Графитовый электрод для резки и строжки ESAB OK Carbon
Графитовый электрод для резки и строжки ESAB OK Carbon
OK GPC (старое название OK 21.03)
Омедненный графитовый электрод, предназначенный для воздушно-дуговой резки и строжки металла. В отличие от OK GPC, данный процесс обладает значительно более высокой производительностью, т.к. расплавленный металл удаляется потоком сжатого воздуха, подаваемого в специальный держатель для воздушно-дуговой строжки под давлением 5-8 бар, при расходе сжатого воздуха от 500 до 1500 л/мин. Это делает его наиболее востребованным для удаления дефектов сварных швов на промышленных предприятиях, а также для удаления прибылей и литниковых систем в отливках. В отличие от автогенной поверхностной строжки, данный процесс применим практически для всех электропроводных материалов. Электрод зажимается в держателе с вылетом около 100-150 мм и по мере сгорания выдвигается из держателя. Угол наклона электрода к обрабатываемой поверхности составляет 45-60°.

Ток: ~ или = ( ? )
Пространственные положения при сварке: 1, 2, 3, 5, 6
Напряжение холостого хода: не менее 60 В
Электроды графитированные (графитовые электроды) от производителя ГрафитПРО
Электроды графитированные ТУ14-139-177-2003Показатель | диаметр | марка графитового электрода | ||||
ЭГ-30 | ЭГ-25 | ЭГ-15 | ЭГ-10 | |||
Удельное Электрическое сопротивление, мкОм*м,max | Ø75-200 мм | 7,0 | 8,0 |
| 10,0 |
|
Ø250-400 мм |
| 7,0 | 8,0 | 9,0 | 12,0 | |
Ø450-555 мм |
| 8,0 | 9,0 | 12,0 | 12,5 | |
Предел прочности на изгиб, МПа, min | Ø75-200 мм | 7,8 | 7,8 |
| 7,1 |
|
Ø250-400 мм |
| 6,9 | 6,9 | 6,9 | 6,2 | |
Ø450-555 мм |
| 6,4 | 6,4 | 6,4 | 5,7 | |
Предел прочности на разрыв, МПа,min | Ø250-400 мм |
| 3,4 | 3,4 | 3,4 | 3,0 |
Ø450-555 мм |
| 2,9 | 2,9 | 2,9 | 2,6
| |
Электроды графитированные ТУ 1911-109-052-2003
Показатель | диаметр | марка электрода графитированного | |
ЭГ-1 | ЭГ-2 | ||
Удельное Электрическое сопротивление, мкОм*м,max | Ø75-200 мм | 8,0 | 11,0 |
Ø250-555 мм | 8,0 | 8,0 | |
Предел прочности на изгиб, МПа, min | Ø75-200 мм | 8,0 | 8,0 |
Ø250-555 мм | 6,5 | 6,5
| |
Электроды графитированные производство Китай
Показатель | диаметр | марка RP |
Удельное Электрическое сопротивление, мкОм*м,max | Ø75-555мм
| 8,0 |
Предел прочности на изгиб, МПа, min | Ø75-555мм
| 9,81 |
Модуль упругости (Юнга),ГПа, max | Ø75-555мм
| 9,3 |
Объемная плотность, г/см3,min | Ø75-555мм
| 1,58
|
Электроды графитированные и ниппели к ним изготавливаются на основе нефтяного кокса и каменоугольного пека. Предназначены для работы на плотностях тока до 25 А/см2 в дуговых сталеплавильных, руднотермических и других электротермических установках.
Предназначены для работы на плотностях тока до 25 А/см2 в дуговых сталеплавильных, руднотермических и других электротермических установках.
Электроды выпускаются диаметром 75-555 мм и длиной до 2400 мм (ТУ 48-12-52-93). Каждый электрод комплектуется ниппелем.
По желанию потребителя ниппели могут поставляться отдельно от электродов или дополнительно к комплекту.
Электроды диаметром до 250мм. изготавливаются с цилиндрическим ниппельным соединением, а электроды свыше 250 мм могут изготавливаться как с цилиндрическим, так и коническим ниппельным соединением.
Техническими условиями нормируются прочность на сжатие и удельное электрическое сопротивление, которое определяет сорт электродов. Электроды диаметром от 75 до 200мм. изготавливаются марок ЭГ30, ЭГ25, ЭГ15; диаметром 250-555мм. марок ЭГ25, ЭГ20, ЭГ15, ЭГ10, где:
Э — электрод;
Г — графитированный;
25 — плотность тока в период плавления.
Электрод трубчатый: область применения, преимущества
Компания «Донкарб Графит» предлагает графитовые трубчатые электроды по выгодным ценам. Мы являемся производителями продукции, гарантируем качество и высокие технические характеристики изделий, оперативно выполняем поставки в любых объемах.
Мы являемся производителями продукции, гарантируем качество и высокие технические характеристики изделий, оперативно выполняем поставки в любых объемах.
Область применения графитовых анодных заземлителей
Электрод трубчатый выполняет роль анодного заземлителя в станциях катодной защиты. Эти станции предназначены для нейтрализации воздействия подземных токов на заглубленные в грунт трубопроводы, обсадные колонны, подземные газохранилища и хранилища для нефтепродуктов. Устройства препятствуют коррозии металлических элементов конструкций под действием агрессивных сред. Также графитовые трубки используются в качестве заземлителей на электролиниях постоянного и переменного тока.
Устройство и принцип действия анодного заземлителя
Изделие представляет собой трубку с соединителем-токовводом и изготавливается из конструкционного графита. Величина наружного диаметра элементов составляет 114 мм., внутренний диаметр — 90 мм. Благодаря соединителям-токовводам изделия могут наращиваться в колонну длиной до 100 метров.
Катодные станции демонстрируют высокую эффективность при антикоррозионной защите не только стальных конструкций, но и объектов из цинка, алюминия, меди, свинца, олова, никеля и разнообразных сплавов. Принцип действия станций заключается в том, что при подключении к отрицательному полюсу источника питания защищаемая от коррозии конструкция становится катодом и на нем происходит реакция восстановления. Одновременно с этим, на подключенном к положительному полюсу графитовом анодном заземлителе идет реакция окисления, при которой элемент постепенно растворяется. Таким образом, анод принимает на себя все негативные воздействия и разрушается, а защищаемый объект остается неповрежденным.
Преимущества графитовых трубчатых электродов
К достоинствам изделий относятся:
- Медленное растворение. Графит обладает высокой устойчивостью к воздействию агрессивных сред, благодаря чему его разрушение при окислительных реакциях происходит очень медленно. Срок службы анодных заземлителей из графита может достигать 10 лет.

- Высокая прочность. Изделия обладают устойчивостью к сжимающим нагрузкам, благодаря чему нижние аноды в колонне выдерживают вес всех присоединенных к ним заземлителей без образования трещин и деформации.
- Разные способы установки. Анодные заземлители могут заглубляться в грунт горизонтально или вертикально, могут располагаться в предварительно вырытых скважинах глубиной до 100 метров. Благодаря глубинной установке повышаются защитные характеристики катодной станции, расширяется радиус ее действия.
- Экологичность и безопасность для здоровья человека. Конструкционный графит является нетоксичным материалом, поэтому при работе с трубчатыми электродами нет необходимости использовать индивидуальные средства химической защиты.
- Простота в хранении. Изделия не подвержены негативному воздействию влаги и других внешних факторов, поэтому не требуют специальных условий хранения. Перед началом использования даже после длительного складирования элементы не требуют подсушивания или очистки, так как на них не образуются следы коррозии.


Чтобы узнать больше о достоинствах и технических характеристиках изделия, воспользуйтесь представленной на сайте информацией или свяжитесь с нашими менеджерами по указанным на сайте телефонам. У нас вы можете заказать электрод трубчатый в любых необходимых объемах. Звоните, и мы оперативно выполним вашу заявку!
Графитовые электроды для сварки
Существует несколько способов соединения медного провода. Но как показывает практика, самым быстрым, надежным и долговечным является сварка. Швы, наложенные с использование сварочного оборудования, обладают отличными показателями проводимости, безупречно служат на протяжении многих лет и абсолютны безопасны в использовании. Для сваривания медных проводов специалисты выбирают графитовые электроды, которые по сравнению с другими аналогами обладают рядом достоинств.
Плюсы и минусы графита
Графитовые электроды в отличии от расходников из других материалов обладают очень весомым преимуществом: они пропускают электричество, не плавясь при этом. Это основное достоинство, которое и предопределяет их выбор для выполнения работ. Графитовые электроды производятся обычными или омедненными, с разными по длине и форме наконечниками.
Это основное достоинство, которое и предопределяет их выбор для выполнения работ. Графитовые электроды производятся обычными или омедненными, с разными по длине и форме наконечниками.
Наиболее весомые характеристики расходных материалов из графита:
- продукция представлена в торговой сети большим ассортиментом;
- стоимость расходных материалов невысокая;
- малый расход электрода при использовании;
- быстро разогреваются до температур, при которых плавятся металлы;
- при выполнении сварочных работ инвертором для разжигания дуги требуется небольшой ток – 5-10 ампер.
Необходимо подчеркнуть, что сварочный шов, сформированный с применением графитовых электродов, устойчив к воздействию высоких температур, невосприимчив к коррозии. Помимо этого, медная проволока не дает трещин во время сваривания. Графитовые электроды дают возможность качественно соединять не только медные, но и алюминиевые провода.
Однако им свойственны не только преимущества, но и недостатки:
- сварочное соединение с помощью графитовых является достаточно сложным технологическим процессом из-за небольшого диаметра – 6 мм;
- применение графитовых расходных материалов повышает содержание углерода в заготовках. По этой причине могут ухудшаться эксплуатационные характеристики готового соединения;
- конкретный вид наконечника электродов пригоден для выполнения небольшого перечня операций. Поэтому необходим ассортимент расходных материалов в случаях, когда планируется выполнение различных видов работ.
 По этой причине могут ухудшаться эксплуатационные характеристики готового соединения;
По этой причине могут ухудшаться эксплуатационные характеристики готового соединения;Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
- Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности. Другими словами, минус подается на электрод.
- При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата.
- При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками.
- Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности.
- Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.
Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.
Новичкам для такой работы желательно хорошо попрактиковаться.
Для работы с электродами из графита применяются два технологических приема:
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.
Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Регулировка силы тока
Для сварки проводки сила тока регулируется в диапазоне значений от 30 до 120 ампер. Большинство представленных на рынке инверторов обладают таким набором параметров и подходят для выполнения работы.
Точное значение тока специалист подбирает отдельно в каждом конкретном случае опытным путем. Подобный подход обусловлен следующими факторами:
- каждая модель инвертора имеет свои конструктивные особенности, которые влияют на рабочие характеристики. Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;
- в бытовой сети не всегда напряжение составляет нормативные 220 вольт. Оно может быть как меньшим, так и большим;
- кабель от разных производителей отличается по своему составу. Хотя отличия и незначительные, они влияют на сварочный процесс.
 Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;
Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;Результаты сварочных работ с использованием графитовых стержней во многом определяется квалификацией сварщика. Необходимо точно знать оптимальные показатели силы тока, характерные для жил определенного сечения:
- проводка диаметром 1,5 мм сваривается инвертером, настроенным на 70 ампер;
- когда возникает необходимость соединить три жилы такого же размера (1,5 мм), то силу тока следует увеличить до 81-91 ампера;
- при сваривании трех частей проволоки с диаметром 2,5 мм сила тока устанавливается в диапазоне значений 81-101 ампер;
- сила тока в пределах 101-121 ампера подходит для соединения четырех медных жил толщиной в 3 мм.

Сваривание алюминиевой проводки
Графитовый электрод одинаково хорошо подходит для сваривания как медной, так и алюминиевой проводки. Работы по соединению алюминиевых жил выполняются под флюсом – защитным порошком, который при нагревании образует газовую защитную среду. Благодаря применению флюса сварные стыки защищены от контакта с кислородом и не окисляются в процессе работ.
Сила тока выставляется на оптимальное значение. Ток выпрямляется, проходя через диодный мост и фильтр пульсаций. Справедливости ради нужно отметить, что некоторые опытные специалисты могут выполнить такие работы переменным током. Им вовсе не обязательно подбирать нужные параметры опытным путем для выполнения работы. Но при этом качество соединения будет хуже, чем в случае применения постоянного тока.
Как правильно варить скрутку кабеля
Одной из первостепенных задач при сваривании скрутки является защита изоляции кабеля от плавления. Универсальное решение заключается в том, что к месту выхода скрутки с изоляции подсоединяется металлический радиатор. Желательно, чтобы он был медным, тогда обеспечивается максимально возможная теплопроводность и наибольший отток избыточного тепла. Точно такой же эффект гарантирован при увеличении площади контакта между радиатором и проводкой.
Желательно, чтобы он был медным, тогда обеспечивается максимально возможная теплопроводность и наибольший отток избыточного тепла. Точно такой же эффект гарантирован при увеличении площади контакта между радиатором и проводкой.
Перед началом сваривания скрутки требуется выполнения небольшого объема подготовительных работ. Если на изоляции есть лаковое покрытие, то его следует удалить. Скручивать жилы между собой следует максимально плотно. Важно, чтобы они очень тесно контактировали. Оптимальной считается длина скрутки порядка 5-6 сантиметров. Концы жил обрезаются на одинаковом расстоянии, чтобы обе части скрутки попадали в зону сварки.
В том месте, где радиатор контактирует с проводкой, подключается масса. Остается поднести электрод к краю скрутки. Контакт должен быть коротким. Вполне достаточно одной секунды, чтобы на краю скрутки сформировался омедненный шарик из расплава металлов. Точно так же свариваются и другие участки скрутки: методом кратковременного замыкания цепи при помощи графитового электрода.
Техника безопасности
Применение угольных (графитовых) электродов дает возможность получать надежные соединения металлов и создавать долговечные изделия. Важно во время выполнения работ придерживаться правил техники безопасности. Наиболее значимые из них:
- Подающийся к кабелям ток при завершении выполнения операций необходимо отключить. Это исключит случайное поражение электрическим разрядом в случае непреднамеренного прикосновения к неизолированному участку проводки.
- Сварочные работы следует выполнять только в специальной защитной одежде и обуви. Помимо этого, необходимо использовать средства индивидуальной защиты – маску, рукавица, отвороты и т.д., которые помогают уберечь глаза и участки тела от ожогов.
- На месте выполнения сварочных работ не должны присутствовать легковоспламеняющиеся материалы. Именно они становятся причиной возникновения пожаров на сварочной площадке.
