| Модель | Изображение | Описание |
| DOHLE MINI AIR CS | Легкий ручной сварочный экструдер со встроенной подачей воздуха предназначен для экструзионной сварки листов, труб, фасонных изделий, пленок из ПЭ, ПП. Надежная конструкция, цифровой дисплей с отображением заданной и достигнутой температуры, запатентованная система измерения температуры массы, широкий выбор различных насадок. Сварочный материал — пруток. Производительность (Ø прутка, мм): 0,5(3) — 1,1(4) кг/час. Питание: 230 В / 2,3 кВт. Вес — 4,8 кг. Германия. |
|
| DOHLE 1507 CS | Ручной сварочный экструдер со встроенной подачей воздуха предназначен для экструзионной сварки листов, труб, фасонных изделий, пленок из ПЭ, ПП. Надежная конструкция, цифровые дисплеи с отображением заданной и достигнутой температурой массы и воздуха, запатентованная система измерения температуры массы, защита от «холодного пуска», широкий выбор различных насадок.  Материал — пруток. Производительность (Ø прутка, мм): 0,7(3) — 1,8(4,5) кг/час. Питание: 230 В / 3,2 кВт. Вес — 6,5 кг. Германия. |
|
| DOHLE 2007 CS | Ручной сварочный экструдер со встроенной подачей воздуха предназначен для экструзионной сварки листов, труб, фасонных изделий, пленок из ПЭ, ПП, ПВХ, ПВДФ. Надежная конструкция, цифровые дисплеи с отображением заданной и достигнутой температурой массы и воздуха, запатентованная система измерения температуры массы, защита от «холодного пуска», широкий выбор различных насадок. Материал — пруток. Производительность (Ø прутка, мм): 0,7(3) — 1,8(4,5) кг/час. Питание: 230 В / 3,7 кВт. Вес — 7 кг. Германия. |
|
| RITMO R-SB 20 | Ручной сварочный экструдер со встроенной подачей воздуха предназначен для экструзионной сварки листов, труб, фасонных изделий, пленок из ПЭ, ПП, ПВДФ. Современная облегченная конструкция, единый цифровой дисплей с отображением заданной и достигнутой температурой массы и воздуха, привод фена без щеток, защита от «холодного пуска», подсветка зоны сварки, в алюминиевом чемодане, поворотные насадки — угловая, стыковая, болванка.  Материал — пруток 3-4 мм. Производительность: до 2 кг/час. Питание: 230 В / 3 кВт. Вес — 5,5 кг. Италия. |
|
| DOHLE 3007 CS | Ручной сварочный экструдер со встроенной подачей воздуха предназначен для экструзионной сварки листов, труб, фасонных изделий, пленок из ПЭ, ПП, ПВХ, ПВДФ. Вес — 7,9 кг. Германия. |
|
| RITMO R-SB 30 | Ручной сварочный экструдер со встроенной подачей воздуха предназначен для экструзионной сварки листов, труб, фасонных изделий, пленок из ПЭ, ПП, ПВДФ. Современная облегченная конструкция, единый цифровой дисплей с отображением заданной и достигнутой температурой массы и воздуха, привод фена без щеток, защита от «холодного пуска», подсветка зоны сварки, в алюминиевом чемодане, поворотные насадки — угловая, стыковая, болванка.  Материал — пруток 3-4-5 мм. Производительность: до 3 кг/час. Питание: 230 В / 3,2 кВт. Вес — 6 кг. Италия. |
|
| RITMO R-SB 40 | Ручной сварочный экструдер со встроенной подачей воздуха предназначен для экструзионной сварки листов, труб, фасонных изделий, пленок из ПЭ, ПП. Современная облегченная конструкция, единый цифровой дисплей с отображением заданной и достигнутой температурой массы и воздуха, привод фена без щеток, защита от «холодного пуска», подсветка зоны сварки, в алюминиевом чемодане, поворотные насадки — угловая, стыковая, болванка. Материал — пруток 3-4-5 мм. Производительность: до 4 кг/час. Питание: 230 В / 3,3 кВт. Вес — 7,5 кг. Италия. |
|
| DOHLE 5002 CS | Ручной сварочный экструдер со встроенной подачей воздуха предназначен для экструзионной сварки листов, труб, фасонных изделий, пленок из ПЭ, ПП, ПВХ. Материал — пруток. Производительность (Ø прутка, мм): 5(5) кг/час. Питание: 230 В /5,4 кВт. Материал — пруток. Производительность (Ø прутка, мм): 5(5) кг/час. Питание: 230 В /5,4 кВт.Вес — 11,8 кг. Германия. |
|
