Сварочный электрод это
Главная » Статьи » Сварочный электрод это
Электроды для сварки — виды, маркировка и выбор
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.
Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
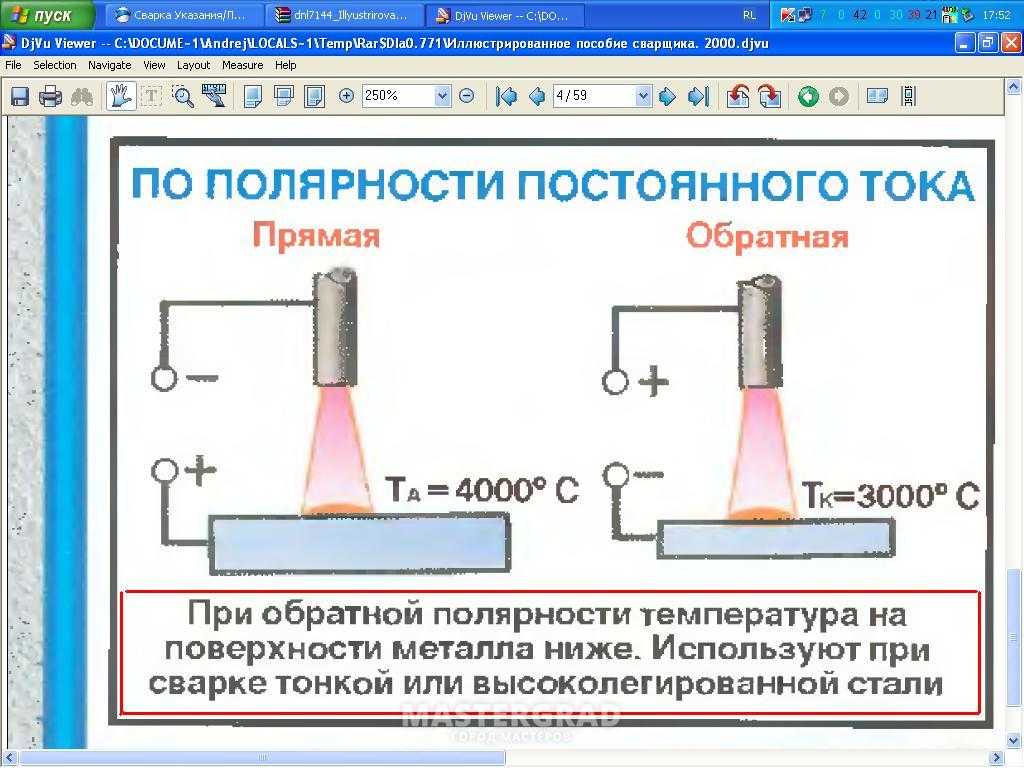
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
В данном случае от силы тока.
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикальном хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Поделись с друзьями
0
0
2
0
svarkalegko.com
Из чего состоит сварочный электрод
Сварочные электроды являются основным расходным материалом, который используется для сварки. Существует масса разновидностей этих изделий, которые насчитывают более двухсот штук. Они отличаются по следующим параметрам:
- Материалу, из которого изготавливается стержень;
- Покрытию, которое обволакивает стержень;
- Толщине;
- Длине;
- Сфере применения.
Материал, из этого состоит изделие, служит для образования шва. Но он состоит не только из одного вида металла, поэтому, перед выбором нужно определиться из чего состоит электрод, чтобы знать, на что обращать внимание. От правильности выбора зависит успех сваривания, примерно на столько же, насколько и от мастерства сварщика.
От правильности выбора зависит успех сваривания, примерно на столько же, насколько и от мастерства сварщика.
Сварочные электроды
Принцип работы электрода
Принцип работы электрода заключается в следующем. Его помещают одним концом в электрододержатель, который является одним из контактов сети, которая идет от трансформатора. Второй контакт цепи закрепляется на свариваемой детали или сварочном столе, который также является токопроводящим. Когда электрод соприкасается с деталью, то цепь замыкается. Сварщик поддерживает его в слегка приподнятом от поверхности состоянии, чтобы замыкание было не полным, иначе электрод залипает и трансформатор может сгореть. Поэтому, создаются условия, чтобы образовывалась электрическая дуга. На качество работы влияет и материал из чего сделаны электроды для сварки, так как от этого зависит надежность эксплуатации шва.
В большинстве случаев электрическая дуга является негативным явлением, но при сварке помогает расплавлять металл, преобразуя электрическую энергию в тепловую. Расплавленный металл будет заделывать трещины, сваривать две детали и прочие сварочные процедуры. Практически каждый электрод имеет защитное покрытие, которое придает ему некоторые дополнительные свойства, в зависимости от состава, а также защищает сварочную ванну от постороннего воздействия и попадания лишних предметов, не говоря уже об улучшении свойств плавления.
Расплавленный металл будет заделывать трещины, сваривать две детали и прочие сварочные процедуры. Практически каждый электрод имеет защитное покрытие, которое придает ему некоторые дополнительные свойства, в зависимости от состава, а также защищает сварочную ванну от постороннего воздействия и попадания лишних предметов, не говоря уже об улучшении свойств плавления.
Конструктивные особенности различных типов
Электроды различаются по типу своего применения, так как от этого зависят все их характеристики. От этого же зависит и из чего делают электроды для сварки, так как его материал должен полностью совпадать с материалом заготовки. Встречаются модели из:
- Алюминия;
- Чугуна;
- Стали различных сортов, в том числе и нержавеющей;
- Вольфрама, которые относятся к неплавящимся;
- Медные.
Применение электродов для различных материалов
В чистом виде металл очень редко используется и практически в каждом случае состав электрода для сварки может иметь свои легирующие примеси, создающие нужные свойства электрода. На конструкцию это мало чем влияет, помимо длинны и толщины, что уже больше зависит от того, где их будут применять.
На конструкцию это мало чем влияет, помимо длинны и толщины, что уже больше зависит от того, где их будут применять.
Характеристики элементов электрода
Устройство электрода для сварки является предельно простым, так как он состоит из таких элементов как:
- Стержень;
- Покрытие;
- Контактные торец, не имеющий покрытия.
Устройство сварочного электрода
Разобравшись, из чего состоит сварочный электрод, можно более подробно рассмотреть характеристики, ведь у каждого из этих элементов имеются свои особенности, которые влияют на сферу его применения и качество сварки.
Стержень является тем элементом, из которого получается сварочный шов, так как именно он расплавляется от дуги и заполняет ванну. Толщина стержня влияет на глубину, на которую будет залегать шов, а соответственно и на величину ванны. Длина электрода помогает более длительное время вести шов непрерывно, что оказывается очень важным для ответственных объектов, так как каждое прерывание ухудшает общее качество. Материал стержня может считаться основной характеристикой, так как он должен соответствовать тому, что именно будет свариваться.
Материал стержня может считаться основной характеристикой, так как он должен соответствовать тому, что именно будет свариваться.
Покрытие служит для поддержания стабильного горения дуги. Встречаются такие типы как:
- С кислым покрытием – куда входит оксид железа, кремния и марганца. Металл на шве в данном случае имеет предрасположенность к образованию трещин в горячем состоянии, но в них не образуются поры, даже если на поверхности имеется ржавчина.
- С рутиловым покрытием – в основу которых входит диоксид титана, или как его еще называют, рутиловый концентрат. Вероятность образования трещин здесь еще выше, чем у варианта с кислым покрытием, но итоговый результат шва относится к спокойным сталям. Во время сварки металл практически не разбрызгивается и нет проблем от ржавчины на поверхности.
- С ильменитовым покрытием – имеют свойства средние, между кислым и рутиловым.
- С основным покрытием – куда входят фтористые соединения и карбонаты. После остывания металл шва получается весьма пластичным и вязкий при механических ударах.
 У него высокая стойкость при образовании трещин, но при наличии ржавчины на поверхности получается высокая вероятность образования пор.
У него высокая стойкость при образовании трещин, но при наличии ржавчины на поверхности получается высокая вероятность образования пор. - С целлюлозным покрытием – в этом случае в его составе будет около 50% органических составляющих. Это приводит к повышенному содержанию водорода. Для данного типа характерно образование ровного и плотного валика, что облегчает создание вертикальных швов.
 У него высокая стойкость при образовании трещин, но при наличии ржавчины на поверхности получается высокая вероятность образования пор.
У него высокая стойкость при образовании трещин, но при наличии ржавчины на поверхности получается высокая вероятность образования пор.Виды покрытий электродов для сварки
Выбор электрода для сварки
Выбор электрода является ответственным делом, так как здесь нужно учесть:
- Максимально полную идентичность его материала и материала свариваемых деталей;
- Правильный выбор покрытия, которое подойдет для условий работы;
- Грамотный подбор толщины относительно мощности аппарата, а также требуемой глубины шва.
Автор: Игорь
Дата: 05.04.2016
Рейтинг статьи:
Загрузка. ..
..
svarkaipayka.ru
Что такое электрод сварочный, и его назначение
Главная страница » Что такое электрод сварочный, и его назначение
Сварочный электрод представляет собой стержень из электропроводного материала (металлического или неметаллического), который предназначен для подачи напряжения к свариваемой детали. Сегодня на рынке имеется более двухсот различных марок электродов, причем большая часть выпускаемого ассортимента приходится на плавящиеся электроды, которые предназначены для ручной дуговой сварки.
Что такое электрод, и из какого материала он изготавливается
Сварочные электроды изготавливают из электропроводного материала, а в зависимости от материала они разделяются на виды:
- металлические – стальные, чугунные, латунные, медные, бронзовые, вольфрамовые и другие;
- металлические плавящиеся электроды – покрытые и комбинированные, сварочные пластины, а также ленты сплошного сечения;
- металлические неплавящиеся электроды – вольфрамовые электродные стержни, электроды для контактной сварки;
- неплавящиеся неметаллические электроды – графитовые и угольные.

Электроды, покрытые для ручной дуговой сварки
- Электроды, покрытые для ручной дуговой сварки, изготавливаются в виде стержней, как правило, длиной от 250 до 700 мм из сварочной проволоки с нанесением на нее слоя покрытия. На одном конце электрода длиной 20-30 мм покрытие не наносится для его закрепления в держателе.
- Длина электрода зависит от химического состава стержня и его диаметра. Например, стержни с небольшим диаметром, состоящие из высоколегированных сталей, изготавливают более короткими для уменьшения сопротивления электрическому току и, соответственно, нагрева при сварке, а стержни небольшого диаметра из низкоуглеродистых сталей имеют высокую электропроводность и, следовательно, могут быть длиннее.
Сварочные электроды должны обеспечивать:
- устойчивость горения дуги, равномерность плавления металла и стабильность переноса его в сварочную ванну;
- защиту металла сварочной ванны и расплавленного металла электрода от воздуха;
- получение требуемых механических свойств и химического состава металла шва;
- минимальные потери на разбрызгивание, угар и хорошее формирование шва;
- по возможности высокую производительность сварочного процесса;
- хорошую отделимость и удаляемость шлака с поверхности шва;
- достаточную стойкость покрытия механическим повреждениям;
- минимальную токсичность выделяющихся при сварке газов, соблюдение санитарно-гигиенических норм;
weldelec. com
com
Из чего состоят сварочные электроды
Бывает, что нас интересует, почему тот или иной сварочный электрод может плохо выполнять свою работу. Часто причиной является низкое качество самого электрода или неправильный подбор электрода для сваривания. Поэтому нужно знать, из чего состоят сварочные электроды.
Сварочные электроды являются металлическими стержнями, на которые нанесена обмазка. Иногда встречаются электроды, на которые не нанесена обмазка. Металлические стержни или сварочная проволока – это как раз и есть плавящийся электрод. Сварочную проволоку, которую используют для изготовления электродов, выпускают диаметром от 1 до 12 миллиметров. При этом ее длина составляет до 450 миллиметров.
В основном, большинство марок сварочных электродов различается по содержанию углерода, кремния и фосфора. Химический состав проволоки, которая используется для изготовления электродов, поддается жесткому регламенту, поэтому в результате получается большое количество марок электродов, которые используются для проведения сварочных работ.
Для проведения сваривания ручной дуговой сваркой используются электроды, которые покрыты специальной обмазкой, которая наносится на поверхность сварочного электрода и позволяет комфортно производить сваривание. Поэтому при приготовлении покрытия для сварочных электродов очень важно придерживаться допустимых пропорций. Таким образом, увеличив содержание азота и кислорода в структуре шва, можно добиться резкого снижения пластических свойств металла шва.
Для того чтобы уменьшить содержание кислорода и азота в металле сварочного шва, используется несколько методов. Например, для этих целей может служить насыщение электродов раскислителями. Это означает, что в таком случае используется покрытие сварочного электрода, которое при плавлении электрода образует большое количество шлаков, тем самым защищая его от воздействия факторов окружающей среды.
Электроды могут разделяться на электроды с толстым и тонким покрытием. Тонкое покрытие позволяет сделать горение дуги более устойчивым. Самым распространенным является покрытие, в составе которого есть мел и жидкое стекло. В таком случае сварочные электроды с тонким покрытием не могут производить сваривание высокого качества, потому что сварочная ванна является незащищенной. Поэтому в большинстве случаев для сваривания рекомендуется использовать электроды с толстым покрытием.
Самым распространенным является покрытие, в составе которого есть мел и жидкое стекло. В таком случае сварочные электроды с тонким покрытием не могут производить сваривание высокого качества, потому что сварочная ванна является незащищенной. Поэтому в большинстве случаев для сваривания рекомендуется использовать электроды с толстым покрытием.
Сварочные электроды, имеющие толстое покрытие, имеют больше преимуществ, поэтому их использование является более широким. В состав толстого покрытия сварочных электродов входят такие вещества, как раскислители, газообразующие и легирующие элементы. Также в их состав добавляют марганцевую руду и каолин.
Помимо этого, туда добавляется большое количество других примесей, которые способствуют стабильному горению дуги. Таким образом, используя сварочные электроды с толстым покрытием, Вы сможете избежать низкого качества сваривания.
Электроды для свинца
Электроды Сила
elektrod-3g. ru
ru
Сварочные электроды | Классификация и типы электродов для сварки
Добиться нужного качества сваривания невозможно без правильного выбора электродов. Избежать ошибки поможет четкое понимание рынка. Необходимо знать о видах продукции от разных производителей, рекомендациях относительно применения конкретной марки, принципах маркировки электродов.
СОДЕРЖАНИЕ
- Назначение сварочных электродов
- Какие бывают электроды для сварки
- Классификация электродов согласно ГОСТу 9466-75
- Виды электродов по назначению
- По толщине покрытия
- Типы покрытия электродов
- По пространственному расположению наплава
- По виду и полярности тока
- Из чего состоит электрод для сварки
- Плавящиеся и неплавящиеся электроды
- Электроды для точечной сварки
- Виды и состав обмазки сварочных электродов
- Правила маркировки
- Сушка и прокалка электродов
- Как научиться варить
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обеспечивать прочность стыка;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
Какие бывают электроды для сварки
Все представленные на отечественном рынке электроды делятся на типы, которые предназначаются для работы с различными металлами. Есть отдельная группа продукции для сварки по разным маркам стали, по чугуну, цветным металлам, алюминию и его сплавам. Благодаря такому делению сварщику легче выбрать оборудование и оптимальный режим при работе с конкретным металлом. Есть еще и отдельная группа электродов, которые используются исключительно для так называемой «наплавки металлов».
