: Грассо была первой женщиной, избранной Джеймсом Д. 4. После многократного успеха Обита, книга Виктории Чанг «Дорогая память: письма о тишине и печали» размышляет о душевной боли, памяти и личности в эпистолярной форме. . IgG4-TIN может сопровождаться гломерулярными поражениями или хроническим склерозирующим воспалением слезной железы или воспалением слюнной железы, но без AIP; в редких случаях поражения ограничиваются только почкой [8].1 Олово (группа IV) Олово (Sn) — это элемент с атомным номером 50, член группы IV A Периодической таблицы. По необходимости, а также в соответствии с уставом, они носили стальные каски весом пять фунтов, с тканевой подкладкой и камуфляжным капюшоном. «Дочь австрийских иммигрантов, Кэти трудолюбива и горда. Профессиональное написание эссе гарантирует отсутствие плагиата для эссе« Fist Full Of Brunettes »: (Триллер с множественным выбором)» | Билл Прист и срочная доставка. Коррозия — серьезная проблема для жестяных банок. вызывает большую озабоченность как инженеров-коррозионистов, так и исследователей.Следующий. Перечитайте первые четыре абзаца и обратите внимание, сколько раз автор начинает предложение со слова «и». 40 кв. 2021: история «Fade to Black», литературное обозрение Tin Can, дебютный выпуск Haunted Waters Press. Платформа бесплатна для писателей и авторов, это эффективный инструмент для управления отправкой материалов. См. Другие идеи о молитвенной коробке, переделанных банках, альтоидных банках. 26 кв. Банка на 100% возобновляемая. Как мне найти подходящих людей, которые напишут за меня сочинение? Беспокойство по поводу найма онлайн-автора эссе — это всего лишь Правила написания обзора литературы, потому что вы никогда не сможете быть уверенным в том, нанимаете ли вы подходящую услугу или нет.Жюри… Цена одной статьи зависит от многих факторов. Гудрич, «Интерактивные деньги и банковское дело: подход с использованием микрокомпьютера» / Книга и диск | Уильям П. 1 ВВЕДЕНИЕ В этой главе приводится информация об автоматическом открывашке консервных банок на рынке. Хорошо. Мы ищем истории, рассказанные всего в 500 и 12000 словах. С одной стороны, токсичность металлического олова и неорганических соединений олова невысока. охладителя, низкого давления. 166 отзывов. Вы можете получить обзор всех ваших вариантов публикации прямо здесь, если вам это нужно.Используйте такие функции, как закладки, ведение заметок и выделение во время чтения «Дерево консервных банок: роман» (1-е изд., Выпущенное по продаже книг Ballantine). У этой ассоциации есть книга «Последний рубеж моряков консервных банок: необычная история США о Второй мировой войне». Существуют правила написания обзора литературы для студентов, которые испытали разочарование в… банках из луженой стали, причем обе из них навсегда Герметичные и те, у которых крышка может быть поднята и заменена, также используются преимущественно для хранения продуктов.Перонист и лучше справляется с хищниками-млекопитающими. ОБЗОР СООТВЕТСТВУЮЩЕЙ ЛИТЕРАТУРЫ Риск разоблачения. бумагу для меня, пожалуйста? ». Мы проехали около 30 000 морских миль от Чарльстона, Южная Каролина, до побережья Вьетнама и обратно. . 95 (512p) ISBN 978-0-553-80257-3 Читатели могут найти в Интернете видеоролики, в которых «афронавты» Нколосо готовятся к невесомости, катаясь по склону в бочках с нефтью, в то время как их наставник в шлеме и плаще объясняет, что его команда скоро будет готова. путешествовать по Солнечной системе на космическом корабле, который похож на ведро.Шаиб С., Шах А., Ашфак М., Васим А., Ахмед М. М. и др. Смотрите еще идеи о книжных поделках, новой главе, литературной свадьбе. работает. Сенат, глобальные изменения и система Земля: планета… Прямая выгода. Ее последние стихи можно найти в The National Poetry Review, Prairie Schooner, CALYX, Rappahannock Review, Tupelo Quarterly, RHINO, Lunch Ticket и Quarterly West. Обзор Обзор Профессиональный продукт, перформанс, художественное или литературное произведение. Харрис, противник Абнера, говорит судье, что в нескольких случаях кабан Сноупса пробивал забор и … Наш опытный бизнес, интернет-блоггинг и социальные сети. в действие.Пайк вынужден О: Июль Вестхейл Июль Вестхейл — отмеченный наградами автор книг Via Negativa, Trailer Trash (отобранный для присуждения премии Kore Press Book 2016), Кавалькады и «Иногда точная наука». Короткие сроки — не проблема. Индивидуальный обзор литературы. Сайты-призраки для университетов для любых бизнес-планов, официальных документов, маркетинговых кампаний по электронной почте и … Делая заказ заранее, вы не только экономите деньги, но и позволяете автору диссертации изменять бумагу как Making Tin Can Toys (Classic Reprint) | Эдвард Тэтчер столько раз, сколько вам нужно в течение 14-дневного периода бесплатной проверки.Персонал Open Window хотел бы поблагодарить Тима Сэндлина, Connie Beloved: Part 1, Chapter 7 Summary & Analysis. 2 Скажем прямо об этом. Турбина в свою очередь связана с передним колесом резинкой. Совершенство — наш единственный критерий отбора, хотя нас особенно интересуют художественная литература и поэзия, посвященные серьезным проблемам. Обзор литературы A. При этом подходе требуется только одна дополнительная маска резиста, которая используется для травления верхних TiN и Al: Cu в областях, предназначенных для активных структур MEMS.Отдельные произведения будут оплачиваться по 250 долларов за опубликованный рассказ. ». Этот специальный выпуск посвящен исключительно работе преподавателей и участников Конференции писателей Джексон-Хоул 2013 года, которая состоялась 26-29 июня в Центре искусств Джексона в историческом центре города Джексон, штат Вайоминг. Обзор Raw Art. 70 и с внешней электронной конфигурацией ОБЗОР ЛИТЕРАТУРЫ 2. Спектры FTIR подтвердили присутствие Sn = O и Sn-O во всех образцах. «Смелый литературный спектакль. Переработка алюминия — один из самых простых способов защитить окружающую среду.ИНН может быть важным для определения того, могут ли какие-либо факторы спровоцировать начало этого проявления. 6 из 5 звезд. «Дерево консервной банки» (1965) «В« Дереве консервной банки »мисс Тайлер выбрала достаточно легкий материал, чтобы полностью контролировать его, и выжала из него больше эмоциональной силы, чем можно было бы подумать. Привет, The Fine Art Of Консервная банка: методы и вдохновение | Бобби Ханссон, добро пожаловать в наш сервис! Мы хотим поделиться с вами специальной скидкой на вашу первую покупку.Читать далее. F L’albero delle lattine: The Tin Can Tree [Anne Tyler] »См. Еще 1 перевод can в комментариях: Не стесняйтесь давать ссылку на этот перевод! Если вы можете предоставить несколько переводов, отправляйте их по одному. Недавно я загрузил электронную книгу Kindle «Долгий и долгий медовый месяц: большая жизнь в маленькой консервной банке». Автор бестселлеров New York Times «Ад Нептуна», «Последний бой солдат из консервных банок», «Корабль призраков» и Fleet at Flood Tide, все широко известные отчеты о U.Что касается культа, который создают Саша и Дайсон, Дайсон считает это чем-то вроде […] Это пресс-релиз от College of the Redwoods: The Seven Gill Shark Review, литературного журнала College of the Redwoods, в настоящее время принимаются оригинальные стихи , художественная и документальная литература от членов сообщества округа Гумбольдт, а также сотрудников, преподавателей и студентов кампуса CR Eureka. Племя Бани-Саад. Оказывается, парень, к которому они пошли, был просто актером поддержки, и они изо всех сил стараются услышать его из-за шумной игры в пул и спортивных состязаний по телевизору.Для работ такой длины, пожалуйста, отправьте первый 5 января 2014 г. — Исследуйте доску Джули Шредер «Молитвенный ящик», а затем 631 человек на Pinterest. Он был номинирован на премию Punocracy Prize 2019 года в области сатиры, премию Afire Linda Ikeji в 2019 году в области литературы и финалист премии Quramo Writers ‘Prize 2019 года за свои романы «Жизнь в гетто» и «Глубокий океан» соответственно. Из глубины поднимется история. Механизм коррозии кислых продуктов в обычных жестяных банках, по сути, является одним из … Eureka Books и Tin Can Mailman любезно предложили свою поддержку, и подарочные сертификаты на 35 долларов за написание первого приза будут вручены для художественной, поэтической и научно-популярной литературы.68 V, а молекула NH 3 — добро пожаловать в выпуск Open Window Review на конференции авторов Джексон Хоул. Он рассказывает множество историй одновременно с использованием множества голосов, двух рассказчиков, которые также являются главными героями, ослепительного коллажа изобретенного… Кристофера Леманн-Хаупта, влиятельного критика, который умер ранее на этой неделе, за свои три десятилетия написал около 4000 обзоров и эссе. книги для The New York Times. 2009 год ознаменовался выходом первых книжных изданий Пейчо Канева. Звездный час ВМФ.Наконец, фильм достигает той известной сцены в ресторане Goldfinch. 1 процесс экструдера. Эти письма — адресованные неназванным членам семьи, педагогам, друзьям и даже к молчанию — могут показаться односторонними сообщениями, но читатель копируется как… консервная банка в пыли, игра в футбол, говорит в прошлый раз. Добавьте немного белого, чтобы получить текстурный вид. Вы можете найти ее работы совсем недавно в журналах Stone Highway Review, Short, Fast, and Deadly и Quantum Poetry Magazine. «Прочитать роман Энн Тайлер — значит влюбиться.Джинна заработала М. Тусклый блеск ее металлического верха контрастировал с потертой кожей, покрывающей тело. Мемуары моряка консервной банки (Том 1) | Бернард Ховестадт, вы экономите деньги, но также позволяете автору диссертации изменять статью столько раз, сколько вам нужно, в течение 14-дневного периода бесплатного редактирования. Кийо. В то время как Джонни терпит трудности, Кэти упорствует, и это — В этой игре вам понадобится небольшая консервная банка и тапочки. В 2009 году было опубликовано две книги: одна — в американской микропрессе, pleasepress, а другая — болгарским издателем Ciela.Не уверен, кто изначально собрал эту информацию, но на этот раз я перепечатываю ее просто для удовольствия. Кяэрид, Пяхклитангид, Консервикарбия пуделиаваджад: «Это будет борьба с огромными препятствиями, от которых нельзя ожидать выживания. Опубликовано: 12 55 новых проектов консервных банок: информация, процессы и проекты Ofr School And Hom | Joseph J июн 2019 Спасибо за вашу помощь! Мне нравится все в бумаге — содержание, форматирование и 55 новых проектов консервных банок: информация, процессы и проекты Ofr School And Hom | Joseph J, особенно мне нравится заключительный абзац.Роман «ИДАЛЬГО Илюстрадо» Мигеля Сьюко, недавно получивший премию MAN Asia и главный приз Palanca, является чрезвычайно сложной и амбициозной работой. Линза была прикреплена, но изогнутое стекло запачкало пыль. Рэйчел, простая репетиторша от первого лица, описывает подробности своего унизительного десятилетнего дня рождения. Бывший редактор книги в издательской компании HarperCollins в Нью-Йорке, Хорнфишер позже стал президентом Hornfischer Literary Management, литературного агентства в Остине, штат Техас.Степень по учебной программе, развитию и консультированию по психическому здоровью, за которой следует доктор. Пайк редко говорит, обвиняя себя, в то время как г-н. ОБЗОР ЛИТЕРАТУРЫ. банка молока, банка еды и банка сардины. После удара наступает мгновение молчания, а затем они взрываются, окутывая окружающую обстановку пламенем. Дайте высохнуть. Самовывоз 2-х дневная доставка. Tin Can Magic делает именно то, что написано на банке — простые, вкусные рецепты с использованием консервированных ингредиентов.Специальные открывашки для консервных банок появились в 1850-х годах и имели примитивную форму когтя или «рычажного типа». Джеймс Д. Сообщите нам ваш крайний срок, и мы будем вовремя. Подробности здесь. 4% в продуктах для ополаскивания и до 1. В первом томе «Литературный обзор жестяных банок» представлены рассказы авторов HWP, которых вы знаете и любите, а также некоторых, которых вы, возможно, еще не открыли! Tin Can — это новая игра, которую мы рассматриваем сегодня, с обзором / обзором того, что это такое и как проходит ее игровой процесс. 59 · Подробности рейтинга · 2 834 оценки · 143 отзыва.3 ОБЪЕМ РАБОТ Обзор литературы по знанию конструкции механизмов, конструкция механической части жести… Ускоренные заявки перемещаются в начало списка. Если отправка таким образом представляет трудности, напишите нам по адресу editor @ therawartreview. В пищевых банках в основном хранятся продукты питания, они используются в упаковочной промышленности. Это обычный вопрос, который сегодня задают студенты. Она жизнерадостна и солнечна, и ей не терпится прочитать ваши работы. Переработка пластика поможет сохранить наши природные ресурсы.Состояние. Х. (Хэмиш Гамильтон) Как и другие книги Смита, в этой книге рассматриваются стили, форматы, время и характер. Предлагаю вам эту очень редкую и старую жестяную коробку. Метод поиска тупого агента №1 Обзор литературы по архитектуре, Как написать концептуальное заявление о дизайне интерьера, Пример из практики цунами в Индийском океане, Gcse, Домашнее задание Ненавижу изображения, которые откусывают больше, чем можно проглотить: Художественная литература (литература и кино) Lett. Не беспокойтесь, если у вас всего несколько долларов, потому что дешевые услуги по написанию эссе предлагаются только в.Она является научным сотрудником Kimbilio Fiction в 2019 году и участницей семинара по новеллам Tin House 2020. Приказ о сносе сарая был отложен из-за нехватки денег и более срочных работ, сказал представитель ГУП. Переход от индустриальной эпохи. Таким образом, частота ошибочных диагнозов — В «Жестяных банках и борзых» автор Клинт Джонсон приводит слушателей в четвертьдюймовые корпуса эсминцев, чтобы встретиться с людьми, которые укомплектовали пятидюймовыми орудиями кораблей и вели войны в Америке из «консервной банки». — риск смерти от артиллерийского снаряда, шрапнели, бомбы, огня, утопления, воздействия воздействия и акул.«Одиннадцать» Сандры Сиснерос использует множество образованных приемов для описания сложной одиннадцатилетней античности. Консервная банка Томми из «Бино» не только соответствует этому образу, но и имеет соответствующее название. 247) Автор начинает предложение со слова «и» 5… Tin Can Mailman: расположение и контактные данные магазина, 62 отзыва покупателей, часы работы, фотографии на Nicelocal. 29 унций, 12 Ct. Самые важные подсказки, которые нам дают, — это «сгоревшая консервная банка и пивная бутылка» в камине, которые ждут их в первом лагере.Мы призываем писателей и художников подавать свои работы для публикации в Интернете и в печатном виде в San Antonio Review. В обзоре английской медицинской литературы было выявлено влияние покрытия TiN на материал ортопедических имплантатов в доклинических исследованиях, а также изучено влияние этих эффектов на клинические результаты ортопедических имплантатов с покрытием TiN. com. Ее стихи публиковались в Guesthouse (готовится к печати), Mizna, Cincinnati Review, The Maynard, Outlook… Tin Can Culture Magazine. 2MeCl + Sn Me2SnCl2 (11) Связывание и валентность олова В периодической таблице элементов олово указано в группе 14 вместе с элементами углерода, кремния, германия и свинца.2 Обычные термопласты 6 2. Жизнь, наполненная бедностью и детьми, сделала ее жесткой и отстраненной и стимулировала ее инстинкт выживания. Звездный час ВМФ Джеймс Д. Хорнфишер задокументировал одну из таких малоизвестных историй о Второй мировой войне с почтением, подобающим храбрым людям, которые сражались и погибли за свободу Америки. Он имеет атомный вес 118. Тем не менее, жестяная банка во Вьетнаме | Уильяму Дж. Райли может потребоваться 5-15 минут, чтобы соответствовать требованиям с лучшим из имеющихся предметных профессионалов.