| RITMO R-SB 50 | Ручной сварочный экструдер со встроенной подачей воздуха предназначен для экструзионной сварки листов, труб, фасонных изделий, пленок из ПЭ, ПП. Современная облегченная конструкция, единый цифровой дисплей с отображением заданной и достигнутой температурой массы и воздуха, привод фена без щеток, защита от «холодного пуска», подсветка зоны сварки, в алюминиевом чемодане, поворотные насадки — угловая, стыковая, внахлест, болванка. Материал — пруток 4-5 мм. Производительность: до 5 кг/час. Питание: 230 В / 4 кВт. Вес — 9 кг. Италия. |
|
| DOHLE 6002 C | Ручной сварочный экструдер со встроенной подачей воздуха предназначен для экструзионной сварки листов, труб, фасонных изделий, пленок из ПЭ, ПП, ПВХ. Надежная конструкция, цифровые дисплеи с отображением заданной и достигнутой температурой массы и воздуха, запатентованная система измерения температуры массы, защита от «холодного пуска», широкий выбор различных насадок.  Материал — гранулы. Производительность: 6 кг/час. Питание: 230 В /5,4 кВт. Вес — 12,5 кг. Германия. |
Сварка листового полипропилена
Для производства листовых сварных конструкций и резервуаров LEISTER предлагает оборудование для сварки термопластов – ПЭНД, полипропилена, непластифицированного ПВХ, ХПВХ (хлорированного поливинилхлорида), ПА, ПВДФ, этилен-хлортрифторэтилена.
Ручные экструдеры, ручные сварочные аппараты горячего воздуха, вентиляторы для подачи воздуха — это оборудование для сварки полипропилена листового.
Для сферы аппаратостроения (производство листовых сварных конструкций) и производства резервуаров LEISTER предлагает оборудование для сварки термопластов – ПЭНД, полипропилена, непластифицированного ПВХ, ХПВХ (хлорированного поливинилхлорида), ПА, ПВДФ, этилен-хлортрифторэтилена. Для разогрева, прихватки и сварки горячим газом с протяжкой применяют пистолеты DIODE PID, DIODE S, GHIBLI, GHIBLI AW, HOT JET S, LABOR S с соединительным блоком, TRIAC AT, TRIAC ST, WELDING PEN R и WELDING PEN S. Эти ручные аппараты горячего воздуха подойдут для сварки небольших деталей.
Эти ручные аппараты горячего воздуха подойдут для сварки небольших деталей.
LEISTER предлагает потребителям фены как со встроенной, так и с отдельной подачей воздуха, поэтому могут потребоваться блок подачи воздуха AIRSTREAM ST, вентиляторы MINOR и ROBUST.
AIRSTREAM ST предназначен для профессионального применения. Его назначение — снабжение воздухом ручных сварочных аппаратов, использующих воздух от внешних устройств, например, фенов DIODE S, DIODE PID, WELDING PEN S, WELDING PEN R и LABOR S. Блок дает возможность эксплуатировать параллельно два ручных пистолета благодаря одновременной подаче питания и воздуха (сварку выполняют два оператора). На AIRSTREAM ST можно точно выставить требуемый расход воздуха для обоих выходов.
Фен GHIBLI AW для насаживаемых насадок имеет интуитивно понятный цифровой интерфейс «е-Drive», кроме того, он совместим со всеми насадками, применяемым с его «предшественником» — аппаратом GHIBLI. При выборе параметров ручной сварки горячим газом рекомендуется ориентироваться на сварочные таблицы по нормам DVS 2207-3, чтобы соединения получались надежными.
При выборе параметров ручной сварки горячим газом рекомендуется ориентироваться на сварочные таблицы по нормам DVS 2207-3, чтобы соединения получались надежными.
Ручным сварочным экструдером LEISTER, представленным в классах производимости от 0.2 до 6 кг/ч (выход массы), осуществляется сварка листов полипропилена. ПП — это один из наиболее легких полимеров из всего ряда стандартных пластмасс. Данная характеристика полипропилена дает возможность использовать его при производстве легких конструкций и изделий. Этот материал характеризуется низкой стойкостью к действию УФ-излучения, поэтому в него часто вводятся светостабилизирующие добавки, что увеличивает срок эксплуатации материала по сравнению с немодифицированным полипропиленом.
Широкое использование полипропиленовых листов в промышленной сфере для производства емкостей для кислот и химических реагентов, листов, труб, многооборотной транспортной упаковки и тары и т.д. обусловлено высоким пределом прочности ПП, его стойкостью к воздействию повышенных температур и к коррозии.
LEISTER предлагает две линейки экструдеров – WELDPLAST с замкнутой системой (регулировка) и FUSION с открытой системой (управление).
