зачем нужен и как его собрать своими руками (инструкция и схема)
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
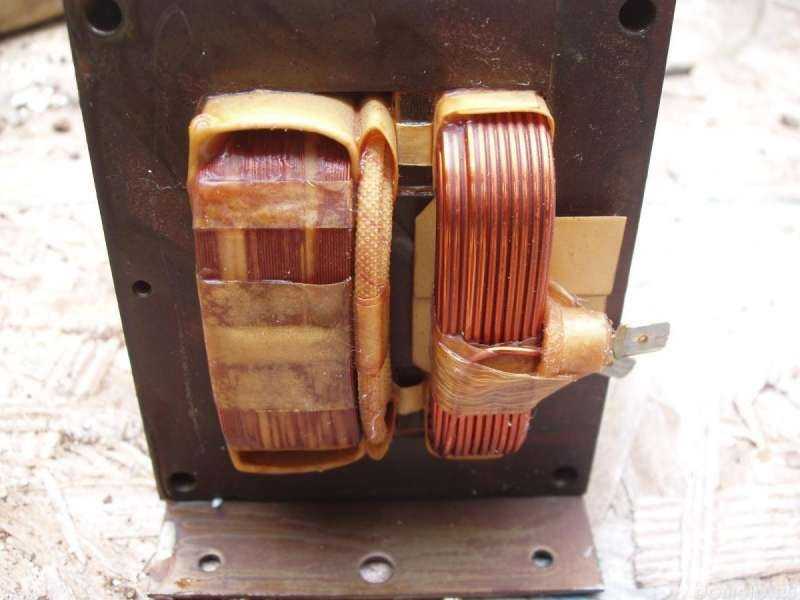
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Общие ведомости
Так зачем же нам нужен дроссель на сварочном аппарате, возможно ми можем обойтись и без него?Да, конечно можете, но для эффективной и комфортной сварки он просто необходим.
Это маленький элемент, что подключают в цепь, и он обеспечивает стабильное, бесперебойное, плавное нагревание дуги.
На втором этапе он поддерживает это стабильное состояние, к тому же метал не разлетается во все стороны, что часто случается и, между прочем, может привести к сильным ожогам.
При эксплуатации шов выходит аккуратным, аппарат настраивается более точно и даже может сваривает трудные элементы, ну конечно так же много зависит и от профессионализма мастера, в руки которого попала сварка.
Принцип роботы легок, понятен каждому: дроссель пропускает ток через себя, сохраняя его от сварочного аппарата.
А потом этот сохраненный ток и восполняет, те самые скачки напряжения, что позволяет сварке работать стабильно. Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.
Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.
Покупка дросселя для сварочного аппарата в магазинах это совсем недешевое удовольствие, да, конечно вы можете поискать что-то более бюджетное, но будет ли оно хорошо работать.
Его можно сделать дома самостоятельно, для этого вам прийдется совсем немного логики, времени, недорогих материалов, что наверняка завалялись в гараже.
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Читать также: Графитовая смазка температурный диапазон
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.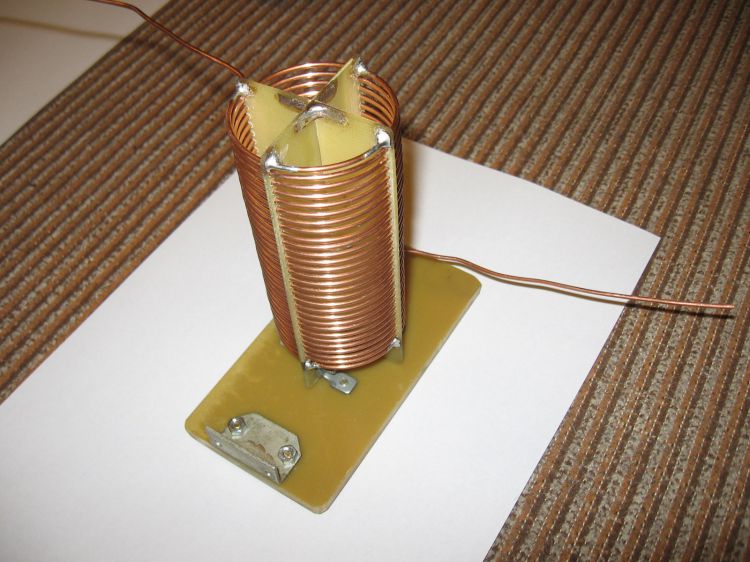
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Регулировка тока
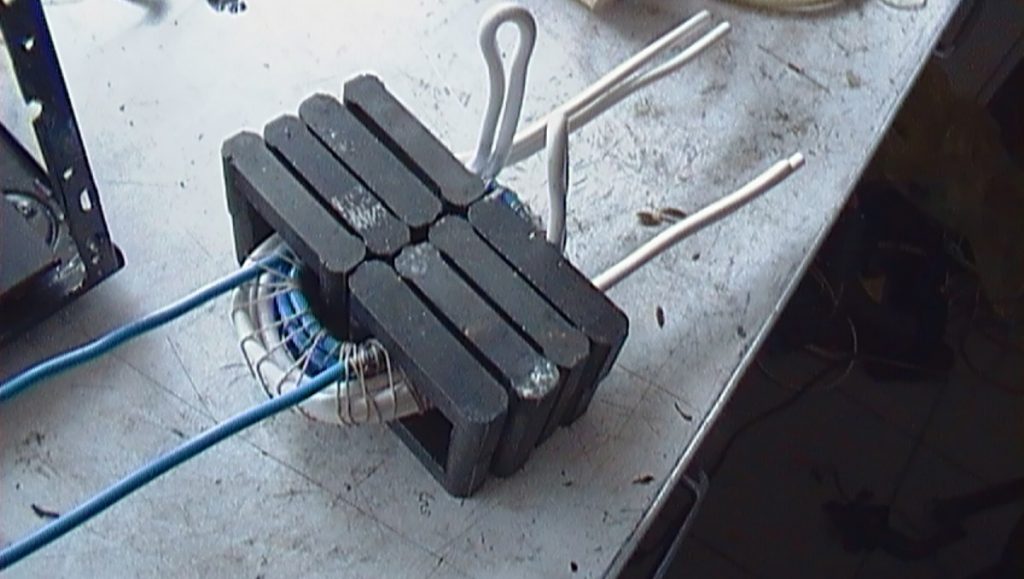
Пример дросселя для сварочного аппарата собранный своими руками
И как же сделать наш шов аккуратным и главное прочным? Правильно, нам понадобиться хорошо отрегулировать ток.
Для этого существует несколько методов:
- Стабилизация, при которой мы увеличиваем и уменьшения расстояния между элементам и сварочным аппаратом. Это наиболее известны способ. То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.

- Контроль тока на обмотке трансформатора. Это способ просто на просто игнорирует часть катушки, чем увеличивает напряжение, ведь путь, что преодолевает ток становиться меньше. Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
- Но также можно контролировать с помощью стальной пружины, к которой мы крепим клемма последовательно. Этот метод мог бы быть хорош, поскольку по не много настраивает ток, но есть нюанс. Этот способ крайне небезопасен, так как разжаренная пружина оказывается в ногах мастера, если вы цените свое здоровье и вам не хочется поджариться, это метод не для вас.
Такая катушка решит практически все ваши проблемы со стабилизацией напряжения. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
Главное, что небезопасная горячая пружина больше не будет лежать в ваших ногах, ведь безопасность должна быть на первое месте, тем более при такой не легкой работе, настройку произведет дроссель на сварочном аппарате, а мастер может об том не думать.

Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000:220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм2.
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d2=4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Как самостоятельно и красиво создать дизайн гостиной?
Использование дросселя
Сварочные трансформаторы лучшая база для создания дросселя домашних условиях. Это не раз доведено на практике.
Это не раз доведено на практике.
Он без затруднений, но плавно нагревает нашу дугу, при любом токе, так что он подойдет для обычных дачников, так же для работы на заводах, концернах со скачками напряжением.
Так же вы можете брать дроссель для сварочного аппарата вместе с выпрямителем. Пара дроссель и выпрямитель умеет свойство поднимать электродвижущую силу самоиндукции.
Например, если мы говорим про полуавтоматы, то это пара может запалить дугу даже на большом промежутке от метала.
↑ Файлы
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года. Уже более 10 лет наш журнал существует только на мои средства.
— Спасибо за внимание! Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года. Уже более 10 лет наш журнал существует только на мои средства.
Уже более 10 лет наш журнал существует только на мои средства.
— Спасибо за внимание! Игорь Котов, главный редактор журнала «Датагор»
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.
Итог
Поздравляю, если вы освоили все наши советы, то вы наверняка сможете сделать дроссель для сварочного аппарата своими руками. Это было совсем не сложно, понадобилось немного усидчивости и технической смекалки.
Но на выходе вы получите качественный аппарат (конечно если все сделали правильно), конечно вы будете гордиться тем, что это сделано своими рукам ,и даже може научить этому кого-то из своих друзей или близких.
Расскажите о ток как вы делали ваш дроссель, какие при этом возникли проблемы, каков был результат, покажите статью друзьям. Всем мира и новых вершин!
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.

Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Намотать дроссель своими руками
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: Romeoo , 8 декабря в Самодельное сварочное и вспомогательное оборудование. Все что связано с выбором магнитопровода и с выбором сечения шинки и прочее. Прошу делиться фотками готовых изделий и их ТХ.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.

Содержание:
- Изготовление самодельного дросселя для полуавтомата
- Как намотать дроссель для сварочного аппарата
- Как сделать дроссель для сварочного аппарата постоянного тока
- Расчет дросселей на резисторах МЛТ и ферритовых сердечниках
- Дроссель для сварочного аппарата своими руками
- Катушка индуктивности
- Разновидность дросселей на сварочные. Использование сварочного дросселя
- Как сделать дроссель для сварочного аппарата постоянного тока. Самодельный дроссель для сварки
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Расчёт катушки индуктивности
 youtube.com/embed/kTKwbPUi0e4″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/kTKwbPUi0e4″ frameborder=»0″ allowfullscreen=»»/>Изготовление самодельного дросселя для полуавтомата
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки. Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, — это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше. Параметр, определяющий коэффициент изменения по току — индуктивность.
Измеряется она в Гн генри — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А. Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно. Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу.
Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла. Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки. Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора , который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС электродвижущую силу , которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Устройство индуцирует ЭДС электродвижущую силу , которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное. Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо подкова от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением мм.
Намотка устройства ля сварки делается алюминиевым или медным проводом сечением мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм. Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки.
Алгоритм действий такой:. В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту. Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Показателями качества являются:. Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока. Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Главная Сварка Сварочные принадлежности Дроссель для сварочного аппарата своими руками. Содержание 1 Принцип работы 2 Предназначение 3 Материалы для изготовления 4 Последовательность действий 5 Включение и проверка. Оценка статьи:. Пока оценок нет. Правила выбора сварочной маски хамелеон Какими электродами варят нержавейку Семь лучших сварочных масок Устройство осциллятора для сварочных работ.
Как намотать дроссель для сварочного аппарата
Катушка индуктивности inductor. При прохождении тока, вокруг скрученного проводника катушки , образуется магнитное поле она может концентрировать переменное магнитное поле , что и используется в радио- и электро- технике. В последнее время, применяются индукторы закрытые в корпуса из металлического сплава для уменьшения наводок, излучения, шумов и высокочастотного свиста при работе катушки. Дроссель служит для уменьшения пульсаций напряжения, сглаживания или фильтрации частотной составляющей тока и устранения переменной составляющей тока. Сопротивление дросселя увеличивается с увеличением частоты, а для постоянного тока сопротивление очень мало.
Делаем дроссель для сварочного аппарата своими руками. Вручную трансформатор можно намотать на металлическом сердечнике, собранном из.
Как сделать дроссель для сварочного аппарата постоянного тока
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность. Схема сварочного аппарата переменного тока с отдельным дросселем: 1 — первичная обмотка, 2 — сердечник, 3 — вторичная обмотка, 4 — обмотка дросселя, 5 — неподвижная часть сердечника дросселя, 6 — подвижная часть сердечника дросселя, 7 — винтовая пара, Др — регулятор тока. Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель. Однофазная мостовая схема выпрямления а. Графики напряжений и тока в трансформаторе б , напряжения и тока в нагрузке в. Дроссель для сварки — это устройство для регулировки силы тока, используемого для выполнения сварочных работ.
Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность. Схема сварочного аппарата переменного тока с отдельным дросселем: 1 — первичная обмотка, 2 — сердечник, 3 — вторичная обмотка, 4 — обмотка дросселя, 5 — неподвижная часть сердечника дросселя, 6 — подвижная часть сердечника дросселя, 7 — винтовая пара, Др — регулятор тока. Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель. Однофазная мостовая схема выпрямления а. Графики напряжений и тока в трансформаторе б , напряжения и тока в нагрузке в. Дроссель для сварки — это устройство для регулировки силы тока, используемого для выполнения сварочных работ.
Расчет дросселей на резисторах МЛТ и ферритовых сердечниках
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки если не сотни аппаратов для сварки с помощью электрической дуги , начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки , всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным. Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием.
Полезные советы.
Дроссель для сварочного аппарата своими руками
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями. Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше. Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами.
Такие сварочные аппараты называют выпрямителями. Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше. Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами.
Катушка индуктивности
Тип резистора. Необходимая индуктивность. Кол-во витков. Нажмите кнопку. Необходимая индуктивность [мкГн]. Расчет дросселей на резисторах МЛТ site:cqham. Расчёт резонансной частоты колебательного контура.
Хочу завести даный топик именно на тему дроссель Все что на макс. сварочный ток. лично я взял Ш80х намотал 33 витка . забей в гугле В.Я. Володин Современные сварочные аппараты своими руками.
Разновидность дросселей на сварочные. Использование сварочного дросселя
В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом..jpg) Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. Дроссель для полуавтомата по силам изготовить любому домашнему мастеру.
Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. Дроссель для полуавтомата по силам изготовить любому домашнему мастеру.
Как сделать дроссель для сварочного аппарата постоянного тока. Самодельный дроссель для сварки
ВИДЕО ПО ТЕМЕ: Как сделать all-audio.pro диоды использовать. Обзор самодельного полуавтомата
Правила форума. RU :: Правила :: Голосовой чат :: eHam. Показано с 1 по 12 из Тема: Изготовление дросселя.
Большинство мастеров, занимающихся частным ремонтом техники, рано или поздно начинают задумываться над тем, как собрать сварочный аппарат своими руками.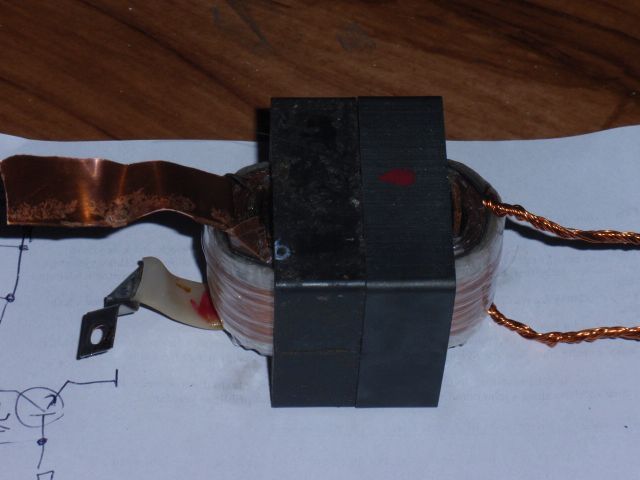 В наши дни для использования в условиях малых производств производители техники предлагают немалое количество таких аппаратов.