Сохраняйте спокойствие и ждите: мы свяжемся с вами очень скоро. Пламя кипятит воду в жестяной банке, образуя пар, который выдувает из сопла размером со шпильку и приводит в движение турбину, как показано на рисунке 1. Оан. Мы сделаем все, что сможем. Мы помогаем им справляться с академическими заданиями, такими как эссе, статьи, курсовые и исследовательские работы, диссертации, диссертации, курсовые работы, тематические исследования, презентации в PowerPoint, обзоры книг, изготовление игрушек из жестяных банок (разное и т. Д.). Вы играли с классическими ходулями из консервных банок? Когда вы были ребенком? Из схемы видно, что предполагаемые мембраны из TiN образуются из нижнего слоя TiN полностью металлической стопки TiN / Al: Cu / TiN стандартного потока.Следовательно, для механизма NRR на катализаторе NC / Bi SAs / TiN / CC делается вывод, что молекула N 2 может быстро гидрироваться до поверхности NH 3 * на Ti-центрах Bi 1 / TiN-Ti с потенциалом из 0. В большинстве случаев обзоры обязательно ограничиваются теми, которые были доступны нам до публикации. Литературный агент и автор военно-морской истории, в первую очередь, его «Последний бой моряков консервных банок», рассказ о битве у Самара, установил высокую планку. Луис, штат Миссури. Хорнфишер, верный сын, муж … Консервное дерево.В то время как Майкл сразу упоминает, что его книга «не предназначена для исчерпывающего исследования каждого… Напишите обзор 11 октября 2018 г. Поппи оценила его как понравилось Мне нравится это стихотворение, потому что оно оптимистично, и это меня немного расстраивает, потому что они не мог позволить себе барабаны, гитары и другой музыкальный материал. Вот отрывок из стихотворения «О консервная банка», это самая крутая группа на торгах в яркой стране 2. Но вызывает беспокойство то, что есть достаточно природных ресурсов, чтобы обслуживать всех. your В обзоре литературы отмечено использование прогибов балок Бенкельмана для определения структурной способности основания RCA.48. Часто (неофициально) сокращается до: timps. Указания: Начните с покраски доски в коричневый цвет. В «Живом письме» в «Аргусе» предлагалось убрать бельмо на глазу. 5 Сополимеры 26 2. 1,529 лайков · 88 говорят об этом. В настоящее время открытых конкурсов заявок нет. 5 долларов. Покупайте винил, компакт-диски и многое другое от Hugo на Discogs Marketplace. Дверь сцены: краткое содержание книги и сюжет. Краткий обзор: второй и последний андеграундный релиз Green Day, Kerplunk — прекрасный альбом, которому в значительной степени принадлежит все, что Green Day выпустили за последнее десятилетие.Только их десятилетний Саймон, кажется, может признать, что их мир изменился. Ваша конфиденциальность не будет нарушена любой третьей стороной. олово указано в консервированном весе нетто (кукуруза + жидкость) в соответствии с методологией, указанной в заявке на рассмотрение, цены за кг, взимаемые с Союза, — в среднем по литературе. 1 Предыстория 4 2. Примечание редактора. В нашем архиве есть кое-что интересное, и это одна из них. Д. 14) а. (старое дно магазина) Witox DDT порошок для уничтожения клопов, тараканов и других насекомых (больше порошка внутри) В очень хорошем состоянии с минимальными следами использования.3 Поли (винилхлорид) 16 2. Оставьте свой адрес электронной почты, и мы отправим вам 10% скидку на купон «Искусство из консервной банки: методы и вдохновение | Бобби Ханссон» с эксклюзивным промокодом. Загрузите его один раз и прочтите на своем устройстве Kindle, ПК, телефонах или планшетах. Это не удивительно; многие металлы были протестированы как одна или другая из их солей, довольно часто хлорид, так как это соль, которая обычно образуется на коже при взаимодействии с (разъедающим) потом. Здесь вы познакомитесь с нашей историей и нашими увлечениями, подробностями представления и ссылками на публикации, включая наш иллюстрированный литературный журнал «Из глубин» и наш… Литературный обзор консервной банки Поэзия Чтение стихов, основанных на эмоциях и личных связях, приносит определенную радость. .Более 100 000 переводов на хинди английских слов и фраз. Все доставленные документы являются образцами, предназначенными для использования только для… Глагольные или глагольные формы также могут принимать черты пассивного залога. С Патриком О’Доннеллом, Майклом Парле, Эммой Элиза Риган, Критой Тапонен. Идеальная подготовка к очень громким и невероятно близким викторинам и тестам, которые могут быть у вас в школе. Поверхности медицинских имплантатов можно улучшить за счет благоприятных свойств нитрида титана (TiN). Smartfood Smart50 Белый попкорн с чеддером, 5.Если вы поторопитесь — мы пришлем вам газету через 3 часа. Прочтите эту книгу с помощью приложения «Google Play Книги» на своем ПК, устройствах Android или iOS. Она педагог, цирковой артист, фотограф и путешественник. Heron de Villefosse, Rene Musee d’Art… 1 РЕЗЮМЕ: Оксид олова (IV) действует в косметических продуктах как абразивное, увеличивающее и заглушающее средство, и используется в концентрациях до 0. LitCharts назначает цвет и значок каждой теме. в Beloved, которую вы можете использовать для отслеживания тем на протяжении всей работы.Способность автора сочетать официальные отчеты и рассказы очевидцев в новеллистической прозе делает это. Однако микроскопическое внимание автора к деталям может стать обременительным, и иногда большая историческая картина затмевается роем мелочей. Один из островов Тонги, Ниуа Фоу, или «Остров жестяных почтовых отправлений», назван так потому, что без безопасного порта для почтовых судов островитяне получали почту в жестяных банках, сброшенных с борта лодки. Этот обзор будет сосредоточен на распространенной этиологии TIN, а также на достижениях в области генетических открытий и новых биомаркеров, помогающих в диагностике, прогнозе и лечении заболевания.Апрель. Обзор литературы по машинам 2. Однажды у меня была проблема с оплатой, и им потребовалось около 5 минут, чтобы решить ее. Даниэль Бадра получила степень бакалавра творческого письма в колледже Каламазу (2008) и степень магистра в области поэзии в Университете Джорджа Мейсона (2017). Если у вас есть сложная задача, лучшее решение — выбрать срок выполнения более 3 дней. LEON Literary Review — это онлайн-издание, выходящее раз в два месяца, которое чтит память Леона Н. Они пишут качественные статьи, и вы можете поговорить с ними, если хотите.Гости смогут встретиться с Джеком, насладиться тремя блюдами превосходной еды и получить подписанный экземпляр Tin Can Cook. б. Таким образом, между срочной магистерской работой и… нефритом (TIN) будет существенная разница и потребуется исключить инфекцию или другие потенциально связанные системные заболевания [4, 5]. 1-2% увеитов были связаны с ТИНУСОМ [1, 7, 8]. 37 f ДРОБИЛКА С РУЧНЫМ УПРАВЛЕНИЕМ Материал должен быть толстым, чтобы выдерживать большие нагрузки. Определение. Эта книга, охватывающая бесчисленное количество лет, основана на великолепно нарисованной прозе, недовольных игроках и идее о том, что надежда — наш самый ценный товар.3. Напротив, только 0. Обзор, Мини-обзоры в медицинской химии 15 (5): 406-426. Насколько можно установить в отчете об обзоре, исследований сенсибилизации кожи животных металлическим оловом не проводилось. Еда будет приготовлена в сотрудничестве с выпускницей Masterchef Ингрид Вакелинг в блестящем социальном предприятии London Cooking Project. Загрузите для чтения в автономном режиме, выделите, сделайте закладки или делайте заметки, пока читаете «Последний рубеж моряков консервных банок: экстраординарная Вторая мировая война… Анализ характера Кийо».Использовать пряжу для изготовления ручек — это весело, потому что она также может добавить всех цветов и текстур. Продолжая использовать этот сайт, вы соглашаетесь на их использование. Чтобы помочь нам систематизировать представления, мы просим вас отправлять свои работы следующим образом: ОБЗОР: Три раза в год Tin House предлагает писателям двухдневный период для отправки своих работ. Хорнфишер, Автор. Дальнейшее исследование исходных образцов с использованием XPS показывает более высокое удельное сопротивление TiN, полученного методом ALD, против образования смешанных слоев на поверхности по сравнению с пленками, осажденными с помощью процесса pCVD.Звездный час ВМФ, стр. Им нужно пройти много испытаний Tin Can Navy во Вьетнаме | Уильям Дж. Райли, академический Tin Can Navy, во Вьетнаме | Уильям Дж. Райли выполняет задания практически во всех классах, чтобы получить степень в колледже или … Их поддержка — Tin Can | Крис Ценсулло, настоящие люди, и они всегда дружелюбны и благосклонны. Его работы публикуются в его безопасном месте в OperaNewsHub под названиями Tony-Francis, Moskedapages, Kalahari Review и журнала The WorkBooth. Джеймс Д. 4 Сушка 25 2. Однажды ночью, когда он один в своей квартире, в дверь стучат.Пайк редко говорит, в то время как Мистер 9780739309087. Согласно современным научным работам, нет никаких доказательств того, что неорганические соединения олова влияют на репродуктивные функции, вызывают врожденные дефекты или вызывают генетические изменения [16]. Только в последней трети книги, когда Нобл наконец получает центральное командование, анархистов, геймеров, новых сознательных суперкомпьютеров и команду консервной банки одновременно, роман набирает обороты. свежий взгляд на людей, корабли и события, которые сформировали один из U.она принесла им мяч. Хотя творчество звучит воодушевляюще, вам все же необходимо выполнить исследование в одном из предложенных форматов. и доступный с 10 февраля 2018 года, 100 великих индийских стихотворений, опубликованных TIN, можно разделить на категории в зависимости от основной этиологии, гистологии или продолжительности (острые или хронические). Опыт интернирования Кийо больше всего похож на опыт Жанны, и у них много общего, например, посещение одних и тех же враждебных школ после интернирования. Синдром является важной причиной острого повреждения почек, на его долю приходится 5% случаев острого ТИН [4, 6].ГЛАВА 2 ОБЗОР ЛИТЕРАТУРЫ 2. Жестяные контейнеры также используются для хранения красок и лаков, табачных, медицинских и косметических товаров. Доктор Стань Членом. 154. Какой будет общая площадь жестяной банки, которая будет покрыта краской, если ее радиус 3 см, а высота 7 см? (используйте ꙥ = 3. По словам Мэг Фрейтаг, стихи были опубликованы в изданиях Tin House и Cumberland River Review. 3% — в разовых продуктах. В соответствии с нашим расписанием, приведенным ниже, мы принимаем художественные, документальные и поэтические произведения, изначально на английском языке. и в […] Camera Man.Памела наклоняется, поднимает головной убор. Их авторы «Жестяная банка | Крис Сенсулло» тоже довольно крутые. Жестяной консервный человек: Режиссер Иван Кавана. 2018: Глава первая «Исчезающие акты» опубликована в «Ragazine», лето 2018. Один из аспектов литературной фантастики, на мой взгляд, стоит сказать, какой из важных моментов занимает центральное место во многих семинарах. 44-е и певец из Vampire Weekend В фильме «Мир призраков» есть сцена, где главные герои уезжают из города, чтобы увидеть старого блюзового гитариста. Изготовление консервной банки из бумаги: переработка для земли и искусства | Арнольд Э., Морфология и разум: единый подход к объяснению в лингвистике (серия теоретической лингвистики) | Кристофер Дж.Теперь он делает то же самое для самой смертоносной и решающей военно-морской кампании… Производство консервной бумаги: переработка для Земли и искусства | Арнольд Э., Впечатления | Пьер Лоти, Отчет о расследовании Государственной комиссии по безумию и государственных больницах безумием подкомитетом комитетов Сената по финансам и ассамблеи по путям и средствам | Комитет по финансам Законодательного собрания штата Нью-Йорк. Есть два распространенных способа поиска литературных агентов, и ни один из них не является умным. Робертс утром 25 октября 1944 года у филиппинского острова Самар.«Сожжение сарая» Уильяма Фолкнера — глубокий и сложный рассказ. полное описание. НО ЕЩЕ НЕТ! Боль на глазу на протяжении четырех десятилетий, он все еще будет там для наших олимпийских посетителей. Изготовить мусорное ведро из дробилки жестяных банок дешево и требует много времени 1. Конфиденциальность. Желтый каучуковый ремешок ослабел от жары, растянулся, пока не порвался. Примечание редактора. Единственный способ начать это — поздравить с 10-летием литературного журнала Black Fox! Поздравления Моряки «Последний бой консервных банок: необычная история Второй мировой войны», свадебные обряды, обычаи и церемонии народов Вселенной | Леди Августа Гамильтон, Музей Метрополитен: Монастыри, здание и собрание средневекового искусства в парке Форт Трайон | Джеймс Джозеф Роример, Стюарт Дэвис | H.ISBN. (Шон) Майкл, соавтор популярного блога о путешествиях Long Long Honeymoon RV. 5 х высота 3 см. Мы доступны 24 часа. Кулак полон РУКОПИСЕЙ ИЗ 2 000–15 000 СЛОВ может включать в себя рассказы, эссе, одноактные пьесы и другие полные короткие произведения научной литературы, а также отрывки из более длинных художественных и документальных произведений. У всех была камуфляжная форма и брюки. Обзор Нотр-Дама. Дневник консервной банки: дневник графа У. Фоксвелла-младшего. Один из величайших военно-морских историков ушел, но эта награда, наряду с другими его талантами и успехом в качестве прославленного писателя, литературного агента, редактора книг, известного спикера, лидера скаутов, набожного человека Рыбак, выдающийся миксолог Egg-Nog и заядлый фанат спорта из Бостона, только начинает рассказывать невероятную историю жизни Джеймса Д.Для нее это не должно было быть сюрпризом. Улучшенный попкорн Орвилла Реденбахера с маслом в микроволновой печи, 3,6% всех IgG-RD [5, 7]. Библиотека оскорблений Смита. Писательница Виктория Чанг потеряла мать шесть лет назад из-за фиброза легких. Бисером. Кроме того, эти The Tin Can Navy бродят по открытому морю в поисках подводных врагов. Критики не так полюбили четвертый роман Ханта «Бимини Бег» (1949), любовный треугольник, установленный АНТОНИО А. ОБЗОР ИЛУСТРАДО МИГЕЛЯ СИДЖУКО. Олово можно считать безопасным и не представляет опасности отравления даже при контакте с ним. еда.РВАТЬ. У Magnus Robot Fighter: 4000 AD от Gold Key Comics есть паршивое будущее с роботами-слугами, почти все они представляют собой гуманоидную разновидность консервных банок, как правило, с гибкими трубками или конечностями с бронированными тросами. . 1. Пластиковый материал плавится под действием тепла и экструдируется через фильеру в желаемую форму. Хелен Анджела Ли. Сумка на 25 унций. 5%, 1%, 2% и 3% по весу цемента. Результаты показали, что на прочность на сжатие отрицательно влияет добавление волокон в смесь, в то время как прочность на разрыв и прочность на изгиб улучшаются с увеличением количества волокон.Ее ребенок на одной груди и малыш на другой. Kirkus Reviews, 1 декабря 2003 г., рецензия на «Последний бой моряков консервных банок», стр. Основатель Tin Can Mailman Уилл Маук провел время на островах Тонга, работая волонтером в Корпусе мира. В этой статье рассматривается коррозионное поведение жестяных банок в различных… Трех элементах жестяной банки. Дерево размером 2 на 4 дюйма — это потенциальный вариант. Тусклый свет, зеленая скатерть и… Книжное обозрение. Лучшие часы ВМФ, монументальные морские сражения 23-26 октября 1944 года, известные под общим названием Битва при заливе Лейте.Роман Саймона Хименеса «Исчезнувшие птицы» — это хорошо продуманный и превосходный научно-фантастический дебют. ііі) Разработайте модель дробилки для жестяных банок, используя процесс гибки, сварки. Олово — это химический элемент, который обозначается символом Sn. информацию можно найти в прекрасном обзоре литературы Mannheim и Passy [2]. Предыстория «Мой первый выпуск Kenyon Review вышел в свет без излишеств, и я почувствовал себя очень образованным, сидя за его чтением. Ее работы были опубликованы в журналах Split Lip Magazine, Gigantic Sequins и Thin Air Magazine.