Основные типы и марки электродов
ОСНОВНЫЕ ТИПЫ И МАРКИ ЭЛЕКТРОДОВ [c.51]Для сварки низкоуглеродистых сталей применяют электроды типов Э42, Э46 с различными видами покрытий (рутиловое, целлюлозное, кислое, смешанное). Выбор типа и марки электродов должен обеспечивать равнопрочность сварного соединения с основным металлом и отсутствие дефектов в сварных швах. Примеры марок электродов МР-3, ОЗС-4, ОЗС-б, АНО-3, АНО-4, ОММ-5, ОМА-2, ЦМ-7… [c.127]
Режимом сварки называют совокупность основных факторов, обеспечивающих получение сварных швов заданных размеров и форм. При ручной дуговой сварке такими факторами являются диаметр электрода, величина сварочного тока, тип и марка электрода, напряжение в дуге, род и полярность сварочного тока, скорость сварки и положение шва в пространстве. [c.75]
Промышленное изготовление металлических электродов с разнообразными покрытиями в настоящее время хорошо освоено. Кроме этого, простота использования этих электродов дает возможность широко применять их для самых разнообразных наплавочных работ и деталей, работающих в различных условиях. Выбор типа и марки электродов зависит от химического состава основного металла, последующей термообработки и условий работы восстанавливаемой детали, величины износа, вида последующей механической обработки и ряда других обстоятельств.
| Таблица 30 Наиболее распространенные типы и марки электродов для наплавки и основные области их применения |
 Ориентировочные данные для тонкопокрытых электродов приведены в табл. 14.
[c.260]
Ориентировочные данные для тонкопокрытых электродов приведены в табл. 14.
[c.260]Под режимом сварки понимают совокупность показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество тепла, вводимого в изделие при сварке. К основным показателям режима сварки относятся диаметр электрода или сварочной проволоки, сила сварочного тока, напряжение на дуге и скорость сварки. Дополнительные показатели режима сварки род и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла. [c.40]
Одновременно рекомендуется потолочные швы при ручной сварке выполнять с использованием покрытых электродов диаметром не более 4 мм, а при отрицательной температуре окружающего воздуха использовать при сварке электроды только с основным типом покрытия независимо от марки свариваемой стали. При ручной аргонодуговой сварке особое внимание следует уделять защите зоны дуги от сквозняка и ветра.
Сварка легких сплавов неплавящимся (вольфрамовым) и плавящимся электродами выполняется в инертных газах — аргоне 1-го и 2-го сортов согласно ГОСТ 10157—73, гелии повышенной чистоты и смеси аргона с гелием. Присадочный металл выбирают в зависимости от марки сплава для технического алюминия — проволоку марок АО, АД или АК, для сплавов типа АМг — проволоки той же марки, но с увеличенным (на 1…1,5 %) содержанием магния для компенсации его угара. При сварке магния присадочная проволока по составу также близка к основному металлу либо содержит легирующие добавки (например, церия), повышающие пластичность металла шва. Диаметр присадочных проволок выбирают в пределах 2… 5 мм. [c.257]
Основные материалы (марка или тип металла) и вспомогательные (электроды, проволока и флюсы) материалы выбираются квалификационной комиссией по ГОСТ и соответствующим ТУ исходя из того, какие изделия должны сваривать сварщики на производстве. [c.490]
[c.490]
Марка электродов Тип электродов (ПО ГОСТ 2223-51) Марка проволоки Тип наплавленного металла 1 Род тока и положение швов при сварке Основное назначение электродов [c.206]
Из различных марок качественных электродов, предназначенных для сварки, низко- н среднеуглеродистых сталей лучшие результаты дают электроды с покрытием основного типа (на основе мрамора и плавикового шпата). Особенно зарекомендовали себя электроды марки УОНИ-13/55. [c.545]
Тип электро- дов Тип наплавленного металла я о ичэ X АО т ш 2 о Ч С1,Ю Примерные марки электродов Основное назначение групп, электродов
Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных данных и должны выполняться для получения сварного соединения требуемого качества, размеров и формы, установленных проектом. К этим показателям при ручной дуговой сварке относятся марка электрода, его диаметр, сила и род сварочного тока, полярность при постоянном токе, число слоев в шве. При многослойном шве — диаметр электрода и сила тока для первого и последующих слоев, а также другие характеристики. Для определения режима сварки используют исходные данные, например марку и толщину основного металла, протяженность и форму сварных швов, проектные требования к качеству сварных швов (тип электрода), положение швов в пространстве. [c.166]
Применяют электроды с сердечником из хромоникелевой стали с медной оболочкой (биметаллическая проволока) и с покрытием основного типа марки АНЧ-1. Сварку этими электродами ведут короткими [c.246]
При анализе химического состава осаовиого металла (количественном химическом или спектральном) устанавливается соответствие заданной марки стали ГОСТу или ТУ. Химический состав металла шва должен отвечать типу и марке выбранного для сварки электрода, марке электродной проволоки, требованиям, предъявляемым сварному соединению, определенным соответствующими нормативами.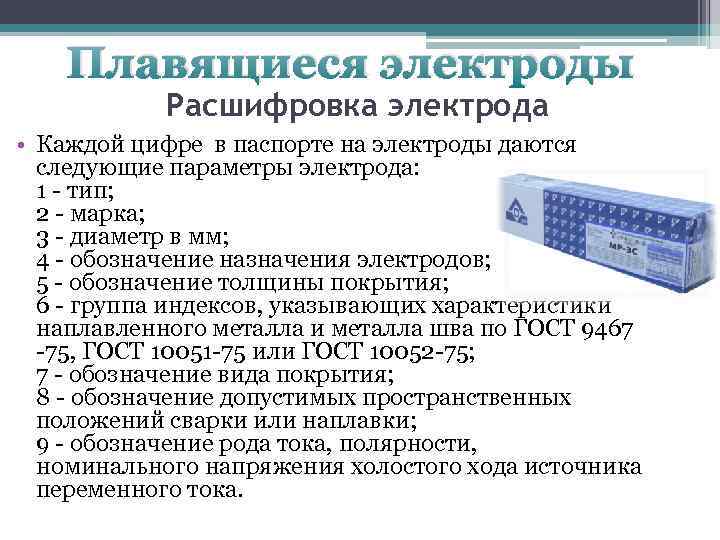 Существенное значение имеет равномерность распределения химических элементов в металле шва, на линии сплавления (в переходной зоне) и других участках, где возможна химическая неоднородность. В таких случаях выполняется 1окальный спектральный анализ (в точке), в основном для исследовательских целей.
[c.23]
Существенное значение имеет равномерность распределения химических элементов в металле шва, на линии сплавления (в переходной зоне) и других участках, где возможна химическая неоднородность. В таких случаях выполняется 1окальный спектральный анализ (в точке), в основном для исследовательских целей.
[c.23]
Электроды марки ОЗН-250 ОЗН-300 ОЗН-350 и ОЗН-400 имеют покрытие основного типа и предназначаются для наплавки деталей, подверженных сравнительно быстрому износу, например, концов рельсов, автотракторных деталей, деталей подвижного состава, а также многих других деталей машин и механизмов, изготовленных из малоуглеродистой стали и сталей марок 35 40 45 ЗОХ 35Х 40Х. Химический состав и твердость третьего слоя наплавки с междуслойным охлаждением даются в табл. 5.
Допускаемые напряжения при расчете сварных швоз назначают в зависимости от допускаемых напрягкений на растяжение для основного металла (материала, соединяемых деталей), метода сварки (ручного или автоматического), характера действующих нагрузок (статических, пульсирующих и знакопеременных), типа швов, марки электродов. [c.298]
Процесс сварки конструкции сопровождается термическим и деформационным воздействиями на свариваемый металл, производимыми при определенных условиях, связанных с технологией получения неразъемного соединения. Данные условия определяют способ сварки, тип и химический состав применяемых материалов (сварочной проволоки. электрода, флюса, газа и т. д.) и зависят от многих факторов, главными из которых являются марка свариваемых сталей и сплавов, их толщина и тип сварной конструкции (балка, ферма, оболочка, детали машин, корпуса раз/шчно-го рода изделий). При этом химический состав и механические свойства металла шва, выполненного, например, сваркой плавлением, в значительной степени отличаются от состава и свойств основного металла, так как на стадии существования сварочной ванны происходит смешивание наплавляемого присадочного металла и расплавляемого основного.
Основное (технологическое) время Наплавка шва Химический состав и физи-ко-м еханические свойства свариваемого металла. Толщина свариваемого металла. Вид соединения. Способ подготовки кромок под сварку (зазор, угол разделки, высота нескошениой части и т. п.). Размеры сечения шва. Число наплавленных слоев. Длина шва. Диаметр электродов. Тип (марка) электродов. Толш,ина покрытия. Род и сила тока Пространственное расположение шва во время сварки. Положение сварщика во время сварки, Наличие контроля собранных узлов перед сваркой [c.466]
Методика расчета давлений опрессовки была проверена во время лабораторных испытаний цилиндрических полых образцов из низко-и среднелегированной стали с кольцевыми швами, сваренными в V-образную разделку электродами типа Э42А-Ф марки У ОНИ 13/45 (рис. 2, п. 1) и электродами типа Э70-Ф марок АНП-1 и АНП-2 (рис. 2, п. 2). Механические характеристики основного металла и металла швов приведены в табл. 1. [c.89]
Справедливость выполненного расчета была подтверждена результатами испытаний цилиндрических полых образцов (рисунок) из низко- и среднелегированной (по четыре образца в партии) сталей, с кольцевыми швами, сваренными в У-образную разделку электродами типа Э42А-Ф марки УОНИ 13/45 и электродами типа Э70-Ф марок АНП-1 и АНП-2. На рисунке швы, сваренные электродами УОНИ 13/45, обозначены цифрой 1, швы, сваренные электродами АНП — цифрой 2. Механические характеристики основного металла и металла швов приведены в таблице. [c.357]
Ручную дуговую сварку теплоустойчивых сталей ведут электродами из малоуглеродистой сварочной проволоки с основным (фтористо-кальциевым) покрытием, через которое вводят в шов легирующие элементы. Этот тип покрытия хорошо раскисляет металл шва, обеспечивает малое содержание в нем водорода и неметаллических включений, надежно заш иш ает от азота воздуха.
Однофазные аустенитные композиции, к наиболее распространенным составам которых относятся швы типа ЭА-ЗМ6 (электроды ЦТ-10), а также электроды и проволоки для стали марки ЭИ725 (табл. 25), применяются для сварки сталей, не содержащих в своем составе ниобия. Увеличение стойкости против горячих трещин у сталей этой группы обеспечивается повышенной чистотой по примесям (включая рафинирование проволоки различными способами переплава) и повышенным содержанием молибдена и марганца. Основное применение находят ручная дуговая и автоматическая сварки под флюсом. При необходимости введения в шов титана, алюминия и других элементов, имеющих большое сродство с кислородом, целесообразно для защиты зоны дуги использование газовых и шлаковых композиций с минимальной окисляющей способностью (сварка в среде аргона или гелия, автоматическая сварка под галоидными флюсами). [c.222]
Необходимо составить полное условное обозначение электродов марки ЦТ-15 типа Э-08Х19Н10Г2Б по ГОСТ 10052-75, предназначенные для сварки жаропрочных хромоникелевых сталей, работающих под нагрузкой до 650 °С (жаростойкость до 800 °С). Установлено, что металл шва и наплавленный металл не склонны к межкристаллитной коррозии при испытании по методу AM (ГОСТ 6032-89). Электроды имеют основное покрытие и пригодны для сварки во всех пространственных положениях, кроме вертикального сверху вниз, только постоянным током обратной полярности. [c.108]
Стальные электроды используются нескольких видов.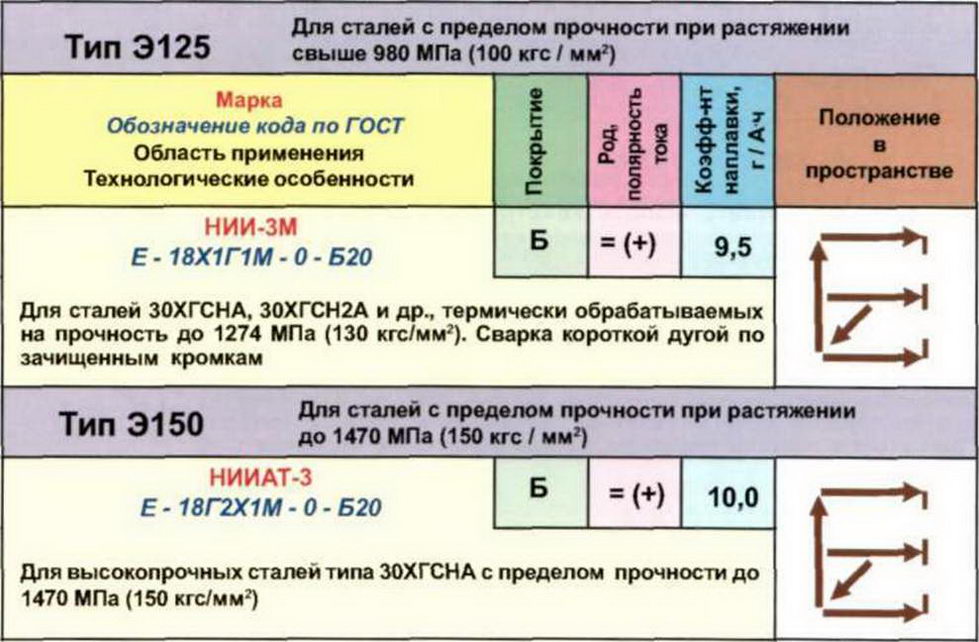 Электроды оо стержнем из проволоми св-Ов с покрытием основного типа марки ЦЧ4 предназначены для сварки н наплавки без подогрева изделий из серого и высокопрочного чугуна. В. состав покрытия введены элементы, активно вступающие в химическое соединение с углеродом свариваемого металла я образующие устойчивые карбиды, нерастворимые в железе. Электродами УО НИ-13М5 и УОНИ-13/55 пользуются при сварке чугуна с применением стальных шпилек.
[c.98]
Электроды оо стержнем из проволоми св-Ов с покрытием основного типа марки ЦЧ4 предназначены для сварки н наплавки без подогрева изделий из серого и высокопрочного чугуна. В. состав покрытия введены элементы, активно вступающие в химическое соединение с углеродом свариваемого металла я образующие устойчивые карбиды, нерастворимые в железе. Электродами УО НИ-13М5 и УОНИ-13/55 пользуются при сварке чугуна с применением стальных шпилек.
[c.98]
Сварка медножелезными электродами. Для сварки чугуна применяют также и медножелезные электроды Покрытие этих электродов состоит из основного типа, содержащее железный порошок. В качестве- стержней применяют медь марки М2, М3 или ее сплавы. [c.194]
Покрытие электродов марок АНО-6 и ОММ-5 по своему составу похоже на рутиловое. Основное отличие заключается в том, что вместо рутилового концентрата в нем используется ильменитовый минерал (РеО-ТЮг), обедненный двуокисью титана (ТЮ2=38 60%)-По своим сварочно-технологическим свойствам и гигиеническим характеристикам они несколько уступают электродам с р утиловым покрытием, ио превосходят электроды с покрытием рудно-кислого типа. Из указанных электродов предпочтение следует отдавать электродам марки АНО-6. которые по всем основным характеристикам заметно превосходят ОММ-5. [c.597]
Электроды типа Э-М, Э-МХ, Э-ХМ, Э-ХМФ, Э-ХМФБ и другие этого типа по ГОСТу 9467—60. Марку электрода выбирают в зависимости от состава основного металла. Рекомендуются следующие марки электродов ЦЛ-14, ЦЛ-20, ЦЛ-26, ЦЛ-27 и другие этого типа [c.57]
В 1956—1957 гг. для сварки трубопроводов ВНИИСТ разработал электроды марки ВСР-50 с покрытием основного типа, содержащим значительное количество рутила. Двуокись титана, составляющая свыше 90% состава рутила, сообщает электродам ряд ценных свойств, как-то способствует более стабильному горению дуги, образует легко отделяемые шлаки, хорошо формирующие шов во всех пространственных положениях и т. п. Покрытие электродов ВСР-50 менее тугоплавко, чем у электродов УОНИ-13, что снижает склонность к образованию односторонних козырьков и улучшает качество сварных швов при потолочной сварке.