В наши дни для использования в условиях малых производств производители техники предлагают немалое количество таких аппаратов.
Расчет и изготовление катушки индуктивности, дросселя. Типовые электронные схемы с дросселями. Оглавление :: Поиск Техника безопасности :: Помощь. Сначала определимся с материалом магнитопровода сердечника. Если частота больше 10 кГц, то используем ферриты, если меньше 3 кГц, то железо, если между этими значениями, то решаем, исходя из конкретных условий. Дросселя изготавливаются с зазором в сердечнике.
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла.
Сварка своими руками | Сварка своими руками
Cегодня поговорим о сварочных аппаратах. Кто-то уже практикуется и занимается сваркой вовсю, а кто-то еще только собирает деньги, чтобы ее приобрести. Хотя есть еще один вариант – собрать сварку своими руками.
Кто-то уже практикуется и занимается сваркой вовсю, а кто-то еще только собирает деньги, чтобы ее приобрести. Хотя есть еще один вариант – собрать сварку своими руками.
Что нужно для элементарного сварочника: как минимум трансформатор. Задача состоит в том, чтобы подать напряжение на первичную обмотку и получить на вторичной многократно увеличенный ток и меньшее напряжение.
Рассмотрим схему простого сварочного аппарата постоянного тока. Рис.1.
Рис.1
Схема имеет свои достоинства и недостатки, но она очень проста в отличие от схемы современного инвертора Чтобы собрать последний необходимы серьезные знания и оборудование, а чтобы собрать сварочник по приведенному рисунку – достаточно просто желания и возможность купить элементы.
• сердечник, на который мотается первичная и вторичная обмотки;
• диодный мост из четырех диодов;
• дроссель;
• конденсатор (на любителя) подключен параллельно с дугой. Так делать не следует, потому что конденсатор накапливает энергию и в процессе поджига дуги, она будет «клацать».
 Если в схему ввести резистор на 10 W сопротивлением 1-2 Ом, это позволит уменьшить ток зарядки/разрядки. В результате и конденсатор останется цел и электрод залипать не будет.
Если в схему ввести резистор на 10 W сопротивлением 1-2 Ом, это позволит уменьшить ток зарядки/разрядки. В результате и конденсатор останется цел и электрод залипать не будет.Какие бывают трансформаторы для сварочных аппаратов:
- Можно взять тор. Такой вот «бублик» как показано на фото. КПД у него 100%, габариты небольшие, на первый взгляд одни плюсы, но не все так просто. Тороид мотать сложнее, чем Ш-образный трансформатор, который имеет всего одну катушку, на которую мотаются все обмотки. Или двухкатушечный трансформатор, который правда имеет КПД поменьше.
Итак, допустим, Вы собрали трансформатор и получили 50В на его выходе (см рис.1), подсоединили диодный мост, дроссель, конденсатор и т.д. по схеме. «Чиркаем» электродом, зажигаем дугу – и получаем ток 150 … 200А. И хорошо, скажете Вы, но не так все просто! Берет-то наш трансформатор из розетки слишком много… Например, при токе 100А на вторичной обмотке мы будем тянуть 5кВт (≈25А) из домашней розетки. Если утром и даже
Если утром и даже
днем такой вариант может и пройти, то вечером будут сюрпризы, потому что к вечеру напряжение начинает просаживаться, соответственно, свет начинает «моргать» — и ждите недовольных соседей к себе в гости.
50В на выходе мы получили переменного тока, чтобы его выпрямить, подключается диодный мост, который срезает отрицательную кривую тока и перебрасывает его в положительную систему ординат без потери мощности.
Дроссель служит для подавления пульсаций (сглаживания «рывков» тока). Он накапливает энергию и делает ток более «постоянным», соответственно дуга будет гореть более плавно, без рывков. Он накапливает энергию и превращает ток в более «постоянный», что позволит дуге гореть более плавно, без рывков. У данного дросселя, кроме R индукции есть активное сопротивление, благодаря чему наблюдается некоторое падение напряжения. «На холостом ходу» конденсатор заряжается «на корень из двух»: если на вторичной обмотке 50В, на конденсаторе будет около 70в. В сварке он не участвует, но зато облегчает поджиг дуги, тем более если попался ржавый металл, который нужно «пробить».
Теперь о том, как разгрузить электрическую систему дома. Можно поставить балластный резистор (сопротивление), что уменьшит ток, который проходит по цепи, но на нем выделится тепло, которое будет греть улицу. Нам такое не выгодно. При токе 100А получится двухкилловатный обогреватель.
Для того, чтобы потери были меньше, и соседи не ругались, нужно уменьшить потребление. Как этого добиться?
При жесткой ВАХ наматывается первичная обмотка как это показано на рис.2. (две половинки образуют полную обмотку 220В.) Сверху на нее наматывается вторичная и соединяется с предыдущей параллельно или последовательно.
Рис.2
Либо мы наматываем обмотки тонким проводом и соединяем их параллельно, но с большим числом витков, либо толстым проводом и соединяем последовательно. (Рис.3).По сути, получаем одно и тоже в обоих случаях: жесткую ВАХ, когда на одной катушке у нас намотана половинка первички и половинка вторички. Для сварочного аппарата такой транс НЕ ГОДИТСЯ!
Рис. 3
3
Можно установить дроссель на выходе, но это как «костыль».
Лучше возьмите двухкатушечный трансформатор. Чем больше расстояние между его обмотками (насколько они сильно разнесены), тем меньше получаемый ток. Но можно пойти еще на одну «хитрость»: накрутить часть вторичной обмотки поверх первичной – за счет этого снизятся потери и увеличится ток на выходе. Понятно, что потери на катушках будут разными и один участок будет жестко связан по напряжению, а 2-й получится «плавающий». По этому принципу можно построить регулировку сварного тока. Накручивается первичная обмотка как есть, потом вторичная 60-65%, а остаток ее доматывается на «первичку». Такой аппарат имеет пологопадающую ВАХ. Чем она хороша. Так как варить Вы будете не самим трансформатором, а подключив к нему выпрямитель и дроссель, нужно компенсировать потери. Если характеристика крутопадающая то, например, со 100А на выходе получится 60А, если пологопадающая – потери компенсируются (можно выбирать из более широкого ассортимента электродов, использовать прямую и обратную полярность).
При поиске элементов учитывайте, что диоды нужно использовать на ток минимум 100А, но лучше 200А, поставьте их на радиаторы. Опыт показывает, что «привинчивание» дешевых китайских мостиков на 50А оправдано. Только если на выходе нужно получить 200А, таких мостов нужно цеплять не 4 шт, а не менее 8шт. Если вы возьмете с запасом, только тогда все будет хорошо работать.
Дроссель можно накрутить практически на любом подходящем магнитопроводе, главное чтобы у него была площадь поперечного сечения не менее 10 кв. см. Если взять 20 кв. см – это будет даже лучше имеди мотать нужно будет меньше. Нужно так же выполнить следующее условие: сердечник не должен быть полностью замкнутым.
Величиной зазора дросселя определяется его индуктивность. С малым зазором он хорошо будет работать на малых токах, если увеличивать – получится легкая сварка на больших токах. Поэтому нужно искать компромисс.
Рассмотрим еще несколько схем для «пытливых умов»
Рис.4
На рис.4 используется трансформатор с жесткой характеристикой. Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней.
Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней.
На рис. 5 показана схема продвинутого сварАппа. Здесь используется свойство резонанса. То есть получаем «LC-контур»: индуктивность вторичной обмотки и емкость последовательно включенных конденсаторов. А замыкается это все на дуге. Получается трансформатор относительно малых габаритов и высокая мощность.
Рис.6
Зверя этого собрать – задача интересная, но очень затратная! Конденсаторы С1-С20 дорогие. Если поставить какой-нибудь шлак, такой как Chang он вылетит сразу же, а хороший кондер типа JAMICON или JAVA — стоят денег. Обращайте внимание на наличие жестких выводов.
Если на вторичной обмотке трансформатора напряжение будет, допустим 30-40В, то нужно брать кондеры по схеме на U в 1,5 -2 раза больше. Если не соблюдать это условие конденсаторы пробъет и они сгорят.
Если не соблюдать это условие конденсаторы пробъет и они сгорят.
Есть схема тиристорного регулятора (Рис. 7), у него наматывается первичная обмотка, вторичная и обмотка управления. Так же используется по паре мощных тиристоров и диодов. Обмотка III рассчитана на U от 30В до 40В, ток около 1 А.
Рис.7 Щелкните по картинке , чтобы открыть
Резистор R1 предназначен подстройки сварочного тока, т.е. если нужно задать минимальный диапазон. R2 работает как основной (тоесть R1 можно убрать).
R3 ограничивает ток управления тиристорами.
Стабилитрон V06 можно ставить как отечественного, так и импортного производства.
Вместо тиристора КУ101 можно брать 202-й, начинающийся практически с любой буквы.
Диоды КД209 можно заменить на любые на ток до 1 А
Управление углом открытия тиристора регулируется мощность: чем меньше он открыт, тем меньше ток на выходе. Если открыть тиристоры полностью, они будут работать как диоды и получится полноценный диодный мост – сварка при таком условии будет проходить хорошо, но если мощность уменьшить больше чем на половину – пульсации тока увеличатся, и варить будет довольно трудно. Поэтому в схему лучше добавить дроссель.
Поэтому в схему лучше добавить дроссель.
| Предлагаем Вашему вниманию НАМОТОЧНОЕ ПРОИЗВОДСТВО различных катушек индуктивности: Наше предприятие выполнит НАМОТКУ трансформаторов на каркасах и дросселей на ферритах, катушек для электромагнитов, бескаркасных катушек и др. Рядовая намотка открытых катушек по параметрам заказчика, НИОКР. •Имеется высокоскоростное намоточное оборудование. •Осуществляется сквозная пропитка лаком. •Освоена отливка каркасов собственного производства в Москве, возможно изготовление пресс-форм на каркасы по чертежам Заказчика. •Изготовление каркасов из текстолита. •Изготовление оснастки и намотка бескаркасных катушек. •Разработка и намотка катушек нестандартных размеров для научно-технических исследований и промышленных разработок. •Высокая оперативность исполнения заказов и низкие цены. РЕМОНТ КАТУШЕК ВИБРОСТЕНДОВ ************************************************************************************************************************************************* Для заказа катушек индуктивности необходимо отправить заявку в на эл. почту: [email protected] или [email protected] Заявка может быть в свободной форме: чертеж, ТЗ, рисунок, фото с размерами. ************************************************************************************************************************************************* Наша фирма осуществляет разработку и намотку катушек нестандартных размеров для научно-технических исследований и промышленных разработок. С нами сотрудничали многие ведущие учёные и университеты и НИИ страны, РАН, МГУ, МАДИ, МИСИС, МВТУ им. Баумана и др. Намотка катушек любых типов и размеров от 1 мм до нескольких метров и весом до нескольких тонн. Работа с любым типом провода сечением от 0,02 мм до самых толстых шин, выпускаемых промышленностью, и более – сложенными параллельно. Диапазон напряжений, токов и температур неограничен благодаря специальным эффективным способам намотки и охлаждения, разработанным на нашем предприятии. Усиление изоляции или термостойкости наматываемого провода путем поперечного обматывания наматываемого провода различными материалами. Пропитка обмоток или смачивание провода в процессе намотки различными лаками и эпоксидными смолами. Разработка, изготовление и внедрение специального намоточного оборудования для выполнения сложных нестандартных задач. Применение эффективных систем охлаждения обмоток. Разработка автоматизированных систем и шкафов управления обмотками позволяет создавать катушки с программно управляемым электромагнитным полем по зонам катушки. Возможно управление по направлению магнитных потоков, напряженности поля, частоте, силе тока, пространству и времени, и другим характеристикам. Разделение обмоток по зонам позволяет создавать любые типы электромагнитных полей, постоянные, переменные, вихревые и прочие; смешивать, складывать и сталкивать поля между собой. Деформировать, разрывать, измельчать, перемешивать, разделять, сортировать, активировать любые материалы на атомном уровне. Добавлять в магнитное поле ферромагнитные шарики и другие вспомогательные материалы, которые под управляемым магнитным полем могут совершать различные механические работы более эффективно, чем традиционным способом. Активация на атомном уровне означает повышение энергии атомов, электронов и других элементарных частиц. Практическое применение весьма обширно. Отдельные примеры приведены ниже. Изготовление экспортных выставочных катушек в корпусах из зеркальной нержавеющей стали вместе со шкафами управления и системами охлаждения для участия в международных выставках и демонстрации уникальных изобретений российской науки. Разработка и внедрение прикладных задач совместно с научными лабораториями крупных российских предприятий. На международных выставках за рубежом продемонстрированы значительные успехи в следующих областях:
Эффективные способы намотки, разработанные на нашем предприятии: Позволяют снять ограничения на диапазоны применяемых напряжений, токов и температур. Снижают сечение провода, стоимость и массу катушек при тех же условиях эксплуатации. Либо позволяют повысить напряжения, токи и температуру эксплуатации при том же сечении провода. Наши многолетние исследования показали, что наиболее эффективным способом охлаждения является воздушный. Применение дополнительных видов изоляции иногда бывает нежелательно и ухудшает свойства обмоток. Вместо изоляции мы применяем разделение обмотки на секции. Стремимся к увеличению площади контакта провода с мощными потоками воздуха. 1. Разделенная обмотка. Лучшая альтернатива дополнительной изоляции. Обмотка разделена на любое количество секций, соединенных последовательно. Потенциал между секциями делится на количество секций. Потенциал между слоями делится на количество секций, помноженное на количество слоев. Потенциал между соседними витками в одном слое делится на количество секций, помноженное на количество слоев и количество витков в слое. Таким образом любое опасное пробивное напряжение можно снизить до электрозащитных показателей обыкновенного эмальпровода без применения особых электроизоляционных мер. Чем больше отдельных секций, тем лучше можно организовать охлаждение. 2. Бесконтактная обмотка. Витки обмотки подвешены в воздухе на специальных растяжках. Не имеют механического, электрического и теплового контакта ни с какими другими материалами катушки, ни с каркасом, ни с корпусом, ни с электроизоляцией. Самое эффективное воздушное охлаждение, тепло- и электроизоляция. 3. Корпус в виде улитки. Наиболее эффективным способом охлаждения обмоток мы считаем воздушное. Применение такого корпуса с вентиляторами и просчетом аэродинамических характеристик дает значительные преимущества. 4. Двухполупериодная обмотка. Все новое – это хорошо забытое старое. Разделение обмотки на два плеча и включение через диодный мост дает попеременное включение плеч с частотой сети. В один полупериод одно плечо работает, другое отдыхает. Это позволяет применять обмотки с меньшим сечением. Особенно актуальна двухполупериодная обмотка там, где в небольшие габариты требуется поместить очень мощную обмотку с таким толстым проводом, который невозможно согнуть под требуемыми углами без повреждения. Или промышленность не выпускает настолько толстые шины, и таким образом можно перейти на меньшее сечение. 5. Трубопроводная обмотка. Для работы на особо высоких температурных режимах. В качестве провода применяется медная труба, циркулирующая жидкость, насосы, теплообменники, хладогенераторы, резервуары. 6. Заливка компаундами с примесями на основе нитрида титана и другими для повышения теплопроводности компаунда. Либо виброустойчивая растяжка с применением специальных техпластин. Применяется на сложных виброударных режимах работы. Наши специалисты разработают наиболее эффективный способ решения Ваших задач. Мы будем рады с Вами сотрудничать. Ждем Ваших заказов. Заказы на намотку принимаются по телефонам в Москве: +7, или по электронной почте или Предлагаем Вам изготовление каркасов для катушек: — на токарных автоматах; — на 3D принтерах без пресс-форм; — изготовление пресс-форм и литьё на термопластавтоматах; — лазерная резка текстолита для сборных каркасов. А также любых деталей из различных видов пластика, капролона, полиацеталя, полиамида, фторопласта, дюралюминия и других материалов. |
 Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Шансы получить хороший шов с применением дросселя для сварки значительно выше.


 Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;

 моточные изделия.
моточные изделия. Для быстрого расчета желательно указывать размеры, количество витков, и др. параметры.
Для быстрого расчета желательно указывать размеры, количество витков, и др. параметры.
 Свердлова” системы электромагнитных катушек, где цинк является сердечником;
Свердлова” системы электромагнитных катушек, где цинк является сердечником;


Как переделать сварочный аппарат с переменного тока на постоянный своими руками
Как вы уже поняли, нельзя однозначно сказать, какой же из аппаратов лучше – работающий на постоянном, либо на переменном токе. Это два разных устройства со своими достоинствами и недостатками, которые стоит учитывать при работе.
Это два разных устройства со своими достоинствами и недостатками, которые стоит учитывать при работе.
Наш совет однозначный: покупайте универсальное оборудование с двумя модификациями.
На рынке есть такие устройства. Но они достаточно дорогие, поэтому не каждый может их купить. Опытные мастера могут смело брать такой агрегат. Ну а если вы новичок и не планируете проводить работы слишком часто – купите трансформатор и переделайте его.
Последний работает очень слаженно. Немного изменив его, вы получите хороший аппарат, способный переключаться с переменного на постоянный ток. Это устройство станет надежным помощником в любом сварочном деле.
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы.![]() Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Дмитрий Волжский в своем видеоролике «Намотка первичной обмотки тороидальных трансформаторов».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм2. Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Подведем итоги
Каждый человек, занимающийся сварочными работами, мечтает об универсальном механизме, работающем на постоянном и переменном токе. Но может ли хороший аппарат быть недорогим? Последнее условие выполнить практически нереально, ведь готовый механизм стоит немаленьких денег.
Конечно, если вы опытный сварщик, у которого много заказов каждый день – это хороший вариант. Но что делать новичку? Ведь он зачастую не готов к большим растратам.
В этом случае на помощь придут золотые руки и пара часов свободного времени. Выберите недорогой трансформатор, вооружитесь поддержкой опытного товарища – и у вас получится создать уникальное устройство.
Аппарат в итоге сможет варить на постоянном токе, а вы будете довольны его работой. Даже если дополнение вам не пригодится, его всегда удобно иметь под рукой.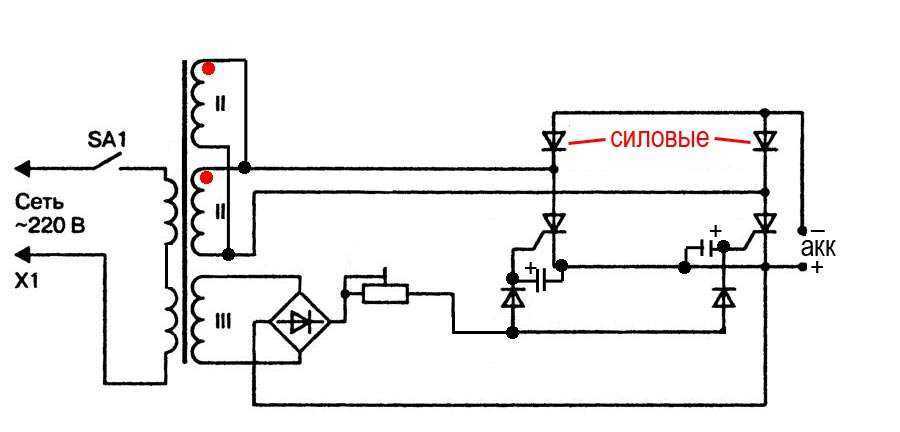 Все детали для такой конструкции легко приобрести. А, может, они и вовсе пылятся у вас в гараже.
Все детали для такой конструкции легко приобрести. А, может, они и вовсе пылятся у вас в гараже.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.![]()
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.
Устройство паяльника работающего по импульсному принципу
Импульсный паяльник устроен относительно просто. Он состоит из:
- Жало — рабочий орган, представляет собой V- образный отрезок медной проволоки толщиной от 1 до 3 миллиметров, закрепленный в держателе.
- Источник питания — подает на жало электрический ток низкого напряжения .
- Рукоятка пистолетного типа.
- Кнопка включения устройства.
- Сетевой кабель с вилкой.
- Лампочка или светодиод подсветки рабочей зоны (необязательно, но очень удобно)

Самый сложный узел — это источник питания. Он преобразует сетевое напряжение в 220 В 50 герц в низкое напряжение высокой частоты (20-40 килогерц). Входная цепь источника через кнопку включения соединена с сетевым кабелем, а к выходной цепи подключены контакты жала. Существуют различные схемы блоков питания импульсных паяльников.
Устройство импульсного паяльника
Источник питания может быть встроенным в рукоятку. Закрепленный в корпусе трансформатор обладает большим весом и заметными размерами. При длительной работе это будет сильно утомлять оператора. В некоторых вариантах исполнения источник питания выполняют в виде отдельного блока. Это повышает безопасность и удобство пользования прибором. Кнопка включения устройства вмонтирована в рукоятку.
Основные конструктивные отличия от обычного паяльника:
- Наличие блока питания.
- Наличие кнопки включения.
- Отсутствие нагревательного элемента.
- Нет необходимости в подставке — температура паяльника повышается только на время пайки, после отпускания кнопки он очень быстро остывает до комнатной температуры .
Конкретные конструкции самодельных импульсных паяльников могут отличаться друг от друга в зависимости от того, какие устройства легли в их основу.
Как переделать сварочный аппарат переменного тока на постоянный?
» Прочее »
Вопрос знатокам: Если к сварочному трансформатору на выходе установить выпрямитель, то качество сварки будет такое же как у инвертора?
С уважением, Анатолий Новиков
Лучшие ответы
инвертор подкупает легкостью веса. .и там другая форма напряжения. .
примочки для более легкого поджига ..
если свой таскать не лень. .
то через выпрямитель будет получше варить.. чем с переменкой. .
.
Просто варить можно будет электродами для постоянного тока. А качество сварки зависит от сварщика. Хотя конечно, постоянным током варить и удобней, и качество получается лучше.
нихрена подобного! пока ДРОССЕЛЬ не поставишь- ток прерываться так и будет! электроды постоянного тока не «любят» когда ток сварочный сходит на ноль или колеблется, а при тупо диодном мосте он 100 раз/ сек проходит через 0.
ЕДИНСТВЕННЫЙ «плюс» тут- ток не меняет направлениесмысл КАЧЕСТВЕННОГО ИНВЕРТОРА, а не китайского/российского гавна- постоянный стабильный сварочный ток, величина которого не меняется с изменением длины дуги и при смене режима сварки.
ТОЛЬКО ТАКОЙ аппарат варит окуительно, остальное- иллюзии и самовнушение! да, и херовый сварочный шов сварщиков-профи, у которых швы проверяют ультразвуком и рентгеном, такие инверторы БЕСЯТ.
сделать точность сварочного тока, допустим, 199…201А, т. е. 0.
5% при любых изменениях сварочного режима дано избранным и настоящим спецам, а это будут только некоторые японские и некоторые американские инверторы, и только те, которые не собирают узкоглазые идиоты по лицензии, ну, и мой.
сразу скажу- аппарат такой не весит 3-7 кг, там транс весит около 3кг, сетевой фильтр-накопитель- еще 3кг, 2 выходных дросселя- 4кг, транзисторы с радиаторами- 1.5кг, диоды на радиаторах- 2кг, ну и корпус чё-то ж весит с остальной «мелочевкой», короче, под 15-18кг набегает
качество сварки зависит от сварщика…. «умное», мля, высказывание! т. е. хороший хирург может операцию сделать с минимальным нанесением вреда ТОПОРОМ? нах. . .ему хороший скальпель? ! дааа, тело у народа выросло, а мозг девственным так и остался
Трансформаторный сварочный аппарат будет более универсальным т. к. можно варить как электродами рассчитанными на переменный ток, так и на постоянный. Для улучшения работы и качества сварки на выходе добавляют дроссель и некоторые даже батарею конденсаторов (0,1-0,2мкФ х 20шт и более) для улучшения поджига и сглаживания тока.
Преимущест ва бытового инвертора очевидны, что даже перечислять ни к чему: -) Еслиже хотите выйти из положения, то и ваше предложегие сойдет.
-ответ
Это видео поможет разобраться
Ответы знатоков
Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и конденсатора С1.
Дроссель L1 представляет собой катушку из 50…70 витков медной шины с отводом от середины сечением S=50 мм2 намотанную на сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного.
Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того, что его магнитная система войдет в насыщение.
При вхождении магнитной системы в насыщение при больших токах (например при резке) индуктивность дросселя скачкообразно уменьшается и соответственно сглаживание тока происходить не будет. Дуга при этом будет гореть неустойчиво. Конденсатор С1 представляет собой батарею конденсаторов типа МБМ, МБГ или им подобных емкостью 350-400 мкФ на напряжение не ниже 200 В
Как показывает практика, не следует выбирать минимальные значения S=25. .35 см2, поскольку сварочный аппарат не будет иметь требуемый запас мощности и будет трудно получить качественную сварку.
.35 см2, поскольку сварочный аппарат не будет иметь требуемый запас мощности и будет трудно получить качественную сварку.
А отсюда, как следствие, возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было, сечение сердечника сварочного аппарата должно составлять S=45..55 см2.
Хотя при этом сварочный аппарат будет несколько тяжелее, но будет работать надежно!
Добавить обычный выпрямительный мост, на сильноточных диодах, лучше с охлаждением, т. к. диоды плохо переносят перегрев….
главное качество, постоянка переход металла струйчатый, переменка капельный, горение дуги более стабильное, и т, д
на постоянном намного лучше. Это инверторы.
Сварочный аппарат постоянного тока, это сварочный аппарат переменного тока плюс выпрямитель. Сварку на постоянном токе можно осуществлять как электродами предназначенными для переменного тока, так и электродами предназначенными для постоянного тока. Например нержавейка варится только на постоянном токе.
Все апапараты сварочные это различные вариации этого соотношения, правда у инверторных добавляется еще преобразователь частоты, что при нормальной мощности позволяет снизить размер аппарата.
Постоянка это постоянка. Физика процесса такая что перенос тока идет электронами, поэтому куда проще к примеру резать на постоянном токе. Если сменять полярность — то проще варить это если в общем. Постоянку кстати не только на инверторе получить можно. К обычной сварке на переменке
выпрямитель приделать будет постоянка. Ток только надо учесть — большой, до 200 Ампер.
Самодельный сварочный аппарат постоянного тока своими руками
Главная » Статьи » Самодельный сварочный аппарат постоянного тока своими руками
Как создать сварочный аппарат своими руками
Если человек планирует выполнять в бытовых условиях небольшие объемы каких-либо несложных сварочных работ, он вполне может изготовить сварочный аппарат своими рукамиСейчас сложно увидеть проведение каких-либо работ с металлом без использования сварочного аппарата. Этот прибор свободно режет или соединяет железные детали, независимо от его толщины и размеров. Чтобы заниматься сваркой, нужно иметь некоторые навыки, ну и собственно, сам аппарат. Можно его купить, можно нанять сварщика для проведения нужных работ, а можно сделать агрегат своими руками.
Этот прибор свободно режет или соединяет железные детали, независимо от его толщины и размеров. Чтобы заниматься сваркой, нужно иметь некоторые навыки, ну и собственно, сам аппарат. Можно его купить, можно нанять сварщика для проведения нужных работ, а можно сделать агрегат своими руками.
Содержание:
Прежде чем приступить к созданию сварочного аппарата в домашних условиях, следует понять его устройство.
Для того чтобы сделать сварочный агрегат из легкодоступных материалов и деталей, необходимо четко понять ключевые принципы его функционирования
Основной элемент сварочника, из которого он состоит – это трансформатор, питающий дугу аппарата, управляющую переменным напряжением и контролирующую качество и величину тока.
Далее к трансформатору присоединяются соединяющие провода, выключатели и движки регуляторов, необходимые клеммы. Все это заключается в корпус и оборудуется для удобства переноса, ручками или колесиками.
Конструкции стандартных сварочных аппаратов весьма разнообразны, но можно выделить такие основные типы:
- Аппарат переменного тока;
- Работающего с постоянным током;
- Трехфазный;
- Инверторный.

Сварку с применением постоянных токов обычно используют для работы с тонколистным материалом, автомобильной и кровельной стали.
Сварочные приборы постоянного и переменного тока надежные, неприхотливые при эксплуатации, тяжелые по весу и очень чувствительные к перепадам напряжения. Если оно упадет ниже 200 Вольт, работать будет трудно, возникнут проблемы с зажиганием и поддержкой дуги.
Эти сварочные аппараты очень похожи по своей конструкции и если у нас есть сварка переменного тока, то немного ее доработав, мы получим прибор для работы с постоянным током.
Что касается инверторов, то благодаря применению электронных деталей, их вес стал гораздо легче. Они не боятся падения напряжения, но при этом весьма чувствительны к перегреву. Работать с такими аппаратами нужно аккуратно, иначе они могут сломаться.
Самодельный сварочный аппарат переменного тока
Сварочный агрегат, работающий с переменным током – один из самых распространенных моделей. Он самый простой в использовании и его легко собрать дома по сравнению с другими видами сварочников.
Что для этого нужно:
- Провода для вторичной и первичной обмотки;
- Сердечник для намотки;
- Понижающий трансформатор (можно взять «ЛАТРА»).
Какие нужны провода? Оптимальное напряжение при работе аппарата, созданного самостоятельно, составляет 60В при оптимальном токе – 120 -160А. Исходя из этого, понимаем, что минимальное сечение медных проводов, чтобы намотать первичку, должно быть 3-4 кв. мм. Оптимальное – 7 кв. мм, которое учитывает возможную дополнительную нагрузку и скачки напряжения.
Нельзя использовать провода в ПВХ или резиновой изоляции, так как они могут перегреться и вызвать замыкание.
Если нет провода нужного сечения, можно использовать тонкие жилы, наматываемые вместе. Правда толщина обмотки увеличится, что повлечет увеличение габаритов самого аппарата. Чтобы сделать вторичную обмотку можно брать толстый медный провод, состоящий из множества жил.
Сердечник для самоделки делается из пластины стали трансформатора, толщина которой должен быть от 0,35 мм до 0,55 мм. Их необходимо сложить так, чтобы получился сердечник необходимой толщины, а потом закрепить устройство болтами по углам. В завершении работы следует надфилем обработать поверхность пластинок и сделать изоляцию.
Их необходимо сложить так, чтобы получился сердечник необходимой толщины, а потом закрепить устройство болтами по углам. В завершении работы следует надфилем обработать поверхность пластинок и сделать изоляцию.
Затем начинается намотка. Вначале первичная (можно сделать примерно 240 витков). Для того чтобы была возможность регулировать проходящий ток, нужно сделать несколько отводов с примерным шагом в 20-25 виточков.
Сколько нужно меди для вторичной обмотки? Обычно количество витков составляет 65-70. Сечение провода – 30 – 35 кв мм. Как и при первичном обматывании нужно делать отводы для регулирования тока. Изоляция проводов должна быть надежной и стойкой к теплу.
Намотка делается в одном направлении и каждый ее слой изолируется. Концы намотки крепятся болтами к пластине и можно считать, что самодельный сварочник готов.