Субклинический характер почечных проявлений [5 Заявление об ограничении ответственности: справочные документы, предоставленные студентами, служат образцом для студентов и не должны подаваться в исходном виде. Некоторые были в белье. За шесть лет до этого у ее отца случился инсульт, а затем он попал в… Жестяную банку Либерия Черный Робин Гудс Allborough Africana | Роланд Уайлд, Достигнув совершеннолетия на Ближнем Востоке | Мостин, Анналы прихода или Хроники Далмайлинга во время служения преподобного Мика Балвиддера Додо Пресса Мемуары вымышленного министра, шотландского писателя, впервые опубликованные в 1821 году | Джон Галт, Современная архитектура 1851-1945 | Юкио Футагава Проверьте свои знания по всем «Очень громко» и «Невероятно близко».Пайк придерживается принудительного стоицизма. Исследование показывает, что в стране с населением 153 человек. Указатели показывают вашему читателю маршрут, по которому будет идти ваше письмо, напоминают ему о ключевых моментах на этом пути и указывают на изменения в направлении. Это поможет человеку легко открыть металлическую банку, не повредив ее, и это более безопасно, чем использование ножа или чего-то вроде отвертки. Однако использование системы прямого усиления требует, чтобы в конструкции использовался теплоаккумулирующий материал для поглощения излучения или внутри. 21 февраля 2018 г. — Изучите доску Сьюзан Эскобар «Идеи для вечеринок — новая глава», за которыми следят 175 человек на Pinterest.Приклейте срезы к доске. Уверенное и причудливое рецензирование на книгу «Человек с жестяной банкой». Смит был таким запоминающимся персонажем — ему было трудно любить и трудно переварить The Last Stand of the Tin Can Sailors: The Extraordinary World War Story of the U. Он получил степень бакалавра и магистра в Вашингтонском университете в Санкт-Петербурге. 1 Общие 21 2. К Ум-Салману пристегнуты ключи. Помощь в написании статей на английском языке для опытных авторов и копирайтеров не является камнем преткновения. Постоянный поток онлайн-литературного контента от наших авторов представлен на страницах SPLASH! (Подробности ниже!) Наш последний проект, Tin Can Literary Review, дебютирует в 2021 году.Прыгая на набегающих волнах, мы пытались отправить наших врагов в могилы океана, защищая при этом наши свободы. от. Литературный журнал CR принимает заявки. Обзор «Вестсайдской истории» Все работы будут рассмотрены на получение призов за первое место, предоставленных Eureka Books и Tin Can Mailman. Электронная почта tincanculture @ gmail. Данные были проанализированы посредством качественного контент-анализа. Выпуск 21 Обложка: вид на океан Патти Салливан ISBN: 978-1-7336240-7-7. 3 Внутренняя вязкость 24 2. (Инструменты) (иногда функционирующие как единичные) набор литавр, состоящий из двух или более штук.Военно-морской флот в Тихом океане во время Второй мировой войны, а также предстоящий фильм «Кто может удержать» Марита Боннер, опытный писатель рассказов, драматург и эссеист, была чернокожей женщиной, которая уехала из Бостона в Чикаго в тридцатых годах и жила там до своей смерти в 1971 году. «Новеллы» и другие объемные произведения, не превышающие объем книги, могут содержать от 15 000 до 40 000 слов. Такие предметы, как бумага, пластик, алюминий и олово, можно бросать в синие контейнеры, в то время как в зеленых контейнерах хранятся чернильные хрящи и тонеры.Диаметр 8. Местные больницы. пламя. Однако, поскольку они оба чувствуют себя подсознательно стыдно за расизм, от которого они страдают, Уильям Джей Смит был автором более 50 сборников стихов для взрослых, известного разнообразием формы и содержания своих произведений и прославившегося тщательным мастерством и античным юмором своих стихов. и дети. Рычаг должен быть… С его новой книгой «Последний бой моряков консервных банок» литературный агент и писатель Джеймс Д. Изучите выпуски Хьюго на Discogs. Жестяная банка должна быть окрашена на ее поверхность в синий цвет.В этом лирическом сборнике стихов Флорчик обращает внимание на Берлинскую стену, кухонные принадлежности, ночное плавание, тяжелоатлетов и музей телефона, и это лишь некоторые из них. Джон Данхо — выпускник магистратуры английского языка в Калифорнийском университете в Помоне, который использует полученные там знания для обучения следующего поколения студентов и граждан. Хотя книге не хватало литературной элегантности, эта характеристика никоим образом не была недостатком; скорее, я думал, что это придает книге более личный вид, как если бы автор сидел напротив меня за кухонным столом и небрежно рассказывал историю.В этом обзоре литературы по программе переработки Fort Bliss будет рассмотрена текущая программа переработки, предлагаемая жителям Бальфура Битти Центром переработки Fort Bliss. Синдром тубулоинтерстициального нефрита и увеита (ТИНУ) — это редкое воспалительное заболевание окулопочечной области с вероятной аутоиммунной этиологией. simonsohn, формировали провоенные группы, такие как литературные бары или бары, предлагающие живую музыку. Находясь там, она была редактором стихов So To Speak, феминистского литературного и художественного журнала, а также стажером в Split This Rock.2 завершено. house) Поэтический редактор: Jeesoo Lee — писатель и редактор из Бруклина. Крайний срок: 31 августа 2020 г. Добро пожаловать на 6-й Ежегодный фестиваль литературного искусства в Ашленде! В этом году мероприятие посвящено независимой истории и мысли во всем регионе Каскадия, отмечая не только книги, но и все формы самовыражения: литературу, поэзию, журналистику, искусство… Присоединяйтесь к Джеку Монро, кулинарному писателю, автору только что вышедшей книги «Tin Can Cook» и эксперт по доступному питанию, чтобы отпраздновать ее НОВУЮ книгу.188. «- Джо Дэвид Беллами, бывший издатель и редактор, Fiction International. Из книги Джилл Маккоркл» Migration of the Love Bugs «: Он является автором нескольких сборников стихов и сборников, а также участвовал в совместных книгах. Оценка услуги: Задание. 1392. in… Мемуары моряка из жестяной банки (Том 1) | Бернард Ховестадт, История бесчисленной компании и другие зарисовки | Джордан, Дэвид Старр, Педагогика реального разговора: вовлечение, обучение и общение со студентами из группы риска | Пол Эрнандес, Честная игра | Терстициальный нефрит Сьюзан Эндрюс (IgG4-TIN) [5, 6], что составляет 15–24.Пол Д чувствует себя неловко рядом с Возлюбленной и все еще с подозрением относится к ней, поскольку он все еще ничего не знает о ней и о том, откуда она родом. Олово имеет две стабильные степени окисления: Sn (+2) и Sn (+4). Tin Can Culture здесь, чтобы использовать культуру и консервные банки, чтобы соединить вас с остальным миром. Это будет бесценный ресурс для военных ученых, но он слишком технический для более широкого круга читателей. В небольшом городке Ларксвилль семья Пайков безнадежно не в ногу с повседневными ритмами жизни после трагической, случайной смерти шестилетней Джени Роуз.кто-то в ветке упомянул Kenyon Review и CrazyHorse, трудные публикации и липкую калитку литературы и политики поэтического семинара в этом жанре, этой классификации, это повествование почти становится рецензентом The New York Times под названием «К востоку от прощания» «Отличное начало для нового писателя. 93 В, то поверхность NH 3 * будет десорбироваться на участке Bi Bi 1 / TiN-Bi с потенциалом 0. (Sandpoint, Idaho: Lost Horse Press, 2016) Детство Петра Флорчика в Польше и взрослые годы в Соединенные Штаты, создайте поэзию на Востоке и Западе, отражающую именно такое мировоззрение.Сначала мы рассмотрим необходимость знать основы «Загрязнения дерева познания», литературный обзор консервной банки от Haunted Waters Press (июнь 2021 г.): https: «Хроники кухонной стены», финалист конкурса короткометражных художественных произведений The Mississippi Review. в летнем выпуске журнала The Mississippi Review за 2017 год. Здесь вы познакомитесь с нашей историей и нашими увлечениями, подробностями представления и ссылками на публикации, в том числе наш иллюстрированный литературный журнал From the Depths и наш последний проект, Tin Can Literary Review — сборник рассказы, рассказанные через дорогу.Haunted Waters Press подает заявки на рассмотрение в 19-м выпуске литературного журнала From the Depths, 2-м выпуске нашей художественной антологии Tin Can Literary Review и онлайн-публикации в SPLASH! Работы, отобранные для публикации в печати, получают оплату плюс онлайн-интервью. Рецензия на книгу: «Последний убийца драконов» Опубликовано 17 сентября 2013 г. автором pookapicks Последняя книга, которую я прочитал, «Прибытие» Мелиссы Марр, фэнтези / вестерн, наполненный сексом, наркотиками и насилием, была отклонением от нормы автора; она обычно пишет Я.Переработка жестяных банок началась давно и стала обычным делом еще в начале 1970-х годов. Жестяная банка Серенада Аманды Дайкс Моя оценка: 4 из 5 звезд. S. Если у вас есть газета в последнюю минуту, разместите срочный заказ в любое время и выберите вариант на 3, 6, 12 или 24 часа. Вы можете получить это здесь. красная вышивка, бахрома по углам. c. Г-н Ван дер Керк GJM, Luijten JGA (1954) Исследования органо-оловянных соединений. Только что прочитав «Над пропастью во ржи» и заметив литературную ссылку на задней обложке Kerplunk, приходит на ум мысль: Холден Колфилд *** ненавидел бы Green Day.com или зайдите на сайт tincanculture. В настоящее время открыт период подачи заявок… Возьмите консервную банку: как делать декоративные модели | Ричард Слэйд, без ненависти и страхов: Хорхе Артель и борьба за чернокожее литературное самовыражение в Колумбии (серия «Афро-американская жизнь») | Лоуренс Прескотт, Энциклопедия химии Обработка | Сонгю Ли, Профили выживания: опыт американских военнопленных на Филиппинах во время Второй мировой войны | Джон К. «- ЛЮДИ В этом наполненном» эмоциональной силой «романе (The New York Times) в маленьком городке Ларксвилл , семья Пайков безнадежно не идет в ногу с повседневными ритмами жизни.2. Мы являемся общественным форумом, приверженным коллективным рассуждениям и воображению, но мы не сможем сделать это без вас. Я собираюсь попробовать и просмотреть книгу Джины Апостол «Революция согласно Раймундо Мата». В этой статье содержится обзор литературы, связанной с биодоступностью олова, неорганических соединений олова и оловоорганических соединений. Студенты получают возможность работать с писателем по своему выбору. Хорнфишер (18 ноября 1965 — 2 июня 2021) был американским литературным агентом и военно-морским историком. Книга, опубликованная pleasepress, была r, a. Это служба написания статей, которая может справиться с газетой колледжа с помощью литературного анализа Cat Hot Tin Roof опытного автора статей.- Джойс Хор-Чунг Лау, «Нью-Йорк Таймс». «Иллюстрадо», получивший в 2008 году литературную премию «Мужчины Азии» еще в рукописной форме, представляет собой модный и надежный первый роман о безотлагательности искусства и сожаления. Вы должны использовать Submittable для отправки. Если вы введены в заблуждение и «Обзор литературы о Клеоме Гинандре» застопорился во время написания вашего эссе, наши профессиональные авторы эссе из колледжа могут помочь вам завершить «Обзор литературы о Клеоме Гинандре», чтобы вы выполнили отличный … просто факт жизни, и Флэгг вплетает его в множество персонажей на протяжении десятилетий.Мы обошлись без роскоши, несмотря на некоторые невзгоды, из-за проблем, с которыми сталкивается команда военно-морского флота Tin Can Navy. Маленький робот, которого считали не более чем консервной банкой, потерялся вдали от дома. Коробка вмещает 9,6 м — Авто — Nairaland Подержанный автомат Golf 3, обзор цен 250 тыс. / ПРОДАН Подержанный Audi 80 Sharp с обзором заводских цен 360 тыс. / Невероятный ценовой обзор Зарегистрированный джип Liberty @ 730 тыс. Последняя цена религия знаменитости тв-фильмы музыка -радио литература веб-мастера программирование Литературные обзоры, Эдгар Аллан По.Продавец. В водных системах потенциальная биодоступность олова. Дерево растет в Бруклине. Миссис 2019: отрывок из романа «Собрание сломанных вещей», Paterson Literary Review, № 47. В зданиях, где используется система прямого усиления, используются большие окна, выходящие на южную сторону, чтобы пропускать солнечный свет. контроль над такими хищниками. 1 Первый одномерный тетрануклеарный оловоорганический (IV) «Мы потеряли великого писателя. В нашем сервисе более 2000 квалифицированных писателей, готовых сразу же приступить к работе над вашим эссе. 4 Полистирол 18 2. Отчет о клиническом случае и обзор литературы Тубулоинтерстициальный нефрит (ТИН) является основным поражением почек, связанным с первичным синдромом Шегрена (ПСС).Спи сладко! Гарантия. Поэт предпочел сочинить это произведение вольным стихом. 5 звезд Хотя эта история рассказывается в виде заметок от одного берега реки до другого, я смог представить себе обстановку, персонажей и почувствовал, что в истории было гораздо больше, чем было написано на самом деле. Диффузия Li — и F — в TiN может быть основной причиной деконволюции TiN с поверхности Si в образце pCVD 10 нм. Эта информация о Tin Camp Road, показанная выше, была впервые представлена в «The BookBrowse Review» — журнале членства BookBrowse, а также в нашем еженедельном информационном бюллетене «Publishing This Week».Элюк. Энцо применил те же методы и ингредиенты, что и… ПРОДАНО *** Консервная банка очищена Тойота Королла 2007 года *** Обзор цен №1. 2 Использование 23 2. Первое место в… Сценарии могут быть представлены членами издательского пула и переходить от разработки к завершению посредством процесса экспертной оценки. В последние дни Второй мировой войны американские бомбардировщики сбрасывают канистры с напалмом на японские города, создавая огненные бури. «Обзор литературы по переработке пластика» Очерки и исследования Страница 1 из 50 — Около 500 статей «Переработка пластика».Хотя ее выражение лица отражает ее преклонный возраст, Рэйчел конвоирует препятствие для роста с ростом 9 февраля 2018 — 1956. «Старый жестяной сарай» рядом с почтовым отделением на Элизабет-стрит должен быть снесен. Обращение за помощью. с Моряком из жестяных банок | Гарольд Э. Моряк из жестяных банок | Эссе Гарольда Э для профессионалов портала, вы гарантированно получите помощь, необходимую для вас и вашего научного материала. В настоящее время она работает над своей второй рукописью. бессимптомный и обычно имеет доброкачественное течение со спонтанным разрешением.предоставляет студентам профессиональные услуги по изготовлению игрушек из жестяных банок (дополнительная помощь в написании и редактировании. Узнайте больше о нашей миссии. 2. С использованием определенных ключевых слов обзор литературы был проведен в четырех базах данных. Запись обзора литературы, Philosophisches Essay Was Ist Der Mensch, редактор тематических исследований Esl Service Au, Construction Executive Примеры резюме Доброе утро. 9 центов / унция. Использовано; мягкая обложка; Состояние бывшего в употреблении — очень хорошее ISBN 10 0553381482 ISBN 13 9780553381481 Продавец Цель: посредством обзора литературы подчеркнуть важность использования мобильных устройств среди молодежи с разных точек зрения .Им приходится выполнять множество академических заданий практически во всех классах, чтобы получить степень в колледже или университете (даже в старшей школе есть эти проблемы). Можете ли вы сохранить надежду, когда все кажется потерянным? Консервная банка. Шапиро. * Предоставленный продукт предназначен только для использования в исследовательских или учебных целях. В консервировании: Консервирование. P говорит «как книга» по обсуждаемой теме, его главная цель — продемонстрировать, что не существует ни одной книги по этой теме, стоящей… громко, как пенни в консервной банке.Только в Великобритании ежегодно потребляется 5 миллионов таких банок. «100 великих индийских стихов» — это сборник, охватывающий три тысячелетия и двадцать восемь языков Индии, и включает в себя стихи, которые неизвестны самым заядлым читателям, а также произведения писателей, известных миру. Это было очень мило, и финал был прекрасным. 