[c.129]
п. Покрытие электродов ВСР-50 менее тугоплавко, чем у электродов УОНИ-13, что снижает склонность к образованию односторонних козырьков и улучшает качество сварных швов при потолочной сварке.
[c.129]
Э46А — тип электрода по ГОСТ 9467—75 (Э — электрод для дуговой сварки 46 — минимальный гарантированный предел прочности шва, кгс/мм А — гарантированная повышенная пластичность шва) УОНИ-13/45 — марка электрода 3,0 — диаметр, мм У — для сварки углеродистых и низколегированных сталей Д2— с толстым покрытием 2-й группы качества Е—электрод 43 2(5)— установленная по ГОСТ 9467—75 группа индексов, указывающих характеристики наплавленного металла и металла шва (43 — временное сопротивление разрыву — не менее 43 кгс/мм 2 — относительное удлинение — не менее 22% 5 —ударная вязкость — не менее 34,5 Дж/см при температуре —40 °С) Б — основное покрытие 1 — для сварки во всех пространственных положениях О — для сварки на постоянном токе обратной полярности. [c.77]
Комбинированные железомедные электроды марок ОЗЧ-2, ОЗЧ-6 и др. довольно широко применяются в промышленности. Электроды марки ОЗЧ-2 изготовляют из медного стержня, оплетенного полосками белой жести толш,иной 0,25 мм с покрытием основного типа (мрамор, плавиковый шпат, корунд зеленый, мар-шаллит, ферромарганец, жидкое стекло). Электроды марки 034-1 состоят из медного стержня с покрытием основного типа, куда входит 50 % железного порошка. Применялись и другие комбинации пучковые электроды, состоящие из пучка стальных и медных проволок стальные стержни с оплеткой из медной проволоки и т. п. При сварке железомедными электродами получается достаточно качественный шов, состоящий из медно-стального сплава (меди 90, стали 10%), медь не соединяется с углеродом основного металла, а железо электрода насыщается углеродом и распределяется в меди в виде включений, упрочняя шов. Однако в зоне термического влияния наблюдаются закалочные структуры, а в зоне сплавления — участки от-бела. Железомедные электроды используются для заварки дефектов в необрабатываемых частях отливок, раковин, мест течи, трещин, а также для сварки разбитых частей и в комбинации с никелевыми или железоникелевыми электродами. Сварку ведут короткими валиками, иногда шов проковывают легкими ударами молотка. Режимы сварки не допускают сильного разогрева деталей, величины погонной энергии и тока пониженные. Для исправления небольших дефектов в ответственных изделиях и для наплавки последнего слоя на поверхность изделия, работающего при ударной нагрузке или на истирание, употребляют никелевые электроды с толстым покрытием марки ОЗЧ-З (стержень из проволоки, содержащей 99 % N1) и ОЗЧ-4 (стержень содержит 95 % N1).
[c.246]
Сварку ведут короткими валиками, иногда шов проковывают легкими ударами молотка. Режимы сварки не допускают сильного разогрева деталей, величины погонной энергии и тока пониженные. Для исправления небольших дефектов в ответственных изделиях и для наплавки последнего слоя на поверхность изделия, работающего при ударной нагрузке или на истирание, употребляют никелевые электроды с толстым покрытием марки ОЗЧ-З (стержень из проволоки, содержащей 99 % N1) и ОЗЧ-4 (стержень содержит 95 % N1).
[c.246]
При монтаже элементов трубопроводов из низкоуглеродистых сталей в узлы, а также при их монтаже основным видом сварки является ручная дуговая. Тип электродов Э42, Э42А и Э50А указывается в чертежах в зависимости от назначения, диаметра и толщины стенки трубопровода. Наиболее распространенными марками электродов для этих целей являются МР-3, УОНИ 13/45 и УОНИ 13/55. [c.518]
ГОСТ 9467-60 устанавливает лишь основные требования к механическим свойствам и химическому составу металла шва и наплавленного металла для отдельных типов электродов. Свойства же различных марок электродов, в том числе и специальных (устойчивость против старения, сопротивление коррозии, механические свойства при низких или повышенных температурах, склонность к образованию трещин, склоность к образованию пор и др., а также технологические сво11ства электродов), регламентируются паспортами, составляемыми на каждую выпускаемую марку электродов. [c.17]
Маркировка сварочных электродов
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ ПРИМЕРЫ МАРКИРОВКИ: ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ |
ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
Тип электрода
Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью, маркировка состоит из:
индекса Э — электрод для ручной дуговой сварки и наплавки;
цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм2;
индекса А, указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.


Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
индекса Э — электрод для ручной дуговой сварки и наплавки;
дефиса;
цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
Обозначение металлов
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс/мм2) применяют 7 типов электродов: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А. Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс/мм2) до 588 МПа (60 кгс/мм2) применяют 2 типа электродов: Э55, Э60. Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс/мм2) применяют 5 типов электродов: Э70, Э85, Э100, Э125, Э150.
Для сварки теплоустойчивых сталей — 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для сварки высоколегированных сталей с особыми свойствами — 49 типов: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др. Для наплавки поверхностных слоев с особыми свойствами — 44 типа: Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода
Каждому типу электрода может соответствовать
одна или несколько марок.
Диаметр электрода
Диаметр электрода (мм) соответствует диаметру металлического стержня.
Назначение электрода
Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2) — маркируется буквой У;
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) — маркируется буквой Л;
Для сварки теплоустойчивых сталей — маркируется буквой Т;
Для сварки высоколегированных сталей с особыми свойствами — обозначается буквой В;
Для наплавки поверхностных слоев с особыми свойствами — маркируется буквой Н.
Коэффициент толщины покрытия
В зависимости от отношения диаметра покрытия электрода D к диаметру металлического стержня d, электроды подразделяются на следующие группы:
с тонким покрытием (D/d≤1,2) — маркируется буквой М;
со средним покрытием (1,2<D/d≤1,45) — С;
с толстым покрытием (1,45<D/d≤1,8) — Д;
с особо толстым покрытием (D/d>1,8) — Г.
Обозначение плавящегося покрытого электрода
Буква Е — международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла
Для электродов, применяемых для сварки
углеродистых и низколегированных сталей
с пределом прочности при растяжении до
588 МПа (60 кгс/мм2).
http://elektrod-3g.ru
Впервые, сварочный электрод появился в 1902 году. С тех пор многое изменилось, появились новые виды и марки. Сварочный электрод является самым распространённым материалом. Каждая марка электрода обладает своими свойствами. Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13. Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правилам ГОСТ 9466-75. Сварка с таким электродом происходит на постоянном токе.
УОНИ 13/55. Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. Соответствует ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272002010558589. Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
МР-3С. Сварочной электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали. Сварка осуществляется с помощью постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для сварки изделий из углеродистой, низколегированной стали. Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока — обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены
для углеродистой и низколегированной
стали. Временное сопротивление разрывы
составляет 490Мпа. Угольные сварочные
электроды: ВДК ВДП СК. Самые
популярные марки вольфрамовых
неплавящихся электродов, которые
соответствуютГОСТ23949-80: ЭВЧ ЭВЛ
ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также
специальные электроды для сварки меди,
и сплавов из меди: ОЗБ-2М ОЗБ-3
АНЦ/ОЗМ2 Комсомолец
100 АНЦ/ОЗМ3 Для сварки такого
материала, как никель и его сплавы,
используют электроды: ОЗЛ-32, Б-56У. Если
вы собираетесь работать с такими
материалами, как алюминий, и его сплавы,
то следует выбирать электроды:
ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Если
вы собираетесь работать с такими
материалами, как алюминий, и его сплавы,
то следует выбирать электроды:
ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Электроды оказывают большую роль сварочному процессу. Как правило, сварка, с использованием электродов будет надежнее, долговечнее, быстрее, экономичнее.
Ни для кого не секрет, что во время сварки металла выполняется движение электродов. Эти движения зачастую называют колебательными. Существует множество технологических подходов к выполнению сварочных работ металла. Электроду в процессе сварки, независимо от применяемого способа, сообщается движение в трёх разных направлениях.
Первое движение называют поступательным, при котором движение идёт по оси электрода. Зависимо от скорости плавления, поступательное движение поддерживает постоянную длину дуги, которая не должна выходить за пределы 0.5-1.2 диаметра электрода. Длина дуги зависит от марки электрода и условий сварки. Формирование шва ухудшается при уменьшении длины дуги, а также возникает вероятность короткого замыкания (сокращенно КЗ). Увеличение же дуги является причиной повышения разбрызгивания металла электрода и снижения качества сварного шва по форме и его свойствам (механическим).
Вторым движением является смещение электрода вдоль оси с целью образования шва. Диаметр электрода, сила тока(постоянным или переменным) и скорость плавления электрода определяют скорость движения электрода. В случае отсутствия поперечных смещений электрода, шов получается узкий (ниточный), ширина которого равна приблизительно 1.5 диаметра применяемого электрода. Данный шов используют при сварке тонких металлических листов.
Последним движением является
смещение электрода поперек для
корректировки ширины шва и глубины
плавления металла. Данные колебательные
движения предполагают высокую квалификацию
сварщика и его навыков, а также определяются
характеристиками свариваемого материала,
положением и размером шва. Ширина шва,
при использовании поперечных колебательных
движений варьируется в пределах 1.5-5
диаметра используемого электрода.
Ширина шва,
при использовании поперечных колебательных
движений варьируется в пределах 1.5-5
диаметра используемого электрода.
Грамотное и технически правильное перемещение электрода – главная задача и условие для получения качественного шва при выполнении сварочных работ. Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов, применяемых в любых ситуациях, с помощью которых сварщик выполняет движения во время сварки. Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1
При сварке вертикального углового сварочного шва наиболее удобно показать все способы колебательных движений электрода, к тому же это очень часто применяемая операция в сварке изделий из проката. При этом мы опустим все вопросы, связанные с разделкой кромок и подготовкой поверхностей перед сваркой.
С применением колебательных движений электрода полумесяцем или по спирали , изначально наплавляют электродом полочку на кромки, а после мелкими порциями без пропусков и разрывов наплавляют металл, рекомендуется выполнять сварку непрерывно. Дальнейшая сварка металла производится постепенно со смещением электрода выше, за собой оставляя, готовый сварочный шов. Другая схема колебательного движения при сварке – углом, предусматривает колебательные движения электрода с применением попеременного смещения вверх-вниз, без разрывов наплавливают на кромки металл с равномерным перемещением электрода вверх.
Методика «ёлочкой» характеризуется движением
электрода вверх, затем вправо, после
этого по короткой траектории спускают
вниз влево. Желательно чтобы капля
металла застывала при каждом отдельном
этапе сварки между кромками. После,
ушедший электрод двигают вверх влево
и опять спускают из точки подъёма, но
теперь вниз вправо. Такими постепенными
движениями с непрерывными отдельными
порциями, и выполняется шов сварки.
Такими постепенными
движениями с непрерывными отдельными
порциями, и выполняется шов сварки.
Электроды для сварки углеродистых и низколегированных сталей характеризуются также уровнем сварочно-технологических свойств, в т.ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях — содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин. Перечисленные характеристики, которые необходимо учитывать при выборе конкретной марки электрода, в значительной степени определяются видом покрытия.
Покрытие может быть:
— кислым,
— рутиловым,
— основным,
— целлюлозным,
— смешанным.
о чём она может рассказать
Требования государственного стандарта подразумевают нанесение на каждую упаковку с электродами специальной маркировки, включающей
- дату выпуска и номер партии;
- сведения о производителе;
- сферы использования;
- режимы задействованного сварочного тока, которые зависят от наплавки, положения сварки и диаметра электрода;
- характеристики швов и соединений, а также наплавленного металла;
- особые условия, в которых металл сваривается или наплавляется;
- вес электродов, находящихся в упаковке;
- режим, который используется для вторичного прокаливания электродов;
- максимальный уровень влаги в покрытии.
Также упаковки маркируются обозначениями, указывающими на то, что внутри них расположен хрупкий материал, который может повредить высокая влажность.
Подобный подход к маркировке электродов позволяет не открывая упаковки выяснить, какими свойствами они обладают и как могут быть использованы.
Все сварочные электроды в своей маркировке содержат букву Э, после которой следует цифровое обозначение. Цифрами обозначается минимальное временное сопротивление. Например, Э-38 указывает на то, что этот показатель равен 380 МПа. Так обозначают типы электродов.
Цифрами обозначается минимальное временное сопротивление. Например, Э-38 указывает на то, что этот показатель равен 380 МПа. Так обозначают типы электродов.
Кроме этого, выделяют марки данной продукции, каждая из которых соответствует тому или иному типу. Например, марки электродов УОНИ13/45 и СМ11 соответствуют типу Э-42-А, где А обозначает, что электрод может обеспечить более высокий уровень пластичности наплавляемых металлов.
По виду свариваемого металла электроды принято обозначать буквами: углеродистые и низкоуглеродистые стали обозначаются буквой У, легированные — Л, теплоустойчивые легированные — Г, высоколегированные — В.
Электроды, используемые в процессе сварки низколегированных и углеродистых сталей, различаются своими технологическими свойствами. К их числу относятся возможности пространственного размещения при сварке, род тока, используемого для сварки, производительность, образование пор и трещин, содержание водорода. Эти характеристики также необходимо учитывать, выбирая марку электрода.
Они определяются типом покрытия, которое обозначается буквами: А — кислое, Б — основное, Р — рутиловое, Ц — целлюлозное, РБ и АЦ — смешанное.
Буквами М, С, Д и Г обозначается толщина покрытия: тонкое, среднее, толстое и особо толстое соответственно. Цифрами 1, 2, 3 и 4 обозначается пространственное положение при сварке и наплавке.
Сварочные электроды Tigarbo — ООО «ТК Вэлд Плюс»
АНО-24
Электроды марки АНО-24 тип Э46 по ГОСТ 9467-75 предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей по ГОСТ 380-94 /марок Ст0, Ст1, Ст2, Ст3 всех групп А, Б, В и всех степеней раскисления »КП», »ПС», »СП»/, по ГОСТ 1050-88 /марок 05кп, 08кп, 08пс, 0, 8, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20/ толщиной от 3 до 20 мм.
ГОСТ 9466,
ГОСТ 9467,
ТУ 1272-033-48265127-2009
| Массовая доля элементов, % | ||||
| Марганец | Углерод | Кремний | Сера | Фосфор |
| 0,50÷0,80 | 0,1 | 0,2 | 0,040/0,030 | 0,045/0,040 |
| Сварочная дуга | легкое возбуждение, стабильное горение |
| Разбрызгивание | малое |
| Формирование шва | хорошее |
| Отделимость шлаковой корки | хорошая |
| Коэффициент наплавки | 8÷9,0г/А•ч |
| Коэффициент разбрызгивания | 2÷5 % |
| Выход металла | 62÷66 % |
| Расход электродов на 1 кг | 1,7 кг |
MP-3
Электроды марки МР-3 тип Э46 по ГОСТ 9467-75 предназначены для сварки ответственных конструкций из малоуглеродистых сталей марок Ст1, Ст2, Ст3, по ГОСТ 380-94, марок 0,8,10,15,20 по ГОСТ 1050-88.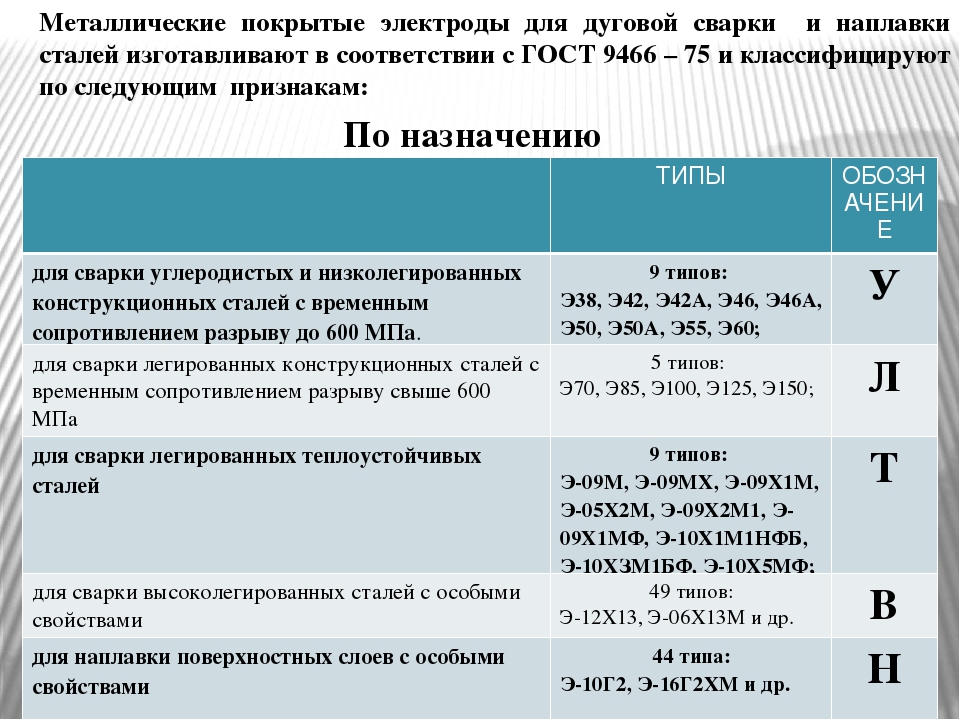
ГОСТ 9466-75
ISO 2560 : E432RR26
ГОСТ 9467-75
AWS А5.1 : E6013
ТУ 1272-033-48265127-2009
Eh599 : E382RC22
| Массовая доля элементов, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| не более 0,110 | 0,20÷0,50 | 0,60÷1,20 | не более 0,030 | не более 0,030 |
| Устойчивость дуги | — высокая |
| Разбрызгивание | — умеренное |
| Формирование шва | — отличное |
| Отделимость шлаковой корки | — хорошая |
| Коэффициент наплавки | — 8,5 г/А·ч |
| Коэффициент разбрызгивания | — 8÷13 % |
| Выход металла | — 65 ÷ 68 % |
| Расход электродов на 1 кг наплавленного материала | — 1,7 кг |
УОНИ-13/55
Электроды УОНИ-13/55 и электроды УОНИ 13/55СМ предназначены: сварка углеродистых и низколегированных сталей.
ГОСТ 9466-75
AWS А5.1 : E7015
ГОСТ 9467-75
DIN E5140B10
ТУ У 05416923.015-96
ISO 2560 : E514B26
ТУ 1272-036-48265127-2009
EH 499 : E383B22h20
| Массовая доля элементов, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,08÷0,12 | 0,07÷0,20 | 0,50÷0,80 | 0,04 | 0,045 |
| Относительное удлинение, % | 20 |
| Временное сопротивление разрыву, МПа | 490 |
| Ударная вязкость, Дж/см2 (кгс/см2) | 127,4 (13) |
AUSTRIAN 2155
Электроды марки Austrian 2155 предназначены для сварки углеродистых и низколегированных сталей, стыковых, угловых и нахлесточных швов металлоконструкций из металла толщиной от 1мм до 8мм, во всех пространственных положениях.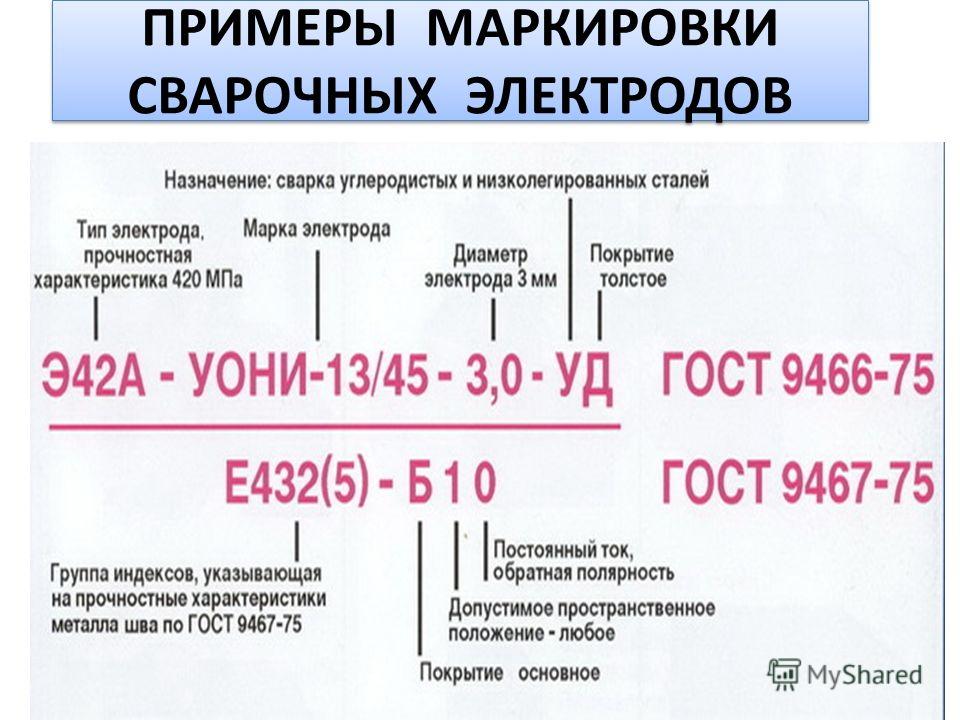
Электроды Austrian 2155 обладают стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, легкой отделимостью шлаковой корки, малыми потерями металла от разбрызгивания.
«Austrian 2155» прошел долгий годовалый путь начиная с приобретения запатентованной технологии «red-hot star» до запуска нового современного производства. Изготовление сварочного электрода «Austrian 2155» осуществляется под непосредственным контролем представителей компании Austrian Industrial Group (Австрия). Благодаря тесному сотрудничеству с австрийскими партнерами удалось достигнуть нового уровня качества, который исключает дальнейшую прокалку электрода перед работой!
Электрод невозможно подделать, благодаря эксклюзивному хим. сырью.
АНЧ-В
Электроды АНЧ-В с основным покрытием предназначены: для сварки и наплавки по чугуну.
Характеристики плавления сварочных электродов при сварке
Коэффициент наплавки, г/А ч – 10,0 (ГОСТом 9466-75 не регламентируется).
Расход электродов (для ø3,0мм) на 1 кг наплавленного металла, кг – 1,8.
Производительность наплавки (для диаметра 4,0мм) – 1,1кг/ч.
| Массовая доля элементов, % | |||||
| Углерод (С), до | Марганец (Mn) | Кремний (Si) | Ванадий (V) | Сера (S) | Фосфор (Р) |
| 0,25 | 0,5÷2,5 | 0,1÷0,8 | 8,5÷10,5 | не более 0,04 | не более 0,07 |
| Временное сопротивление разрыву, МПа | 490 |
| Полученная твердость, НВ | 160÷190 |
ПОЛУЧИТЬ ПРАЙС
Никакого спама и рекламы!
Прайс лист сразу же придет Вам на почту.
Магазины «ИДЕЯ СВАРКИ»
Набережные Челны, улица 40 лет Победы, 86А
+7 (8552) 20–47–16
+7 (960) 073–20–55
Набережные Челны, Казанский проспект, 232 ст2
+7 (8552) 91–00–44
+7 (800) 555–18–94
Офис и оптовый склад WELD+
Набережные Челны, Казанский проспект, 232 ст. 2
2
+7 (8552) 53-75-21
+7 (8552) 53–77–08
+7–960–069–43–43
Подробно о различных типах маркировки и видах сварочных электродов
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
- По типу свариваемого материала. Сталь с разной степенью легирования, чугун, алюминий, медь и др;
- По применяемому сварочнику. Переменный ток, постоянный ток выбранной полярности;
- Тип сварочных работ – соединение, наплавление;
- Способ сварки, положение шва;
- Условия сварки – в атмосфере, в определенной газовой среде, в воде.
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик.
Производителями предлагаются различные типы и марки электродов.
Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Маркировка штучных электродов для ручной дуговой сварки
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.
ВАЖНО! Если на коробке нет маркировки в соответствие со стандартом – требуйте у продавца дополнительную документацию. Рекламные сообщения о применимости электродов не являются достоверными.
Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.
Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде:
В качестве примера расшифровки марки электродов рассмотрим следующее обозначение, и разберем его по группам:
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б20
Тип электрода определяется несколькими марками и предназначением (4). Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Следующая за буквой «Э» цифра 42 – величина, измеряемая в кгс/мм², характеризующая предел, когда наступает разрушение материала при растяжении. Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Если электрод предназначен для работы со сталью с высокой степенью легирования и обладающей повышенной теплоустойчивостью, после индекса следует цифра, указывающая количество углерода в сотых долях %.
Далее следуют буквенные обозначения компонентов с указанием их содержания в %.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Марка. Ее название присваивает производитель при сертификации и регистрации нового продукта. Как правило, каждому типу расходника соответствует несколько марок от различных изготовителей. Что означают цифры и буквы – указано в спецификации у каждого производителя.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б20
Диаметр в миллиметрах с точностью до десятых долей. Диаметром электрода считается размер металлического стержня, вне зависимости от наличия и толщины обмазки. В данном случае величина 4 мм ровно.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение назначения электродов. Индекс У означает, что таким типом можно соединять низколегированные стали с высоким содержанием углерода. Прочность на разрыв такого шва не превышает 60 кгс/мм².
Все виды применения с буквенными индексами указаны в справочном материале:
| Символ на маркировке | Раскрываемое значение |
| У | Соединение сварным способом стальных заготовок, с низкой степенью легирования, у которых достаточно высоко содержание углерода. Сопротивление шва на разрыв до 60 кгс/мм². |
| Л | Соединение сварным способом стальных заготовок с высокой степенью легирования и умеренным содержанием углерода. Сопротивление шва на разрыв свыше 60 кгс/мм². |
| Т | Сварка способом термоустойчивых стальных заготовок с высокой степенью легирования. |
| В | Сварка сталей с высокой степенью легирования и специальными свойствами. |
| Н | Наплавка металла на заготовки. |
Э42А-УОНИ12/55-5,0-УД
Е514(4)-Б10
Обозначение толщины обмазки. Высчитывается в цифрах с присвоением буквенного обозначения. Высокой точности не требуется, однако стандарт требует от производителя соблюдения четырех градаций этого параметра: тонкое, среднее, толстое и особо толстое покрытие.
Э42А-УОНИ12/55-5,0-УД
Е514(4)-Б10
Обозначение по другим ГОСТам. Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение вида покрытия. В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Например, кислая обмазка (А) работает одинаково хорошо как с постоянным, так и с переменным током. Можно варить во всех положениях шва. Однако при сварке происходит сильный разлет искр, и внутри шва образуются трещины.
Рутиловое покрытие (Р) дает умеренный разлет искр, также позволяет создавать швы любой ориентации, и универсально по типу протекающего электрического тока. Однако сами электроды нуждаются в предварительном прокаливании, и резко ухудшают свои свойства при увлажнении, хотя ими можно работать по мокрому и ржавому материалу.
Электроды, покрытые основной обмазкой (Б) – делают отличный сварной шов на чистых сухих металлах большой толщины. Ток на сварочном аппарате должен быть постоянным, полярность обратная.
Целлюлозная обмазка (Ц) универсальна как по току, так и по положению шва.
Серьезный недостаток – большой процент уходит на разбрызгивание металла при работе. Поэтому, идеальная область применения – монтаж арматуры, высотные работы. Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Смешанные обмазки. Применяются для компенсации недостатков моно покрытий. Обозначаются сочетаниями букв.
Символ (Ж) означает добавление железного порошка в обмазку.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение возможных положений шва при проведении сварки, или расположение наплавки. Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Вертикальные швы могут проходить сверху вниз и снизу вверх. Не все типы электродов одинаково справляются со всеми положениями и направлениями.
В нашем примере указана цифра 1, означающая любое положение при сварке. Цифра (2) допускает работу во всех режимах и направлениях, кроме вертикального «сверху вниз».
(3) – означает, что сварку можно производить «по горизонту» как на полу, так и на вертикальной стене. Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
(4) – самое узкопрофильное применение. Варить можно только внизу по горизонту или угловые горизонтальные швы.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение электрического тока и его параметров. Имеется ввиду как тип тока (переменный постоянный), так и направление полярности. Также в этом индексе указывается величина напряжения без нагрузки при работе с трансформатором переменного тока частотой 50Гц.
В конце маркировочного обозначения прописывается наименование стандарта, описывающего тип электродов. Если применяются иные стандарты – ГОСТ прописывается после основного, через запятую.
Условия проведения проверок при стандартизации электродов для электродуговой сварки
ВАЖНО! Производитель электродов согласовывает стандарты не только с органом сертификации, но и с автором этого стандарта.
- Стержень изготавливается из специальной сварной проволоки. Сплав металла определен ГОСТ 2246;
- Обмазка должна быть равномерно распределена по стержню, иметь четко выраженные переходы. Поперечные трещины, наплывы и вздутия недопустимы. Трещины, идущие вдоль электрода, не могут превышать троекратной величины диаметра основы. Кратеры не должны находится близко друг к другу, и превышать половину глубины обмазки;
- При падении образца горизонтально на твердую поверхность, обмазка не должна раскалываться и покрываться трещинами. Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
- При соблюдении номинальных величин электропитания и влажности, дуга должна возбуждаться без дополнительного нагрева стержня. Горение происходит равномерно, без вспышек;
- На поверхности кратера во время сварки не должен образовываться чехол или козырек, испытания проводятся во всех положениях шва, допустимых для данного типа стержня;
- Разбрызгивание должно соответствовать нормативу, по которому электрод произведен;
- Шлак, образуемый при работе дуги, должен формировать правильные и одинаковые наплывы шва. После остывания он легко удаляется.
 Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;Совет! Перед приобретением упаковки электродов для дуговой сварки, с которыми вы ранее не работали – посетите сайт предприятия изготовителя, и ознакомьтесь с особенностями производства и маркировки.
В заключении, как обычно, подробная видео информация про назначения, виды и типы электродов. Расшифровка маркировки и рекомендации по выбору электрода к определенному типу работ.
About sposport
View all posts by sposport
Сварочные электроды Esab: разновидности, особенности и преимущества
Сварочные электроды — неотъемлемый элемент процесса сварки. Именно от них во многом зависит общий результат работы и вид сварного шва. Электроды Esab, представленные в интернет-магазине «Сварка», давно зарекомендовали себя на рынке высоким качеством. При этом широкий выбор типов электродов этой шведской марки позволит найти именно тот вариант товара, который нужен в вашей ситуации.
Электроды марки «Эсаб» широко используются по всему миру для атоматической сварки, резки металла, а также для ручной сварки. Выбор электродов стоит основывать на том, для чего будет предназначена сварочная конструкция и какие характеристики должны быть у полученного сварного шва.
Виды сварочных электродов Esab
При покупке сварочных материалов, разумеется, возникает вопрос какой электрод выбрать. Компания Esab за более чем столетнюю историю работы разработала множество видов электродов с углеродистыми и низколегированными сталями для самых разных типов сварки. При этом предприятие постоянно совершенствует технологии и ищет способы сделать электроды «Эсаб», как и другую свою продукцию, более качественными и эффективными.
Сварочные электроды могут быть с металлическим или неметаллическим стержнем, который и обеспечивает подвод тока к свариваемому материалу. Сварочные электроды Esab делятся на несколько видов.
— Электроды для сварки конструкционных нелегированных сталей-
— Электроды для сварки низколегированных сталей
— Электроды для сварки высоколегированных сталей
— Электроды на основе никелевых сталей
— Электроды для упрочняющей наплавки
Электроды на основе алюминиевых сплавов
Электроды для сварки разнородных материалов
Электроды «Эсаб» для сварки конструкционных нелегированных сталей являются одними из самых популярных. К ним относятся серии УОНИИ, МР-3, ОЗС, ЦУ, ОК 46, 48 и другие виды электродов типа ОК.
Какие электроды Esab лучше выбрать
Пожалуй, самыми популярными и широко применяемыми можно назвать электроды серии ОК. Для сварки низколегированных и углеродистых сталей чаще всего используют электроды Esab ОК 46.00, ОК 48.00, ОК 48.04, ОК 53.70.
Если работать предстоит с жаростойкими и нержавеющими сталями, лучше всего подойдут электроды «Эсаб» ОК 61.25, ОК 61.30, ОК 61.35, ОК 63.30.
При сварке легированных сталей, как правило, выбирают электроды Esab ОК 48.08, ОК 74.70. В свою очередь, при работе с чугуном стоит обратить внимание на ОК 92.15, ОК 92.18 ОК 92.26.
При этом, без сомнений, самыми популярными из вышеназванных, стоит признать электроды серии Esab ОК 46. Особенно востребованными они становятся при необходимости сварить тонкие листы стали с гальваническим покрытием, так как другие электроды подходят для этого куда хуже. Кроме того, электроды этого типа требуют меньших теплозатрат, что делает его особенно привлекательным при проведении больших работ, например, при заварке широких зазоров.
Кроме того, электроды этого типа требуют меньших теплозатрат, что делает его особенно привлекательным при проведении больших работ, например, при заварке широких зазоров.
Разумеется, помимо серии ОК компания Esab выпускает электроды и других наименований. Например, при ручной дуговой сварке большой популярностью пользуются УОНИ-13/55. Этот тип электродов предназначен для работы с углеродистыми и низколегированными видами стали, особенно в случаях, когда сварные швы должны отвечать повышенным требованиям пластичности и ударной вязкости, в том числе при низких температурах.
Серия МР-3 также отлично подходит для ручной сварки. Это недорогие рутиловые электроды, предназначенные для работы с постоянным или переменным током.
В свою очередь, тип ЦУ-5 предназначен для сварки корневых швов толстостенных трубопроводов из низколегированной углеродистой стали. Стоит отметить, что данные электроды подходят для сварки, которая проводится без предварительного подогрева и последующей термообработки.
Почему стоит купить электроды марки Esab
Шведская фирма Esab уже давно зарекомендовала себя на рынке сварочного оборудования и комплектующих для сварки. Электроды марки Esab, также как и другое оборудование этой европейской компании, отличаются качеством, высоким уровнем надежности и при этом вполне демократичной ценой. Неудивительно, что продукцию марки «Эсаб» выбирают многие профессиональные сварщики по всему миру.
Сварочные электроды марки Esab легко узнать в любом магазине благодаря яркой упаковке желтого цвета. При этом на каждой пачке всегда указана вся необходимая информация о диаметре, особенностях работы и предназначении конкретного электрода.
Важно отметить, что интернет-магазин «Сварка» является официальным представителем компании Esab в Санкт-Петербурге, поэтому у нас вы всегда можете купить сварочные электроды Esab по самым выгодным ценам.
Электроды для сварки легированных и углеродистых сталей
Автор admin На чтение 3 мин. Просмотров 442 Опубликовано
Просмотров 442 Опубликовано
Электрод – это стержень из металла, предназначенный для подвода тока к изделиям, которые требуется сварить.
Различают более 200 марок различных электродов, и более половины из них относятся к электродам для ручной дуговой сварки.
Классификация электродов
Между собой электроды для сварки стали классифицируются на плавящиеся и неплавящиеся. К первой группе относится сварная проволока из различных типов стали, а ко второй – электроды из тугоплавких металлов наподобие вольфрама, и из графитных материалов.
Практически каждый электрод, за исключением специальной проволоки для автоматической аргонной сварки, покрывается защитным покрытием. Оно выполняет роль защиты сварного шва от атмосферного воздействия, помогает ионизировать дугу, делает ее более устойчивой.
Особенности сварки изделий из стали
Всех чаще требуется сварить стальные детали, но сталь бывает разных видов: встречается низколегированная и высоколегированная. Под легированием понимают ввод в состав металла специальных элементов, которые придают ему новые свойства. Обычно добавляют хром, медь, никель или азот в связанном состоянии. Легирующие добавки повышают прочность стали и увеличивают коррозионную защиту. От процентного содержания дополнительных элементов и будет зависеть степень легирования стали.
Для сварки разных марок стали требуется свой тип электродов, вот поэтому и были придуманы электроды для сварки разнородных сталей.
Технология сварки разнородной стали
Стали с разной атомно-кристаллической решеткой называют разнородными, и их сварка представляет определенную трудность. При сваривании металл плохо соединяется, может образовывать примеси и трещины на поверхности шва. Чтобы обеспечить равнопрочное соединение, используют специальные электроды для сварки низколегированных сталей, соответствующие государственному стандарту.
Марки электродов
Существует сводная таблица, где указаны все возможные электроды, которые разрешено применять для различных легированных сталей. Этими электродами являются Э70, Э100, Э150, Э85 и Э125.
Обычно химический состав сварного шва не нормируется, за исключением проверки на содержание фосфора и серы. Этих элементы не должны превышать содержание в 0,035%.
Отдельный регламент есть для работы на объектах атомной энергетики. Так как швы должны обладать большей надежностью, то для них разработаны специальные электроды для сварки легированных сталей. Это марки ЦУ-2ХМ, ЦЛ-21, ЦЛ-20, ЦЛ-38.
Электроды марки Э70 предназначены для сварки сталей, которые легированы хромом, никелем или молибденом. Как правило, это ответственные металлоконструкции, где важна прочность сварного шва.
Сложным процессом является сварка углеродистых сталей. Неграмотная работа и несоблюдение технических условий приводит к образованию кристаллизационных трещин. Электроды для сварки углеродистых сталей выбирают среди марок УОНИ, ОЗС, МР и АНО. Благодаря своим характеристикам они снижают содержание молекул водорода в сварном шве.
Марка электродов МР отличается тем, что создает минимальное разбрызгивание металла, удобна в работе и хорошо отделяет шлаковую корку. Чтобы варить по окисленной поверхности требуется использовать марку ОЗС. Для самых сложных сталей выбирают марку АНО, которая выпускается с рутиловым покрытием.
Тонкости сварки низколегированных сталей
Важной характеристикой электрода для сварки низколегированных сталей является — временное сопротивление. По этому показателю можно сопоставить прочность детали и сварного шва. Это необходимо, чтобы не допустить применение электродов с большим временным сопротивлением для деталей с небольшим сопротивлением.
После сварки неправильным электродом в сварном шве может возникнуть концентрация напряжений. Также не менее важным свойством является ударная вязкость и относительное удлинение металла. Если их не учитывать, то сваренная конструкция будет неправильно работать.
Если их не учитывать, то сваренная конструкция будет неправильно работать.
Нужно учитывать, чтобы сварной шов обладал не меньшей ударной вязкостью, чем сам металл. Только так конструкция будет сварена грамотно.
При выборе электрода также рассматривают, в каких условиях потом будет работать конструкция, например под давлением или в экстремальных условиях.
Огромные бренды сварочных электродов Выбор в соответствии с потребностями покупателей
Чтобы правильно выполнять сварочные работы, пользователям необходимо право. марки сварочного электрода . На Alibaba.com покупатели могут найти широкий выбор для любых сварочных работ. Есть варианты как для простого ремонта, так и для элементарных сварочных работ. Покупатели также могут найти специализированные товары. марки сварочных электродов для специальных применений. Есть варианты в виде различных материалов, таких как карбид вольфрама, алюминиевый сплав и углеродистая сталь.Потребители также могут заказывать минимальное количество или покупать оптом, чтобы удовлетворить более крупные потребности.Когда дело доходит до строительства и производства, сварка всегда является ключевым компонентом. Каждый проект требует подходящего типа. марки сварочного электрода . Использование неподходящих материалов может привести к катастрофическим результатам. Например, разновидности карбида вольфрама идеально подходят для нефтяной и горнодобывающей промышленности. Их твердость очень полезна для буровых установок, труб и другой арматуры.
Пользователи ищут.Сварочные электроды марки для легкой промышленности и прецизионной сварки обнаружат, что на сайте Alibaba.com есть из чего выбрать. Некоторые производители предлагают материалы, предназначенные для косметической сварки. Они идеально подходят для создания красивых бусинок.
Покупатели должны выбирать правильно. марок сварочных электродов для каждого сварочного проекта и их бюджета.Каждое приложение предъявляет определенные требования к прочности, внешнему виду и устойчивости. Вот почему Alabiba.com - это то место, где можно найти те, которые подходят под ваш проект. Будь то крупное строительство и горнодобывающая промышленность или прецизионная сварка, есть варианты. Большой выбор различных материалов, производителей и даже минимальные количества заказа.
 Некоторые области применения включают автомобильную промышленность и легкие конструкции. Опять же, пользователи могут выбирать из множества материалов для выполнения проекта.
Некоторые области применения включают автомобильную промышленность и легкие конструкции. Опять же, пользователи могут выбирать из множества материалов для выполнения проекта. (PDF) Оценка характеристик и анализ затрат на отдельные стальные электроды для экранированной ручной дуговой сварки металла (SMMAW)
2 www.ijrst.weebly.com
Оценка производительности и анализ затрат на отдельные стальные электроды для экранированной ручной дуговой сварки металла (SMMAW)
I. ВВЕДЕНИЕ
В производстве сварные швы используются для соединения двух или более металлических поверхностей
. Поскольку эти соединения могут испытывать нагрузки и усталость
в течение срока службы продукта, есть вероятность, что они могут выйти из строя, если не будут созданы в соответствии с надлежащими спецификациями.
Технологии производства имеют огромное значение
для современной промышленности, где невероятные машины
производятся из элементарных материалов, таких как
заготовок, с использованием основных и специальных производственных процессов.В
в сочетании с инженерными методами управления он
обеспечивает наиболее эффективное использование материалов и рабочей силы. Он
сокращает отходы и обеспечивает использование правильных процессов для
каждой операции при производстве продукта или компонента.
Он также обеспечивает наиболее эффективный метод обращения с
и сборку компонентов для формирования конкретного продукта [1].
Дуговая сварка может быть определена как процесс, при котором тепло
, генерируемое электрической дугой, сохраняется в большинстве случаев
между электродом и заготовкой [2], [3].Дуга
обеспечивает достаточно тепла для расплавления основного металла вблизи дуги
и обычно электрода. При дуговой сварке в некоторых процессах
используются плавящиеся электроды, которые служат для зажигания дуги
на обрабатываемых деталях и плавления для получения металла сварного шва
[3]. Сварочные электроды представляют собой металлическую проволоку с химическим покрытием
. Стержень используется для поддержания сварочной дуги
для обеспечения присадочного металла, необходимого для свариваемого соединения.Покрытие
защищает металл от повреждений, стабилизирует дугу
и улучшает сварные швы. Диаметр проволоки за вычетом покрытия
определяет размер сварочных стержней. Это
, выраженное в долях дюйма, например: 3/32, 1/8 или 5/32.
меньше диаметр меньший ток требуется и меньшее количество наплавленного присадочного металла [4].
Основные функции покрытого электрода в экранированной ручной сварке металлической дугой
(SMMAW) заключаются в обеспечении (i) электрической дуги
, которая подает тепловую энергию, необходимую для плавления металлов
, подлежащих соединению, и (ii) присадочный металл, необходимый для сварного шва
.
[5] Предложите классификацию дефектов, проводимую Международным институтом сварки
, которые могут вызвать ослабление
в сварной конструкции, следующим образом:
• Неполный провар — сварной шов не проникает до корня
паз.
• Внахлест — наплавленный металлический шов на основном металле.
• Пористость — сварной шов содержит газовые карманы и шаровидные пустоты.
• Подрезка — чрезмерный ток, вызывающий выгорание основного металла
.
• Включение шлака — шлак задерживается в сварном шве.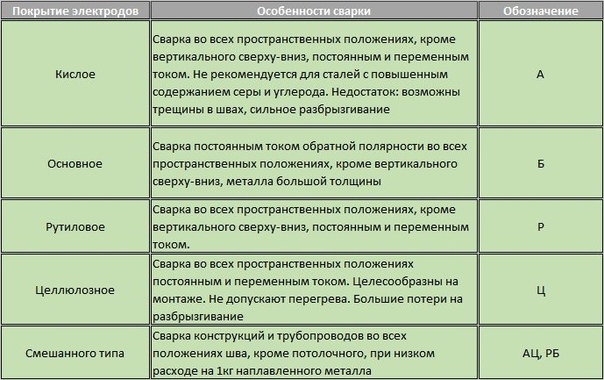
• Растрескивание — разрыв сварного шва при охлаждении.
• Отсутствие плавления — неправильная сварка.
Существует множество стальных электродов SMMAW, доступных на местных рынках технического оборудования
в стране, многие из
, которые используются местными сварщиками как на гальванизированной стали
, так и на мягкой стали во время изготовления, а также на конструкциях
из , механическое оборудование, сельхозтехника
и др.Однако совместимость режимов
не установлена для наилучшего соответствия с точки зрения прочности
и нормы расхода.
II. МАТЕРИАЛЫ И МЕТОДЫ
Материалы, использованные для исследовательской работы, были получены
на одном из рынков технического оборудования в Юго-Западной
Нигерии. В экспериментах использовались четыре различных типа электродов калибра 12 и два типа сталей
[низкоуглеродистая сталь (MS) и оцинкованная сталь (GS)]
плоских стержней.Металлическая рулетка
использовалась для измерения и определения длины каждого типа электродов
путем измерения через оба конца, в то время как микрометр
с винтовым калибром использовался для измерения толщины сердечника проволоки
и всех электродов (включая магнитный поток). ). Скорость наплавки
и скорость сварки электродов были определены путем сваривания плоских стержней
вместе GS-GS и MS-MS с разными электродами
, пять (5) повторов для каждого из образцов в течение
продолжительностью 6 секунд на каждый образец для каждого свариваемого металла
шва.Ток сварочного аппарата установлен на 130А.
Было приготовлено восемь сварных образцов, имеющих одинаковую толщину
(t) 2,75 мм, минимальную параллельную длину L1
36 мм, среднюю минимальную длину L2 35 мм и минимальную общую длину L3
70 мм (рис. 1). Они были подвергнуты испытанию на растяжение
на машине Ultimate для испытаний на растяжение. Собранные данные
Собранные данные
были подвергнуты статистическому анализу и обсуждены.
Номенклатура
GC = оцинкованная сталь, сваренная китайским электродом
GF = оцинкованная сталь, сваренная электродом Fed
GO = оцинкованная сталь, сваренная электродом Oerlikon
GZ = оцинкованная сталь, сваренная электродом Zika
MC = низкоуглеродистая сталь, сваренная с китайским электродом
MF = низкоуглеродистая сталь, сваренная электродом Fed
MO = низкоуглеродистая сталь, сваренная электродом Oerlikon
MZ = низкоуглеродистая сталь, сваренная электродом Zika
Рис.1: Принципиальная схема подготовленного образца
Обозначения
a = минимальная параллельная длина (L1)
b = средняя минимальная длина (L2)
c = общая минимальная длина (L3)
III. РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
В таблице 1 представлены характеристики и относительные значения наира
для четырех выбранных марок электродов для исследования.
Таблицы 2 и 3 отображают уровень расхода и прогнозируемое количество электродов каждой марки
, используемых для каждого типа стали, а также анализ затрат
.Результаты испытаний на растяжение представлены в таблицах с 4
до 6. Фиг. 2a и 2b, 3a и 3b, 4a и 4b и 5a и 5b
показывают построенные на машине графики растягивающего напряжения
анализов. На пластинах 1, 2 и 3 показаны образцы образцов до подготовки
, после подготовки и после испытания соответственно. Кривые зависимости напряжения от деформации
, построенные машиной в соответствии с результатами испытаний
, представлены на фиг. 2a; 2b, 3a; 3b, 4a; 4b и
a = Минимальная параллельная длина (L1)
b = Средняя минимальная длина (L2)
c = Минимальная общая длина (L3)
Руководство по выбору pH-электродов для Типы компонентов и стилей
Используйте это руководство для определения компонентов и стиля электродов, которые лучше всего подходят для измеряемых растворов.
Компоненты электрода
Большинство pH-электродов являются комбинированными. Электрод состоит из двух основных элементов. Один элемент является чувствительной полуячейкой, а другой — эталонной полуячейкой. Оба полуэлемента должны использоваться вместе, чтобы замкнуть контур pH, чтобы получить измерение pH. Чувствительная полуячейка — это часть электрода, которая отвечает за измерительную часть в системе; думайте об этом как о положительном () конце цепи. Эта часть электрода обычно содержит мембрану, чувствительную к изменению pH измеряемого раствора.Контрольная полуячейка обеспечивает стабильный контрольный потенциал, необходимый для измерения pH; воспринимайте это как отрицательный (-) конец цепи.
Большинство pH-электродов, предлагаемых Cole-Parmer, представляют собой комбинированные электроды. Комбинированные электроды содержат обе полуячейки — чувствительную и эталонную — в одном зонде. Коул-Пармер также предлагает традиционные чувствительные и эталонные полуячейки, но они стали намного менее популярными. Лучший вариант будет зависеть от типа образцов, которые будет измерять пользователь.В следующих разделах описываются различные типы электродов и объясняются основные различия для каждого из них.
Эпоксидная смола против стекла
Электроды с эпоксидным корпусом более долговечны, обычно являются более экономичным выбором и идеально подходят для условий, в которых ожидается грубое обращение. Однако максимальный предел температуры для большинства электродов из эпоксидной смолы составляет примерно 80 ° C (176 ° F).
Электроды в стеклянном корпусе способны выдерживать гораздо более высокие температуры, до 230ºF (от 100 до 110ºC) в зависимости от конкретного электрода, а также обладают химической стойкостью к сильно коррозионным материалам или растворителям.Электроды в стеклянном корпусе также легче чистить после использования. При обращении с электродом любого типа потребуется осторожность, поскольку даже небольшой перелом колбы или корпуса электрода может привести к ошибочным показаниям.
Герметичные и многоразовые электроды
Герметичные или заполненные гелем электроды практически не требуют обслуживания и идеально подходят для большинства применений. Кроме того, они, как правило, являются более экономичным выбором. Однако при низком уровне внутреннего заполняющего раствора (или при его высыхании) электрод необходимо заменить.Вот почему герметичные электроды могут иметь меньший срок службы, чем повторно заполняемые электроды.
Перезаправляемые электроды имеют отверстие в верхней части электрода, которое позволяет их повторно заполнять, когда внутренний заполняющий раствор становится низким или заканчивается. Во многих случаях это может значительно продлить срок службы электрода. Перезаправляемые электроды позволяют пользователю менять раствор для наполнения, если он загрязняется. При необходимости пользователи также могут изменить раствор для наполнения для специальных применений, например, при измерении pH в органических растворителях.
Распространенное заблуждение состоит в том, что многоразовые электроды более точны, чем герметичные. Однако это не так, поскольку доступны высокоточные герметичные электроды, которые обеспечивают сопоставимые или более точные показания, чем перезаправляемые электроды. Одним из примеров являются герметичные электроды Oakton ® с полимерным наполнением, обеспечивающие точность 0,02 единицы pH. Для сравнения, большинство перезаправляемых электродов обеспечивают точность от 0,01 до 0,02 единиц pH.
Single-Распределительная против Дважды Распределительные
В комбинированных электродах, опорный узел позволяет ионы H свободно проходить между заданием и зондированием полуэлементами для завершения электрической цепи.Чаще всего переходники изготавливаются из керамического материала и бывают одинарными или двойными. Экономичные однопереходные электроды идеально подходят для общего применения и очистки воды. Обычно они не рекомендуются для использования с образцами, содержащими белки, органические вещества, тяжелые металлы, сульфиды, трис-буферы или любые другие биологические среды. Эти образцы будут реагировать со следами серебра, присутствующего в электродах. Для этих целей рекомендуются электроды с двойным переходом, поскольку они имеют дополнительный барьер, предотвращающий эту реакцию.Электроды с двойным переходом также имеют тенденцию служить дольше во многих случаях из-за этого дополнительного барьера.
Эти образцы будут реагировать со следами серебра, присутствующего в электродах. Для этих целей рекомендуются электроды с двойным переходом, поскольку они имеют дополнительный барьер, предотвращающий эту реакцию.Электроды с двойным переходом также имеют тенденцию служить дольше во многих случаях из-за этого дополнительного барьера.
Хотя большинство эталонных ячеек имеют H-проницаемый стеклянный переход, также доступны электроды с эталонными спаями из ПТФЭ. Электроды с переходами из ПТФЭ лучше подходят для использования с растворами, которые являются очень вязкими или содержат частицы, которые забивают обычные стеклянные переходы. Эти приложения могут включать измерение масел, красок, паст или чернил.
Также доступны различные специализированные электродные соединения для конкретных применений:
-
Промывочные электроды / электроды Sure-Flow®
— идеально подходят для вязких или грязных образцов; соединение можно промывать, предотвращает засорение и обеспечивает более быстрое время отклика из-за постоянного потока заполняющего раствора в измеряемые образцы.Он подходит для всех типов образцов, даже для образцов с высокой вязкостью, хотя высокая скорость утечки потребует более частого наполнения.
-
Стеклянные капиллярные электроды / электроды с открытыми порами
— обеспечивают более крупный переход и повышенный поток для более стабильного потенциала перехода.
-
Фитильные электроды
— обычно изготавливаются из стекловолокна, волоконно-оптических пучков или Dacron®. Они используются в электродах из эпоксидной смолы для водных проб.Они демонстрируют медленное время отклика и забиваются, если образцы слишком грязные или вязкие.
-
Керамические соединительные электроды
— Изготовлены из пористой керамики, деревянной пробки или пористого ПТФЭ. Это наиболее часто встречающееся соединение в стандартной лаборатории.
 Электроды с керамическим переходом засорятся, если образцы будут слишком грязными или вязкими; они используются в электродах со стеклянным корпусом.
Электроды с керамическим переходом засорятся, если образцы будут слишком грязными или вязкими; они используются в электродах со стеклянным корпусом.Электроды эталонного типа
Серебро / хлорид серебра (Ag / AgCl)
Ag / AgCl — наиболее распространенный внутренний элемент этого типа, подходящий почти для всех применений (их температурный предел составляет 176 ° F (80 ° C).
Другой эталонный тип — электроды Thermo Scientific ™ ROSS ™. Этот тип эталона содержит внутренний эталон для окислительно-восстановительной пары йодид / йод (I 2 / I). Внутренний эталон йодид / йод в сочетании с платиновой проволокой создает окислительно-восстановительный потенциал. Это обеспечивает более быстрый отклик и лучшую стабильность во времени, чем электрод с серебряной проволокой и традиционным заполняющим раствором комплекса Ag / AgCl. Однако для всех многоразовых электродов ROSS будет использоваться внешний эталонный раствор 3M KCl.
Измерение температуры и температурная компенсация
Как и при любом измерении pH, при выборе электрода, подходящего для данной области применения, учитывайте измерение температуры. PH раствора может сильно варьироваться в зависимости от температуры раствора, и любое изменение температуры в образце также повлияет на показания.
Почти все счетчики в стандартной комплектации имеют ручную или автоматическую температурную компенсацию. Ручная температурная компенсация требует, чтобы пользователь вручную вводил измеренное значение температуры измеряемого образца.Автоматическая температурная компенсация или ATC непрерывно измеряет температуру и корректирует изменения электрода и показаний из-за изменения температуры раствора. Для измерения температуры требуется дополнительный датчик.
Выберите один из двух вариантов датчика при использовании измерителя с ATC. Один из вариантов — использовать отдельный датчик температуры от вашего pH-электрода. Тип подключения датчика ATC зависит от марки и модели счетчика, поэтому учитывайте это при выборе. Основным преимуществом использования отдельного датчика температуры является то, что он обеспечивает гибкость вашего измерителя для установки различных типов pH-электродов. Это удобно для различных изменений приложения или при работе с разными типами образцов. Зонд ATC также не требует замены при выходе из строя pH-электрода.
Основным преимуществом использования отдельного датчика температуры является то, что он обеспечивает гибкость вашего измерителя для установки различных типов pH-электродов. Это удобно для различных изменений приложения или при работе с разными типами образцов. Зонд ATC также не требует замены при выходе из строя pH-электрода.
Второй вариант — использование pH-электрода со встроенным элементом ATC. Этот тип электрода называется электродом «все в одном» или «три в одном».Электроды «все в одном» удобнее, потому что в образец входит только один зонд. Поскольку эти датчики имеют электроды pH и ATC в одном устройстве, обычно имеется два разъема. Один разъем обычно представляет собой стандартный разъем BNC для pH-части электрода. Другой разъем будет температурным разъемом электрода, который зависит от марки pH-метра. Выбор универсального электрода может уменьшить количество вариантов электродов, доступных для измерителя.По запросу доступны индивидуальные решения. Многие портативные pH-тестеры включают в себя электроды pH и ATC в одном устройстве. pH-тестеры — это измерители, разработанные для работы в полевых условиях и в более суровых условиях.
Тип соединения
К pH-метру подключается множество различных соединений pH-электрода. Большинство pH-электродов имеют разъем BNC. Пробники BNC будут совместимы с широким спектром счетчиков; однако это не относится к электродам со встроенной температурной компенсацией (ATC).Вот список наиболее распространенных типов подключения:
- • BNC — соединение BNC является наиболее распространенным и универсальным типом подключения электродов
- • Разъем DIN — это все еще относительно распространенное соединение и обычно используется для датчиков со встроенным разъемом. в ATC
- • Стандарт США — это более старый стандарт, который используется реже
- • Штыревой наконечник — этот тип соединения в основном использовался с электродами с половинными ячейками, которые были заменены комбинированными электродами
В дополнение к pH-электроду , АТС также имеет специализированное подключение. Датчики ATC менее универсальны, поскольку большинство производителей используют другой тип датчика температуры и другой тип подключения. Обычно лучше всего найти подходящий электрод ATC, заглянув в раздел о принадлежностях руководства к pH-метрам. Вот несколько вариантов:
Датчики ATC менее универсальны, поскольку большинство производителей используют другой тип датчика температуры и другой тип подключения. Обычно лучше всего найти подходящий электрод ATC, заглянув в раздел о принадлежностях руководства к pH-метрам. Вот несколько вариантов:
- • Гнездо Phono (3,5 мм или другое)
Специальные электроды
- • Стандартные электроды — примерно 12 мм в диаметре; типичный лабораторный электрод
- • Узкие электроды — примерно от 6 до 8 мм в диаметре; увеличенная длина для использования с бутылками, сосудами и пробирками
- • Полумикроэлектроды — примерно от 6 до 8 мм в диаметре; возможность измерения объема образца до 200 мкл
- • Прочные электрода в форме шарика — более прочная конструкция для предотвращения поломки; отлично подходит для использования в полевых условиях
- • Электроды с наконечником-наконечником — используются для пробивки твердых или полутвердых образцов; сыры, мясо и т. д.; подходит для небольших объемов образцов
- • Электроды с плоской поверхностью — используются для измерения pH поверхностей, твердых частиц или гелей; подходит для небольших объемов образцов
- • pH-электроды PerpHecT ™ — специально разработаны для использования с pH-метрами PerpHecT ™ Thermo Scientific ™; Функция температурной компенсации LogR позволяет одновременно измерять pH и температуру без использования отдельного датчика ATC.
- • Электроды из сурьмы — специально разработаны для устойчивости к кислоте HF, так как не содержат стекла.Обычно они могут выдерживать концентрацию HF кислоты до 5%. Основная проблема при использовании датчика сурьмы заключается в том, что они имеют другое смещение, чем стандартные датчики. При pH 7 показание мВ составляет около –400 мВ ± 30 мВ, а наклон составляет около 50 мВ / pH по сравнению с 59 мВ. Требуется счетчик, который может это компенсировать, и его может быть труднее найти.
Руководство по выбору электродов для идентифицированных применений
- • Биологические образцы — Двойное соединение или электрод ROSS
- • Фармацевтические препараты — Электрод с двойным переходом или ROSS
- • Плавиковая кислота — Электрод сурьмы или HF
- • Образцы с низкой ионной силой и кислотный дождь — AccuFlow или смываемые модели
- • Питательная вода котла и дистиллированная вода — AccuFlow или смываемые модели
- • Питьевая вода — Стандартный Ag / AgCl с одинарным переходом
- • Сточные воды — Двойное соединение или электрод ROSS
- • Решения с тяжелыми металлами — Двойные соединение
- • Образцы почвы — Электрод почвы или двойное соединение
- • pH> 9 и высокий уровень Na — Большинство электродов с одинарным или двойным переходом, Ag / AgCl
- • Высокая или быстро меняющаяся температура — стили ROSS
- • Влажные плоские поверхности — Плоская поверхность
- • Сыр, агар, бумага и кожа — Плоская поверхность
- • Полуфабрикаты d образцы — наконечник копья, Ag / AgCl, ISFET
- • Фрукты, сыр и мясо — наконечник копья, Ag / AgCl, ISFET
- • неводные образцы, растворители и спирты — стили AccuFlow, смываемые стили или двойные соединение
- • Вязкие образцы, суспензии, взвешенные твердые частицы и шламы — стили AccuFlow, смываемые образцы, двойное соединение или ISFET
- • Эмульсии и масла — стили AccuFlow, смываемые образцы, двойные соединения или ISFET
- • Краски и чернила — Модели AccuFlow, модели с возможностью промывки, двойное соединение или ISFET
Пара электродов
Для замкнутого контура pH необходимо использовать чувствительные и эталонные полуэлементы. Большинство предлагаемых нами электродов представляют собой комбинированные электроды, в которых обе полуэлементы размещаются в одном зонде.
Большинство предлагаемых нами электродов представляют собой комбинированные электроды, в которых обе полуэлементы размещаются в одном зонде.
Чувствительные полуэлементы
Чувствительные полуэлементы являются измерительной частью электродной системы и содержат чувствительную к pH мембрану.
Стекло и датчики ISFET
Стеклянная мембрана или колба электрода сконструированы для использования в определенных условиях. Различные типы стеклянных мембран могут укрепить электрод, расширить его температурный диапазон или предотвратить ошибку натрия при высоких значениях pH.
- Стекло общего назначения: различные диапазоны pH, температура до 212 ° F (100 ° C).
- Синее стекло: pH 0-13, температура до 230 ° F (110 ° C)
- Янтарное стекло: pH 0-14, температура до 230 ° F (110 ° C), ошибка с низким содержанием натрия (Na ) (In В растворах с высокой концентрацией Na Na может быть ошибочно интерпретирован как H при pH 12 и выше.)
также предлагает твердотельные электроды ISFET (ионно-специфический полевой транзистор). Не стеклянная измерительная поверхность не сломается и не вытирается при хранении в сухом виде — отлично подходит для использования в пищевой промышленности.
Эпоксидная смола против стеклянного корпуса
Электроды с эпоксидным корпусом устойчивы к ударам и идеально подходят для грубого обращения, но не должны использоваться при более высоких температурах или для неорганических веществ. Электроды в стеклянном корпусе выдерживают воздействие высоких температур и агрессивных материалов или растворителей.
| Электрод с эпоксидным телом |
| Стеклянный электрод |
Эталонная полумячейка Требуется эталонный потенциал
Измерение pH. Наш выбор электродов включает в себя множество вариантов эталонных ячеек:
Наш выбор электродов включает в себя множество вариантов эталонных ячеек: Одинарный или двойной переход
В комбинированных электродах эталонный спай позволяет ионам H свободно проходить между эталонной и чувствительной полуэлементами. электрическая схема. Экономичные однопереходные электроды идеально подходят для универсальных применений. Используйте электроды с двойным переходом с растворами, содержащими сульфиды, тяжелые металлы или трис-буферы, чтобы предотвратить загрязнение контрольной ячейки.
Хотя большинство контрольных ячеек имеют проницаемый стеклянный переход H , также доступны электроды с контрольными переходами из ПТФЭ — их можно использовать с растворами, которые могут засорить обычные стеклянные переходы.
Серебро / хлорид серебра (Ag / AgCl) по сравнению с каломелем (Hg / Hg
2 Cl 2 )
Ag / AgCl является наиболее распространенным внутренним элементом, подходящим почти для всех приложений [предел температуры : 176 ° F (80 ° C)]. Hg / Hg 2 Cl 2 рекомендуется для использования в растворах, содержащих белки, органические вещества или тяжелые металлы, которые могут реагировать с серебром и забивать контрольный спай [предел температуры: 158 ° F (70 ° C)].
Многоразовый или герметичный
Перезаправляемые электроды имеют порты, которые позволяют пополнять камеру сравнения раствором сравнения — они экономичны и долговечны. Герметичные электроды прочны и практически не требуют обслуживания; однако их необходимо заменить при низком уровне заполняющего раствора.
Обзор откидывания кончика электродов кохлеарного имплантата и скалярного отклонения
Реферат
Цель
Определить частоту переворота кончика электродов кохлеарного имплантата (КИ) и скалярное отклонение электродов, как сообщалось в случаях пациентов с различными коммерческими предложениями типы электродов.
Источники данных
Поиск в PubMed для выявления рецензируемых статей, опубликованных до 2018 г., о загибании кончика электрода ХИ и скалярном отклонении. Ключевые слова для поиска: «Складывание кончика улиткового электрода», «Скалярное положение улиткового электрода» и «Скалярное положение улиткового электрода».
Выбор статей
Только в том случае, если проблемы, связанные с электродом, были исследованы на пациентах. 38 статей соответствовали критериям включения.
Результаты
13 статей по проблеме складывания кончика электрода, охватывающей 3177 имплантированных ушей, из которых 50 ушей были идентифицированы с загнутым кончиком электрода с частотой 1.57%. Из 50 ушей 43 были имплантированы с предварительно изогнутыми электродами, а оставшимся 7 — электродами с боковой стенкой. В одной статье сообщалось как об изгибе наконечника, так и о скалярном отклонении. В 26 статьях сообщалось о скалярном отклонении электрода, охватывающем 2046 ушей, из которых 458 были идентифицированы со скалярным отклонением электрода со скоростью 22,38%. После удаления исследований, в которых не сообщалось о количестве электродов на тип электрода, было имплантировано 1324 уха с предварительно изогнутым электродом и 507 ушей с электродом с боковой стенкой.Из 1324 ушей, имплантированных предварительно изогнутыми электродами, 424 имели скалярное отклонение, составляющее 32%. Из 507 ушей, имплантированных электродом с боковой стенкой, 43 были связаны со скалярным отклонением с частотой 6,7%.
Заключение
Этот обзор литературы, раскрывающий факт более высокой частоты травм от введения электродов, связанных с предварительно изогнутым типом электрода, независимо от марки КИ, на один шаг ближе к тому, чтобы исключить его из клинической практики в интересах здоровья улитки пациента.
Ключевые слова
Откидывание кончика электрода
Скалярное отклонение
Предварительно изогнутый электрод
Прямой электрод
Рекомендуемые статьиЦитирующие статьи (0)
Просмотреть аннотацию © 2019 PLA General Hospital Department of Otolaryngology Head and Neck Surgery. Производство и размещение компанией Elsevier (Сингапур) Pte Ltd.
Производство и размещение компанией Elsevier (Сингапур) Pte Ltd.
Рекомендуемые статьи
Цитирование статей
Сравните электроды TENS, чтобы найти лучшие электроды для вашего устройства
Если у вас есть машина TENS, важно знать, что все электроды TENS ( электроды) имеют ограниченный срок службы, и в какой-то момент вам придется приобрести замену.
Доступен ряд прокладок, поэтому, чтобы помочь вам найти нужную информацию, мы составили список самых популярных брендов на рынке и информацию о каждом, включая важные соображения, такие как аллергия, подключение тип и размер упаковки.
Ознакомьтесь с нашим контрольным списком покупок, чтобы помочь вам в пути, и инструкциями по обслуживанию, чтобы поддерживать ваши колодки в отличном состоянии.
Делая покупки, помните, что лучшие колодки TENS — это те, которые совместимы с вашей машиной и соответствуют вашим потребностям и требованиям.
Типы / марки электродовДоступен широкий спектр сменных электродов TENS, но из-за количества производителей, типов электродов и разницы в цене может быть трудно понять, что купить.
Одним из наиболее важных факторов является знание типа соединения между машиной и колодками.
Если вам интересно, универсальны ли колодки для машин TENS, ответ — да и нет. Многие машины поставляются с универсальным фитингом, но не все машины.
Чтобы помочь вам найти лучшие электроды TENS, ознакомьтесь с приведенной ниже таблицей, которая содержит некоторые из наиболее популярных сменных электродов и сведения о типе соединения, форме и размерах, а также другие важные соображения, которые помогут в поиске. .
- Щелкните изображение / название продукта, чтобы получить дополнительную информацию и прочитать отзывы потребителей на Amazon.
Syrtenty электроды являются легкий выбор, потому что они подходят для большинства устройств TENS, бывают разных форм и размеров, и вы можете выбрать либо косички, либо защелкивающиеся соединения.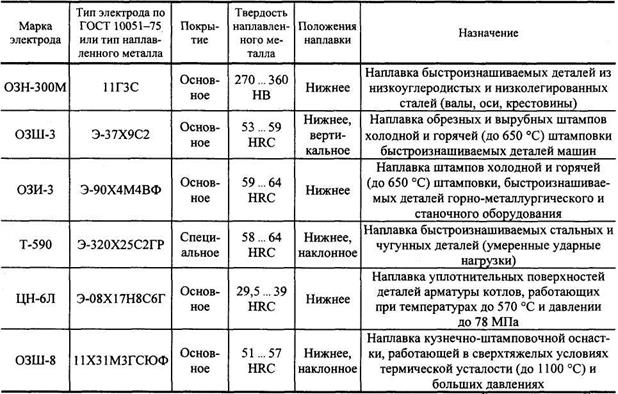
КОНТАКТНАЯ ЦЕНА AMAZON
Меньшие размеры рекомендуются для компактных болевых участков, таких как колени или локти, тогда как подушечки большего размера или подушечки в форме бабочки лучше использовать на спине.
Эти прокладки становятся еще более выгодными при покупке оптом, что особенно полезно, если вы часто используете TENS.
Упаковка с двойным уплотнением (в отдельных группах по четыре штуки) означает, что вы можете сохранить свои подушечки свежими и продлить срок их службы.
Как медицинские электроды TENS, мы обнаружили, что эти электроды очень хорошего качества по такой цене. Кроме того, электроды Syrtenty не содержат латекса.
alegriaCare Electrode PadsЭти электроды содержат запатентованный гидрогель MultiStick®, производимый в США. Подушечки удобны в использовании, их легко наносить и снимать, они не оставляют липких следов и могут использоваться для различных целей.
ПРОВЕРИТЬ ЦЕНУ AMAZON
Что нам нравится в alegriaCare, так это то, что они подходят почти для всех машин TENS, потому что их колодки доступны либо с косичками, либо с защелками.
Еще одним дополнительным преимуществом этих высококачественных прокладок от alegriaCare является годовая гарантия, с которой они поставляются.
Как и электроды Syrtenty, вы можете приобрести эти электроды TENS оптом, и они поставляются упакованными в наборы по четыре, чтобы неиспользованные электроды не высыхали. Они обладают высокой проводимостью и изготовлены из высококачественной ткани по сравнению с другими доступными вариантами.
Самоклеящиеся электроды SantamedicalСамоклеящиеся электроды Santamedical, изготовленные из твердого углерода, содержат многоразовый гель и тканевую основу для комфорта.
Квадратные контактные площадки 2 ″ x 2 ″ доступны в 10 упаковках по четыре штуки и поставляются со стандартным кабельным соединением.
КОНТРОЛЬНАЯ ЦЕНА AMAZON
Отзывы потребителей говорят о том, что срок службы этих прокладок составляет от 10 до 20 раз. Их срок службы можно продлить и улучшить при соответствующем уходе и хранении (более подробную информацию см. В разделе «Техническое обслуживание»).
Их срок службы можно продлить и улучшить при соответствующем уходе и хранении (более подробную информацию см. В разделе «Техническое обслуживание»).
Электроды Santamedical указывают, что они не содержат латекса и являются подходящим выбором, если ваша кожа склонна к раздражению.
На наш взгляд, эти колодки являются более доступным вариантом без ущерба для производительности.
Discount Large Electrode Pads TENSПодходящие для любого блока TENS со стандартным разъемом 3,5 мм, эти подушечки ручной формы являются более экономичным вариантом.
ПРОВЕРИТЬ ЦЕНУ AMAZON
Большие электроды Discount TENS размером 3 ″ x 1,77 ″ доступны для покупки в виде десяти пар (всего 20 прокладок). На момент написания статьи мы смогли найти их в Интернете по цене менее 20 долларов, и они получили хорошие отзывы.
Эти электроды равномерно распределяют ток без каких-либо горячих точек, часто связанных с более дешевыми прокладками или заменами. Сильная адгезия означает, что подушечки хорошо прилипают, но не оставляют следов.
Мы обнаружили, что эти колодки очень прочные и гибкие. В целом, колодки Discount TENS находятся на оптимальном уровне между ценой, качеством и производительностью.
HealthmateForever, белые, большие подушечки в форме рукиЭлектроды HealthmateForever по своему предложению аналогичны большим электродным подушечкам Discount TENS, но продаются только в виде набора из пяти пар.
КОНТАКТНАЯ ЦЕНА AMAZON
Эти подушечки ручной работы, совместимые с приборами TENS, изготовлены из медицинского нетканого материала. По нашему опыту, подушечки очень гибкие и дышащие, поэтому идеально подходят для использования вокруг суставов, таких как колено, лодыжка или локоть.
Самоклейка этих подушечек получила неоднозначные отзывы и может быть не такой сильной, как некоторые другие варианты на рынке, но некоторые отзывы покупателей говорят о том, что их хватит на 10-15 использований.
Подушечки HealthmateForever взаимозаменяемы для большинства марок и моделей TENS с защелкивающимся соединением.
Электроды Eco-Patch PremiumЭлектроды Eco-Patch с белой вспененной основой содержат черный углеродный проводник и гелевый клей Covidien. Квадратные контактные площадки подходят для большинства машин TENS с соединением пигтейлом, но имеют очень неоднозначные отзывы.
ПРОВЕРИТЬ ЦЕНУ AMAZON
Хотя Eco-Patch предлагает одни из самых дешевых сменных колодок TENS, некоторые пользователи обнаружили, что они не доставили должным образом или не работают так же хорошо, как оригинальные колодки, поставляемые с их машиной.
Некоторые потребители критикуют эти прокладки: они не так гибки, как альтернативы; адгезия стирается быстрее, чем должна, и электрический ток распределяется неравномерно.
Из-за основы из пеноматериала эти прокладки могут быть не лучшим выбором для криволинейных участков, таких как стыки.
При невысокой цене эти колодки стоит попробовать, но они могут не предложить такую же производительность или долговечность, как некоторые из более качественных альтернатив.
HealthmateForever Ассорти из белых сменных электродных подушечек с защелками, ComboЕсли у вас есть устройство TENS, для которого требуются электроды с защелками, и вы не уверены, какие электроды купить, вам обязательно следует рассмотреть этот выбор от HealthmateForever.
КОНТАКТНАЯ ЦЕНА НА AMAZON
В набор входят семь различных форм, включая маленькие и большие овалы, прямоугольник, а также подушечки в форме руки и тыквы размером от 1,75 ″ x 1 ″ до 12 ″.
Комбинированная упаковка — отличный способ поэкспериментировать и протестировать различные формы и размеры без необходимости покупать их отдельно или оптом.
Хотя этот набор является одним из самых дорогих вариантов, колодки универсальны; и, мы думаем, будет лучше, если вы будете использовать устройство TENS для устранения боли в различных областях.
Высокое качество адгезии на этих подушках означает, что они выдерживают многократное использование при правильном хранении.
Discount TENS Запасные электроды OmronЭти сменные электроды, произведенные компанией Discount TENS, совместимы только с машинами Omron. Маленькие подушечки в форме тыквы гибкие, но при этом прочные, что означает, что с ними легко обращаться и устанавливать.
ПРОВЕРИТЬ ЦЕНУ AMAZON
Колодки продаются парами по пять штук, имеют конкурентоспособную цену и, по мнению большого числа пользователей, не уступают по качеству, если не лучше, по качеству колодкам Omron.
Толстый многоразовый слой гидрогеля означает, что подушки легко закрепить и хорошо распределить ток. Многие люди считают, что основа прокладки (сделанная из нетканого материала медицинского класса) более прочная, чем собственные прокладки Omron.
Поскольку эти колодки имеют более доступную стоимость, мы думаем, что они являются жизнеспособным вариантом для машин Omron.
Syrtenty Premium Long Strip TENS Unit ElectrodesПодобно квадратным подушечкам Srytenty, Long Strip TENS Unit Electrodes являются еще одним продуктом высшего качества.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
По более высокой цене электроды Srytenty могут иметь более высокую цену, чем некоторые из их конкурентов, но мы считаем, что они имеют заметную разницу в качестве.
Обладая превосходными адгезионными свойствами, многие потребители считают, что эти электроды сохраняют свою липкость дольше, чем другие электроды. Кроме того, тканевая основа делает полоски более гибкими и позволяет им повторять естественные контуры тела.
Электроды подходят для устройств с косичками, имеют срок годности три года с даты изготовления и не содержат латекса.
Электродные подушечки alegriaCare — круглые Как и электроды alegriaCare, включенные в наш выбор, электроды круглой формы содержат запатентованный гидрогель MultiStick®, производимый в США.
ПРОВЕРЬТЕ ЦЕНУ AMAZON
Эти подушечки не только легко накладываются и снимаются, но и не оставляют липких следов. Подушечки alegriaCare совместимы с рядом машин TENS, потому что они доступны в виде пэдов с косичками или пэдов с защелками.
Нам нравится alegriaCare, потому что их прокладки высокого качества и имеют годовую гарантию производителя.
Вы можете купить их оптом, они поставляются упакованными по четыре штуки, чтобы неиспользованные электроды не высыхали. Они обладают высокой проводимостью и изготовлены из высококачественной ткани по сравнению с другими доступными вариантами.
DONECO Square TENS Unit-ElectrodesЭлектроды Doneco, имеющие квадрат 2 дюйма, самый распространенный размер электродов на рынке, похожи на ряд других электродов, которые мы представили.
ПРОВЕРИТЬ ЦЕНУ AMAZON
Продается в упаковке по 48 штук. Это самый большой набор, доступный для покупки, который нам удалось найти. По этой причине они имеют очень конкурентоспособные цены, особенно если вы рассчитываете стоимость прокладки.
Электроды проверены и известны своим качеством. Мы обнаружили, что они обладают долгим сроком службы как с точки зрения прочности, так и с точки зрения адгезии.
Электроды Doneco не содержат латекса и не вызывают раздражения и безопасны для использования с разными типами кожи.Колодки универсальны для любой машины с косичками.
Многоразовая упаковка гарантирует, что прокладки остаются свежими как можно дольше. Эти прокладки высокого качества, но если вас что-то не устраивает, на них предоставляется трехмесячная гарантия.
Фитинг / соединениеПри покупке сменных колодок TENS необходимо знать, какой тип фитинга совместим с вашей машиной.
Двумя наиболее распространенными типами являются косички (или штыревые) и защелкивающиеся. В дополнение к двум основным типам подключения существует несколько машин, которые имеют специальные патентованные фитинги и не допускают универсальные электроды.
Пигтейл — наиболее широко используемый фитинг для устройств TENS. Эти электроды имеют короткий провод, идущий от контактной площадки, которая используется в качестве точки соединения с электрическими выводами от TENS, что упрощает их подключение.
Штифты обычно указываются диаметром 2 мм, но обычно допускаются отклонения от 1,8 мм до 2,2 мм.
SnapСоединители Snap имеют стандартную кнопку диаметром 3,5 мм. Провода от блока TENS легко защелкнутся на электродах через фитинг.
Защелкивающееся соединение обеспечивает надежную точку крепления, чтобы электроды оставались на месте и оставались подключенными к машине во время использования.
OmronМашины Omron имеют самый маленький разъем с защелкой (2,2 мм), но имеют уникальный фитинг, поэтому они не подходят для стандартных электродов с защелкой.
Для большинства электродов диаметром 2,2 мм указано, что они подходят только для станков Omron, но примите меры и дважды проверьте диаметр перед покупкой.
Если у вас есть машина Omron, вы можете купить ее собственные или совместимые с Omron колодки других производителей.
Compex EMSХотя фитинг Compex EMS имеет защелкивающееся соединение 3,5 мм, их разъемы имеют особую посадку, что делает их несовместимыми с универсальными электродами с защелкой 3,5 мм.
Помните об этом и убедитесь, что все сменные прокладки, будь то собственная марка Compex или сторонняя марка, указали, что они являются фитингом Compex EMS.
Формы и размерыПодушечки TENS бывают разных форм и размеров.Ниже мы перечисляем наиболее распространенные размеры пэдов и способы их наиболее эффективного использования.
КвадратСамая распространенная и популярная на рынке подкладка — квадрат 2 x 2 дюйма.
Обычно используются в виде набора из четырех квадратных подушечек, которые идеально подходят для распределения тока в нескольких точках, но достаточно малы, чтобы воздействовать на более конкретные болезненные области.
Благодаря форме подушечки покрывают однородную площадь поверхности и, таким образом, одинаково устраняют боль.
КруглыеКруглые подушечки различных размеров круглой или овальной формы подходят для небольших суставов или плоских участков, таких как локти, колени и брюшной пресс.
Это одни из самых маленьких подушечек на рынке, которые отлично подходят для локализации тока, когда вам нужно нацелить определенную область или испытывать труднодоступную боль.
ButterflyЭлектроды в форме бабочки часто используются в области поясницы, которая является обычным источником боли для многих людей.
Большой размер облегчает их установку, помогает распределять ток по широкой поверхности и повторяет контуры спины.
ПолоскиПолоски или длинные прямоугольные подушечки идеально подходят для больших стыков и плоских поверхностей.Полоски особенно полезны для снятия боли в спине или позвоночника.
Благодаря своей длине, эти подушечки также можно использовать для обертывания таких областей, как икры, бедра, брюшной пресс, бицепсы и трицепсы, чтобы улучшить кровообращение или тонизировать мышцы, особенно брюшной пресс.
Контрольный список для покупки / рекомендацииПокупка сменных прокладок для устройства TENS может быть сложной задачей, но если вы знаете, где находятся ваши целевые болевые зоны, и проводите исследования, вы можете найти качественные электроды, которые соответствуют вашим потребностям.
Чтобы упростить процесс, просмотрите наш контрольный список покупок, который поможет вам сделать наиболее подходящую покупку.
Проверьте тип фитингаПеред тем, как начать поиск колодок, вам необходимо знать, какой тип соединения используется для вашей TENS, так как это поможет сузить область поиска и убедиться, что вы покупаете продукт, подходящий для данной машины.
Выберите форму и размер Ознакомьтесь с нашим руководством по формам, чтобы понять, какой тип прокладки лучше всего соответствует вашим потребностям, или, если вы используете TENS для нескольких областей, подумайте о покупке комбинированного пакета.
Как и во многих других случаях, вы получите лучшую цену на электроды, если будете покупать их оптом. Однако, если вы используете TENS нечасто, возможно, вам не захочется покупать и хранить больше прокладок, чем вы собираетесь использовать.
Зная, сколько вы используете TENS, это поможет понять, как быстро вы израсходуете свои прокладки и, следовательно, сколько вам следует купить.
Читайте обзоры продуктовУбедитесь, что вы проводите адекватное исследование различных доступных вариантов и читаете отзывы и обзоры клиентов.
Также стоит ознакомиться с деталями и спецификациями производителя, чтобы быть в курсе того, что вы покупаете.
Приобрести электродыПосле того, как вы найдете электроды, идеально подходящие для вашей машины TENS и соответствующие вашим потребностям, купите сменные электроды.
Обязательно соблюдайте инструкции по техническому обслуживанию, чтобы использовать электроды максимально эффективно.
Техническое обслуживаниеМы составили список самых полезных советов и рекомендаций по продлению срока службы электродов.
Тем не менее, всегда проверяйте инструкции производителя перед тем, как предпринимать какие-либо действия, поскольку вы можете повредить свои колодки, если не позаботитесь о них должным образом.
Вот несколько быстрых советов, которые производители рекомендуют для наилучшего ухода за электродами до и после нанесения, чтобы обеспечить максимальное количество применений.
Перед нанесением:- Очистите и высушите область нанесения. Помните, что электроды следует прикладывать только к неповрежденной коже.
- Откройте электроды и извлеките их из упаковки. Не забудьте сохранить оригинальную упаковку.
- Отделите электроды от разделительного листа, приподняв край электрода. Не тяните электроды за провода.
- Если электроды кажутся сухими или электроды не прилипают, добавьте несколько капель воды, чтобы увлажнить гель, и подождите несколько минут, чтобы вода повторно увлажнила клейкий гель.
- Поместите электроды на обрабатываемую область. Надавите пальцами на края и надавите на электрод целиком, чтобы обеспечить надлежащий контакт с кожей.

- Осторожно снимите электроды.
- Протрите электроды безалкогольной салфеткой или промойте холодной водой и подождите, пока она высохнет. Липкая сторона должна оставаться вверх, чтобы ни к чему не прилипать.
- Поместите липкую сторону электрода на чистый лист, в котором он прибыл, и положите обратно в упаковку.
- Храните электроды в прохладном сухом месте, не подвергающемся воздействию яркого света или любых экстремальных температур, так как это может оказать постоянное неблагоприятное воздействие на гель.Электроды также можно хранить в холодильнике, чтобы продлить срок их службы.
На основании нашего исследования мы нашли несколько полезных советов от пользователей. Имейте в виду, что это не наши предложения и не могут быть рекомендованы производителями, поэтому их следует выполнять только по вашему усмотрению.
Продлевающий клей / Поддержание чистоты подушечек:У многих людей есть разные способы продления клейких гелей и способы очистки электродов блока TENS.
Некоторые люди думают, что главное — мыть их водой после использования, а некоторые также рекомендуют использовать гипоаллергенное мыло, такое как Dial.
Другие пользователи обнаружили, что обрызгивание подушек водой и нанесение их (пока они еще влажные) на пластик сохранят их липкость в перерывах между использованием.
Некоторые предложения включают каплю медицинского спирта на подушечки и растирание двух друг с другом, чтобы восстановить адгезию. Имейте в виду, что некоторые производители заявляют, что спирт нельзя использовать для обработки электродов. Перед этим всегда проверяйте документацию производителя или сведения о продукте.
Хранение электродов: Чтобы максимально продлить срок службы электродов, убедитесь, что вы знаете, как правильно хранить электроды TENS.
Наилучший способ сделать это — хранить электроды в оригинальной упаковке и держать их максимально герметичными для сохранения качества ваших прокладок.
Количество использований / замена прокладокХотя вы хотите изготавливать прокладки в течение длительного времени, вам необходимо убедиться, что они сохраняют свою эффективность.
Трудно точно сказать, как долго служат электроды TENS и когда их следует заменять, потому что это зависит от нескольких факторов, таких как качество электродов, частота использования и то, насколько хорошо вы за ними ухаживаете.
Многие пользователи колодок с более высоким рейтингом сообщают, что они использовали 10-15 раз из набора, прежде чем им потребуется их замена.
Однако, если вы читаете обзоры некоторых более дешевых или менее качественных электродов, вы можете обнаружить, что потребители жалуются, что они получают лишь пару использований от набора.
Часто задаваемые вопросы Будет ли моя машина TENS работать с колодками сторонних производителей? Будет ли моя машина TENS работать с колодками сторонних производителей? Производители устройств TENS склонны рекомендовать вам использовать колодки их собственных брендов в своих машинах; однако большинство пэдов используют стандартное или универсальное соединение, что позволяет использовать пэды любой марки с тем же типом соединения.Для достижения наилучших результатов рекомендуется использовать оригинальные или фирменные электроды.
В некоторых случаях может потребоваться использование прокладок производителя. Например, хотя электроды для электрических стимуляторов мышц Compex легко устанавливаются, они имеют уникальное соединение, для которого требуются электроды марки Compex.
Несколько пользователей отметили способы изменения соединительных проводов таким образом, чтобы они подходили к устройствам Compex, но мы не рекомендуем этого делать, поскольку это, скорее всего, приведет к аннулированию гарантии на устройство.
Если ваше устройство TENS или EMS имеет стандартный пигтейл или защелкивающееся соединение, любая электродная терапевтическая подушка должна работать с устройством.
Мы опробовали и протестировали ряд различных пэдов с различными машинами TENS и EMS, и у нас не было проблем с тем, чтобы те же самые пэды работали с обоими типами устройств.
Опять же, просто помните, что большинство производителей заявляют, что для достижения наилучших результатов вы должны использовать прокладки их собственных брендов.
Сколько сеансов я должен получить из набора прокладок? / Как долго служат электроды TENS? Сколько сессий мне следует проводить с набором прокладок? / Как долго служат электроды TENS? Количество приложений или сеансов, которые вы получите из набора планшетов, будет варьироваться в зависимости от ряда факторов. Во-первых, качество ваших подушечек является убедительным показателем того, как долго они прослужат.Теоретически вы платите за то, что получаете, поэтому более дорогие колодки должны иметь более длительный срок службы, но это не всегда так. Кроме того, продолжительность использования тренажера влияет на срок службы подушечек.
Если вы используете машину несколько раз в течение дня, несколько дней в неделю, ваши колодки изнашиваются намного быстрее, чем если бы вы использовали машину только час или два в неделю. Помните, что вы всегда должны следить за тем, чтобы не злоупотреблять машиной, и мы рекомендуем обратиться за медицинской консультацией о том, как часто вам следует ее использовать.
Один из способов продлить срок службы электродов — это вращение между двумя наборами электродов, особенно если вы часто пользуетесь аппаратом.
Естественно, если вы будете хорошо ухаживать за своими подушечками и будете следовать инструкциям по обслуживанию, это сохранит качество подушек и продлит их срок службы.
Не стоит недооценивать важность подготовки кожи перед использованием. Чтобы подготовить кожу, убедитесь, что она чистая и не содержит масел или кремов, промыв область нанесения.Если вы этого не сделаете, вы можете обнаружить, что подушечки не прилипают.
Также следует мыть подушечки после использования, чтобы избавиться от остатков. Всегда дайте им высохнуть, а затем храните их в герметичной упаковке. Один пользователь говорит, что при тщательном уходе их прокладки использовались 30 или более раз.
Сколько колодок мне нужно? Сколько колодок мне нужно? Большинство устройств TENS двухканальные с двумя выходами, что означает, что вы можете использовать два или четыре пэда одновременно. Большинство людей используют их одновременно с четырьмя пэдами.Количество необходимых подушечек во многом зависит от их размера и места их нанесения.
Сколько колодок мне купить? Сколько колодок мне купить? Решая, сколько пэдов покупать, следует принять во внимание два важных момента: как часто вы используете TENS и стоимость пэда.Многие поставщики предлагают скидки при покупке оптом, например, на электроды DONECO Square TENS. Но если вы не пользуетесь машиной регулярно, покупка оптом может означать, что срок годности прокладок истечет до того, как вы сможете их использовать.
Если вы страдаете хронической болью и регулярно пользуетесь устройством, вероятно, имеет смысл запастись подушечками. Мало того, что ваша партия прослужит дольше, вы сможете забрать их по гораздо более низкой цене за подушечку.
Например, если вы используете машину три раза в день и можете использовать 15 раз каждой подушечки, это будет означать, что вам потребуется новый набор подушек каждые пять дней.
Чтобы избежать дополнительных затрат на доставку и регулярного риска нехватки прокладок, вы можете приобрести их оптом. Исходя из этого использования и продолжительности жизни, если вы купили упаковку из 48 штук, их хватило бы вам на 60 дней или два месяца.
Исходя из этого использования и продолжительности жизни, если вы купили упаковку из 48 штук, их хватило бы вам на 60 дней или два месяца.
С другой стороны, если вы используете аппарат только изредка, запас электродов может оказаться не столь важным. Принимая во внимание, что люди, которые используют TENS пару раз в неделю, только когда боль усиливается, этот набор из четырех подушечек может длиться несколько недель.
Однако при таком подходе учтите, что если вы забудете и выберетесь, вы можете оказаться в положении, когда вы не сможете использовать свою машину, когда вам это действительно нужно.
Также учтите, что цена, которую вы будете платить за подушечку, обычно выше, если вы покупаете ее в небольших количествах, и вы, вероятно, понесете дополнительные расходы по доставке.
Где я могу купить колодки блока TENS? Где я могу купить колодки блока TENS? Вы найдете контактные площадки TENS для продажи в Интернете, и они широко доступны на многих веб-сайтах, таких как Amazon, Walmart, CVS, Target и Walgreens. Если вы хотите купить прокладки на месте, посетите ближайшую аптеку. Некоторые интернет-магазины также предлагают бесплатную доставку заказов. Могу ли я поделиться своими колодками с кем-нибудь еще? Могу ли я поделиться своими колодками с кем-нибудь еще? Из соображений гигиены не рекомендуется делиться своими подушечками с кем-либо еще, на упаковке всегда популярных электродов TENS UnitSyrtenty четко указано: «Только для одного пациента».
Это не значит, что вы не можете поделиться своей машиной TENS с кем-то еще. Просто убедитесь, что у пользователей есть собственный набор пэдов, и вы не перепутаете их!
Если моя машина TENS оснащена косичками, могу ли я использовать контактные площадки с защелкой и наоборот? Если моя машина TENS оснащена косичками, могу ли я использовать контактные площадки с защелкой и наоборот? Аппараты TENS работают только с одним типом соединителя электродов.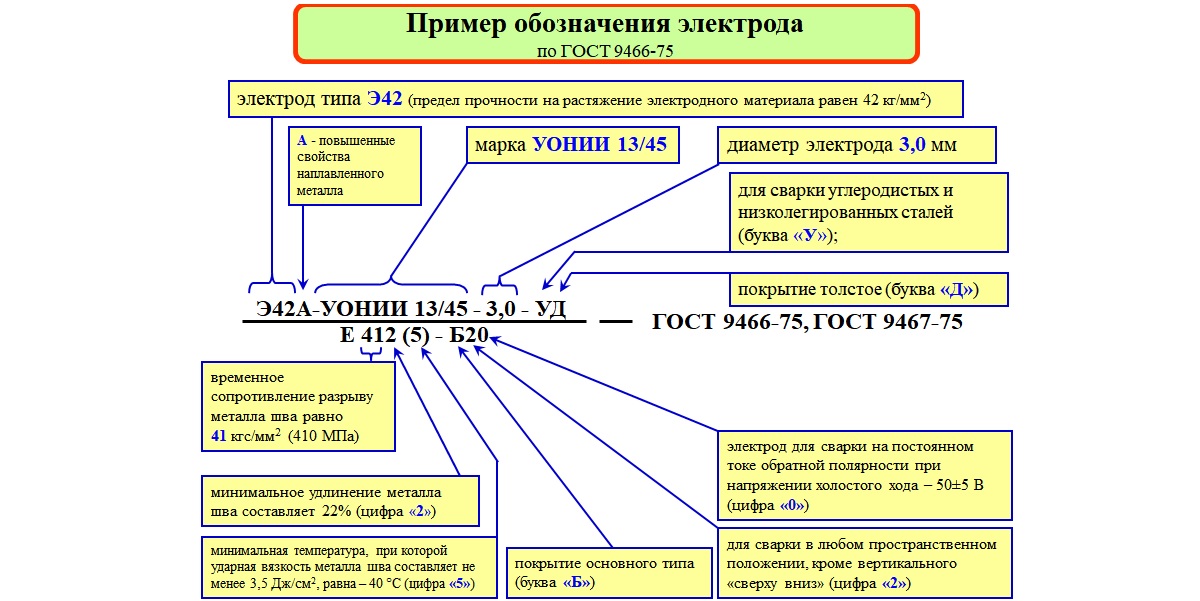 Если вы покупаете электроды с неправильным подключением для вашей машины, если вы приобретете адаптер, вы все равно сможете использовать электроды. Доступны переходники для универсальных пигтейлов и контактных площадок с защелками.
Если вы покупаете электроды с неправильным подключением для вашей машины, если вы приобретете адаптер, вы все равно сможете использовать электроды. Доступны переходники для универсальных пигтейлов и контактных площадок с защелками.Кроме того, важно отметить, что машины имеют вилки разного размера на подводящих проводах. Три наиболее распространенных: разъем 2,5 мм, разъем 3,5 мм и экранированный штекер 2,35 мм.
При покупке переходников убедитесь, что вы покупаете подводящий провод с правильным фитингом для вашей машины, поскольку они не взаимозаменяемы.
Взаимозаменяемы ли подушечки блока TENS? Взаимозаменяемы ли подушечки блока TENS? Колодки с универсальными фитингами взаимозаменяемы между машинами с одинаковыми фитингами. Например, любую контактную площадку с гибким соединением можно использовать на любой машине TENS, допускающей гибкое соединение.Вы также можете чередовать прокладки между использованием или использовать прокладки разных форм и размеров с вашим TENS.
Как упоминалось ранее, устройства TENS будут принимать сторонние производители, если колодки поставляются с совместимым фитингом.(Если вас интересуют соединители для пигтейлов и защелкивающиеся соединители, обратитесь к вопросу выше.)
Следует ли одобрить контактные площадки FDA? Следует ли очищать электроды от FDA? Да. Проверьте упаковку и / или описание продукта для подтверждения разрешения FDA. Кроме того, на подушечках может быть указано, что они разрешены к использованию без рецепта. Например: «Электроды Syrtenty одобрены FDA для безрецептурного использования».Amazon не разрешает продавать на своем веб-сайте продукты, не соответствующие правилам FDA; поэтому это должно быть упомянуто в описании продукта.
Допуск FDA также должен быть указан на упаковке продукта. Если вы не уверены или хотите подтвердить продукт индивидуально, вы также можете перейти на веб-сайт FDA и подтвердить.
Имейте в виду, что большинство соединителей для пигтейлов имеют допуск примерно 10%, что означает, что стандартная посадка 2 мм должна работать с любыми выводами от 1,8 до 2,2 мм.
Если вы не уверены, подходят ли электроды для вашего аппарата TENS, мы рекомендуем обратиться к продавцу или проверить список продуктов, обзоры, а также любые вопросы и ответы клиентов.
Нужно ли использовать электродный гель с подушечками? Нужно ли использовать электродный гель с подушечками? Одним словом, нет! Вам не нужен электродный гель.Однако, если вы используете его эффективно, это может улучшить проводимость электродов и продлить срок службы электродов.Пользователи сообщают, что электродные гели продлевают срок службы подушечек, улучшая проводимость импульса к коже. Кроме того, гели отлично подходят для уменьшения ощущения покалывания.
Подробнее о геле для электродов и других принадлежностях для устройств TENS можно узнать здесь.
Если вам нужно улучшить адгезионные свойства ваших подушечек, мы рекомендуем взглянуть на эту (ссылка на Amazon).
При покупке гелей убедитесь, что вы найдете те, которые подходят для электродов. Большинство электродных гелей не содержат солей и не вызывают раздражения, что делает их пригодными для длительного применения.
Из-за сильной адгезии электродных гелей, на каждую подушечку требуется лишь небольшое количество, которое должно быть равномерно распределено по поверхности.
По словам пользователей, перед нанесением и использованием гель должен застыть на подушечках в течение нескольких часов.
При правильном применении и осторожности использование гелей для электродов может помочь продлить срок службы подушечек и устранить необходимость их частой замены.
Какие прокладки подходят, если у меня чувствительная кожа или аллергия на латекс? Какие прокладки подходят, если у меня чувствительная кожа или аллергия на латекс? Наиболее частая жалоба на электроды — аллергические кожные реакции, обычно в виде сыпи, которые, по данным electrotherapy.org, отмечают примерно 2-3% пациентов. Причины этого связаны с материалом электродов, проводящим гелем или лентой, которые используются для удержания электродов на месте.Если у вас чувствительная кожа или аллергия на латекс, поищите производителя, который укажет, что их электроды не содержат латекса или не вызывают раздражения. Все включенные нами электроды TENS используют самоклеящиеся или предварительно гелированные электроды.
Они помогают снизить риск перекрестного заражения, просты в использовании и снижают частоту возникновения аллергии.
Стандартные электроды из туффалоя НА ПРОДАЖУ и НА СКЛАДЕ
Прямые электроды, колпачки и стержни, электроды с двойным изгибом, разные электроды, резервные электроды, электроды с резьбой, электроды с покрытием из тугоплавкого металла и электроды с поворотной поверхностью.
Стандартные электроды TUFFALOY доступны для немедленной покупки в компании Weld Systems Integrators. Как главный дистрибьютор, мы поддерживаем НАЛИЧИЕ продукции Tuffaloy в нашем офисе Warrensville Heights, штат Огайо. Свяжитесь с нами СЕГОДНЯ для быстрой отгрузки и доставки.
Tuffaloy производит полную линейку стандартных электродов. Доступные размеры варьируются от полноразмерных до кепок и пуговиц. Мы используем пруток из медного сплава только самого высокого качества. Кроме того, наш процесс проверки гарантирует, что продукция Tuffaloy стабильно работает в ваших сварочных операциях.
Стандартные электроды TUFFALOY
Электроды прямые
Прямые электроды производятся во всех стандартных конфигурациях носика «A, B, C, D, E и F». Предлагаемые сплавы включают классы 1, 2 и 3. Эта линейка продуктов очень широко используется на промышленном рынке. Они предназначены для легкого водяного охлаждения и восстановления лица. Что делает их хорошим выбором для долгой жизни и продуктивности.
Колпачок и хвостовики
Крышка и хвостовики — еще одно семейство продуктов.Они заменяют прямой электрод. Электрод меньшего размера предназначен для использования в расходных материалах по сравнению с прямым электродом. Их можно одеть, но их жизнь будет ограничена их размерами. Хвостовик можно использовать многократно. Их можно приобрести во многих стилях лица и материалах. Колпачки доступны как в мужском, так и в женском исполнении.
Электроды с двойным изгибом
Электродыс двойным изгибом предназначены для работы в труднодоступных местах. Обычно они изогнуты с водяными трубками для обеспечения надлежащего водяного охлаждения, но также доступны без водяных трубок.Электроды с двойным изгибом предлагаются во всех распространенных типах носиков и из всех материалов.
Электроды разные
Разное Электроды различных конструкций, включая одиночные изгибы, кривошипы, лопаты и литые электроды. Эти электроды созданы для решения этой сложной задачи.
Резервные электроды
Резервные электроды бывают круглой, квадратной и прямоугольной формы. Они доступны из нескольких медных сплавов или облицованы тугоплавкими металлами для более требовательных применений.Они используются для выпуклой и косметической сварки.
Электроды с резьбой
Резьбовые электроды доступны во многих размерах и конфигурациях наконечников. Лица бывают плоскими, усеченными, носами «C» и «E». Резьбовые электроды легко заменяются и могут выдерживать большие усилия.
Тугоплавкие электроды с металлической поверхностью
Тугоплавкие электроды с металлической поверхностью — еще одна широко используемая конструкция электродов. Они используются в приложениях с высокой температурой и силой, где медный сплав не выдерживает.Они также используются для балансировки тепла, чтобы улучшить размер или расположение самородков.
Электроды с поворотной поверхностью
Электроды с поворотной поверхностью — это очень универсальная форма резервных электродов. Варианты изготовления и конструкция детали иногда приводят к вариациям в деталях. Вертлюги из туффалоя изготавливаются с учетом этих различных положений свариваемых деталей. Они бывают с водяным охлаждением и без него, а также с удержанием положения головы.
Интеграторы систем контактной сварки
© Tuffaloy Products, Inc.
Топ-3 лучших электродов для ЧЭНС, ЭКГ, ЭКГ и дефибрилляторов
Как правильно выбрать электрод
Выбор и разнообразие электродов огромны. Из-за этого многие клиенты могут не знать, какой электрод им лучше всего подходит. Возможно, самое важное, что нужно сделать перед покупкой электродов, — это тип электродов, который вам нужен; Типы электродов можно условно разделить на три категории: электроды ЭКГ / ЭКГ, электроды TENS и электроды дефибриллятора.
Электроды ЭКГ / ЭКГ
Эти электроды являются одними из наиболее распространенных, поскольку они используются для различных мониторов сердца, в первую очередь для электрокардиограмм (ЭКГ / ЭКГ). Электрокардиограммы помогают оценить и диагностировать проблемы с сердцем, измеряя электрическую активность сердца. Электроды ЭКГ прикрепляются непосредственно к коже пациента (обычно к груди, рукам и ногам) и предназначены для восприятия этих электрических токов. Эти электроды подключаются к аппарату ЭКГ с помощью проводов, по которым передаются измеряемые ими сигналы.Эти провода обычно закрепляются на задней части электродов ЭКГ после того, как они прикреплены к коже пациента, что позволяет разместить электроды до того, как необходимо будет прикрепить аппарат.
Пэды TENS
Другой метод, для которого требуются специальные электроды, — это чрескожная электрическая стимуляция нервов (или ЧЭНС). Это метод, который использует электрический импульс для облегчения боли за счет воздействия на нижележащие нервы. Этот электрический импульс доставляется через специальные подушечки TENS, которые прилегают к коже пациента.Используя терапевтический аппарат TENS (или, альтернативно, аппарат для электрической стимуляции мышц), импульс передается через подушечки TENS для лечения. Эти электроды в данном случае служат в качестве электродов и заметно отличаются от тех, что используются для ЭКГ.
Подушечки для дефибриллятора
Одним из самых узнаваемых видов медицинского оборудования, использующего электричество для терапии, диагностики или лечения, вероятно, является дефибриллятор. Эти устройства часто могут быть спасательными инструментами, поскольку они используются для «перезапуска» разряда в сердца пациентов, страдающих фибрилляцией желудочков, сердечной аритмией или желудочковой тахикардией.Самым распространенным и наиболее известным дефибриллятором является автоматический внешний дефибриллятор (AED). Эти дефибрилляторы часто хранятся в рабочих офисах, ресторанах и других общественных местах, где они могут понадобиться в экстренных случаях.
Прокладки для дефибриллятора — это электроды, используемые для передачи электрического разряда на сердце пациента во время дефибрилляции. Эти прокладки обычно доступны в нескольких размерах, которые используются в зависимости от роста пациента. Обычная прокладка дефибриллятора «взрослого» размера используется для большинства взрослых AED.Однако существуют меньшие размеры для более молодых и небольших пациентов. Важно иметь подкладку дефибриллятора подходящего размера, так как это может повлиять на эффективность AED.
Другие функции и опции
Наряду с обычным типом электродов, доступных покупателям, существует также множество дополнительных функций и опций, которые следует учитывать при покупке. Ниже приведены несколько пунктов, которые могут оказаться важными в зависимости от ваших потребностей.
Самоклеящийся
Как следует из названия, самоклеящиеся электроды предназначены для приклеивания к коже пациента с помощью клея на самом электроде.Обычно эти электроды имеют пленку, которая отслаивается, чтобы обнажить клейкую поверхность под ней. Самоклеящиеся электроды особенно полезны для электродов, таких как электроды дефибриллятора, которые обычно требуют быстрого и эффективного прикрепления из-за их использования в чрезвычайных ситуациях.
Электроды многоразового использования
Некоторые электроды предназначены для многократного использования (в отличие от выбрасывания после одного использования). Они популярны в ситуациях, когда электроды будут использоваться только одним пациентом, поскольку гигиена между пациентом не является проблемой.Из-за этого многоразовые электроды часто используются для домашнего ухода. Они, конечно, отличаются от одноразовых электродов, которые обычно используются в клинических условиях с большой нагрузкой, например, в отделениях неотложной помощи.
Факторы гигиены
Некоторые электроды оснащены специальными функциями, обеспечивающими соблюдение гигиены. Сюда могут входить специальные чистящие средства для многоразовых электродов, крышки для электродов или другие предметы для стерилизации электродов. Эти факторы особенно важны в загруженных клинических условиях, таких как отделения неотложной помощи и кабинеты врачей, в которых многоразовые электроды необходимо тщательно очищать между применениями, поскольку они используются с несколькими пациентами.
Электроды играют ключевую роль в передаче электрического тока для медицинского оборудования и методов лечения, таких как электрокардиограммы, чрескожная электрическая стимуляция нервов и дефибрилляция сердца. Следовательно, использование правильного электрода в данной ситуации может означать разницу между успешным и неудачным лечением.
Rehabmart с гордостью предлагает электроды и сопутствующие товары от проверенных производителей медицинского оборудования, таких как Independence Medical, Pepin Electrodes, North Coast Medical, Mettler Electronics, ProMed Specialties и многих других.