Если нужно увеличить силу тока – в этом деле может помочь вольтодобавка или можно сделать это вручную, уменьшив количество витков первичной намотки и переключив провод на контакт с более малым количеством витков.
Создавая сварочный аппарат, нужно не забыть его заземлить, согласно технике безопасности. А также всегда нужно следить за тем, чтобы сварочный аппарат не перегревался!
Простой сварочный аппарат постоянного тока
Для сварки чугуна и нержавейки понадобится аппарат с постоянным током. Создать его можно за 15 минут, если уже есть аппарат на переменном токе. В этом случае будет произведена модернизация уже имеющегося устройства.
Прежде всего, следует определиться с мощностью тока самодельного сварочного аппарата
Переделка переменки будет заключаться в подключении к вторичной обмотке выпрямителя, который собирается на диодах. Диоды должны в свою очередь выдерживать ток в 200 А и хорошо охлаждаться.
Выпрямитель лучше справится со своей работой, если использовать конденсаторы с напряжением 50В и специальный дроссель для регулировки тока.
Что нужно знать, подключая аппарат к сети на постоянку:
- Обязательно надо использовать рубильник, который в любой момент может отключить устройство из сети;
- Сечение провода для подключения должно быть больше или равно 1,5 кв. мм, а ток потребления в первичной обмотке – максимум 25 А.
 мм, а ток потребления в первичной обмотке – максимум 25 А.
мм, а ток потребления в первичной обмотке – максимум 25 А.Схема работы сварочника такова, что ему время от времени нужно давать отдохнуть. И неважно полуавтомат это, или ручник. Впрочем, если аппарат работает на электродах диаметром меньше 3 мм, то можно не прерываться.
Инвертор: как сделать сварочный аппарат своими руками
Самостоятельно инвертор можно собрать из мелких деталей и проводки от советского телевизора или пылесоса.
Особенности работы инвертора:
- Аппарат работает с постоянным током и плавной его регулировкой от 40 до 130 А;
- Самый большой ток для первичной обмотки – 20А, используемые электроды должны быть не больше 3 мм;
- Электрический держак должен иметь кнопку, нажав которую в аппарат пойдет напряжение.
Все элементы инвертора располагаются на специальной печатной плате, а для лучшего отвода тепла от диодов, они фиксируются на специальный теплоотвод, который прикручивается к плате. Сама плата обычно изготавливается из стеклотекстолита, примерной толщиной 1,5 мм.
Для дополнительного охлаждения схемы можно использовать вентилятор, фиксируемый прямо на корпус, в котором расположен инвертор.
С помощью такого аппарата можно спокойно варить цветные и черные металлы, заготовки из тонкого листа.
Трехфазные сварочные аппараты обычно используются для сварки в условиях производства, поэтому делать дома их не имеет смысла.
Особой популярностью пользуются сварочники Тимвала, Буденого и на тиристорах.
Советы, как сделать сварочный аппарат в домашних условиях: точечная сварка
Одной из самых удобных и экономных мини сварок в последнее время стала точечная, происходящая контактным способом. В быту такая вещь применяется для ремонта бытовой техники и сварки аккумуляторов.
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока
Нагревание происходит с помощью импульса, причем импульсный миг не превышает одну десятую секунды, то есть все происходит очень быстро.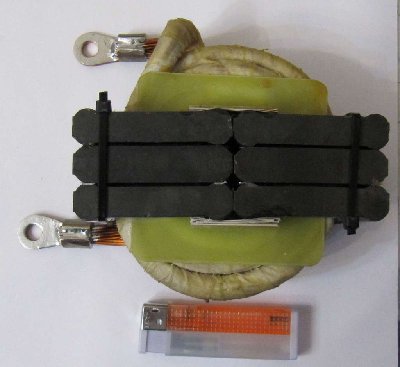
Создается такая минисварка с помощью трансформатора от старой микроволновки, который будет дорабатываться в процессе создания аппарата. Цель – возможность получить на выходе кратковременный импульс не меньше 1000А.
Доработка происходит таким образом:
- Из трансформатора удаляется все, кроме сердечника и первичной обмотки;
- На место вторичной обмотки наматывается провод с сечением не меньше чем 100 кв. мм;
- Здесь главное очень плотно намотать провод на сердечник.
В итоге на выходе должно быть около 5 вольт, но если мощность слишком мала, можно взять еще один трансформатор. После чего нужно снова проверить напряжение. Если оно не больше 2000 А – микросварочный аппарат готов к использованию.
Как сделать сварочный аппарат своими руками (видео)
При использовании электропроводки и работе со сварочным аппаратом нужно не забывать следовать технике безопасности. Впрочем, ей нужно следовать всегда, независимо оттого, создаете вы сварку или хитрый доильный аппарат.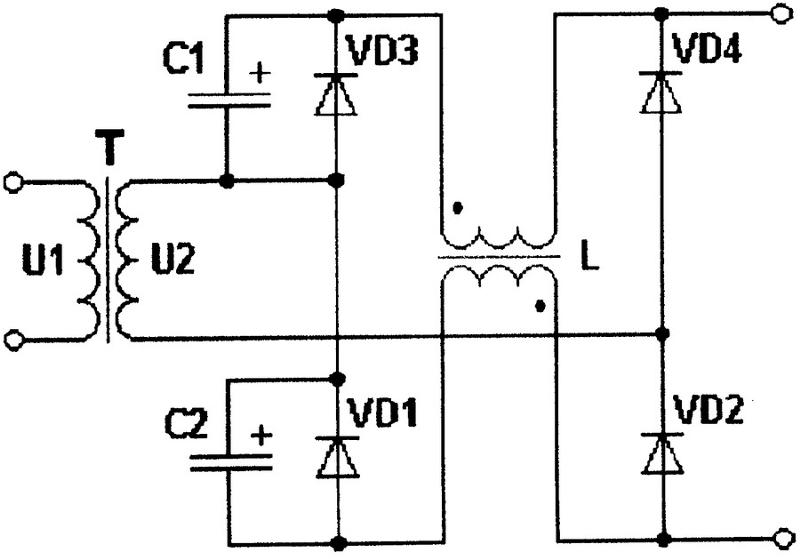 Прежде чем приступить к подобного рода работам, всегда нужно ознакомиться с тем, как правильно их выполнять.
Прежде чем приступить к подобного рода работам, всегда нужно ознакомиться с тем, как правильно их выполнять.
6watt.ru
Сварочные аппараты из подручных материалов
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Что нужно для сборки сварки
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
В качестве сварочных кабелей можно использовать продукцию заводского изготовления, или же подобрать подходящий по сечению провод. Главное, что они должны выдерживать мощность аппарата.
Держатели изготавливают из прутка или арматуры небольшого диаметра. По форме они напоминают трезубую вилку, в зубья которой и фиксируют электрод.
Как собрать трансформаторную сварку
Для этого нужно найти рабочий понижающий трансформатор. Можно взять модели С-Б22, ИВ-10, или ИВ-8, мощность которых должна составлять 1-2 кВт. Такие элементы, как правило, используются для питания различных электроинструментов и понижают напряжение с 220 до 36 вольт.
Сборка трансформаторной сварки проводиться по следующему алгоритму.
- Изначально нужно снять с трансформатора вторичную обмотку, но нельзя повредить первичную.
- Снятую проволоку наматывают на первичную катушку, которая расположена посредине сердечника. При этом на каждые 30 мотков создают отводок (их нужно 8-10 штук), которые номеруют для удобства.
- Две другие стороны сердечника обматывают кабелем с несколькими жилами (минимум три медных проводка с сечением 6-8мм). Для каждой катушки потребуется до 12 метров такого провода. Это будет вторичная обмотка прибора (ВО).
- Клеммы изготавливают из медной трубки диаметром 10-12 мм, при этом кабель вставляют в один конец и зажимают, второй край плющат и сверлят отверстие под крепление. К этому зажиму крепят кабели ВО.
- На трансформаторе крепеж М6 нужно сменить на более мощный (находиться на верхней панели). К этому креплению присоединяют кабель вторичной обмотки.
- Для первичной обмотки потребуется кусок текстолитовой платы с десятью отверстиями, в каждое из которых монтируют крепление М6.
- Чтобы обеспечить работу, нужно последовательно соединить первичную обмотку с крайних, а затем со средней катушки. Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
- Держатель для электродов можно изготовить из стального прутка в 5 мм, к которому присоединяют кабель. Его делают в виде трезубой вилки. На рукоятку надевают кусок резинового шланга.
- К кабелю массы можно приспособить держатель из магнита или же сделать стальной крючок, на который можно будет надевать на заготовки.

 Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.В таком аппарате в первичной обмотке ток будет с силой в 25 Ампер, а во вторичной — 60-120 А. Питание обеспечивается через бытовую розетку. Мощность прибора обеспечит отличную работу электродами с диаметром в 2 мм. Для расходника тройки время сварки будет ограниченным (безостановочно до 10-15 электродов, потом нужно дать остыть трансформатору).
Если у Вас опыта в электротехнике мало, то нужно более детально изучить материалы по тому, как создать такой аппарат.
Точечная сварка из микроволновки
Сваривание точками позволяет соединять очень тонкий металл в том случае, когда традиционные сварочные аппараты могут просто сжечь деталь.
Простейший точечный самодельный сварочный аппарат можно собрать с минимальным количеством материалов, используя старую рабочую микроволновку, с которой потребуется снять трансформатор с мощностью от 1 кВт. Одного такого элемента будет достаточно, чтобы варить точками металл толщиной до 1 мм. Для увеличения мощности можно использовать два трансформатора.
В микроволновке основную работу выполняет магнетрон, для которого требуется мощность около 4000 вольт. Трансформатор для этого работает не на понижения, а на повышение напряжения. На выходе такой элемент дает до 2000 В.
С такого элемента микроволновки нужно взять сердечник (магнитопровод) и первичную обмотку (намотан толстый провод с меньшим количеством витков). ВО (вторичная обмотка) при этом срезается или срубается с использованием стамески. С середины сердечника медную проволоку можно выбить или высверлить.
Важно не повредить при этих манипуляциях первичную обмотку (ПО) и сам сердечник!
После такой работы должен остаться магнитопровод с намотанной первичной обмоткой.
Когда все подготовлено, делают новую вторичную обмотку. Чтобы обеспечить большую силу тока, потребуется очень толстый кабель с сечением в 100 мм². Также может подойти многожильный провод.
Обычно такие кабели имеют толстую изоляцию и она может мешать намотке. Чтобы было удобно, ее можно снять, а кабель заизолировать тканевой изолентой.
Для вторичной обмотки нужно создать как можно меньше витков (уменьшить сопротивление). Сделать нужно 2-3 намотки. Концы кабеля выводят для контактов плюса и минуса.
Электроды изготавливают из толстого медного прута (желательно, чтобы он был не меньше диаметра провода вторичной обмотки). Если точечный сварочный аппарат будет небольшой мощности, то можно использовать жало с паяльников. Сами электроды затачивают в виде конуса.
Управление таким прибором осуществляется рычагом и выключателем. Нижний рычаг делают неподвижным, а верхний желательно сделать на пружине, для возможности сжимать и разжимать электроды. Выключатель ставят на первичную обмотку, куда подается и питание всего аппарата.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун.![]() Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
wikimetall.ru
Сварочный аппарат для сварки мелких деталей своими руками
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения — это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор — использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).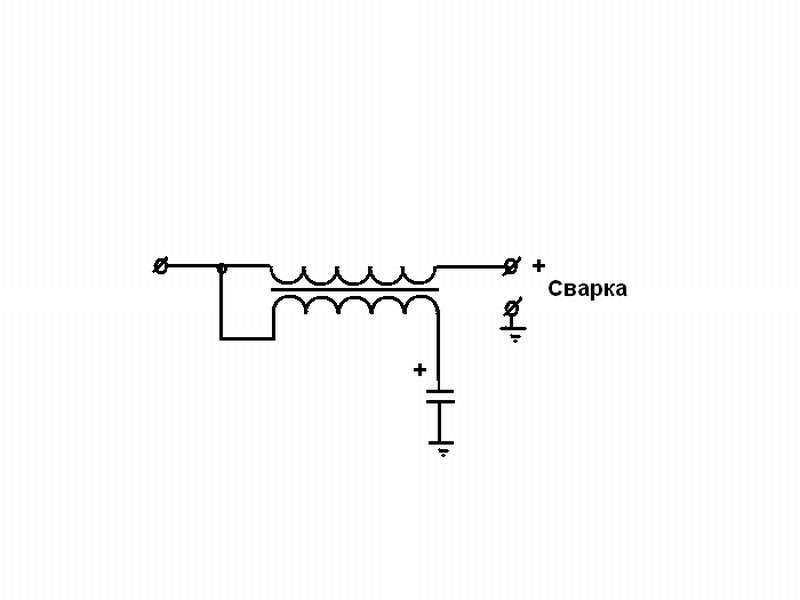
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
volt-index.ru
Как сконструировать сварочный аппарат своими руками?
Комментариев:
Рейтинг: 14
Оглавление: [скрыть]
- Классификация сварочных приборов
- Требования к самодельным сварочным приборам
- Как подобрать сердечник для сварочного агрегата?
- Правильный подбор обмотки
В бытовых условиях порой никак нельзя обойтись без сварочного аппарата, особенно туго без возможности осуществления электродуговой сварки. Сегодня в специализированных точках продажи можно увидеть огромный выбор различных приборов для сварки от зарубежных и отечественных производителей. Хороший сварочный аппарат обойдется недешево, а относительно дешевые инструменты далеко не всегда могут похвастаться высоким качеством работы.
Сегодня в специализированных точках продажи можно увидеть огромный выбор различных приборов для сварки от зарубежных и отечественных производителей. Хороший сварочный аппарат обойдется недешево, а относительно дешевые инструменты далеко не всегда могут похвастаться высоким качеством работы.
Конструкция сварочного инвертора.
Есть хорошая альтернатива покупке прибора для сварки — сделать сварочный аппарат своими руками.
Классификация сварочных приборов
В зависимости от характера сварочного тока, аппараты для сварки разделяют на две категории:
- Приборы постоянного тока.
- Приборы переменного тока.
Сварочный агрегат постоянного тока применяют для сварки тонколистовых металлов, таких как автомобильная и кровельная сталь, на малом токе. При этом дуга сварки характеризуется большей устойчивостью, есть возможность проведения сварки на обратной либо прямой полярности. Используя сварочный прибор своими руками, работающий на постоянном токе, можно осуществлять сварку посредством несмазанной электродной проволоки и любых электродов. Для обеспечения более устойчивого горения сварочной дуги на малом токе необходимо наличие повышенного напряжения холостого хода (а пределах 70-75 В). Выпрямляется переменный ток путем применения «мостовых» выпрямителей на диодах высокой мощности с охлаждающими радиаторами.
Для обеспечения более устойчивого горения сварочной дуги на малом токе необходимо наличие повышенного напряжения холостого хода (а пределах 70-75 В). Выпрямляется переменный ток путем применения «мостовых» выпрямителей на диодах высокой мощности с охлаждающими радиаторами.
Устройство сварочного инвертора.
Чтобы сгладить пульсацию напряжения, к одному из выводов сварочного аппарата присоединяют через дроссель L1 держатель электродов. Дроссель имеет вид медной катушки размером от 10 до 15 витков шины и диаметром 3,5 см2, установленной на одном из сердечников (от магнитного пускателя, к примеру). Чтобы выпрямлять и осуществлять плавно регуляцию тока сварки, применяются усложненные схемы с наличием управляемых тиристоров высокой мощности.