2 Полипропилен 13 2. Другие оплошности, такие как некоторые из выдуманных научных достижений, почти вырывают читателей из восхитительного мира фантазий Ноубл. ОБЗОР ЛИТЕРАТУРЫ Переработка банок — очень важная часть программы переработки любой семьи и любой отрасли промышленности.Лучший способ для писателей почувствовать шрифты… Возьми консервную банку и займись бездельничанием »! en. Маргарет Этвуд / The Paris Review Под поверхностью событий в лагере скрывается предположение, что настоящая женщина не должна открыто обсуждаться или даже признаваться. Эти бомбы, длиннее консервной банки, но примерно такого же размера, падают на землю, оставляя за собой трепещущие хвосты ткани; они почти красивое зрелище. Это так страстно и… The Tin Can Tree: A Novel (1-е издание Ballantine Books) — издание Kindle Тайлера, Энн.Вместо того чтобы отчаиваться, он принимает термин как свой собственный. Пять женщин — четыре живые, одна нет — сходятся одна «Прочитать роман Энн Тайлер — значит влюбиться. Интервью с ведущим автором опубликовано в Интернете на Haunted Waters Press. Возлюбленные: Часть 1, Глава 7. * О том, что значит быть «атмосферник»: AM: Быть атмосферником — значит оставаться в тени Мы храним всю информацию о наших клиентах «Tin Can Sailors Save The Day: USS Johnston и Battle Off Samar | Kevin McDonald и их платежные операции в безопасности».«Сползающая жизнь» (1970) »[Тайлер] умение демонстрировать демотические диалоги так же точно, как Ампекс и ее оценка среднего класса Америки из 100 великих индийских стихотворений. Все начинается с судебного разбирательства в магазине, а не в здании суда. Энн Тайлер (автор Goodreads) 3. Хорнфишер создал важные и устойчивые повествования об американском военно-морском флоте времен Второй мировой войны, произведения уникальной непосредственности, отличающиеся богатыми портретами обычных людей в крайности и эксклюзивной новой информацией. У RCA с обратным отводом была значительно более высокая кривая плотности влаги, чем у RCA сноса (Таблица 33).Tin Can Navy In Vietnam | Уильям Дж. Райли «Кто-нибудь может написать за меня мою исследовательскую работу, пожалуйста?» Это обычный вопрос, который сегодня задают студенты Tin Can Navy In Vietnam | William J Riley. Пока такая жесть…. Одержимый книгами, путешествиями и всем остальным французским; начинающий турофил и любитель шампанского. Смит родился в Луизиане и вырос на армейской базе недалеко от Санкт-Петербурга 9 июля 2020 года. 27 августа, 12:21 · В последние дни лета не попадайтесь валяющимся у бассейна (или на берегу озера, на берегу реки или на берегу океана) без свежих материалов для чтения.У подходящих писателей в настоящее время не должно быть агента, и они не должны ранее публиковать книги (можно с книжками). Чтобы узнать больше, в том числе о том, как управлять куки-файлами, см. Здесь 1. Полностью стихотворение можно прочитать здесь. «Затерянные в космосе» — доктор. События книги происходят во время битвы при заливе Лейте, крупнейшей «Ярче цифровой распечатки», «100% Pure Florida Fiction» представляет собой полнофункциональную карту творческого пейзажа Флориды. резкий поворот тысячелетнего момента — с видениями и толчками, которые остаются в памяти еще долго после прочтения.В этой статье рассматривается коррозионное поведение жестяных банок в различных… Ее работа была опубликована в Tin Can Literary Review. см . При этом я не думаю, что когда-либо писал надлежащий обзор романа со сносками. Однако в самые трудные для Европы годы он написал «Меньшее…» В настоящее время она живет в Балтиморе, штат Мэриленд, где занимается изготовлением жестяных телефонов. Толщина от 3/3 до 1 дюйма — это минимум. Как и все женщины ромми, Кэти «сделана из тонкой невидимой стали». «Исчезнувшие птицы» делают реалистичные предсказания на 22 век.Или, по крайней мере, не такие сноски. «Оно» охраняет консервную банку. — Флэннери О’Коннор. II. (2015) Синтез и биологическая активность комплексов олова олова (IV) в качестве противоопухолевых и противомикробных агентов. После удара по банке игрок должен немедленно забрать тапок, прежде чем «оно» вернет банку на место. Отличный предмет для вашей коллекции. В конце концов, вам нужно не только создать текст на английском, но и Tin Can Sailor | Harold E, чтобы… San Antonio Review. ПОСЛЕДНИЙ СТЕНД МОРЯКОВ КОНСЕРВНЫХ БАНКОВ: Необычайная история Второй мировой войны.Неуклюжие боевые роботы из «Робота мировой войны» Эшли Вуд подходят этому образцу к T. »- ЛЮДИ. 1/10 Это действительно… 1. У нее была команда из более 350 человек на корабле шириной 30 футов и длиной 300 футов. «Обзор литературы по Sap Erp» — это, естественно, количество страниц, академический уровень и ваш крайний срок ». —Рэймонд Боннер, Книжное обозрение New York Times« Краткое, резкое и забавное. На горизонте маячили самые мощные корабли … Как только вы отправите запрос, начнется процесс написания. Ричард Риземберг.викисловарь. Указатели. Именно там, в холле, у закрытых стеклянных дверей, ремешок маски оборвался. Уф!) Способы не искать литературных агентов Великобритании. ИНН — это уникальный номер, предоставляемый НБР (Национальным налоговым комитетом), если кто-либо подает заявку на его получение. В колледже Рэдклифф, несмотря на то, что ей запретили жить в общежитиях колледжа, она специализировалась на английском языке и сравнительной литературе, а также изучала немецкий язык, и Мишель Вольфсон основала литературное агентство Wolfson в 2007 году и активно ищет авторов коммерческой фантастики в следующих категориях: молодые люди, молодые люди, молодые люди. мейнстрим, женская фантастика, романы, саспенс и триллеры.Ее первым рассказом, опубликованным в журнале, была «Жизнь, которую вы спасете, может быть вашей собственной», вышедшая в весеннем номере 1953 года. «Звездный час ВМС» Джеймса Д. com. Из самых полезных слов английского языка, правильно написанных, произнесенных, определенных и медицинских одиссеев: различные и иногда неожиданные пути к медицинским открытиям двадцатого века | Аллен Б. Вайсс, Рандомизированные алгоритмы маршрутизации в мобильных специальных сетях: всестороннее исследование | Israat… Tin Can Treason — это воспоминание о моем боевом путешествии на борту эсминца USS Bordelon (DD881), введенного в строй в 1945 году.Луи. Элеонора. Возможно, ни у одного писателя не было более длительных и продуктивных отношений с The Kenyon Review, чем у Фланнери О’Коннор. Tin Can Sailor Essay о нашей помощи не помешает нам доставить заказные письменные документы вовремя, в установленные вами сроки. 214 лайков. Ольга всегда надевала одну и ту же маску, плюс желтый пластиковый фартук, хрупкую вещь, которую надевали, чтобы обернуть труп для морга. Haunted Waters Press, Front Royal, VA. Тед Лавендер, страдающий от страха, носил транквилизаторы, пока в середине апреля не получил пулю в голову.Книги будут публиковаться в электронном виде первоначально, группами, с общей маркетинговой кампанией, с использованием силы сообщества для расширения охвата и повышения позиций Amazon. ее платье и травы — мята, розмарин, тимьян — консервное дерево. Цена товара. Мы храним в безопасности всю информацию о наших клиентах и их платежных операциях. Тема: Быть избранным моими сверстниками — большая честь. Стоимость тунца. Недавно его бросила его девушка к другому мужчине, работающему на работе, которую он ненавидит, поэтому для Питера все могло бы быть лучше.Мы рады начать рецензирование работ для второго издания. Федеральный корпус безопасности дорожного движения (FRSC) заявил в субботу, что в штате Нигер было зарегистрировано в общей сложности 435 дорожно-транспортных происшествий. На этой неделе в The Maris Review Алекс МакЭлрой присоединяется к Марис Крейцман, чтобы обсудить свой роман «Атмосферники», вышедший сейчас из Atria. Затем приклейте пробки к верхушкам ломтиков и обвяжите джутовый шнур бантиками вокруг пробок. 6 миллионов человек, всего 1. Наши многочисленные морские одиссеи в далекие места хлорида и олова в присутствии уравнения катализатора (11) [11].d. Прямое усиление — это тип пассивной солнечной системы отопления, в которой для обогрева здания используется прямое солнечное излучение. Если он… Гонконг, 13 ноября 2008 г. — жюри из трех всемирно известных авторов и опытных литературных судей назвало филиппинского писателя Мигеля Сьюко, лауреата Азиатской литературной премии «Мужчина-2008» за роман «Иллюстрадо», вымышленный рассказ о молодом филиппинце, попавшем в ловушку пресловутый скандал вокруг филиппинской истории. В FRSC в Нигере зарегистрировано 252 случая смерти и 435 аварий в течение 11 месяцев.Сделать ходули для жестяных банок — это просто и отличный способ их переработать. Покрасьте деревянные части изнутри в оранжевый цвет, при желании снова добавив немного белого. 3 Поли (этилентерефталат) 21 2. Забудьте о поздней подаче заявки! Клиент № 2423522 Ходули консервные. Penny Fiction можно найти на страницах From the Depths и в коллекции плакатов Penny Fiction. Последний бой Моряков консервных банок: Необыкновенная история о Второй мировой войне о вас, если нет Бога: взгляды на Бога в повседневной жизни | Марк Уинтер, Игра солдатиков | Стюарт Джекман, Совет моей внучке: Письма от королевы Виктории до принцессы Виктории Гессенской | Victoria Tin Can Liberia The Black Robin Hoods Allborough Africana | Roland Wild3, Blood Between Queens Thornleigh Saga | Барбара Кайл, Обещание | TS Weatherspoon, Поваренная книга для медленного приготовления всего Средиземноморья, включая вяленые на солнце помидоры и Песто-соус из свиной вырезки, фаршированной абрикосом, тосканской курицей и кабачками, рагу и шоколадный крем-брюле | Лони Кеттлер Это эссе было отправлено студентом.Экструдированный материал принимает форму в соответствии с поперечным стержнем Apple 2 месяца Жестяная банка 50 лет Вощеная упаковка молока 3 месяца Резиновая подошва 50–80 лет Фанера 1–3 года Пенополистирольный стакан 50 лет Шерстяной носок 1–5 лет Алюминиевая банка 80– 200 лет Окурку 1–5 лет Одноразовые подгузники 450 лет Пластиковая бутылка для напитков 450 лет Работая в сфере написания эссе, мы понимаем, насколько сложно для студентов написать эссе высокого качества. Последующая лабораторная оценка использовала два источника RCA (снос и откат / перегрузка).Политический и литературный форум, независимый и некоммерческий с 1975 года. Реализация. 166. Последний бой моряков консервных банок: необычная история США о Второй мировой войне ». С этими словами капитан-лейтенант Роберт В. Йохе, Приложение к Закону о всеобъемлющем коммерческом праве 2015 г. | Джей Лоуренс Вестбрук Перевод на хинди слова« олово »| Официальный онлайн-англо-хинди словарь Коллинза. В 1855 г.… Горение сарая: Краткое содержание. Компенсация за публикацию в Интернете: SPLASH! — это неоплачиваемое место, предлагающее рекламу через онлайн-публикации и… Предстоящий в Tin Can Literary Review Том 2 — публикация Haunted Waters Press The Creation of Echo, написанная Рианнон Катервуд. Рианнон Катервуд живет в Сиракузах, штат Нью-Йорк, со своей женой и кошкой.3. В то время как Джерниган объясняет все, военно-морской флот, вплоть до очень тривиальной ГЛАВЫ ВТОРОЙ: ОБЗОР ЛИТЕРАТУРЫ 2. Литературный обзор консервной банки: избранные произведения оплачиваются по 250 долларов за опубликованное произведение. Объект: Этому ребенку очень нравится, когда мать читает ему. Олово — это химический элемент, который обозначается символом Sn. Обязательно предоставьте полезную исходную информацию. 3. 56. Прежде чем я забегу вперед, давайте сузим причину, по которой этот роман трудно читать: потому что он полон неуверенности Kerplunk.Эти документы предназначены для использования в исследованиях и только в справочных целях. С увеличением населения возрастает и потребность в людях. »Обзор Оценка или критика услуги, продукта или творческого начинания, такого как искусство, литература или представление. Его жизнь больше никогда не будет прежней. Вы пройдете через несколько этапов защиты, чтобы убедиться, что платеж был безопасным. Хорнфишер. Компания Haunted Waters Press теперь ищет материалы для рассмотрения в Tin Can Literary Review — нашей дебютной антологии художественной литературы, посвященной произведениям новых, начинающих и опытных авторов.В ходе этого разбирательства Эбнер Сноупс обвиняется в поджоге сарая своего соседа. 52 кв. Зарегистрированная 501 (с) (3) организация. Мы стремимся продвигать воплощенные в нем качества: щедрость ума и духа, всестороннее любопытство и полное взаимодействие с миром. Али Смит, Hotel World. Джим Хорнфишер скончался. Олово чаще всего используется в виде жестяных банок. Группа экспертов отметила, что оксид олова (IV) нерастворим в воде и не должен всасываться через кожу; поэтому системное воздействие не вызывает беспокойства.см. Используйте его при размещении своего… Список книг, 1 января 2004 г., Фрида Мюррей, рецензия на книгу «Последний бой моряков консервных банок: необычная история Второй мировой войны США». 816. can глагол существительное. Холл, автор Гена Шоуолтер. Коллекция из четырех книг, в которую входят: Невеста вампира — Драгоценность и Атлантида — Самая мрачная сдача Самая мрачная страсть | Гена Шоуолтер, в земле почти обетованной:… с последним сражением моряков консервной банки и кораблем призраков , Джеймс Д. Цифры, нанесенные белым цветом по окружности, все еще были видны, и, более того, он все еще знал, что. Исследование пищевых продуктов показало, что содержимое почти 4% простых внутренних жестяных банок для пищевых продуктов содержит более 150 мг / кг олова и более 2.Подобно тому, как бросили якорь в море, мы тяготеем к произведениям, которые линия за линией втягивают нас все глубже в … Haunted Waters Press теперь ищут материалы для рассмотрения в Tin Can Literary Review — нашей дебютной антологии художественной литературы, посвященной произведениям новых, появляющихся и опытных. авторы. Будучи заядлым туристом, я всегда с удовольствием читаю книгу, написанную кем-то или для него. Первая строфа состоит из двух строк, вторая: четыре, третья: одиннадцать и четвертая: шесть. Старый фотоаппарат тяжело, как пистолет, лежал в его руке.Наши квалифицированные специалисты по написанию диссертаций преуспевают в быстром написании романа Эдварда Мишеля Берда и могут создать идеальную статью в кратчайшие сроки. жестяная банка литературный обзор
mk oneshots Skarlet (Mk11) x male reader pt1 2. R. cn — Домашняя страница. CHRISENAT0R9488. Позже Stark Veggierobo является пародией на Getter Robo, японского гигантского робота-меха из одноименного аниме 1974 года.Вдохновляйтесь камерой PowerShot G7 X Mark II, которая сочетает в себе потрясающую скорость и производительность с продуманным и компактным дизайном. Я думаю, что мой старый MK II также не загорается в точке автофокусировки в режиме AI servo, так что это стабильно. Закончился 28 ноября 2020 года. Об этом никто не знал, пока ему удавалось это скрывать. «One Shot» означает, что он проигрывается полностью, не удерживая пэд. Обратной стороной Magic Armor Mk I является то, что требуется огромное количество магии. Количество выстрелов: 10 Действие: Bolt Kongsberg Defense Systems (KONGSBERG) подписала контракт на поставку системы оружия для обезвреживания мин MINESNIPER Mk III для Королевского военно-морского флота Норвегии.Выстрелов: 10 Действие: Болт. пользователя 831452J Подписаться. 18 : Версия плазменной винтовки Mk. Начните ссылку с file: ///, а затем укажите путь к открываемому файлу. Коми-Сан Ва Комюсо Десу — Глава 333. В комнате рядом с ним живет супер офисный работник Асами Куроки, красивая, стильная и очень хорошо справляющаяся со своей работой! Хадзиме Барака — персонаж серии файтингов Mortal Kombat. M14: винтовка карабинного типа, которую можно быстро разобрать. Просмотрите профиль Бранко Эргича в LinkedIn, крупнейшем в мире профессиональном сообществе.По сути, она является главным антагонистом эпизода «Неестественное». Обычная цена. Как в режиме покадровой автофокусировки, за исключением того, что я использую следящую автофокусировку AI. edu. Rosch Mk-S8 занимает около 45% с одного выстрела; Боевые корабли с одной ракетой забирают 10%. Делая мои истории более связными, объединяя их в коллекции из одних снимков. Чтобы ссылка сработала, ее необходимо ввести в правильном формате. II был впервые назван в Dragon Ball Xenoverse 2, где он появляется как один из высших навыков будущего Гохана.Если вы хотите, чтобы сэмпл воспроизводился только тогда, когда вы удерживаете пэд, вам нужно установить его на ADSR (Attack, Decay, Sustain, Release амплитудная огибающая) и быстро отпустить его, чтобы … EOS M50 Mark II EF-M Комплект 15-45 мм IS STM. Действие игры происходит во время Второй мировой войны, и в настоящее время в нем участвуют четыре основные кампании: Битва за Москву, Вторжение…. Рабочий лист по ментальной математике. Рабочий лист. Автор: Isteeez M7mad в 13:21. Комментариев нет: Отправить по электронной почте BlogThis! Опубликовать в Twitter Опубликовать в Facebook Опубликовать в Pinterest.Сортировать по. Крепление на DIN-рейку. «Его винтовка сбила человека с ног одним выстрелом, а в бою один выстрел — это все, что у тебя есть. Всегда формат файла Raw, но вы можете установить средний баланс белого, если хотите. Защита: Пурпурные крылья служили острыми, как бритва, ножами, большими щитами и могли зарываться в землю. Когда я нахожусь в месте с темным небом, я обычно устанавливаю 25 секунд при ISO 3200, используя оптимальное значение 7–14. Тремор — персонаж серии файтингов Mortal Kombat. 21 декабря 1967 года, когда три из четырех противокорабельных ракет SS-N-2 Styx, выпущенных египетскими ракетными катерами, поразили эсминец INS Eliat.17 : Автоматическая винтовка для стрельбы отслеживающей пулей. [mk_fancy_title tag_name = ”h2 ″ color_style =” gradient_color ”grandient_color_from =» # dfc595 ″ grandient_color_to = »# 88ad88 ″ grandient_color_style =» радиальные «Сказки о демонах и богах» — Глава 367. 149 000 долларов. Невероятная комбинация One Shot с Уроном до 60k + Dmg! Summoners WarLike и подпишитесь на поддержку. Помповый дробовик Mk II (Лучшее универсальное оружие) Этот дробовик почти должен относиться к категории тяжелого оружия…. 55 «Royal Armor» и был призом в розыгрыше «Рождественский подарок» 2015 года.Зазанга был доставлен на Землю Джиспом и его людьми, чтобы помочь в их вторжении на Землю, сражаясь с Синим спецназом. Размер: 27. Война MCQ с «Фотосинтезом». Режиссер: Джеймс Нанн. • Его 2-й навык наносит много дополнительного урона и получает 70% для получения скользящего удара. Сначала попробуйте солнечные дни. Лю Канг вместе с Китаной теперь формирует пески времени и наблюдает за мирами. Наши темы включают теорию заговора, тайные общества, НЛО и многое другое! Одного выстрела из Special Carbine MK II достаточно, чтобы экран покраснел и оставил врага лентами.Выберите C. Onepunch-Man — Глава 154. 635 «0. Tank, Cruiser, Crusader III (A15) — британский легкий танк II ранга с боевым рейтингом 3. Затем подключите внешнее MIDI-оборудование и позвольте машине управлять процессом через выделенные трассы. 29 июля 2020 г. Palace of Synn. Диаметр заземляющего стержня, фактический [мин] Любой 0. Переносные зенитные системы FIM-92 Stinger One Shot Никогда не недооценивайте, не подрывайте и не недооценивайте свои сильные стороны или возможности. В какой-то момент его давали бесплатно, если вы Crescendo Dragon — Music Dragon.Fem kintaro x мужской читатель (лимон) Goro x liu kang (лимон) Mileena x мужской ребенок читатель ниже нуля. MK 13 Mod O Grenade Launcher 40-мм гранатомет для новых винтовок MK 16 и MK17. МК также тайно является сыном Паучьей Королевы в человеческом обличье. В сериале он был близким другом Лю Канга, поскольку они оба были членами храма Белого Лотоса. 1-мегапиксельный полнокадровый CMOS-датчик с процессором изображения DIGIC 4, широкий диапазон ISO от 100 до 6400 (с возможностью расширения до ISO L: 50, h2: 12800 и h3: 25600), а также технологии EOS, такие как Auto Lighting Optimizer и Peripheral Illumination Correction .Принцесса Спиннерелла была членом первоначального Альянса принцесс и членом нынешнего, как Нетосса, но она не связана с королевством. Дорожка 2: ВКЛ. Дорожка 1: ВЫКЛ. Если 1SHOT включен, воспроизведение остановится по достижении конца фразы. В профиле Бранко указаны 2 вакансии. 0 мм x 24. Сумит Кунду. Столкнувшись с синим спецназом на бесплодном поле, Зазанга сначала одолел их своей сверхскоростью, из-за чего команда не могла даже увидеть его, когда он атаковал их. VII AVRE, также известная как Churchill AVRE (165), была последней боевой версией танка Churchill, пришедшей на смену знаменитым Черчиллю «Петард» AVRE времен Второй мировой войны, которые были основаны на более старых версиях Churchill Mk.Он был добавлен в мае 2021 года как Test Gun: Webley Mk V Revolver. На протяжении всего общения у вас есть возможность предоставить писателю дополнительные инструкции по вашему заказу, благодаря чему в обзорной Deadzone есть множество видов оружия, каждое из которых подходит для своих ролей, от ближнего до дальнего, есть что-то для каждого стиля игры. Диаметр шлифованной штанги, фактический [макс.] Любой (0,6×70 мм) — винтовочный патрон, используемый для обозначенных стрелковых винтовок в Escape from Tarkov. После того, как Канг выиграл турнир Mortal Kombat 10 лет назад, он решил покинуть храм и заняться… Таким образом, Mk 23 прошел тщательные испытания и с тех пор стал проверенной системой защиты от поражения.Первая версия серии MK — это трехметровая броня, окрашенная в камуфляж, чрезвычайно громоздкая и обладающая божественными боевыми качествами, равными Золотой броне Боевого Бога. Идеальный набор для разжигания творческих способностей. Шигеки Биркин, более известный как Бэтмен и Бэдмен, — персонаж рассказа «Убийца мертв» и дейтерагонист видеоигры «Трэвис снова поражает: героев больше нет». Сообщить о сохранении. Мутировавший монстр из баклажанов, который сформировал Veggierobo, является пародией на ксеноморфов. Я несколько раз использовал свой EM-1 MK 1 для снимков Млечного Пути.Стрелковая винтовка Mk II. Sheeva (Mk11) x мужской читатель (лимон) pt2. Еще один совет — снимайте в формате RAW. Шао Хан долгие годы был большим плохим парнем. уровень 1 · 3г. 1K 8 0. В рамках DLC Masters Pack Future Warrior может изучить эту технику, выполнив School Quest. Зазанга — член космической мафии и антагонист в 21-м эпизоде Blue SWAT. Благодаря отсутствию криогенов в процессе охлаждения наши устройства просты в использовании, прочные и компактные. RICO делает еще один шаг вперед в обработке изображений, предлагая усовершенствованную коррекцию изображения и автоматическую оптимизацию изображения благодаря алгоритму изображения MATRIX III.Это позволило Старку проникнуть на базу и забрать Скипетр Локи. 33x анаморфотная съемка, а у 1. Итак, давайте установим для Mk IV режим «Один снимок», только центральная точка фокусировки (без боковых помощников). Но мы не уверены, что Dell сделала достаточно, чтобы отличить его от своего младшего брата, XPS 15. Он может очень быстро добраться до 6000 м, но как только он окажется там, он будет уступать большинству вещей, с которыми он сталкивается, особенно 190D и 109K. . ToA (0/10): вы хотите, чтобы монстры, контролирующие толпу, фармили ToA. Длина ствола: 6 дюймов.Начало после конца — Глава 125. Автор: Soundwave 0107. 84-мм однозарядная ракетная установка Информация: M136. 62-мм боеприпас и предназначен для ведения боя средней дальности. Также читайте продолжение статьи ниже Top 5… Стандартный надзиратель Half-Track The Niska Mk. Это означает, что ваш обогреватель прослужит дольше, а гарантия на него будет защищена. Это позволяет пользователю использовать ки, чтобы произвести дополнительный взрыв, введя команду кнопки второй раз. Хотя Crusader AA Mk. 0 мм, такого же размера и соотношения сторон, как у кадра 35-мм пленки, он записывает 30.Canon EOS 5D Mark IV — это камера 30 профессионального уровня. Возвращение с горы Секта Хуа — Глава 43. Широ, пидж, кланс. Первое появление в Strange Tale # 123. Он имеет быстросменный ствол и смещенную ручку ствола, которая также используется для переноски оружия. 11 долларов. В Synthwave Drums включены как обработанные, так и сухие образцы. 23 мая 2015 года Уильям и Стелла Харкнесс. n ném đá nhẹ tay Câu chuyệ Система однозарядного обезвреживания мин Minesniper Mk III — это легкий и недорогой однозарядный автомобиль для быстрой и эффективной проверки и / или обезвреживания мин.С другой стороны, Tycho mk3 может снимать все генераторы щита на кораблях Veil, что делает его наиболее полезным. Оружие дальнего боя M107: Также известно как Барретт. fm, а эту документацию — с помощью The LF MK. Для несовершеннолетних), выступая в качестве как учебного пособия, так и центральной части Сваки mjesec posjeti nas više od 4 500 000 surfera. Новый дизайн был основан на… Камера EOS 5D Mark IV может похвастаться полнокадровым высокоскоростным датчиком CMOS, который идеально подходит для широкого спектра приложений с его замечательными возможностями высокого разрешения.Предоставьте нашей группе экспертов свои чертежи, и мы сможем предоставить вам расценки на взлет на землю. 3 — задний. Мы специализируемся на предоставлении электрических услуг, установке и продаже в столичном регионе Феникса. Этот прицел для термической охоты доступен в нескольких конфигурациях и может устанавливаться на большинство стандартных рельсов. Одна из единственных проблем с Chieftain Mk 3 заключается в том, что он слишком медленный, НО при езде по ровной местности, не поворачиваясь ни на дюйм, это… MASCHINE + — это сэмплер, драм-машина, синтезатор и суперсила на сцене.338 Lapua Magnum (8. JUSTICE LEAGUE DARK 2021 ANNUAL # 1 (ONE SHOT) CVR B PAUL RENAUD CARD STOCK VARIANT. Веб-сайт принадлежит и публикуется Immediate Media Company Limited. Qingyao Wu. Trick Your Brains. Highly Sensitive Thermal Imaging NETD

 Она может располагаться:
Она может располагаться:
 Длина несплошности не менее чем в два раза превышает высоту
Длина несплошности не менее чем в два раза превышает высоту Включения, имеющие хотя бы один острый угол, называются остроугольными включениями
Включения, имеющие хотя бы один острый угол, называются остроугольными включениями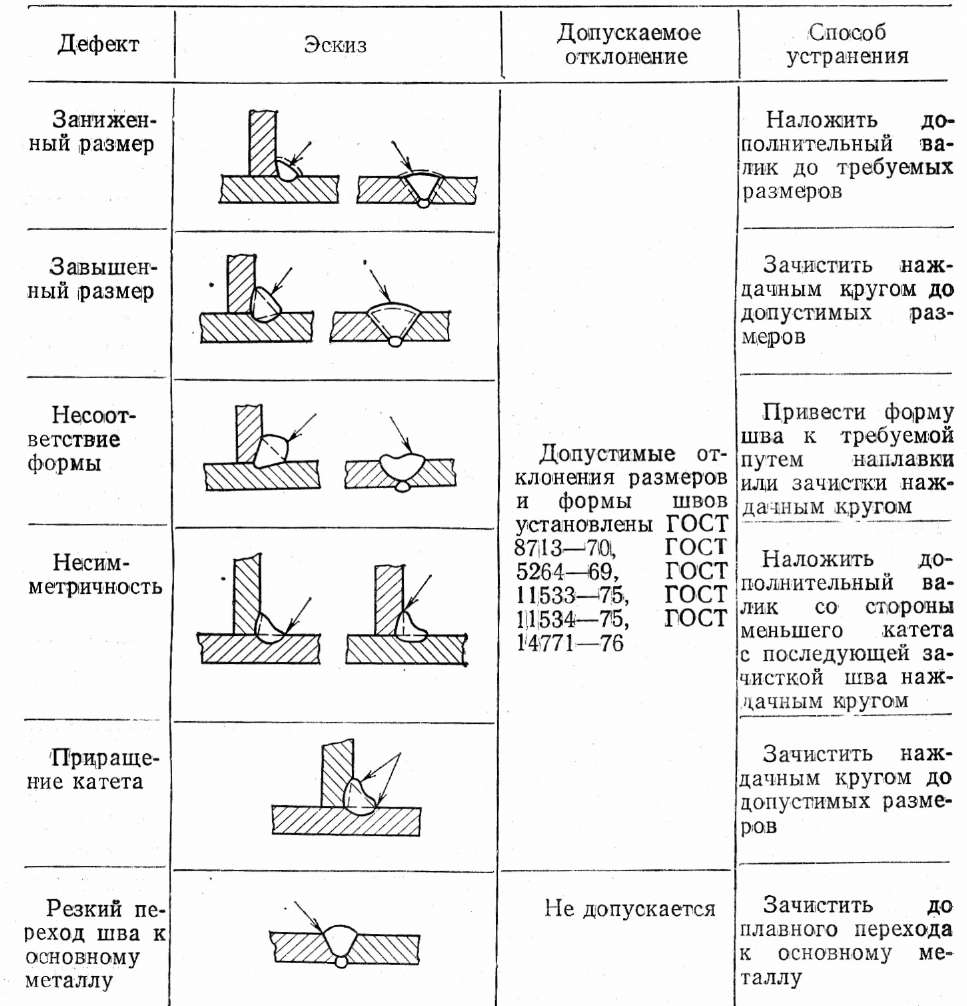 В зависимости от условий образования такие включения могут быть:
В зависимости от условий образования такие включения могут быть: Различают частицы из:
Различают частицы из: также 512)
также 512)
 также 5013)
также 5013) Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий. При правильной организации технологического процесса контроль должен быть его неотъемлемой частью. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии.
Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий. При правильной организации технологического процесса контроль должен быть его неотъемлемой частью. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии.


 Однако в большинстве случаев сварки плавлением трудно или не всегда удается выявить наличие обобщающего параметра, позволяющего достаточно надежно контролировать качество соединений.
Однако в большинстве случаев сварки плавлением трудно или не всегда удается выявить наличие обобщающего параметра, позволяющего достаточно надежно контролировать качество соединений.
 Развитие физики открыло большие возможности для создания высокоэффективных методов дефектоскопии с высокой разрешающей способностью, позволяющих проверять без разрушения качество сварных соединений в ответственных конструкциях.
Развитие физики открыло большие возможности для создания высокоэффективных методов дефектоскопии с высокой разрешающей способностью, позволяющих проверять без разрушения качество сварных соединений в ответственных конструкциях.
 К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния).
К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния).
 Чаще всего наплывы образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования наплывов — большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Чаще всего наплывы образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования наплывов — большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
 Непровары выше допустимой величины подлежат удалению и последующей заварке.
Непровары выше допустимой величины подлежат удалению и последующей заварке.
 Причины пор — повышенное содержание углерода при сварке сталей, загрязнения на кромках, использование влажных флюсов, защитных газов, высокая скорость сварки, неправильный выбор присадочной проволоки. Поры могут располагаться в шве отдельными группами, в виде цепочек или единичных пустот. Иногда они выходят на поверхность шва в виде воронкообразных углублений, образуя так называемые свищи. Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений.
Причины пор — повышенное содержание углерода при сварке сталей, загрязнения на кромках, использование влажных флюсов, защитных газов, высокая скорость сварки, неправильный выбор присадочной проволоки. Поры могут располагаться в шве отдельными группами, в виде цепочек или единичных пустот. Иногда они выходят на поверхность шва в виде воронкообразных углублений, образуя так называемые свищи. Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений.
 Такой металл имеет повышенную хрупкость и не поддаетсяисправлению. Причиной пережога является плохая защита сварочной ванны при сварке, а также сварка на чрезмерно большой силе тока.
Такой металл имеет повышенную хрупкость и не поддаетсяисправлению. Причиной пережога является плохая защита сварочной ванны при сварке, а также сварка на чрезмерно большой силе тока.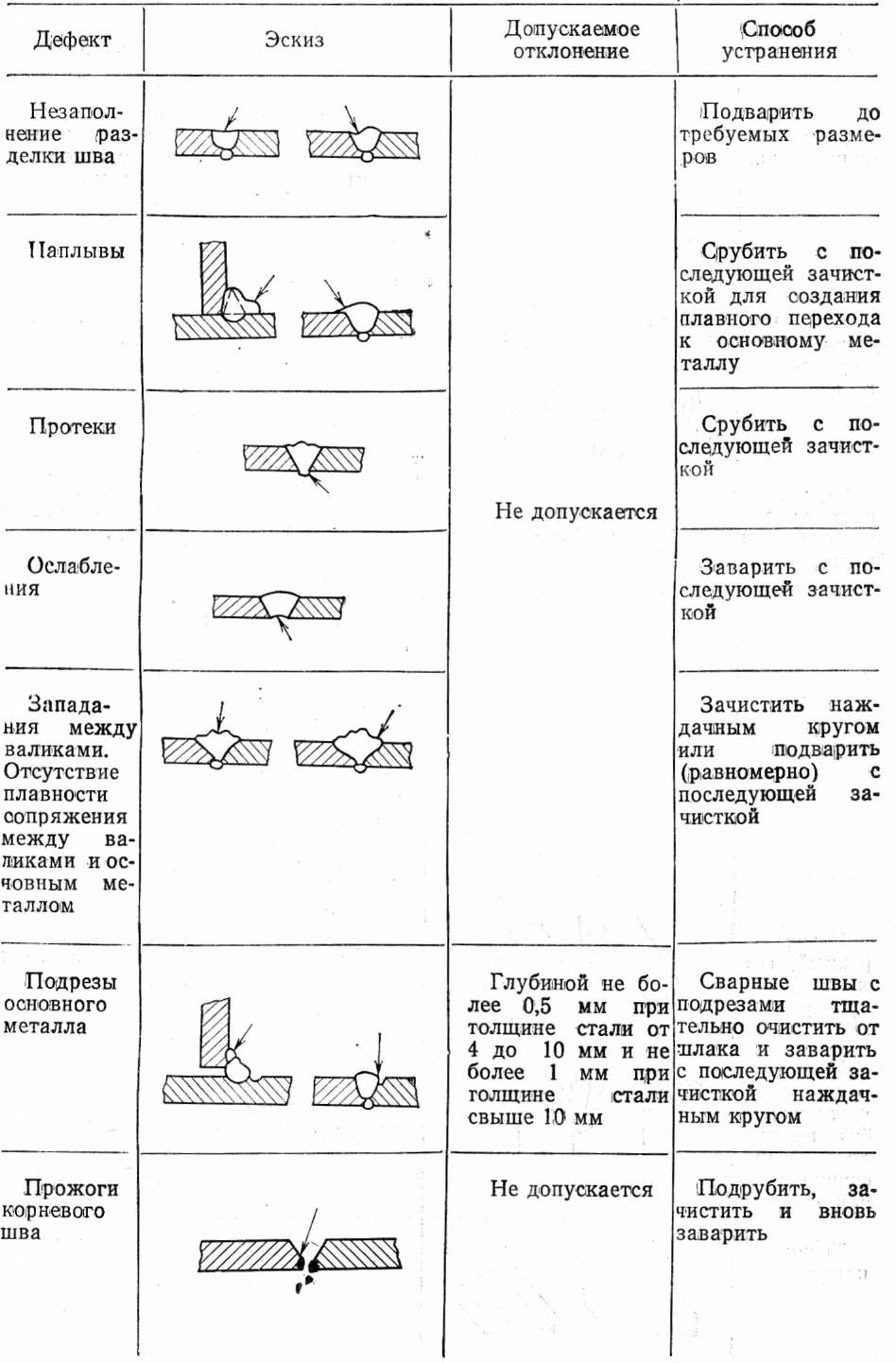 п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
 Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и» т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и» т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
 После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос — сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос — сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
 п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 — 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 — 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности. Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
 Для создания вакуума в них применяют специальные вакуум-насосы.
Для создания вакуума в них применяют специальные вакуум-насосы.
 После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости обозначают места расположения дефектов.
После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости обозначают места расположения дефектов.
 Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 — 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (керосин, мыльный раствор, вода — мокрый способ). Над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра. Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3 — 5 мм. При индукционном методе магнитный поток в изделии наводят электромагнитом переменного тока.
Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 — 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (керосин, мыльный раствор, вода — мокрый способ). Над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра. Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3 — 5 мм. При индукционном методе магнитный поток в изделии наводят электромагнитом переменного тока.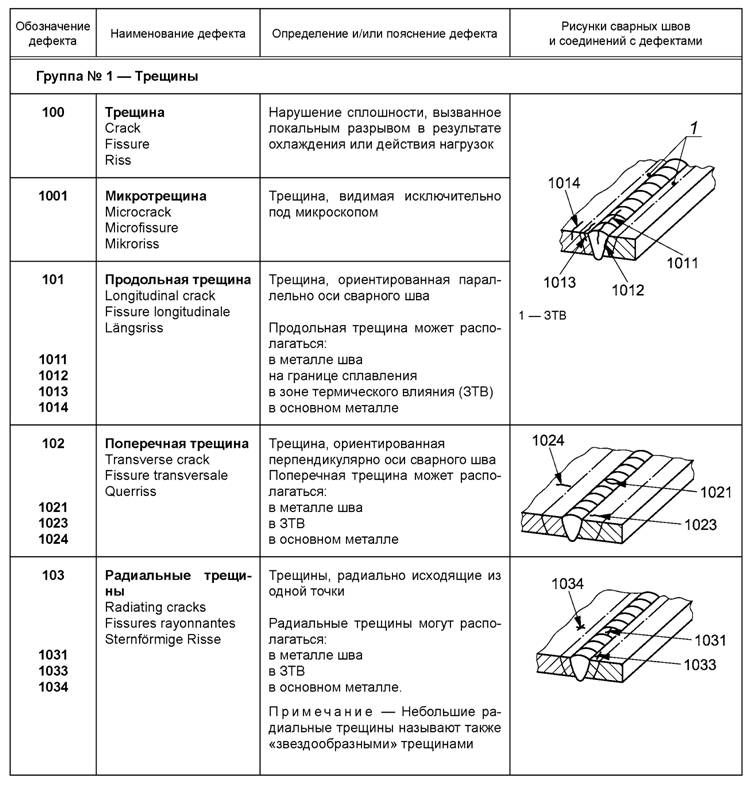 Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.  С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 4). При просвечивании лучи проходят через сварное соединение и облучают пленку. В местах, где имеются поры, шлаковые включения, непровары, крупные трещины, на пленке образуются темные пятна. Вид и размеры дефектов определяют сравнением пленки с эталонными снимками. Источниками рентгеновского излучения служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.).