Благодаря такому делению сварщику легче выбрать оборудование и оптимальный режим при работе с конкретным металлом. Есть еще и отдельная группа электродов, которые используются исключительно для так называемой «наплавки металлов».
Особенности ручных технологических операций тоже являются определяющим фактором, который влияет на классификацию электродов. Ведь сварочные работы могут выполняться с разным расположением электрода, степенью проплавления металла, глубиной сварочной ванны и другими особенностями.
Толщина электрода определяет его принадлежность к изделиям тонким (М), толстым (Д) или среднего размера (С). В зависимости от типа обмазки продукция делится на четыре группы:
- кислая – маркируется А;
- целлюлозная – Ц;
- основная – Б;
- рутиловая – Р;
- комбинированная или смешанная. Маркируется в зависимости от того, какие виды обмазок использованы – РБ, РЦ, АР или другое.
 youtube.com/embed/JVybA_eIm9I» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/JVybA_eIm9I» frameborder=»0″ allowfullscreen=»allowfullscreen»> Если электрод обладает покрытием, которое выходит за рамки приведенной классификации, он обозначается буквой «П» – прочие. В состав обмазки включаются добавки, которые предназначаются для улучшения качества сварного шва из конкретного материала. К примеру, рутиловое покрытие электрода препятствует образованию пустот и трещин в области сварного шва. Еще электроды классифицируются в зависимости от полярности питающего тока, величины напряжения, диаметра, длины стержня.
В случае возникновения крайней необходимости электроды можно изготовить самостоятельно. Для этого понадобится стальная проволока диаметром в диапазоне от 1,6 до 6 мм. Из нее делаются отрезки длиной около 35 сантиметров. Для обмазки подойдет смесь мела и силикатного клея.
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия. Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой «У»;
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой «Л»;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой «Т»;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер — буква «В»;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами. Электроды имеют обозначение — литеру «Н».
 Электроды имеют обозначение — литеру «Н».
Электроды имеют обозначение — литеру «Н».Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d — величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой «М»;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой «С»;
- толстое. Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;
- особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка «Г» является отличительной особенностью продукта.
 Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;
Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;Согласно положениям ГОСТа 9466 — 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
|---|---|---|
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении — обозначается «1»;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз — «2»;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх — «3»;
- для работы в нижнем положении, в том числе способом в лодочку — «4».
По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | 0 |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 | ||
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются — непокрытыми.
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже — из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока. Наиболее распространенный материал, который применяется в производстве таких электродов — аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.
Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.
Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности.
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.
Виды и состав обмазки сварочных электродов
Для ручной дуговой сварки применяются электроды, состоящие из стержней длиной 25-45 см, на поверхность которых нанесен слой специального покрытия.
- стабилизирующие. В своем составе имеют элементы, которые отлично ионизируют сварочную дугу. В большинстве своем покрытие наносится на стержни тонком слоем — тонкопокрытые электроды;
- защитные. Покрытие выполнены из смеси разных материалов. Основная задача состава — защитить зону расплава от воздействия атмосферного воздуха. Помимо этого, они способствуют стабильному горению дуги, рафинируют и легируют шов;
- магнитные. Наносятся на стержень непосредственно в процессе выполнения сварочных работ. Напыление осуществляется под воздействием электромагнитных сил, которые образуются между проволокой под напряжением и ферримагнитным порошком, засыпанным в специальный бункер. Проволока или стержень подаются в сварочную зону именно через этот бункер.
Существуют такие основные виды электродных покрытий:
- руднокислые. В их составе есть окислы марганца и железа, кремнезема и много ферромарганца. Чтобы создать защитную среду в состав включаются органические вещества — крахмал, древесная мука, целлюлоза и прочие;
- рутиловые. Становятся все более популярными, благодаря развитию технологий по добыче рутиловых минералов. Основной его компонент — двуокись титана (TiO2). Помимо рутила в покрытиях содержатся и другие элементы: карбонаты калия и магния, ферромарганец, кремнезем;
- фтористо-кальциевые. В состав включены карбонаты кальция и магния, ферросплавов и плавикового шпата;
- органические. В составе преимущественно органические соединения. Чаще всего используется оксицеллюлоза с добавлением шлакообразующих материалов, раскислителей и легирующих присадок.
 Чтобы создать защитную среду в состав включаются органические вещества — крахмал, древесная мука, целлюлоза и прочие;
Чтобы создать защитную среду в состав включаются органические вещества — крахмал, древесная мука, целлюлоза и прочие;Правила маркировки
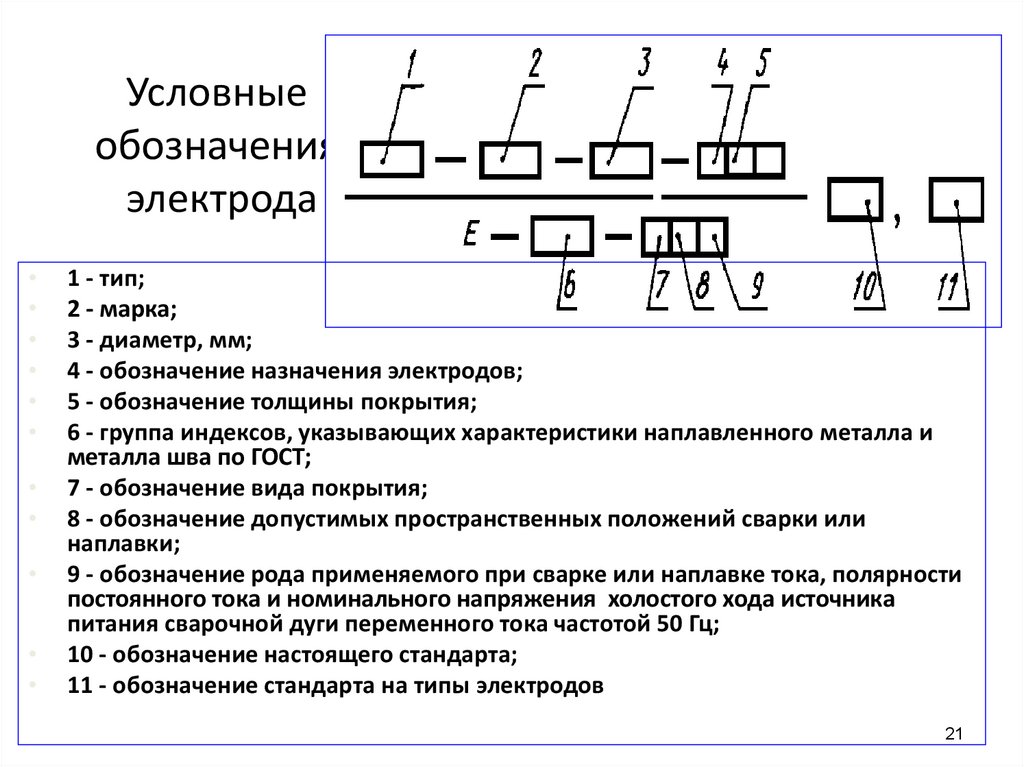
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.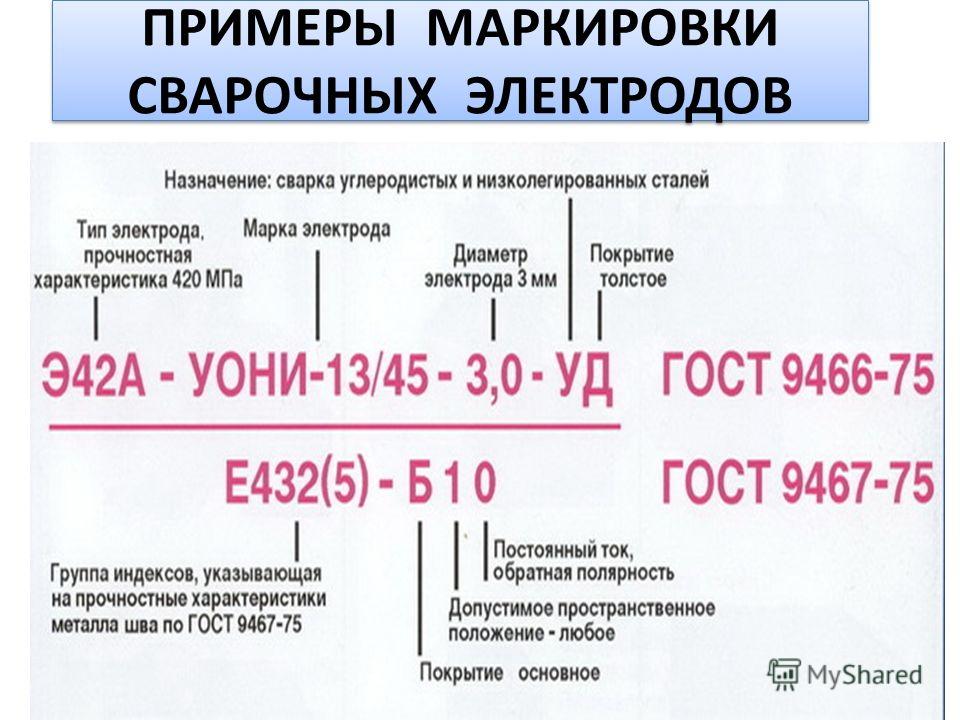
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
«Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
|---|---|---|---|
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
 youtube.com/embed/v4L8XYbfD9s» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/v4L8XYbfD9s» frameborder=»0″ allowfullscreen=»allowfullscreen»> Сушка и прокалка электродов
Во время транспортировки или хранения электроды могут отсыреть. В таком случае нужна предварительная сушка, а еще лучше – прокалка. Это очень важная процедура, которая в конечном итоге положительно влияет на загорание дуги.
Не стоит часто прибегать к прокалке электродов, поскольку неоднократное нагревание способно повредить покрытие стержня. Подвергать процедуре желательно только требуемое для текущих работ количество электродов. Или же их должно остаться совсем немного.
Прокалывание практично еще и тем, что поднимает температуру электродов непосредственно перед работой. Это важно, например, для сварки труб или при работе с толстыми заготовками. Предварительный прогрев дает возможность получать герметичные стыки во время «сварки под давлением». Но следует иметь ввиду, что важен постепенный нагрев. При резком перепаде температуры не исключено образование известкового налета.
Прокалка связана с предельными сроками и длительностью хранения электродов. Согласно общепринятым нормативам максимальный срок годности отечественной продукции составляет пять лет. На практике электроды могут храниться несколько дольше, не теряя при это своих характеристик.
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
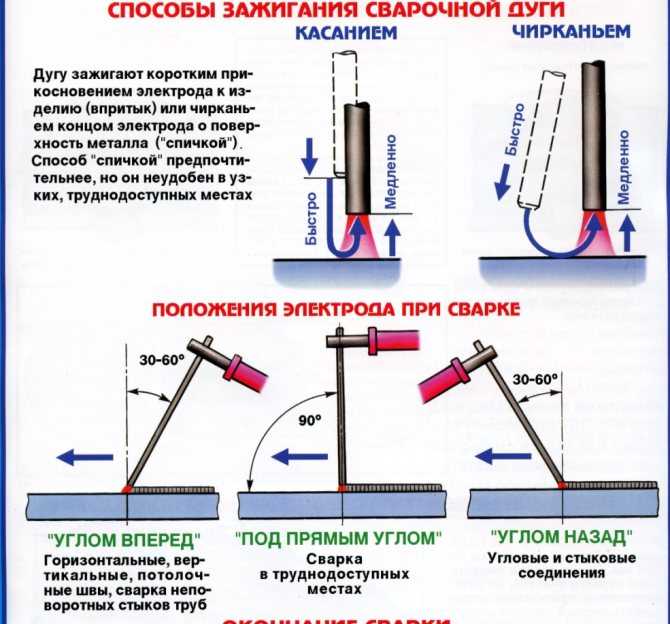
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги. В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода.
Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.
Читайте также: Маркировка электродов для ручной дуговой сварки
Электроды для сварки. Виды и устройство. Применение и работа
Электроды для сварки представляют собой стержни из металла или другого материала, которые при прохождении мощного электрического тока плавятся или плавят поверхность заготовок, что приводит к созданию соединяющего сварочного шва. Электроды разделяются на марки в зависимости от того, для каких работ применяются. В настоящее время существует более 200 марок.
Все разновидности электродов для сварки разделяют на две группы:
- Металлические.
- Неметаллические.

Делают из угля или графита. Они не плавятся и эффективно пропускают электричество, при этом разогреваются, но больше всего греется поверхность, к которой они прикасаются. В результате металл плавится, приобретая текучесть, и заполняет шов. Создается физический процесс диффузии, что обеспечивает смешивание молекул из двух заготовок, в результате чего создается надежное соединение.
МеталлическиеТакие электроды для сварки также бывают
неплавящимися и плавящимися.Неплавящиеся металлические электроды бывают четырех видов:
- Вольфрамовые.
- Торированные.
- Лантанированные.
- Итрированные.
Плавящийся подвид металлических электродов выпускается в 2 формах:
- Покрытые.
- Не покрытые.
Покрытые имеют специальное напыление на стержне, которое при разогреве выделяет газ, предотвращающий окисления текучего металла.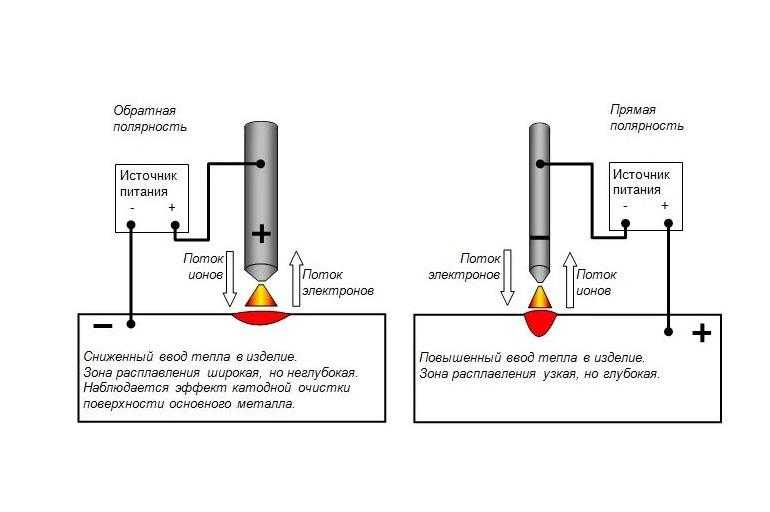 Их стержень делается из идентичного металла с той заготовкой, которая сваривается. Это может быть сталь, чугун, алюминий, медь бронза и так далее. Электрод из алюминия не может варить сталь, как и чугунный – медь. Соответствие материалов должно быть стопроцентным.
Их стержень делается из идентичного металла с той заготовкой, которая сваривается. Это может быть сталь, чугун, алюминий, медь бронза и так далее. Электрод из алюминия не может варить сталь, как и чугунный – медь. Соответствие материалов должно быть стопроцентным.
Непокрытые электроды представляют собой длинную проволоку, которая используется в полуавтоматическом сварочном аппарате. Данное оборудование подает проволоку вместе с потоком газа, поэтому ее окружает благоприятная среда предотвращающая окисление при плавке. Для сварки черных металлов обычно подается углекислота.