- После завершения сварки скрутки нужно дать время на остывание проводки. Выждав некоторое время и убедившись, что жилы остыли, можно переходить к следующему этапу работ. Если этого не делать, то получить ожог от случайного прикосновения к горячей скрутке – дело времени.
- Сваренные скрутки по завершению работ нужно изолировать. Для этого используется изолента или термоусадочные трубки.
 Выждав некоторое время и убедившись, что жилы остыли, можно переходить к следующему этапу работ. Если этого не делать, то получить ожог от случайного прикосновения к горячей скрутке – дело времени.
Выждав некоторое время и убедившись, что жилы остыли, можно переходить к следующему этапу работ. Если этого не делать, то получить ожог от случайного прикосновения к горячей скрутке – дело времени.Итоги
Графитовые электроды являются популярным расходным материалом. Они востребованы для сваривания разных металлов – чугуна, стали, алюминия, меди и других. Для работы с графитовыми стержнями требуется определенный уровень квалификации. Но при наличии навыков специалист сможет сформировать надежное, устойчивое к высокой температуре, коррозии и прочему негативному воздействию соединение.
Графитовые электроды: характеристики, цена
Автор admin На чтение 3 мин. Просмотров 619 Опубликовано
Просмотров 619 Опубликовано
Неметаллические графитовые электроды используются в паре с любым металлическим присадочным материалом. Поэтому такими неплавкими электродами можно сваривать заготовки из любых металлов и сплавов. В данной статье мы приведем рабочие характеристики таких электродов, дополнив эту информацию рекомендациями по их применению.
Электроды графитовые: структура и габариты
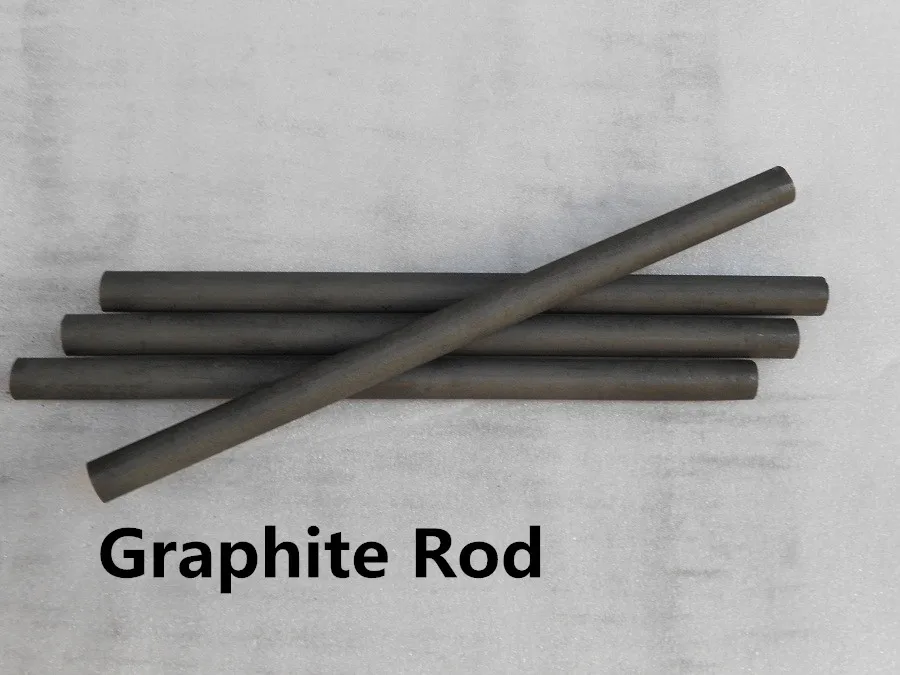
Такой электрод производится из аллотропной (простейшей) модификации углерода – минерала графита. Этот материал обладает высокой электропроводностью и повышает свою прочность (а равно и хрупкость) при нагреве. Температура плавления графита – около 3500 градусов Цельсия. Такие качества превращают графит в практически идеальный конструкционный материал для неплавкого электрода.
В сварочном деле используются графитовые стержни, диаметром от нескольких миллиметров до пары сантиметров. Пята такого электрода стачивается на конус или клин, с углом при вершине 60-70 градусов. Длина электрода измеряется десятками сантиметров, а некоторые изделия достигают и 0,5-0,7 метра.
Пята такого электрода стачивается на конус или клин, с углом при вершине 60-70 градусов. Длина электрода измеряется десятками сантиметров, а некоторые изделия достигают и 0,5-0,7 метра.
Помимо прутков из синтетического углерода или электротехнического угля существуют еще и металлические электроды с графитовым покрытием (флюсом). Причем, содержание самого графита в таких покрытиях минимально (не более 2 процентов). В данном случае графит используется как токопроводящая присадка, подмащиваемая к традиционным для флюса компонентам – рутилу, ферромарганцу и так далее.
Причем введение графита в защитную оболочку дает возможность сэкономить дефицитный и дорогостоящий ферросплав марганца.
Как используют графитовые электроды?
Сварка электродами из угля или графита основана на двух технологических приемах, а именно:
- Подачи присадочного материала в пламя дуги. В этом случае проволоку (ее держат в левой руке) размещают между графитовым электродом и расплавляемой кромкой. Причем проволока идет перед электродом. Для достижения оптимальной скорости сварки электрод наклоняют под углом в 70 градусов, а проволоку под углом 30 градусов.
- Подачи присадочного материала в наплавленный электродом валик основного металла. В этом случае проволока подается за электродом. Этот прием гарантирует максимальную скорость сварки, но увеличивает вероятность прожога основного металла. Поэтому данную схему используют при стыковке заготовок с толстыми кромками.
 Причем проволока идет перед электродом. Для достижения оптимальной скорости сварки электрод наклоняют под углом в 70 градусов, а проволоку под углом 30 градусов.
Причем проволока идет перед электродом. Для достижения оптимальной скорости сварки электрод наклоняют под углом в 70 градусов, а проволоку под углом 30 градусов.Ну а кромки толщиной до 1-2 миллиметров можно сваривать и без присадочного материала, расплавляя основной металл электрической дугой. А толстые листы или кромки можно состыковывать, предварительно заполнив раздел присадочным материалом, который будет разогреваться вместе с основным металлом.
Сила сварочного тока и диаметр электрода подбираются исходя из толщины кромок. Например, для сварки 3-миллиметрового металла используют 6-миллиметровый электрод и 270-амперный ток.
Причем ток должен быть только постоянным, а схема подключения — только прямой (с минусом на электроде). И это правило распространяется на все сварочные работы с использованием электродов из графита.
И это правило распространяется на все сварочные работы с использованием электродов из графита.
Электрод графитовый (4 шт.) RedHotDot
Корзина
124 отзыва Оборудование для автосервиса и шиномонтажа+7 (8332) 21-60-70+7 (953) 676-23-74
+7 (953) 680-77-51
Корзина
- Главная
- Оборудование для автосервиса
- Готовые комплекты оборудования для автосервиса и шиномонтажа
- Подъемники для автосервиса и шиномонтажа
- Профессиональный инструмент для автосервиса
- Шиномонтажное оборудование
- Оборудование для ошиповки шин
- Расходные материалы для шиномонтажа
- Стенды для сход-развала
- Диагностическое и промывочное оборудование
- Гидравлическое оборудование
- Окрасочно-сушильное оборудование
- Стапели, оборудование для кузовных работ
- Сварочное оборудование
- Оборудование для замены масла
- Компрессоры
- Пневмоинструмент
- Зарядные и пуско-зарядные устройства
- Установки для обслуживания кондиционеров
- Оборудование для тормозных систем
- Оборудование для ремонта двигателей
- Оборудование для удаления выхлопных газов
- Оборудование для станций технического осмотра
- Оборудование для восстановления шаровых опор
- Оборудование для автомойки
- Аксессуары для автовладельцев
- Масла и спец. жидкости.
- О нас
- Контакты
- Доставка и оплата
…
- Главная
- Оборудование для автосервиса
- Готовые комплекты оборудования для автосервиса и шиномонтажа
- Подъемники для автосервиса и шиномонтажа
- Профессиональный инструмент для автосервиса
- Шиномонтажное оборудование
- Оборудование для ошиповки шин
- Расходные материалы для шиномонтажа
- Стенды для сход-развала
- Диагностическое и промывочное оборудование
- Гидравлическое оборудование
- Окрасочно-сушильное оборудование
- Стапели, оборудование для кузовных работ
- Сварочное оборудование
- Оборудование для замены масла
- Компрессоры
- Пневмоинструмент
- Зарядные и пуско-зарядные устройства
- Установки для обслуживания кондиционеров
- Оборудование для тормозных систем
- Оборудование для ремонта двигателей
- Оборудование для удаления выхлопных газов
- Оборудование для станций технического осмотра
- Оборудование для восстановления шаровых опор
- Оборудование для автомойки
- Аксессуары для автовладельцев
- Масла и спец. жидкости.
- О нас
- Контакты
- Доставка и оплата
 жидкости.
жидкости. жидкости.
жидкости.Изделия из графита для аналитических лабораторий
Главная \ Изделия из графита для аналитических лабораторий
Атомно-эмиссионный спектральный анализ позволяет подробно изучить состав исследуемого вещества. Важная роль в этом процессе отводится изделиям из графита. ООО «Полипроф-Л» профессионально занимается изготовлением расходного оборудования для аналитических лабораторий, такого как:
Заказать электроды из графита
Для проведения достоверного спектрального анализа минералов, руд, чистых веществ, сплавов и прочих материалов необходимо качественное оборудование. Компания «Полипроф-Л» производит электроды графитовые спектральные (угли) D6*300 и D6*200 мм следующих марок:
- ОСЧ 7-2, аналогичные маркам ЕС-23, СЭ, С-3М;
- ОСЧ7-3, аналогичные маркам ЕС-22, СЭУ, С-2М;
- ОСЧ 7-4, аналогичные маркам ЕС-12 и СЭУ-1;
- ЕС-02, аналогичные марке СУ-120.

Желаете приобрести графитовые электроды? Звоните нам!
(499)204-69-41, (916)119-78-63
Характеристики электродов
Размеры h, a, b, c, d, e, f задаются заказчиком. Контроль качества изготавливаемых электродов осуществляется проведением испытаний на содержание примесей следующих элементов: Fe, B, Si, Mg, Mn, Al, Ti, Ca, Cu, V, Mo.
У нас можно не только купить графитовые электроды, но и заказать фасонные электроды и тигли графитовые, применяемые при проведении газового анализа, как стандартные, так и по эскизам заказчика. Для выполнения индивидуальных заказов обычно требуется около двух-трех недель, а поставки готовой продукции выполняются очень быстро.
Примеры наших работ
Поставки графитовых электродов для лабораторного анализа
Остались вопросы? Готовы оформить заказ?
| Звоните (499) 204-69-41, (916) 951-42-41, (915) 347-33-67 | Отправляйте заявки на почту poliprof@bk. 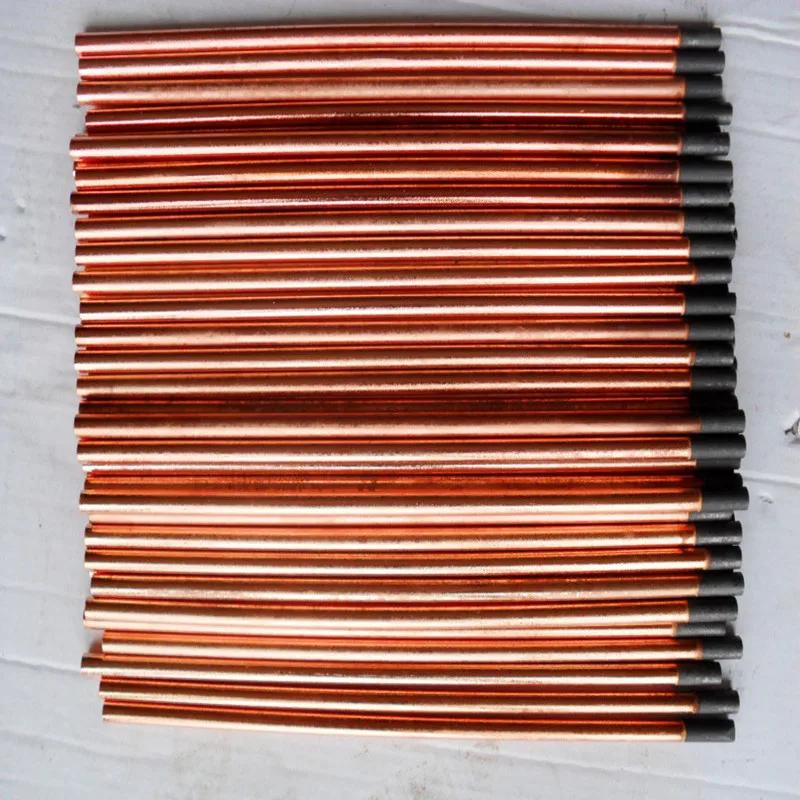 ru, [email protected] ru, [email protected] | ||
| Приезжайте: г. Москва, ул. Декабристов, влад. 51, Научно-исследовательский институт точных приборов, стр. 15 | Оставьте заявку на сайте, и мы свяжемся с Вами в течение часа оставить заявку | ||
Рынок графитовых электродов | Рост, тенденции, влияние COVID-19 и прогнозы (2021 г.
Обзор рынка
Самый быстрорастущий рынок:
Азиатско-Тихоокеанский регион
Крупнейший рынок:
Азиатско-Тихоокеанский регион
CAGR:
6.5%
Обзор рынка
Мировой рынок графитовых электродов был оценен в 4 431,49 млн долларов США в 2020 году, и, по прогнозам, в течение прогнозируемого периода (2021-2026 гг.) Среднегодовой темп роста рынка составит более 6,5%. Основным сырьем, используемым для производства графитовых электродов, является игольчатый кокс. (на нефтяной или угольной основе).
Из-за воздействия COVID-19 в первой половине 2020 года мировая сталелитейная промышленность оказалась в катастрофической ситуации, намного худшей, чем все, что происходило с начала этого тысячелетия, с серьезными последствиями для отечественных производителей стали. По данным Worldsteel, мировое производство стали снизилось на 6% в первой половине 2020 года до почти 877 миллионов метрических тонн. В связи со спадом производства стали спрос на графитовые электроды существенно снизился в 2020 году.
По данным Worldsteel, мировое производство стали снизилось на 6% в первой половине 2020 года до почти 877 миллионов метрических тонн. В связи со спадом производства стали спрос на графитовые электроды существенно снизился в 2020 году.
- В краткосрочной перспективе рост производства стали в развивающихся странах, увеличение доступности стального лома в Китае, что приведет к увеличению использования электрической дуги. Ожидается, что печи будут стимулировать спрос на рынке в течение прогнозируемого периода.