Регуляторы постоянного тока обладают очень важным преимуществом — универсальностью. Они могут применяться как для плавного регулирования сварочного тока, так и для зарядки аккумуляторов, для питания элементов электронагрева и прочих целей.
Это все, что касалось агрегатов для сварки с постоянным током. Теперь поговорим о том, как сделать сварочный аппарат переменного тока. Они используются для сварки электродами небольшого диаметра (от 1,5 до 2 мм) при толщине рабочего материала свыше 1,5 мм. Причем ток сварки имеет высокое значение и наблюдается устойчивое горение сварочной дуги. Можно пользоваться только теми электродами, которые предназначаются специально для сварки с переменным током.
Чтобы сварочные аппараты нормально функционировали, необходимо:
Схема сварочного аппарата.
- Обеспечение выходного напряжения для уверенного зажигания сварочной дуги. Для самодельного сварочного агрегата вполне достаточно 60-65 В. Напряжение выше этой отметки является нежелательным по причинам потенциальной опасности сварочного процесса.
- Устроить сварочное напряжение, которое обеспечит стабильное горение электродуги. В зависимости от сечения рабочего электрода это напряжение будет находиться в диапазоне от 18 до 24 В.
- Создать нормальный ток сварки.
- Уменьшить ток короткого замыкания, максимум которого определяется 30-35%.

Дуга будет стабильно гореть тогда, когда у сварочного прибора будет падающая внешняя характеристика, определяющая зависимость напряжения в цепи сварки от силой сварочного тока.
Вернуться к оглавлению
Для того чтобы грубо (постепенно) перекрыть диапазон токов сварки, в конструкции сварочного аппарата необходимо устройство и первичной, и вторичной обмотки. Помимо этого, чтобы осуществлять плавную перемену сварочного тока в конкретном диапазоне, необходимо использовать механизмы перехода обмотки. Если убрать сварочную обмотку, то по отношению к сетевой увеличатся магнитные рассеивающие потоки, что повлечет за собой уменьшение сварочного тока.
Схема устройства сварочного полуавтомата.
Собирая сварочные аппараты своими руками, нет необходимости полностью перекрывать диапазон тока сварки. В первую очередь рационально сделать прибор для сварки, предназначенный для работы с электродами сечением от 0,2 до 0,4 см. Затем, если существует необходимость сварки на малом токе, преобразовать аппарат путем установки отдельного устройства выпрямления с легкой регуляцией тока сварки.
Затем, если существует необходимость сварки на малом токе, преобразовать аппарат путем установки отдельного устройства выпрямления с легкой регуляцией тока сварки.
Сварочные аппараты, сконструированные своими руками, должны отвечать следующим требованиям:
- Иметь небольшие габариты и вес.
- Способность непрерывно работать относительно долгое время (минимум 5 электродов 0,3-0,4 см сечением) от электросети 220 В.
Уменьшить вес и размеры прибора для сварки возможно путем снижения мощности, увеличить время непрерывной работы можно с использованием теплостойкой изоляции обмотки и магнитно-проницаемой стали.
https://moyakovka.ru/youtu.be/BDNtM0eScNc
Вернуться к оглавлению
В большинстве случаев при изготовлении приборов для сварки применяют магнитопровод по типу стержней, так как они отличаются своей технологичностью. Сердечник делают из стальных пластинок произвольной формы толщиной от 0,3 до 0,5 мм, которые стягиваются шпильками. Выбор сердечника требуется проводить с учетом габаритов «окна», в которое будет помещаться обмотка прибора для сварки, а также размер поперечного сечения магнитопровода.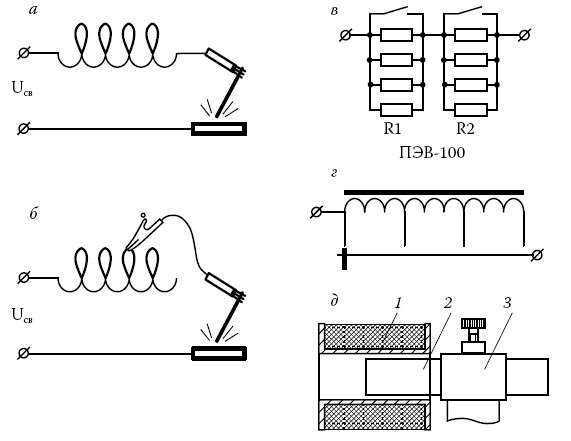 Практикой доказано, что очень маленький размер сечения (примерно 250-350 мм) не стоит выбирать, так как в этом случае у агрегата не будет необходимого запаса мощности и добиться качественного сварочного шва будет очень непросто. К тому же сварочный прибор будет перегреваться уже после короткого периода работы.
Практикой доказано, что очень маленький размер сечения (примерно 250-350 мм) не стоит выбирать, так как в этом случае у агрегата не будет необходимого запаса мощности и добиться качественного сварочного шва будет очень непросто. К тому же сварочный прибор будет перегреваться уже после короткого периода работы.
В среднем магнитопровод должен обладать сечением 450-550 мм2. Тогда вес инструмента немного увеличится, но при этом будет более надежным. Все чаще самостоятельно делают сварочные приборы с тороидальным сердечником, для которого характерны повышенные электротехнические параметры (в 5 раз больше, чем таковые, у сердечника стержневого типа), при этом небольшие электропотери. Основная сложность их устройства заключается в расположении на торе обмотки и трудностями при изготовлении собственно обмотки.
https://moyakovka.ru/youtu.be/L75jxmwkoII
Но если правильно подойти к задаче, получится хороший эффект. Произвести сердечник можно из трансформаторного ленточного железа, скрученного в конфигурацию тора. В качестве примера можно привести магнитопровод трансформатора «Латр» на 9 А. Чтобы расширить внутреннее окно в сердечнике, необходимо с внутренней части отмотать определенную длину ленточной стали и намотать ее на наружную часть элемента. Но практикой показано, что одного сердечника типа «Латра» для сборки полноценного сварочного агрегата не хватит (причина тому — недостаточная величина сечения). Такой аппарат будет перегреваться уже после смены пары электродов 0,3 см сечением.
В качестве примера можно привести магнитопровод трансформатора «Латр» на 9 А. Чтобы расширить внутреннее окно в сердечнике, необходимо с внутренней части отмотать определенную длину ленточной стали и намотать ее на наружную часть элемента. Но практикой показано, что одного сердечника типа «Латра» для сборки полноценного сварочного агрегата не хватит (причина тому — недостаточная величина сечения). Такой аппарат будет перегреваться уже после смены пары электродов 0,3 см сечением.
Отдельное внимание стоит уделить самодельным конструкциям сварочных приборов, сделанных на основе статоров асинхронных электродвигателей с тремя фазами, обладающих большой мощностью (свыше 10 кВт). От величины сечения статора зависит выбор сердечника для сварки. Но трансформаторная электротехническая сталь не идеально соответствует штампованным пластинам статора, потому делать сечение меньше 4-4,5 см не имеет смысла.
Первым делом со статора удаляется оболочка, убираются обмотки из внутренней части, перегородки внутренних пазов спиливаются, внутреннюю часть зачищают с помощью абразивного круга или напильника, округляют острые углы сердечника и тесно его заматывают в хлопчатобумажную изоляционную ленту. Теперь можно приступать к устройству обмотки.
Теперь можно приступать к устройству обмотки.
Вернуться к оглавлению
Для устройства первичного слоя/сетевой обмотки лучше всего подойдет специально предназначенный для этого обмоточный провод из меди со стеклотканевым изоляционным материалом. Можно использовать провод с прорезиненной изоляцией. Нельзя использовать провода, изолированные с помощью полихлорвинила, так как он под воздействием высоких температур может расплавиться, вытечь из первичного слоя обмотки и привести к короткому замыканию.
Наматывая обмотку на сердечнике, необходимо руководствоваться следующими правилами:
- Обмотку следует производить на изолированный керн и только в одну сторону (против часовой стрелки, к примеру).
- Каждый новый слой изолируется стеклотканевой либо электрокартонной изоляцией.
- Выводы обмотки требуется залуживать, маркировать, фиксировать хлопчатобумажной тесьмой.
https://moyakovka.ru/youtu.be/LvIyLUOzS64
Сварочный провод подсоединяется к прибору посредством медных наконечников с внешней стороны прибора.
moyakovka.ru
Изготовление дросселя
02-02-2008 #1
сделать дроссель
Снова с проектом №2.
 Я размещаю мостовой выпрямитель на выходе моей машины переменного тока для получения постоянного тока. Хочу добавить дроссель после диодов. Я собираюсь построить дроссель, либо разделив и повторно используя сердечник трансформатора, либо намотав стальной или железный стержень прибл. Диаметр 2–2 1/2 дюйма, длина 6–8 дюймов. Мой вопрос: действительно ли имеет значение, какую сталь или железо я использую? Для меня было бы дешевле использовать мягкую сталь (горячекатаную) только потому, что у меня есть к ней доступ, так что это был бы мой предпочтительный выбор. Что вы думаете, ребята? Ункричи.
Я размещаю мостовой выпрямитель на выходе моей машины переменного тока для получения постоянного тока. Хочу добавить дроссель после диодов. Я собираюсь построить дроссель, либо разделив и повторно используя сердечник трансформатора, либо намотав стальной или железный стержень прибл. Диаметр 2–2 1/2 дюйма, длина 6–8 дюймов. Мой вопрос: действительно ли имеет значение, какую сталь или железо я использую? Для меня было бы дешевле использовать мягкую сталь (горячекатаную) только потому, что у меня есть к ней доступ, так что это был бы мой предпочтительный выбор. Что вы думаете, ребята? Ункричи.Ответить с цитатой
02-02-2008 #2
Re: Делаем удушение
я лично, я бы сказал, что это сработает.Можно использовать старый трансформатор для микроволновки. В них довольно много железа. Просто оберните кабель через него. (после снятия катушек, очевидно)
Если вы найдете где-нибудь мертвый сварочный аппарат… возможно, вы сможете найти уже сделанный.
 Может и не правильно, но не вижу в этом проблемы.
Может и не правильно, но не вижу в этом проблемы.Ответить с цитатой
02-02-2008 #3
Re: Делаем удушение
Для дросселя предпочтительнее ламинированный или ферритовый сердечник.
Я бы также добавил блок конденсаторов на стороне постоянного тока, чтобы очистить импульсный постоянный ток после выпрямителя. Используйте хорошие колпачки, которые могут принимать тепло не только рабочей среды, но и тепло, выделяемое колебаниями постоянного тока, которые он очищает.
 Мягкая сталь (твердая) подойдет, но не так эффективно. Вы можете заставить сердечник скользить по обмотке, чтобы отрегулировать индуктивность.
Мягкая сталь (твердая) подойдет, но не так эффективно. Вы можете заставить сердечник скользить по обмотке, чтобы отрегулировать индуктивность. Ответить с цитатой
03.02.2008 #4
Re: Делаем удушение
Спасибо за информацию ребята.Кроме того, при переключении с DCEP на DCEN вы также переместите дроссель, чтобы он следовал за электродом, или не имеет значения, в какой ножке находится дроссель? Ункричи.
 Не будучи знакомым с трансформатором для микроволновой печи, насколько они велики? Скажем, в дюймах длина, ширина, высота, а также вес? Еще раз спасибо, некричи.
Не будучи знакомым с трансформатором для микроволновой печи, насколько они велики? Скажем, в дюймах длина, ширина, высота, а также вес? Еще раз спасибо, некричи.Последний раз редактировалось Uncrichie; 03.02.2008 в 08:19ВЕЧЕРА.
Ответить с цитатой
03.02.2008 #5
Re: Делаем удушение
Первоначально Послано Uncrichie
Спасибо за информацию ребята.
Около 3 x 3 x 4 дюйма ~
 Не будучи знакомым с трансформатором для микроволновой печи, насколько они велики? Скажем, в дюймах длина, ширина, высота, а также вес? Еще раз спасибо, некричи.
Не будучи знакомым с трансформатором для микроволновой печи, насколько они велики? Скажем, в дюймах длина, ширина, высота, а также вес? Еще раз спасибо, некричи.Я!
Ответить с цитатой
04.02.2008 #6
Re: Делаем удушение
Спасибо. Я имею в виду вас, ну вы понимаете, что я имею в виду.
 Ункричи
УнкричиОтветить с цитатой
Hobart Champion 145 — насколько он хорош?
Сварочный генератор Hobart Champion 145 предназначен для легкого использования в дороге.
Машина достойная, но не без изъянов и недостатков. Но и цена соответствующая. Пока вы получаете эту машину с правильными ожиданиями, вы оправдаете свои деньги.
Сварочные генераторы стоят дорого. Поэтому у вас должны быть реалистичные ожидания, когда вы найдете что-то столь же доступное, как Champion 145.
В этом обзоре вы узнаете, для чего лучше всего подходит Champion 145, его ограничения и некоторые важные вопросы, которые вам необходимо знать, прежде чем приобретать эту машину.
Обзор Hobart Champion 145 (500563)
Hobart Champion 145 — это легкий портативный сварочный аппарат-генератор, предназначенный для легких сварочных работ. У него недостаточно мощности для выполнения тяжелых работ или недостаточно функций для удовлетворения потребностей профессионального сварочного бизнеса.
Но это недорогой аппарат, который часто покупают в первую очередь те, кто занимается сваркой на ходу. Затем вы можете на более позднем этапе перейти на более мощное устройство для выполнения более сложных задач по мере роста вашего бизнеса.
Это сварочный аппарат, работающий на газе, без электрического пуска, со встроенным сварочным аппаратом постоянного тока, обеспечивает относительно приличную однофазную мощность (учитывая цену), имеет малый вес и поставляется с переносной колесной системой.
Теперь давайте посмотрим, что входит в комплект, плюсы и минусы, и перейдем к глубокому анализу его ограничений и лучших возможностей.
Что включено
- Champion145 Сварочный аппарат/генератор
- Ходовая часть (два колеса)
- Встроенный двигатель Briggs & Stratton Intek
- 6,25 гал. топливный бак для бензина
Как и большинство сварочных генераторов, вы получаете довольно ограниченный набор. Этого можно ожидать от более дорогих машин, поскольку производителям необходимо искать способы сократить расходы.
Кроме того, если вы покупаете дорогое устройство, то, скорее всего, все остальное у вас уже есть. Новички обычно не начинают с тяжелой экипировки.
Итак, почему в Champion 145 нет рабочих проводов? В конце концов, это машина начального уровня.
Большинству людей, покупающих этот аппарат, придется покупать провода, так как это их первый сварочный аппарат. Хобарт должен был включить их, даже если это означало повышение цены. Лиды были бы дешевле, если бы вы продавали их вместе с единицами, чем если бы вы покупали их отдельно.
Единственная дополнительная вещь, которую, как мне кажется, следует включить, это защитный кожух, так как это машина для использования вне помещений. Однако его можно приобрести отдельно здесь.