Экструдер WELDPLAST S6 имеет микропроцессор для управления процессом сварки полипропилена. Наличие меню для выбора программ облегчает сварку. Аппаратом WELDPLAST S6 выполняют сварку конструкций из листового полиэтилена и полипропилена большой толщины, пластиковых труб для безнапорных систем, а также полимерной гидроизоляции.
Сварка листов полипропилена шнековым экструдером со встроенной системой подачи горячего воздуха для нагрева массы и преднагрева сварного шва FUSION 3С возможна с максимальной производительностью до 3,5 кг/час. Экструдеры линейки FUSION не оснащаются ни дисплеем, ни температурным зондом. Сварка полипропиленовых листов экструдерами FUSION требует от сварщика больше внимания и опыта. Если сварочный шов при использовании оборудования для экструзионной сварки получается некачественным (с усадочными раковинами, пустотами), виной тому могут быть неправильно подобранные параметры сварки, присадочный материал с остаточной влагой, слишком высокая влажность воздуха, влажные руки сварщика, слишком холодная или короткая сварочная насадка, а также плохое качество самого материала.
Экструдеры линейки FUSION не оснащаются ни дисплеем, ни температурным зондом. Сварка полипропиленовых листов экструдерами FUSION требует от сварщика больше внимания и опыта. Если сварочный шов при использовании оборудования для экструзионной сварки получается некачественным (с усадочными раковинами, пустотами), виной тому могут быть неправильно подобранные параметры сварки, присадочный материал с остаточной влагой, слишком высокая влажность воздуха, влажные руки сварщика, слишком холодная или короткая сварочная насадка, а также плохое качество самого материала.
Ручной сварочный экструдер РСЭ-5 — ИТЦ-Экструдермаш
Ручной сварочный экструдер РСЭ-5
ВНИМАНИЕ! Подготовка к работе.
Перед началом работы прогреть механизм в течение 7-10 минут!
Важно! Обратите внимание, насколько прогрелась у вас насадка (башмак) Насадку надо прогреть очень хорошо, чтобы именно в насадке не образовалась пробка из застывшей экструзии.
ВНИМАНИЕ! Не допускается использование не качественного присадочного материала, а также попадание в технологическое отверстие инородных частиц (металла, дерева и др.). Подобные нарушения могут привести к поломке шнека, или его заклиниванию и выходу из строя привода.
Установить режим устройства нагрева и подачи воздуха «прогрев»(2) на максимум температуры( около 530 град.), и дать устройству поработать в течение 7-10 минут.
Примечание: (1-й режим скорости подачи воздуха на фене используем при сваривании тонких (1мм) материалов. Поток воздуха не большой, тем самым происходит щадящий нагрев. Лист не деформирует…
Примечание:
Для сварки пластиков, выставляем на фене температуру немного больше.. (Когда горячий воздух выходит из сопла экструдера, он соединяется с окружающим воздухом, и на насадке получается небольшая погрешность. Необходимо учитывать погодные условия.
Изделие готово к эксплуатации.
Эксплуатация
Сделать пробный шов. В процессе работы визуально контролировать качество сварного шва. При необходимости временного прекращения работы, экструдер следует перевести в (0) режим. При возобновлении работы вновь установить рабочий (2) режим.
Меры безопасности
Изделие соответствует всем требованиям, обеспечивающим безопасность жизни и здоровья потребителя, а также охрану окружающей среды.
Следует иметь в виду, что температура выдавливаемой массы присадочного материала, а также температура на поверхности сварочной насадки и камеры разогрева при работе составляет не менее 150 градусов по Цельсию.
Запрещается: Работать без заземления, работать в сырую погоду, работать с неисправной проводкой, применять экструдер не по предназначению, работать без свидетельства или иного разрешительного документа о прохождении обучения ручным сварочным экструдером, оставлять без присмотра, работать без предварительного разогрева экструдера(защиты от «холодного пуска» нет),вносить в конструкцию какие-либо изменения. Запрещается работа вблизи взрывоопасных жидкостей, составов, предметов, неустойчивом положении оператора и свариваемой конструкции. Запрещается передавать экструдер лицу неподготовленному и не прошедшему обучение, не имеющему разрешительного документа.. Запрещается работать в тёмное время суток, а также при плохом освещении. Запрещается работать материалами, которые выделяют токсичные вещества.
Запрещается работа вблизи взрывоопасных жидкостей, составов, предметов, неустойчивом положении оператора и свариваемой конструкции. Запрещается передавать экструдер лицу неподготовленному и не прошедшему обучение, не имеющему разрешительного документа.. Запрещается работать в тёмное время суток, а также при плохом освещении. Запрещается работать материалами, которые выделяют токсичные вещества.
Гарантия долговечной работы оборудования и качество свариваемого шва.