- Ожидается, что рост производства стали с помощью электродуговых печей в Китае откроет новые возможности для рынка в будущем.
- Ожидается, что Азиатско-Тихоокеанский регион будет доминировать на рынке из-за высокого спроса со стороны Китая на глобальном уровне.
Объем отчета
Графитовые электроды широко используются для электродуговых и плавильных печей на сталелитейных, кремниевых и других заводах. Рынок сегментирован по марке электродов, применению и географии. По маркам электродов рынок делится на сверхмощные, мощные и обычные). По областям применения рынок делится на электродуговые печи, кислородные печи и изделия, не связанные с сталью). Отчет также охватывает размер рынка и прогнозы рынка графитовых электродов в 15 странах в основных регионах. Для каждого сегмента размер рынка и прогнозы были сделаны на основе объема (килотонны) и стоимости (млн долларов США).
По маркам электродов рынок делится на сверхмощные, мощные и обычные). По областям применения рынок делится на электродуговые печи, кислородные печи и изделия, не связанные с сталью). Отчет также охватывает размер рынка и прогнозы рынка графитовых электродов в 15 странах в основных регионах. Для каждого сегмента размер рынка и прогнозы были сделаны на основе объема (килотонны) и стоимости (млн долларов США).
| Марка электрода | |
| Сверхвысокая мощность (UHP) | |
| Высокая мощность (SHP) | |
| Обычная мощность (RP) |
| Применение | |
| Электродуговая печь | |
| Базовая кислородная печь | |
| Применение не из стали |
| География | |||||||
| |||||||
| |||||||
| |||||||
| |||||||
|
Объем отчета можно настроить в соответствии с вашими требованиями. Кликните сюда.
Кликните сюда.
Ключевые тенденции рынка
Увеличение производства стали с помощью технологии электродуговых печей
- Электродуговая печь принимает стальной лом, DRI, ГБЖ (горячекатаное железо, прессованное DRI) или чушковый чугун в твердой форме и плавит их производить сталь. На маршруте EAF электричество обеспечивает мощность для плавления сырья.
- Графитовый электрод в основном используется в процессе выплавки стали в электродуговых печах (EAF) для плавления стального лома. Электроды изготовлены из графита из-за его способности выдерживать высокие температуры.В ЭДП кончик электрода может достигать 3 000 градусов по Фаренгейту, что составляет половину температуры поверхности солнца. Размер электродов варьируется в широких пределах: от 75 мм в диаметре до 750 мм в диаметре и до 2800 мм в длину.
- Рост цен на графитовые электроды привел к увеличению затрат на ЭДП. По оценкам, средняя ЭДП потребляет около 1,7 кг графитовых электродов для производства одной метрической тонны стали.
- Рост цен связан с консолидацией отрасли в глобальном масштабе, остановкой мощностей в Китае в связи с соблюдением экологических норм и ростом производства ЭДП во всем мире.Предполагается, что это увеличит стоимость производства ДСП на 1-5%, в зависимости от практики закупок комбината, и, вероятно, ограничит производство стали, поскольку в эксплуатации ДСП нет заменителя графитового электрода.
- Кроме того, политика Китая по борьбе с загрязнением воздуха была усилена жесткими ограничениями предложения не только для сталелитейного, но и для угольного, цинкового и других секторов, которые вызывают загрязнение твердыми частицами. В результате производство стали в Китае за последние годы резко сократилось.Однако ожидается, что это окажет положительное влияние на цены на сталь и сталелитейные предприятия в регионе, что приведет к повышению рентабельности.
- Ожидается, что все вышеупомянутые факторы будут стимулировать рынок графитовых электродов в течение прогнозируемого периода.

Чтобы понять основные тенденции, загрузите образец отчета
Азиатско-Тихоокеанский регион будет доминировать на рынке
- Азиатско-Тихоокеанский регион доминирует на мировом рынке. Китай занимает наибольшую долю по потреблению и производственным мощностям графитовых электродов в мировом сценарии.
- Китай — крупнейший производитель стали в мире. Несмотря на то, что вспышка COVID-19 нанесла урон мировому производству стали, китайская сталелитейная промышленность продемонстрировала значительный подъем в 2020 году. Общее производство нерафинированной стали увеличилось на 5,89% и достигло 1054,4 миллиона метрических тонн в 2020 году по сравнению с 2019 годом.
- Кроме того, Китай ввел новое положение о разрешениях на сброс загрязняющих веществ, которое может вступить в силу с 1 марта 2021 года. Таким образом, это, вероятно, усилит тенденцию производства стали из ЭДП в стране.
- Уровень использования класса UHP в Китае не претерпел каких-либо значительных изменений, как сообщалось, с ~ 53,7% в 2019 году до ~ 52,3% в 2020 году. Тем не менее, уровень содержания не-UHP значительно снизился, как сообщалось в составит ~ 47,5% в 2020 году с ~ 65,7% в 2019 году.
- Ожидается, что все вышеперечисленные факторы, в свою очередь, повысят спрос на графитовые электроды в регионе в течение прогнозируемого периода.
 Тем не менее, уровень содержания не-UHP значительно снизился, как сообщалось в составит ~ 47,5% в 2020 году с ~ 65,7% в 2019 году.
Тем не менее, уровень содержания не-UHP значительно снизился, как сообщалось в составит ~ 47,5% в 2020 году с ~ 65,7% в 2019 году.Чтобы понять тенденции в географии, загрузите образец отчета.
Конкурентная среда
Мировой рынок графитовых электродов частично консолидирован, на долю шести крупнейших игроков приходится более 45% всего рынка. Что касается рыночной доли, то в настоящее время на рынке доминируют несколько крупных игроков. Ключевые игроки на рынке графитовых электродов, среди прочих, включают Fangda Carbon New Material Technology Co.Ltd, GrafTech International, Graphite India Limited, Jilin Carbon Co.Ltd и SHOWA DENKO K.K.
Вы также можете приобрести части этого отчета.Хотите ознакомиться с прайс-листом по разделам?
Получить разбивку цен сейчасСодержание
1.
ВВЕДЕНИЕ1.1 Допущения исследования
1.2 Объем исследования
2. МЕТОДИКА ИССЛЕДОВАНИЯ
. КРАТКОЕ ОПИСАНИЕ4. ДИНАМИКА РЫНКА
4.1 Движущие силы
4.1.1 Значительный рост производства стали в развивающихся странах
4.1.2 Рост доступности стального лома в Китае
4.2 Ограничения
4.2.1 Влияние COVID-19
4.2.2 Другие ограничения
4.3 Анализ цепочки создания стоимости в отрасли
4.4 Анализ пяти сил Портера
4.4.1 Торговая сила поставщиков
4.4.2 Торговая сила покупателей
4.4.3 Угроза новых участников
4.4.4 Угроза заменяющих продуктов и услуг
4.4.5 Степень конкуренции
5. СЕГМЕНТАЦИЯ РЫНКА (объем рынка и стоимость)
5.
1 Марка электрода5.1. 1 Сверхвысокая мощность (UHP)
5.1.2 Высокая мощность (SHP)
5.1.3 Обычная мощность (RP)
5.2 Приложение
5.2.1 Электродуговая печь
5.2.2 Базовая кислородная печь
5.2.3 Применение не из стали
5.3 География
5.3.1 Азиатско-Тихоокеанский регион
5.3.1.1 Китай
5.3.1.2 Индия
5.3.1.3 Япония
5.3.1.4 Южная Корея
5.3.1.5 Остальные страны Азиатско-Тихоокеанского региона
5.3.2 Северная Америка
5.3.2.1 США
5.3.2.2 Мексика
5.3.2.3 Канада
5.3.3 Европа
5.3.3.1 Германия
5.3.3.2 Соединенное Королевство
5.3.3.3 Италия
5.
3.3.4 Франция5.3.3.5 Остальная Европа
5.3.4 Южная Америка
5.3.4.1 Бразилия
5.3.4.2 Аргентина
5.3.4.3 Остальная часть Южной Америки
5.3.5 Ближний Восток и Африка
5.3.5.1 Саудовская Аравия
5.3.5.2 Южная Африка
5.3.5.3 Остальные страны Ближнего Востока и Африки
6. КОНКУРЕНТНЫЙ ЛАНДШАФТ
6.1 Слияния и поглощения, совместные предприятия, сотрудничество и соглашения
6.2 Анализ доли рынка
6.3 Стратегии, принятые ведущими игроками
6.4 Профиль компании
6.4.1 EPM Group
6.4.2 Fangda Carbon New Material Technology Co. Ltd
6.4 .3 GrafTech International
6.4.4 Graphite India Limited
6.
4.5 HEG Limited6.4.6 Jilin Carbon Co. Ltd
6.4.7 Kaifeng Pingmei New Carbon Material Technology Co. Ltd
6.4.8 Nantong Yangzi Carbon Co. Ltd
6.4.9 Nippon Carbon Co. Ltd
6.4.10 SANGRAF International INC
6.4 .11 SEC CARBON LIMITED
6.4.12 SHOWA DENKO KK
6.4.13 Tokai Carbon Co. Ltd
7. РЫНОЧНЫЕ ВОЗМОЖНОСТИ И БУДУЩИЕ ТЕНДЕНЦИИ
7.1 Рост производства стали с помощью технологии EAF в Китае
 ВВЕДЕНИЕ
ВВЕДЕНИЕ 1 Марка электрода
1 Марка электрода 3.3.4 Франция
3.3.4 Франция 4.5 HEG Limited
4.5 HEG Limited* Список не исчерпывающий
80% наших клиентов ищут отчеты, сделанные на заказ. Как вы хотите, чтобы мы адаптировали вашу?
Связанные отчеты
Графитовые электроды влияют на производительность и стоимость сталеплавильного производства в ДСП
Что такое графитовый электрод?
Графитовый электрод , проводник, высвобождающий электрическую энергию в виде электрической дуги, используется для нагрева и плавления стальных обрезков в электродуговой печи. В настоящее время они являются единственными продуктами с высокой электропроводностью, способными поддерживать чрезвычайно высокое тепловыделение в этой сложной среде. С ростом спроса на качественную сталь в аэрокосмической, автомобильной и электронной промышленности графитовые электроды также становятся все более популярными.
В настоящее время они являются единственными продуктами с высокой электропроводностью, способными поддерживать чрезвычайно высокое тепловыделение в этой сложной среде. С ростом спроса на качественную сталь в аэрокосмической, автомобильной и электронной промышленности графитовые электроды также становятся все более популярными.
Почему графитовый электрод?
- Графитовый материал имеет лучшую электрохимическую стабильность. Этот тип электрода имеет низкий коэффициент потерь.
- Графитовый электрод легко обрабатывать, и скорость обработки очевидно выше, чем у медного электрода.
- Графит легкий и обладает хорошей теплопроводностью и электропроводностью.
Графитовый электрод , с указанными выше незаменимыми эксплуатационными преимуществами, играет незаменимую роль в области высокотемпературного производства, такой как выплавка чугуна и стали, электролитического алюминия, ферросплавов, карбида кальция, промышленного кремния и плавления желтого фосфора.
Графитовые электроды делятся на три типа в зависимости от мощности электропечи, мощности трансформатора, разницы в сырьевых материалах, используемых при производстве электродов, а также физико-химических показателей готовых электродов:
Графитовый электрод UHP.
Изготовлен из высококачественного игольчатого кокса и обработан продольной графитизацией (LWG). Температура графитации может достигать 2800 ° C — 3000 ° C. Готовые изделия имеют более низкое электрическое сопротивление и линейное расширение, хорошую стойкость к тепловому удару и допускают большую плотность тока.
Узнать большеГрафитовый электрод HP.
В качестве сырья используется качественный нефтяной кокс или низкосортный игольчатый кокс. Его физико-механические свойства выше, чем у графитового электрода RP, такие как более низкое электрическое сопротивление и более высокая плотность тока.
Узнать большеГрафитовый электрод RP.
В производство принят кокс нефтяной обыкновенный. Этот тип графитового электрода обрабатывается низкой температурой графитации. Допустимая плотность тока ниже, чем у графитового электрода HP. Стандартные силовые графитовые электроды указаны с допустимой плотностью тока менее 17 А / см 2 .
Этот тип графитового электрода обрабатывается низкой температурой графитации. Допустимая плотность тока ниже, чем у графитового электрода HP. Стандартные силовые графитовые электроды указаны с допустимой плотностью тока менее 17 А / см 2 .
Основные приложения
Сталеплавильное производство в ДСП.
Выплавка стали в ДСП — основная область применения графитового электрода.Производство стали для электродуговых печей в Китае составляет около 18% от объема нерафинированной стали. 70% — 80% расхода графитового электрода используется в сталеплавильном производстве в ДСП. В сталеплавильном производстве из ДСП графитовый электрод используется для подачи электрического тока в печь. А высокотемпературный источник тепла для плавки создается за счет дуги между электродом и стальными обрезками.
Печь с флюсом
Печь с погруженной дугой в основном используется для производства промышленного желтого фосфора и кремния. Требуется использование графитового электрода для погружной электропечи с высокой плотностью тока. Требуется около 100 кг графитового электрода для производства 1 т кремния и около 40 кг графитового электрода для производства 1 т желтого фосфора.
Требуется использование графитового электрода для погружной электропечи с высокой плотностью тока. Требуется около 100 кг графитового электрода для производства 1 т кремния и около 40 кг графитового электрода для производства 1 т желтого фосфора.
LF (печь-ковш)
В сталеплавильном цехе ДСП налажена печь-ковш. После перемешивания шлака печь-ковш используется для выполнения задачи дальнейшего восстановления и рафинирования. Обычно графитовые электроды используются в ковшовых печах трехфазного переменного тока.
Основные факторы, влияющие на расход графитовых электродов в сталеплавильном производстве в ДСП
- Основными причинами потери и расхода графитовых электродов являются перегрузка и тайм-аут.
- Низкое качество или неправильная пропорция лома приводит к плохому шлаковому эффекту и увеличению времени плавки.
- Увеличенное время подачи приводит к большей вероятности повреждения и поломки днища электрода.
- Электропитание электропечи не соответствует техническим характеристикам электродов.
- Выбор кривой мощности и передачи, управление напряжением и током пусковой и стабилизирующей дуг, использование длинных, средних и коротких дуг и конфигурация системы водяного охлаждения важны для срока службы и расхода электродов.
- Качество самого графитового электрода влияет на коэффициент расхода. В настоящее время плавка и процесс в электродуговых печах предъявляют повышенные требования к антиокислительным характеристикам и термостойкости графитовых электродов.Более того, пользователи очень обеспокоены высоким потреблением, вызванным колебаниями качества. Следовательно, однородность и стабильность графитового электрода являются наиболее важными факторами, определяющими расход.