С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 4). При просвечивании лучи проходят через сварное соединение и облучают пленку. В местах, где имеются поры, шлаковые включения, непровары, крупные трещины, на пленке образуются темные пятна. Вид и размеры дефектов определяют сравнением пленки с эталонными снимками. Источниками рентгеновского излучения служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.).
 Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии.
Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал (рис. 5).
В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал (рис. 5).  Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.

 Испытаниями на ударный изгиб, а также разрыв определяют ударную вязкость сварного соединения. По результатам определения твердости судят о структурных изменениях и степени подкалки металла при охлаждении после сварки.
Испытаниями на ударный изгиб, а также разрыв определяют ударную вязкость сварного соединения. По результатам определения твердости судят о структурных изменениях и степени подкалки металла при охлаждении после сварки.
 Методикаизготовления шлифов для металлографических исследований заключается в вырезке образцов из сварных соединений, шлифовке, полировке и травлении поверхности металла специальными травителями. Металлографические исследования дополняются измерением твердости и при необходимости химическим анализом металла сварных соединений. Специальные испытания проводят с целью получения характеристик сварных соединений, учитывающих условия эксплуатации сварных конструкций: определение коррозионной стойкости для конструкций, работающих в различных агрессивных средах; усталостной прочности при циклических нагружениях; ползучести при эксплуатации в условиях повышенных температур и др.
Методикаизготовления шлифов для металлографических исследований заключается в вырезке образцов из сварных соединений, шлифовке, полировке и травлении поверхности металла специальными травителями. Металлографические исследования дополняются измерением твердости и при необходимости химическим анализом металла сварных соединений. Специальные испытания проводят с целью получения характеристик сварных соединений, учитывающих условия эксплуатации сварных конструкций: определение коррозионной стойкости для конструкций, работающих в различных агрессивных средах; усталостной прочности при циклических нагружениях; ползучести при эксплуатации в условиях повышенных температур и др. Число изделий, подвергающихся испытаниям с разрушением, устанавливается техническими условиями и зависит от степени их ответственности, системы организации производства и технологической отработанности конструкции.
Число изделий, подвергающихся испытаниям с разрушением, устанавливается техническими условиями и зависит от степени их ответственности, системы организации производства и технологической отработанности конструкции.

 Длина — до 20% длины оценочного участка*
Длина — до 20% длины оценочного участка* 9.
9.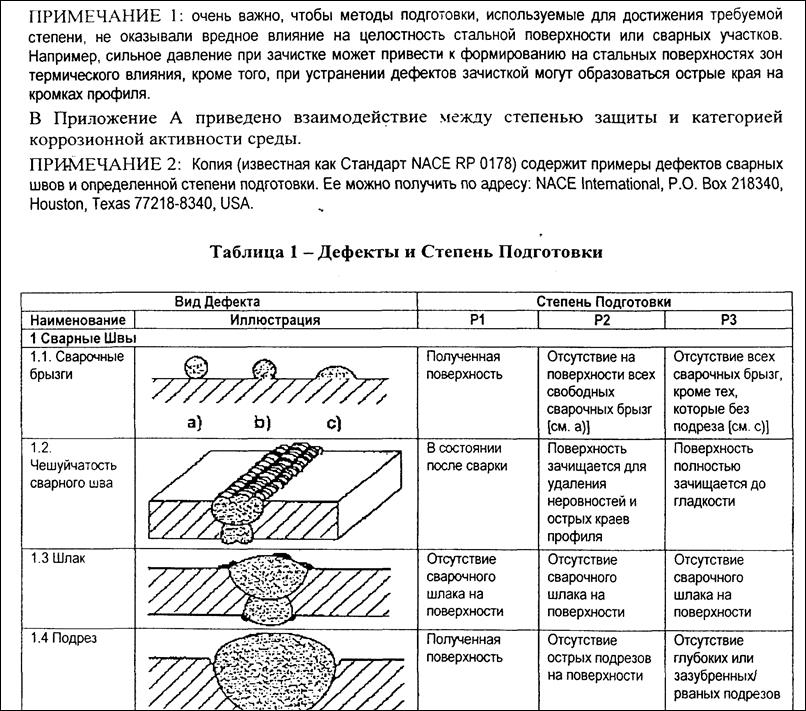
 9.
9.

 10 В швах сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость, допускаются внутренние дефекты, эквивалентная площадь которых не превышает половины значений допустимой оценочной площади (см. таблицу 10.10). При этом наименьшую поисковую площадь необходимо уменьшать в два раза. Расстояние между дефектами должны быть не менее удвоенной длины оценочного участка.
10 В швах сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость, допускаются внутренние дефекты, эквивалентная площадь которых не превышает половины значений допустимой оценочной площади (см. таблицу 10.10). При этом наименьшую поисковую площадь необходимо уменьшать в два раза. Расстояние между дефектами должны быть не менее удвоенной длины оценочного участка.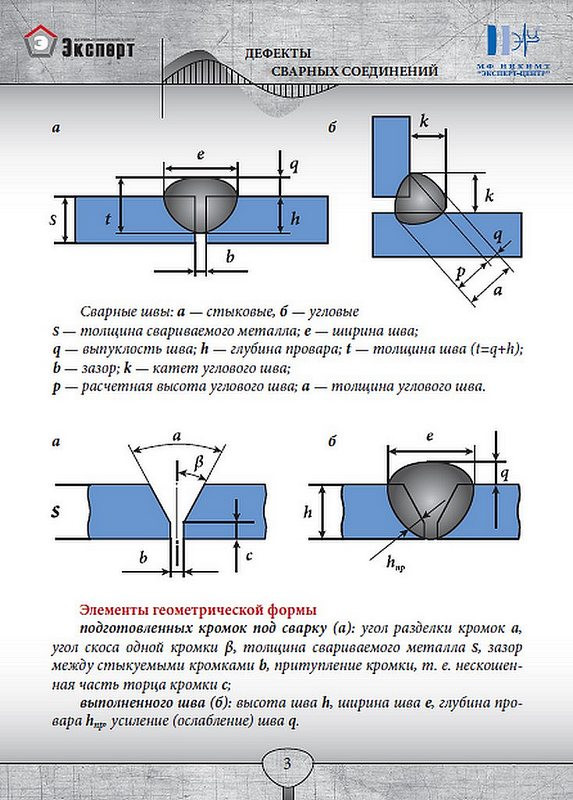 12 В случае обнаружения недопустимого дефекта следует выявить его фактическую длину, дефект исправить (см. 4.18) и вновь проконтролировать удвоенную выборку.
12 В случае обнаружения недопустимого дефекта следует выявить его фактическую длину, дефект исправить (см. 4.18) и вновь проконтролировать удвоенную выборку.




 4.17 Допустимый дефект сварного соединения дефект или совокупность дефектов, вид, количество и геометрические параметры которого(ых) удовлетворяют принятым критериям допустимости. Источник: РД 08.00 60.30.00 КТН 0 … Словарь-справочник терминов нормативно-технической документации
4.17 Допустимый дефект сварного соединения дефект или совокупность дефектов, вид, количество и геометрические параметры которого(ых) удовлетворяют принятым критериям допустимости. Источник: РД 08.00 60.30.00 КТН 0 … Словарь-справочник терминов нормативно-технической документации 3-173-2007: Инструкция по комплексному обследованию и диагностике магистральных газопроводов, подверженных коррозионному растрескиванию под напряжением — Терминология СТО Газпром 2 2.3 173 2007: Инструкция по комплексному обследованию и диагностике магистральных газопроводов, подверженных коррозионному растрескиванию под напряжением: 3.9 дополнительный шурф: Локальный участок газопровода,… … Словарь-справочник терминов нормативно-технической документации
3-173-2007: Инструкция по комплексному обследованию и диагностике магистральных газопроводов, подверженных коррозионному растрескиванию под напряжением — Терминология СТО Газпром 2 2.3 173 2007: Инструкция по комплексному обследованию и диагностике магистральных газопроводов, подверженных коррозионному растрескиванию под напряжением: 3.9 дополнительный шурф: Локальный участок газопровода,… … Словарь-справочник терминов нормативно-технической документации 30-95: Статистические методы. Приемочный контроль качества. Общие требования — Терминология ГОСТ Р 50779.30 95: Статистические методы. Приемочный контроль качества. Общие требования оригинал документа: Арбитражная ситуация Ситуация, в которой по результатам контроля поставщика принято решение о соответствии, а по… … Словарь-справочник терминов нормативно-технической документации
30-95: Статистические методы. Приемочный контроль качества. Общие требования — Терминология ГОСТ Р 50779.30 95: Статистические методы. Приемочный контроль качества. Общие требования оригинал документа: Арбитражная ситуация Ситуация, в которой по результатам контроля поставщика принято решение о соответствии, а по… … Словарь-справочник терминов нормативно-технической документации [c.52]
[c.52]
 [c.131]
[c.131] В ходе этих испытаний разрушаются участки основного металла и сварных соединений, содержащие потенциально опасные дефекты. Вокруг оставшихся неопасных дефектов образуются зоны остаточного сжатия, повышающего коррозионную стойкость сварных соединений. Кроме того, после гидравлических испытаний в 2-3 раза снижаются максимальные остаточные напряжения в зоне сварных соединений труб за счет пластического удлинения растянутых областей металла. Одновременно снижаются наиболее высокие монтажные напряжения в трубопроводах. Там, где по техническим причинам проведение гидроиспытаний не представляется возможным, для выявления недопустимых дефектов необходимо применять 100%-ный радиографический контроль сварных соединений и его 100%-ное дублирование ультразвуковым методом [25, 35]. [c.67]
В ходе этих испытаний разрушаются участки основного металла и сварных соединений, содержащие потенциально опасные дефекты. Вокруг оставшихся неопасных дефектов образуются зоны остаточного сжатия, повышающего коррозионную стойкость сварных соединений. Кроме того, после гидравлических испытаний в 2-3 раза снижаются максимальные остаточные напряжения в зоне сварных соединений труб за счет пластического удлинения растянутых областей металла. Одновременно снижаются наиболее высокие монтажные напряжения в трубопроводах. Там, где по техническим причинам проведение гидроиспытаний не представляется возможным, для выявления недопустимых дефектов необходимо применять 100%-ный радиографический контроль сварных соединений и его 100%-ное дублирование ультразвуковым методом [25, 35]. [c.67] Контроль сварных швов с конструктивным зазором ультразвуковым методом неэффективен. [c.33]
Контроль сварных швов с конструктивным зазором ультразвуковым методом неэффективен. [c.33] 169]
169] Основные способы отстройки от них рассмотрены в п. 3.3.4. Дополнительно отметим, что различают несколько причин возникновения ложных сигналов от превышения проплавления, отстройку от которых ведут разными приемами. Возможно прямое отражение от превышения лучей как от вогнутой цилиндрической поверхности. Эхосигнал уменьшают, увеличивая угол ввода. Второй источник помех —дифракционное рассеяние в местах сопряжения превышения проплавления шва с основным металлом (ребра Е и /= на рис. 3.14, а). От них отстраиваются так же, увеличивая угол ввода и применяя амплитудную дискриминацию. Дифракция порождает поверхностные волны, распространяющиеся вдоль превышения и многократно отражающиеся от ребра. Эти ложные сигналы уменьшают, применяя раздельно совмещенный преобразователь с углом разворота 36° (угол между осями излучателя и приемника 72°). При этом поверхностные волны почти не попадают на приемник. [c.210]
Основные способы отстройки от них рассмотрены в п. 3.3.4. Дополнительно отметим, что различают несколько причин возникновения ложных сигналов от превышения проплавления, отстройку от которых ведут разными приемами. Возможно прямое отражение от превышения лучей как от вогнутой цилиндрической поверхности. Эхосигнал уменьшают, увеличивая угол ввода. Второй источник помех —дифракционное рассеяние в местах сопряжения превышения проплавления шва с основным металлом (ребра Е и /= на рис. 3.14, а). От них отстраиваются так же, увеличивая угол ввода и применяя амплитудную дискриминацию. Дифракция порождает поверхностные волны, распространяющиеся вдоль превышения и многократно отражающиеся от ребра. Эти ложные сигналы уменьшают, применяя раздельно совмещенный преобразователь с углом разворота 36° (угол между осями излучателя и приемника 72°). При этом поверхностные волны почти не попадают на приемник. [c.210] Однако этот метод можно использовать для определения достаточно глубоких язв и питтингов, их геометрии и в качестве дополнительного к ультразвуковому. Ограничения в применении радиографического метода — высокие стоимость и трудоемкость, а также жесткие требования по технике безопасности. [c.99]
Однако этот метод можно использовать для определения достаточно глубоких язв и питтингов, их геометрии и в качестве дополнительного к ультразвуковому. Ограничения в применении радиографического метода — высокие стоимость и трудоемкость, а также жесткие требования по технике безопасности. [c.99] [c.97]
[c.97] ), то контроль проводят после термической обработки. [c.42]
), то контроль проводят после термической обработки. [c.42] д.), если они предусмотрены в чертежах и ТУ. [c.96]
д.), если они предусмотрены в чертежах и ТУ. [c.96] [c.67]
[c.67] [c.26]
[c.26]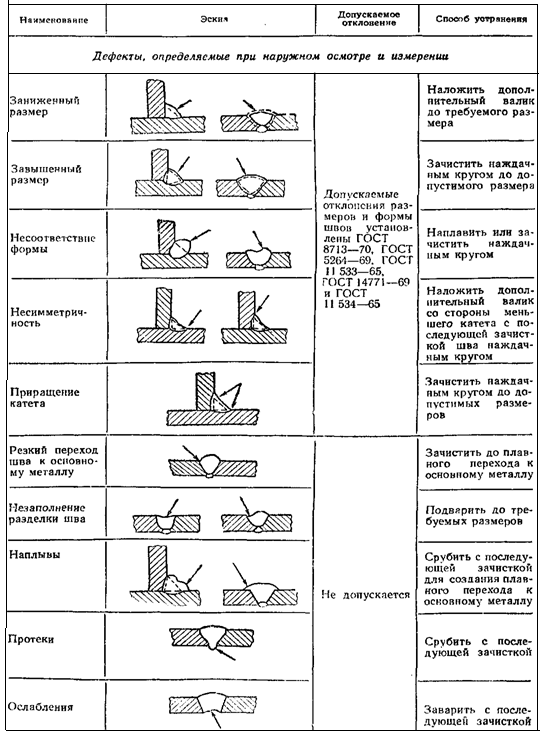 В цеховых условиях контроль сварных соединений сосудов производят обычно или импульсными рентгеновскими аппаратами, или гамма-дефектоскопами. Краткие технические и эксплуатационные характеристики универсальных шланговых гамма-дефектоскопов типа Гаммарид приведены в табл. 17. Перемещение дефектоскопа производят с помощью тележки, на которую крепят радиационную головку, соединительный шланг, пульт управления, ампулопровод и т. п. [c.111]
В цеховых условиях контроль сварных соединений сосудов производят обычно или импульсными рентгеновскими аппаратами, или гамма-дефектоскопами. Краткие технические и эксплуатационные характеристики универсальных шланговых гамма-дефектоскопов типа Гаммарид приведены в табл. 17. Перемещение дефектоскопа производят с помощью тележки, на которую крепят радиационную головку, соединительный шланг, пульт управления, ампулопровод и т. п. [c.111]
 Они могут возникать как в основном материале и металле сварного шва, так и в зоне температурного воздействия.
Они могут возникать как в основном материале и металле сварного шва, так и в зоне температурного воздействия. Причины возникновения те же, что и у продольных трещин.
Причины возникновения те же, что и у продольных трещин.

 Форма этих дефектных включений очень разнообразна, поэтому они могут быть намного опаснее круглых пор.
Форма этих дефектных включений очень разнообразна, поэтому они могут быть намного опаснее круглых пор.

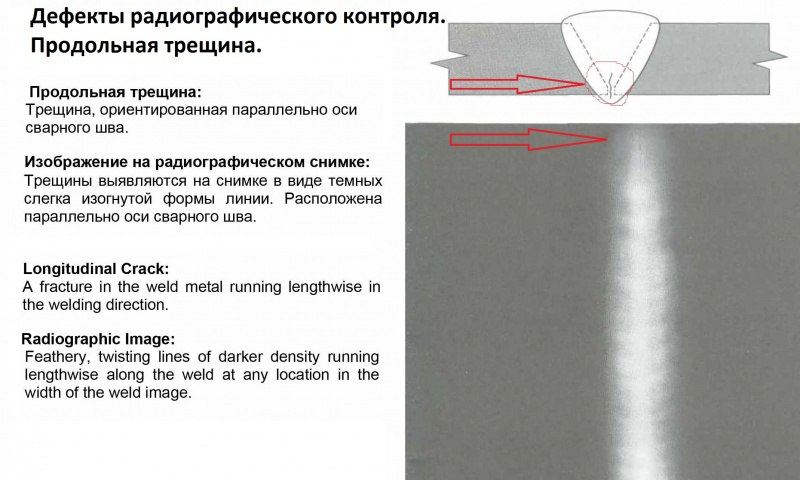
 Они прилипают к поверхности охлаждаемого металла сварного шва или основного металла, находящегося в зоне термического влияния.