Экструзионная сварка — Layfield
Экструзионная сварка геомембраны
Экструзионная сварка является основным методом отделки ПЭВП и других полиолефиновых геомембранных материалов.
Экструзионная сварка — это метод отделки, при котором валик расплавленного пластика используется для сварки термопластичных геомембранных материалов. Качество экструзионного сварного шва зависит от навыков сварщика. Персонал Layfield обладает уникальной квалификацией, чтобы удовлетворить ваши требования к экструзионной сварке всех типов термопластичных геомембран.
Качество экструзионного сварного шва зависит от навыков сварщика. Персонал Layfield обладает уникальной квалификацией, чтобы удовлетворить ваши требования к экструзионной сварке всех типов термопластичных геомембран.
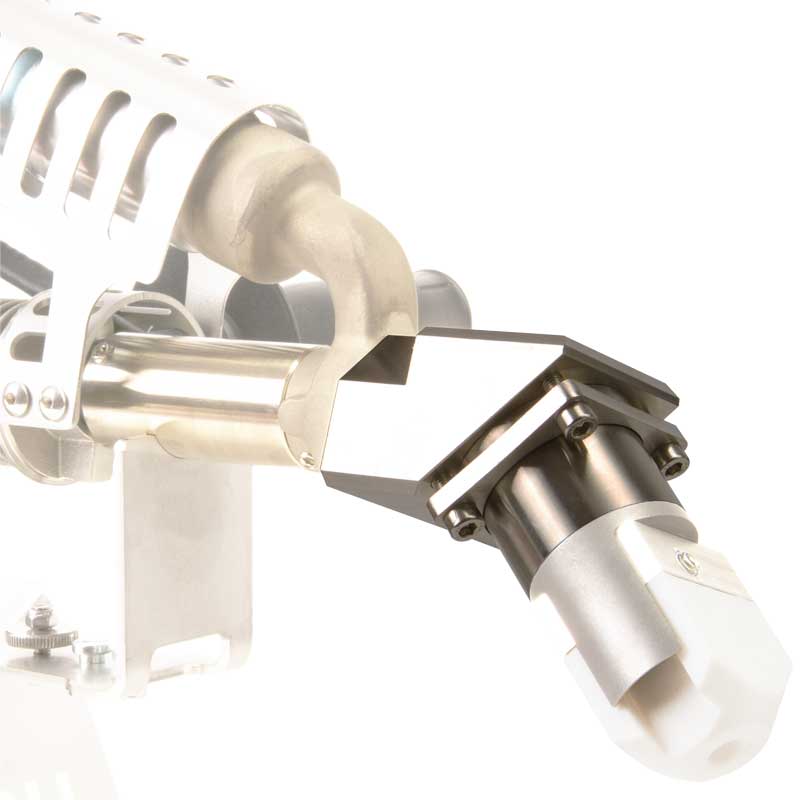
В машинах для экструзионной сварки используется нагретый цилиндр с пластикирующим шнеком для подачи расплавленного пластика к башмаку особой формы. Башмак имеет форму валика из пластика, подходящего для типа и толщины свариваемого материала. Для предварительного нагрева зоны сварки к машине для экструзионной сварки прикреплен нагнетатель горячего воздуха. Сварщик использует собственный вес для создания давления, необходимого для сварки, а оператор управляет сварочным аппаратом вручную. Экструзионные сварочные аппараты бывают разных размеров с разной производительностью.
Экструзионная сварка чаще всего выполняется на листовых материалах из полиэтилена высокой плотности. Экструзионная сварка также широко используется для Enviro Liner и полипропилена. Экструзионная сварка других термопластичных материалов не распространена.
| 1 октября 2010 г. | Экструзия (Ремонт) Сварка |
| Материал | Типы |
| Полиэтилен высокой плотности (HDPE) | 40 мил, 60 мил, 80 мил, 100 мил 40T 1 мил, 60T 1 мил, 80T 1 мил, 100T 1 мил |
| Поливинилхлорид (ПВХ) | Сварка растворителем или горячим воздухом |
| Энвиро Лайнер® | 30 мил, 40 мил |
| Полипропилен (ПП) | 36(S) 2 мил, 45(S) 2 мил |
| Армированный полиэтилен (RPE®) | Не применимо |
| Геосинтетическая глиняная подкладка (GCL) | Не применимо |
| ОПАСНОСТЬ® | HAZ535, остальные серии могут быть сварены растворителем или горячим воздухом |
| Арктический лайнер® | Сварка растворителем или горячим воздухом |
| XR-5® | Горячий воздух или специальный клей |
| Специальные вкладыши | Сварка горячим воздухом |
Примечание 1 : T относится к текстурированному геомембранному материалу (одностороннему или двустороннему). Примечание 2 : S относится к подложке из ткани в материале. | |
Экструзионная сварка представляет собой процесс с ограниченной толщиной. Количество нагретого пластика, необходимое для сварки, может расплавить тонкие листы. Экструзионная сварка требует баланса между температурой и толщиной сварочного валика. Если валик слишком толстый или температура сварки слишком высокая, может произойти деформация листа. Вообще говоря, чем толще материал, тем меньше деформации и тем лучше будет шов экструзией.Некоторые материалы, такие как полипропилен, не требуют такой высокой температуры для сварки. Это позволяет проводить экструзионную сварку более тонких материалов. Профили сварочных башмаков также адаптированы к толщине свариваемого материала, при этом почти плоские башмаки используются для тонкого листа. Для сварки тонкопленочных материалов может потребоваться специальное сварочное оборудование, создающее небольшой сварочный валик.