Наличие более 200 марок электродов обусловлено тем, что существует масса разновидностей сталей с особой структурой. Чтобы расплавленный стержень электрода эффективно зафиксировал соединяемые детали необходимо полное соответствие с материалом, с которым осуществляется контакт. Если применять стержень другой структуры, соединение становится ненадежным. При создании достаточного давления шов отрывается. Особенно это заметно при сварке чугуна. Если использовать обычные электроды для стали, то при расплавке они просто не присоединяются к деталям.
Особенно это заметно при сварке чугуна. Если использовать обычные электроды для стали, то при расплавке они просто не присоединяются к деталям.
Существуют марки электродов под каждый вид стали. Это может быть любой металл – теплоустойчивая, легированная, конструкционная, низколегированные, нержавеющая и пр. типы сталей.
Покрытые электроды для сварки дугового типаЭлектродуговые электроды являются самыми востребованными, поскольку применяются для самого распространенного типа сварочного оборудования. Они используются на производстве и в быту. Практически все металлоконструкции в строительстве завариваются таким оборудованием. На прилавках магазинов продаются инверторные и другие виды сварочных аппаратов, которые работают с подобными электродами.
Эти электроды для сварки относятся к виду металлических плавящихся стержней с защитным покрытием. Их сердцевина делается из того металла, который нужно сварить. Непосредственно само устройство подобных электродов состоит из металлического стержня, сделанного в виде длинного прута, покрытие которого идет практически по всему периметру, кроме маленького хвостика. Непокрытый хвостик используется для фиксации в держателе сварочного аппарата, поскольку покрытие не проводит ток и его наличие не позволит создать контакт. Рабочей частью электрода является торец, который также не имеет покрытия. При касании его к детали, которую нужно заварить, место соединения разогревается и электрод начинает плавиться, а его покрытие выделяет газ, препятствующий окислению.
Непокрытый хвостик используется для фиксации в держателе сварочного аппарата, поскольку покрытие не проводит ток и его наличие не позволит создать контакт. Рабочей частью электрода является торец, который также не имеет покрытия. При касании его к детали, которую нужно заварить, место соединения разогревается и электрод начинает плавиться, а его покрытие выделяет газ, препятствующий окислению.
Электроды для дуговой сварки отличаются между собой не только по металлу сердечника, но и его диаметру в миллиметрах. Чем тоньше прут, тем быстрее он плавится. Если необходимо сварить заготовку, имеющую толстое тело, то нужно выбирать электрод большого диаметра. Стоит отметить, что возможность применения зависит от классификации сварочного аппарата. При использовании электродов с большим диаметром создается высокая нагрузка, в результате которой слабое оборудование может перегореть.
Для обеспечения надежной сварки с применением подобных электродов важно, чтобы прогревался не только стержень для плавки, но и заготовка.
 Это обеспечивает надежное смешивание жидкого металла на молекулярном уровне. Если для толстых заготовок использовать тонкий стержень, поверхность останется холодной, в то время как электрод уже течет. В результате после остывания такое соединение можно отломить голыми руками. Если применять толстый электрод на тонкостенном листовом металле, то свариваемая поверхность просто будет прогорать насквозь и шов не получиться. Таким образом, электроды для сварки подбираются индивидуально.
Это обеспечивает надежное смешивание жидкого металла на молекулярном уровне. Если для толстых заготовок использовать тонкий стержень, поверхность останется холодной, в то время как электрод уже течет. В результате после остывания такое соединение можно отломить голыми руками. Если применять толстый электрод на тонкостенном листовом металле, то свариваемая поверхность просто будет прогорать насквозь и шов не получиться. Таким образом, электроды для сварки подбираются индивидуально.Стоит отметить, что подобные электроды имеют ограниченный срок хранение, поскольку со временем покрытие теряет свои свойства и не может при плавлении создавать газовое облако препятствующее окислению. Хранить электроды для сварки с покрытием нужно в сухом месте. Если они будут контактировать с избыточной влажностью, то покрытие набирает сырость. В результате наблюдается ухудшение рабочих характеристик. При нагревании стержня влага в покрытии быстро испаряется, что приводит к резкому расширению. В результате во время сварочных работ мокрыми электродами, в стороны начинают отлетать мелкие капли расплавленного металла, что небезопасно. Кроме этого, ни о каком надежном и красивом шве не может быть и речи. Если электроды намокли не сильно, их можно высушить, положив в теплом месте или на солнце. Иногда, даже после просушки, они не могут полностью возобновить свои былые характеристики.
Кроме этого, ни о каком надежном и красивом шве не может быть и речи. Если электроды намокли не сильно, их можно высушить, положив в теплом месте или на солнце. Иногда, даже после просушки, они не могут полностью возобновить свои былые характеристики.
Использование таких электродов позволяет провести очень надежное сварочное соединение, но при этом наблюдаются и определенные недостатки. В первую очередь это связано с необходимостью периодически снимать хвостики от сожженных электродов с держателя, и вставлять свежие стержни. В зависимости от навыков сварочных работ это осуществляется раз в 1-2 минуты. Также на периодичность замены влияет и толщина внутреннего сердечника. Снимаемый из держателя хвостик всегда горячий, поэтому его нужно доставать только плоскогубцами.
Сварная проволока для полуавтоматовПроволочные электроды для сварки представляют собой тонкую проволоку, намотанную на катушку. Ее вес может составлять 0,5, 1 или 2 кг. Иногда продаются даже большие катушки, но они подходят не для всех сварочных аппаратов. Проволока используется для сварки полуавтоматическим и автоматическим оборудованием. Зачастую она не имеет никакого покрытия, кроме полимера препятствующего коррозии. Иногда для предотвращения появления ржавчины на поверхности сварочной проволоки наносится бронза, медь или алюминий. Слой цветных металлов очень тонкий, поэтому никак не влияет на эффективность сварочных работ.
Проволока используется для сварки полуавтоматическим и автоматическим оборудованием. Зачастую она не имеет никакого покрытия, кроме полимера препятствующего коррозии. Иногда для предотвращения появления ржавчины на поверхности сварочной проволоки наносится бронза, медь или алюминий. Слой цветных металлов очень тонкий, поэтому никак не влияет на эффективность сварочных работ.
Сварочный полуавтомат подает проволоку сквозь рукав вместе с потоком углекислоты. При контакте с обрабатываемой поверхностью кончик проволоки греется и расплавляется. Благодаря тому, что углекислый газ в это время выталкивает весь воздух, окисление не происходит. Если отключить подачу газа, то расплавленный металл начинает кипеть, в результате чего шов получается пористым, а сама проволока постоянно перегорает.
Сравнительно недавно началось производство сварочной проволоки с флюсом. Она имеет мелкое порошковое напыление подобное покрывным электродам для дуговой сварки. Такой ассортимент стоит дороже, но имеет и свои преимущества. Его можно использовать на классической полуавтоматической сварке, которая обычно работает с углекислотой, но без ее подачи. Применение такой проволоки исключает необходимость заправки баллонов и перевозки их вместе с полуавтоматом.
Его можно использовать на классической полуавтоматической сварке, которая обычно работает с углекислотой, но без ее подачи. Применение такой проволоки исключает необходимость заправки баллонов и перевозки их вместе с полуавтоматом.
Неплавящиеся электроды для сварки применяются в тех случаях, когда необходимо провести пайку двух или более заготовок за счет плавления их собственного металла. Обычно для этого используются графитовые стержни. Подобные электроды часто применяются при обеспечении надежного соединения скрутки электрокабеля. Для этого необходимо прикоснуться к скрутке, после чего поверхность металла в месте соединения начнет мгновенно разогреваться. В результате медь или алюминий быстро оплавятся и созданные капли из разных жил сплавляются друг с другом. В дальнейшем электрический ток будет проходить по месту пайки без риска окисления и потери контакта. Это намного надежнее, чем обычная скрутка или даже использование специализированных клемм.
В отличие от обычных плавящихся электродов, неплавящиеся сложно назвать расходными материалами. Дело в том, что после работы они остаются практически такими же как изначально. Происходит лишь незначительная потеря длины. Таким образом, использование подобных электродов является более выгодным с экономической точки зрения. Обычно такие стержни используются для соединения металлов с большой текучестью, которые отличаются низкой степенью окисления при работе. В первую очередь это алюминий, медь, бронза и латунь.
Похожие темы:
- Припои для пайки. Виды и свойства. Состав и флюсы. Плавление
- Токопроводящий клей часть 1. Виды марок и требования
- Токопроводящий клей (Часть 2). Рецепты приготовления клея. Применение
- Как правильно паять. Оборудование и инструменты. Советы по пайке
- Холодная сварка. Виды и применение. Работа и особенности. Плюсы и минусы
всё, что необходимо знать новичку
Екатерина
Время чтения: ≈8 минут
Сварочный электрод — это первый предмет, с которым вам придется столкнуться, если вы захотите освоить азы сварки. Именно электроды вы будете использовать для формирования шва. При этом неважно, какую технологию вы выберите. Это может быть как ручная дуговая, так и полуавтоматическая сварка в среде защитного газа.
Если вы придете в магазин и попросите показать вам электроды для сварочного процесса, то наверняка удивитесь их разнообразию. Производители выпускают десятки марок различного диаметра и назначения. Вы не сможете купить первые попавшиеся электроды, поскольку они могут не подойти для ваших задач. Чтобы облегчить новичкам задачу мы решили составить краткую статью с основной информацией. В этой статье мы расскажем всё, что вам нужно знать про сварочные электроды. Вы узнаете, из чего делают электроды для сварки и какие они бывают.
Содержание статьи
- Общая информация
- Основные характеристики
- Диаметр электродов
- Тип покрытия
- Пространственное положение
- Назначение электродов
- Маркировка
- Выбор электродов
- Хранение
- Вместо заключения
Общая информация
Сначала определимся с термином. Сварочный электрод (он же сварочный стержень) — это пруток, изготовленный из электропроводного материала, который служит проводником тока от сварочного аппарата к детали. Сейчас выпускается более сотни различных марок электродов, предназначенных для выполнения самых разнообразных задач. В том числе, для резки металла.
Сварочный электрод (он же сварочный стержень) — это пруток, изготовленный из электропроводного материала, который служит проводником тока от сварочного аппарата к детали. Сейчас выпускается более сотни различных марок электродов, предназначенных для выполнения самых разнообразных задач. В том числе, для резки металла.
Читайте также: Выбор марки электродов для РДС
Ниже вы можете видеть, из чего сделаны электроды для сварки. Стандартный электрод может иметь длину от 25 до 45 сантиметров. При производстве используется электродная сварочная проволока, которая затем покрывается слоем обмазки или защитного покрытия. Покрытие защищает сварочную зону от окисления и улучшает качество шва. Конец электрода оставляют без покрытия, чтобы можно было вставить стержень в держатель.
Электроды могут быть плавящимися и неплавящимися. Плавящиеся электроды неустойчивы к теплу сварочной дуги и быстро уменьшаются в размерах. При плавлении смешиваются с основным металлом в сварочной ванне, и таким образом формируется шов.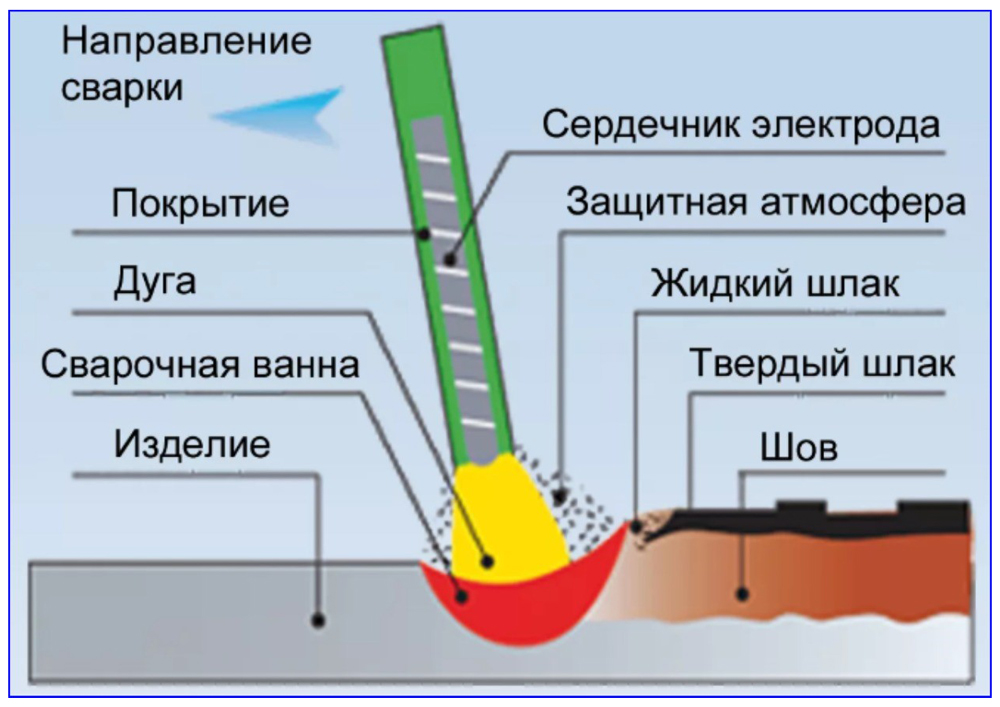 Их необходимо заменять по мере необходимости, но не рекомендуется оставлять слишком короткий электрод в держателе.
Их необходимо заменять по мере необходимости, но не рекомендуется оставлять слишком короткий электрод в держателе.
Неплавящиеся электроды изготавливаются из тугоплавких металлов, который способны выдерживать температуру до нескольких тысяч градусов. Сварочные электроды плавят металл, при этом сами практически не меняются в размере. Здесь шов формируется только благодаря основному металлу.
Основные характеристики
Диаметр электродов
У каждого электрода есть свой диаметр. При этом разделяют два диаметра: диаметр самого электрода с покрытием, и диаметр сварочной проволоки, из которой стержень изготовлен. Первый диаметр используется чаще всего.
Самый популярные — сварочные электроды 3 мм. 3 миллиметрам равен диаметр стержня. Электроды 1 мм и электроды 2 мм используются реже. Электроды для сварки диаметром 1 мм вообще применяются только для сварки тонких металлических деталей. Например, стальных листов. Есть еще толстые электроды, например электроды 5 мм. Они тоже используются нечасто, поскольку ими варят металлы большой толщины. К тому же для применения толстых электродов необходим очень мощный сварочный аппарат.
К тому же для применения толстых электродов необходим очень мощный сварочный аппарат.
Диаметр подбирается исходя из толщины металла. Обычно это одинаковые значения. Например, для сварки металла толщиной 2 мм зачастую применяют электроды диаметром тоже 2 мм.
Тип покрытия
Выше мы писали, что у электродов может быть покрытие или обмазка, которая защищает шов от окисления и стабилизирует дугу. Существует несколько типов обмазки: кислое (обозначается буквой А), основное (буква Б), целлюлозное (буква Ц), рутиловое (Р), смешанное покрытие (когда используется несколько типов обмазки одновременно).
Самые распространенные покрытия — основное и рутиловое. Новичкам рекомендуем выбирать электроды с рутиловой обмазкой, поскольку такими стержнями гораздо проще варить.
Пространственное положение
Поначалу вы скорее всего будете варить только горизонтальные швы. Но со временем обучитесь варить и в других пространственных положениях. Например, в вертикальном или потолочном. Для выполнения таких работ необходимы специальные электроды, предназначенные для этого. Перед покупкой убедитесь, что выбранные вами электроды подходят для выполнения ваших задач.