Графитовые электроды — Showa Denko Carbon Division
Графитовые электроды — Showa Denko Carbon DivisionС полным набором диаметров и длин Showa Denko Carbon Division (SDK) предлагает графитовый электрод для любого применения
- SDK производит электроды для максимальной производительности и экономичности
- SDK использует высококачественное сырье для достижения оптимальных тепловых и электрических характеристик
Рекомендуемые токовые нагрузки:
Стандартные размеры электродов можно найти здесь.
Графитовые электроды сверхдлинной длины (SLL):
Глобальная производственная платформаSDK позволяет изготавливать электроды длиной более 3600 мм (140 дюймов).
Графитовые электродыSLL обеспечивают каждому заказчику следующие преимущества:
- Повышенная безопасность персонала за счет необходимости меньшего количества электродов
- Повышенная производительность электрода за счет меньшего количества стыков на колонне
- Увеличение производства за счет сокращения времени простоя для добавления электродов
Чтобы узнать, как электроды SDK могут помочь вашей работе, отправьте нам сообщение, используя контактную форму.
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них очень важны, а другие помогают нам улучшить этот сайт и, следовательно, ваш опыт работы в Интернете.
ПРИНЯТЬ ВСЕ
Сохранять
Индивидуальные настройки конфиденциальности
Cookie-Детали Политика конфиденциальности Отпечаток
Настройки конфиденциальности Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на использование целых категорий или отобразить дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Вы можете дать свое согласие на использование целых категорий или отобразить дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
| Имя | Borlabs Cookie |
|---|---|
| Провайдер | Владелец сайта |
| Назначение | Сохраняет настройки посетителей, выбранных в Cookie Box Borlabs Cookie |
| Имя файла cookie | borlabs-cookie |
| Срок действия файла cookie | 1 год |
Графитовый электрод в качестве единственного донора электронов для восстановительного дехлорирования тетрахлорэтена с помощью Geobacter lovleyi
РЕФЕРАТ
Возможность того, что графитовые электроды могут служить прямым донором электронов для восстановительного дехлорирования, катализируемого микробами, была исследована с помощью Geobacter lovley. При первоначальной оценке того, может ли G. lovleyi электронным образом взаимодействовать с графитовыми электродами, ячейки были снабжены ацетатом в качестве донора электронов и электродом в качестве единственного акцептора электронов. Ток был произведен на уровнях прибл. В 10 раз ниже, чем ранее сообщалось, для Geobacter sourreducens при аналогичных условиях и G. lovleyi анодные биопленки были соответственно тоньше. Когда в качестве донора электронов использовался электрод, установленный на -300 мВ (по сравнению со стандартным водородным электродом), Гс.lovleyi эффективно восстанавливает фумарат до сукцината. Стехиометрия электронов, потребляемых для получения сукцината, составляла 2: 1, соотношение, ожидаемое, если электрод служил единственным донором электронов для восстановления фумарата. G. lovleyi эффективно восстанавливает тетрахлорэтен (PCE) до цис -дихлорэтен с уравновешенным электродом в качестве единственного донора электронов со скоростями, сравнимыми со скоростями, полученными, когда ацетат служит донором электронов.
При первоначальной оценке того, может ли G. lovleyi электронным образом взаимодействовать с графитовыми электродами, ячейки были снабжены ацетатом в качестве донора электронов и электродом в качестве единственного акцептора электронов. Ток был произведен на уровнях прибл. В 10 раз ниже, чем ранее сообщалось, для Geobacter sourreducens при аналогичных условиях и G. lovleyi анодные биопленки были соответственно тоньше. Когда в качестве донора электронов использовался электрод, установленный на -300 мВ (по сравнению со стандартным водородным электродом), Гс.lovleyi эффективно восстанавливает фумарат до сукцината. Стехиометрия электронов, потребляемых для получения сукцината, составляла 2: 1, соотношение, ожидаемое, если электрод служил единственным донором электронов для восстановления фумарата. G. lovleyi эффективно восстанавливает тетрахлорэтен (PCE) до цис -дихлорэтен с уравновешенным электродом в качестве единственного донора электронов со скоростями, сравнимыми со скоростями, полученными, когда ацетат служит донором электронов. Ячеек на электродах было меньше, когда электроды служили донором электронов, чем когда они служили акцептором электронов.PCE не снижалось в контроле без клеток или при прерывании подачи тока к клеткам. Эти результаты демонстрируют, что G. lovleyi может использовать уравновешенный электрод в качестве прямого донора электронов для восстановительного дехлорирования PCE. Возможность совместной локализации дехлорированных микроорганизмов с помощью электродов имеет несколько потенциальных преимуществ для биоремедиации подповерхностных хлорированных загрязнителей, особенно в зонах источников, где доставка доноров электронов затруднена и часто ограничивает дехлорирование.
Ячеек на электродах было меньше, когда электроды служили донором электронов, чем когда они служили акцептором электронов.PCE не снижалось в контроле без клеток или при прерывании подачи тока к клеткам. Эти результаты демонстрируют, что G. lovleyi может использовать уравновешенный электрод в качестве прямого донора электронов для восстановительного дехлорирования PCE. Возможность совместной локализации дехлорированных микроорганизмов с помощью электродов имеет несколько потенциальных преимуществ для биоремедиации подповерхностных хлорированных загрязнителей, особенно в зонах источников, где доставка доноров электронов затруднена и часто ограничивает дехлорирование.
Широкое разнообразие микроорганизмов может электрохимически взаимодействовать с электродами, напрямую отдавая или принимая электроны с поверхностей электродов (17, 18, 23). В большинстве предыдущих исследований микроорганизмы отдавали электроны анодам микробных топливных элементов, которые служили акцептором электронов. Однако, когда электрод находится под достаточно низким потенциалом, Geobacter sulfatereducens и Geobacter metallireducens могут принимать электроны от графитовых электродов, используя электроны для восстановления электрохимически более положительных акцепторов электронов, таких как фумарат, нитрат или U (VI) (10, 11).Аналогичным образом могут действовать и другие, еще не определенные микроорганизмы (23).
Однако, когда электрод находится под достаточно низким потенциалом, Geobacter sulfatereducens и Geobacter metallireducens могут принимать электроны от графитовых электродов, используя электроны для восстановления электрохимически более положительных акцепторов электронов, таких как фумарат, нитрат или U (VI) (10, 11).Аналогичным образом могут действовать и другие, еще не определенные микроорганизмы (23).
Предыдущие исследования показали, что виды Geobacter непосредственно переносят электроны на поверхности электродов без потребности в растворимых носителях электронов (7, 24; К.П. Невин, Б.-К. Ким, Р.Х. Главен, Дж. П. Джонсон, Т.Л. Вудард, Б.А. Мете. , RJ DiDonato, Jr., SF Covalla, AE Franks, A. Liu и DR Lovley, представлены для публикации), и ожидается, что перенос электронов также является прямым, когда электроны текут от электрода к ячейкам Geobacter (10, 11).Это контрастирует с наблюдениями, сделанными с рядом организмов, включая Shewanella (14, 19, 30), Pseudomonas (22) и Geothrix (8) видов, которые производят шаттлы электронов, способствующие переносу электронов между электродом и микробом. .
.
Тетрахлорэтен (PCE) и трихлорэтен (TCE) являются преобладающими загрязнителями подземных вод из-за их широкого коммерческого, промышленного и военного использования (20). PCE и TCE образуют плотные жидкости в неводной фазе (DNAPL), и такие источники могут подпитывать загрязняющие шлейфы растворенной фазы в течение десятилетий (1, 28).Биоремедиация посредством стимуляции микробного восстановительного дехлорирования PCE и TCE до нетоксичного конечного продукта этена может быть достигнута путем добавления ферментируемых органических субстратов для косвенного предоставления продуктов ферментации, водорода и ацетата, в качестве доноров электронов для дехлорированных микроорганизмов (12, 15, 16) . Однако этот подход также стимулирует рост нежелательных, недехлорирующих микроорганизмов и производство метана, мощного парникового газа. Кроме того, доставка и постоянная поставка донора (ов) электронов в зоны источников DNAPL являются инженерными проблемами (16) и считаются основными ограничениями для достижения растворения DNAPL, усиленного микробами (4).
Ранее предполагалось (10), что так же, как электроды могут служить донором электронов для микробного восстановления загрязнителя грунтовых вод U (VI) (11), электроды могут быть подходящим донором электронов для ускорения восстановительного дехлорирования, катализируемого микробами. Первоначальные исследования оценивали эту возможность с использованием смешанной культуры, способной дехлорировать TCE (5). К сожалению, электрод не служил донором электронов для дехлорирования, даже несмотря на то, что он находился под очень низким потенциалом (-500 мВ) по сравнению со стандартным водородным электродом (5).Однако, когда был добавлен метилвиологен-челнок для электронов, TCE дехлорировался, прежде всего, до цис -1,2-дихлорэтен ( цис -DCE) (5). Было незначительное восстановительное дехлорирование TCE с уравновешенным электродом в присутствии метилвиологена в отсутствие смешанной культуры. Эти и другие результаты свидетельствуют о том, что смешанная культура способна принимать электроны от восстановленного электродом метилвиологена для восстановительного дехлорирования.
В попытке способствовать прямому переносу электронов от электрода к дехлорирующим микроорганизмам метилвиологен был адсорбирован на стеклоуглеродном электроде (5).Немедленно началось дехлорирование ТХЭ. Это контрастирует с периодом задержки, который можно было бы ожидать, если бы клетки сначала должны были прикрепиться к поверхности электрода, чтобы использовать ее в качестве донора электронов. Хотя было высказано предположение о «незначительном» растворении метилвиологена с электрода и в культуре (5), такое растворение не было напрямую подтверждено, и кажется вероятным, что метилвиологен выщелачивается с такой поверхности. Кроме того, не было определено, прикреплены ли клетки к электроду или являются планктонными.Таким образом, не было получено окончательных доказательств того, что существует прямой перенос электронов от электрода к дехлорирующим микроорганизмам. Более того, использование метилвиологена, высокотоксичного соединения, в качестве медиатора для биоремедиации неприемлемо.
Чтобы оценить возможность прямого переноса электронов от электродов к дехлорирующим микроорганизмам в более определенных и экологически безопасных условиях, мы провели эксперименты с Geobacter lovleyi , который восстанавливает дехлорирование PCE и TCE до cis -DCE с ацетатом в качестве донора электронов (29).Была выдвинута гипотеза, что G. lovleyi может напрямую взаимодействовать с электродами аналогично тому, как это наблюдалось для ранее исследованных видов Geobacter . Мы сообщаем здесь, что G. lovleyi может как отдавать электроны, так и принимать электроны от графитовых электродов, и что электрод является таким же эффективным донором электронов, как и ацетат, для дехлорирования PCE.
МАТЕРИАЛЫ И МЕТОДЫ
Источник бактерий, питательная среда и условия культивирования. G. lovleyi штамм SZ (= ATCC BAA-1151) поддерживали в ранее описанной среде (7) в строго анаэробных условиях в присутствии смеси N 2 и CO 2 (80:20, об. / об.). В периодических культурах ацетат (10 мМ) служил донором электронов, а фумарат (20 мМ) или PCE (начальная водная концентрация от 200 до 400 мкМ) служил акцептором электронов.
/ об.). В периодических культурах ацетат (10 мМ) служил донором электронов, а фумарат (20 мМ) или PCE (начальная водная концентрация от 200 до 400 мкМ) служил акцептором электронов.
Эксперименты с электродом. Исследования с электродом в качестве акцептора или донора электронов проводили при 25 ° C в потенциостатированных двухкамерных системах, как описано ранее (7, 10).Общий объем каждой камеры составлял 265 мл, и каждая камера была заполнена 250 мл среды. Рабочий электрод был установлен на +500 или -300 мВ (по сравнению со стандартным водородным электродом), в зависимости от того, служил ли электрод донором электронов или акцептором электронов.
Для роста с электродом в качестве акцептора электронов, в лог-фазе клетки, выращенные на ацетате, были засеяны (10% [об. / Об.] Инокулята) в камеру рабочего электрода (сбалансированный графит) двухкамерной системы обоими фумаратами (20 мМ) и уравновешенный графитовый электрод (+500 мВ по сравнению со стандартным водородным электродом), изначально доступные в качестве акцепторов электронов. Когда оптическая плотность культуры при 600 нм достигала 0,1–0,2, среду заменяли средой, содержащей ацетат (10 мМ), но не фумарат. В этих условиях уравновешенный электрод был единственным доступным акцептором электронов для окисления ацетата. Пополнение ацетата производилось по мере необходимости путем замены среды в камере рабочего электрода.
Когда оптическая плотность культуры при 600 нм достигала 0,1–0,2, среду заменяли средой, содержащей ацетат (10 мМ), но не фумарат. В этих условиях уравновешенный электрод был единственным доступным акцептором электронов для окисления ацетата. Пополнение ацетата производилось по мере необходимости путем замены среды в камере рабочего электрода.
Рост с электродом, служащим донором либо для фумарата, либо для восстановления PCE, также был установлен ступенчатым образом путем подачи сначала ацетата и электрода в качестве доноров электронов и, в конечном итоге, адаптации ячеек для использования электрода в качестве единственного донора электронов в отсутствие ацетата.Для электродов, восстанавливающих фумарат, среду заменяли дважды, прежде чем были получены стехиометрические измерения. Адаптация к снижению PCE включала промежуточный этап, на котором лактат (2 мМ) добавлялся в качестве источника углерода (29). Как указано ниже, были включены элементы управления, в которых подача электронов от электрода к ячейкам была прекращена путем отключения двухкамерной электродной системы от потенциостата или PCE был добавлен к электродной системе в отсутствие ячеек.
Конфокальная лазерная сканирующая и электронная микроскопия.Биопленки, которые росли, когда электрод служил акцептором электронов, были окрашены с помощью набора LIVE / DEAD BacLight для определения жизнеспособности (Molecular Probes), а изображения были получены с помощью конфокальной лазерной сканирующей лазерной микроскопии, как описано ранее (24). Изображения биопленок, которые росли, когда электрод служил донором электронов, были получены с помощью сканирующей электронной микроскопии, как описано ранее (7, 10).