Экструзионная сварка является медленным процессом и обычно ограничивается отделочными работами, поперечными швами и врезками.Сварщик экструзионной сварки требуется на всех проектах HDPE для выполнения отделочных работ, которые не может выполнить сварщик клиньев. Обычно клиновая сварка используется для всех производственных сварных швов, а экструзионная сварка используется для проходки труб и чистовой сварки. Для работы экструзионного сварочного аппарата требуется минимальный зазор. В проходках и отстойниках труб под трубой должен быть зазор не менее 600 мм (24 дюйма) для проведения сварки.
Перед началом экструзионной сварки на отдельных кусках проектируемого материала в условиях объекта подготавливается пробный сварной шов.Этот квалификационный сварной шов используется для подтверждения настроек сварщика. Изготавливается короткий отрезок сварного шва (около 1 м), берутся купоны и испытываются на разрушение. Если испытания соответствуют спецификациям проекта, можно приступать к сварке. Если испытания не пройдены, сварщик корректируется и переаттестуется.
Если испытания не пройдены, сварщик корректируется и переаттестуется.
Экструзионные сварные швы также обычно проверяются с помощью разрушающих испытаний. Бригады Layfield оснащены полевыми портативными тензиометрами для полевых разрушающих испытаний. Сварные швы испытывают на сдвиг и отрыв.Испытание на сдвиг является основным испытанием на прочность сварного шва, в то время как испытание на отслаивание используется для подтверждения качества сварного шва. Из-за расположения экструзионного сварного шва испытание на отслаивание можно проводить только с одной стороны. Спецификации для испытаний на сдвиг и отслаивание содержатся в буклете со спецификациями геомембраны и в этом разделе в разделе спецификаций HDPE.
Завершенные сварные швы экструзией обычно проверяются с помощью вакуумной камеры. Шов заливают мыльной водой, сверху помещают прозрачную коробку и применяют вакуум.Дефекты проявляются в виде потока пузырьков в вакуумной камере. Для получения подробной информации о тестировании в вакуумной камере см. техническую записку Layfield по тестированию.
техническую записку Layfield по тестированию.
Сварка в полевых условиях требует, чтобы свариваемые поверхности были чистыми и сухими. Также могут быть ограничения из-за температуры и других факторов окружающей среды. Сварщики экструзионной сварки могут быть чувствительны к присутствию влаги в зоне сварки, но вентилятор предварительного нагрева имеет тенденцию сохранять зону сварки сухой в большинстве условий. Экструзионная сварка в экстремально холодную погоду может быть ограничена; более подробную информацию см. в технической записке Layfield по сварке при холодной температуре.
Подготовка к экструзионной сварке включает очистку и шлифовку свариваемых участков, а затем прихватку заплаты или нахлеста с помощью ручной сварки горячим воздухом. Прихваточный шов удерживает материал на месте во время операций шлифовки и сварки. Все заплатки должны иметь закругленные углы.
Экструзионная сварка листа HDPE требует шлифовки перед сваркой. Пленки HDPE окисляются на поверхности при воздействии на них, и метод экструзионной сварки требует удаления этого слоя окисления. Экструзионные сварные швы готовят шлифованием абразивным кругом непосредственно перед сваркой. При шлифовке должно сниматься не более 10% толщины материала футеровки. Направление следов шлифования не имеет значения, было показано, что как параллельное, так и перпендикулярное шлифование эффективны при условии, что следы шлифования не выходят за пределы зоны сварки. Подготовка зоны шва шлифовкой должна производиться не более чем за 45 мин до начала сварки. Шлифование поверхности не всегда требуется для материалов из полипропилена или Enviro Liner (в зависимости от условий на месте), однако обычной практикой является придание шероховатости проволочным кругом.