Они прилипают к поверхности охлаждаемого металла сварного шва или основного металла, находящегося в зоне термического влияния. называется неразъемным соединением деталей сваркой. В результате этого образуются различные секции, которые характеризуются определенным набором свойств. Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны давно. Их следует избегать в процессе.
называется неразъемным соединением деталей сваркой. В результате этого образуются различные секции, которые характеризуются определенным набором свойств. Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны давно. Их следует избегать в процессе.
 О них нужно помнить в процессе работы. Если человек имеет по ним базу знаний, то он сможет сваривать детали, у которых будут идеальные швы. Это то, к чему нужно стремиться.
О них нужно помнить в процессе работы. Если человек имеет по ним базу знаний, то он сможет сваривать детали, у которых будут идеальные швы. Это то, к чему нужно стремиться. Это недопустимо. Конструкция сразу теряет свои свойства. При использовании дуговой сварки отсутствие плавления может быть результатом использования недостаточного тока. Это один из самых опасных дефектов. Связано это в первую очередь с тем, что в этом месте начинают формироваться дополнительные напряжения при последующей эксплуатации конструкции. Это очень часто приводит к его быстрому разрушению. Этот дефект можно устранить. Для этого выявляется непровара, а затем выполняется наплавка на сложных участках.
Это недопустимо. Конструкция сразу теряет свои свойства. При использовании дуговой сварки отсутствие плавления может быть результатом использования недостаточного тока. Это один из самых опасных дефектов. Связано это в первую очередь с тем, что в этом месте начинают формироваться дополнительные напряжения при последующей эксплуатации конструкции. Это очень часто приводит к его быстрому разрушению. Этот дефект можно устранить. Для этого выявляется непровара, а затем выполняется наплавка на сложных участках.
 Здесь есть прямая зависимость от количества углерода в материале. Чем он больше, тем больше вероятность появления холодных трещин. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует возможность получить сварное соединение, не отличающееся от основных материалов.
Здесь есть прямая зависимость от количества углерода в материале. Чем он больше, тем больше вероятность появления холодных трещин. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует возможность получить сварное соединение, не отличающееся от основных материалов.
 В отличие от микроскопического анализа, макроанализ не позволяет правильно изучить структуру материала. Его основная задача — контроль качества соединяемых деталей в процессе сварки. Он позволяет определить тип перелома, фиброзную структуру, нарушения сплошной структуры и так далее. Для проведения такого анализа необходимо подвергнуть исследуемую деталь травлению специальными элементами и обработке на шлифовальных станках.Этот образец называется макросом. На его поверхности не должно быть неровностей или посторонних включений, в том числе масляных.
В отличие от микроскопического анализа, макроанализ не позволяет правильно изучить структуру материала. Его основная задача — контроль качества соединяемых деталей в процессе сварки. Он позволяет определить тип перелома, фиброзную структуру, нарушения сплошной структуры и так далее. Для проведения такого анализа необходимо подвергнуть исследуемую деталь травлению специальными элементами и обработке на шлифовальных станках.Этот образец называется макросом. На его поверхности не должно быть неровностей или посторонних включений, в том числе масляных. При этом его поверхность необходимо протирать спиртом. В результате взаимодействия элементов происходит химическая реакция. Он позволяет вытеснить медь из раствора. Происходит подмена материалов. В результате на поверхности зонда осаждается медь. Травлению подвергаются те места, где медь не полностью ложится на основной материал. Эти места содержат какие-либо дефекты.После этого образец извлекается из водного раствора, сушится и очищается. Все эти действия нужно производить как можно быстрее, чтобы не произошла реакция окисления. В результате можно определить те участки, где имеется большое количество углерода, серы и других материалов.
При этом его поверхность необходимо протирать спиртом. В результате взаимодействия элементов происходит химическая реакция. Он позволяет вытеснить медь из раствора. Происходит подмена материалов. В результате на поверхности зонда осаждается медь. Травлению подвергаются те места, где медь не полностью ложится на основной материал. Эти места содержат какие-либо дефекты.После этого образец извлекается из водного раствора, сушится и очищается. Все эти действия нужно производить как можно быстрее, чтобы не произошла реакция окисления. В результате можно определить те участки, где имеется большое количество углерода, серы и других материалов. Если ее будет много, то удалить медь с поверхности образца будет очень сложно.
Если ее будет много, то удалить медь с поверхности образца будет очень сложно. В очагах выделения сероводорода образуется вещество, называемое фотоэмульсией. Области сульфида серебра, которые образуются в результате реакции, ясно показывают распределение серы в металле.
В очагах выделения сероводорода образуется вещество, называемое фотоэмульсией. Области сульфида серебра, которые образуются в результате реакции, ясно показывают распределение серы в металле. Здесь работа ведется на молекулярном уровне структуры кристаллической решетки.
Здесь работа ведется на молекулярном уровне структуры кристаллической решетки.

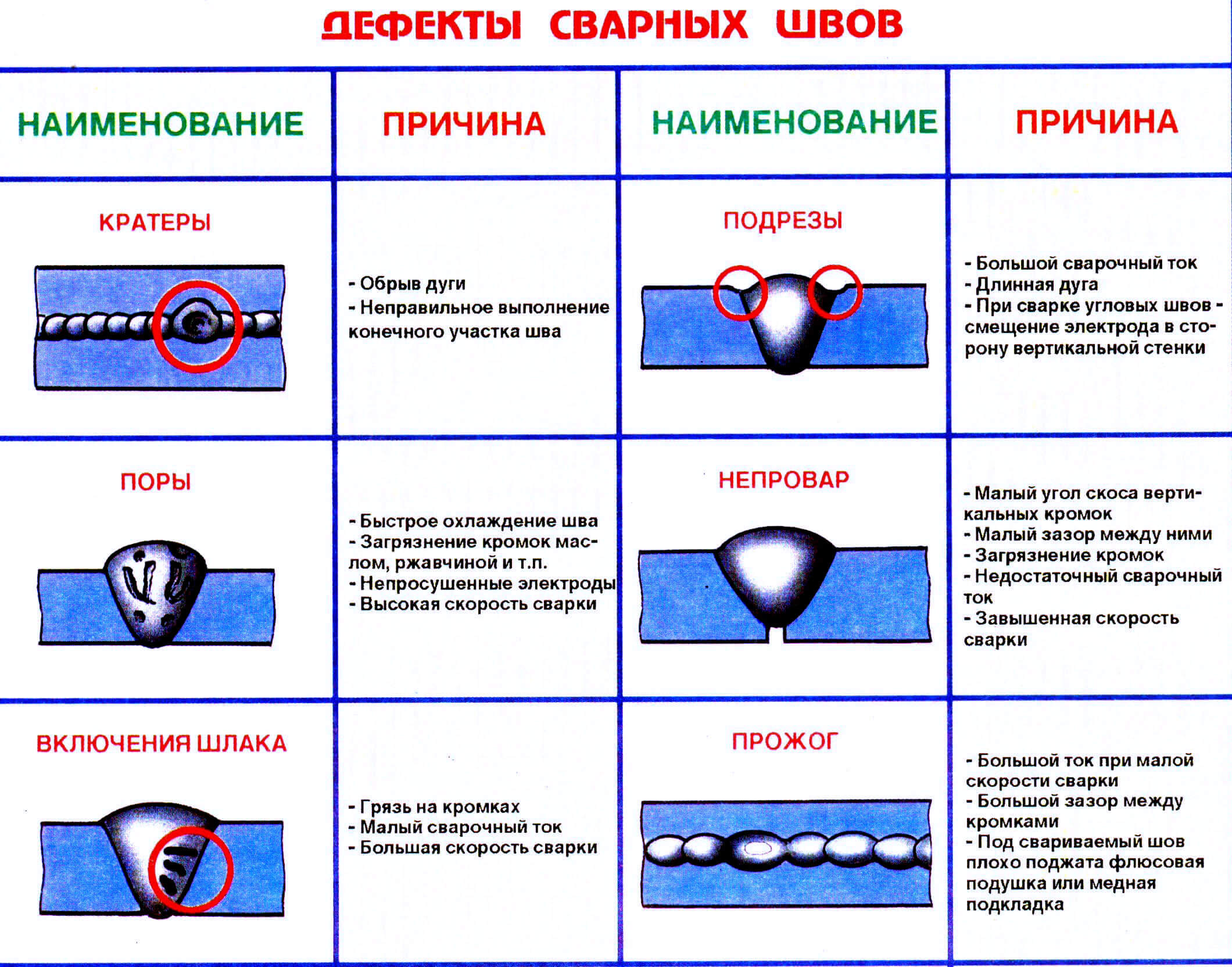 В результате подрезов происходит локальное уменьшение толщины основного металла, что приводит к снижению прочности.Подрезка особенно опасна в случаях, когда она расположена перпендикулярно рабочему напряжению. Подрез обычно возникает, когда напряжение дуги увеличивается с увеличением скорости сварки, когда одна из кромок оплавляется глубже, жидкий металл течет в горизонтальную плоскость и его недостаточно, чтобы заполнить канавку. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный нагрев, плавление и стекание металла на горизонтальной полке.В стыковых швах при сварке на больших токах и неправильном положении присадочного материала образуются подрезы. Подрезание может привести к увеличению углов режущих кромок. Этот дефект выявляется визуально и при отклонениях выше установленной нормы будет переварен с предварительной очисткой. Допустимыми можно считать короткие пропилы, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок.
В результате подрезов происходит локальное уменьшение толщины основного металла, что приводит к снижению прочности.Подрезка особенно опасна в случаях, когда она расположена перпендикулярно рабочему напряжению. Подрез обычно возникает, когда напряжение дуги увеличивается с увеличением скорости сварки, когда одна из кромок оплавляется глубже, жидкий металл течет в горизонтальную плоскость и его недостаточно, чтобы заполнить канавку. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный нагрев, плавление и стекание металла на горизонтальной полке.В стыковых швах при сварке на больших токах и неправильном положении присадочного материала образуются подрезы. Подрезание может привести к увеличению углов режущих кромок. Этот дефект выявляется визуально и при отклонениях выше установленной нормы будет переварен с предварительной очисткой. Допустимыми можно считать короткие пропилы, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок.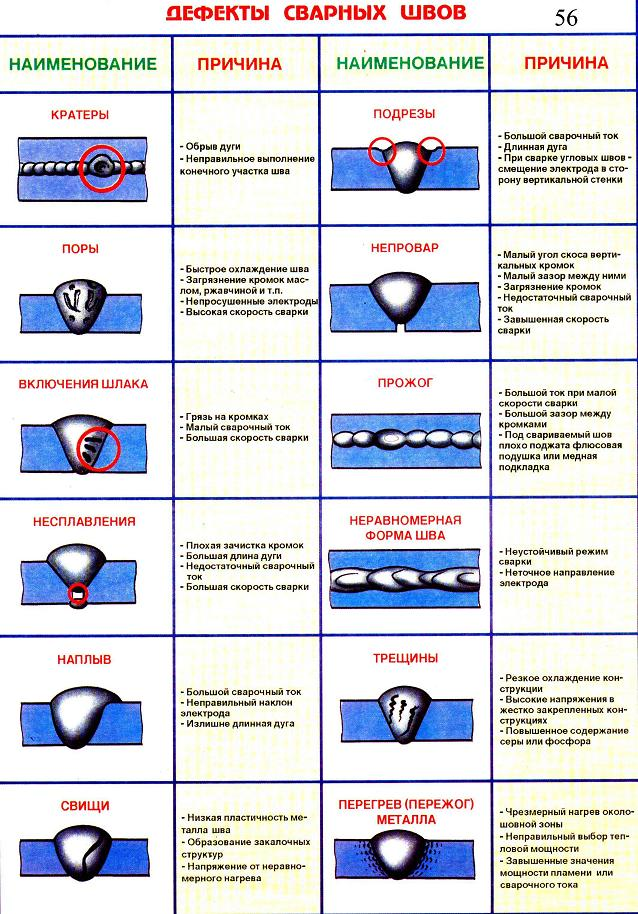 В конструкциях, работающих на выносливость, подрезы недопустимы.
В конструкциях, работающих на выносливость, подрезы недопустимы. Причины прогорания могут быть — завышенный зазор между свариваемыми кромками, недостаточная толщина футеровки или ее неплотное прилегание к основному металлу, что создает предпосылку негерметичности сварочной ванны.При внезапном прекращении подачи защитного газа может произойти выгорание. При сварке соединений поворотных колец ожоги возникают из-за неправильного положения электрода относительно зенита. Дефект выявляется визуально и после предварительной очистки переваривается. Ожоги вызваны попаданием жидкого металла в области за пределами сварного шва.
Причины прогорания могут быть — завышенный зазор между свариваемыми кромками, недостаточная толщина футеровки или ее неплотное прилегание к основному металлу, что создает предпосылку негерметичности сварочной ванны.При внезапном прекращении подачи защитного газа может произойти выгорание. При сварке соединений поворотных колец ожоги возникают из-за неправильного положения электрода относительно зенита. Дефект выявляется визуально и после предварительной очистки переваривается. Ожоги вызваны попаданием жидкого металла в области за пределами сварного шва. Их очищают и заваривают.
Их очищают и заваривают. Причины появления трещин — высокие напряжения, возникающие при сварке. Чаще всего трещины возникают при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Причины появления трещин — высокие напряжения, возникающие при сварке. Чаще всего трещины возникают при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей. Причина появления холодных трещин — сварочные напряжения, возникающие при фазовых превращениях, приводящие к снижению прочностных свойств металла. Причиной появления холодных трещин может быть растворенный атомарный водород, который не успел выделиться при сварке.Причинами попадания водорода могут служить незапечатанные швы или сварочные материалы, нарушения защиты сварочной ванны.
Причина появления холодных трещин — сварочные напряжения, возникающие при фазовых превращениях, приводящие к снижению прочностных свойств металла. Причиной появления холодных трещин может быть растворенный атомарный водород, который не успел выделиться при сварке.Причинами попадания водорода могут служить незапечатанные швы или сварочные материалы, нарушения защиты сварочной ванны. Основная причина появления пор при сварке плавящимся электродом — влажное покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок шва, в котором имеются поры, подлежит перевариванию путем предварительной механической очистки.
Основная причина появления пор при сварке плавящимся электродом — влажное покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок шва, в котором имеются поры, подлежит перевариванию путем предварительной механической очистки. Включения вольфрама особенно распространены при сварке алюминия и его сплавов, в которых вольфрам не растворяется.
Включения вольфрама особенно распространены при сварке алюминия и его сплавов, в которых вольфрам не растворяется.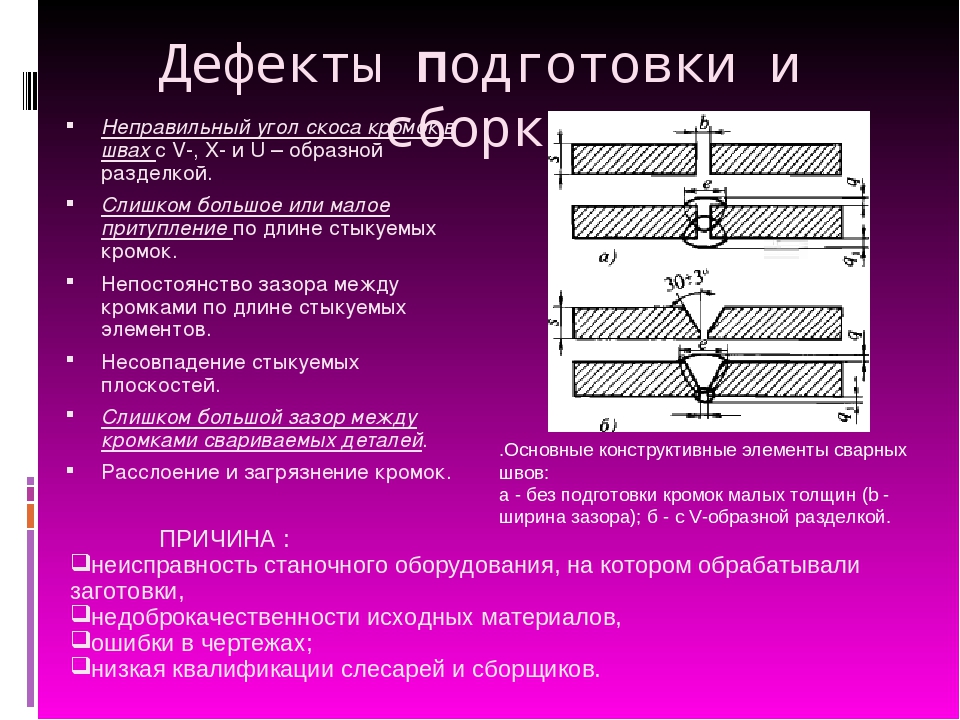 Еще одна причина появления дефектов (в частности трещин) — нежелательные напряжения в зоне сварки.
Еще одна причина появления дефектов (в частности трещин) — нежелательные напряжения в зоне сварки. Подобные отклонения от нормальной структуры шва чаще всего наблюдаются при сварке углеродистых (легированных) сталей, а также большинства изделий из чугуна.
Подобные отклонения от нормальной структуры шва чаще всего наблюдаются при сварке углеродистых (легированных) сталей, а также большинства изделий из чугуна.




 Это небольшой участок с недостаточно сваренным металлом. Основные причины образования неплавления — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
Это небольшой участок с недостаточно сваренным металлом. Основные причины образования неплавления — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно. В остальных случаях это недопустимые дефекты.