Аналитические методы. Измерения тока были получены, как описано ранее, с помощью блока Power Laboratory 4SP и ДИАГРАММЫ 4.0 (AD Instruments) (7, 10). Число перенесенных электронов было рассчитано, как описано ранее (10), с использованием следующих преобразований: 1 C = 1 A · s, 1 C = 6,24 × 10 18 электронов и 1 моль = 6,23 × 10 23 электронов (96 500 С моль -1 ). Летучие жирные кислоты анализировали с помощью высокоэффективной жидкостной хроматографии (жидкостной хроматограф Shimadzu LC-10AT) с использованием УФ-видимого детектора (Shimadzu SPD-10A VP) при длине волны 210 нм. Колонка представляла собой колонку Aminex HPX-87H (Bio-Rad), а элюент — 8 мМ H 2 SO 4 .PCE, TCE и cis -DCE разделяли на капиллярной колонке VOCOL (60 м на 0,25 мм; Supelco) и детектировали пламенно-ионизационным детектором с использованием газового хроматографа Perkin Elmer Clarus 600. Гелий был газом-носителем, и разделенная скорость потока инжектора составляла 25 мл / мин (скорость потока колонки 0,89 мл / мин; соотношение разделенных потоков 28,1: 1). Температура на входе была установлена на 200 ° C, температура печи была 140 ° C, а температура детектора была 250 ° C. Образцы свободного пространства (50 мкл) удаляли из камеры рабочего электрода через отверстия для отбора проб с помощью газонепроницаемого стеклянного шприца и вводили вручную в газовый хроматограф.Стандартные кривые были построены с использованием исходного раствора метанола, содержащего известные количества каждого соединения, в пробирках с таким же соотношением свободного пространства и водной фазы, что и в камере рабочего электрода (3, 9).
Колонка представляла собой колонку Aminex HPX-87H (Bio-Rad), а элюент — 8 мМ H 2 SO 4 .PCE, TCE и cis -DCE разделяли на капиллярной колонке VOCOL (60 м на 0,25 мм; Supelco) и детектировали пламенно-ионизационным детектором с использованием газового хроматографа Perkin Elmer Clarus 600. Гелий был газом-носителем, и разделенная скорость потока инжектора составляла 25 мл / мин (скорость потока колонки 0,89 мл / мин; соотношение разделенных потоков 28,1: 1). Температура на входе была установлена на 200 ° C, температура печи была 140 ° C, а температура детектора была 250 ° C. Образцы свободного пространства (50 мкл) удаляли из камеры рабочего электрода через отверстия для отбора проб с помощью газонепроницаемого стеклянного шприца и вводили вручную в газовый хроматограф.Стандартные кривые были построены с использованием исходного раствора метанола, содержащего известные количества каждого соединения, в пробирках с таким же соотношением свободного пространства и водной фазы, что и в камере рабочего электрода (3, 9). Приведенные ниже значения являются средними для повторяющихся образцов свободного пространства для каждой временной точки. Концентрацию в водной фазе рассчитывали с использованием констант закона Генри для каждого соединения при 24,8 ° C (9). Водород анализировали на колонке Carbosieve S-II (Supelco) при комнатной температуре, используя N 2 в качестве газа-носителя; колонка была присоединена к анализатору восстановительного газа (RGD2; Trace Analytical) (10).
Приведенные ниже значения являются средними для повторяющихся образцов свободного пространства для каждой временной точки. Концентрацию в водной фазе рассчитывали с использованием констант закона Генри для каждого соединения при 24,8 ° C (9). Водород анализировали на колонке Carbosieve S-II (Supelco) при комнатной температуре, используя N 2 в качестве газа-носителя; колонка была присоединена к анализатору восстановительного газа (RGD2; Trace Analytical) (10).
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Текущее производство. Хотя многие Geobacteraceae могут переносить электроны на электроды или от них (6, 7, 13), эта способность не универсальна в пределах семейства (25). Поэтому сначала оценивалась способность G. lovleyi производить ток. G. lovleyi был способен окислять ацетат с помощью электрода, служащего единственным акцептором электронов (рис. 1). Однако максимальный ток, ок. 1 мА, было значительно меньше, чем ок.15 мА, которое G. Sourreducens обычно производит в той же системе (24; Невин и др. , Представлены). Высота анодных биопленок составляла примерно 12 мкм (рис. 2). Таким образом, эти биопленки были значительно тоньше, чем биопленки толщиной 50 мкм, которые G. sulfureducens образует на аналогичных анодах (21a, 24), что согласуется с более низким током, который производит G. lovleyi . Клетки окрашивались преимущественно зеленым цветом с помощью окрашивания LIVE / DEAD, что позволяет предположить, что большинство клеток биопленки были метаболически активными.Эти результаты продемонстрировали, что G. lovleyi может электрохимически взаимодействовать с графитовым электродом. Физиологические различия, которые приводят к относительно низкой текущей продуктивности у этого вида, требуют дальнейшего изучения.
, Представлены). Высота анодных биопленок составляла примерно 12 мкм (рис. 2). Таким образом, эти биопленки были значительно тоньше, чем биопленки толщиной 50 мкм, которые G. sulfureducens образует на аналогичных анодах (21a, 24), что согласуется с более низким током, который производит G. lovleyi . Клетки окрашивались преимущественно зеленым цветом с помощью окрашивания LIVE / DEAD, что позволяет предположить, что большинство клеток биопленки были метаболически активными.Эти результаты продемонстрировали, что G. lovleyi может электрохимически взаимодействовать с графитовым электродом. Физиологические различия, которые приводят к относительно низкой текущей продуктивности у этого вида, требуют дальнейшего изучения.
Производство тока с помощью G. lovleyi с ацетатом (10 мМ) в качестве донора электронов и уравновешенным электродом в качестве акцептора электронов. Стрелки указывают, когда была добавлена свежая ацетатная среда. Данные представляют собой данные для репрезентативных дубликатов текущих продуцирующих культур.
Конфокальная лазерная сканирующая микроскопия G. lovleyi , выращенного на графитовом электроде, который служил акцептором электронов. (A) Поперечное сечение биопленки. Черная область внизу — это графитовый электрод, а черная область вверху — среда для выращивания. (B) Вид сверху на биопленку. Видны отдельные ячейки. Перед получением изображений клетки обрабатывали набором для определения жизнеспособности бактерий LIVE / DEAD BacLight.
Электродное восстановление фумарата. G. lovleyi также восстановил фумарат до сукцината, при этом электрод служил единственным донором электронов (рис. 3). Отношение количества кумулятивно перенесенных электронов (1,68 ммоль) к количеству полученного сукцината (0,82 ммоль) составляло приблизительно. 2: 1, соотношение, ожидаемое для двухэлектронного восстановления фумарата до сукцината (рис. 3), и кулоновская эффективность электродной системы для этой реакции составляла 98%. Это контрастирует со стехиометрией 1: 1, наблюдаемой в исследованиях с G. surreducens (10). G. Sulphurreducens может обладать некоторой восстанавливающей способностью из фумарата (10), что, по-видимому, не имеет для G. lovleyi .
surreducens (10). G. Sulphurreducens может обладать некоторой восстанавливающей способностью из фумарата (10), что, по-видимому, не имеет для G. lovleyi .
Потребление электронов G. lovleyi в сочетании с восстановлением фумарата до сукцината с помощью электрода, служащего единственным донором электронов. Данные являются репрезентативными для дублированных культур, снижающих фумарат.
Как и ожидалось в предыдущих исследованиях с G. surreducens (10), существенное G.Когда электрод служил донором электронов, биопленка lovleyi не образовывалась, и поэтому конфокальная лазерная сканирующая микроскопия поверхности электрода была малоинформативной. Сканирующая электронная микроскопия выявила клетки, тесно связанные с электродом, но разбросанные по поверхности электрода (рис. 4A).
РИС. 4. Сканирующие электронные микрофотографии G. lovleyi , выращенного на поверхности графитового электрода с электродом в качестве единственного донора электронов и либо фумаратом в качестве акцептора электронов (A), либо PCE в качестве акцептора электронов (B).
Дехлорирование с электродом в качестве донора электронов. Чтобы определить, возможно ли восстановительное дехлорирование с электродом, выступающим в качестве донора электронов, G. lovleyi снова выращивали в присутствии уравновешенного электрода, но с PCE в качестве электрона. акцептор. После достижения максимальной скорости дехлорирования (примерно 25 мкмоль / день) среду в камере рабочего электрода заменили свежей средой, содержащей 100 мкмоль PCE, и исключили источник лактатного углерода (рис.5). Дехлорирование началось немедленно, прежде чем добавленный PCE полностью растворился, что поставило под угрозу измерение концентрации PCE. Наблюдалось немедленное и устойчивое накопление цис- -DCE, которое сопровождалось легким временным образованием TCE и потерей PCE. Скорость образования цис- -DCE с электродом, выступающим в качестве донора электронов, была сопоставима с максимальными скоростями, наблюдаемыми при подаче ацетата в качестве донора электронов (29). TCE или cis -DCE не накапливались, когда система уравновешенных электродов не была инокулирована G.lovleyi и электроды, колонизированные G. lovleyi не поддерживали дехлорирование, когда подача электронов на электрод прекращалась (данные не показаны).
TCE или cis -DCE не накапливались, когда система уравновешенных электродов не была инокулирована G.lovleyi и электроды, колонизированные G. lovleyi не поддерживали дехлорирование, когда подача электронов на электрод прекращалась (данные не показаны).
Дехлорирование PCE G. lovleyi с электродом, служащим единственным донором электронов. Данные представляют собой данные для трех репрезентативных культур, снижающих уровень PCE. c DCE, cis -1,2-дихлорэтен.
Было невозможно точно измерить потребление тока во время восстановительного дехлорирования PCE, потому что уровень PCE, который могла выдержать культура, был слишком низким.Для преобразования PCE в cis -DCE за 72 часа потребовался уровень потребления тока от 11 до 29 мкА / с, что находится в пределах диапазона фонового тока для нашей системы мониторинга (от ± 30 до 40 мкА). Как отмечалось в предыдущем исследовании (10), при потенциале, при котором электроды были уравновешены, было небольшое, если вообще было, восстановление протонов с образованием водорода (≤2 нмоль водорода, производимого в час). Следовательно, зависящее от тока уменьшение PCE было приписано G. lovleyi , непосредственно принимающему электроны с поверхности электрода и переносящему электроны на PCE.
Следовательно, зависящее от тока уменьшение PCE было приписано G. lovleyi , непосредственно принимающему электроны с поверхности электрода и переносящему электроны на PCE.
Сканирующая электронная микроскопия поверхностей электродов, колонизированных G. lovleyi , активно дехлорирующим PCE, выявила клетки, разбросанные по поверхности электрода (рис. 4B). Низкая плотность ячеек ожидалась из-за низких показателей потребления тока.
Последствия. Описанные здесь результаты демонстрируют, что электрод является эффективным донором электронов для восстановительного дехлорирования PCE под действием G. lovleyi . Это открытие расширяет известные формы дыхания, которые электроды могут поддерживать в качестве донора электронов, и имеет практическое значение для биоремедиации in situ анаэробных подземных сред, загрязненных хлорированными загрязнителями.
Электрод-зависимое восстановительное дехлорирование, катализируемое микробами, без необходимости модификации электрода с помощью переносчиков токсичных электронов (5), предлагает потенциально привлекательную альтернативную стратегию стимулирования восстановительного дехлорирования. С дехлорированными микроорганизмами, приставшими к электродам, потенциально возможно специально совместить донор электронов и дехлорирующие микроорганизмы в определенных местах под поверхностью и контролировать поток электронов в этот участок, чтобы точно настроить скорость биостимуляции.Этот подход может устранить существенный рост нежелательных, конкурирующих микроорганизмов и производство вредных конечных продуктов, которые часто связаны с добавлением органических доноров электронов к подповерхностным слоям (2, 12).
С дехлорированными микроорганизмами, приставшими к электродам, потенциально возможно специально совместить донор электронов и дехлорирующие микроорганизмы в определенных местах под поверхностью и контролировать поток электронов в этот участок, чтобы точно настроить скорость биостимуляции.Этот подход может устранить существенный рост нежелательных, конкурирующих микроорганизмов и производство вредных конечных продуктов, которые часто связаны с добавлением органических доноров электронов к подповерхностным слоям (2, 12).
Абиотическое дехлорирование хлорированных растворителей возможно с электродами, уравновешенными очень низкими потенциалами, но этот неферментативный подход неспецифически снижает протоны и другие окислительно-восстановительные компоненты, обычно находящиеся под поверхностью, и имеет нежелательные последствия.Восстановление протонов до газообразного водорода увеличивает pH грунтовых вод (26, 27), что может нарушить биологические, химические и физические функции почвы. Производимый водород может стимулировать рост недехлорирующих микроорганизмов, что приводит к накоплению нежелательной биомассы и конечных продуктов, что приводит к ухудшению качества окружающей среды. Кроме того, неразборчивое восстановление окислительно-восстановительно-активных компонентов в недрах с электродами, находящимися под низким потенциалом, тратит впустую энергию. Очень низкие текущие потребности микробного процесса могут быть легко обеспечены солнечными батареями, что обеспечивает устойчивый вариант биоремедиации.
Производимый водород может стимулировать рост недехлорирующих микроорганизмов, что приводит к накоплению нежелательной биомассы и конечных продуктов, что приводит к ухудшению качества окружающей среды. Кроме того, неразборчивое восстановление окислительно-восстановительно-активных компонентов в недрах с электродами, находящимися под низким потенциалом, тратит впустую энергию. Очень низкие текущие потребности микробного процесса могут быть легко обеспечены солнечными батареями, что обеспечивает устойчивый вариант биоремедиации.
Хотя G. lovleyi дегалогенирует PCE только до цис -DCE, преобразование PCE в cis -DCE вблизи зон источников может быть очень эффективным для повышенного растворения PCE, и может быть проведена последующая обработка более растворимого соединения. цис -DCE с более традиционными стратегиями биоремедиации (3, 4, 21). Кроме того, открытие, что G. lovleyi непосредственно принимает электроны от графитовых электродов для восстановительного дехлорирования, предполагает, что другие организмы, способные к полному дехлорированию PCE или дехлорированию других загрязнителей окружающей среды, могут быть обогащены электродами, служащими донором электронов. В настоящее время предпринимаются попытки восстановить такие организмы в культуре.
В настоящее время предпринимаются попытки восстановить такие организмы в культуре.
БЛАГОДАРНОСТИ
Эта работа была поддержана офисом военно-морских исследований (номер награды N00014-07-1-0966).
Мы благодарим сотрудников Центра центральной микроскопии Массачусетского университета за их вклад в это исследование.
СНОСКИ
- Получено 28 апреля 2008 г.
- Принято 17 июля 2008 г.
- Copyright © 2008 Американское общество микробиологии
СПРАВОЧНИКИ
- 1.↵
Adamson, D. T., D. Y. Lyon и J. B. Hughes. 2004. Распределение потоков и продуктов при биологической очистке плотной неводной жидкости на основе тетрахлорэтилена. Environ. Sci. Технол.38 : 2021-2028.