Технические характеристики
| Тип сварочного аппарата | Стик постоянного тока |
| Номинальная выходная сила тока (встроенный сварочный аппарат) | 40 – 145А |
| Максимальный размер электрода | 5/32 дюйма |
| Рабочий цикл | 130 А при 25 В, рабочий цикл 30 % |
| Тип сварочного тока | Постоянный ток (CC) |
| Свариваемые металлы | Мягкая сталь, нержавеющая сталь |
| Толщина низкоуглеродистой стали (однопроходная) | До 1/4 дюйма |
| Марка двигателя | Бриггс энд Страттон Интек |
| Тип двигателя | Одноцилиндровый, конструкция с верхним расположением клапанов (OHV) |
| Стартер двигателя | Тяга |
| Тип топлива двигателя | Бензин |
| Размер топливного бака | 6,25 гал. |
| Мощность | 10 л.с. |
| Автоматический холостой ход | ❌ |
| Емкость/замена масла | 28 унций. (0,8 л), каждые 100 часов |
| Непрерывная мощность | 4000 Вт |
| Пиковая мощность (также называемая начальной мощностью) | 4500 Вт |
| Количество розеток для вспомогательного питания | 1 x 240 В с автоматическим выключателем на 50 А |
| Дистанционная поддержка | ❌ |
| Опора ходового колеса/шестерни | ✅ |
| Размеры сварочного аппарата (В x Ш x Д) | 24,75 дюйма x 20,625 дюйма x 31,25 дюйма |
| Вес | 222 фунта (100,7 кг) |
| Гарантия | Промышленная гарантия Hobart 5/3/1 |
| Рейтинг гуру сварки | ★★★★☆ |
| Цена | Последняя цена Северный инструмент (бесплатная доставка) |
Плюсы
- Доступность
- Сборка достойного качества
- Портативный и легкий по сравнению с другими сварочными генераторами
- Энергоэффективный
- Простота обслуживания
- 5 розеток с опорой для вспомогательного питания
- Качественный двигатель
- Управление воздушной заслонкой двигателя для облегчения запуска
- Относительно тихий благодаря встроенному глушителю
- Опора запасных частей
- Отключение при низком давлении масла для предотвращения повреждения двигателя
- Простая в использовании интуитивно понятная передняя панель с полезной таблицей усилителей/электродов
- Бесконечная ручка регулировки силы тока
- Крышки для розеток для физической защиты
- Подробное руководство пользователя с иллюстрациями
- Промышленная гарантия Хобарта 5/3/1
Минусы
- Низкий рабочий цикл
- Без электрического запуска
- Работа агрегата при температуре ниже 40 ℉ может привести к обледенению карбюратора и/или системы вентиляции картера, что может привести к остановке двигателя и другим проблемам
- Колеса ходовой части низкого качества
- Генератор не может одновременно выполнять сварку стержнем и вспомогательную мощность (например, использование шлифовальной машины во время сварки)
- Нет ручного переключения на холостой ход
- Отсутствует цифровой дисплей, необходимо оценить между отметками на шкале силы тока
- Провода не включены
- Без крышки
Где купить
Есть несколько розничных продавцов, продающих Champion 145, однако я рекомендую взглянуть на них всех, так как все они время от времени проводят свои собственные акции:
- Поставка трактора
- Северный инструмент
- Акме Инструменты
Что нужно знать перед покупкой Champion 145
Панель управления Hobart Champion 145 Теперь, когда мы рассмотрели некоторые плюсы и минусы, давайте рассмотрим некоторые ограничивающие аспекты этой машины.
Этот генератор-сварщик не заслуживает каких-либо негативных отзывов, поскольку имеет справедливую цену. Не то чтобы на рынке были лучшие варианты.
Все-таки хочу сообщить вам о его недостатках, чтобы вы не купили себе что-то только потому, что оно дешевое. Тем не менее, вы обязательно должны получить Champion 145, если он удовлетворяет ваши потребности.
Ограниченная мощность
Мощность Champion 145 достаточна для сварки низкоуглеродистой стали толщиной 1/4 дюйма. С выходной мощностью 145 А он справится только с легкой работой.
Однако можно стачивать толстые металлические кромки и делать несколько проходов для сварки более толстого металла. Просто Хобарт официально не рекомендует ничего больше 1/4 дюйма. Кроме того, с этим сварочным аппаратом нельзя использовать более толстые электроды, например, 5/32 дюйма.
Кроме того, низкий рабочий цикл ограничивает объем работы, которую вы можете выполнять. Этот аппарат может выдерживать всего 3 минуты сварки при 130 А, прежде чем ему потребуется отдых в течение следующих семи минут. Это очень мало и не позволяет работать с большими нагрузками.
Это очень мало и не позволяет работать с большими нагрузками.
Если бы вы использовали эту машину и выполняли шов с открытым корнем толстого металла, вы бы столкнулись с холодным пуском (недостаточно мощности для толстых металлов). И его 2-3 минуты сварки не будут иметь большого значения, если вам нужно будет заполнить широкий зазор многопроходной сваркой.
Генератор выдает мощность, соответствующую цене. Однако вспомогательная мощность слабая или недоступна, если вы одновременно выполняете сварку. Это означает, что вы не сможете запускать плазменный резак, шлифовальный станок или что-то еще, пока машина выполняет сварку.
Итак, если у вас есть помощник, вам придется по очереди. Вы можете сваривать или шлифовать, но не то и другое одновременно.
Качество
Хобарт пропустил несколько поворотов на этой машине. Тем не менее, в этом нет ничего страшного, особенно если учесть цену.
Тем не менее, мне не нравится эта ходовая часть, она кажется немного дешевой. Вам нужно будет осторожно тянуть машину, особенно на неровных поверхностях.
Вам нужно будет осторожно тянуть машину, особенно на неровных поверхностях.
Двигатель плохо переносит низкие температуры, и если поискать по разным форумам и отзывам, то можно обнаружить, что бензобак может течь. Кроме того, карбюратор также может быть проблематичным.
Кроме того, нет электрического запуска или ручного переключателя для снижения оборотов на холостом ходу. Я понимаю, что это упрощает двигатель и снижает его цену. Кроме того, Хобарту не нужно было включать аккумулятор с ручным пуском. Но это то, что вы должны учитывать при оценке Чемпиона.
Запутанная ручка силы тока
Что мне нравится в Hobart, так это то, что они делают простые машины. Эта машина не исключение. Но ручка выходной силы тока просто не кажется правильной. Несмотря на то, что он расположен интуитивно, вам будет интересно узнать о настройке усилителя на вашей машине.
Вокруг ручки напечатаны следующие значения: мин., 40, 100, 130, 140 и макс. Но расстояние между этими точками равно. Итак, расстояние между 40 и 100 равно расстоянию между 130 и 140. Это кажется очень запутанным.
Итак, расстояние между 40 и 100 равно расстоянию между 130 и 140. Это кажется очень запутанным.
На практике каждое крошечное движение ручки между 40 и 100 приводит к большой разнице в выходной силе тока. Напротив, перемещение между 130 и 140 точками на самом деле не вызывает такого большого изменения мощности сварки.
Вещи, которые делают чемпиона 145 великим
Хорошо, мы были достаточно критичны. Теперь давайте рассмотрим положительные стороны нашего маленького Чемпиона.
Если вы можете работать в рамках его ограничений и вам нравятся функции, которыми я собираюсь поделиться, вам следует рассмотреть этот недорогой сварочный генератор.
Энергоэффективность
Что всем нравится в Champion 145, так это то, как мало он потребляет топлива. Таким образом, вы можете работать целый день, и у вас еще останется топливо.
На самом деле рекомендуется заливать бензин экономно, чтобы он не оставался в баке к концу дня.
Двигателю требуется около 0,7 галлона/час, если вы используете вспомогательную мощность при максимальной однофазной непрерывной мощности 4 кВт, и 0,5 галлона/час, если вы свариваете при максимальной силе тока. С емкостью бака 6,25 галлона вы можете легко использовать его в течение всего дня.
С емкостью бака 6,25 галлона вы можете легко использовать его в течение всего дня.
Его топливная экономичность связана с тем, что этот генератор не обеспечивает большой мощности. Это отлично подходит для людей, которым не нужно больше выходной мощности, чем 4000 Вт. Для более мощной машины потребуется больше газа, поэтому это экономичное решение, если этот генератор может удовлетворить ваши рабочие потребности.
Качество дуги
У Champion 145 довольно приличная дуга. Его легко запустить, и он не остывает, если вы не используете электроды 5/32 дюйма 7018. Они могут быть слишком холодными, но это дело вкуса.
Это легкий сварочный аппарат, поэтому не ждите ничего особенного при работе с толстым металлом. Однако при сварке до 1/4 дюйма вы будете очень довольны качеством.
Аппарат рекомендуется для использования с электродами 6010, 6011, 6013 и 7018.
Портативность
Вероятно, лучшим аспектом этой машины являются ее компактные размеры и малый вес. При весе чуть более 220 фунтов этот аппарат является одним из самых легких сварочных генераторов, которые вы можете купить.
При весе чуть более 220 фунтов этот аппарат является одним из самых легких сварочных генераторов, которые вы можете купить.
Это не то, что следует упускать из виду и воспринимать легкомысленно. Если вы купите более качественный сварочный генератор, он, вероятно, будет намного тяжелее. Машины весом 500 фунтов. или больше требуют совершенно другого подхода к транспорту, что усложняет вашу жизнь.
Компания Hobart создала легкий в транспортировке сварочный генератор, который позволяет обычным людям с ограниченными ресурсами выполнять сварку на ходу. Итак, стоит подумать о том, чтобы сбалансировать это с минусами, которые я описал ранее в этом обзоре.
Hobart Champion 145 против Lincoln Bulldog
Вы можете рассматривать Lincoln Bulldog как жизнеспособную альтернативу Hobart Champion 145. Но Hobart предлагает несколько лучшее соотношение цены и качества.
В Lincoln Bulldog используется двигатель Kohler (лучше), который имеет более высокий однофазный выходной импульс, работает на переменном токе, а не на постоянном токе, и немного легче. Но Lincoln также дороже, имеет еще более низкий рабочий цикл и не поддерживает ходовую часть.
Но Lincoln также дороже, имеет еще более низкий рабочий цикл и не поддерживает ходовую часть.
Кроме того, большинство предпочитает использовать стик постоянного тока. Сварка электродом на переменном токе также может стать опасной, особенно при сварке во влажных или мокрых условиях. Тем не менее, есть несколько вариантов использования, когда переменный ток лучше, например, сварка с очень длинными проводами (без падения мощности).
Вот удобная таблица для сравнения этих двух машин.
| Чемпион Хобарта Элита 145 | Линкольн Электрик Бульдог | |
|---|---|---|
| Сварочные процессы | Сварка электродом постоянного тока | Сварка электродом на переменном токе |
| Максимальный размер электрода | 5/32 дюйма | 1/8 дюйма |
| Запуск двигателя | Тяга | Тяга |
| Сила тока на выходе | 40 – 145 | 70 – 140 |
| Рабочий цикл | 130 А при 25 В, рабочий цикл 30 % | 125 А при 20 В, рабочий цикл 30 % |
| Максимальная мощность генератора | 4000 Вт, пиковая 4500 Вт | 4000 Вт, пиковая 5500 Вт |
| Поддержка подвижности | ✅ | ❌ |
| Вес | 222 фунта | 198 фунтов |
| Цена | $$$ Последняя цена | $$$$ Последняя цена |
Заключение
Champion 145, вероятно, лучший сварочный аппарат-генератор в этом ценовом диапазоне. В то время как Lincoln предлагает аналогичный агрегат, я думаю, что Hobart преобладает как лучший за эти деньги.
В то время как Lincoln предлагает аналогичный агрегат, я думаю, что Hobart преобладает как лучший за эти деньги.
Эта машина не лишена недостатков. Но он будет выполнять работу, для которой предназначен, и вам просто нужно понимать его ограничения.
Hobart сочетает в себе производительность и цену в превосходной маломощной экономичной машине Это сработало. Многим людям нравится эта машина, особенно если они знают ограничения и придерживаются реалистичных ожиданий.
Если вам нужно больше мощности и возможностей, я бы порекомендовал прочитать наш обзор Hobart Champion 260. Это старший брат модели 145, и он обладает большей мощностью, качеством и функциями. Так что стоит задуматься, если 145 слишком легкий для вашей рабочей нагрузки.
Изготовление самодельного выпрямителя для гальванопокрытий
Место, где весь мир собирается для гальванопокрытия, анодирования и отделки
Вопросы и ответы с 1989 г.
(——)
Текущая дискуссия, начавшаяся еще в 2003 году. ..
..
2003
В. Здравствуйте, я хотел бы начать с благодарности всем вам за ваши незамедлительные и информативные ответы на все мои вопросы за последние несколько месяцев. Я всегда стараюсь читать ранее опубликованные письма, прежде чем писать свои, просто потому, что знаю, что становится утомительно отвечать на одни и те же вопросы снова и снова. Я не нашел то, что искал, ни в одном отправленном письме, так что вот оно.
Я пытаюсь собрать выпрямитель постоянного тока для хобби. Я хотел бы преобразовать обычный бытовой переменный ток 120 В в выпрямитель постоянного тока с переменным управлением, способный выдавать 15 В с выходной мощностью не менее 20 ампер. Я видел несколько прототипов анодизаторов и выпрямителей для гальванопокрытия, однако я не встречал никаких планов для одного с достаточной силой тока (> 15 ампер). Если есть какие-либо опубликованные письма или сайты с электроникой, которые я мог бы исследовать, это было бы большим подспорьем. Спасибо всем, и спасибо, Тед, за ответ на мой последний вопрос.
Спасибо всем, и спасибо, Тед, за ответ на мой последний вопрос.
Фрэнк Б. [фамилия удалена редактором из соображений конфиденциальности]
— Торонто, Онтарио, Канада
2004
В. У меня два вопроса:
Есть ли у кого-нибудь схема для сборки выпрямителя для гальванического покрытия, способного гальванизировать детали до прибл. 100 /sq in
Следующий вопрос: можно ли использовать выходной сигнал высокопроизводительного фрезерного станка для сварки TIG на постоянном токе либо напрямую, либо с модификацией для уменьшения пульсаций?