Для выполнения таких работ необходимы специальные электроды, предназначенные для этого. Перед покупкой убедитесь, что выбранные вами электроды подходят для выполнения ваших задач.
Назначение электродов
Также многие электроды предназначены только для сварки определенных металлов. Желательно знать заранее, что вы будете варить. Если сталь, то покупайте электроды, предназначенные для стали. Не стоит брать стержни для другого металла.
Маркировка
Вся информация, которую мы описали выше, обычно описывается в коротком наборе цифр и букв. Этот набор называется маркировкой или маркой электродов. Мы подробно рассказывали об этом здесь. Прочтите обязательно, чтобы научиться читать маркировку.
Выбор электродов
Итак, мы знаем, из чего состоит электрод, и какие у него существуют разновидности. Этой информация в целом достаточно для того, чтобы пойти в магазин и правильно выбрать электроды. Но для некоторых новичков этой информации недостаточно. Они хотят знать, какие лучше остальных, какую марку выбрать, какого производителя.
К сожалению, не существует единого ответа на эти вопросы. Перед выбором электродов необходимо знать, ЧТО вы собираетесь варить и КАК. Можно, конечно, купить электроды для сварки чугуна и варить ими нержавейку, но не удивляйтесь плохому качеству работ.
Совет один: опирайтесь на не советы из интернета, а на свои потребности. Кто-то вам скажем, что надо просто покупать электроды МР-3 и не заморачиваться. Это не плохой совет, если вы собираетесь варить бочку и больше ни на что не рассчитываете. Но если вы желаете совершенствовать свои навыки, то вам придется разобраться в марках электродов, а не слепо доверять «экспертам».
Хранение
Хранение электродов — это тема, которую многие почему-то обходят стороной. И зря. Ведь новичок может соблюдать технологию сварки и в целом варить правильно, но шов будет некачественным из-за того, что нарушены условия хранения. А сварщик из-за своей неопытности спишет все на плохой сварочный аппарат, неудобные условия работы или любые другие причины.
Да, при неправильном хранении электроды действительно способны значительно ухудшить качество готового сварного соединения. А все из-за влаги, которую электроды активно впитывают. По этой причине не рекомендуется хранить электроды во влажных душных помещениях, например, подвалах. Также не храните электроды на земле, даже если они в коробке. И вообще не используйте коробки для хранения. Замените их на специальный футляр. Его необязательно покупать, можно сделать самому из отрезка ПНД трубы.
Ведь коробка — это просто упаковка электродов, она не предназначена для длительного хранения в гараже или на антресолях. Постарайтесь, чтобы в помещении не было сильных перепадов температур. Это очевидно, но многие оставляют электроды в неотапливаемом гараже на всю зиму, а затем удивляются, почему стержни крошатся или почему дуга не зажигается.
Вместо заключения
Похожие публикации
Электроды с низким содержанием диффузионного водорода
Электроды с низким содержанием диффузионного водорода: история и рекомендации
Авторы: инструктор Школы сварки Линкольн Электрик Джозеф Коласа и Джозеф Марлин, менеджер по сварочным электродам
Достижения в области металлургии привели к появлению штучных электродов для дуговой сварки, которые впервые стали применяться для сварки на судоверфях во время Первой Мировой войны. По мере того, как в цехах и в монтажных условиях стали использовать все более сложные рабочие процедуры, во многих связанных со сваркой отраслях возникла потребность в надежных электродах, способных обеспечить низкое содержание диффузионного водорода в наплавленном металле.
По мере того, как в цехах и в монтажных условиях стали использовать все более сложные рабочие процедуры, во многих связанных со сваркой отраслях возникла потребность в надежных электродах, способных обеспечить низкое содержание диффузионного водорода в наплавленном металле.
В результате на рынке появилась отдельная категория «низководородных» сварочных электродов. Эти универсальные электроды стали предпочтительным выбором для множества задач и быстро получили широкое распространение в промышленности. Они идеально подходят для применения там, где основной металл подвержен растрескиванию, где предполагается сварка секций большой толщины или где основной металл имеет повышенное содержание легирующих элементов, как, например, высокоуглеродистая и низколегированная сталь.
|
|
Сварочные электроды имеют токопроводящий сердечник, который в большинстве случаев производится из стали. Через этот сердечник сварочный ток проходит от электрододержателя к рабочему изделию. Сегодня предлагается множество электродов для ручной дуговой сварки с низким содержанием диффузионного водорода в наплавленном металле. Например, к ним относятся серии EXX15, EXX16, EXX18, EXX18-X, EXX28 и EXX48. Их применение часто требуется в тех случаях, когда необходимо сократить вероятность водородного растрескивания при ручной дуговой сварке. Такие электроды рекомендуются для трех широких сфер применения: |
 При этом он плавится и становится наплавленным металлом. В ходе производства на сердечник методом экструзии наносится химическое покрытие, которое во время сварки образует слой флюса. После этого электроды проходят сушку при заданных параметрах. Это позволяет снизить содержание влаги до такого уровня, чтобы покрытие электрода смогло оптимальным образом выполнить свою функцию — испариться и образовать защитный газ и слой флюса для защиты сварочной ванны от контакта с азотом, водородом и кислородом. Состав покрытия электрода также позволяет контролировать легирование и свойства наплавленного металла.
При этом он плавится и становится наплавленным металлом. В ходе производства на сердечник методом экструзии наносится химическое покрытие, которое во время сварки образует слой флюса. После этого электроды проходят сушку при заданных параметрах. Это позволяет снизить содержание влаги до такого уровня, чтобы покрытие электрода смогло оптимальным образом выполнить свою функцию — испариться и образовать защитный газ и слой флюса для защиты сварочной ванны от контакта с азотом, водородом и кислородом. Состав покрытия электрода также позволяет контролировать легирование и свойства наплавленного металла.
Свойства электродов
Низководородные электроды могут иметь повышенную производительность наплавки или быстрое застывание (для сварки в сложных пространственных положениях) и способны обеспечить надежность соединений, соответствие требованиям рентгенографического контроля и высокую ударную вязкость и жидкотекучесть.
Некоторые водороды с низким содержанием диффузионного водорода в наплавленном металле имеют в классификации AWS суффикс -1. Этот суффикс означает, что данный электрод отвечает требованиям по повышенным прочностным характеристикам.
Сварочные материалы также могут иметь дополнительный идентификатор содержания диффузионного водорода. Этим идентификатором могут быть h5, H8 и h26. «H» и соответствующий номер обозначают миллилитры диффузионного водорода на 100 грамм наплавленного металла. Например, идентификатор h5 означает 4 мл диффузионного водорода на 100 грамм наплавленного металла.
Идентификатор «R» указывает на то, что электрод имеет влагоустойчивое покрытие. Чтобы получить такой индентификатор, после извлечения из упаковки или повторного прокаливания электроды в течение 9 часов подвергаются воздействию температуры 27°C при относительной влажности 80%. Содержание влаги после этой процедуры не должно превышать 0,4% по весу. Даже небольшое превышение этого порога может привести к появлению пористости и других дефектов.
Хотя электроды с низким содержанием диффузионного водорода в наплавленном металле лучше всего подходят для сварки на постоянном токе обратной полярности (особенно при диаметре 0,4 мм или меньше), они также пригодны для сварки на переменном токе. Более того, некоторые электроды серии EXX18, например, Excalibur® 7018 от компании Линкольн Электрик, предназначены специально для сварки на переменном токе.
Самые распространенные электроды
Электроды с низким содержанием диффузионного водорода — это самый распространенный вид сварочных материалов в таких отраслях, как энергетика, общее производство, судостроение, трудносвариваемые стали, сварка в сложных пространственных положениях и трубопроводы (по ASME на подъем)..jpg)
В частности, самые популярные электроды E7018 имеют некоторые особенности, которые отличают их от всех остальных серий. Они хорошо подходят для сварки в сложных пространственных положениях за исключением сварки на спуск и имеют высокое содержание железного порошка, что позволяет получить стабильную и тихую дугу с низким уровнем разбрызгивания, средней глубиной проплавления и высокой производительностью наплавки. E7018 образует достаточно много шлака, который легко удалить.
Этот класс электродов также хорошо подходит для сварки соединений в высокоуглеродистой или низколегированной стали с высокими механическими характеристиками. Универсальность электродов E7018 делает их хорошим выбором для многих задач.
Техника сварки и частые проблемы
Успешность применения электродов E7018 с требованиями рентгеновского контроля и обеспечением низкого содержания диффузионного водорода в наплавленном металле во многом зависит от техники сварки. Самыми частыми дефектами при этом являются порообразование и растрескивание.
|
Какое-то время после установления дуги ее нужно сохранять очень короткой, потому что длинная дуга увеличивает вероятность появления пористости на этапе поджига. Поэтому между электродом и рабочим изделием не должно быть большого зазора. Длинная дуга потенциально может привести к проблемам с образованием шлака и появлению механических дефектов. Большая длина дуги — это самая частая причина пористости при ручной дуговой сварке низководородными электродами. Большинство сварщиков привыкло касаться электродом рабочей поверхности, поднимать его и затем опять опускать ниже. Если дуга становится длинной, возрастает фактическое напряжение, из-за чего дуга становится горячее и возрастает расстояние между сварочной ванной и электродом. Если слишком далеко отодвинуть электрод от соединения, шлак не сможет обеспечить достаточную защиту зоны сварки. Из-за прорех в облаке защитного газа материал может преждевременно плавиться до образования шлака. Перед сваркой нужно проверить настройки сварочного аппарата. Флюс имеет несколько важных функций, одной из которых является защита сварного соединения. Но при слишком высокой силе тока происходит преждевременное разрушение покрытия, которое приводит к дефектам соединения. Также избегайте слишком высокого значения функции Горячий старт — это тоже может привести к удлинению дуги, преждевременному сгоранию покрытия электрода и, как следствие, недостаточной газовой защите и появлению пористости. Можно запомнить простое правило: для электродов с низким содержанием диффузионного водорода каждая тысячная дюйма диаметра электрода соответствует одному амперу, например, ¼» = 0,25 = 250 ампер, ⅛» = 0,125 = 125 ампер). Далее, не делайте «копательных» движений электродом. Хотя существуют электроды, для которых это возможно, низководородные электроды лучше подходят для сварки с постоянным отставанием электрода под углом 5-10 градусов. Старайтесь поддерживать угол постоянным. Во время второго прохода примените технику сварки с поперечными колебаниями или с валиками. В первом случае делайте поперечные колебания в виде горизонтальной восьмерки. Также следите за шириной шва. Чтобы получить максимальную общую ширину, старайтесь ограничить ширину каждого прохода 2 сантиметрами. При сварке валиками «нарисуйте» букву I и продолжите прямолинейное движение. |
|

 Слишком большой угол отставания приведет к образованию «козырька» — неравномерному сгоранию покрытия электрода, из-за чего в соединение может попасть крупный фрагмент покрытия.
Слишком большой угол отставания приведет к образованию «козырька» — неравномерному сгоранию покрытия электрода, из-за чего в соединение может попасть крупный фрагмент покрытия.Еще важно помнить, что электроды приходится часто менять. Каждого электрода хватает лишь на определенную длину соединения, после чего работу придется прервать. Помните, что неправильный повторный поджиг дуги может привести к различными проблемам.
Одна из самых частых — это слишком вертикальное положение электрода, которое приводит к образованию козырька или удлинению дуги. Многие сварщики начинают сварку слишком высоко и проводят электродом по кратеру. Чтобы избежать этого, при повторном поджиге расположите электрод на высоте 6-12 мм от рабочего изделия или предыдущего шва.
Многие сварщики начинают сварку слишком высоко и проводят электродом по кратеру. Чтобы избежать этого, при повторном поджиге расположите электрод на высоте 6-12 мм от рабочего изделия или предыдущего шва.
Представьте, что у Вас есть пластина 20 см и шов 7 см. Многие сварщики установили бы дугу в конце предшествующего шва и затем провели электрод в краю пластины. Вместо этого, чтобы соединение получилось как можно ровнее, лучше начать в 6-12 мм до кратера. Электрод нужно направлять прямо в соединение под углом не больше 5-10 градусов.
Иногда приходится прервать сварку еще неизрасходованным электродом и затем продолжить работу. Вероятно, что при этом кончик электрода успеет затвердеть, а покрытие станет жестким и ломким. Большинство операторов в таком случае вставляют электрод в электрододержатель и стучат им по поверхности, как молотком. Этого делать не нужно, потому что так можно отломить часть покрытия электрода, что скажется на образовании шлака и может привести к смещениям и растрескиванию металла шва.
Вместо этого отсоедините электрод и с силой потрите его о поверхность сварочного стола. Не стучите им. Нужно, чтобы после трения на кончике проступил сердечник электрода — это позволит установить хороший электрический контакт и обеспечить хорошую газовую защиту.
Кроме того, чтобы после вскрытия упаковки электроды не накапливали влагу, их нужно хранить в подходящих условиях. Электроды с низким содержанием диффузионного водорода в наплавленном металле можно подвергнуть прокалке для удаления влаги. Рекомендуемые параметры для этой процедуры можно узнать у производителя электродов.
Таким образом, чтобы обеспечить высокое качество РДС, особенно с применением электродов с пониженным содержанием диффузионного водорода в наплавленном металле, нужно знать соответствующую технику сварки. Понимание того, как работают эти электроды, и изучение методов высококачественной сварки полностью себя окупят за счет надежных сварных швов и отсутствия проблем с пористостью.
Сварочные электроды: их маркировка и назначение
- ПОСЛЕДНИЕ ЗАПИСИ Поиск обрыва провода в стене быстро и безошибочно Что такое гидроаккумулятор и как его подключить? Как выбрать фрезер: советы домашнему мастеру Как почистить кулер для воды своими руками
- РУБРИКИ
- Автоматическое открывание, проветривание и полив теплиц
- Акриловые краски
- Балкон
- Блоки арболитовые
- Бурение скважин на воду
- Вода из скважины
- Водосток кровельный
- Воздух в квартире
- Выращивание дома
- Гидроизоляция
- Гидрофобизация материалов
- Дорожки садовые
- Камин своими руками
- Каркасный дом
- Кладка печи своими руками
- Крыша из металлочерепицы
- МДФ
- Монтаж кровли
- Монтаж ламината
- Монтаж линолеума
- Монтаж подложки под ламинат
- Натяжные потолки
- Опилкобетон
- ОСБ плита
- Отделка откосов
- Оштукатуривание
- Полипропиленовые трубы
- Расход материалов
- Тротуарная плитка
- Устройство отмостки
- Утепление
- Утепляем баню самостоятельно
- Фасад
- Фундамент из свай
- Шлакоблок
- Эмаль для ванны
Сварка
Общее назначение сварочных электродов
Для качественного прочного соединения металлических конструкций и сплавов применяются сварочные работы. При этом важно правильно подобрать марку электрода. Для этого необходимо знать классификацию электродов, их способы маркировки, области, в которых их рекомендуется применять.
При этом важно правильно подобрать марку электрода. Для этого необходимо знать классификацию электродов, их способы маркировки, области, в которых их рекомендуется применять.
Две большие группы электродов составляют плавящиеся и неплавящиеся, в свою очередь плавящиеся электроды делятся на некоторые подвиды, такие как покрытые или непокрытые (проволока).
Плавящиеся электроды
По типу свариваемых или наплавляемых сталей предусмотрено несколько видов электродов:
-
для сварки углеродистых сталей (маркировка – «У»). Это электроды Э38, Э42, Э46, Э50.
-
легированных (маркировка – «Л»). Это электроды Э70, Э85, Э100, Э125, Э150.
-
теплоустойчивых (маркировка – «Т»). Сварка таких сталей проводится с предварительным подогревом и окончательной термической обработкой швов. Обычно используют электроды, которые не описаны в ГОСТ (например АНЖР-2).
-
для сталей, с особыми свойствами, таких как коррозионностойкие, жаропрочные, жаростойкие (маркировка – «В»).
Список типов электродов регламентирован ГОСТ 10052-75. -
для наплавки поверхностных слоев металла (маркировка – «Н»). Это электроды Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
 Список типов электродов регламентирован ГОСТ 10052-75.
Список типов электродов регламентирован ГОСТ 10052-75.Плавящиеся покрытые (обмазанные) электроды
Покрытие или обмазку на сварочные электроды наносят с целью обеспечить хорошее поджигание и устойчивое горение дуги, защиту сварочной ванны от окружающей среды, получить нужные свойства шва, снизить потери при разбрызгивании, увеличить скорость сварочных работ, снизить токсичность газов, выделяемых при сварке, исключить потерю свойств покрытия при хранении.
По толщине обмазки (покрытия), путем вычисления отношения диаметров D (покрытый электрод) и d (стержень) электроды делятся на:
- тонкопокрытые, с соотношением D/d до 1.2, обозначаются буквой «М»;
- электроды с покрытием средней толщины, D/d до 1.45, обозначаются буквой «С»;
- толстопокрытые (иначе, качественные), D/d от 1. 45 до 1.8, обозначены буквой «Д»;
- с особо толстым слоем обмазки, D/d больше 1.8, маркированы буквой «Г».
 45 до 1.8, обозначены буквой «Д»;
45 до 1.8, обозначены буквой «Д»;По типу химсостава существует несколько видов покрытия электродов:
- Электроды с кислым покрытием (в составе присутствуют оксид железа или марганца). Этот вид покрытия характеризуется высокой температурой дуги, соответственно, высокой скоростью сварки, однако, оксид марганца очень токсичен и опасен при вдыхании. Обозначаются буквой «А» (DIN – A).
- Электроды с рутиловым покрытием, которые содержат двуокись титана, характеризуются спокойной сварочной ванной, малым количеством брызг, что позволяет накладывать тонкие швы на свариваемые детали. Обозначаются буквой «Р» (DIN – R). Распространены также электроды со смешанным покрытием, к которым относятся рутилово-целлюлозные (РЦ), рутилово – основные (РБ), рутилово – кислые (РА) и рутиловые с железным порошком (РЖ). (DIN – RC, RB, RA и RR соответственно).
- Электроды с основными покрытиями (обозначаются буквой «Б», DIN – B) содержат кальцит, углекислый магний и в малых количествах флюорит. Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций.
- Электроды с целлюлозным покрытием (обозначаются индексом «Ц») содержат органические вещества, которые при сгорании обволакивают сварочную ванну защитными газами. Их используют при работе в основном с высокопрочными конструкциями, трубопроводами. Они применяются в чаще для сварки вертикально расположенных швов, однако образуют в процессе работы большое количество брызг.
- Электроды, в покрытии которых присутствует железный порошок, применяются при сварке изделий встык с большими зазорами. При использовании таких электродов наблюдается стабильное горение дуги, практически отсутствуют брызги, сварочный шов быстрее охлаждается, сводится к минимуму появление шлака, который легко отделяется от металла.
 Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций.
Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций.
В маркировке электрода обязательно присутствует указатель (в виде цифры от 1 до 4), либо международное обозначение (схема) на пространственное положение сварочного шва:
1 – любое положение;
2 – любое, кроме вертикальных сверху-вниз;
3 – нижнее положение, горизонтальное и вертикальное снизу-вверх;
4 – нижнее или угловые соединения снизу «лодочкой».
Если положение сварочного шва обозначено схемой, то стрелки указывают его направление в пространстве.
При подборе электродов для разных режимов сварки необходимо учитывать полярность источника постоянного тока и номинальное (базисное) напряжение (Uxx) холостого хода источника питания (переменного тока). Эти параметры на электродах обозначаются цифрой от «0» до «9»:
|
Индекс: |
Используемая полярность |
Uхх |
|
|
Прямая |
Обратная |
||
|
0 |
Нет |
Да |
н/и |
|
1 |
Да |
Да |
50V |
|
2 |
Да |
Нет |
50V |
|
3 |
Нет |
Да |
50V |
|
4 |
Да |
Да |
70V |
|
5 |
Да |
Нет |
70V |
|
6 |
Нет |
Да |
70V |
|
7 |
Да |
Да |
90V |
|
8 |
Да |
Нет |
90V |
|
9 |
Нет |
Да |
90V |
ГОСТ 9466-75, регламентирующий изготовление и маркировку плавящихся электродов, требует, чтобы упаковка содержала все необходимые сведения:
— — —
Е — —
В позиции «1» обозначается тип электрода.
Затем, в позиции «2» указывается его марка.
В позиции «3» либо явно пишется диаметр (в мм.), либо ставится знак Ø, который означает, что диаметр указан отдельно.
Позиции «4» и «5» предназначены для указания назначения и толщины покрытия.
В позиции «6» указан индекс.
Вид покрытия по химическому составу указан в позиции «7».
В позициях «8» и «9» указаны соответственно положение шва в пространстве и цифра, обозначающая род сварочного тока.
Например:
Из маркировки видно: тип электрода – Э46, марка – «ЛЭЗМР-3С», диаметры указаны в таблице, сам электрод с толстым покрытием (иначе называется качественным) применяется для сварочных работ в любом положении углеродистых сталей. В нижней части маркировки указано, что электрод с рутилово-целлюлозным покрытием, возможна сварка как переменным током, так и постоянным обратной полярности.
Таблицы различных индексов (позиция «6») для характеристик металла шва или наплавки различных видов сталей указаны ниже:
Данные индексы отражают различные характеристики и свойства шва или наплавления (непосредственно после сварки, без термообработки), такие как ударная вязкость, удлинение или сопротивление разрыву, указанным типом электрода. Информация берется из ГОСТа 9467-75.
Непокрытые плавящиеся электроды
В настоящее время широко используются электроды без покрытия (или сварочная проволока). Техническими условиями и ГОСТом (2246-70) определены около 80 ее видов. Однако в бытовых нуждах для сварки металлических конструкций из обычного проката или нержавейки используются единицы. Проволока подразделяется на легированную (представлена в ГОСТ 30 марками, содержит до 10% легирующих элементов), низко- (6 типов, с содержанием легирующих добавок до 2,5%) и высоколегированную (41 марка в ГОСТ, содержание легирующих примесей превышает 10%), в зависимости от процента содержания легирующего вещества.
Сварочная проволока обозначается буквами «СВ» в начале маркировки. Затем идет обозначение сотых долей процента углерода, после указывается наименование и процентное содержание легирующего(-их) элементов. Если процентное соотношение не указано явно, то оно находится в пределах от 0.5 до 1%.
Легирующие примеси в составе проволоки обозначаются следующим образом:
|
Литера |
Обозначение в таблице Менделеева (номер) |
Элемент |
|
«А» |
N (7) |
Азот |
|
«Б» |
Nb (41) |
Ниобий |
|
«В» |
W (74) |
Вольфрам |
|
«Г» |
Mn (25) |
Марганец |
|
«Д» |
Cu (29) |
Медь |
|
«М» |
Mo (42) |
Молибден |
|
«С» |
Si (14) |
Кремний |
|
«Т» |
Ti (22) |
Титан |
|
«Х» |
Cr (24) |
Хром* |
|
«Н» |
Ni (28) |
Никель* |
|
«Ю» |
Al (13) |
Алюминий |
|
«Ф» |
V (23) |
Ванадий |
|
«Ц» |
Zr (40) |
Цирконий |
Также в самом конце маркировки могут присутствовать одна или две буквы «А», что означает высокую и очень высокую степень очистки применяемой стали.
Таким образом, маркировка «Проволока 3 СВ04Х19Н9» означает 3-х миллиметровый плавящийся электрод с содержанием углерода – 0.04%, хрома – 19% и никеля – 9%. Проволока с хромом и никелем в составе (в таблице обозначены звездочкой) используется для сварки легированных сталей, устойчивых к коррозии (нержавейка).
Неплавящиеся электроды
Вольфрамовые
Вольфрамовые электроды предназначены для сварки, резки преимущественно в среде защитных газов, таких как аргон, гелий, азот или их смеси. Помимо вольфрама, электрод может содержать различные примеси, которые повышают его износостойкость. Такой вид электродов обеспечивает высокую устойчивость сварочной дуги и позволяет работать с любыми металлами и сплавами.
|
Обозначение |
Режим сварки |
Металл |
Цвет |
|
|
Постоянный ток |
Переменный ток |
|||
|
WP |
Нет |
Да |
Магний, алюминий, сплавы |
Зеленый |
|
WT-20 |
Да |
Нет |
Низколегированная сталь, нержавейка, углеродистая сталь |
Красный |
|
WC-20 |
Да |
Да |
Универсальный. |
Серый |
|
WL-15 |
Да |
Да |
Нержавейка, легированная сталь |
Золотой |
|
WL-20 |
Да |
Да |
Нержавейка и ламинированная сталь |
Синий |
|
WY-20 |
Да |
Нет |
Титан, низколегированная сталь, нержавейка, углеродистая сталь, медь |
Темно-синий |
|
WZ-8 |
Нет |
Да |
Алюминий и магний |
Белый |
 Все виды стали
Все виды сталиУгольные
На рынке присутствуют также другие виды неплавящихся электродов, в том числе угольные и графитовые. Учитывая, что уголь – мягкий материал, для повышения качества и сохранности покрытия в них применяют омеднение. Они применяются преимущественно для работы с тонкими металлами, а также для поверхностной резки , обработки кромок, строжки и т.д.
Учитывая, что уголь – мягкий материал, для повышения качества и сохранности покрытия в них применяют омеднение. Они применяются преимущественно для работы с тонкими металлами, а также для поверхностной резки , обработки кромок, строжки и т.д.
Изготавливают несколько видов графитовых или угольных электродов, в том числе круглые, соединяемые (бесконечные, с ниппелем), плоские и полукруглые. Круглые и бесконечные электроды содержат в маркировке диаметр электрода от 3 мм до 25 мм, плоские могут быть представлены квадратными или прямоугольными, с различным сечением. В полукруглых (самые универсальные) указывают размеры плоской стороны, радиус окружности и длину электрода.
Существуют также полые электроды, применяющиеся исключительно для строжки, они выпускаются в основном зарубежными компаниями.
Сварочные электроды: типы, функции и определение
Содержание
Сварочный электрод s Сварочный электрод представляет собой кусок проволоки или стержня, который может быть из металла или сплава и имеет флюс с или без флюса и проводит электрический ток для получения достаточного тепла для сварки.
Одним концом крепится к держателю, а другим устанавливается дуга .
Введение
Электроды составляют большую часть сварочных работ. Сварка без электродов невозможна в большинстве сварочных процессов, в основном разделенных на две части в зависимости от работы выхода электрода.
Типы сварочных электродовВ зависимости от функции электроды можно классифицировать следующим образом:
- Электроды неплавящиеся
- Электроды плавящиеся
- Эти электроды не плавятся во время сварки и действуют только как электрические проводники, генерирующие дугу для получения достаточного тепла, называемые неплавящимися электродами, и они состоят из металлов с высокой температурой плавления, таких как вольфрам (точка плавления 6150 °F), углерод (температура плавления 6700).
Эти электроды не плавятся во время сварки, и для заполнения шва с этими электродами требуется отдельная присадочная проволока. Однако из-за испарения и окисления электрода во время сварки длина электрода с течением времени уменьшается.
Неплавящиеся электроды не могут быть классифицированы следующим образом:
a- Угольные или графитовые электроды
b- Вольфрамовые электроды
Нерасходуемые электроды часто имеют покрытые медью угольные или графитовые электроды. Медное покрытие увеличивает электропроводность электрода или способность проводить ток.
 Однако из-за испарения и окисления электрода во время сварки длина электрода с течением времени уменьшается.
Однако из-за испарения и окисления электрода во время сварки длина электрода с течением времени уменьшается. Углеродный электрод дешевле графитового электрода. Резистивная емкость внутри угольного электрода выше по сравнению с графитовым электродом, в результате этот поток тока занимает сравнительно меньше, короткий срок службы из-за мягкого материала, в то время как графитовый электрод дороже, пропуская ток больше из-за меньшего электрического сопротивления. Его материал твердый и хрупкий, поэтому угольный электрод имеет более длительный срок службы по сравнению с угольным электродом.
Вольфрамовые электроды
Следующим электродом в ряду неплавящихся электродов является вольфрам, который можно в основном классифицировать следующим образом:
Чистый вольфрам,
Цирконированный вольфрам, (0,3–0,5%) -2%).
В чистом вольфраме повышается устойчивость сплава к загрязнению, стабильность дуги и срок службы электрода. Кроме того, дуга зажигается легко, кончик электрода остается холодным (по сравнению с электродами из чистого вольфрама), расход электрода низкий, а пропускная способность по току увеличивается. По сравнению с угольными электродами вольфрамовые электроды намного дороже, а вольфрамовые электроды из легированных сплавов еще дороже. Вольфрамовые/сплавные вольфрамовые электроды диаметром от 0,5 мм до 6 мм обычно используются для сварки
Сварочные электроды этого типа имеют низкую температуру плавления и действуют как электрические проводники, которые генерируют дугу для получения достаточного тепла, расплавляют металл и заполняют соединение, называются плавящимися сварочными электродами.
Плавящиеся электроды можно классифицировать следующим образом:
a- Электрод без покрытия
b- Электрод с флюсовым покрытием
a- Электроды без покрытия:
Электроды этого типа требуют дополнительной защиты для защиты металла от атмосферного загрязнения расплавленной сварочной ванны, которое может быть в виде газа или флюса.
b- Электрод с флюсовым покрытием
Этот тип электрода не требует дополнительного экранирования для защиты металла от атмосферных загрязнений. Сами они покрыты флюсами, которые полностью покрывают сварочную ванну в виде шлака во время сварки. И впоследствии удаляются после охлаждения.
Данные по электродам и материалам с полным описанием вы можете скачать здесь…..
Скачать
Электроды с флюсовым покрытиемИнгредиенты для покрытия электродов
Покрытие/покрытие жилы состоит из нескольких материалов, которые придают электроду различные свойства.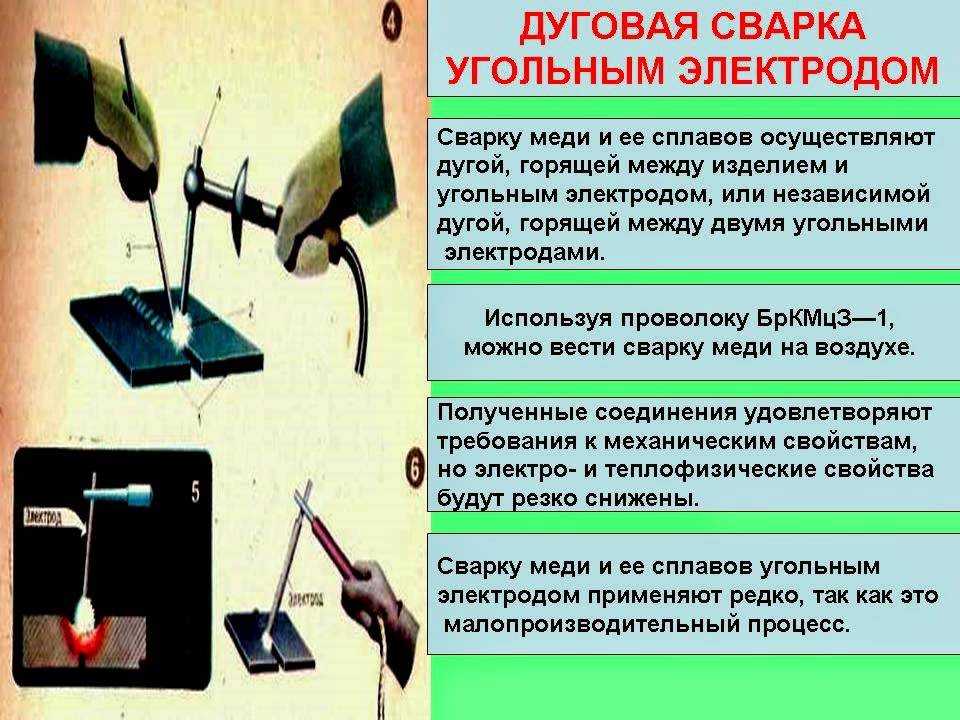
Эти ингредиенты и их функции следующие:
Шлакообразующие ингредиенты
Шлакообразующие ингредиенты образуют легкий шлак, который образует слой на расплавленном металле и защищает сварочную ванну от атмосферного загрязнения.
силикаты натрия, калия, магния, алюминия, окиси железа, фарфоровой глины, слюды и др. ответственны за шлакообразующий процесс.
Компоненты газовой защиты,
Компоненты газовой защиты создают защитный газовый экран вокруг дуги на конце электрода и сварочной ванны.
Целлюлоза, древесная мука, крахмал, карбонат кальция и т.д. используются в качестве компонентов газозащиты.
Раскисляющие элементы
Раскисляющие элементы очищают расплавленный металл, для этой способности используют ферромарганец, ферросилиций.
Цель использования ингредиентов в электродах
Правильно подобранные ингредиенты с покрытием обеспечивают металл шва, устойчивый к холодному и горячему растрескиванию, и улучшают скорость наплавки металла.
- Покрытие защищает сварщика от поражения электрическим током и излучения.
- Легирующие элементы, такие как сплавы железа, марганца, молибдена и т. д., могут быть добавлены для придания металлу сварного шва подходящих свойств и прочности и для восполнения потери некоторых элементов, которые испаряются во время сварки.
- Покрытие Улучшает проплавление сварного шва и качество поверхности, ограничивает разбрызгивание, обеспечивает тихую сварочную дугу и легко удаляемый шлак.
Калибровка сварочных электродов
Проволока различного химического состава и размера поставляется компаниями-производителями электродов. Компании-производители, химически очищают, разрезают на отрезки разной длины и выпрямляют на электрододелательном заводе. Обычно электроды бывают размеров 300, 350, 450 и т. д.
Нанесение флюса на сварочные электроды
Флюсовое покрытие наносится на сердечник двумя способами, а именно:
Метод погружения ванна с расплавленным флюсом.
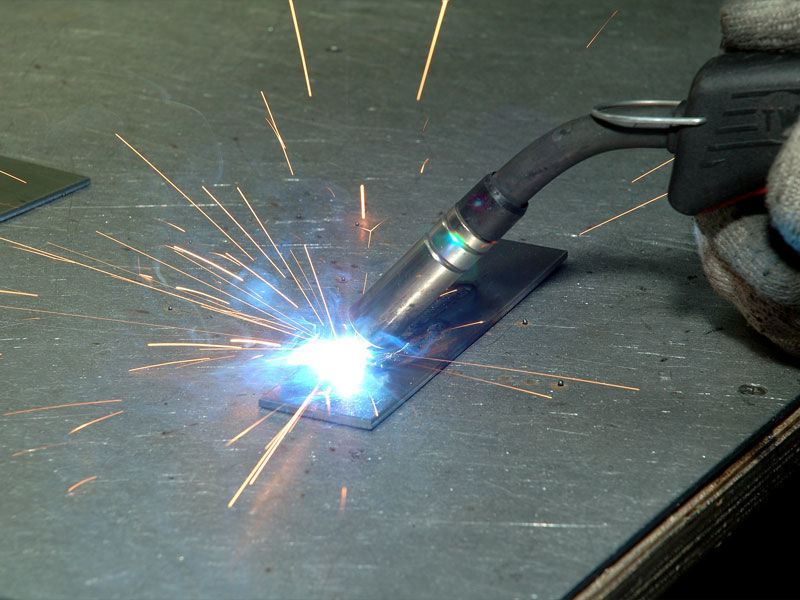 Когда флюс подходящей толщины приклеивается к сердечнику, приспособление поднимают и дают флюсу высохнуть.
Когда флюс подходящей толщины приклеивается к сердечнику, приспособление поднимают и дают флюсу высохнуть.Метод экструзии
Метод экструзии намного быстрее, чем метод погружения, и широко используется в наши дни.
В этом методе материал покрытия смешивается в желаемом количестве, и полученная масса доводится до состояния густой, вязкой, твердой пасты. Паста имеет форму цилиндра, который заливают в экструзионный пресс.
Густая паста из многопроволочной проволоки и флюса одновременно пропускается через фильеру под давлением, закрывая, таким образом, флюсовое покрытие на многопроволочной проволоке. Толщина покрытия зависит от отверстия матрицы и может варьироваться.
На следующем этапе флюс с захватного конца электрода удаляется проволочной щеткой с электрическим вращением; После чего электроды подаются в печь, где их сушат и прокаливают для удаления лишней влаги.
Запекание электродов
Процедура подложки сварочного электродаНравится:
Нравится Загрузка. ..
..
Типы сварочных электродов — The Welding Master
Хотите узнать о различных сварочных электродах? Тогда эта статья точно для вас. В этой статье вы получите глубокие знания о сварочном электроде, типах сварочных электродов и многом другом. Так чего же ты ждешь? Давайте начнем.
Что такое сварочный электрод?
Сварщику нужен электрод, чтобы генерировать электрический ток для выполнения дуговой сварки. При сварке электрический ток проводится через электрод, который используется для соединения основных металлов. Когда вы держите кончик электрода рядом с основным металлом, электрический ток переходит от кончика электрода к основному металлу. Основное назначение электродов, используемых при сварке, — создание электрической дуги. Эти электроды могут быть положительно заряженными анодами или отрицательно заряженными катодами.
Факторы, которые необходимо учитывать перед выбором сварочных электродов:
- Стержень электрода должен иметь большую прочность на растяжение, чем основной металл.
- Необходимо учитывать конструкцию соединения, форму, характеристики основных металлов и положения сварки.
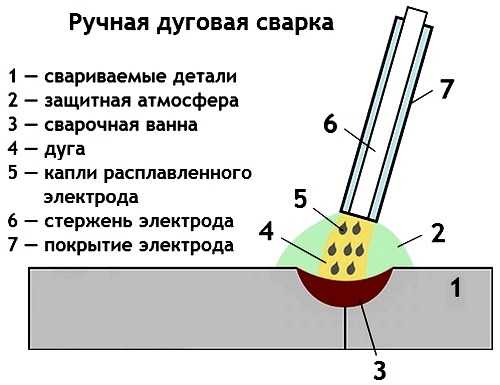
Типы сварочных электродов
В основном, в зависимости от процесса, существует два типа сварочных электродов:
- Плавящиеся электроды
- Неплавящиеся электроды
1. Расходуемые электроды
Расходуемые электроды имеют низкую температуру плавления. Эти типы сварочных электродов предпочтительнее использовать при сварке в среде инертного газа (MIG). Для изготовления расходуемых электродов используются такие материалы, как мягкая сталь и никелевая сталь. Единственная предосторожность, которую вы должны принять, — это замена расходуемых электродов через регулярные промежутки времени. Единственным недостатком использования таких электродов является то, что они не имеют большого количества промышленных применений, но в то же время просты в эксплуатации и обслуживании.
Расходуемые электроды подразделяются на:
- Неизолированные электроды
- Электроды с покрытием
(i) Неизолированные электроды
Неизолированные электроды — это электроды без какого-либо покрытия, которые в основном используются там, где нет необходимости в электроде с покрытием.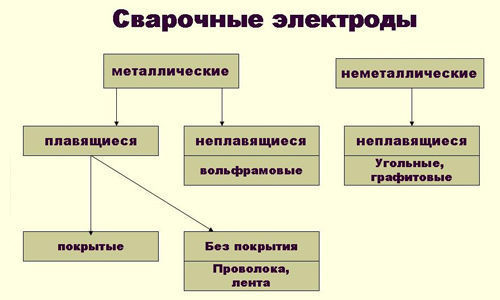
(ii) Электроды с покрытием
Электроды с покрытием классифицируются в соответствии с коэффициентом покрытия. Коэффициент покрытия – это отношение диаметра электрода к диаметру жилы.
Итак, следующие подтипы электродов с покрытием:
- Электроды с легким покрытием с коэффициентом покрытия 1,25. Легкое покрытие, нанесенное на электроды, помогает удалить примеси, такие как оксиды и фосфор. Легкое покрытие также способствует повышению стабильности дуги.
- Электроды со средним покрытием с коэффициентом покрытия 1,45.
- Электроды с защитной дугой или электроды с толстым покрытием с коэффициентом покрытия от 1,6 до 2,2. Эти электроды имеют правильный и четко определенный состав. Электроды с толстым покрытием бывают трех типов: электроды с целлюлозным покрытием, электроды с минеральным покрытием и электроды с покрытием как из целлюлозы, так и с минеральным покрытием.
Также прочитайте:
- Типы процесса сварки-каждый должен знать
- Разница между MIG и TIG сваркой
- Различные типы сварки
2.
 Неподобные электроды
Неподобные электродыэти типы сварки. также называются тугоплавкими электродами. Есть еще два подтипа неплавящихся электродов:
- Углеродные или графитовые электроды: Он состоит из углерода и графита и в основном используется для резки и дуговой сварки.
- Вольфрамовые электроды: В основном он состоит из вольфрама, как следует из самого названия, и представляет собой электрод без наполнителя.
Как следует из названия, эти типы сварочных электродов не расходуются в течение всего процесса сварки или, правильнее сказать, не плавятся во время сварки. Но практически, за счет процессов парообразования и окисления, происходящих при сварке, несколько уменьшается длина электрода. Неплавящиеся электроды имеют высокую температуру плавления и не могут заполнить зазор в заготовке. Неплавящиеся электроды изготавливаются из таких материалов, как чистый вольфрам, графит или углерод с медным покрытием. Температура плавления углерода составляет 3350 градусов Цельсия, а вольфрама — 3422 градуса Цельсия. Неплавящиеся электроды используются при сварке вольфрамовым электродом в среде инертного газа (TIG) и сварке угольной дугой.
Неплавящиеся электроды используются при сварке вольфрамовым электродом в среде инертного газа (TIG) и сварке угольной дугой.
Важные характеристики неплавящихся электродов:
- При использовании неплавящихся электродов необходимо использовать защитные газы. Защитные газы являются инертными газами, и причина их использования заключается в защите зоны сварки от кислорода и окружающей атмосферы.
- Неплавящиеся электроды обычно изготавливаются в виде катода, а заготовки — в виде анода.
Классификация сварочных электродов
Эта классификация основана на практическом подходе к использованию и выбору сварочных электродов. Американское общество сварщиков классифицировало электроды в различных форматах для правильного понимания различных электродов и их удобной идентификации.
Предположим, мы рассматриваем электрод с именем E6018-X
- Здесь E указывает, что это электрод.
- Две последовательные цифры после буквы E обозначают прочность электрода на растяжение. Эта прочность на растяжение измеряется в фунтах на квадратный дюйм, и эта прочность в 1000 раз превышает заданное число. Это означает, что здесь предел прочности на разрыв данного электрода составляет 60 000 фунтов на квадратный дюйм.
- Здесь 1 указывает положение сварки. Положение сварки обозначено цифрами 1, 2 и 4.
 Эта прочность на растяжение измеряется в фунтах на квадратный дюйм, и эта прочность в 1000 раз превышает заданное число. Это означает, что здесь предел прочности на разрыв данного электрода составляет 60 000 фунтов на квадратный дюйм.
Эта прочность на растяжение измеряется в фунтах на квадратный дюйм, и эта прочность в 1000 раз превышает заданное число. Это означает, что здесь предел прочности на разрыв данного электрода составляет 60 000 фунтов на квадратный дюйм.1 указывает плоское, горизонтальное, вертикальное положение.
2 указывает на плоское горизонтальное положение.
4 указывает плоское, горизонтальное положение вертикально вниз.
- Цифра 8 дает информацию о типе покрытия и используемом токе. Это также говорит о проникновении электрода, т.е. электрод может проникать глубоко, низко, средне.
- Знак X в E6018-X сообщает нам о дополнительных характеристиках электрода. Здесь не всегда упоминается термин X. Он используется только тогда, когда электрод имеет некоторые дополнительные функции. Эта классификация применима к электродам с покрытием из мягкой стали. Если вы рассматриваете другие типы электродов, классификация будет такой же, но может отличаться только характеристика, обозначенная буквой X.
- Некоторые дополнительные свойства, обозначенные буквой Х:
 Если вы рассматриваете другие типы электродов, классификация будет такой же, но может отличаться только характеристика, обозначенная буквой X.
Если вы рассматриваете другие типы электродов, классификация будет такой же, но может отличаться только характеристика, обозначенная буквой X.-1: Указывает на то, что электрод более пластичен и обладает повышенной ударной вязкостью.
-M: Удобен для использования в военных целях и имеет низкое содержание влаги.
-h5 , -H8,-h26 : Все представляют максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм. Например, -h5 = 4 мл на 100 граммов.
Меры предосторожности, которые необходимо соблюдать при обращении со сварочными электродами:
- Электроды всегда должны быть сухими.
- Так как влага разрушает покрытие электродов и очень вредна для электродов. Таким образом, как только электроды высохнут, вы должны хранить сварочные электроды в сухом месте. Доступны различные контейнеры, которые обеспечивают отсутствие влаги.
- И последнее, но не менее важное: никогда не сгибайте электроды, так как сгибание может повредить покрытие электродов.

Короче говоря, прочитав эту статью, вы должны получить четкую информацию о различных типах сварочных электродов, своей системе классификации сварочных электродов и т. д. Надеюсь, эта статья поможет вам. Поделитесь этими знаниями по максимуму, потому что делиться — значит заботиться.
ВВЕДЕНИЕИДЕНТИФИКАЦИЯ ЭЛЕКТРОДОВ Примером может служить сварочный стержень, обозначенный как электрод 1/8 дюйма E6011. Примером может служить сварочный стержень, обозначенный как электрод 1/8 дюйма E6011.Электрод диаметром 1/8 дюйма. Буква «E» означает электрод для дуговой сварки. первые 3 цифры 5-значного числа обозначают минимальную прочность на растяжение (в тысячах фунтов на квадратный дюйм) сварного шва, который будет производить стержень без напряжения. Примеры: E60xx будет иметь прочность на растяжение 60 000 psi E110XX будет 110 000 psi Предпоследняя цифра указывает положение, в котором можно использовать электрод.