- 2.↵
- 3.↵
Амос, Б.
К., Дж. А. Крист, Л. М. Абриола, К. Д. Пеннелл и Ф. Э. Лёффлер. 2007. Экспериментальная оценка и математическое моделирование растворения микробиологически усиленного тетрахлорэтена (PCE).Environ. Sci. Technol.41 : 963-970. - 4.↵
Амос, Б. К., Э. Дж. Сухомель, К. Д. Пеннелл и Ф. Э. Лёффлер. 2008. Корреляция микробной активности и распространения с повышенным растворением загрязняющих веществ из зоны источника NAPL. Water Res. 42 : 5718-5726.
- 5.↵
Аулента, Ф., А. Катерви, М. Майоне, С. Панеро, П. Реале и С. Россетти. 2007. Перенос электронов от твердотельного электрода с помощью метилвиологена поддерживает эффективное микробное восстановительное дехлорирование TCE.Environ. Sci. Technol.41 : 2554-2559.
- 6.↵
Бонд, Д. Р., Д. Э. Холмс, Л. М. Тендер и Д. Р. Ловли. 2002. Электродовосстанавливающие микроорганизмы, которые собирают энергию из морских отложений.
Science295 : 483-485. - 7.↵
Бонд, Д. Р. и Д. Р. Ловли. 2003. Производство электроэнергии с помощью Geobacter surreducens , прикрепленных к электродам. Прил. Environ. Microbiol.69 : 1548-1555.
- 8.↵
Бонд, Д. Р. и Д. Р. Ловли. 2005. Доказательства участия электронного челнока в производстве электроэнергии Geothrix fermentans . Прил. Environ. Microbiol.71 : 2186-2189.
- 9.↵
Gossett, J. M. 1987. Измерение констант закона Генри для хлорированных углеводородов C1 и C2. Environ. Sci. Технол.21 : 202-208.
- 10.↵
Грегори, К.Б., Д. Р. Бонд и Д. Р. Ловли. 2004. Графитовые электроды как доноры электронов для анаэробного дыхания. Environ. Microbiol.6 : 596-604.
- 11. ↵
Грегори, К. Б. и Д. Р. Ловли. 2005. Восстановление и извлечение урана из загрязненных подземных сред с помощью электродов. Environ. Sci. Technol.39 : 8943-8947.
- 12.↵
He, J., Y. Sung, M. E. Dollhopf, B.Z. Fathepure, J.М. Тидже и Ф. Э. Лёффлер. 2002. Ацетат в сравнении с водородом в качестве прямых доноров электронов для стимуляции микробного процесса восстановительного дехлорирования на загрязненных хлорэтеном участках. Environ. Sci. Technol.36 : 3945-3952.
- 13.↵
Холмс Д. Э., Дж. С. Николл, Д. Р. Бонд и Д. Р. Ловли. 2004. Возможная роль нового психротолеранта Geobacteraceae , Geopsychrobacter electrodiphilus gen. nov., sp. ноя, в производстве электроэнергии морским топливным элементом с отложениями. Прил. Environ. Microbiol.70 : 6023-6030.
- 14.↵
Лантье, М.
, К. Б. Грегори и Д. Р. Ловли. 2008. Перенос электронов на электроды с высокой планктонной биомассой в топливных элементах Shewanella oneidensis . FEMS Microbiol. Lett.278 : 29-35. - 15.↵
Lendvay, J. M., F. E. Löffler, M. Dollhopf, M. R. Aiello, G. Daniels, B.Z. Fathepure, M. Gebhard, R. Heine, R. Helton, J. Shi, R. Krajmalnik-Brown, C. L. Major, J. R., M. J. Barcelona, E. Petrovskis, R. Hickey, J. M. Tiedje и P. Adriaens. 2003. Биореактивные барьеры: сравнение биоаугментации и биостимуляции для ремедиации хлорированным растворителем. Environ. Sci. Technol.37 : 1422-1431.
- 16.↵
Лёффлер, Ф. Э. и Э. А. Эдвардс. 2006. Использование микробной деятельности для очистки окружающей среды.Curr. Opin. Biotechnol.17 : 274-284.
- 17.↵
Ловли, Д. Р. 2006. Сок насекомых: сбор электроэнергии с помощью микроорганизмов.
Nat. Ред. Microbiol.4 : 497-508. - 18.↵
Ловли, Д. Р. 2006. Микробные топливные элементы: новые микробные физиологии и инженерные подходы. Curr. Opin. Biotechnol.17 : 327-332.
- 19.↵
Марсили, Э., Д.Б. Барон, И. Д. Шихаре, Д. Курсоль, Дж. А. Гралник и Д. Р. Бонд. 2008. Shewanella секретирует флавины, которые обеспечивают межклеточный перенос электронов. Proc. Natl. Акад. Sci. USA105 : 3968-3973.
- 20.↵
Moran, M. J., J. S. Zogorski, and P. J. Squillace. 2007. Хлорированные растворители в подземных водах США. Environ. Sci. Технол. 41 : 74-81.
- 21.↵
Mravik, S.C., R.К. Силлан, А. Л. Вуд и Г. В. Сьюэлл. 2003. Полевая оценка технологии биоочистки остаточной экстракции растворителем. Environ. Sci. Technol.37 : 5040-5049.
- 21a.↵
Невин, К. П., Х. Рихтер, С. Ф. Ковалла, Дж. П. Джонсон, Т. Л. Вудард, А. Л. Орлофф, Х. Цзя, М. Чжан и Д. Р. Ловли. Выходная мощность и кулоновская эффективность биопленок из Geobacter surreducens сопоставимы с микробиологическими топливными элементами смешанного сообщества.Environ. Microbiol., В печати.
- 22.↵
Pham, TH, N. Boon, P. Aelterman, P. Clauwaert, L. De Schamphelaire, L. Vanhaecke, K. De Maeyer, M. Hoftë, W. Verstraete, and K , Rabaey. 2008. Метаболиты, произведенные Pseudomonas sp. позволяют грамположительным бактериям осуществлять внеклеточный перенос электронов. Прил. Microbiol. Biotechnol.77 : 1119-1129.
- 23.↵
Rabaey, K., J. Rodríguez, L.Л. Блэколл, Дж. Келлер, П. Гросс, Д. Батстон, В. Верстрете и К. Х. Нилсон. 2007. Микробная экология встречается с электрохимией: движущиеся и движущиеся сообщества.
ISME J.1 : 9-18. - 24.↵
Регера, Г., К. П. Невин, Дж. С. Николл, С. Ф. Ковалла, Т. Л. Вудард и Д. Р. Ловли. 2006. Производство биопленки и нанопроволоки приводит к увеличению тока в топливных элементах Geobacter surreducens . Прил. Environ. Microbiol.72 : 7345-7348.
- 25.↵
Рихтер, Х., М. Лантье, К. П. Невин и Д. Р. Ловли. 2007. Отсутствие выработки электроэнергии Pelobacter carbinolicus указывает на то, что способность восстанавливать оксид Fe (III) не обязательно обеспечивает способность к переносу электронов на аноды топливных элементов. Прил. Environ. Microbiol.73 : 5347-5353.
- 26.↵
Shimomura, T., and R.A. Sanford. 2005 г.Восстановительное дехлорирование тетрахлорэтилена в песочном реакторе с использованием потенциостата. J. Environ. Качество 34 : 1435-1438.
- 27.↵
Скадберг, Б., С. Л. Геоли-Хорн, В. Сангамалли и Дж. Р. В. Флора. 1999. Влияние pH, силы тока и меди на биологическое дехлорирование 2,6-дихлорфенола в электрохимической ячейке. Water Res.33 : 1997-2010.
- 28.↵
Строо, Х. Ф., М. Унгер, К. Х.Уорд, М. К. Кавано, К. Фогель, А. Лисон, Дж. А. Марки и Б. П. Смит. 2003. Восстановление зон источников хлорированного растворителя. Environ. Sci. Технол.37 : 224А-230А.
- 29.↵
Сунг, Ю., К. Э. Флетчер, К. М. Риталахти, Н. Рамос-Эрнандес, Р. А. Сэнфорд, Н. М. Месбах и Ф. Э. Леффлер. 2006. Geobacter lovleyi штамм SZ sp. nov., новая металл-восстанавливающая и дехлорирующая тетрахлорэтен бактерия. Прил. Environ.Microbiol.72 : 2775-2782.
- 30.↵
von Canstein, H., J. Ogawa, S. Shimizu, and J. R.
Lloyd. 2008. Секреция флавинов видами Shewanella и их роль во внеклеточном переносе электронов. Прил. Environ. Microbiol.74 : 615-623.
 К., Дж. А. Крист, Л. М. Абриола, К. Д. Пеннелл и Ф. Э. Лёффлер. 2007. Экспериментальная оценка и математическое моделирование растворения микробиологически усиленного тетрахлорэтена (PCE).Environ. Sci. Technol.41 : 963-970.
К., Дж. А. Крист, Л. М. Абриола, К. Д. Пеннелл и Ф. Э. Лёффлер. 2007. Экспериментальная оценка и математическое моделирование растворения микробиологически усиленного тетрахлорэтена (PCE).Environ. Sci. Technol.41 : 963-970. 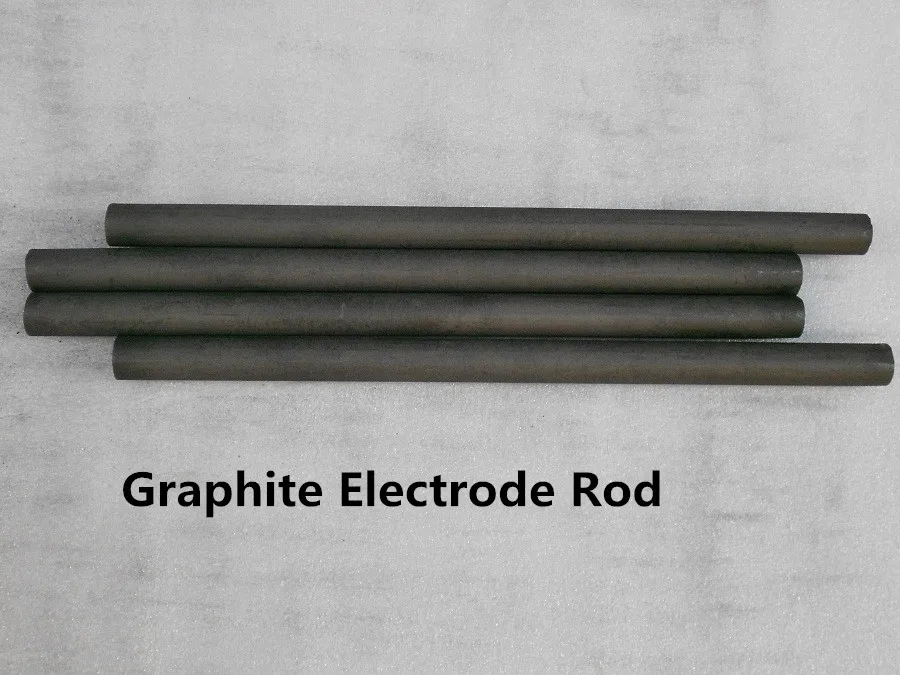 Science295 : 483-485.
Science295 : 483-485.  ↵
↵ , К. Б. Грегори и Д. Р. Ловли. 2008. Перенос электронов на электроды с высокой планктонной биомассой в топливных элементах Shewanella oneidensis . FEMS Microbiol. Lett.278 : 29-35.
, К. Б. Грегори и Д. Р. Ловли. 2008. Перенос электронов на электроды с высокой планктонной биомассой в топливных элементах Shewanella oneidensis . FEMS Microbiol. Lett.278 : 29-35.  Nat. Ред. Microbiol.4 : 497-508.
Nat. Ред. Microbiol.4 : 497-508. 
 ISME J.1 : 9-18.
ISME J.1 : 9-18. 
 Lloyd. 2008. Секреция флавинов видами Shewanella и их роль во внеклеточном переносе электронов. Прил. Environ. Microbiol.74 : 615-623.
Lloyd. 2008. Секреция флавинов видами Shewanella и их роль во внеклеточном переносе электронов. Прил. Environ. Microbiol.74 : 615-623. Наноструктурированные электроды из графитового карандаша для применения в качестве биокатодов высокой мощности в миниатюрных биотопливных элементах и биобатареях
Торринья, А., Черногория, М. С. Б. С. М. и Араужо, А. Н. Микрожидкостная платформа со встроенным карандашным графитовым электродом биосенсора для обнаружения глюкозы и кадмия. J. Electrochem. Soc. 166 , B155 – B160 (2019).
CAS Статья Google ученый
Mašek, J. Простое микрокулометрическое устройство для полярографических целей с использованием трехэлектродной системы. J. Electroanal.Chem. 1 , 416–421 (1960).
J. Electroanal.Chem. 1 , 416–421 (1960).
ADS Google ученый
Аканда, М. Р., Сохаил, М., Азиз, М. А. и Кауде, А. Н. Последние достижения в области электрода из графитового карандаша, модифицированного наноматериалом, для электроанализа. Электроанализ 28 , 408–424 (2016).
CAS Статья Google ученый
Kawde, A. N., Baig, N.И Саджид М. Графитовые стержневые электроды в качестве электрохимических сенсоров для анализа окружающей среды: обзор функций, разработок и приложений. RSC Adv. 6 ,
– (2016).CAS Статья Google ученый
 org/ScholarlyArticle»> 5.
org/ScholarlyArticle»> 5.Дэвид Г., Попа Д. Э. и Булеандра М. Карандашные графитовые электроды: универсальный инструмент в электроанализе. J. Anal. Методы Chem. 2017 , 1
8 (2017).
PubMed PubMed Central Статья CAS Google ученый
Торринья А., Аморим К. Г., Черногория, М. и Араужо, А. Н. Биосенсинг на основе графитовых электродов с карандашом. Таланта 190 , 235–247 (2018).
CAS PubMed Статья Google ученый
McCreery, R.L. & Cline, K.K. Лабораторные методы электроаналитической химии. (изд. Kissinger, P.T. & Heineman, W.R.) 293–330 (Marcel Dekker, New York, 1996).