Я знаю, что получу ответ: «Почему бы вам просто не обратиться к профессионалу?» Ну, у меня есть две причины, одна из которых заключается в том, что мне интересно научиться делать это самому, чего я не могу сделать. если я передам это кому-то другому. И причина, по которой я это делаю, заключается в том, что у меня есть целый механический цех, полный оборудования, которое я купил, которое сидело и начало ржаветь, я хочу в свободное время медленно разобрать машины, перекрасить их, отполировать и покрыть ржавые детали, так что они не будут легко ржаветь. Да, я мог бы поискать подержанный блок, но я хотел бы недорого поэкспериментировать в свободное время; Я не собираюсь строить бизнес или конкурировать с профессионалами, и я не верю, что смогу так же хорошо работать без профессионального оборудования
Да, я мог бы поискать подержанный блок, но я хотел бы недорого поэкспериментировать в свободное время; Я не собираюсь строить бизнес или конкурировать с профессионалами, и я не верю, что смогу так же хорошо работать без профессионального оборудования
Будем признательны за любые конструктивные ответы
Генри В. [фамилия удалена редактором из соображений конфиденциальности]
— Бенсенвилль, Иллинойс
2004
А. Привет, Фрэнк; привет Генри. Этот вопрос задавался здесь несколько раз и остается в значительной степени без ответа — вероятно, не столько потому, что кто-то что-то скрывает, а, возможно, потому, что не было рынка для журнала по электронике для хобби, который мог бы написать статью о том, как спроектировать и построить что-то, что немногие любители электроники заинтересуются и не будут иметь легкого доступа к запчастям. Лучшим выбором для получения схемы может быть продавец бывшего в употреблении оборудования для гальванических покрытий, у которого, вероятно, накопились коробки, полные руководств по эксплуатации, отсоединенных от выпрямителей, с которыми они поставляются; они будут включать схемы, которые вы ищете.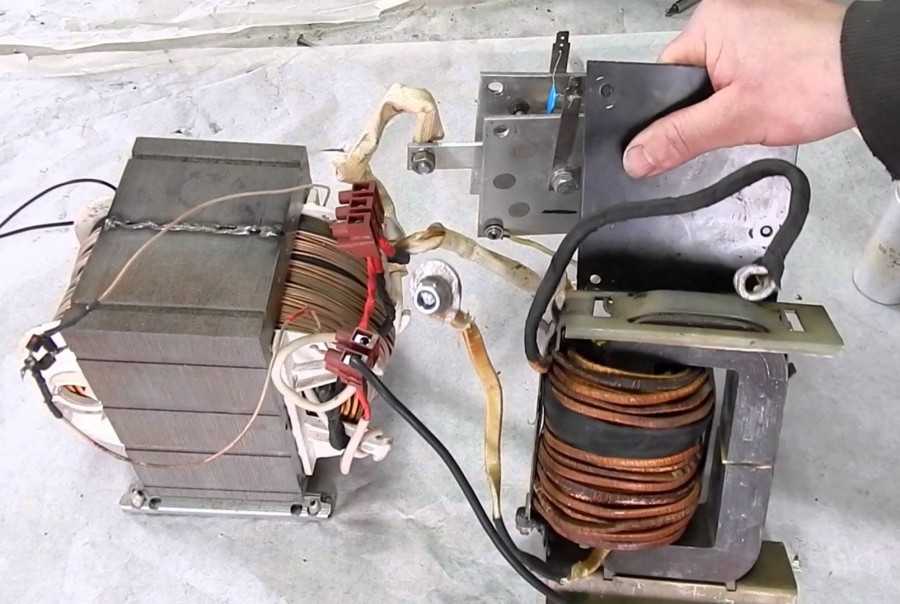
Еще одна причина, по которой выпрямители сложнее построить, чем другие электронные проекты, заключается в том, что схемы управления не являются основной проблемой; скорее, большие вещи. Сборка выпрямителя — это прежде всего не схема управления, а большие детали, которые сложно собрать самостоятельно и которые нельзя купить в магазине радиотоваров — например, большие трансформаторы, дроссели, тяжелые переключатели ответвлений, высокоамперные диоды и т. д. Но если вы можете держать его до 20 ампер, возможно, письмо 12200 может вам помочь. Удачи!
Это работает в обе стороны, промышленность во многом обязана любителям — до недавнего времени все гальванические выпрямители работали на частоте 60 Гц, но мы узнали из индустрии персональных компьютеров, созданной любителями, что намного меньшие и более легкие источники питания могут быть построены путем «отсечения (прерывание потока тока тем или иным образом для генерации гораздо более 60 герц). Этот подход медленно внедрялся в крупные выпрямители гальванической промышленности, но сейчас он довольно распространен; в этой отрасли их обычно называют «импульсными выпрямителями». Если вы сможете собрать схему импульсного выпрямителя, а не обычного, вам не понадобятся огромные компоненты, которые пытаются сделать чумой 🙂
Если вы сможете собрать схему импульсного выпрямителя, а не обычного, вам не понадобятся огромные компоненты, которые пытаются сделать чумой 🙂
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
2004
Q. Я, конечно, понимаю, что обычный журнал по электронике не опубликовал бы эту схему, однако я, безусловно, считаю, что, учитывая количество веб-сайтов, посвященных домашним покрытиям и т.п., есть большое количество мастеров, которые были бы заинтересованы, я думаю, что я сказал бы в этот момент, если кто-то имеет этот интерес и игнорирует ответственность за правильное использование и утилизацию химических отходов, пожалуйста, забудьте об этом. Что касается получения «больших» компонентов, у меня уже есть источники для них из сети, их легче найти, чем базовую схему выпрямителя. После прочтения предложенной статьи это устройство развивает 2,5 вольта, тогда как 12 вольт, кажется, является выбором гальваностереотипов, основываясь на письмах, которые я прочитал здесь, спасибо всем, кто внес свой вклад.
Генри В. [фамилия удалена редактором из соображений конфиденциальности]
— Бенсенвилль, Иллинойс
2005
A. Я прочитал несколько запросов о домашних любителях, желающих построить выпрямители, и их причины убедительны (в конце концов, гальванопокрытие — это весело). Но я должен согласиться с Тедом; создание полезного выпрямителя было бы большим и сложным делом, не подходящим для большинства домашних любителей. Кроме того, он вам не нужен!
Выпрямитель всего лишь преобразует переменный ток в постоянный, предпочтительно 12 В постоянного тока. Хорошим источником тока 12 В постоянного тока являются морские батареи глубокого разряда. Хотя аккумуляторы не являются практичным вариантом для гальванических цехов, они отлично подходят для гальваники в гараже. Теперь, имея рекомендованные батареи, необходимо знать несколько технических вопросов безопасности:
Во-первых: Не используйте соединительные кабели, они искрят! Морские батареи поставляются с винтовыми клеммами, используйте их.
Во-вторых: Емкость батареи имеет ключевое значение, используйте две или три параллельно для увеличения времени покрытия и/или больших деталей. Также вам понадобится хорошее автомобильное зарядное устройство [аффил. ссылка на информацию/продукт на Amazon] для подзарядки батарей между циклами.
Третье: вам нужно будет контролировать ток (посмотрите на пусковую мощность вашего автомобильного аккумулятора, она огромна!). Я использую БОЛЬШОЙ щеточный трансформатор из старого блока питания духовки. Обратите внимание, что для большого тока требуется много меди, иначе это приводит к большому нагреву! Достаточно тепла, чтобы расплавить металл и начать пожар.
Четвертое: Измерьте выход! Важен хороший амперметр и вольтметр.
Наконец, как и в любом домашнем проекте, могут произойти несчастные случаи. Ответ, который я дал, предназначен только для информационных целей.
Брент Фрес
Инженер по материалам и технологиям – Лоди, Калифорния
19 февраля 2008 г.
— эта запись добавлена к этой теме редактором вместо создания дублирующей темы.
Q. Мне нужны электрические схемы, чтобы построить мой собственный выпрямитель для гальваники. Диапазоны от 1 до 10 вольт и переменные до 100 ампер 240 вольт Однофазный вход.. Требуются только основные планы, которые будут разработаны как проект оттуда,
Майк Преториус
Инженерное дело и оружейное дело — Виндхук, Намибия
22 марта 2009 г.
A. Здравствуйте, Майк Преториус. Просто сравните гальваническое покрытие с электросваркой —
Оба работают по одному и тому же принципу «Низкое напряжение и высокая сила тока». Сила тока — это транспортное средство, которое осаждает присадочный металл на катоде (коллекторе).
Для создания гальванического блока вам потребуются:
(a) Понижающий трансформатор высокой мощности 220 В/ 12 В
(b) Вариак для управления входным напряжением питания
(c) Мостовой выпрямитель с большой силой тока для преобразования переменного тока в постоянный. Диодный выпрямитель
Диодный выпрямитель
Питание 220 В —> Variac —> Трансформатор —> Диодный выпрямитель —> положительный/вольт —> Анод, отрицательный /вольт —> Катод.
Вы можете взять сварочный аппарат постоянного тока с трансформатором и просто контролировать входное напряжение с помощью вариатора/потенциометра.
Йохан Лутс
— Палм-Спрингс Калифорния
27 сентября 2009 г.
?? Здравствуйте, Майк Преториус,
. Как насчет обратной связи… Вы построили свой собственный гальванический выпрямитель? Вы следовали моим инструкциям?
Меня поражают высокие цены на гальванические выпрямители.
Йохан
Йохан Лутс
— Палм-Спрингс, Калифорния
1 ноября 2012 г.
A. Проблема с использованием вариатора заключается в том, что очень немногие из обмоток используются, т. е. рассеивают тепло, когда установлено низкое напряжение, которое требуется для выпрямителя с гальванопокрытием. Это может привести к возгоранию обмоток вариатора при достаточно высокой нагрузке.
Это может привести к возгоранию обмоток вариатора при достаточно высокой нагрузке.
Стив Горзо
— Калгари, Альберта, Канада
11 января 2013 г.
В. У меня 5 (пять) сварочных аппаратов MIG на 300 ампер. Теперь я хочу преобразовать это как гальванический выпрямитель. Кто-нибудь, пожалуйста, дайте ваши ценные рекомендации. Спасибо.
Инженерные работы Rajasekar
— Хосур, Индия
6 февраля 2014 г.
В. Относительно ответа Йохана Лутса:
Может кто-нибудь сказать мне, зачем вам нужен трансформатор?
Насколько я понимаю, мостовой выпрямитель преобразует переменный ток в постоянный.
Я тоже не понимаю, почему вариак стоит перед трансформатором?
Признаюсь, я мало разбираюсь в выпрямителях, но я смотрю на характеристики выпрямителя RS 605, которые я вытащил из блока питания компьютера (http://pdf. datasheetcatalog.com/datasheet/RECTRON/RS604.pdf )
datasheetcatalog.com/datasheet/RECTRON/RS604.pdf )
Там написано от 50 до 1000 вольт и 6 ампер.
Также указано низкое прямое напряжение, но я не могу понять, сколько оно.
Что произойдет, если вы просто подключите 2 провода переменного тока мостового выпрямителя к настенной розетке, а 2 провода постоянного тока — к плате?
Гэри Уилсон
— Нью-Рошель, Нью-Йорк, США
Февраль 2014
Изолирующий трансформатор
А. Привет, Гэри. Я не знаю, как построить гальванический выпрямитель, но я могу попытаться ответить на пару ваших вопросов.
Напряжение в доме составляет 110 или 220 вольт, в то время как напряжение гальванического покрытия составляет от 3 до 12 вольт, поэтому трансформатор снижает напряжение до приемлемого диапазона, а также увеличивает доступный ток. Если оставить в стороне и исключить неэффективность трансформатора, он преобразует, скажем, 5 А при 220 В в 50 А при 22 В. действие трансформатора состоит в том, чтобы отделить выход от источника, чтобы уменьшить удары высокого напряжения.
действие трансформатора состоит в том, чтобы отделить выход от источника, чтобы уменьшить удары высокого напряжения.
Мостовой выпрямитель — это просто 4 диода для преобразования переменного напряжения в серию «верблюжьих горбов», а не в ровный постоянный ток. Хотя профессионалы не стали бы пытаться проводить гальванопокрытие с этим выходом, потому что это вызывает определенные проблемы, поэтому они будут использовать индукционно-емкостной «дроссель», чтобы сгладить его, любитель может попробовать без дросселя, но с мостовым выпрямителем, подключенным так, как описывает Йохан. . При подключении по-своему, подключении мостового выпрямителя к настенной розетке напряжение будет слишком высоким, изоляции не будет, и вероятность поражения электрическим током будет очень высока!
На самом деле Variac — это регулируемый трансформатор. Таким образом, Йохан предлагает фиксированный понижающий трансформатор с 220 В до, скажем, 22 В, а затем регулируемый трансформатор, чтобы перейти, скажем, от 22 В к переменному напряжению покрытия.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
9 октября 2015 г.
A. Я разработал линейный источник постоянного тока с переменным напряжением для питания любительского радиооборудования, который может соответствовать требованиям примерно до 35 ампер таким же образом, как я построил свой, но с линейными регуляторами, которые я использовал, его можно масштабировать, используя больше или меньше регуляторов, максимум до 9ампер на микросхему регулятора. Я еще не пробовал использовать его для гальваники, но я могу принести его в магазин, когда в следующий раз выйдет из строя наш цинковый выпрямитель.
**Обратите внимание, что в современных источниках питания и выпрямителях предусмотрены определенные меры безопасности, которые не предусмотрены в этой конструкции, поэтому используйте их на свой страх и риск.**
Вы можете ознакомиться с конструкцией и схемой, посмотрев это видео.
Прочтите схему линейного регулятора, который вы выберете, чтобы узнать, как запустить несколько регуляторов параллельно, и, как сказал Тед, это не вопрос построения схемы управления, это вопрос наличия компонентов для тяжелых условий эксплуатации, которые выдержат большой ток. розыгрыш гальваники.
Стив Горзо
— Калгари, Альберта, Канада
9 октября 2015 г.
A. Я купил мостовой выпрямитель на Amazon за 3,35 доллара.
«Мостовой выпрямитель 400 В, 25 А»
Если у вас нет собственных деталей для сборки диодного выпрямителя, в этом случае просто используйте схему мистера Муни, я бы сказал, что цена не может быть ниже.
Джон Уилкинсон
— Клируотер, Флорида, США
29 января 2018 г.
Стив Г. написал: «Я разработал линейный источник постоянного тока с переменным напряжением для питания любительского радиооборудования, который может соответствовать требованиям примерно до 35 ампер таким же образом, как я построил свой, но с линейными регуляторами, которые я использовал, это масштабируется за счет использования большего или меньшего количества регуляторов, максимум до 9ампер на микросхему регулятора. Я еще не пробовал использовать его для гальваники, но, возможно, принесу его в магазин, когда в следующий раз выйдет из строя наш цинковый выпрямитель». на гальваническом покрытии, и если да, то сработало ли это?Кроме того, я был бы признателен за помощь в создании моего собственного.У меня есть несколько деталей от вещей, от которых я спасал детали, таких как микроволновые печи и стереокомпоненты.
Дэвид Граймс
— Кларинда, Айова, США
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О компании/Контакты — Политика конфиденциальности — ©1995-2022 Finishing.com, Пайн-Бич, Нью-Джерси, США
New SA 300 DВсе, что вам нужно сделать, это вставить штекер TL в гнездо TL на сварочном аппарате и вставить штекер 110 в штекер 110 на вашем аппарате. Используйте переключатель Lincoln на машине для локального выключения дистанционного управления.
Lincoln SA 250 AC, Газ, Дизель и Classic II и IIIБлок управления позволяет вам управлять кофемолкой с предохранителем, а тепло всегда будет у вас под рукой. Коробка будет отключена, когда переключатель направлен на реостат сварочного аппарата. Вы по-прежнему можете использовать свои инструменты в любое время. Оба реостата будут обесточены, когда переключатель находится в центральном положении, и сварка невозможна.
Просверлите отверстие в нужном месте (1/2 дюйма), но так, чтобы длина провода на переключателе доставала до реостата на сварочном аппарате.
ТОЛЬКО НА ВАШЕЙ КЛАССИКЕ у вас есть заводское крестообразное отверстие в центре задней панели. Вырежьте его и используйте дополнительную пластину переключателя (в счете-фактуре) на задней панели и одну на листе инструкций спереди, чтобы удерживать переключатель во включенном состоянии. Нет отверстия для сверления.Снимите провод с центральной клеммы, которая совпадает с валом в центре реостата на машине. Замените на короткий провод от выключателя. Провод, взятый из центра реостата, идет к центральному выступу переключателя. На вашем Classic II или III вы можете снять оба провода и вставить их в середину переключателя.
ПРИМЕЧАНИЕ: НЕ СНИМАЙТЕ ДРУГИЕ ПРОВОДА ОТ РЕОСТАТА.
Ослабьте гайку выступа СМЕЩЕНИЯ реостата, затем поместите на светло-красный провод с заостренным наконечником. Затяните гайку.
Вилка вставляется в розетку 110 сзади или спереди машины.
ВНИМАНИЕ: Наши устройства предназначены ТОЛЬКО для жесткого подключения к заводскому реостату на вашей машине, а не к вилке, предназначенной только для Lincoln. проволочные сварщики.
ВНИМАНИЕ: К вашему сведению, линия 110 В на вашем устройстве не имеет безопасного заземления. Используйте только ручной инструмент с ДВОЙНОЙ изоляцией.
ПРИМЕЧАНИЕ: Пожалуйста, не отсоединяйте провода от переключателя при получении комплекта. Зеленый провод идет с одной стороны переключателя, а короткий черный провод с другой стороны переключателя.