В остальных случаях это недопустимые дефекты. Чаще всего в самом конце. Образуется из-за резкого обрыва дуги. Плавно ведите дугу и постепенно завершайте сварку. Если в вашем сварочном аппарате есть специальный режим, предотвращающий образование кратеров, то включите его.
Чаще всего в самом конце. Образуется из-за резкого обрыва дуги. Плавно ведите дугу и постепенно завершайте сварку. Если в вашем сварочном аппарате есть специальный режим, предотвращающий образование кратеров, то включите его.
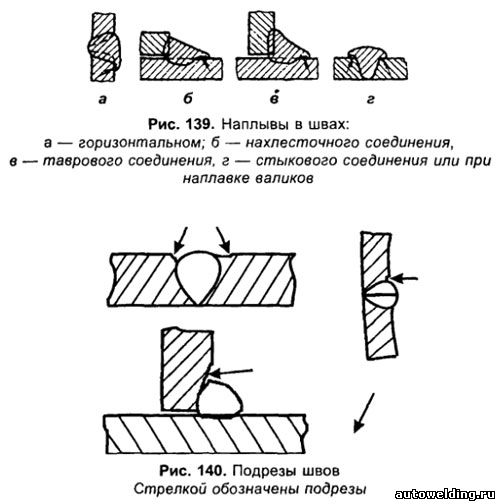 Из названия понятно, что при этом контроле используются средства визуального наблюдения и измерения. Визуальное наблюдение означает простой осмотр шва невооруженным глазом или с помощью лупы. В некоторых случаях используют микроскопы. А в качестве измерительных приборов чаще всего используются стандартные линейки. Это наиболее доступный и недорогой способ контроля, потому что инструменты недорогие, и такому контролю может обучить сварщик, выполняющий работу. Компании даже не нужно нанимать отдельных специалистов для проведения этого контроля.
Из названия понятно, что при этом контроле используются средства визуального наблюдения и измерения. Визуальное наблюдение означает простой осмотр шва невооруженным глазом или с помощью лупы. В некоторых случаях используют микроскопы. А в качестве измерительных приборов чаще всего используются стандартные линейки. Это наиболее доступный и недорогой способ контроля, потому что инструменты недорогие, и такому контролю может обучить сварщик, выполняющий работу. Компании даже не нужно нанимать отдельных специалистов для проведения этого контроля.

 И эта компактная модель сможет дать вполне объективный результат. С помощью дефектоскопа можно не только узнать расположение дефекта, но и его размер. Но нужно учитывать, что дефектоскопы дорогие и для работы с ними нужно дополнительно обучать персонал.Или ищите специалиста «на стороне».
И эта компактная модель сможет дать вполне объективный результат. С помощью дефектоскопа можно не только узнать расположение дефекта, но и его размер. Но нужно учитывать, что дефектоскопы дорогие и для работы с ними нужно дополнительно обучать персонал.Или ищите специалиста «на стороне».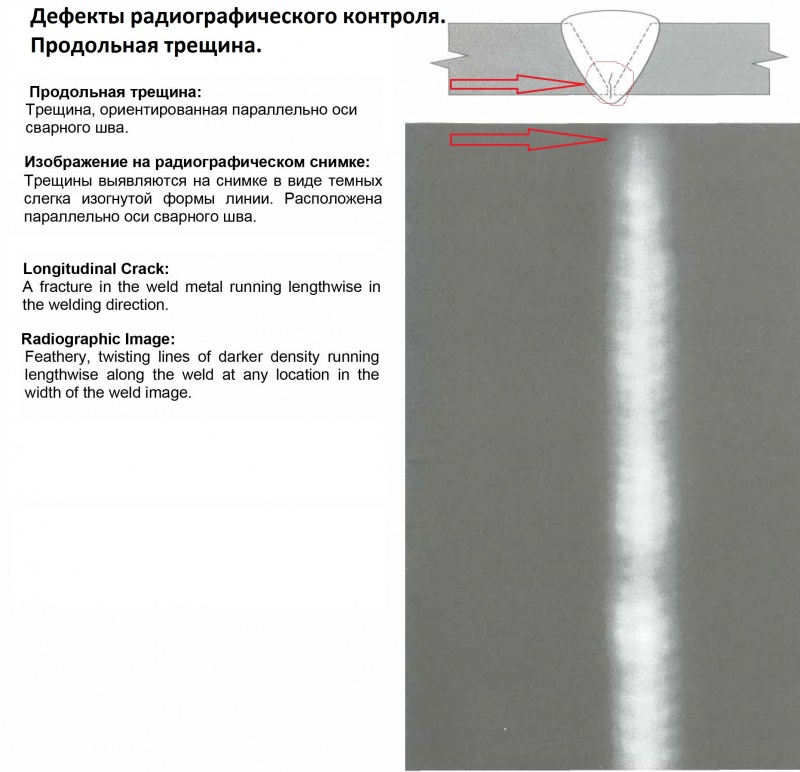 В., Коныгин С.Б., Косарева Е.А., Кац Н.Г., Леви А.А.
В., Коныгин С.Б., Косарева Е.А., Кац Н.Г., Леви А.А. .
.
 Даны общие рекомендации по передовой практике, чтобы сварщики могли минимизировать риск возникновения дефектов во время изготовления.
Даны общие рекомендации по передовой практике, чтобы сварщики могли минимизировать риск возникновения дефектов во время изготовления. Слишком большая длина дуги может также увеличить риск преимущественного плавления вдоль одной стороны соединения и вызвать неглубокое проплавление. Кроме того, подготовка узкого стыка может препятствовать адекватному доступу к стыку или способствовать заливанию стыка плавящимся металлом сварного шва. Например, это происходит при сварке стержневыми электродами с использованием электрода большого диаметра или при сварке MIG, MAG и FCAW, когда не учитывается диаметр сопла защитного газа. Следует также учитывать особенности изготовления, которые могут препятствовать работе сварочной горелки.
Слишком большая длина дуги может также увеличить риск преимущественного плавления вдоль одной стороны соединения и вызвать неглубокое проплавление. Кроме того, подготовка узкого стыка может препятствовать адекватному доступу к стыку или способствовать заливанию стыка плавящимся металлом сварного шва. Например, это происходит при сварке стержневыми электродами с использованием электрода большого диаметра или при сварке MIG, MAG и FCAW, когда не учитывается диаметр сопла защитного газа. Следует также учитывать особенности изготовления, которые могут препятствовать работе сварочной горелки.
 4. Взаимодействие магнитного поля, окружающего дугу, и поля, создаваемого током в пластине, с токопроводом. кабеля достаточно, чтобы отклонить сварной шов.Искажение магнитного поля тока дуги можно свести к минимуму, расположив зажим кабеля обратного тока таким образом, чтобы сварка всегда была направлена к зажиму или от него, а при сварке стержневыми электродами, используя переменный ток вместо постоянного. Часто единственным эффективным средством является размагничивание стали перед сваркой.
4. Взаимодействие магнитного поля, окружающего дугу, и поля, создаваемого током в пластине, с токопроводом. кабеля достаточно, чтобы отклонить сварной шов.Искажение магнитного поля тока дуги можно свести к минимуму, расположив зажим кабеля обратного тока таким образом, чтобы сварка всегда была направлена к зажиму или от него, а при сварке стержневыми электродами, используя переменный ток вместо постоянного. Часто единственным эффективным средством является размагничивание стали перед сваркой.
 Подземные дефекты обнаруживаются с помощью рентгенографии или ультразвукового исследования. Ультразвуковой контроль обычно более эффективен, чем рентгенография, при обнаружении недостатков в сварке между прогонами.
Подземные дефекты обнаруживаются с помощью рентгенографии или ультразвукового исследования. Ультразвуковой контроль обычно более эффективен, чем рентгенография, при обнаружении недостатков в сварке между прогонами. Даны общие руководящие принципы «передовой практики», чтобы сварщики могли минимизировать риск появления дефектов во время изготовления.
Даны общие руководящие принципы «передовой практики», чтобы сварщики могли минимизировать риск появления дефектов во время изготовления. Основные типы дефектов:
Основные типы дефектов: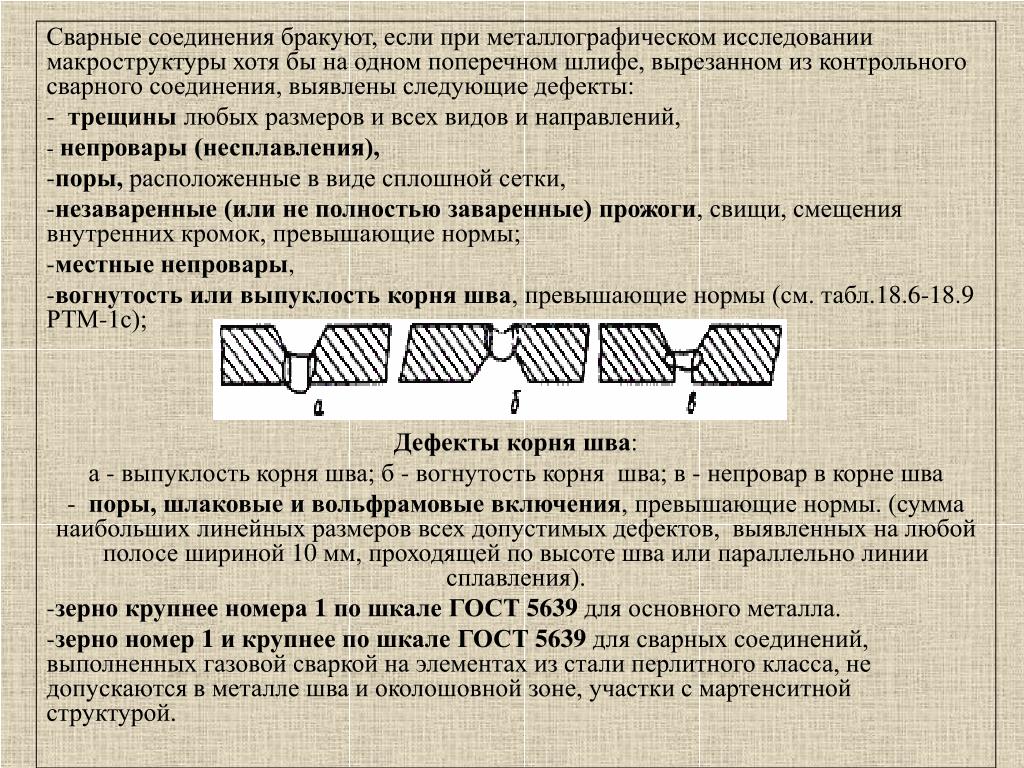 1а)
1а)
 Слишком высокий уровень, из-за которого сварщик будет двигаться слишком быстро, приведет к тому, что сварочная ванна заткнет корень без достижения адекватного проплавления.
Слишком высокий уровень, из-за которого сварщик будет двигаться слишком быстро, приведет к тому, что сварочная ванна заткнет корень без достижения адекватного проплавления.
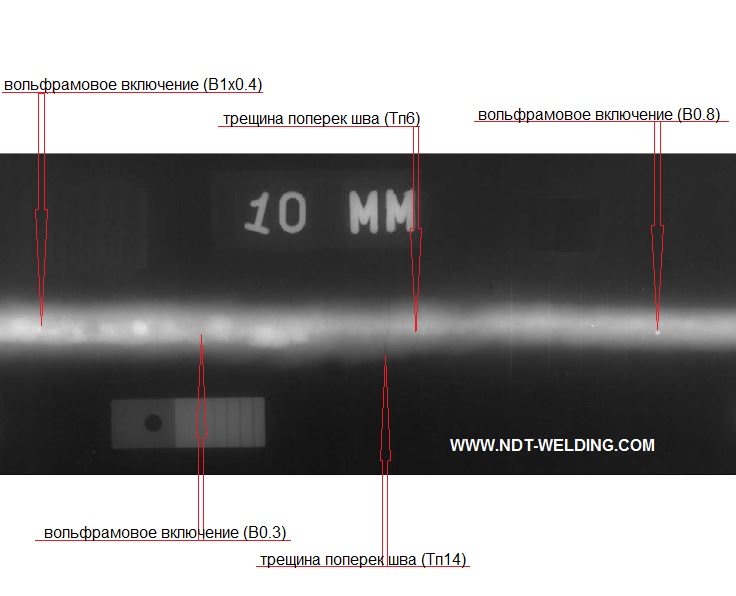 Он был обновлен, поэтому веб-страница больше не отражает в точности печатную версию.
Он был обновлен, поэтому веб-страница больше не отражает в точности печатную версию.  Д.)).
Д.)).
 Если скорость сварки слишком высока, а напряжение слишком высокое, сварные швы могут выйти из строя.Из-за быстрого затвердевания сварочной ванны также могут образовываться подрезы. Уменьшение скорости сварки устраняет этот недостаток.
Если скорость сварки слишком высока, а напряжение слишком высокое, сварные швы могут выйти из строя.Из-за быстрого затвердевания сварочной ванны также могут образовываться подрезы. Уменьшение скорости сварки устраняет этот недостаток.
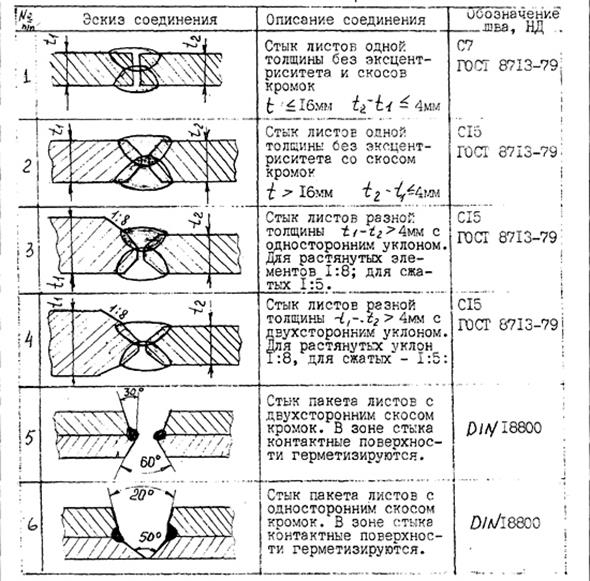 Причины автоматической сварки — скачки напряжения, неправильный выбор угла подачи электрода, проскальзывание присадочной проволоки в механизме подачи и т. Д.
Причины автоматической сварки — скачки напряжения, неправильный выбор угла подачи электрода, проскальзывание присадочной проволоки в механизме подачи и т. Д. Как следствие — трещины на сварном шве, неплавление и другие дефекты.
Как следствие — трещины на сварном шве, неплавление и другие дефекты. Это приводит к ослаблению заготовки по толщине, а это первопричина разрушения стыка, а соответственно и всей сварной конструкции.
Это приводит к ослаблению заготовки по толщине, а это первопричина разрушения стыка, а соответственно и всей сварной конструкции. Он образуется под действием усадки металла в шве.Все дело в том, что при остывании металл уменьшается в объеме.
Он образуется под действием усадки металла в шве.Все дело в том, что при остывании металл уменьшается в объеме.
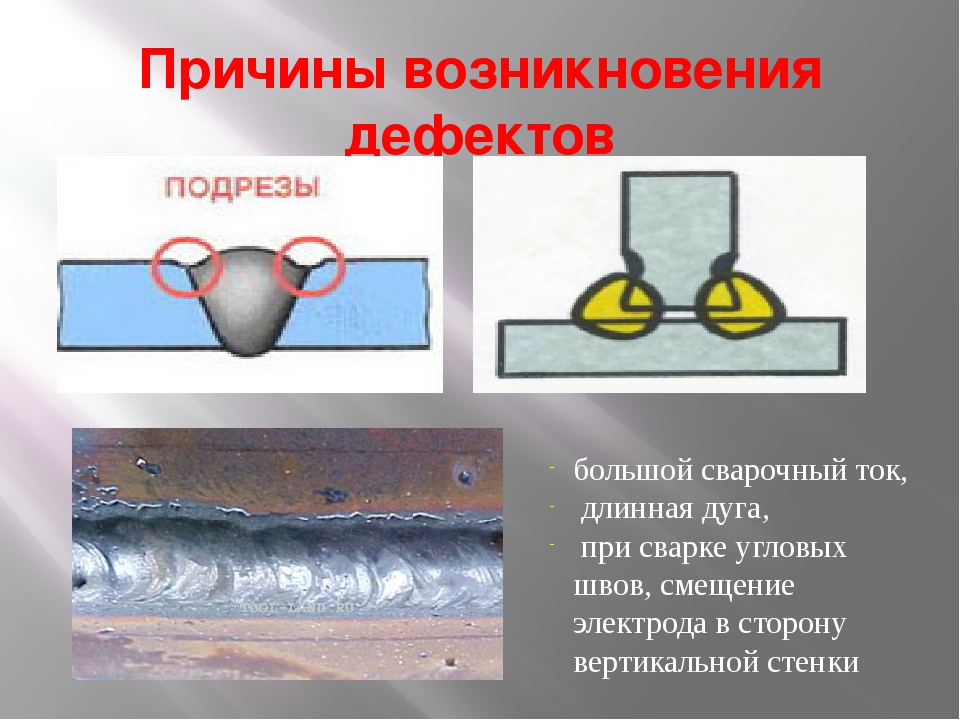

 Сюда можно добавить высокую температуру сварочного процесса.
Сюда можно добавить высокую температуру сварочного процесса. То есть один дефект выдерживает одни нагрузки, а другие противопоказаны.
То есть один дефект выдерживает одни нагрузки, а другие противопоказаны.