Экструзионные сварные швы готовят шлифованием абразивным кругом непосредственно перед сваркой. При шлифовке должно сниматься не более 10% толщины материала футеровки. Направление следов шлифования не имеет значения, было показано, что как параллельное, так и перпендикулярное шлифование эффективны при условии, что следы шлифования не выходят за пределы зоны сварки. Подготовка зоны шва шлифовкой должна производиться не более чем за 45 мин до начала сварки. Шлифование поверхности не всегда требуется для материалов из полипропилена или Enviro Liner (в зависимости от условий на месте), однако обычной практикой является придание шероховатости проволочным кругом.
Из-за большой массы материала, выдавливаемого в экструзионный сварочный валик, возникают потенциальные проблемы с концентрацией напряжений во время охлаждения. Для предотвращения образования напряжений в экструзионном сварном шве существуют два ограничения. Первое ограничение заключается в том, что экструзионные швы нельзя охлаждать искусственно воздухом или водой. Второе ограничение заключается в том, что рядом друг с другом можно размещать не более двух экструзионных буртиков.
Второе ограничение заключается в том, что рядом друг с другом можно размещать не более двух экструзионных буртиков.
Экструзионная сварка очень чувствительна к присутствию влаги, и распространенной проблемой является просачивание влаги из зоны нахлеста во время сварки.Поскольку экструзионные сварные швы часто ремонтируются, перед сваркой в дефект может попасть значительное количество воды. В некоторых случаях может быть очень трудно контролировать эту воду, чтобы можно было выполнить сварку. Один из методов заключается в том, чтобы поместить временную заплату поверх протекающего дефекта и заклеить ее лентой или другим герметиком. Затем прихватывается заплата большего размера и нормально приваривается. Жертвенный пластырь остается под готовым пластырем.
Если у вас есть какие-либо вопросы относительно экструзионной сварки или установки на месте, обратитесь к представителю Layfield.
Лейстер WELDPLAST S1 | Аппарат для экструзионной сварки ПНД
Leister WELDPLAST S1 — это высокопроизводительный аппарат для экструзионной сварки ПНД, который может работать практически со всеми видами пластика.
Пистолет для экструзионной сварки способен обеспечить выходной объем до 2,5 фунтов. час (ПВХ) и 1,8 фунта. в час (ПЭНД). WELDPLAST S1 может работать с такими материалами, как HD-PE, LD-PE, PVC-C, PVC-U, PVDF, PP, PA и ECTFE.
Чтобы упростить сварку и сделать ее более точной, экструзионная сварочная горелка поставляется с предварительно загруженными сварочными профилями.Многофункциональная панель позволяет пользователям выбирать один из предопределенных профилей сварки в соответствии с обрабатываемым материалом.
Leister WELDPLAST S1 — один из лучших сварочных инструментов Leister благодаря универсальному, эргономичному, инновационному и удобному дизайну. Он прост в использовании, несмотря на то, что оснащен ведущими в отрасли функциями и лучшими в своем классе технологиями. Пистолет для экструзионной сварки также имеет светодиодный индикатор и встроенную точку для подвешивания.
Несмотря на все свои особенности, вес оборудования составляет всего 10 фунтов. и имеет длину всего около 17 дюймов, что позволяет легко работать даже в течение долгих часов. Удобный инструмент можно оснастить сварочными прутьями диаметром 3-4 мм в зависимости от выполняемой работы.
и имеет длину всего около 17 дюймов, что позволяет легко работать даже в течение долгих часов. Удобный инструмент можно оснастить сварочными прутьями диаметром 3-4 мм в зависимости от выполняемой работы.
Машина для экструзионной сварки полиэтилена высокой плотности имеет следующие особенности:
- Доступен в версиях 230 В/1600 Вт
- Высокофункциональный и эргономичный дизайн
- Удобные области захвата
- Невероятная выходная мощность 1,76 фунта. в час (ПЭНД)
- Поразительные 2,5 фунта. производительность в час с ПВХ
- Встроенный светодиодный индикатор и точка для подвешивания
- Работает практически со всеми типами пластика
- Регулируемый объем воздуха благодаря воздуходувке BL
- Встроенные параметры сварки
- Многофункциональная панель управления
- 100% сделано в Швейцарии
Аппарат для экструзионной сварки полиэтилена высокой плотности может использоваться для следующих применений:
 com/embed/jwjOVGS0oQk» frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/jwjOVGS0oQk» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Для получения дополнительной информации об аппарате для экструзионной сварки ПНД Leister Weldplast S1 загрузите брошюру ниже или просто свяжитесь с нами ЗДЕСЬ!
Машина для экструзионной сварки пластмасс JC-1600-JMR — Машины и инструменты JC
Описание
Пистолет для экструзии пластмасс представляет собой новый тип сварочного аппарата с горячим воздухом, который импортирует передовые зарубежные технологии, хорошо разработанные.Основные компоненты (фен и приводной двигатель) изготовлены из импортных фирменных аксессуаров, имеют стабильную работу, длительный срок службы; Это две независимые системы, одна для предварительного нагрева сырья, другая для экструзии сварочного прутка. Разумная структура, удобное управление, непрерывная сварка, высокая эффективность работы, мощная экструзия, что значительно повышает прочность сварного шва. Это идеальный продукт для различных процессов сварки термопластов.
Этот продукт состоит из двух основных компонентов: части предварительного нагрева сырья горячим воздухом и части экструзии сварочного стержня.Часть горячего воздуха с регулируемым регулятором температуры для автоматического нагрева, а часть экструзии с независимой термостатической системой управления нагревом для независимой подачи горячего воздуха. Легко регулировать скорость экструзии и использовать шнековую экструзию для мощного давления экструзии. Равномерное использование источника питания для сварки пластиковых листов, труб и других термопластичных изделий, особенно для обоих концов полых стеновых труб большого диаметра, производства труб и ремонта труб и так далее. Доступные сварочные материалы: термопласт HDPE, PP, PVDF, особенно PE.Не применяйте в токопроводящем пластике (PE-EL) и не вызывайте токопроводящее короткое замыкание.
Замена различных сварочных насадок, может применяться:
1) Сварка пластиковых контейнеров, сшивание и т. д.;
2) Сварка, ремонт, сварка, герметизация и т. д. пластиковых труб большого диаметра;
д. пластиковых труб большого диаметра;
3) Более толстые пластиковые мембраны, сращивание геомембраны, латание и так далее.
JC-1600-JMR Высокая мощность руки Equarter

 Равномерное использование источника питания 220 В для сварки пластиковых листов, труб и других термопластичных изделий, особенно для обоих концов полых стеновых труб большого диаметра, производства труб и ремонта труб и так далее.
Равномерное использование источника питания 220 В для сварки пластиковых листов, труб и других термопластичных изделий, особенно для обоих концов полых стеновых труб большого диаметра, производства труб и ремонта труб и так далее.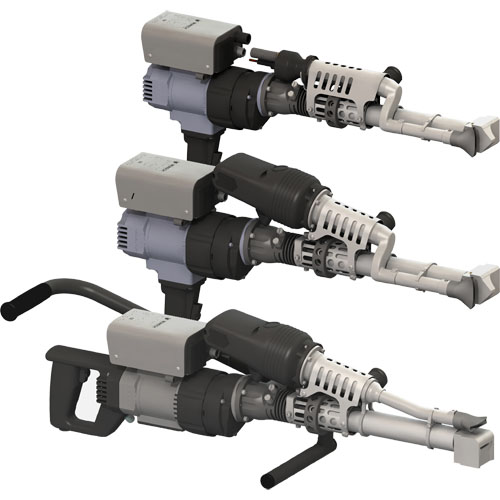

 Следовательно, необходимо идентифицировать пластиковый материал и выбрать подходящий сварочный электрод. Основная сварочная операция начинается с подготовки сварочного прутка. Обрежьте конец до кончика карандаша, используя нож для обрезки или бокорезы; это обеспечивает постепенное заполнение V-образной канавки, особенно там, где она начинается в центре панели, предотвращая образование выпуклых выступов пластика.Установите сопло для скоростной сварки на энергетический инструмент WELDY, установите правильную температуру материала и дайте инструментам прогреться в течение нескольких минут перед запуском. Вставьте обрезанный сварочный стержень через устройство подачи сопла так, чтобы его нижняя сторона выступала примерно на 5 мм. Держите инструмент так, чтобы подошва сопла для скоростной сварки проходила вдоль трещины параллельно поверхности детали. Выступающий стержень должен находиться за началом V-образной канавки, чтобы тепло направлялось на начальную точку сварки.Когда на поверхности пластика появятся признаки легкого намокания, переместите сварочную насадку вдоль канавки.
Следовательно, необходимо идентифицировать пластиковый материал и выбрать подходящий сварочный электрод. Основная сварочная операция начинается с подготовки сварочного прутка. Обрежьте конец до кончика карандаша, используя нож для обрезки или бокорезы; это обеспечивает постепенное заполнение V-образной канавки, особенно там, где она начинается в центре панели, предотвращая образование выпуклых выступов пластика.Установите сопло для скоростной сварки на энергетический инструмент WELDY, установите правильную температуру материала и дайте инструментам прогреться в течение нескольких минут перед запуском. Вставьте обрезанный сварочный стержень через устройство подачи сопла так, чтобы его нижняя сторона выступала примерно на 5 мм. Держите инструмент так, чтобы подошва сопла для скоростной сварки проходила вдоль трещины параллельно поверхности детали. Выступающий стержень должен находиться за началом V-образной канавки, чтобы тепло направлялось на начальную точку сварки.Когда на поверхности пластика появятся признаки легкого намокания, переместите сварочную насадку вдоль канавки. Носок насадки должен упираться в паз штока, а под пяткой должен быть воздушный зазор 3 мм. Постепенно вставляйте стержень в сопло с усилием руки вниз около 2,5 кг, достаточным для того, чтобы протолкнуть размягченный стержень в канавку. Чтобы оценить, как ощущается давление в 2,5 кг, возьмите короткий кусок сварочного стержня и используйте его, чтобы надавить на установленные весы, пока не будет зарегистрировано 2,5 кг. (Не применяйте направленное вниз усилие к сварному шву с помощью самого термофена).По возможности сварку следует выполнять одним непрерывным проходом по контуру трещины. Желаю удачной сварки!
Носок насадки должен упираться в паз штока, а под пяткой должен быть воздушный зазор 3 мм. Постепенно вставляйте стержень в сопло с усилием руки вниз около 2,5 кг, достаточным для того, чтобы протолкнуть размягченный стержень в канавку. Чтобы оценить, как ощущается давление в 2,5 кг, возьмите короткий кусок сварочного стержня и используйте его, чтобы надавить на установленные весы, пока не будет зарегистрировано 2,5 кг. (Не применяйте направленное вниз усилие к сварному шву с помощью самого термофена).По возможности сварку следует выполнять одним непрерывным проходом по контуру трещины. Желаю удачной сварки!
 Это повышает эффективность экструзии труб и стержней/резьбы.
Это повышает эффективность экструзии труб и стержней/резьбы. 5
5 Мы поддерживаем обслуживание OEM/ODM
для зарубежных клиентов. Также у нас более 10 лет опыта экспорта.
Мы поддерживаем обслуживание OEM/ODM
для зарубежных клиентов. Также у нас более 10 лет опыта экспорта.  Контроль качества, Исходящий контроль качества, Контроль окружающей среды, Продукт
Система отслеживания, внутренние аудиты и калибровка, контроль оборудования
техническое обслуживание, контроль несоответствующих материалов и т. д.
Контроль качества, Исходящий контроль качества, Контроль окружающей среды, Продукт
Система отслеживания, внутренние аудиты и калибровка, контроль оборудования
техническое обслуживание, контроль несоответствующих материалов и т. д. ..
..
 ..
..
 ..
.. пластиковых линий по производству труб из полипропилена, полиэтилена, ПВХ и диаметром от 16 до 63 мм…
пластиковых линий по производству труб из полипропилена, полиэтилена, ПВХ и диаметром от 16 до 63 мм… Этот вид труб обладает хорошей ударопрочностью, химической стойкостью и термостойкостью.
Этот вид труб обладает хорошей ударопрочностью, химической стойкостью и термостойкостью. , ООО
, ООО
 ..
.. ..
.. Таким образом, это предпочтительная газовая и водопроводная труба…
Таким образом, это предпочтительная газовая и водопроводная труба… · Наша машина для экструзии полиэтиленовых труб может обрабатывать различные виды PO-материалов: PP, PPR, PERT, PB, PEX-B и т. д. Наша машина для экструзии труб из ПВХ может производить трубы из ПВХ диаметром от Ø16 до Ø1000 мм. Трубы из ПВХ могут использоваться для водоснабжения, водоснабжения …
· Наша машина для экструзии полиэтиленовых труб может обрабатывать различные виды PO-материалов: PP, PPR, PERT, PB, PEX-B и т. д. Наша машина для экструзии труб из ПВХ может производить трубы из ПВХ диаметром от Ø16 до Ø1000 мм. Трубы из ПВХ могут использоваться для водоснабжения, водоснабжения … 2356 лайков · 20 разговоров об этом. пластиковые линии по производству труб из ПП ПЭ ПВХ материалов и диаметром от 16 до 63 мм,…
2356 лайков · 20 разговоров об этом. пластиковые линии по производству труб из ПП ПЭ ПВХ материалов и диаметром от 16 до 63 мм,… ..
.. Д. Область.Наша машина может производить однослойные или многослойные листы и картоны из пластика .
Д. Область.Наша машина может производить однослойные или многослойные листы и картоны из пластика .
 ..
.. Заказ: 1 комплект
Заказ: 1 комплект , Ltd.
, Ltd. пластмассы Qingdao Hanhai, Ltd…
пластмассы Qingdao Hanhai, Ltd… ..
..