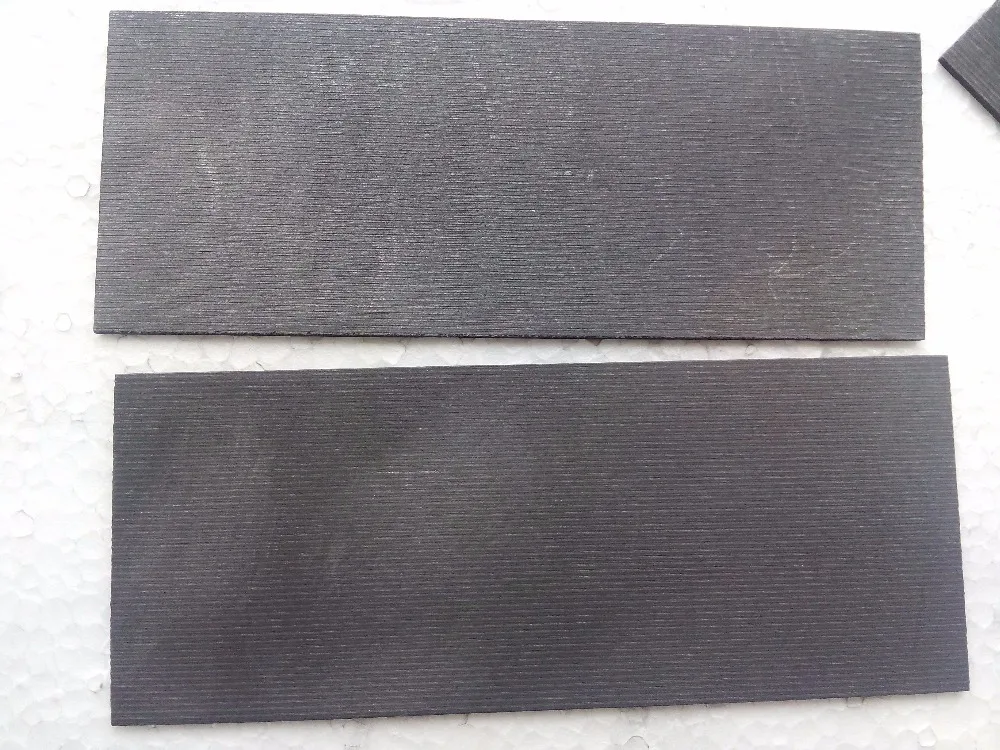 org/ScholarlyArticle»> 8.
org/ScholarlyArticle»> 8.Ван, Дж. Электрохимические биосенсоры на основе углеродных нанотрубок: обзор. Электроанализ 17 , 7–14 (2005).
CAS Статья Google ученый
Skunik-Nckowska, M., Grzejszczyk, K., Stolarczyk, K., Bilewicz, R. & Kulesza, PJ Интеграция суперконденсаторов с ферментными биобатареями для более эффективного использования импульсного питания в малых масштабах сбора энергии устройств. J. Appl. Электрохим. 44 , 497–507 (2014).
Артикул CAS Google ученый
Kashyap, D. et al. Многослойные углеродные нанотрубки и карандашный биокатод на основе графита с полианилиновым покрытием для ферментативного биотопливного элемента. Внутр. J. Hydrog. Энергия 40 , 9515–9522 (2015).
Внутр. J. Hydrog. Энергия 40 , 9515–9522 (2015).
CAS Статья Google ученый
Bandapati, M. et al. Скрининг различных грифелей карандашей, покрытых MWCNT и PANI в качестве биокатода ферментных биотопливных клеток. Внутр. J. Hydrog. Энергия 42 , 27220–27229 (2017).
CAS Статья Google ученый
Рамасами, Р. П., Лукарифт, Х. Р., Ивницки, Д. М., Атанасов, П. Б. и Джонсон, Г. Р. Высокая электрокаталитическая активность связанных конъюгатов мульти-медной оксидазы с углеродными нанотрубками. Chem. Commun. 46 , 6045–6047 (2010).
CAS Статья Google ученый
 org/ScholarlyArticle»> 13.
org/ScholarlyArticle»> 13.Xiao, X. et al. Решение проблем, связанных с ферментативными (био) топливными элементами. Chem. Ред. 119 , 9509–9558 (2019).
CAS PubMed Статья Google ученый
Fan, S. et al. Контролируемое отображение последовательных ферментов на поверхности дрожжей с повышенной биокаталитической активностью в отношении эффективных ферментативных биотопливных клеток. J. Am. Chem. Soc. 142 , 3222–3230 (2020).
CAS PubMed Статья Google ученый
Zhong, Z. et al. Высокопроизводительный глюкозно-кислородный биотопливный элемент на основе многослойных пленок углеродных нанотрубок с электрофоретическим осаждением. J. Electroanal. Chem. 823 , 723–729 (2018).
J. Electroanal. Chem. 823 , 723–729 (2018).
CAS Статья Google ученый
Hou, C. & Liu, A. Интегрированное устройство из ферментативных биотопливных ячеек и суперконденсатора для эффективного преобразования и хранения электроэнергии. Электрохим. Acta. 245 , 303–308 (2017).
ADS CAS Статья Google ученый
Feng, R. et al. Рациональный дизайн ксилозодегидрогеназы для улучшения термостабильности и ее применение при разработке эффективных ферментативных биотопливных элементов. Enzyme Microb. Technol. 84 , 78–85 (2016).
CAS PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 18.
org/ScholarlyArticle»> 18.Кариуки Дж. К. Электрохимические и спектроскопические характеристики графитовых электродов с карандашом. J. Electrochem. Soc. 159 , H747 – H751 (2012).
CAS Статья Google ученый
Юань, Х. З. Р., Сонг, К., Ван, Х. и Чжан, Дж. Электрохимическая импедансная спектроскопия в топливных элементах PEM: основы и приложения 139–192 (Springer, New York, 2010).
Google ученый
Ботт А.В. Практические проблемы вольтамперометрии: 4. Подготовка рабочих электродов. Curr. Сентябрь 16 , 79–84 (1997).
CAS Google ученый
 org/ScholarlyArticle»> 21.
org/ScholarlyArticle»> 21.Камау Г. Н. Подготовка поверхности стеклоуглеродных электродов. Анал. Чим. Acta. 207 , 1–16 (1988).
CAS Статья Google ученый
Резаи, Б., Исфахани, М. Х. и Энсафи, А. А. Модифицированные наночастицы Au / отпечатанный золь-гель / многослойные углеродные нанотрубки карандаш-графитовый электрод в качестве селективного электрохимического сенсора для определения папаверина. IEEE Sens. J. 16 , 7037–7044 (2016).
ADS CAS Статья Google ученый
Каракая С. и Дилгин Ю. Амперометрический анализ проточной инжекции H 2 O 2 на графитовом электроде, модифицированном наночастицами платины.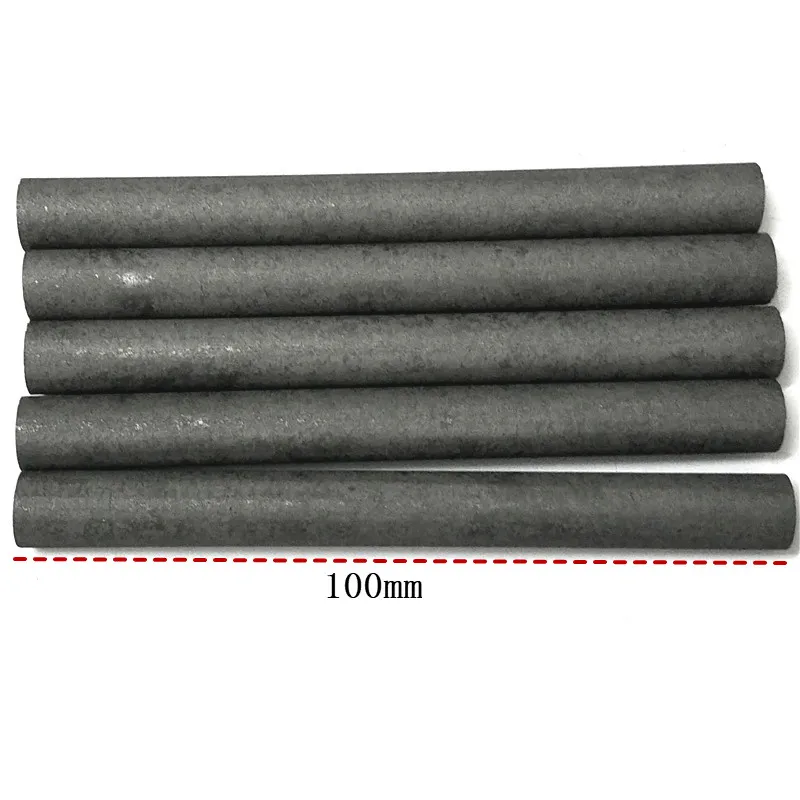 Электроанализ 29 , 1626–1634 (2017).
Электроанализ 29 , 1626–1634 (2017).
CAS Статья Google ученый
Озджан, А., Илкбас, С. и Озкан, А.A. Разработка одноразового и недорогого электрохимического сенсора для обнаружения дофамина на основе электрохимически переокисленного электрода из графитового карандаша, модифицированного поли (пиррол-3-карбоновой кислотой). Таланта 165 , 489–495 (2017).
CAS PubMed Статья Google ученый
Вишну, Н., Ганди, М., Раджагопал, Д. и Кумар, А.С. Карандашный графит в качестве элегантного электрохимического датчика для одновременного определения гипоксантина, ксантина и мочевой кислоты в образцах рыбы без разделения и одновременного обнаружения. Анал. Методы 9 , 2265–2274 (2017).
Анал. Методы 9 , 2265–2274 (2017).
CAS Статья Google ученый
Торринья, А., Черногория, М. С. Б. С. М. и Араужо, А. Н. Реализация простого наноструктурированного биоэлектрода с иммобилизованной лаккарой Rhus vernicifera для приложений измерения кислорода. Электроанализ 29 , 1566–1572 (2017).
CAS Статья Google ученый
Liu, Y. et al. Простое изготовление многофункционального амперометрического лакказного биосенсора на основе матрицы композита углеродные нанотрубки-хитозан. Biosens. Биоэлектрон. 21 , 2195–2201 (2006).
CAS PubMed Статья Google ученый
 org/ScholarlyArticle»> 28.
org/ScholarlyArticle»> 28.Палис Б., Бокун А. и Рогальски Дж. Поли-о-фенилендиамин в качестве окислительно-восстановительного медиатора лакказы. Электрохим. Acta 52 , 7075–7082 (2007).
CAS Статья Google ученый
Wu, X. M. et al. Электрохимический подход для определения высвобождения внеклеточного кислорода из эритроцитов на основе графеновой пленки, интегрированной с лакказой и 2,2-азино-бис (3-этилбензотиазолин-6-сульфоновой кислотой). Анал. Chem. 82 , 3588–3596 (2010).
CAS PubMed Статья Google ученый
Gutierrez-Sanchez, C., Shleev, S., De Lacey, A. L. & Pita, M. Кислородный амперометрический биосенсор третьего поколения на основе лакказы Trametes hirsuta , ковалентно связанной с графитовым электродом. Chem. Пап. 69 , 237–240 (2015).
Chem. Пап. 69 , 237–240 (2015).
CAS Статья Google ученый
Mousty, C., Vieille, L. & Cosnier, S. Иммобилизация Лакказа в окислительно-восстановительных активных слоистых двойных гидроксидах: безреагентный амперометрический биосенсор. Biosens. Биоэлектрон. 22 , 1733–1738 (2007).
CAS PubMed Статья PubMed Central Google ученый
Strack, G. et al. Производство энергии из гибридного биологического топливного элемента в морской воде. Биоресурсы. Technol. 128 , 222–228 (2013).
CAS PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 33.
org/ScholarlyArticle»> 33.Лопес, Р. Дж., Бабанова, С., Ульянова, Ю., Сингхал, С., Атанасов, П. Улучшенный межфазный перенос электронов в модифицированных биокатодах билирубиноксидазы. ХимЭлектроХим 1 , 241–248 (2014).
Артикул CAS Google ученый
Chakraborty, S. et al. Нанокластер золота на основе гибридной ДНК для усиленного ферментативного восстановления кислорода. J. Am. Chem. Soc. 137 , 11678–11687 (2015).
CAS PubMed Статья PubMed Central Google ученый
Li, D. A., Okajima, T., Mao, L. Q. & Ohsaka, T. Биоэлектрокаталитическая реакция восстановления кислорода билирубиноксидазой, адсорбированной на стеклоуглеродных электродах и электродах из пиролитического графита с краевой плоскостью: эффект окислительно-восстановительного медиатора. Внутр. J. Electrochem. Sci. 9 , 1390–1398 (2014).
Внутр. J. Electrochem. Sci. 9 , 1390–1398 (2014).
Google ученый
Kjaergaard, C.H. et al. Спектроскопические и кристаллографические характеристики «альтернативных покоящихся» и «покоящихся окисленных» ферментных форм билирубиноксидазы: влияние на активность и электрохимическое поведение мультикоппероксидаз. J. Am. Chem. Soc. 134 , 5548–5551 (2012).
CAS PubMed PubMed Central Статья Google ученый
De Poulpiquet, A. et al. Механизм хлоридного ингибирования билирубиноксидазы и его зависимость от потенциала и pH. ACS Catal. 7 , 3916–3923 (2017).
PubMed PubMed Central Статья CAS Google ученый
 org/ScholarlyArticle»> 38.
org/ScholarlyArticle»> 38.Tasca, F., Farias, D., Castro, C., Acuna-Rougier, C. & Antiochia, R. Билирубиноксидаза из Myrothecium verrucaria физически абсорбируется на графитовых электродах. Понимание альтернативной формы отдыха и источников потери активности. PLoS ONE 10 , e0132181 (2015).
PubMed PubMed Central Статья CAS Google ученый
Мазуренко И. и др. Как сложные взаимодействия между углеродными нанотрубками и двумя билирубиноксидазами контролируют прямое и опосредованное восстановление O 2 . ACS Appl. Матер. Интерфейсы 8 , 23074–23085 (2016).
CAS PubMed Статья PubMed Central Google ученый

Такахаши Ю., Ванибучи М., Китадзуми Ю., Шираи О. и Кано К. Улучшенный биоэлектрокатализ билирубиноксидазы с прямым переносом электронов с использованием пористых золотых электродов. J. Electroanal. Chem. 843 , 47–53 (2019).
CAS Статья Google ученый
Wernert, V. et al. Прямой перенос электронов билирубиноксидазы на углеродном проточном электроде. Электрохим.Acta 283 , 88–96 (2018).
CAS Статья Google ученый
Аль-Лолаж, Ф. А., Бартлетт, П. Н., Гунель, С., Стаигре, П. и Мано, Н. Сайт-направленная иммобилизация билирубиноксидазы для электрокаталитического восстановления кислорода. ACS Catalysis 9 , 2068–2078 (2019).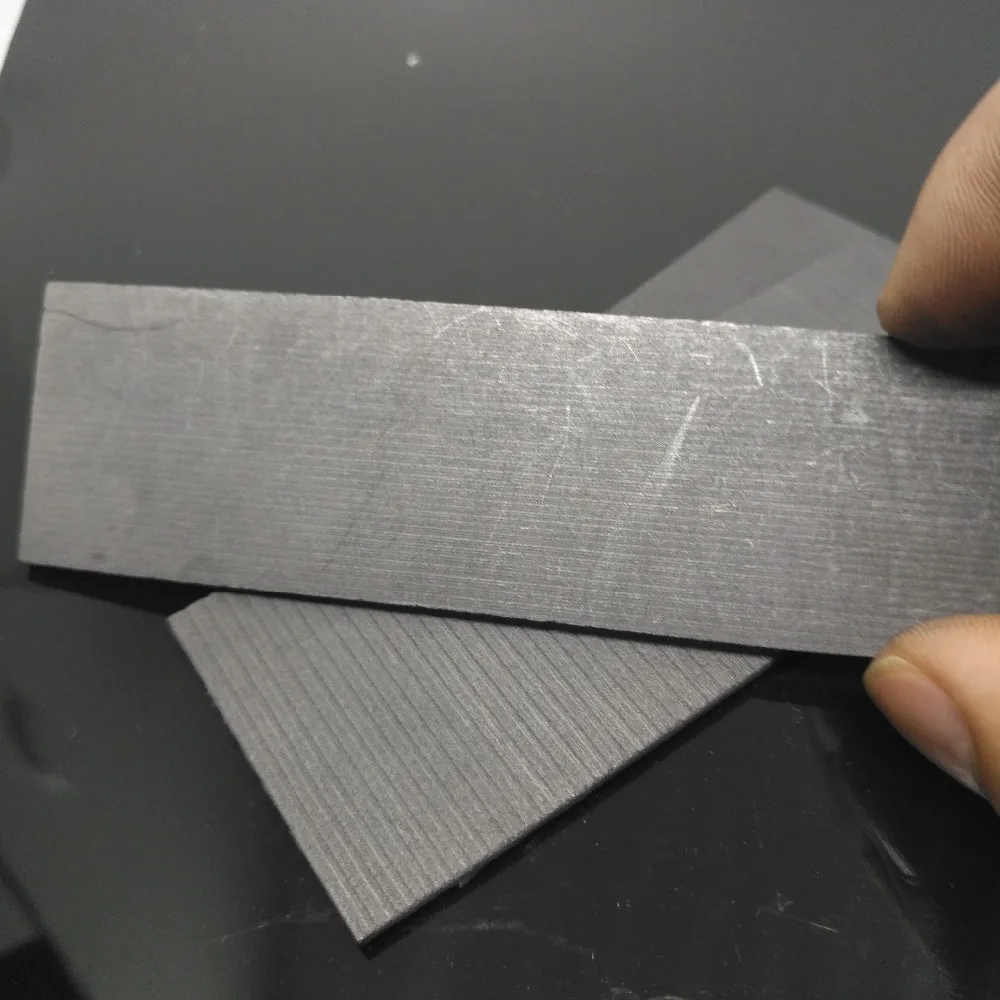
CAS Статья Google ученый
Хекстер, С. В., Эстерле, Т. Ф. и Армстронг, Ф. А. Унифицированная модель поверхностного электрокатализа, основанная на наблюдениях с ферментами. Phys. Chem. Chem. Phys. 16 , 11822–11833 (2014).
CAS PubMed Статья Google ученый
Siswana, M. P., Ozoemena, K. I. & Nyokong, T. Электрокатализ асулама на модифицированных фталоцианином кобальта многостенных углеродных нанотрубках, иммобилизованных на базисном электроде из пиролитического графита. Электрохим. Acta 52 , 114–122 (2006).
CAS Статья Google ученый
 w3.org/1999/xhtml» cellspacing=»0″> w3.org/1999/xhtml» cellspacing=»0″> | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Мы способствуем производству для наших клиентов похвального набора графитовых электродов , которые востребованы за простоту использования, долгий срок службы и возможности широкий диапазон использования.Предлагаемый ассортимент также включает сверхвысокую мощность Графитовые электроды, графитовые электроды большой мощности и обычная мощность Графитовые электроды. Эти предлагаемые электроды подготовлены с использованием LWG. Печи , передовое оборудование и новейшие технологии. При поддержке своего отличные атрибуты, этот предлагаемый ассортимент широко приветствуется наши покровители. В дополнение к этому мы обеспечиваем индивидуальный продукт для удовлетворение потребностей уважаемых клиентов. Мы — хорошо известная организация, занимающаяся производством, поставкой и экспортом ряда высококачественных графитовых электродов High Power Graphite Electrodes .Предлагаемый ассортимент электродов широко используется на рынке для
сопротивление большему количеству нагреваний и снижение расхода электродов при
сталеплавильные цеха, что снижает затраты на плавку.
OTT ClickToCall Mobile Call Me Button!Технические характеристики:
Мы предлагаем превосходный ассортимент графитовых электродов сверхвысокой мощности что характерно для графитовых электродов UHP для электрической дуги переменного / постоянного тока
Печи и печи для рафинирования с ковшами, известные своим оптимальным
спектакль.Предлагаемый диапазон электродов сверхвысокой мощности:
изготовлены под строгим контролем специалистов и с помощью
новейшие технологии, доступные на нашей базе. Кроме того, этот диапазон
произведены в соответствии с отраслевыми директивами, чтобы соответствовать мировым
стандарты. Характеристики:
Технические характеристики : —
Мы — ведущая фирма, занятая производством, экспортом и поставкой широкого спектра графитовых электродов стандартной мощности . Наши
диапазон отличается высокой степенью электропроводности и
способность выдерживать максимальное количество тепла, выделяемого в этом требовательном
окружающая среда для наших ценных клиентов. Характеристики:
Технические характеристики: 3 918 Диаметр мм | Длина мм | СПЛАВ | AD (г / куб.см) | SPR (Ом.м x 10 6 ) | Прочность на изгиб (MPA) 18 9023 906 | (GPA)CTE (10 -6 / o C) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 200 | 1500, 1800 | RP | 1.56 — 1,65 | 6,5 — 8,5 | 8-12 | 7-12 | 2,0-2,6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 250 | 1500, 1800 | RP | 1,56 — 1,65 | 6,5 — 8,5 | 8-12 | 7-12 | 2,0-2,6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 300 | 1500, 1800 | RP | 1,56 — 1,65 | 6,5 — 8,5 | 8-12 | 7-12 | 2,0-2,6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 350 | 1500, 1800, 2100 | RP | 1.56 — 1,65 | 6,5 — 8,5 | 8-12 | 7-12 | 2,0-2,6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 400 | 1500, 1800, 2100,2400 | RP | 1,56 — 1,65 | 6,5 — 8,5 | 8-12 | 7-12 | 2,0-2,6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 450 | 1500, 1800, 2100, 2400 | RP | 1,56 — 1,65 | 6,5 — 8,5 | 8- 12 | 7-12 | 2,0-2,6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 500 | 1500, 1800, 2100,2400 | RP | 1.56 — 1,65 | 6,5 — 8,5 | 8-12 | 7-12 | 2,0-2,6 |
GRAPHITE CARBON INDIA предлагает электроды из графита малого диаметра ‘
которые используются в основном при производстве стали в электродуговых печах.
Графитовые электроды могут обеспечивать высокий уровень электропроводности.
и способность поддерживать чрезвычайно высокий уровень генерируемых
высокая температура. Графитовые электроды также используются при рафинировании стали и
аналогичные процессы плавки.
Google Calendar
Добавленный вами гаджет недействителен
907 GRAPHITE CARBON INDIA
+
Электронная почта: — [email protected]
УЧАСТОК № 01, ДОРОГА 33 ФУТОВ, СТАРАЯ ДОРОГА ВАЗИРПУР,
ДЖЕВАН НАГАР, ФАЗА-2, СТАРЫЙ ФАРИДАБАД
ХАРЬЯНА, ИНДИЯ.
ПОДПИСАТЬСЯ НА НАС В TWITTER | ПОДПИШИТЕСЬ НА FACEBOOK
Все
права
зарезервированный…………………………………………. ………………………………………….. …………………………………
Кархана Баг
Кархана Баг
Промышленные минералы
Рынок графитовых электродов приближается к критической точке после месяцев сильных падений, по словам производителя и графита консультант ГЭС.
Графитовые электроды используются в обеих электродуговых печах. (ДСП) и ковшовые печи для производства стали, ферросплавы и чугун (см. ниже).
Бенджамин Саркози
«Мы находимся в деликатной ситуации со стороны предложения рынок. Вдохновленный высокими ценами на электроды в 2017 г. до в середине или конце 2018 года производители увеличили мощности и новые участники пришли на рынок в Китае и на Западе «, Бенджамин Саркози, аналитик европейской компании, сказал: в недавнем интервью Fastmarkets.
Для финансирования своих разработок многие производители накопили долги или взял на себя частных инвесторов. Между тем, производство электродов мощность и запасы увеличились, а рынок смягчился значительно в ответ на увеличение объемов производства.
«С тех пор, как цены на электроды упали на 60%, зима [2018-19] и 20% за последние два месяца », — сказал Саркози сказал: «и цена нефтяного кокса [нефтяного кокса] выросла до Дело в том, что некоторые производители электродов сейчас изо всех сил пытаются покрывают свои затраты на сырье.«
Пет кокс — ключевое сырье для графитового электрода производство и представляет собой одну из основных затрат в производство.
«В краткосрочной перспективе все производители по-прежнему продают, но мы убеждены, что следующий шаг для некоторых — сократить и затем остановите их производство «, — сказал Саркози.
Это перекликается с ситуацией 2016 года, когда китайская экологические инспекции побудили некоторых производителей сократить производство.Это сокращение поставок вызвало кризис, когда цены резко выросли. (См. Раздел цен ниже.)
«На этот раз рынок мог двигаться либо введение новой экологической политики в Китае или торговая война между Китаем и США », — сказал Саркози. «Мы смотрим, какая внешняя сила заставляет цены снова расти «.
Конкуренция материалов, низкий спрос
Производители графитовых электродов должны конкурировать за обеспечение поставки нефтяного кокса, что помогает определить затраты на производители электродов, наряду с электричеством.
«Технологии будущего, такие как анод и солнечная панель. производители, потребляют большую часть [того же] сырья [как есть] требуется для графитовых электродов, таких как нефтяной кокс, » — сказал Саркози. «Между их и производителей электродов. В результате мы ожидаем цену нефтяного кокса, чтобы оставаться на высоком уровне или даже увеличиваться ».
В то же время GES ожидает лишь умеренного увеличения мировой спрос.
Ожидается, что спрос на электроды в Китае и Индия в ближайшем будущем, но падать в западных экономиках.
«В целом, мы ожидаем небольшого чистого увеличения в ближайшем будущем. для графитовых электродов «, — сказал Саркози.
Таким образом, в краткосрочной перспективе давление на производителям, чтобы быть прибыльными с текущим низким электродом Цены. Но, несмотря на невысокие цены, маловероятно, что потребители будут накапливать запасы и создавать значимые увеличение спроса.
«Текущая ситуация — хорошее время для спотовых покупателей электродов, но у большинства покупателей имеется достаточно запасов [для удовлетворения своих потребности] до следующего года, поэтому не могу воспользоваться ситуацией «, — сказал Саркози.
Текущие цены на электроды
ГЭС считает, что цены достигли дна и будут стабильный, прежде чем они снова начнут расти в 2020 году.
На пике в 2016 г. цены на графитовые электроды для различные сорта материалов достигли пика в 20 000 долларов за тонну.Актуальные цены указаны ниже:
- Размер электрода: малый диаметр, менее 400 мм Цена на электрод
- : 2000–2300 долларов США за тонну, фоб Китай
- Размер электрода: Большой диаметр, более 400 мм
- Цена на электрод: 2500-3000 долларов за тонну
- Электроды сверхвысокой мощности (UHP)
- Размер электрода: около 450 мм
- Цена на электрод: 3100-3500 долларов за тонну
- Размер электрода: около 600 мм
- Цена на электрод: 8000 долларов за тонну
- Высокая мощность (л.с.) и сверхвысокая мощность (SHP) (GES изобретение)
- Размер электрода: макс. Диаметр 400 мм
- Цена на электрод: 2500-3000 долларов за тонну
(цены верны на 13 сентября 2019 г., произведены GES использует данные производителей и тендеров.)
Графитовые электроды в производстве.
Основные производители
Крупнейшие производители делятся на две группы: внутри или за пределами Китая, сказал Саркози.
В мире 35-40 официальных производителей графитовых электродов. Китай, и еще как минимум 30 новых участников на рынке в последние два года, которые производят другие огнеупорные изделия, а также электроды.
Два крупнейших производителя в Китае, Fangda Group и Sinosteel Jilin Carbon также были первыми, когда они начали производство в середине 1990-х гг.
Около 70% китайской продукции потребляется внутри страны и 30% идет на экспорт.
Крупнейшие производители за пределами Китая включают GrafTech в НАС. GrafTech — единственный производитель графитовых электродов в мир, имеющий собственное производство нефтяного кокса, поэтому не необходимо конкурировать за сырье, домашний кокс, с батареей и производители солнечной энергии.
HEG (мощность 80 000 тонн сверхвысокого давления в год) и Graphite Индия (мощность электродов 98 тыс. Тонн в год) — крупнейшие производители в Индии.
Tokai Carbon (мощность 38000 тонн в год в Японии, 96000 тонн в год во всем мире) и SEC Carbon производят графитовые электроды в Япония.
И поскольку SGL Group продала свой бизнес графитовых электродов Японский Showa Denko в 2017 году, производство в Германии. переехал в Россию, где стоимость электроэнергии ниже.это очень энергоемкое преобразование углерода в графит в производство электродов, поэтому более низкие цены могут повлиять на местоположение растений.
Китай, безусловно, самый дешевый производитель, за ним следует Индия.
Основные потребители
Крупнейшими потребителями графитовых электродов являются: электродуговые печи (ДСП), затем печи-ковши, Саркози объяснил.
ДСП плавит стальной лом, а печи-ковши используются для повысить содержание углерода в стали.
Графитовые электроды незаменимы в сталеплавильном производстве в ДСП, который часто является более эффективной и дешевой альтернативой доменное производство стали, но это зависит от энергии расходы.
При производстве стали в ЭДП используется переработанный стальной лом и выделяет гораздо меньше CO2, чем доменная печь, что делает ее более экологически чистый выбор для производства стали.
ДСП нужны электроды большого диаметра и высокого качества, в противном случае они ломаются при прохождении электрического тока.