Последнее две цифры вместе указывают тип покрытия электрода и сварочный ток, с которым может использоваться электрод. Например, прямой постоянный ток, (постоянный ток -) обратный постоянный ток (постоянный ток +) или переменный ток ЭЛЕКТРОДЫ И ТОКИ, ИСПОЛЬЗУЕМЫЕ
ТИПЫ ТОКА Переменный ток меняет свою полярность 120 раз в секунду и не может быть изменен, как постоянный ток. РАЗМЕР ЭЛЕКТРОДА И ИСПОЛЬЗУЕМЫЙ ТОКСледующее ниже будет служить основным руководством по диапазону силы тока, который можно использовать для электродов разного размера. Обратите внимание, что эти номинальные значения могут различаться у разных производителей электродов для стержня одного размера. Также тип покрытия на электроде может влиять на диапазон силы тока. Если возможно, проверьте информацию производителя электрода, который вы будете использовать, чтобы узнать о рекомендуемых настройках силы тока. Электрод Таблица
Примечание! Чем толще свариваемый материал, тем выше требуемый ток и тем больше электрод. НЕКОТОРЫЕ ТИПЫ ЭЛЕКТРОДОВВ этом разделе кратко описаны четыре электрода, которые обычно используются для ремонтной и ремонтной сварки низкоуглеродистой стали. Есть много других электродов, доступных для сварки других видов металлов. Уточните у местного дилера сварочных материалов электрод, который следует использовать для свариваемого металла. E6010 Этот электрод используется для сварки во всех положениях с использованием DCRP. Он обеспечивает глубокий проникающий сварной шов и хорошо работает на грязных, ржавых или окрашенных металлах E6011 Этот электрод имеет те же характеристики, что и E6010, но может использоваться с переменным и постоянным током. E6013 Этот электрод можно использовать с переменным и постоянным током. Он позволяет получить сварной шов средней глубины с превосходным внешним видом сварного шва. E7018 Этот электрод известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током. Есть надежда, что эта основная информация поможет начинающему или домашнему сварщику определить различные типы электродов и выбрать правильный для своих сварочных проектов. Автор Брюс Бауэрляйн |

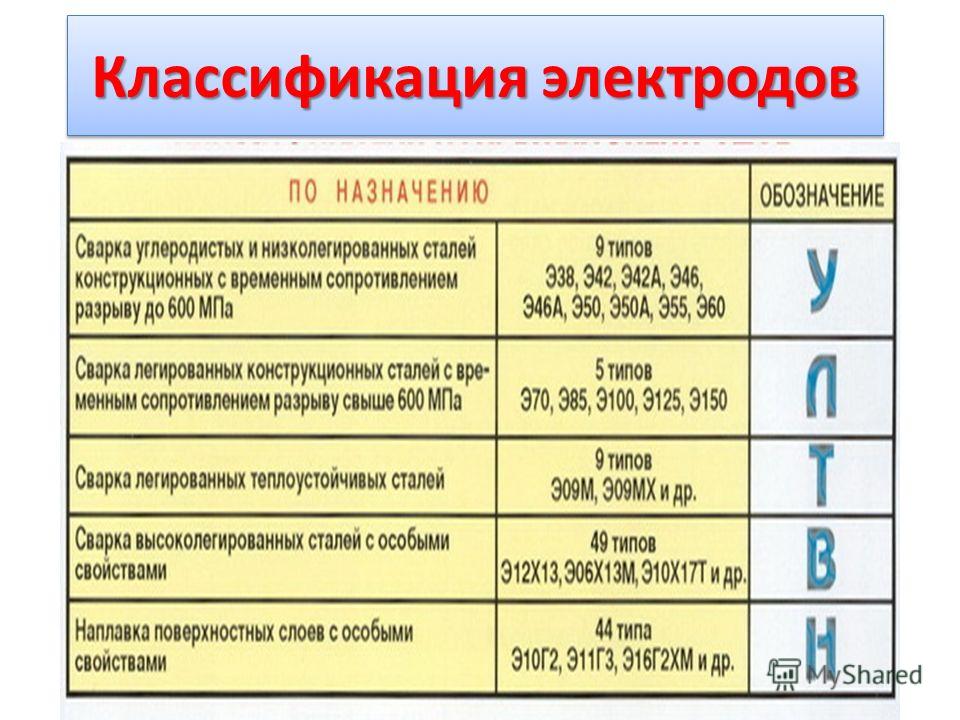
 Покрытие на электроде имеет низкое содержание влаги, что снижает попадание водорода в сварной шов. Электрод может производить сварные швы рентгеновского качества со средним проплавлением. (Обратите внимание, что этот электрод должен быть сухим. Если он намокнет, перед использованием его необходимо высушить в стержневой печи.)
Покрытие на электроде имеет низкое содержание влаги, что снижает попадание водорода в сварной шов. Электрод может производить сварные швы рентгеновского качества со средним проплавлением. (Обратите внимание, что этот электрод должен быть сухим. Если он намокнет, перед использованием его необходимо высушить в стержневой печи.)Таблица сварочных электродов
Электроды с покрытием из мягкой стали
E7018-X
| Е | Указывает, что это электрод |
| 70 | Указывает, насколько прочен этот электрод при сварке. Измеряется в тысячах фунтов на квадратный дюйм. |
| 1 | Указывает, в каких положениях сварки его можно использовать |
| 8 | Указывает используемое покрытие, проникновение и тип тока (см. классификационную таблицу ниже) классификационную таблицу ниже) |
| Х | Указывает на наличие дополнительных требований. (См. дополнительные требования ниже) 904:30 |
Положения сварки
1 Плоское, горизонтальное, вертикальное (вверху), потолочное
2 Плоское, горизонтальное
4 Плоское, горизонтальное, потолочное, вертикальное (внизу) при сварке в виде буквы «V»
Горизонтальные — Угловые швы, швы на стенках (переход из стороны в сторону).
Вертикальный — сварка стен (перемещение вверх или вниз).
Накладной — сварка, которую нужно выполнять в перевернутом виде.
Электроды с покрытием из низколегированной стали
| E | Указывает, что это электрод |
| 70 | Указывает, насколько прочен этот электрод при сварке. Измеряется в тысячах фунтов на квадратный дюйм. |
| 1 | Указывает, в каких положениях сварки его можно использовать |
| 8 | Указывает используемое покрытие, проникновение и тип тока (см. классификационную таблицу ниже) |
| Х | Указывает на наличие дополнительных требований. (См. дополнительные требования ниже) |
Положения сварки
То же, что и для электродов с покрытием из мягкой стали
Таблица классификации
| Класс | Покрытие электрода | Проникновение | Тип тока |
| Exxx0 | Целлюлоза, натрий | Глубокий | AC, DCEP |
| Exxx1 | Целлюлоза, калий | Глубокий | AC, DCEN |
| Exxx2 | Рутил, натрий | Средний | AC, DCEP, DCEN |
| Exxx3 | Рутил, калий | Легкий | DCEP, DCEN |
| Exxx4 | Рутил, железо, порошок, среда | АС | |
| Exxx5 | Низкий водород, натрий, средний | ДСЭП | DCEP |
| Exxx6 | Низководородный, калиевый, средний | АС | AC, DCEN |
| Exxx7 | Железный порошок, железо, оксид | Средний | AC, DCEP |
| Exxx8 | Низкое содержание водорода, железо, порошок | Средний | AC, DCEP, DCEN |
| Exxx9 | Оксид железа, рутил, калий | Средний |
Дополнительные требования
| -1 | Повышенная ударная вязкость (ударная вязкость) для электродов Э7018.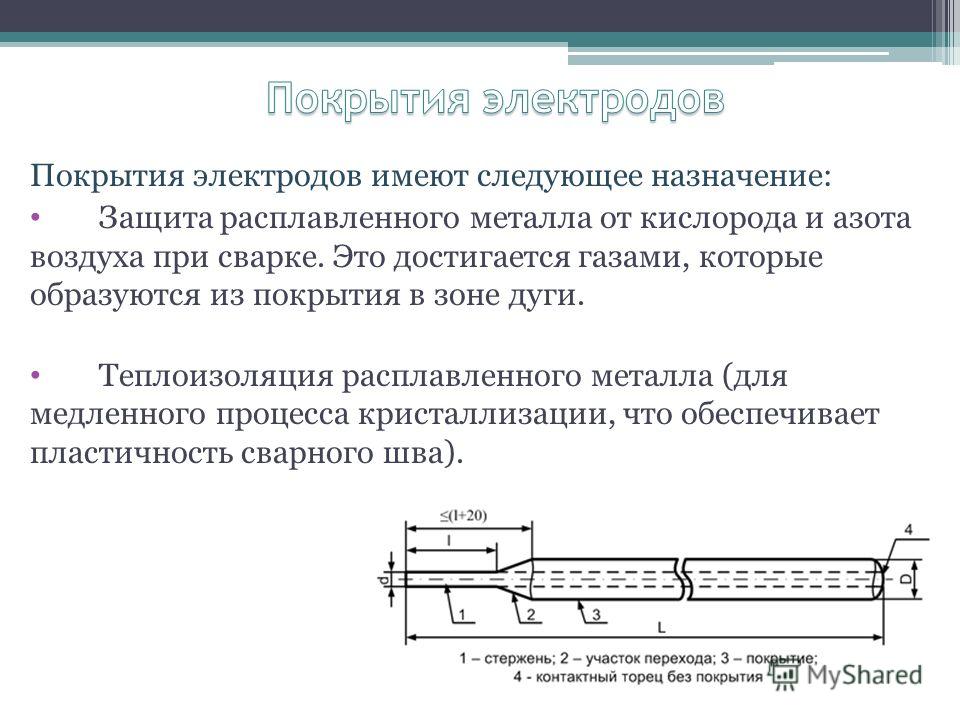 Также повышена пластичность электродов E7024 904:30 Также повышена пластичность электродов E7024 904:30 |
| -М | Удовлетворяет большинству военных требований — большая прочность, меньшее содержание влаги после воздействия, пределы диффузионного водорода для металла шва. |
| -h5 | Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм (мл/100 г). 4, 8 и 16 указывают на предел. Пример: -h5 = 4 мл на 100 грамм |
| -H8 | Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 граммов (мл/100 г) |
| -h26 | Цифры 4, 8 и 16 указывают на ограничение. Пример: -h5 = 4 мл на 100 грамм |
Химические символы для элементов
| C | Углерод | Самый эффективный упрочняющий элемент для стали 904:30 |
| Мн | Марганец | Упрочняющий элемент второй после углерода |
| Si | Кремний | Раскислитель, умеренный усилитель |
| Р | Фосфор | При слишком высоком уровне вызывает растрескивание |
| С | Сера | Вспомогательные средства при обработке — Проблемы с растрескиванием, такие как P |
| Кр | Хром | Твердость (низкая) — коррозионная стойкость (высокая) |
| Никель | Никель | Упрочняющий элемент — повышенная морозостойкость |
| Пн | Молибден | Прокаливаемость – высокотемпературное растяжение – сопротивление ползучести 904:30 |
| Б | Бор | Очень небольшие количества повышают твердость |
| Медь | Медь | Коррозионная стойкость (низкая) — растрескивание (высокая) |
| Ал | Алюминий | Раскислитель — улучшает механические свойства |
| Ти | Титан | Удаляет: кислород, S, N и C |
| Н | Азот | Повышает прочность, но снижает ударную вязкость |
| № | Ниобий | Твердость — улучшает механические свойства (ранее колумбий [Cb]) |
| В | Ванадий | Твердость — улучшает механические свойства 904:30 |
Таблица суффиксов
| Суффикс | Тип стального сплава | Суффикс Номер Описание | Суффикс Номер Описание |
| -А1 | Углерод-молибден | 0,40–0,65 Мо | |
| -В1 | Хром-молибден | 0,40–0,65 Кр | 0,40–0,65 Мо |
| -В2 | Хром-молибден | 1,00–1,50 Кр | 0,40–0,65 Мо |
| -Б2Л | Хром-молибден | Нижний карбон B2 | |
| -В3 | Хром-молибден | 2,00 — 2,50 Кр | 0,90 — 1,20 Мо |
| -Б3Л | Хром-молибден | Нижний карбон B3 | |
| -Б4Л | Хром-молибден | 1,75–2,25 Кр | 0,40–0,65 Мо |
| -В5 | Хром-молибден | 0,40–0,60 Кр | 1,00 — 1,25 Пн |
| -В6 | было | E502 4,6–6,0 | Cr 0,45–0,65 |
| -В8 | было | E505 8,0–10,5 | Кр 0,8–1,2 |
| -С1 | Никелевая сталь 904:30 | 2,00–2,75 Ni | |
| -C1L | Никелированная сталь | Низкоуглеродистый C1 | |
| -C2 | Никелированная сталь | 3,00–3,75 Ni | |
| -C2L | Никелированная сталь | Низкоуглеродистый C2 904:30 | |
| -C3 | Никелированная сталь | 0,80–1,10 Ni | |
| — НМ | Никель-молибден | 0,80 — 1,10 Ni | 0,40–0,65 Мо |
| -Д1 | Марганец-молибден | 1,00 — 1,75 Мн | 0,25 — 0,45 Мо 904:30 |
| -Д2 | Марганец-молибден | 1,65 — 2,00 Мн | 0,25–0,45 Мо |
| -Д3 | Марганец-молибден | 1,00 — 1,80 Мн | 0,40–0,65 Мо |
| -Ш | Выветривание | Сталь Ni, Cr, Mo, Cu | |
| -Г | Химия не требуется | ||
| -М | Военная марка | Может иметь дополнительные требования |
| Класс | Мин. Прочность на растяжение Прочность на растяжение | Мин. Предел текучести |
| E60xx | 62 000 фунтов на кв. дюйм | 50 000 фунтов на кв. дюйм |
| E70xx | 70 000 фунтов на кв. дюйм | 57 000 фунтов на кв. дюйм |
| E80xx | 80 000 фунтов на кв. дюйм | 67 000 фунтов на кв. дюйм |
| E90xx | 90 000 фунтов на кв. дюйм | 77 000 фунтов на кв. дюйм |
| E100xx 904:30 | 100 000 фунтов на кв. дюйм | 87 000 фунтов на кв. дюйм |
| E110xx | 110 000 фунтов на кв. дюйм | 95 000 фунтов на кв. дюйм |
| E120xx | 120 000 фунтов на кв. дюйм | 107 000 фунтов на кв. дюйм дюйм |
К началу страницы
Типы электродов, используемых при сварке
Сварочный электрод представляет собой кусок проволоки или стержня, используемый в процессе сварки для соединения металлов. Сварочный электрод подключается к сварочному аппарату, по которому течет сварочный ток, и создает электрическую дугу для сплавления металлов для соединения. Также в некоторых случаях сам используемый электрод выступает в качестве наполнителя при соединении металлов.
Существуют различные типы электродов, используемых для сварки. При выборе электрода для сварки важно учитывать некоторые факторы, такие как предел прочности при растяжении, состав свариваемых металлов, положение сварки, конструкция соединения и т. д. Давайте рассмотрим различные типы электродов, используемых для сварки.
Типы сварочных электродов:
Сварочные электроды делятся на два типа: плавящиеся электроды и неплавящиеся электроды. Ниже представлена классификация электродов, используемых для дуговой сварки.