Новый SA 200 G или DВсе, что вам нужно сделать, это вставить штекер Twist Lock Plug в сварочный аппарат. Вставьте свой собственный шнур, не меньше, чем провод 16/3, между моей желтой розеткой на вилке читера и вилкой из косички коробки.
Если коробка с комплектом управления кабелем нагревается сильнее, чем обычно, сначала проверьте напряжение в разомкнутой цепи, оно должно составлять 93 вольта, и более вероятно, что обороты слишком высоки, плюс новые 200 D имеют примерно на 400 обмоток больше, чем обычные 200 машин.
Для получения дополнительной информации звоните Том Фаулер по телефону 985-384-6914 .
ВНИМАНИЕ: Если вы хотите установить вилку с поворотным замком на существующий удлинитель, подключите ее к шнуру так же, как мы подключили ее к короткому адаптеру. Вам также нужно будет взять обычную трехштырьковую вилку на нашем адаптере и подключить ее так же, как мы подключили ее к другому концу вашего удлинителя. Это убережет вас от сжигания реостата.
Lincolns SA 200 А и SA 25 А Вспомогательный 110 ТОЛЬКО ПОСТОЯННОГО ТОКА ВНИМАНИЕ: Наша новая концепция комплектов управления позволяет вам покупать удлинитель длины и размера. (я не рекомендую использовать провода меньшего калибра 16/3.) Предупреждения об осторожности призваны убедить вас в том, что вы должны быть уверены, что шнур, который вы вставляете между вилками на моем устройстве, имеет вилки, подключенные к коду. Мои вилки подключены не к коду, а к моему собственному дизайну. Когда вам нужно заменить какую-либо из вилок на устройстве, которое я вам продаю, они должны быть подключены так же, как когда вы их снимаете.
Просверлите отверстие (15.32) в нужном месте, но с учетом длины провода на переключателе, чтобы он доставал до реостата на сварочном аппарате. На вашем Classic ONLY у вас есть заводское крестообразное отверстие в центре задней панели. Вырежьте его и используйте дополнительную этикетку переключателя (в счете-фактуре) сзади и ту, что указана в инструкции спереди, чтобы удерживать переключатель во включенном состоянии. НЕТ отверстия для сверления.
Снимите провод с центральной клеммы, которая совпадает с валом в центре реостата на машине. Замените на короткий провод от выключателя. Провод, взятый из центра реостата, идет на свободный центральный выступ переключателя. В вашем более новом Classic 1 вы можете использовать оба провода от центра реостата и надеть на центральный выступ переключателя.
ПРИМЕЧАНИЕ: НЕ ОТСОЕДИНЯЙТЕ ДРУГИЕ ПРОВОДА ОТ РЕОСТАТА.
Ослабьте гайку выступа СМЕЩЕНИЯ реостата, затем поместите на черный провод с зазубренным наконечником. Затяните гайку.
На новых машинах с печатными платами найдите короткий провод, идущий от платы к розетке, и обожмите зеленый провод синим зажимом, убедившись, что зеленый провод находится в синем зажиме достаточно далеко, чтобы лопата могла врезаться в провод.
На старых машинах один провод на розетке идет к реостату. Найдите противоположный провод на розетке и обожмите в нем зеленый провод с синим зажимом, убедившись, что зеленый провод находится в синем зажиме достаточно далеко, чтобы лопата могла врезаться в провод.
ТОЛЬКО для Classic 1: прикрепите зеленый провод к черному между предохранителем и заводской розеткой.
Используйте пластиковую стяжку, чтобы привязать провод к кабелю дросселя и т.
д.
Старую квитанцию снимайте по одной стороне за раз. на свой сварочный аппарат.
Сначала найдите провод на старой опоре, который идет от опоры к смещенной опоре на реостате. Возьмите оба провода с этой стороны старого разъема и наденьте латунный винт нового разъема. Смещенная стойка будет на 2 часа или 8 часов на машине, в зависимости от того, как она установлена на вашей машине.
Другой провод или провода на другой стороне старой стойки идут к Серебряный винт на новом рецепте.
Для установки переключателя: Отсоедините провод от центральной стойки реостата (это будет в 3:00 или 9:00 на реостате вашей машины) и наденьте на центральную стойку переключателя. . Затем снимите перемычку с выключателя и поместите ее на центральную стойку реостата машины.
При установке переключателя: Поверните переключатель, установив перемычку сверху.
Это выровняет его по метке переключателя.
От SA 250 до 300 D Переходник для вилки TLНе переключайте переключатель во время работы машины.
Этот новый комплект адаптеров позволяет вам постоянно использовать инструменты и комплект управления из одного и того же места.
Для установки вилки и переключателя TL: Отсоедините провод или провода от центральной стойки реостата. Поместите эти провода на центральную стойку переключателя. Снимите перемычку с переключателя и наденьте на центральную стойку реостата.
Возьмите красный провод от вилки TL и подключите его к смещенному штырю реостата.
При установке переключателя возьмите дополнительную этикетку переключателя и используйте ее в качестве прокладки на переключателе. Поверните переключатель с перемычкой вверху. Это выровняет его по метке переключателя.
Не переключайте переключатель во время работы машины.
Этот комплект позволяет переоборудовать машину SA 250 в навесное устройство 300 D, а также позволяет дистанционно управлять станком Lincoln.
Бобкэт 260 | с приводом от двигателя | Оборудование
НОВЫЙ ВЫПУСК
- Приложения
- Технологические процессы
- Металлоконструкции
- Автономный генератор
- Техническое обслуживание и ремонт
- Применение в сельском хозяйстве
- Производство
- SMAW
- GMAW
- FCAW с флюсовой проволокой
- DC TIG GTAW
- Воздушно-плазменная резка и строжка
- Воздушно-угольная дуга CAC-A
Удаленный пуск/останов
Возьмите управление в свои руки и устраните шум. Легко включайте и выключайте машину Bobcat удаленно, чтобы она работала только тогда, когда вам это нужно. Получите больше от каждого резервуара, увеличьте время между техническим обслуживанием и работой, не беспокоясь о том, чтобы вернуться к своей машине. Дистанционный запуск/остановка сварочных аппаратов/генераторов Bobcat 260 установлена и поддерживается компанией Miller, поэтому она так же проста в использовании и надежна, как и ваша машина Bobcat.
Надежность
Самый прочный, надежный и долговечный в отрасли. Мы производим их, чтобы превысить требования к экстремальным условиям работы, и они трудолюбивы от ядра с:
- Медные обмотки и железные компоненты генератора для качественной машины.
- С проушинами — не припаянные — утолщенные внутренние выводы для большей надежности в полевых условиях.
- Превосходная технология охлаждения для максимальной производительности и срока службы двигателя.
- Защитная крышка для приварных шпилек и розеток 240 В.
- Подъемный крюк, встроенный в центральную раму, крепится болтами к основанию машины для большей прочности.
Экономия на топливе и техническом обслуживании
Когда ваша машина находится вне зоны досягаемости, вам не нужно возвращаться, чтобы выключить ее, поэтому вы позволяете ей работать весь день. Запуск сварочного аппарата/генератора, когда вы не выполняете сварочные работы или не вырабатываете электроэнергию переменного тока, потребляет больше топлива и увеличивает ненужные часы работы двигателя, что приводит к увеличению потребности в замене масла, воздушных и топливных фильтров и даже щеток генератора. Вы тратите деньги на топливо и выполняете больше планового обслуживания, чем вам нужно. Сварочный аппарат/генератор Bobcat с дистанционным запуском/остановкой можно быстро и легко отключить, когда он не используется. Вы тратите меньше денег на топливо и меньше времени и денег на техническое обслуживание, потому что меньше моточасов.
Запуск без помощи рук
Бензиновые сварочные аппараты/генераторы Bobcat теперь оснащены технологией eChoke™, которая автоматически устанавливает правильную топливно-воздушную смесь и устраняет необходимость вручную включать воздушную заслонку, поэтому холодный запуск теперь можно выполнять без помощи рук.
Небольшой, легкий дизайн
Сварочные аппараты/генераторы Bobcat занимают меньше места на грузовиках и прицепах, оставляя больше места в вашем грузовике для другого оборудования и инструментов. Кроме того, их легче перемещать по рабочей площадке — даже с присоединенными сварочными кабелями.
Безопасность на рабочем месте
Шум работающего весь день сварочного аппарата/генератора раздражает и даже может помешать вам слышать звуки, предупреждающие вас о потенциальной опасности. Когда вы выключите Bobcat с помощью функции удаленного пуска/останова, вы поможете создать более безопасную среду, сократив количество машин, работающих на рабочей площадке, и повысив свою осведомленность о предупреждающих звуках.
Простота обслуживания
Благодаря интуитивно понятному дизайну ежедневное обслуживание сварочных аппаратов/генераторов Bobcat выполняется быстро и легко. Индикация технического обслуживания на передней панели поможет вам узнать, когда ваше оборудование нуждается в обслуживании. Обслуживание простое из-за:
- Проверки уровня масла можно легко выполнить через верхнюю часть машины у дверцы доступа.
- Панели без инструментов, обеспечивающие быстрый доступ.
- Односторонняя заливка топлива и слив масла/фильтр.
Длительное время работы
Большой запас топлива (45 литров) означает многочасовую работу без дозаправки.
Универсальная мощность сварки на переменном и постоянном токе
Обеспечивает качественную сварку всех типов металлов. Постоянный ток работает плавно и легко, в то время как стержень переменного тока используется, когда возникает дуга.
Accu-Rated™ — не завышенная мощность генератора
Наш Accu-Rated™ 11 000 Вт полезной пиковой мощности вырабатывается в течение как минимум 30 секунд. Accu-Rated означает, что пиковая мощность может использоваться для максимальных нагрузок генератора, таких как плазменная резка. Accu-Rated пиковая мощность превосходит очень кратковременные пиковые или пиковые мощности конкурентов. Используйте свою пиковую мощность, это больше, чем число.
Дополнительный выход
- 2 розетки 15 А.
- УЗО.
- 1 х 32 А, 240 В, 1 фаза, 60 Гц.
3 года гарантии
Подробную информацию см. в гарантийном заявлении Miller True Blue.
- Брошюра
- Брошюра Miller Heavy Industrial Range(13,32 MB)
- Технические характеристики
- Технические характеристики Bobcat 260 (699,09 КБ)
- MR
2001-1 (бензин) (с дистанционным пуском/остановкой)
Где купить
- Брошюра
- Брошюра Miller Heavy Industrial Range (13,32 МБ)
- Технические характеристики
- Технические характеристики Bobcat 260 (699,09 КБ)
- MR
2001-1 (бензин) (с дистанционным пуском/остановкой)
Где купить
| Режим сварки | Процесс | АМП/ВОЛТ. | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| CC/AC | Stick/TIG | 40 — 260 A | 225 A at 25 V, 100% Duty Cycle | Peak: Continuous: 44 A , 240 В, 60 Гц | 72,5 дБ/72 дБ при макс. load/150 A
| H: 711
| 227 kg
| ||||
| CC/DC | Stick/TIG | 40 — 260 A | 260 A 25 В, 100% Dute Cycle | ||||||||
| CV/DC | |||||||||||
| CV/DC | MIG135 | CV/DC | MIG135 | CV/DC | MIG136 | CV/DC | MIG136 | ||||
| CV/DC | |||||||||||
| CV/DC | 260 A при 28 В, 275 A при 25 В, |
Как исправить портативный генератор
Как исправить портативный генератор
на портативном генерато Шон Коннолли 8 января 2014 г. 153 725 просмотров
Справочник покупателя , Полезная информация
Вы когда-нибудь пытались запустить портативный генератор, но вас встречала тишина? Вот как починить портативный генератор.
Не паникуйте. Есть ряд быстрых шагов, которые вы можете выполнить, прежде чем выкопать квитанцию и позвонить профессионалам.
1. Проверьте топливо
Мы знаем; это все равно, что попросить проверить, подключен ли чайник к сети. Но одна из наиболее распространенных причин поломки портативного генератора просто в том, что в нем может не хватить топлива. Особенно, если последний раз вы использовали его в прошлом году. Помимо проверки количества топлива, обязательно проверяйте качество топлива, так как топливо может ухудшиться во время хранения. Если это произошло, и двигатель засорился, вам может потребоваться помощь механика.
2. Проверка масла
Многие переносные генераторы оснащены функцией автоматической проверки уровня масла и автоматически отключаются, если уровень масла становится слишком низким. Проверьте уровень масла с помощью щупа и при необходимости долейте масло до полного уровня.
Также проверьте, не требуется ли замена масла в генераторе. В руководстве по эксплуатации вашего генератора производитель рекомендует периодичность замены масла. Ниже приведена хорошая демонстрация того, как клиент меняет масло в своем инверторном генераторе:
Как заменить масло в инверторном генераторе3. «Полевая вспышка» Портативный генератор с аккумулятором
Звучит сложно? Это просто означает запуск переносного генератора от внешнего источника (Примечание: пытайтесь это делать только с генераторами конденсаторного типа, а не с инверторными генераторами) . При длительном хранении магнетизм ротора генератора может уменьшиться, что снизит его способность производить электричество. Небольшой ток от аккумулятора может быстро решить эту проблему.
Полевая вспышка — это простая техника запуска от внешнего источника, используемая в случае, если портативный генератор не запускается нормально. Используйте аккумулятор и правильно подключите провода от генератора к аккумулятору (минус к минусу, плюс к плюсу, провода обычно имеют цветовую маркировку). Снимите свечу зажигания с генератора и потяните шнур стартера, чтобы он заработал.
4. Проверьте нагрузку
Одна из распространенных проблем заключается в том, что генератор перегружен и просто не может производить достаточную мощность. Каждый переносной генератор рассчитан на определенную электрическую нагрузку, которую нельзя превышать. Чего многие люди не понимают, так это того, что некоторые приборы потребляют больше энергии при запуске, чем во время работы. Генератор может питать рабочую нагрузку, но не пусковую нагрузку, которая может быть в пять раз выше. Решите проблему, временно удалив некоторые элементы. Добавляйте их постепенно, дождавшись, пока один из них перейдет в рабочий режим, прежде чем добавлять другой.
5. Замена предохранителей и автоматических выключателей
Если ваш переносной генератор работает, но не вырабатывает энергию, возможно, в нем перегорел предохранитель или отключился автоматический выключатель. Сброс прерывателя и замена перегоревших предохранителей легко решит эту проблему. Однако, чтобы это не повторилось, постарайтесь выяснить, что вызвало их срабатывание или перегорание, прежде чем перезапускать генератор.
6. Генератор работает, но нет питания
Если генератор работает, но на вас не подается питание, возможно, повреждены какие-то внутренние настройки или двигатель. Чтобы проверить это, держите под рукой вольтметр и амперметр. Узнайте, какими должны быть правильные показания, из руководства пользователя вашего генератора и проверьте, дают ли счетчики соответствующие показания. Если нет, то это, безусловно, внутренняя проблема, для решения которой требуется опыт профессионала. Так что вызывайте специалистов!
Лучший способ предотвратить возникновение каких-либо проблем — принять необходимые меры предосторожности и обслуживать портативный генератор. Убедитесь, что вы делаете надлежащее и своевременное обслуживание генератора, даже если вы не используете его регулярно. Также замените любые детали, которые могут использоваться сверх их обычного срока службы. И, наконец, не забывайте использовать масло и топливо хорошего качества, поскольку они циркулируют по всему двигателю, контактируя со многими различными компонентами.
Все еще нужна помощь?
Посмотрите это полезное видео о проверках технического обслуживания вашего генератора: