Процесс образования электрической дуги и способы ее гашения
При размыкании электрической цепи возникает электрический разряд в виде электрической дуги. Для появления электрической дуги достаточно, чтобы напряжение на контактах было выше 10 В при токе в цепи порядка 0,1А и более. При значительных напряжениях и токах температура внутри дуги может достигать 3 — 15 тыс. °С, в результате чего плавятся контакты и токоведущие части.
При напряжениях 110 кВ и выше длина дуги может достигать нескольких метров. Поэтому электрическая дуга, особенно в мощных силовых цепях, на напряжение выше 1 кВ представляет собой большую опасность, хотя серьезные последствия могут быть и в установках на напряжение ниже 1 кВ. Вследствие этого электрическую дугу необходимо максимально ограничить и быстро погасить в цепях на напряжение как выше, так и ниже 1 кВ.
Причины возникновения электрический дуги
Процесс образования электрической дуги может быть упрощенно представлен следующим образом. При расхождении контактов вначале уменьшается контактное давление и соответственно контактная поверхность, увеличиваютсяпереходное сопротивление ( плотность тока и температура — начинаются местные (на отдельных участках площади контактов) перегревы, которые в дальнейшем способствуют термоэлектронной эмиссии, когда под воздействием высокой температуры увеличивается скорость движения электронов и они вырываются с поверхности электрода.
При расхождении контактов вначале уменьшается контактное давление и соответственно контактная поверхность, увеличиваютсяпереходное сопротивление ( плотность тока и температура — начинаются местные (на отдельных участках площади контактов) перегревы, которые в дальнейшем способствуют термоэлектронной эмиссии, когда под воздействием высокой температуры увеличивается скорость движения электронов и они вырываются с поверхности электрода.
В момент расхождения контактов, то есть разрыва цепи, на контактном промежутке быстро восстанавливается напряжение. Поскольку при этом расстояние между контактами мало, возникаетэлектрическое поле высокой напряженности, под воздействием которого с поверхности электрода вырываются электроны. Они разгоняются в электрическом поле и при ударе в нейтральный атом отдают ему свою кинетическую энергию. Если этой энергии достаточно, чтобы оторвать хотя бы один электрон с оболочки нейтрального атома, то происходит процесс ионизации.
Образовавшиеся свободные электроны и ионы составляют плазму ствола дуги, то есть ионизированного канала, в котором горит дуга и обеспечивается непрерывное движение частиц. При этом отрицательно заряженные частицы, в первую очередь электроны, движутся в одном направлении (к аноду), а атомы и молекулы газов, лишенные одного или нескольких электронов, — положительно заряженные частицы — в противоположном направлении (к катоду). Проводимость плазмы близка к проводимости металлов.
При этом отрицательно заряженные частицы, в первую очередь электроны, движутся в одном направлении (к аноду), а атомы и молекулы газов, лишенные одного или нескольких электронов, — положительно заряженные частицы — в противоположном направлении (к катоду). Проводимость плазмы близка к проводимости металлов.
В стволе дуги проходит большой ток и создается высокая температура. Такая температура ствола дуги приводит к термоионизации — процессу образования ионов вследствие соударения молекул и атомов, обладающих большой кинетической энергией при высоких скоростях их движения (молекулы и атомы среды, где горит дуга, распадаются на электроны и положительно заряженные ионы). Интенсивная термоионизация поддерживает высокую проводимость плазмы. Поэтому падение напряжения по длине дуги невелико.
В электрической дуге непрерывно протекают два процесса: кроме ионизации, также деионизация атомов и молекул. Последняя происходит в основном путем диффузии, то есть переноса заряженных частиц в окружающую среду, и рекомбинации электронов и положительно заряженных ионов, которые воссоединяются в нейтральные частицы с отдачей энергии, затраченной на их распад. При этом происходит теплоотвод в окружающую среду.
При этом происходит теплоотвод в окружающую среду.
Таким образом, можно различить три стадии рассматриваемого процесса: зажигание дуги, когда вследствие ударной ионизации и эмиссии электронов с катода начинается дуговой разряд и интенсивность ионизации выше, чем деионизации, устойчивое горение дуги, поддерживаемое термоионизацией в стволе дуги, когда интенсивность ионизации и деионизации одинакова, погасание дуги, когда интенсивность деионизации выше, чем ионизации.
Способы гашения дуги в коммутационных электрических аппаратах
Для того чтобы отключить элементы электрической цепи и исключить при этом повреждение коммутационного аппарата, необходимо не только разомкнуть его контакты, но и погасить появляющуюся между ними дугу. Процессы гашения дуги, так же как и горения, при переменном и постоянном токе различны. Это определяется тем, что в первом случае ток в дуге каждый полупериод проходит через нуль. В эти моменты выделение энергии в дуге прекращается и дуга каждый раз самопроизвольно гаснет, а затем снова загорается.
Практически ток в дуге становится близким нулю несколько раньше перехода через нуль, так как при снижении тока энергия, подводимая к дуге, уменьшается, соответственно снижается температура дуги и прекращается термоионизация. При этом в дуговом промежутке интенсивно идет процесс деионизации. Если в данный момент разомкнуть и быстро развести контакты, то последующий электрический пробой может не произойти и цепь будет отключена без возникновения дуги. Однако практически это сделать крайне сложно, и поэтому принимают специальные меры ускоренного гашения дуги, обеспечивающие охлаждение дугового пространства и уменьшение числа заряженных частиц.
Удлинение дуги
При расхождении контактов в процессе отключения электрической цепи возникшая дуга растягивается. При этом улучшаются условия охлаждения дуги, так как увеличивается ее поверхность и для горения требуется большее напряжение.
Деление длинной дуги на ряд коротких дуг
Если дугу, образовавшуюся при размыкании контактов, разделить на К коротких дуг, например затянув ее в металлическую решетку, то она погаснет.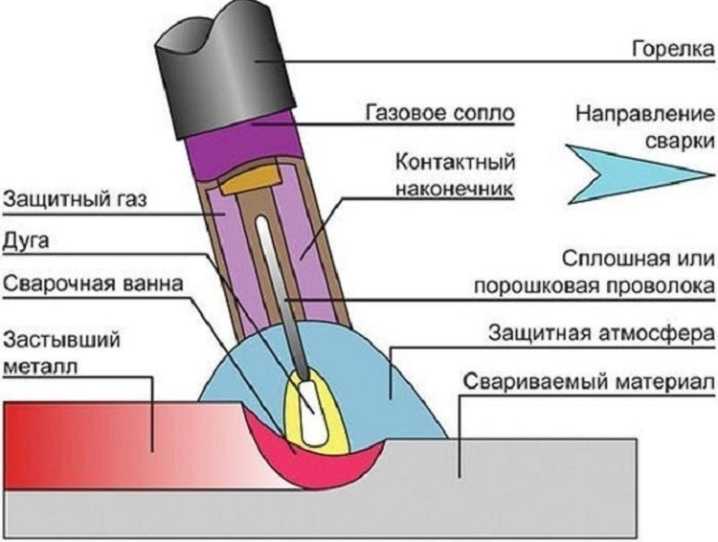 Дуга обычно затягивается в металлическую решетку под воздействием электромагнитного поля, наводимого в пластинах решетки вихревыми токами. Этот способ гашения дуги широко используется в коммутационных аппаратах на напряжение ниже 1 кВ, в частности в автоматических воздушных выключателях.
Дуга обычно затягивается в металлическую решетку под воздействием электромагнитного поля, наводимого в пластинах решетки вихревыми токами. Этот способ гашения дуги широко используется в коммутационных аппаратах на напряжение ниже 1 кВ, в частности в автоматических воздушных выключателях.
Охлаждение дуги в узких щелях
Гашение дуги в малом объеме облегчается. Поэтому в коммутационных аппаратах широко используют дугогасительные камеры с продольными щелями (ось такой щели совпадает по направлению с осью ствола дуги). Такая щель обычно образуется в камерах из изоляционных дугостойких материалов. Благодаря соприкосновению дуги с холодными поверхностями происходят ее интенсивное охлаждение, диффузия заряженных частиц в окружающую среду и соответственно быстрая деионизация.
Кроме щелей с плоскопараллельными стенками, применяют также щели с ребрами, выступами, расширениями (карманами). Все это приводит к деформации ствола дуги и способствует увеличению площади соприкосновения ее с холодными стенками камеры.
Втягивание дуги в узкие щели обычно происходит под действием магнитного поля, взаимодействующего с дугой, которая может рассматриваться как проводник с током.
Внешнее магнитное поле для перемещения дуги наиболее часто обеспечивают за счет катушки, включаемой последовательно с контактами, между которыми возникает дуга. Гашение дуги в узких щелях используют в аппаратах на все напряжения.
Гашение дуги высоким давлением
При неизменной температуре степень ионизации газа падает с ростом давления, при этом возрастает теплопроводность газа. При прочих равных условиях это приводит к усиленному охлаждению дуги. Гашение дуги при помощи высокого давления, создаваемого самой же дугой в плотно закрытых камерах, широко используется в плавких предохранителях и ряде других аппаратов.
Гашение дуги в масле
Если контакты выключателя помещены в масло, то возникающая при их размыкании дуга приводит к интенсивному испарению масла. В результате вокруг дуги образуется газовый пузырь (оболочка), состоящий в основном из водорода (70. ..80 %), а также паров масла. Выделяемые газы с большой скоростью проникают непосредственно в зону ствола дуги, вызывают перемешивание холодного и горячего газа в пузыре, обеспечивают интенсивное охлаждение и соответственно деионизацию дугового промежутка. Кроме того, деионизирующую способность газов повышает создаваемое при быстром разложении масла давление внутри пузыря.
..80 %), а также паров масла. Выделяемые газы с большой скоростью проникают непосредственно в зону ствола дуги, вызывают перемешивание холодного и горячего газа в пузыре, обеспечивают интенсивное охлаждение и соответственно деионизацию дугового промежутка. Кроме того, деионизирующую способность газов повышает создаваемое при быстром разложении масла давление внутри пузыря.
Интенсивность процесса гашения дуги в масле тем выше, чем ближе соприкасается дуга с маслом и быстрее движется масло по отношению к дуге. Учитывая это, дуговой разрыв ограничивают замкнутым изоляционным устройством — дугогасительной камерой. В этих камерах создается более тесное соприкосновение масла с дугой, а при помощи изоляционных пластин и выхлопных отверстий образуются рабочие каналы, по которым происходит движение масла и газов, обеспечивая интенсивное обдувание (дутье) дуги.
Дугогасительные камеры по принципу действия разделяют на три основные группы: с автодутьем, когда высокие давление и скорость движения газа в зоне дуги создаются за счет выделяющейся в дуге энергии, с принудительным масляным дутьем при помощи специальных нагнетающих гидравлических механизмов, с магнитным гашением в масле, когда дуга под действием магнитного поля перемещается в узкие щели.
Наиболее эффективны и просты дугогасительные камеры с автодутьем. В зависимости от расположения каналов и выхлопных отверстий различают камеры, в которых обеспечивается интенсивное обдувание потоками газопаровой смеси и масла вдоль дуги (продольное дутье) или поперек дуги (поперечное дутье). Рассмотренные способы гашения дуги широко используются в выключателях на напряжение выше 1 кВ.
Другие способы гашения дуги в аппаратах на напряжение выше 1 кВ
Кроме указанных выше способов гашения дуги, используют также: сжатый воздух, потоком которого вдоль или поперек обдувается дуга, обеспечивая ее интенсивное охлаждение (вместо воздуха применяются и другие газы, часто получаемые из твердых газогенерирующих материалов — фибры, винипласта и т. п. — за счет их разложения самой горящей дугой), элегаз (шестифтористая сера), обладающий более высокой электрической прочностью, чем воздух и водород, в результате чего дуга, горящая в этом газе, даже при атмосферном давлении достаточно быстро гасится, высокоразреженный газ (вакуум), при размыкании контактов в котором дуга не загорается вновь (гаснет) после первого прохождения тока через нуль.
В результате деионизации постепенно увеличивается электрическая прочность промежутка и одновременно растет восстанавливающееся напряжение на нем. От соотношения этих величин и зависит, загорится ли на очередную половину периода дуга или нет. Если электрическая прочность промежутка возрастает быстрее и оказывается больше восстанавливающего напряжения, дуга больше не загорится, в противном же случае будет обеспечено устойчивое горение дуги. Первое условие и определяет задачу гашения дуги.
В коммутационных аппаратах используют различные способы гашения дуги.
Электрическая дуга, способы сварки и сварные соединения
Природа сварочной дуги
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров.
По длине дугового промежутка дуга разделяется на три области (рис. 1): катодную, анодную и находящийся между ними столб дуги. Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней.
Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400 — 2700°С. На нем выделяется до 38% общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области UK составляет порядка 12 — 17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Uк составляет порядка 2 — 11 В. Протяженность этой области также мала.
Падение напряжения в ней Uк составляет порядка 2 — 11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами.

Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры- сила тока и напряжение- находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2).
С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается выше, с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги.
Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги.
Это обусловлено тем, что с увеличением силы тока увеличиваются площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуга. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными.
Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки. При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 3).
Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки. При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуга. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой- к резкому возрастанию напряжения и ее обрыву.
Особенности дуги на переменном токе
При сварке на постоянном токе в установившемся режиме все процессы в дуге протекают с определенной скоростью и горение дуги отличается высокой стабильностью.
При питании дуга переменным током полярность электрода и изделия, а также условия существования дугового разряда периодически изменяются. Так, дуга переменного тока промышленной частоты 50 Гц погасает и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали.
Так, дуга переменного тока промышленной частоты 50 Гц погасает и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали.
Одновременно изменяется и направление движения заряженных частиц в дуговом промежутке. В условиях пониженной температуры активных пятен и степени ионизации в дуговом промежутке повторное зажигание дуги в начале каждого полупериода происходит только при повышенном напряжении между электродами, именуемым пиком зажигания или напряжением повторного зажигания дуги. Пик зажигания всегда выше напряжения дуги, соответствующего стабильному режиму ее горения. При этом величина пика зажигания несколько выше в тех случаях, когда катодное пятно находится на основном металле. Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. Деионизация и охлаждение дугового промежутка возрастают с увеличением длины дуги, что приводит к необходимости дополнительного повышения пика зажигания и влечет снижение устойчивости дуги. Поэтому затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей ее длине, чем для постоянного тока. При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается.
При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается.
С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания является важной характеристикой -дуги переменного тока и оказывает существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавящимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
При сварке плавящимся электродом, близким по составу к основному металлу, на режимах, обеспечивающих устойчивое горение дуги, выпрямляющее действие дуги незначительно и кривые тока и напряжения располагаются практически симметрично относительно оси абсцисс.
Технологические свойства дуги
Под технологическими свойствами сварочной дуги понимают совокупность ее теплового, механического и физико-химического воздействия на электроды, определяющие интенсивность плавления электрода, характер его переноса, проплавление основного металла, формирование и качество шва. К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки.
К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки.
Важными технологическими характеристиками дуги являются зажигание и стабильность горения дуги. Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, межэлектродного промежутка и его длины. Для надежного обеспечения процесса зажигания дуй? необходимо подведение к электродам достаточного напряжения холостого хода источника питания дуги, но в то же время безопасного для работающего. Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2 — 2,5 раза, а на постоянном токе — в 1,2 — 1,4 раза. Дуга зажигается от нагрева электродов; возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Вторым условием является наличие ионизации в дуговом промежутке. Степень протекания этого процесса зависит от химического состава электродов и газовой среды в дуговом промежутке. Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее — стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др.
К технологическим характеристикам дуги относятся также пространственная устойчивость и эластичность. Под этим понимают способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отклонения и перемещения без затухания под воздействием внешних факторов. Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может взаимодействовать. При этом взаимодействии наблюдается отклонение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 6).
Возникновение его объясняется тем, что в местах изменения направления тока создаются напряженности магнитного поля. Дуга является своеобразной газовой вставкой между электродами и как любой проводник взаимодействует с магнитными полями. При этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может перемещаться, как любой проводник, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс.
Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс.
Возникновение магнитного дутья вызывает непровары и ухудшение формирования швов. Устранить его можно за счет изменения места токоподвода к изделию или угла наклона электрода, временным размещением балластных ферромагнитных масс у сварного соединения, позволяющих выравнивать несимметричность магнитных полей, а также заменой постоянного тока переменным.
Понятие о сварке и ее сущность
Сложные конструкции, как правило, получают в результате объединения между собой отдельных элементов (деталей, агрегатов, узлов). Такие объединения могут выполняться с помощью разъемных или неразъемных соединений.
Такие объединения могут выполняться с помощью разъемных или неразъемных соединений.
В соответствии с ГОСТ 2601-74 сварка определяется как процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании или совместным действием того и другого.
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов — пластмасс, керамик или их сочетаний.
Для получения сварных соединений не требуется применения каких-либо специальных соединительных элементов (заклепок, накладок и т. п.). Образование неразъемного соединения в них обеспечивается за счет проявления действия внутренних сил системы. При этом происходит образование связей между атомами металла соединяемых деталей. Для сварных соединений характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов.
Для получения сварного соединения совершенно недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи могут установиться только тогда, когда соединяемые атомы получат некоторую дополнительную энергию, необходимую для преодоления существующего между ними определенного энергетического барьера. При этом атомы достигают состояния равновесия в. действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
Сближение свариваемых частей и приложение энергии активации — необходимые условия для образования неразъемных сварных соединений.
В зависимости от вида активации при выполнении соединений различают два вида сварки: плавлением и давлением. При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Оплавленные поверхности кромок покрываются расплавленным металлом, который, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован или только за счет расплавления металла свариваемых кромок, или за счет их и дополнительного введения в сварочную ванну расплавляемой присадки.
При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован или только за счет расплавления металла свариваемых кромок, или за счет их и дополнительного введения в сварочную ванну расплавляемой присадки.
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации и течению металла облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых способах сварки давлением нагрев может производиться до оплавления металла свариваемых поверхностей.
Классификация видов сварки
В настоящее время различают более 150 видов сварочных процессов. ГОСТ 19521-74 устанавливает классификацию сварочных процессов по основным физическим, техническим и технологическим признакам.
Основой физических признаков классификации является форма энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки относят к одному из трех классов: термическому, термомеханическому и механическому.
По физическим признакам все виды сварки относят к одному из трех классов: термическому, термомеханическому и механическому.
К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, — газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др.
К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления,— контактную, диффузионную, газо- и дугопрессовую, кузнечную и др.
К механическому классу относят все виды сварки давлением, осуществляемые с использованием механической энергии, — холодная, трением, ультразвуковая, взрывом и др.
К техническим признакам классификации сварочных процессов относят способы защиты металла в зоне сварки, непрерывность процесса и степень его механизации (рис. 7).
Технологические признаки классификации устанавливаются для каждого вида сварки отдельно. Например, вид дуговой сварки может быть классифицирован по следующим признакам: виду электрода, характеру защиты, уровню автоматизации и т. п.
Например, вид дуговой сварки может быть классифицирован по следующим признакам: виду электрода, характеру защиты, уровню автоматизации и т. п.
Основные разновидности дуговой сварки
Источником нагрева при дуговых способах сварки является сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания такого разряда нужной продолжительности необходимо применение специальных источников питания дуги (ИПД). Для питания дуги переменным током применяют сварочные трансформаторы, при постоянном токе- сварочные генераторы или сварочные выпрямители. На рис. 8 показана схема электрической цепи дуговой сварки.
Разработка дуговой сварки обусловлена открытием электрической дуги в 1802 г. русским физиком В.В. Петровым. Впервые для соединения металлических частей с помощью электрической дуги, горящей между неплавящимся угольным электродом и свариваемым изделием, было осуществлено Н. Н. Бенардосом в 1882 г. При необходимости в сварочную ванну дополнительно подавался присадочный материал. В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
Н. Бенардосом в 1882 г. При необходимости в сварочную ванну дополнительно подавался присадочный материал. В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
Дальнейшее совершенствование дуговой сварки шло по двум направлениям: 1) изыскание средств защиты и обработки расплавленного металла сварочной ванны; 2) автоматизация процесса. По характеру защиты свариваемого металла и сварочной ванны от окружающей среды могут быть выделены способы дуговой сварки с шлаковой, газошлаковой и газовой защитой. По степени автоматизации процесса способы разделяют на ручную, механизированную и автоматическую сварку. Ниже приводятся характеристики и описание основных разновидностей дуговой сварки.
Ниже приводятся характеристики и описание основных разновидностей дуговой сварки.
Дуговая сварка покрытыми электродами (рис. 9). При этом способе процесс выполняется вручную. Сварочные электроды могут быть плавящиеся — стальные, медные, алюминиевые и др. — и неплавящиеся — угольные, графитовые, вольфрамовые.
Наиболее широко применяют сварку стальными электродами, имеющими на поверхности электродное покрытие. Покрытие электродов готовится из порошкообразной смеси различных компонентов и наносится на поверхность стального стержня в виде затвердевающей пасты. Его назначение — повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, и улучшить качество сварки. Сварной шов образуют за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную осуществляет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемого шва. Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее — малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее — малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Дуговая сварка под флюсом (рис. 10). Электрическая дуга горит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом. Сварочный электрод выполнен в виде проволоки, свернутой в кассету и автоматически подаваемой в зону сварки. Перемещение дуги вдоль свариваемых кромок может выполняться или вручную, или с помощью специального привода. В первом случае процесс ведется с помощью сварочных полуавтоматов, во втором — сварочных автоматов. Дуговая сварка под флюсом отличается высокой производительностью и качеством получаемых соединений. К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
Дуговая сварка в защитных газах (рис. 11). Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов. При этом можно использовать как неплавящийся, так и плавящийся электроды, а выполнять процесс ручным, механизированным или автоматическим способом. При сварке неплавящимся электродом применяют присадочную проволоку, при плавящемся электроде присадки не требуется. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Электрошлаковая сварка (рис. 12). Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
Сварные соединения и швы
Согласно ГОСТ 2601-84 устанавливается ряд терминов и определений связанных со сварными соединениями и швами.
Сварное соединение — это неразъемное соединение нескольких деталей, выполненное сваркой. Конструктивный тип сварного соединения определяется взаиморасположением свариваемых частей. При сварке плавлением различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточное и торцовое. Применяется также соединение нахлесточное с точечным сварным швом, выполненное дуговой сваркой.
Металлическую конструкцию, изготовленную сваркой из отдельных деталей, называют сварной конструкцией. Часть такой конструкции называют сварным узлом.
Часть такой конструкции называют сварным узлом.
Стыковое соединение представляет собой сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями (рис. 13, а). Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Условные обозначения стыковых соединений: С1 — С48.
Угловое соединение представляет собой сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте приложения их кромок (рис.13, б). Условные обозначения угловых соединений: У1 — У10.
Тавровое соединение — это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой (рис. 13, в). Условные обозначения тавровых соединений: Т1 — Т8.
Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 13, г). Условные обозначения: h2 — Н9.
13, г). Условные обозначения: h2 — Н9.
Торцовое соединение — это соединение, в котором боковые поверхности элементов примыкают друг к другу (рис. 13, д). Условных обозначений в стандарте пока нет.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
Сварочная ванна — это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии. Углубление, образующееся в сварочной ванне под действием дуги, называют кратером. Металл соединяемых частей, подвергающихся сварке, называют основным металлом. Металл, предназначенный для введения в сварочную ванну в дополнение к расплавленному основному, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом. Сплав, образованный переплавленным основным или переплавленным основным и наплавленным металлами, называют металлом шва. В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от доли участия основного и присадочного металлов в формировании шва его состав может изменяться. Торцовые поверхности деталей, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения равномерного проплавления свариваемых кромок в зависимости от толщины основного металла и способа сварки им придают наиболее оптимальную форму, выполняя предварительно подготовку кромок. На рис. 15 приведены применяемые формы подготовки кромок для различных типов сварных соединений. Основными параметрами формы подготовленных кромок и собранных под сварку соединений являются е, R, b, a, с — высота отбортовки, радиус закруглений, зазор, угол скоса, притупление кромок.
Отбортовку кромок применяют при сварке тонкостенных деталей. Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке — зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками — углом разделки кромок.
Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке — зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками — углом разделки кромок.
Значения параметров формы подготовки кромок и их сборки регламентируются ГОСТ 5264-80. В зависимости от типов сварных соединений различают стыковые и угловые сварные швы. Первый вид швов используется при получении стыковых сварных соединений. Второй вид швов используется в угловых, тавровых и нахлесточных соединениях.
|
Электрическая дуга и ее свойства Категория: Сборка металлоконструкций Электрическая дуга и ее свойства Электрическая дуга представляет собой длительный электрический разряд, происходящий в газовом промежутке между двумя проводниками — электродом и свариваемым металлом при значительной силе тока. Рис. 1. Электрическая дуга между металлическим электродом и свариваемым металлом: а — схема дуги, б — график напряжений дуги длиной 4 мм; 1 — электрод, 2 — ореол пламени, 3 — столб дуги, 4 — свариваемый металл, 5 — анодное пятно, 6 — расплавленная ванна, 7 — кратер, 8 — катодное пятно; h — глубина проплавления в дуге, А — момент зажигания дуги, Б — момент устойчивого горения Дуга состоит из столба, основание которого находится в углублении (кратере), образующемся на поверхности расплавленной ванны. Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Для сварки применяют постоянный и переменный ток. При использовании постоянного тока минус источника тока подключают к электроду (прямая полярность) или к свариваемому изделию “”{обратная полярность). Обратную полярность применяют в тех случаях, когда нужно уменьшить выделение теплоты на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей, а также при пользовании некоторыми видами электродов. Выделяя большое количество теплоты и имея высокую темпе-оатуру. электрическая дуга вместе с тем дает очень сосредоточенный нагрев металла. Действием дуги металл расплавляется на некоторую глубину h называемую глубиной проплавления или проваром. Возбуждение дуги происходит при приближении электрода к свариваемому металлу и замыкании им сварочной цепи накоротко. Благодаря высокому сопротивлению в точке соприкосновения электрода с металлом конец электрода быстро нагревается и начинает излучать поток электронов. Когда конец электрода быстро отводят от металла на расстояние 2…4 мм, возникает электрическая дуга. Напряжение в дуге, т. е. напряжение между электродом и основным металлом, зависит в основном от ее длины. При одном и том же токе напряжение в короткой дуге ниже, чем в длинной. Это обусловлено тем, что при длинной дуге сопротивление ее газового промежутка больше. Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока. Дуга между металлическим электродом и металлом горит при напряжении 18… 28 В. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для расцепления молекул и атомов воздуха. Этого можно достичь только при более высоком напряжении в момент зажигания дуги. График изменения тока I в дуге при ее зажигании и устойчивом горении (рис. 1, б) называется статической характеристикой дуги и соответствует установившемуся горению дуги. Точка А характеризует момент зажигания дуги. Напряжение дуги V быстро падает по кривой АБ до нормальной величины, соответствующей в точке Б устойчивому горению дуги. Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги. Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. При переменном токе дуга горит менее устойчиво, чем при постоянном. Это объясняется тем, что в тот момент, когда ток п, дает до нуля, ионизация дугового промежутка уменьшается и дуга может гаснуть. Чтобы повысить устойчивость дуги переменного тока, приходится наносить на металлический электрод ио-крытия. Пары элементов, входящих в покрытие, повышают ионизацию дугового промежутка и тем способствуют устойчивому горению дуги при переменном токе. Длину дуги определяют расстоянием между торцом электрода и поверхностью расплавленного металла свариваемого изделия. Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Перенос электродного металла на изделие при дуговой сварке плавящимся электродом является сложным процессом. После зажигания дуги (положение /) на поверхности торца электрода образуется слой расплавленного металла, который под действием сил тяжести и поверхностного натяжения собирается в каплю (положение //). Капли могут достигать больших размеров и перекрывать столб дуги (положение III), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется. Размеры и количество капель, проходящих через дугу в единицу времени, зависят от полярности и силы тока, химического состава и физического состояния металла электрода, состава покрытия и ряда других условий. Крупные капли, достигающие 3…4 мм, обычно образуются при сварке непокрытыми электро-дами, мелкие капли (до 0,1 мм)—при сварке покрытыми электл родами и большой силе тока. Мелкокапельный процесс обеспечивает стабильность горения дуги и благоприятствует условиям переноса в дуге расплавленного металла электрода. Рис. 2. Схема переноса металла с электрода на свариваемый металл Рис. 3. Отклонение электрической дуги магнитными полями (а—ж) Сила тяжести может способствовать или препятствовать переносу капель в дуге. При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях. Прохождение электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создает магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен действию результирующего магнитного поля, которое образуется в сварочном контуре. В нормальных условиях газовый столб дуги, открыто горящей в атмосфере, расположен симметрично оси электрода. Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем. Присоединение сварочного провода в непосредственной близости к дуге резко снижает ее отклонение, так как собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги. Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода. Реклама:Читать далее:Процесс сварки металла
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Непрерывно возникающая под действием стремительного потока положительных и отрицательных ионов и электронов в дуге ионизация воздушной прослойки создает необходимые условия для продолжительного устойчивого горения сварочной дуги.
Непрерывно возникающая под действием стремительного потока положительных и отрицательных ионов и электронов в дуге ионизация воздушной прослойки создает необходимые условия для продолжительного устойчивого горения сварочной дуги. Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.
Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза. Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
 Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги.
Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.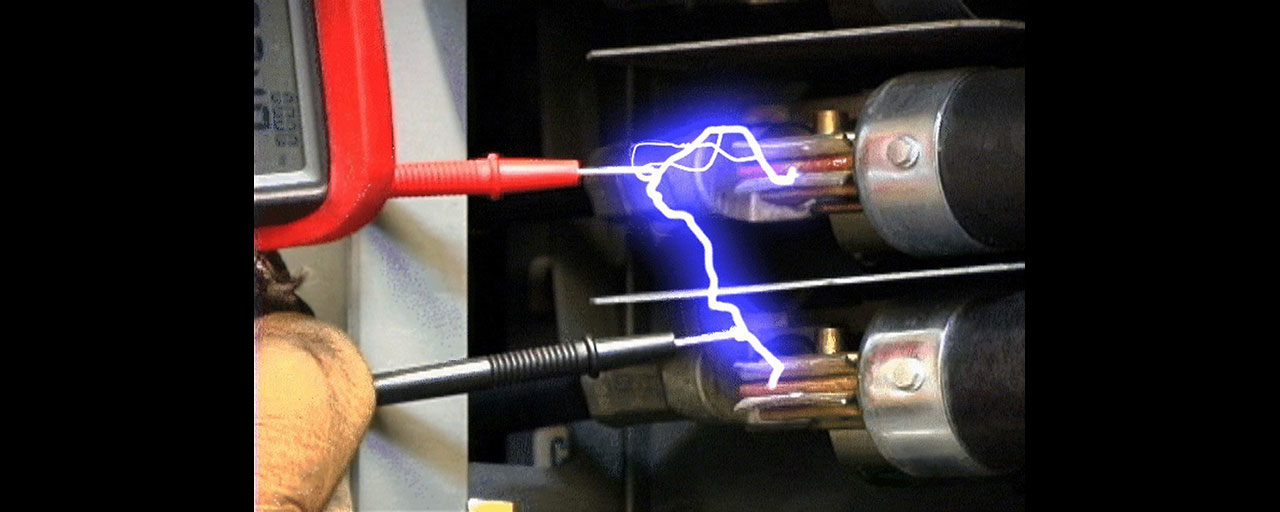


Сварочная дуга. Характеристика сварочной дуги
Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.
Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.
Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
В дуговом промежутке IД (рис. 1, а) различают три области: анодную 1, катодную 2 и столб дуги 3. Падение напряжения в анодной и катодной областях постоянно для данных условий сварки. Падение напряжения в единице длины столба дуги — также величина постоянная. Поэтому зависимость напряжения дуги от ее длины имеет линейный характер (рис. 1, б).
1, б).
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики. С увеличением или уменьшением длины дуги характеристики сместятся соответственно в положение 2 и 3 (см. рис. 2). Для электродов меньшего диаметра характеристики смещаются влево, большего диаметра — вправо.
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
Рис.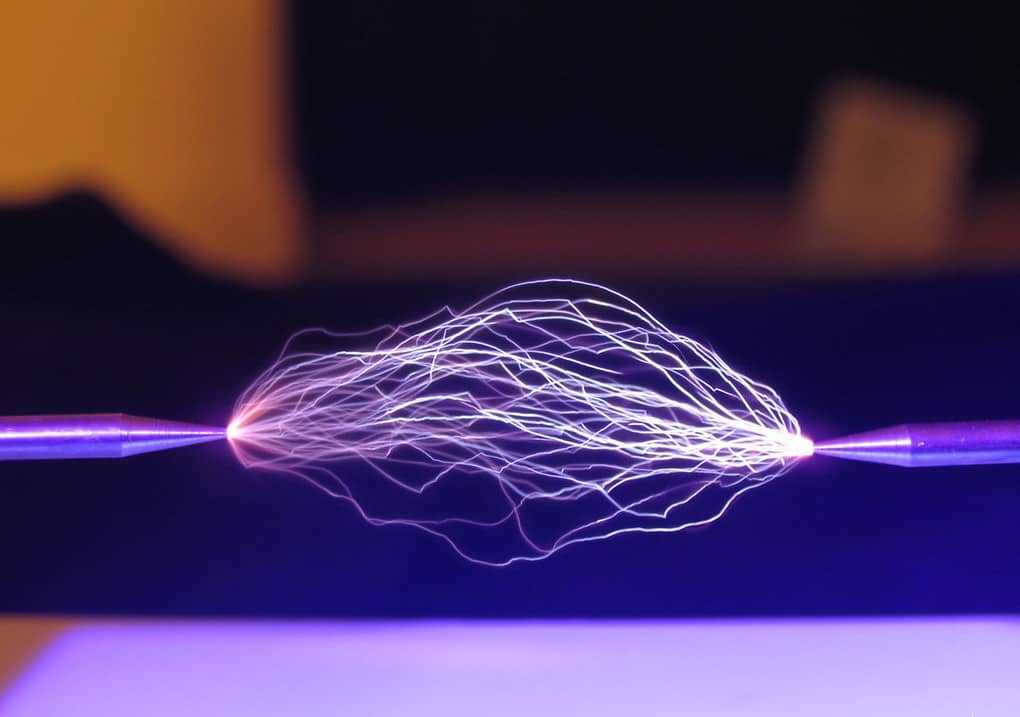 2 Вольт-амперная характеристика дуги (ВАХ)
2 Вольт-амперная характеристика дуги (ВАХ)
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод. В этом случае при малых изменениях тока напряжение изменяется в больших пределах. Эту зависимость принято называть характеристикой устойчивой работы. Она так же, как и вольт-амперная характеристика, зависит от длины вылета электрода и скорости подачи.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2. Источник питания с той или иной внешней характеристикой выбирается в зависимости от способа сварки. Регулировочное устройство каждого источника дает ряд внешних характеристик («семейство характеристик»). Установившийся режим работы системы: «сварочная дуга — источник питания» определяется точкой пересечения А внешней характеристики источника питания (1, 2, 3, 5 или 6) и вольт-амперной характеристики 7 сварочной дуги.
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
Рис. 4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение.
При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис. 4.
В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис. 4.
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т. е. процесс периодически повторяется. Смена режимов происходит в течение долей секунды. Поэтому источник питания должен обладать высокими динамическими свойствами, т. е. большой скоростью повышения напряжения при разрыве цепи и нужной скоростью нарастания тока.
Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т. е. процесс периодически повторяется. Смена режимов происходит в течение долей секунды. Поэтому источник питания должен обладать высокими динамическими свойствами, т. е. большой скоростью повышения напряжения при разрыве цепи и нужной скоростью нарастания тока.
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.
Электрическая дуга | Системы управления ЭПС
Страница 42 из 45
Характеристики электрической дуги
Электрическая дуга — это процесс прохождения тока через ионизированный газ, характеризующийся большой плотностью тока, высокой температурой и мощным световым излучением. Электрическая дуга используется для сварки, выплавки металлов и для освещения. В этих целях необходимо устойчивое горение дуги. Электрическая дуга возникает также при отключении электрической цепи, и конструкция электрического аппарата должна предусматривать ее гашение.
Электрическую дугу открыл в 1802 г. профессор физики Санкт- Петербургской медико-хирургической академии Василий Владимирович Петров. Он впервые использовал вольтов столб из 4200 медных и цинковых кружков, который давал напряжение около 2 кВ. Электрическая дуга длиной 2,5—7,5 мм горела между двумя угольными электродами.
Независимо от В.В. Петрова электрическую дугу открыл английский физик Дэви. В 1809 г. он получил дугу длиной 3 см в среде азота между платиновыми электродами от батареи, состоящей из 1000 пластин. Первая публикация Дэви по этому вопросу относится к1810г. В начале 50-х гг. XIX в. электрическая дуга используется для освещения (русский изобретатель П.Н. Яблочков), а в конце XIX в. — для сварки (русские изобретатели Н.Н. Бенардос и Н.Г. Славянов). Первые работы по теории электрической дуги опубликованы в 1902 г. англичанкой Гертой Айртон и профессором С.-Петербургского политехнического института В.Ф. Миткевичем. В дальнейшем дугу исследовали многие физики и электротехники. Обширное экспериментальное исследование гашения электрической дуги в аппаратах низкого напряжения выполнено О.Б. Броном. В 1960 г. гашение электрической дуги в специфических условиях тяговых электрических аппаратов исследовалось в ЛИИЖТе (В.П. Федорченко, В.Н. Кабанов).
Первая публикация Дэви по этому вопросу относится к1810г. В начале 50-х гг. XIX в. электрическая дуга используется для освещения (русский изобретатель П.Н. Яблочков), а в конце XIX в. — для сварки (русские изобретатели Н.Н. Бенардос и Н.Г. Славянов). Первые работы по теории электрической дуги опубликованы в 1902 г. англичанкой Гертой Айртон и профессором С.-Петербургского политехнического института В.Ф. Миткевичем. В дальнейшем дугу исследовали многие физики и электротехники. Обширное экспериментальное исследование гашения электрической дуги в аппаратах низкого напряжения выполнено О.Б. Броном. В 1960 г. гашение электрической дуги в специфических условиях тяговых электрических аппаратов исследовалось в ЛИИЖТе (В.П. Федорченко, В.Н. Кабанов).
Электрическая дуга представляет собой столб ионизированного газа между двумя электродами, по которому протекает ток iдг.
Напряжение вдоль ствола дуги Uдг распределяется, как показано на рис. 6.7. и имеет три составляющие:
Падение напряжения в зоне катода Uк связано с работой выхода электрона из материала катода в ионизированное пространство ствола дуги и зависит от материала катода. Для медных электродов= 20В. При iдг=10А снижение тока вызывает увеличение Uк.
Для медных электродов= 20В. При iдг=10А снижение тока вызывает увеличение Uк.
Рис. 6.7. Распределение напряжения вдоль столба электрической дуги
Протяженность области катодного падения напряжения порядка 1мкм, поэтому катодная область дуги характеризуется высокими градиентами напряжения. Падение напряжения в зоне анода Ua по величине составляет несколько вольт, а протяженность этой области немного больше, чем у катодной. Напряжение на стволе дуги Uст возрастает с увеличением ее длины lдг и уменьшением тока. Для условий работы тяговых электрических аппаратов градиент напряжения на стволе дуги составляет около 15 В/см. Различают длинные дуги, у которых.
При рассмотрении длинных дуг катодно-анодным падением напряжения можно пренебрегать. В коротких дугах величина Uк должна обязательно учитываться.
Вольт-амперная характеристика (ВАХ) дуги — это зависимость . Процесс горения электрической дуги отличается большой нестабильностью. Это определяется тем, что при горении дуги процессы ионизации и рекомбинации происходят одновременно. Кроме того, происходит диффузия заряженных частиц из столба дуги в окружающее пространство за счет разницы плотности газа.
Кроме того, происходит диффузия заряженных частиц из столба дуги в окружающее пространство за счет разницы плотности газа.
Статическая вольт-амперная характеристика (ВАХ) дуги (рис. 6.8, а) — это зависимость при медленном изменении тока, когда процессы ионизации и деионизации успевают следовать за изменением тока. Статическая характеристика более длинной дуги располагается выше.
Ряд исследователей предложили эмпирические формулы для статической вольт-амперной характеристики дуги.
Формула Г. Айртон имеет вид:
где a, b,c, d — постоянные.
Однако на практике статические ВАХ дуги чаще получают экспериментально.
ВАХ дуги при быстром изменении тока, когда процессы ионизации не успевают следовать за изменением тока, называется динамической. При уменьшении тока динамическая характеристика располагается ниже статической характеристики, а при увеличении — выше (рис. 6.8, б).
Рассмотрим способы гашения дуги постоянного тока.
Электрическая дуга гаснет, если напряжение на ней меньше величины, требуемой для ее горения в соответствии с вольтамперной характеристикой.
а) Механическое растягивание дуги: увеличение длины дуги за счет увеличения расстояния между контактами аппарата в отключенном состоянии применимо только для аппаратов низкого напряжения и сравнительно небольших токов. При напряжении 3000 В потребуется расстояние между контактами 2 м.
б) Воздушное дутье потоком нагретого или сжатого воздуха.
в) Магнитное растягивание дуги основано на взаимодействии тока дуги с магнитным потоком, создаваемым постоянными магнитами или дугогасительной катушкой. Электрическая дуга также обладает свойством притягиваться к стальным конструкциям, за счет создаваемого ею магнитного поля.
Рис. 6.8. Вольтамперная характеристика электрической дуги: а — статическая; б — динамическая
г) Дугогасительные решетки — набор стальных пластин, расположенных перпендикулярно дуге. Дуга разбивается на ряд последовательно соединенных дуг. И хотя напряжение на стволе дуги Uст не увеличивается, катодное и анодное падение напряжения возрастает пропорционально — числу пластин дугогасительной решетки:
Дуга разбивается на ряд последовательно соединенных дуг. И хотя напряжение на стволе дуги Uст не увеличивается, катодное и анодное падение напряжения возрастает пропорционально — числу пластин дугогасительной решетки:
При N? = 100 суммарное катодное и анодное падение напряжения будет равно2000 В, что существенно облегчает гашение дуги.
Гашение электрической дуги в цепи постоянного тока
Отключение активной нагрузки.
Примером такого случая является отключение цепи электрического отопления (рис. 6.9, а). Уравнение равновесия напряжений или (6. 1).
Для описания вольт-амперной характеристики воспользуемся формулой Айртон
(6.2)
В системе двух уравнений (6.1) и (6.2) одно — нелинейное. Эта система решается графически.
Рис. 6.9. Гашение дуги постоянного тока при активной нагрузке: а — электрическая схема; б — вольт-амперная характеристика; в — осциллограмма отключения цепи с активной нагрузкой
Выводы:
- Процесс гашения электрической дуги можно разделить на два этапа: развития и погасания дуги.

- При развитии дуги ее длина постоянно увеличивается за счет магнитного растягивания или воздушного дутья. При этом в каждый момент времени дуга горит устойчиво, а величина тока определяется длиной дуги. Время развития дуги определяется конструкцией и параметрами системы дугогашения.
- Переход от развития дуги к ее погасанию происходит, когда длина дуги достигает критической.

Критическая длина дуги пропорциональна напряжению сети и отключаемому току.
- При погасании длина дуги больше критической. Дуга при этом горит неустойчиво. Гашение дуги определяется условиями деионизации воздуха в дугогасительной камере.
- С увеличением отключаемого тока возрастают интенсивность магнитного растягивания, скорость движения дуги в камере, а также производная di/dt в момент разрыва дуги. Время гашения дуги при этом уменьшается.
- С увеличением питающего напряжения возрастает критическая длина дуги и скорость движения дуги в камере. Время гашения дуги от напряжения практически не зависит.

Отключение активно-индуктивной нагрузки.
Схема электрической цепи приведена на рис. 6.10, а; вольт-амперные характеристики — на рис. 6.10, б; осциллограммы отключения — на рис. 6.10, в. Для сравнения штриховой линии показаны осциллограммы отключения активной нагрузки.
Уравнение (6.1) с учетом индуктивности цепи принимает вид:
Рис. 6.10. Гашение дуги постоянного тока при активно-индуктивной нагрузке: а — электрическая схема; б — вольтамперные характеристики; в — осциллограмма
Повторные зажигания электрической дуги
При использовании магнитного растягивания длина дуги в момент ее погасания lдг mах значительно превышает расстояние между контактами отключающего аппарата. Напряжение на дуге Uдг max в этот момент превышает напряжение сети Uc. Напряжение Uдг mах принято называть восстанавливающимся напряжением. Воздух в пространстве между разомкнутыми контактами отключающегося аппарата в значительной степени ионизирован вследствие того, что между контактами только что горела электрическая дуга, а процесс деионизации требует определенного времени. Если напряжение Пдг тах будет больше диэлектрической прочности воздушного промежутка между контактами аппарата, то произойдет пробой этого промежутка и повторное зажигание электрической дуги.
Если напряжение Пдг тах будет больше диэлектрической прочности воздушного промежутка между контактами аппарата, то произойдет пробой этого промежутка и повторное зажигание электрической дуги.
Повторные зажигания могут происходить несколько раз до тех пор, пока процесс деионизации не дойдет до такой стадии, когда диэлектрическая прочность воздушного промежутка Uэл пр станет больше Uдг mах.
Отрицательные последствия повторных зажиганий:
- увеличение времени горения дуги до нескольких секунд и нарушение четкости отключения цепи;
- повышенное выделение тепла в аппарате, обгорание дугогасительной камеры и контактов;
- ионизация окружающего воздуха и возникновение перебросов на заземленные части.
Перенапряжения на дуге вызываются быстрым затуханием потоков рассеяния. Вихревые токи в остове ТЭД снижают величину перенапряжений.
Вольт-амперная характеристика и осциллограмма повторного зажигания дуги приведены на рис. 6.11, а, б.
Для предотвращения повторных зажиганий электрической дуги необходимо:
- обеспечить быстрое расхождение контактов, т.е. увеличение lдг, это особенно важно для групповых переключателей;
- снизить ионизацию окружающего воздуха за счет применения воздушного дутья или вентиляции;
- снизить перенапряжения на дуге за счет уменьшения di/dt в момент обрыва тока; для этого надо уменьшить скорость движения дуги у края дугогасительной камеры, используя дугогасительные решетки;
- шунтировать дугу резистором.
Рис. 6.11. Повторные зажигания электрической дуги: а — вольт-амперные характеристики; б — осциллограмма
Шунтирование электрической дуги резистором
Схема шунтирования дуги линейным резистором приведена на рис. 6.12, а. Процесс отключения выключателя В описывается системой уравнений:
Выводы:
При шунтировании дуги линейным резистором:
- энергия, выделяемая в дуге, уменьшается и процесс гашения дуги происходит быстрее;
Рис. 6.12. Гашение дуги, шунтированной линейным резистором (начало): а — электрическая схема; б — вольт-амперная характеристика
6.12. Гашение дуги, шунтированной линейным резистором (начало): а — электрическая схема; б — вольт-амперная характеристика
Рис. 6.12. Гашение дуги, шунтированной линейным резистором (окончание): в — осциллограммы
Рис. 6.13. Гашение дуги, шунтированной нелинейным резистором: а — электрическая схема; б — вольт-амперная характеристика
- << Назад
- Вперёд >>
Электрическая дуга: сила разряда в действии
Впервые явление вольтовой дуги наблюдал русский академик Петров, получив искровой разряд.
Вольтова дуга характеризуется двумя свойствами:
- выделением большого количества теплоты
- сильным лучеиспусканием.
И то и другое свойство электрической дуги использовано в технике.
Для сварочной техники первое свойство является положительным фактором, второе — отрицательным.
В качестве электропроводов для электрического разряда могут служить любые электропроводные материалы. Чаще всего в качестве проводников употребляют угольные и графитные стержни круглого сечения (дуговые фонари).
Чаще всего в качестве проводников употребляют угольные и графитные стержни круглого сечения (дуговые фонари).
Типичный вариант между двумя углями изображена на рисунке.
Верхний электрод присоединен к положительному полюсу машины (анод). Второй уголь соединен с отрицательным полюсом (катод).
Температура электрической дуги, ее воздействие
Выделение теплоты неодинаково в различных точках дуги. У положительного электрода выделяется 43% всего количества, у отрицательного 36% и в самой дуге (между электродами) остальные 21%.
Схема зон и их температуры в сварочной дуге
В связи с этим и температура на электродах неодинакова. Анод имеет около 4000° С, а катод 3400°. В среднем считают температуру электрической дуги 3500° С.
Благодаря различной температуре на полюсах вольтовой дуги угольные проводники берутся различной толщины. Положительный уголь берется толще, отрицательный — тоньше. Стержень дуги (средняя часть) состоит из потока электронов, выбрасываемых катодом, которые с огромной скоростью несутся к аноду.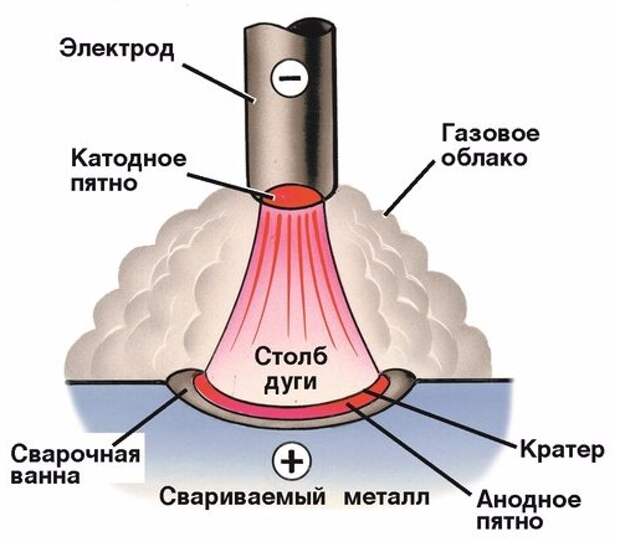 Обладая большой кинетической энергией, они ударяются о поверхность анода, преобразуя кинетическую энергию в тепловую.
Обладая большой кинетической энергией, они ударяются о поверхность анода, преобразуя кинетическую энергию в тепловую.
Окружающий его зеленоватый ореол является местом химических реакций, происходящих между парами вещества электродов и атмосферой, в которой горит вольтова дуга.
Процесс возникновения сварочной дуги
Возникновение электрической дуги
Процесс образования вольтовой дуги представляется в следующем виде. В момент соприкосновения электродов проходящий ток выделяет большое количество тепла в месте стыка, так как здесь имеется большое электрическое сопротивление (закон Джоуля).
Благодаря этому концы проводников раскаляются до светлого накала, и после разъединения электродов катод начинает испускать электроны, которые, пролетая через воздушный промежуток между электродами, расщепляют молекулы воздуха на положительно и отрицательно заряженные частички (катионы и анионы).
Вследствие этого воздух становится электропроводным.
В сварочной технике наибольшее применение имеет разряд между металлическими электродами, причем одним электродом являйся металлический стержень, который в то же время служит и присадочным материалом, а вторым электродом является сама свариваемая деталь.
Процесс остается тот же, что и в случае угольных электродов, но здесь появляется новый фактор. Если в угольной дуге проводники постепенно испарялись (сгорали), то в металлической дуге электроды весьма интенсивно плавятся и частично испаряются. Благодаря наличию металлических паров между электродами сопротивление (электрическое) металлической дуги ниже, чем угольной.
Угольный разряд горит при напряжении в среднем 40—60 в, тогда как напряжение металлической дуги в среднем 18—22 в (при длине 3 мм).
Длина дуги, кратер, провар
Сам процесс дуговой электросварки протекает следующим образом.
Как только мы коснемся находящимся под напряжением электродом изделия и тотчас же отведем его на некоторое расстояние, образуется вольтова дуга и сейчас же начинается плавление основного металла и металла проводника. Следовательно, конец электрода все время находится в расплавленном состоянии, и жидкий металл с него в виде капель переходит на свариваемый шов, где металл электрода смешивается с расплавленным металлом свариваемого изделия.
Следовательно, конец электрода все время находится в расплавленном состоянии, и жидкий металл с него в виде капель переходит на свариваемый шов, где металл электрода смешивается с расплавленным металлом свариваемого изделия.
Исследования показали, что таких капель переходит, с электрода около 20—30 в секунду, т. е. процесс этот совершается очень быстро.
Хотя вольтова дуга и развивает очень высокую температуру, выделение тепла ею производится на очень небольшом пространстве как раз под дугой.
Схема длины дуги
Если мы будем рассматривать через темные стекла дугу, возбужденную металлическим электродом, то убедимся, что в месте образования дуги между электродом и основным металлом на основном металле выделяется добела нагретая поверхность, которая непосредственно под дутой имеет вид углубления, заполненного жидким металлом. Получается такое впечатление, что это углубление образовано как бы выдуванием жидкого металла дугой. Это углубление называется сварочной ванной. Она окружена металлом, нагретым до белого каления, причем температура нагрева области, прилегающей, быстро падает до красного цвета и уже на небольшом расстоянии, величина которой колеблется в зависимости от диаметра электрода и силы тока, температура сравнивается с температурой самого свариваемого предмета.
Она окружена металлом, нагретым до белого каления, причем температура нагрева области, прилегающей, быстро падает до красного цвета и уже на небольшом расстоянии, величина которой колеблется в зависимости от диаметра электрода и силы тока, температура сравнивается с температурой самого свариваемого предмета.
Что такое электрическая дуга? Эксперт-электрик объясняет опасности
Как электрик с более чем двадцатилетним стажем, мне часто задают один вопрос; что такое электрическая дуга ?
Проще говоря, электрическая дуга возникает, когда электричество перескакивает с одного соединения на другое. Время от времени вы слышите, как электрические выключатели издают шипящий/треск.
Обычно это происходит при их включении или выключении. Это известно как искрение и может быть результатом двух вещей.
Это может быть вызвано поврежденным кабелем, вызывающим хлопки, или дуговым разрядом. Если причина в поврежденном проводе, проводка не выдерживает протекающего тока, из-за чего возникает искрение.
Вы когда-нибудь слышали о параллельном дуговом потоке?
Если у вас проблема с параллельным течением дуги, ток протекает через поврежденную изоляцию, что приводит к короткому замыканию. Короткое замыкание не очень мощное, поэтому автоматический выключатель не может его идентифицировать. В этой статье есть все, что вам нужно знать об электрической дуге.
Начнем!
Что вызывает электрическую дугу?
Электрическая дуга Возникновение дуги может быть результатом нескольких проблем в вашей электрической системе, таких как:
1. Перегрузка
Возникновение дуги в электрическом щите после перегрузки цепей в щите. Если автоматический выключатель подключается к шине электрического щита, это может привести к перегреву. Это может привести к выходу из строя шины и соединения, что сделает оборудование неисправным и подверженным отказам. При протекании избыточного тока автоматические выключатели могут работать не так, как ожидалось. Вместо того, чтобы отключаться при протекании избыточного тока, поврежденные цепи позволяют электричеству продолжать течь, что приводит к перегреву с последующим искрением.
Вместо того, чтобы отключаться при протекании избыточного тока, поврежденные цепи позволяют электричеству продолжать течь, что приводит к перегреву с последующим искрением.
2. Окружающие условия
Условия, окружающие электрическую панель, могут быть одной из причин возникновения дуги, а также могут влиять на серьезность ситуации.
Проводка в электрической панели никогда не должна оставаться оголенной за пределами коробки. Легковоспламеняющиеся материалы, такие как растворитель для краски или бензин, не должны находиться рядом с электрическим щитом или в непосредственной близости от него.
Кроме того, использование избыточных предохранителей внутри электрической коробки может привести к дополнительному току электричества через электрические цепи, вызывая перегрев и искрение. Цепи, которые отключаются, или предохранители, которые часто перегорают, могут указывать на потенциальный риск дугового разряда.
3. Поврежденные электрические панели
Исследования подтверждают, что электрические панели, разработанные по крайней мере двумя производителями, в ходе полевых испытаний выявили дефекты конструкции, которые могут вызвать искрение, а иногда и электрические возгорания. JL Home Inspection утверждает, что электрические панели Zinsco имеют неисправные звенья автоматического выключателя, в результате чего блоки вырывают боковые кожухи панели после взрывов или пропускают электрический ток даже в выключенном состоянии.
JL Home Inspection утверждает, что электрические панели Zinsco имеют неисправные звенья автоматического выключателя, в результате чего блоки вырывают боковые кожухи панели после взрывов или пропускают электрический ток даже в выключенном состоянии.
Другим производителем, который, как утверждается, производит неисправные электрические панели, является Federal Pacific Stab-Lok. Их электрические панели довольно печально известны неисправными автоматическими выключателями, которые могут не сработать, когда это необходимо. Эти отказы рассматриваются как основные опасности, и они не несут прямой ответственности за искрение, хотя и играют в нем определенную роль. Большинство дефектных панелей было произведено в 1970-х годах или раньше.
Каковы признаки искрения?Дуговой разряд — это тип электрического разряда, который возникает, когда электроны протекают между двумя проводниками, обычно металлическими, в среде с газом или вакуумом.
Проводниками могут быть провода, стержни или другие объекты, способные проводить электрический ток.
Когда разность электрических потенциалов между двумя проводниками достаточно высока, электроны будут перетекать из одного проводника в другой, вызывая искру или дугу.
Это может происходить как в газовой, так и в вакуумной среде.
Ниже приведены 6 признаков искрения:
- Яркий свет или вспышка, сопровождающая разряд
- Сильный шум при разряде
- Искры летят из точки разряда
- Запах гари из области выброса
- Область вокруг разряда нагревается
- Электрическое оборудование в этом районе перестает работать должным образом
Если вы заметили какой-либо из этих признаков, важно обратиться к квалифицированному электрику, чтобы он приехал и проверил ваш дом или офис на наличие потенциальной опасности поражения электрическим током.
Дугообразование может быть опасным и может привести к возгоранию или повреждению электрооборудования.
Квалифицированный электрик сможет определить источник дугового разряда и произвести необходимый ремонт.
Опасна ли электрическая дуга?
Да!
Электрическая дуга вызывает вспышку дуги.
Это может привести к таким травмам, как ожоги третьей степени, остановка сердца, потеря слуха, слепота, повреждение нервов и даже смерть.
Серьезные ожоги могут возникнуть, если пострадавший находится в пределах нескольких футов от дуги. Были проведены постановочные испытания, которые показали температуру более 2250 градусов по Цельсию на руках и шее человека, стоящего рядом с дуговым взрывом.
Дуги разбрасывают капли расплавленного металла с высокой скоростью. Этот расплавленный металл может быть выброшен на расстояние до 10 футов. Взрывная шрапнель способна проникнуть в ваше тело. Волны давления от взрыва могут отбросить вас через комнату или сбить с лестницы. Даже ваша одежда может загореться. Одетые части тела могут быть обожжены сильнее, чем открытые части тела.
Как предотвратить электрическую дугу?
При надлежащем обучении, оборудовании и мерах безопасности можно снизить риск возникновения электрической дуги. Вот меры предосторожности;
Вот меры предосторожности;
1. Обесточить оборудование
Крайне важно устранить потенциальную опасность как можно скорее. Старайтесь не работать с электрическим оборудованием, находящимся под напряжением, и будьте особенно осторожны при его тестировании, чтобы убедиться, что оно достаточно обесточено или когда вы снова включаете его. Используйте технологию удаленного стеллажа для управления автоматическими выключателями, когда вы находитесь за пределами предела вспышки дуги, вместо того, чтобы подвергать риску свой персонал.
2. Используя технологию низкого риска, изучите опасность.
Соберите информацию о вашей системе распределения электроэнергии и освойте защитные устройства, а также проведите исследование короткого замыкания, чтобы узнать больше о классификации дуговых разрядов для электрооборудования. Это поможет вам снизить вероятность короткого замыкания и искрения. Более того, узнайте о таких технологиях, как дугогасительные предохранители и дистанционное стеллажное устройство, которые удобны для обеспечения безопасности имущества и персонала.
3. Перепланировка электрических систем и управления
Узнайте, какие СИЗ необходимы в зависимости от класса опасности вспышки, и убедитесь, что персонал и имущество хорошо оснащены. Перепланируйте свое снаряжение, чтобы добиться оптимального технического контроля, который поможет предотвратить и снизить риск. При необходимости измените настройки автоматических выключателей и систем распределения электроэнергии.
4. Повышение осведомленности о рисках
Помимо получения разрешения от регулирующих органов, таких как OSHA, обучение технике безопасности гарантирует, что ваш персонал осознает последствия неосторожности и постоянно соблюдает необходимые меры безопасности. Это поможет им в случае вспышки дуги и в знании того, как снизить риск.
5. Создайте программу безопасности
Определите риски, используйте соответствующие средства индивидуальной защиты и установите границы вспышки дуги для обеспечения безопасности в случае вспышки дуги. Убедитесь, что подходящие электрические правила и рабочие процедуры правильно задокументированы, распространены среди всего персонала и строго соблюдаются.
Убедитесь, что подходящие электрические правила и рабочие процедуры правильно задокументированы, распространены среди всего персонала и строго соблюдаются.
Электрическая дуга вызывает звук?
Электричество может перемещаться по воздуху, как молния, от оголенного кабеля к другой поверхности, производя хлопки или треск.
Что означает искра в электрических розетках?
Искрообразование в электрической розетке может указывать на короткое замыкание, устаревшее оборудование или воздействие воды. Иногда это нормально, но иногда показывает, что проблема с розеткой. Вот что вы должны знать об искрении в электрических розетках;
- Нормальное искрообразование — при резком переключении питания на другое устройство произойдет быстрое потребление доступной мощности, что может вызвать короткое искрообразование. Когда электроны начинают свободно течь, искр не должно быть. Это распространено и похоже на статическое электричество.
- Сгоревшая розетка — электрическая розетка со следами ожогов должна быть заменена, так как это может привести к новым проблемам с электрической розеткой.
- Короткое замыкание в розетке. Если в розетке аккумулируется много тепла, это может привести к расплавлению изоляции вокруг проводов. Когда кабели оголены, высока вероятность возникновения электрического пожара. После установления соединения электроны могут переместиться не в ту часть и привести к серьезной искре. Это называется коротким замыканием и может привести к электрическому возгоранию.
- Выходное отверстие, подверженное воздействию воды. Вода может легко привести к искрообразованию на выходе, а затем к короткому замыканию. Установка GCFI приведет к прекращению искрообразования, а не к возникновению электрического пожара.
- Древние электрические розетки – Через некоторое время розетки обычно изнашиваются. Несколько лет спустя соединения начинают ослабевать, что увеличивает вероятность возникновения короткого замыкания и, в конечном итоге, возгорания. Старые и изношенные шнуры электроприборов также могут стать причиной искрения. Обязательно замените электрические розетки через несколько лет.
- Неаккуратный ремонт электропроводки. Когда домовладелец решает отремонтировать розетку, он должен знать, что делает. Если они пытаются решить эту проблему кратчайшим путем, они часто создают более опасную ситуацию, которая может привести к пожару.


Если в розетке короткие и нечастые искры, то это может быть типичным и безопасным. Однако, если он искрит каждый раз, когда вы пытаетесь что-то подключить, у вас могут быть проблемы.
Когда следует звонить электрику по поводу электрической дуги?
Когда вы начинаете слышать жужжание, треск или другие шумы в вашей электрической системе, пришло время вызвать электрика. Такие вещи, как ослабленные кабели, перегруженные розетки или ослабленные соединения, могут быть причиной того, что вы слышите эти странные звуки. Большинство из этих обстоятельств приведут к тому, что в вашей электрической системе возникнет искрение или возникнут странные шумы, а также другие проблемы с электричеством, такие как розетки, розетки или устройства, которые перестанут работать.
Если вы проигнорируете эти предупреждения, через некоторое время это может привести к еще большему повреждению вашей электрической системы, а иногда и к пожару. Подводя итог, если вы слышите жужжание, немедленно вызовите электрика.
Заключительные мысли
Электричество полезно, и в то же время опасны и сложны электрические системы. Электрики знают, как работает электричество, как протекают электрические цепи, как они взаимодействуют друг с другом и как с ними безопасно обращаться. Если у вас возникли проблемы с электричеством, безопасно пригласить профессионала к вам домой и попросить его решить эту проблему. Многие проблемы с электричеством можно легко решить, если их обнаружить на ранней стадии.
Чтобы увидеть больше подобных статей, добавьте в закладки AC Electric!
Электрическая дуга — значение, причины, преимущества и недостатки
В 1801 году британский химик и изобретатель сэр Хамфри Дэви первым продемонстрировал электрическую дугу своим коллегам из Лондонского королевского общества, и они настояли на по названию, электрическая дуга. По сути, эти электрические дуги, если их не локализовать, выглядят как рассеянные или зазубренные удары молнии. Позже за этой демонстрацией последовали дальнейшие исследования электрической дуги, как это проиллюстрировал русский ученый Василий В. Петров в 1802 году. Дальнейшие достижения в области электрической дуги дали много полезных приложений, ранние исследования электрической дуги привели к появлению многих важных в отрасли изобретений, таких как дуговые сварщики. .
По сути, эти электрические дуги, если их не локализовать, выглядят как рассеянные или зазубренные удары молнии. Позже за этой демонстрацией последовали дальнейшие исследования электрической дуги, как это проиллюстрировал русский ученый Василий В. Петров в 1802 году. Дальнейшие достижения в области электрической дуги дали много полезных приложений, ранние исследования электрической дуги привели к появлению многих важных в отрасли изобретений, таких как дуговые сварщики. .
Таким образом, электрическая дуга представляет собой электронное устройство, в котором электрический ток пропускают между двумя точками через проводящий газ. Две точки называются электродами, а далее они называются катодом и анодом в зависимости от полярности точек, то есть в зависимости от положительной полярности и отрицательной полярности соответственно. В этой статье мы подробно обсудим электрическую дугу, что такое электрическая дуга и значение электрической дуги.
Что такое электрическая дуга?
Теперь давайте начнем с концепции электрической дуги. Первый и главный вопрос, который возник: что такое электрическая дуга? Итак, технически электрическая дуга — это всего лишь видимый плазменный разряд между двумя электродами, возникающий в результате электрического тока, ионизирующего газы в воздухе. Электрические дуги встречаются в природе даже в виде молнии.
Первый и главный вопрос, который возник: что такое электрическая дуга? Итак, технически электрическая дуга — это всего лишь видимый плазменный разряд между двумя электродами, возникающий в результате электрического тока, ионизирующего газы в воздухе. Электрические дуги встречаются в природе даже в виде молнии.
[Изображение будет загружено в ближайшее время]
Электрические дуги — это просто электрический ток, который преднамеренно или непреднамеренно разряжается через зазор между двумя электродами через газ, пар или воздух и расходует относительно низкое напряжение на проводники. Тепловое и световое излучения, производимые этими электрическими дугами, обычно интенсивны, и их можно использовать для конкретных применений, таких как дуговая сварка или прожекторное освещение. Принимая во внимание, что непреднамеренные дуги могут иметь разрушительные последствия, такие как пожары, взрывы, опасность поражения электрическим током, а иногда и серьезный материальный ущерб.
В то же время, если процедуры с использованием электрической дуги используются с должным контролем, электрические дуги можно использовать и в дальнейшем использовать в промышленности для сварки, плазменной резки и даже для определенных типов освещения, таких как флуоресцентное освещение, где высокое напряжение ионизирует инертный газ в стеклянной трубке, затем поток тока через ионизированный газ высвобождает видимый свет.
В любом случае, на каждую включенную электрическую дугу приходится нежелательная и неизбежная дуга. Например, плохо установленные или некачественные электрические выключатели, автоматические выключатели и другие точки электрического контакта легко подвержены этим нежелательным дугам, так как из-за некачественных соединений все контакты то размыкаются, то замыкаются.
Электрическая дуга Значение:
Дугу можно определить как электрический ток, протекающий между двумя электродами через ионизированный столб газа. Заряженный анод и заряженный катод создают сильный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в столбе плазмы с ускоренной скоростью. При сварке дуга не только обеспечивает тепло, необходимое для расплавления электрода и основного металла, но при определенных условиях она также обеспечивает транспортировку расплавленного металла к изделию от кончика электрода. Существует несколько механизмов переноса металлов.
Заряженный анод и заряженный катод создают сильный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в столбе плазмы с ускоренной скоростью. При сварке дуга не только обеспечивает тепло, необходимое для расплавления электрода и основного металла, но при определенных условиях она также обеспечивает транспортировку расплавленного металла к изделию от кончика электрода. Существует несколько механизмов переноса металлов.
Вспышки электрической дуги могут произойти буквально везде, где есть электрический ток. Каждая электрическая панель содержит множество разновидностей цепей, шин и соединений. Дугообразование обычно происходит, когда электрическая цепь становится перегруженной и перегревается. Перегрев приводит к повреждению не только автоматического выключателя, но и его соединения с шиной.
После повреждения электрической цепи автоматический выключатель может выйти из строя и продолжать пропускать электричество между своими соединениями, а не отключаться, что может привести ко многим несчастным случаям. Автоматический выключатель сконструирован таким образом, что он должен размыкать или размыкать соединение цепи и не функционировать до тех пор, пока он не будет сброшен. Однако, если сломанный автоматический выключатель продолжает пропускать электричество, возможно возникновение дуги.
Автоматический выключатель сконструирован таким образом, что он должен размыкать или размыкать соединение цепи и не функционировать до тех пор, пока он не будет сброшен. Однако, если сломанный автоматический выключатель продолжает пропускать электричество, возможно возникновение дуги.
Электродуговая сварка:
Электродуговая сварка — это тип сварочного процесса, при котором электрическая дуга используется для создания тепла для расплавления и соединения металлов. Электропитание осуществляется между электрической дугой, плавящимся или неплавящимся электродом и основным материалом с использованием либо постоянного (DC), либо переменного (AC) тока.
Итак, как устроен процесс электродуговой сварки? Дуговая сварка — это тип процесса сварки плавлением, который используется для соединения двух или более металлов. Электрическая дуга с помощью источника питания переменного или постоянного тока может создать сильное тепло около 6500 ° F, которое может расплавить металл в месте соединения двух заготовок.
Дуга может создаваться либо вручную, либо механически направляться вдоль линии соединения, в то время как электрод может либо проводить ток, либо проводить ток и расплавлять их в сварочную ванну, чтобы подавать присадочный металл к соединению.
Поскольку металлы легко вступают в химическую реакцию с кислородом и азотом в воздухе при нагревании дугой до высоких температур, используется защитный защитный газ или шлак, чтобы ослабить контакт расплавленного металла с воздухом. После охлаждения расплавленный металл затвердевает, образуя металлическую связь.
Электродуговая сварка бывает разных видов. Кроме того, процесс электродуговой сварки можно разделить на два основных типа:
Плавящиеся методы
Неплавящиеся электродные методы.
Давайте поймем эти два метода следующим образом.
Плавящиеся электроды Методы:
Электросварка плавящимся электродом далее подразделяется на множество типов в зависимости от типа обрабатываемой сварки. И их дают:
SMAW также известен как ручная дуговая сварка металлическим электродом (MMA) или сварка электродом. Это процесс, при котором дуга зажигается между металлическим стержнем (электрод с флюсовым покрытием) и заготовкой, при этом стержень и поверхность заготовки расплавляются, образуя сварочная ванна. В то же время расплавление флюсового покрытия на стержне приведет к образованию газа и шлака, которые могут защитить сварочную ванну от окружающей атмосферы. Это идеальный процесс для соединения черных и цветных металлов с различной толщиной ткани.
Создан как альтернатива SMAW, FCAW использует расходуемый порошковый электрод с непрерывной подачей и источник постоянного напряжения, который обеспечивает постоянную длину дуги. В этом процессе может использоваться защитный газ или только газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
Это наиболее часто используемый процесс с непрерывно расходуемым электродом и слоем плавкого флюса, который становится проводящим при расплавлении, обеспечивая путь тока между деталью и электродом. Флюс может помочь в предотвращении брызг и искр, а также в подавлении дыма и ультрафиолета.
Это вертикальный процесс, который используется для сварки толстых листов (более 25 мм) за один проход. ESW зависит от электрической дуги, которая начинается до того, как добавление флюса погасит дугу. Флюс может расплавиться, когда расходуемый электрический провод подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло, выделяемое для расплавления проволоки и кромок пластин, генерируется за счет сопротивления расплавленного шлака при прохождении электрического тока.
Подобно сварке оплавлением, сварка SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся, образуя соединение, с другим металлическим элементом.
Методы с неплавящимся электродом:
Он также известен как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), при которой используется неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и сварочной ванны от атмосферного загрязнения.
Почти аналогична сварке TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса горелки. Электрическая дуга используется для ионизации газа в горелке и создания плазмы, которая затем проталкивается через тонкое отверстие в аноде и достигает опорной плиты.
Причины возникновения электрической дуги:
При обрыве проводки в электрическом щите, даже если он закрыт и защищен от потенциальной опасности. Возможные причины включают в себя:
Обрыв или отсоединение проводки во время текущего обслуживания или новых установок.
В изоляционном покрытии (обычно покрытом непроводящими материалами) провод повреждается и оголяется.
Электрический шкаф оставлен открытым или поврежден, что делает его восприимчивым к элементам.
Перегрев — это когда слишком много предохранителей расположено внутри электрического щита.
Поврежденное или неисправное оборудование или компоненты.

Преимущества и недостатки Электрическая дуга:
Давайте рассмотрим несколько преимуществ электрической дуги. Преимущества дуговой сварки приведены ниже:
Дуговая сварка отличается высокой скоростью и хорошей эффективностью сварки.
Он включает в себя простой сварочный аппарат и легко перемещается.
Дуговая сварка может образовывать прочную связь между свариваемыми металлами.
Обеспечивает надежное качество сварки и превосходную сварочную атмосферу.
Источник питания для этой сварки недорогой, процесс быстрый и последовательный.
Сварщик может использовать обычный бытовой ток.
Ниже приведены некоторые недостатки дуговой сварки:
Знаете ли вы?
Каждый день в электрооборудовании США происходит от 5 до 10 взрывов электрической дуги.
Около 2000 человек ежегодно лечатся в ожоговых центрах с травмами от вспышки дуги.
Ежегодно вспышка электрической дуги приводит к множеству смертей. Точное количество смертей из-за вспышки электрической дуги не сообщается.
Что такое электрическая дуга? (с картинками)
Электрическая дуга представляет собой поток электрического тока между двумя электродами, образующийся при переходе электричества с одного электрода на другой. Соединение, сделанное из скачка, создает видимый глазу «мост» или дугу электронов. Эта дуга содержит чрезвычайно высокую температуру и яркость, что идеально подходит для сварки и освещения.
Температура и светимость электрических дуг в основном зависят от двух факторов: типа газа и давления. Когда электрический ток проходит в зазоре между электродами, он нагревает воздух вокруг себя. Изменяя химический состав воздуха, можно изменить тепло и яркость дуги.
Когда дуга заключена в контейнер, сделанный из стекла или пластика, в зависимости от его использования, давление воздуха вокруг дуги можно контролировать для определенных целей. Воздух можно удалить для создания вакуума или добавить газ для создания дуг высокого давления. Оба используются в различных типах освещения.
Катушка Тесла представляет собой разновидность электрической дуги, которая работает при обычном атмосферном давлении. Его изобретатель, Никола Тесла, вообще считается предшественником образа «безумного ученого». Этот образ возник, когда на фотографиях было показано, как он проводит эксперименты при свете электрических дуг, работающих на заднем плане.
Его изобретатель, Никола Тесла, вообще считается предшественником образа «безумного ученого». Этот образ возник, когда на фотографиях было показано, как он проводит эксперименты при свете электрических дуг, работающих на заднем плане.
Молния — это естественная электрическая дуга, дающая такое же зрелище. Электричество, создаваемое в воздухе, распространяется на землю или другие облака. При этом образуется вспышка электрической дуги, длина которой может достигать нескольких ярдов (метров).
Дуговая электропечь использует высокую температуру дуги для плавления металлов. Электричество проходит через металлы, нагревая их до точки плавления. Металлолом обычно переплавляют этим методом. Энергия печи обычно ниже по сравнению с доменной печью. Возможность быстро останавливать и запускать дуговую печь позволяет сталелитейному заводу изменять нагрузку печи в соответствии со своими потребностями.
Электричество проходит через металлы, нагревая их до точки плавления. Металлолом обычно переплавляют этим методом. Энергия печи обычно ниже по сравнению с доменной печью. Возможность быстро останавливать и запускать дуговую печь позволяет сталелитейному заводу изменять нагрузку печи в соответствии со своими потребностями.
Сварщики используют тот же принцип для электродуговой сварки. Металлические стержни электризуются от источника питания, и при контакте стержней с другим металлом образуется дуга. Вырабатывается достаточно тепла, чтобы расплавить два металла. Затем сварщики используют этот процесс для сварки двух металлов вместе.
Одно из интересных применений электрической дуги — плазменные динамики. Вместо использования традиционных динамиков для воспроизведения звука в большинстве плазменных динамиков используется ионизированный газ или живое электричество. Расширение и сжатие дуги при прохождении через нее тока возмущают воздух. Это, в свою очередь, производит звук. Говорят, что плазменные динамики производят более чистый звук, поскольку не имеют физических ограничений, которые есть у многих других динамиков.
электрическая дуга | физика | Британика
Словарь викторины Один хороший факт
Подписывайся
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- В этот день в истории
- Викторины
- Подкасты
- Словарь
- Биографии
- Резюме
- Популярные вопросы
- Обзор недели
- Инфографика
- Демистификация
- Списки
- #WTFact
- Товарищи
- Галереи изображений
- Прожектор
- Форум
- Один хороший факт
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Britannica Classics
Посмотрите эти ретро-видео из архивов Encyclopedia Britannica. - Demystified Videos
В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы. - #WTFact Видео
В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти. - На этот раз в истории
В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории. - Britannica объясняет
В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.

- Руководство по покупке
Консультация эксперта по покупке. От техники до товаров для дома и здоровья. - Студенческий портал
Britannica — лучший ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д. - Портал COVID-19
Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня. - 100 женщин
Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю. - Britannica Beyond
Мы создали новое место, где вопросы находятся в центре обучения. Вперед, продолжать. Спросить. Мы не будем возражать. - Спасение Земли
Британика представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать! - SpaceNext50
Britannica представляет SpaceNext50. От полёта на Луну до управления космосом — мы изучаем широкий спектр тем, которые питают наше любопытство к космосу!

- Введение
Краткие факты
- Связанный контент
СМИ
- Картинки
электрических дуг | Encyclopedia.
 com
comgale
просмотров обновлено 11 мая 2018
Электропроводность в газах
Свойства дуги
Использование электрических дуг
Использование электрических дуг в газах наличие электрического разряда между электродами . В электрической дуге электроны испускаются нагретым катодом. Дуги могут образовываться при высоком, атмосферном или низком давлении и в различных газах. Они используются для сильно светящихся ламп, печей, резки и сварки, а также в качестве инструментов для спектрохимического анализа.
Газы состоят из нейтральных молекул и поэтому являются хорошими изоляторами; они не поставляют свободные электроны, которые могут двигаться и таким образом создавать электрический ток. Однако при определенных условиях происходит нарушение этого изолирующего свойства, и через газ может проходить ток. С электрическим разрядом в газах связано несколько явлений; среди них искровой, темный (Таунсендовский) разряд, тлеющий, коронный и дуговой. В воздухе при обычных условиях электрическое поле напряженностью около 30 000 вольт на сантиметр отделяет электроны от молекул воздуха и позволяет течь току — искре или дуге.
В воздухе при обычных условиях электрическое поле напряженностью около 30 000 вольт на сантиметр отделяет электроны от молекул воздуха и позволяет течь току — искре или дуге.
Чтобы проводить электричество, необходимы два условия. Во-первых, обычно нейтральный газ должен создавать заряды или принимать их от внешних источников, или и то, и другое. Во-вторых, для направленного движения зарядов должно существовать электрическое поле. Заряженный атом, молекула или ион могут быть положительными или отрицательными; электроны имеют отрицательный заряд. В электрических устройствах электрическое поле создается между двумя электродами, называемыми анодом и катодом, изготовленными из проводящих материалов. Процесс превращения нейтрального атома или молекулы в ион называется ионизацией. Ионизированный газ называется плазмой. Проводимость в газах отличается от проводимости в твердых телах и жидкостях тем, что газы играют активную роль в этом процессе. Однако газ не только пропускает свободные заряды, но и сам может производить заряды. Кумулятивная ионизация происходит, когда исходный электрон и его потомок получают достаточно энергии, чтобы каждый из них мог произвести другой электрон. Когда процесс повторяется снова и снова, результирующий процесс называется лавиной.
Кумулятивная ионизация происходит, когда исходный электрон и его потомок получают достаточно энергии, чтобы каждый из них мог произвести другой электрон. Когда процесс повторяется снова и снова, результирующий процесс называется лавиной.
Для любого газа при данном давлении и температуре существует определенное значение напряжения, называемое потенциалом пробоя , которое вызывает ионизацию. Приложение напряжения выше критического значения сначала приведет к увеличению тока из-за кумулятивной ионизации, а затем к уменьшению напряжения. Если давление не слишком низкое, проводимость концентрируется в узком освещенном «искровом» канале. Получая энергию от тока, канал нагревается и может создавать ударные волны. Природные явления — это молния и связанный с ней гром, которые состоят из высоких напряжений и токов, которые невозможно получить искусственно.
Дуга может возникать при высоком давлении после искры. Это происходит, когда достигаются установившиеся условия, а напряжение низкое, но достаточное для поддержания требуемого тока. При низких давлениях переходная стадия искры приводит к тлеющему разряду, а позже при дальнейшем увеличении тока может образоваться дуга. В дугах термоэлектронный эффект отвечает за образование свободных электронов, испускаемых горячим катодом. Сильное электрическое поле на металлической поверхности снижает барьер для эмиссии электронов и обеспечивает полевая эмиссия . Однако из-за высокой температуры и сильного тока некоторые механизмы дуги не могут быть легко изучены.
При низких давлениях переходная стадия искры приводит к тлеющему разряду, а позже при дальнейшем увеличении тока может образоваться дуга. В дугах термоэлектронный эффект отвечает за образование свободных электронов, испускаемых горячим катодом. Сильное электрическое поле на металлической поверхности снижает барьер для эмиссии электронов и обеспечивает полевая эмиссия . Однако из-за высокой температуры и сильного тока некоторые механизмы дуги не могут быть легко изучены.
Электрическая дуга была впервые обнаружена в 1808 году британским химиком Хамфри Дэви. Он увидел блестящее светящееся пламя, когда два угольных стержня, проводящие ток, были разделены, и конвекционный поток горячего газа отклонил его в форме дуги. Типичные характеристики дуги включают относительно низкий градиент потенциала между электродами (менее нескольких десятков вольт) и высокую плотность тока (от 0,1 ампер до тысяч ампер и выше). В проводящем канале существуют высокие температуры газа (несколько тысяч или десятков тысяч градусов Кельвина), особенно при высоких давлениях газа. Испарение электродов также является обычным явлением, а газ содержит молекулы материала электродов. В некоторых случаях может быть слышен шипящий звук, заставляющий дугу «петь». Градиент потенциала между электродами неоднороден. В большинстве случаев можно различить три разные области: область, близкую к положительному электроду, называемую катодная осень ; область, близкая к отрицательному электроду , или подъем анода ; и основное тело дуги. Внутри тела дуги существует равномерный градиент напряжения. Эта область электрически нейтральна, где в результате кумулятивной ионизации количество положительных ионов равно количеству электронов или отрицательных ионов. Ионизация происходит в основном за счет возбуждения молекул и набора высокой температуры.
Испарение электродов также является обычным явлением, а газ содержит молекулы материала электродов. В некоторых случаях может быть слышен шипящий звук, заставляющий дугу «петь». Градиент потенциала между электродами неоднороден. В большинстве случаев можно различить три разные области: область, близкую к положительному электроду, называемую катодная осень ; область, близкая к отрицательному электроду , или подъем анода ; и основное тело дуги. Внутри тела дуги существует равномерный градиент напряжения. Эта область электрически нейтральна, где в результате кумулятивной ионизации количество положительных ионов равно количеству электронов или отрицательных ионов. Ионизация происходит в основном за счет возбуждения молекул и набора высокой температуры.
Область катодного падения составляет около 0,01 мм с разностью потенциалов менее примерно 10 вольт. Часто термоэлектронная эмиссия достигается на катоде. Электроды в этом случае сделаны из преломляющих материалов, таких как вольфрам и углерод, а область содержит избыток положительных ионов и большой электрический ток. На катоде осуществляется переход от металлического проводника, в котором ток переносится электронами, в газ, в котором проводимость осуществляется как электронами, так и отрицательными ионами и положительными ионами. Газообразные положительные ионы могут свободно достигать катода и образовывать потенциальный барьер. Электроны, испускаемые катодом, должны преодолеть этот барьер, чтобы попасть в газ.
На катоде осуществляется переход от металлического проводника, в котором ток переносится электронами, в газ, в котором проводимость осуществляется как электронами, так и отрицательными ионами и положительными ионами. Газообразные положительные ионы могут свободно достигать катода и образовывать потенциальный барьер. Электроны, испускаемые катодом, должны преодолеть этот барьер, чтобы попасть в газ.
На аноде происходит переход от газа, в котором ток проводят как электроны, так и положительные ионы, к металлическому проводнику, в котором ток переносят только электроны. За некоторыми исключениями положительные ионы не попадают в газ из металла. Электроны ускоряются по направлению к аноду и посредством ионизации обеспечивают подачу ионов в колонку. Электронный ток может нагревать анод до высокой температуры, превращая его в термоэмиссионный эмиттер, но испускаемые электроны возвращаются к аноду, способствуя возникновению большого отрицательного объемного заряда вокруг него. Плавление электродов и введение их паров в газ увеличивает давление в их окрестностях.
Существует множество типов дуговых устройств. Некоторые работают при атмосферном давлении и могут быть открытыми, а другие работают при низком давлении и поэтому закрыты в контейнере, подобном стеклянному. Свойство большого тока в дуге используется в ртутных дуговых выпрямителях, таких как
Ключевые слова
Искусственная (горячая) дуга — Электрическая дуга, катод которой нагревается внешним источником для обеспечения термоэлектронной эмиссии, а не по самой разрядке.
Дуга с холодным катодом — Электрическая дуга, воздействующая на низкокипящие материалы.
Термоэмиссионная дуга — Электрическая дуга, в которой поток электронов от катода обеспечивается преимущественно термоэлектронной эмиссией.
тиратрон. Применяется переменная разность потенциалов, и дуга пропускает ток только в одном направлении. Катод нагревается нитью накала.
Высокая температура, создаваемая электрической дугой в газе, используется в печах. Аппараты дуговой сварки используются для сварки, когда металл сплавляется и добавляется в соединение. Дуга может только отводить тепло, либо один из ее электродов может служить расходуемым основным металлом. Плазменные горелки используются для резки, напыления и газового нагрева. Резка может производиться с помощью дуги, образующейся между металлом и электродом.
Аппараты дуговой сварки используются для сварки, когда металл сплавляется и добавляется в соединение. Дуга может только отводить тепло, либо один из ее электродов может служить расходуемым основным металлом. Плазменные горелки используются для резки, напыления и газового нагрева. Резка может производиться с помощью дуги, образующейся между металлом и электродом.
Дуговые лампы обеспечивают высокую светоотдачу и большую яркость. Свет исходит от сильно раскаленных (около 7000°F [3871°C]) электродов, как в угольных дуг , или от нагретых ионизированных газов, окружающих дугу, как в пламенных дугах . Углеродная дуга, в которой электродами служат два угольных стержня, была первым практичным коммерческим электрическим осветительным устройством и до сих пор остается одним из самых ярких источников света. Он используется в театральных кинопроекторах, больших прожекторах и маяках. Пламенные дуги используются в цветной фотографии и в фотохимических процессах, потому что они очень близки к естественному солнечному свету. Уголь пропитан летучими химическими веществами, которые светятся при испарении и попадании в дугу. Цвет дуги зависит от материала; материалом может быть кальций, барий, титан или стронций. В некоторых случаях длина волны излучения выходит за пределы видимого спектра. Ртутные дуги производят ультрафиолетовое излучение под высоким давлением. Они также могут излучать видимый свет в трубке низкого давления, если внутренние стенки покрыты флуоресцентным материалом, например люминофором; люминофор излучает свет при освещении ультрафиолетовым излучением ртути.
Другие области применения дуг включают клапаны (использовавшиеся на заре радио) и в качестве источника ионов в ядерных ускорителях и термоядерных устройствах. Возбуждение электронов в дуге, в частности прямая бомбардировка электронами, приводит к узким спектральным линиям. Таким образом, дуга может предоставить информацию о составе электродов. Спектры металлических сплавов широко изучаются с помощью дуг; металлы включены в материал электродов и при испарении дают отчетливые спектры.
См. также Электроника.
Илана Стейнхорн
Энциклопедия Науки Гейла
Гейл
просмотров обновлено 18 мая 2018
Электрический дуговой разряд в газах — сильноточный электрический разряд в газах -сильновольтный наличие газов. В электрической дуге электроны испускаются из нагретого катода . Дуги могут образовываться при высоком, атмосферном или низком давлении и в различных газах. Они находят широкое применение в качестве ярко светящихся ламп, в качестве печей для нагревания, резки и для сварки и в качестве инструментов для спектрохимического анализа.
Электропроводность в газах
Газы состоят из нейтральных молекул и поэтому являются хорошими изоляторами. Однако при определенных условиях происходит нарушение изоляционных свойств, и через газ может проходить ток. С электрическим разрядом в газах связано несколько явлений; среди них искровой, темный (Таунсендовский) разряд, тлеющий, коронный и дуговой.
Для проведения электроэнергии необходимы два условия. Во-первых, обычно нейтральный газ должен создавать заряды или принимать их от внешних источников, или и то, и другое. Во-вторых, должно существовать электрическое поле, чтобы производить направленное движение зарядов. Заряженный атом или молекула , или ион могут быть положительными или отрицательными ; электроны имеют отрицательный заряд. В электрических устройствах электрическое поле создается между двумя электродами, называемыми анодом и катодом, изготовленным из проводящих материалов. Процесс превращения нейтрального атома или молекулы в ион называется ионизацией. Ионизированный газ называется плазма . Проводимость в газах отличается от проводимости в твердых телах и жидкостях тем, что газы играют активную роль в этом процессе. Однако газ не только пропускает свободные заряды, но и сам может производить заряды. Кумулятивная ионизация происходит, когда исходный электрон и его потомки получают достаточно энергии , поэтому каждый из них может произвести еще один электрон. Когда процесс повторяется снова и снова, результирующий процесс называется лавиной.
Для любого газа при заданных давление и температура существует определенное значение напряжения, называемое потенциалом пробоя , которое вызывает ионизацию. Приложение напряжения выше критического значения сначала приведет к увеличению тока из-за кумулятивной ионизации, а затем к уменьшению напряжения. Если давление не слишком низкое, проводимость концентрируется в узком освещенном «искровом» канале. Получая энергию от тока, канал нагревается и может создавать ударные волны. Природные явления молния и связанный с ней гром, которые состоят из высоких напряжений и токов, которых нельзя достичь искусственно.
Дуга может возникать при высоком давлении после искры. Это происходит, когда достигаются установившиеся условия, а напряжение низкое, но достаточное для поддержания требуемого тока. При низких давлениях переходная стадия искры приводит к тлеющему разряду, а позже при дальнейшем увеличении тока может образоваться дуга. В дугах термоэмиссионный эффект отвечает за производство свободных электронов, испускаемых горячим катодом. Сильное электрическое поле на металлической поверхности снижает барьер для электронной эмиссии и обеспечивает автоэмиссию . Однако из-за высокой температуры и сильного тока некоторые механизмы дуги не могут быть легко изучены.
Свойства дуги
Электрическая дуга была впервые обнаружена в 1808 году британским химиком Хамфри Дэви. Он увидел яркое светящееся пламя, когда двое углеродных стержней, проводящих ток, были разделены, и конвекционный поток горячего газа отклонил его в виде дуги. Типичные характеристики дуги включают относительно низкий градиент потенциала между электродами (менее нескольких десятков вольт) и высокую плотность тока (от 0,1 ампер до тысяч ампер и выше). В проводящем канале существуют высокие температуры газа (несколько тысяч или десятков тысяч градусов Кельвина), особенно при высоких давлениях газа. Испарение электродов также является обычным явлением, а газ содержит молекулы материала электродов. В некоторых случаях может быть слышен шипящий звук, заставляющий дугу «петь». Градиент потенциала между электродами неоднороден. В большинстве случаев можно различить три разные области: область, близкую к положительному электроду, называемую катодная осень ; область, близкая к отрицательному электроду , или подъем анода ; и основное тело дуги. Внутри тела дуги существует равномерный градиент напряжения. Эта область электрически нейтральна, где в результате кумулятивной ионизации количество положительных ионов равно количеству электронов или отрицательных ионов. Ионизация происходит в основном за счет возбуждения молекул и набора высокой температуры.
Область катодного падения составляет около 0,01 мм с разностью потенциалов менее примерно 10 Вольт. Часто термоэлектронная эмиссия достигается на катоде. Электроды в этом случае сделаны из преломляющих материалов, таких как вольфрам и углерод, а область содержит избыток положительных ионов и большое электрический ток . На катоде осуществляется переход от металлического проводника, в котором ток переносится электронами, в газ, в котором проводимость осуществляется как электронами или отрицательными ионами, так и положительными ионами. Газообразные положительные ионы могут свободно достигать катода и образовывать потенциальный барьер. Электроны, испускаемые катодом, должны преодолеть этот барьер, чтобы попасть в газ.
На аноде происходит переход от газа, в котором ток проводят как электроны, так и положительные ионы, к металлическому проводнику, в котором ток переносят только электроны. За некоторыми исключениями положительные ионы не попадают в газ из металл . Электроны ускоряются по направлению к аноду и посредством ионизации обеспечивают подачу ионов в колонку. Электронный ток может нагревать анод до высокой температуры, превращая его в термоэмиссионный эмиттер, но испускаемые электроны возвращаются к аноду, способствуя возникновению большого отрицательного объемного заряда вокруг него. Плавление электродов и введение их паров в газ увеличивает давление в их окрестностях.
Использование электрических дуг
Существует множество типов дуговых устройств. Некоторые работают при атмосферном давлении и могут быть открытыми, а другие работают при низком давлении и поэтому закрыты в контейнере, подобном стеклянному . Свойство большого тока в дуге используется в ртутных дуговых выпрямителях, таких как тиратрон. Применяется переменная разность потенциалов, и дуга пропускает ток только в одном направлении. Катод нагревается нитью накала.
Высокая температура, создаваемая электрической дугой в газе, используется в печах. 9Аппараты дуговой сварки 0510 используются для сварки, когда металл сплавляется и добавляется в соединение. Дуга может отдавать только тепло , либо один из ее электродов может служить расходуемым основным металлом. Плазменные горелки используются для резки, напыления и газового нагрева. Резка может производиться с помощью дуги, образующейся между металлом и электродом.
Дуговые лампы обеспечивают высокую светоотдачу и большую яркость. Свет исходит от сильно раскаленных (около 7000°F [3871°C]) электродов, как в угольных дуг , или от нагретых ионизированных газов, окружающих дугу, как в пламенных дугах . Углеродная дуга, в которой электродами служат два угольных стержня, была первым практичным коммерческим электрическим осветительным устройством и до сих пор остается одним из самых ярких источников света. Он используется в театральных кинопроекторах, больших прожекторах и маяках. Пламенные дуги используются в цветной фотографии и в фотохимических процессах, потому что они очень близки к естественному солнечному свету. Уголь пропитан летучими химическими веществами, которые светятся при испарении и попадании в дугу. Цвет дуги зависит от материала; материал может быть кальций , барий , титан или стронций. В некоторых случаях длина волны излучения находится за пределами видимого спектра . Ртутные дуги производят ультрафиолетовое излучение под высоким давлением. Они также могут излучать видимый свет в трубке низкого давления, если внутренние стенки покрыты флуоресцентным материалом , например люминофором; люминофор излучает свет при освещении ультрафиолетовым излучением ртути.
Другое использование дуг включает клапаны (использовавшиеся в первые дни радио ), а также как источник ионов в ядерных ускорителях и термоядерных устройствах. Возбуждение электронов в дуге, в частности прямая бомбардировка электронами, приводит к узким спектральным линиям . Таким образом, дуга может предоставить информацию о составе электродов. Спектры металлических сплавов широко изучаются с помощью дуг; металлы включены в материал электродов и при испарении дают отчетливые спектры.
См. также Электроника.
Илана Штайнхорн
КЛЮЧЕВЫЕ ТЕРМИНЫ
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
- Искусственная (горячая) дуга
— электрическая дуга, катод которой нагревается внешним источником для обеспечения термоэлектронной эмиссии, а не самим разрядом.
- Дуга с холодным катодом
— Электрическая дуга, работающая на низкокипящих материалах.
- Термоэмиссионная дуга
— электрическая дуга, в которой ток электронов от катода обеспечивается преимущественно термоэлектронной эмиссией.
The Gale Encyclopedia of Science
gale
просмотров обновлено 18 мая 2018
Электрическая дуга представляет собой устройство, в котором электрический ток (поток электронов) течет между двумя точками, разделенными газ. Две точки называются электродами. Тот, от которого исходит ток, является катодом. Электрод, к которому текут электроны, называется анодом. Термин «электрическая дуга» относится как к самому устройству, так и к электрическому разряду, происходящему внутри устройства. Дуги могут использовать высокое, атмосферное или низкое давление и могут содержать различные газы. Они широко используются в качестве люминесцентных ламп; как печи; для нагрева, резки и сварки; и как инструменты для определенных видов химического анализа.
Электропроводность газов
Обычно газы являются плохими проводниками электричества. Атомы или молекулы, из которых они состоят, обычно не содержат свободных электронов, необходимых для протекания тока. Однако это условие может измениться. Если к газу приложить достаточную энергию, его атомы или молекулы распадутся (ионизируются) на заряженные частицы. Например, если искру пропустить через сосуд с газообразным кислородом, молекулы кислорода ионизируются с образованием положительно заряженных ионов кислорода и отрицательно заряженных ионов кислорода. Затем эти заряженные частицы позволяют газу стать проводящим.
Конструкция дуги
В электрической дуге энергия, необходимая для ионизации, поступает от внешнего источника, такого как электрический генератор. Интенсивный поток электронов течет к катоду, а затем через газонаполненный промежуток к аноду. Когда эти электроны проходят через газ, они вызывают ионизацию. Ионы, образующиеся при этом, еще больше облегчают протекание тока между электродами. Для каждого газа требуется некоторое минимальное количество энергии
для ионизации при данной температуре и давлении. Эта энергия известна как потенциал пробоя газа.
Одним из примеров электрической дуги является удар молнии. В природе два облака могут действовать как электроды, или между облаком и поверхностью Земли может протекать электрический ток. В любом случае ток течет по воздуху, ионизируя молекулы кислорода, азота и других газов в атмосфере.
Свет и звук, связанные с молнией, свидетельствуют о важных изменениях, происходящих в газе между электродами. Поток электрического тока нагревает газ до высоких температур. Свет, связанный с молнией, свидетельствует об этом изменении. Удар грома — еще один признак изменения: нагретый воздух вокруг молнии быстро расширяется, создавая звуковую волну.
Простейшая электрическая дуга состоит из двух электродов из проводящего материала, расположенных на небольшом расстоянии друг от друга. Воздух — это газ, используемый в этой дуге. Этот вид электрической дуги был впервые изучен английским физиком и химиком Хамфри Дэви (1778–1829) в 1808 году.
Различные типы электрических дуг отличаются друг от друга двумя аспектами: давлением, при котором они работают, и материалами, из которых сделаны. Электрические дуги могут быть заключены в стеклянные или пластиковые контейнеры, из которых откачан воздух (вакуумные дуги) или к которым добавлен воздух или какой-либо другой газ (дуги высокого давления).
Свет, излучаемый дугой, зависит как от материала, из которого изготовлены электроды, так и от газа, который их разделяет. Некоторые электроды не выполняют никакой другой функции, кроме проведения электрического тока в дугу и из нее. Другие электроды выбраны потому, что они имеют тенденцию испаряться при использовании дуги, изменяя производимый разряд. Для использования в электрических дугах выбирают различные газы, поскольку они также влияют на производимые разряды. Например, каждый химический элемент при ионизации дает свой характерный цвет.
Использование электрических дуг
Существует множество типов дуг, каждая из которых имеет свое применение. Например, дуговые сварочные аппараты используются для сварки (когда металл плавится и добавляется в соединение). В некоторых случаях единственной функцией дуги является подача тепла. В других случаях металл одного электрода может фактически использоваться для формирования сварного шва. Плазменные горелки используются для резки, напыления и газового нагрева. Плазма — это термин, используемый для горячих ионизированных газов. Резка металла плазменной горелкой может производиться с помощью дуги, образующейся между самим металлом и электродом горелки.
Электрические дуги часто используются в качестве ламп из-за количества света, которое они производят. Этот свет исходит от горячих раскаленных электродов (угольные дуги) и, иногда, от нагретых газов (пламенные дуги). Угольная дуга, в которой два угольных стержня служат электродами, была первым практическим коммерческим осветительным устройством. Он остается одним из самых ярких источников света и до сих пор используется в театральных кинопроекторах, больших прожекторах и маяках. Пламенные дуги используются в цветной фотографии и в фотохимических процессах, потому что они очень близки к естественному солнечному свету. Углерод насыщен химическими веществами, которые легко выкипают. Эти химические вещества становятся светящимися, когда они испаряются и нагреваются дугой.
Цвет пламенных дуг зависит от материала, из которого изготовлены электроды. Например, кальциевые дуги дают красное свечение, а бариевые — зеленое. В некоторых пламенных дугах производимое излучение выходит за пределы видимого диапазона. Ртутные дуги под высоким давлением производят ультрафиолетовое излучение. Они также могут излучать видимый свет в трубке низкого давления, если внутренние стенки трубки покрыты флуоресцентным материалом, известным как люминофор. Люминофор излучает видимый свет при попадании на него ультрафиолетового излучения ртути.
Дуги также можно использовать в радиолампах, которые использовались на заре радио, и в качестве источника ионов в ядерных реакторах и термоядерных устройствах (устройствах для управления высвобождением ядерной энергии).
[ См. также Электричество; Электроника ]
UXL Encyclopedia of Science
Что такое дуга? | Дуга в автоматическом выключателе
Перед тем, как перейти к деталям технологий гашения дуги или гашения дуги , используемых в автоматических выключателях, мы должны знать сначала что такое дуга на самом деле.
Что такое дуга?
При размыкании токоведущих контактов выключателя среда между размыкающими контактами становится сильно ионизированной, через которую ток отключения проходит путь с низким сопротивлением и продолжает течь по этому пути, даже если контакты физически разъединены. При протекании тока от одного контакта к другому дорожка настолько нагревается, что светится. Это называется дугой .
Дуга в автоматическом выключателе
Всякий раз, когда при разомкнутых токовых контактах выключателя возникает дуга в выключателе , установленная между разделительными контактами.
Пока эта дуга поддерживается между контактами, ток через автоматический выключатель не будет окончательно прерван, поскольку дуга сама по себе является проводящим путем электричества. Для полного отключения тока необходимо, чтобы автоматический выключатель гасил дугу как можно быстрее. Основным критерием проектирования автоматического выключателя является обеспечение соответствующей технологии гашение дуги в автоматическом выключателе для быстрого и безопасного отключения тока. Поэтому, прежде чем переходить к различным методам гашения дуги, используемым в автоматических выключателях, мы должны попытаться понять, что такое дуга и основную теорию дуги в автоматическом выключателе , давайте обсудим.
Термическая ионизация газа
В газе при комнатной температуре присутствует некоторое количество свободных электронов и ионов из-за ультрафиолетовых лучей, космических лучей и радиоактивности земли. Этих свободных электронов и ионов так мало, что их недостаточно для поддержания проводимости электричества. Молекулы газа движутся хаотично при комнатной температуре. Найдена молекула воздуха при температуре 300 o K (комнатная температура) движется случайным образом со средней скоростью приблизительно 500 метров в секунду и сталкивается с другими молекулами со скоростью 10 10 раз в секунду.
Эти беспорядочно движущиеся молекулы очень часто сталкиваются друг с другом, но кинетической энергии молекул недостаточно, чтобы оторвать электрон от атомов молекул. При повышении температуры воздух будет нагреваться и, следовательно, скорость молекул увеличится. Более высокая скорость означает более сильное воздействие во время межмолекулярного столкновения. В этой ситуации некоторые молекулы диссоциируют на атомы. При дальнейшем повышении температуры воздуха многие атомы лишаются валентных электронов и делают газ ионизированным. Тогда этот ионизированный газ может проводить электричество из-за достаточного количества свободных электронов. Такое состояние любого газа или воздуха называется плазмой. Это явление называется термическая ионизация газа .
Ионизация из-за столкновения электронов
Как мы уже говорили, в воздухе или газе всегда присутствуют свободные электроны и ионы, но их недостаточно для проведения электричества. Всякий раз, когда эти свободные электроны сталкиваются с сильным электрическим полем, они направляются к точкам с более высоким потенциалом в поле и приобретают достаточно большую скорость. Другими словами, электроны ускоряются вдоль направления электрического поля из-за высокого градиента потенциала. Во время своего движения эти электроны сталкиваются с другими атомами и молекулами воздуха или газа и вытягивают со своих орбит валентные электроны.
После извлечения из родительских атомов электроны также будут двигаться в направлении того же электрического поля из-за градиента потенциала. Эти электроны будут аналогичным образом сталкиваться с другими атомами и создавать больше свободных электронов, которые также будут направлены вдоль электрического поля. Из-за этого сопряженного действия количество свободных электронов в газе станет настолько большим, что газ начнет проводить электричество. Это явление известно как ионизация газа из-за столкновения электронов.
Деионизация газа
Если устранить все причины ионизации газа из ионизированного газа, он быстро возвращается в нейтральное состояние за счет рекомбинации положительных и отрицательных зарядов. Процесс рекомбинации положительных и отрицательных зарядов известен как процесс деионизации. При деионизации путем диффузии отрицательные ионы или электроны и положительные ионы перемещаются к стенкам под действием градиентов концентрации и таким образом завершают процесс рекомбинации.
Роль дуги в автоматическом выключателе
Когда два токовых контакта просто размыкаются, дуга перекрывает контактный зазор, через который ток проходит по пути с низким сопротивлением, поэтому не будет внезапного прерывания тока. Поскольку при размыкании контактов не происходит внезапного и резкого изменения тока, в системе не будет аномального коммутационного перенапряжения. Если i — ток, протекающий через контакты непосредственно перед их размыканием, L — индуктивность системы, коммутируемое перенапряжение при размыкании контактов, может быть выражено как V = L.(di/dt), где di/dt скорость изменения тока относительно времени размыкания контактов. В случае переменного тока дуга мгновенно гасится при каждом нуле тока. После пересечения каждого нулевого тока среда между разъединенными контактами снова ионизируется во время следующего цикла тока и дуга в автоматическом выключателе восстанавливается. Чтобы прерывание было полным и успешным, необходимо предотвратить повторную ионизацию между разомкнутыми контактами после нулевого тока.
Если дуга в выключателе отсутствует во время размыкания токоведущих контактов, произойдет внезапное и внезапное прерывание тока, что вызовет огромное коммутационное перенапряжение, достаточное для серьезной нагрузки на изоляцию системы. С другой стороны, дуга обеспечивает постепенный, но быстрый переход контактов из токоведущего состояния в токоразмыкающее.
Теория прерывания или гашения дуги или гашения дуги
Характеристики столба дуги
При высокой температуре заряженные частицы в газе быстро и беспорядочно перемещаются, но в отсутствие электрического поля результирующего движения не происходит. Всякий раз, когда к газу прикладывается электрическое поле, заряженные частицы приобретают дрейфовую скорость, наложенную на их случайное тепловое движение. Скорость дрейфа пропорциональна градиенту напряжения поля и подвижности частиц. Подвижность частиц зависит от массы частицы, более тяжелые частицы снижают подвижность. Подвижность также зависит от средней длины свободного пробега, доступной в газе для случайного движения частиц. Поскольку каждый раз, когда частица сталкивается, она теряет свою направленную скорость и должна снова ускоряться в направлении электрического поля. Следовательно, чистая подвижность частиц снижается. Если газ находится под высоким давлением, он становится более плотным и, следовательно, молекулы газа сближаются друг с другом, поэтому столкновения происходят чаще, что снижает подвижность частиц. Суммарный ток заряженных частиц прямо пропорционален их подвижности. Поэтому подвижность заряженных частиц зависит от температуры, давления газа, а также от природы газа. Опять же подвижность частиц газа определяет степень ионизации газа.
Таким образом, из приведенного выше объяснения мы можем сказать, что процесс ионизации газа зависит от природы газа (более тяжелые или более легкие частицы газа), давления газа и температуры газа. Как мы говорили ранее, интенсивность столба дуги зависит от наличия ионизированной среды между разделенными электрическими контактами, поэтому особое внимание следует уделить уменьшению ионизации или увеличению деионизации среды между контактами. Вот почему основной конструктивной особенностью автоматического выключателя является обеспечение различных методов контроля давления, методов охлаждения для различных сред дуги между контактами автоматического выключателя.
Потери тепла от дуги
Потери тепла от дуги в выключателе происходят за счет проводимости, конвекции, а также излучения. В выключателе с простым разрывом дуги в масле, дуги в желобах или узких пазах почти все тепловые потери связаны с проводимостью. В воздушном выключателе или в выключателе, где между электрическими контактами имеется поток газа, потери тепла дуговой плазмы происходят за счет процесса конвекции. При нормальном давлении излучение не является существенным фактором, но при более высоком давлении излучение может стать очень важным фактором отвода тепла от дуговой плазмы. При размыкании электрических контактов в выключателе возникает дуга, которая гасится при каждом переходе тока через ноль, а затем снова восстанавливается в следующем цикле. Окончательное гашение дуги или гашение дуги в выключателе достигается за счет быстрого увеличения диэлектрической прочности в среде между контактами, так что восстановление дуги после перехода через ноль становится невозможным. Это быстрое увеличение диэлектрической прочности между контактами выключателя достигается либо за счет деионизации газа в среде дуги, либо за счет замены ионизированного газа холодным и свежим газом.
Существуют различные процессы деионизации, применяемые для гашения дуги в выключателе, давайте кратко обсудим их.
Деионизация газа из-за повышения давления
Если давление на пути дуги увеличивается, плотность ионизированного газа увеличивается, что означает, что частицы в газе сближаются друг с другом, и в результате длина свободного пробега дуги частиц уменьшается. Это увеличивает частоту столкновений, и, как мы обсуждали ранее, при каждом столкновении заряженные частицы теряют свою направленную скорость вдоль электрического поля и снова ускоряются в сторону поля. Можно сказать, что в целом подвижность заряженных частиц уменьшается, поэтому напряжение, необходимое для поддержания дуги, увеличивается. Другим следствием повышенной плотности частиц является более высокая скорость деионизации газа за счет рекомбинации противоположно заряженных частиц.
Деионизация газа при понижении температуры
Скорость ионизации газа зависит от интенсивности удара при столкновении частиц газа. Интенсивность удара при столкновении частиц опять же зависит от скорости случайных движений частиц. Это хаотическое движение частицы и ее скорость увеличивается с повышением температуры газа. Отсюда можно заключить так, что если температура газа увеличивается; его процесс ионизации увеличивается, и верно и обратное утверждение: если температура снижается, скорость ионизации газа уменьшается, значит, деионизация газа увеличивается. Поэтому для поддержания дуговой плазмы с пониженной температурой требуется большее напряжение. Наконец, можно сказать, что охлаждение эффективно увеличивает сопротивление дуги.