Ниже представлена классификация электродов, используемых для дуговой сварки.
Неплавящиеся электроды:
Электроды, которые не расходуются в процессе сварки, т. е. не плавятся под действием тепла дуги и не плавятся на сварном шве, называются неплавящимися электродами. Электроды этого типа имеют высокую температуру плавления, и их задача заключается в создании электрической дуги. Поскольку электрод не является частью сварного шва, его можно использовать в течение более длительного времени.
Выбор электродного материала, используемого для сварки, не зависит от свариваемых основных металлов, в отличие от плавящихся электродов. Большинство неплавящихся электродов изготовлены из углерода, графита или вольфрама, а некоторые из методов сварки, в которых используются неплавящиеся электроды, включают вольфрамовую сварку в среде инертного газа, сварку атомарным водородом, угольную дуговую сварку и т. д.
Плавящиеся электроды :
Электроды, которые плавятся из-за тепла, выделяемого дугой, и становятся частью сварного шва, называются плавящимися электродами. Другими словами, эти электроды расходуются в процессе сварки и впоследствии осаждаются на валике сварного шва. Основная характеристика расходуемых электродов заключается в том, что они имеют низкую температуру плавления, поэтому дуга плавит металлические детали, а также кончик электрода, который действует как наполнитель в зазоре.
Другими словами, эти электроды расходуются в процессе сварки и впоследствии осаждаются на валике сварного шва. Основная характеристика расходуемых электродов заключается в том, что они имеют низкую температуру плавления, поэтому дуга плавит металлические детали, а также кончик электрода, который действует как наполнитель в зазоре.
В зависимости от состава свариваемых металлов используются плавящиеся электроды из различных материалов. Обычно большая часть расходуемых электродов изготавливается из низколегированной стали или никелевой стали диаметром 2-8 мм и длиной 200-500 мм. Опять же, эти электроды различаются по типу присутствующего на них флюсового покрытия.
Расходуемые электроды подразделяются на следующие типы:
- Неизолированные электроды.
- Электроды с покрытием, 9 шт.0032
- Электроды с легким покрытием.
- Электроды с толстым покрытием.
Неизолированные электроды:
Эти электроды не покрыты флюсом. Эти электроды часто используются при автоматической и полуавтоматической сварке. Поскольку эти электроды плоские, шарики металла переносятся с электрода на изделие и подвергаются воздействию кислорода и азота в окружающем воздухе.
Эти электроды часто используются при автоматической и полуавтоматической сварке. Поскольку эти электроды плоские, шарики металла переносятся с электрода на изделие и подвергаются воздействию кислорода и азота в окружающем воздухе.
В связи с этим образуются некоторые неметаллические составляющие, которые задерживаются в застывающем металле шва. В результате снижается прочность и пластичность материала. Неизолированные электроды используются при более низком сварочном напряжении.
С этими электродами используются токи от 160 до 310 ампер в зависимости от их размера. Сварка может быть удовлетворительно выполнена голыми электродами с питанием постоянного тока, когда электрод подключен к отрицательной клемме.
Электроды с легким покрытием :
Электроды с легким покрытием представляют собой улучшенную версию электродов без покрытия, которые содержат слой покрытия толщиной в несколько десятых миллиметра. Это покрытие состоит из извести, смешанной с растворимым стеклом, которое действует как связующее. Основная цель легкого покрытия – улучшить стабильность дуги. Следовательно, это покрытие также называют стабилизированным покрытием.
Основная цель легкого покрытия – улучшить стабильность дуги. Следовательно, это покрытие также называют стабилизированным покрытием.
Этот тип электрода обеспечивает лучшую защиту сварного шва от окисления. Они более выгодны по сравнению с неизолированными электродами. Они требуют более высокого сварочного напряжения и более низкого тока по сравнению с неизолированными электродами. Они используются для сварки второстепенных работ.
Электроды с толстым покрытием :
Электроды с толстым покрытием содержат толстый слой покрытия. Обычно применяемыми материалами для покрытия являются оксид титана, ферромарганец, кремнезем, мука, асбестовая глина, карбонат кальция и др. Эти электроды в основном используются для получения металла шва высокого качества за счет исключения образования оксидов и нитридов.
Электроды с покрытием имеют следующие преимущества в процессе сварки:
- Дуга, создаваемая электродами, стабилизируется, поскольку электроды с покрытием содержат стабилизирующие дугу материалы, такие как соединения Na, CaCo 3 , Ti и K.
- При использовании этих электродов скорость плавления увеличивается, что ускоряет сварку.
- Склонность к деионизации дуги в момент нулевого тока при подаче переменного тока может быть преодолена с помощью электрода с покрытием путем создания покрывающих газов вокруг дуги, тем самым поддерживая ионизацию дугового промежутка.
- Когда на электроды нанесено покрытие, они становятся изолированными от внешней области. Таким образом, эти электроды можно использовать при больших токах.
- Использование этих электродов позволяет избежать разбрызгивания металла при сварке.
- В процессе сварки удаляются загрязнения, присутствующие на поверхности свариваемого металла.
- С помощью этих электродов можно легко выполнять потолочную и вертикальную сварку.
- Покрытие на электроде защищает металл от загрязнения атмосферными условиями.

Электроды для контактной сварки | Plansee
В процессе контактной сварки соединяемые детали прижимаются друг к другу и нагреваются электрическим током до тех пор, пока в отдельных точках между ними не образуется расплавленная ванна. Этот процесс требует высоких токов и больших усилий прижима.
Этот процесс требует высоких токов и больших усилий прижима.
При сварке толстых листов усилия между электродом и соединяемыми деталями могут достигать 450 МПа. Это представляет серьезную проблему для сварочных электродов, которые должны выдерживать такие нагрузки.
Наши сварочные электроды из вольфрама, молибдена и их сплавов особенно подходят для сварки материалов с высокой проводимостью, таких как медь. Они используются в следующих процессах: точечная сварка, роликовая шовная сварка, рельефная сварка, сварка с осадкой.
Краткий обзор ваших преимуществ:
Длительный срок службы и повышенная производительность
ЭффективностьНадежность благодаря воспроизводимому качеству
Одногенность, без чипсов
Постоянное сопротивление в процессе сварки
Высокая плотность и твердость —
Последовательный материалХороший тепловой и электрический фактор 9003 9003
.
о нашей продукции? Не стесняйтесь запрашивать технические характеристики нашей продукции.В зависимости от области применения контактной сварки мы можем предложить вам правильный продукт от сплошных электродов до электродов с обратным литьем (электроды-вкладыши).
Мы производим наши твердые электроды из:
- W, WL10, WL20
- Мо, ТЗМ
- ВКу70/30, ВКу75/25, ВКу80/20, ВКу90/10
- Вольфрамовый сплав тяжелых металлов (DENSIMET®)
Мы производим наши литые электроды (электроды-вкладыши) из:
- Вал CuCrZr со вставкой W, WL10, WL20, Mo или TZM
- Медный вал со вставкой W, WL10, WL20, Mo или TZM
Что делает электрод превосходным и оптимальным?
Свойства материала твердого электрода и электродной вставки
Наш материал характеризуется чрезвычайно однородной структурой и большим количеством удлиненных частиц оксида лантана.
Эта мелкая однородная зернистая структура позволяет нам добиться особенно высокой плотности по всему поперечному сечению с хорошей твердостью.Здесь вы можете увидеть типичную структуру материала Plansee в сравнении с материалами других производителей. Неоднородная, более грубая структура последнего свидетельствует о том, что он мало формировался, что увеличивает риск пористости. Это, в свою очередь, приводит к выкрашиванию и ухудшению качества обработки, а также к ухудшению качества сварки.
Материал Plansee в продольном сечении (слева) и в поперечном сечении (справа)
Эталонный материал в продольном сечении (слева) и в поперечном сечении (справа)
100-процентная техника соединения задней литой электрод
Чем лучше соединение между электродной вставкой из вольфрама (W, WL10, WL20) или молибдена (Mo или TZM) и стержнем электрода из меди (Cu) или медно-хромоциркониевого (CuCrZr), тем лучше и воспроизводимее результаты сварки и тем дольше срок службы.
Почему это так? Благодаря нашей специальной технологии производства мы можем добиться 100-процентного соединения между электродной вставкой и стержнем электрода. Это приводит к чрезвычайно низкому электрическому контактному сопротивлению между вставкой и стержнем, что обеспечивает исключительно хорошую электропроводность и, в свою очередь, высокую теплопроводность, что обеспечивает высокоэффективное охлаждение наконечника электрода.
Электроды (электроды-вкладыши), изготовленные методом пайки, напротив, содержат полости в результате используемого метода изготовления. Поскольку эти полости не всегда имеют однородный характер, контактное сопротивление электродов, изготовленных таким образом, различно, а их охлаждающая способность непостоянна, что приводит к сокращению срока службы.
Кроме того, наша технология соединения помогает обеспечить устойчивое производство с низким уровнем потребления ресурсов: опыт показывает, что наши клиенты могут значительно сократить токи благодаря оптимальному соединению, тем самым снижая потребление энергии.
Это положительно скажется на вашем экологическом следе!Ниже, для сравнения, поперечное сечение припаянной электродной вставки (слева) и поперечное сечение наших залитых электродов (справа):
Здесь отчетливо видны полости на стыке основания электрода и стержня (слева). Сравните это с безупречным соединением литого электрода (справа):
Еще одним преимуществом наших литейных электродов является их более высокая прочность на изгиб. Как ясно показано на следующем рисунке, безупречное соединение отлитого электрода приводит к гораздо более стабильному изгибу, а также к большей жесткости благодаря его конструкции по сравнению с припаянным электродом того типа, который обычно встречается на рынке.
На приведенной выше диаграмме «сила изгибающей нагрузки» сравнивается изгиб литых и припаянных вставных электродов. Для испытания вставной электрод был зажат горизонтально в держателе (длина зажима такая же, как при реальном использовании) и прижат вертикальной силой к кончику электрода.
Сравнительный тест ясно показывает, что электрод, залитый обратным литьем, может подвергаться гораздо более высоким нагрузкам.Пайка по сравнению с обратным литьем.
Определен победитель точечной сварки!Краткий обзор преимуществ наших залитых электродов:
- Надежное соединение электрода с материалом стержня
- Постоянный уровень сопротивления
- Стабильная теплопроводность
- Снижение энергопотребления
- Воспроизводимое качество электрода
- Стабильность процесса в практическом применении
Вы получаете более длительный срок службы и одинаковые параметры сварки.
Обработка электродов в соответствии с вашими требованиями
Мы предлагаем вам лучшее качество по экономичной цене благодаря нашему многолетнему производственному опыту. У нас есть подходящее производственное оборудование для удовлетворения ваших особых требований.
Просто отправьте нам свой чертеж, и мы изготовим электрод в точном соответствии с вашими спецификациями. Мы стремимся к скорости. Чтобы выполнить это обязательство, мы производим сплошные электроды из стандартных запасов различных размеров.
Рекомендации по сварке:
В зависимости от материала соединения мы рекомендуем следующий материал электрода из нашего ассортимента:СОЕДИНИТЕЛЬНЫЙ МАТЕРИАЛ МАТЕРИАЛ ЭЛЕКТРОДА Сталь без покрытия CuCrZr / W Нержавеющая сталь CuCrZr/WCu Сталь с покрытием CuCrZr / Mo / W / WCu Чистая медь Пн / Вт / ВтCu Латунь (CuZn / оловянная бронза CuSn) CuCrZr / Mo / W / WCu 904:30 Прочие медные сплавы CuCrZr / Mo / W / WCu Cu + сплавы с медным покрытием Пн / Вт / ВтCu Прочие цветные металлы (например, Al, Mg, Ni, Ti) CuCrZr / Mo / W / WCu Благородные металлы (например, Ag, Au, Pt) CuCrZr / Mo / W / WCu Тугоплавкие металлы (например, Mo, Ta, Cr) Вт * Mo, в основном TZM / W, в основном WL10 / WCu, в основном W80Cu20
Электроды Plansee — преимущества при заказе:
- Короткие сроки поставки благодаря 100-90-процентному собственному производству
- Стандарт высокого качества и воспроизводимое качество
- Решения и требования заказчика выполнены
- Полная прослеживаемость, включая бесконфликтные материалы и продукты
- Также возможны годовые контракты с определенными запасами из резервного фонда
Увеличенный срок службы.
Узнайте сами всего за 90 секунд, почему наши литые вставные электроды служат так долго.Точечная сварка соединяет две электропроводящие металлические детали с использованием тепла, выделяющегося в результате электрического сопротивления при пропускании через них электрического тока. Два электрода прижимают металлические листы друг к другу и преобразуют сварочный ток в тепло на контактных поверхностях. Через место сварки пропускается большой ток. В этот момент металл плавится, образуя сварное соединение. Преимущество точечной сварки заключается в том, что на месте можно сосредоточить большое количество энергии за очень короткое время. Таким образом, остальная часть листа не подвергается чрезмерному нагреву. Обычно толщина листа здесь составляет от 0,5 до 3 мм.
Электроды WCu для рельефной сварки
Мы поставляем 100% пропитанную вольфрамовую медь, состоящую из 75% вольфрама и 25% меди, для вашего процесса рельефной сварки в соответствии со стандартом RWMA Американского общества сварщиков (AWS).
Этот композит сочетает в себе лучшее из обоих материалов: прочность вольфрама и превосходную тепло- и электропроводность меди.
Вы можете положиться на наше качество. Свойства материала наших электродов из WCu всегда остаются неизменными. Однородная структура материала означает, что он очень легко обрабатывается.
Выступающая сварка — это разновидность точечной сварки. В этом процессе сварка выполняется на приподнятых участках (выступах) одного или обоих соединяемых компонентов. Тепло выделяется так же, как и при точечной сварке, за исключением того, что оно возникает преимущественно в области выступов. Выступающая сварка позволяет уменьшить расстояние между сварными швами. «Проекции» также можно использовать для позиционирования. Выступающая сварка обычно используется для приваривания заклепок, гаек и других винтов к металлическим пластинам.
Вольфрамовые электроды для сварки термодами
Мы производим наши вольфрамовые электроды для сварки термодами в соответствии с вашими спецификациями, чтобы удовлетворить ваши потребности.
 о нашей продукции? Не стесняйтесь запрашивать технические характеристики нашей продукции.
о нашей продукции? Не стесняйтесь запрашивать технические характеристики нашей продукции. Эта мелкая однородная зернистая структура позволяет нам добиться особенно высокой плотности по всему поперечному сечению с хорошей твердостью.
Эта мелкая однородная зернистая структура позволяет нам добиться особенно высокой плотности по всему поперечному сечению с хорошей твердостью.
 Это положительно скажется на вашем экологическом следе!
Это положительно скажется на вашем экологическом следе! Сравнительный тест ясно показывает, что электрод, залитый обратным литьем, может подвергаться гораздо более высоким нагрузкам.
Сравнительный тест ясно показывает, что электрод, залитый обратным литьем, может подвергаться гораздо более высоким нагрузкам. Просто отправьте нам свой чертеж, и мы изготовим электрод в точном соответствии с вашими спецификациями.
Просто отправьте нам свой чертеж, и мы изготовим электрод в точном соответствии с вашими спецификациями.  Узнайте сами всего за 90 секунд, почему наши литые вставные электроды служат так долго.
Узнайте сами всего за 90 секунд, почему наши литые вставные электроды служат так долго.
